Seminar Tugas Akhir Statistika ITS, 12 Januari 2011...
12
Tabel ringkasan hasil perhitungan waktu normal (lanjutan) No Proses Operasi Varia- bel Rata-rata Waktu Siklus (detik) Rating Faktor Waktu Normal (detik/unit) Total Waktu Normal (menit/unit) 6 Proses penggabungan bagian-bagian dompet C21 523,41975 1,13 591,464318 20,046456 C22 140,15050 1,13 158,370065 C23 92,22225 1,13 104,211143 C24 86,48750 1,13 97,730875 C25 27,00750 1,13 30,518475 C26 90,53000 1,13 102,298900 Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 24 C27 35,28950 1,13 39,877135 C28 69,30658 1,13 78,316434 7 Proses penjahitan C29 82,81800 1,13 93,584340 6,604520 C30 61,04923 1,13 68,985631 C31 48,52450 1,13 54,832685 C32 13,71949 1,13 15,503021 C33 144,57125 1,13 163,365513 8 Proses finishing C34 175,23775 1,13 198,018658 13,063205 C35 180,61700 1,13 204,097210 C36 94,51300 1,13 106,799690 C37 144,11150 1,13 162,845995 C38 99,14225 1,13 112,030743 9 Proses pengkilapan C39 30,50947 1,13 34,475705 1,017387 C40 23,51108 1,13 26,567522
-
Upload
phungnguyet -
Category
Documents
-
view
223 -
download
0
Transcript of Seminar Tugas Akhir Statistika ITS, 12 Januari 2011...
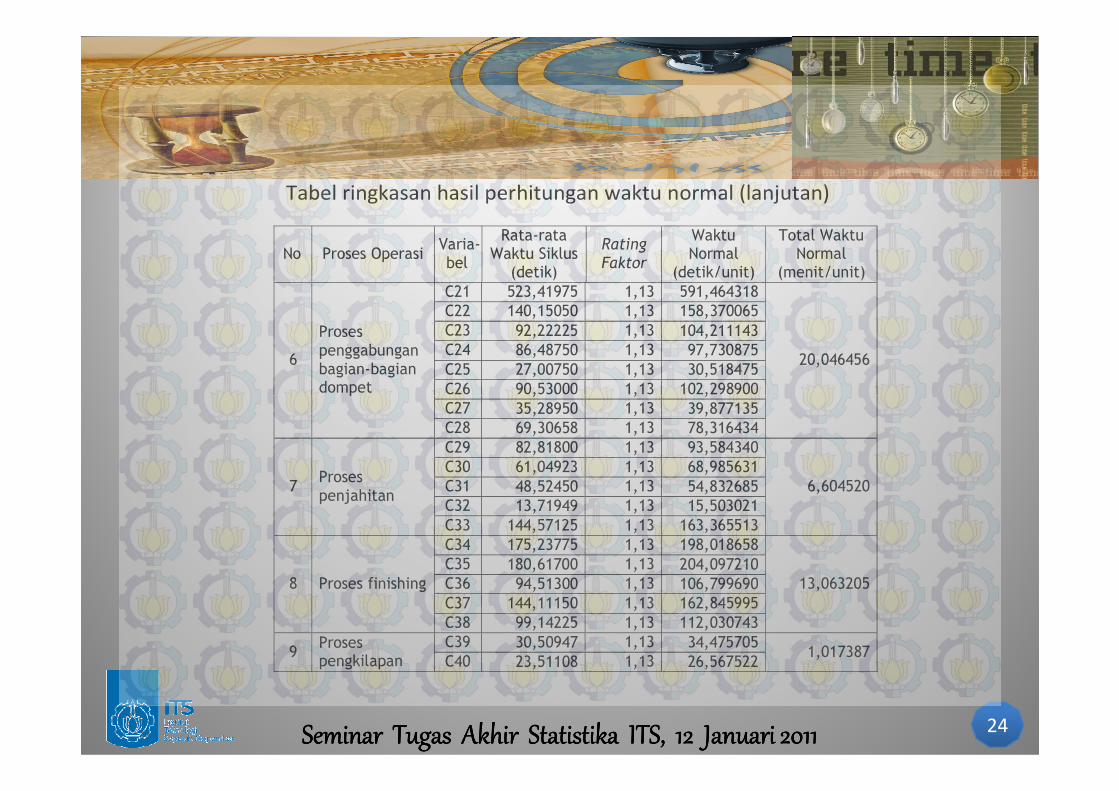
Tabel ringkasan hasil perhitungan waktu normal (lanjutan)
No Proses Operasi Varia-bel
Rata-rata Waktu Siklus
(detik)
Rating Faktor
Waktu Normal
(detik/unit)
Total Waktu Normal
(menit/unit)
6
Proses penggabungan bagian-bagian dompet
C21 523,41975 1,13 591,464318
20,046456
C22 140,15050 1,13 158,370065
C23 92,22225 1,13 104,211143
C24 86,48750 1,13 97,730875
C25 27,00750 1,13 30,518475
C26 90,53000 1,13 102,298900
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 24
dompet C26 90,53000 1,13 102,298900
C27 35,28950 1,13 39,877135
C28 69,30658 1,13 78,316434
7 Proses penjahitan
C29 82,81800 1,13 93,584340
6,604520
C30 61,04923 1,13 68,985631
C31 48,52450 1,13 54,832685
C32 13,71949 1,13 15,503021
C33 144,57125 1,13 163,365513
8 Proses finishing
C34 175,23775 1,13 198,018658
13,063205
C35 180,61700 1,13 204,097210
C36 94,51300 1,13 106,799690
C37 144,11150 1,13 162,845995
C38 99,14225 1,13 112,030743
9 Proses pengkilapan
C39 30,50947 1,13 34,475705 1,017387
C40 23,51108 1,13 26,567522
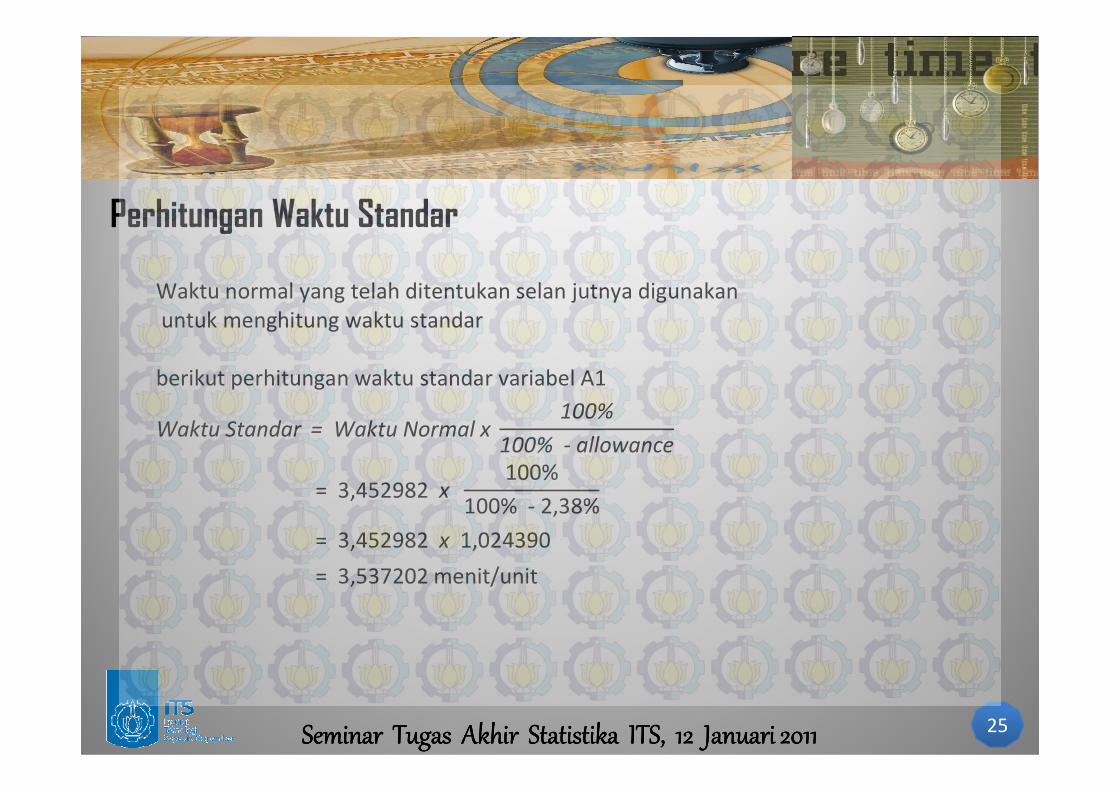
Perhitungan Waktu Standar
Waktu normal yang telah ditentukan selan jutnya digunakan
untuk menghitung waktu standar
berikut perhitungan waktu standar variabel A1
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 25
Waktu Standar = Waktu Normal x 100%
100% - allowance
= 3,452982 x 100%
100% - 2,38%
= 3,452982 x 1,024390
= 3,537202 menit/unit
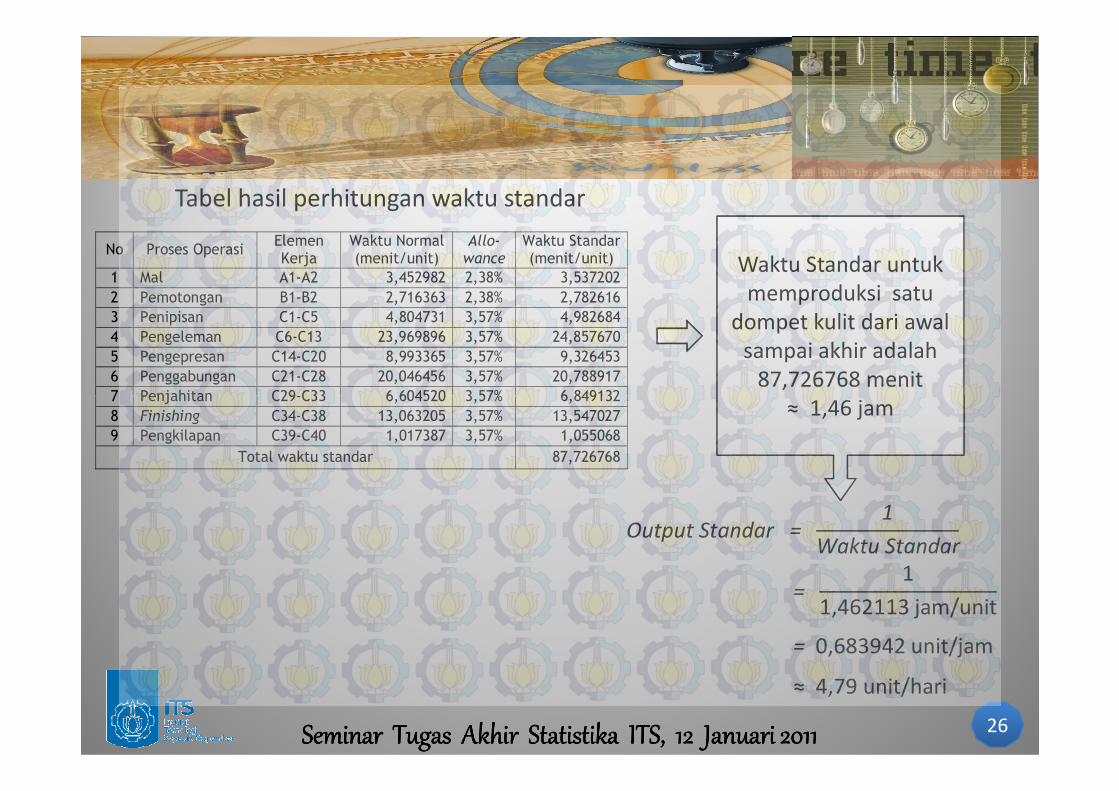
No Proses Operasi Elemen Kerja
Waktu Normal (menit/unit)
Allo-wance
Waktu Standar (menit/unit)
1 Mal A1-A2 3,452982 2,38% 3,537202
2 Pemotongan B1-B2 2,716363 2,38% 2,782616
3 Penipisan C1-C5 4,804731 3,57% 4,982684
4 Pengeleman C6-C13 23,969896 3,57% 24,857670
5 Pengepresan C14-C20 8,993365 3,57% 9,326453
6 Penggabungan C21-C28 20,046456 3,57% 20,788917
7 Penjahitan C29-C33 6,604520 3,57% 6,849132
Tabel hasil perhitungan waktu standar
Waktu Standar untuk
memproduksi satu
dompet kulit dari awal
sampai akhir adalah
87,726768 menit
≈ 1,46 jam
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 26
7 Penjahitan C29-C33 6,604520 3,57% 6,849132
8 Finishing C34-C38 13,063205 3,57% 13,547027
9 Pengkilapan C39-C40 1,017387 3,57% 1,055068
Total waktu standar 87,726768
Output Standar = 1
Waktu Standar
= 1
1,462113 jam/unit
= 0,683942 unit/jam
≈ 4,79 unit/hari
≈ 1,46 jam
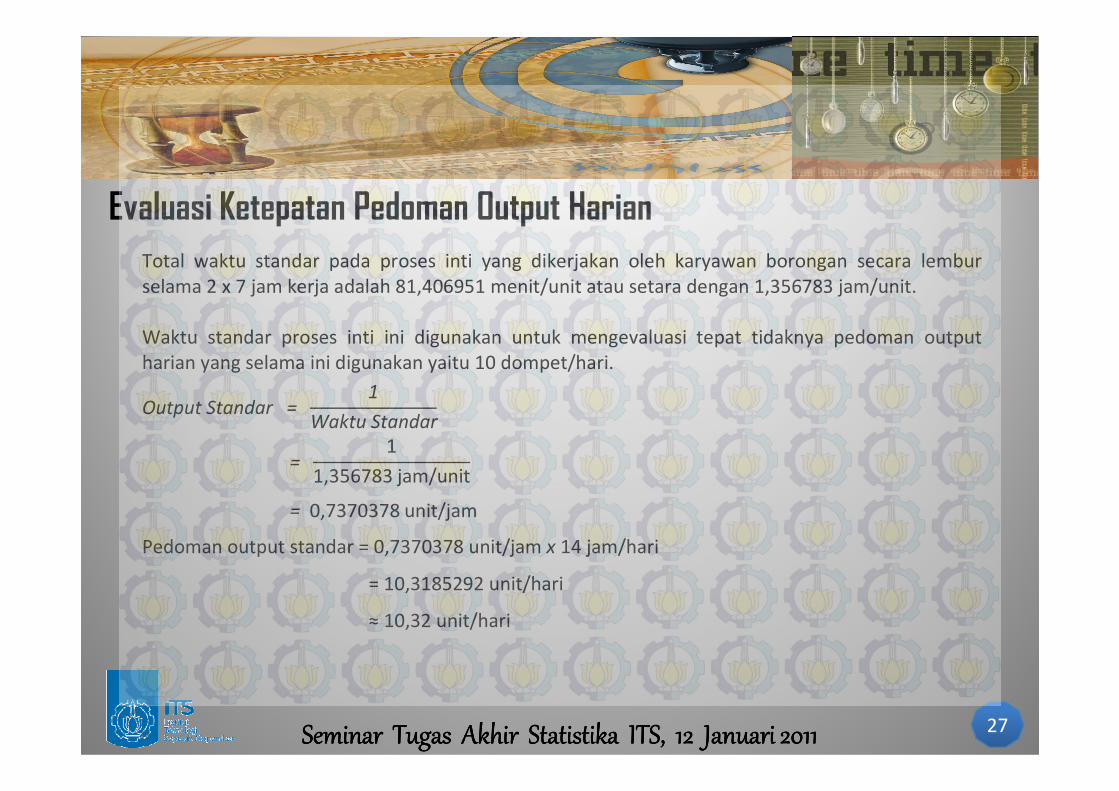
Evaluasi Ketepatan Pedoman Output Harian
Total waktu standar pada proses inti yang dikerjakan oleh karyawan borongan secara lembur
selama 2 x 7 jam kerja adalah 81,406951 menit/unit atau setara dengan 1,356783 jam/unit.
Waktu standar proses inti ini digunakan untuk mengevaluasi tepat tidaknya pedoman output
harian yang selama ini digunakan yaitu 10 dompet/hari.
Output Standar = 1
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 27
Output Standar = 1
Waktu Standar
= 1
1,356783 jam/unit
= 0,7370378 unit/jam
Pedoman output standar = 0,7370378 unit/jam x 14 jam/hari
= 10,3185292 unit/hari
≈ 10,32 unit/hari
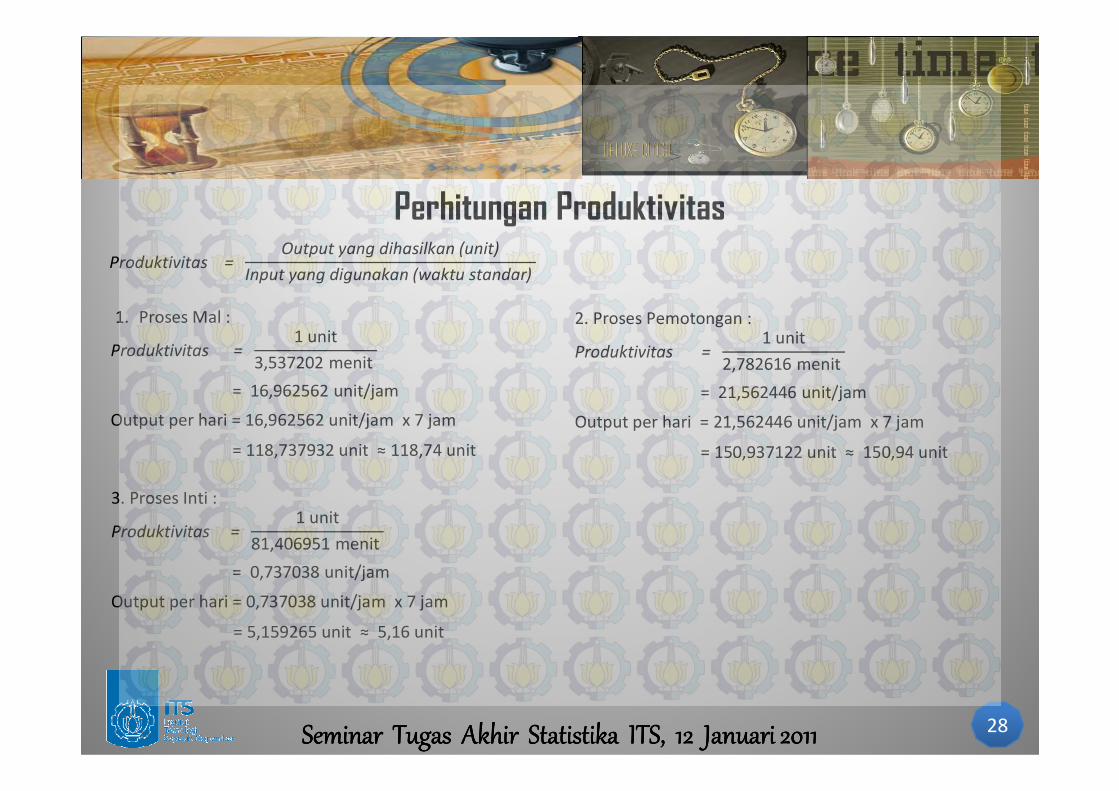
Produktivitas = Output yang dihasilkan (unit)
Input yang digunakan (waktu standar)
Perhitungan Produktivitas
1. Proses Mal :
Produktivitas = 1 unit
3,537202 menit
= 16,962562 unit/jam
2. Proses Pemotongan :
Produktivitas = 1 unit
2,782616 menit
= 21,562446 unit/jam
28Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011
= 16,962562 unit/jam
Output per hari = 16,962562 unit/jam x 7 jam
= 118,737932 unit ≈ 118,74 unit
= 21,562446 unit/jam
Output per hari = 21,562446 unit/jam x 7 jam
= 150,937122 unit ≈ 150,94 unit
3. Proses Inti :
Produktivitas = 1 unit
81,406951 menit
= 0,737038 unit/jam
Output per hari = 0,737038 unit/jam x 7 jam
= 5,159265 unit ≈ 5,16 unit
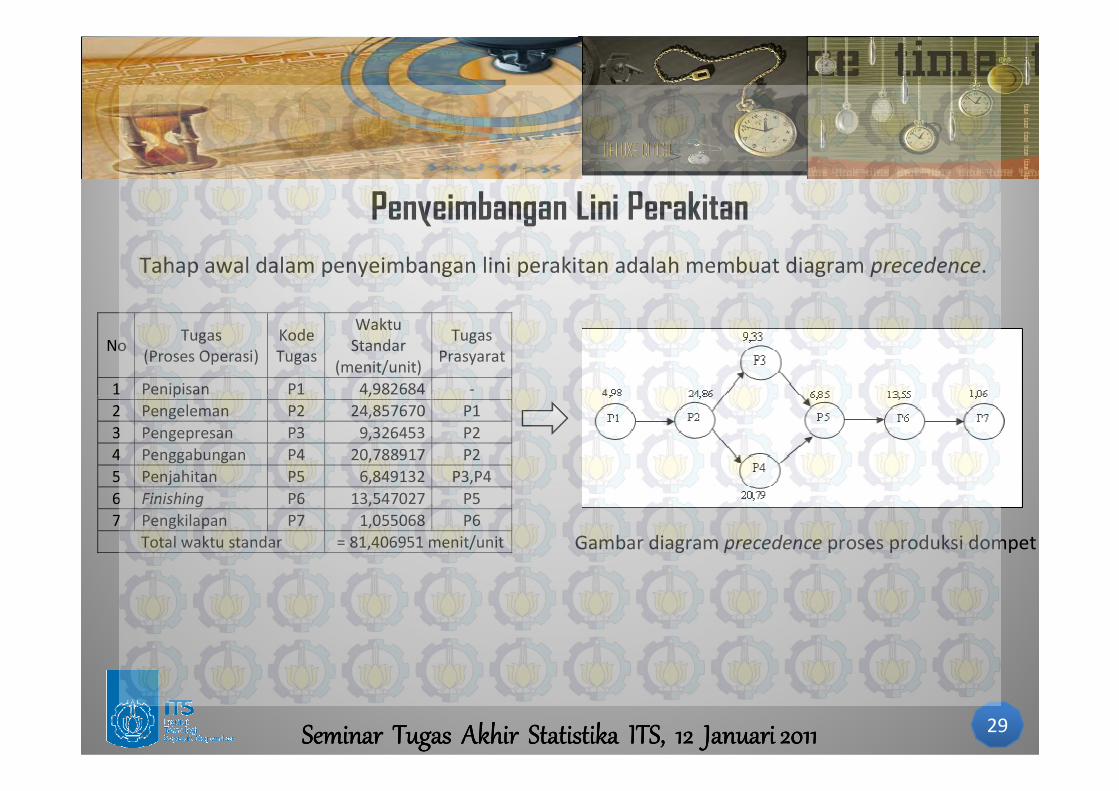
Penyeimbangan Lini Perakitan
Tahap awal dalam penyeimbangan lini perakitan adalah membuat diagram precedence.
No Tugas
(Proses Operasi)
Kode
Tugas
Waktu
Standar
(menit/unit)
Tugas
Prasyarat
1 Penipisan P1 4,982684 -
29Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011
Gambar diagram precedence proses produksi dompet
1 Penipisan P1 4,982684 -
2 Pengeleman P2 24,857670 P1
3 Pengepresan P3 9,326453 P2
4 Penggabungan P4 20,788917 P2
5 Penjahitan P5 6,849132 P3,P4
6 Finishing P6 13,547027 P5
7 Pengkilapan P7 1,055068 P6
Total waktu standar = 81,406951 menit/unit

Perhitungan Waktu Siklus dan Jumlah Stasiun Minimum
Waktu Siklus = Waktu produksi yang tersedia per hari
Unit yang diproduksi per hari
7 jam x 60 menit/jam
Penyeimbangan lini perakitan dilakukan pada proses inti saja yaitu proses penipisan sampai pengkilapan.
Terdapat 8 karyawan borongan yang mengerjakan proses inti dengan output standar berdasarkan
perhitungan adalah 5,16 unit dompet.
30Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011
= 7 jam x 60 menit/jam
8 karyawan x 5,16 dompet
= 420 menit
41,28 unit = 10,17 menit/unit
Jumlah stasiun kerja minimum =
∑=
n
i
Waktu1
pengerjaan tugas i
Waktu Siklus
= 81,41 menit/unit
10,17 menit/unit
= 8,001140 ≈ 8 stasiun kerja
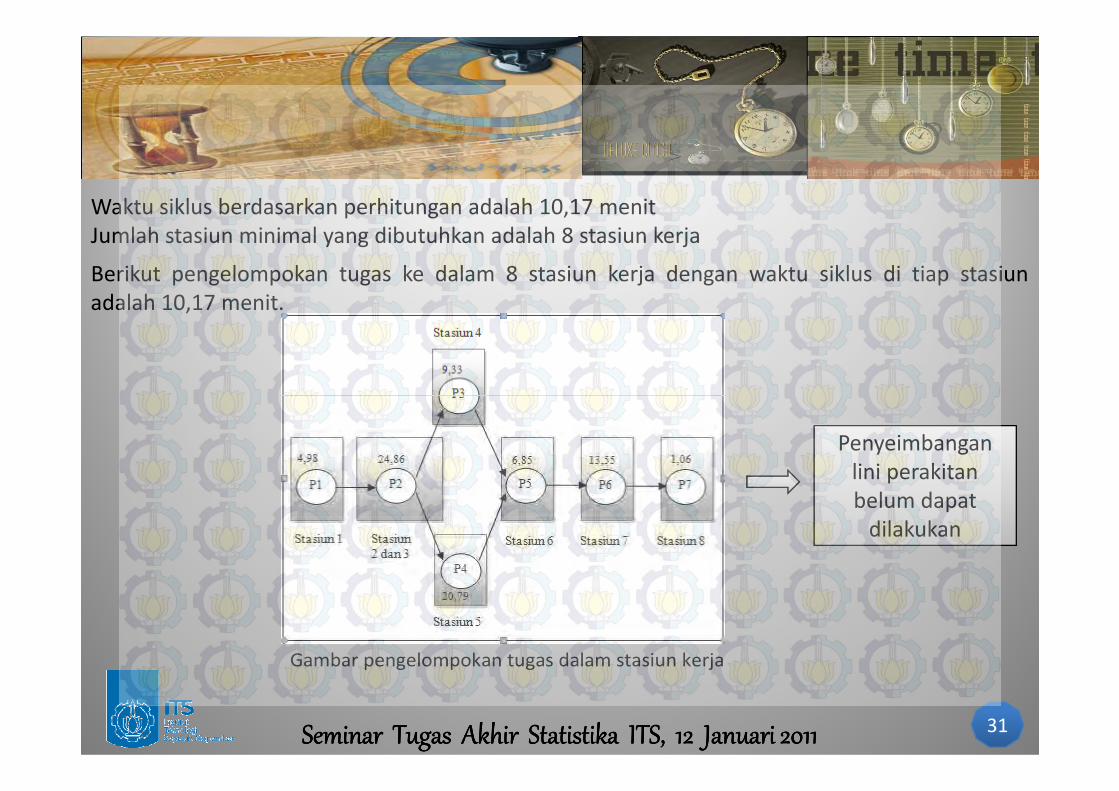
Waktu siklus berdasarkan perhitungan adalah 10,17 menit
Jumlah stasiun minimal yang dibutuhkan adalah 8 stasiun kerja
Berikut pengelompokan tugas ke dalam 8 stasiun kerja dengan waktu siklus di tiap stasiun
adalah 10,17 menit.
31Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011
Gambar pengelompokan tugas dalam stasiun kerja
Penyeimbangan
lini perakitan
belum dapat
dilakukan
Kesimpulan dan Saran
Kesimpulan1. Waktu standar yang diperlukan untuk memproduksi satu dompet kulit dari awal
sampai akhir operasi adalah 87,73 menit atau setara dengan 1,46 jam, sedangkan
output standar ditentukan berdasarkan waktu standar adalah 4,79 unit tiap harinya.
2. Produktivitas usaha yang ditentukan berdasarkan waktu standar karyawan
memberikan hasil pada proses pengemalan karyawan mampu menghasilkan 118,74
unit mal dompet tiap harinya, sedangkan pada proses pemotongan karyawan dapat
memotong 150,94 unit pola dompet tiap harinya. Selanjutnya pada proses inti mulai
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 32
memotong 150,94 unit pola dompet tiap harinya. Selanjutnya pada proses inti mulai
dari penipisan sampai dengan pengkilapan, karyawan mampu menghasilkan 5,16 unit
dompet tiap harinya.
3. Hasil dari penyeimbangan lini perakitan menunjukkan bahwa pengelompokan tugas
kedalam stasiun kerja masih kurang tepat, hal ini dikarenakan besarnya perbedaan
waktu standar pada masing-masing tugas perakitan.

SaranProses produksi dompet kulit yang dilakukan oleh dua karyawan reguler dan satu
karyawan borongan. Sistem kerja borongan belum dapat diseimbangkan melalui
penyeimbangan lini perakitan sehingga pihak industri belum dapat mengevaluasi
efisiensi produksi dalam usaha peningkatan produktivitas berdasarkan waktu standar
dan output standar. Peningkatan produktivitas sebaiknya dilakukan dengan
meminimalisasi input lain (modal, material serta energi) yang digunakan selama
proses produksi dompet kulit.
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 33

Daftar Pustaka Feryani, E., Y. 2007. Standarisasi Kerja pada Proses Pengemasan Benih Jagung Hibrida
Varietas BISI 2 di PT. Benih Inti Subur Intani (BISI) Kediri. Tugas Akhir. Statistika ITS, Surabaya.
Hidayah, N., D. 2008. Analisis Penyeimbangan Lintasan Serta Pengujian Perbedaan Shift Kerja Terhadap Persentase Jumlah Cacat pada Proses Assembling Engine di PT.’X’ Jakarta. Tugas Akhir. Statistika ITS, Surabaya.
Komarudin. 2010. Assembly Line Balancing (Keseimbangan Lini Perakitan), (Online), (http:// staff.blog.ui.ac.id/komarudin 74/2010/10/05/assembly-line-balancing-keseimbangan-lini-perakitan, diakses pada 4 Desember 2010 11:35).
Montgomery, D., C. 2005. Introduction to Statistical Quality Control. Fith Edition,USA: John
Wiley and Sons, Inc. Niebel, B., W. 1976. Motion and Time Study, Sixth edition. Richard D. Irwin, Inc, USA. Niebel, B., W. 1976. Motion and Time Study, Sixth edition. Richard D. Irwin, Inc, USA. Pardede, M., P. 2005. Manajemen Operasi dan Produksi : Teori, Model, dan Kebijakan. Andi,
Yogyakarta. Putra, S., R. 2009. Pengukuran Waktu Kerja pada Proses Penjilidan Buku di Industri Jasa
Penjilidan Usaha Bersama. Tugas Akhir. Statistika ITS, Surabaya. Render, B., dan Heizer, J. 2006. Operations Management (Manajemen Operasi yang
diterjemahkan oleh Setyoningsih, D., dan Almahdy, I., Edisi ketujuh). Salemba Empat, Jakarta.
Satyagrahaprabu, E., F. 2010. Perbandingan Waktu Baku di Pabrik Tahu dengan Menggunakan Metode Langsung dan Metode Tidak Langsung. Tugas Akhir. Teknik Industri Universitas Muhammadiyah, Surakarta.
Susetyo, J. 2008. Pengukuran Kerja, (Online), (http://elista. akprind.ac.id/upload/ files/2523_WEB-Joko.ppt, diakses pada 1 Oktober 2010 15:30).
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011 34
Sekian
Terima KasihTerima Kasih
Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011Seminar Tugas Akhir Statistika ITS, 12 Januari 2011