Makalah One Piece Flow - afifnurichwan.files.wordpress.com · Web viewKanban. Total Productive...
51
Makalah Total Quality Manajemen KAIZEN “Continuos Improvement” Disusun Oleh : 1. Askhabul Ansori (E12.2008.00332) 2. Frendi Ferdiyana (E12.2010.00000) 3. Riska Puspitasari J. (E12.2010.00447) 4. Devy Ardya Novitasari (E12.2010.00451) 5. Didik Khusna Aji (E12.2010.00452) 6. Bonifasius Yori M. (E12.2010.00461)
Transcript of Makalah One Piece Flow - afifnurichwan.files.wordpress.com · Web viewKanban. Total Productive...

Makalah Total Quality ManajemenKAIZEN “Continuos Improvement”
Disusun Oleh :
1. Askhabul Ansori (E12.2008.00332)
2. Frendi Ferdiyana (E12.2010.00000)
3. Riska Puspitasari J. (E12.2010.00447)
4. Devy Ardya Novitasari (E12.2010.00451)
5. Didik Khusna Aji (E12.2010.00452)
6. Bonifasius Yori M. (E12.2010.00461)
PROGRAM STUDI TEKNIK INDUSRI
FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG

Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
KATA PENGANTAR
Dengan memanjatkan puji syukur kehadirat Allah SWT, atas segala
rahmat dan karuniaNya sehingga penulis dapat menyelesaikan penyusunan Karya
Ilmiah dengan judul KAIZEN “Continuous Improvement”. Dalam kesempatan
ini penulis ingin mengucapkan terimakasih kepada semua pihak yang telah
membantu dalam penyusunan laporan akhir program kreativitas mahasiswa
dengan lapang, terutama kepada :
1. Dr. Ir. Edi Noersasongko, M.Kom selaku Rektor Universitas
Dian Nuswantoro Semarang
2. Bpk. DR. Eng. Yuliman Purwanto, selaku Dekan Fakultas
Teknik Universitas Dian Nuswantoro Semarang.
3. Ibu Dwi Nurul Izzhati, M.MT , selaku Kaprogdi Teknik
Industri.
4. Ibu Dwi Nurul Izzhati, M.MT , selaku Dosen Pengampu mata
kuliah Benchmarking dan Pengukuran Performansi.
5. Teman-teman yang telah mendukung secara moril.
Penulis menyadari bahwa dalam Karya Ilmiah ini masih banyak
kekurangannya. Penulis mengharapkan kritik dan saran yang bersifat membangun
untuk perbaikan program kedepannya. Semoga tulisan ini bermanfaat bagi semua
pihak yang memerlukannya.
Semarang, 4 Juni 2012
Penulis
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
BAB I
PENDAHULUAN
Organisasi perusahaan selalu berusaha untuk merespon dengan cepat
terhadap perubahan keinginan konsumen. Untuk memenuhi keinginan tersebut,
organisasi perusahaan harus selalu melakukan perbaikan, salah satunya dengan
cara memperbaiki metode yang digunakan agar dapat bersaing dengan organisasi
perusahaan lain. Dikarenakan adanya pasar global sekarang ini, membuat
perbaikan perusahaan menjadi sangat penting. Dalam menerapkan perbaikan
secara berkelanjutan, semua pihak harus bekerjasama dan sadar akan adanya
masalah dan harus diperbaiki, hal ini dikarenakan perbaikan secara berkelanjutan
tidak bisa dilaksanakan oleh satu pihak di suatu perusahaan.
Dalam lingkungan persaingan bisnis saat ini, setiap keterlambatan dalam
menerapkan teknologi mutakhir sangat merugikan. Juga keterlambatan dalam
menerapkan teknik manajemen yang telah disempurnakan. Dan dalam hal ini,
teknik kaizen telah membuktikan bahwa kaizen merupakan alat yang efektif untuk
perbaikan proses, reengineering proses, dan bahkan untuk rancangan organisasi.
Akan tetapi manajemen Barat lamban dalam mengambil keuntungan dari kaizen
yang dikembangkan oleh perusahaan Jepang. Lebih buruk lagi, berbagai manajer
Barat tidak sadar akan adanya strategi kaizen yang dapat menguntungkan
persaingan mereka. Perusahaan yang sukses membuktikan bahwa ada kesempatan
untuk mengadakan perubahan dan menghadapi tantangan semasa perusahaan
masih dapat dikendalikan.
Pokok strategi kaizen ialah menyadari bahwa manajemen harus berusaha
untuk memuaskan pelanggan dan memenuhi kebutuhan pelanggan bila ingin tetap
hidup dan memperoleh laba. Dalam kaizen dianggap bahwa semua kegiatan di
masa yang akan datang, akan lebih memuaskan pelanggan.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Tujuan dari pembuatan makalah ini adalah :
1. Lebih memahami konsep kaizen
2. Mengetahui implementasi kaizen secara riil di beberapa
perusahaan/kasus.
3. Mengetahui jenis-jenis pemborosan dalam perusahaan
4. Mengetahui berbagai tools yang digunakan dalam penerapan kaizen.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
BAB II
ISI
Berawal dari penelitian diperusahaan- perusahaan di Amerika Serikat
mengenai perubahan diperusahaan tersebut setiap tahunnya, dari penelitian
tersebut ternyata perusahaan tersebut tetap sama. Penelitian lain di Jepang
diperusahaan Toshiba, pada perusahaan tersebut setiap tahunnya selalu
mengalami perubahan secara berkelanjutan. Pola pikir orang barat tentang
perubahan adalah perubahan yang mendadak secara keseluruhan dan secara
langsung, sedangkan pola pikir orang Jepang mengenai perubahan adalah
perubahan yang bertahap. Dari hal tersebut dapat diambil kesimpulan bahwa
kunci perbedaan pandangan orang barat dan orang Jepang terhadap
perubahan terletak pada konsep kaizen, sebuah konsep yang begitu lazim
dan masuk akal bagi manager Jepang.
Gambar 1.
Kaizen berarti penyempurnaan. Disamping itu kaizen berarti
penyempurnaan berkesinambungan yang melibatkan manager dan
karyawan. Filsafat kaizen menurut Imai bahwa cara hidup manusia baik cara
kerja, kehidupan sosial maupun kehidupan rumah tangga perlu
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
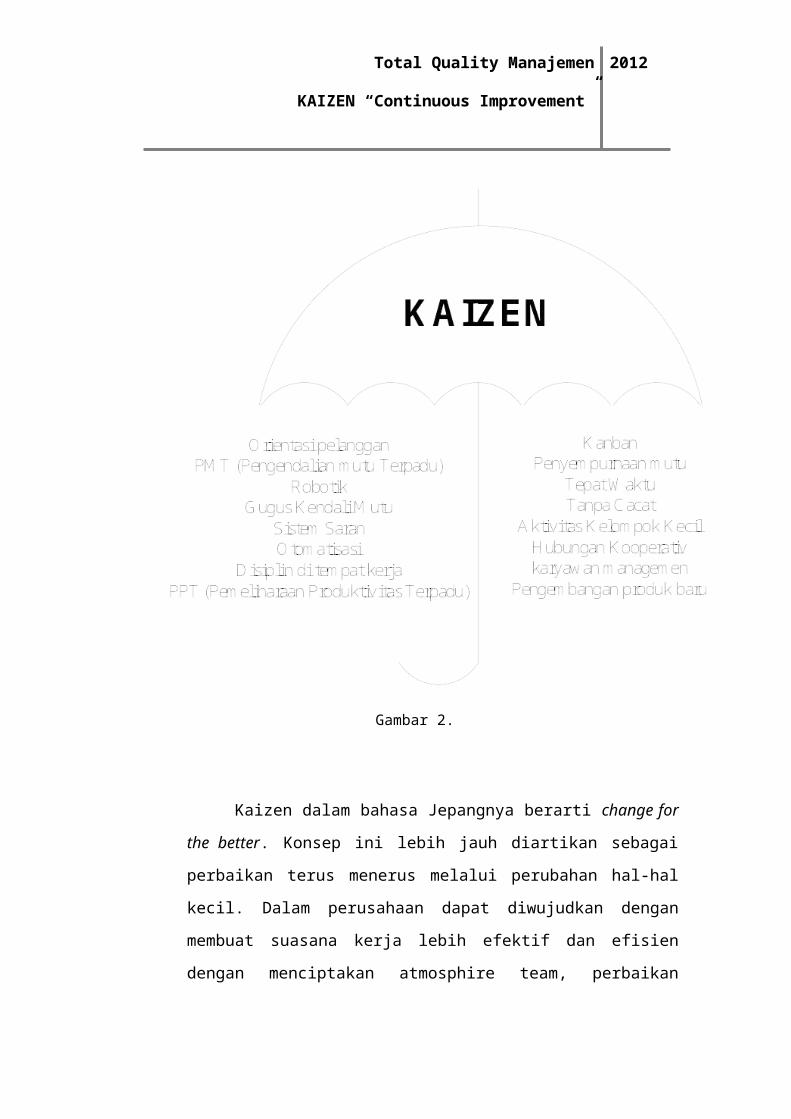
disempurnakan setiap saat. Kaizen adalah konsep payung yang mencakup
sebagian besar praktis (khas jepang) yang belakangan ini terkenal diseluruh
dunia.
Gambar 2.
Kaizen dalam bahasa Jepangnya berarti change for the better.
Konsep ini lebih jauh diartikan sebagai perbaikan terus menerus melalui
perubahan hal-hal kecil. Dalam perusahaan dapat diwujudkan dengan
membuat suasana kerja lebih efektif dan efisien dengan menciptakan
atmosphire team, perbaikan prosedure setiap harinya, memberikan
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
keyakinan kepada karyawan akan kepuasan kerja dan membuat pekerjaan
lebih menyenangkan. Kata “zen” dalam Kaizen berarti belajar dengan
melakukan (learn by doing) sebagai dampak dari proses yang sedang
berlangsung. Philosopy kaizen meliputi membuat perubahan dan memonitor
hasil, kemudian menyesuaikan hasil yang diraih tersebut dengan
perencanaan sebelumnya melalui experiment kecil. Dan jika berhasil, hasil
tersebut kemudian diterapkan. Jika setiap harinya setiap karyawan
melakukan experiment kecil dan berhasil, betapa banyaknya perbaikan yang
diperoleh perusahaan.
2.1 Konsep Kaizen
Kaizen sendiri didunia barat sering diterjemahkan dengan
“Continuous Improvement”, perbaikan yang berkesinambungan. Beberapa
penulis buku Manajemen menuliskan bahwa dengan menerapkan konsep
Kaizen ini perusahaan di Jepang menggapai sukses dipasar. Kaizen biasanya
diterapkan paralel dengan PDCA. Berlawanan dengan konsep yang
revolusioner, lompatan jauh kedepan dan sebagainya, konsep Kaizen lebih
konservatif, berubah secara bertahap dan selalu ada ruang untuk perbaikan
untuk menghasilkan yang lebih baik lagi.
Dalam Agama Budha, Kaizen berasal dari arti kata “Renew the heart
and make it good”, ini diartikan konsep ini memerlukan perubahan dari
“The heart of business” itu sendiri, Kultur dan struktur perusahaan karena
proses Kaizen menerapkan dan melaksanakan Visi perusahaan kedalam
semua aspek dalam kegiatan operasianal praktis dilapangan. Menurut Imai
[1968], seorang pakar Kaizen, Kaizen artinya perbaikan, lebih jauh lagi
perbaikan secara terus menerus dari cara hidup, personal, sosial dan kerja
Konsep dari Kaizen sangat cocok diterapkan pada setiap usaha, prinsipnya
ada 6 yaitu :
Karyawan adalah aset terpenting dari suatu usaha
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Proses harus meningkat secara bertahap, jangan terlalu radikal
Perbaikan harus berdasarkan data/statistik sebagai tolak ukur
pengukuran keberhasilan
Jika pekerjaan pertama dilakukan dengan benar, maka waste dapat
dikurangi
Segera mengkoreksi kesalahan-kesalahan (errors) dalam proses atau
dapat menjadi masalah yang lebih besar.
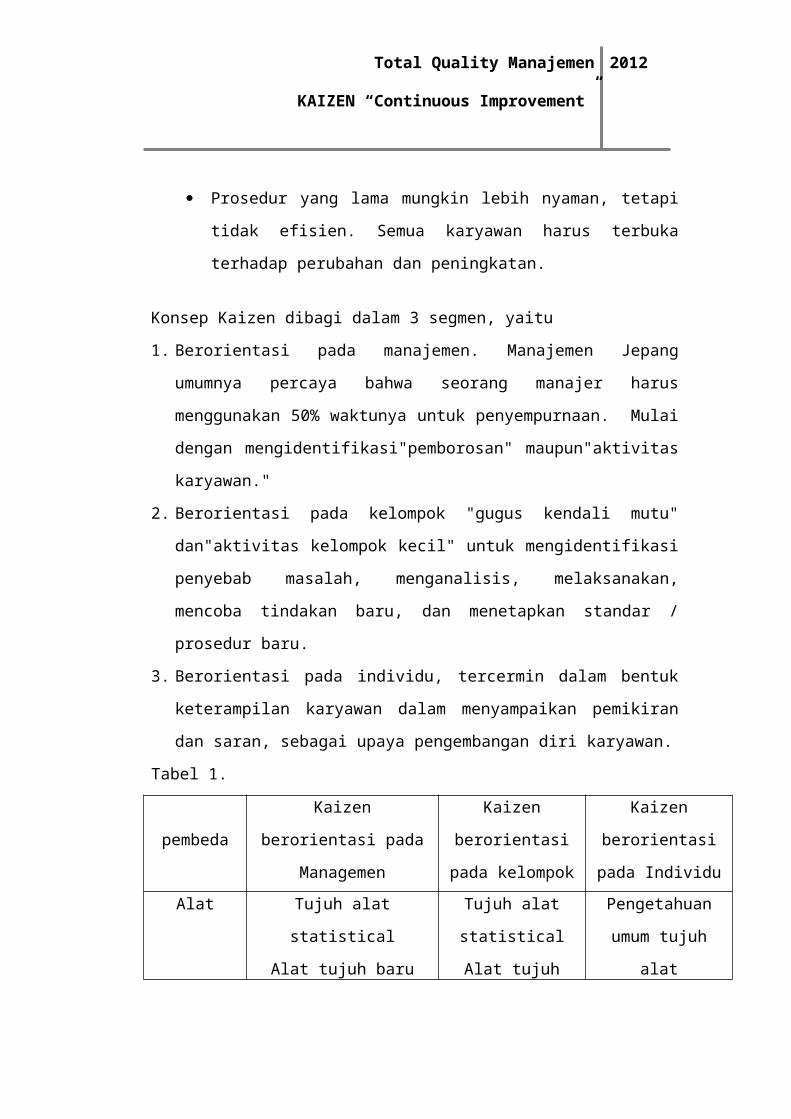
Prosedur yang lama mungkin lebih nyaman, tetapi tidak efisien. Semua
karyawan harus terbuka terhadap perubahan dan peningkatan.
Konsep Kaizen dibagi dalam 3 segmen, yaitu
1. Berorientasi pada manajemen. Manajemen Jepang umumnya percaya bahwa
seorang manajer harus menggunakan 50% waktunya untuk penyempurnaan.
Mulai dengan mengidentifikasi"pemborosan" maupun"aktivitas karyawan."
2. Berorientasi pada kelompok "gugus kendali mutu" dan"aktivitas kelompok
kecil" untuk mengidentifikasi penyebab masalah, menganalisis,
melaksanakan, mencoba tindakan baru, dan menetapkan standar / prosedur
baru.
3. Berorientasi pada individu, tercermin dalam bentuk keterampilan karyawan
dalam menyampaikan pemikiran dan saran, sebagai upaya pengembangan diri
karyawan.
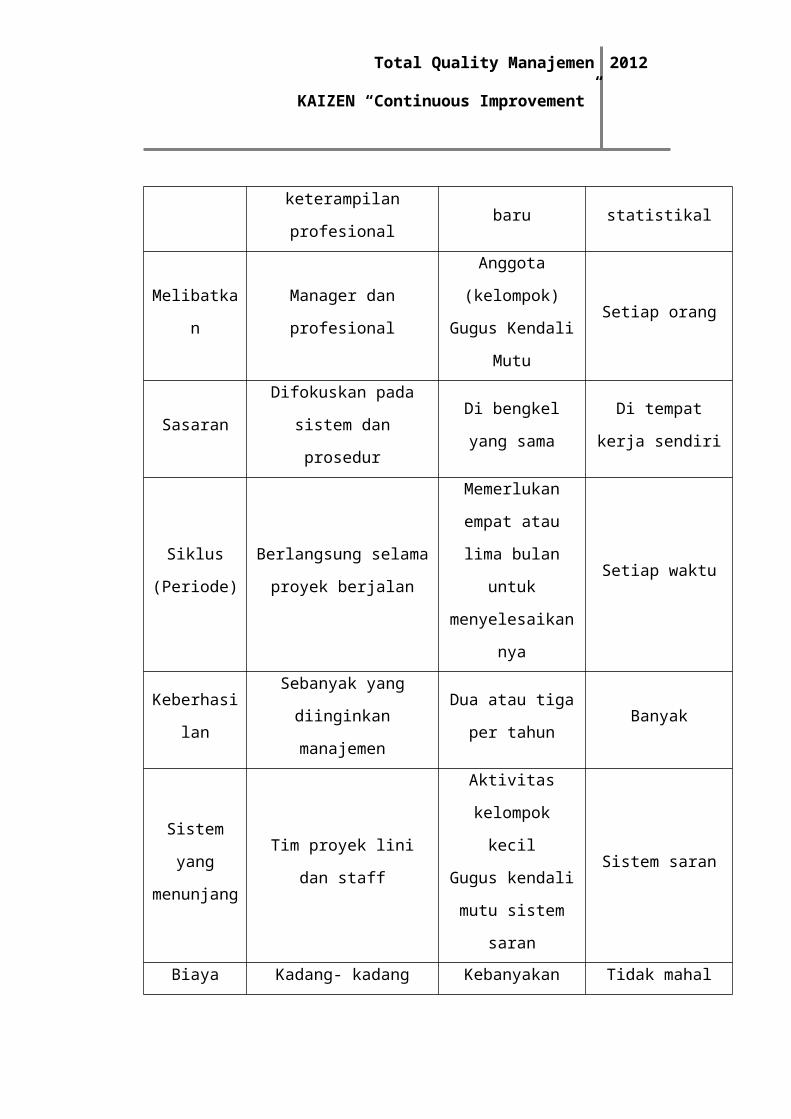
Tabel 1.
pembedaKaizen berorientasi pada
Managemen
Kaizen berorientasi
pada kelompok
Kaizen berorientasi
pada Individu
Alat
Tujuh alat statistical
Alat tujuh baru
keterampilan profesional
Tujuh alat statistical
Alat tujuh baru
Pengetahuan umum
tujuh alat statistikal
Melibatkan Manager dan profesional
Anggota
(kelompok) Gugus
Kendali Mutu
Setiap orang
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
SasaranDifokuskan pada sistem
dan prosedur
Di bengkel yang
sama
Di tempat kerja
sendiri
Siklus
(Periode)
Berlangsung selama
proyek berjalan
Memerlukan empat
atau lima bulan
untuk
menyelesaikannya
Setiap waktu
KeberhasilanSebanyak yang diinginkan
manajemen
Dua atau tiga per
tahunBanyak
Sistem yang
menunjangTim proyek lini dan staff
Aktivitas kelompok
kecil
Gugus kendali mutu
sistem saran
Sistem saran
Biaya
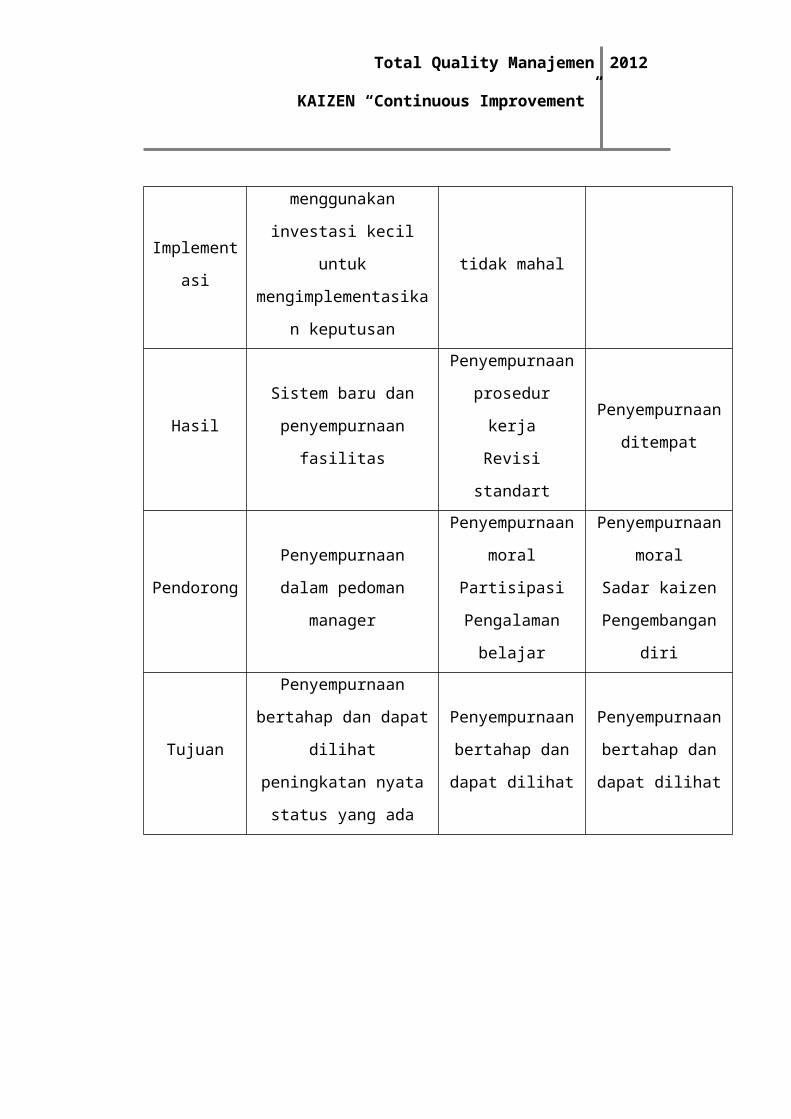
Implementasi
Kadang- kadang
menggunakan investasi
kecil untuk
mengimplementasikan
keputusan
Kebanyakan tidak
mahalTidak mahal
HasilSistem baru dan
penyempurnaan fasilitas
Penyempurnaan
prosedur kerja
Revisi standart
Penyempurnaan
ditempat
PendorongPenyempurnaan dalam
pedoman manager
Penyempurnaan
moral
Partisipasi
Pengalaman belajar
Penyempurnaan
moral
Sadar kaizen
Pengembangan diri
Tujuan
Penyempurnaan bertahap
dan dapat dilihat
peningkatan nyata status
yang ada
Penyempurnaan
bertahap dan dapat
dilihat
Penyempurnaan
bertahap dan dapat
dilihat
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
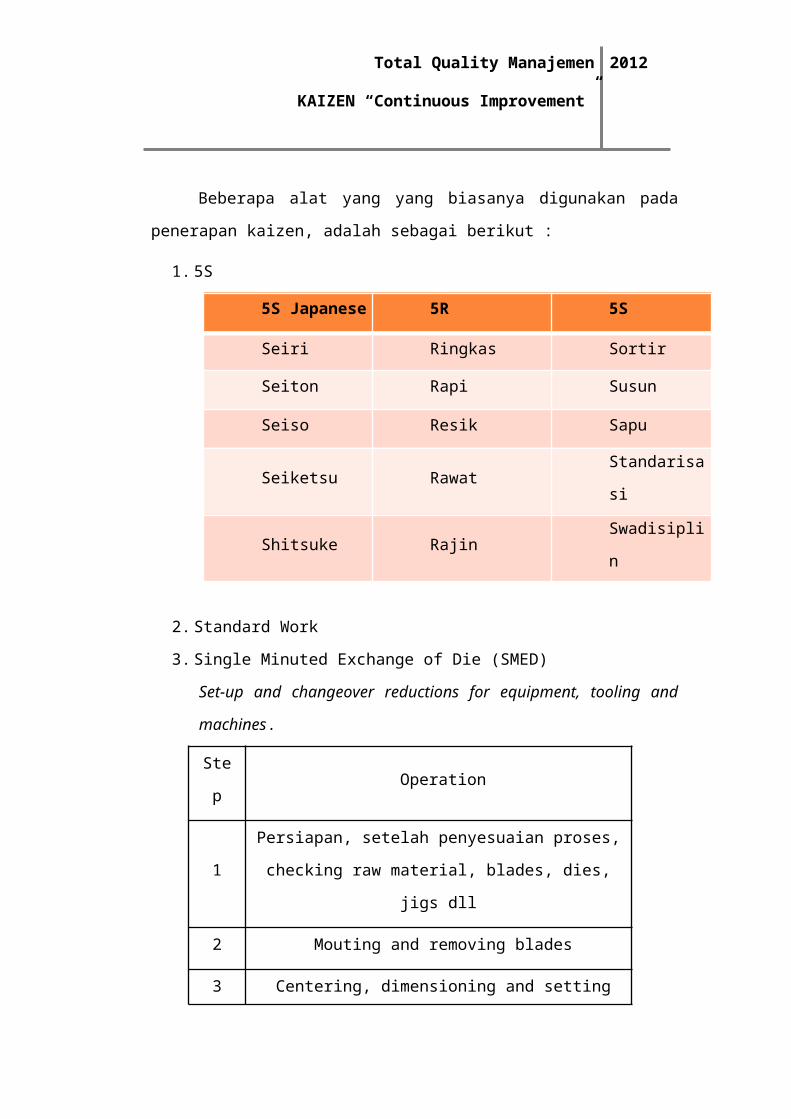
Beberapa alat yang yang biasanya digunakan pada penerapan kaizen,
adalah sebagai berikut :
1. 5S
5S Japanese 5R 5S
Seiri Ringkas Sortir
Seiton Rapi Susun
Seiso Resik Sapu
Seiketsu Rawat Standarisasi
Shitsuke Rajin Swadisiplin
2. Standard Work
3. Single Minuted Exchange of Die (SMED)
Set-up and changeover reductions for equipment, tooling and machines.
Step Operation
1Persiapan, setelah penyesuaian proses, checking raw
material, blades, dies, jigs dll
2 Mouting and removing blades
3 Centering, dimensioning and setting of other condition.
4 Trial run and Adjustment (penyesuain)
4. Poka-Yoke
5. Tack Time Analysis
6. Creating Cells
7. One Piece Flow
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
8. Kanban
9. Total Productive Maintenance (TPM)
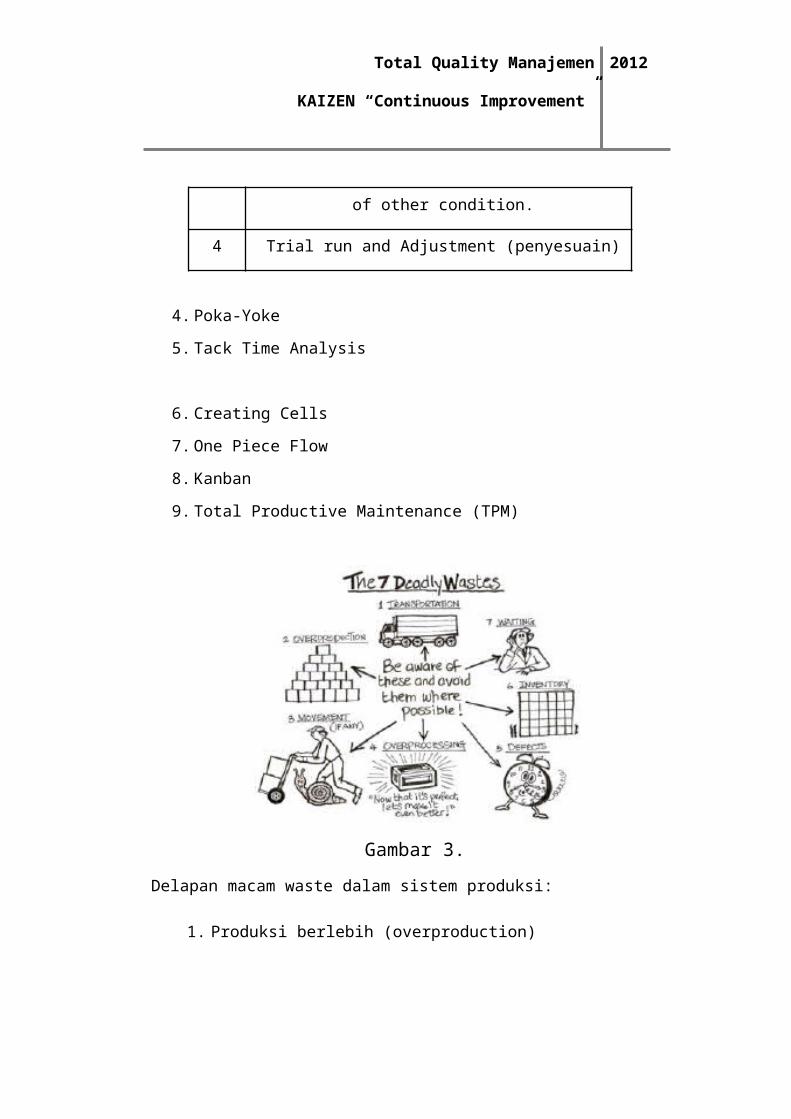
Gambar 3.Delapan macam waste dalam sistem produksi:
1. Produksi berlebih (overproduction)
Memproduksi barang- barang yang belum dipesan akan menimbulkan
pemborosan seperti kelebihan tenaga kerja dan kelebihan tempat
penyimpanan dan biaya transportasi yang meningkat karena adanya
persediaan berlebih.
2. Waktu (menunggu)
Para pekerja hanya mengamati mesin otomatis yang sedang berjalan atau
berdiri menunggu langkah proses selanjutnya, alat, pasokan komponen
selanjutnya dan lain sebagainya atau menganggur saja karena kehabisan
material, keterlambatan proses, mesin rusak dan bottleneck.
3. Transportasi yang tidak perlu
Membawa barang dalam proses (WIP) dalam jarak yang jauh,
menciptakan angkutan yang tidak efisien, atau memindahkan material,
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
komponen atau barang jadi kedalam atau keluar gudang atau antar
proses.
4. Memproses secara berlebih atau secara keliru
Melakukan langkah yang tidak diperlukan untuk memproses komponen.
Melaksanakan pemrosesan yang tidak efisien karena alat yang buruk dan
rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu
dan memproduksi barang yang cacat.
5. Persediaan berlebih
Kelebihan material, barang dalam proses, atau barang jadi menyebabkan
lead time yang panjang, barang kadaluarsa, barang rusak, peningkatan
biaya pengangkutan dan penyimpanan dan keterlambatan. Persediaan
berlebih juga menyembunyikan masalah seperti ketidakseimbangan
produksi, keterlambatan pengiriman dari pemasok, produk cacat, mesin
rusak dan waktu set up yang panjang.
6. Gerakan yang tidak perlu
Setiap gerakan karyawan yang mubazir saat melakukan pekerjaannya,
seperti mencari, meraih atau menumpuk komponen, alat dan lain
sebagainya. Berjalan juga merupakan pemborosan.\
7. Produk cacat
Memproduksi komponen cacat atau yang memperlukan perbaikan.
Perbaikan atau pengerjaan ulang, scrap, memproduksi barang pengganti,
dan inspeksi berarti tambahan penanganan, waktu dan upaya sia- sia.
8. Kreativitas karyawan yang tidak dimanfaatkan
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Kehilangan waktu,gagasan, keterampilan, dan kesempatan belajar
karena tidak melibatkan atau mendengarkan karyawan anda.
Alasan menggunakan Kaizen, yaitu:
Cepat dan mudah pelaksanaannya
Big impact > direct attack ke masalah
Hasil bisa langsung dirasakan
Menggunakan SDM yang ada
Fokus pada major issue
Teamwork, lihat dengan kacamata berbeda
Melewati semua batasan birokrasi
Bisa dipakai untuk referensi Kaizen berikutnya
Tujuan kegiatan kaizen adalah didasarkan pada identifikasi waste dalam
proses manufaktur dan mengeliminasinya, untuk meningkatakan produksi
mengurangi waste dalam proses bisnis, quality control yang akurat, Just in Time
Delivery, standardisasi pekerjaan, dan menggunakan peralatan yang efisien.
Kegiatan kaizen merupakan Orientasi Team, yang terdiri dari manager, operator,
dan pemilik dari proses dalam spesifikasi tempat untuk dianalisa dan memetakan
metode operasi. Hal tersebut juga merupakan sarana untuk mengembangkan,
mendiskusikan dan melakukan perubahan untuk memperbaiki proses. Terdapat
empat tahap yang dilakukan team kaizen, yaitu:
1. Tahap pertama
Menganalisa dan memetakan proses dari spesifikasi area plant
2. Tahap kedua
Mengidentifikasi masalah dan kesempatan untuk memperbaiki
3. Tahap ketiga
Implementasikan perubahan pada proses mengikuti aliran kerja yang
diperbaiki.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
4. Tahap keempat
Evaluasi perubahan dan follow up dengan mengatur sesuai yang
dibutuhkan.
Kunci personel Kaizen
1. Team Leader, seseorang yang dihormati oleh pekerja dan manager
perusahaan. Leader yang ideal harus mempunyai pengalaman dengan
prinsip dan kegiatan Kaizen.
2. Coordinator team bertugas untuk memastikan semua komponen dari
kegiatan yang direncanakan, dijadwalkan dan diimplementasikan dan
direview. Peran coordinator sebagai fasilitator dan pemandu kegiatan
untuk membantu anggota team.
3. Manager Puncak, sesorang yang bertugas memilih coordinator kegiatan
dan mendukung seseorang dengan sumberdaya yang dibutuhkan.
Setelah kegiatan Kaizen
Setelah kegiatan selesai dilakukan, adalah tanggung jawab Team Leader
untuk mengeluarkan laporan dan menyebarkannya kepada anggota tim,
manajemen, dan semua orang yang memerlukannya.
Follow-up dari kegiatan juga merupakan tanggung jawab Team Leader. Dia
harus mengatur rapat dimana semua anggota tim dan pihak-pihak yang
terkait dapat meninjau kembali efek dari Kaizen dan mendiskusikan
perubahan lebih lanjut yang dapat meningkatkan Kaizen blitz di masa
depan.
Team Leader harus menyiapkan laporan pribadi, mengenai pengalamannya
untuk Kaizen termasuk sukses dan kegagalan yang ada.
Laporan ini harus tersedia untuk Team Leader Kaizen siapa saja di masa
depan sebelum mereka melakukan kegiatan Kaizen.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Penyebab Kaizen Gagal
Fokus di area tertentu bukan pada perubahan budaya
Tidak melibatkan semua bagian
Ketakutan gagal dan ragu pada hal baru
Ketidakmampuan untuk melihat proses secara keseluruhan
Salah prioritas utama (produksi, design, bisnis)
Ketidakmampuan membaca peluang ke depan
Gagal menerapkan ADOPT, ADAPT &CREATIVITY
Penerapan Kaizen di Industri
Flex & Response : penambahan produksi sekecil mungkin ( tidak ada
stock)
Fokus pada pengurangan Non Value added karena handling proses
Pengurangan abnormal proses untuk memaksimalkan aliran proses
Pull system semaksimal mungkin
Ergonomic dan peletakan line tooling
Material flow dan inventory system secara keseluruhan
Lima elemen penting di dalam Kaizen adalah:
1. Quality circle
Pertemuan antara grup untuk membahas tingkatan kualitas di dalam
segala aspek kerja perusahaan.
2. Meningkatkan moral
Moral yang kuat di setiap pekerja adalah bagian yang penting untuk bisa
mencapai kualitas dan efisiensi yang berguna untuk jangka panjang, dan
Kaizen menjadikan moral sebagai dasar untuk mempermudah pergaulan
kerja antara sesama karyawan.
3. Kerja sama
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Perusahaan yang jaya adalah perusahaan yang sanggup untuk bekerja
sama dengan baik. Tujuan Kaizen adalah membantu karyawan dan pihak
manajement, untuk saling bekerja sebagai tim bukan kompetitor.
4. Disiplin kerja
Grup atau tim di dalam perusahaan tidak akan sukses pabila anggotanya
tidak berdedikasi. Komitment di dalam disiplin kerja akan menjamin
sebuah tim yang kuat.
5. Suggestions for improvement.
2.2 Pengembangan Kaizen
GEMBA KAIZEN
Gemba itu artinya adalah tempat kerja ‘real place’. Bentuknya bisa
bermacam-macam, bisa kantor, pabrik, rumah, toko, dll. Didalam bisnis
gemba adalah tempat dimana suatu aktifitas yang bernilai (value-adding)
untuk dapat memuaskan konsumen. Gemba didalam manufacturing industry
adalah tempat dimana dilakukan proses pengembangan (developing),
produksi dan penjualan produk . Didalam ‘service’ gemba adalah tempat
dimana customer berinteraksi dengan tempat pelayanan jasa. Jadi Gemba
Kaizen adalah perbaikan secara terus-menerus (continous improvement) di
tempat kerja.
Gemba Kaizen ini kebanyakan diterapkan di industri-industri baik
skala besar maupun kecil. Contoh perusahaan Jepang yang terkenal dengan
sistem Gemba Kaizen-nya adalah perusahaan yang memproduksi motor
Honda (Astra Honda Motor). Perusahaan ini terkenal paling sukses
menerapkan Gemba Kaizen didalam program pengembangan di
perusahaannya sampai mereka akhirnya bisa menjadi perusahaan yang
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
mendunia, bahkan mengalahkan negara Amerika Serikat yang selama ini
terkenal sebagai icon industri dunia.
Problem yang biasa timbul pada kebanyakan manajer adalah
mereka lebih senang duduk didalam kantor dan menjaga jarak dengan
gemba (tempat produksi). Mereka mengetahui berbagai proses produksi
yang telah dilakukan hanya dari report yang dikirim harian, mingguan atau
bulanan. Didalam proses yang baik, prioritas pertama manajer seharusnya
pergi ke gemba dan observasi.
Pada Gemba Kaizen terdapat 5 prinsip utama :
When a trouble happens go to gemba first
Ini adalah prinsip utama, ketika terjadi masalah digemba, maka
segeralah pergi ke tempat kejadian.
Check with gembutsu (machines, tools, reject and customer complaints)
Gembutsu adalah sesuatu yang bisa disentuh/diraba dengan tangan.
Ketika melakukan pengecekan timbulkan pertanyaan “why”, sehingga
suatu saat timbul jawaban kenapa trouble terjadi.
Take temporary countermeasures on the spot.
Lakukan sesuatu seketika juga hal-hal yang dianggap dapat
menyelesaikan masalah, misalnya ketika mesin berhenti lakukan sesuatu
bahkan mungkin perlu menendang mesin tersebut, atau ketika customer
marah lakukanlah permintaan maaf atau memberikan hadiah kepadanya.
Tetapi hal-hal tersebut bukan merupakan langkah temporer saja bukan
permanen
Find out the root cause
Dengan mengatakan ‘why’ pada saat check gembutsu, diharapkan akar
penyebab permasalahan dapat ditemukan.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Standardize for prevention of recurrence
Jika telah teridentifikasi penyebab permasalahan dan melakukan
countermeasure (tindakan penyelesaian), seharusnya hal-hal tersebut
distandarisasi sehingga problem yang sama tidak timbul lagi.
Ada 5 unsur dalam penerapan Gemba Kaizen yang terkenal dengan
nama 5S, namun dalam Bahasa Indonesia dikenal dengan nama 5R, yaitu:
Seiri (Ringkas)
Ringkas : Menyusun alat-alat kerja sehingga mudah dijangkau saat
digunakan dalam kegiatan produksi.
Seiton (Rapi)
Rapi : Memperpendek jalur produksi dan membuang segala sesuatu
(Alat kerja atau benda lain) yang tidak berguna selama produksi
berlangsung dari tempat kerja kita.
Seiso (Resik)
Resik : Menjaga kebersihan di sekitar area tempat kerja
Seiketsu (Rawat)
Rawat : Menjaga agar tempat kerja dan alat kerja selalu bersih dan siap
digunakan untuk berproduksi setiap saat
Shitsuke (Rajin)
Rajin : Menjaga agar semua langkah-langkah dalam Gemba Kaizen
tersebut dilakukan secara terus menerus, disiplin, dan menjaga
kepraktisan langkah-langkahnya.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Semua orang didalam suatu perusahaan harus bekerja bersama untuk
mengikuti tiga pilar dasar pada saat melakukan kaizen didalam gemba, yaitu :
1. Housekeeping
Merupakan hal yang sangat diperlukan didalam good manajement
Melalui housekeeping, pekerja mendapatkan dan melatih disiplin
secara mandiri
Pekerja tanpa kedisplinan akan sulit untuk mendapatkan product
atau service yang berkualitas
2. Muda Elimination
Muda adalah waste/sampah yaitu segala sesuatu yang tidak ada
atau tidak memberikan tambahan nilai pada produk atau service.
Kaizen lebih menekankan muda elimination sehingga dapat
meningkatkan produktifitas dan menurunkan cost dibanding
meningkatkan investasi.
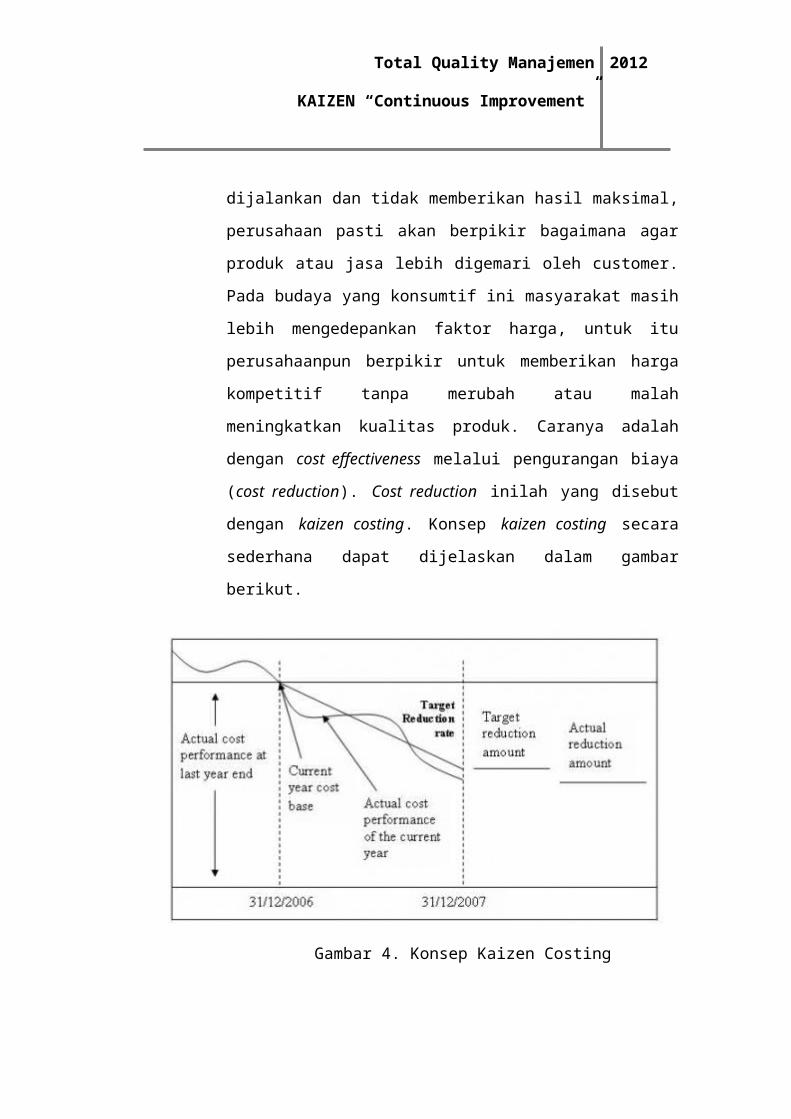
3. Standardization
Iklim bisnis yang semakin turbulen sekarang ini
menghadapakan setiap business player pada suatu kompetisi yang
sangat ketat, baik kompetisi pemasaran, produk, distribusi, dan harga.
Ketika semua strategi tersebut telah dijalankan dan tidak memberikan
hasil maksimal, perusahaan pasti akan berpikir bagaimana agar
produk atau jasa lebih digemari oleh customer. Pada budaya yang
konsumtif ini masyarakat masih lebih mengedepankan faktor harga,
untuk itu perusahaanpun berpikir untuk memberikan harga kompetitif
tanpa merubah atau malah meningkatkan kualitas produk. Caranya
adalah dengan cost effectiveness melalui pengurangan biaya (cost
reduction). Cost reduction inilah yang disebut dengan kaizen costing.
Konsep kaizen costing secara sederhana dapat dijelaskan dalam
gambar berikut.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Gambar 4. Konsep Kaizen Costing
Kaizen costing berfungsi sebagai system control budget. Berbeda
dengan standard costing yang hanya menganilis variance antara standard
cost dengan actual cost per masing-masing periode/divisi, pada kaizen
costing lebih mengarah pada analisis seberapa besar biaya aktual terakhir
yang harus dikurangkan agar mencapai target laba periode yang akan
datang.
Filosofi kaizen costing inilah yang sedang diterapkan di
perusahaan-perusahaan sekarang ini. Seseorang dapat melihat bentuk
efisiensi biaya sangat nyata dalam prakteknya baik dari sisi marketing,
SDM, dan lain sebaginya. Pada awalnya perusahaan menganalisis
performance budget periode yang lalu, dari situ kemudian dapat dilihat item
budget apa saja yang dapat dikurangkan untuk mencapai target laba/revenue
tahun depan.
Kelihaian setiap personel perusahaan dalam menerapakan sistem
kaizen ini dapat menjadi suatu seni tersendiri. Setiap personel (mulai dari
level CEO sampai karyawan terbawah) dapat memodifikasi efisiensi biaya
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
dengan caranya sendiri. Lebih jauh lagi tentunya hal ini dapat dijadikan
manajemen sebagai tools tersendiri untuk penilaian kinerja karyawan/divisi.
Perhitungan Kaizen Costing
Secara matematis sederhana untuk meningkatkan laba dapat
dilakukan dengan meningkatkan pendapatan atau mengurangi biaya.
Aplikasi kaizen costing ini dimulai dari rencana peningkatan target sales.
Peningkatan target sales ini tentu sangat diharapkan untuk mencapai profit
contributin yang telah direncanakan sebelumnya. Peningkatan penjualan
dapat dilakukan dengan dua cara (1) menaikkan harga jual dan (2)
menaikkan voume penjualan. Pilihan pertama kemungkinan besar sangat
tidak disukai oleh calon pelanggan, apalagi dalam iklim kompetisi
perusahaan sekarang ini yang lebih sensitif pada harga. Jika perusahaan
memilih untuk meningkatkan volume penjualan pasti variable cost juga
akan berpengaruh. Disinilah perlu kecermatan manajemen dalam mengolah
pengaruh ini. Karena perusahaan kemungkinan besar akan memilih pilihan
kedua ini, maka perusahaan harus lebih fokus pada variable cost. Inilah yang
manjadi perhatian utama kaizen costing, yaitu bagaimana mengurangi
variable cost seperti biaya tenaga kerja langsung. Jadi wajar saja jika di
perusahaan kita terjadi efisiensi biaya tenaga kerja seperti outsorcing
approach, memperketat jam lembur, pengurangan biaya penginapan
karyawan, dll.
Secara sederhana pasti seseorang akan berpikir dapat merugikan
pihak yang mengalami efiseinsi dalam hal ini karyawan dari sebelah pihak,
namun seseorang harus memandang efisiensi biaya ini dalam bingkai
continue improvement, karena efisiensi biaya pasti telah teruji sebelumnya
dengan mekanisme standart cost (actual cost periode sebelumnya). Tidaklah
mungkin perusahaan menurunkan biaya variabel begitu saja, pengurangan
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
dilakukan hanya pada biaya yang sebenarnya tidak perlu terjadi. Secara
matematis perhitungan ini dapat digambarkan sebagai berikut:
Target Kaizen Costing = Biaya aktual tahun lalu x target rasio
pengurang biaya
Dalam menyusun budget, perusahaan terlebih dahulu menentukan
seberapa besar persentase efisiensi biaya tahun ini dibanding dengan periode
lalu. Persentase inilah yang disebut dengan rasio pengurangan biaya. Ketika
budget telah berjalan - seperti yang dijelaskan diatas, kaizen berfungsi
sebagai kontrol, bentuknya dapat berupa seberapa besar toleransi rasio
pengurangan biaya yang dapat diterima. Jika aplikasinya telah berjalan
dengan baik, dan setiap karyawan telah mengerti philosophi kaizen ini
seseorang dapat melihat seberapa besar dampaknya dalam penilaian kinerja
divisi.
Kekuatan Dan Kelemahan Kaizen Costing
Kesuksesan Jepang dalam menerapkan kaizen costing memang
layak diacungkan jempol, terlebih ketika produk jepang seperti Toyota &
Daihatsu telah bersaing menyingkirkan dominasi Amerika di pasaran dunia.
Jepang menerapkan Kaizen ini semenjak dalam fase perencanaan dan
pengembangan produk, sehingga sukses dalam fase - fase berikut. Namun
Jepang berhasil menerapkan sistem ini setelah sekian lama proses produksi
berlangsung. Belajar dari pergerakan biaya setiap tahunnya sehingga Jepang
dapat menyimpulkan bahwa mereka bisa melakukan sesuatu dari pergerakan
biaya tersebut.
Namun jika suatu perusahaan baru pertama sekali berdiri. Konsep
kaizen ini mustahil bisa diterapkan, karena tidak ada acuan biaya yang bisa
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
dijadikan standar pengurangan biaya. Maka sangat tepatlah Perusahaan kita
mulai concern pada konsep kaizen ini.
Sepeti dijelaskan diatas bahwa kaizen diimplementasikan diluar
biaya standar, keunggulan kaizen costing terletak pada kedekatannya dengan
proses perencanaan laba keseluruhan perusahaan, sudah pasti juga dekat
dengan keseluruhan proses penganggaran sehingga dapat memantau
kemajuan program untuk tujuan jangka panjang. Hasil dari monitoring ini
dapat dijadikan suatu sistem tersendiri dari pengendalian biaya
MINI KAIZEN / QUICK AND EASY KAIZEN
Konsep Mini Kaizen pada dasarnya adalah mendorong pekerja
yang dikategorikan ahli dalam bidangnya untuk membuat improvisasi-
improvisasi/peningkatan-peningkatan kecil yang masih dalam jangkauan
mereka untuk diimplementasikan. Seiring berjalannya waktu maka
perubahan-perubahan kecil akan membawa dampak besar. Mini Kaizen
sebetulnya adalah budaya perusahaan yang memerlukan kesadaran dari tiap
pekerja untuk melakukan peningkatan setiap saat.
Mini Kaizen bertujuan untuk meningkatkan produktivitas, kualitas,
kepuasan pekerja dari semua level. Mini Kaizen membantu mengurangi
waste dan meningkatkan pertumbuhan pegawai dan perusahaan. Setiap
Kaizen yang dilakukan memang terlihat kecil, tetapi efek yang ditimbulkan
adalah besar.
Keuntungan Mini Kaizen bagi karyawan adalah memperkaya
pengalaman kerja dan membuat pekerja dapat mengeluarkan yang terbaik
dari dalam dirinya dalam bekerja. Bagi perusahaan yaitu peningkatan
kualitas, keamanan, kondisi lingkungan kerja, customer service, dan
pengurangan biaya.Proses Mini Kaizen biasanya adalah sebagai berikut :
1. Karyawan mengidentifikasikan masalah, waste, ataupun kesempatan
untuk adanya peningkatan kerja dan menuliskannya.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
2. Karyawan menghasilkan ide untuk peningkatan dan mendiskusikannya
dengan supervisor.
3. Supervisor kemudian mempelajari ide tersebut dan kemudian melakukan
tindakan.
4. Karyawan mengimplementasikan ide tersebut, jika ide yang diajukannya
disetujui maka karyawan tersebut harus menjadi pemimpin dalam
implementasi ide tersebut.
5. Ide tersebut dituliskan dalam sebuah form.
6. Supervisor kemudian menempelkan form tersebut agar diketahui
karyawan lain dan menstimulasi karyawan lain.
Tiga karakteristik kunci dalam Mini Kaizen adalah :
1. Perubahan metode secara permanen.
2. Aliran ide-ide kecil secara kontinu.
3.Implementasi lokal segera
Kaizen di pabrik toyota Georgetown (dari buku Toyota Way Field
Book)
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Gambar 5. Learning Kaizen From Ternyata
Pabrik toyota pertama di luar jepang, yang sepenuhnya dimiliki
sendiri terletak di Georgetown, Kentucky. Pada mulanya pabrik ini hanya
membuat Camry dan telah berkembang dengan pesat. Pabrik ini menjadi
tujuan ribuan “peziarah” untuk melihat TPS (toyota production system)
yang sebenarnya di negeri sendiri. Pabrik ini sejak semula mulai meraih
penghargaan J.D.Power yang tergantung di dinding, memenuhi seluruh
ruangan.
Georgetown berawal sebagai lokasi luas, dimana kegiatannya adalah
membuat mesin, mencetak, mengelas, mengecat, membentuk bumper
plastik dan panel instrumen, dan merakit mobil. Pabrik ini tumbuh dengan
cepat ketika minivan Avalon dan Sienna diproduksi di tempat ini, kemudian
minivan dipindahkan dan Solara Coupe dimasukkan. Melalui perubahan
volume, perubahan model, perubahan peralatan (misalkan bodi mobil yang
sama sekali baru), dan pertumbuhan, pabrik ini telah menjadi sebuah tempat
yang sibuk dengan sedikit waktu untuk menarik nafas. Dikombinasikan
dengan fakta bahwa tempat ini merupakan tempat perekrutan favorit bagi
perusahaan yang ingin mengambil karyawan yang telah dilatih oleh toyota,
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
maka menjaga ekspektasi yang tinggi dari pabrik tersebut menjadi suatu
tantangan. Pada tahun 2004, lokasi tersebut menampung 7.800 karyawan,
yang menurut para manajer melampaui ukuran dimana komunikasi akan
menjadi benar-benar efektif. Mereka harus mengubah pemikiran dari sebuah
kota kecil menjadi kota besar dengan banyak tetangga kecil.
Pertumbuhan dan hilangnya manajer mengakibatkan tekanan yang
besar pada tahun 2000, ketika semakin sedikit dan semakin jarang
penghargaan J.D. Power yang diterima dan tekanan biaya dari negara-
negara dengan upah rendah seperti Cina dan Korea mendorong pabrik
tersebut untuk melakukan kaizen radikal. Sementara kaizen merupakan
bagian dari budaya pabrik, mereka menggunakan pemecahan masalah
kontinu yang ditandai dengan perubahan besar yang dihubungkan dengan
peluncuran model dan peralatan baru. Tantangan persaingan yang baru
memerlukan kaikaku (kaizen radikal). Lebih dari itu ada tekanan untuk
dapat mencukupi diri sendiri, karena jumlah orang Toyota di Jepang
semakin menipis, mereka harus mendukung pabrik-pabrik Toyota di seluruh
dunia, dan tidak mampu mengirimkan tambahan insinyur dan koordinator
Jepang, Georgetown harus mengatasi berbagai hal dengan menggunakan
bangsa Amerika.s
Tabel 1 Pendekatan toyota terahadap persoalan menengah
Persoalan Lingkup Contoh Proses Implementasi
Persoalan ukuran menengah, kuantitas menengah hingga tinggi, kompleksitas dan kesulitan yang sedang.
Persoalan serupa dengan proyek six sigma atau kaizen event. Dapat mempengaruhi kelompok atau departemen.
Pengembangan proses baru
Pengadaan peralatan baru
Persoalan biaya, produksi, kualitas, keselamatan kerja yang signifikan
Tim lintas departemen (produksi, pemeliharaan, engineering)
Tim antar kelompok (anggota dari kelompok yang sama)
Gugus kendali mutu Tim kecil atau
individu Didukung oleh
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
supervisor atau manajer departemen
Pemberian penghargaan dimungkinkan melalui program saran.
Tabel di atas, menunjukkan beragam pendekatan yang digunakan
toyota untuk proyek perbaikan proses, termasuk berbagai jenis tim yang
terdiri dari berbagai fungsi, Gugus Kendali mutu, dan kelompok kerja di
bawah group leader. Kebutuhan akan perbaikan yang radikal di Georgetown
menggunakan semua pendekatan ini dan bahkan lebih banyak lagi.
Terdapat karakteristik yang sama dari aktifitas perbaikan proses di
Georgetown dan di Toyota secara umum :
1. Proyek perbaikan proses di masing-masing area didorong oleh
tujuan hoshin kanri (penjabaran kebijakan) untuk lokasi yang terkait
dengan tujuan perbaikan untuk Amerika Utara, yang dihubungkan
pada tujuan perbaikan yang merupakan tujuan tahunan dari presiden
direktur Toyota.
2. Aktifitas tersebut akan mengikuti siklus Plan-Do-Check-Act
3. Aktifitas tersebut merupakan bagian dari proses pembelajaran
organisasi, dengan setiap hasil pembelajaran kunci disebarkan ke
seluruh organisasi.
Untuk mendukung perbaikan dramatis ini, yang diperlukan di
banyak fasilitas Toyota, Toyota membentuk Global Production Center
(GPC) di Jepang. Di masa lalu, Georgetown memiliki hubungan ibu-
anak dengan pabrik Tsutsumi di Jepang, yang juga membuat Camry.
Pabrik mesin Georgetown belajar dari pabrik mesin Kamigo di jepang.
Pabrik “anak” belajar beberapa aturan spesifik dari orang tuanya.
Sekarang toyota menginginkan sebuah sistem global bersama dan
mengembangkan GPC untuk menyebarkan TPS dengan cara yang
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
seragam. Pada mulanya koordinator dari Jepang datang ke setiap pabrik
di Amerika utara dan melakukan mentoring terhadap manajer satu demi
satu. Hal tersebut merupakan pendekatan belajar sambil melakukan.
Tetapi sekarang, dengan jumlah lokasi yang melebihi jumlah
koordinator, GPC harus bergantung pada lebih banyak bahan pelatihan
formal untuk menyebarkan konsep TPS. Georgetown juga memiliki
peluang untuk belajar dari Operation Management Development Divison
(OMDD) di AS yang mengajarkan TPS pada para pemasok tapi
sekarang juga menjadi sumber daya internal. Karyawan Georgetown
dapat terlibat dalam rotasi dua hingga tiga tahun di OMDD, melakukan
proyek di pemasok untuk mempelajari TPS lebih mendalam.
Salah satu cara Georgetown menggunakan OMDD adalah
dengan meminta semua manajer, bahkan pada tingkat tertinggi, untuk
memimpin proyek kaizen yang lebih singkat di pemasok dan turun
langsung di lingkungan baru dengan kritik jujur yang menyakitkan dari
para ahli TPS di OMDD. Mereka melakukan kaizen tingkat proses
selama satu minggu dan kemudian kaizen aliran informasi dan bahan
tingkat sistem selama dua minggu. Manajer yang memimpin aktifitas
kaizen pemasok diharapkan untuk memimpin empat aktifitas yang
serupa per tahun di area mereka sendiri di Georgetown. Untuk
mengembangkan pengetahuan dalam perusahaan, Georgetown
membentuk Operation Development Group (ODG) secara
internal.Group leader, manajer area, dan para manajer dapat berotasi
selama dua hingga tiga tahun untuk memperoleh pengalaman TPS yang
mendalam dalam melakukan proyek kaizen di pabrik. Setiap area di
pabrik memiliki seorang ahli TPS yang memiliki pengalaman langsung
atau seorang ahli terlatih dari kelompok ini yang ditugaskan untuk
bekerja pada proyek berukuran sedang.
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
Melalui hoshin kanri, tujuan agresif ditetapkan untuk setiap
pabrik pada tahun 2003. sebagai contoh, untuk menjadi kompetitif secara
global dalam harga, pabrik mesin menetapkan target untuk mengurangi
biaya total hingga 40 % pada tahun 2007. melalui kaizen, pabrik mesin
telah mengurangi jumlah tenaga kerja dari 1.017 menjadi 930 orang
antara tahun 2000 dan 2003. Namun memotong tenaga kerja langsung
tidak akan menghasilkan pengurangan biaya sebesar 40 %. Hal tersebut
memerlukan analisis utama dari semua biaya, tenaga kerja, depresiasi,
pemeliharaan, material tidak langsung, fasilitas, serta komponen dan
material yang dibeli. Target biaya ditentukan di setiap area, hingga 40 %
ketika dicapai. Untuk menjadikannya lebih menantang, pabrik mesin
memiliki target yang sama dalam keselamatan kerja, kualitas, dan
peluncuran produk. Hoshin kanri tahun 2005 merupakan yang terbaik di
Amerika Utara dalam hal efisiensi dan efektifitas. Hal ini memerlukan
kaizen terobosan baru dan pendedikasian ulang terhadap Toyota Way.
Pabrik Georgetown memiliki keuntungan dengan melakukan
benchmarking dengan pabrik saudaranya di jepang, yang dianggap lebih
maju dalam ukuran ini. Pabrik mesin dapat meniru pabrik Kamigo,
perhatikan kesenjangan yang signifikan, pelajari akar permasalahan dari
kesenjangan, dan kembangkan rencana tindakan yang spesifik untuk
mengurangi kesenjangan. Setiap pabrik di georgetown menggunakan
benchmarking dengan cara ini. Beberapa pendekatan yang diambil di
pabrik mesin adalah :
1. Meminimalkan kompleksitas mesin melalui perkembangan
baru dalam teknologi mesin di toyota. Hal ini akan meningkatkan
ketersediaan operasional.
2. Menggunakan pendekatan “cabbage patch” untuk membuat
operasi menjadi lebih visual. Hal ini termasuk penilaian dari
komponen cacat, yang muncul setiap hari. Biaya aktual akibat
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
komponen cacat digambar dan dilakukan analisis “lima kali mengapa”
secara mendalam. Papan harian menunjukkan masalah apa yang
terjadi, akar permasalahan, tindakan pencegahan jangka pendek dan
jangka panjang, siapa yang bertanggung jawab, dan status proyek
setiap hari.
3. Menjadikan jalur lebih padat dengan kompresi jalur.
Memindahkan setiap operasi menjadi lebih dekat mengurangi
pemborosan dan memungkinkan operator menambah tugas dalam
siklus kerja mereka, tanpa menambah kelebihan beban, dan juga
mengurangi jarak tempuh untuk merespons panggilan andon.
4. Menyatukan operasi subperakitan dengan perakitan utama
untuk memadatkan jalur.
5. Menggunakan sebuah mesin baru yang memiliki teknologi
mesin terobosan baru (Global Engine Line) yang jauh lebih fleksibel,
dan pada saat yang sama lebih sederhana dan lebih mudah untuk
dipelihara.
6. Menggunakan lebih banyak material lokal dan alat lokal untuk
mengurangi biaya pengiriman dan mengambil keuntungan dari biaya
yang lebih rendah di Amerika daripada di Jepang (pemotongan biaya
peralatan mencapai 30%)
7. Dalam jangka panjang, tujuannya adalah menyatukan enam dan
empat jalur silinder menjadi satu jalur fleksibel yang dapat mengurangi
biaya modal secara signifikan dan memberi fleksibilitas untuk
meratakan jadwal ketika pola permintaan berubah dari satu mesin ke
mesin lainnya.
Terdapat banyak aktifitas kaizen kecil di pabrik mesin. Berikut
adalah beberapa contoh diantaranya :
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
1. Perbandingan dengan Kamigo menunjukkan bahwa
Georgetown secara signifikan menggunakan lebih banyak tenaga kerja.
Oleh karena itu, banyak proyek kecil yang dilakukan dengan
menggunakan bagan yamazumi (keseimbangan) dan melakukan
analisis menggunakan tabel Kombinasi Pekerjaan Standar. Dalam satu
pproyek, tim di bawah group leader mampu mengurangi satu proses
dari tiga proses dengan cara ini. Dengan menyebarkan hal ini pada
seluruh tim di pabrik, hal ini mulai bertambah. (Catatan :
menghilangkan suatu “proses” di banyak perusahaan sama dengan
menghilangkan pekerjaan seseorang, tetapi di toyota orang tersebut
tidak dikeluarkan tapi dipindahkan ke posisi lain. Melalui pengunduran
dini, pensiun dini, dan pengurangan karyawan temporer, hal ini pada
akhirnya akan menimbulkan produktifitas tenaga kerja yang lebih
tinggi).
2. Aktifitas Gugus Kendali Mutu dalam penggunaan alat yang
dilakukan oleh suatu tim menghemat 16 sen per unit.
3. Salah satu mesin tersembunyi dari pandangan oleh tirai, dan
membukanya untuk melihat apa yang terjadi, mengungkapkan masalah
mengenai chip logam yang menumpuk dan pendingin yang meluap.
Sistem pemeliharaan preventif yang lebih baik dijalankan, lalu barang
cacat dan ketersediaan operasional dicatat dan diperbaiki.
4. Papan indikator kinerja kritis dikembangkan dan peran group
leader di TPS didefinisikan dengan lebih jelas. Hal ini disertai dengan
pelatihan group leader internal.
Terjadi begitu banyak perubahan yang muncul di lokasi
Georgetown untuk memenuhi target yang agresif ini sehingga sulit untuk
mengukur besarnya upaya perbaikan. Setiap proyek perbaikan
menggunakan pendekatan pemecahan masalah yang sama, dengan
sasaran yang dapat diukur untuk mencapai tujuan yang telah ditetapkan
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
di tingkat berikutnya dalam Hoshin Kanri. Salah satu contoh dari hal
tersebut adalah sebagai berikut :
“Sebuah proyek berukuran memfokuskan pada kualitas dan biaya di
area pengecatan, yang memiliki dua tempat pengecatan-satu untuk
Camry dan Avalon (Jalur Perakitan 1) dan satu untuk Camry dan Solara
(Jalur Perakitan 2). Secara total, 730 orang bekerja di pengecatan.
Departemen hoshin memusatkan perhatian pada keselamatan kerja,
lingkungan, pengembangan sumber daya manusia, dan proyek
produktivitas khusus. Dari tahun 2000 hingga 2004, aktifitas kaizen yang
intebs dilakukan. Proses selama empat tahun ini dimulai dengan pelatih
dari Tsutsumi yang datang ke pabrik, kemudian para manajer dan
insinyur Georgetown berpartisipasi dalam aktivitas pabrik di Jepang.
Pada saat itu, dari tahun 2002 hingga 2003, hashin meminta aktifitas
kaizen praktis dipimpin oleh manajer. Satu rangkaian proyek
memfokuskan pada kaizen gerakan, dan selama empat tahun, jumlah
proses berkurang menjadi 76, yang menempatkan tingkat produktifitas
pabrik Georgetown sebanding dengan pabrik saudaranya Tsutsumi.
Pada tahun 2004 perhatian dipusatkan pada bagaimana mendorong
semua hoshin secara internal, menjadi tidak bergantung pada
Tsutsumi.”
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
BAB III
PENUTUP
3.1 Kesimpulan
1. Kaizen dapat diterapkan dalam disemua bidang karena inti dari kaizen
adalah continous improvement atau perbaikan yang terus berkelanjutan
2. Untuk melakukan kaizen kita terlebih dahulu mengidentifikasi masalah
3. Konsep kaizen ada tiga segmen, yaitu orientasi manajemen, kelompok
dan individu.
4. Terdapat empat tahap dalam team kaizen.
3.2 Saran
1. Sebaiknya setiap perusahaan selalu melakukan perbaikan terus menerus
2. Prinsip kaizen diterapkan pada semua elemen dalam perusahaan
Total Quality Manajemen
KAIZEN “Continuous Improvement”
2012
DAFTAR PUSTAKA
Imai, M. 2001. Kaizen (Ky’zen) Kunci Sukses Jepang dalam Persaingan.
Jakarta : Victory Jaya Abadi
Liker, Jeffrey K,David Meier. 2006. The Toyota way Field Book panduan
untuk mengimplementasikan model 4P Toyota. Jakarta: Erlangga
Liker, Jeffrey K. 2005. The Toyota Way. Jakarta : Erlangga
Masaaki Imai. 2008. The Kaizen Power. Jogjakarta : Think Jogjakarta
Anoname. 2012. Kaizen. ( http://id.wikipedia.org/wiki/Kaizen, diakses tanggal 4
Juni 2012)