Line Balancing (Keseimbangan Lini Produksi) · untuk membuat prioritas pengerjaan dalam memproses...
50
1 Line Balancing (Keseimbangan Lini Produksi)
Transcript of Line Balancing (Keseimbangan Lini Produksi) · untuk membuat prioritas pengerjaan dalam memproses...

1
Line Balancing(Keseimbangan Lini Produksi)

2
Konsep DasarKonsep Dasar
• Stasiun kerja (Work Stations) adalah area kerjayang terdiri dari satu atau lebih pekerja/mesinyang mempunyai tugas khusus
• Lini produksi (Production line) adalah urutanstasiun kerja dimana setiap stasiun kerja dirancanguntuk mengerjakan tahap khusus dari prosesproduksi
• Efisiensi akan meningkat ketika pekerja secarakhusus diberi tanggung jawab pada suatupekerjaan, sehingga pekerja dapat menggunakankeahliannya dengan tepat.

3
Stasiun Kerja UKM Tempe
Stasiun Kerja Target Produksi ʎ(Kg/min)
Kapasitas Produksi µ (Kg/min)
Utilitas, ʎ/µ
Pengayakan 26.6 117.6 0.23
Pencucian 16.9 14.7 1.15
Perendaman I 30 47.6 0.63
Perebusan I 29.9 37 0.81
Penggilingan 29.2 16.9 1.72
Pengupasan 20.4 7.6 2.70
Perendaman II 39.3 31.2 1.25
Perebusan II 18.2 55.5 0.33
Fermentasi 26 10 2.60
Pengemasan 28.4 16.6 1,71
4
Tipe Limitasi Waktu (Time Fences)
• Frozen
– Tidak diperbolehkan perubahan jadwal dalam limitasiwaktu ini
• Moderately Firm
– Perubahan tertentu diperbolehkan dalam productgroups selama bagian-bagian yang dibutuhkantersedia
• Flexible
– Variasi yang signifikan diperbolehkan selamakapasitas keseluruhan tetap pada level yang sama

5
Contoh Time Fences
8 15 26
Minggu
FrozenModerately
Firm Flexible
Pesanan Pelanggan
Peramalan dan kapasitasyang tersedia
Kapasitas

6
LINE BALANCINGLINE BALANCING
Line Balancing adalah proses pengalokasianpekerjaan terhadap stasiun kerja sedemikianrupa sehingga stasiun-stasiun kerja yang adamemiliki kebutuhan waktu yang seimbang

7
Mengapa harus Line BalancingMengapa harus Line Balancing
• Pada dunia industri, efisiensi merupakan salah satu tujuanyang harus dicapai untuk kelangsungan perusahaantersebut
• Efisiensi yang rendah akan mengakibatkan biaya produksiakan meningkat sehingga harga jualpun tinggi dan tidakbisa bersaing dipasaran serta keuntungan perusahaan akanberkurang
• Tingkat efisiensi suatu lini produksi haruslah baik atautinggi dimana sebagai titik acuannya ialah produk yangdihasilkan dalam suatu satuan waktu tertentu sebandingdengan jumlah karyawan sehingga tingkat produksi akannaik dan rencana produksi akan tepat waktu (On schedule ).
8LATAR
BELAKANG
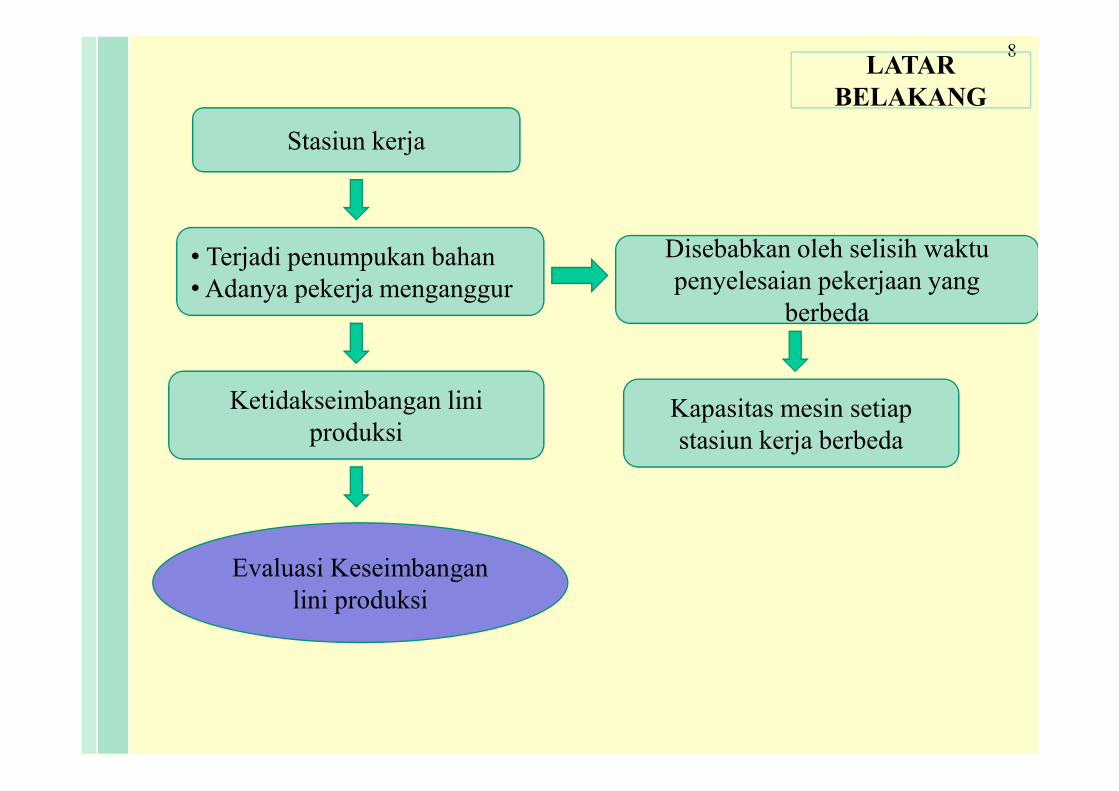
Stasiun kerja
• Terjadi penumpukan bahan• Adanya pekerja menganggur
Disebabkan oleh selisih waktu penyelesaian pekerjaan yang
berbeda
Kapasitas mesin setiap stasiun kerja berbeda
Ketidakseimbangan lini produksi
Evaluasi Keseimbangan lini produksi

9
Konsep Keseimbangan Lini Produksi
• Konsep line balancing tepat diterapkan dalam lingkunganrepetitif manufakturing yang berproduksi secara massal.
• Permasalahan keseimbangan lintasan produksi palingbanyak terjadi pada proses perakitan dibandingkan padaproses pabrikasi.
• Pergerakan yang terus menerus kemungkinan besar dicapaidengan operasi-operasi perakitan yang dibentuk secaramanual ketika beberapa operasi dapat dibagi dengan durasiwaktu yang pendek.
• Semakin besar fleksibilitas dalam dalammengkombinasikan beberapa tugas, maka semakin tinggipula tingkat keseimbangan tingkat keseimbangan yangdapat dicapai, hal ini akan membuat aliran yang mulusdengan membuat utilisasi tenaga kerja dan perakitan yangtinggi (Bank, Pabrik dll)

10
TujuanTujuan
• Loading (Pengalokasian), bertujuan untukmenyeimbangkan antara kebutuhan dengankapasitas yang ada
• Sequencing (penentuan urutan), bertujuanuntuk membuat prioritas pengerjaan dalammemproses order-order yang masuk
• Dispatching, yakni pemberian perintah-perintah kerja ke tiap mesin/pekerja
11
ManfaatManfaat
• Mencapai target produksi optimal, dimanasetiap pekerja/mesin tidak mempunyaiwaktu menganggur
• Lini produksi berada pada kondisi bebanpenuh dengan prosentase rata-ratakeseluruhan yang seimbang
• Keseimbangan output dari setiap tahapanoperasi dari suatu lini produksi

12
Prosedur Prosedur
• Penentuan Cycle Time (Waktu Siklus)
• Penyiapan precedence diagram (Diagramprioritas urutan pekerjaan)
• Perhitungan jumlah minimum teoritisstasiun kerja
• Penyeimbangan lini

13
Istilah Penting: Cycle time (Waktu Siklus)
Cycle time adalah waktu maksimumyang diperbolehkan pada setiap liniatau stasiun kerja untukmenyelesaikan 1 set pekerjaan

14
Other WaitTime
MoveTime
QueueTime
SetupTime
RunTime
Input
Cycle Time
Output
1 Run time : Waktu pekerjaan yang sebenarnya.2 Setup time : Waktu yang diperlukan untuk menyiapkan
sebuah mesin atau proses untuk produksi.3 Queue time : Waktu Antrian – Pekerjaan yang tertunda untuk
diproses karena menunggu proses dari pekerjaanlain selesai.
4 Move time : Waktu perpindahan.5 Wait time : Waktu tunggu – Ketika suatu proses telah selesai,
maka pekerjaan lain menunggu untuk segeradiproses/dikerjakan.
14
Konsep Cycle Time Per 1 Stasiun Kerja

15
Contoh Cycle Time Per 1 Stasiun Kerja
15
16
Stasiun 1
Menit per Unit 6
Stasiun 2
7
Stasiun 3
3
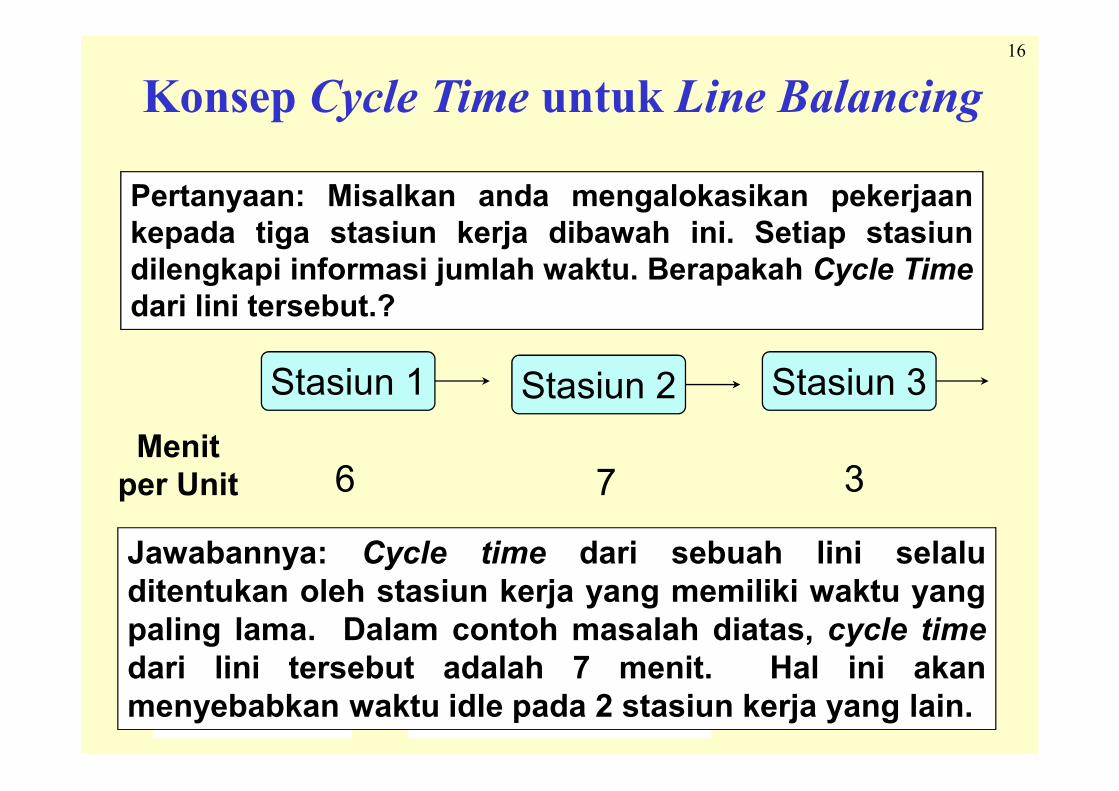
Konsep Cycle Time untuk Line Balancing
Pertanyaan: Misalkan anda mengalokasikan pekerjaankepada tiga stasiun kerja dibawah ini. Setiap stasiundilengkapi informasi jumlah waktu. Berapakah Cycle Timedari lini tersebut.?
Jawabannya: Cycle time dari sebuah lini selaluditentukan oleh stasiun kerja yang memiliki waktu yangpaling lama. Dalam contoh masalah diatas, cycle timedari lini tersebut adalah 7 menit. Hal ini akanmenyebabkan waktu idle pada 2 stasiun kerja yang lain.
17
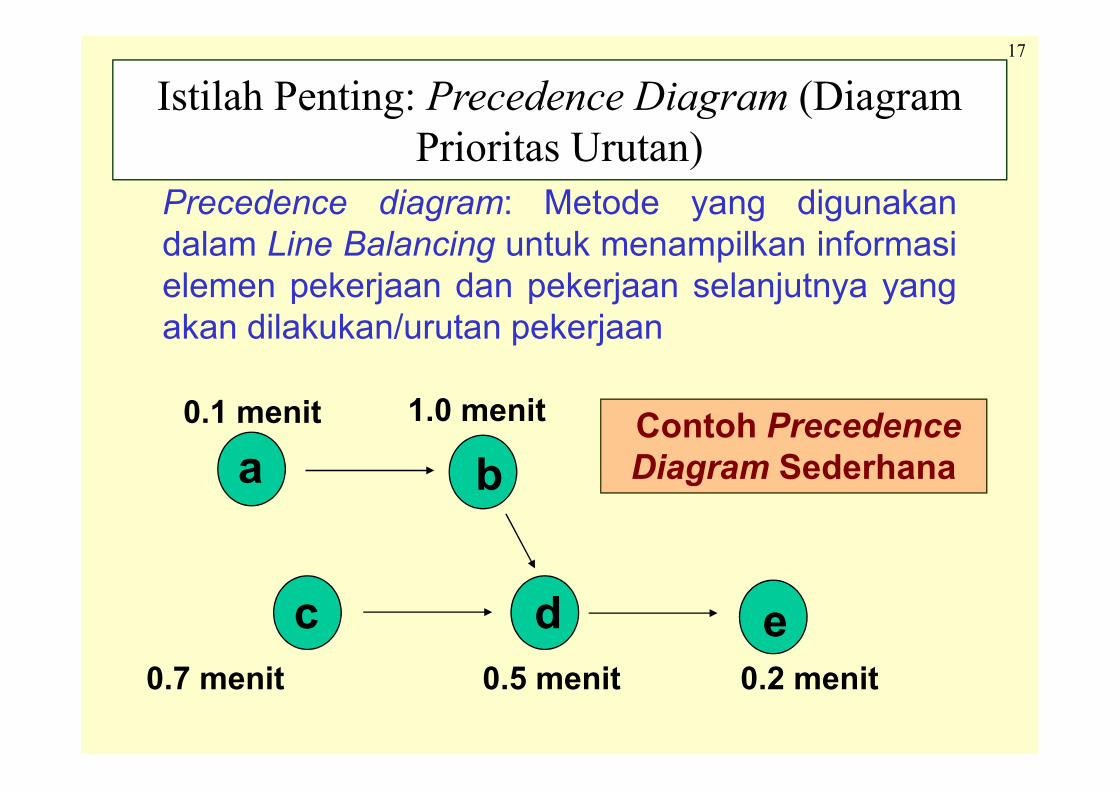
Istilah Penting: Precedence Diagram (Diagram Prioritas Urutan)
Precedence diagram: Metode yang digunakandalam Line Balancing untuk menampilkan informasielemen pekerjaan dan pekerjaan selanjutnya yangakan dilakukan/urutan pekerjaan
Contoh Precedence Diagram Sederhanaa b
c d e
0.1 menit
0.7 menit
1.0 menit
0.5 menit 0.2 menit
18
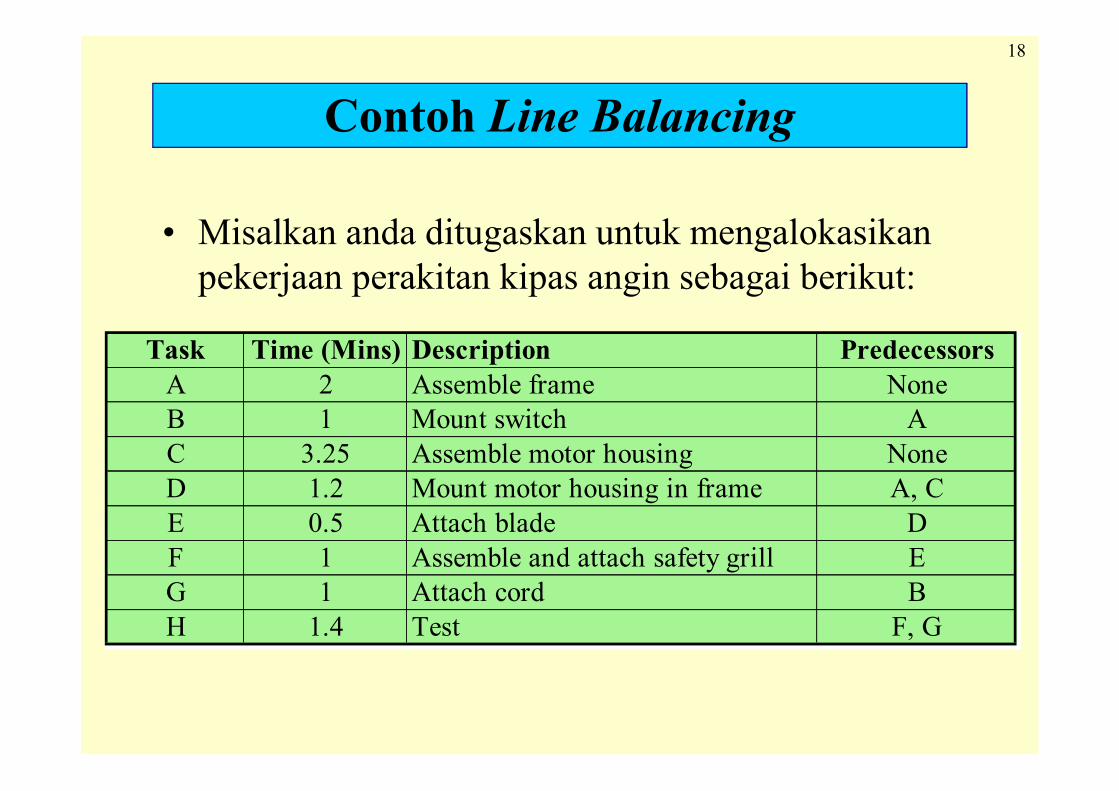
Contoh Line Balancing
• Misalkan anda ditugaskan untuk mengalokasikan pekerjaan perakitan kipas angin sebagai berikut:
Task Time (Mins) Description PredecessorsA 2 Assemble frame NoneB 1 Mount switch AC 3.25 Assemble motor housing NoneD 1.2 Mount motor housing in frame A, CE 0.5 Attach blade DF 1 Assemble and attach safety grill EG 1 Attach cord BH 1.4 Test F, G

19
Contoh Line Balancing: Menjabarkan Precedence Diagram
Task Predecessors
A Tidak Ada
A
B A
B
C Tidak Ada
C
D A, C
D
Task Predecessors
E D
E
F E
F
G B
G
H F, G
H
20
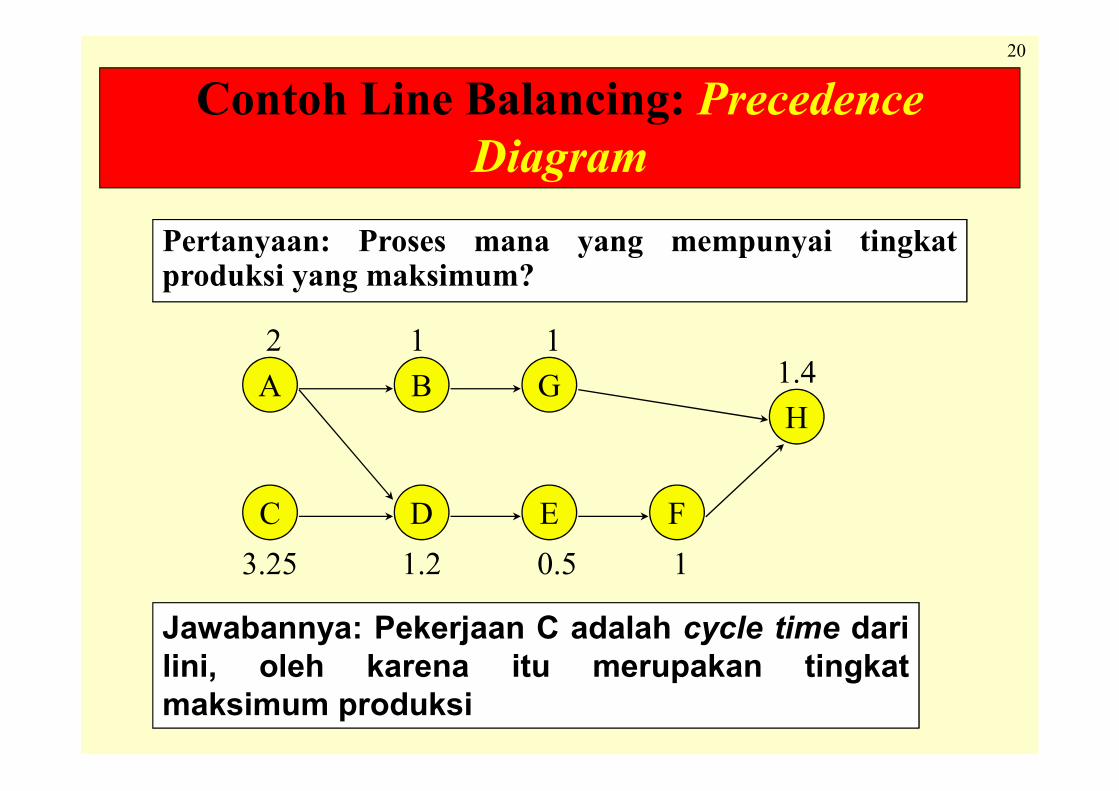
Contoh Line Balancing: Precedence Diagram
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
Pertanyaan: Proses mana yang mempunyai tingkatproduksi yang maksimum?
Jawabannya: Pekerjaan C adalah cycle time darilini, oleh karena itu merupakan tingkatmaksimum produksi
21
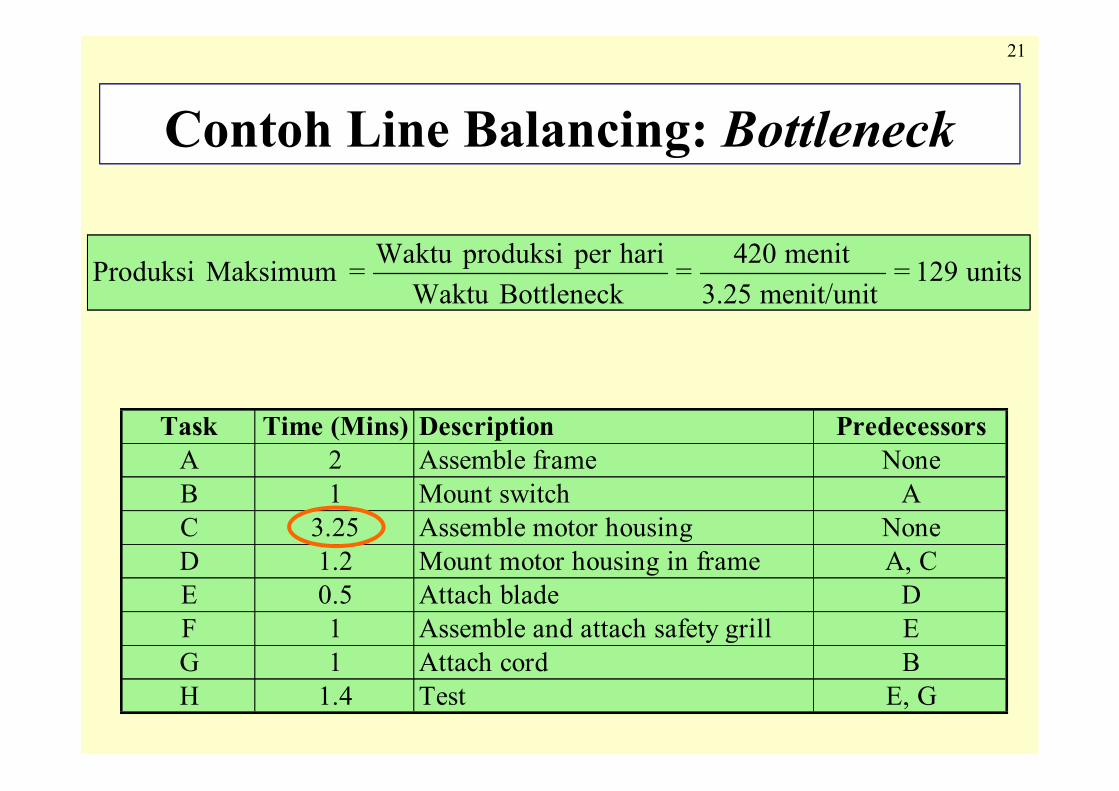
Contoh Line Balancing: Bottleneck
Task Time (Mins) Description PredecessorsA 2 Assemble frame NoneB 1 Mount switch AC 3.25 Assemble motor housing NoneD 1.2 Mount motor housing in frame A, CE 0.5 Attach blade DF 1 Assemble and attach safety grill EG 1 Attach cord BH 1.4 Test E, G
units 129=menit/unit 3.25
menit 420=
BottleneckWaktu
hariper produksiWaktu = Maksimum Produksi units 129=
menit/unit 3.25
menit 420=
BottleneckWaktu
hariper produksiWaktu = Maksimum Produksi

22
Contoh Line Balancing: Menentukan Cycle Time
periodeper dibutuhkan yangOutput
periodeper produksiWaktu =C Time, Cycle
periodeper dibutuhkan yangOutput
periodeper produksiWaktu =C Time, Cycle
menit/unit 4.2=unit/hari 100
menit/hari 420 =C menit/unit 4.2=
unit/hari 100
menit/hari 420 =C
Pertanyaan: Misalkan kita ingin merakit 100kipas angin per hari. Berapakah seharusnyaCycle Time-nya?
Jawaban:

23
Contoh Line Balancing: Menentukan Jumlah Minimum Teoritis Stasiun Kerja
Pertanyaan: Berapakah jumlah minimumteoritis stasiun kerja untuk contoh sebelumnya?
Jawaban:
(C) timeCycle
(T)pekerjaan tu Jumlah wak =N
N
t
t kerja, stasiunteoritis minimum Jumlah
(C) timeCycle
(T)pekerjaan tu Jumlah wak =N
N
t
t kerja, stasiunteoritis minimum Jumlah
3atau 2.702, =menit/unit 4.2
menit/unit 11.35 =N t 3atau 2.702, =
menit/unit 4.2
menit/unit 11.35 =N t
24
Contoh Line Balancing: Aturan untuk Mengalokasikan Pekerjaan ke Stasiun Kerja
• Alokasikan pekerjaan ke stasiun 1, kemudian 2, danselanjutnya secara berurutan. Pengalokasianpekerjaan ke stasiun kerja untuk menjamin prioritasurutan/precedence tetap berlangsung dan total waktuper stasiun kerja lebih sedikit atau sama dengan cycletime. Gunakan aturan berikut untuk melakukanpengalokasian pekerjaan.
• Primer: Alokasikan pekerjaan berdasarkan jumlahterbesar pekerjaan berikutnya (Followers)
• Sekunder (tie-breaking): Alokasikan pekerjaanberdasarkan waktu operasi terlama

25
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
Stasiun 1 Stasiun 2 Stasiun 3
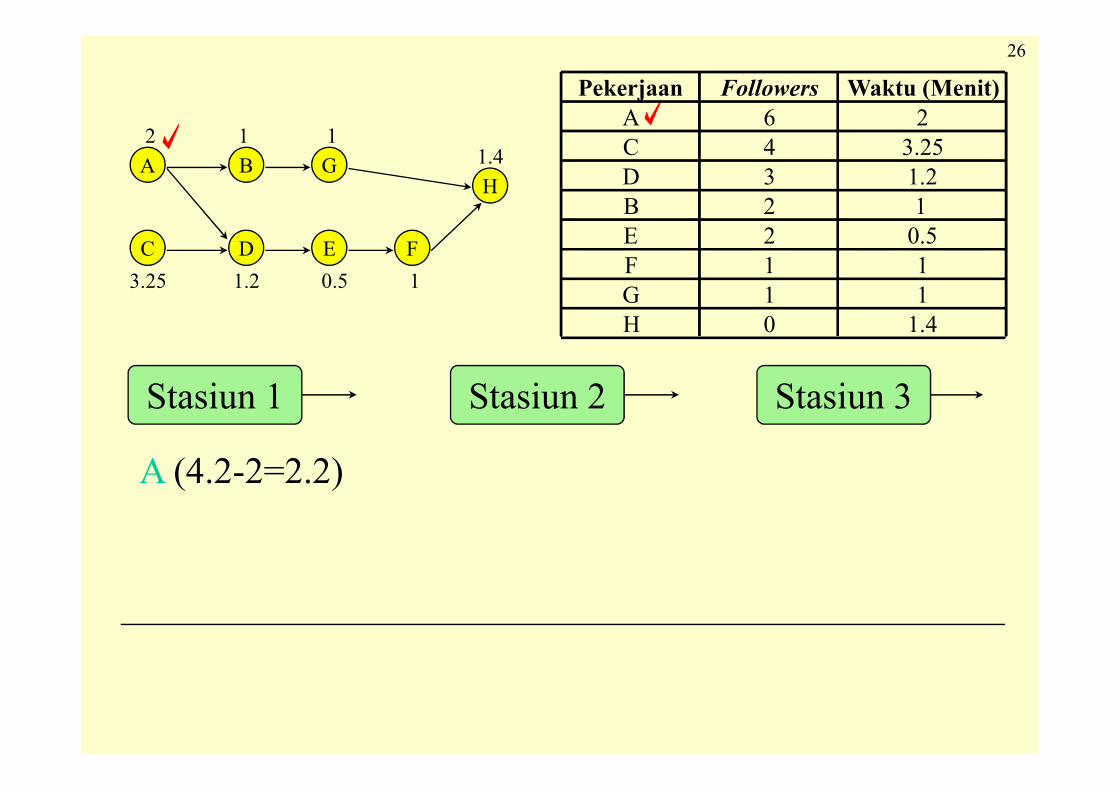
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1
E 2 0.5F 1 1G 1 1H 0 1.4
26
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
Stasiun 1 Stasiun 2 Stasiun 3
A (4.2-2=2.2)
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4

27
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
A (4.2-2=2.2)B (2.2-1=1.2)
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
Stasiun 1 Stasiun 2 Stasiun 3

28
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1= 0.2)
Idle= 0.2
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
Stasiun 1 Stasiun 2 Stasiun 3
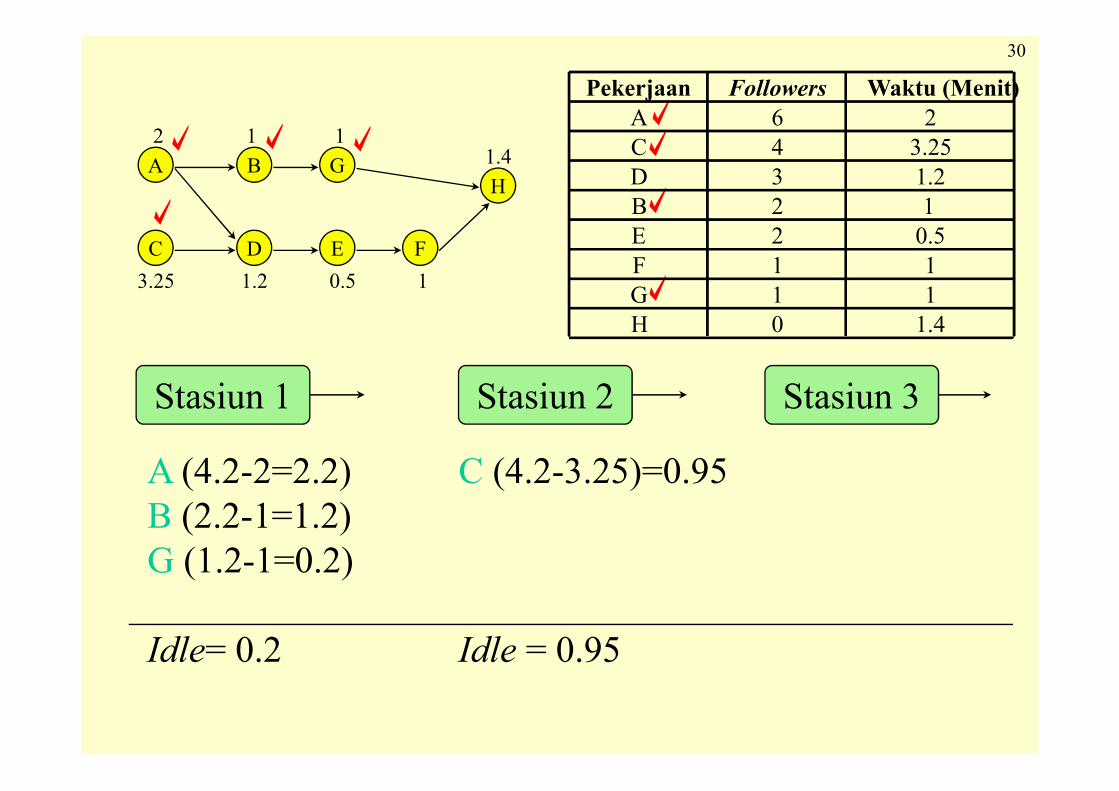
29
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
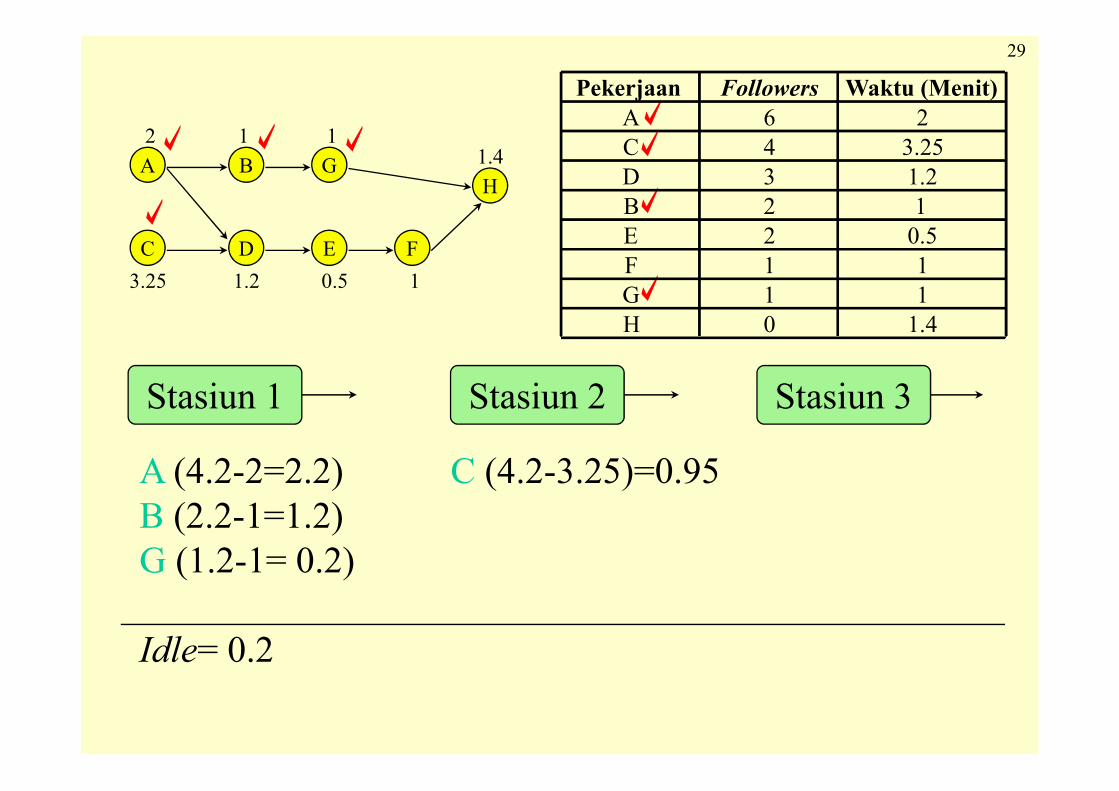
C (4.2-3.25)=0.95
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1= 0.2)
Idle= 0.2
Stasiun 1 Stasiun 2 Stasiun 3
30
C (4.2-3.25)=0.95
Idle = 0.95
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1=0.2)
Idle= 0.2
Stasiun 1 Stasiun 2 Stasiun 3

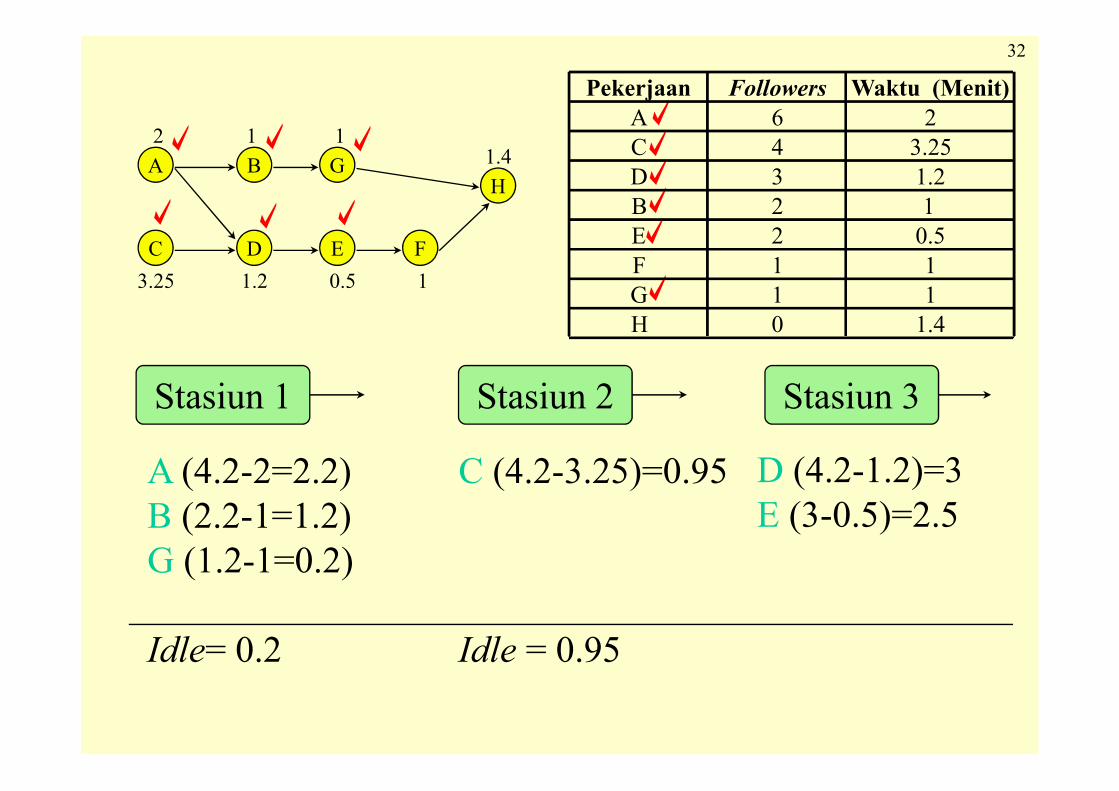
31
C (4.2-3.25)=0.95
Idle = 0.95
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
D (4.2-1.2)=3
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1= 0.2)
Idle= 0.2
Stasiun 1 Stasiun 2 Stasiun 3
32
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
C (4.2-3.25)=0.95
Idle = 0.95
D (4.2-1.2)=3E (3-0.5)=2.5
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1=0.2)
Idle= 0.2
Stasiun 1 Stasiun 2 Stasiun 3

33
A
C
B
D E F
GH
2
3.25
1
1.2 0.5
11.4
1
C (4.2-3.25)=0.95
Idle = 0.95
D (4.2-1.2)=3E (3-0.5)=2.5F (2.5-1)=1.5
Pekerjaan Followers Waktu (Menit)A 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1=0.2)
Idle= 0.2
Stasiun 1 Stasiun 2 Stasiun 3

34
A
C
B
D E F
GH
2
3.25
1
1.2 .5
11.4
1
C (4.2-3.25)=0.95
Idle = 0.95
D (4.2-1.2)=3E (3-0.5)=2.5F (2.5-1)=1.5H (1.5-1.4)=0.1Idle = 0.1
Pekerjaan Followers Waktu (MenitA 6 2C 4 3.25D 3 1.2B 2 1E 2 0.5F 1 1G 1 1H 0 1.4
A (4.2-2=2.2)B (2.2-1=1.2)G (1.2-1=0.2)
Idle= 0.2
Stasiun 1 Stasiun 2 Stasiun 3
Stasiun mana yang bottle neck? Apa yang dimaksud dengan cycle time yang efektif?
35
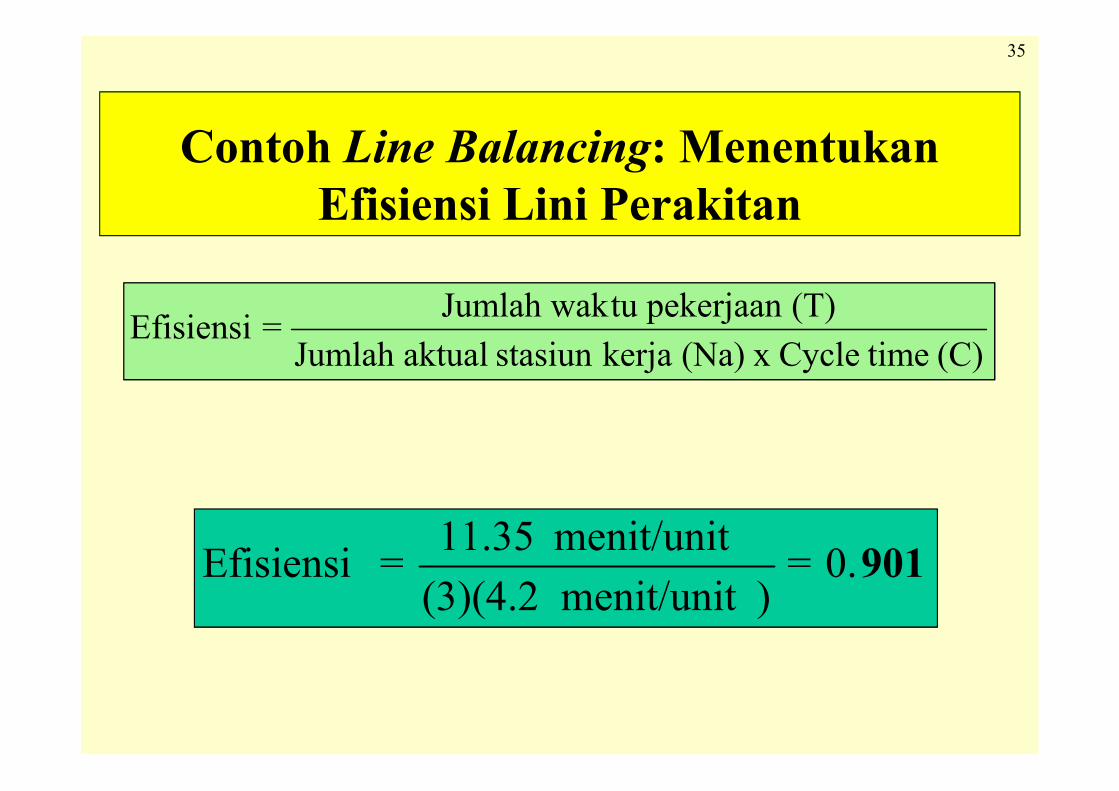
Contoh Line Balancing: Menentukan Efisiensi Lini Perakitan
(C) timeCycle x (Na) kerjastasiun aktualJumlah
(T)pekerjaan tu Jumlah wak=Efisiensi
(C) timeCycle x (Na) kerjastasiun aktualJumlah
(T)pekerjaan tu Jumlah wak=Efisiensi
9010.=)menit/unit (3)(4.2
menit/unit 11.35=Efisiensi 9010.=
)menit/unit (3)(4.2
menit/unit 11.35=Efisiensi
36
CONTOH SOAL 2

37PROSES PRODUKSIPPO Pembuatan Teh Hitam
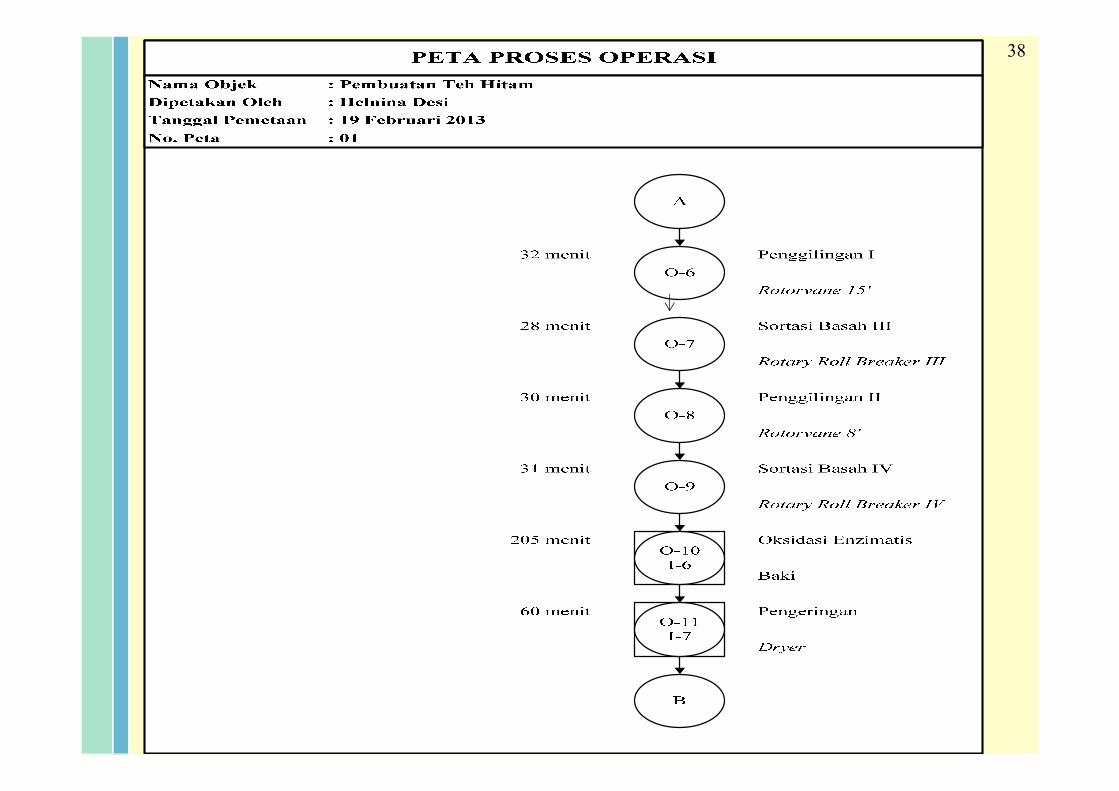
38

39

40
Tujuan Penelitian
1. Mengidentifikasi penyebab ketidakseimbangan lintasan produksi.2. Mencari alternatif untuk mencapai efisiensi produksi perusahaan.
Batasan Masalah
1. Pengamatan pendahuluan dilakukan dari stasiun pelayuan hinggapengeringan.
2. Analisis yang dilakukan mencakup perencanaan lini produksi yang seimbang.3. Metode penyelesaian masalah ketidakseimbangan lintasan produksi dengan
penghitungan manual.4. Waktu perpindahan bahan antar stasiun kerja, scrap, penyusutan setiap proses
tidak diperhitungkan.5. Penambahan mesin dilakukan dengan asumsi spesifikasi mesin yang sama.6. Penghitungan waktu normal dengan pertimbangan rating factor berdasarkan
sistem Westinghouse.7. Unsur biaya dalam perbaikan keseimbangan lini tidak dimasukkan.
41
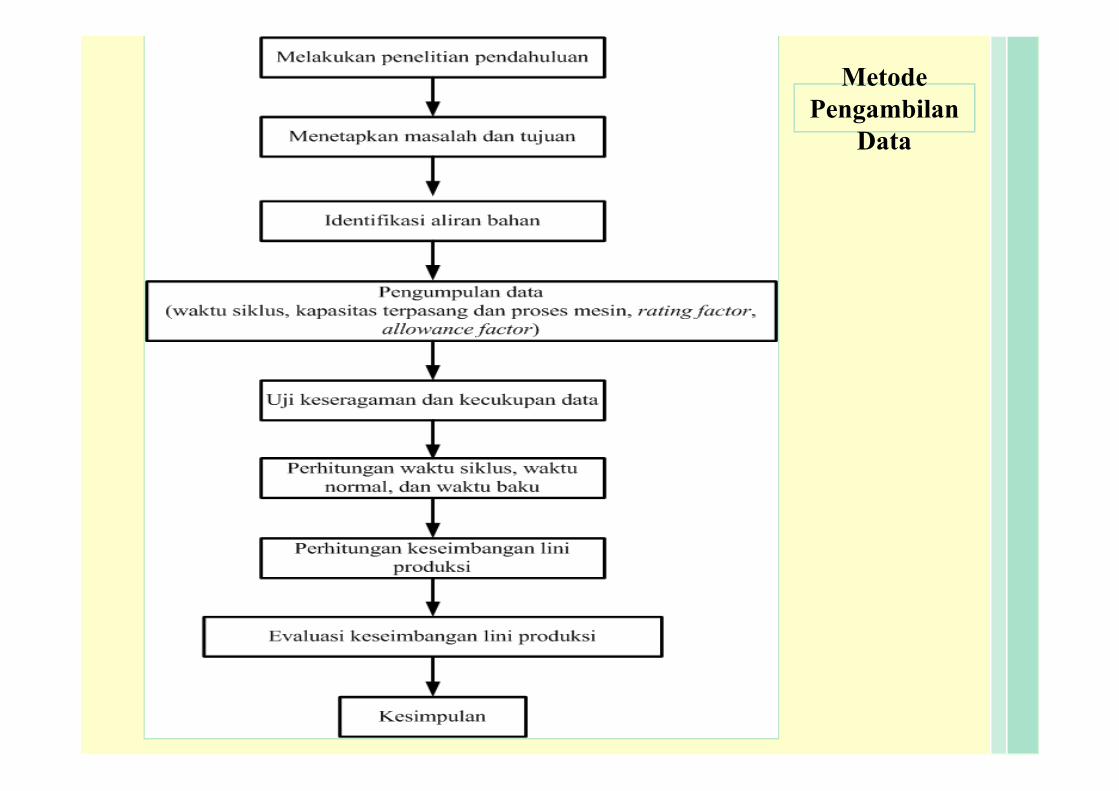
Metode Pengambilan
Data

42Perhitungan Waktu Normal dan Waktu Baku
No Stasiun Kerja
Waktu
Siklus
(menit)
RF
Waktu
Normal
(menit)
AF
Waktu
Baku
(menit)
1 Penggilingan OTR 64,23 0,05 67,44 0,210 77,2
2 Sortasi Basah I 16,11 -0,02 15,79 0,320 20,84
3 Penggilingan PCR 35,21 -0,02 34,51 0,410 48.66
4 Sortasi Basah II 24,84 -0,02 24,34 0,355 32,98
5 Penggilingan RV I 32,15 -0,04 30,86 0,265 39,04
6 Sortasi Basah III 27,78 -0,03 26,95 0,255 33,82
7 Penggilingan RV
II29,98 -0,03 29,08 0,250 36,35
8 Sortasi Basah IV 31,08 -0,02 30,46 0,265 38,53
Tabel Hasil Perhitungan Waktu Normal dan Waktu Baku

43
Evaluasi Keseimbangan Lintasan Produksi dengan Perhitungan Kapasitas
Perhitungan Kapasitas Stasiun Kerja
Ki = kapasitas mesinMi = jumlah mesinE = jumlah jam kerja regular per hariJi = jumlah waktu kegiatan stasiun kerjapada stasiun kerja ke-i
Stasiun Kerja Jumlah
Mesin
(unit)
Jam Kerja
(menit)
Waktu
Baku
(menit)
Kapasitas
Mesin (%)
Penggilingan
OTR
3 420 77,2 16,32
Sortasi Basah I 1 420 20,84 20,15
Penggilingan
PCR
2 420 48.66 17,26
Sortasi Basah
II
1 420 32,98 12,73
Penggilingan
RV I
1 420 39,04 10,76
Sortasi Basah
III
1 420 33,82 12,42
Penggilingan
RV II
1 420 36,35 11,55
Sortasi Basah
IV
1 420 38,53 10,90
Tabel Hasil Perhitungan Kapasitas Stasiun Kerja
Stasiun Kerja
Bottleneck
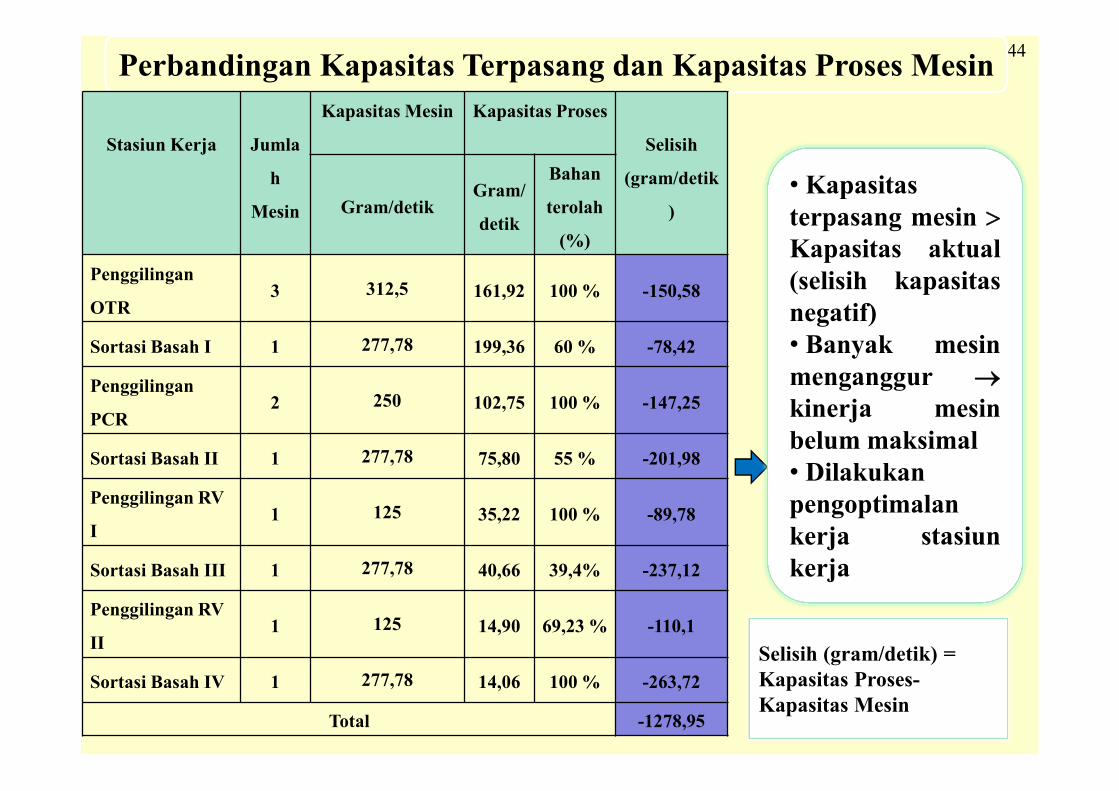
44Perbandingan Kapasitas Terpasang dan Kapasitas Proses Mesin
Stasiun Kerja Jumla
h
Mesin
Kapasitas Mesin Kapasitas Proses
Selisih
(gram/detik
)Gram/detikGram/
detik
Bahan
terolah
(%)
Penggilingan
OTR3 312,5 161,92 100 % -150,58
Sortasi Basah I 1 277,78 199,36 60 % -78,42
Penggilingan
PCR2 250 102,75 100 % -147,25
Sortasi Basah II 1 277,78 75,80 55 % -201,98
Penggilingan RV
I1 125 35,22 100 % -89,78
Sortasi Basah III 1 277,78 40,66 39,4% -237,12
Penggilingan RV
II1 125 14,90 69,23 % -110,1
Sortasi Basah IV 1 277,78 14,06 100 % -263,72
Total -1278,95
Selisih (gram/detik) = Kapasitas Proses-Kapasitas Mesin
• Kapasitasterpasang mesin Kapasitas aktual(selisih kapasitasnegatif)• Banyak mesinmenganggur kinerja mesinbelum maksimal• Dilakukanpengoptimalankerja stasiunkerja

45
Penyeimbangan Kapasitas
Stasiun Kerja Jumlah
Mesin
Kapasitas
MesinKapasitas Proses Selisih
(gram/detik)Gram/
detikGram/detik
BahanTerolah
PenggilinganOTR
3 312,5 272,73 100 % -39,77
Sortasi BasahI
1 277,78 272,73 60 % -5,05
PenggilinganPCR
2 250 163,64 100 % -86,36
Sortasi BasahII
1 277,78 163,64 55 % -114,14
PenggilinganRV I
1 125 90 100 % -35
Sortasi BasahIII
1 277,78 90 39,4% -187,78
PenggilinganRV II
1 125 35,46 100 % -89,54
Sortasi BasahIV
1 277,78 24,55 69,23% -253,23
Total -799,97
• Peningkatankapasitas rotorvane 90gram/detik (324 kg)dari kapasitasmaksimal 125gram/detik (450 kg)• Kapasitas stasiunkerja lain dapatdisesuaikan•Berkurangnya selisihkapasitas terpasang &kapasitas prosesmesin secarakeseluruhan dari -1278,95 gram/detikmenjadi -799,97gram/detik
Pengoptimalan SK bottleneck

46
Evaluasi Keseimbangan Lintasan Produksi dengan Perhitungan Efisiensi Lintasan Produksi
Gambar Precedence Diagram Awal
• Terdapat 8 stasiun kerja• Waktu penyelesaian setiap stasiun kerja
berbeda-beda menyebabkan terjadinyabottleneck dan idle time
47
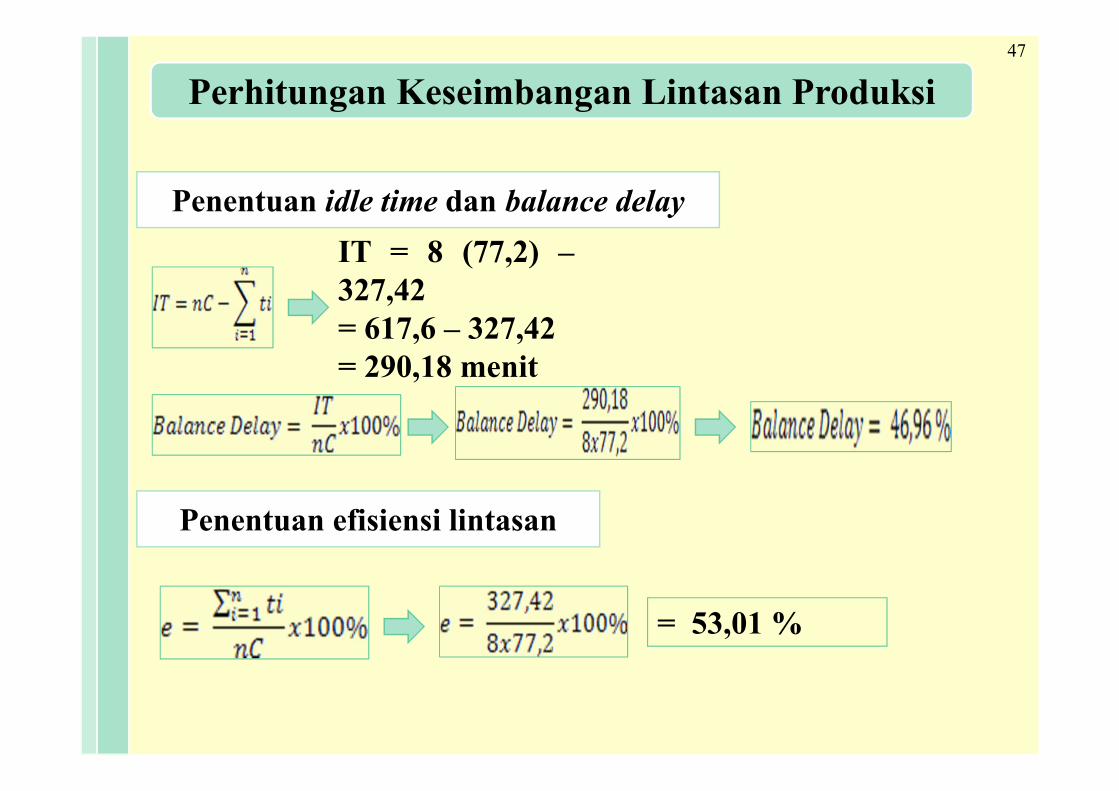
Perhitungan Keseimbangan Lintasan Produksi
Penentuan idle time dan balance delay
Penentuan efisiensi lintasan
IT = 8 (77,2) –327,42= 617,6 – 327,42= 290,18 menit
= 53,01 %

48
Perhitungan Perbaikan Keseimbangan Lintasan Produksi
Penentuan stasiun kerja
5
SK Kegiatan Waktu Baku
(menit)
1 Penggilingan OTR 98,04
Sortasi Basah I
2 Penggilingan PCR 81,64
Sortasi Basah II
3 Penggilingan RV I 72,86
Sortasi Basah III
4 Penggilingan RV II 36,35
5 Sortasi Basah IV 38,53
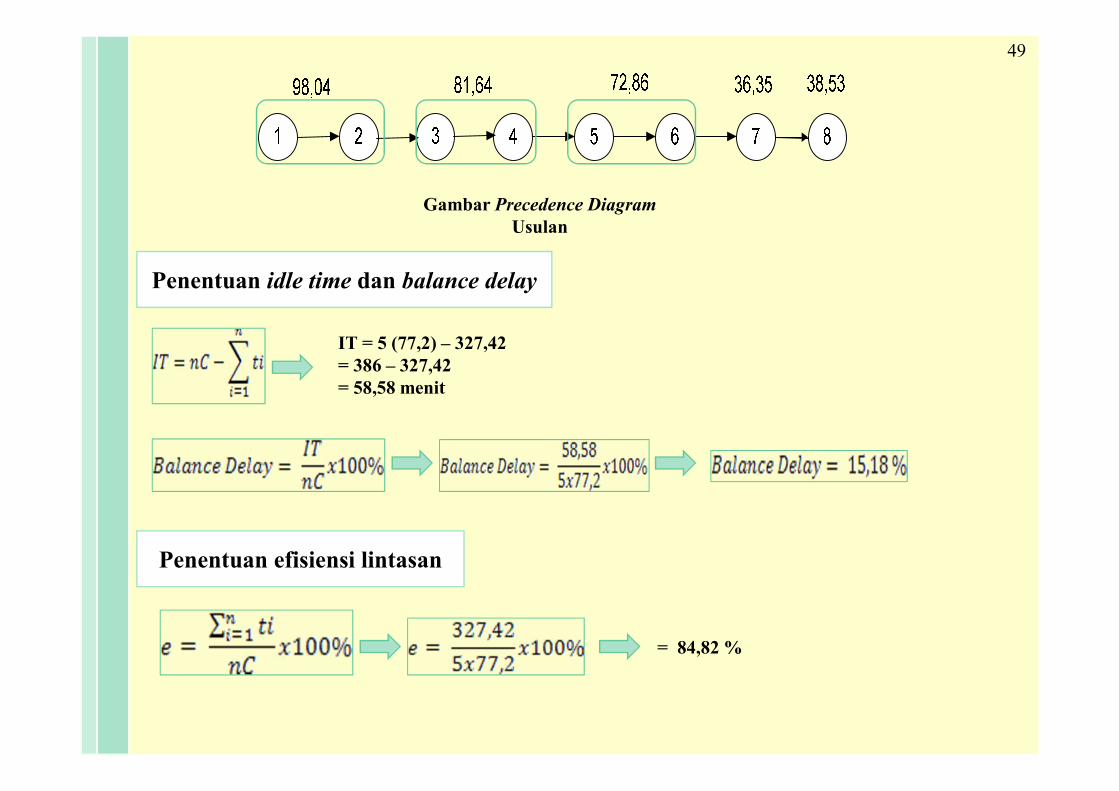
49
Gambar Precedence Diagram Usulan
Penentuan idle time dan balance delay
IT = 5 (77,2) – 327,42= 386 – 327,42= 58,58 menit
Penentuan efisiensi lintasan
= 84,82 %

50
Kesimpulan
• Penyebab ketidakseimbangan lintasan produksi yang terjadiadalah adanya perbedaan kapasitas terpasang dan kapasitasproses mesin sehingga menyebabkan terjadinya perbedaanwaktu penyelesaian pada pada setiap stasiun kerja.
• Alternatif untuk mencapai efisiensi produksi :a. Mengoptimalkan kapasitas stasiun kerja bottleneckb. Penggabungan stasiun kerja.
• Pada penyeimbangan lintasan produksi berdasarkanpeningkatan efisiensi lintasan produksi metodepenggabungan stasiun kerja efisiensi meningkat dari 53,01% menjadi 84,82 %.