Metal Hydride
18
BAB I PENDAHULUAN 1.1 Latar Belakang Dal am teknol ogi pro duk si dengan menggu nak an bah an bak u log am, pengelasan merupakan proses pengerjaan yang memegang peranan sangat penting. Pengelasa n didifinisik an sebagai penyambungan dua logam atau paduan log am den gan memanaskan diatas bat as cair atau dibawah bat as cair log am disertai penetrasi maupun tanpa penetrasi, serta diberi logam pengisi atau tanpa logam pengisi. Dal am meranc ang sua tu konstr uksi permesin an atau ban gun an ya ng menggunakan sambungan las banyak faktor yang harus diperhatikan. Prosedur pengelasan mencakup pemilihan parameter las seperti tegangan busur las, besar arus las, penetrasi, kecepatan pengelasan dan beberapa kondisi standar pengelasan seperti bentuk alur las, tebal pelat, jenis elektroda, diameter inti elektroda, dimana parameter-parameter tersebut mempengaruhi sifat mekanik logam las. Saat ini teknologi pengelasan maju dengan pesat sehingga menjadi suatu tekni k penyam bunga n yang mutak hir. Cara-cara dan teknik -teknik penge lasan yang banya k digu nakan pada waktu ini seperti las busur, las resistansi listrik, las termit dan las gas. Pada saat ini teknik las busur listrik dengan ele kt roda terbungkus telah dipergunakan secara luas. Salah satu jenis las busur listrik yang sering digu nakan adal ah SMAW atau Shielded Metal Arc Welding. Shield metal arc weldin g (SMAW adalah salah satu metod e penge lasan dengan menggu nakan batang elektroda yang dialirkan listrik searah dir ect current (DC. S!"# ini dikenal juga sebagai stick welding karena didalam pengerjaannya menggunakan elektroda batangan, yang pada praktiknya, panjang hasil lasan hanya sepanjang elektrodanya. Dalam pengelasan panas akan mencairkan elektrode dan material dasar sehingga cairan elektrode dan cairan material dasar akan menyatu membentuk logam lasan ( weld metal . $ntuk menghasilk an busur yang baik dan konstan juru las harus menjaga jarak ujung elektroda dan permukaan material dasar tetap sama. %leh karena pengelasan adalah bagian yang penting dalam pembentukan logam dan bermanfaa t bagi seorang metalurgist maka dilakukanlah percobaan yang berjudul pengelasan S!" # ini.
-
Upload
rebecca-francis -
Category
Documents
-
view
239 -
download
0
Transcript of Metal Hydride
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 1/18
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam teknologi produksi dengan menggunakan bahan baku logam,
pengelasan merupakan proses pengerjaan yang memegang peranan sangat
penting. Pengelasan didifinisikan sebagai penyambungan dua logam atau paduan
logam dengan memanaskan diatas batas cair atau dibawah batas cair logamdisertai penetrasi maupun tanpa penetrasi, serta diberi logam pengisi atau tanpa
logam pengisi.
Dalam merancang suatu konstruksi permesinan atau bangunan yang
menggunakan sambungan las banyak faktor yang harus diperhatikan. Prosedur
pengelasan mencakup pemilihan parameter las seperti tegangan busur las, besar
arus las, penetrasi, kecepatan pengelasan dan beberapa kondisi standar pengelasan
seperti bentuk alur las, tebal pelat, jenis elektroda, diameter inti elektroda, dimana
parameter-parameter tersebut mempengaruhi sifat mekanik logam las.
Saat ini teknologi pengelasan maju dengan pesat sehingga menjadi suatu
teknik penyambungan yang mutakhir. Cara-cara dan teknik-teknik pengelasan
yang banyak digunakan pada waktu ini seperti las busur, las resistansi listrik, las
termit dan las gas. Pada saat ini teknik las busur listrik dengan elektroda
terbungkus telah dipergunakan secara luas. Salah satu jenis las busur listrik yang
sering digunakan adalah SMAW atau Shielded Metal Arc Welding. Shield metal
arc welding (SMAW adalah salah satu metode pengelasan dengan menggunakan
batang elektroda yang dialirkan listrik searah direct current (DC. S!"# ini
dikenal juga sebagai stick welding karena didalam pengerjaannya menggunakan
elektroda batangan, yang pada praktiknya, panjang hasil lasan hanya sepanjang
elektrodanya. Dalam pengelasan panas akan mencairkan elektrode dan material
dasar sehingga cairan elektrode dan cairan material dasar akan menyatu
membentuk logam lasan (weld metal . $ntuk menghasilkan busur yang baik dan
konstan juru las harus menjaga jarak ujung elektroda dan permukaan material
dasar tetap sama. %leh karena pengelasan adalah bagian yang penting dalam
pembentukan logam dan bermanfaat bagi seorang metalurgist maka dilakukanlah
percobaan yang berjudul pengelasan S!"# ini.
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 2/18
&
1.2 Tujuan Percobaan
"dapun tujuan dari percobaan ini adalah untuk menentukan koefisien
pencairan dan koefisien penambahan metal las pada produk lasan setelah
dilakukan proses pengelasan SMAW (Shielded Metal Arc Welding . Dan untuk
mengetahui pengaruh parameter-parameter las terutama arus listrik pad alas listrik
tangan atau las elektroda terbungkus (SMAW terhadap Heat Input (panas yang
dipakai dan produk lasan yang dihasilkan.
1.3 Batasan Masala
"dapun batasan masalah yang terdapat dalam praktikum Shielded Metal
Arc Welding meliputi 'ariabel bebas dan 'ariable terikat. ariabel bebas, yaitu
arus listrik ()* ", + " dan +),* ". ariable terikat, yaitu koefisien penambahan
metal las, koefisien pencairan elektroda dan heat input.
1.! "#ste$at#ka Penul#san
Penulisan laporan pada praktikum Shielded Metal Arc Welding (SMAW
ini dilakukan secara sistematis yaitu terdiri dari lima bab. ab yaitu
pendahuluan, menjelaskan latar belakang, tujuan percobaan, batasan masalah dan
sistematika penulisan. ab yaitu tinjauan pustaka menjelaskan mengenai teori
dasar yang berkaitan dengan percobaan yang dilakukan. ab yaitu metode
percobaan, menjelaskan metode penelitianyang dilakukan. /erdiri dari digram alir
percobaan, alat dan bahan yang digunakan, serta prosedur percobaan. ab
yaitu hasil dan pembahasan, menjelaskan data hasil dari percobaan, dan
pembahasan mengenai data hasil percobaan. ab yaitu kesimpulan dan saran,
membuat kesimpulan berdasarkan percobaan yang telah dilakukan dan
memberikan saran-saran yang sifatnya membangun agar praktikum selanjutnya
dapat lebih baik lagi. Selain itu, terdapat daftar pustaka yang berisi referensi-
referensi serta lampiran yang terdiri dari contoh perhitungan, jawaban pertanyaan
dan tugas khusus, gambar alat-alat dan bahan serta blanko percobaan.
BAB II
TIN%AUAN PU"TA&A
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 3/18
0
2.1 Pengelasan Loga$
!enurut American Welding Society (AWS), proses pengelasan adalah
proses penggabungan material-material (logam dengan memanaskan logam
tersebut pada temperatur yang sesuai dengan atau tanpa penerapan tekanan, atau
dengan penerapan dari tekanan itu sendiri, dan dengan atau tanpa menggunakan
material pengisi 1Djaka, &2*3.
erdasarkan definisi dari Deutche Industrie ormen (DI) las adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. erdasarkan definisi tersebut dapat dijabarkan
lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam
dengan menggunakan energi panas. Pada waktu ini telah digunakan lebih dari 4
jenis pengelasan termasuk pengelasan yang dilaksanakan dengan hanya menekan
dua logam yang disambung sehingga terjadi ikatan antara atom-atom atau
molekul-molekul dari logam yang disambungkan.
Prosedur pengelasan kelihatannya sangat sederhana, tetapi sebenarnya di
dalamnya banyak maslah-masalah yang harus diatasi dimana pemecahannya
memerlukan bermacam-macam pengetahuan. 5arena itu dalam pengelasan,
pengetahuan harus turut serta mendampingi praktek. Secara lebih terperinci dapat
dikatakan bahwa dalam perancangan konstruksi bangunan dan mesin dengan
sambungan las, harus direncanakan pula tentang cara pengelasan, cara
pemeriksaan, bahan las dan jenis las yang akan dipergunakan, berdasarkan fungsi
dari bagian-bagian bangunan atau mesin yang dirancang 16okosisworo, &73.
6auh sebelumnya, penyambungan logam dilakukan dengan memanasi dua
buah logam dan menyatukannya secara bersama. 8ogam yang menyatu tersebut
dikenal dengan istilah fusion. 8as listrik merupakan salah satu yang menggunakan
prinsip tersebut 1Djamiko, &+3.
Proses pengelasan bermacam-macam bentuk dan sumber arusnya.
Pengelasan dapat diklasifikasikan menjadi dua jenis pengelasan berdasarkan cara
kerja dan berdasarkan energi yang digunakan. erdasarkan cara kerjanya
pengelasan dibedakan menjadi 9
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 4/18
4
a. Pengelasan cair adalah cara pengelasan dimana sambungan
dipanaskan sampai panas (mencair dengan sumber panas dari busur
listrik atau semburan api las yang terbakar.
b. Pengelasan tekan adalah cara pengelasan dimana sambungan
dipanaskan dan kemudian ditekan hingga menjadi satu.
c. Pematrian adalah cara pengelasan sambungan diikat dan disatukan
dengan menggunakan paduan logam yang mempunyai titik cair
rendah, dalam hal ini logam induk tidak ikut mencair. Contohnya
timah.
erdasarkan sumber energi atau sumber panas yang digunakan pengelasandapat dibedakan atas 9
a. ahan bakar minyak, untuk menghasilkan panas beberapa ratus
derajat celcius untuk pengelasan benda padat dengan titik lebur
rendah, seperti9 timah, plastik dan lain-lain.
b. Campuran :at asam dengan gas pembakar seperti acetylene, propan,
hydrogen. Proses ini disebut o!y acetylene, o!y hydrogen, atau o!y
"uel .
c. usur nyala listrik (arc. Panas yang dihasilkan dari busur nyala listrik
ini sangat tinggi (jauh diatas titik lebur baja sehingga dapat
mencairkan baja dalam sekejap. Sumber panas ini yang paling populer
dipergunakan untuk pengelasan berbagai jenis baja, baja paduan serta
jenis metal non "errous.
d. usur nyala listrik dan gas pelindung. Sumber panas ini dipakai dalam
pengelasan paduan baja yang peka terhadap proses oksidasi. 5arena
fungsi dari gas pelindung ini adalah untuk melindungi benda kerja
dari proses oksidasi, serta untuk mendapatkan pengelasan yang
optimal, contohnya plasma arc.
2.2 Pengelasan Busur L#str#k
8as busur adalah las yang menggunakan muatan listrik antara elektroda
dan spesimen. Pada saat pelepasan muatan listrik tersebut akan mengeluarkan
panas tinggi, dan panas tersebut yang disebut dengan busur listrik. Pelepasan
muatan listrik ini disertai loncatan atom pada udara yang menyebabkan adanya
hubungan arus pendek listrik. 8as elektroda terbungkus adalah salah satu
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 5/18
*
pengelasan dengan menggunakan sumber panas yang berasal dari busur listrik
dengan menggunakan elektroda yang dilapisi dengan "luks yang dapat
menghasilkan selubung gas pelindung yang berfungsi sebagai pelindung antara
weld metal dengan atmosfer pada saat pengelsan dilakukan. #luks berfungsi
sebagai bahan yang akan mengikat oksida dalam logam sehingga membentuk
slag. Slag juga berguna sebagai pelindung karena sifatnya yang keras dan mampu
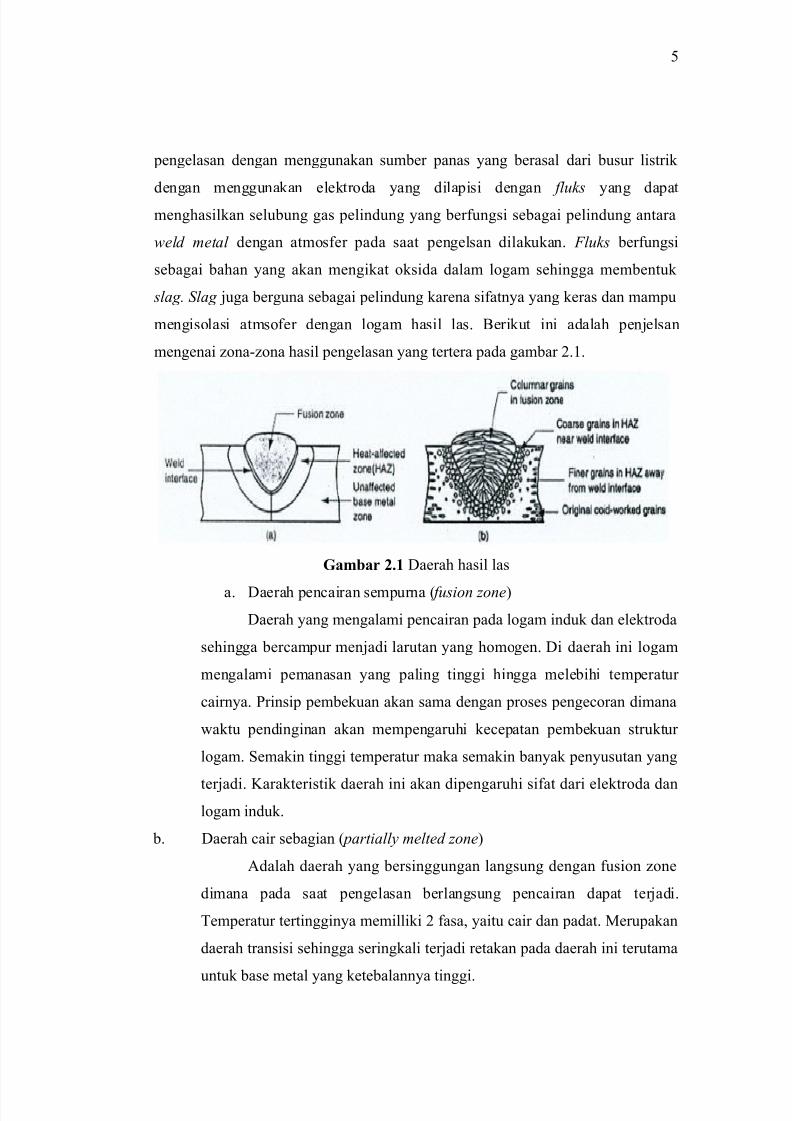
mengisolasi atmsofer dengan logam hasil las. erikut ini adalah penjelsan
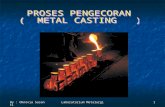
mengenai :ona-:ona hasil pengelasan yang tertera pada gambar &.2.
'a$bar 2.1 Daerah hasil las
a. Daerah pencairan sempurna ( "usion $one
Daerah yang mengalami pencairan pada logam induk dan elektroda
sehingga bercampur menjadi larutan yang homogen. Di daerah ini logam
mengalami pemanasan yang paling tinggi hingga melebihi temperatur
cairnya. Prinsip pembekuan akan sama dengan proses pengecoran dimana
waktu pendinginan akan mempengaruhi kecepatan pembekuan struktur
logam. Semakin tinggi temperatur maka semakin banyak penyusutan yang
terjadi. 5arakteristik daerah ini akan dipengaruhi sifat dari elektroda dan
logam induk.
b. Daerah cair sebagian ( partially melted $one
"dalah daerah yang bersinggungan langsung dengan fusion :one
dimana pada saat pengelasan berlangsung pencairan dapat terjadi.
/emperatur tertingginya memilliki & fasa, yaitu cair dan padat. !erupakan
daerah transisi sehingga seringkali terjadi retakan pada daerah ini terutama
untuk base metal yang ketebalannya tinggi.
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 6/18
;
c. Daerah terpengaruh panas <"= ( Heat A""eched %one
Daerah yang tidak ikut mencair tetapi ikut mengalami perubahan
struktur akibat temperatur pemanasan. /emperatur tertinggi pada daerah
ini berada dibawah temperatur yang berada didaerah cair sebagian. 8ogam
akan mengalami penguatan. Pada daerah ini terdapat wilayah yang terbagi
atas dasar struktur mikro yang berbeda, yaitu 9
a Daerah pertumbuhan butir ( grain growth $one
b Daerah rekristalisasi (recristalli$ed $one
c Daerah transisi ( partially trans"ormed $one
d dan daerah temper (temper $one.
d. Daerah 8ogam nduk
8ogam terpengaruh panas tetapi panas tersebut tidak mampu untuk
merubah struktur dari logam. Sifat daerah ini akan sama dengan logam
induknya. /emperatur disini adalah temperatur yang terendah dari ketiga
daerah lainnya.
2.3 Shilded Metal Arc Welding
Pada pengelasan SMAW , digunakan consuma&le elektrode dengan
elektroda di bagian dalamnya (bagian inti dan pada bagian luarnya terdapat fluks.
>luks digunakan sebagai pelapisan. Peralatan pada SMAW relatif sederhana dan
murah. Diameter dari elektroda yang digunakan antara & mm (untuk lembaran
tipis hingga + mm (dengan arus listrik yang cukup tinggi agar menghasilkan
deposit metak yang cukup banyak. Pada pengelasan SMAW , menggunakan arus
listrik * ? 0 "mpere dan deposit metal yang diperbolehkan adalah 2-+ kg@h
pada posisi "lat 1Djaka, &2*3.
5euntungan dari penggunaan las S!"# 92. Peralatan relatif sederhana dan mudah dibawa.
&. Peralatan relatif murah dibandingkan metoda pengelasan yang lain.
0. Pemakaian yang relatif luas.
5ekurangan dari penggunaan las S!"# 9
2. Aas pelindung kurang baik untuk logam- logam reaktif seperti aluminium
dan titanium.
&. 5ecepatan deposit terbatas karena elektroda cendrung mengalami o'er
heat bila menggunakan arus yang tinggi.
0. Panjang elektroda terbatas sehingga dapat mengurangi kecepatan produksi
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 7/18
)
Pengelasan SMAW menggunakan kawat elektroda inti yang diberi lapisan.
berupa campuran silicate &inder dan material serbuk (seperti karbonat, fluoride,
oksida, selulosa, dan paduan logam. Pelapis (fluks ini berfungsi 1Djaka, &2439
2. Sebagai stabili:er busur listrik.
&. !enghasilkan gas untuk melindungi lasan dari udara.
0. !enambahkan elemen-elemen paduan logam pada lasan.
4. !enghasilkan slag yang dapat melindungi lasan.
*. !eningkatkan sifat metalurgi las.
;. !engurangi laju pendinginan.
). !enghilangkan oksida dan ketidakmurnian.
+. !engurangi cipratan logam pengisi.
7. !empengaruhi kedalaman penetrasi busur.
2. !eningkatkan efisiensi pengendapan.5omposisi dari fluks yang digunakan dapat berupa bahan organik ataupun
bahan anorganik ataupun campurannya antara lain 1Djaka, &2439
2. Pembentuk slag 9 Si%&, !n%&.
&. !eningkatkan karakteristik busur 9 Ba&%, Ca%, !g%, /i%&.
0. Sebagai deoksidator 9 grafit, "l, wood"lour .
4. Sebagai &inder (bahan pengikat9 sodium silikat, kalium silikat.
*. Sebagai elemen paduan logam (untuk meningkatkan kekuatan logam las 9
, Ce, Co, !o, "l, =r, Cr, Bi, !n, #.
BAB III
MET(DE PE)*(BAAN
1.1 D#agra$ Al#r
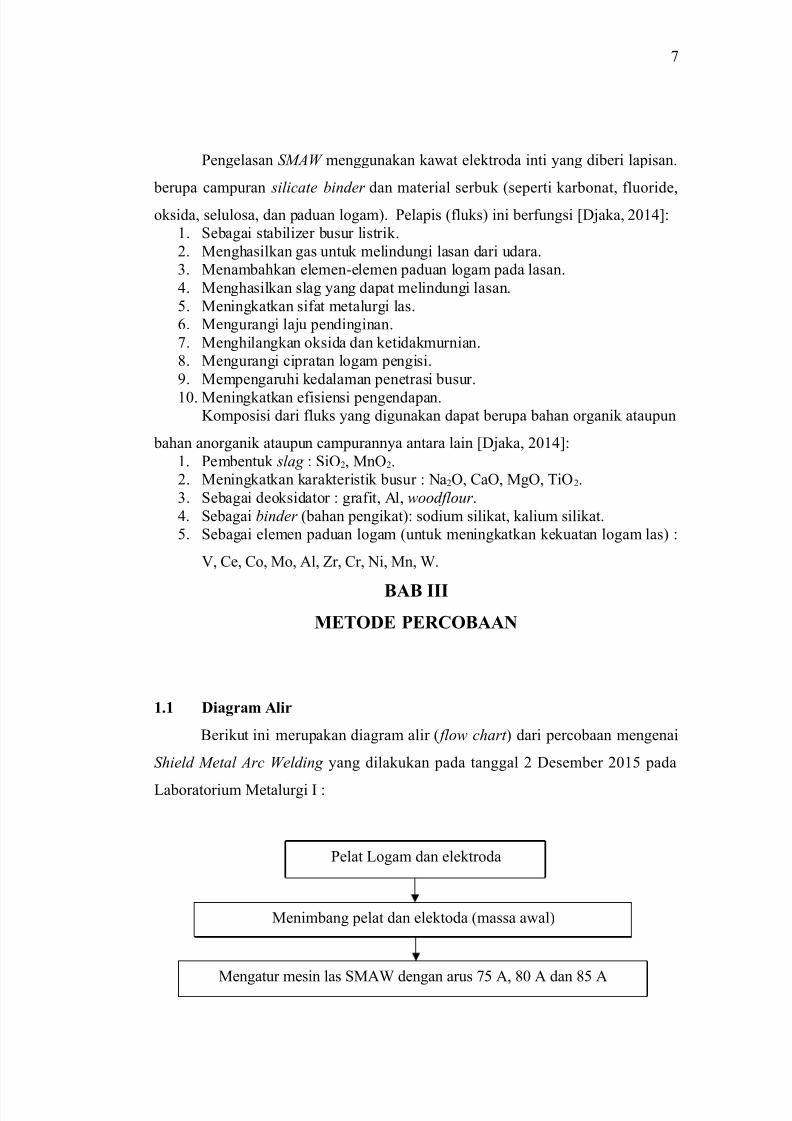
erikut ini merupakan diagram alir ( "low chart dari percobaan mengenai
Shield Metal Arc Welding yang dilakukan pada tanggal & Desember &2* pada
8aboratorium !etalurgi 9
Pelat 8ogam dan elektroda
!enimbang pelat dan elektoda (massa awal
!engatur mesin las S!"# dengan arus )* ", + " dan +* "
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 8/18
+
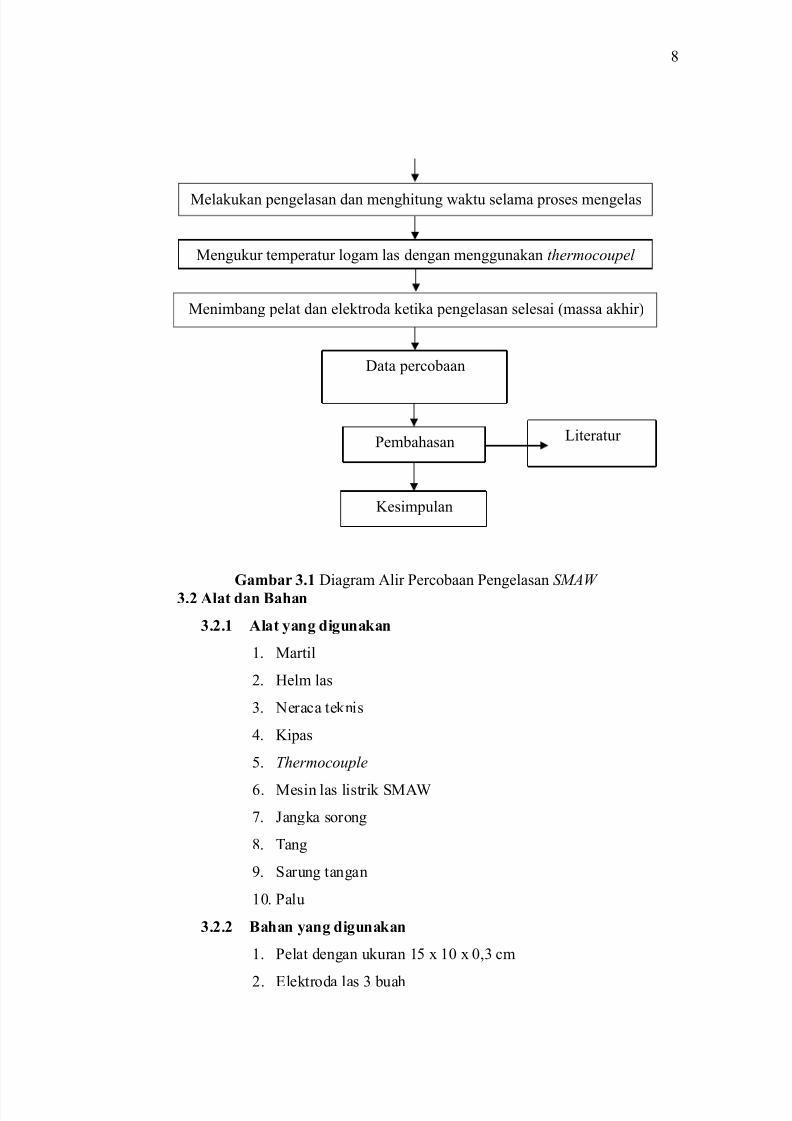
'a$bar 3.1 Diagram "lir Percobaan Pengelasan SMAW
3.2 Alat +an Baan
3.2.1 Alat ,ang +#gunakan
2. !artil
&. <elm las
0. Beraca teknis
4. 5ipas
*. hermocouple
;. !esin las listrik S!"#
). 6angka sorong
+. /ang
7. Sarung tangan
2. Palu
3.2.2 Baan ,ang +#gunakan
2. Pelat dengan ukuran 2* 2 ,0 cm
&. lektroda las 0 buah
!elakukan pengelasan dan menghitung waktu selama proses mengelas
!engukur temperatur logam las dengan menggunakan thermocoupel
!enimbang pelat dan elektroda ketika pengelasan selesai (massa akhir
Data percobaan
8iteratur Pembahasan
5esimpulan
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 9/18
7
3 Prose+ur Percobaan
2. !enyiapkan pelat logam yang berukuran 2* 2 ,0 cm 0 buahE
&. !enimbang pelat logam sebelum melakukan pengelasan sebagai massa
awal (A<E
0. !enyiapkan elektroda sebanyak 0 batang kemudian menimbang elektroda
tersebut sebagai massa awal elektroda sebelum pencairan (APE
4. !emasang elektroda pada kutub positif atau negatif pada mesin las
S!"# dengan polaritas DCE
*. !engatur mesin las S!"# pada arus )*, +, dan +),* "mpere dan
tegangan && 'oltE
;. !enyiapkan stopwatch
). !elakukan pengelasan berdasarkan alur pada pelat logamE
+. !encatat waktu proses pengelasan pada pelat yang tersedia pada alur yang
tersedia dari awal hingga akhirE
7. !enempelkan kawat detektor thermocouple pada ujung hasil lasan secepat
mungkin setelah proses pengelasan selesai dilakukanE
2. !enghitung mundur dari 2 hingga 2 kemudian mencatat nilai yang
tertera pada thermocoupleE
22. !endinginkan pelat yang sudah dilas di udara terbukaE
2&. !enimbang pelat logam setelah pengelasan sebagai berat akhir (A<2
dan menghitung selisih massanya ΔA<E
20. !enimbang elektroda sisa hasil pengelasan sebagai massa akhir
elektroda (AP2 dan menghitung selisih massanya ΔAPE
24. !enghitung kecepatan pengelasan dan laju pencairan elektrodaE
2*. !enghitung dan menentukan nilai koefisien pencairan elektroda dan
koefisien penambahan metal lasE
2;. !enentukan nilai heat input dan cooling rate hasil proses pengelasan.
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 10/18
2
BAB I-
HA"IL DAN PEMBAHA"AN
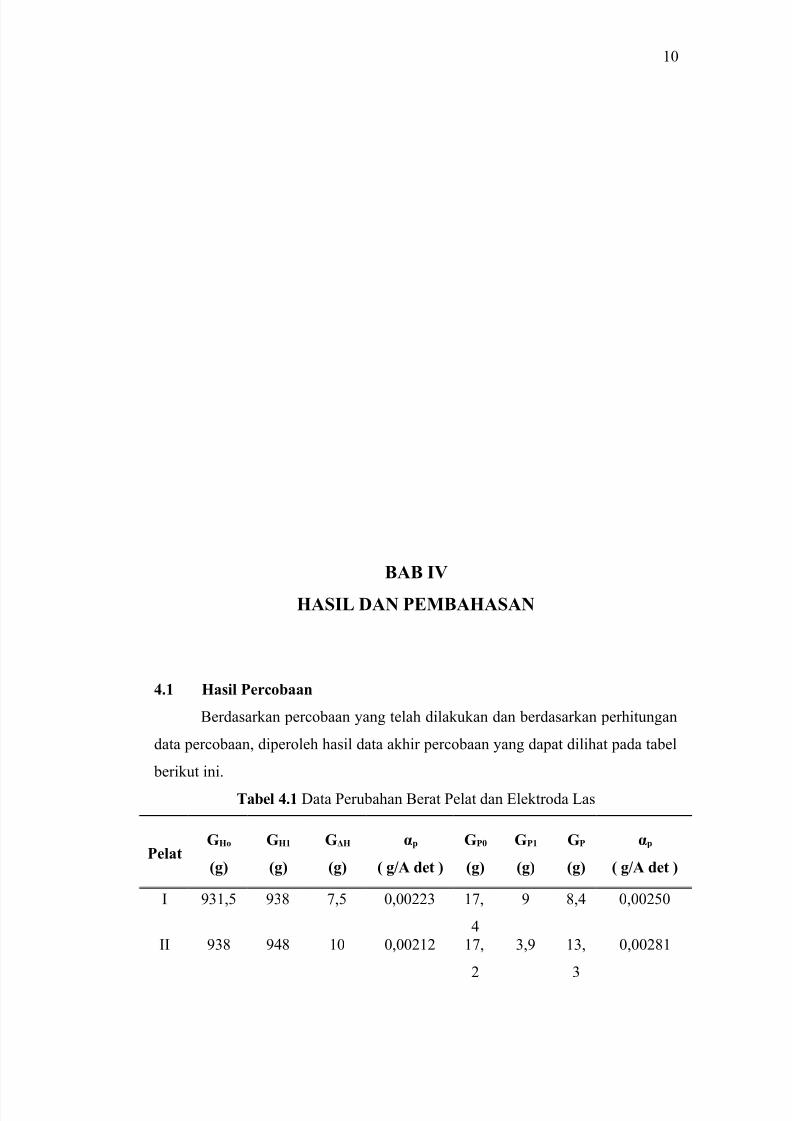
!.1 Has#l Percobaan
erdasarkan percobaan yang telah dilakukan dan berdasarkan perhitungan
data percobaan, diperoleh hasil data akhir percobaan yang dapat dilihat pada tabel
berikut ini.
Tabel !.1 Data Perubahan erat Pelat dan lektroda 8as
Pelat'Ho
g/
'H1
g/
'0H
g/
gA +et /
'P4
g/
'P1
g/
'P
g/
gA +et /
702,* 70+ ),* ,&&0 2),
4
7 +,4 ,&*
70+ 74+ 2 ,&2& 2),
&
0,7 20,
0
,&+2
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 11/18
22
74+ 7*) 7 ,2+) 2),
0
0,) 20,
;
,&+0
Tabel !.2 Data 8as SMAW
PelatI
A$er/
-
-olt/
L
c$/
T
+et#k/
"
c$+et/
5
c$/
Laju lelean
elektro+a
g+et /
) && + 4+ ,2;) ,4* ,2)*
)* && 7,* ;0 ,2*2 ,*2 ,&22
+ && ;,* ; ,2+ ,)* ,&&)
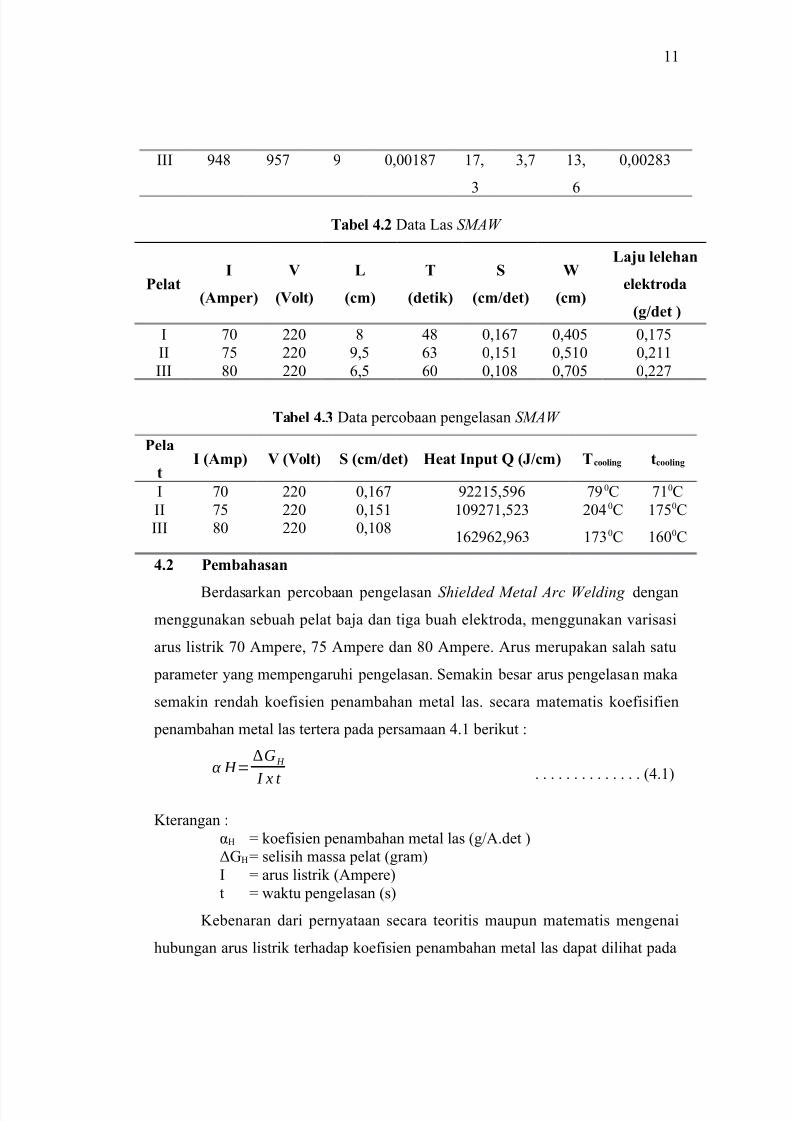
Tabel !.3 Data percobaan pengelasan SMAW
Pela
tI A$/ - -olt/ " c$+et/ Heat Inut 6 %c$/ Tcool#ng tcool#ng
) && ,2;) 7&&2*,*7; )7C )2C
)* && ,2*2 27&)2,*&0 &4C 2)*C
+ && ,2+2;&7;&,7;0 2)0C 2;C
!.2 Pe$baasan
erdasarkan percobaan pengelasan Shielded Metal Arc Welding dengan
menggunakan sebuah pelat baja dan tiga buah elektroda, menggunakan 'arisasi
arus listrik ) "mpere, )* "mpere dan + "mpere. "rus merupakan salah satu
parameter yang mempengaruhi pengelasan. Semakin besar arus pengelasan maka
semakin rendah koefisien penambahan metal las. secara matematis koefisifien
penambahan metal las tertera pada persamaan 4.2 berikut 9
α H =∆ G
H
I x t . . . . . . . . . . . . . . (4.2
5terangan 9
F< G koefisien penambahan metal las (g@".det
HA<G selisih massa pelat (gram
G arus listrik ("mpere
t G waktu pengelasan (s
5ebenaran dari pernyataan secara teoritis maupun matematis mengenai
hubungan arus listrik terhadap koefisien penambahan metal las dapat dilihat pada
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 12/18
2&
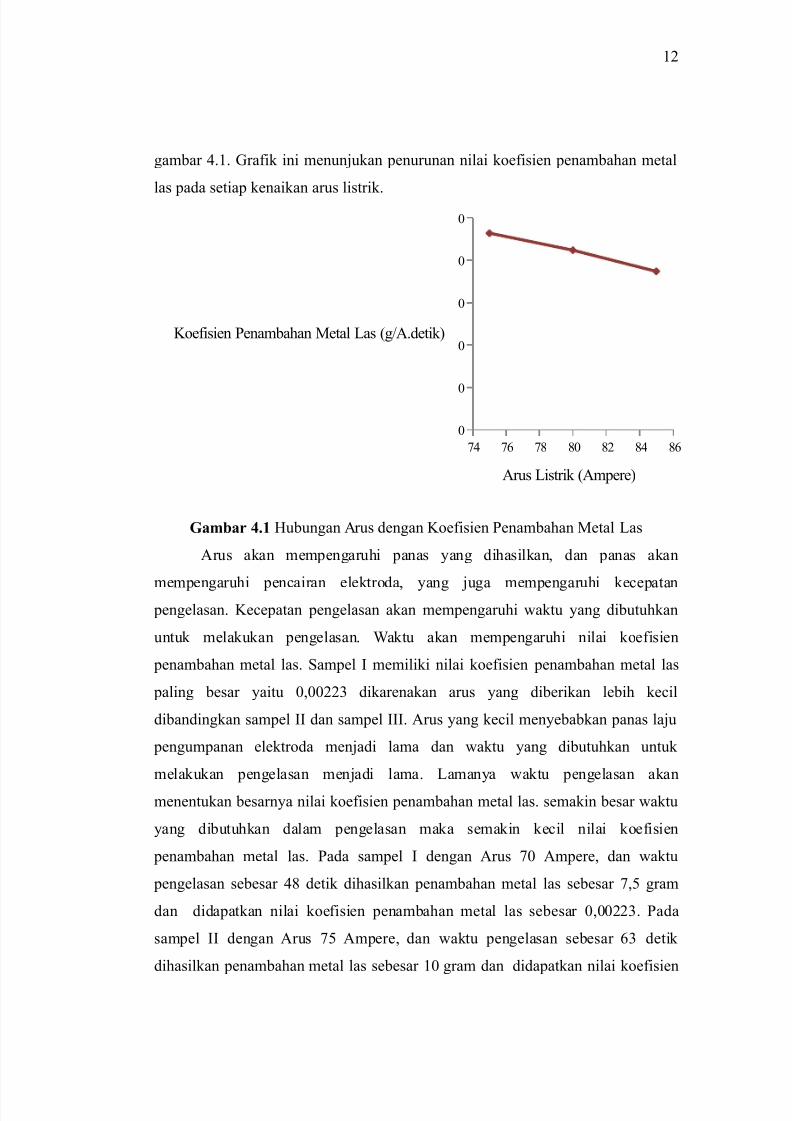
gambar 4.2. Arafik ini menunjukan penurunan nilai koefisien penambahan metal
las pada setiap kenaikan arus listrik.
)4 ); )+ + +& +4 +;
"rus 8istrik ("mpere
5oefisien Penambahan !etal 8as (g@".detik
'a$bar !.1 <ubungan "rus dengan 5oefisien Penambahan !etal 8as
"rus akan mempengaruhi panas yang dihasilkan, dan panas akan
mempengaruhi pencairan elektroda, yang juga mempengaruhi kecepatan pengelasan. 5ecepatan pengelasan akan mempengaruhi waktu yang dibutuhkan
untuk melakukan pengelasan. #aktu akan mempengaruhi nilai koefisien
penambahan metal las. Sampel memiliki nilai koefisien penambahan metal las
paling besar yaitu ,&&0 dikarenakan arus yang diberikan lebih kecil
dibandingkan sampel dan sampel . "rus yang kecil menyebabkan panas laju
pengumpanan elektroda menjadi lama dan waktu yang dibutuhkan untuk
melakukan pengelasan menjadi lama. 8amanya waktu pengelasan akan
menentukan besarnya nilai koefisien penambahan metal las. semakin besar waktu
yang dibutuhkan dalam pengelasan maka semakin kecil nilai koefisien
penambahan metal las. Pada sampel dengan "rus ) "mpere, dan waktu
pengelasan sebesar 4+ detik dihasilkan penambahan metal las sebesar ),* gram
dan didapatkan nilai koefisien penambahan metal las sebesar ,&&0. Pada
sampel dengan "rus )* "mpere, dan waktu pengelasan sebesar ;0 detik
dihasilkan penambahan metal las sebesar 2 gram dan didapatkan nilai koefisien
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 13/18
20
penambahan metal las sebesar ,&2&. Pada sampel dengan "rus + "mpere,
dan waktu pengelasan sebesar ; detik dihasilkan penambahan metal las sebesar 7
gram dan didapatkan nilai koefisien penambahan metal las sebesar ,2++. Bilai
koefisien penambahan metal las tertinggi berada pada sampel karena waktu yang
dibutuhkan untuk melakukan pengelasan hanya 4+ detik (lebih cepat dari sampel
dan .
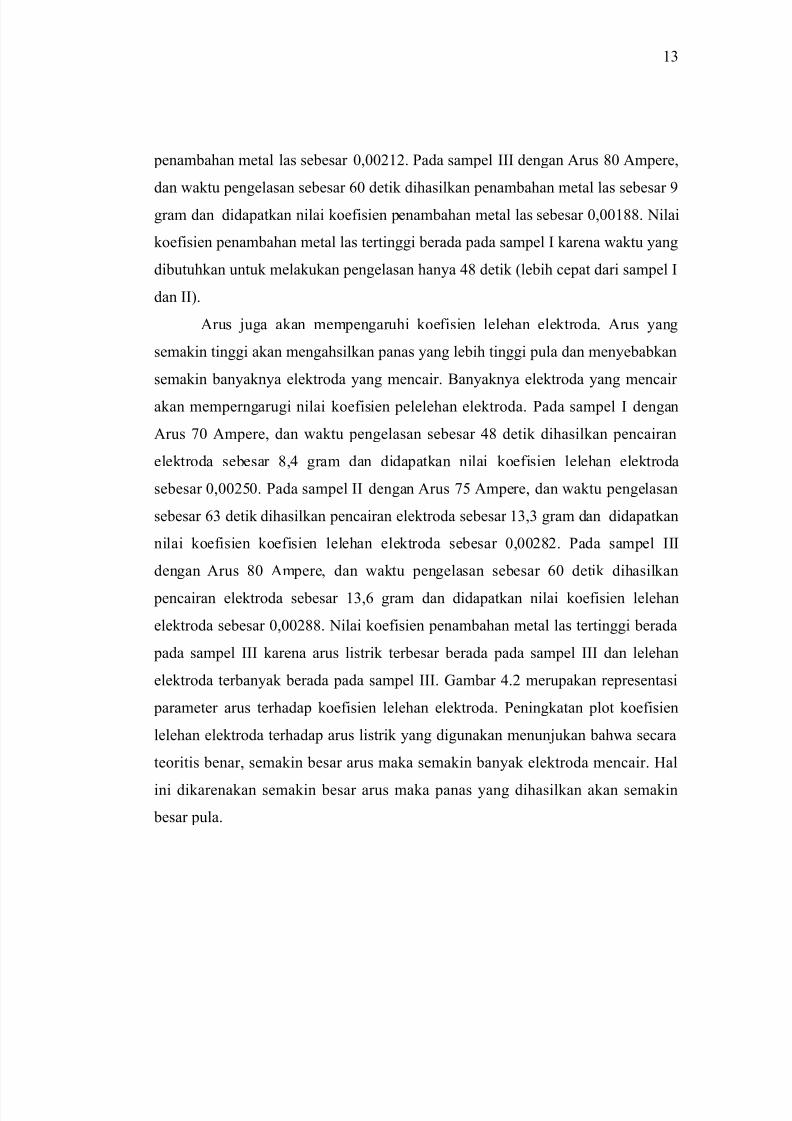
"rus juga akan mempengaruhi koefisien lelehan elektroda. "rus yang
semakin tinggi akan mengahsilkan panas yang lebih tinggi pula dan menyebabkan
semakin banyaknya elektroda yang mencair. anyaknya elektroda yang mencair
akan memperngarugi nilai koefisien pelelehan elektroda. Pada sampel dengan
"rus ) "mpere, dan waktu pengelasan sebesar 4+ detik dihasilkan pencairan
elektroda sebesar +,4 gram dan didapatkan nilai koefisien lelehan elektroda
sebesar ,&*. Pada sampel dengan "rus )* "mpere, dan waktu pengelasan
sebesar ;0 detik dihasilkan pencairan elektroda sebesar 20,0 gram dan didapatkan
nilai koefisien koefisien lelehan elektroda sebesar ,&+&. Pada sampel
dengan "rus + "mpere, dan waktu pengelasan sebesar ; detik dihasilkan
pencairan elektroda sebesar 20,; gram dan didapatkan nilai koefisien lelehan
elektroda sebesar ,&++. Bilai koefisien penambahan metal las tertinggi berada
pada sampel karena arus listrik terbesar berada pada sampel dan lelehan
elektroda terbanyak berada pada sampel . Aambar 4.& merupakan representasi
parameter arus terhadap koefisien lelehan elektroda. Peningkatan plot koefisien
lelehan elektroda terhadap arus listrik yang digunakan menunjukan bahwa secara
teoritis benar, semakin besar arus maka semakin banyak elektroda mencair. <al
ini dikarenakan semakin besar arus maka panas yang dihasilkan akan semakin
besar pula.
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 14/18
24
;+ ) )& )4 ); )+ + +&
.*
.2
.2*
.&
.&*
"rus 8istrik ("mpere
5oefisien 8elehan lektroda (g@".det
'a$bar !.2 <ubungan "rus dengan 5oefisien Pelelehan lektroda
Secara matematis koefisien pelelehan elektroda dapat dilihat pada
persamaan 4.& berikut ini.
α p=∆G p
I x t . . . . . . . . . . . . . . (4.&
5eterangan 9
a p G koefisien lelehan elektroda (g@".det
HA p G selisih massa elektroda (gram
G arus listrik ("mpere
t G waktu pengelasan (s
erdasarkan hal tersebut maka dapat diketahui koefisien penambahan
metal las dipengaruhi oleh selisih massa pelat awal dan massa pelat akhir setelah
dilakukannya pengelasan, besarnya arus listrik yang digunakan serta lamanya
waktu pengelasan. Sementara koefisien pelelehan elektroda dipengaruhi oleh nilai
elektroda yang mencair, besarnya arus listrik yang digunakan serta lamanya waktu
pengelasan.
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 15/18
2*
;+ ) )& )4 ); )+ + +&
&
4
;
+
2
2&
24
2;
2+
"rus 8istrik ("mpere
<eat nput (6@cm
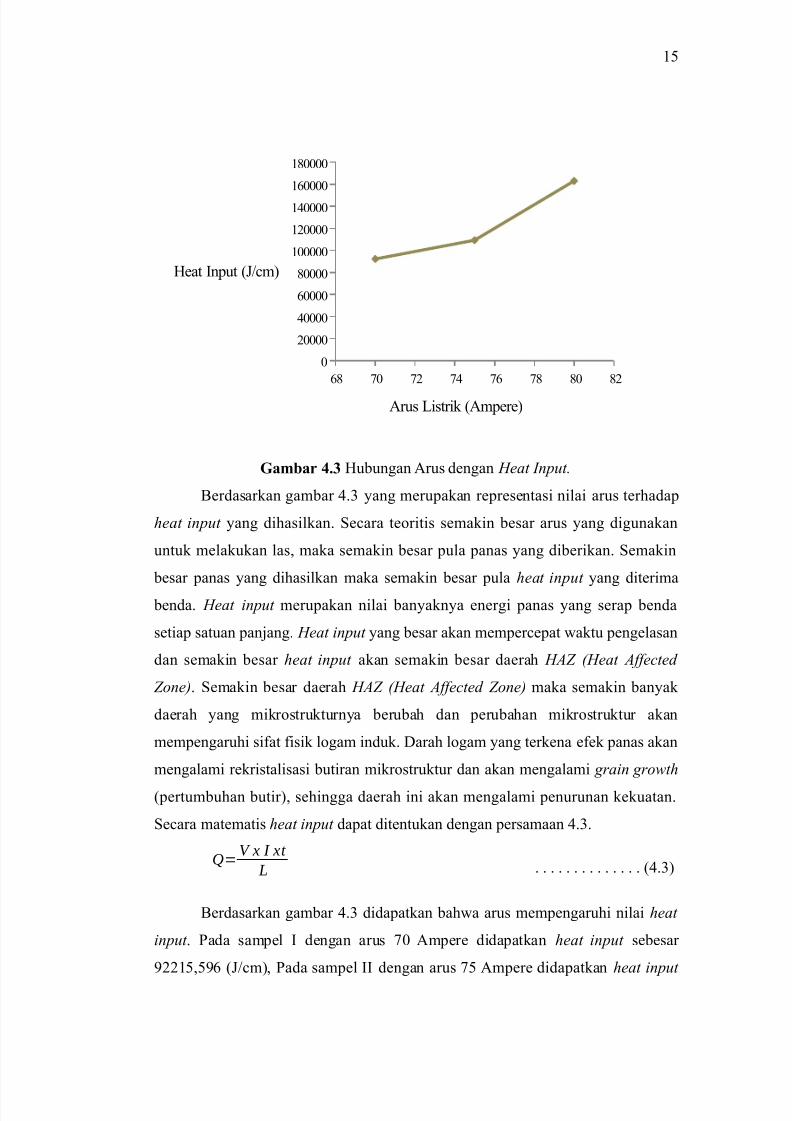
'a$bar !.3 <ubungan "rus dengan Heat Input.
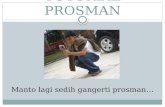
erdasarkan gambar 4.0 yang merupakan representasi nilai arus terhadap
heat input yang dihasilkan. Secara teoritis semakin besar arus yang digunakan
untuk melakukan las, maka semakin besar pula panas yang diberikan. Semakin
besar panas yang dihasilkan maka semakin besar pula heat input yang diterima
benda. Heat input merupakan nilai banyaknya energi panas yang serap benda
setiap satuan panjang. Heat input yang besar akan mempercepat waktu pengelasan
dan semakin besar heat input akan semakin besar daerah HA% (Heat A""ected
%one). Semakin besar daerah HA% (Heat A""ected %one) maka semakin banyak
daerah yang mikrostrukturnya berubah dan perubahan mikrostruktur akan
mempengaruhi sifat fisik logam induk. Darah logam yang terkena efek panas akan
mengalami rekristalisasi butiran mikrostruktur dan akan mengalami grain growth
(pertumbuhan butir, sehingga daerah ini akan mengalami penurunan kekuatan.
Secara matematis heat input dapat ditentukan dengan persamaan 4.0.
Q=V x I xt
L . . . . . . . . . . . . . . (4.0
erdasarkan gambar 4.0 didapatkan bahwa arus mempengaruhi nilai heat
input . Pada sampel dengan arus ) "mpere didapatkan heat input sebesar
7&&2*,*7; (6@cm, Pada sampel dengan arus )* "mpere didapatkan heat input
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 16/18
2;
sebesar 27&)2,*&0 (6@cm dan pada sampel dengan arus + "mpere
didapatkan heat input sebesar 2;&7;&,7;0 (6@cm.
SAMPEL I SAMPEL II SAMPEL III
0
2
4
6
8
10
12
14
16
Selisih !assa Pelat Selisih !assa lektroda Selisih !assa Pelat
Selisih !assa lektroda Selisih !assa Pelat Selisih !assa lektroda
!assa (gram
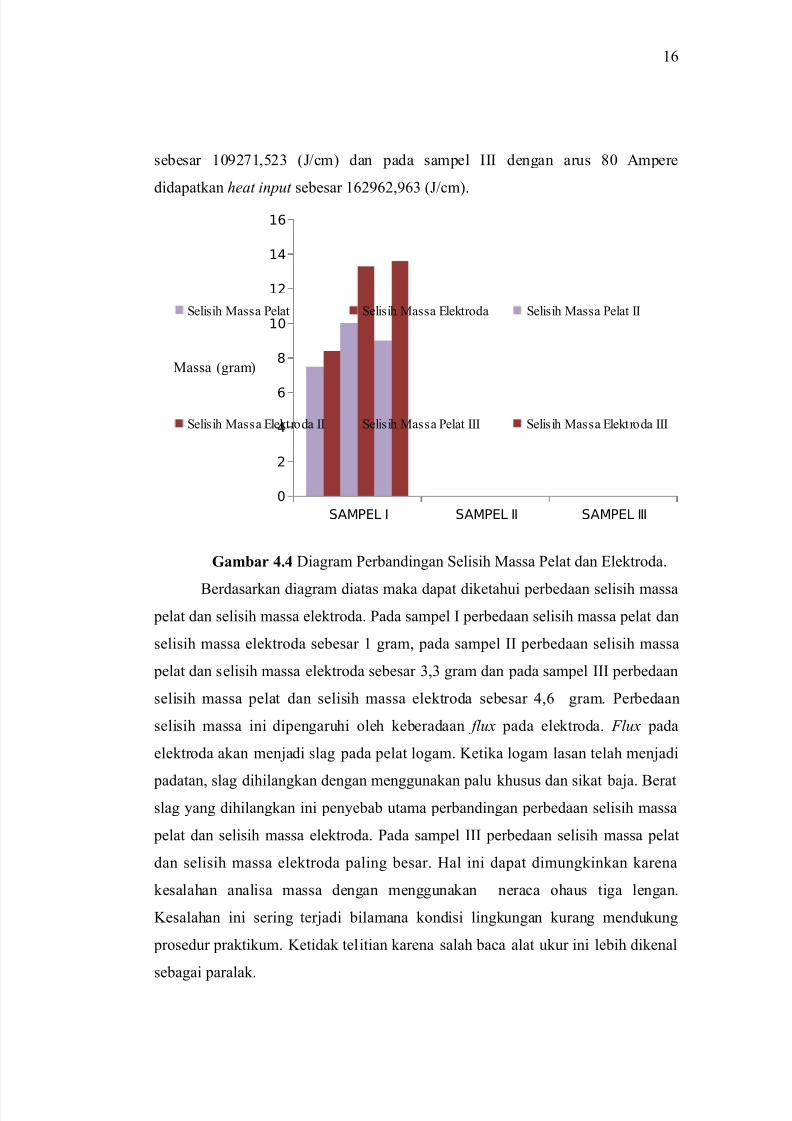
'a$bar !.! Diagram Perbandingan Selisih !assa Pelat dan lektroda.
erdasarkan diagram diatas maka dapat diketahui perbedaan selisih massa
pelat dan selisih massa elektroda. Pada sampel perbedaan selisih massa pelat dan
selisih massa elektroda sebesar 2 gram, pada sampel perbedaan selisih massa
pelat dan selisih massa elektroda sebesar 0,0 gram dan pada sampel perbedaan
selisih massa pelat dan selisih massa elektroda sebesar 4,; gram. Perbedaan
selisih massa ini dipengaruhi oleh keberadaan "lu! pada elektroda. #lu! pada
elektroda akan menjadi slag pada pelat logam. 5etika logam lasan telah menjadi
padatan, slag dihilangkan dengan menggunakan palu khusus dan sikat baja. eratslag yang dihilangkan ini penyebab utama perbandingan perbedaan selisih massa
pelat dan selisih massa elektroda. Pada sampel perbedaan selisih massa pelat
dan selisih massa elektroda paling besar. <al ini dapat dimungkinkan karena
kesalahan analisa massa dengan menggunakan neraca ohaus tiga lengan.
5esalahan ini sering terjadi bilamana kondisi lingkungan kurang mendukung
prosedur praktikum. 5etidak telitian karena salah baca alat ukur ini lebih dikenal
sebagai paralak.
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 17/18
2)
BAB -
&E"IMPULAN DAN "A)AN
7.1 &es#$ulan
erdasarkan hasil percobaan yang telah dilakukan, maka dapat
disimpulkan bahwa 9
2. 5oefisien pencairan elektroda las akan semakin besar seiring peningkatan
arus. 5oefisien pencairan elektroda las yang diperoleh pada praktikum ini,yaitu pelat sebesar ,&* g@".det, pelat sebesar ,&+& g@".det dan
pelat sebesar ,&+0 g@".det.
&. 5oefisien penambahan metal las akan semakin kecil seiring peningkatan
arus. 5oefisien penambahan metal las yang diperoleh pada praktikum ini,
yaitu, pelat sebesar ,&&0 g@".det, pelat sebesar ,&2& g@".det
dan pelat sebesar ,2+) g@".det
0. Pengaruh arus listrik terhadap heat input yaitu semakin besar arus listrik
yang digunakan, maka heat input yang dihasilkan akan semakin besar.
Bilai heat input yang diperoleh pada praktikum ini yaitu, pelat sebesar
7&&2*,*7; 6@cm, pelat sebesar 27&)2,*&0 6@cm dan pelat sebesar
2;&7;&,7;0 6@cm.
7.2 "aran
Saran-saran yang diberikan agar praktikum dapat berjalan lebih baik lagi,
antara lain 9
2. Sebaiknya praktikan mengetahui bahaya-bahaya yang ditimbulkan dari
pengelasan SMAW , sehingga dapat melakukan praktikum dengan aman.
&. Dalam pengoperasian alat, sebaiknya dilakukan dengan hati-hati sehingga
tidak terjadi kesalahan.
0. Pengelasan sebaiknya dilakukan dengan berbagai posisi dan dalam
beberapa kali praktikum, sehingga praktikan akan lebih memahami konsep
pengelasan SMAW .
DA8TA) PU"TA&A
7/23/2019 Metal Hydride
http://slidepdf.com/reader/full/metal-hydride 18/18
2+
Djaka, /ri. Materi *uliah eknologi dan Metalurgi +as. anten9 >/ $B/I/".
&2*.
Djamiko, Iisman Dwi. Modul eori engelasan +ogam. Jogyakarta9 $ni'ersitas
Begeri Jogyakarta. &+.
/im 8aboratorium !etalurgi. >akultas /eknik, $ni'ersitas Sultan "geng
/irtayasa. Modul praktikum +a&oratorium Metalurgi I . Cilegon9 >/
$B/I/". &2*.