
PENGARUH VARIASI TEMPERATUR AWAL …lib.unnes.ac.id/30811/1/5201413010.pdfPENGARUH VARIASI...
39
PENGARUH VARIASI TEMPERATUR AWAL CETAKAN CENTRIFUGAL CASTING TERHADAP NILAI KEKERASAN DAN STRUKTUR MIKRO PADA PENGECORAN ALUMINIUM BERBAHAN PISTON BEKAS SKRIPSI Skripsi ini ditulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Pendidikan Program Studi Pendidikan Teknik Mesin Oleh Akhmad Khoirul Mubarok 5201413010 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG 2017
Transcript of PENGARUH VARIASI TEMPERATUR AWAL …lib.unnes.ac.id/30811/1/5201413010.pdfPENGARUH VARIASI...

PENGARUH VARIASI TEMPERATUR AWAL CETAKAN CENTRIFUGAL CASTING TERHADAP
NILAI KEKERASAN DAN STRUKTUR MIKRO PADA PENGECORAN ALUMINIUM BERBAHAN
PISTON BEKAS
SKRIPSI
Skripsi ini ditulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Pendidikan
Program Studi Pendidikan Teknik Mesin
Oleh Akhmad Khoirul Mubarok
5201413010
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG
2017


iii

iv
ABSTRAK
Mubarok, Akhmad Khoirul. 2017. Pengaruh Variasi Temperatur Awal
CetakanCentrifugal Casting Terhadap Nilai Kekerasan Dan Struktur
MikroPadaPengecoran Aluminium Berbahan Piston Bekas.Skripsi .Jurusan
Teknik Mesin Universitas Negeri Semarang.Pembimbing Dr. M.khumaedi,M.Pd.,
dan Drs. Pramono, M.Pd
Kata Kunci :Centrifugal Casting, Pengaruh variasi temperatur awal cetakan, nilai
kekerasan, struktur mikro.
Penelitian ini bertujuan untuk : (1) Menguji pengaruh variasi temperatur
awal cetakan Centrifugal Casting terhadap nilai kekerasan, (2) Menguji pengaruh
variasi temperatur awal cetakan Centrifugal Casting terhadap struktur mikro
benda hasil pengecoran.
Metode penelitian yang digunakan adalah metode eksperimental, data hasil
penelitian diambil dengan cara mengamati secara langsung hasil eksperimen
kemudian menentukan dan menyimpulkan hasil penelitian dengan cara
ditampilkan dalam bentuk tabel dan grafik. Analisis hasil data penelitian didahului
dengan uji normalitas untuk mengetahui apakah data hasil penelitian berdistribusi
normal atau tidak. Selain itu juga dilakukan uji homogenitas yang bertujuan untuk
mengetahui data hasil penelitian merupakan data yang homogen atau tidak, dan
yang terakhir dilakukan uji Anova One-Waydan Post Hoc Test guna mengetahui
apakah terdapat pengaruh yang signifikan antara variasi temperatur awal cetakan
Centrifugal Casting terhadap nilai kekerasan dan struktur mikro benda hasil
pengecoran. Analisis data dilakukan dengan program SPSS 16.
Dari hasil penelitian dapat disimpulkan bahwa: (1) Terdapat pengaruh
antara temperatur awal cetakan Centrifugal Castingterhadap nilai kekerasan benda
hasil pengecoran, karena hasil uji analisis data yaitu 0.00 < 0.05 .Terdapat
pengaruh antara temperatur awal cetakan Centrifugal Castingterhadap struktur
mikro benda hasil pengecoran

ABSTRACT Mubarok, Akhmad Khoirul. 2017. The Effect Of Early Temperature Variation Centrifugal Casting Mold Against Violence Value And Micro Structure At Aluminium Casting Made From Used Piston. Final Project. Faculty Of Mechanical Engineering, Semarang State University, Advisor I; Dr.M.Khumaedi,M.Pd.,Advisor II: Drs.Pramono, M.Pd.
Key Word: Centrifugal Casting, Effect Of Early Temperature Variation Mo;d, Value Violence, Micro Structure. This study aims to: (1) Test the influence of early temperature variation of centrifugal casting mold to hardness value (2) Test the influence of early temperature variation of centrifugal casting mold to micro structure of thing the result casting. The result method used experimental method, data the result of research was taken by observing directly the experimental result the determine and summarize the results of research by displayed in the fom of tables and graphs. Analysis of the dataresults of research data is preceded by the normality test to determine whether the data research of results are homogeneus data or not, and the last, conducted test Anova One-Way and Post Hoc Test to determine thether there is significant influence between early temperature variation centrifugal casting mold to value pf hardness and foundry micro structure. Data analysis wasperformed with SPSS 16 program. The results of study can be concluded that; (1) There is an influence between early temperature variation of centrifugal casting mold to the hardness value thing the result of casting, because the result of the test data analysis is 0.00<0.05. There is an influence between early temperature variation of centrifugal casting mold on the micro structure of thing the result casting. Early termperatur variation which has the greatest influence is on the variation of mold temperature 150°Cto 350°C raw temperature with significant value 0.000 and mean difference equal to .28883.

vi
PRAKATA
Puji syukur kehadirat Allah SWT yang telah melimpahkan rahmat dan
hidayah-Nya sehingga penulis dapat menyelesaikan skripsi dengan judul
”Pengaruh Variasi Temperatur Awal CetakanCentrifugal Casting Terhadap Nilai
Kekerasan Dan Struktur MikroPadaPengecoran Aluminium Berbahan Piston
Bekas” sebagai salah satu syarat untuk mencapai gelar Sarjana Pendidikan di
Universitas Negeri Semarang.
Proposal skripsi ini dapat terselesaikan berkat bantuan, bimbingan dan motivasi
dari berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih kepada :
1. Prof. Dr. Fathur Rakhman, M.Hum., Rektor Universitas Negeri Semarang.
2. Dr. Nur Qudus, M.T., Dekan Fakultas Teknik Universitas Negeri
Semarang
3. Rusiyanto, S.Pd., M.T., Ketua Jurusan Teknik Mesin dan Koordinator
Program Studi Pendidikan Teknik Mesin Universitas Negeri Semarang.
4. Dr. M. Khumaedi, M.Pd. dan Drs. Pramono, M.Pd., Pembimbing I dan
Pembimbing II yang telah memberikan perhatian secara penuh dalam
bimbingan, arahan, motivasi dan sarankepada penulis.
5. Rusiyanto, S.Pd., M.T., Penguji yang telah memberikan masukan yang
sangat berharga berupa kritik, saran, perbaikan, komentar dan tanggapan,
sehingga menambah bobot dan kualitas skripsi ini.
6. Keluarga yang selalu mendo’akan serta memberikan dukungan dan
motivasi.
7. Teman-teman Program Studi Pendidikan Teknik Mesin angkatan 2013
yang telah memberikan motivasi dan saran kepada penulis.

vii
8. Teman-teman mahasiswa dosbing bapak Dr. M.Khumaedi, M.Pd yang
senantiasa saling menyemangati.
9. Semua pihak yang tidak dapat penulis sebutkan satu per satu yang telah
memberikan dukungan dan bantuan dalam penyusunan skripsi ini.
Penulis menyadari bahwa dalam penyusunan proposal skripsi ini jauh dari
kata sempurna.Oleh karena itu, penulis mengharapkan kritik dan saran yang
membangun terhadap skripsi ini.

DAFTAR ISI
Halaman
HALAMAN JUDUL ...................................................................................... i
LEMBAR PENGESAHAN .......................................................................... ii
PERNYATAAN KEASLIAN ...................................................................... iii
MOTTO ....................................................................................................... iv
ABSTRAK .................................................................................................... v
ABSTRAK ................................................................................................... vi
PRAKATA .................................................................................................. vii
DAFTAR ISI .............................................................................................. viii
DAFTAR TABEL ........................................................................................ ix
DAFTAR GAMBAR .................................................................................... x
DAFTAR LAMPIRAN ................................................................................ xi
BAB I PENDAHULUAN ............................................................................. 1
A. Latar Belakang Masalah .............................................................. 1
B. Identifikasi Masalah .................................................................... 3
C. Batasan Masalah.......................................................................... 3
D. Rumusan Masalah ....................................................................... 4
E. Tujuan Penelitian ........................................................................ 4
F. Manfaat Penelitian ...................................................................... 4
BAB II KAJIAN TEORI ............................................................................... 6
A. Kajian Teori ................................................................................ 6
1. Pengecoran Logam ................................................................. 6
2. Pengecoran Sentrifugal ........................................................... 9
3. Aluminium ............................................................................ 12
4. Temperatur cetakan .............................................................. 14

ix
5. Uji Kekerasan ....................................................................... 14
6. Struktur Mikro ...................................................................... 16
B. Kajian Penelitian Yang Relevan ............................................... 17
C. Kerangka Pikir .......................................................................... 19
D. Hipotesis .................................................................................... 20
BAB III METODE PENELITIAN.............................................................. 22
A. Waktu dan Tempat Penelitian ................................................... 22
B. Desain Penelitian ....................................................................... 22
C. Alat dan Bahan Penelitian ......................................................... 24
1. Alat Penelitian ............................................................................. 24
2. Bahan Penelitian ................................................................... 24
3. Perhitungan Gaya Sentrifugal ............................................... 26
D. Parameter Penelitian.................................................................. 26
E. Kalibrasi Alat ............................................................................ 27
F. Teknik Pengumpulan data ......................................................... 28
1. Diagram Alir Penelitian ........................................................ 28
2. Proses Penelitian ......................................................................... 29
3. Data Penelitian ........................................................................... 31
4. Analisis Data ............................................................................... 33
BAB IV HASIL DAN KESIMPULAN ...................................................... 35
A. Deskriptif Data .......................................................................... 35
1. Hasil Uji Komposisi ............................................................. 35
2. Data Deskriptif Statistik Temperatur Cetakan Logam ......... 36
3. Hasil Uji Kekerasan .............................................................. 36

x
4. Hasil Uji Struktur Mikro....................................................... 39
B. Uji Prasyarat Analisis ................................................................ 41
1. Uji Normalitas ...................................................................... 41
2. Uji Homogenitas ................................................................... 42
C. Pengujian Hipotesis ................................................................... 43
1. Uji Anova One-Way ............................................................. 43
2. Uji Lanjut Post Hoc Tests ..................................................... 43
D. Pembahasan Hasil Penelitian .................................................... 44
1. Uji Kekerasan .............................................................................. 44
2. Analisa Struktur Mikro .............................................................. 45
BAB V KESIMPULAN DAN SARAN ...................................................... 47
A. Kesimpulan ....................................................................................... 47
B. Saran .......................................................................................... 48
DAFTAR PUSTAKA ................................................................................. 50
LAMPIRAN ................................................................................................ 53
DAFTAR TABEL
Halaman
Tabel 2.1 Nilai Kekerasan Piston ................................................................ 13
Tabel 2.2 Sifat Fisis Aluminium ................................................................. 14
Tabel 3.1 Rancangan Penelitian .................................................................. 26
Tabel 3.2 Lembar Pengujian Uji Kekerasan Microvickers ......................... 35
Tabel 3.3 Daftar Analisis Varians Anova ................................................... 38
Tabel 3.1 Rancangan Penelitian .................................................................. 23
Tabel 3.2 Lembar Pengujian Uji Kekerasan Microvickers ......................... 32
Tabel 4.1 Komposisi Kimia Hasil Pengecoran Berbahan Piston Bekas ..... 35
Tabel 4.2 Data Deskriptif Statistik Variasi Temperatur Cetakan ............... 36
Tabel 4.3 Hasil Uji Kekerasan .................................................................... 37
Tabel 4.4 Struktur Mikro............................................................................. 40
Tabel 4.5 Uji Normalitass ........................................................................... 41
Tabel 4.6 Uji Homogenitas ......................................................................... 42
Tabel 4.7 Uji Anova One-way .................................................................... 43
Tabel 4.8 Uji Lanjut Post Hoc Test ............................................................. 44

DAFTAR GAMBAR
Halaman
Gambar 2.1 Dapur Kowi ............................................................................... 7
Gambar 2.2 Cetakan sentrifugal .................................................................... 8
Gambar 2.3 Panci penuangan ........................................................................ 9
Gambar 2.4 Horizontal Sentrifugal Casting ................................................ 10
Gambar 2.6 Alat Uji Kekerasan .................................................................. 19
Gambar 2.7 Alat Uji Struktur Mikro ........................................................... 20
Gambar 3.1 Diagram Alir Penelitian .......................................................... 28
Gambar 2.6 Alat Uji Kekerasan .................................................................. 19
Gambar 2.7 Alat Uji Struktur Mikro ........................................................... 20
Gambar 3.1 Diagram Alir Penelitian .......................................................... 31
Gambar 4.1 Hasil Uji Kekerasan ................................................................ 38
Gambar 4.2 Hasil Foto Struktur Mikro ....................................................... 39
Gambar 4.3 (a) Hasil Foto Struktur Mikro Temperatur 150°C ................... 40
Gambar 4.3 (b) Hasil Foto Struktur Mikro Temperatur 250°C .................. 40
Gambar 4.3 (c) Hasil Foto Struktur Mikro Temperatur 350°C ................... 41

DAFTAR LAMPIRAN
Halaman
SK Dekan FT UNNES ................................................................................ 54
Surat Tugas Penguji Seminar Proposal ....................................................... 55
Surat Ijin Penelitian ..................................................................................... 56
Surat Keterangan Pengujian ........................................................................ 57
Surat Tugas Panitia Ujian Skripsi ............................................................... 58
Dokumentasi Kegiatan ................................................................................ 59

1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Perkembangan dunia industri saat ini aluminium merupakan salah satu
material yang banyak digunakan dalam bidang teknik.Pemakaian aluminium
diperkirakan pada masa mendatang masih terbuka luas baik sebagai material
utama maupun material pendukung dengan ketersediaan biji aluminium di bumi
yang melimpah. Aluminium disamping mempunyai massa jenis kecil, tahan
terhadap korosi, daya hantar listrik yang baik, jika dipadu dengan unsur dan
diproses dengan metode tertentu akan mempunyai sifat fisis dan mekanis yang
unggul. Aluminium sendiri merupakan logam yang banyak digunakan dalam
berbagai aplikasi meliputi peralatan rumah tangga, kontruksi, komponen otomotif,
pesawat terbang (aerospace) dan berbagai komponen yang memiliki bentuk yang
rumit sehingga harus dibentuk melalui proses pengecoran logam(Purwanto H. et
al 2011).
Pengecoran logam adalah suatu proses penuangan logam yang telah dicairkan
ke dalam cetakan kemudian dibiarkan mendingin dan membeku.
Proses pengecoran logam banyak dilakukan karena proses ini mempunyai
beberapa keunggulan diantaranya adalah mampu menghasilkan produk dengan
bentuk yang rumit dengan proses yang relatif ekonomis. Pada proses pengecoran
logam tidak semua produk hasil pengecoran dapat digunakan karena dalam
beberapa proses pengecoran juga dapat ditemui beberapa bentuk cacat coran
(Atmadja 2006:41).

2
Dalam pengecoran logam terdapat beberapa jenis pengecoran, salah satunya
ialah pengecoran sentrifugal. Keunggulan pengecoran sentrifugal adalah mampu
menghasilkan hasil coran yang lebih padat serta beberapa sifat lainnya yang lebih
unggul dibanding pengecoran konvensional. Tetapi kelemahan pada pengecoran
sentrifugal adalah distribusi ketebalan dan kepadatan coran yang cenderung tidak
merata, segregasi dan struktur yang tidak homogen akibat laju pembekuan yang
tidak seragam, permukaan bagian dalam yang kasar akibat udara yang terjebak di
dalam cetakan dan sebagainya. Kekurangan ini mungkin dapat diatasi dengan
mengatur beberapa parameter seperti laju putaran, sudut kemiringan cetakan,
karakteristik material coran, temperatur cetakan atau dengan memberikan
perlakuan terhadap logam cair selama pengecoran (Sugiarto 2014:13).
Berdasarkan hal diatas, perlu diadakan penelitian tentang pengaruh variasi
temperatur awal cetakan pada pengecoran sentrifugal aluminium dengan sudut
cetakan 90° (vertikal). Untuk mengetahui kualitas hasil coran dengan
mengidentifikasi cacat coran. Selanjutnya untuk mengetahui seberapa besar
tingkat kekerasan akibat perlakuan tersebut maka digunakan uji kekerasan serta
untuk mengetahui struktur coran aluminium tersebut menggunakan alat struktur
mikro.
Benda hasil penelitian ini nantinya dapat digunakan sebagai bahan dalam
membentuk beberapa komponen otomotif ataupun pemesinan antara lain yaitu:
piston, pulley pipa dll. Hasil proses pengecoran ini dapat digunakan sebagai bahan
pembuatan benda-benda tersebut karena pada dasarnya beberapa contoh benda
tersebut memiliki bentuk pokok berupa silinder yang sesuai dengan benda coran
yang dihasilkan pada penelitian ini.

3
B. Identifikasi Masalah
Berdasarkan latar belakang yang telah diuraikan diatas dapat diketahui
beberapa permasalahan yang muncul dalam penelitian ini:
1. Masih ditemukan perbedaan kerapatan hasil coran pada beberapa sisi benda
hasil coran.
2. Gelembung udara yang terjebak di dalam cetakan sentrifugal mempengaruhi
tingkat kerapatan hasil aluminium coran.
3. Kekuatan hasil pengecoran aluminium terhitung relatif rendah, maka dari itu
perlu adanya perlakuan guna meningkatkan kualitas hasil pengecoran
aluminium.
4. Laju pendinginan yang terlalu cepat pada proses pengecoran logam dengan
metode sentrifugal menghasilkan benda hasil pengecoran yang bersifat getas.
C. Batasan Masalah
Kegiatan penelitian ini dibatasi oleh beberapa aspek antara lain adalah sebagai
berikut:
1. Metode pengecoran yang digunakan adalah pengecoran sentrifugal dengan
posisi cetakan vertikal.
2. Variasi tempetatur cetakan sentrifugal berada pada suhu 150°C, 250°C dan
350°C.
3. Material yang digunakan pada penelitian ini adalah aluminium.
4. Pengujian yang digunakan adalah pengujian nilai kekerasan dan struktur mikro.
5. Pengujian spesimen dilakukan di Lab. Uji Fakultas Teknik Universitas Negeri
Semarang
6. Alat yang digunakan untuk mengukur suhu cetakan adalah termokopel.
4
D. Rumusan Masalah
Berdasarkan pada latar belakang diatas, maka beberapa permasalahan yang
akan dibahas dalam kegiatan penelitian ini adalah:
1. Apakah ada pengaruh variasi temperatur awal cetakan 150°C, 250°C dan
350°C pada pengecoran sentrifugal terhadap nilai kekerasan benda hasil
pengecoran aluinium piston bekas?
2. Apakah ada pengaruh variasi temperatur awal cetakan 150°C, 250°C dan
350°C pada pengecoran sentrifugal terhadap struktur mikro benda hasil
pengecoran aluminiu piston bekas?
E. Tujuan Penelitian
1. Untuk mengujipengaruh variasai temperatur awal cetakan sentrifugal terhadap
nilai kekerasan benda hasil pengecoran aluminium piston bekas.
2. Untuk mengujipengaruh variasi temperatur awal cetakan sentrifugal terhadap
struktur mikro benda hasil pengecoran aluminium piston bekas.
F. Manfaat Penelitian
a.Manfaat Teoritis
1. Penelitian ini diharapkan dapat memberikan sumbangan dan memperkaya hasil
penelitian dalam bidang pengecoran logam yang telah ada.
2. Sebagai bahan pertimbangan pada saat melakukan proses pengecoran
khususnya menggunakan metode pengecoran sentrifugal.
3. Untuk mengkaji, mempelajari pengaruh pemberian variasai temperatur awal
cetakan terhadap pengecoran menggunakan metode sentrifugal.
4. Memberikan pengetahuan tentang adanya pengaruh variasi temperatur awal
cetakan centrifugal casting terhadap struktur mikro aluminium hasil coran.

5
b. Manfaat Praktis.
1. Sebagai masukan bagi instansi atau perusahaan yang bergerak dibidang
pengecoran logam dan sebagai pertimbangan untuk meningkatkan kualitas
hasilpengecoran di dunia industripengecoran logam

6
BAB II
KAJIAN PUSTAKA
A. Kajian Teori
1. Pengecoran Logam
Pengecoran logam merupakan proses dimana logam dicairkan pada suhu
tertentu dan dicetak menggunakan cetakan untuk menghasilkan produk dengan
bentuk mendekati bentuk produk jadi (Surdia 1985).
a) Perlengkapan pengecoroan logam
1) Dapur Kowi
Menurut Raharja (2011:22) Dapur kowi adalah dapur yang digunakan untuk
melebur logam berupa aluminium dan baja. Dapur kowi terbuat dari campuran
tanah dan grafit, mudah pecah dalam keadaan biasa, akan tetapi memiliki
kekuatan yang cukup berarti dalam keadaan panas. Dapur kowi biasanya
dipanaskan menggunakan kokas, gas ataupun minyak, dapur ini dapat dibuat
dengan biaya yang relatif murah. Pada prinsipnya dapur kowi berbentuk silinder
berbahan baja dimana di sekelilingnya dilapisi dengan batu tahan api dan dibagian
bawahnya terdapat lubang guna menempatkan tungku api yang berfungsi untuk
memanaskan kowi agar dapat digunakan untuk melelehkan logam. Tingkat suhu
panas dapur ini terbatas dibawah suhu 800°C

7
Gambar 2.1 Dapur Kowi
2) Cetakan
Menurut Sudjana (2008:4) terdapat 2 klasifikasi cetakan pada proses
pengecoran logam yaitu:
a. Pengecoran dengan cetakan permanen
b. Pengecoran dengan cetakan sekali pakai
Pada Proses pengecoran dengan cetakan permanen biasanya cetakan terbuat
dari bahan logam, hal ini bertujuan agar cetakan dapat digunakan untuk berulang-
ulang. Hal tersebut menyebabkan proses pengecoran logam dapat berjalan lebih
cepat apabila dibandingkan dengan pengecoran logam menggunakan cetakan
sekali pakai. Akan tetapi cetakan permanen harus menggunakan bahan yang
memiliki titik lebur lebih tinggi disbanding bahan yang akan dicor, hal ini
bertujuan agar cetakan tidak ikut meleleh ketika cairan logam dituangkan kedalam
cetakan.

8
Pada proses pengecoran dengan cetakan sekali pakai biasanya cetakan terbuat dari
pasir. Untuk mengeluarkan hasiul coran cetakan pasir harus dihanvurkan. Maka
dari itu dalam setiap proses pengecoran diperlukan cetakan yang baru, hal
tersebutlah yang menyebabkan proses pengecoran dengan cetakan sekali pakai
membutuhkan waktu yang lebih lama dalam proses persipan pengecoran
disbanding dengan pengecoran dengan cetakan permanen.
Gambar 2.2 Cetakan Sentrifugal
3) Panci Penuangan (Ladle)
Menurut Sudjana (2008:153) Panci tuangan (ladle) merupakan suatu alat yang
digunakan untuk mengangkut logam cair dari dapur peleburan dan
menuangkannya kedalam cetakan, panci ini dibuat dari baja dengan lapisan tahan
panas pada bagian dalamnya.Panci tuangan yang berukuran besar
pengangkatannya menggunakan keran.
Gambar 2.3 Panci Penuangan (Ladle)

9
2. Pengecoran Sentrifugal
Pengecoran centrifugal adalah proses penuangan logam cair ke dalam cetakan
yang berputar. Proses pengecoran ini dapat menghasilkan produk coran yang
relatif bebas dari gas dan shrinkage porosity. Karena pengaruh dari gaya
centrifugal hasil coran akan lebih padat, permukaan halus dan struktur logam yang
dihasilkan akan memberikan sifat mekanik yang baik. Selain itu, pengotor yang
memiliki berat jenis lebih rendah dibandingkan logamnya akan berkumpul di
permukaan dalam dan dapat dibuang melalui proses pemesinan
Pengecoran sentrifugal juga merupakan suatucara pengecoran di mana cetakan
diputar dan logam cair dituangkan ke dalamnya, sehingga logam cair tertekan oleh
gaya sentrifugal dan kemudian membeku. Kelebihan dari pengecoran sentrifugal
antara lain digunakan untuk pembuatan coran berbentuk silinder dengan
produktivitas yang tinggi, serta kualitas hasil coran yang baik. Material yang
banyak digunakan untuk proses pengecoran sentrifugal adalah aluminium paduan.
Hal ini dikarenakan aluminium paduan memiliki sifat penghantar listrik baik,
ringan, titik leburnya rendah, memiliki fluiditas tinggi, memiliki ketahanan korosi
yang baik. Selain itu juga banyak terdapat di pasaran. Produk yang dihasilkan dari
proses pengecoran sentrifugal dengan bahan aluminium paduan diantaranya pipa,
velg, tromol, selubung silinder, tutup silinder, rumah engkol, cincin torak,
sambungan pipa, dan sebagainya (Purwanto 2011:37)

10
Gambar 2.4.Horizontal centrifugal casting (Sudjana, 2008:63)
a. Jenis-jenis pengecoran sentrifugal:
Menurut Sitongkir (2009:22) pengecoran sentrifugal dibagi menjadi 3 macam,
antara lain adalah sebagai berikut:
1. Semi Sentrifugal
Pada proses ini cetakan diisi penuh oleh logam cair dan biasanya diputar pada
sumbu vertikal. Bila diperlukan dapat digunakan inti untuk menghasilkan produk
cor yang berongga. Coran yang sulit dihasilkan melalui cara statis dapat dilakukan
dengan metode ini, karena gaya sentrifugal dapat mengalirkan logam cair di
bawah tekanan yang lebih tinggi jika dibandingkan pada pengecoran statis. Hal ini
meningkatkan hasil coran dan menghasilkan coran berkualitas tinggi, bebas
rongga dan porositas. Bagian coran yang lebih tipis dapat dibuat dengan metode
ini Aplikasi dari pengecoran semi sentrifugal adalah untuk membuat gear blanks,
pulley, roda, impelers dan rotor motor listrik.
2. Centrifuging
Centrifuging (pressure) memiliki aplikasi yang paling luas. Pada metode ini,
lubang coran disusun disekitar pusat sumbu putaran seperti jari-jari roda, sehingga
memungkinkan produksi coran lebih dari satu. Gaya sentrifugal memberikan
tekanan pada logam cair seperti yang terdapat pada pengecoran semi
11
sentrifugal.Metode pengecoran ini khususnya digunakan untuk memproduksi
valve bodies, bonnet, plugs, yokes, brackets dan banyak lagi pada industri
pengecoran lainnya.
3. True centrifugal
True Centrifugal digunakan untuk menghasilkan coran turbular atau silindris
dengan memutar cetakan pada sumbunya sendiri. Hasil coran memiliki
pembekuan terarah atau pembekuan dari bagian luar coran menuju sumbu putaran
(sumbu rotasi). Pembekuan terarah ini menghasilkan coran berkualitas tinggi
tanpa cacat penyusutan (shrinkage) yang merupakan penyebab utama cacat coran
hasil cetakan pasir. Secara umum pengecoran sentrifugal tipe mendatar digunakan
untuk membuat produk seperti pipa, bantalan luncur, silinder liner, cincin piston,
rol, puly, plat kopling, dan lain-lain. Produk coran dengan bentuk tidak silinder
atau tidak simetris, tidak dapat dibuat dengan menggunakan proses ini.
Pada penelitian ini metode yang akan digunakan adalah metode True
Centrifugal, hal ini didasari karena pada metode ini dapat menghasilkan hasil
coran berbentuk silinder yang hasil corannya memiliki pembekuan terarah
sehingga menghasilkan kualitas coran yang tinggi karena tidak ditemukan cacat
penyusutan.
3. Aluminium
Aluminium merupakan logam ringan mempunyai ketahanan korosi yang baik
dan hantaran listrik yang baik dan sifat-sifat yang lainnya sebagai sifat
logam.Sebagai tambahan terhadap, kekuatan mekaniknya dapat diperbaiki dengan
menambahkan tembaga, silisium, magnesium, mangan, nikel, dan sebagainya
secara atu-persatu maupun bersama-sama akan memberikan sifat-sifat baik
12
lainnya seperti ketahanan korosi, ketahanan aus, koefisien pemuaian rendah dan
sebagainhya (Surdia, 1999:129).
Selain itu aluminium juga merupakan Aluminium merupakan logam yang
banyak digunakan dalam berbagai aplikasi mulai dari peralatan rumah tangga
hingga kontruksi, komponen otomotif sampai pada komponen pesawat terbang
(aerospace) . Aluminium disamping mempunyai massa jenis kecil, tahan terhadap
korosi, daya hantar listrik yang baik, jika dipadu dengan unsur tertentu akan
mempunyai sifat fisis dan mekanis yang unggul. Aluminium dalam industri
dihasilkan melalui proses pengecoran (casting) dan pembentukan (forming) .
Aluminium hasil pengecoran banyak dijumpai pada peralatan rumah tangga dan
komponen otomotif misalnya velg (cast wheel) , piston, blok mesin dan lain
sebagainya. Komposisi paduan dan pemilihan proses fabrikasi sangat berpengaruh
terhadap sifat fisis dan mekanis paduan aluminium(Respati S.M.B dkk,
2010:284).
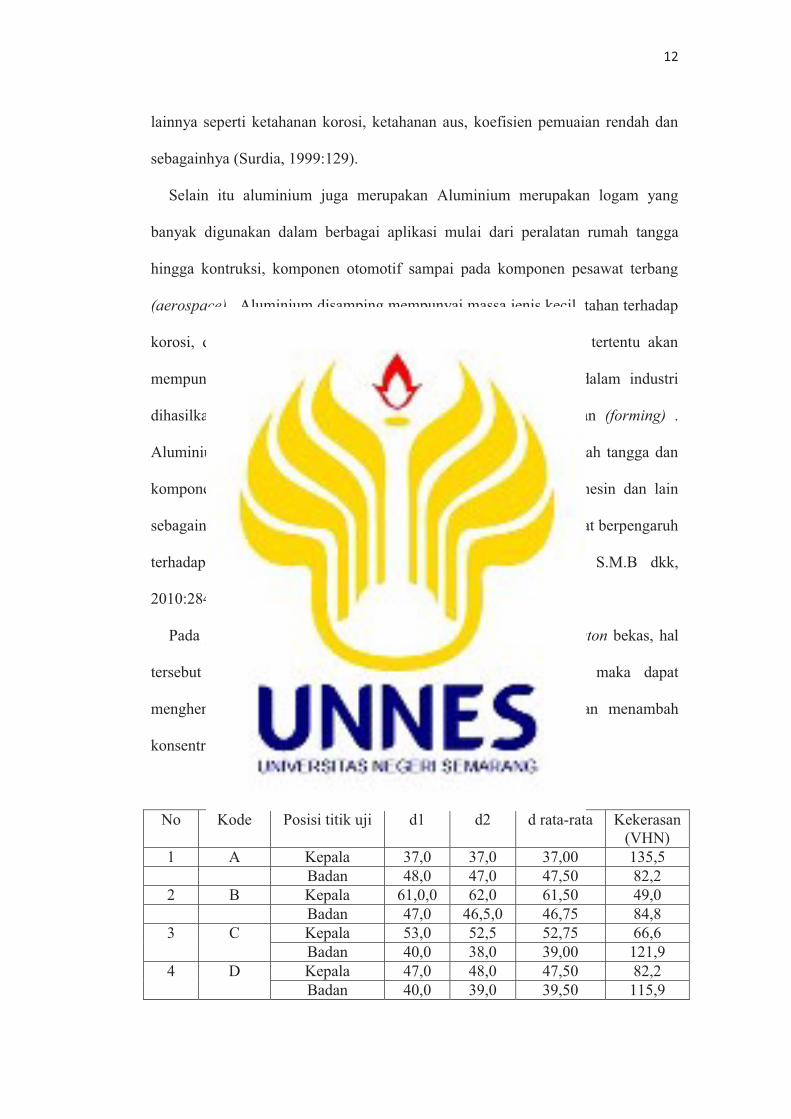
Pada penelitian ini aluminium yang digunakan ialah limbah piston bekas, hal
tersebut didasari karena dengan menggunakan piston bekas maka dapat
menghemat bahan aluminium yang ada di alam sehingga akan menambah
konsentrasin bahan baku yang ada di alam.
Tabel 2.1 (Nilai kekerasan piston)
No Kode Posisi titik uji d1 d2 d rata-rata Kekerasan
(VHN)
1 A Kepala 37,0 37,0 37,00 135,5
Badan 48,0 47,0 47,50 82,2
2 B Kepala 61,0,0 62,0 61,50 49,0
Badan 47,0 46,5,0 46,75 84,8
3 C Kepala 53,0 52,5 52,75 66,6
Badan 40,0 38,0 39,00 121,9
4 D Kepala 47,0 48,0 47,50 82,2
Badan 40,0 39,0 39,50 115,9

13
Tabel 2.2 Sifat fisis Aluminium
Sifat-sifat
Kemurnian Al%
99,996 >99,0
Massa jenis (20°C) 2,6989 2,71
Titik Cair 660,2 653-657
Panas Jenis (Cal/g°C)(100°C) 0,2226 0,2297
Hantaran Listrik (%) 69,94 59 (dianil)
Tahanan Listrik Koefisien 0,0115
Temperatur 0,00429
Koefisien Pemuaian (20-100°C) 23,86x106
23,5x106
Jenis Kristal, Konstanta Kisi Fcc,α=4,013kX Fcc,α=4,04kX
4. Temperatur Cetakan
Menurut Arifin (2009:8) Parameter temperatur cetakan merupakan suatu
hal yang penting untuk diketahui karena faktor ini berkaitan erat dengan laju
perpindahan panas yang terjadi antara logam cair dengan cetakan.semakin tinggi
temperatur cetakan logam semakin rendah kekerasannya. Hal ini disebabkan
karena gradien temperatur semakin kecil, sehingga laju pendinginan semakin
lambat yang menyebabkan kekerasannya turun. Selain itu kenaikan temperatur
cetakan akan mengakibatkan proses pembekuan yang lambat (Askeland 1985:9).
5. Uji Kekerasan
Kekerasan merupakan sifat kekuatan suatu bahan terhadap deformasi, untuk
ukuran logam dengan sifat tersebut merupakan ukuran ketahanannya terhadap
deformasi plastic atau deformasi permanen.Untuk para insinyur perancang,
kekerasan sering diartikan sebagai ukuran kemudahan dan kuantitas khusus yang
menunjukkan suatu mengenai kekuatan dan perlakuan panas dari suatu logam.
Terdapat 3 jenis umum mengenai ukuran kekerasan, yang tergantung pada cara
melakukan pengujian. (1) kekerasan goresan (scratch hardness), (2) kekerasan
lekukan (identation hardness) dan (3) kekerasan pantulan (rebound) atau
14
kekerasan dinamik (dynamic hardness).Untuk logam hanya kekerasan dinamik
yang banyak menarik perhatian dalam kaitannya dengan bidang rekayasa.
Kekerasan goresan merupakan penelitian utam para ahli mineral. Dengan
mengukur kekerasan, berbagai mineral dan bahan-bahan lain, disusun berdasarkan
kemampuan goresan yang satu terhadap yang lain. Kekerasan goresan diukur
dengan skala Mohs.Skala ini terdiri dari 10 standar mineral yang disusun
berdasarkan kemampuannya untuk digores.Mineral yang paling lunak dari sekala
ini (kekerasan goresan), sedangkan intan mempunyai k ekerasan goresan 10.Kuku
jari memiliki nilai kekerasan sekitar 2, tembaga yang dilunakkan kekerasannya 3
dan martensit 7.Skala mohs tidak cocok untuk logam, karena interval skala pada
nilai kekerasan yang tinggi, tidak benar.Logam yang paling keras memiliki harga
kekerasan antara 4 hingga 8 dalam skala Mohs. Suatu jenis lain pengukuran
kekerasan goresannya adalah mengukur kedalaman atau lebar goresan pada
permukaan benda yang diuji yang dibuat oleh jarum penggores yang terbuat dari
intan dan diberi beban yang terbatas. Cara ini merupakan metode yang sangat
berguna untuk mengukur kekerasan relative kandungan-kandungan mikro, tetapi
metode ini tidak memberikan ketelitian yang besar atau kemampu-ulangan yang
tinggi. (Dieter 1996:328)
a. Kekerasan Mirovickers
Pengujian dengan metode microvickers bertujuan untuk menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap intan
berbentuk piramida dengan sudut puncak 136° yang ditekankan pada permukaan
material uji tersebut. Angka kekerasan Microvickers (HV) didefinisikan sebagai
hasil bagi (koefisien) dari beban uji (F) dalam Newton yang dikalikan dengan

15
angka faktor 0,012 dan luas permukaan bekas luka tekan (injakan) bola baja (A)
dalam millimeter persegi (Tarkono 2013:5).
Pada penelitian ini pengujian kekerasan yang akan diterapkan ialah uji
kekerasan Microviickers, hal tersebut didasari karena uji Microvickers merupakan
salah satu pengujian yang banyak digunakan pada penelitian-penelitian
sebelumnya. Hal ini disebabkan Karena uji Microvickers memiliki beberapa
keunggulan bila dibandingkan dengan jenis pengujian kekerasan yang lain, antara
lain: pengujian Mirovickers dapat mengukur tingkat kekerasan dari nilai yang
paling lunak dengan nilai 5 maupun material yang sangat keras dengan nilai 1500
karena pengujiannya menggunakan indentor yang sangat keras. Selain itu pada uji
Microvickers beban tidak perlu dirubah dan tidak bergantung pada besar beban
indentor, selanjutnya uji Microvickers ini dapat dilakukan pada benda-benda
dengan ketebalan yang tipis hingga 0,0006 inchi.
Nilai kekerasan Microvickers dapat dihitung dengan rumus sebagai berikut:
Keterangan:
P = Beban yang digunakan (kg)
D = Panjang diagonal rata-rata (mm)
Θ = sudut antara permukaan yang berhadapan 136°

16
Gambar 2.6 Alat Uji Kekerasan (FM 800 Microhardness Tester)
6. Struktur Mikro
Menurut Tarkono (2013:5) Struktur mikro adalah struktur terkecil yang
terdapat pada suatu bahan yang keberadaannya tidak dapat dilihat dengan mata
telanjang, tetapi harus menggunakan alat pengamat struktur mikro, diantaranya;
mikroskop cahaya, mikroskop electron dan mikroskop sinar-X.
Dalam pengujian ini, kualitas bahan ditentukan dengan mengamati struktur di
bawah mikroskop, disamping itu dapat pula mengamati cacat dan bagian yang tak
teratur (Surdia, 2006:210). Pengamatan struktur mikro bertujuan untuk
mengetahui dan membedakan struktur mikro antara logam induk yang diberikan
saat proses. Sifat fisis logam dapat diketahui melalui struktur mikro yang
didapatkan dari hasil foto mikro.Struktur mikro dalam logam ditunjukan dengan

17
besar, bentuk, dan orientasi butirnya, jumlah fasa, proporsi dan kelakuan dimana
mereka tersusun atau terdistribusi.
Gambar 2.7 Alat Uji Struktur Mikro
B. Kajian Penelitian Yang Relevan
Budi dan Suyitno (2008:90) melakukan penelitian tentang pengaruh
temperatur tuang dan temperatur cetakan pada high pressure casting (hdpc)
berbentuk piston paduan aluminium silikon. Menunjukkan bahwa variasi
temperatur cetakan sentrifugal banyak berpengaruh pada nilai kekerasan produk
hasil pengecoran, dari hasil pengujian menunjukkan bahwa semakin tinggi
temperatur cetakan sentrifugal berpengaruh pada menurunnya nilai kekerasan
aluminium hasil coran.Sedangkan pada hasil pengujian strukur mikro dapat
disimpulkan bahwa temperatur cetakan berpengaruh pada besar kecilnya fasa
silikon yang muncul pada hasil coran dimana semakin tinggi temperatur cetakan
sentrifugal akan menghasilkan fasa silikon yang besar begitupun sebaliknya
temperatur cetakan yang rendah akan menghasilkan fasa silikon yang kecil.

18
Hasil penelitian yang dilakukan oleh Arifin (2009:11) menyimpulkan bahwa
semakin tinggi temperatur penuangan maka struktur mikro yang dihasilkan
cenderung semakin halus.Penelitian yang dilakukan oleh Arifin (2009:8) memiliki
persamaan pada lingkup metodenya, yaitu menggunakan variasi temperatur
cetakan pada pengecoran sentrifugal dan pada pengamatan struktur menggunakan
struktur mikro. Hanya saja penelitian Amir meneliti pengaruh variasi temperatur
cetakan terhadap fluiditas aluminium, sedangkan penelitian ini meneliti pengaruh
variasi temperatur terhadap nilai kekerasan dan struktur mikro.
Hasil penelitian yang dilakukan oleh Harmanto (2010:55) menyebutkan
bahwa semakin tinggi temperatur cetakan logam maka akan semakin rendahnilai
kekerasannya. Hal ini disebabkan karena gradien temperatur semakin kecil,
sehingga laju pendinginan semakin lambat yang menyebabkan kekerasannya
turun. Selain itu kenaikan temperatur cetakan akan mengakibatkan proses
pembekuan yang lambat.
Hasil penelitian yang dilakukan oleh Respati (2014:289) menyebutkan bahwa
semakin tinggi temperatur cetakan maka nilai kekerasan produk hasil coran akan
semakin rendah, hal ini menyebabkan produk hasil coran tidak mudah patah.
Sedangkan pada sisi struktur mikro tinggi temperatur cetakan menyebabkan
struktur mikro dan porositas hasil coran semakin rendah dan ukuran butir SDAS
semakin kecil.
Hasil penelitian yang dilakukan oleh Budiyanto (2016:38) menyebutkan
bahwa terdapat hubungan antara temperatur cetakan dengan nilai kekerasan
dimana fasa eutektik silikon yang terbentuk akan semakin rapat dan mengecil jika
nilai kekerasan yang dihasilkan pada produk hasil pengecoran tinggi.

19
Penelitian yang dilakukan oleh Rajeswari (2014:26) dengan judul ”Improving
the Yield of Centrifugal Casting” cukup relevan karena mengkaji tentang metode
untuk meningkatkan kualitas hasil coran, namun penelitian yang dilakukan oleh
Rajeswari meningkatkan kualitas hasil coran dengan cara menerapkan teknik
“SQC” sedangkan dalam penelitian ini perbaikan kualitas coran dilakuka dengan
cara memvariasikan temperatur awal cetakan sentrifugal.
Penelitian yang dilakukan oleh R Chandran V (2015:35) Mengatakan bahwa
penggunaan metode pengecoran sentrifugal dengan posisi vertikal cukup efisien
dalam menghasilkan jarak fraksi silikon yang lebih rapat, hal tersebut dipengaruhi
oleh gaya gravitasi yang muncul dari posisi cetakan yang vertikal.
Penelitian yang dilakukan oleh Suryawanshi A (2015:58) cukup relevan
karena penelitian tersebut bertujuan untuk meningkatkan kualitas hasil coran
dengan melalui berbagai parameter seperti; suhu, putaran dll. Akan tetapi pada
penelitian yang saya lakukan usaha perbaikan hasil coran dilakukan dengan cara
memvariasikan temperaturcetakan sentrifugal.
C. Kerangka Pikir Penelitian
Pada saat ini metode pengecoran yang banyak digunakan ialah metode
pengecoran gravitasi, hal ini disebabkan karena biaya pada proses produksinya
yang relatif murah, akan tetapi masih banyak ditemukan kekurangan pada metode
pengecoran gravitasi berupa ketangguhan hasil coran yang relatif rendah dan
tingkat kekasaran yang tinggi. Atas dasar hal tersebut pengecoran dengan metode
sentrifugal dirasa dapat meningkatkan kualitas hasil coran, adapun beberapa
faktor yang mempengaruhi hasil pengecoran pada metode sentfirugal antara lain
yaitu temperatur cetakan, kecepatan putar serta sudut kemiringan cetakan.

20
Pada penelitian ini digunakan metode pengecoran sentrifugal dengan sudut
cetakan 90° atau dengan posisi tegak lurus vertikal dengan kecepatan putar 1000
rpm dan dengan variasi temperatur pada kisaran 150°C, 250°C dan 350°C.
Penentuan variasi temperatur cetakan tertinggi yang hanya 350°C didasari karena
apabila cetakan dipanaskan dengan temperatur yang terlalu tinggi justru akan
menyebabkan kualitas hasil pengecoran memiliki tingkat kekerasan yang rendah.
Temperatur cetakan sentrifugal diduga memiliki pengaruh terhadap tingkat
kekasaran dan struktur mikro hasil coran hal ini disebabkan karena apabila cairan
logam yang panas dituangkan pada cetakan logam yang panas pula maka proses
pendinginan cairan logam akan berlangsung lebih lama, hal tersebut menyebabkan
logam hasil coran memiliki susunan struktur mikro yang lebih rapat serta nilai
kekerasan yang rendah sehingga logam hasil coran tidak bersifat getas. Namun
tentunya pada setiap variasi temperatur cetakan akan menghasilkan kualitas hasil
coran yang berbeda, maka dari itu penelitian ini perlu dilakukan guna mengetahui
pada temperatur panas cetakan berapakah yang akan menghasilkan kualitas hasil
coran yang baik dan sesuai yang diharapkan.
D. Hipotesis
Berdasarkan dasar-dasar teori yang telah diutarakan dengan demikian dapat
diajukan hipotesis penelitian sebagai berikut:
1. Terdapat pengaruh yang signifikan dengan pemberian variasi temperatur awal
cetakan 150°C, 250°C dan 350°C pada pengecoran sentrifugal terhadap nilai
kekerasan benda hasil pengecoran berbahan piston bekas.

21
2. Terdapat pengaruh yang signifikan dengan pemberian variasi temperatur awal
cetakan 150°C, 250°C dan 350°C pada pengecoran sentrifugal terhadap struktur
mikro benda hasil pengecoran berbahan piston bekas.

48
BAB V
KESIMPULAN DAN SARAN
A. Kesimpulan
Dari penelitian yang telah dilakukan dapat dihasilkan beberapa kesimpulan yaitu:
1. Ada pengaruh pemberian variasi temperatur cetakan 150°C, 250°C dan 350°C
pada pengecoran dengan metode centrifugal casting terhadap nilai kekerasan
benda hasil pengecoran berbahan piston bekas, pengaruh paling signifikan terjadi
pada temperatur cetakan 150°C terhadap temperatur cetakan 350°C yaitu
ditunjukkan dengan nilai signifikasi sebesar 0.000 dan Mean Difference sebesar
.28883.
2. Ada pengaruh pemberian variasi temperatur cetakan 150°C, 250°C dan 350°C
pada pengecoran dengan metode centrifugal casting terhadap struktur mikro
benda hasil pengecoran berbahan piston bekas.
B. Saran
1. Adapun saran yang diberikan terhadap penelitian yang telah dilakukan tentang
variasi temperatur awal cetakan Centrifugal Castingterhadap nilai kekerasan dan
struktur mikro adalah sebagai berkut.
2. Pada saat melakukan pengujian kekerasan hendaklah mengukur dengan cermat
dan teliti pastikan garis diagonal 1 dan 2 benar-benar sesuai dengan ukuran bekas
goresan piramida agar data nilai kekerasan yang diperoleh benar-benar valid
sesuai ukuran goresannya.
3. Dalam proses pengujian mikro pastikan permukaan logam benar-benar rata tanpa
menyisakan bekas pengamplasan agar susunan struktur mikro dapat terlihat
dengan jelas.

49
`
4. Hasil uji nilai kekerasan yang diperoleh menunjukkan bahwa nilai kekerasan
tertinggi yaitu terdapat pada benda yang dicetak pada cetakan dengan temperatur
awal sebesar 150°C dengan nilai kekerasan yang tinggi maka benda menjadi
getas, oleh karena itu untuk proses pengecoran sentrifugal selanjutnya lebih baik
dilakukan pada temperatur cetakan yang sedang agar nilai kekerasannya baik dan
benda tidak getas
5. Perlu dilakukan penelitian lebih lanjut tentang Centrifugal Castingdengan variasi
parameter yang berbeda pula agar menghasilkan nilai kekerasan dan struktur
mikro yang lebih baik.

50
`
DAFTAR PUSTAKA
Arifin, A. 2009.Pengaruh Perbedaan Temperatur Cetakan Logam Terhadap
Fluiditas Dan Struktur Mikro MG-44%AL. Palembang.:Universitas
Sriwijaya.
Dieter, G. E. 1987.Metalurgi Mekanik. Transleted by Sriati, d. 1996. Jakarta:
Erlangga.
Surdia, T. dan Shinronku S. 1999.Pengetahuan Bahan Teknik. Jakarta: PT. AKA.
Lampung: Teknik Mesin Universitas Lampung
Budiyanto E dan Drihandono, S. 2016. Pengaruh Temperatur Tuang, Temperatur
Cetakan, dan Tekanan Pada Pengecoran Bertekanan (High Pressure Die
Casting/HPDC) Terhadap Kekerasan dan Struktur Mikro Aluminium
Paduan Silikon (Al-Si 7,79 %). Lampung.Teknik Mesin Universitas
Muhammadiyah Metro.
Harmanto, S. dkk.2014. Pengaruh Temperatur Cetakan Logam Terhadap
Kekerasan Pada Bahan Aluminium Bekas.Semarang: Teknik Mesin
Politeknik Negeri Semarang.
Sugiarto dan Oerbandono T. 2014.Analisis Distribusi Ketebalan Dan Kekerasan
Hasil Coran Sentrifugal Aluminium Paduan (Al-Mg-Si) Akibat Perubahan
Laju Putaran Dan Kemiringan Sumbu Cetakan. Malang: Teknik mesin
Universitas Brawijaya.
Purwanto H. et al. 2011. Pengaruh Temperatur Cetakan Pada Pengecoran
Squezze Terhadap Sifat Fisis Dan Mekanis Aluminium Daur Ulang (Al–
6,4%Si–1,93%Fe). Semarang: Teknik Mesin Universitas wahid Hasyim.
51
`
Sitongkir H. 2009. Pengaruh PutaranCetakan Terhadap Sifat Mekanik Besi Cor
Kelabu Pada Pembuatan Silinder Liner Mesin Otomotif Dengan
Pengecorann Sentrifugal Mendatar. Medan: Program Studi Teknik Mesin
Sekolah Pascasarjana Universitas Sumatera Utara Medan.
Harjanto B dan Suyitno. 2008. Pengaruh Temperatur Tuang Dan Temperatur
Cetakan Pada High Pressure Die Casting (HPDC) Berbentuk Piston
Paduan Aluminium- Silikon. Yogyakarta: Fakultas Teknik Universitas
Gadjah Mada.
Atmadja S.T. 2006. Analisa Cacat Cor Pada Proses Pengecoran Burner
Kompor. Semarang: Jurusan Teknik Mesin Universitas Diponegoro.
Askeland, D.R., 1985, The Science and Engineering of Publ., Material, PWS,
Boston, MA, USA
Respati S.M.B et al. 2010.Pengaruh Tekanan Dan Temperatur Cetakan Terhadap
Struktur Mikro Dan Kekerasan Hasil Pengecoran Pada Material
Aluminium Daur Ulang . Semarang: Teknik Mesin Universitas Wahid
Hasyim.
Raharja, Andrias B. 2011. Teknik Pengecoran Logam. Yogyakarta: PT Pustaka
Ihsan Madadi
Sudjana, H. 2008. Teknik Pengecoran Logam(Jilid II). Jakarta: Direktorat
Pembinaan sekolah Menengah Kejuruan, Direktorat Jenderal Pendidikan
Dasar dan Menengah, Departemen Pendidikan Indonesia.
Rajeswari, C.H et al. 2014. Improving the Yield of Centrifugal
Casting.Eluru:Dept. of ME, Sir C.R. Reddy College of Engineering

52
`
R Chandran V et al. 2015.CFD Simulation of Centrifugal Casting of Al-SiC FGM
for the Application of Brake Rotor Disc. Kerala: Department of
Mechanical Engineering, MA College of Engineering
Suryawansh A et al. 2015. Optimize Parameter To Improve The Quality Of
Centrifugal Casting By Grey Fuzzy Method. Durg: Bhilai Institute of
Technology
Sugiyono, 2013.Metode Penelitian Kuantitatif Kualitatif Dan R&D. Bandung:
Alfabeta
Sudjana. 2005. Metoda Statistika. Bandung: PT. Tarsito Bandung.




















