PENGARUH KECEPATAN SAYAT MESIN SEKRAP MENGGUNAKAN PAHAT ...
19
PENGARUH KECEPATAN SAYAT MESIN SEKRAP MENGGUNAKAN PAHAT BAJA HSS TERHADAP HASIL PEMESINAN Eko Prasetyo Dosen Teknik Mesin, Fakultas Teknik Universitas Pancasila ABSTRAK Untuk mendapatkan produk berkualitas dilakukan proses pemesinan yang baik. Kekasaran permukaan (Ra) adalah salah satu akibat yang disebabkan oleh kondisi dari hasil proses pemesinan. Beberapa parameter yang berpengaruh terhadap kekasaran permukaan proses penyekrapan seperti : pendinginan pahat, kedalaman makan, ketebalan pemakanan, kecepatan sayat, sudut mata pahat. Dengan tujuan mengetahui kekasaran permukaan benda kerja hasil proses penyekrapan, dilakukan pengujian dengan material Baja ST 45 untuk menghasilkan suatu produk. Pengujian dilakukan untuk menganalisa pengaruh kecepatan sayat, dengan parameter pemesinan yang ditentukan dan konstan, diantaranya : gerak makan, kedalaman potong. Pengujian tersebut dilakukan berulang kali dengan memvariasikan tiga kecepatan sayat yang digunakan, bertujuan untuk mengetahui perbedaan pengaruh variasi kecepatan sayat tersebut terhadap tingkat kekasaran permukaan benda kerja hasil proses penyekrapan. Dengan menggunakan alat ukur Surftest SJ 201 P/M untuk mendapatkan data kekasaran permukaan hasil proses penyekrapan, didapati seberapa besar pengaruh variasi kecepatan sayat (Cs) terhadap tingkat kekasaran permukaan pada benda kerja hasil proses penyekrapan. Kata kunci : Kekasaran permukaan (Ra), Kecepatan sayat (Cs). I. PENDAHULUAN 1.1 Latar Belakang Sejalan dengan perkembangan ilmu pengetahuan dan teknologi, suatu hasil produksi harus diimbangi dengan peningkatan kualitas hasil produksi, khususnya pada proses produksi yang menggunakan mesin perkakas seperti : mesin bubut, mesin freis, mesin sekrap, mesin bor. Ditemukannya mesin-mesin perkakas akan mempermudah dalam pembuatan komponen-komponen mesin. Kualitas hasil penyekrapan dapat dilihat dari kekasaran permukaannya. Makin halus permukaannya makin baik pula kualitasnya, sehingga cukup beralasan apabila kekasaran permukaan hasil penyekrapan diperhatikan dan dicari solusinya untuk mendapatkan yang sehalus mungkin. Ada beberapa faktor yang mempengaruhi kekasaran permukaan pada pengerjaan logam dengan menggunakan mesin sekrap antara lain : kecepatan potong, kedalaman makan, kondisi mesin, bahan benda kerja, bentuk ujung mata pahat dan jenis mata pahat, pendinginan dan operator. Kecepatan sayat (Cutting Speed) merupakan salah satu hal yang dapat mempengaruhi hasil dari proses penyekrapan. Penelitian ini akan mengambil topik tentang variasi kecepatan potong terhadap hasil kekasaran permukaan pada proses penyekrapan bidang rata, dari latar belakang yang telah diuraikan maka dalam tugas akhir ini akan mengambil judul ” Pengaruh Kecepatan Sayat Mesin Sekrap Menggunakan Pahat Baja HSS Terhadap Hasil Pemesinan ” 1.2 Tujuan Penulisan Memberi masukan kepada industri atau laboratorium untuk mengetahui variasi kecepatan sayat terhadap tingkat kekasaran permukaan pada proses penyekrapan dengan material ST 45, agar mendapatkan tingkat kekasaran permukaan yang maksimal. 1.3 Batasan Masalah 1. Menggunakan mesin sekrap jenis B 635A yang ada di laboratorium Fakultas Teknik Universitas Pancasila. 2. Material yang digunakan Baja ST 45. 3. Parameter pemesinan sudah ditentukan konstan,sebagai berikut : a.Kecepatan sayat, Cs1 = 0.00235 m/min Cs2 = 0.00385 m/min Cs3 = 0.00575 m/min b. Gerak makan, f = 1mm Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011 40
Transcript of PENGARUH KECEPATAN SAYAT MESIN SEKRAP MENGGUNAKAN PAHAT ...

PENGARUH KECEPATAN SAYAT MESIN SEKRAP MENGGUNAKAN PAHAT BAJA HSS TERHADAP HASIL
PEMESINAN
Eko Prasetyo Dosen Teknik Mesin, Fakultas Teknik Universitas Pancasila
ABSTRAK Untuk mendapatkan produk berkualitas dilakukan proses pemesinan yang baik. Kekasaran
permukaan (Ra) adalah salah satu akibat yang disebabkan oleh kondisi dari hasil proses pemesinan. Beberapa parameter yang berpengaruh terhadap kekasaran permukaan proses penyekrapan seperti : pendinginan pahat, kedalaman makan, ketebalan pemakanan, kecepatan sayat, sudut mata pahat.
Dengan tujuan mengetahui kekasaran permukaan benda kerja hasil proses penyekrapan, dilakukan pengujian dengan material Baja ST 45 untuk menghasilkan suatu produk. Pengujian dilakukan untuk menganalisa pengaruh kecepatan sayat, dengan parameter pemesinan yang ditentukan dan konstan, diantaranya : gerak makan, kedalaman potong. Pengujian tersebut dilakukan berulang kali dengan memvariasikan tiga kecepatan sayat yang digunakan, bertujuan untuk mengetahui perbedaan pengaruh variasi kecepatan sayat tersebut terhadap tingkat kekasaran permukaan benda kerja hasil proses penyekrapan.
Dengan menggunakan alat ukur Surftest SJ 201 P/M untuk mendapatkan data kekasaran permukaan hasil proses penyekrapan, didapati seberapa besar pengaruh variasi kecepatan sayat (Cs) terhadap tingkat kekasaran permukaan pada benda kerja hasil proses penyekrapan. Kata kunci : Kekasaran permukaan (Ra), Kecepatan sayat (Cs). I. PENDAHULUAN 1.1 Latar Belakang
Sejalan dengan perkembangan ilmu pengetahuan dan teknologi, suatu hasil produksi harus diimbangi dengan peningkatan kualitas hasil produksi, khususnya pada proses produksi yang menggunakan mesin perkakas seperti : mesin bubut, mesin freis, mesin sekrap, mesin bor. Ditemukannya mesin-mesin perkakas akan mempermudah dalam pembuatan komponen-komponen mesin.
Kualitas hasil penyekrapan dapat dilihat dari kekasaran permukaannya. Makin halus permukaannya makin baik pula kualitasnya, sehingga cukup beralasan apabila kekasaran permukaan hasil penyekrapan diperhatikan dan dicari solusinya untuk mendapatkan yang sehalus mungkin. Ada beberapa faktor yang mempengaruhi kekasaran permukaan pada pengerjaan logam dengan menggunakan mesin sekrap antara lain : kecepatan potong, kedalaman makan, kondisi mesin, bahan benda kerja, bentuk ujung mata pahat dan jenis mata pahat, pendinginan dan operator.
Kecepatan sayat (Cutting Speed) merupakan salah satu hal yang dapat mempengaruhi hasil dari proses penyekrapan. Penelitian ini akan mengambil topik tentang variasi kecepatan potong
terhadap hasil kekasaran permukaan pada proses penyekrapan bidang rata, dari latar belakang yang telah diuraikan maka dalam tugas akhir ini akan mengambil judul ” Pengaruh Kecepatan Sayat Mesin Sekrap Menggunakan Pahat Baja HSS Terhadap Hasil Pemesinan ”
1.2 Tujuan Penulisan
Memberi masukan kepada industri atau laboratorium untuk mengetahui variasi kecepatan sayat terhadap tingkat kekasaran permukaan pada proses penyekrapan dengan material ST 45, agar mendapatkan tingkat kekasaran permukaan yang maksimal.
1.3 Batasan Masalah 1. Menggunakan mesin sekrap jenis B
635A yang ada di laboratorium Fakultas Teknik Universitas Pancasila.
2. Material yang digunakan Baja ST 45. 3. Parameter pemesinan sudah ditentukan
konstan,sebagai berikut : a.Kecepatan sayat,
Cs1 = 0.00235 m/min Cs2 = 0.00385 m/min Cs3 = 0.00575 m/min
b. Gerak makan, f = 1mm
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
40

c. Kedalaman pemakanan, a = 1mm d. Panjang langkah, L = 3 cm = 0.03
m e. Putaran mesin :
n1 = 51 rpm,menghasilkan langkah (N1) = 47
n2 = 80 rpm,menghasilkan langkah (N2) = 77
n3=126 rpm,menghasilkan langkah(N3)= 115 4. Pahat yang digunakan pahat jenis rata
kiri dan material pahat jenis HSS sebanyak 3 buah.
5. Pengujian kekasaran permukaan menggunakan alat bantu Surface Tester yang ada di laboratorium Fakultas Teknik Universitas Pancasila.
1.4. Metode Pengambilan Data
1. Field Research (Penelitian Lapangan). Metode yang dilakukan penulis di laboratorium dengan cara pengumpulan data–data secara langsung pada objek yang diteliti.
2. Interview (Wawancara). Penulis melakukan tanya jawab secara langsung kepada teknisi dilaboratorium, dan orang–orang yang ada hubungannya dengan permasalahan ini.
3.LibraryResearch(PenelitianKepustakaan)
Dalam penulisan makalah ini penulis juga mempelajari dari buku yang berhubungan dengan proses pemesinan mesin sekrap, kekasaran permukaan. Selain dari buku–buku tersebut, penulis juga mendapatkan tambahan informasi dari internet, buku-buku referensi, tulisan ilmiah yang berhubungan dengan mesin sekrap dan proses penyekrapan yang mendukung dalam penyelesaian permasalahan.
II. LANDASAN TEORI 2.1 Mesin Sekrap
Mesin sekrap adalah suatu mesin perkakas dengan gerak utama lurus. Gerak putar dari motor listrik diubah menjadi gerak lurus melalui suatu engkol sehingga mesin ini digunakan untuk mengubah dan membentuk permukaan bidang rata, baik mendatar ataupun tegak. Mesin sekrap berpegang pada prinsip gerakan utama mendatar pada langkah pemakanan akan menghasilkan geram (serbuk besi) dari benda kerja. Untuk menyekrap datar benda kerja yang terpasang pada ragum akan bergerak
berlawan dengan pahat, panjang langkah diatur dengan memutar poros pengatur langkah yang akan memutar roda gigi kerucut dan menggerakan batang berulir yang mengatur penggerak blok engkol.
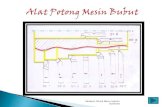
Besar kecilnya mesin sekrap akan menentukan panjang bagian yang akan di sekrap, oleh karena itu ukuran mesin sekrap berdasarkan panjang langkah penyayatannya. Dalam pelaksanaan penelitian menggunakan mesin sekrap jenis datar. Adapun bagian-bagian utama mesin sekrap meliputi rangka,mekanik penjalan,lengan,dan meja benda kerja
Gambar 2.1. Skema Mesin sekrap
2.1.1 Rangka Mesin Rangka mesin berfungsi untuk
menyangga seluruh bagian pada mesin sekrap. Pada mesin sekrap yang besar ,rangka langsung dipasang pada lantai dan diikat dengan baut tanam yang langsung dicor pada lantai yang berfungsi untuk menahan getaran apabila mesin dijalankan, sedangkan pada mesin sekrap yang berukuran kecil langsung dipasang pada meja atau suatu kaki. 2.1.2 Mekanik Penjalan
Fungsi dari mekanik penjalan adalah untuk menggerakkan maju dan mundurnya lengan pahat dengan perantara sabuk ban dan pulley dihubungkan ke transmisi roda gigi,maka gerak putar motor listrik diubah menjadi gerak maju dan mundur lengan. Lengan dapat bergerak maju-mundur karena dihubungkan dengan alur engkol. Ayunan engkol terjadi dengan perantaraan elektrik yang di hubungkan dengan roda gigi yang sedang berputar
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
41

Gambar 2.2 Mekanisme Mekanik Penjalan Mesin Sekrap 2.1.3 Meja Mesin Sekrap
Fungsi dari meja mesin sekrap disamping untuk menjaga ragum sebagai pengikat benda kerja, juga menghasilkan gerak vertical dan gerak lintang secara otomatis dan dapat mengatur tinggi dan rendahnya benda kerja dan juga teraturnya penyayatan.
Gambar 2.3 Posisi Ragum Pada Meja dan Posisi
ElemenTambahan Pada Ragum
2.1.4 Lengan Dan Support Lengan dan support merupakan
gabungan langsung yang diikat dengan lengan sekrap yang bersama-sama melakukan gerak maju dan mundur. Lengan yang diikat pada alur engkol melaksanakan perubahan dari gerak putar menjadi gerak lurus yang diteruskan ke pahat melalui support dan pemegang pahat
High Speed Steel atau dikenal dengan baja kecepatan tinggi merupakan jenis paduan tinggi dengan unsur paduan utama Chrom (Cr) dan Wofram (W) . Setelah proses perlakuan panas , pahat mempunyai kekerasan yang cukup tinggi sampai dengan 3 kali kecepatan potong pahat CTS. Selain itu pahat HSS mempunyai sifat keuletan yang tinggi sehingga mampu menahan beban kejut.
Keterangan : 1. Pengikat pengatur langkah
2.Pengatur kedudukan 3. Lengan 4. Support
Umur pahat merupakan faktor penting
dalam pekerjaan industri, umur pahat adalah ukuran lamanya suatu pahat dapat memotong dengan baik.
2.2 Pahat Sekrap Pahat merupakan salah satu
komponen utama yang memegang peranan penting dalam proses pemesinan atau pemotongan logam, maka selain dari bentuknya secara keseluruhannya juga dibahas segi materialnya.
Untuk menjamin kelangsungan proses pembentukan geram dengan cara pemesinan diperlukan material pahat yang lebih unggul sifat-sifatnya dari material benda kerja . Keunggulan tersebut dapat dicapai apabila pahat memiliki sifat – sifat utama yaitu : - Kekerasan yang cukup tinggi melebihi
kekerasan benda kerja , baik pada
temperatur ruangan maupun pada temperatur tinggi pada proses pembentukan geram berlangsung.
- Keuletan yang cukup besar untuk menahan beban kejut yang terjadi suatu memotong benda kerja yang mengandung partikel atau bagian yang keras.
- Ketahanan beban kejut termal, diperlukan bila terjadi perubahan temperatur yang besar secara berkala.
Ada beberapa macam pahat yang digunakan dalam pemotongan logam diantaranya : - Baja Karbon ( Carbon Tool Steel : CTS ) - High Speed Steel (HSS) - Karbida ( Cemented Carbide :
Hardmetals ) Pada pengujian tugas akhir ini
menggunakan Pahat rata kiri dengan material jenis HSS pada proses penyekrapan benda kerja. 2.2.1 High Speed Steel (HSS)
HSS konvensional dapat digunakan untuk perkakas potong dalam proses pemesinan seperti : Turning, Milling, Reaming, Drilling, Tapping, Shaping.
2.2.3 Umur Pahat
Rumus umum umur pahat :
V.Tn = CT Keterangan :
CT = Konstanta umur pahat Tylor
V = Kecepatan Potong n = Harga Eksponen
Keausan pahat jelas terlihat pada dua tempat yang pertama adalah pada sisi pahat atau keausan tepi pahat, yaitu suatu tepi yang kecil, yang menonjol dari ujung sampai beberapa jauh dibawahnya hilang
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
42

teranplas, Dan yang kedua adalah keausan kawah dimana terjadi pada permukaan pahat berbentuk kawah kecil atau terjadinya depresl dibelakang ujungnya. Depresi ini disebabkan aksi pengamplasan dari serpihan sewaktu melintas dipermukaan pahat.
Faktor yang menentukan dalam tool life selain dari benda kerja (Work material), bahan pahat (Tool Material) dan bentuk pahat (tool shape) adalah kecepatan sayat (Cutting Speed) tegasnya kondisi penyayatan (Cutting Condition). 2.2.4 Keausan Pahat
Optimasi geometri pahat yang mempunyai salah satu tujuan utama yaitu untuk meningkatkan umur pahat. Dalam prakteknya keausan pahat tidak hanya dipengaruhi oleh geometri pahat saja melainkan juga oleh semua faktor yang berkaitan dengan proses pemesinan yaitu antara lain : jenis material benda kerja dan pahat, kondisi pemotongan (kecepatan sayat dalam penyayatan dan gerak makan).
Selama proses pembentukan geram berlangsung, pahat dapat mengalami kegagalan dari fungsinya yang normal karena berbagai sebab antara lain : a. Keausan yang secara bertahap
membesar ( tumbuh ) pada bidang aktif pahat.
b. Retak yang menjalar sehingga menimbulkan patahan pada mata potong pahat.
c. Deformasi plastik yang akan mengubah bentuk geometris pahat yang disebabkan tekanan dan temperatur yang tinggi pada bidang aktif pahat dimana kekerasan dan keuletan pahat akan menurun bersama naiknya temperatur.
Adapun sifat – sifat bahan yang harus dipenuhi oleh setiap bahan pahat adalah mempu menahan pada pelunakan yang tinggi, harus lebih keras dari benda kerja dan mempunyai ketahan yang tinggi untuk mengatasi retakan. Bentuk pahat tersusun dari sudut – sudut utama dan jari-jari mata potong ( nose radius ) yang disebut tool signature.Tool signature pada sekrap bermata tunggal ( single point tool ) terdiri dari 7 macam sudut seperti dibawah ini :
Gambar 2.5 Sudut-sudut Pahat
Keterangan : 1. Sudut rek belakang ( back rake angle ) 2. Sudut potong sisi ( side rake angle ) 3. Sudut bebas ujung ( end relief angle ) 4. Sudut bebas sisi ( side relief angle ) 5. Sudut mata potong ujung ( end
cutting edge angle ) 6. Sudut mata potong sisi ( side cute
edge angle ) 7. Jari – jari bidang ( nose radius )
2.2.6 Jenis Pahat Sekrap A. H.S.S Digunakan untuk memotong
material yang mempunyai tegangan tarik tinggi.
B. Carbide Digunakan untuk benda-benda tuangan
2.2.8 Elemen,Bidang Dan Mata Potong Pahat
Pahat potong yang menurut definisinya dapat diartikan sebagai alat untuk memotong dan membentuk logam sampai ukuran dan sifatnya permukaan ( tingkat kekasaran) yang direncanakan dapat tercapai.
Adapun bagian – bagian pahat dapat didefinisikan sebagai berikut : Elemen pahat :
Bagian potong (cutting part) yaitu bagian pahat yang dibentuk menjadi mata potong atau tempat untuk sisipan pahat ( dari karbida atau keramik)
Pemegang (Shank) yaitu bagian pahat untuk dipasang pada mesin perkakas , bilke bagian ini tidak ada maka fungsinya diganti oleh lubang pahat.
Sumbu pahat (Tool Axis) yiatu garis maju yang digunakan untuk mendefinisikan geometri pahat . Umumnya merupakan garis tengah dari pemegang atau lubang pahat.
Dasar (Base) yaitu bidang rata pada pemegang untuk meletakkan pahat sehingga mempermudah proses pembuatan, pengukuran ataupun pengasahan pahat.
Bidang Pahat : Merupakan permukaan aktif pahat
dimana setiap pahat mempunyai bidang aktif sesuai dengan jumlah pemotongannya
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
43

(tunggal atau jamak), Tiga bidang aktif dari pahat adalah :
Bidang geram (Face) yaitu bidang dimana geram mengalir diatasnya.
Bidang utama mayor (Mayor Flank) yaitu bidang yang menghadap ke permukaan trantient dari benda kerja
Bidang bantu (Minor Flank) yaitu bidang yang menghadap kerpermukaan potong dari benda kerja.
Mata Potong Pahat: Merupakan tepi dari bidang geram
yang aktif memotong, ada 2 jenis mata potong yaitu:
Mata potong utama (Principal/Mayor Cutting Edge) yaitu: garis perpotongan antara bidang geram dengan bidang utama.
Mata potong bantu (Auxiliary/Minor Cutting Edge) yaitu garis perpotongan antara bidang geram dan bidang bantu.
Mata potong utama bertemu dengan mata potong bantu pada pojok pahat (Tool Corner). Untuk memperkuat pahat maka pojok dibuat melingkar dengan jari-jari tertentu tersebut radius pojok (Corner Radius/Nose Radius) atau dipenggal sehingga pojok pahat berupa garis dengan panjang tertentu disebut panjang pemenggalan pojok (Chamfered Corner Length. 2.3 Proses Penyekrapan
Dalam pelaksanaan proses penyekrapan memerlukan persiapan-persiapan yang baik agar diperoleh hasil yang maksimal, antara lain: a. Penjepitan Pahat Sekrap
Pahat penyayat dipasang pada pemegang pahat dan pemegang pahat tersebut terpasang pada pelat pahat ,pelat pahat tersebut kedudukannya dapat diatur naik turun dengan cara memutar eretan pahat, naik turunnya eretan ini merupakan pengaturan dalamnya pemakanan pahat, untuk menentukan dalamnya pemakanan kita pergunakan garis pengukur kedalaman pemakanan pada eretan.
Gambar 2.12 Pemasangan pahat
b. Penjepitan Benda Kerja Alat-alat jepit yang umum digunakan
pada waktu pemasangan benda kerja pada
mesin sekrap adalah catok (ragum), benda kerja yang akan disekrap harus dijepit dengan kuat agar kedudukannya tidak berubah atau lepas terdorong oleh pahat yang menyayatnya, benda kerja hendaknya betul-betul datar dan tidak berubah
Gambar 2.13 Penjepitan Benda
Kerja
c. Menentukan kecepatan potong sesuai dengan jenis bahan dan jenis pahat yang digunakan.
d. Menggunakan feeding (ketebalan makan) sesuai dengan tipe pemakanan (finishing atau roughing).
Setelah langkah-langkah diatas
dikerjakan selanjutnya penyekrapan dapat dikerjakan. Pahat bergerak dari kiri ke kanan atau sebaliknya tergantung dari pahat sayat yang digunakan, pahat rata kanan atau pahat rata kiri.
Disamping itu perlengkapan bantu mesin juga tidak kalah pentingnya dalam proses penyekrapan. Tanpa alat bantu pengerjaan benda kerja tidak akan sempurna, bahkan tidak dapat mengerjakan benda yang dikehendaki. Peralatan tersebut antara lain :
Gambar 2.20 Perlengkapan Bantu Mesin
a. Krasblok
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
44

Alat ini digunakan untuk mengontrol peralatan benda kerja yaitu permukaannya. Untuk yang lebih teliti lagi menggunakan dial indikator.
b. Siku-siku Penggunaan dari alat ini,disamping membuat garis yang tegak lurus,juga untuk mengetahui hasil pengerjaan sudah siku atau belum.
c. Alat jepit pekerjaan Selain ragum sebagai penjepit utama pada benda kerja masih ada alat jepit lain yaitu : blok V, klem c, blok bertingkat, plat siku dan plat penjepit.
2.3.1 Mekanisme Penyekrapan Benda Kerja Berikut ini disampaikan mekanisme
dan langkah-langkah yang diperlukan pada proses penyekrapan adalah sebagai berikut : 1. Langkah pertama adalah menjepitkan
benda kerja pada meja ragum. 2. Langkah kedua pasang pahat sekrap
pada pemegang pahat. 3. Langkah ketiga setting kedalaman makan
pahat sekrap pada benda kerja dengan kedalaman makan sesuai dengan parameter yang telah ditentukan.
4. Langkah keempat nyalakan mesin dengan menekan tombol hijau dan mematikan mesin dengan menekan tombol merah.
5. Langkah kelima setelah mesin hidup kemudian setting tuas rpm untuk menentukan rpm yang digunakan sesuai dengan parameter yang telah ditentukan.
6. Langkah keenam setelah langkah kelima selesai kemudian tarik tuas gas untuk menjalankan mesin sekrap.
7. Langkah ketujuh setelah mesin sekrap berjalan dan mulai menyekrap permukaan benda kerja kemudian atur tuas jalan ragum untuk menjalankan ragum pada proses penyekrapan, arah ragum dari kiri ke kanan ataupun sebaliknya
Gambar 2.21 Mesin sekrap jenis B 635 A
2.4 Material Baja karbon Baja karbon adalah paduan antara besi
dan karbon dengan sedikit Si, Mn, P, S dan Cu. Sifat baja karbon sangat tergantung pada kadar karbon , karena itu baja ini dikelompokkan berdasarkan kadar kandungan karbonnya. Baja karbon rendah adalah baja dengan kadar karbon kurang dari 0,30 %, baja karbon sedang adalah baja yang mengandung kadar karbon 0,30 % sampai 0,40 % dan baja karbon tinggi adalah baja dengan kadar karbon 0,40 % sampai 0.80 %. 2.5 Pasak
Pasak adalah material pengunci yang disisipkan antara poros dan roda gigi agar dapat terhubung bersama, pasak juga berfungsi untuk mencegah gerakan antara poros dan roda gigi, Pasak selalu dimasukkan sejajar dengan sumbu poros. pasak digunakan sebagai penghubung antara poros dan roda gigi dan juga mencegah terjadinya tegangan geser pada poros dan roda gigi.
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
45

Gambar 2.22 pasak pada roda gigi
2.5.1 Material Pasak
Berdasarkan teori diatas maka jenis material yang digunakan untuk pasak adalah jenis baja karbon sedang (mild steel), dimana jenis-jenisnya adalah : 1. Baja ST 37 atau disebut juga dengan Baja
S15C, dimana unsur-unsur yang terdapat didalamnya adalah : a. C : 0.13 – 0.18% b. Si : 0.15 – 0.35% c. Mn : 0.30 – 0.60% d. P : 0.025% e. S : 0.025% Dengan kekuatan tarik sebesar 37 kg/mm²
2. Baja ST 40 atau disebut juga dengan Baja S15C, dimana unsur-unsur yang terdapat didalamnya adalah : a. C : 0.13 – 0.18% b. Si : 0.15 – 0.35% c. Mn : 0.30 – 0.60% d. P : 0.025% e. S : 0.025% Dengan kekuatan tarik sebesar 40 kg/mm²
3. Baja ST 41 atau disebut juga dengan Baja S30C, dimana unsur-unsur yang terdapat didalamnya adalah : a. C : 0.27 – 0.33% b. Si : 0.15 – 0.35% c. Mn : 0.60 – 0.90% d. P : 0.03% e. S : 0.035% Dengan kekuatan tarik sebesar 41
kg/mm² 4. Baja ST 45 atau disebut juga dengan Baja
S30C, dimana unsur-unsur yang terdapat didalamnya adalah : a. C : 0.27 – 0.33% b. Si : 0.15 – 0.35% c. Mn : 0.60 – 0.90% d. P : 0.03% e. S : 0.035% Dengan kekuatan tarik sebesar 45
kg/mm² 5. Baja ST 47 atau disebut juga dengan Baja
S30C, dimana unsur-unsur yang terdapat didalamnya adalah : a. C : 0.27 – 0.33%
b. Si : 0.15 – 0.35% c. Mn : 0.60 – 0.90% d. P : 0.03% e. S : 0.035% Dengan kekuatan tarik sebesar 47 kg/mm²
Maka dalam penelitian ini penulis menggunakan material untuk pasak empat persegi panjang adalah Baja ST 45 yang termasuk dalam jenis baja karbon sedang (mild steel).
2.5.2 Jenis-jenis Pasak Berikut ini jenis-jenis pasak yang
banyak diaplikasi di dunia industri : 1. Pasak Terselam (sunk keys)
Pasak terselam adalah pasak dimana setengah bagian dari pasak berada pada poros dan setengahnya lagi pada alur pasak roda gigi atau puli. Berikut ini contoh pasak terselam :
1.Pasak empat persegi panjang
(Rectangular sunk key)
Gambar 2.23 Pasak empat persegi panjang
2. Pasak berkepala (Gib-head sunk key)
Gambar 2.24 Pasak berkepala
3.Pasak dengan baut atau berkepala ganda (feather sunk key)
Gambar 2.25 Pasak dengan baut atau
berkepala ganda
4. Pasak setengah bulat (wood ruff sunk key)
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
46

Gambar 2.26 Pasak setengah bulat
35
1000xLxNCs=
600LxNCs =
2. Pasak Punggung (saddle keys) Pasak punggung terdiri dari dua jenis yaitu : 1. pasak punggung datar. 2. pasak punggung berongga.
Pasak punggung adalah pasak lancip pada alur pasak roda gigi atau puli dan datar pada poros. Kemungkinan untuk slip ada bila putaran poros berada pada beban maksimal. Oleh karena itu pasak punggung hanya digunakan untuk beban yang relatif ringan. Berikut ini contoh pasak punggung :
Gambar 2.27 Pasak punggung
Berdasarkan teori diatas mengenai Pasak, oleh karena itu penulis memfokuskan penelitian tentang pengaruh kecepatan sayat mesin sekrap pada proses pembuatan pasak segi empat dengan material baja ST 45 terhadap tingkat kekasaran permukaan. 2.6 Parameter Pemesinan
Seperti halnya dengan proses-proses pemesinan yang lain setelah jenis mesin, cara pemrosesan, bentuk dan jenis pahat dipilih tindakan berikutnya adalah menentukan Parameter Pemesinan. Adapun yang yang dimaksud dengan Parameter Pemesinan adalah menentukan harga variabel proses seperti kecepatan sayat (cutting speed), kedalaman makan (depth of cut), ketebalan pemakanan (feeding). Pemilihan variabel proses akan sangat menentukan keberhasilan proses pemesinan.
Dalam hal ini terdapat Tiga parameter utama yang sangat berpengaruh pada proses sekrap yaitu Kecepatan sayat (cutting speed), Kedalaman makan (depth of cut) dan ketebalan pemakanan (feeding). a. Kecepatan Sayat (cutting speed)
Kecepatan sayat pada mesin sekrap datar diartikan sebagai jarak yang ditempuh oleh pahat sekrap dengan satuan per menit selama langkah kerja. Pendapat lain mengatakan bahwa kecepatan mesin sekrap adalah banyaknya langkah tiap menit.
Keterangan :
Cs = kecepatan sayat (m/menit).
N = langkah tiap menit.
L = panjang langkah.
b. Ketebalan pemakanan (Feeding) Ketebalan pemakanan (Feeding) adalah
hasil dari gerakan penyetelan. Penyekrapan memanjang feeding (ketebalan pemakanan) berarti pengurangan salah satu sisi/muka dari benda kerja, hal ini dapat diketahui dengan menggunakan rumus feeding (a) = tebal awal dikurangi tebal akhir. c. Kedalaman makan (depth of cut)
Kedalaman makan (depth of cut) adalah gerakan pemakanan pahat sekrap pada permukaan benda kerja. Pada proses penyekrapan kedalaman makan dapat di setting dengan menggunakan tuas kedalaman makan pada mesin sekrap. 2.7 Kekasaran Permukaan 2.7.1 Kekasaran Permukaan
Karena ketidaksempurnaan alat ukur dan cara pengukuran maupun cara evaluasi hasil pengukuran maka suatu permukaan sesungguhnya (real surface) tidaklah dapat dibuat tiruan/duplikatnya secara sempurna. ”Tiruan permukaan” hasil pengukuran hanya bisa mendekati bentuk/konfigurasi permukaan yang sesungguhnya dan disebut sebagai permukaan terukur (measured surface). Sebagai contoh, suatu retakan/celah yang sempit tidak dapat diikuti oleh jarum peraba (stylus) alat ukur karena dimensi ujung jarum lebih besar daripada ukuran celah.
Karena kesulitan dalam mengukur dan menyatakan besaran yang diukur bagi suatu permukaan secara tiga dimensi maka dilakukan suatu pembatasan. Permukaan hanya dipandang sebagai penampang permukaan yang dipotong (yang ditinjau relatif terhadap permukaan dengan geometrik ideal) secara tegaklurus (normal),
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
47

serong (oblique), atau singgung (tangensial). Bidang pemotong dapat juga diatur orientasinya sehingga ”sejajar” permukaan lalu digeser ke ”dalam” permukaan dengan jarak kedalaman yang sama (equidistant). Ke empat cara pemotongan ini akan menghasilkan suatu garis atau daerah yang dinamakan sesuai dengan cara pemotongannya. Khusus untuk pemotongan normal dan serong, hasil pemotongan disebut profil.
Ketidakteraturan konfigurasi suatu permukaan bila ditinjau dari profilnya dapat diuraikan menjadi beberapa tingkat,seperti yang dijelaskan pada tabel. Tingkat pertama merupakan ketidakteraturan makrogeometri, Tingkat kedua yang disebut dengan gelombang (waviness) merupakan ketidakteraturanyang periodik dengan panjang gelombang yang jelas lebih besar dari kedalamannya (amplitudo). Tingkat ketiga atau alur (grooves) serta tingkat keempat yang disebut dengan serpihan (flakes) kedua-duanya lebih dikenal dengan istilah ”kekasaran” (roughness). 2.7.2 Parameter Kekasaran Permukaan
Untuk mereproduksi profil suatu permukaan, sensor/peraba (stylus) alat ukur harus digerakkan mengikuti lintasan yang berupa garis lurus dengan jarak yang telah ditentukan terlebih dahulu. Panjang lintasan ini disebut dengan panjang pengukuran (traversing length; ℓg). Bagian panjang pengukuran dimana dilakukan analisis profil permukaan disebut dengan panjang sampel (sampling length; ℓ). Reproduksi profil sesungguhnya adalah seperti ditunjukkan gambar dengan penambahan keterangan mengenai beberapa istilah profil penting yaitu :
Profil geometrik ideal (geometrically
ideal profil) ialah profil permukaan sempurna (dapat berupa garis lurus, lengkung, atau busur).
Profil terukur (measured profile) ialah profil permukaan terukur.
Profil referensi/acuan/puncak (reference profile) ialah profil yang digunakan sebagai acuan untuk menganalisis ketidakteraturan konfigurasi permukaan. Profil ini dapat berupa garis lurus atau garis dengan bentuk sesuai dengan bentuk sesuai dengan profil geometrik ideal, serta menyinggung puncak tertinggi profil terukur dalam suatu panjang sampel.
Profil alas/akar (root profile) ialah profil referensi yang digeserkan ke bawah (arah tegak lurus terhadap profil geometrik ideal pada suatu panjang sampel) sehingga menyinggung titik terendah profil terukur.
Profil tengah (center profil) ialah nama yang diberikan kepada profil referensi yang digeserkan ke bawah (arah tegak lurus terhadap profil geometrik ideal pada suatu panjang sampel)
Berdasarkan profil diatas dapat didefinisikan beberapa parameter permukaan, yaitu yang berhubungan dengan dimensi pada arah tegak dan arah mendatar. Untuk dimensi arah tegak dikenal beberapa parameter yaitu :
Kekasaran total (peak to valley heigth/total heigth); Rt (µm) adalah jarak antara profil referensi dengan profil terukur.
Kekesaran perataan (depth of surface smoothness), Rt (µm) adalah jarak rata-rata antara profil referensi dengan profil terukur.
R p = 1/ℓ ∫ y i dx Berdasarkan rumus diatas, Rp akan sama dengan jarak antara profil referensi dengan profil tengah.
Kekasaran rata-rata aritmetik (mean roughness index), Ra (µm) adalah harga rata-rata aritmatik bagi harga absolutnya jarak antara profil terukur dengan profil tengah.
Ra = 1/ℓ ∫ | hi | dx Kekasaran rata-rata kuadratik (root
mean square height), Rg (µm) adalah akar bagi jarak kuadrat rata-rata antara profil terukur dengan profil tengah.
Rg = √ 1/ℓ ∫ hi² dx Kekasaran total rata-rata, Rz (µm) Merupakan jarak rata-rata profil alas ke profil terukur pada lima puncak tertinggi dikurangi jarak rata-rata profil alas ke profil terukur pada lima lembah terendah.
Rz = Σ [ R1 + R2 +........+R5 – R6 - .........- R10 ] / 5
2.7.3 Harga Parameter Kekasaran
Permukaan. Sebagaimana yang telah dibahas
diatas, parameter kekasaran permukaan merupakan besaran panjang yang direkayasa orang guna mengidentifikasi suatu permukaan.
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
48

Pertama-tama marilah kita tinjau dua buah profil permukaan seperi gambar 2.21. Salah satu profil mempunyai tonjolan-tonjolan yang tajam sedangkan yang satu lagi mempunyai celah-celah yang sempit. Bila diukur kedua profil ini akan mempunyai harga Ra kurang lebih sama. Demikian pula dengan harga Rt-nya , perbedaan kedua profil ini hanya terletak pada harga Rp-nya. Oleh karena itu, untuk memberikan informasi yang lebih lengkap mengenai konfigurasi permukaan, dikemukakan suatu parameter baru yang disebut Parameter Bentuk yang dapat dinyatakan dengan memakai salah satu dari dua cara pernyataan berikut : 1. Koefisien lekukan ( Ku )
adalah kekasaran perataan dibagi dengan kekasaran total.
Ku = Rp / Rt 2. Koefisien kelurusan ( Kv )
adalah merupakan komplemen satuan koefisien lekukan.
Kv = 1 – Rp / Rt = 1 – Ku
Untuk suatu profil yang mempunyai kombinasi ketidakteraturan yang berbentuk gelombang dan sekaligus juga kekasaran harus diusahakan untuk memisahkan tingkatan ketidakteraturan tersebut. Caranya dengan mengambil dua panjang sampel yang berbeda, yaitu panjang sampel gelombang dan panjang sampel kekasaran. Jadi harga rata-rata aritmetik ( Ra ) untuk beberapa panjang sampel kekasaran yang diukur pada beberapa tempat didalam panjang sampel gelombang dapat dikurangkan dari harga Ra yang didapat dari pengukuran untuk panjang sampel gelombang tersebut. 2.7.4 Faktor-faktor yang mempengaruhi
kekasaran permukaan. Adapun hal yang mempengaruhi tingkat
kekasaran hasil penyekrapan antara lain : a. Bahan
Bahan merupakan faktor yang ikut menentukan kualitas hasil penyekrapan hal ini berkaitan dengan sifat-sifat yang dimiliki oleh bahan itu sendiri, seperti : Sifat keras, lunak, liat dan lain-lain. Sifat yang paling dominan terdapat pada suatu bahan adalah sifat keras, dimana tingkat kekasaran Bahan sanagt bervariasi dengan kandungan kadar karbon (C) dalam bahan tersebut.Untuk tiap kekasaran bahan tersebut, apabila dikerjakan pada mesin-mesin produksi termasuk pada penyekrapan akan memiliki tingkat kualitas permukaan yang berbeda-
beda pada masing-masing tingkat kekerasan bahan tersebut. b. Pahat Sekrap
Dalam proses pemotongan pahat sekrap merupakan perkakas terpenting dari mesin sekrap yang berfungsi untuk menyayat benda kerja sehingga menjadi produk dengan bentuk dan ukuran serta kualitas permukaan sesuai yang direncanakan. Dalam proses pemotongan, pahat bergerak relatif terhadap benda kerja dan membuang sebagian dari material benda kerja yang lazim disebut tatal, sedangkan bagian dari pahat potong yang kedalam material benda kerja disebut elemen pemotong (cutting elemen) dari pahat. Jadi elemen dari pahat bermata potong tunggal (single point tool) adalah bagian dari mata potong (cutting edge). c. Pendingin
Pendingin adalah suatu proses untuk mendinginkan panas yang terjadi akibat dua benda saling bergesekan. Syarat-syarat pendinginan meliputi :
1. Mempunyai daya dingin yang baik. 2. Mempunyai daya lumas yang baik. 3. Mempunyai sifat netral terhadap
benda kerja. 4. Tidak menggangu kesehatan. 5. Tidak cepat memuai. Keuntungan menggunakan cairan
pendingin adalah sebagai berikut : 1. Membuat pahat potong tidak cepat
tumpul dan ini berarti pahat potong menjadi tahan lama.
2. Pendingin berfungsi untuk mendinginkan pahat potong, maka dapat digunakan kecepatan potong yang lebih tinggi dan waktu yang dibutuhkan untuk proses permesinan menjadi lebih cepat.
3. Permukaan hasil proses permesinan akan semakin baikdan ketepatan ukuran akan tercapai.
2.7.5 Pengukuran kekasaran Pengukuran adalah suatu proses
mengukur atau menilai kualitas sesuatu yang belum diketahui dengan cara membandingkan, dengan acuan standar atau menguji dengan suatu alat.
Pada dasarnya ada dua metode pokok pengukuran yaitu pengukuran langsung dan pengukuran tidak langsung. Pengukuran langsung adalah pengukuran yang dilakukan secara langsung dengan membandingkan suatu benda dengan besaran atau ukuran standar. Pada pengukuran langsung hasil dapat dibaca langsung pada alat ukur yang
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
49

digunakan, beberapa alat ukur tersebut adalah surface tester dan dial indicator. Pengukuran tidak langsung adalah pengukuran yang menggunakan sistem kalibrasi dimana tidak digunakan standar ukuran secara langsung namun melibatkan beberapa komponen pengukuran yang merupakan satu sistem pengukuran. Tingkat kekasaran permukaan hasil pengerjaan masing-masing mesin perkakas tidak sama, tergantung proses pengerjaannya.
Pada saat ini teknologi pemeriksaan permukaan benda kerja/komponen mesin telah ditemukan beberapa cara untuk mengetahui tingkat kekasaran permukaan komponen. Beberapa metode pengukuran yang dapat dipergunakan adalah sebagai berikut : 1. Inspection by touch comparation, disini
permukaan benda kerja dibandingkan dengan standar kekasaran permukaan yang mempunyai ukuran mikro inchi.
2. Magnifer with illuminator, permukaan benda kerja disinari dan diperbesar kemudian baru dilakukan pemeriksaan.
3. The interference microscope, disini digunakan cermin datar dan lampu satu warna, tinggi kekasaran diperiksa dengan refleksi cahaya lampu antara mikroskop obyektif dengan permukaan benda kerja. Metode ini digunakan dalam prosedur laboratorium dan jarang digunakan dalam bengkel.
4. With profilometer, alat ini digunakan untuk mengetahui dan memeriksa bentuk profil kekasaran permukaan benda kerja/komponen.
Berdasarkan empat macam metode pengukuran kekasaran permukaan diatas dalam penelitian ini menggunakan metode With Profilometer.
III. METODOLOGI PENELITIAN
Telah dijelaskan pada Bab I, penelitian ini bertujuan mengetahui kekasaran permukaan yang terjadi setelah proses penyekrapan. Permukaan yang didapat dari proses penyekrapan tersebut sangatlah penting untuk mendapatkan tingkat kekasaran permukaan yang maksimum. Penelitan ini terdiri dari lima tahap , yaitu : Tahap 1
Tahap ini memuat persiapan – persiapan yang dilakukan sebelum mengadakan penelitian, persiapan tersebut meliputi :
identifikasi masalah, tujuan penelitian, batasan masalah, serta metode penulisan. Tahap 2
Pada tahap yang kedua ini adalah proses persiapan dan pembuatan komponen pasak. ♦ Persiapan dan pembuatan komponen,
melakukan perencanaan penyekrapan menggunakan pahat HSS dan dilanjutkan dengan proses penyekrapan dimana parameter yang divariasikan adalah
♦ a = 1 mm, Cs1 = 0.00235 m/min ♦ a = 1 mm, Cs2 = 0.00385 m/min ♦ a = 1 mm, Cs3 = 0.00575 m/min
Dalam tahap ini, proses penyekrapan menggunakan variasi kecepatan sayat (Cs) dan putaran mesin (n) yang telah ditentukan sehingga dihasilkan permukaan yang rata Tahap 3
Melakukan pengujian kekasaran permukaan terhadap benda kerja (hasil penyekrapan) pada permukaannya, dengan menggunakan alat uji kekasaran permukaan, sehingga didapat harga Ra empiris. Tahap 4
Pada tahap yang dilakukan menjadi data – data dari hasil pengujian tahap dua dan tiga baik dalam bentuk tabel maupun grafik secara empiris (data dari hasil pengujian). Tahap 5
Pada tahap yang ke lima ini berupa kesimpulan – kesimpulan yang diambil dari hasil penulisan, pengujian, serta analisis yang dilakukan selama melakukan penelitian kekasaran permukaan. Bagan proses langkah – langkah penelitan :
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
50

Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
51
Tahap 1 : Persiapan
Y
Tujuan penelitian
Batasan masalah
1. Mesin sekrap 2. Benda Kerja ST 45. 3. Parameter Permesinan
Cs1 = 0.00235 m/min Cs2 = 0.00385 m/min Cs2 = 0.00575 m/min
4 f : 1 mm 5. a : 1 mm 6. putaran mesin :
n1 : 51 rpm n2 : 80 rpm n3 : 126 rpm
7. panjang langkah : 0,3 m
Metode Penulisan 1. Studi Literatur
2. Pengujian
3. Interview
Identifikasi masalah
START
Tahap 3 : Pengukuran kekasaran
Analisa Data
T
Kesimpulan dan
saran
Persiapan
Ambil data
Tahap 2 : Persiapan dan pembuatan komponen
Tahap 4 : Analisa data
Proses penyekrapan
Pengukuran
Kekasaran Permukaan
Tahap 5 : Penutup
End

IV. PENGUJIAN DAN ANALISA DATA Pada bab IV ini menerangkan tentang
jalannya pengujian, Tiga pengujian yang harus dilakukan pada tiga material yang sama setelah proses persiapan dan pembuatan komponen. Komponen yang dibuat adalah pasak empat persegi panjang dengan menggunakan mesin sekrap konvensional dengan variasi kecepatan sayat kemudian melakukan pengujian dan pengambilan data kekasaran permukaan pasak dengan surftest tipe SJ 201 P/M. 4.1 Pengujian
Dari pengujian yang akan dilakukan, diperoleh data-data sebagai penunjang dalam menganalisa data tingkat kekasaran permukaan benda kerja dari hasil proses penyekrapan dengan variasi kecepatan sayat, diantaranya adalah: 4.1.1 Persiapan
a. Langkah-langkah persiapan sebelum proses penyekrapan : 1) Siapkan alat-alat yang
dibutuhkan pada mesin sekrap. 2) Cek kesiapan mesin sekrapnya. 3) Setting parameter pemesinan
• Kecepatan sayat : Cs1 = 0.00235 m/min Cs2 = 0.00385 m/min Cs3 = 0.00575 m/min
• Gerak makan, f = 1 mm • Putaran mesin,
n1 = 51 rpm, menghasilkan langkah = 47 langkah/min
n2 = 80 rpm, menghasilkan langkah = 77 langkah/min
n3 = 126 rpm, menghasilkan langkah = 115 langkah/min
• Kedalaman makan, a = 1 mm
4.1.2. Proses penyekrapan Proses penyekrapan setelah semua
alat-alat yang dibutuhkan telah tersedia, benda kerja telah terpasang pada ragum dan pahat terpasang pada pemegang pahat maka proses penyekrapan siap dimulai. Pertama-tama setting tuas rpm dan tuas kedalaman makan pahat sesuai dengan parameter yang telah ditentukan,. Setelah semua selesai nyalakan mesin sekrap kemudian atur tuas ragum untuk mengatur gerakan ragum pada proses penyekrapan. Pada proses penyekrapan ini benda bergerak dari arah kiri ke kanan, penyekrapan dilakukan pada tiap bidang benda kerja karena benda kerja berbentuk empat persegi panjang maka terdapat empat bidang yang dilakukan proses penyekrapan.
bidang-bidang pada benda kerja telah ditandai dengan huruf. Contoh : bidang pertama pada benda kerja ditandai dengan huruf a, bidang kedua dengan huruf b dst. Setelah proses penyekrapan selesai benda langsung di uji kekasaran permukaannya dengan menggunakan alat ukur Surftest SJ 201 P/M, setelah pengukuran benda selesai kemudian benda disekrap ulang pada bidang selanjutnya sampai ke empat bidangnya selesai dengan satu kecepatan sayat. Dalam proses ini menggunakan tiga buah material yang sama dan pahat dengan jenis yang sama tetapi yang membedakan adalah variasi kecepatan sayatnya 4.1.3 Pengukuran kekasaran permukaan
Setelah tiap bidang pada benda kerja selesai disekrap kemudian dilanjutkan dengan pengukuran kekasaran permukaan dengan menggunakan alat ukur Surftest SJ 201 P/M. Pengukuran kekasaran pada tiap bidang benda kerja sepanjang 100 mm dengan cara tiap bidang diberi tanda sebanyak lima titik, setiap titik memiliki panjang sebesar 20 mm agar pengukuran yang dilakukan mendapatkan hasil yang maksimal. Satu kali pengukuran pada tiap bidang menghasilkan lima data, berarti dalam satu benda mendapatkan data sebanyak 20 data hasil pengukuran yang kemudian dicari rata-rata dan standar deviasinya. Pengukuran dilakukan berulang pada bidang selanjutnya setelah proses penyekrapan selesai. ( data selengkapnya dapat dilihat pada tabel hasil pengukuran).
Benda kerja Jarum peraba
Alat ukur Surftest SJ 201
P/M
4.2. Hasil Pengujian
Dari pengujian yang telah dilakukan diperoleh data – data yang menunjang didalam analisa kekasaran permukaan
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
52

benda kerja hasil proses penyekrapan, diantaranya : 4.2.1 Perhitungan
Dibawah ini adalah contoh perhitungan data sampel dari pengujian kekasaran permukaan dengan variasi kecepatan sayat.
a. Pada Rpm = 51 1.Kecepatan sayat
Kecepatan sayat
Keterangan : Cs = kecepatan sayat (m/menit).
N = langkah tiap menit. L = panjang langkah.
Cs =
= 0,00235 m/min
2. Standar Deviasi Standar deviasi atau varian Teoritik
adalah perata-rataan seluruh selisih antara nilai data dengan nilai rata-rata. Maka sebelum mencari nilai standar deviasi, kita harus mencari dulu nilai rata-rata terlebih dahulu. Untuk mencari nilai rata-rata menggunakan rumus dibawah ini :
=
Dimana : = nilai rata-rata.
Xi = nilai data. N = Banyaknya Data
=
= 5,572
Setelah hasil nilai rata-rata pengujian kekasaran permukaan didapatkan, kemudian mencari standar deviasi, Berikut ini adalah rumus yang digunakan untuk mendapatkan standar deviasi :
Dimana : Xi = nilai data. = nilai rata-rata.
N = Banyaknya Data
=
= = 1.77
4.2.2 Data hasil Pengujian
600LxNCs =
35
1000xLxNCs = Merupakan pengukuran kekasaran
permukaan pasak dengan material baja ST 45 yang telah melalui proses penyekrapan, hal ini dilakukan untuk mendapatkan nilai Ra ( kekasaran permukaan ), dalam bentuk tabel. Penyekrapan pada benda kerja sepanjang 100mm , dengan sudut potong utama pahat sekrap HSS 10º dan parameter pemesinan yang divariasikan adalah kecepatan sayat. 1. Analisa Data Kekasaran permukaan Ra
(μm) Dari pengujian yang telah dilakukan,
dengan menggunakan alat ukur kekasaran permukaan, maka diperoleh data – data yang diperlukan untuk mendapatkan Ra (μm) yang kemudian dianalisa dalam bentuk grafik,seperti grafik dibawah ini : a. Benda I
Dibawah ini adalah grafik tingkat kekasaran permukaan pada tiap bidang pada benda kerja dari hasil proses penyekrapan dengan menggunakan kecepatan sayat (Cs) = 0.00235 m/min.
Grafik 4.1 Ra vs pengujian ke- n pada
semua bidang
Analisa Pada grafik tingkat kekasaran
permukaan dengan kecepatan sayat =
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
53

0.00235 m/min diatas, dapat dianalisa sebagai berikut :
Pada bidang 1 hasil pengujian menunjukkan bahwa kekasaran permukaan dari pengujian 1 sampai dengan 5 terjadi kenaikan tingkat kekasaran permukaan dikarenakan belum sempurnanya mata pahat. Kemudian pada bidang 2 dan 3 pada pengujian ke 2 dan 3 terjadi kesamaan tingkat kekasaran permukaan, hal ini disebabkan karena mata pahat sudah dalam keadaan sempurna. Bahkan pada pengujian 4 pada bidang 2 tingkat kekasarannya lebih rendah dari pada bidang 1, sedangkan pengujian ke 5 pada bidang 2 dan 3 kekasarannya semakin tinggi melewati bidang 1. Pada bidang 4 dari pengujian 1 sampai dengan 5 kekasarannya semakin tinggi dari pada bidang 1, 2 dan 3 dikarenakan mata pahat sudah tidak sempurna atau mata pahat sudah mengalami keausan.
b. Benda II
Dibawah ini adalah grafik tingkat kekasaran permukaan pada tiap bidang pada benda kerja dari hasil proses penyekrapan dengan menggunakan kecepatan sayat (Cs) = 0.00385 m/min.
Grafik 4.2 Ra vs pengujian ke- n pada semua
bidang
Analisa Pada grafik tingkat kekasaran permukaan
dengan kecepatan sayat = 0.00385 m/min diatas, dapat dianalisa sebagai berikut :
Pada bidang 1 hasil pengujian menunjukkan bahwa kekasaran permukaan dari pengujian 1 sampai dengan pengujian 5 terjadi penurunan tingkat kekasaran permukaan dikarenakan mata pahat lebih cepat sempurna karena perbedaan kecepatan sayat. Pada pengujian 1 antara bidang 1, 2 dan 3 terdapat kesamaan tingkat kekasaran permukaan karena mata pahat yang telah sempurna sehingga pada pengujian 2 pada bidang 2 terjadi penurunan
kekasaran permukaan dibandingkan pengujian 2 pada bidang 1dan kesamaan tingkat kekasaran permukaan pada pengujian 3 dan 5 antara bidang 2 dan bidang 3. Pada bidang 4 dari pengujian 2 sampai dengan 5 tingkat kekasaran permukaannya semakin tinggi karena mata pahat sudah tidak sempurna atau semakin aus seiring semakin bertambahnya kecepatan sayat.
c. Benda III
Dibawah ini adalah grafik tingkat kekasaran permukaan pada tiap bidang pada benda kerja dari hasil proses penyekrapan dengan menggunakan kecepatan sayat (Cs) = 0.00575 m/min.
Grafik 4.3 Ra vs pengujian ke- n pada semua
bidang
Analisa Pada grafik tingkat kekasaran
permukaan dengan kecepatan sayat = 0.00575 m/min diatas, dapat dianalisa sebagai berikut :
Pada bidang 1 hasil pengujian menunjukkan bahwa tingkat kekasaran permukaan dari pengujian 1 sampai dengan 5 terjadi kenaikan tingkat kekasaran permukaan tetapi pada pengujian 2 terjadi penurunan tingkat kekasaran. Karena semakin tinggi kecepatan sayat maka semakin cepat juga mata pahat sempurna yang dapat menghasilkan kesamaan tingkat kekasaran permukaan yang dapat dilihat pada pengujian 1 pada bidang 1, 2 dan 3 dan juga pada pengujian 2 dan 3 antara bidang 2 dan 3 serta pengujian 5 antara bidang 1, 2 dan 3 karena telah sempurnanya mata pahat. Sedangkan pada bidang 4 dari
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
54

pengujian 2 sampai dengan 5 terjadi kenaikan tingkat kekasaran permukaan karena sudah tidak sempurnanya mata pahat atau mata pahat sudah mengalami keausan. d. Perbandingan Ra (µ m) pada bidang a
antara benda I, II dan III Dibawah ini adalah grafik perbandingan
antara tiga benda kerja dengan tiga kecepatan sayat (Cs) yang berbeda. Grafik ini untuk mengetahui tingkat kekasaran permukaan pada bidang yang sama pada tiga benda kerja dengan perbedaan kecepatan sayat pada tiap-tiap benda kerja, dimana keadaan mata pahat belum sempurna.
Grafik 4.4 Perbandingan Ra (µ m) pada
bidang a antara benda I, II dan III
Analisa
Pada grafik tingkat kekasaran permukaan dengan variasi tiga kecepatan sayat dan tiga benda kerja pada satu bidang yang sama yaitu bidang a (1) ,dapat dianalisa sebagai berikut : • Benda 1 pada pengujian 1 sampai dengan
5 terjadi kenaikan tingkat kekasaran permukaan yang sangat tinggi melewati benda 2 dan 3.
• Benda 2 pada pengujian 1 sampai dengan 5 terjadi kenaikan dan penurunan tingkat kekasaran permukaan.
• Benda 3 pada pengujian 1 sampai dengan 5 terjadi kenaikan dan penurunan tingkat kekasaran permukaan.
Berdasarkan grafik diatas maka dapat disimpulkan perbedaan kecepatan sayat antara tiga benda kerja menghasilkan perbedaan tingkat kekasaran permukaan pada bidang yang sama, Perbedaan tingkat kekasaran permukaan pada bidang a antara benda 1, 2 dan 3 karena belum sempurnanya mata pahat.
e. Perbandingan Ra (µ m) pada bidang b
antara benda I, II dan III Dibawah ini adalah grafik perbandingan
antara tiga benda kerja dengan tiga
kecepatan sayat (Cs) yang berbeda. Grafik ini untuk mengetahui tingkat kekasaran permukaan pada bidang yang sama pada tiga benda kerja dengan perbedaan kecepatan sayat pada tiap-tiap benda kerja, dimana keadaan mata pahat sudah sempurna.
Grafik 4.5 Perbandingan Ra (µ m) pada
bidang b antara benda I, II dan III
Analisa Pada grafik tingkat kekasaran
permukaan dengan variasi tiga kecepatan sayat dan tiga benda kerja pada satu bidang yang sama yaitu bidang b (2) ,dapat dianalisa sebagai berikut :
Pada bidang ini pahat telah dalam keadaan sempurna sehingga menghasilkan tingkat kekasaran permukaan : • Benda 1 dengan kecepatan sayat =
0.00235 m/min dari pengujian 1 sampai dengan 5 terjadi kenaikan tingkat kekasaran permukaan paling tinggi bila dibandingkan benda 2 dan 3.
• Benda 2 dengan kecepatan sayat = 0.00385 m/min dari pengujian 1 sampai 5 menghasilkan tingkat kekasaran permukaan yang sedang dan berada diantara benda 1 dan 3.
• Benda 3 dengan kecepatan sayat = 0.00575 m/min dari pengujian I sampai dengan 5 menghasilkan tingkat kekasaran permukaan paling rendah bila dibandingkan benda 1 dan 2.
f. Perbandingan Ra (µ m) pada bidang c
antara benda I, II dan III Dibawah ini adalah grafik perbandingan
antara tiga benda kerja dengan tiga kecepatan sayat (Cs) yang berbeda. Grafik ini untuk mengetahui tingkat kekasaran permukaan pada bidang yang sama pada tiga benda kerja dengan perbedaan kecepatan sayat pada tiap-tiap benda kerja,
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
55

dimana keadaan mata pahat masih dalam keadaan sempurna. Grafik 4.6 Perbandingan Ra (µ m) pada
bidang c antara benda I, II dan III
Analisa Pada grafik tingkat kekasaran
permukaan dengan variasi tiga kecepatan sayat dan tiga benda kerja pada satu bidang yang sama yaitu bidang c (3) ,dapat dianalisa sebagai berikut :
Sama dengan bidang b, pada bidang ini pahat masih dalam kondisi sempurna sehingga menghasilkan tingkat kekasaran permukaan : • Benda 1 dari pengujian 1 sampai dengan 5
dengan kecepatan sayat = 0.00235 m/min masih menghasilkan tingkat kekasaran permukaan paling tinggi dibandingkan dengan benda 2 dan 3.
• Benda 2 dari pengujian 1 sampai dengan 5 dengan kecepatan sayat = 0.00385 m/min menghasilkan tingkat kekasaran yang sedang bila dibandingkan benda 1 dan 3, hanya pada pengujian 2 tingkat kekasaran permukaan benda 2 lebih tinggi dibandingkan benda 1.
• Benda 3 dari pengujian 1 sampai dengan 5 dengan kecepatan sayat = 0.00575 m/min menghasilkan tingkat kekasaran permukaan yang paling rendah bila dibandingkan antara benda 1 dan 2.
g. Perbandingan Ra (µ m) pada bidang d
antara benda I, II dan III Dibawah ini adalah grafik perbandingan
antara tiga benda kerja dengan tiga kecepatan sayat (Cs) yang berbeda. Grafik ini untuk mengetahui tingkat kekasaran permukaan pada bidang yang sama pada tiga benda kerja dengan perbedaan kecepatan sayat pada tiap-tiap benda kerja, dimana keadaan mata pahat sudah mengalami keausan atau sudah tidak sempurna lagi.
Grafik 4.7 Perbandingan Ra (µ m) pada
bidang d antara benda I, II dan III
Analisa Pada grafik tingkat kekasaran
permukaan dengan variasi tiga kecepatan sayat dan tiga benda kerja pada satu bidang yang sama yaitu bidang d (4) , dapat dianalisa sebagai berikut :
Pada bidang ini pahat sudah tidak sempurna atau sudah mengalami keausan sehingga menghasilkan tingkat kekasaran permukaan : • Benda 1, 2 dan 3 dengan perbedaan
kecepatan sayat, dari pengujian 1 sampai 5 terjadi kenaikan tingkat kekasaran permukaan pada masing-masing benda karena disebabkan oleh mata pahat yang telah mengalami keausan. Tingkat kekasaran paling tinggi terjadi pada benda 1, kemudian benda 2 dan benda 3 yang mempunyai tingkat kekasaran paling rendah sama seperti pada bidang c dan d walaupun pada bidang ini kondisi mata pahat telah mengalami keausan.
2. Perbandingan kekasaran permukaan
Ra (µm) antara Benda 1, Benda 2 dan Benda 3. Setelah data-data pengujian diperoleh
dalam bentuk tabel yang kemudian dianalisis dalam bentuk grafik maka dibawah ini adalah tabel dan grafik untuk perbandingan kekasaran permukaan antara benda 1, 2 dan 3.
Tabel 4.8 Data rata – rata Ra (µm) benda kerja
No
Benda kerja
Cs (m/min)
Rata-rata ( ) Ra (μm)
1
Baja ST 45/01
0.00235
7.05
2
BajaST 45/02
0.00385
5.86
3
Baja ST 45/03
0.00575
4.4
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
56

Benda =
= (5.752 + 6.526 + 7.376 + 8.546 ) 4
= 7.05 Dimana :
Benda = Rata-rata kekasaran permukaan benda. Σ = Jumlah rata-rata tiap bidang pada benda. N = Banyaknya data.
Grafik 4.8 Ra empiris vs Benda
Ra empiris vs Benda kerja
012345678
0 1 2 3 4
Benda kerja
Ra
Empi
ris
1. Cs1 = 0,00235 m/min; 2. Cs2 = 0,00385 m/min; 3. Cs3 = 0,00575 m/min
Analisa Dari tabel dan grafik diatas dapat dilihat
bahwa kecepatan sayat berpengaruh terhadap tingkat kekasaran permukaannya. Tingkat kekasaran permukaan yang terendah atau permukaan benda kerja yang halus terdapat pada benda no.3 dengan kecepatan sayat 0.00575 m/min,berarti benda no.3 mempunyai tingkat kehalusan permukaan yang lebih baik dibandingkan dengan benda no.1 dan no.2 dengan perbedaan variasi kecepatan sayat.
Kesimpulan
Dari hasil analisis data dan pembahasannya, kesimpulan yang dapat diperoleh dari penelitian ini adalah : 1. Ada pengaruh kecepatan sayat (cutting
speed) terhadap tingkat kekasaran permukaan, dapat dilihat dari hasil pengujian kekasaran permukaan.
2. Pada awal proses penyekrapan mata pahat belum pada keadaan sempurna, yang dimaksud dengan sempurna adalah
r (radius pojok) pada ujung mata pahat berada pada angka yang telah ditentukan, untuk kedalaman makan (a) sampai dengan 3 mm maka nilai r antara 0.5 sampai dengan 0.8 mm. Jika nilai r berada antara nilai tersebut maka mata pahat telah sempurna.
3. Kecepatan sayat juga berpengaruh kepada mata pahat, semakin tinggi kecepatan sayat maka mata pahat semakin cepat sempurna dan juga mata pahat semakin cepat mengalami keausan.
4. Dari variasi kecepatan sayat (Cs) yang digunakan kekasaran yang paling rendah didapat dengan penggunaan Kecepatan sayat (cutting speed) = 0.00575 m/min dengan Rpm = 126.
5. Semakin rendah kecepatan sayat yang digunakan semakin tinggi juga nilai kekasaran permukaannya dengan kata lain semakin kasar permukaan yang dihasilkan.
Saran Setelah melakukan pengujian kekasaran permukaan ada beberapa saran yang akan dikemukakan oleh penulis , yaitu : 1. Untuk penelitian yang akan datang, selain
variasi Kecepatan Sayat (Cs), kedalaman makan, ketebalan pemakanan dapat juga menggunakan variasi sudut mata pahat.
2. Pengujian kekasaran permukaan dapat dilakukan pada proses pemesinan yang berbeda.
V. DAFTAR PUSTAKA 1. Rochim T., ” Teori dan Teknologi Proses
Pemesinan”, Institut Teknologi Bandung, Bandung,1992.
2. Rochim T., “ Spesifikasi Metrologi dan Kontrol Kualitas Geometrik”, Institut Teknologi Bandung, Bandung, 1985.
3. Khurmi R.S Dan Gupta J.K., ” Machine Design”, Eurasia Publishing House, New Delhi, 1982.
4. Bambang Ristanto., ”Pengaruh Feeding Terhadap Tingkat Kekasaran Permukaan pada Proses Penyekrapan Rata dengan Spesimen Baja Karbon,” Jurusan Teknik Mesin, Fakultas Teknik Universitas Negeri Semarang, Semarang, 2006.
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
57

5. Widarto., “ Teknik Pemesinan Jilid 1 untuk SMK ”, Departemen Pendidikan Nasional, Jakarta, 2008.
6. Setiyono., “ Modul Metallurgi Fisik “, Jurusan Teknik Mesin Fakultas Teknik Universitas Pancasila, Jakarta, 2008.
7. Shconmetz Alois., “ Pengerjaan Logam Dengan Mesin “, Angkasa, Bandung, 1985.
8. http//www.google.com/klasifikasi baja karbon. 12.49. 09 juni 2010
9. http//www.google.com/teknik pemesinan jilid 1 & 2. 13.50. 09 juni 2010
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 7 No. 1 Januari 2011
58