
PENGARUH DEPTH OF CUT PEMAKANAN PADA RETROFIT …eprints.ums.ac.id/72829/11/NASKAH.pdfmenggunakan...
19
PENGARUH DEPTH OF CUT PEMAKANAN PADA RETROFIT CNC BUBUT BV 20 L TERHADAP KEKASARAN HASIL PROSES PEMESINAN Disusun Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I Pada Jurusan Teknik Mesin Fakultas Teknik Oleh : MARGIYANTO D200 11 0047 PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA 2019
-
Upload
trinhthien -
Category
Documents
-
view
249 -
download
0
Transcript of PENGARUH DEPTH OF CUT PEMAKANAN PADA RETROFIT …eprints.ums.ac.id/72829/11/NASKAH.pdfmenggunakan...

PENGARUH DEPTH OF CUT PEMAKANAN PADA
RETROFIT CNC BUBUT BV 20 L TERHADAP KEKASARAN
HASIL PROSES PEMESINAN
Disusun Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I
Pada Jurusan Teknik Mesin Fakultas Teknik
Oleh :
MARGIYANTO
D200 11 0047
PROGRAM STUDI TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2019




1
PENGARUH DEPTH OF CUT PEMAKANAN PADA RETROFIT CNC BUBUT
BV 20 L TERHADAP KEKASARAN HASIL PROSES PEMESINAN
Abstrak
Penelitian ini bertujuan untuk mengetahui pengaruh variasi Depth of Cut pada pembuatan
Stabiliser stang hasil pemesinan CNC Bubut Retrofit BV 20 L pada material aluminium,
terhadap kekasaran permukaan yang dihasilkan dalam satuan (Ra) mana yang hasilnya
baik, dan pengaruh pengaruh variasi Depth of Cut pada proses pemesinan. Peneltian ini
menggunakan bahan aluminium dan menggunakan mesin CNC Bubut Retrofit BV 20 L
dengan control mach3 proses pemesinan dilakukan dengan variasi Depth of Cut, dan
pengujian kekasaran permukaan menggunakan alat uji kekasaran (Roughnes Tester Tipe
TR200 dengan standar ISO). Hasil penelitian menunjukan ketika menggunakn variasi
Depth of Cut 0,3 dalam proses pemesinan CNC Bubut Retrofit BV 20 L pada spesimen
aluminium menghasilkan angka kekasarannya yang rendah, sebaliknya ketika
menggunakan variasi Depth of Cut 0,1 maka akan menghasilkan angka kekasarannya
yang tinggi, tingkat kekasaran permukaan pada proses pemesinan CNC Bubut Retrofit
BV 20 L dengan material aluminium akan menghasilkan tingkat kekasaran antara N7
sampai dengan N8. Dari hasil pengujian dapat diketahui nilai kekasaran rata-rata (Ra)
terbaik dari variasi Depth of Cut, didapatkan pada spesimen ke 3 dengan menggunakan
variasi Depth of Cut 0,3 dengan nilai kekasaran rata-rata 2,282 µm, dan untuk kekasaran
rata-rata (Ra) total terjelek pada penelitian ini didapat dari variasi Depth of Cut 0,1 dengan
nilai kekasaran rata-rata 2,562 µm.
Kata Kunci : Depth of Cut , Aluminium ,CNC Bubut Retrofit BV 20 L , Kekasaran
Abtract
This research aims to know the impact of Depth of Cut in making handlebar stabilizer
resulted from the machinery of CNC Lathe BV 20 L in the alminium material on the
surface roughness resulted in which unit (Ra) that gives the best result, and the influences
of Depth of Cut variation on the machinery process. This research used the alminium
material and used the machine of CNC Lathe BV 20 L with the control mach3. The
machinery process was conducted with the Depth of Cut variation. The testing of surface
roughness used a roughness tool (Roughness Tester Type TR200 with ISO standard). The
results of the research showed the variation of Depth of Cut 0,3 in the machinery CNC
Lathe BV 20 L on aluminium material produced low level of roughness,otherwise when
using variation of Depth of Cut 0,1 produced high level of roughness.Tthe roughness level
of the surface in the machinery process of CNC Lathe BV 20 L with the aluminium
material will result in a roughness level ranging from N7 up to N8. From the results of
the testing, it could be known that the best average roughness score (Ra) from the Depth
of Cut variation was obtained from the third specimen by using the Depth of Cut 0,3 with
the average roughness score 2,282 µm, and for the worst average roughness score (Ra)
from the Depth of Cut variation on this research was obtained using variation Depth of
Cut 0,1 with the average roughness score 2,562 µm.
Keywords: Depth of Cut, Aluminium, CNC Lathe BV 20 , Roughness.

2
1. PENDAHULUAN
Sejalan dengan permintaan yang semakin menigkat di industri manufaktur pada
modifkasi otomotif saat ini, kecepatan produk yang tinggi (High speed
manufacturing) untuk menghasilkan produk yang berkualitas (High quality
product) efisiensi yang sedikit (lowcast production) menjadi hal pokok yang perlu
diperhatikan untuk membuat suatu produk yang berkualitas maka membutuhkan
mesin pendukung yang handal salah satu mesin pendukung tersebut adalah mesin
CNC
Dalam proses pemesinan secara CNC (Computer Numerical Control), output
yang diharapkan adalah mampu melakukan proses pemesinan secara cepat dan
skala yang besar dan spesifikasi geometri yang diharapkan. Namun pada hasil
proses pemesinan sering terjadi kekasaran pada permukaan benda yang dikerjakan
sangatlah berbeda. Kekasaran permukaan adalah salah satu penyimpangan yang
disebabkan oleh kondisi pemotongan dari proses pemesinan. Oleh karena itu, untuk
memperoleh produk bermutu berupa tingkat kepresisian yang tinggi serta
kekasaran permukaan yang baik, perlu didukung oleh proses pemesinan yang tepat.
Kalpakjian & schmid (2001) mengatakan bahwa karakteristik kekasaran
permukaan dipengaruhi oleh beberapa parameter kekasaran permukaan kedalaman
pemakanan (depth of cut), laju pemakanan (feed rate), kecepatan potong (cutting
speed), sudut potong pahat, kecepatan makan(feeding), bahwa material benda
kerjanya.
Karena empunyai kelebihan dari mesin manual atau konvensional alat yang
di gunakan adalah Mesin Retrofit Bubut BV 20 L. merupakan mesin perkakas yang
digunakan untuk pembentukan material dengan membuang sebagian material dalam
bentuk geram akibatnya ada gerak relatif pahat terhadap benda kerja dimana benda
kerja diputar pada spindle dan pahat dihantarkan ke benda kerja secara translasi.
Tentang kualitas produk yang dihasilkan, dengan kedalaman pemakanan
(depth of cut) yang berbeda dan Kecepatan pemakanan (Feeding), kecepatan potong
(cutting speed), laju pemakanan (feed rate) yang sama dengan tipe pahat yang sama
pada pengujian bahan aluminium nilai tingkat kekasaran yang dihasilkan dari
Mesin CNC bubut maka berbeda nilai kekasaran yang di hasilkan.
3
a. Untuk mengetahui pengaruh pemakanan pahat terhadap kekasaran permukaan
benda kerja hasil pemesinan mesin CNC Bubut BV 20 L melalui uji kekasaran
permukaan ( Surface roughness tester ).
b. Untuk mengetahui nilai (Ra) (µm) terbaik dari variasi kedalaman pemakanan
(depth of cut) terhadap tingkat kekasaran permukaan benda kerja, dan untuk
mengetahui (Ra) total hasil pemesinan Mesin CNC BUBUT BV 20 L melalui
uji kekasaran permukaan ( Surface roughness tester ).
c. Untuk mengetahui pengaruh kedalaman pemakanan terhadap polusi suara pada
saat proses pemesinan melalui uji kebisingan ( digital sound meter ).
a. Ikut berkonstribusi dalam bidang ilmu pengetahuan tentang manufaktur
dengan mempelajari cara kerja mesin CNC bubut dengan control software
Mach3.
b. Adapun dari hasil penelitian ini diharapkan dapat memberikan manfaat bagi
teman-teman mahasiswa dan masyarakat pada umumnya dalam pembuatan
komponen mesin CNC bubut dan pengujian kekasaran dengan menggunakan
spesimen aluminium.
c. Supaya dapat memberikan solusi kepada para pengusaha mikro kecil,
menengah (UMKM), yang sampai saat ini masih menemui kendala dalam
proses produksinya. Dengan menggunakan mesin CNC bubut dapat
meningkatkan produksinya dan kualitasnya sehingga dapat memenuhi
permintaan pasar.
1.1 Tujuan Penelitian
Tujuan yang ingin dicapai dari penelitian ini adalah :
1.2 Manfaat penelitian
Manfaat dari penelitian ini baik untuk penulis, masyarakat luas dan dunia
pendidikan antara lain yaitu :
4
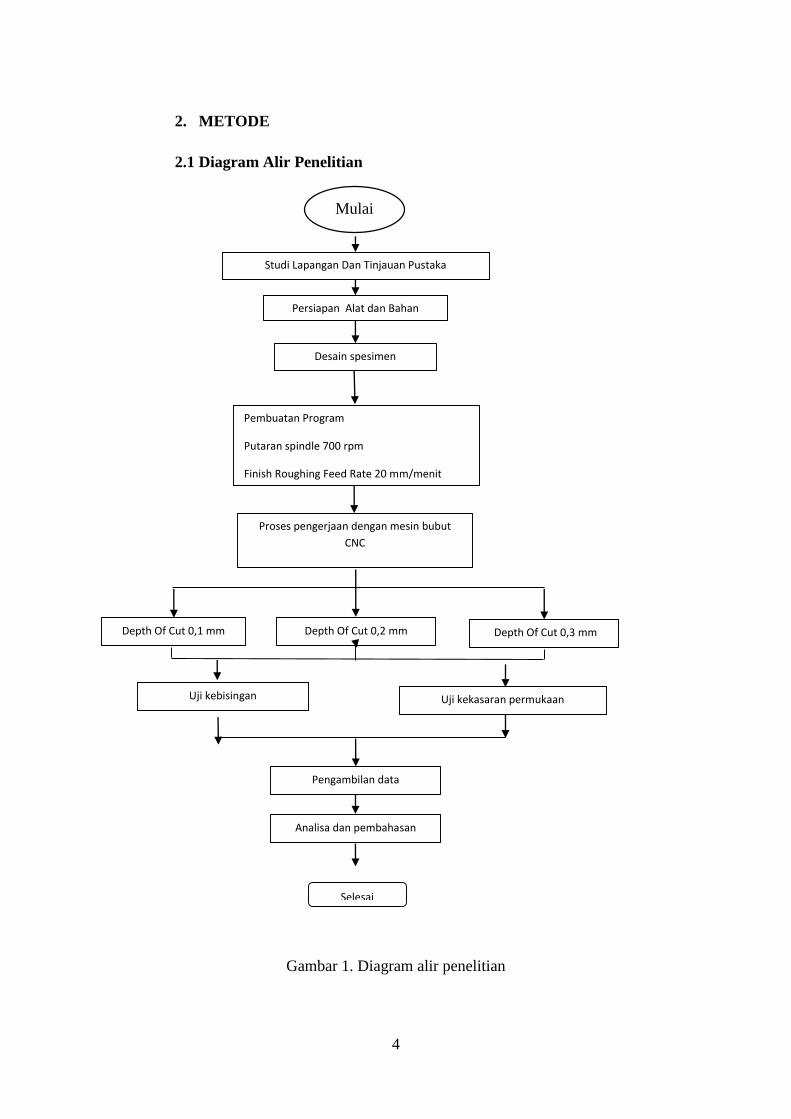
2. METODE
2.1 Diagram Alir Penelitian
Gambar 1. Diagram alir penelitian
Selesai
Uji kebisingan
Pembuatan Program
Putaran spindle 700 rpm
Finish Roughing Feed Rate 20 mm/menit
Studi Lapangan Dan Tinjauan Pustaka
Persiapan Alat dan Bahan
Desain spesimen
Proses pengerjaan dengan mesin bubut
CNC
Depth Of Cut 0,1 mm Depth Of Cut 0,2 mm Depth Of Cut 0,3 mm
Pengambilan data
Uji kekasaran permukaan
Analisa dan pembahasan
Mulai

5
3. HASIL DAN PEMBAHASAN
3.1 Hasil Pemesinan
Tabel 1. Proses pemesinan dengan Depth of Cut 0,1
Kecepatan
Spindel
(Rpm)
Finish
Depth of
cut
(m/menit)
Finish
Feed Rate
(mm)
Roughing
Feed Rate
(m)
700 0,1 20 40

6
Tabel 2. Proses pemesinan dengan Depth of Cut 0,2
Kecepatan
Spindel
(Rpm)
Finish
Depth of
cut
(m/menit)
Finish
Feed Rate
(mm)
Roughing
Feed Rate
(m)
700 0,2 20 40
Tabel 3. Proses pemesinan dengan Depth of Cut 0,3
Kecepatan
Spindel
(Rpm)
Finish
Depth of
cut
(m/menit)
Finish
Feed Rate
(mm)
Roughing
Feed Rate
(m)
700 0,3 20 40

7
Tabel 4. Polusi Suara pada saat Proses Pemesinan
Spesime
n
Roughing
Feedrate
(mm/men
it)
Finish
Feedrate
(mm/men
it)
Roughing
Cut Depth
(m)
Finish
Cut
Depth
(mm)
Kecepatan
Spindel
(Rpm)
Polusi
Suara
(dB)
A1
40 20 0,2 0,1 700
71
A2 69
A3 71
Rata-rata 70
B1
40 20 0,2 0,2 700
70
B2 71
B3 72
Rata-rata 71
C1
40 20 0,2 0,3 700
72
C2 72
C3 73
Rata-rata 72
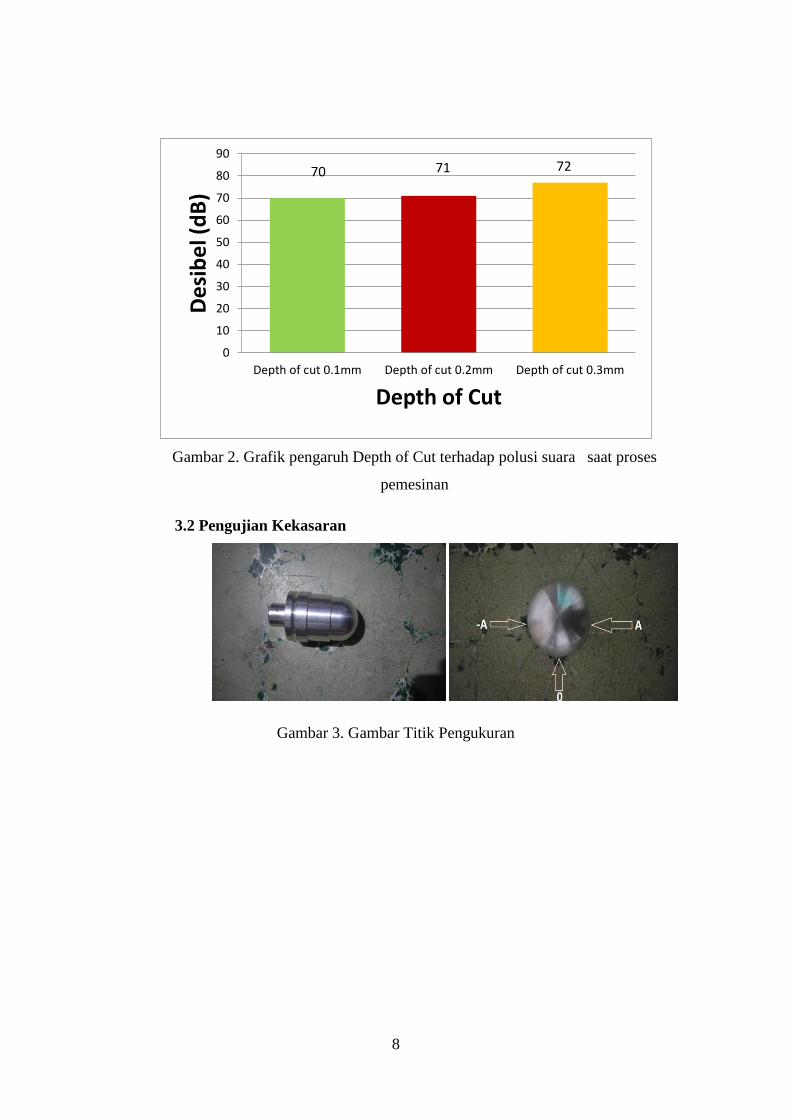
Berdasarkan hasil pengukuran polusi suara rata-rata pada proses pembuatan
menggunakan mesin CNC RETROFIT BUBUT BV20 menggunakan Finish Cut
Depth yang berbeda didapatkan hasil Finish Cut Depth 0,1 ( 72 dB ), Finish Cut
Depth 0,2 ( 71 dB ), dan Finish Cut Depth 0,3 ( 70 dB ). Gambar 4.1.1
menunjukkan bahwa polusi suara terendah didapatkan pada Finish Cut Depth
0,3 dengan 70 dB.
8
Gambar 2. Grafik pengaruh Depth of Cut terhadap polusi suara saat proses
pemesinan
3.2 Pengujian Kekasaran
Gambar 3. Gambar Titik Pengukuran
0
10
20
30
40
50
60
70
80
90
Depth of cut 0.1mm Depth of cut 0.2mm Depth of cut 0.3mm
De
sib
el (
dB
)
Depth of Cut
70 71 72
9
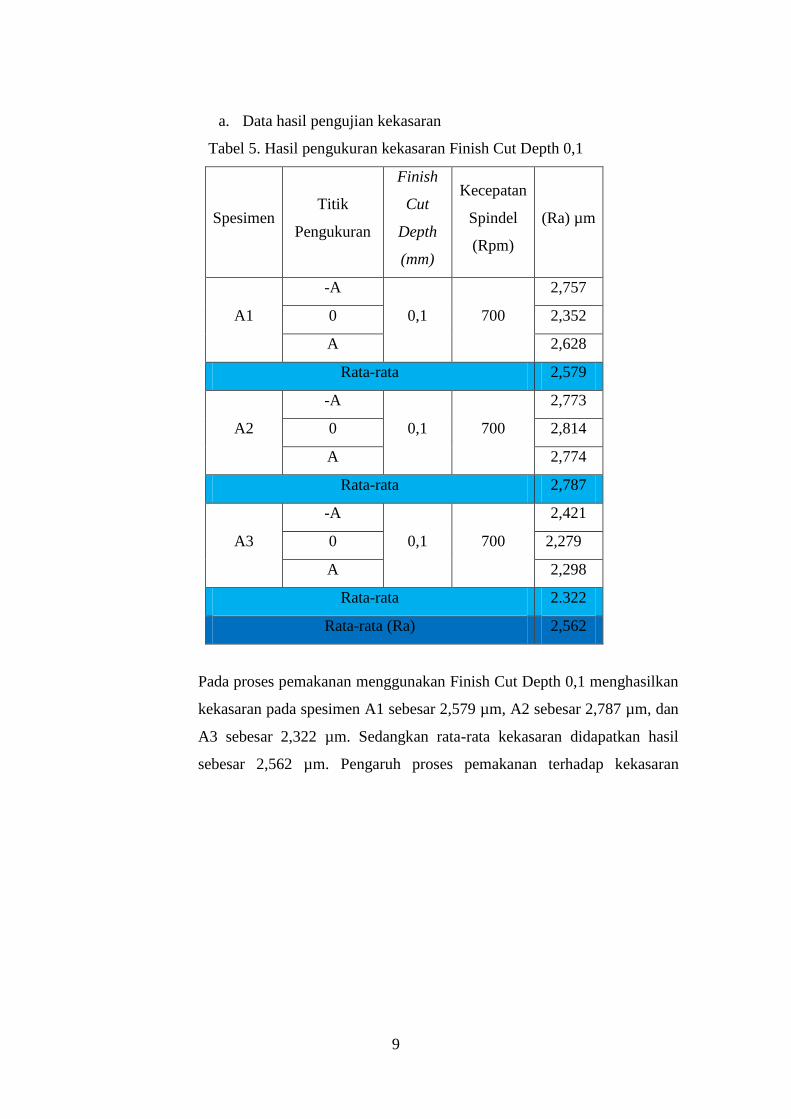
a. Data hasil pengujian kekasaran
Tabel 5. Hasil pengukuran kekasaran Finish Cut Depth 0,1
Spesimen Titik
Pengukuran
Finish
Cut
Depth
(mm)
Kecepatan
Spindel
(Rpm)
(Ra) µm
A1
-A
0,1 700
2,757
0 2,352
A 2,628
Rata-rata 2,579
A2
-A
0,1 700
2,773
0 2,814
A 2,774
Rata-rata 2,787
A3
-A
0,1 700
2,421
0 2,279
A 2,298
Rata-rata 2.322
Rata-rata (Ra) 2,562
Pada proses pemakanan menggunakan Finish Cut Depth 0,1 menghasilkan
kekasaran pada spesimen A1 sebesar 2,579 µm, A2 sebesar 2,787 µm, dan
A3 sebesar 2,322 µm. Sedangkan rata-rata kekasaran didapatkan hasil
sebesar 2,562 µm. Pengaruh proses pemakanan terhadap kekasaran

10
permukaan menggunakan Finish Cut Depth 0,1 dapat dilihat pada gambar
.
Gambar 4. Grafik kekasaran permukaan hasil pemesinan menggunakan Finish
Cut Depth 0,1, pada masing-masing spesimen.
Tabel 6. Hasil pengukuran kekasaran Finish Cut Depth 0,2
Spesimen Titik
Pengukuran
Finish
Cut
Depth
(mm)
Kecepatan
Spindel
(Rpm)
(Ra) µm
B1
-A
0,2 700
2,448
0 2,350
A 2,345
Rata-rata 2,381
B2
-A
0,2 700
2,440
0 2,361
A 2,359
Rata-rata 2,386
B3 -A
0,2 700 2.411
0 2.439
2.5792.787
2.322
0
500
1.000
1.500
2.000
2.500
3.000
A1 A2 A3
RA
(µ
m)
SPESIMEN

11
A 2.352
Rata-rata 2.400
Rata-rata (Ra) 2,389
Pada proses pemakanan menggunakan Finish Cut Depth 0,2 menghasilkan
kekasaran pada spesimen B1 sebesar 2,381 µm, B2 sebesar 2,386 µm, dan
B3 sebesar 2,400 µm. Sedangkan rata-rata kekasaran (Ra) didapatkan hasil
sebesar 2.389 µm. Pengaruh proses pemakanan terhadap kekasaran
permukaan menggunakan Finish Cut Depth 0,2 dapat dilihat pada gambar
.
Gambar 5. Grafik kekasaran permukaan hasil pemesinan menggunakan Finish
Cut Depth 0,2, pada masing-masing spesimen.
Tabel 7. Hasil pengukuran kekasaran Finish Cut Depth 0,3
Spesimen Titik
Pengukuran
Finish
Cut
Depth
(mm)
Kecepatan
Spindel
(Rpm)
(Ra) µm
C1
-A
0,3 700
2,109
0 2.295
A 2.301
Rata-rata 2,235
2.381
2.386
2.400
2.370
2.375
2.380
2.385
2.390
2.395
2.400
2.405
B1 B2 B3
RA
(µm
)
SPESIMEN
12
C2
-A
0,3 700
2.357
0 2.269
A 2.295
Rata-rata 2,305
C3
-A
0,3 700
2.289
0 2.320
A 2.308
Rata-rata 2,307
Rata-rata (Ra) 2.282
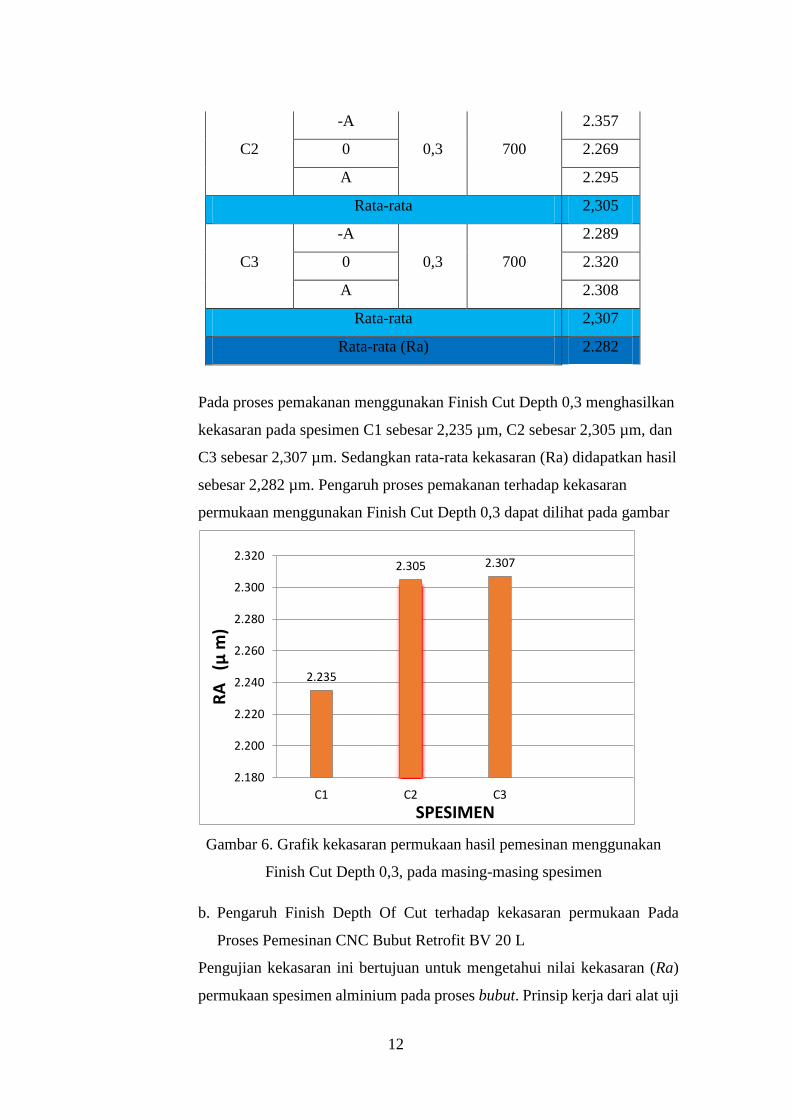
Pada proses pemakanan menggunakan Finish Cut Depth 0,3 menghasilkan
kekasaran pada spesimen C1 sebesar 2,235 µm, C2 sebesar 2,305 µm, dan
C3 sebesar 2,307 µm. Sedangkan rata-rata kekasaran (Ra) didapatkan hasil
sebesar 2,282 µm. Pengaruh proses pemakanan terhadap kekasaran
permukaan menggunakan Finish Cut Depth 0,3 dapat dilihat pada gambar
Gambar 6. Grafik kekasaran permukaan hasil pemesinan menggunakan
Finish Cut Depth 0,3, pada masing-masing spesimen
b. Pengaruh Finish Depth Of Cut terhadap kekasaran permukaan Pada
Proses Pemesinan CNC Bubut Retrofit BV 20 L
Pengujian kekasaran ini bertujuan untuk mengetahui nilai kekasaran (Ra)
permukaan spesimen alminium pada proses bubut. Prinsip kerja dari alat uji
2.235
2.305 2.307
2.180
2.200
2.220
2.240
2.260
2.280
2.300
2.320
C1 C2 C3
RA
(µ
m)
SPESIMEN
13
kekasaran ini adalah sensor / peraba (stylus) alat ukur harus digerakkan
mengikuti lintasan yang berupa garis lurus dengan jarak yang telah
ditentukan terlebih dahulu. Panjang lintasan ini disebut dengan panjang
pengukuran (traversing length). Instrumen roughness meter ini
menggunakan empat standar yaitu ISO, DIN, ANSI, dan JIS. Sesaat setelah
jarum bergerak pada proses pengukuran dan sesaat sebelum jarum berhenti
secara elektronik alat ukur melakukan perhitungan berdasarkan data yang
dideteksi oleh jarum peraba. Bagian panjang pengukuran yang dibaca oleh
sensor alat ukur kekasaran permukaan disebut panjang spesimen.
Varasi Depth of Cut memiliki pengaruh terhadap tingkat kekasaran
permukaan. Ketika Depth of Cut ( pemakanan benda kerja ) diperbesar maka
akan mendapatkan tingkat kekasaran yang berbeda.Ketika menggunakan
variasi Depth Of Cut 0,1 daalam proses pemesinaan CNC Bubut Retrofit
BV 20 akan menghasilkan angka kekasaran yang tinggi. Akan tetapi jika
kita menggunakan variasi Depth of Cut 0,3 dalam proses pemesinan CNC
Bubut Retrofit BV 20 maka akan menghasilkan angka kekasaran yang
rendah.
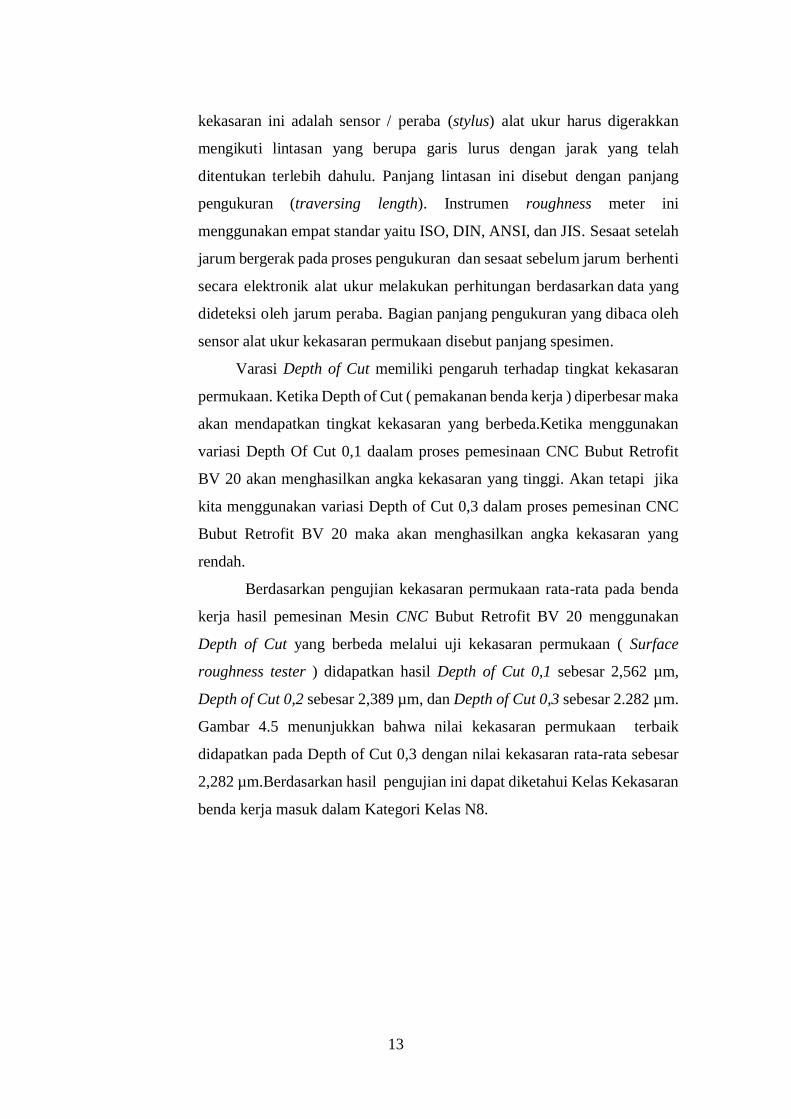
Berdasarkan pengujian kekasaran permukaan rata-rata pada benda
kerja hasil pemesinan Mesin CNC Bubut Retrofit BV 20 menggunakan
Depth of Cut yang berbeda melalui uji kekasaran permukaan ( Surface
roughness tester ) didapatkan hasil Depth of Cut 0,1 sebesar 2,562 µm,
Depth of Cut 0,2 sebesar 2,389 µm, dan Depth of Cut 0,3 sebesar 2.282 µm.
Gambar 4.5 menunjukkan bahwa nilai kekasaran permukaan terbaik
didapatkan pada Depth of Cut 0,3 dengan nilai kekasaran rata-rata sebesar
2,282 µm.Berdasarkan hasil pengujian ini dapat diketahui Kelas Kekasaran
benda kerja masuk dalam Kategori Kelas N8.
14
Gambar 7. Grafik pengaruh proses pemakanan terhadap kekasaran rata-
rata permukaan menggunakan Depth of Cut 0,1,Depth of Cut 0,2,Depth of
Cut 0,3.
4. PENUTUP
4.1 Kesimpulan
Dari hasil penelitian dan analisa pengujian serta pembahasan data yang diperoleh,
dapat disimpulkan :
a. Varasi Depth of Cut memiliki pengaruh terhadap tingkat kekasaran
permukaan, tingkat kekasaran rata-rata (Ra) terendah didapatkan
menggunakan Depth of Cut 0,3 dan tingkat kekasaran tertinggi didapatkan
menggunakan Depth of Cut 0,1.
b. Dari hasil pengujian dapat diketahui nilai kekasaran rata-rata terendah dari
variasi Depth of Cut, didapatkan pada spesimen ke 3 dengan menggunakan
Depth of Cut 0,3 dengan nilai kekasaran rata-rata 2,282 µm, dan untuk
kekasaran rata-rata tertinggi pada penelitian ini, didapatkan nilai kekasaran
2,562 µm menggunaakaan Depth of Cut 0,1.
c. Dari hasil pengujian dapat diketahui nilai polusi suara (dB) terendah dari
variasi Depth of Cut, didapatkan dengan menggunakan Depth of Cut 0,1
dengan nilai polusi suara 70 dB, dan untuk polusi suara (dB )tertinggi pada
2.562 2.3892.282
0
500
1.000
1.500
2.000
2.500
3.000
Depth of Cut0,1
Depth of Cut0,2
Depth of Cut0,3
Ra
(µ m
)
Depth of Cut

15
penelitian ini, didapatkan nilai polusi suara 72 dB menggunaakaan Depth of
Cut 0,3.
4.2 Saran
Dari keseluruhan proses penelitian ini penulis mempunyai saran yang perlu
diperhatikan, diantaranya :
a. Pada proses penelitian ini penggunaan material, sebaiknya di perhatikan
ukurannya sehingga dapat menghemat biaya.
b. Pada proses penelitian ini ketajaman pahat perlu diperhatikan karena sangat
berpengaruh terhadap kekasaran hasil proses pemesinan.
c. Sebelum melakukan proses penelitian sebaiknya mesin yang akan
digunankan dikalibrasi terlebih dahulu agar hasil yang dihasilkan mendekati
sempurna.
DAFTAR PUSTAKA
Kalpakjian,Serope,Steven R. Scmid, Manufacturing Processes for Engineering
Materials, fourth edition, Addison Wesley, India,2011
Wijanarka, B.S. 2012. Teknik Pemesinan Dasar, Yogyakarta : Erlangga
Marsyahyo, Eko,ST,MSc. 2003.Mesin Perkakas Pemotong Logam. Malang :
Bayu Media Publishing
Rochim,Taufiq. 1993. Teori & Teknologi Proses Pemesinan. Laboratorium
Teknik Produksi, FTI, Institut Teknologi Bandung
Kurniawan,Fajar. (2008). Laporan Tugas Akhir : Study Tentang Cutting Force
Mesin Bubut ( Desain Dynamometer Sederhana ). Surakarta.Jurusan
Teknik Mesin - Universitas Muhammadiyah Surakarta.
Widarto, 2008, Teknik Pemesinan, Jakarta : Depdiknas
Sudarmo, Unggul. 2006. Kimia 3. Jakarta : Erlangga
Pranjono,dkk., 2013, “Pengukuran Kekasaran Permukaan Tutup Kelongsong
Dari Zirkaloi Menggunakan Alat Roughness Tester Surtronic-25”,
Bidang Bahan Bakar Nuklir, Pusat Teknologi Bahan Bakar Nuklir
(PTBN)- Batan, Serpong.
Pranjono,dkk., 2013. “Bentuk bentuk Kekasaran dan Gelombang Pada
Permukaan”.




















