
REVERSE FORWARD 4 SIKLUS
44
RANGKAIAN MOTOR REVERSE FORWARD 4 SIKLUS MENGGUNAKAN PROGRAMMABLE LOGIC CONTROLLER ( PLC ) Diajukan guna memenuhi sebagian tugas sekolah Sekolah Menengah Negeri 7 Semarang Kompetensi Keahlian Teknik Instalasi Tenaga Listrik Disusun Oleh : Rifqi Renaldy Deva Saputra NIS. 1211995 / 30 XIII TITL 1 KOMPETENSI KEAHLIAN TEKNIK INSTALASI TENAGA LISTRIK SMK NEGERI 7 ( STM PEMBANGUNAN ) SEMARANG TAHUN PELAJARAN 2015 / 2016
-
Upload
bika-bika -
Category
Engineering
-
view
746 -
download
4
Transcript of REVERSE FORWARD 4 SIKLUS

RANGKAIAN MOTOR REVERSE FORWARD 4 SIKLUS MENGGUNAKAN PROGRAMMABLE LOGIC CONTROLLER
( PLC )
Diajukan guna memenuhi sebagian tugas sekolah Sekolah Menengah Negeri 7 Semarang
Kompetensi Keahlian Teknik Instalasi Tenaga Listrik
Disusun Oleh :
Rifqi Renaldy Deva Saputra
NIS. 1211995 / 30
XIII TITL 1
KOMPETENSI KEAHLIAN TEKNIK INSTALASI TENAGA LISTRIK
SMK NEGERI 7 ( STM PEMBANGUNAN ) SEMARANGTAHUN PELAJARAN
2015 / 2016
LEMBAR PENGESAHAN SEKOLAH
Laporan dengan judul “RANGKAIAN MOTOR REVERSE FORWARD 4 SIKLUS MENGGUNAKAN PROGRAMMABLE LOGIC CONTROLLER ( PLC )” yang ditulis oleh Rifqi Renaldy Deva Saputra ini telah diperiksa oleh Guru Pembimbing Kompetensi Keahlian Teknik Instalasi Tenaga Listrik
Pada Tanggal : 2015Di : SMK Negeri 7 Semarang
Guru Pengampu 1 Guru Pengampu 2
Nunuk Widowati, S.Pd Drs. H. DjunaidiNIP. 19620113 198303 2 013 NIP. 195801221986031002
2

KATA PENGANTAR
Puji syukur dipanjatkan kehadirat Tuhan Yang Maha Esa yang telah melimpahkan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan laporan yang berjudul “Rangkaian Reverse Forward 4 Siklus Menggunakan Programmable Logic Controller (PLC)”. Laporan ini disusun dalam rangka memenuhi tugas pada mata pelajaran “Programmable Logic Controller (PLC)”.
Selama pelaksanaan proses penyusunan laporan ini terdapat berbagai kendala dan hambatan, namun berkat dukungan dan bantuan dari berbagai pihak, maka pada akhirnya makalah ini dapat diselesaikan dengan baik. Maka dari itu dalam kesempatan ini desampaikan terima kasih kepada :
1. Bapak Drs. M. Sudarmanto,M.Pd. selaku Kepala SMK Negeri 7 (STM Pembangunan) Semarang.
2. Bapak Drs. Soeharto selaku Ketua Program Keahlian Teknik Instalasi Tenaga Listrik SMK Negeri 7 (STM Pembangunan) Semarang.
3. Ibu Nunuk Widowati,S.Pd selaku guru pembimbing mata pelajaran Programmable Logic Controller (PLC)
4. Bapak Drs. H. Djunaidi selaku wali kelas XIII TITL 15. Bapak dan Ibu guru SMK Negeri 7 Semarang, serta semua pihak yang secara
langsung telah membantu dalam penyusunan makalah.6. Orang tua dan keluarga yang telah mendukung dan menyemangati dalam penyusunan
makalah.7. Serta teman-teman kelas XIII TITL 1 dan semua pihak yang telah membantu, baik
secara langsung maupun tidak langsung.
Semoga makalah ini dapat bermanfaat bagi penulis, pembaca, serta semua pihak yang terkait. Dan dalam penyusunan laporan ini masih terdapat kekurangan dan jauh dari kesempurnaan, maka dari itu segala kritik dan saran yang bersifat membangun sangat diharapkan demi kesempurnaan makalah ini.
Semarang, November 2015
Penulis
3
DAFTAR ISI
RANGKAIAN MOTOR REVERSE FORWARD 4 SIKLUS MENGGUNAKAN PROGRAMMABLE LOGIC CONTROLLER ( PLC )............................................................1
KATA PENGANTAR...............................................................................................................3
DAFTAR ISI..............................................................................................................................4
DAFTAR GAMBAR.................................................................................................................6
BAB I PENDAHULUAN.........................................................................................................7
1.1 Latar Belakang.............................................................................................................7
1.2 Alasan Penggunaan Programmable Logic Controller (PLC)......................................7
BAB II LANDASAN TEORI....................................................................................................9
2.1 Pengertian Programmable Logic Controller (PLC).....................................................9
2.2 Prinsip Kerja PLC......................................................................................................11
2.3 Konfigurasi PLC........................................................................................................12
2.3.1 Antarmuka Input................................................................................................12
2.3.2 Antarmuka Output..............................................................................................13
2.3.3 Central Processing Unit (CPU)..........................................................................14
2.3.4 Unit Memori.......................................................................................................14
2.4 Bagian-bagian PLC...................................................................................................15
2.5 Intruksi Dasar PLC....................................................................................................16
2.6 Komponen – Komponen............................................................................................18
2.6.1 Kontaktor............................................................................................................18
2.6.2 Thermal Overload Relay....................................................................................18
2.6.3 Push Button........................................................................................................19
2.6.4 Emergency Stop.................................................................................................19
2.6.5 Miniatur Circuit Breaker....................................................................................20
2.6.6 Lampu Indikator.................................................................................................20
2.6.7 Motor Listrik......................................................................................................20
2.7 Rangkaian Reverse Forward......................................................................................22
BAB III PELAKSANAAN PRAKTIK....................................................................................23
3.1 Tujuan Praktek...........................................................................................................23
3.2 Alat dan Bahan..........................................................................................................23
3.3 Kesehatan dan Keselamatan Kerja............................................................................24
4
3.5 Diagram Ladder.........................................................................................................25
3.6 Tabel Mneumonic......................................................................................................26
3.9 Hasil Pengukuran.......................................................................................................30
3.10 Analisa Pengukuran...................................................................................................30
3.11 Analisa Program Pengendali.....................................................................................31
BAB IV SIMPULAN...............................................................................................................32
DAFTAR PUSTAKA..............................................................................................................33
5

DAFTAR GAMBAR
Gambar 2.1 Blok diagram konfigurasi PLC..................................................................9
Gambar 2.2 Bagian-bagian PLC CPM2A....................................................................12
Gambar 2.3 Diagram Rangkaian Input........................................................................13
Gambar 2.4 Diagram Rangkaian Output......................................................................13
Gambar 2.6 Rangkaian Reverse Forward....................................................................22
6
BAB I PENDAHULUAN
1.1 Latar BelakangPemakaian sistem kontrol otomatis di industri saat ini merupakan kebutuhan
yang sangat utama untuk menjaga proses produksi agar berjalan seperti yang direncanakan. Dengan tidak adanya gangguan selama proses produksi maka hasil yang diperoleh akan menghasilkan produk yang berkualitas baik.
Pemakaian sistem kontrol secara manual atau konvensional banyak mengalami gangguan dan mempunyai banyak kelemahan, antara lain : sulitnya perawatan, pengawatan banyak, sulit menentukan kesalahan pada sistem, modifikasi membutuhkan waktu yang lama dan sebagainya. Karena hal tersebut membuat pemakaian sistem kontrol beralih pada sistem otomatisasi dengan menggunakan Programmable Logic Controllers (PLC).
PLC mempunyai beberapa kelebihan, antara lain : mudah diprogram, program dapat diubah-ubah, sederhana dalam wiring, kompak, lebih kuat terhadap kondisi lingkungan dan mudah dalam troubleshooting. Untuk menjaga kualitas produksi, maka operator dituntut untuk selalu melakukan pemantauan (monitoring) status peralatan proses produksi. Walaupun sudah menggunakan PLC, tetapi hal tersebut mutlak dilakukan.
1.2 Alasan Penggunaan Programmable Logic Controller (PLC)
Dengan kemajuan teknologi komputer yang semakin pesat, banyak di dunia industri kita yang menggunakan PLC sebagai alat kontrol mesin produksinya. Sistem Kontrol yang semakin berkembang dari mode konvensional ke digital pun tidak dapat dipungkiri lagi. Seiring dengan perkembangan teknologi dan era komputerisasi, Sistem kontrol konvensional pun sudah mulai ditinggalkan. Berikut beberapa alasan-alasan yang digunakan para ahli mesin dan listrik di seluruh dunia untuk menggunakan teknologi PLC.
PLC yang sederhana dapat mengendalikan berbagai situasi industri,dari hanya satu gerakan, pekerjaan tingkat repetisi tinggi hingga aplikasi-aplikasi yang melibatkan manipulasi kompleks.
Program-program dapat dimodifikasi dengan cepat untuk menerima kondisi yang baru. Artinya tidak ada lagi pemasangan ulang kabel dan biaya dapat ditekan
Setelah program selesai ditulis dan diuji, maka dapat di salin dengan mudah ke sejumlah PLC lainya, ini berarti bahwa kerja pengembangan hanya dilakukan satu kali sementara pemasangan kabel dari kotak control dapat di sederhanakan karena identik.
Waktu respon yang cepat bukan merupakan suatu tambahan, hal tesebut sudah merupakan standar PLC, dikarenakan objek-objek yang kecil dan sempit yang
7
lewat didepan sensor hanya berada dalam jangkauan sensor untuk waktu yang singkat.
Counter dan timer sudah siap tersedia, penyesuian dikendalikan dapat secara cepat dan akurat dilakukan hanya dengan mengedit program.
Sudah lazim diterima, karena alasan ekonomi, penggunaan PLC dalam sitem-sistem kontrol yang butuh 4 relay atau lebih.
Bila menggunakan PLC beberapa antarmuka (interface) khusus dapat diakses seperti display 7 segmen, thumbweels, input/output analog dan fasilitas penghitungan berkecepatan tinggi.
Memungkinkan pemantauan grafis suatu system pengendalian, dan dalam sistem-sistem yang lebih rumit mampu, melakukan data logging. Antarmuka antarmuka operator juga sudah tersedia.
8
BAB IILANDASAN TEORI
2.1 Pengertian Programmable Logic Controller (PLC)Programable Logic Controller (PLC) adalah merupakan
kontrol mikroprosesor yang serbaguna yang dirancang untuk memenuhi tuntutan praktis diindustri dalam bidang automatik, sebagaai ganti dari sistem elekrto mekanis yang menjadi tulang punggung strategi pengendalian pada system atau proses yang kompleks, oleh karenanya hingga saat ini pengetahuan tentang sistem rangkaian menggunakan relay tetap merupakan dasar yang sangat penting serta diperlukan dalam pemrograman kerja dari PLC.
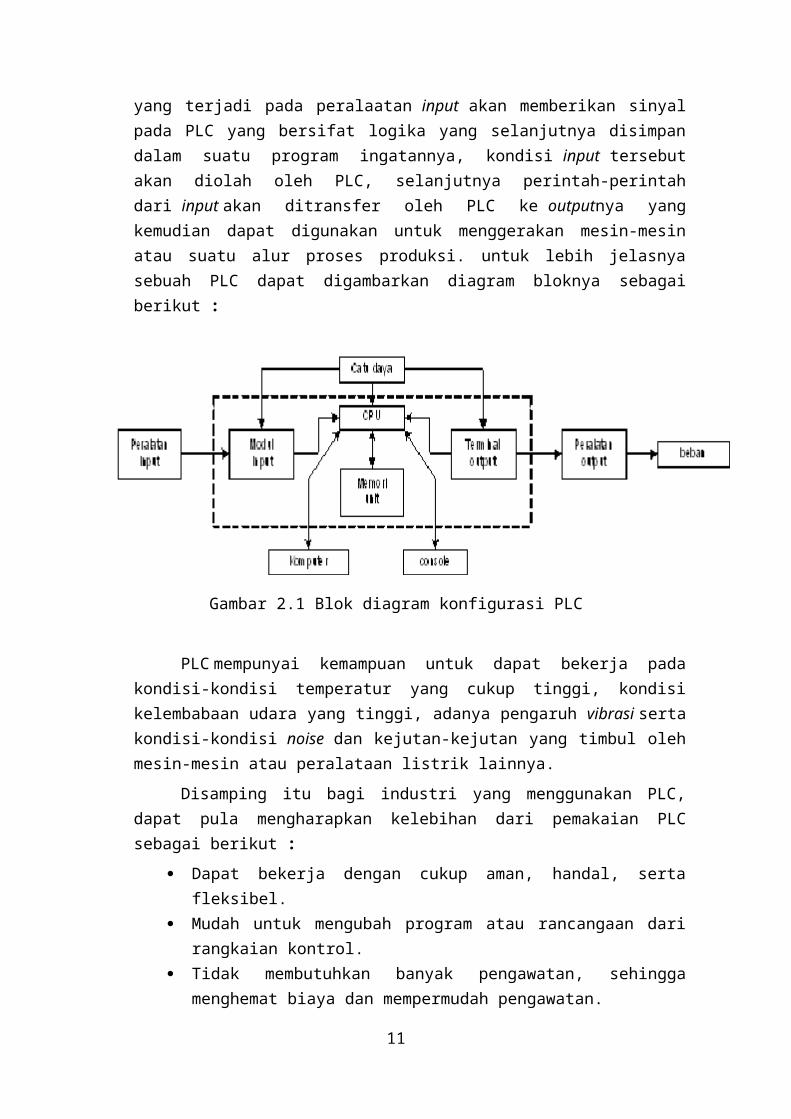
PLC bekerja dengan menerima data dari peralatan input yang merupakan saklar-saklar, tombol-tombol, sensor-sensor, dan lain sebagainya. Perubahan yang terjadi pada peralaatan input akan memberikan sinyal pada PLC yang bersifat logika yang selanjutnya disimpan dalam suatu program ingatannya, kondisi input tersebut akan diolah oleh PLC, selanjutnya perintah-perintah dari input akan ditransfer oleh PLC ke outputnya yang kemudian dapat digunakan untuk menggerakan mesin-mesin atau suatu alur proses produksi. untuk lebih jelasnya sebuah PLC dapat digambarkan diagram bloknya sebagai berikut :
Gambar 2.1 Blok diagram konfigurasi PLC
PLC mempunyai kemampuan untuk dapat bekerja pada kondisi-kondisi temperatur yang cukup tinggi, kondisi kelembabaan udara yang tinggi, adanya pengaruh vibrasi serta kondisi-kondisi noise dan kejutan-kejutan yang timbul oleh mesin-mesin atau peralataan listrik lainnya.
Disamping itu bagi industri yang menggunakan PLC, dapat pula mengharapkan kelebihan dari pemakaian PLC sebagai berikut :
Dapat bekerja dengan cukup aman, handal, serta fleksibel. Mudah untuk mengubah program atau rancangaan dari rangkaian kontrol.
9

Tidak membutuhkan banyak pengawatan, sehingga menghemat biaya dan mempermudah pengawatan.
Mudah dalam pemprograman, karena dirancang dengaan bahasa yang dapat dimengerti oleh banyak orang.
Mudah dalam memonitor dan dalam menentukaan letak kesalahan apabila terjadi gangguan pada rangkaian kontrol, sehingga waktu yang dihemat untuk hal tersebut cukup besar.
Setelah mengetahui dan memahami kegunaan rangkaian kontrol secara elektro mekanis dan PLC maka dapat dilakukan perbandingan antara keduanya, yang pada dasarnya meliputi :
No
Sifat perbandingan Elekto mekanis Programmable control
1 Waktu pengawatan rangkaian kontrol
Relatif lama karena harus menghubungkan semua rangkaian kontrol dengan pengawatan
Relatif seingkat karena hanaya memprogram rangkaian kontrol tersebut.
2 Perluasan fungsi kerja rangkaian kontrol
Lebih sulit karena harus membongkar pengawatan
Lebih mudah karena dapat dilakukan hanya dengan program.
3 Keandalan kerja dari rangkaian kontrol
Kurang, karena mudah terjadi fibrasi atau kontak aus/ mengelas dan respon operasi kontak agak lambat.
Cukup baik, karena kontaknya bersifat elektronis sehingga responnya cepat dan tidak ada fibrasi dan pengelasan kontak.
4 Pelacakan gangguan / kesalahan.
Relatif lebih lama karena kontak – kontaknya tidak dapat dimonitor sehingga pelacakannya harus dengan cara manual dan kalau perlu di bongkar
Relatif lebih cepat karena semua kontak dan komponen lainnya daopat di monitor sehingga pelacakannya hanay dengan melihat program
10
5 Pemakaian panel kontrol Memerlukan ruangan panel yang relatif lebih besar
Memerlukan ruangan panel yang relatif lebih kecil
6 Tinjauan biaya -Untuk kontro proses sederhana akan lebih murah
-Untuk kontrol proses kompleks akan lebih mahal
- Untuk kontrol proses sederhana akan lebih mahal
- Untuk kontrol proses kompleks akan lebih murah
7 Skala kontrol Kecil dan sedang Sedang hingga besar
8 Sistem penulisan rangkaian kontrol
Rangkaian kontrol dibuat secara vertikal
Rangkaian kontro dibuat horizontal
9 Pemakain kontak Terbatas Tak terbatas
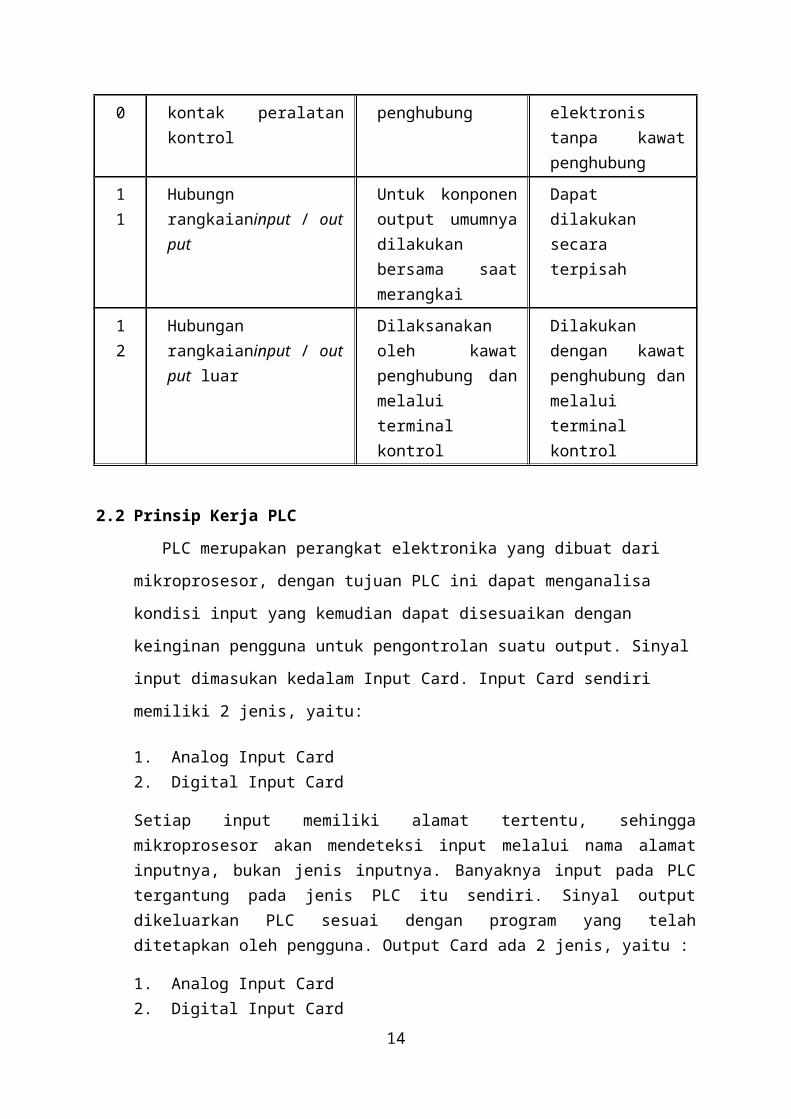
10 Hubungan kontak – kontak peralatan kontrol
Melalui kawat penghubung
Secara elektronis tanpa kawat penghubung
11 Hubungn rangkaianinput / output
Untuk konponen output umumnya dilakukan bersama saat merangkai
Dapat dilakukan secara terpisah
12 Hubungan rangkaianinput / output luar
Dilaksanakan oleh kawat penghubung dan melalui terminal kontrol
Dilakukan dengan kawat penghubung dan melalui terminal kontrol
2.2 Prinsip Kerja PLC
PLC merupakan perangkat elektronika yang dibuat dari mikroprosesor, dengan
tujuan PLC ini dapat menganalisa kondisi input yang kemudian dapat disesuaikan
dengan keinginan pengguna untuk pengontrolan suatu output. Sinyal input dimasukan
kedalam Input Card. Input Card sendiri memiliki 2 jenis, yaitu:
1. Analog Input Card2. Digital Input Card
Setiap input memiliki alamat tertentu, sehingga mikroprosesor akan mendeteksi input melalui nama alamat inputnya, bukan jenis inputnya. Banyaknya input pada PLC
11

tergantung pada jenis PLC itu sendiri. Sinyal output dikeluarkan PLC sesuai dengan program yang telah ditetapkan oleh pengguna. Output Card ada 2 jenis, yaitu :
1. Analog Input Card2. Digital Input Card
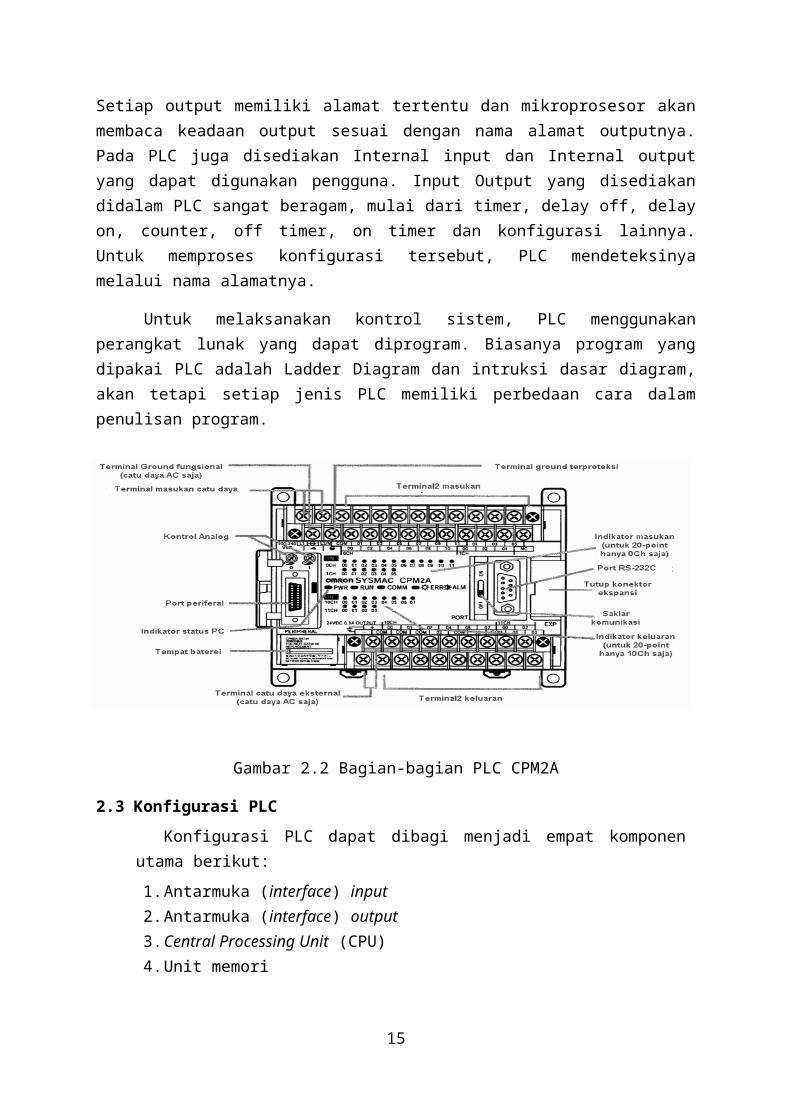
Setiap output memiliki alamat tertentu dan mikroprosesor akan membaca keadaan output sesuai dengan nama alamat outputnya. Pada PLC juga disediakan Internal input dan Internal output yang dapat digunakan pengguna. Input Output yang disediakan didalam PLC sangat beragam, mulai dari timer, delay off, delay on, counter, off timer, on timer dan konfigurasi lainnya. Untuk memproses konfigurasi tersebut, PLC mendeteksinya melalui nama alamatnya.
Untuk melaksanakan kontrol sistem, PLC menggunakan perangkat lunak yang dapat diprogram. Biasanya program yang dipakai PLC adalah Ladder Diagram dan intruksi dasar diagram, akan tetapi setiap jenis PLC memiliki perbedaan cara dalam penulisan program.
Gambar 2.2 Bagian-bagian PLC CPM2A
2.3 Konfigurasi PLCKonfigurasi PLC dapat dibagi menjadi empat komponen utama berikut:
1. Antarmuka (interface) input2. Antarmuka (interface) output3. Central Processing Unit (CPU)4. Unit memori
Arus informasi pada PLC akan mengikuti jalur yang sederhana serupa dengan yang ditunjukkan di bawah ini:
1. CPU akan membaca unit memori2. Memeriksa status antarmuka input3. Memperbaharui status antarmuka output
12

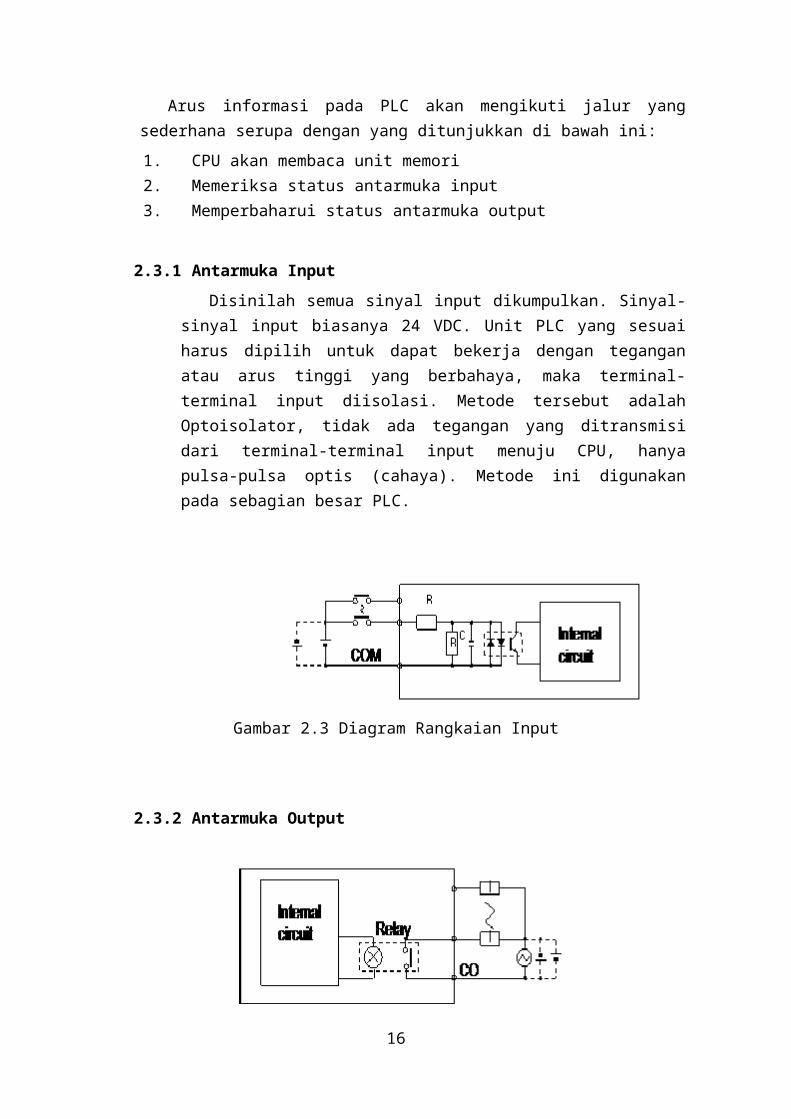
2.3.1 Antarmuka InputDisinilah semua sinyal input dikumpulkan. Sinyal-sinyal input biasanya
24 VDC. Unit PLC yang sesuai harus dipilih untuk dapat bekerja dengan tegangan atau arus tinggi yang berbahaya, maka terminal-terminal input diisolasi. Metode tersebut adalah Optoisolator, tidak ada tegangan yang ditransmisi dari terminal-terminal input menuju CPU, hanya pulsa-pulsa optis (cahaya). Metode ini digunakan pada sebagian besar PLC.
Gambar 2.3 Diagram Rangkaian Input
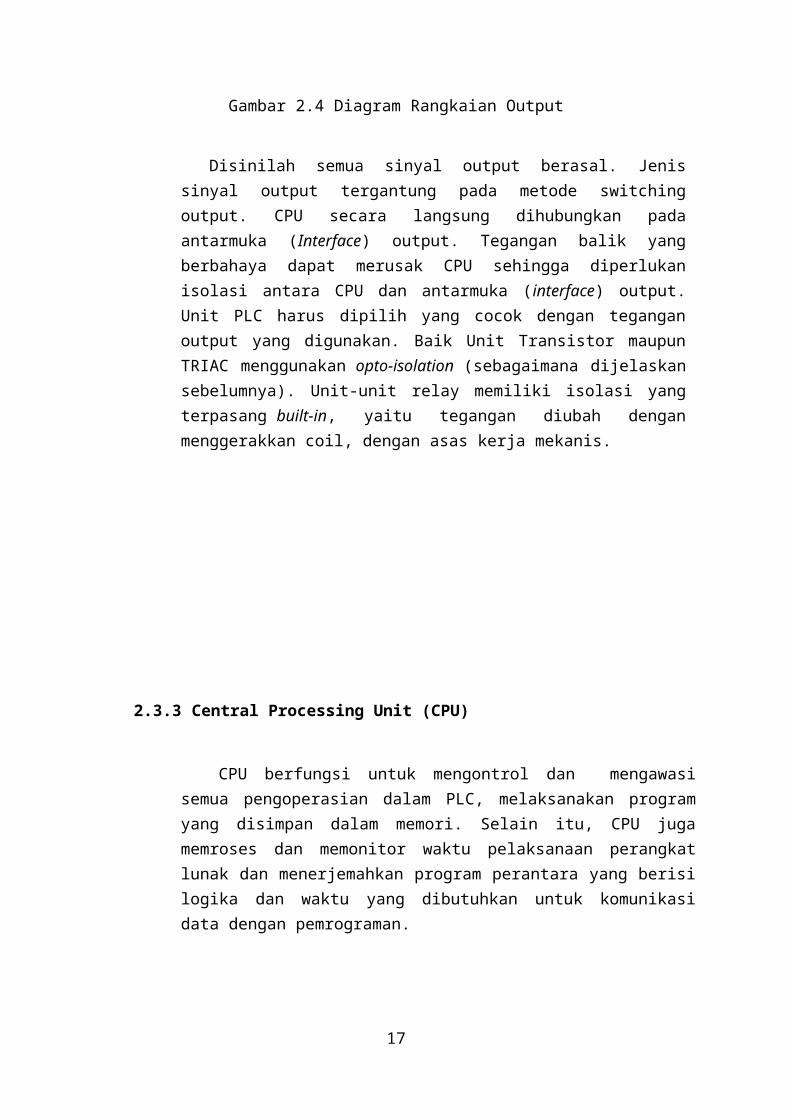
2.3.2 Antarmuka Output
Gambar 2.4 Diagram Rangkaian Output
Disinilah semua sinyal output berasal. Jenis sinyal output tergantung pada metode switching output. CPU secara langsung dihubungkan pada antarmuka (Interface) output. Tegangan balik yang berbahaya dapat merusak CPU sehingga diperlukan isolasi antara CPU dan antarmuka (interface) output. Unit PLC harus dipilih yang cocok dengan tegangan output yang digunakan. Baik Unit Transistor maupun TRIAC menggunakan opto-isolation (sebagaimana dijelaskan sebelumnya). Unit-unit relay memiliki isolasi yang terpasang built-in, yaitu tegangan diubah dengan menggerakkan coil, dengan asas kerja mekanis.
13
2.3.3 Central Processing Unit (CPU)
CPU berfungsi untuk mengontrol dan mengawasi semua pengoperasian dalam PLC, melaksanakan program yang disimpan dalam memori. Selain itu, CPU juga memroses dan memonitor waktu pelaksanaan perangkat lunak dan menerjemahkan program perantara yang berisi logika dan waktu yang dibutuhkan untuk komunikasi data dengan pemrograman.
Struktur internal CPU bergantung pada mikroprosesor yang bersangkutan. Pada umumnya komponen – komponen struktur tersebut adalah :
Sebuah unit aritmatika dan logika ( arithmetic and logic unit / ALU ) yang menangani manipulasi data dan melaksanakan operasi aritmatika penjumlahan dan pengurangan dan operasi – operasi logika AND, OR, NOT, dan OR-EKSKLUSIF
Memori yang dinamakan register yang terletak di dalam mikroprosesor dan dipergunakan untuk menyimpan informasi yang terlibat dalam pengeksekusian program.
Sebuah unit control yang dipergunakan untuk mengontrol pewaktuan operasi – operasi
2.3.4 Unit Memori
Random Access Memory (RAM)Tipe ini adalah yang paling umum digunakan. RAM bukanlah
merupakan ‘peralatan’ penyimpanan memori yang permanen. Agar penyimpanan data untuk jangka panjang dapat dilakukan, maka RAM harus mendapatkan daya secara terus menerus. Hal ini biasanya dilakukan dengan menggunakan baterai kecil. Sehingga durasi penyimpanan data oleh ‘peralatan’ RAM berbanding lurus dengan umur baterai. Pembacaan dan penulisan data RAM dapat terjadi kapan saja.
Read Only Memory (ROM)Tipe ini terutama terbagi atas EPROM atau EEPROM. Peralatan ROM
merupakan fasilitas penyimpanan memori yang permanen. ‘Peralatan’ ROM
14
tidak membutuhkan catu daya eksternal, seperti baterai, untuk mempertahankan data yang disimpan.
Erasable Programmable Read Only Memory (EPROM)Setelah EPROM diisi data maka penulisan lebih lanjut tidak
dimungkinkan. Pembacaan dari suatu EPROM adalah sama dengan pada memori RAM. Data pada EPROM hanya dapat dihapus dengan mengekspos ‘chip’ EPROM pada cahaya ultraviolet yang sangat pekat. Setelah ini EPROM siap untuk menerima data baru. Untuk menulis data pada suatu EPROM diperlukan EPROM writer yang khusus.
Electronically Erasable Programmable Read Only Memory (EEPROM)Setelah EPROM ‘diisi’ data, maka penulisan tidak dimungkinkan pada
saat EEPROM berada pada ‘mode protected’. Pembacaan dari suatu EEPROM adalah sama dengan memori RAM. Penghapusan dan penulisan kembali EEPROM dapat dilakukan secara langsung tanpa memerlukan EEPROM writer.
2.4 Bagian-bagian PLCPLC (programmable logic controller) adalah berbasis CPU (central processing
unit) yang berisi program dan dihubungkan dengan peralatan input dan peralatan output. Program mengontrol PLC sehingga ketika ada sinyal input dari peralatan input, maka akan ada respon yang dibuat PLC yang dapat memberi sinyal pada output. Respon dapat berupa sinyal output untuk menghidupkan peralatan output.
Peralatan input dapat berupa tombol tekan pada panel, water level control, motor induksi, dan peralatan lain yang dapat memberi sinyal yang dapat dimasukan kedalam PLC. Peralatan output dapat berupa motorized valve, lampu indikator, relai yang menghidupkan motor, atau peralatan lainnya yang dapat diaktifkan oleh sinyal output PLC.
a. CPU (Central Procesing Unit)
Berfungsi sebagai pengolah program rangkaian kontrol yang telah dimasukan oleh alat pemrograman. CPU mengolah logika – logika dengan memperhatikan sinyal input padaPLC dan merubahnya menjadi fungsi yang dapat mengoltrol komponen output.
b. Alat pemrograman
Yaitu alat yang digunakan untuk memasukan instruksi program rangkaian ke CPU Pada PLC Mitsubishi pemrogramannya dapat menggunakan
15
programming console atau pemrograman dengan menggunakan komputer, dengan menggunakan software GX Develover.
c. Modul input dan output ( I/O )
Berfungsi untuk mengubah sinyal-sinyal listrik yang datang dari peralatan luar menjadi besaran tegangan dengan level rendah dan selanjutnya oleh CPU diproses menjadi sinyal-sinyal dengan level tertentu untuk mengontrol peralatan. Dengan kata lain modul I/O ini merupakan suatu papan rangkaian electronik yang menghubungkan antara CPU dan peralatan luar Input/Output. Modul ini diisolasi secara optis dari pengaruh-pengaruh noise listrik dan dipasang pada rak-rak yang telah disediakan melalui plug in terminal.
2.5 Intruksi Dasar PLC
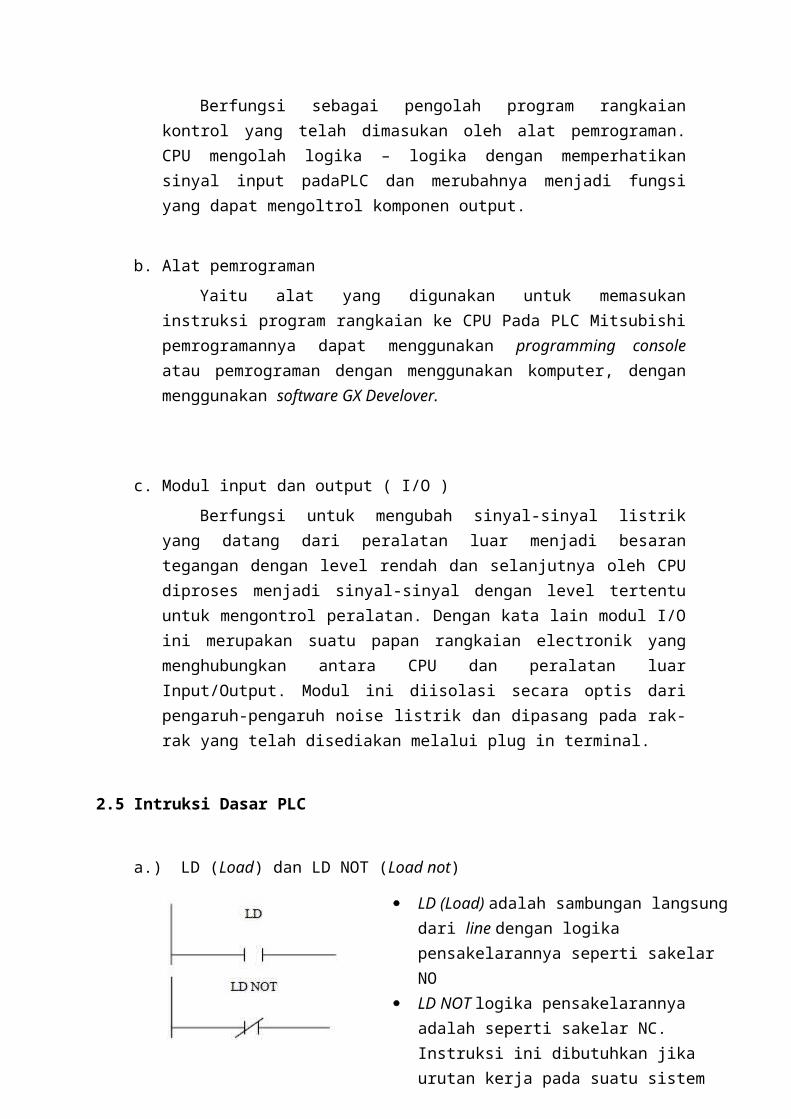
a.) LD (Load) dan LD NOT (Load not)
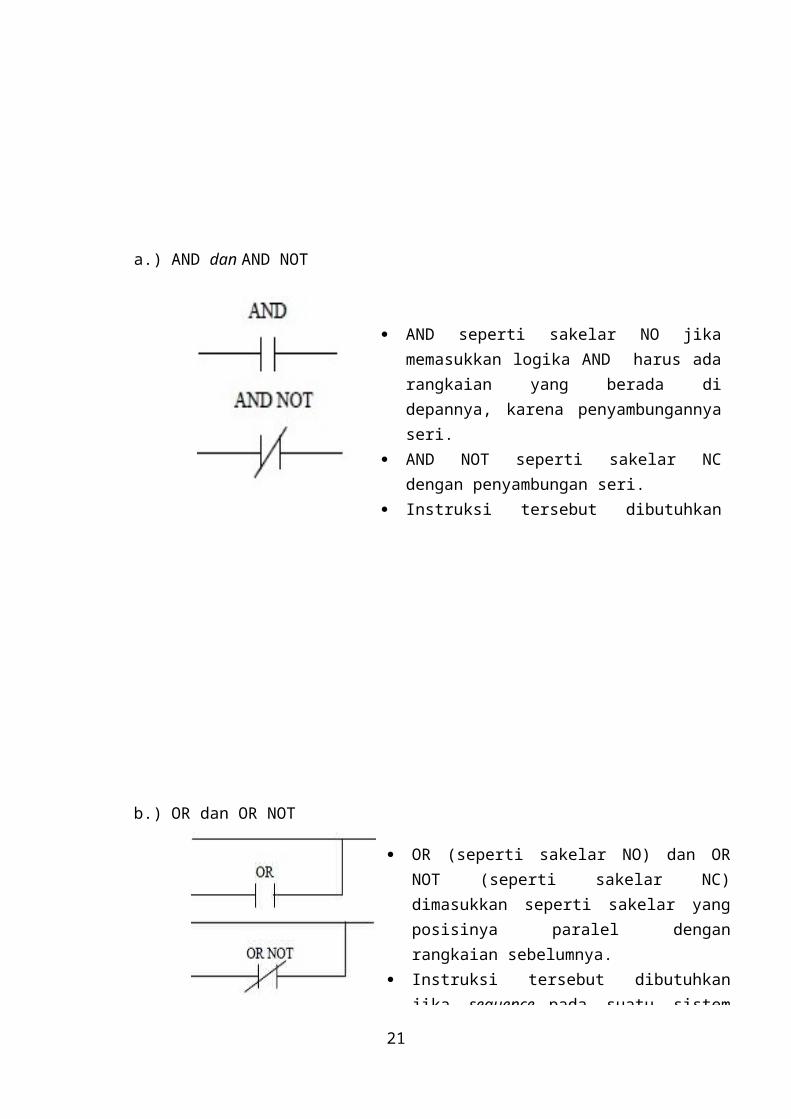
a.) AND dan AND NOT
16
LD (Load) adalah sambungan langsung dari line dengan logika pensakelarannya seperti sakelar NO
LD NOT logika pensakelarannya adalah seperti sakelar NC. Instruksi ini dibutuhkan jika urutan kerja pada suatu sistem kendali hanya membutuhkan satu kondisi logic saja untuk mengeluarkan satu keluaran.
AND seperti sakelar NO jika memasukkan logika AND harus ada rangkaian yang berada di depannya, karena penyambungannya seri.
AND NOT seperti sakelar NC dengan penyambungan seri.
Instruksi tersebut dibutuhkan jika urutan kerja pada suatu sistem kendali membutuhkan lebih dari satu kondisi logic yang harus terpenuhi semuanya untuk memperoleh satu keluaran.
b.) OR dan OR NOT
c.) OUT
d.) TIMER dan COUNTER
17
OR (seperti sakelar NO) dan OR NOT (seperti sakelar NC) dimasukkan seperti sakelar yang posisinya paralel dengan rangkaian sebelumnya.
Instruksi tersebut dibutuhkan jika sequence pada suatu sistem kendali membutuhkan salah satu saja dari beberapa kondisi logic yang terpasang paralel untuk mengeluarkan satu keluaran.
Out digunakan sebagai keluaran dari beberapa instruksi yang terpasang sebelumnya yang telah membentuk suatu logika pengendalian tertentu. Logika pengendalian dari instruksi OUT sesuai dengan pemahaman pengendalian sistem PLC yang telah dibahas di atas di mana instruksi OUT ini sebagai koil relai yang mempunyai kontak di luar perangkat lunak. Sehingga jika OUT memperoleh sinyal dari instruksi program yang terpasang maka kontak di luar perangkat lunak akan bekerja.
Keterangan :N : Nomor TIM/CNTSV : Set ValueCP : PulsaR : Reset
Nilai Timer/Counter pada PLC bersifat countdown (menghitung mundur) dari nilai awal yang ditetapkan oleh program. Setelah hitungan mundur tersebut mencapai angka nol, maka kontak NO Timer/Counter akan bekerja. Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk BCD (Binary Code Decimal) dan dalam orde sampai 100 ms. Counter mempunyai orde angka BCD dan mempunyai batas antara 0000 sampai dengan 9999.

2.6 Komponen – Komponen
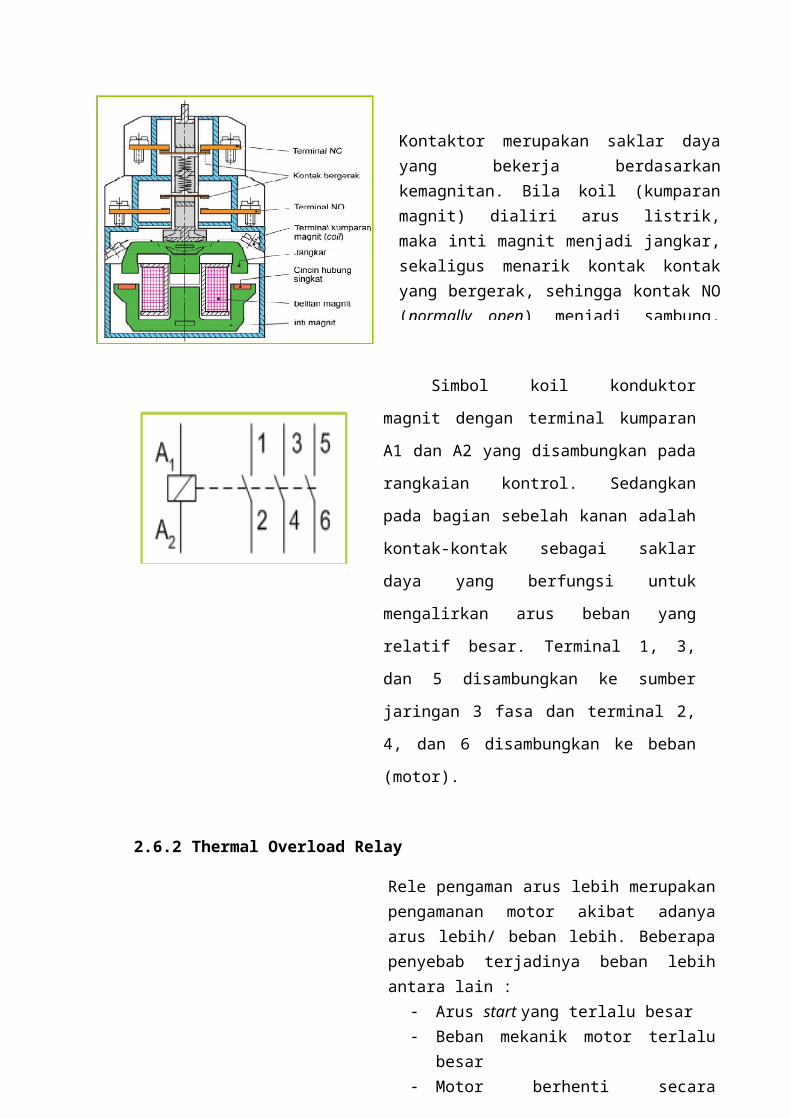
2.6.1 Kontaktor
Simbol koil konduktor magnit dengan
terminal kumparan A1 dan A2 yang
disambungkan pada rangkaian kontrol.
Sedangkan pada bagian sebelah kanan adalah
kontak-kontak sebagai saklar daya yang
berfungsi untuk mengalirkan arus beban yang
relatif besar. Terminal 1, 3, dan 5 disambungkan
ke sumber jaringan 3 fasa dan terminal 2, 4, dan
6 disambungkan ke beban (motor).
2.6.2 Thermal Overload Relay
18
Kontaktor merupakan saklar daya yang bekerja berdasarkan kemagnitan. Bila koil (kumparan magnit) dialiri arus listrik, maka inti magnit menjadi jangkar, sekaligus menarik kontak kontak yang bergerak, sehingga kontak NO (normally open) menjadi sambung, dan kontak NC (normally close) menjadi lepas.
Rele pengaman arus lebih merupakan pengamanan motor akibat adanya arus lebih/ beban lebih. Beberapa penyebab terjadinya beban lebih antara lain :
Arus start yang terlalu besar Beban mekanik motor terlalu besar Motor berhenti secara mendadak Terbukanya salah satu fasa dari saluran
motor 3 fasa Terjadinya hubung singkat

2.6.3 Push Button
Push Button adalah saklar tekan yang berfungsi untuk menghubungkan atau
memisahkan bagian – bagian dari suatu instalasi listrik satu sama lain (suatu
sistem saklar tekan push button terdiri dari saklar tekan start. Stop reset dan
saklar tekan untuk emergency. Push button memiliki kontak NC (normally
close) dan NO (normally open).
19
Rele pengaman arus lebih merupakan pengamanan motor akibat adanya arus lebih/ beban lebih. Beberapa penyebab terjadinya beban lebih antara lain :
Arus start yang terlalu besar Beban mekanik motor terlalu besar Motor berhenti secara mendadak Terbukanya salah satu fasa dari saluran
motor 3 fasa Terjadinya hubung singkat
TOR dipasang secara seri dengan kontak
utama kontaktor magnit. Pada gambar bimetal
dialiri arus utama. Jika terjadi arus lebih, maka
bimetal akan membengkok dan secara mekanis
akan mendorong kontak bantu NC 95-96. Oleh
karena dalam prakteknya kontak bantu NC 95-96
disambung seri pada rangkaian koil kontaktor
magnit, maka jika NC lepas, koil kontaktor tidak
ada arus, kontaktor magnit tidak aktif dan
memutuskan kontak utama.
2.6.4 Emergency Stop
2.6.5 Miniatur Circuit Breaker
Sebagai alat pengaman arus lebih. MCB ini
memproteksi arus lebih yang disebabkan
terjadinya beban lebih dan arus lebih karena
adanya hubung singkat. Dengan demikian
prinsip dasar bekerjanya yaitu untuk
pemutusan hubungan yang disebabkan beban
lebih dengan relai arus lebih seketika digunakan electromagnet. Bila bimetal ataupun
elektromagnet bekerja, maka ini akan memutus hubungan kontak yang terletak pada
pemadam busur dan membuka saklar.
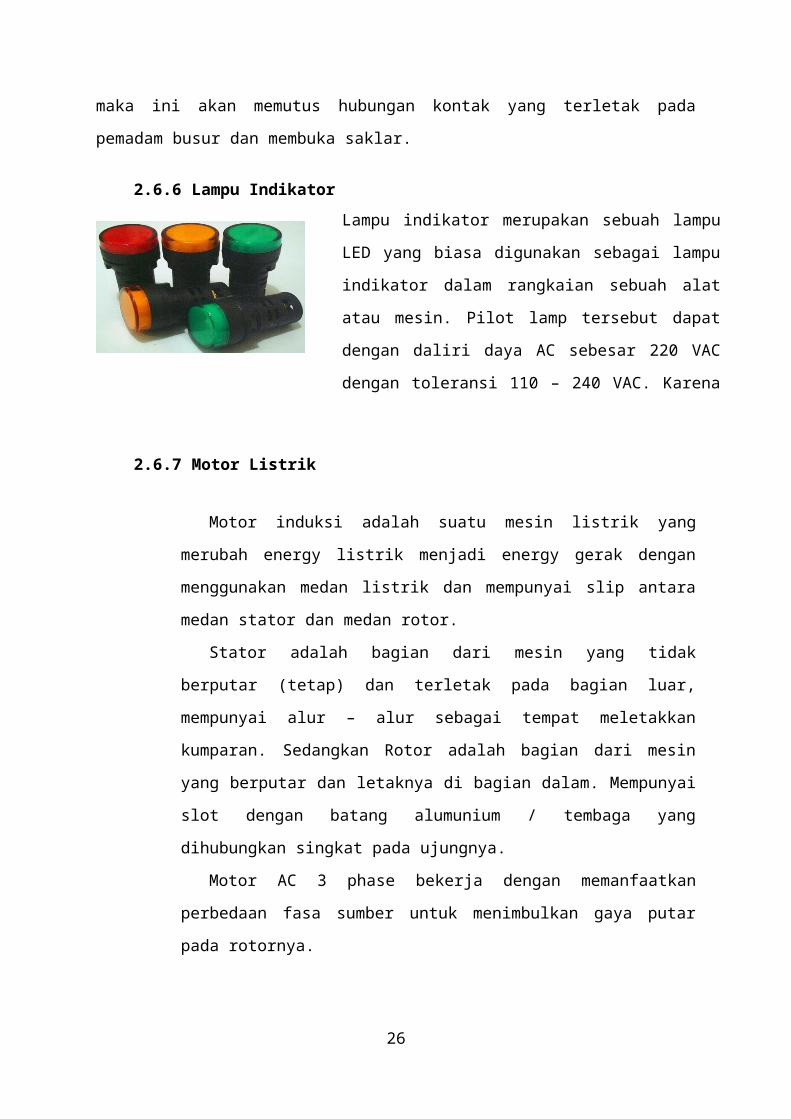
2.6.6 Lampu Indikator
2.6.7 Motor Listrik
20
Emergency Stop merupakan jenis saklar yang apabila di tekan akan terkunci dan untuk melepasnya harus di putar, disebut emergency stop untuk memudahkan pengguna mengetahui fungsi saklar ini yaitu untuk mematikan system secara darurat
Symbol:
Lampu indikator merupakan sebuah lampu LED yang
biasa digunakan sebagai lampu indikator dalam rangkaian
sebuah alat atau mesin. Pilot lamp tersebut dapat dengan
daliri daya AC sebesar 220 VAC dengan toleransi 110 –
240 VAC. Karena fungsinya sebagai lampu indikator, Pilot
lamp ini dibuat beberapa warna, biasanya warna Pilot lamp
ini ada 3 macam merah, hijau, kuning.
Motor induksi adalah suatu mesin listrik yang merubah energy listrik
menjadi energy gerak dengan menggunakan medan listrik dan mempunyai slip
antara medan stator dan medan rotor.
Stator adalah bagian dari mesin yang tidak berputar (tetap) dan terletak
pada bagian luar, mempunyai alur – alur sebagai tempat meletakkan kumparan.
Sedangkan Rotor adalah bagian dari mesin yang berputar dan letaknya di bagian
dalam. Mempunyai slot dengan batang alumunium / tembaga yang dihubungkan
singkat pada ujungnya.
Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa sumber
untuk menimbulkan gaya putar pada rotornya.
Gambar 2.5 Konstruksi motor listrik 3 phase
Prinsip Kerja Motor 3 Phasa
Jika sumber tegangan 3 phasa dipasang pada kumparan stator, maka pada
kumparan stator akan timbul medan putar dengan kecepatan
NS = 120 . f
P
NS : kecepatan sinkron
f : frekuensi
P : jumlah kutub
Medan putar stator tersebut akan memotong batang konduktor pada rotor.
Akibatnya pada batang konduktor dari rotor akan timbul GGL induksi. Karena
batang konduktor merupakan rangkaian yang tertutup maka GGL akan
menghasilkan arus (I). Adanya arus (I) di d alam medan magnet akan
menimbulkan gaya (F) pada rotor. Bila kopel mula yan g dihasilkan oleh gaya
21

(F) pada rotor cukup besar untuk memikul kopel beban, rotor akan berputar
searah dengan medan putar stator. GGL induksi timbul karena terpoton gn ya
batang konduktor (rotor) oleh medan putar stator. Artinya agar GGL induksi
tersebut timbul, diperlukan adanya perbedaan relatif antara kecepatan medan
putar stator (ns) dengan kecepatan berputar rotor (nr).
Perbedaan kecepatan antara nr dan ns disebut slip (s), dinyatakan dengan
S= (ns- nr)/ ns
Bila nr = ns, GGL induksi tidak akan timbul dan arus tidak mengalir pada
batang konduktor (rotor), dengan demikian tidak dihasilkan kopel. Dilihat dari
cara kerjanya, motor induksi disebut juga sebagai motor tak serempak atau
asinkron.
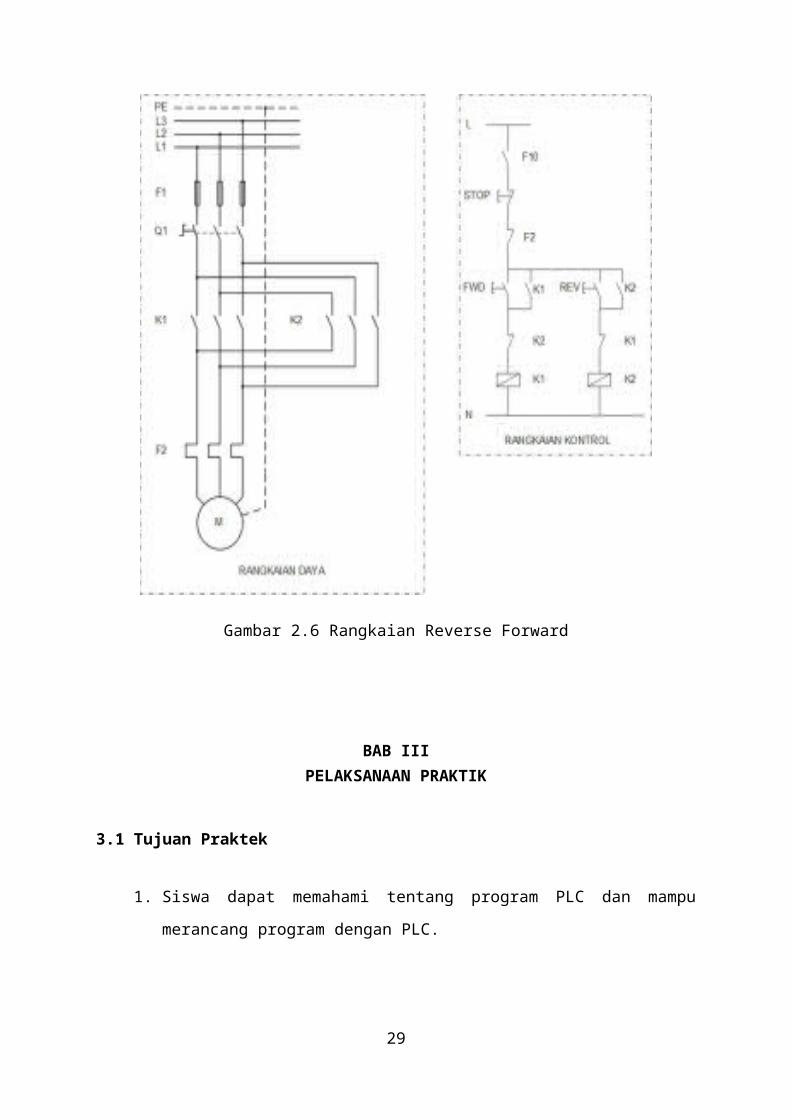
2.7 Rangkaian Reverse ForwardRangkaian Reverse – Forward adalah rangkaian yang berfungsi untu memutar
balik arah putaran motor dengan menukar salah satu urutan fasa. Rangkaian Reverse –
Forward ini dapat dilakukan secara otomatis dengan penjedaan waktu tertentu untuk
peralihan dari Forward ke Reverse atau sebaliknya karena tidak diperbolehkan secara
langsung membalik putaran dikarenakan torsi (momen punter) yang ditimbulkan terlalu
besar. Urutan fasa yang dibalik misalkan R – S – T dengan T – S – R
22
Gambar 2.6 Rangkaian Reverse Forward
BAB IIIPELAKSANAAN PRAKTIK
3.1 Tujuan Praktek
1. Siswa dapat memahami tentang program PLC dan mampu merancang program
dengan PLC.
2. Siswa mampu melakukan perancangan program sistem rangkaian Reverse-Forward
4 siklus otomatis dengan menggunakan PLC
3. Siswa mengetahui dan memahami spesifikasi dan fungsi dari komponen yang
digunakan.
23

4. Siswa mampu memahami infruksi-intruksi dan pengkodean dalam program PLC
5. Siswa dapat mengaplikasikan CNT sebagai pembatas jumlah siklus
3.2 Alat dan Bahan
3.3
Kesehatan dan Keselamatan Kerja
1. Berdo’a sebelum dan sesudah praktek
2. Menggunakan pakaian kerja (wearpack)
3. Mengecek alat dan bahan yang digunakan
4. Mengecek sumber tegangan yang digunakan
5. Menggunakan timer untuk membalik arah putaran motor
6. CNT (counter) harus mati setelah siklus keempat
7. Menggunakan pilot lamp saat terjadi trip
3.4 Langkah Kerja
1. Berdo’a
2. Memakai wearpack
3. Menyiapkan alat dan bahan
4. Mengecek alat dan bahan
24
No Alat Jumlah No Bahan Jumlah
1 Multimeter 1 1 PLC CPM 1 A/10 CDRA Trainer 1
2 Testpen 1 2 Power Supply 1 phasa 1
3 Power Supply 3 phasa 1
4 Kontaktor SN – 21 2
5 Push Button 2
6 Overload 1
7 Emergency Stop 1
8 Pilot Lamp 1
9 MCB 3 phasa 1
10 MCB 1 phasa 1
11 Motor 3 phasa 1

5. Menghubungkan power supply dengan sumber tegangan
6. Menyalakan PC dan mengatur format PLC yang akan digunakan
7. Membuat rangkaian diagram ladder pada PLC sesuai gambar perencanaan
8. Mengujikan rangkaian dengan terlebih dahulu menghidupkan power pada trainer
PLC, lalu memilih options PLC Work Online Transfer to PLC
Monitoring Run mode, setelah itu nyalakan rangkaian
9. Memasang rangkaian pengendali pada input dan output PLC
10. Memastikan rangkaian sudah benar
11. Menyesuaikan sumber tegangan dengan nameplate pada Motor 3 phasa
12. Mengukur tegangan R – S – T dengan menggunakan multimeter
13. Mencoba rangkaian
14. Melakukan penilaian dan wawancara dengan guru pengampu
15. Menganalisa pengukuran
16. Membuat laporan
17. Membersihkan tempat kerja dan mengembalikan alat bahan sesuai tempatnya
18. Berdo’a
3.5 Diagram Ladder
25
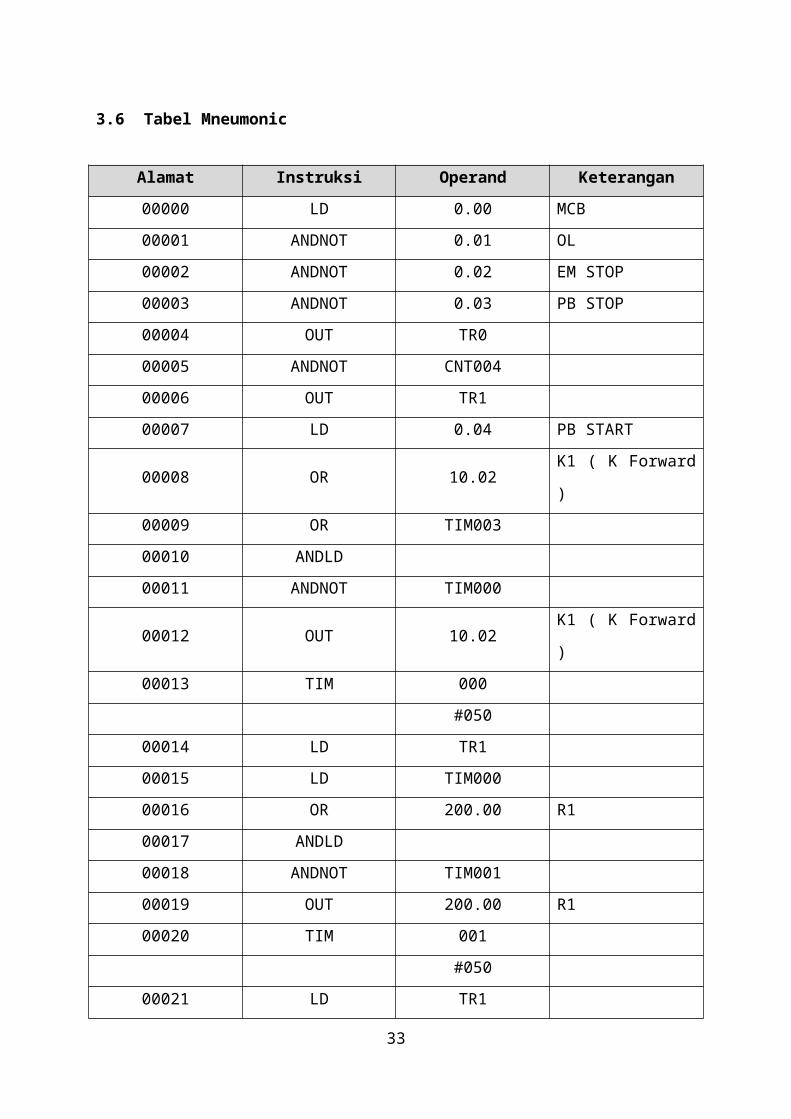
3.6 Tabel Mneumonic
Alamat Instruksi Operand Keterangan
00000 LD 0.00 MCB
00001 ANDNOT 0.01 OL
00002 ANDNOT 0.02 EM STOP
00003 ANDNOT 0.03 PB STOP
00004 OUT TR0
00005 ANDNOT CNT004
00006 OUT TR1
00007 LD 0.04 PB START
00008 OR 10.02 K1 ( K Forward )
00009 OR TIM003
00010 ANDLD
00011 ANDNOT TIM000
00012 OUT 10.02 K1 ( K Forward )
00013 TIM 000
#050
00014 LD TR1
00015 LD TIM000
00016 OR 200.00 R1
00017 ANDLD
00018 ANDNOT TIM001
00019 OUT 200.00 R1
00020 TIM 001
#050
00021 LD TR1
00022 LD TIM001
00023 OR 10.03 K2 ( K Reverse )
00024 ANDLD
00025 ANDNOT TIM002
00026 OUT 10.03 K2 ( K Reverse )
26

00027 TIM 002
#050
00028 LD TR1
00029 LD TIM002
00030 OR 200.01 R2
00031 ANDLD
00032 ANDNOT TIM003
00033 OUT 200.01 R2
00034 TIM 003
#050
00035 LD TR1
00036 AND TIM003
00037 LD TR0
00038 LD CNT004
00039 OR 0.05
00040 ANDLD
00041 LD 0.01 OL
00042 OR 0.02 EM STOP
00043 ORLD
00044 OUT TR0
00045 CNT 004
#4
00046 LD TR0
00047 OUT 10.04 H1 ( Pilot Lamp )
00048 END(01)
27

3.7 Tabel I / O
No Alat Input/Output Bit Operand Fungsi
1 MCB 0.00 Pengaman hubung singkat dan arus lebih
2 Overload 0.01 Pengaman beban lebih
3 Emergency Stop 0.02 Memutus rangkaian dalam keadaan darurat
4 Push Button Stop 0.03 Menghentikan operasi motor
5 Push Button Start 0.04 Mengoperasikan motor
6 Tombol Reset 0.05 Mengulang hitungan pada CNT
7 Kontaktor 1 10.02 Mengubungkan motor ( forward )
8 Kontaktor 2 10.03 Menghubungkan motor ( reverse )
9 Pilot Lamp 1 10.04 Lampu indikator saat motor trip/overload
28
3.8 Cara Kerja Rangkaian
Push Button Start (0.04) ditekan maka Kontaktor Forward (10.02) akan bekerja, pada saat yang bersamaan kontak – kontak NO pada Kontaktor Forward akan terhubung dan sebagai input menjalankan Timer 1 (TIM000) kemudian Timer bekerja menghitung waktu selama 5 detik untuk menjalankan Motor 3 phasa dalam kondisi Forward.
Ketika hitungan pada Timer 1 (TIM000) habis, kontak Timer 1 (TIM000) NC memutus sumber pada Kontaktor Forward sehingga Motor 3 phasa berhenti bekerja. Kontak Timer 1 NO sebagai input Relay 1 (200.00) akan terhubung dan Relay 1 bekerja. Kemudian kontak NO Relay 1 akan menjalankan Timer 2 (TIM001) dan menghitung waktu selama 5 detik.
Ketika hitungan pada Timer 2 (TIM001) habis, kontak Timer 2 NO sebagai input Kontaktor Reverse (10.03) sedangkan kontak NC pada Timer 2 (TIM001) mematikan Relay 1 (200.00). Kontaktor Reverse (10.03) bekerja dan Timer 3 (TIM002) mulai menghitung waktu selama 5 detik untuk menjalankan Motor 3 phasa dalam kondisi Reverse.
Ketika hitungan pada Timer 3 (TIM002) habis, kontak Timer 2 (TIM001) NC memutus sumber pada Kontaktor Reverse sehingga Motor 3 phasa berhenti bekerja. Kontak Timer 3 NO sebagai input Relay 2 (200.01) akan terhubung dan Relay 2 bekerja. Kemudian kontak NO Relay 2 akan menjalankan Timer 4 (TIM003) dan menghitung waktu selama 5 detik.
Ketika hitungan pada Timer 4 (TIM003) habis, maka kontak Timer 4 NO sebagai input CNT (CNT004) akan terhubung dan memberikan arus pada CNT sehingga CNT bekerja.
Kontak Timer 4 (TIM003) NC memutus sumber pada Relay 2. Kontak Timer 4 NO (TIM003) juga akan menghidupkan Kontaktor Forward dan siklus kembali bekerja begitu seterusnya sampai perhitungan CNT telah habis (4 siklus).
Jika terjadi keadaan darurat maka tekan tombol Emergency Stop (0.02) semua rangkaian akan terputus dan lampu indikator (10.04) akan menyala begitu juga apabila terjadi overload, kontak NC pada Overload (0.01) akan terputus dan memutus rangkaian sedangkan kontak NO nya akan menghidupkan lampu indikator (10.04). Rangkaian dapat bekerja kembali apabila Overload di reset terlebih dahulu.
Reset pada CNT bekerja secara otomatis jika mendapatkan input signal dari kontak
NC CNT004 ke kontak NO CNT004 sehingga Reset CNT mendapat sumber dan dapat
bekerja.
29

3.9 Hasil Pengukuran
Nameplate pada Motor 3 phasa yang digunakan
Tegangan line to line ( V line )R – S = 380 VS – T = 380 V R – T = 380 V
Tegangan line to nol ( V fasa )R – N = 220 V
3.10 Analisa Pengukuran
Tegangan line to line ( V line ) dapat diukur dengan Multimeter pada pengaturan Volt dengan Batas Ukur 1000 ACV melalui Overload atau Kontaktor pada saat keadaan Motor sedang bekerja.
Tegangan line to nol ( V fasa ) dapat diukur dengan Multimeter pada pengaturan Volt dengan Batas Ukur 250 ACV melalui koil Kontaktor.
Sumber yang dipasang pada rangkaian tenaga menyesuaikan nameplate pada Motor
Cara pembacaan Multimeter
skala ditunjuk jarum x batas ukur
skala maksimum
30
Motor Induksi 3 Phasa
Rpm : 1500Tegangan : ∆ / Y / 220/380 VFrekuensi : 50 HzFaktor Daya : 0,8In : 1,12 ADaya motor : 373 Watt
3.11 Analisa Program Pengendali
INPUT OUTPUTKET
0.00 0.01 0.02 0.03 0.04 10.02 200.00 10.03 200.01 10.04
0 1 1 1 0 0 0 0 0 0 Off
1 1 1 1 0 0 0 0 0 0 MCB on
1 1 1 1 1 1 0 0 0 0
Pb start on
Timer 1 hitung
K1 bekerja
Motor Forward
1 1 1 1 1 0 1 0 0 0
Timer 2 hitung
Relay 1 bekerja
Motor berhenti
1 1 1 1 1 0 0 1 0 0
Timer 3 hitung
K2 bekerja
Motor Reverse
1 1 1 1 1 0 0 0 1 0
Timer 4 hitung
Relay 2 bekerja
Motor berhenti
1 0 1 0 0 0 0 0 0 1
Trip
Overload NO
Motor berhenti
Pilot Lamp nyala
1 1 0 0 0 0 0 0 0 1
Em stop NO
Motor berhenti
Pilot Lamp nyala
31

BAB IVSIMPULAN
Setelah melakukan praktek rangkaian motor reverse – forward 4 siklus menggunakan
PLC ini dapat disimpulkan bahwa :
Kontaktor Reverse dan Forward interlock. Jadi saat salah satu Kontaktor sedang
bekerja maka Kontaktor lain tidak dapat bekerja.
Untuk membalik putaran secara otomatis menggunakan Timer sebagai
penghitung waktu jeda Motor 3 phasa berhenti. Motor yang digunakan saat
praktek mempunyai jeda waktu 5 detik untuk berhenti tanpa sisa putaran.
Sistem 4 siklus menggunakan Counter dengan setting waktu 4 kali, jadi setelah
Motor 3 Phasa bekerja sampai siklus ke – 4 maka Motor 3 Phasa akan berhenti.
Jika terjadi beban lebih pada saat Motor 3 phasa sedang bekerja maka Overload
akan memutus rangkaian kontrol dan mematikan sistem. Setelah itu dijalankan
ulang secara otomatis dari siklus awal.
32
DAFTAR PUSTAKA
http://dunia-listrik.blogspot.com/2009/12/dasar-dasar-plc.html
http://ayobelajarelektro.blogspot.com/2012/10/v-behaviorurldefaultvmlo_11.html
https://juare97.wordpress.com/2007/10/20/plc-programmable-logic-controller/
http://www.academia.edu/9321252/PROGRAMMABLE_LOGIC_CONTROLLER
http://iskandarsobirin.blogspot.com/2011/06/penjelasan-plc.html
http://telkomit.blogspot.com/2010/05/pengertian-plc.html
http://rinalakbar.blogspot.com/2013/08/pengenalan-plc-dasar.html
https://fahmizaleeits.wordpress.com/tag/input-output-plc/
33




















