LAPORAN TUGAS AKHIR PENENTUAN STANDAR …eprints.ums.ac.id/1874/2/D600030054.pdf · (Jean de la...
139
LAPORAN TUGAS AKHIR PENENTUAN STANDAR WAKTU KERJA DAN HARGA JUAL PRODUK MENGGUNAKAN MODEL SISTEM INFORMASI MANAJEMEN (Studi Kasus: Memen Furniture Jl. Solo-Jogja Km 14 Gatak, Sukoharjo) Diajukan Sebagai Salah Satu Syarat Untuk Menyelesaikan Program Studi S-1 Jurusan Teknik Industri Fakultas Teknik Universitas Muhammadiyah Surakarta Disusun Oleh: ARIF WIBOWO D 600 030 054 03.6.106.03064.5.054 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA 2008
Transcript of LAPORAN TUGAS AKHIR PENENTUAN STANDAR …eprints.ums.ac.id/1874/2/D600030054.pdf · (Jean de la...
LAPORAN TUGAS AKHIR
PENENTUAN STANDAR WAKTU KERJA DAN HARGA JUAL PRODUK MENGGUNAKAN MODEL
SISTEM INFORMASI MANAJEMEN (Studi Kasus: Memen Furniture Jl. Solo-Jogja Km 14 Gatak, Sukoharjo)
Diajukan Sebagai Salah Satu Syarat Untuk Menyelesaikan Program
Studi S-1 Jurusan Teknik Industri Fakultas Teknik
Universitas Muhammadiyah Surakarta
Disusun Oleh:
ARIF WIBOWO
D 600 030 054
03.6.106.03064.5.054
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2008
HALAMAN PENGESAHAN
PENENTUAN STANDAR WAKTU KERJA DAN HARGA JUAL PRODUK MENGGUNAKAN MODEL SISTEM INFORMASI MANAJEMEN
(Studi Kasus: Memen Furniture Jl. Solo-Jogja Km 14 Gatak, Sukoharjo)
Tugas Akhir Ini Telah Diterima dan Disyahkan Sebagai Salah Satu Syarat Dalam
Menyelesaikan Studi S-1 Guna Memperoleh Gelar Sarjana Pada Jurusan Teknik
Industri Fakultas Teknik Universitas Muhammadiyah Surakarta
Hari : ..................................................
Tanggal : ..................................................
Disusun Oleh:
NAMA : Arif Wibowo
NIM : D 600 030 054
NIRM : 03.6.106.03064.5.054
JURUSAN : Teknik Industri
Menyetujui,
Pembimbing I Pembimbing II
Indah Pratiwi, ST. MT Muchlison Anis, ST. MT
HALAMAN PERSETUJUAN PENENTUAN STANDAR WAKTU KERJA DAN HARGA JUAL PRODUK
MENGGUNAKAN MODEL SISTEM INFORMASI MANAJEMEN (Studi Kasus: Memen Furniture Jl. Solo-Jogja Km 14 Gatak, Sukoharjo)
Telah dipertahankan pada sidang pendadaran tingkat Sarjana Jurusan Teknik Industri Fakultas Teknik Universitas Muhammadiyah Surakarta.
Hari : ......................................
Tanggal : ......................................
Menyetujui,
Dewan Penguji Tanda Tangan
1. Indah Pratiwi, ST. MT ______________
(Ketua)
2. Muchlison Anis, ST. MT ______________
(Anggota)
3. Much. Djunaidi, ST. MT ______________
(Anggota)
4. Siti Nandiroh, ST ______________
(Anggota)
Mengetahui,
Dekan Fakultas Teknik Ketua Jurusan Teknik Industri
Ir. Sri Widodo, MT Munajat Tri Nugroho, ST. MT
NIK : 542 NIK : 810
MOTTO
Jika kita tidak yakin pada diri kita berarti kita tidak mempunyai kebanggaan.
(Arsene Wenger)
Saling memberi dan menerima adalah kunci untuk membina hubungan yang
berhasil.
(E. M. Forster)
Jalanilah hidup dengan rasa optimisme.
(James Branch Cabell)
Orang yang memiliki pengetahuan tentang alam semesta, tetapi tidak
mengenal dirinya sendiri sama dengan tidak tahu apa-apa.
(Jean de la Fontaine)
Sukai diri kita dengan segala kelebihan dan kekuranganya.
(Penulis)

PERSEMBAHAN
Laporan Tugas Akhir ini penulis persembahkan
untuk:
Bapak Ibu tercinta di rumah yang telah
memberikan doa restu dan selalu
mendukungku.
Adekku ‘Bunga’ makasih buat dukungan dan
semangat yang diberikan.
Semua teman-teman di kost dan di kampus.
KATA PENGANTAR
Assalamu’alaikum Wr. Wb.
Syukur Alhamdulillah penulis panjatkan kehadirat Allah SWT, karena
berkat rahmat, hidayah dan ridho-Nya, Tugas Akhir yang berjudul: “Penentuan
Standar Waktu Kerja dan Harga Jual Produk Menggunakan Model Sistem
Informasi Manajemen” dapat terselesaikan dengan baik.
Dalam menyelesaikan Laporan Tugas Akhir ini banyak pihak yang telah
membantu penulis baik secara langsung maupun tidak langung. Untuk itu
perkenankanlah pada kesempatan ini penulis menyampaikan ucapan terima kasih
kepada:
1. Bapak Ir. H. Sri Widodo MT, selaku Dekan Fakultas Teknik Universitas
Muhammadiyah Surakarta.
2. Bapak Munajat Tri Nugroho ST. MT, selaku Ketua Jurusan Teknik Industri
Universitas Muhammadiyah Surakarta.
3. Bapak Indah Pratiwi ST. MT, selaku dosen pembimbing I yang telah
memberikan bimbingannya dalam penulisan Tugas Akhir ini.
4. Bapak Muchlison Anis, ST. MT, selaku dosen pembimbing II yang telah
memberikan bimbingannya dalam penulisan Tugas Akhir ini.
5. Teman-temanku di ”Wisma Ardilla” (Bose_Jujuk, Jekek, Rossy, Sigit
‘Gondrong’, Pakde Taufik, Hartono, Najib, Pak Budi, Alfan, Taufik Picolo,
Sidiq, Dadang, Gendut) terimakasih atas kebersamaan dan dukungannya.
6. Teman tercintaku Indri di Wonogiri terimakasih atas doa dan dukungannya.
7. Bapak Memen selaku pimpinan Memen Furniture yang telah membantu dalam
melakukan penelitian di perusahaan.
8. Seluruh kawan-kawan pekerja di Memen Furniture yang telah membantu
dalam melakukan penelitian.
Akhirnya, semoga amal baik Bapak/Ibu/Saudara/Saudari yang telah
diberikan kepada penulis dapat diterima oleh Allah SWT dan mendapat balasan
yang setimpal. Amien.
Penulis menyadari bahwa Laporan Tugas Akhir ini masih banyak
kekurangan dan jauh dari kesempurnaan, oleh karena itu penulis mengharapkan
saran dan kritik yang membangun demi kesempurnaan Laporan Tugas Akhir ini.
Semoga Laporan Tugas Akhir ini dapat bermanfaat bagi penulis khususnya dan
para pembaca pada umumnya.
Wassalamu’alaikum Wr. Wb.
Surakarta, 20 Desember 2007
Penulis
DAFTAR ISI
HALAMAN JUDUL ...................................................................................... i
HALAMAN PENGESAHAN ....................................................................... ii
HALAMAN PERSETUJUAN ..................................................................... iii
MOTTO ......................................................................................................... iv
PERSEMBAHAN .......................................................................................... v
KATA PENGANTAR ................................................................................... vi
DAFTAR ISI .................................................................................................. viii
DAFTAR TABEL ......................................................................................... xii
DAFTAR GAMBAR ..................................................................................... xviii
ABSTRAKSI .................................................................................................. xix
BAB I PENDAHULUAN
1.1 Latar Belakang ......................................................................... 1
1.2 Perumusan Masalah ................................................................. 3
1.3 Batasan Masalah ....................................................................... 3
1.4 Tujuan Penelitian ..................................................................... 3
1.5 Manfaat Penelitian ................................................................... 4
1.6 Sistematika Penulisan ............................................................... 4
1.7 Tinjauan Pustaka ...................................................................... 6
BAB II LANDASAN TEORI
2.1 Pengertian Proses Produksi ....................................................... 9
2.2 Pengertian Perencanaan Produksi ............................................. 10
2.3 Pengertian dan Ruang Lingkup Teknik Tata Cara Kerja ......... 12
2.3.1 Definisi dan Pengertian-Pengertiannya ........................ 12
2.3.2 Ruang Lingkup Teknik Tata Cara Kerja ...................... 13
2.4 Penyederhanaan Kerja (Work Simplification) .......................... 14
2.5 Pengukuran Kerja..................................................................... 16
2.5.1 Pengukuran Kerja Menggunakan Direct Stop Watch Time
Study ............................................................................... 16
2.6 Penyesuaian dan Kelonggaran ................................................. 18
2.7 Pengukuran Kerja Dengan Metode Sampling Kerja ................. 22
2.7.1 Data Waktu Baku.......................................................... 22
2.8 Pengertian Sistem Informasi .................................................... 26
2.9 Perancangan Basis Data ........................................................... 27
2.10 Peranan Sistem Informasi Manajemen Dalam Manajemen
Produksi .................................................................................... 28
BAB III METODOLOGI PENELITIAN
3.1
3.2 Teknik Pengumpulan Data........................................................ 31
3.3 Langkah Penelitian.................................................................... 32
3.4 Teknik Pengolahan dan Analisa Data ...................................... 32
3.5 Kerangka Pemecahan Masalah ................................................ 41
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data ................................................................... 42
4.2 Pengolahan Data Produk .......................................................... 52
4.2.1 Uji Kecukupan Data Produk Kursi LP-31 ................... 52
4.2.2 Uji Kecukupan Data Produk Bade Side LP-03 ............ 56
4.2.3 Uji Keseragaman Data Produk Kursi LP-31 ............... 61
4.2.4 Uji Keseragaman Data Produk Bade Side LP-03 ........ 65
4.2.5 Perhitungan Waktu Siklus, Waktu Normal, dan Waktu
Baku Produk Kursi LP-31 ........................................... 70
4.2.6 Perhitungan Waktu Siklus, Waktu Normal, dan Waktu
Baku Produk Bade Side LP-03 ................................... 74
4.3 Pembuatan Sistem Informasi .................................................... 78
4.3.1 Penentuan Sistem Informasi ........................................ 78
4.3.2 Data Perancangan Program .......................................... 79
4.3.3 Perancangan Program .................................................. 86
4.3.3.1 Data Komponen ........................................... 86
4.3.3.2 Data Per Komponen .................................... 86
4.3.3.3 Query Komponen ......................................... 87
4.3.3.4 Data Produk .................................................. 87
4.3.3.5 Data Transaksi .............................................. 87
4.3.3.6 Query Transaksi ........................................... 88
4.3.3.7 Form Data Komponen .................................. 88
4.3.3.8 Form Data Komponen, Waktu, Kebutuhan dan
Biaya Bahan Baku per Komponen ............... 89
4.3.3.9 Form Data Produk, Waktu Penyelesaian,
Kebutuhan dan Biaya Bahan Baku, Biaya
Tenaga Kerja, Biaya Lain-lain,
dan Harga Jual .............................................. 90
4.3.3.10 Form Transaksi ............................................. 91
BAB V ANALISA DAN PEMBAHASAN
5.1 Analisa Time Study.................................................................... 92
5.1.1 Perhitungan Standar Waktu Kerja ............................... 92
5.1.2 Perhitungan Standar Pembuatan Produk ...................... 93
5.2 Analisa Sistem Informasi Manajemen ....................................... 93
5.3 Proses Pengoperasian Sistem ..................................................... 93
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan ................................................................................ 97
6.2 Saran ........................................................................................... 98
DAFTAR PUSTAKA
LAMPIRAN
DAFTAR TABEL
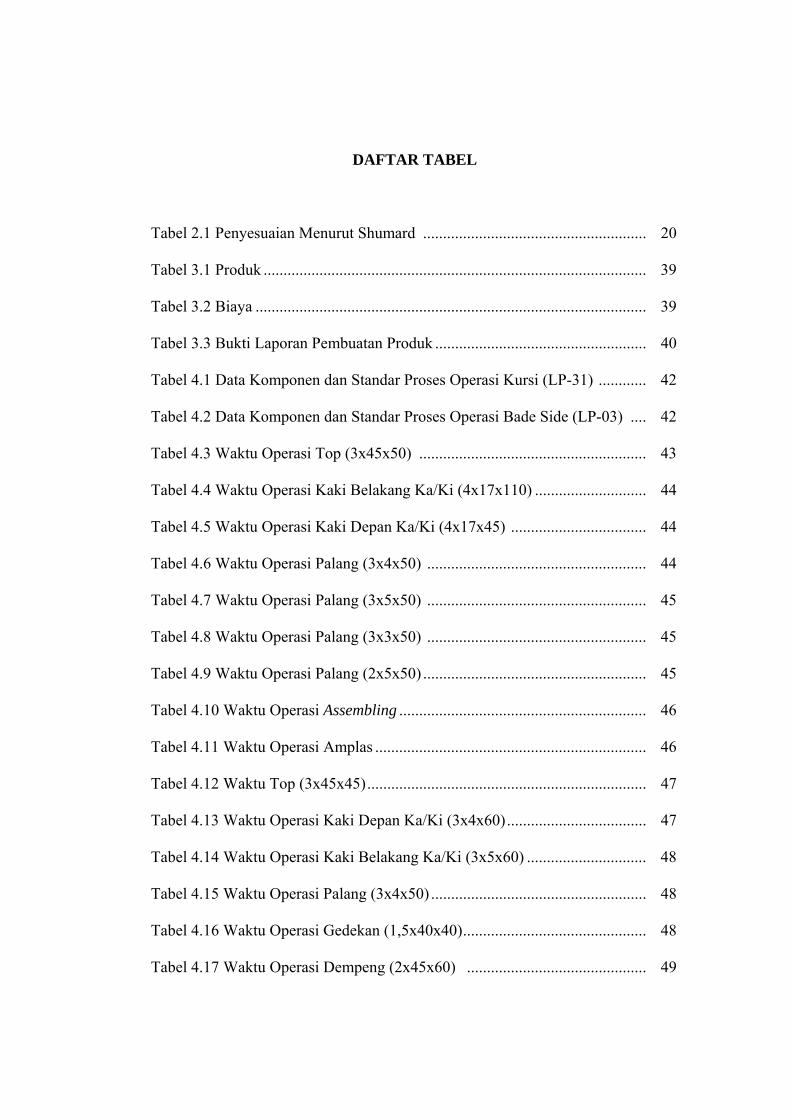
Tabel 2.1 Penyesuaian Menurut Shumard ........................................................ 20
Tabel 3.1 Produk ................................................................................................ 39
Tabel 3.2 Biaya .................................................................................................. 39
Tabel 3.3 Bukti Laporan Pembuatan Produk ..................................................... 40
Tabel 4.1 Data Komponen dan Standar Proses Operasi Kursi (LP-31) ............ 42
Tabel 4.2 Data Komponen dan Standar Proses Operasi Bade Side (LP-03) .... 42
Tabel 4.3 Waktu Operasi Top (3x45x50) ......................................................... 43
Tabel 4.4 Waktu Operasi Kaki Belakang Ka/Ki (4x17x110) ............................ 44
Tabel 4.5 Waktu Operasi Kaki Depan Ka/Ki (4x17x45) .................................. 44
Tabel 4.6 Waktu Operasi Palang (3x4x50) ....................................................... 44
Tabel 4.7 Waktu Operasi Palang (3x5x50) ....................................................... 45
Tabel 4.8 Waktu Operasi Palang (3x3x50) ....................................................... 45
Tabel 4.9 Waktu Operasi Palang (2x5x50) ........................................................ 45
Tabel 4.10 Waktu Operasi Assembling .............................................................. 46
Tabel 4.11 Waktu Operasi Amplas .................................................................... 46
Tabel 4.12 Waktu Top (3x45x45)...................................................................... 47
Tabel 4.13 Waktu Operasi Kaki Depan Ka/Ki (3x4x60)................................... 47
Tabel 4.14 Waktu Operasi Kaki Belakang Ka/Ki (3x5x60) .............................. 48
Tabel 4.15 Waktu Operasi Palang (3x4x50) ...................................................... 48
Tabel 4.16 Waktu Operasi Gedekan (1,5x40x40).............................................. 48
Tabel 4.17 Waktu Operasi Dempeng (2x45x60) ............................................. 49
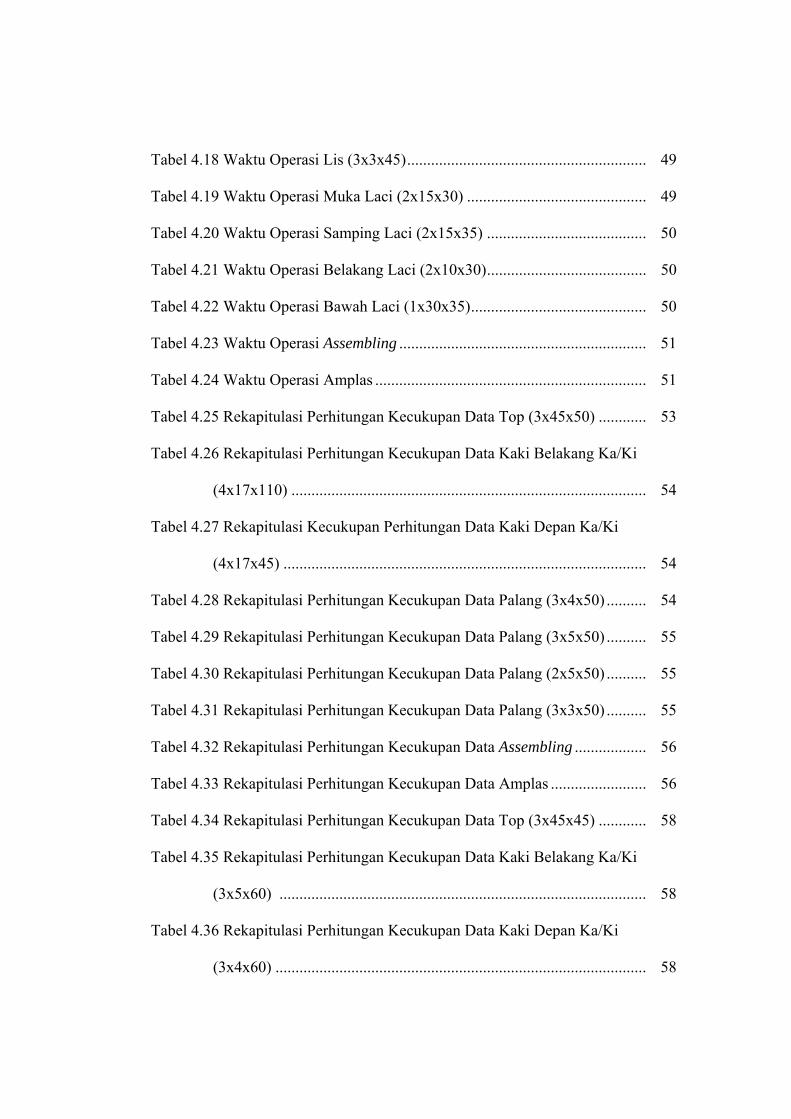
Tabel 4.18 Waktu Operasi Lis (3x3x45)............................................................ 49
Tabel 4.19 Waktu Operasi Muka Laci (2x15x30) ............................................. 49
Tabel 4.20 Waktu Operasi Samping Laci (2x15x35) ........................................ 50
Tabel 4.21 Waktu Operasi Belakang Laci (2x10x30)........................................ 50
Tabel 4.22 Waktu Operasi Bawah Laci (1x30x35)............................................ 50
Tabel 4.23 Waktu Operasi Assembling .............................................................. 51
Tabel 4.24 Waktu Operasi Amplas .................................................................... 51
Tabel 4.25 Rekapitulasi Perhitungan Kecukupan Data Top (3x45x50) ............ 53
Tabel 4.26 Rekapitulasi Perhitungan Kecukupan Data Kaki Belakang Ka/Ki
(4x17x110) ......................................................................................... 54
Tabel 4.27 Rekapitulasi Kecukupan Perhitungan Data Kaki Depan Ka/Ki
(4x17x45) ........................................................................................... 54
Tabel 4.28 Rekapitulasi Perhitungan Kecukupan Data Palang (3x4x50) .......... 54
Tabel 4.29 Rekapitulasi Perhitungan Kecukupan Data Palang (3x5x50) .......... 55
Tabel 4.30 Rekapitulasi Perhitungan Kecukupan Data Palang (2x5x50) .......... 55
Tabel 4.31 Rekapitulasi Perhitungan Kecukupan Data Palang (3x3x50) .......... 55
Tabel 4.32 Rekapitulasi Perhitungan Kecukupan Data Assembling .................. 56
Tabel 4.33 Rekapitulasi Perhitungan Kecukupan Data Amplas ........................ 56
Tabel 4.34 Rekapitulasi Perhitungan Kecukupan Data Top (3x45x45) ............ 58
Tabel 4.35 Rekapitulasi Perhitungan Kecukupan Data Kaki Belakang Ka/Ki
(3x5x60) ............................................................................................ 58
Tabel 4.36 Rekapitulasi Perhitungan Kecukupan Data Kaki Depan Ka/Ki
(3x4x60) ............................................................................................. 58
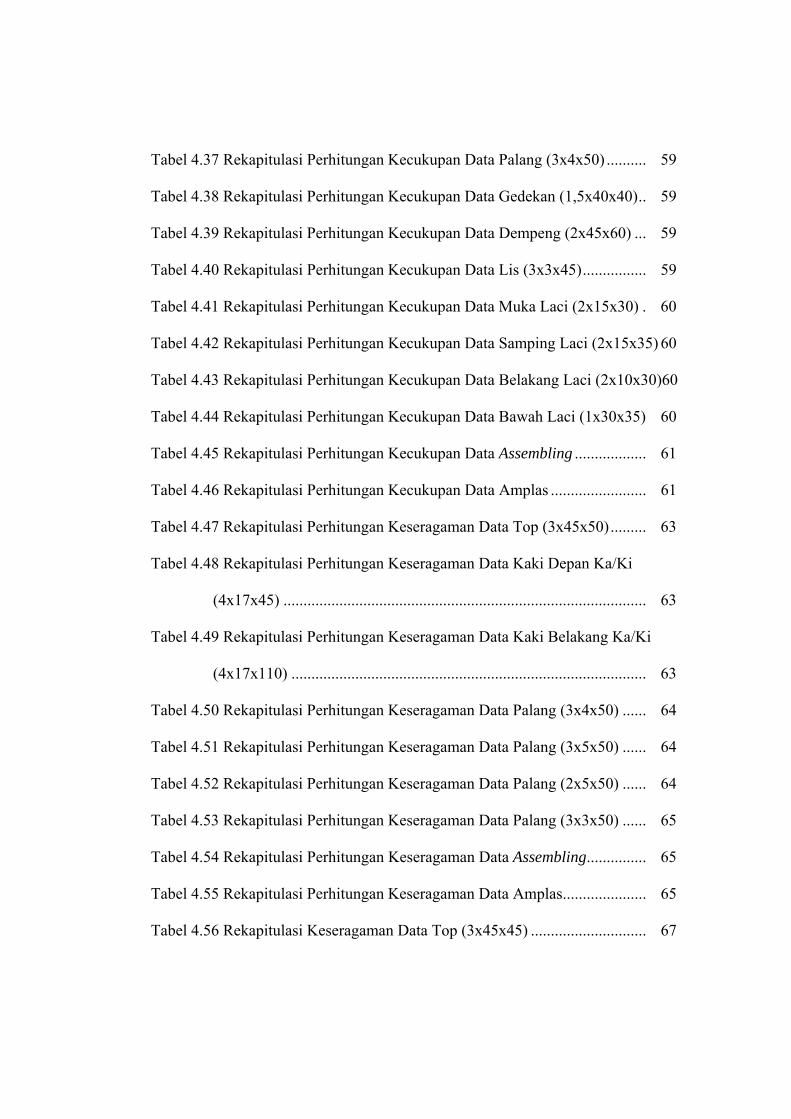
Tabel 4.37 Rekapitulasi Perhitungan Kecukupan Data Palang (3x4x50) .......... 59
Tabel 4.38 Rekapitulasi Perhitungan Kecukupan Data Gedekan (1,5x40x40).. 59
Tabel 4.39 Rekapitulasi Perhitungan Kecukupan Data Dempeng (2x45x60) ... 59
Tabel 4.40 Rekapitulasi Perhitungan Kecukupan Data Lis (3x3x45)................ 59
Tabel 4.41 Rekapitulasi Perhitungan Kecukupan Data Muka Laci (2x15x30) . 60
Tabel 4.42 Rekapitulasi Perhitungan Kecukupan Data Samping Laci (2x15x35) 60
Tabel 4.43 Rekapitulasi Perhitungan Kecukupan Data Belakang Laci (2x10x30)60
Tabel 4.44 Rekapitulasi Perhitungan Kecukupan Data Bawah Laci (1x30x35) 60
Tabel 4.45 Rekapitulasi Perhitungan Kecukupan Data Assembling .................. 61
Tabel 4.46 Rekapitulasi Perhitungan Kecukupan Data Amplas ........................ 61
Tabel 4.47 Rekapitulasi Perhitungan Keseragaman Data Top (3x45x50)......... 63
Tabel 4.48 Rekapitulasi Perhitungan Keseragaman Data Kaki Depan Ka/Ki
(4x17x45) ........................................................................................... 63
Tabel 4.49 Rekapitulasi Perhitungan Keseragaman Data Kaki Belakang Ka/Ki
(4x17x110) ......................................................................................... 63
Tabel 4.50 Rekapitulasi Perhitungan Keseragaman Data Palang (3x4x50) ...... 64
Tabel 4.51 Rekapitulasi Perhitungan Keseragaman Data Palang (3x5x50) ...... 64
Tabel 4.52 Rekapitulasi Perhitungan Keseragaman Data Palang (2x5x50) ...... 64
Tabel 4.53 Rekapitulasi Perhitungan Keseragaman Data Palang (3x3x50) ...... 65
Tabel 4.54 Rekapitulasi Perhitungan Keseragaman Data Assembling............... 65
Tabel 4.55 Rekapitulasi Perhitungan Keseragaman Data Amplas..................... 65
Tabel 4.56 Rekapitulasi Keseragaman Data Top (3x45x45) ............................. 67
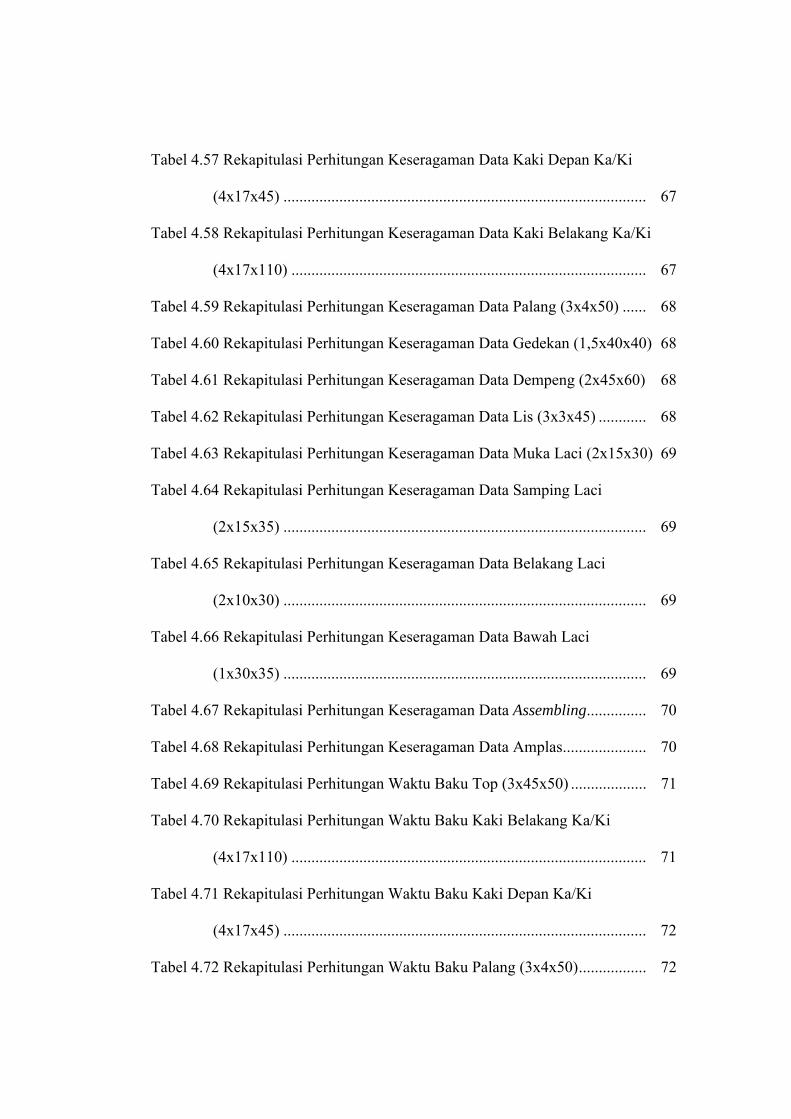
Tabel 4.57 Rekapitulasi Perhitungan Keseragaman Data Kaki Depan Ka/Ki
(4x17x45) ........................................................................................... 67
Tabel 4.58 Rekapitulasi Perhitungan Keseragaman Data Kaki Belakang Ka/Ki
(4x17x110) ......................................................................................... 67
Tabel 4.59 Rekapitulasi Perhitungan Keseragaman Data Palang (3x4x50) ...... 68
Tabel 4.60 Rekapitulasi Perhitungan Keseragaman Data Gedekan (1,5x40x40) 68
Tabel 4.61 Rekapitulasi Perhitungan Keseragaman Data Dempeng (2x45x60) 68
Tabel 4.62 Rekapitulasi Perhitungan Keseragaman Data Lis (3x3x45) ............ 68
Tabel 4.63 Rekapitulasi Perhitungan Keseragaman Data Muka Laci (2x15x30) 69
Tabel 4.64 Rekapitulasi Perhitungan Keseragaman Data Samping Laci
(2x15x35) ........................................................................................... 69
Tabel 4.65 Rekapitulasi Perhitungan Keseragaman Data Belakang Laci
(2x10x30) ........................................................................................... 69
Tabel 4.66 Rekapitulasi Perhitungan Keseragaman Data Bawah Laci
(1x30x35) ........................................................................................... 69
Tabel 4.67 Rekapitulasi Perhitungan Keseragaman Data Assembling............... 70
Tabel 4.68 Rekapitulasi Perhitungan Keseragaman Data Amplas..................... 70
Tabel 4.69 Rekapitulasi Perhitungan Waktu Baku Top (3x45x50) ................... 71
Tabel 4.70 Rekapitulasi Perhitungan Waktu Baku Kaki Belakang Ka/Ki
(4x17x110) ......................................................................................... 71
Tabel 4.71 Rekapitulasi Perhitungan Waktu Baku Kaki Depan Ka/Ki
(4x17x45) ........................................................................................... 72
Tabel 4.72 Rekapitulasi Perhitungan Waktu Baku Palang (3x4x50)................. 72
Tabel 4.73 Rekapitulasi Perhitungan Waktu Baku Palang (3x5x50)................. 72
Tabel 4.74 Rekapitulasi Perhitungan Waktu Baku Palang (2x5x50)................. 73
Tabel 4.75 Rekapitulasi Perhitungan Waktu Baku Palang (3x3x50)................. 73
Tabel 4.76 Rekapitulasi Perhitungan Waktu Baku Assembling......................... 73
Tabel 4.77 Rekapitulasi Perhitungan Waktu Baku Amplas............................... 73
Tabel 4.78 Rekapitulasi Perhitungan Waktu Baku Top (3x45x45) ................... 75
Tabel 4.79 Rekapitulasi Perhitungan Waktu Baku Kaki Belakang Ka/Ki
(3x5x60) ............................................................................................. 75
Tabel 4.80 Rekapitulasi Perhitungan Waktu Baku Kaki Depan Ka/Ki (3x5x60) 75
Tabel 4.81 Rekapitulasi Perhitungan Waktu Baku Palang (3x4x50)................. 76
Tabel 4.82 Rekapitulasi Perhitungan Waktu Baku Gedekan (1,5x40x40) ........ 76
Tabel 4.83 Rekapitulasi Perhitungan Waktu Baku Dempeng (2x45x60) .......... 76
Tabel 4.84 Rekapitulasi Perhitungan Waktu Baku Lis (3x3x45) ...................... 76
Tabel 4.85 Rekapitulasi Perhitungan Waktu Baku Muka Laci (2x15x30) ........ 77
Tabel 4.86 Rekapitulasi Perhitungan Waktu Baku Samping Laci (2x15x35) ... 77
Tabel 4.87 Rekapitulasi Perhitungan Waktu Baku Belakang Laci (2x10x30) .. 77
Tabel 4.88 Rekapitulasi Perhitungan Waktu Baku Bawah Laci (1x30x35) ...... 77
Tabel 4.89 Rekapitulasi Perhitungan Waktu Baku Assembling......................... 78
Tabel 4.90 Rekapitulasi Perhitungan Waktu Baku Amplas............................... 78
Tabel 4.91 Desain Tabel Komponen.................................................................. 79
Tabel 4.92 Kebutuhan Bahan Baku dan Biaya per Komponen ......................... 80
Tabel 4.93 Kebutuhan Bahan Baku dan Biaya Komponen................................ 81
Tabel 4.94 Data Waktu Baku Komponen Kursi LP-31 ..................................... 81
Tabel 4.95 Data Waktu Baku Komponen Bade Side LP-03.............................. 82
Tabel 4.96 Desain Tabel Biaya Komponen ....................................................... 82
Tabel 4.97 Rekapitulasi Standar Pembuatan Produk ......................................... 83
Tabel 4.98 Desain Tabel Produk........................................................................ 84
Tabel 4.99 Desain Tabel Transaksi.................................................................... 84
Tabel 5.3 Rekapitulasi Pembuatan Produk .......................................................... 93
Tabel 6.1 Hasil Perhitungan Pembuatan Produk.................................................. 97
DAFTAR GAMBAR
Gambar 2.1 Bagan Perencanaan dan Pengendalian Produksi....................... 10
Gambar 2.2 Ruang Lingkup Teknik Tata Cara Kerja ................................... 14
Gambar 2.3 Proses Informasi........................................................................ 27
Gambar 3.1 Context Diagram Aktual ........................................................... 34
Gambar 3.2 Context Diagram Usulan........................................................... 36
Gambar 3.3 Data Flow Diagram .................................................................. 37
Gambar 3.4 Entity Relationship Diagram..................................................... 38
Gambar 3.5 Kerangka Pemecahan Masalah.................................................. 41
Gambar 4.1 Tabel Komponen....................................................................... 86
Gambar 4.2 Tabel Biaya per Komponen....................................................... 86
Gambar 4.3 Query Komponen ...................................................................... 87
Gambar 4.4 Tabel Produk ............................................................................. 87
Gambar 4.5 Tabel Transaksi .......................................................................... 87
Gambar 4.6 Query Transaksi ........................................................................ 88
Gambar 4.7 Formulir Komponen.................................................................. 88
Gambar 4.8 Formulir Biaya Komponen........................................................ 89
Gambar 4.9 Formulir Produk ........................................................................ 90
Gambar 4.10 Formulir Transaksi ................................................................... 91
Gambar 5.1 Hasil Data Komponen ............................................................... 95
Gambar 5.2 Hasil Data Produk ..................................................................... 95
Gambar 5.3 Proses Transaksi........................................................................ 96

ABSTRAKSI
Dalam perusahaan Memen Furniture yang bergerak dalam bidang furniture setengah jadi faktor ketepatan dan kecepatan untuk memperoleh informasi produksi yang dibutuhkan pimpinan perusahaan. Maka dengan penelitian ini diukur waktu kerja dan ditentukan biaya-biaya yang menyangkut proses produksi serta merancang databasenya.
Tujuan dari penelitian ini adalah mendapatkan standar waktu kerja untuk memberikan informasi tambahan terhadap proses produksi pembuatan produk selain data biaya produksi dan harga jualnya sehingga mudah dalam menentukan pekerjaan produksi terhadap permintaan konsumen. Waktu kerja diukur menggunakan time study. Hasil standar perhitungan waktu kerja dengan biaya bahan baku, biaya tenaga kerja, biaya lain-lain, kebutuhan bahan baku serta harga jual digabungkan menggunakan sistem informasi database menggunakan software Microsoft Access 2007.
Dari hasil penelitian dan pengolahan data diperoleh hasilnya untuk Produk Kursi LP-31: waktu penyelesaian 3,11 jam, kebutuhan bahan baku 0,0314 m3, biaya bahan baku Rp. 62.600,-, biaya tenaga kerja Rp. 23.000,-, Biaya lain-lain Rp. 9.000,-, harga jual Rp. 100.000,-, dan Produk Bade Side LP-03: waktu penyelesaian 5,13 jam, kebutuhan bahan baku 0,0513 m3, biaya bahan baku Rp. 72.200,-, biaya tenaga kerja Rp. 32.000,-, Biaya lain-lain Rp. 10.000,-, harga jual Rp. 135.000,-.
Berdasarkan hasil standar proses pembuatan dua produk diatas kemudian dirancang ke dalam sistem database. Kemudian dalam database dapat diketahui nilai-nilai diatas terhadap permintaan pesanan konsumen.
Kata kunci: Time Study, standar pembuatan produk, sistem database, Microsoft
Access 2007.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Dengan semakin banyaknya usaha yang bergerak dibidang
permebelan menyebabkan persaingan antar perusahaan furniture sangat
ketat. Dengan demikian perlu adanya inisiatif dari masing-masing
perusahaan untuk mengembangkan produknya baik dari segi model maupun
bahan baku yang digunakan. Disamping itu penggunaan dana dan waktu
yang efektif dan efisien mungkin agar keuntungan yang diperoleh
perusahaan optimal.
Memen Furniture adalah salah satu perusahaan yang bergerak
dibidang permebelan. Untuk dapat mempertahankan usahanya dari berbagai
pesaing, maka perusahaan tersebut berinisiatif menggunakan bahan baku
yang sebelumnya kurang diperhatikan. Bahan baku yang dipilih adalah kayu
mangga disamping harganya lebih murah dibandingkan kayu jati, kayu
mangga memiliki tekstur yang khas yaitu memiliki guratan-guratan yang
bagus sehingga jika dilakukan proses finishing yang baik maka akan tampak
seperti tiga dimensi. Dengan kekhasan kayu mangga Memen Furniture
banyak mendapat pesanan dari eksportir. Hasil produksi Memen Furniture
selalu diekspor dan tidak melayani permintaan dalam negeri. Negara-negara
tujuan ekspor kebanyakan berasal dari kawasan Eropa seperti Belanda,
Prancis dan Inggris. Memen Furniture berlokasi di Jalan Raya Solo-Jogja
Km 14 tepatnya di belakang BRI pasar Klewer. Untuk menambah output
produksinya Memen Furniture telah membuat pabrik baru yang
direncanakan akan menggantikan pabrik yang lama. Hal tersebut juga terkait
dengan meningkatnya jumlah pesanan dari konsumen. Memen Furniture
hanya menghasilkan produk setengah jadi sedangkan proses finishingnya
dilakukan di Semarang. Memen Furniture memiliki 23 orang karyawan
yang bekerja dengan sistem borongan dan 4 tempat pengrajin yang telah
bekerja sama dengan perusahaan tersebut untuk mengerjakan setiap pesanan
yang diterima. Karena sistem yang diterapkan perusahaan adalah borongan,
maka output yang dihasilkan berbeda dari masing-masing pekerja baik
dalam hal waktu penyelesaian maupun produk yang dihasilkan.
Dengan semakin banyaknya pesanan dari mancanegara Memen
Furniture dituntut agar bisa memberikan informasi yang lebih cepat dalam
menangani permintaan konsumen. Hal ini agar lebih mudah dalam
memberikan informasi kepada kosumen serta memudahkan proses
perencanaan operasi. Dengan adanya standar penetapan informasi waktu
kerja, biaya produksi, ongkos penjualan terhadap jumlah permintaan maka
secara teknis dapat membantu mengetahui secara tepat faktor-faktor tersebut
kepada pihak manajemen. Menelaah permasalahan-permasalahan diatas
maka dalam Tugas Akhir untuk penelitian di Memen Furniture penulis ingin
membuat standar informasi yang terkait pada proses produksi pembuatan
produk dengan menetapkan standar waktu kerja, biaya produksi dan
penjualan.
1.2 Perumusan Masalah
Permasalahan yang diangkat dalam penelitian ini adalah
Bagaimanakah cara menentukan standar waktu kerja serta biaya pembuatan
produk dan dari hasil data standar pengukurannya dirancang sistem
informasi manajemen menggunakan basis data yang terintegrasi untuk
memudahkan perencanaan produksi terhadap permintaan konsumen?.
1.3 Batasan Masalah
Dalam penelitian ini diperlukan batasan masalah untuk lebih
fokus dan terarah terhadap bahasannya. Batasan masalah dalam penelitian
ini adalah:
1. Pengamatan waktu kerja pada jenis produk yang paling banyak dipesan,
dibuat, dan dijual pada periode tertentu menggunakan metode jam henti.
2. Standar operasi komponen berdasarkan hasil penelitian sebelumnya.
3. Data standar pengukuran waktu kerja, biaya produksi dan biaya
penjualan dimasukkan dalam rancangan basis data menggunakan
software Microsoft Access.
4. Data pengukuran waktu kerja diasumsikan sudah cukup dan seragam.
1.4 Tujuan Penelitian
1. Untuk mengetahui waktu proses operasi tiap unit produk yang
dikerjakan.
2. Memudahkan bagian manajemen untuk mengetahui informasi yang lebih
cepat dalam penyelesaian tiap produk terhadap permintaan konsumen.
3. Untuk mengetahui standar waktu kerja proses produksi, biaya produksi,
biaya penjualan dalam menentukan informasi terhadap permintaan
konsumen.
1.5 Manfaat Penelitian
1. Untuk mempermudah dalam mendapatkan informasi dalam perencanaan
dan waktu proses produksi guna memenuhi permintaan konsumen.
2. Bagi peneliti dapat dijadikan bahan untuk menambah wawasan dalam
menyelesaikan permasalahan.
1.6 Sistematika Penulisan
Sistematika penulisan laporan dalam penelitian ini adalah sebagai
berikut:
BAB I PENDAHULUAN
Berisi uraian yang menjelaskan latar belakang masalah, perumusan
masalah, batasan masalah, tujuan penelitian, manfaat penelitian,
dan sistematika penulisan.
BAB II LANDASAN TEORI
Bab ini menguraikan tentang beberapa teori mengenai time study
serta sistem informasi manajemen yang melandasi penelitian, baik
yang berhubungan dengan penganalisaan dan penjabaran konsep-
konsep untuk pengolahan data.
BAB III METODOLOGI PENELITIAN
Pada bab ini berisi tentang obyek penelitian, teknik pengumpulan
data, alat yang digunakan serta analisis yang digunakan untuk
menyelesaiakan masalah dan kerangka pemecahan masalah.
BAB IV PENGOLAHAN DAN ANALISA DATA
Dalam bab ini menyajikan data yang diperoleh diperlukan dalm
pemecahan masalah serta pembahasan tentang hasil-hasil analisa
dari data yang diperoleh di tempat penelitian.
BAB V PENUTUP
Dalam bab ini berisi kesimpulan dari hasil pengolahan dan analisa
data yang diperoleh serta saran yang dapat dijadikan masukan bagi
penulis ataupun perusahaanyang dijadikan tempat penelitian.
1.7 Tinjauan Pustaka
Beberapa Penelitian yang berhubungan dengan permasalahan ini
adalah sebagai berikut:
No Nama Piput Hendrawan D 600 095 030
Judul Penelitian Penentuan Waktu Standart dan Analisa Jalur Kritis
pada PT. Sunindo Prima Rekayasa di Sukoharjo
Obyek Penelitian PT. Sunindo Prima Rekayasa Sukoharjo
1
Bahasan Penelitian Dalam Penelitian Tugas akhir ini peneliti melakukan
pengukuran standar waktu kerja untuk mengetahui
standar waktu kerjanya serta melakukan analisa jalur
kritis hasil dari penetapan pengukuran waktu kerja
sehingga didapat waktu standar tiap produknya dan
jalur kritisnya.
No Nama Andi Prasetyo Nugroho D 600 020 067
Judul Penelitian Penentuan Standar Waktu Kerja
Dan Perbaikan Proses Persiapan
Untuk Meminimasi Waktu Penyelesaian.
Obyek Penelitian Memen Furniture Jalan Raya Solo-Jogja km 14
2
Bahasan Penelitian Dalam penelitian Tugas Akhir ini peneliti melakukan
pengukuran waktu kerja dan melakukan minimasi
kerja menggunakan hasil pengukuran waktunya yaitu
dengan mengurangi waktu set-up.

No Nama M. Djoko Subriantoro D 600 095 045
Judul Penelitian Meningkatkan Efisiensi Kerja Melalui Penentuan
Waktu Baku Berdasarkan Studi Gerak dan Pengukuran
Waktu Kerja di PT. Aneka Adhilogam Karya Klaten.
Obyek Penelitian PT. Aneka Adhilogam Karya Klaten
3
Bahasan Penelitian Dalam penelitian Tugas Akhir ini peneliti melakukan
penentuan waktu baku berdasarkan studi gerak
operator dan melakukan pengukuran waktu kerja.
No Nama Iing Jaelani D 600 095 019
Judul Penelitian Studi Gerakan dan Pengukuran Waktu Kerja Sebagai
Usaha Meningkatkan Output Produk Pada Proses
Penyortiran Surat Biasa di PT. Pos Indonesia (Persero)
Surakarta.
Obyek Penelitian PT. Pos Indonesia (Persero) Surakarta.
4
Bahasan Penelitian Dalam Penelitian Tugas Akhir ini peneliti melakukan
pengukuran waktu berdasarkan studi gerakan operator
dalam proses penyortiran agar memperoleh waktu
yang lebih cepat sehingga outputnya juga semakin
meningkat.
No Nama Parlindungan Guruh Prasetya Adi D 600 000 021
Judul Penelitian Perancangan Sistem Informasi Kepegawaian di
Perusahaan Pengolahan Kayu ”Mulyo”
Obyek Penelitian Pengolahan Kayu “Mulyo”
5
Bahasan Penelitian Dalam Penelitian Tugas Akhir ini peneliti melakukan
perancangan sistem informasi pada bagian
kepegawaian untuk memudahkan pemberian informasi
yang cepat mengenai data-data pegawai.
BAB II
LANDASAN TEORI
2.1 Pengertian Proses Produksi
Proses produksi merupakan tahap yang diperlukan dalam
pengolahan bahan baku menjadi barang setengah jadi maupun barang jadi
untuk menciptakan nilai tambah atau kegunaan bahan dan jasa dengan
menggunakan faktor-faktor produksi dan sumber daya yang ada dalam
proses produksi di Memen Furniture ini dilakukan oleh bagian produksi.
Jadi dalam produksinya terdapat adanya hubungan keterkaitan antara bahan,
tempat kerja dan mesin dimana itu semua dibutuhkan untuk kelancaran suatu
produksi. Bertitik tolak dari hal tersebut, maka kita akan selalu berusaha
memanfaatkan semua sumber daya tersebut untuk mewujudkan sesuatu
secara maksimal dengan memadukan sumber dan hasil dalam bentuk yang
optimal.
Proses produksi dapat dinyatakan sebagai serangkaian aktivitas
yang diperlukan untuk mengolah ataupun merubah sekumpulan masukan
(input) menjadi sejumlah keluaran (output) yang memiliki nilai tambah.
Pengolahan ataupun perubahan yang terjadi disini bisa secara fisik ataupun
non fisik, dimana perubahan tersebut bisa terjadi terhadap bentuk, dimensi
ataupun sifat-sifatnya. Mengenai nilai tambah yang dimaksudkan disini
adalah nilai dari keluaran yang bertambah dalam pengertian nilai fungsional
(kegunaan) atau nilai ekonomisnya. (Wignjosoebroto, 1995: 2)

Defenisi proses produksi adalah sebagai sumber kegiatan dengan
melibatkan tenaga manusia, bahan serta peralatan untuk menghasilkan
produk yang berguna. (Ahyari, 1979)
2.2 Pengertian Perencanaan Produksi
Perencanaan dan pengendalian produksi diterjemahkan dari istilah
Production Planning and Control merupakan aktivitas manajemen produksi
atau industri yang bertujuan untuk merencanakan (plan) dan mengendalikan
(control) aliran material (khususnya bahan baku) yang masuk, melalui
berbagai tahapan proses, kemudian keluar dari pabrik, seperti digambarkan
dalam bagan berikut ini. (Wignjosoebroto, 1995:335)
Perencanaan dan Pengendalian Produksi
Output (Finished Goods Product)
Input (bahan baku/material)
Proses Produksi (transformasi/ni
lai tambah)
Information
Direction
Gambar 2.1 Bagan Perencanaan dan Pengendalian Produksi
Dari perencanaan proses produksi menurut bagan di atas maka
dapat dijadikan referensi untuk menentukan standar proses produksi untuk
mendapatkan informasi yang aktual di lapangan.
Perencanaan proses mempunyai kaitan yang erat dengan
perencanaan produk, dalam suatu sistem produksi. Selain perencanaan
produk juga harus merencanakan proses untuk membuat produk tersebut.
Perencanaan produksi adalah suatu aktivitas untuk menetapkan apa yang
harus diproduksi, berapa banyak produksi, kapan diproduksi dan sumber-
sumber apa yang dibutuhkan dalam produksi. Pada Memen Furniture
perencanaan proses juga meliputi perencanaan jumlah mesin yang
digunakan dan jumlah bahan baku yang diperlukan untuk membuat suatu
produk.
Fungsi yag terlibat dalam masalah perencanaan produksi diantaranya :
1. Menyiapkan rencana produksi perusahaan.
2. Menjadwalkan penyelesaian produk spesifik
3. Merencanakan produksi, pembelian komponen dan bahan baku
4. Menjadwalkan urutan proses stasiun kerja atau mesin.
Sedangkan tujuan utama perencanaan dan pengendalian produksi
adalah :
1. Memaksimalkan pelayanan dengan konsumen.
2. Meminimumkan investasi pada persediaan.
3. Memaksimumkan efisiensi penggunaan sumber-sumber
2.3 Pengertian dan Ruang Lingkup Teknik Tata Cara Kerja
2.3.1 Definisi dan Pengertian-Pengertiannya
Teknik tata cara kerja adalah suatu ilnu yang terdiri dari
teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan
terbaik dari sistem kerja. Teknik-teknik dan prinsip-prinsip yang
digunakan untuk mengatur komponen-komponen sistem kerja yang
terdiri dari manusia dengan sifat kemampuan-kemampuannya,
bahan, perlengkapan dan peralatan kerja, serta lingkungan kerja
sedemikian rupa sehingga dicapai tingkat efisiensi dan produktivitas
yang tinggi yang diukur dengan waktu yang dihabiskan, tenaga yang
dipakai serta akibat-akibat psikologis dan sosiologis yang
ditimbulkannya.
Telah dikemukakan bahwa teknik tata cara merupakan hasil
perpaduan antara teknik-teknik pengukuran waktu dan prisip-prinsip
studi gerakan sebagaimana masing-masing dikembangkan oleh para
pemulanya. Dalam perkembangan-perkembangan selanjutnya ciri
masing-masing tetap ada walaupun dalam cakupan yang cukup lebih
luas. Walaupun tidak hanya pengukuran waktu, pengukuran tetap
dilakukan dengan teknik-teknik pengukurannya. Prinsip-prinsip yang
adapun bukan hanya menganalisa gerakan atau di sekitar itu, tetapi
juga menyangkut banyak prinsip lain dan perancangan sistem kerja
seperti perancangan tata letak tempat kerja dan peralatan dalam
lingkungannya dengan manusia pekerjanya.
2.3.2 Ruang Lingkup Teknik Tata Cara Kerja
Bila akan kita tinjau lebih lanjut maka ruang lingkup ilmu
teknik tata cara kerja dapat dibagi kedalam dua bagian besar masing-
masing pengaturan kerja dan pengukuran kerja.
Pengaturan kerja berisi prinsip-prinsip mengatur
komponen-komponen sistem kerja untuk mendapatkan alternatif-
alternatif sistem kerja terbaik. Di sini komponen-komponen sistem
kerja diatur sehingga secara bersama-sama berada dalam suatu
komposisi yang baik yaitu yang dapat memberikan efisien dan
produktivitas tertinggi. Jadi pada bagian pengaturan ini kita
dipersenjatai dengan prinsip-prinsip yang harus siperhatikan dan
diusahakan pelaksanaannya. Dengan prinsip-prinsip ini kita akan
mendapatkan alternatif-alternatif sistem kerja terbaik.
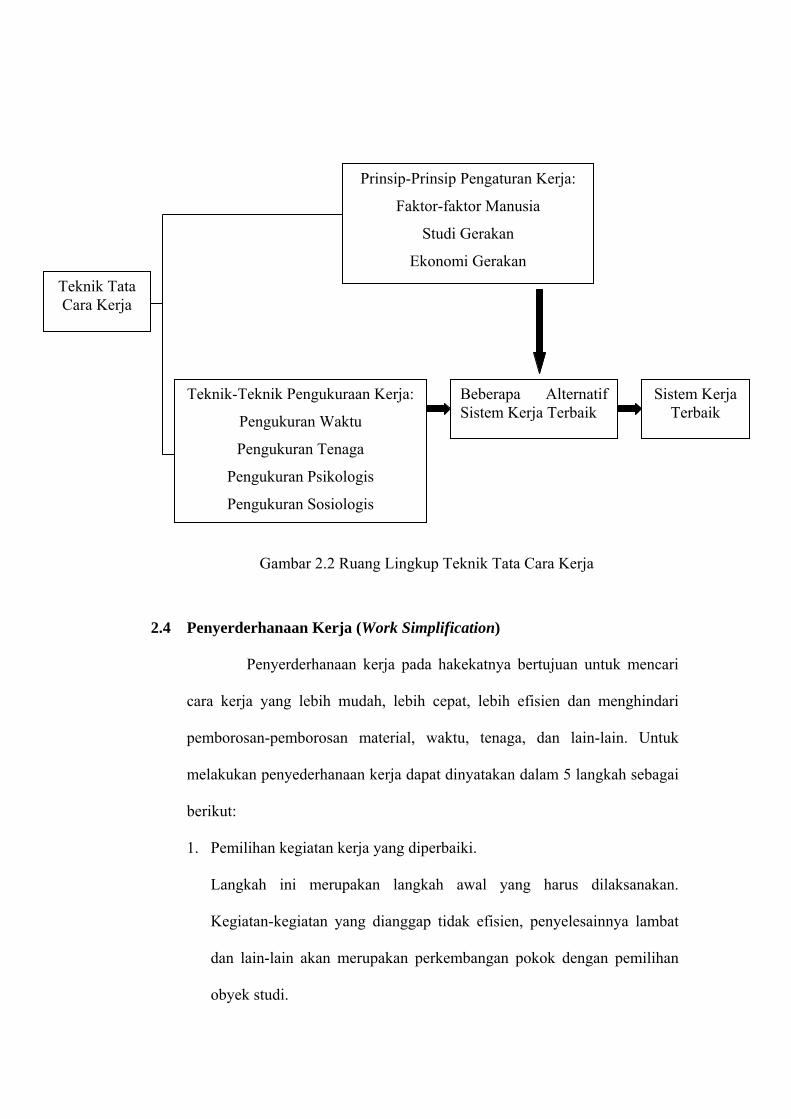
Teknik Tata Cara Kerja
Teknik-Teknik Pengukuraan Kerja:
Pengukuran Waktu
Pengukuran Tenaga
Pengukuran Psikologis
Pengukuran Sosiologis
Prinsip-Prinsip Pengaturan Kerja:
Faktor-faktor Manusia
Studi Gerakan
Ekonomi Gerakan
Beberapa Alternatif Sistem Kerja Terbaik
Sistem Kerja Terbaik
Gambar 2.2 Ruang Lingkup Teknik Tata Cara Kerja
2.4 Penyerderhanaan Kerja (Work Simplification)
Penyerderhanaan kerja pada hakekatnya bertujuan untuk mencari
cara kerja yang lebih mudah, lebih cepat, lebih efisien dan menghindari
pemborosan-pemborosan material, waktu, tenaga, dan lain-lain. Untuk
melakukan penyederhanaan kerja dapat dinyatakan dalam 5 langkah sebagai
berikut:
1. Pemilihan kegiatan kerja yang diperbaiki.
Langkah ini merupakan langkah awal yang harus dilaksanakan.
Kegiatan-kegiatan yang dianggap tidak efisien, penyelesainnya lambat
dan lain-lain akan merupakan perkembangan pokok dengan pemilihan
obyek studi.
2. Pengumpulan dan pencatatan data/fakta.
Langkah kedua adalah mengumpulkan dan mencatat semua data/fakta
yang berkaitan dengan metode kerja yang selama ini dilaksanakan
menyangkut antara lain informasi-informasi yang berkaitan dengan
urutan kegiatan, gerakan-gerakan kerja, layout, dan lain-lain.
3. Analisa terhadap langkah-langkah kerja.
Metode kerja yang sekarang dilaksanakan dianalisa. Langkah-langkah
yang dinilai tidak efisien dicari sebab-sebabnya dan dicari alternatif
pemecahannya agar menjadi lebih baik. Beberapa elemen-elemen kerja
yang dianggap tidak produktif bisa dieleminir atau digabungkan. Untuk
mempermudah proses analisa maka pembuatan peta kerja akan sangat
banyak manfaatnya.
4. Usulan dan pengujian alternatif metode kerja yang lebih baik.
Dari langkah analisis yang dilaksanakan sebelumnya maka diusulkan
kemudian langkah atau metode kerja yang dianggap lebih efektif dan
efisien. Sebelum usulan tersebut diputuskan sebagai alternatif terpilih
terlebih dahulu perlu diujicobakan.
5. Aplikasi dan evaluasi metode kerja baru.
Langkah terakhir adalah mengaplikasikan alternatif metode kerja yang
lebih baik untuk menggantikan metode kerja yang lama dan kemudian
mengevaluasinya kembali bila dirasakan perlu perbaikan.
2.5 Pengukuran Kerja (Macam dan Prosedur Penetapan Waktu Kerja)
Kegunaan atau keuntungan pokok dari pemakaian standar data
dapat diuraikan antara lain sebagai berikut :
Pelaksanaan time study akan lebih cepat dan murah.
Konsistensi dari hasil yang diperoleh bisa tetap dijaga untuk setiap
aktivitas time study. Demikian juga dengan kemungkinan terjadi error
pada studi bisa dikurangi.
Tidak diperlukan time study analyst yang terlalu trampil di dalam
penentuan waktu standar.
Bisa dimanfaatkan untuk mengestimasikan biaya dan merencanakan
kegiatan produksi sebelum kegiatan itu sendiri dilaksanakan.
Mengurangi kericuhan yang mungkin terjadi di lapangan seperti halnya
yang biasa dijumpai setiap kali aktivitas time study dilaksanakan.
Kerugian utamanya adalah proses penghimpunan standar data yang
harus dilaksanakan secara intensif pada aktivitas study sebelumnya yang
mana dalam hal ini akan memerlukan biaya yang tidak sedikit.
2.5.1 Pengukuran Kerja Dengan Menggunakan ”Direct Stop Watch
Time Study”
Pengukuran Waktu kerja (Time Study) pada dasarnya
merupakan suatu usaha untuk menentukan lamanya waktu kerja yang
diperlukan oleh seorang operator untuk menyelesaikan suatu
pekerjaan.(Wignjosoebroto, 1995: 340)

Dari hasil pengukuran maka akan diperoleh waktu baku
untuk menyelesaikan satu siklus pekerjaan, yang mana waktu ini
digunakan sebagai standar penyelesaian pekerjaan bagi semua
pekerja yang akan melakukan pekerjaan yang sama. Pada dasarnya
teknik- teknik pengukuran waktu kerja dapat dibagi menjadi dua:
1. Secara Langsung
Dianggap secara langsung karena pengukurannya dilakukan
secara langsung yaitu dilakukan di tempat dimana pekerjaan
bersangkutan dijalankan. Yang termasuk dalam pengukuran
langsung adalah pengukuran waktu dengan jam henti dan
sampling pekerjaan.
2. Secara Tidak Langsung
Pengukuran kerja secara tidak langsung melekukan perhitungan
tanpa harus berada di tempat pekerjaan tersebut dijalankan yaitu
dengan cara membaca tabel- tabel yang tersedia asalkan
mengetahui jalannya pekerjaan melalui elemen pekerjaan atau
elemen gerakan .
Dalam konteks pengukuran waktu kerja, metode direct stop
watch time merupakan teknik pengukuran kerja dengan
menggunakan stop watch sebagai alat pengukur waktu yang
ditunjukkan dalam penyelesaian aktivitas yang diamati (actual time).
Waktu yang berhasil diukur dan dicatat kemudian dimodifikasikan

dengan mempertimbangkan tempo kerja operator dan
menambahkannya dengan allowences.
Untuk kelancaran kegiatan pengukuran dan analisis
nantinya maka selain stop watch sebagai timing device diperlukan
time study form guna mencatat data waktu yang diukur tersebut.
Pengukuran dan pencatatan biasanya menggunakan metode continue.
Kegiatan kerja yang akan diukur terlebih dahulu harus dibagi-bagi ke
dalam elemen-elemen kerja secara detail. Dengan mengamati
kegiatan yang akan diukur, kemudian pengukuran waktu yang
dibutuhkan untuk menyelesaikan elemen kerja tersebut diukur dan
dicatat.
2.6 Penyesuaian dan Kelonggaran
a. Faktor Penyesuaian
Maksud dimasukkannya faktor penyesuaian adalah untuk
menjaga kewajaran kerja, sehingga tidak akan terjadi kekurangan
waktu karena terlalu idealnya kerja yang diamati. Faktor penyesuaian
dalam pengukuran waktu kerja dibutuhkan untuk menentukan waktu
normal dari operator yang berada dalam sistem tertentu. Andai kata
ketidakwajaran ada maka pengukur harus mengetahuinya dan
menilai seberapa jauh hal itu terjadi. Penilaian perlu diadakan karena
berdasarkan inilah penyesuaian dilakukan. Jadi jika pengukur
mendapatkan harga rata-rata siklus yang diketahui diselesaikan
dengan kecepatan tidak wajar oleh operator, maka agar harga rata-
rata tersebut menjadi wajar, pengukur harus menormalkannya
dengan melakukan penyesuaian. Untuk memudahkan pemilihan
konsep wajar, seorang pengukur dapat mempelajari bagaimana
bekerjanya seorang operator yang dianggap normal itu yaitu: jika
seorang operator yang dianggap berpengalaman bekerja tanpa usaha-
usaha yang berlebihan sepanjang hari bekerja, menguasai cara kerja
yang ditetapkan, dan menunjukkan kesungguhan dalam menjalankan
pekerjaannya. Disamping konsep-konsep yang dikemukakan oleh
International Labour Organization ini, terdapat juga konsep yang
lebih terperinci yaitu yang dikemukakan oleh Lawry Maynard dan
Stegemarten melalui cara penyesuaian Westinghouse. Mereka
berpendapat bahwa ada empat faktor yang menyebabkan kewajaran
atau ketidakwajaran dalam bekerja yaitu ketrampilan, usaha, kondisi
kerja dan konsistensi. Walaupun usaha–usaha membakukan konsep
bekerja wajar telah dilakukan, namun penyesuaian tetap tampak
sebagai suatu yang subyektif. Memang hal inilah yang dipandang
sebagai kelemahan pengukuran waktu dilihat secara alamiah. Namun
bagaimanapun penyesuaian harus dilakukan karena ketidakwajaran
yang menghasilkan ketidaknormalan data merupakan suatu hal yang
biasa terjadi.
Biasanya penyesuaian dilakukan dengan mengalikan waktu
siklus rata-rata atau waktu elemen rata-rata dengan suatu harga p
yang disebut faktor penyesuaian. Besarnya harga p tentunya

sedemikian rupa sehingga hasil perkalian yang diperoleh
mencerminkan waktu yang sewajarnya atau normal. Bila pengukur
berpendapat bahwa operator bekerja di atas normal maka harga p nya
akan lebih besar dari satu (p>1); sebaliknya jika operator dipandang
bekerja di bawah normal maka harga p akan lebih kecil dari satu
(p<1). Seandainya pengukur berpendapat bahwa operator bekerja
dengan wajar maka harga p nya sama dengan satu (p=1).
Beberapa metode dalam menentukan besar faktor penyesuaian,
antara lain:
- Metode Shumard
- Metode Westinghouse
- Metode Obyektif
- Metode Bedaux atau Sintesis
Tabel 2.1 Penyesuaian Menurut Shumard
Kelas Penyesuaian Superlast 100 Fast + 95 Fast 90 Fast - 85 Excellent 80 Good + 75 Good 70 Good - 65 Normal 60 Fair + 55 Fair 50 Fair - 45 Poor 40
Rating performance pada dasarnya diaplikasikan untuk
menormalkan waktu kerja yang diperoleh dari pengukuran kerja
akibat kecepatan berubah-ubah. Dalam penelitian ini digunakan
metode westing house untuk menentukan faktor penyesuaian.
Westing House mengarahkan penilaian pada 4 faktor yang dianggap
menentukan kewajaran dalam bekerja. Setiap faktor dibagi dalam
kelas yang nilainya berbeda.
b. Faktor Kelonggaran (allowance)
Pemberian kelonggaran ini dimaksudkan untuk
memberi kesempatan kepada operator untuk melakukan hal-hal
yang harus dilakukannya, sehingga waktu baku yang diperoleh
dapat dikatakan data waktu kerja yang lengkap dan mewakili
sistem kerja yang diamati. Kelonggaran yang diberikan antara
lain:
- Kelonggaran untuk kebutuhan pribadi
- Kelonggaran untuk menghilangkan rasa lelah (fatique)
- Kelonggaran yang tidak dapat dihindarkan
Pemberian faktor kelonggaran dan penyesuaian
secara bersama-sama, selayaknya dapat dirasakan adil (fair), baik
dari sisi operator maupun dari sisi manajemen. Faktor
kelonggaran juga diperlukan untuk ketidaknyamanan visual dan
postur kerja, desain suatu perkakas kerja untuk mengurangi
kelelahan kerja serta meminimumkan resiko kesalahan serta
supaya didapatkan optimasi, efisiensi kerja dan hilangnya resiko
kesehatan akibat metode kerja yang kurang tepat.(Nurmianto,
1996: 2)
2.7 Pengukuran Kerja Dengan Metode Sampling Kerja
Sampling kerja adalah suatu aktivitas pengukuran waktu
kerja untuk mengestimasikan proporsi waktu yang hilang selama
siklus siklus kerja berlangsung atau untuk melihat proporsi kegiatan
tidak produktif yang terjadi.(Wignjosoebroto, 1995: 135)
2.7.1 Data Waktu Baku
Penentuan waktu baku untuk menentukan target produksi
ini dilakukan dengan cara pengukuran langsung dengan
menggunakan jam henti. Pengukuran dilakukan dikarenakan di
dalam melakukan pekerjaan dipengaruhi oleh beberapa faktor yang
tidak dapat dihindari baik faktor dari dalam maupun dari luar
perusahaan.
Adapun langkah-langkah didalam menentukan waktu baku antara
lain :
1. Memilih karyawan secara acak untuk diteliti atau diamati waktu
yang digunakannya untuk menyelesaikan proses produksi.
2. Menghitung waktu rata-rata yang diperlukan untuk
menyelesaikan satu unit pekerjaan.
3. Menguji keseragaman dan kecukupan data hasil pengukuran.

4. Menghitung waktu normal, yaitu waktu yang digunakan oleh
seorang pekerja untuk menyelesaikan satu unit produk.
5. Menghitung waktu cadangan, yaitu waktu yang diperlukan
seorang karyawan yang disebabkan berbagai hal seperti :
gangguan mesin, kelelahan dan lain-lain.
6. Menghitung waktu baku yang diperhitungkan atas penjumlahan
waktu normal dan waktu cadangan.
Penjabaran dari langkah-langkah dalam menentukan waktu baku
diantaranya yang disebutkan diatas sebagai berikut :
1. Memilih dan mengambil karyawan secara acak untuk diteliti atau
diamati waktu yang dipergunakannya untuk menyelesaikan satu
unit pekerjaan, dimana karyawan yang diambil sebagai sampel
adalah karyawan yang bekerjanya sesuai dengan waktu rata-rata,
tidak terlalu cepat ataupun tidak terlalu lambat dalam
menyelesaikan pekerjaannya baru setelah itu dihitung waktu rata-
ratanya. Adapun rumus yang digunakan untuk menghitung waktu
rata-rata adalah sebagai berikut :
−X = ∑ N
Xi ……………………………………………….(2.1)
Keterangan :
X = Waktu rata-rata.
Xi = Data pengukuran
N = Jumlah data pengukuran.
2. Uji Keseragaman Data
Di dalam pengukuran idealnya memperoleh data yang seragam.
Uji keseragaman data bertujuan untuk mengetahui apakah data
hasil pengamatan tersebut seragam atau tidak seragam. Data
dikatakan seragam jika semua data berada diantara dua batas
kontrol, yaitu batas kontrol atas dan batas kontrol bawah. Dari
data seragam itulah nanti akan dilakukan untuk mencari waktu
yang diharapkan. Adapun perumusan dari batas kontrol atas dan
kontrol bawah adalah sebagai berikut ( Sutalaksana, 1979: 133) :
BKA = X + 3 SD.............................................................(2.2)
BKB = X - 3 SD.............................................................. (2.3)
Sd =( )
1
2
−
−∑n
xx...........................................................(2.4)
Keterangan :
BKA = Batas Kontrol Atas
BKB = Batas Kontrol Bawah
X = Harga rata-rata data pengamatan
SD = Standar deviasi data pengamatan
3. Kecukupan Data
Dalam penelitian ini yang dicari adalah waktu yang sebenarnya
dibutuhkan untuk menyelesaikan suatu pekerjaan. Tingkat
keyakinan atau ketelitian adalah merupakan pencerminan tingkat
kepastian yang diinginkan oleh pengukur setelah memutuskan
untuk tidak melakukan jumlah pengukuran yang banyak. Tingkat
ketelitian menunjukkan penyimpangan maksimum hasil
pengukuran dari waktu penyelesaian sebenarnya.
N 1 =
222
1 )(/⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ −
∑∑ ∑
XXXNSK
.................................(2.5)
Keterangan :
N' = jumlah data yang dibutuhkan
N = jumlah pengamatan yang dilakukan.
xi = data pengukuran
i =1,2,3…….n
s = Tingkat ketelitian yang digunakan
k = harga indeks
Apabila tingkat keyakinan 90 %, maka s = 10 % (berarti harga
indeks 0,1)
Apabila tingkat keyakinan 95 %, maka s = 5 % (berarti harga
indeks 0,05)
Apabila tingkat keyakinan 99 %, maka s = 1 % (berarti harga
indeks 0,01) (Wignjosoebroto, 1995: 198)
4. Penentuan Waktu Baku
Sebagai langkah selanjutnya adalah menghitung waktu baku
dengan rumus sebagai berikut (Wignjosoebroto, 1995: 210)
Wb = Wn x Allowences−100%
100% .................................(2.6)
Keterangan
Wb = Waktu Baku
Wn = Waktu Normal
Allowences = Nilai Kelonggaran
2.8 Pengertian Sistem Informasi
Sistem adalah sekumpulan komponen-komponen yang saling
berinteraksi untuk mencapai tujuan. Sistem informasi merupakan
sekumpulan hal atau elemen atau subsistem atau bagian yang yang saling
berhubungan, berkumpul bersama-sama dan membentuk satu kesatuan,
saling berinteraksi dan bekerja sama antara bagian yang satu dengan yang
lainnya dengan cara-cara tertentu, untuk melakukan fungsi pengolahan data,
menerima masukan berupa data kemudian mengolahnya dan menghasilkan
keluaran berupa informasi yang berguna dan mempunyai nilai nyata yang
dapat dirasakan akibatnya, sebagai dasar bagi proses pengambilan
keputusan, mendukung kegiatan manajemen dan operasional, dengan
memanfaatkan berbagai sumberdaya yang ada dan tersedia bagi proses
tersebut guna mencapai tujuan.(Sutanta, dalam Kurniawan, 1998: 30)
Dalam aktivitas sistem informasi terdiri dari 4 bagian, yaitu:
1. Input
Adalah mengumpulkan data mentah dari dalam organisasi atau dari
lingkungan eksternal organisasi.
2. Proses
Adalah mengubah input menjadi sesuatu yang lebih baik.
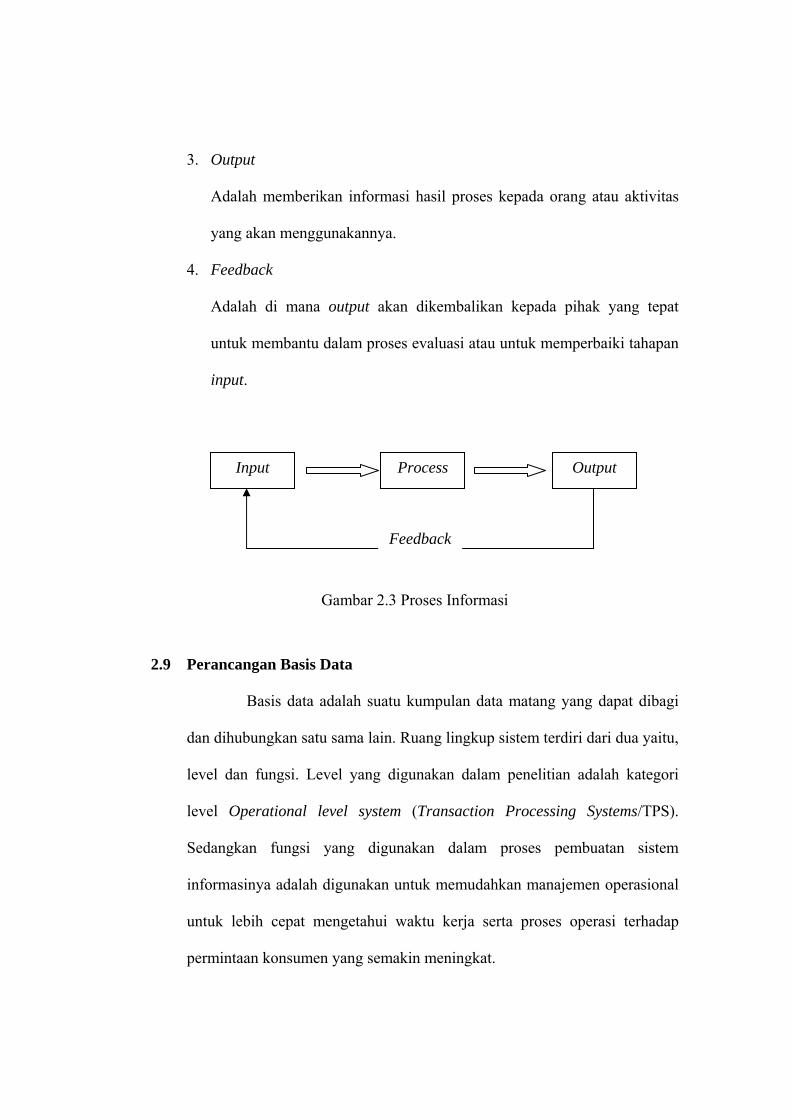
3. Output
Adalah memberikan informasi hasil proses kepada orang atau aktivitas
yang akan menggunakannya.
4. Feedback
Adalah di mana output akan dikembalikan kepada pihak yang tepat
untuk membantu dalam proses evaluasi atau untuk memperbaiki tahapan
input.
Input Process Output
Feedback
Gambar 2.3 Proses Informasi
2.9 Perancangan Basis Data
Basis data adalah suatu kumpulan data matang yang dapat dibagi
dan dihubungkan satu sama lain. Ruang lingkup sistem terdiri dari dua yaitu,
level dan fungsi. Level yang digunakan dalam penelitian adalah kategori
level Operational level system (Transaction Processing Systems/TPS).
Sedangkan fungsi yang digunakan dalam proses pembuatan sistem
informasinya adalah digunakan untuk memudahkan manajemen operasional
untuk lebih cepat mengetahui waktu kerja serta proses operasi terhadap
permintaan konsumen yang semakin meningkat.
2.10 Peranan Sistem Informasi Manajemen Dalam Manajemen Produksi
Secara umum manajemen produksi meliputi kegiatan yang
berkaitan untuk menghasilkan barang dan jasa dengan secara tepat, baik
jenis, mutu, jumlah maupun waktunya, disertai dengan biaya yang minim.
Dalam rangka memenuhi tugas manajemen produksi seperti disebutkan di
atas, SIM produksi berperan untuk memberikan informasi berbagai fasilitas
produksi secara benar, lengkap, dan tepat waktu, sehingga pimpinan
perusahaan dapat mengambil langkah-langkah yang efektif dalam upaya
melaksanakan operasi produksi. Dalam hubungan ini ketepatan langkah
keputusan (decision making) dalam manajemen produksi dapat berhasil bila
memperhatikan beberapa faktor keberhasilan dalam pengelolaan produksi.
Adapun faktor-faktor keberhasilan (key success area) dalam bidang produksi
meliputi hal-hal sebagai berikut:
1. Jenis produksi
2. Mutu barang
3. Jumlah barang
4. Waktu penyelesaian
5. Biaya
6. Kesejahteraan buruh/karyawan
Informasi produksi yang baik meliputi hal-hal sebagai berikut
(Prawirosentono, 1997: 298):
Berisi informasi yang penting saja (high light).
Disertai analisis yang jelas dan rinci.
Teratur dan tepat waktu.
Teliti
Bentuk formula sederhana tetapi lengkap.
”Exception Report” menentukan hal-hal yang bersifat pengecualian
Dalam sistem informasi manufaktur di atas menjelaskan ada dua
subsistem di dalamnya yaitu subsistem input dan output. Subsistem input
terdiri dari rekayasa industri yang di dalamnya terdapat para industrial
engineer, atau IE yang mempelajari proses produksi agar lebih efisien. IE
menghabiskan banyak waktu mereka merancang sistem produksi fisik
dengan menentukan lokasi pabrik, cara mengatur jalur produksi, dan urutan
proses yang dilaksanakan. IE juga terlibat dalam sisitem konseptual seperti
penjadwalan dan persediaan. Data dan informasi yang disediakan oleh IE
menggambarkan subsistem rekayasa industri. Subsistem intelejen
manufaktur menyediakan data dan informasi mengenai dua elemen dalam
lingkungan perusahaan, pemasok dan serikat buruh. Dalam kedua hal
tersebut, data dan informasi dapat dikumpulkan melalui penelitian khusus
yang dilengkapi dengan pertemuan pribadi. Empat subsistem output
mengukur secara terpisah dimensi-dimensi proses produksi. Subsistem
produksi mengukur proses produksi dalam hal waktu, menelusuri arus kerja
dari satu langkah ke langkah berikutnya. Subsistem persediaan mengukur
volume kegiatan produksi saat persediaan diubah dari bahan mentah menjadi
barang dalam proses dan akhirnya barang jadi. Subsistem kualitas mengukur
kualitas bahan saat mereka diubah. Bahan mentah diperiksa kualitasnya saat

menerima dari pemasok, pemeriksaan mutu dilakukan pada berbagai titik
dalam proses produksi, dan pemeriksaan terakhir dilakukan pada barang jadi
sebelum meninggalkan pabrik. Subsistem biaya mengukur biaya yang terjadi
dalam proses produksi.(Mc Leod, 1996: 39)
BAB III
METODOLOGI PENELITIAN
3.1 Obyek Penelitian
Penelitian ini dilakukan di Memen Furniture yang berlokasi di Jl.
Raya Solo-Jogja Km 14, produknya adalah perabotan furniture dengan
bahan baku khusus dari kayu mangga.
3.2 Teknik Pengumpulan Data
Beberapa metode pengumpulan data yang digunakan dalam
penelitian ini adalah:
1. Observasi
Metode ini dilakukan dengan cara pengamatan dan pengumpulan data
secara langsung di perusahaan yang bersangkutan.
2. Studi Pustaka
Metode ini dilakukan dengan cara mencari dan mengumpulkan data
berdasarkan dari referensi atau literatur yang berhubungan dengan
bahasan masalah.
3. Wawancara
Dalam metode ini pengumpulan data diperoleh lewat tanya jawab secara
langsung kepada pihak perusahaan yang terkait.
4. Dokumentasi
Dalam metode ini pengumpulan data diperoleh dari hasil situasi secara
langsung di lapangan melalui gambar, dan foto.
3.3 Langkah Penelitian
1. Pra Penelitian
Peneliti melakukan survey ke obyek penelitian dengan mengamati
kondisi nyata di lapangan secara menyeluruh.
2. Proses penelitian
a. Menentukan produk yang akan diukur waktu kerjanya.
b. Melakukan pengukuran waktu kerja per komponen pada tiap
produknya menggunakan metode langsung dengan stop watch. Hal
ini dilakukan untuk mengetahui waktu kerja operator terhadap
perhitungan keseragaman dan kecukupan data.
c. Apabila data belum seragam atau belum cukup maka dilakukan
pengukuran waktu kerja kembali agar datanya seragam dan cukup.
d. Mengambil data mengenai biaya produksi dan biaya penjualan
produknya pada Bapak Memen.
3.4 Teknik Pengolahan dan Analisa Data
Pengolahan data merupakan data-data serta urutan proses yang
digunakan dalam memecahkan masalah. Dalam penyusunan laporan ini
digunakan metode pengolahan dan analisa datanya adalah sebagai berikut :
1. Pengolahan dan analisa data menggunakan studi waktu kerja.
a. Menghitung waktu rata-rata (waktu siklus)
−X = ∑ N
Xi …………………………………………...(3.1)
b. Melakukan uji keseragaman data
BKA = X + 3 SD .............................................................(3.2)
BKB = X - 3 SD ..............................................................(3.3)
Sd =( )
1
2
−
−∑n
xx..........................................................(3.4)
2. Pengolahan dan analisa data menggunakan uji keseragaman dan
kecukupan data.
a. Melakukan uji kecukupan data
N 1 =
222
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
∑
∑−∑
Xj)Xj()Xj(Ns
k
.................................(3.5)
b. Menentukan waktu normal
Wn = Ws rata-rata x Penyesuaian ...............................(3.6)
c. Menentukan waktu baku
Wb = Wn x allowences−100%
100% ...............................(3.7)
3. Membuat rancangan sistem informasi
a. Kondisi sistem informasi sekarang
Sistem produksi pada Memen Furniture saat ini masih
menggunakan sistem laporan data tiap produk terhadap kebutuhan
komponen, bahan baku, dan biaya produksi. Semua wewenang
pengambilan keputusan dilakukan oleh pihak tunggal yaitu seorang
pimpinan perusahaan.

Model pengambilan keputusan oleh pimpinan:
- Memonitor proses produksi.
- Membuat laporan pembuatan produk.
- Menentukan jumlah biaya produksi.
- Menentukan biaya terhadap jumlah permintaan produk.
- Menentukan pembuatan produk.
b. Context Diagram Aktual
Informasi Pembuatan Produk
Pimpinan
Konsumen
Pekerja
Jumlah biaya produksi
Data komponen
Biaya produk
Laporan pembuatan
produk
Kebutuhan permintaan
Kebutuhan permintaan
Data pembuatan produk
Gambar 3.1 Context Diagram Aktual
Dari context diagram diatas dijelaskan bahwa proses
informasi pembuatan produk di Memen Furniture memiliki entity
yaitu, pimpinan, pekerja, dan konsumen.
c. Tahapan pengembangan sistem informasi
Untuk mengembangkan sistem informasi pembuatan
produk yang bertujuan untuk dapat mengetahui waktu penyelesaian
dan biaya penjualan dari permintaan konsumen di Memen Furniture
mempunyai tahapan-tahapan yang dilakukan yaitu:
1. Pengajuan kebutuhan permintaan dari konsumen.
2. Mengetahui waktu penyelesaian tiap produk.
3. Mengetahui jumlah biaya terhadap permintaan.
4. Membuat sistem informasi pembuatan produk secara lengkap
terhadap permintaan konsumen.
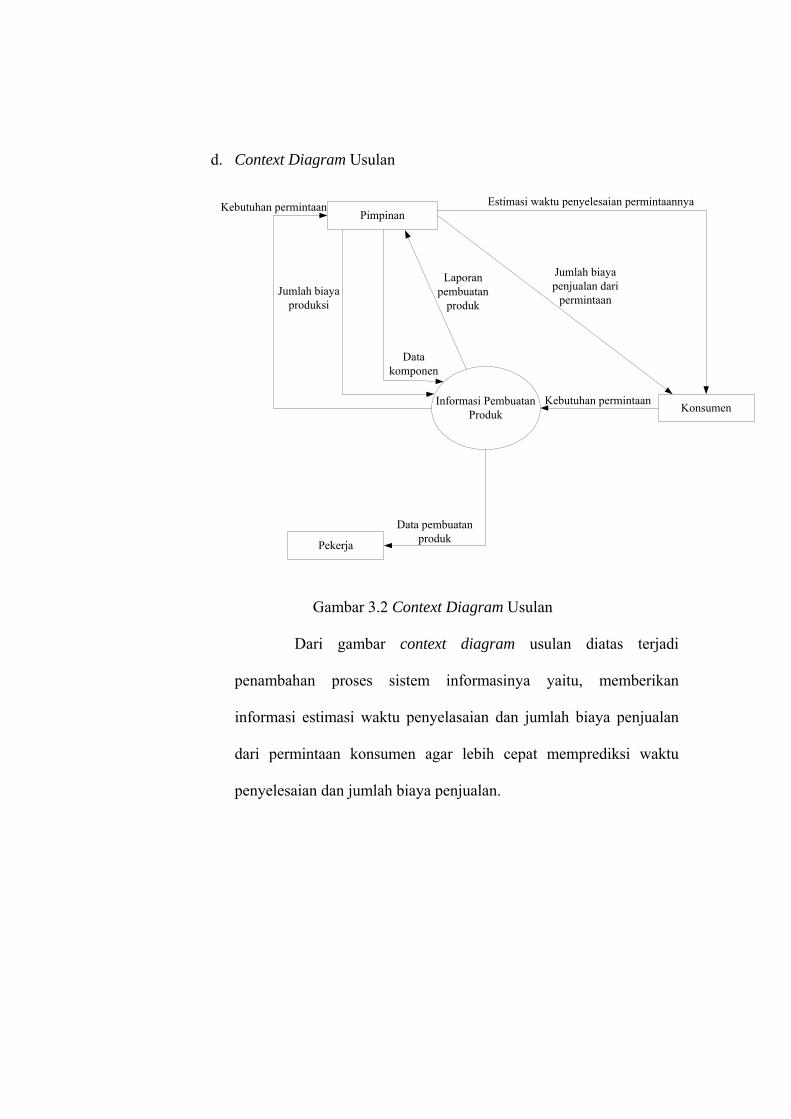
d. Context Diagram Usulan
Informasi Pembuatan Produk
Pimpinan
Konsumen
Pekerja
Jumlah biaya produksi
Data komponen
Jumlah biaya penjualan dari
permintaan
Laporan pembuatan
produk
Kebutuhan permintaan
Kebutuhan permintaan
Data pembuatan produk
Estimasi waktu penyelesaian permintaannya
Gambar 3.2 Context Diagram Usulan
Dari gambar context diagram usulan diatas terjadi
penambahan proses sistem informasinya yaitu, memberikan
informasi estimasi waktu penyelasaian dan jumlah biaya penjualan
dari permintaan konsumen agar lebih cepat memprediksi waktu
penyelesaian dan jumlah biaya penjualan.
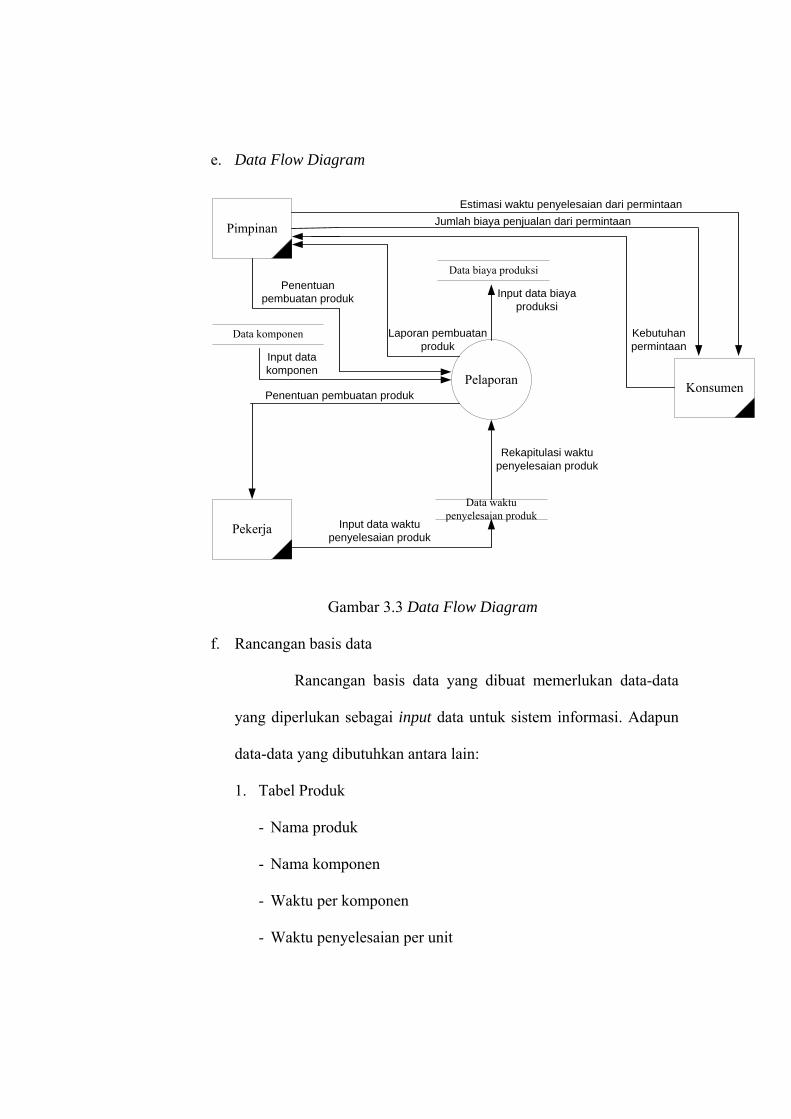
e. Data Flow Diagram
Pelaporan Konsumen
Pekerja
Data komponen
Pimpinan
Data waktu penyelesaian produk
Data biaya produksi
Input data waktu penyelesaian produk
Rekapitulasi waktu penyelesaian produk
Kebutuhan permintaan
Penentuan pembuatan produk
Input data komponen
Penentuan pembuatan produk
Laporan pembuatan produk
Input data biaya produksi
Estimasi waktu penyelesaian dari permintaanJumlah biaya penjualan dari permintaan
Gambar 3.3 Data Flow Diagram
f. Rancangan basis data
Rancangan basis data yang dibuat memerlukan data-data
yang diperlukan sebagai input data untuk sistem informasi. Adapun
data-data yang dibutuhkan antara lain:
1. Tabel Produk
- Nama produk
- Nama komponen
- Waktu per komponen
- Waktu penyelesaian per unit
2. Tabel Biaya Produksi
- Ongkos pekerja
- Ongkos produksi
3. Tabel Biaya Penjualan
- Biaya penjualan produk
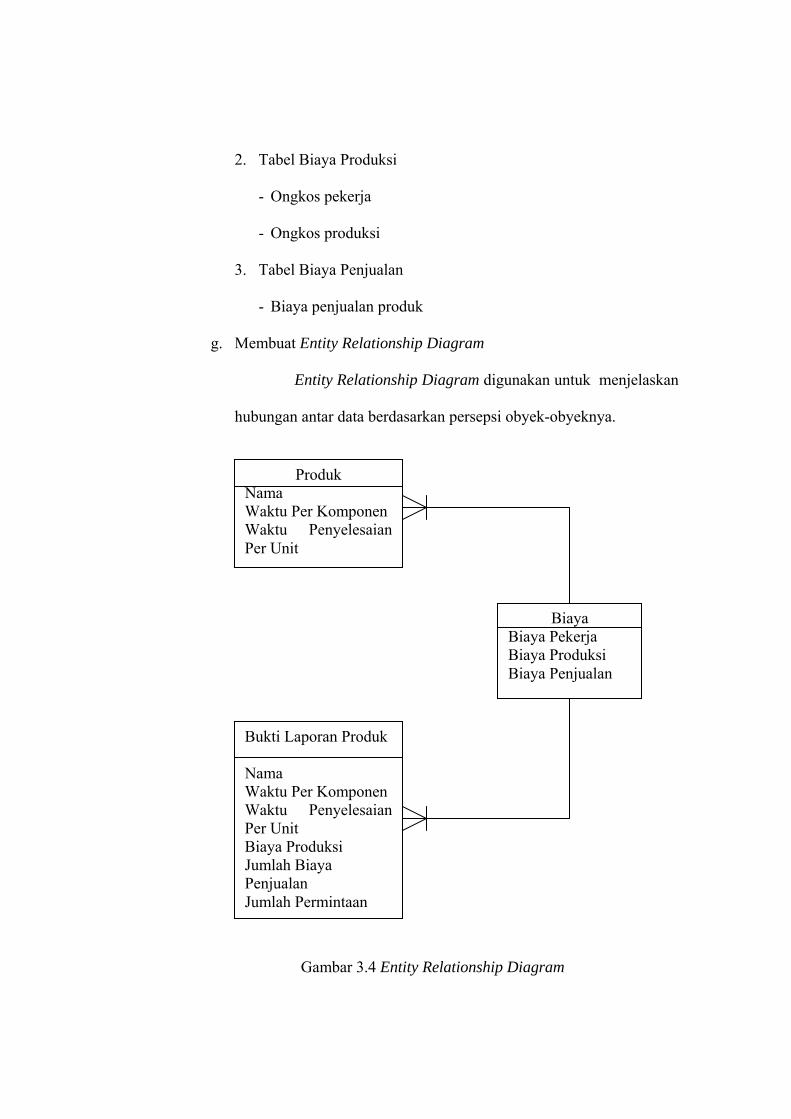
g. Membuat Entity Relationship Diagram
Entity Relationship Diagram digunakan untuk menjelaskan
hubungan antar data berdasarkan persepsi obyek-obyeknya.
Produk Nama Waktu Per Komponen Waktu Penyelesaian Per Unit
Biaya Biaya Pekerja Biaya Produksi Biaya Penjualan
Bukti Laporan Produk Nama Waktu Per Komponen Waktu Penyelesaian Per Unit Biaya Produksi Jumlah Biaya Penjualan Jumlah Permintaan
Gambar 3.4 Entity Relationship Diagram
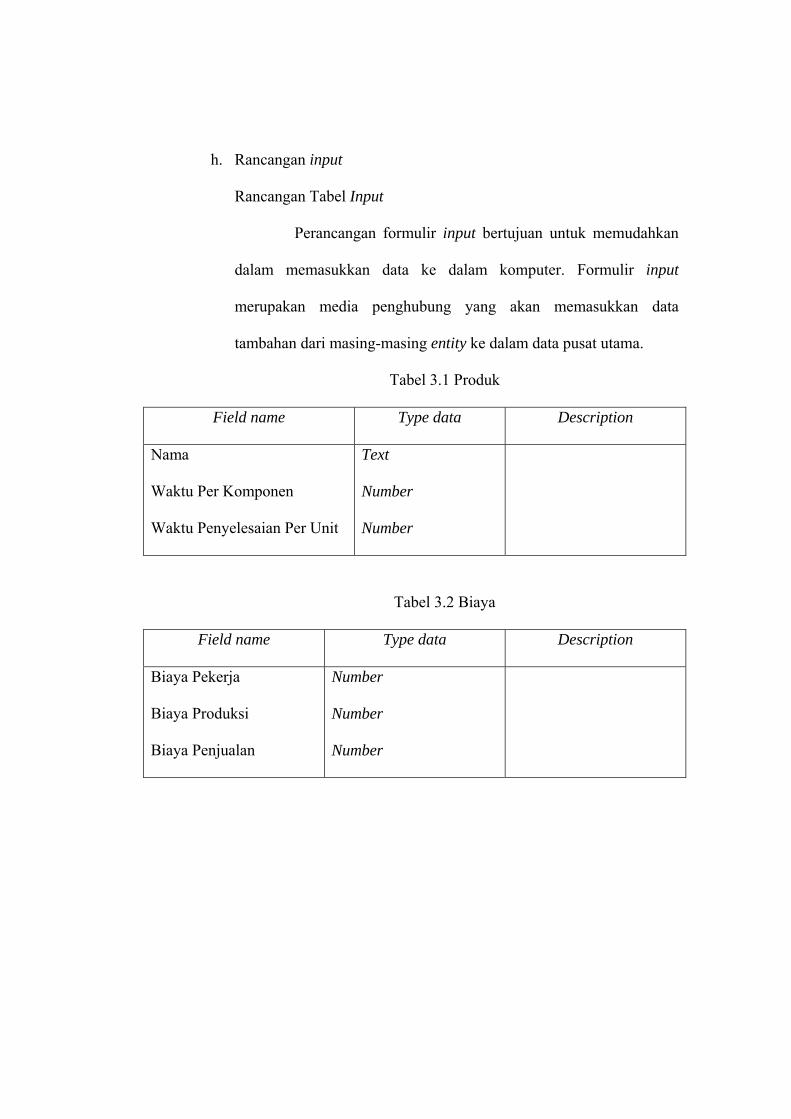
h. Rancangan input
Rancangan Tabel Input
Perancangan formulir input bertujuan untuk memudahkan
dalam memasukkan data ke dalam komputer. Formulir input
merupakan media penghubung yang akan memasukkan data
tambahan dari masing-masing entity ke dalam data pusat utama.
Tabel 3.1 Produk
Field name Type data Description
Nama
Waktu Per Komponen
Waktu Penyelesaian Per Unit
Text
Number
Number
Tabel 3.2 Biaya
Field name Type data Description
Biaya Pekerja
Biaya Produksi
Biaya Penjualan
Number
Number
Number
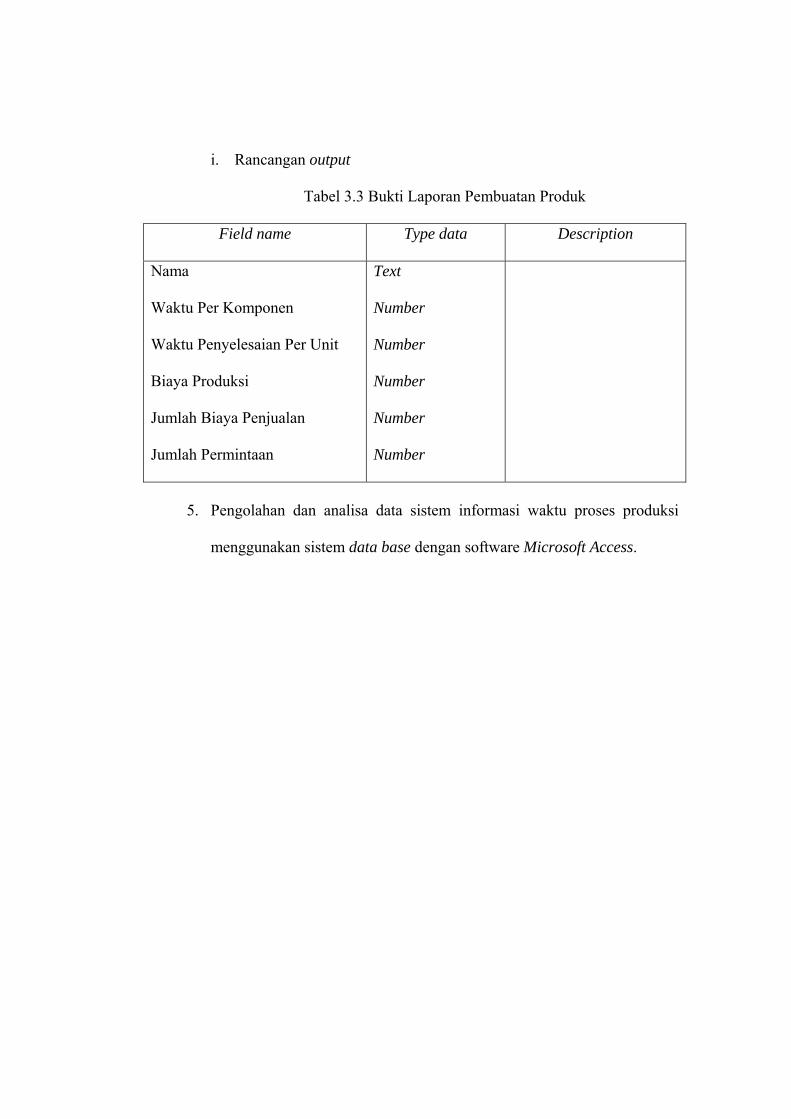
i. Rancangan output
Tabel 3.3 Bukti Laporan Pembuatan Produk
Field name Type data Description
Nama
Waktu Per Komponen
Waktu Penyelesaian Per Unit
Biaya Produksi
Jumlah Biaya Penjualan
Jumlah Permintaan
Text
Number
Number
Number
Number
Number
5. Pengolahan dan analisa data sistem informasi waktu proses produksi
menggunakan sistem data base dengan software Microsoft Access.
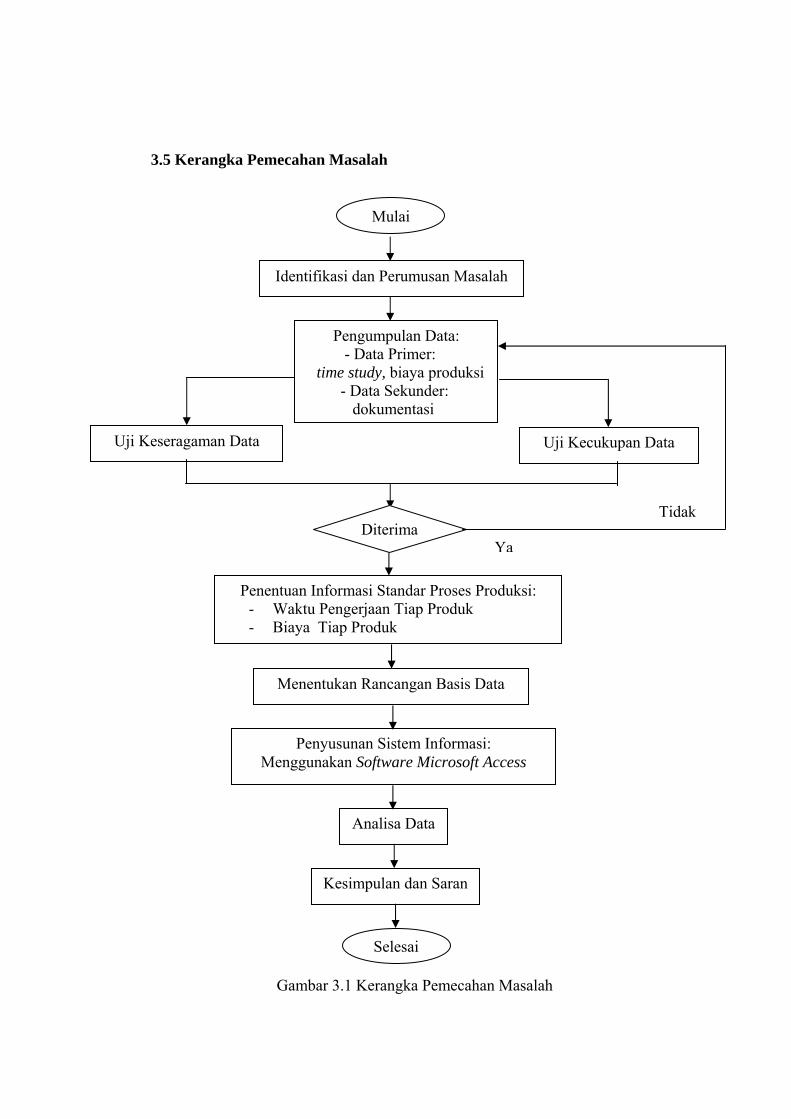
3.5 Kerangka Pemecahan Masalah
Tidak
Mulai
Identifikasi dan Perumusan Masalah
Pengumpulan Data: - Data Primer:
time study, biaya produksi - Data Sekunder:
dokumentasi
Penentuan Informasi Standar Proses Produksi: - Waktu Pengerjaan Tiap Produk - Biaya Tiap Produk
Penyusunan Sistem Informasi: Menggunakan Software Microsoft Access
Analisa Data
Kesimpulan dan Saran
Selesai
Uji Keseragaman Data Uji Kecukupan Data
Menentukan Rancangan Basis Data
Diterima Ya
Gambar 3.1 Kerangka Pemecahan Masalah
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
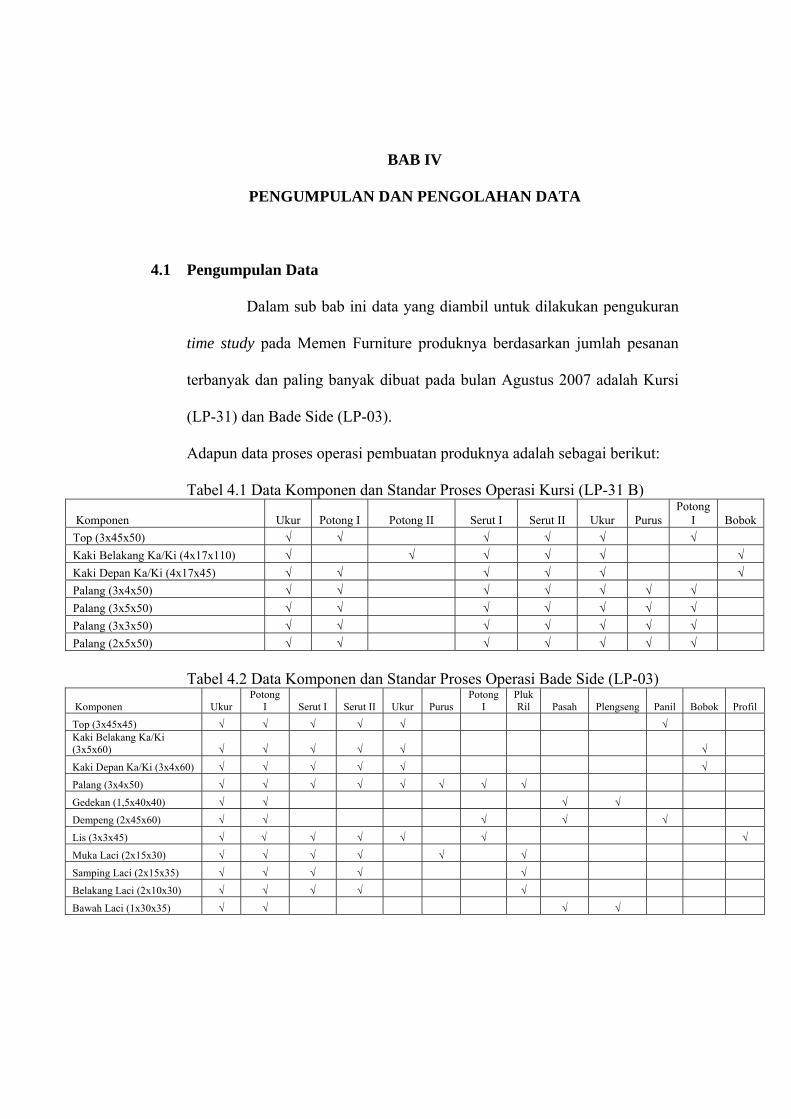
4.1 Pengumpulan Data
Dalam sub bab ini data yang diambil untuk dilakukan pengukuran
time study pada Memen Furniture produknya berdasarkan jumlah pesanan
terbanyak dan paling banyak dibuat pada bulan Agustus 2007 adalah Kursi
(LP-31) dan Bade Side (LP-03).
Adapun data proses operasi pembuatan produknya adalah sebagai berikut:
Tabel 4.1 Data Komponen dan Standar Proses Operasi Kursi (LP-31 B)
Komponen Ukur Potong I Potong II Serut I Serut II Ukur Purus Potong
I Bobok Top (3x45x50) √ √ √ √ √ √ Kaki Belakang Ka/Ki (4x17x110) √ √ √ √ √ √ Kaki Depan Ka/Ki (4x17x45) √ √ √ √ √ √ Palang (3x4x50) √ √ √ √ √ √ √ Palang (3x5x50) √ √ √ √ √ √ √ Palang (3x3x50) √ √ √ √ √ √ √ Palang (2x5x50) √ √ √ √ √ √ √
Tabel 4.2 Data Komponen dan Standar Proses Operasi Bade Side (LP-03)
Komponen Ukur Potong
I Serut I Serut II Ukur Purus Potong
I Pluk Ril Pasah Plengseng Panil Bobok Profil
Top (3x45x45) √ √ √ √ √ √ Kaki Belakang Ka/Ki (3x5x60) √ √ √ √ √ √
Kaki Depan Ka/Ki (3x4x60) √ √ √ √ √ √
Palang (3x4x50) √ √ √ √ √ √ √ √
Gedekan (1,5x40x40) √ √ √ √
Dempeng (2x45x60) √ √ √ √ √
Lis (3x3x45) √ √ √ √ √ √ √
Muka Laci (2x15x30) √ √ √ √ √ √
Samping Laci (2x15x35) √ √ √ √ √
Belakang Laci (2x10x30) √ √ √ √ √
Bawah Laci (1x30x35) √ √ √ √
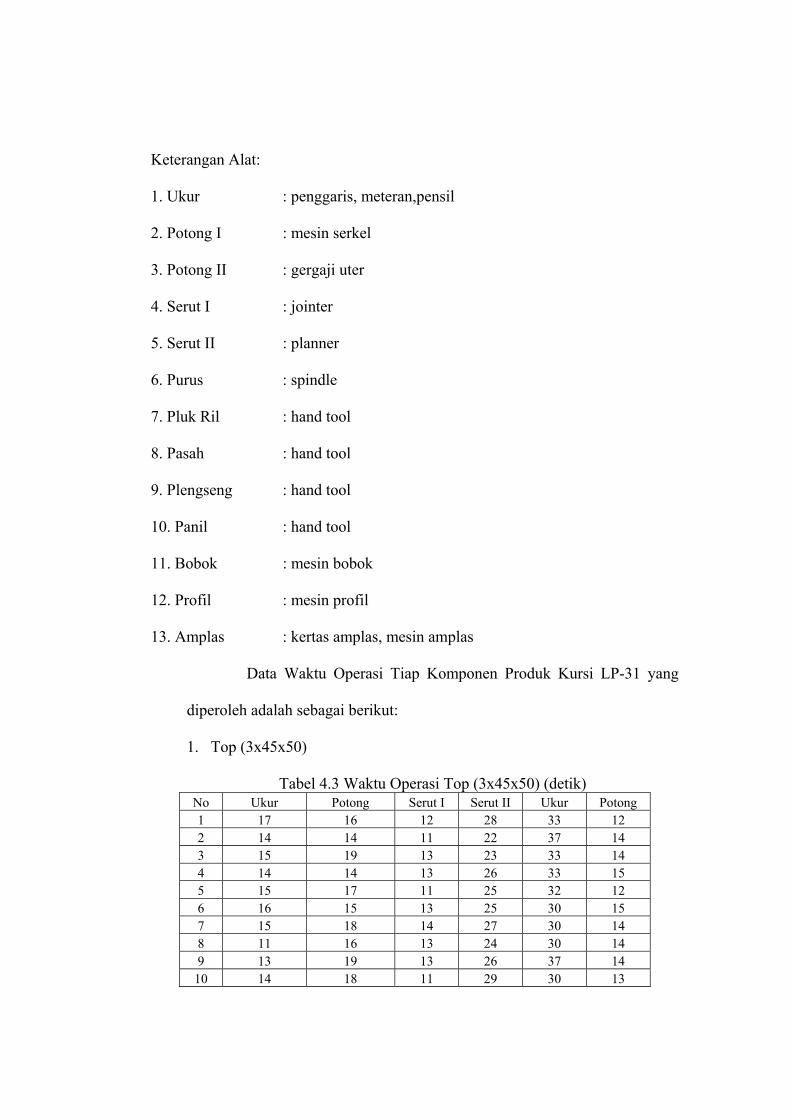
Keterangan Alat:
1. Ukur : penggaris, meteran,pensil
2. Potong I : mesin serkel
3. Potong II : gergaji uter
4. Serut I : jointer
5. Serut II : planner
6. Purus : spindle
7. Pluk Ril : hand tool
8. Pasah : hand tool
9. Plengseng : hand tool
10. Panil : hand tool
11. Bobok : mesin bobok
12. Profil : mesin profil
13. Amplas : kertas amplas, mesin amplas
Data Waktu Operasi Tiap Komponen Produk Kursi LP-31 yang
diperoleh adalah sebagai berikut:
1. Top (3x45x50)
Tabel 4.3 Waktu Operasi Top (3x45x50) (detik) No Ukur Potong Serut I Serut II Ukur Potong 1 17 16 12 28 33 12 2 14 14 11 22 37 14 3 15 19 13 23 33 14 4 14 14 13 26 33 15 5 15 17 11 25 32 12 6 16 15 13 25 30 15 7 15 18 14 27 30 14 8 11 16 13 24 30 14 9 13 19 13 26 37 14
10 14 18 11 29 30 13
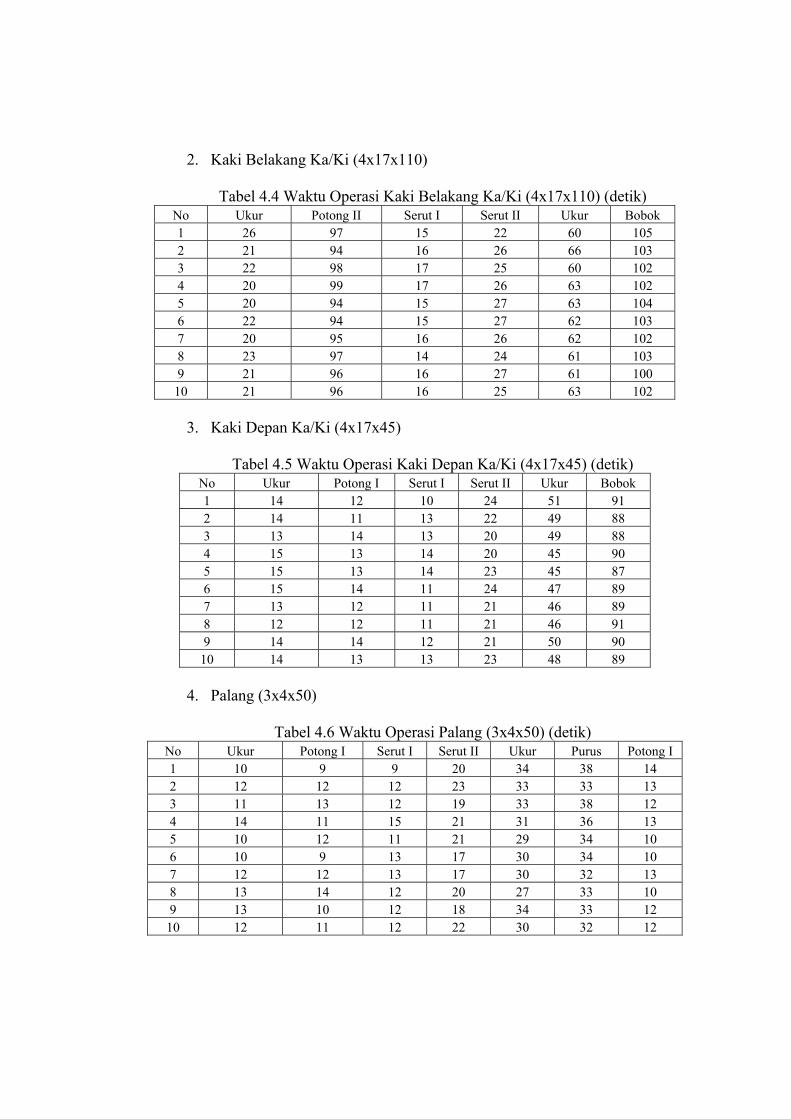
2. Kaki Belakang Ka/Ki (4x17x110)
Tabel 4.4 Waktu Operasi Kaki Belakang Ka/Ki (4x17x110) (detik) No Ukur Potong II Serut I Serut II Ukur Bobok 1 26 97 15 22 60 105 2 21 94 16 26 66 103 3 22 98 17 25 60 102 4 20 99 17 26 63 102 5 20 94 15 27 63 104 6 22 94 15 27 62 103 7 20 95 16 26 62 102 8 23 97 14 24 61 103 9 21 96 16 27 61 100
10 21 96 16 25 63 102
3. Kaki Depan Ka/Ki (4x17x45)
Tabel 4.5 Waktu Operasi Kaki Depan Ka/Ki (4x17x45) (detik) No Ukur Potong I Serut I Serut II Ukur Bobok 1 14 12 10 24 51 91 2 14 11 13 22 49 88 3 13 14 13 20 49 88 4 15 13 14 20 45 90 5 15 13 14 23 45 87 6 15 14 11 24 47 89 7 13 12 11 21 46 89 8 12 12 11 21 46 91 9 14 14 12 21 50 90
10 14 13 13 23 48 89 4. Palang (3x4x50)
Tabel 4.6 Waktu Operasi Palang (3x4x50) (detik) No Ukur Potong I Serut I Serut II Ukur Purus Potong I 1 10 9 9 20 34 38 14 2 12 12 12 23 33 33 13 3 11 13 12 19 33 38 12 4 14 11 15 21 31 36 13 5 10 12 11 21 29 34 10 6 10 9 13 17 30 34 10 7 12 12 13 17 30 32 13 8 13 14 12 20 27 33 10 9 13 10 12 18 34 33 12
10 12 11 12 22 30 32 12
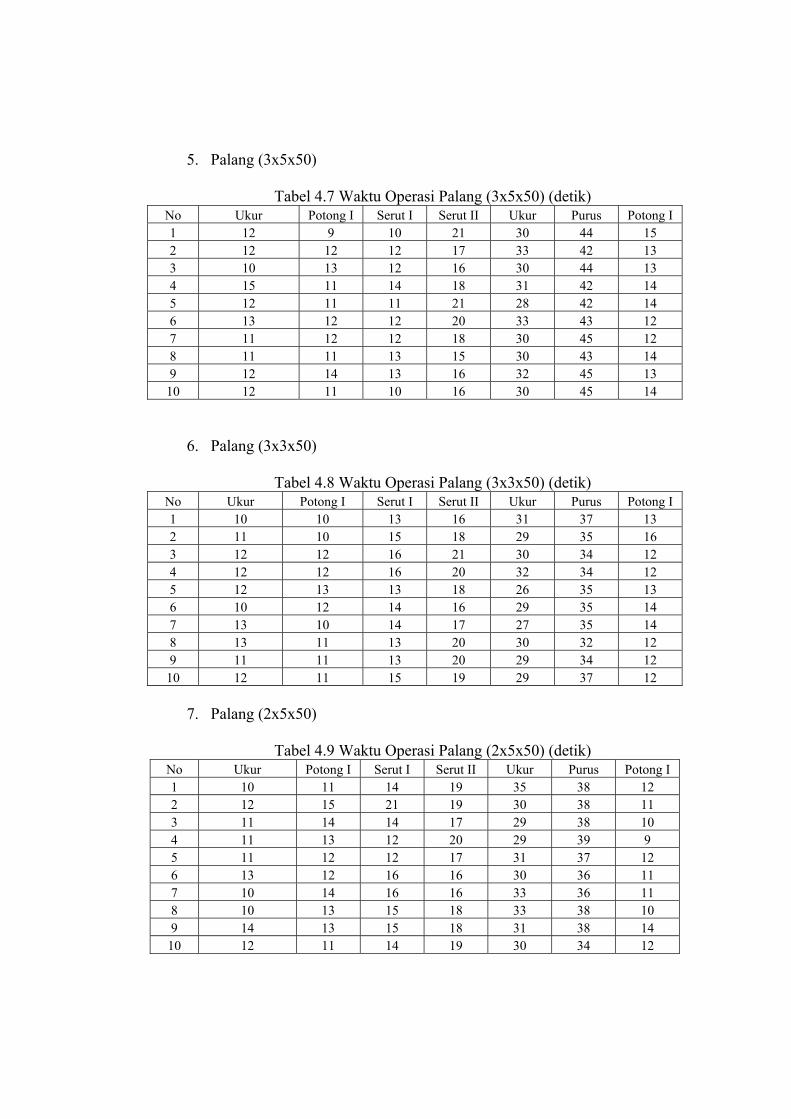
5. Palang (3x5x50)
Tabel 4.7 Waktu Operasi Palang (3x5x50) (detik) No Ukur Potong I Serut I Serut II Ukur Purus Potong I 1 12 9 10 21 30 44 15 2 12 12 12 17 33 42 13 3 10 13 12 16 30 44 13 4 15 11 14 18 31 42 14 5 12 11 11 21 28 42 14 6 13 12 12 20 33 43 12 7 11 12 12 18 30 45 12 8 11 11 13 15 30 43 14 9 12 14 13 16 32 45 13
10 12 11 10 16 30 45 14
6. Palang (3x3x50)
Tabel 4.8 Waktu Operasi Palang (3x3x50) (detik) No Ukur Potong I Serut I Serut II Ukur Purus Potong I 1 10 10 13 16 31 37 13 2 11 10 15 18 29 35 16 3 12 12 16 21 30 34 12 4 12 12 16 20 32 34 12 5 12 13 13 18 26 35 13 6 10 12 14 16 29 35 14 7 13 10 14 17 27 35 14 8 13 11 13 20 30 32 12 9 11 11 13 20 29 34 12
10 12 11 15 19 29 37 12 7. Palang (2x5x50)
Tabel 4.9 Waktu Operasi Palang (2x5x50) (detik) No Ukur Potong I Serut I Serut II Ukur Purus Potong I 1 10 11 14 19 35 38 12 2 12 15 21 19 30 38 11 3 11 14 14 17 29 38 10 4 11 13 12 20 29 39 9 5 11 12 12 17 31 37 12 6 13 12 16 16 30 36 11 7 10 14 16 16 33 36 11 8 10 13 15 18 33 38 10 9 14 13 15 18 31 38 14
10 12 11 14 19 30 34 12
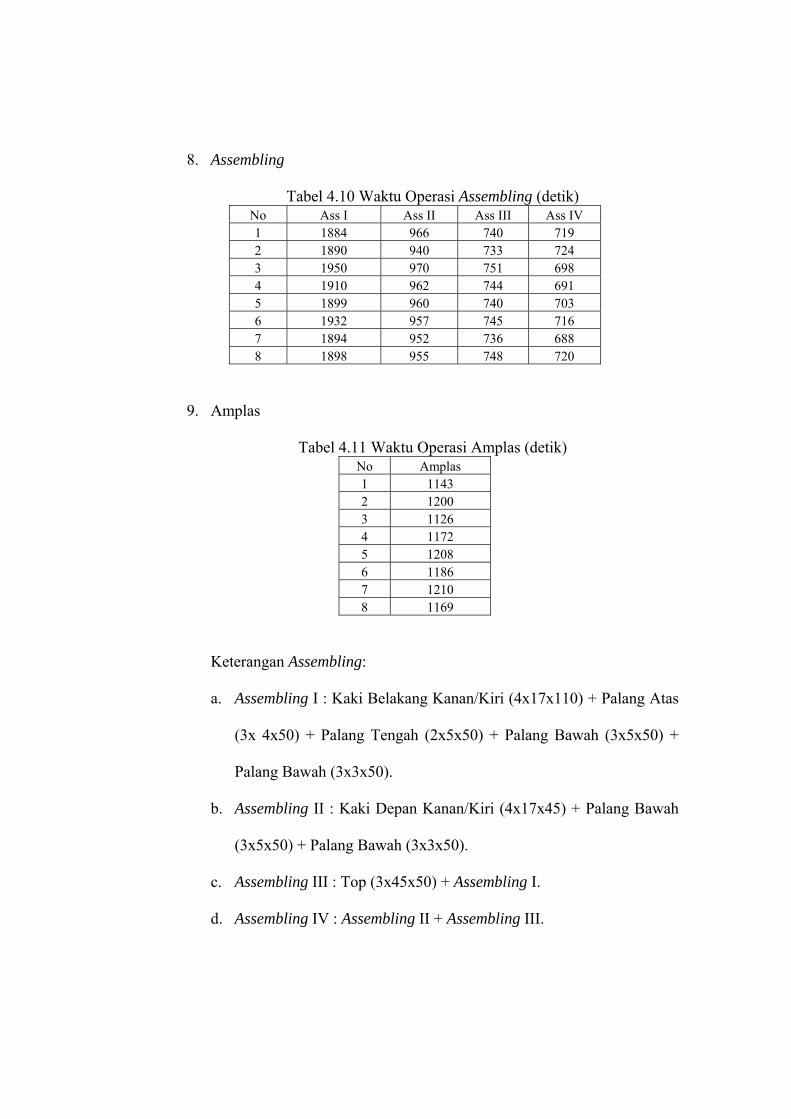
8. Assembling
Tabel 4.10 Waktu Operasi Assembling (detik) No Ass I Ass II Ass III Ass IV 1 1884 966 740 719 2 1890 940 733 724 3 1950 970 751 698 4 1910 962 744 691 5 1899 960 740 703 6 1932 957 745 716 7 1894 952 736 688 8 1898 955 748 720
9. Amplas
Tabel 4.11 Waktu Operasi Amplas (detik) No Amplas 1 1143 2 1200 3 1126 4 1172 5 1208 6 1186 7 1210 8 1169
Keterangan Assembling:
a. Assembling I : Kaki Belakang Kanan/Kiri (4x17x110) + Palang Atas
(3x 4x50) + Palang Tengah (2x5x50) + Palang Bawah (3x5x50) +
Palang Bawah (3x3x50).
b. Assembling II : Kaki Depan Kanan/Kiri (4x17x45) + Palang Bawah
(3x5x50) + Palang Bawah (3x3x50).
c. Assembling III : Top (3x45x50) + Assembling I.
d. Assembling IV : Assembling II + Assembling III.
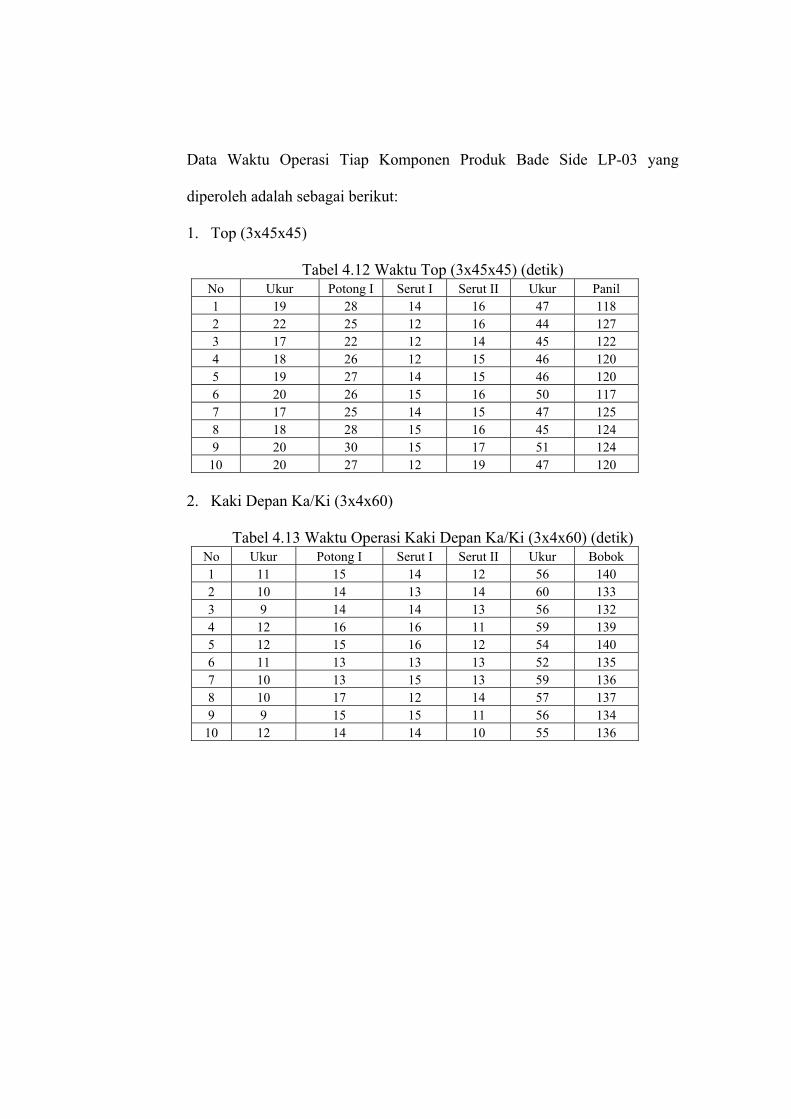
Data Waktu Operasi Tiap Komponen Produk Bade Side LP-03 yang
diperoleh adalah sebagai berikut:
1. Top (3x45x45)
Tabel 4.12 Waktu Top (3x45x45) (detik) No Ukur Potong I Serut I Serut II Ukur Panil 1 19 28 14 16 47 118 2 22 25 12 16 44 127 3 17 22 12 14 45 122 4 18 26 12 15 46 120 5 19 27 14 15 46 120 6 20 26 15 16 50 117 7 17 25 14 15 47 125 8 18 28 15 16 45 124 9 20 30 15 17 51 124
10 20 27 12 19 47 120
2. Kaki Depan Ka/Ki (3x4x60)
Tabel 4.13 Waktu Operasi Kaki Depan Ka/Ki (3x4x60) (detik) No Ukur Potong I Serut I Serut II Ukur Bobok 1 11 15 14 12 56 140 2 10 14 13 14 60 133 3 9 14 14 13 56 132 4 12 16 16 11 59 139 5 12 15 16 12 54 140 6 11 13 13 13 52 135 7 10 13 15 13 59 136 8 10 17 12 14 57 137 9 9 15 15 11 56 134
10 12 14 14 10 55 136
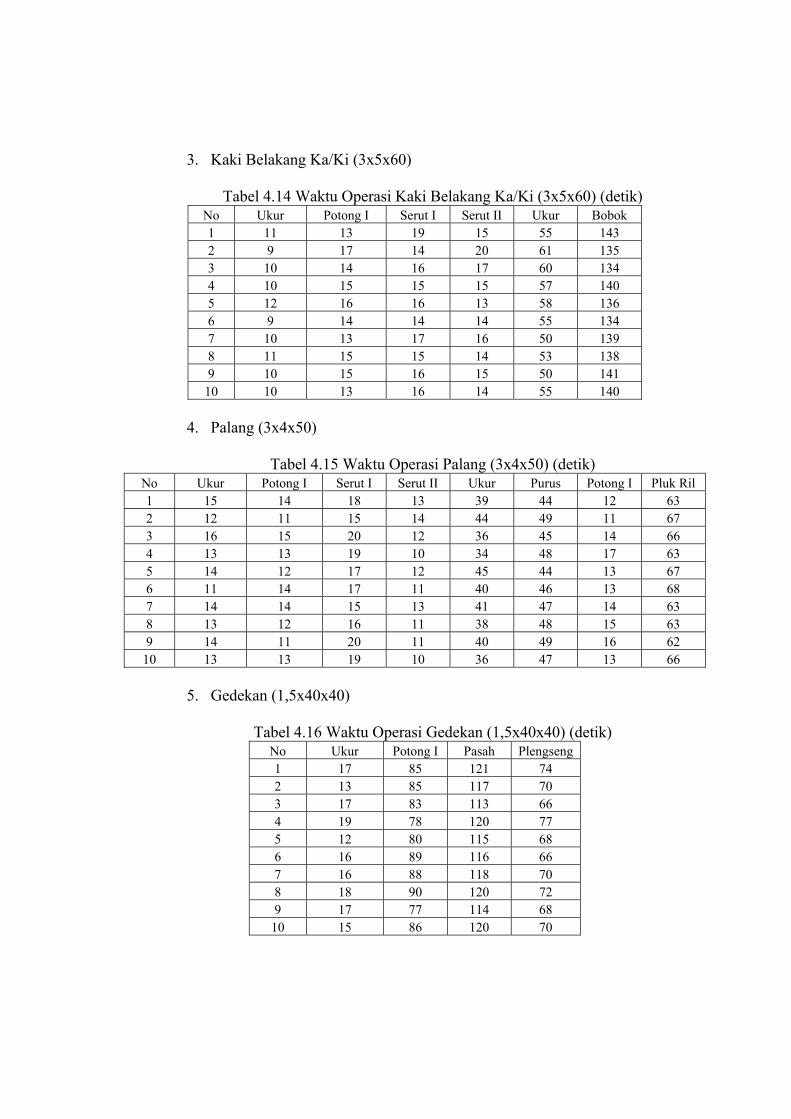
3. Kaki Belakang Ka/Ki (3x5x60)
Tabel 4.14 Waktu Operasi Kaki Belakang Ka/Ki (3x5x60) (detik) No Ukur Potong I Serut I Serut II Ukur Bobok 1 11 13 19 15 55 143 2 9 17 14 20 61 135 3 10 14 16 17 60 134 4 10 15 15 15 57 140 5 12 16 16 13 58 136 6 9 14 14 14 55 134 7 10 13 17 16 50 139 8 11 15 15 14 53 138 9 10 15 16 15 50 141
10 10 13 16 14 55 140
4. Palang (3x4x50)
Tabel 4.15 Waktu Operasi Palang (3x4x50) (detik) No Ukur Potong I Serut I Serut II Ukur Purus Potong I Pluk Ril 1 15 14 18 13 39 44 12 63 2 12 11 15 14 44 49 11 67 3 16 15 20 12 36 45 14 66 4 13 13 19 10 34 48 17 63 5 14 12 17 12 45 44 13 67 6 11 14 17 11 40 46 13 68 7 14 14 15 13 41 47 14 63 8 13 12 16 11 38 48 15 63 9 14 11 20 11 40 49 16 62
10 13 13 19 10 36 47 13 66
5. Gedekan (1,5x40x40)
Tabel 4.16 Waktu Operasi Gedekan (1,5x40x40) (detik) No Ukur Potong I Pasah Plengseng 1 17 85 121 74 2 13 85 117 70 3 17 83 113 66 4 19 78 120 77 5 12 80 115 68 6 16 89 116 66 7 16 88 118 70 8 18 90 120 72 9 17 77 114 68
10 15 86 120 70

6. Dempeng (2x45x60)
Tabel 4.17 Waktu Operasi Dempeng (2x45x60) (detik) No Ukur Potong I Pasah Panil 1 24 22 140 92 2 20 33 142 108 3 21 25 142 98 4 18 29 140 92 5 25 30 137 103 6 22 27 140 102 7 20 26 140 98 8 22 27 140 96 9 23 28 142 104
10 24 26 138 96
7. Lis (3x3x45)
Tabel 4.18 Waktu Operasi Lis (3x3x45) (detik) No Ukur Potong I Serut I Serut II Ukur Potong I Profil 1 17 11 20 12 34 14 82 2 11 12 17 10 28 18 77 3 13 10 16 14 33 13 84 4 14 12 13 12 30 14 76 5 18 10 14 13 31 12 72 6 20 11 15 12 30 15 80 7 15 12 11 11 32 16 76 8 14 14 12 10 30 12 78 9 16 12 15 14 28 14 80
10 14 14 14 13 28 13 80
8. Muka Laci (2x15x30)
Tabel 4.19 Waktu Operasi Muka Laci (2x15x30) (detik) No Ukur Potong I Serut I Serut II Setel Pluk Purus 1 60 22 14 11 284 25 42 2 55 20 13 10 268 24 44 3 64 19 15 12 275 19 42 4 51 16 11 12 280 23 41 5 55 17 15 10 285 26 45 6 58 14 14 13 275 22 43 7 60 15 14 11 282 23 44 8 62 13 15 10 276 24 42 9 57 15 15 11 280 22 41
10 58 16 13 11 279 23 42
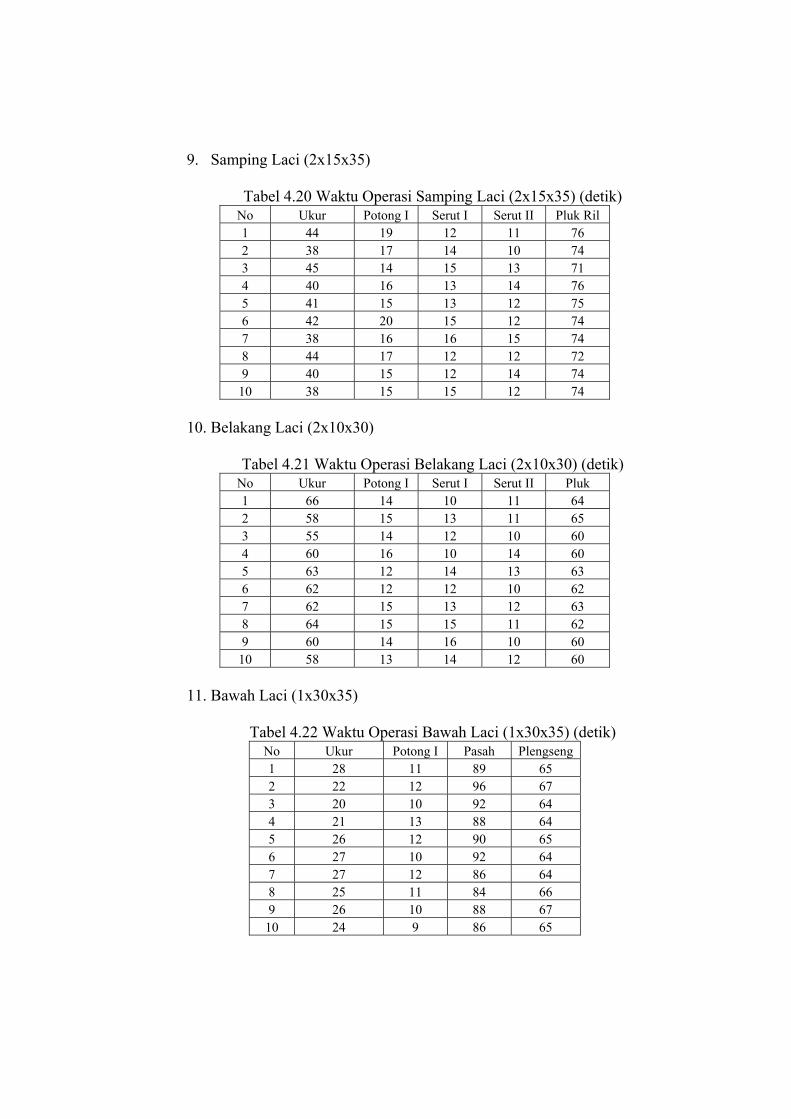
9. Samping Laci (2x15x35)
Tabel 4.20 Waktu Operasi Samping Laci (2x15x35) (detik) No Ukur Potong I Serut I Serut II Pluk Ril 1 44 19 12 11 76 2 38 17 14 10 74 3 45 14 15 13 71 4 40 16 13 14 76 5 41 15 13 12 75 6 42 20 15 12 74 7 38 16 16 15 74 8 44 17 12 12 72 9 40 15 12 14 74
10 38 15 15 12 74
10. Belakang Laci (2x10x30)
Tabel 4.21 Waktu Operasi Belakang Laci (2x10x30) (detik) No Ukur Potong I Serut I Serut II Pluk 1 66 14 10 11 64 2 58 15 13 11 65 3 55 14 12 10 60 4 60 16 10 14 60 5 63 12 14 13 63 6 62 12 12 10 62 7 62 15 13 12 63 8 64 15 15 11 62 9 60 14 16 10 60
10 58 13 14 12 60
11. Bawah Laci (1x30x35)
Tabel 4.22 Waktu Operasi Bawah Laci (1x30x35) (detik) No Ukur Potong I Pasah Plengseng 1 28 11 89 65 2 22 12 96 67 3 20 10 92 64 4 21 13 88 64 5 26 12 90 65 6 27 10 92 64 7 27 12 86 64 8 25 11 84 66 9 26 10 88 67
10 24 9 86 65
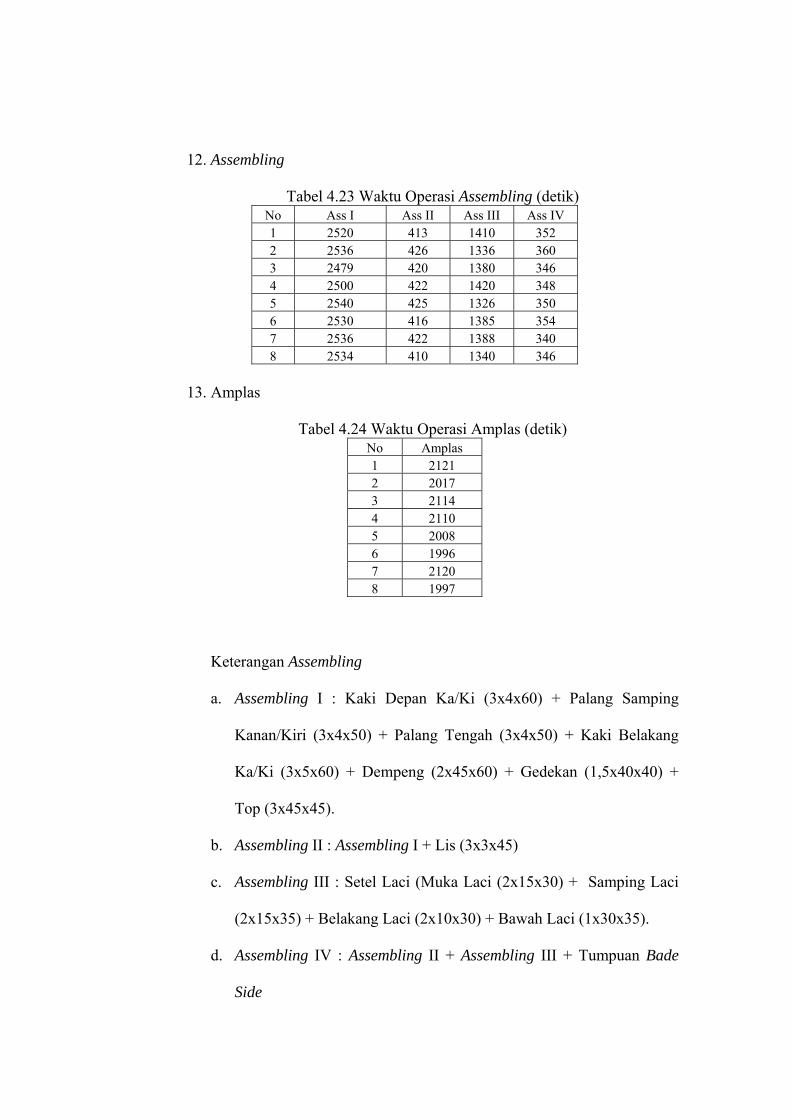
12. Assembling
Tabel 4.23 Waktu Operasi Assembling (detik) No Ass I Ass II Ass III Ass IV 1 2520 413 1410 352 2 2536 426 1336 360 3 2479 420 1380 346 4 2500 422 1420 348 5 2540 425 1326 350 6 2530 416 1385 354 7 2536 422 1388 340 8 2534 410 1340 346
13. Amplas
Tabel 4.24 Waktu Operasi Amplas (detik) No Amplas 1 2121 2 2017 3 2114 4 2110 5 2008 6 1996 7 2120 8 1997
Keterangan Assembling
a. Assembling I : Kaki Depan Ka/Ki (3x4x60) + Palang Samping
Kanan/Kiri (3x4x50) + Palang Tengah (3x4x50) + Kaki Belakang
Ka/Ki (3x5x60) + Dempeng (2x45x60) + Gedekan (1,5x40x40) +
Top (3x45x45).
b. Assembling II : Assembling I + Lis (3x3x45)
c. Assembling III : Setel Laci (Muka Laci (2x15x30) + Samping Laci
(2x15x35) + Belakang Laci (2x10x30) + Bawah Laci (1x30x35).
d. Assembling IV : Assembling II + Assembling III + Tumpuan Bade
Side
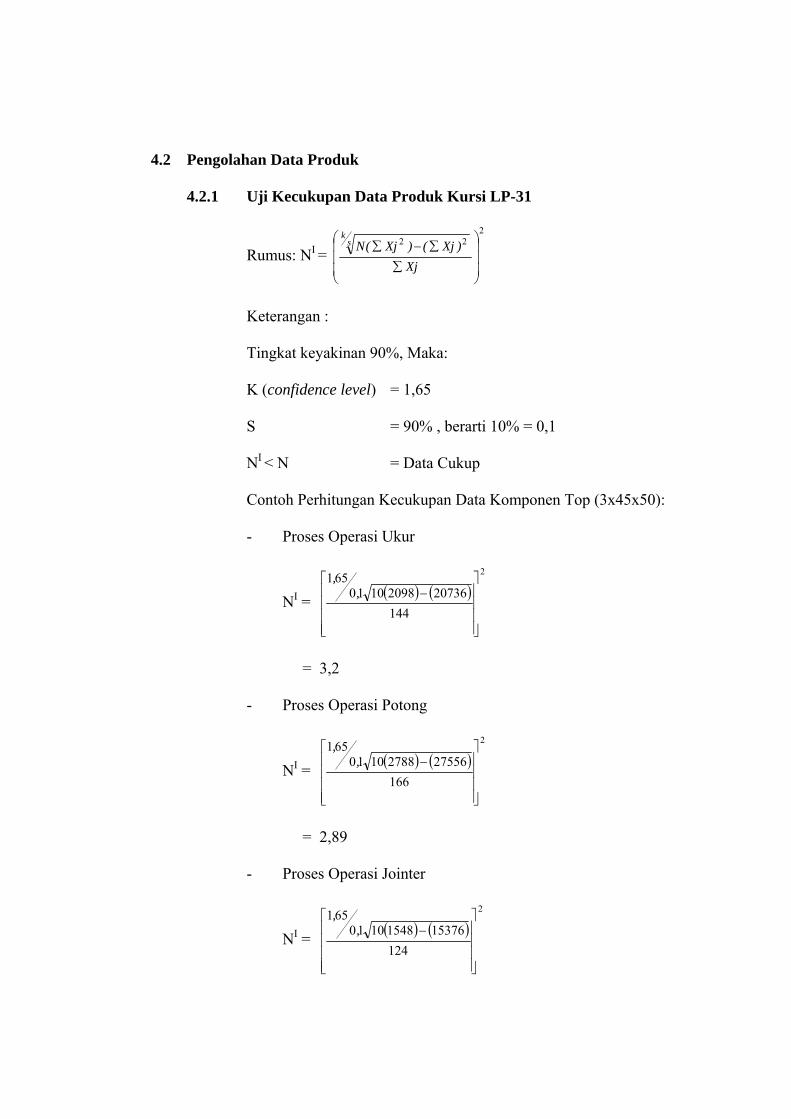
4.2 Pengolahan Data Produk
4.2.1 Uji Kecukupan Data Produk Kursi LP-31
Rumus: NI =
222
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
∑
∑−∑
Xj)Xj()Xj(Ns
k
Keterangan :
Tingkat keyakinan 90%, Maka:
K (confidence level) = 1,65
S = 90% , berarti 10% = 0,1
NI < N = Data Cukup
Contoh Perhitungan Kecukupan Data Komponen Top (3x45x50):
- Proses Operasi Ukur
NI = ( ) ( )2
1442073620981010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 3,2
- Proses Operasi Potong
NI = ( ) ( )2
1662755627881010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 2,89
- Proses Operasi Jointer
NI = ( ) ( )2
1241537615481010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
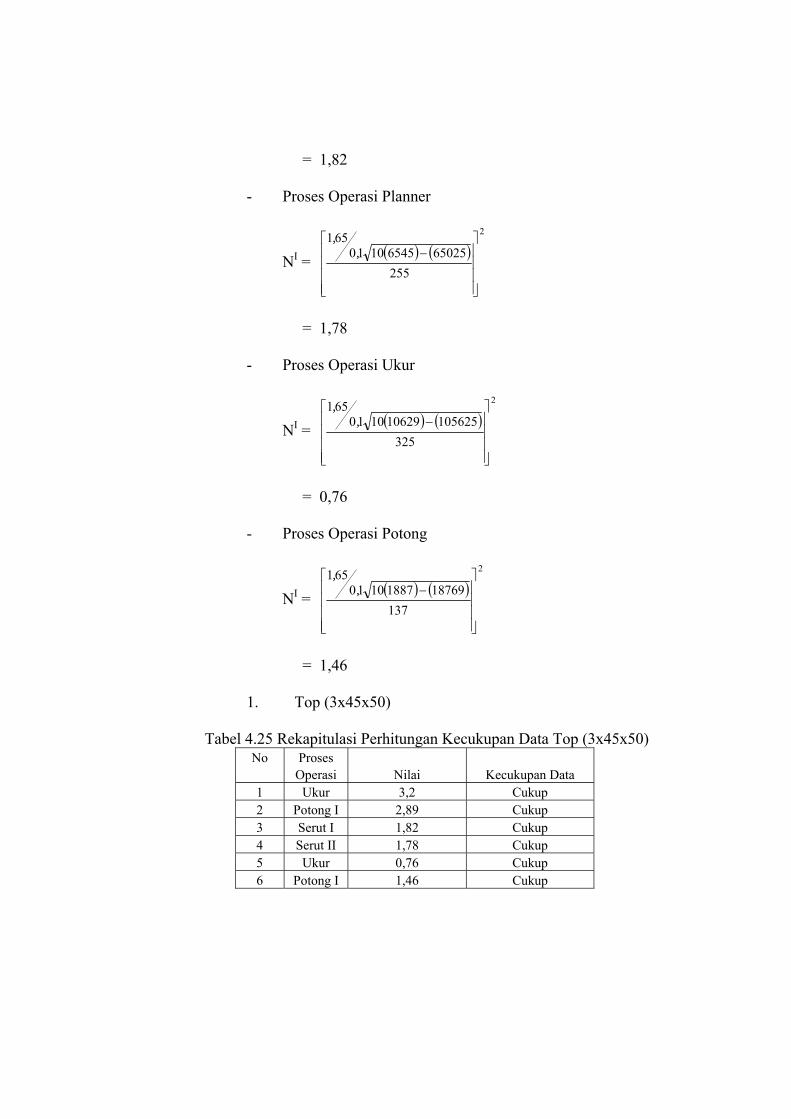
= 1,82
- Proses Operasi Planner
NI = ( ) ( )2
2556502565451010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 1,78
- Proses Operasi Ukur
NI = ( ) ( )2
325105625106291010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 0,76
- Proses Operasi Potong
NI = ( ) ( )2
1371876918871010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 1,46
1. Top (3x45x50)
Tabel 4.25 Rekapitulasi Perhitungan Kecukupan Data Top (3x45x50) No Proses Operasi Nilai Kecukupan Data 1 Ukur 3,2 Cukup 2 Potong I 2,89 Cukup 3 Serut I 1,82 Cukup 4 Serut II 1,78 Cukup 5 Ukur 0,76 Cukup 6 Potong I 1,46 Cukup
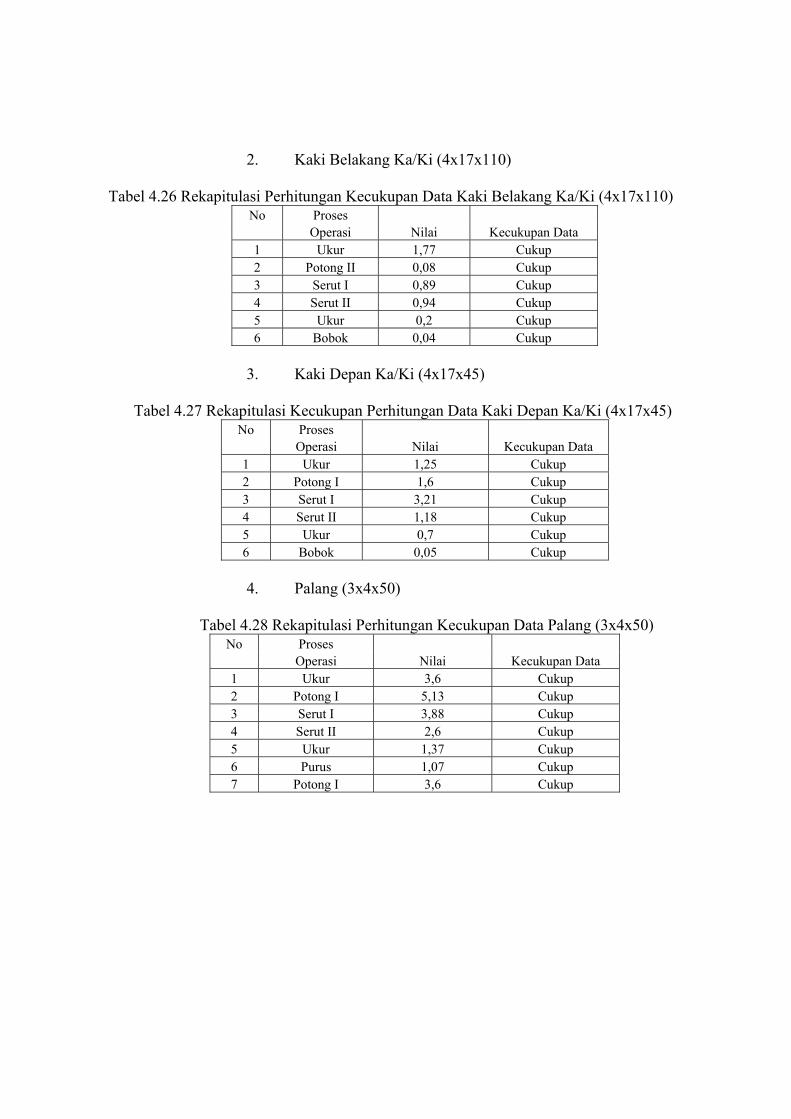
2. Kaki Belakang Ka/Ki (4x17x110)
Tabel 4.26 Rekapitulasi Perhitungan Kecukupan Data Kaki Belakang Ka/Ki (4x17x110) No Proses Operasi Nilai Kecukupan Data 1 Ukur 1,77 Cukup 2 Potong II 0,08 Cukup 3 Serut I 0,89 Cukup 4 Serut II 0,94 Cukup 5 Ukur 0,2 Cukup 6 Bobok 0,04 Cukup
3. Kaki Depan Ka/Ki (4x17x45)
Tabel 4.27 Rekapitulasi Kecukupan Perhitungan Data Kaki Depan Ka/Ki (4x17x45) No Proses Operasi Nilai Kecukupan Data 1 Ukur 1,25 Cukup 2 Potong I 1,6 Cukup 3 Serut I 3,21 Cukup 4 Serut II 1,18 Cukup 5 Ukur 0,7 Cukup 6 Bobok 0,05 Cukup
4. Palang (3x4x50)
Tabel 4.28 Rekapitulasi Perhitungan Kecukupan Data Palang (3x4x50) No Proses Operasi Nilai Kecukupan Data 1 Ukur 3,6 Cukup 2 Potong I 5,13 Cukup 3 Serut I 3,88 Cukup 4 Serut II 2,6 Cukup 5 Ukur 1,37 Cukup 6 Purus 1,07 Cukup 7 Potong I 3,6 Cukup

5. Palang (3x5x50)
Tabel 4.29 Rekapitulasi Perhitungan Kecukupan Data Palang (3x5x50) No Proses Operasi Nilai Kecukupan Data 1 Ukur 3,025 Cukup 2 Potong I 3,3 Cukup 3 Serut I 2,86 Cukup 4 Serut II 3,75 Cukup 5 Ukur 0,64 Cukup 6 Purus 0,21 Cukup 7 Potong I 1,27 Cukup
6. Palang (2x5x50)
Tabel 4.30 Rekapitulasi Perhitungan Kecukupan Data Palang (2x5x50) No Proses Operasi Nilai Kecukupan Data 1 Ukur 3,43 Cukup 2 Potong I 2,59 Cukup 3 Serut I 7,22 Cukup 4 Serut II 1,43 Cukup 5 Ukur 0,98 Cukup 6 Purus 0,38 Cukup 7 Potong I 3,82 Cukup
7. Palang (3x3x50)
Tabel 4.31 Rekapitulasi Perhitungan Kecukupan Data Palang (3x3x50) No Proses Operasi Nilai Kecukupan Data 1 Ukur 2,1 Cukup 2 Potong I 2,08 Cukup 3 Serut I 1,84 Cukup 4 Serut II 2,27 Cukup 5 Ukur 0,88 Cukup 6 Purus 0,44 Cukup 7 Potong I 2,58 Cukup
8. Assembling
Tabel 4.32 Rekapitulasi Perhitungan Kecukupan Data Assembling No Proses Operasi Nilai Kecukupan Data 1 Ass I 0,03 Cukup 2 Ass II 0,02 Cukup 3 Ass III 0,02 Cukup 4 Ass IV 0,09 Cukup
9. Amplas
Tabel 4.33 Rekapitulasi Perhitungan Kecukupan Data Amplas No Proses Operasi Nilai Kecukupan Data 1 Amplas 0,15 Cukup
4.2.2 Uji Kecukupan Data Produk Bade Side LP-03
Rumus: NI =
222
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
∑
∑−∑
Xj)Xj()Xj(Ns
k
Keterangan :
Tingkat keyakinan 90%, Maka:
K (confidence level) = 1,65
S = 90% , berarti 10% = 0,1
NI < N = Data Cukup
Contoh Perhitungan Kecukupan Data Komponen Top (3x45x45):
- Proses Operasi Ukur
NI = ( ) ( )2
1903610036321010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 1,65
- Proses Operasi Potong
NI = ( ) ( )2
2646969670121010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 1,65
- Proses Operasi Jointer
NI = ( ) ( )2
1351822518391010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 2,46
- Proses Operasi Planner
NI = ( ) ( )2
1592528125451010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 1,82
- Proses Operasi Ukur
NI = ( ) ( )2
468219024219461010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 0,5
- Proses Operasi Panil
NI = ( ) ( )2
121714810891482031010
651
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡−,
,
= 0,17
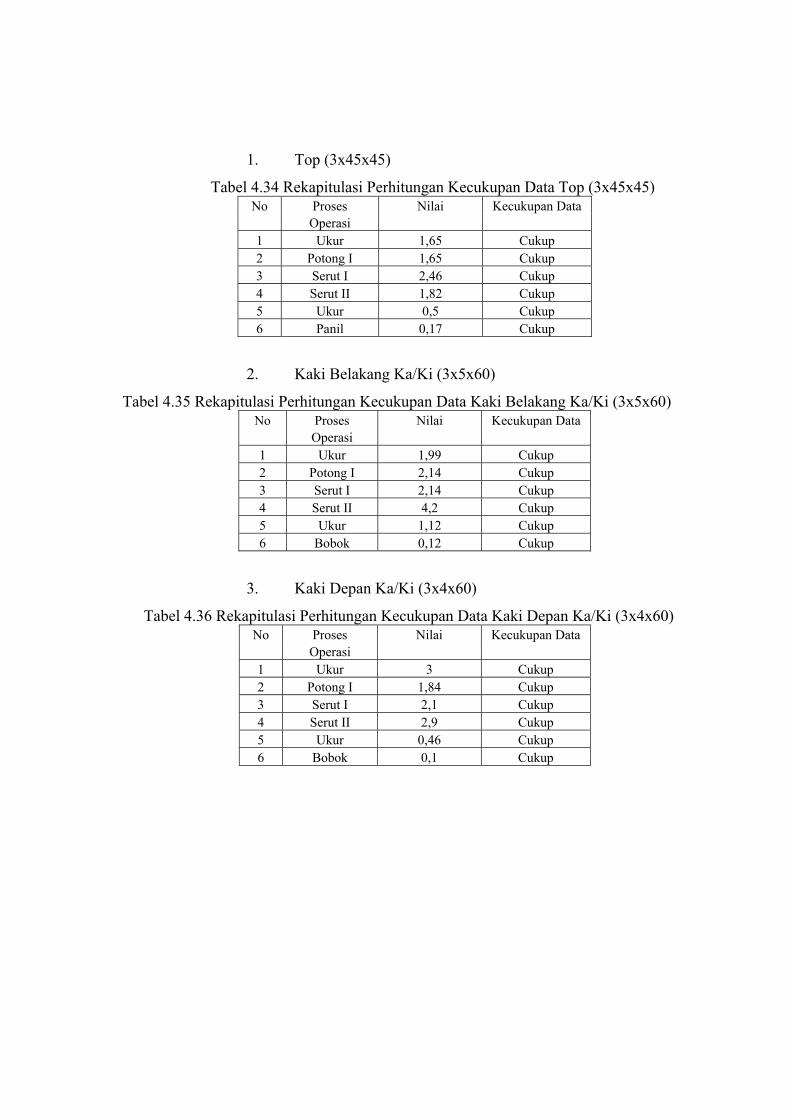
1. Top (3x45x45)
Tabel 4.34 Rekapitulasi Perhitungan Kecukupan Data Top (3x45x45) No Proses Nilai Kecukupan Data Operasi 1 Ukur 1,65 Cukup 2 Potong I 1,65 Cukup 3 Serut I 2,46 Cukup 4 Serut II 1,82 Cukup 5 Ukur 0,5 Cukup 6 Panil 0,17 Cukup
2. Kaki Belakang Ka/Ki (3x5x60)
Tabel 4.35 Rekapitulasi Perhitungan Kecukupan Data Kaki Belakang Ka/Ki (3x5x60) No Proses Nilai Kecukupan Data Operasi 1 Ukur 1,99 Cukup 2 Potong I 2,14 Cukup 3 Serut I 2,14 Cukup 4 Serut II 4,2 Cukup 5 Ukur 1,12 Cukup 6 Bobok 0,12 Cukup
3. Kaki Depan Ka/Ki (3x4x60)
Tabel 4.36 Rekapitulasi Perhitungan Kecukupan Data Kaki Depan Ka/Ki (3x4x60) No Proses Nilai Kecukupan Data Operasi 1 Ukur 3 Cukup 2 Potong I 1,84 Cukup 3 Serut I 2,1 Cukup 4 Serut II 2,9 Cukup 5 Ukur 0,46 Cukup 6 Bobok 0,1 Cukup
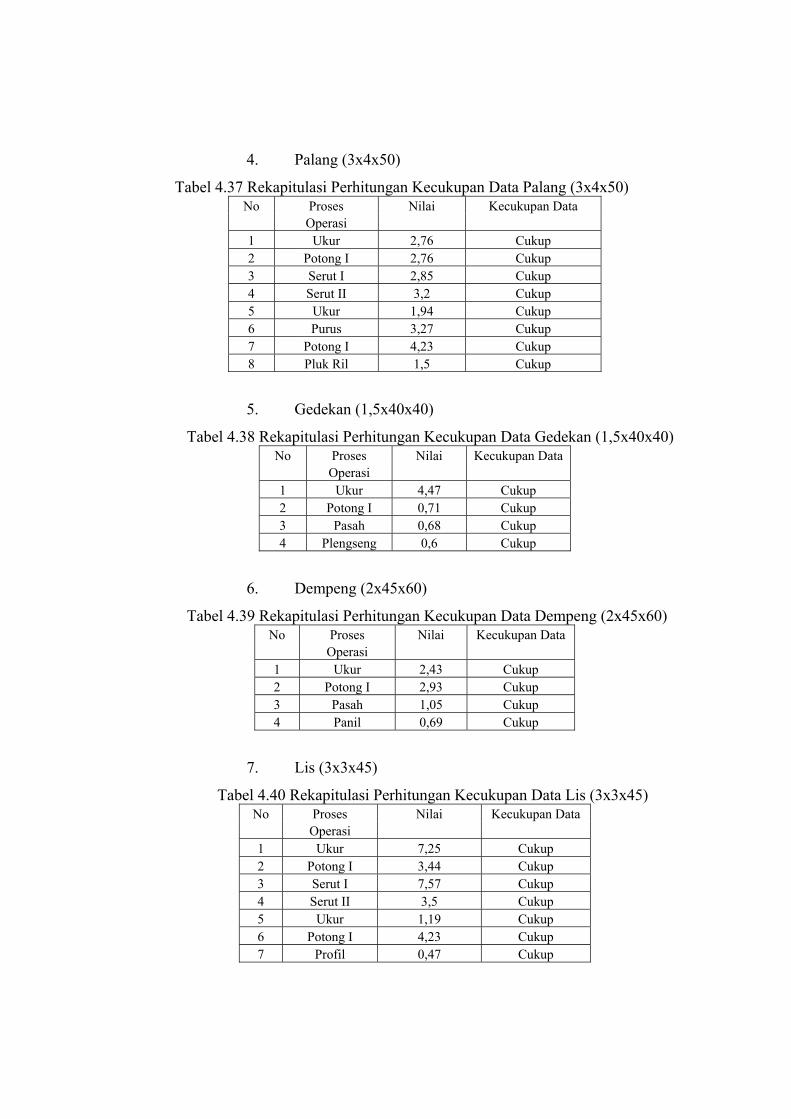
4. Palang (3x4x50)
Tabel 4.37 Rekapitulasi Perhitungan Kecukupan Data Palang (3x4x50) No Proses Nilai Kecukupan Data Operasi 1 Ukur 2,76 Cukup 2 Potong I 2,76 Cukup 3 Serut I 2,85 Cukup 4 Serut II 3,2 Cukup 5 Ukur 1,94 Cukup 6 Purus 3,27 Cukup 7 Potong I 4,23 Cukup 8 Pluk Ril 1,5 Cukup
5. Gedekan (1,5x40x40)
Tabel 4.38 Rekapitulasi Perhitungan Kecukupan Data Gedekan (1,5x40x40) No Proses Nilai Kecukupan Data Operasi 1 Ukur 4,47 Cukup 2 Potong I 0,71 Cukup 3 Pasah 0,68 Cukup 4 Plengseng 0,6 Cukup
6. Dempeng (2x45x60)
Tabel 4.39 Rekapitulasi Perhitungan Kecukupan Data Dempeng (2x45x60) No Proses Nilai Kecukupan Data Operasi 1 Ukur 2,43 Cukup 2 Potong I 2,93 Cukup 3 Pasah 1,05 Cukup 4 Panil 0,69 Cukup
7. Lis (3x3x45)
Tabel 4.40 Rekapitulasi Perhitungan Kecukupan Data Lis (3x3x45) No Proses Nilai Kecukupan Data Operasi 1 Ukur 7,25 Cukup 2 Potong I 3,44 Cukup 3 Serut I 7,57 Cukup 4 Serut II 3,5 Cukup 5 Ukur 1,19 Cukup 6 Potong I 4,23 Cukup 7 Profil 0,47 Cukup
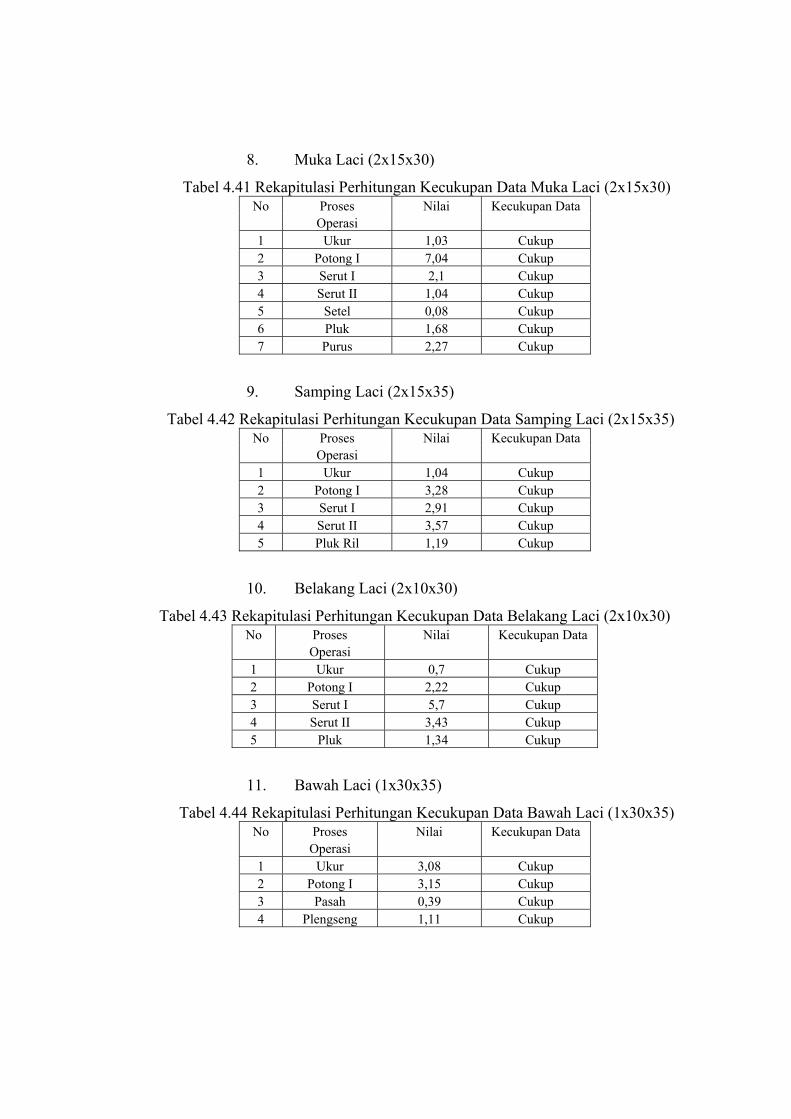
8. Muka Laci (2x15x30)
Tabel 4.41 Rekapitulasi Perhitungan Kecukupan Data Muka Laci (2x15x30) No Proses Nilai Kecukupan Data Operasi 1 Ukur 1,03 Cukup 2 Potong I 7,04 Cukup 3 Serut I 2,1 Cukup 4 Serut II 1,04 Cukup 5 Setel 0,08 Cukup 6 Pluk 1,68 Cukup 7 Purus 2,27 Cukup
9. Samping Laci (2x15x35)
Tabel 4.42 Rekapitulasi Perhitungan Kecukupan Data Samping Laci (2x15x35) No Proses Nilai Kecukupan Data Operasi 1 Ukur 1,04 Cukup 2 Potong I 3,28 Cukup 3 Serut I 2,91 Cukup 4 Serut II 3,57 Cukup 5 Pluk Ril 1,19 Cukup
10. Belakang Laci (2x10x30)
Tabel 4.43 Rekapitulasi Perhitungan Kecukupan Data Belakang Laci (2x10x30) No Proses Nilai Kecukupan Data Operasi 1 Ukur 0,7 Cukup 2 Potong I 2,22 Cukup 3 Serut I 5,7 Cukup 4 Serut II 3,43 Cukup 5 Pluk 1,34 Cukup
11. Bawah Laci (1x30x35)
Tabel 4.44 Rekapitulasi Perhitungan Kecukupan Data Bawah Laci (1x30x35) No Proses Nilai Kecukupan Data Operasi 1 Ukur 3,08 Cukup 2 Potong I 3,15 Cukup 3 Pasah 0,39 Cukup 4 Plengseng 1,11 Cukup
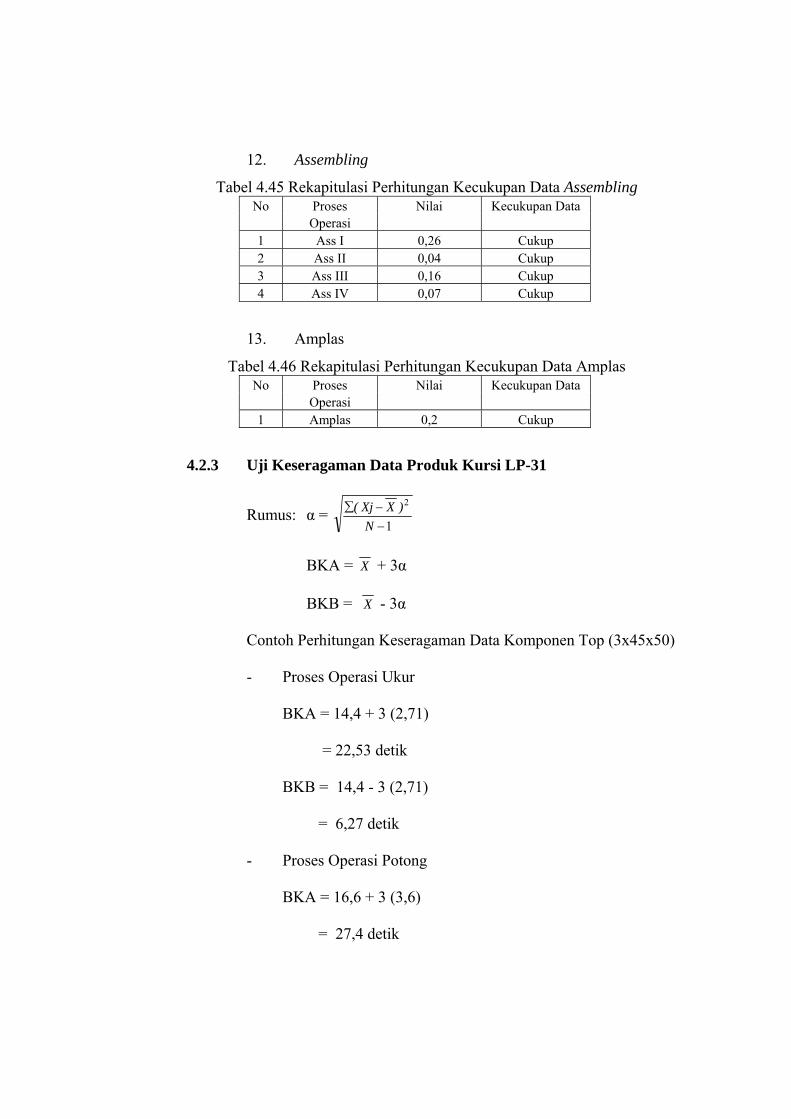
12. Assembling
Tabel 4.45 Rekapitulasi Perhitungan Kecukupan Data Assembling No Proses Nilai Kecukupan Data Operasi 1 Ass I 0,26 Cukup 2 Ass II 0,04 Cukup 3 Ass III 0,16 Cukup 4 Ass IV 0,07 Cukup
13. Amplas
Tabel 4.46 Rekapitulasi Perhitungan Kecukupan Data Amplas No Proses Nilai Kecukupan Data Operasi 1 Amplas 0,2 Cukup
4.2.3 Uji Keseragaman Data Produk Kursi LP-31
Rumus: α = 1
2
−−∑
N)XXj(
BKA = X + 3α
BKB = X - 3α
Contoh Perhitungan Keseragaman Data Komponen Top (3x45x50)
- Proses Operasi Ukur
BKA = 14,4 + 3 (2,71)
= 22,53 detik
BKB = 14,4 - 3 (2,71)
= 6,27 detik
- Proses Operasi Potong
BKA = 16,6 + 3 (3,6)
= 27,4 detik
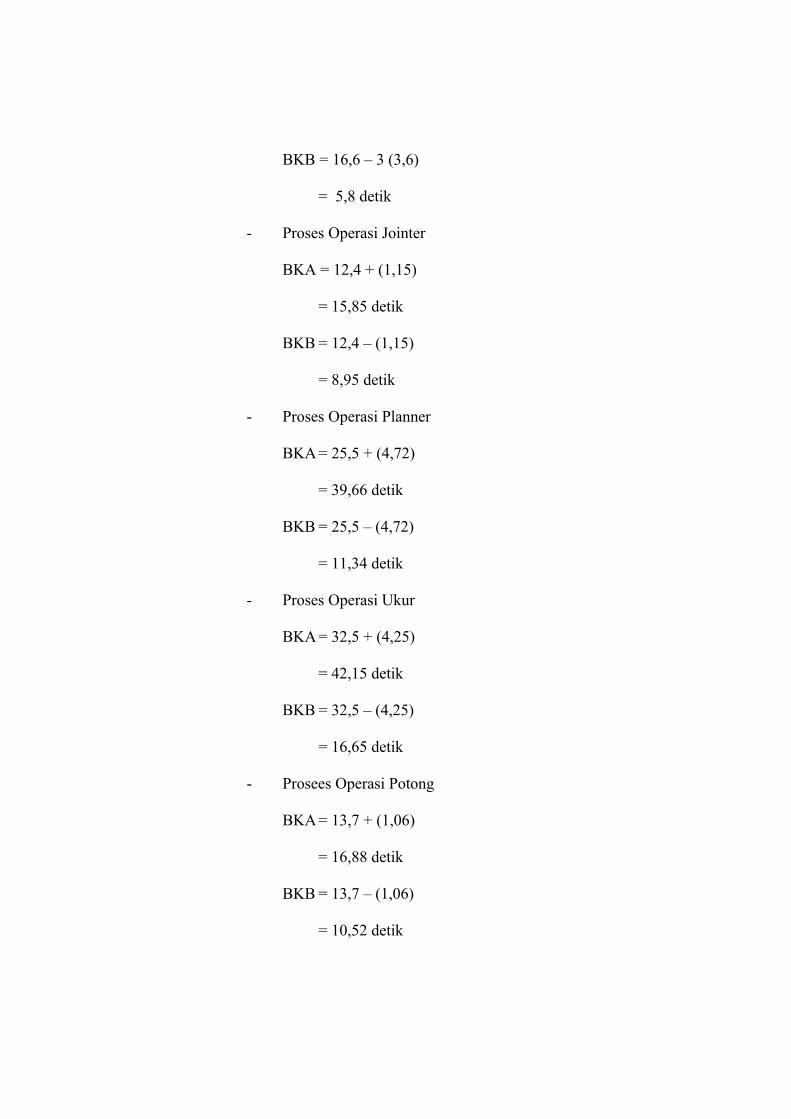
BKB = 16,6 – 3 (3,6)
= 5,8 detik
- Proses Operasi Jointer
BKA = 12,4 + (1,15)
= 15,85 detik
BKB = 12,4 – (1,15)
= 8,95 detik
- Proses Operasi Planner
BKA = 25,5 + (4,72)
= 39,66 detik
BKB = 25,5 – (4,72)
= 11,34 detik
- Proses Operasi Ukur
BKA = 32,5 + (4,25)
= 42,15 detik
BKB = 32,5 – (4,25)
= 16,65 detik
- Prosees Operasi Potong
BKA = 13,7 + (1,06)
= 16,88 detik
BKB = 13,7 – (1,06)
= 10,52 detik
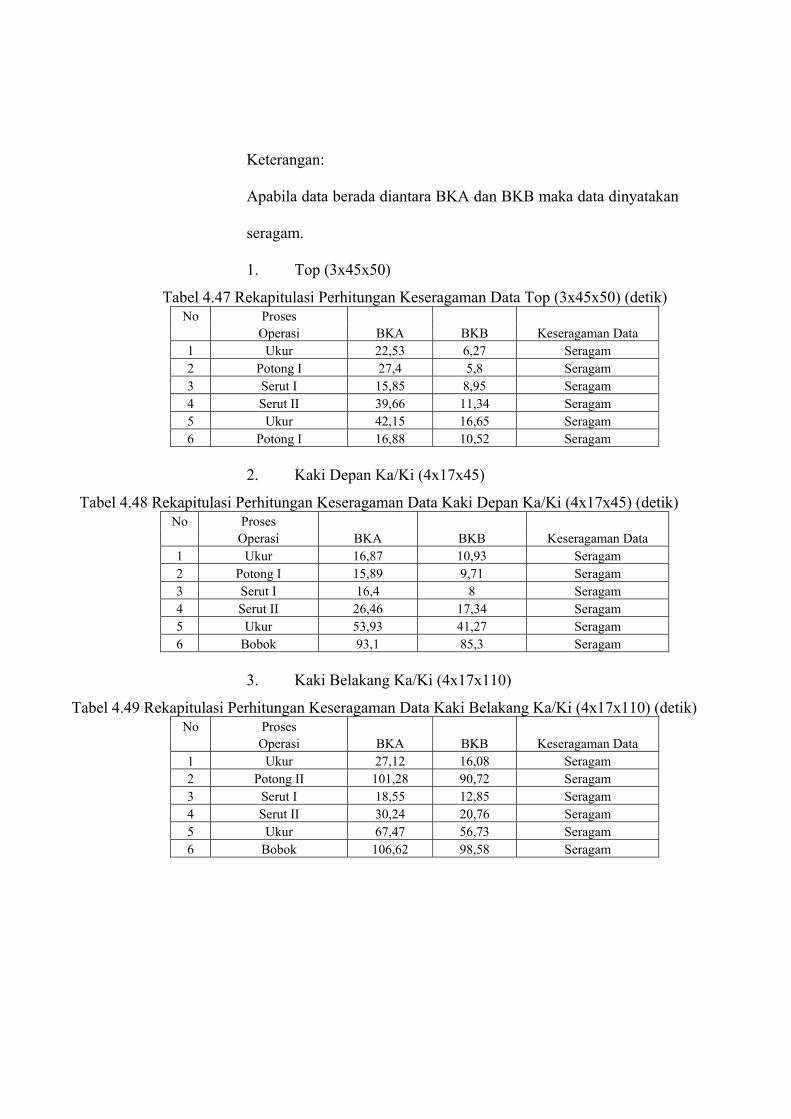
Keterangan:
Apabila data berada diantara BKA dan BKB maka data dinyatakan
seragam.
1. Top (3x45x50)
Tabel 4.47 Rekapitulasi Perhitungan Keseragaman Data Top (3x45x50) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 22,53 6,27 Seragam 2 Potong I 27,4 5,8 Seragam 3 Serut I 15,85 8,95 Seragam 4 Serut II 39,66 11,34 Seragam 5 Ukur 42,15 16,65 Seragam 6 Potong I 16,88 10,52 Seragam
2. Kaki Depan Ka/Ki (4x17x45)
Tabel 4.48 Rekapitulasi Perhitungan Keseragaman Data Kaki Depan Ka/Ki (4x17x45) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 16,87 10,93 Seragam 2 Potong I 15,89 9,71 Seragam 3 Serut I 16,4 8 Seragam 4 Serut II 26,46 17,34 Seragam 5 Ukur 53,93 41,27 Seragam 6 Bobok 93,1 85,3 Seragam
3. Kaki Belakang Ka/Ki (4x17x110)
Tabel 4.49 Rekapitulasi Perhitungan Keseragaman Data Kaki Belakang Ka/Ki (4x17x110) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 27,12 16,08 Seragam 2 Potong II 101,28 90,72 Seragam 3 Serut I 18,55 12,85 Seragam 4 Serut II 30,24 20,76 Seragam 5 Ukur 67,47 56,73 Seragam 6 Bobok 106,62 98,58 Seragam
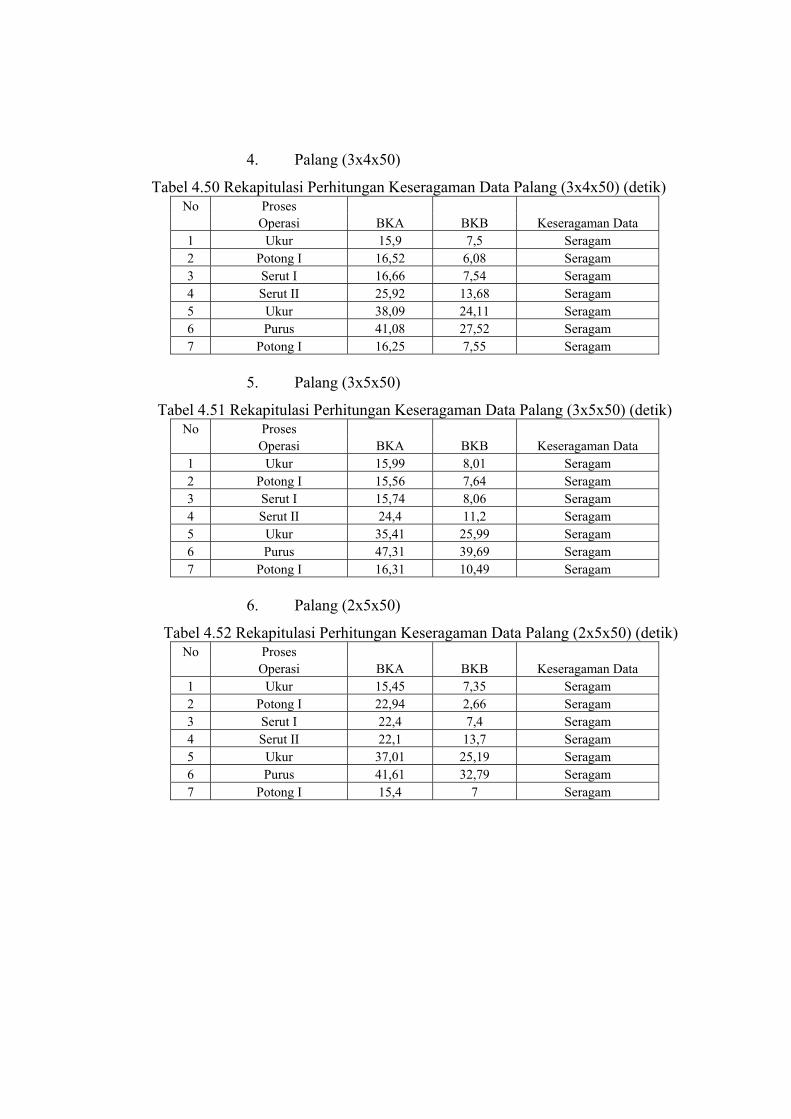
4. Palang (3x4x50)
Tabel 4.50 Rekapitulasi Perhitungan Keseragaman Data Palang (3x4x50) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 15,9 7,5 Seragam 2 Potong I 16,52 6,08 Seragam 3 Serut I 16,66 7,54 Seragam 4 Serut II 25,92 13,68 Seragam 5 Ukur 38,09 24,11 Seragam 6 Purus 41,08 27,52 Seragam 7 Potong I 16,25 7,55 Seragam
5. Palang (3x5x50)
Tabel 4.51 Rekapitulasi Perhitungan Keseragaman Data Palang (3x5x50) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 15,99 8,01 Seragam 2 Potong I 15,56 7,64 Seragam 3 Serut I 15,74 8,06 Seragam 4 Serut II 24,4 11,2 Seragam 5 Ukur 35,41 25,99 Seragam 6 Purus 47,31 39,69 Seragam 7 Potong I 16,31 10,49 Seragam
6. Palang (2x5x50)
Tabel 4.52 Rekapitulasi Perhitungan Keseragaman Data Palang (2x5x50) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 15,45 7,35 Seragam 2 Potong I 22,94 2,66 Seragam 3 Serut I 22,4 7,4 Seragam 4 Serut II 22,1 13,7 Seragam 5 Ukur 37,01 25,19 Seragam 6 Purus 41,61 32,79 Seragam 7 Potong I 15,4 7 Seragam
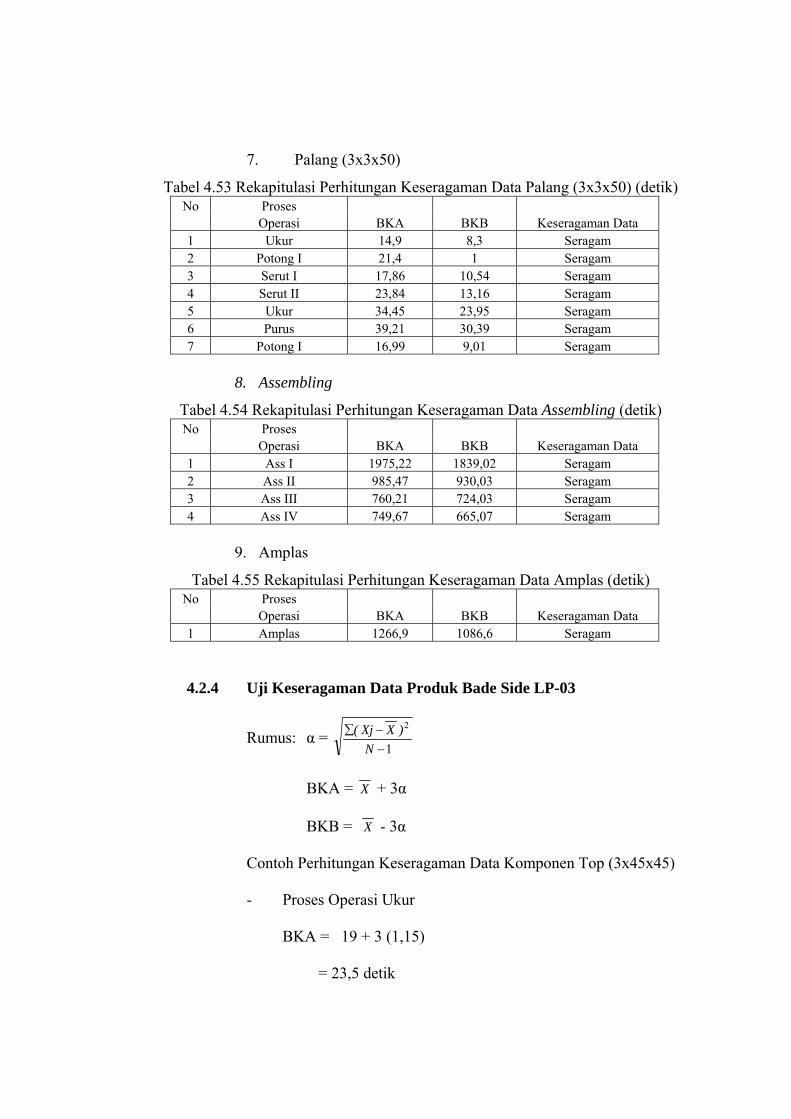
7. Palang (3x3x50)
Tabel 4.53 Rekapitulasi Perhitungan Keseragaman Data Palang (3x3x50) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 14,9 8,3 Seragam 2 Potong I 21,4 1 Seragam 3 Serut I 17,86 10,54 Seragam 4 Serut II 23,84 13,16 Seragam 5 Ukur 34,45 23,95 Seragam 6 Purus 39,21 30,39 Seragam 7 Potong I 16,99 9,01 Seragam
8. Assembling
Tabel 4.54 Rekapitulasi Perhitungan Keseragaman Data Assembling (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ass I 1975,22 1839,02 Seragam 2 Ass II 985,47 930,03 Seragam 3 Ass III 760,21 724,03 Seragam 4 Ass IV 749,67 665,07 Seragam
9. Amplas
Tabel 4.55 Rekapitulasi Perhitungan Keseragaman Data Amplas (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Amplas 1266,9 1086,6 Seragam
4.2.4 Uji Keseragaman Data Produk Bade Side LP-03
Rumus: α = 1
2
−−∑
N)XXj(
BKA = X + 3α
BKB = X - 3α
Contoh Perhitungan Keseragaman Data Komponen Top (3x45x45)
- Proses Operasi Ukur
BKA = 19 + 3 (1,15)
= 23,5 detik
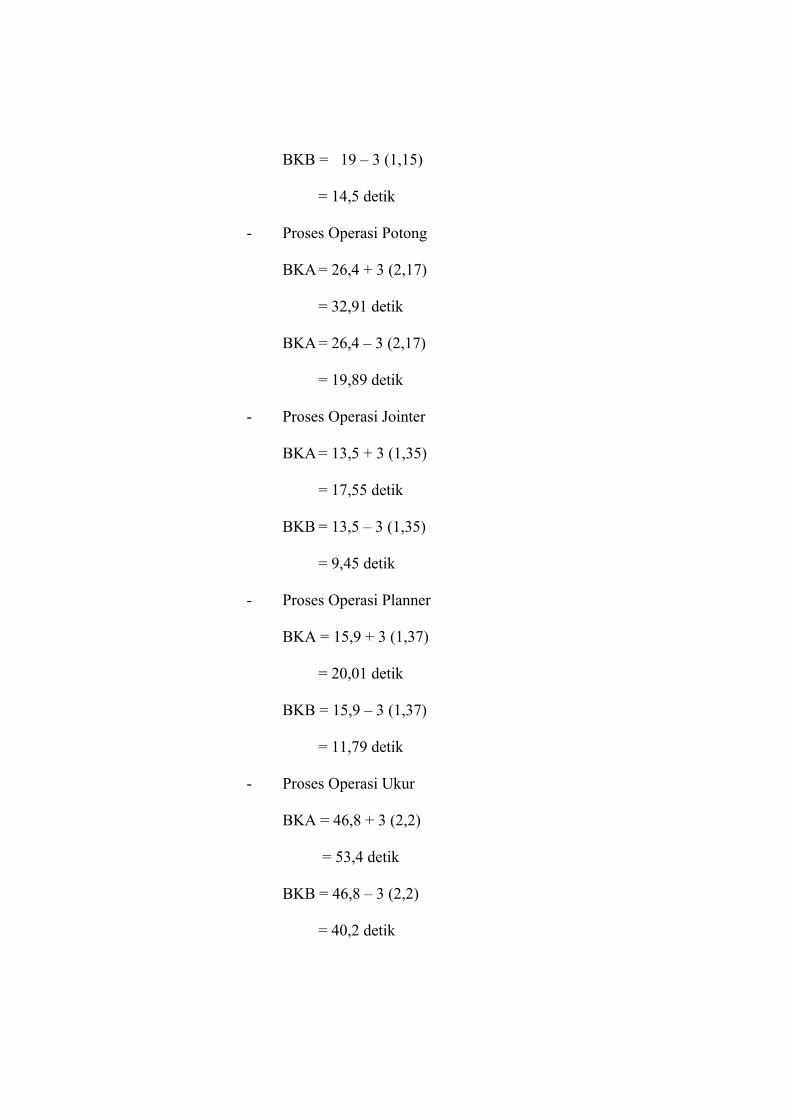
BKB = 19 – 3 (1,15)
= 14,5 detik
- Proses Operasi Potong
BKA = 26,4 + 3 (2,17)
= 32,91 detik
BKA = 26,4 – 3 (2,17)
= 19,89 detik
- Proses Operasi Jointer
BKA = 13,5 + 3 (1,35)
= 17,55 detik
BKB = 13,5 – 3 (1,35)
= 9,45 detik
- Proses Operasi Planner
BKA = 15,9 + 3 (1,37)
= 20,01 detik
BKB = 15,9 – 3 (1,37)
= 11,79 detik
- Proses Operasi Ukur
BKA = 46,8 + 3 (2,2)
= 53,4 detik
BKB = 46,8 – 3 (2,2)
= 40,2 detik
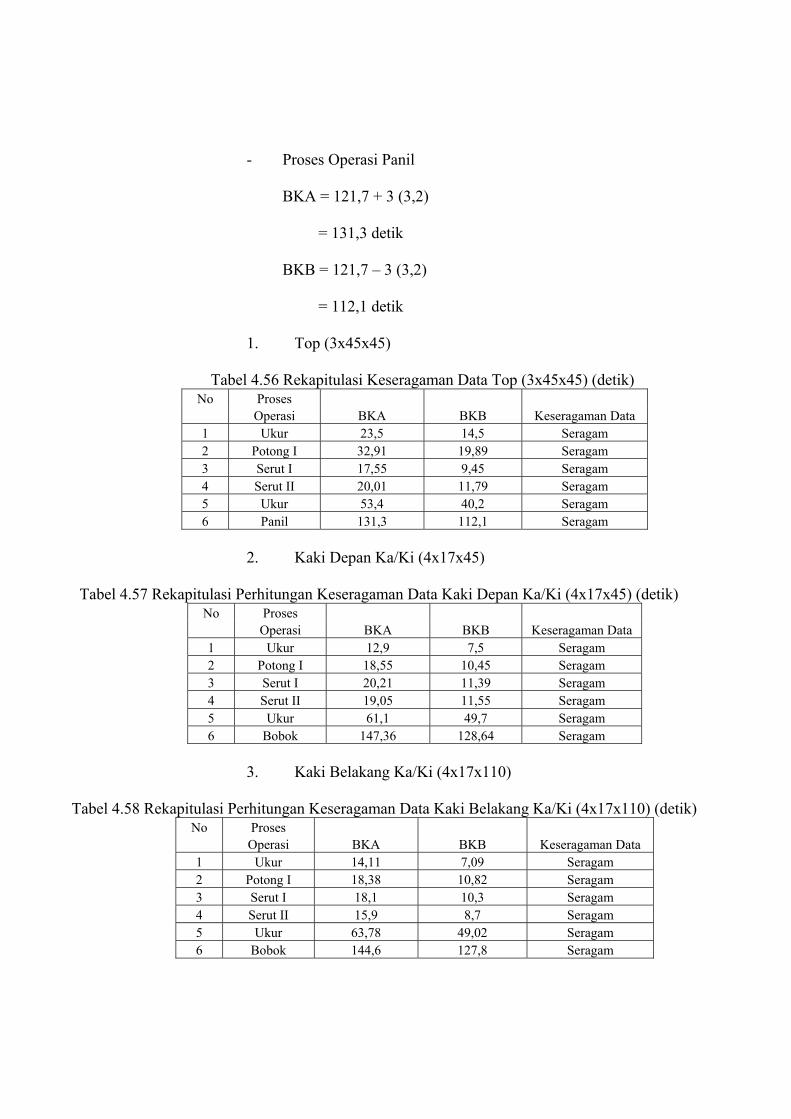
- Proses Operasi Panil
BKA = 121,7 + 3 (3,2)
= 131,3 detik
BKB = 121,7 – 3 (3,2)
= 112,1 detik
1. Top (3x45x45)
Tabel 4.56 Rekapitulasi Keseragaman Data Top (3x45x45) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 23,5 14,5 Seragam 2 Potong I 32,91 19,89 Seragam 3 Serut I 17,55 9,45 Seragam 4 Serut II 20,01 11,79 Seragam 5 Ukur 53,4 40,2 Seragam 6 Panil 131,3 112,1 Seragam
2. Kaki Depan Ka/Ki (4x17x45)
Tabel 4.57 Rekapitulasi Perhitungan Keseragaman Data Kaki Depan Ka/Ki (4x17x45) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 12,9 7,5 Seragam 2 Potong I 18,55 10,45 Seragam 3 Serut I 20,21 11,39 Seragam 4 Serut II 19,05 11,55 Seragam 5 Ukur 61,1 49,7 Seragam 6 Bobok 147,36 128,64 Seragam
3. Kaki Belakang Ka/Ki (4x17x110)
Tabel 4.58 Rekapitulasi Perhitungan Keseragaman Data Kaki Belakang Ka/Ki (4x17x110) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 14,11 7,09 Seragam 2 Potong I 18,38 10,82 Seragam 3 Serut I 18,1 10,3 Seragam 4 Serut II 15,9 8,7 Seragam 5 Ukur 63,78 49,02 Seragam 6 Bobok 144,6 127,8 Seragam
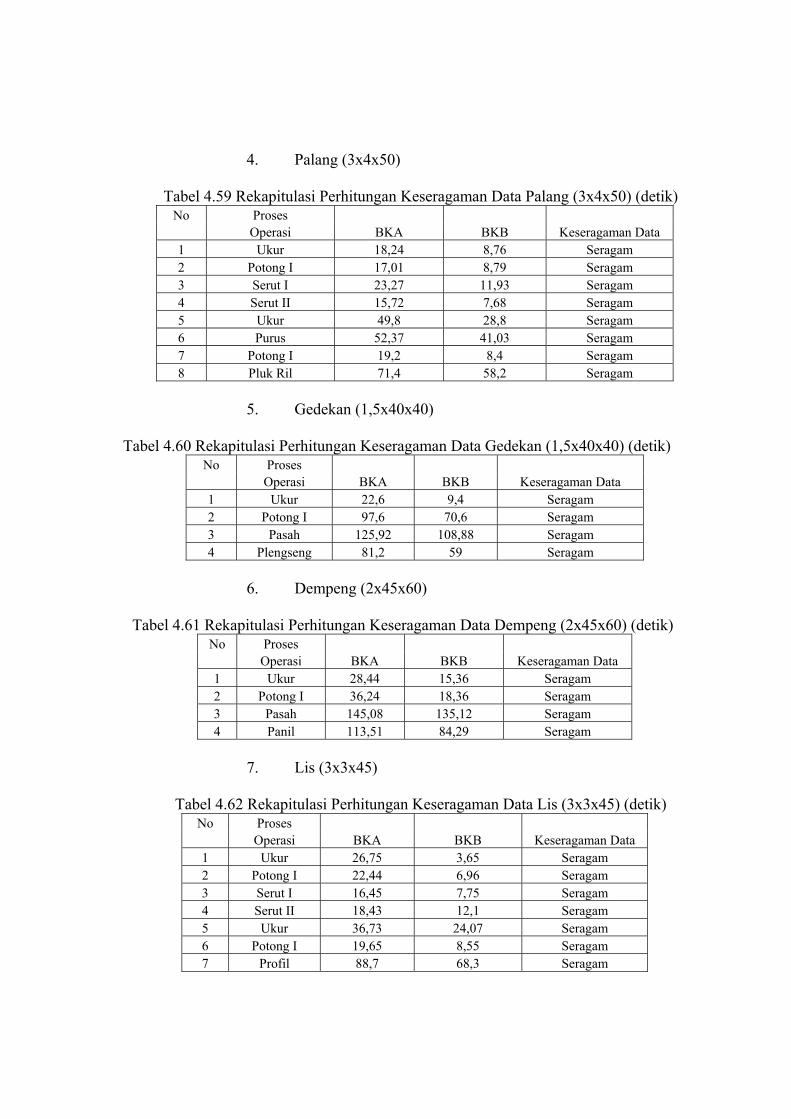
4. Palang (3x4x50)
Tabel 4.59 Rekapitulasi Perhitungan Keseragaman Data Palang (3x4x50) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 18,24 8,76 Seragam 2 Potong I 17,01 8,79 Seragam 3 Serut I 23,27 11,93 Seragam 4 Serut II 15,72 7,68 Seragam 5 Ukur 49,8 28,8 Seragam 6 Purus 52,37 41,03 Seragam 7 Potong I 19,2 8,4 Seragam 8 Pluk Ril 71,4 58,2 Seragam
5. Gedekan (1,5x40x40)
Tabel 4.60 Rekapitulasi Perhitungan Keseragaman Data Gedekan (1,5x40x40) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 22,6 9,4 Seragam 2 Potong I 97,6 70,6 Seragam 3 Pasah 125,92 108,88 Seragam 4 Plengseng 81,2 59 Seragam
6. Dempeng (2x45x60)
Tabel 4.61 Rekapitulasi Perhitungan Keseragaman Data Dempeng (2x45x60) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 28,44 15,36 Seragam 2 Potong I 36,24 18,36 Seragam 3 Pasah 145,08 135,12 Seragam 4 Panil 113,51 84,29 Seragam
7. Lis (3x3x45)
Tabel 4.62 Rekapitulasi Perhitungan Keseragaman Data Lis (3x3x45) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 26,75 3,65 Seragam 2 Potong I 22,44 6,96 Seragam 3 Serut I 16,45 7,75 Seragam 4 Serut II 18,43 12,1 Seragam 5 Ukur 36,73 24,07 Seragam 6 Potong I 19,65 8,55 Seragam 7 Profil 88,7 68,3 Seragam
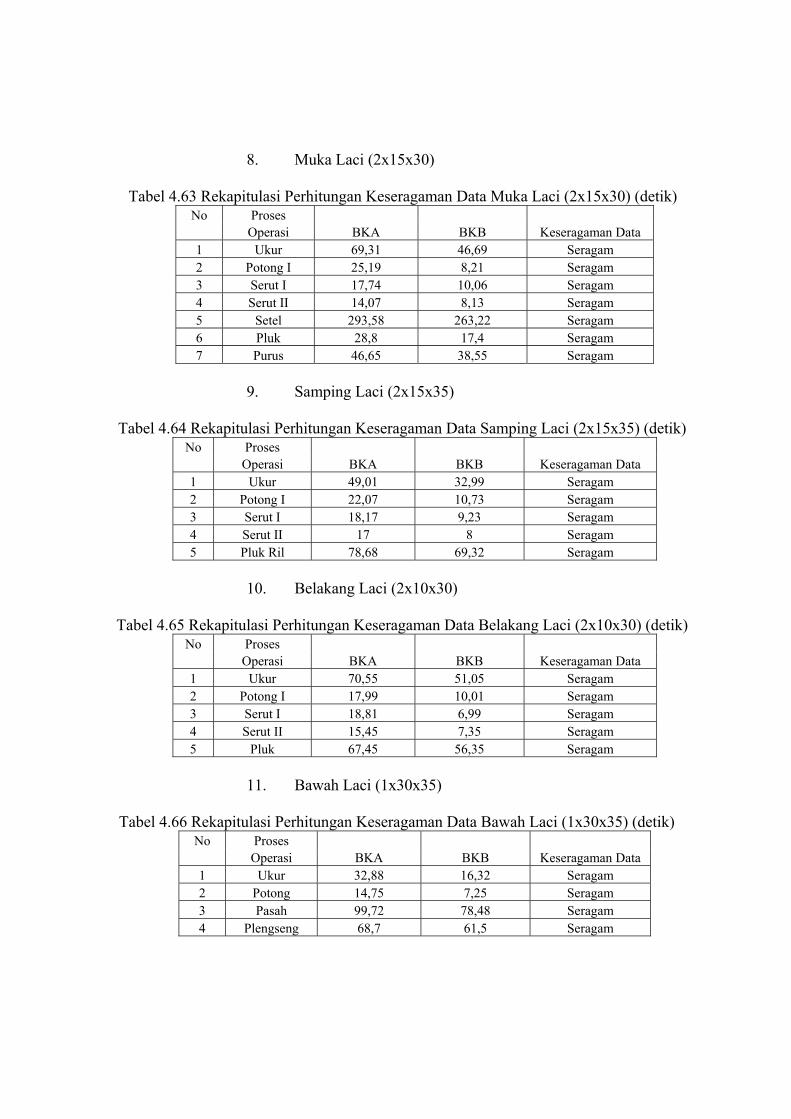
8. Muka Laci (2x15x30)
Tabel 4.63 Rekapitulasi Perhitungan Keseragaman Data Muka Laci (2x15x30) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 69,31 46,69 Seragam 2 Potong I 25,19 8,21 Seragam 3 Serut I 17,74 10,06 Seragam 4 Serut II 14,07 8,13 Seragam 5 Setel 293,58 263,22 Seragam 6 Pluk 28,8 17,4 Seragam 7 Purus 46,65 38,55 Seragam
9. Samping Laci (2x15x35)
Tabel 4.64 Rekapitulasi Perhitungan Keseragaman Data Samping Laci (2x15x35) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 49,01 32,99 Seragam 2 Potong I 22,07 10,73 Seragam 3 Serut I 18,17 9,23 Seragam 4 Serut II 17 8 Seragam 5 Pluk Ril 78,68 69,32 Seragam
10. Belakang Laci (2x10x30)
Tabel 4.65 Rekapitulasi Perhitungan Keseragaman Data Belakang Laci (2x10x30) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 70,55 51,05 Seragam 2 Potong I 17,99 10,01 Seragam 3 Serut I 18,81 6,99 Seragam 4 Serut II 15,45 7,35 Seragam 5 Pluk 67,45 56,35 Seragam
11. Bawah Laci (1x30x35)
Tabel 4.66 Rekapitulasi Perhitungan Keseragaman Data Bawah Laci (1x30x35) (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ukur 32,88 16,32 Seragam 2 Potong 14,75 7,25 Seragam 3 Pasah 99,72 78,48 Seragam 4 Plengseng 68,7 61,5 Seragam
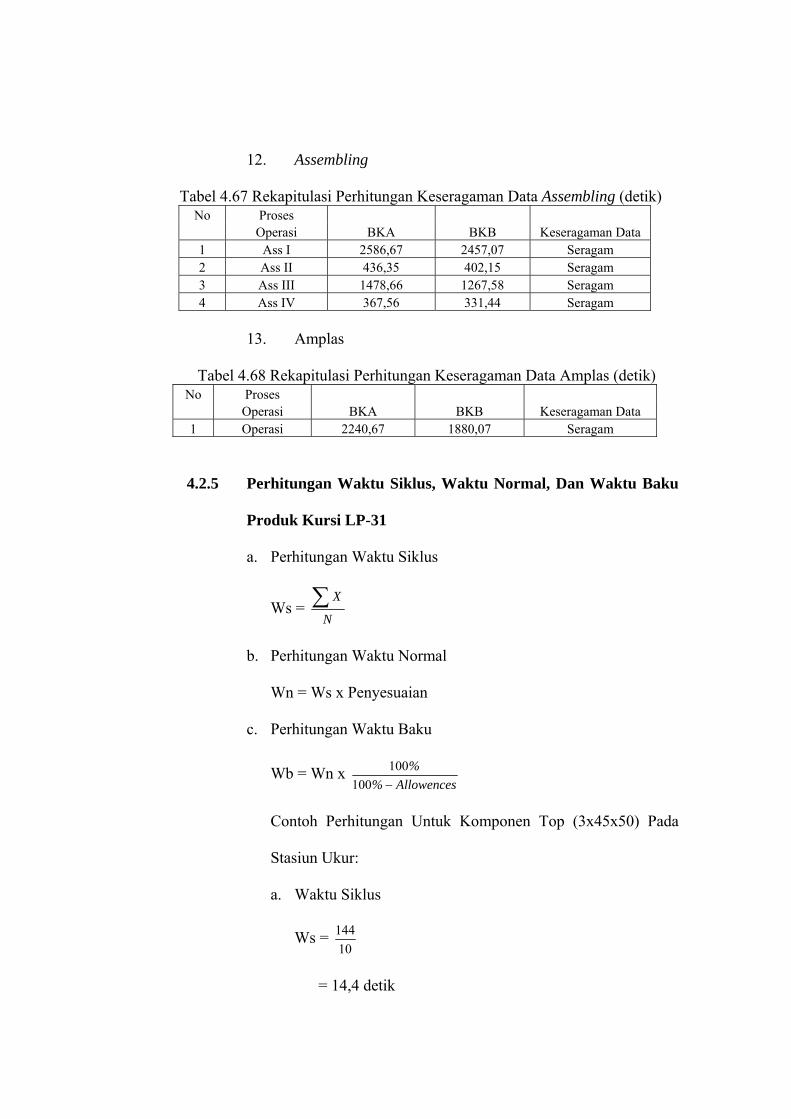
12. Assembling
Tabel 4.67 Rekapitulasi Perhitungan Keseragaman Data Assembling (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Ass I 2586,67 2457,07 Seragam 2 Ass II 436,35 402,15 Seragam 3 Ass III 1478,66 1267,58 Seragam 4 Ass IV 367,56 331,44 Seragam
13. Amplas
Tabel 4.68 Rekapitulasi Perhitungan Keseragaman Data Amplas (detik) No Proses Operasi BKA BKB Keseragaman Data 1 Operasi 2240,67 1880,07 Seragam
4.2.5 Perhitungan Waktu Siklus, Waktu Normal, Dan Waktu Baku
Produk Kursi LP-31
a. Perhitungan Waktu Siklus
Ws = N
X∑
b. Perhitungan Waktu Normal
Wn = Ws x Penyesuaian
c. Perhitungan Waktu Baku
Wb = Wn x Allowences%
%−100100
Contoh Perhitungan Untuk Komponen Top (3x45x50) Pada
Stasiun Ukur:
a. Waktu Siklus
Ws = 10
144
= 14,4 detik
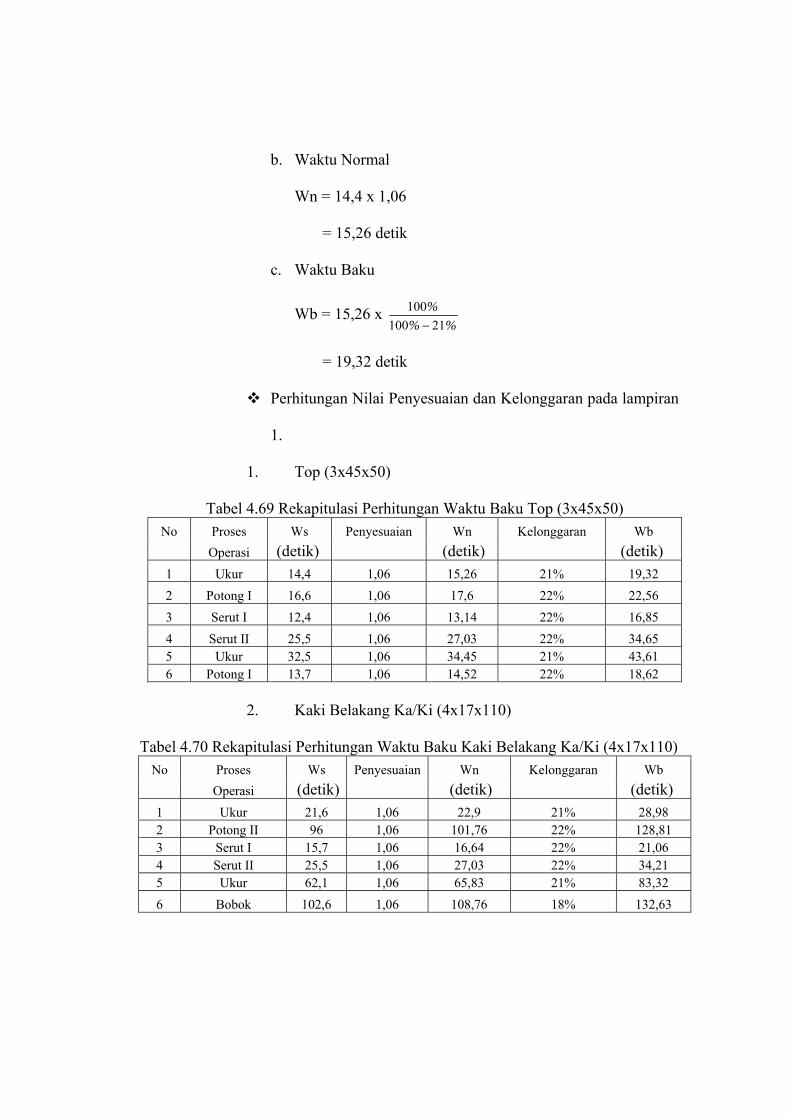
b. Waktu Normal
Wn = 14,4 x 1,06
= 15,26 detik
c. Waktu Baku
Wb = 15,26 x %%
%21100
100−
= 19,32 detik
Perhitungan Nilai Penyesuaian dan Kelonggaran pada lampiran
1.
1. Top (3x45x50)
Tabel 4.69 Rekapitulasi Perhitungan Waktu Baku Top (3x45x50) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik)
1 Ukur 14,4 1,06 15,26 21% 19,32 2 Potong I 16,6 1,06 17,6 22% 22,56 3 Serut I 12,4 1,06 13,14 22% 16,85 4 Serut II 25,5 1,06 27,03 22% 34,65 5 Ukur 32,5 1,06 34,45 21% 43,61 6 Potong I 13,7 1,06 14,52 22% 18,62
2. Kaki Belakang Ka/Ki (4x17x110)
Tabel 4.70 Rekapitulasi Perhitungan Waktu Baku Kaki Belakang Ka/Ki (4x17x110) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik)
1 Ukur 21,6 1,06 22,9 21% 28,98 2 Potong II 96 1,06 101,76 22% 128,81 3 Serut I 15,7 1,06 16,64 22% 21,06 4 Serut II 25,5 1,06 27,03 22% 34,21 5 Ukur 62,1 1,06 65,83 21% 83,32 6 Bobok 102,6 1,06 108,76 18% 132,63
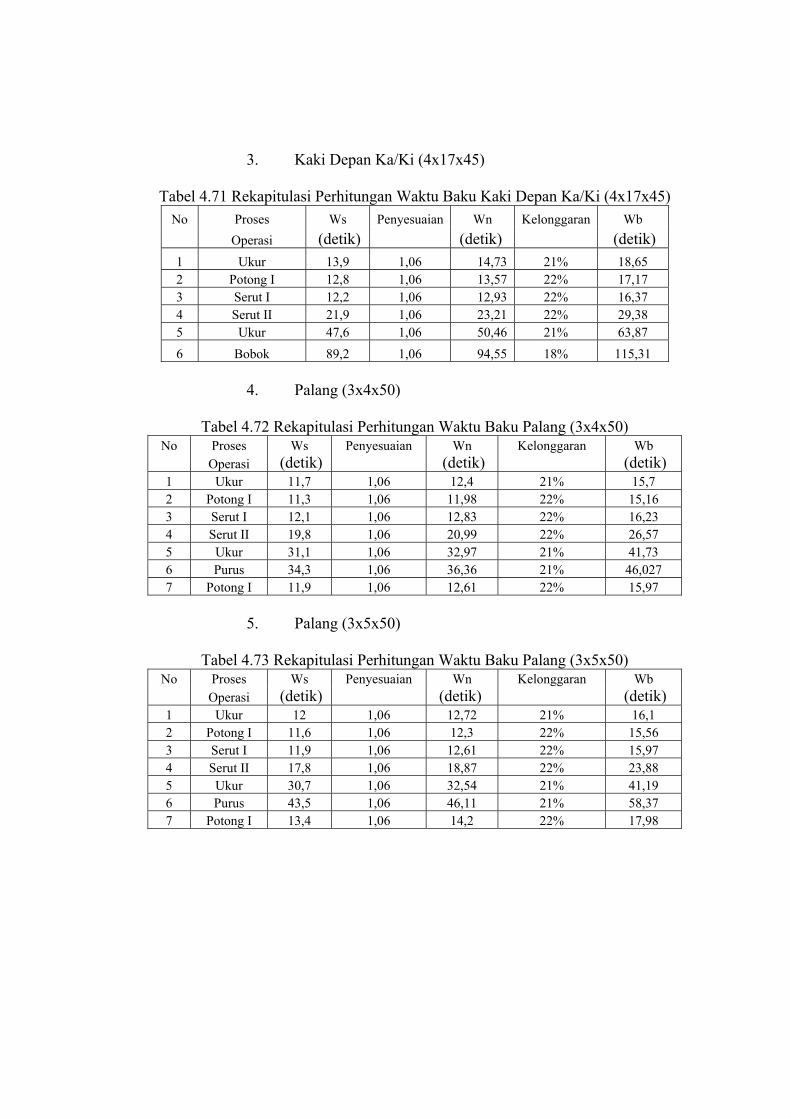
3. Kaki Depan Ka/Ki (4x17x45)
Tabel 4.71 Rekapitulasi Perhitungan Waktu Baku Kaki Depan Ka/Ki (4x17x45) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik)
1 Ukur 13,9 1,06 14,73 21% 18,65 2 Potong I 12,8 1,06 13,57 22% 17,17 3 Serut I 12,2 1,06 12,93 22% 16,37 4 Serut II 21,9 1,06 23,21 22% 29,38 5 Ukur 47,6 1,06 50,46 21% 63,87 6 Bobok 89,2 1,06 94,55 18% 115,31
4. Palang (3x4x50)
Tabel 4.72 Rekapitulasi Perhitungan Waktu Baku Palang (3x4x50) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 11,7 1,06 12,4 21% 15,7 2 Potong I 11,3 1,06 11,98 22% 15,16 3 Serut I 12,1 1,06 12,83 22% 16,23 4 Serut II 19,8 1,06 20,99 22% 26,57 5 Ukur 31,1 1,06 32,97 21% 41,73 6 Purus 34,3 1,06 36,36 21% 46,027 7 Potong I 11,9 1,06 12,61 22% 15,97
5. Palang (3x5x50)
Tabel 4.73 Rekapitulasi Perhitungan Waktu Baku Palang (3x5x50) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 12 1,06 12,72 21% 16,1 2 Potong I 11,6 1,06 12,3 22% 15,56 3 Serut I 11,9 1,06 12,61 22% 15,97 4 Serut II 17,8 1,06 18,87 22% 23,88 5 Ukur 30,7 1,06 32,54 21% 41,19 6 Purus 43,5 1,06 46,11 21% 58,37 7 Potong I 13,4 1,06 14,2 22% 17,98
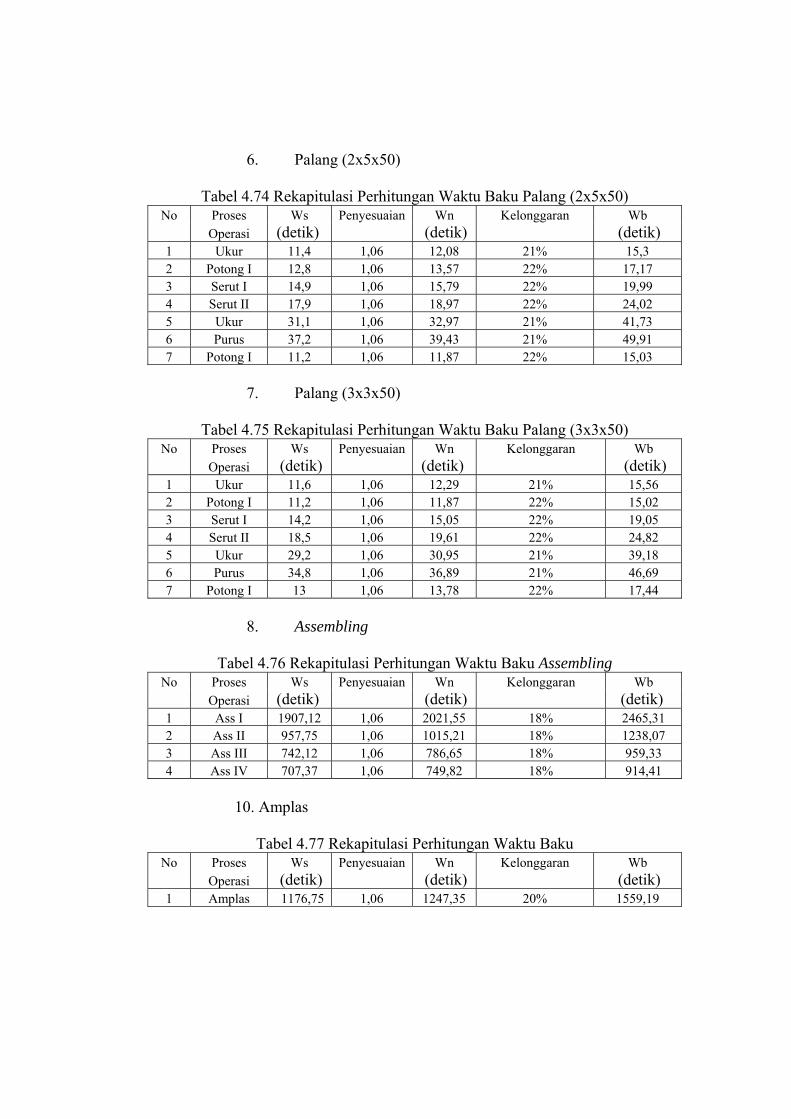
6. Palang (2x5x50)
Tabel 4.74 Rekapitulasi Perhitungan Waktu Baku Palang (2x5x50) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 11,4 1,06 12,08 21% 15,3 2 Potong I 12,8 1,06 13,57 22% 17,17 3 Serut I 14,9 1,06 15,79 22% 19,99 4 Serut II 17,9 1,06 18,97 22% 24,02 5 Ukur 31,1 1,06 32,97 21% 41,73 6 Purus 37,2 1,06 39,43 21% 49,91 7 Potong I 11,2 1,06 11,87 22% 15,03
7. Palang (3x3x50)
Tabel 4.75 Rekapitulasi Perhitungan Waktu Baku Palang (3x3x50) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 11,6 1,06 12,29 21% 15,56 2 Potong I 11,2 1,06 11,87 22% 15,02 3 Serut I 14,2 1,06 15,05 22% 19,05 4 Serut II 18,5 1,06 19,61 22% 24,82 5 Ukur 29,2 1,06 30,95 21% 39,18 6 Purus 34,8 1,06 36,89 21% 46,69 7 Potong I 13 1,06 13,78 22% 17,44
8. Assembling
Tabel 4.76 Rekapitulasi Perhitungan Waktu Baku Assembling No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ass I 1907,12 1,06 2021,55 18% 2465,31 2 Ass II 957,75 1,06 1015,21 18% 1238,07 3 Ass III 742,12 1,06 786,65 18% 959,33 4 Ass IV 707,37 1,06 749,82 18% 914,41
10. Amplas
Tabel 4.77 Rekapitulasi Perhitungan Waktu Baku No Proses Ws Penyesuaian Wn Kelonggaran Wb
Operasi (detik) (detik) (detik) 1 Amplas 1176,75 1,06 1247,35 20% 1559,19

4.2.6 Perhitungan Waktu Siklus, Waktu Normal, Dan Waktu Baku
Produk Bade Side LP-03
a. Perhitungan Waktu Siklus
Ws = N
X∑
b. Perhitungan Waktu Normal
Wn = Ws x Penyesuaian
c. Perhitungan Waktu Baku
Wb = Wn x Allowences%
%−100100
Contoh Perhitungan Untuk Komponen Top (3x45x45) Pada
Stasiun Ukur:
a. Waktu Siklus
Ws = 10
190
= 19 detik
b. Waktu Normal
Wn = 19 x 1,01
= 19,19 detik
c. Waktu Baku
Wb = 19,19 x %%
%21100
100−
= 24,29 detik
Perhitungan Nilai Penyesuaian dan Kelonggaran pada lampiran
1.
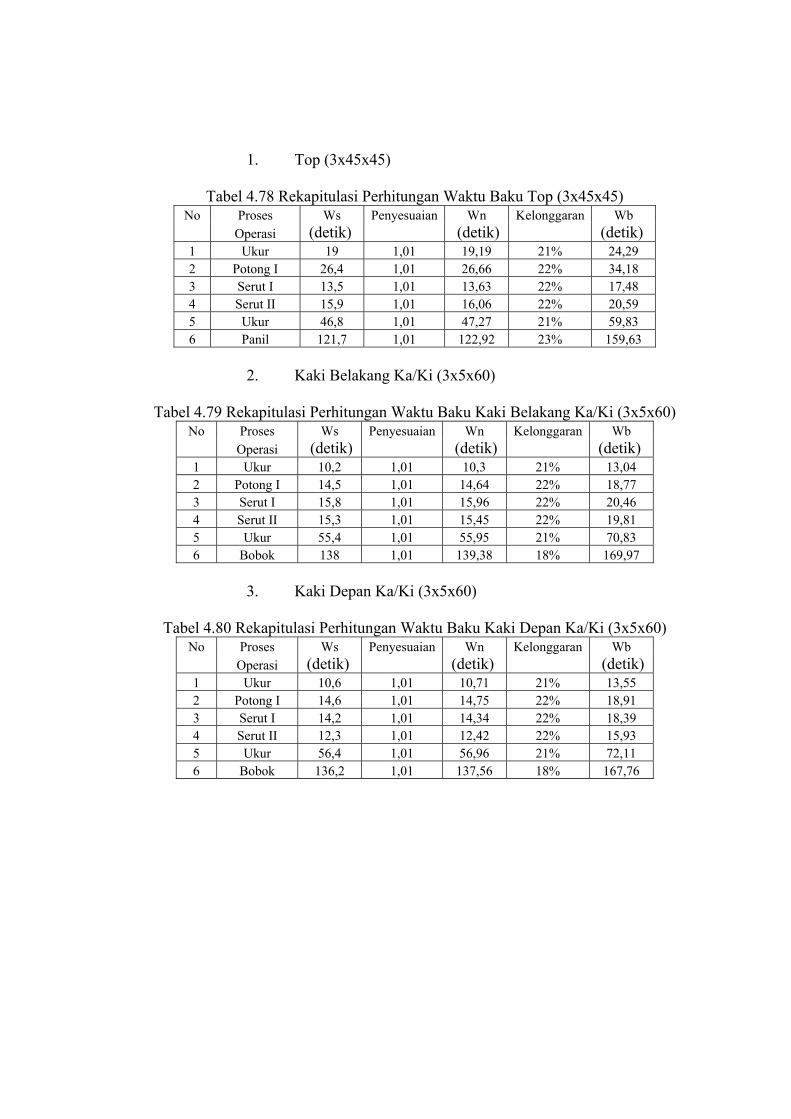
1. Top (3x45x45)
Tabel 4.78 Rekapitulasi Perhitungan Waktu Baku Top (3x45x45) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 19 1,01 19,19 21% 24,29 2 Potong I 26,4 1,01 26,66 22% 34,18 3 Serut I 13,5 1,01 13,63 22% 17,48 4 Serut II 15,9 1,01 16,06 22% 20,59 5 Ukur 46,8 1,01 47,27 21% 59,83 6 Panil 121,7 1,01 122,92 23% 159,63
2. Kaki Belakang Ka/Ki (3x5x60)
Tabel 4.79 Rekapitulasi Perhitungan Waktu Baku Kaki Belakang Ka/Ki (3x5x60) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 10,2 1,01 10,3 21% 13,04 2 Potong I 14,5 1,01 14,64 22% 18,77 3 Serut I 15,8 1,01 15,96 22% 20,46 4 Serut II 15,3 1,01 15,45 22% 19,81 5 Ukur 55,4 1,01 55,95 21% 70,83 6 Bobok 138 1,01 139,38 18% 169,97
3. Kaki Depan Ka/Ki (3x5x60)
Tabel 4.80 Rekapitulasi Perhitungan Waktu Baku Kaki Depan Ka/Ki (3x5x60) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 10,6 1,01 10,71 21% 13,55 2 Potong I 14,6 1,01 14,75 22% 18,91 3 Serut I 14,2 1,01 14,34 22% 18,39 4 Serut II 12,3 1,01 12,42 22% 15,93 5 Ukur 56,4 1,01 56,96 21% 72,11 6 Bobok 136,2 1,01 137,56 18% 167,76
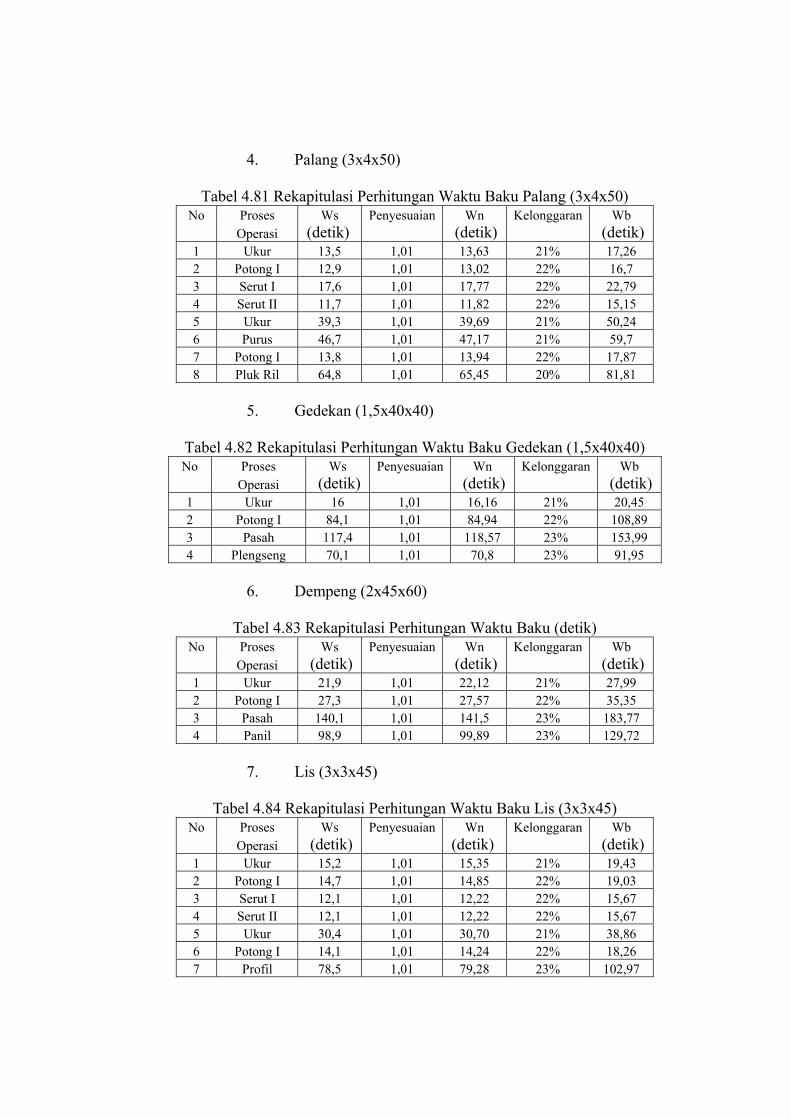
4. Palang (3x4x50)
Tabel 4.81 Rekapitulasi Perhitungan Waktu Baku Palang (3x4x50) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 13,5 1,01 13,63 21% 17,26 2 Potong I 12,9 1,01 13,02 22% 16,7 3 Serut I 17,6 1,01 17,77 22% 22,79 4 Serut II 11,7 1,01 11,82 22% 15,15 5 Ukur 39,3 1,01 39,69 21% 50,24 6 Purus 46,7 1,01 47,17 21% 59,7 7 Potong I 13,8 1,01 13,94 22% 17,87 8 Pluk Ril 64,8 1,01 65,45 20% 81,81
5. Gedekan (1,5x40x40)
Tabel 4.82 Rekapitulasi Perhitungan Waktu Baku Gedekan (1,5x40x40) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 16 1,01 16,16 21% 20,45 2 Potong I 84,1 1,01 84,94 22% 108,89 3 Pasah 117,4 1,01 118,57 23% 153,99 4 Plengseng 70,1 1,01 70,8 23% 91,95
6. Dempeng (2x45x60)
Tabel 4.83 Rekapitulasi Perhitungan Waktu Baku (detik) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 21,9 1,01 22,12 21% 27,99 2 Potong I 27,3 1,01 27,57 22% 35,35 3 Pasah 140,1 1,01 141,5 23% 183,77 4 Panil 98,9 1,01 99,89 23% 129,72
7. Lis (3x3x45)
Tabel 4.84 Rekapitulasi Perhitungan Waktu Baku Lis (3x3x45) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 15,2 1,01 15,35 21% 19,43 2 Potong I 14,7 1,01 14,85 22% 19,03 3 Serut I 12,1 1,01 12,22 22% 15,67 4 Serut II 12,1 1,01 12,22 22% 15,67 5 Ukur 30,4 1,01 30,70 21% 38,86 6 Potong I 14,1 1,01 14,24 22% 18,26 7 Profil 78,5 1,01 79,28 23% 102,97
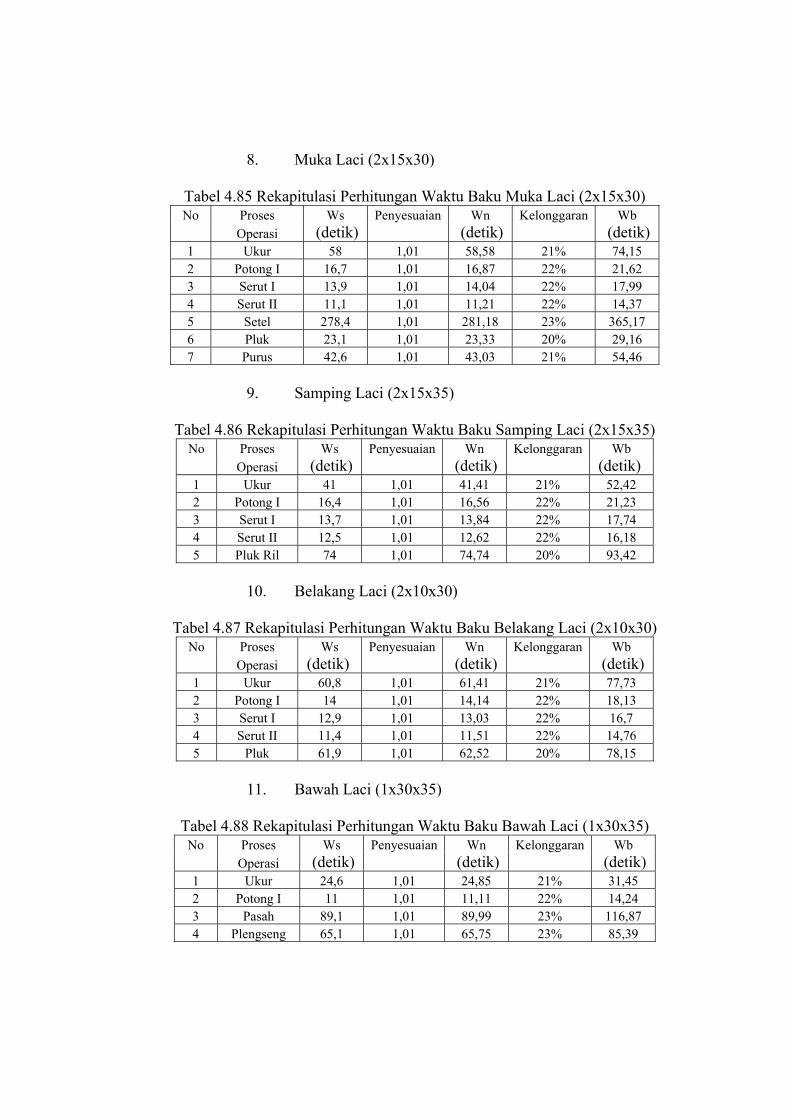
8. Muka Laci (2x15x30)
Tabel 4.85 Rekapitulasi Perhitungan Waktu Baku Muka Laci (2x15x30) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 58 1,01 58,58 21% 74,15 2 Potong I 16,7 1,01 16,87 22% 21,62 3 Serut I 13,9 1,01 14,04 22% 17,99 4 Serut II 11,1 1,01 11,21 22% 14,37 5 Setel 278,4 1,01 281,18 23% 365,17 6 Pluk 23,1 1,01 23,33 20% 29,16 7 Purus 42,6 1,01 43,03 21% 54,46
9. Samping Laci (2x15x35)
Tabel 4.86 Rekapitulasi Perhitungan Waktu Baku Samping Laci (2x15x35) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 41 1,01 41,41 21% 52,42 2 Potong I 16,4 1,01 16,56 22% 21,23 3 Serut I 13,7 1,01 13,84 22% 17,74 4 Serut II 12,5 1,01 12,62 22% 16,18 5 Pluk Ril 74 1,01 74,74 20% 93,42
10. Belakang Laci (2x10x30)
Tabel 4.87 Rekapitulasi Perhitungan Waktu Baku Belakang Laci (2x10x30) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 60,8 1,01 61,41 21% 77,73 2 Potong I 14 1,01 14,14 22% 18,13 3 Serut I 12,9 1,01 13,03 22% 16,7 4 Serut II 11,4 1,01 11,51 22% 14,76 5 Pluk 61,9 1,01 62,52 20% 78,15
11. Bawah Laci (1x30x35)
Tabel 4.88 Rekapitulasi Perhitungan Waktu Baku Bawah Laci (1x30x35) No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ukur 24,6 1,01 24,85 21% 31,45 2 Potong I 11 1,01 11,11 22% 14,24 3 Pasah 89,1 1,01 89,99 23% 116,87 4 Plengseng 65,1 1,01 65,75 23% 85,39

12. Assembling
Tabel 4.89 Rekapitulasi Perhitungan Waktu Baku Assembling No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Ass I 2521,87 1,01 2547,09 18% 3106,21 2 Ass II 419,25 1,01 423,44 18% 516,39 3 Ass III 1373,12 1,01 1386,86 18% 1691,29 4 Ass IV 349,5 1,01 352,99 18% 430,48
14. Amplas
Tabel 4.90 Rekapitulasi Perhitungan Waktu Baku Amplas No Proses Ws Penyesuaian Wn Kelonggaran Wb Operasi (detik) (detik) (detik) 1 Amplas 2060,37 1,01 2080,98 20% 2601,22
4.3 Pembuatan Sistem Informasi
4.3.1 Penentuan Sistem Informasi
Dalam penentuan sistem informasi meliputi input, proses,
dan outputnya yang dirancang dalam proses basis data adalah
sebagai berikut:
1. Input Komponen
Nama Produk
Kebutuhan Bahan per Komponen
Waktu Per Komponen
Waktu Penyelesaian Per Unit
2. Input Biaya
Biaya per Komponen
Biaya per Produk
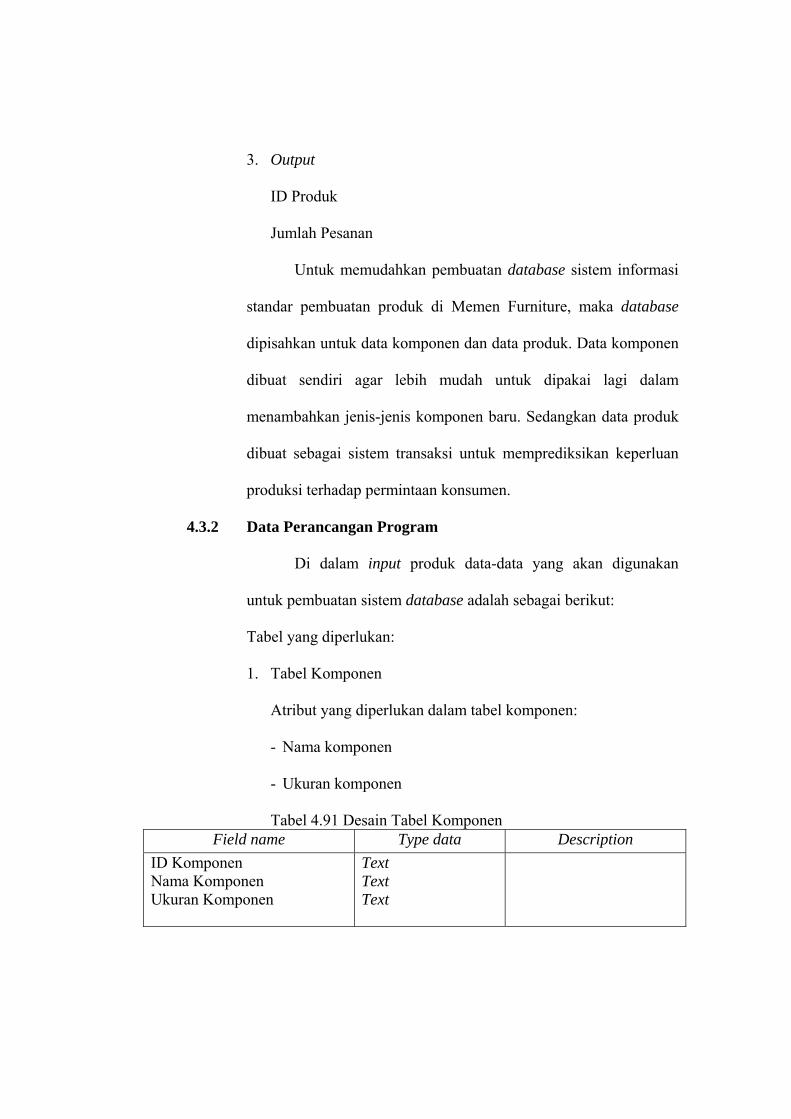
3. Output
ID Produk
Jumlah Pesanan
Untuk memudahkan pembuatan database sistem informasi
standar pembuatan produk di Memen Furniture, maka database
dipisahkan untuk data komponen dan data produk. Data komponen
dibuat sendiri agar lebih mudah untuk dipakai lagi dalam
menambahkan jenis-jenis komponen baru. Sedangkan data produk
dibuat sebagai sistem transaksi untuk memprediksikan keperluan
produksi terhadap permintaan konsumen.
4.3.2 Data Perancangan Program
Di dalam input produk data-data yang akan digunakan
untuk pembuatan sistem database adalah sebagai berikut:
Tabel yang diperlukan:
1. Tabel Komponen
Atribut yang diperlukan dalam tabel komponen:
- Nama komponen
- Ukuran komponen
Tabel 4.91 Desain Tabel Komponen Field name Type data Description
ID Komponen Nama Komponen Ukuran Komponen
Text Text Text
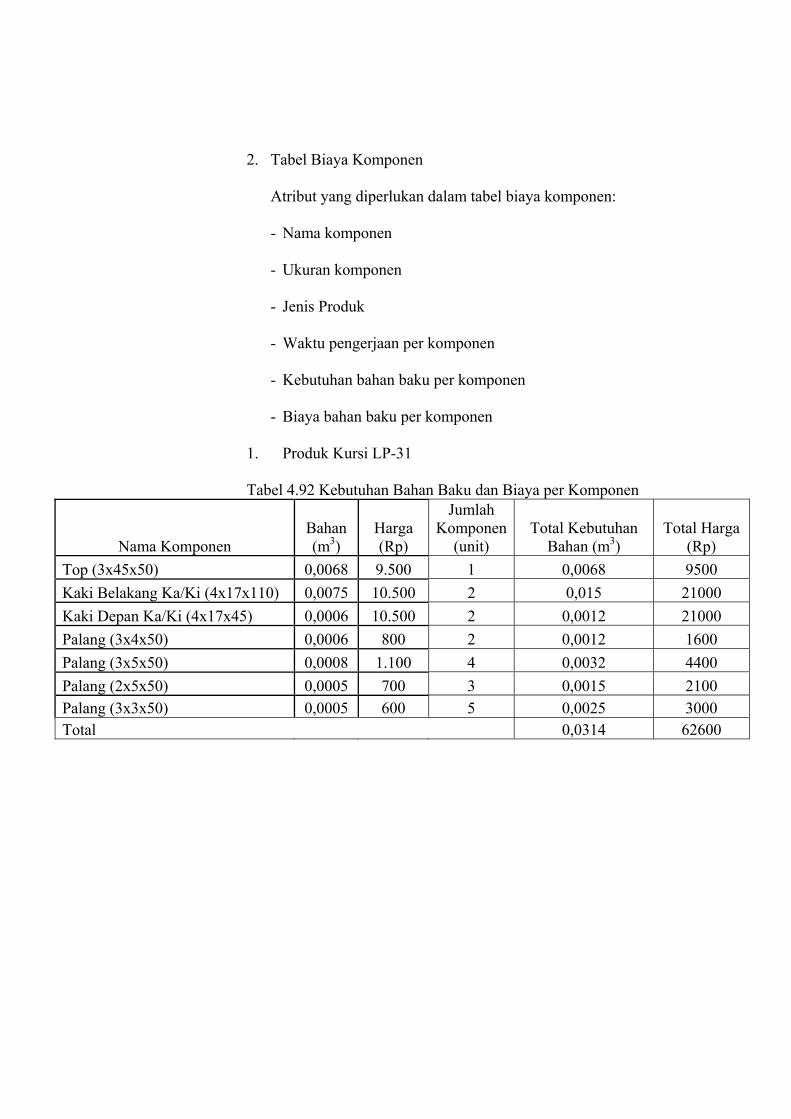
2. Tabel Biaya Komponen
Atribut yang diperlukan dalam tabel biaya komponen:
- Nama komponen
- Ukuran komponen
- Jenis Produk
- Waktu pengerjaan per komponen
- Kebutuhan bahan baku per komponen
- Biaya bahan baku per komponen
1. Produk Kursi LP-31
Tabel 4.92 Kebutuhan Bahan Baku dan Biaya per Komponen
Nama Komponen Bahan (m3)
Harga (Rp)
Jumlah Komponen
(unit) Total Kebutuhan
Bahan (m3) Total Harga
(Rp) Top (3x45x50) 0,0068 9.500 1 0,0068 9500 Kaki Belakang Ka/Ki (4x17x110) 0,0075 10.500 2 0,015 21000 Kaki Depan Ka/Ki (4x17x45) 0,0006 10.500 2 0,0012 21000 Palang (3x4x50) 0,0006 800 2 0,0012 1600 Palang (3x5x50) 0,0008 1.100 4 0,0032 4400 Palang (2x5x50) 0,0005 700 3 0,0015 2100 Palang (3x3x50) 0,0005 600 5 0,0025 3000 Total 0,0314 62600
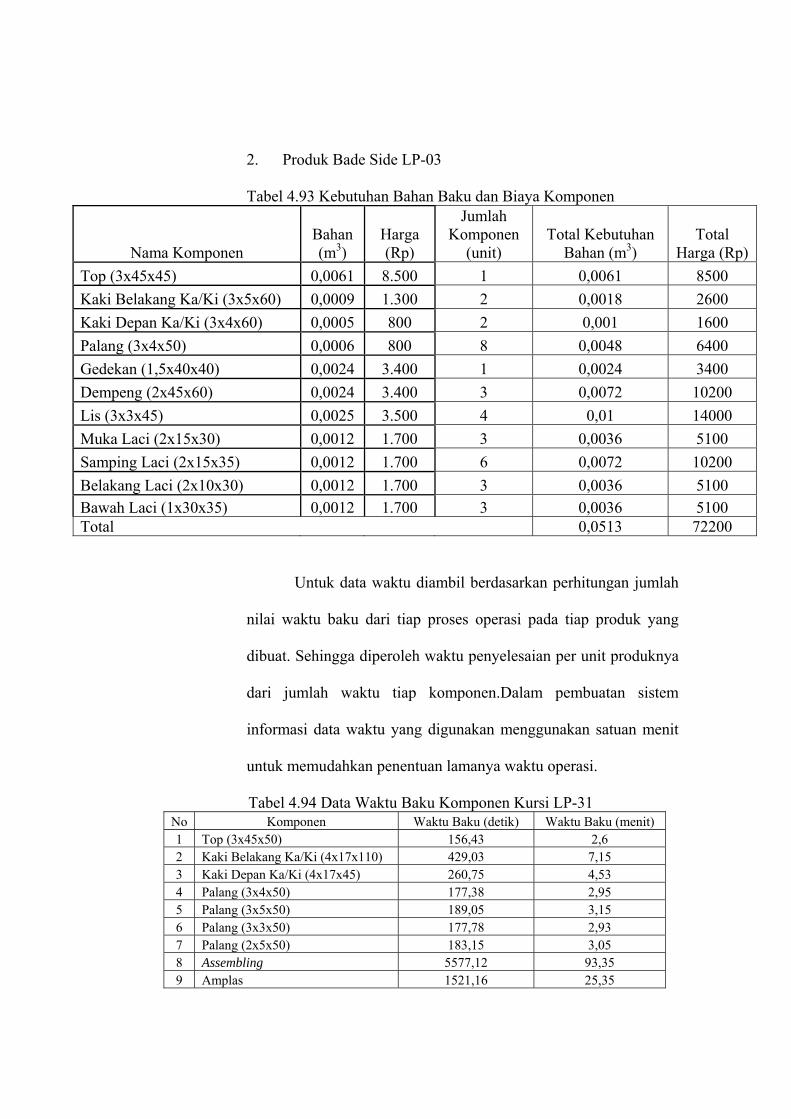
2. Produk Bade Side LP-03
Tabel 4.93 Kebutuhan Bahan Baku dan Biaya Komponen
Nama Komponen Bahan (m3)
Harga (Rp)
Jumlah Komponen
(unit) Total Kebutuhan
Bahan (m3) Total
Harga (Rp)Top (3x45x45) 0,0061 8.500 1 0,0061 8500 Kaki Belakang Ka/Ki (3x5x60) 0,0009 1.300 2 0,0018 2600 Kaki Depan Ka/Ki (3x4x60) 0,0005 800 2 0,001 1600 Palang (3x4x50) 0,0006 800 8 0,0048 6400 Gedekan (1,5x40x40) 0,0024 3.400 1 0,0024 3400 Dempeng (2x45x60) 0,0024 3.400 3 0,0072 10200 Lis (3x3x45) 0,0025 3.500 4 0,01 14000 Muka Laci (2x15x30) 0,0012 1.700 3 0,0036 5100 Samping Laci (2x15x35) 0,0012 1.700 6 0,0072 10200 Belakang Laci (2x10x30) 0,0012 1.700 3 0,0036 5100 Bawah Laci (1x30x35) 0,0012 1.700 3 0,0036 5100 Total 0,0513 72200
Untuk data waktu diambil berdasarkan perhitungan jumlah
nilai waktu baku dari tiap proses operasi pada tiap produk yang
dibuat. Sehingga diperoleh waktu penyelesaian per unit produknya
dari jumlah waktu tiap komponen.Dalam pembuatan sistem
informasi data waktu yang digunakan menggunakan satuan menit
untuk memudahkan penentuan lamanya waktu operasi.
Tabel 4.94 Data Waktu Baku Komponen Kursi LP-31 No Komponen Waktu Baku (detik) Waktu Baku (menit) 1 Top (3x45x50) 156,43 2,6 2 Kaki Belakang Ka/Ki (4x17x110) 429,03 7,15 3 Kaki Depan Ka/Ki (4x17x45) 260,75 4,53 4 Palang (3x4x50) 177,38 2,95 5 Palang (3x5x50) 189,05 3,15 6 Palang (3x3x50) 177,78 2,93 7 Palang (2x5x50) 183,15 3,05 8 Assembling 5577,12 93,35 9 Amplas 1521,16 25,35
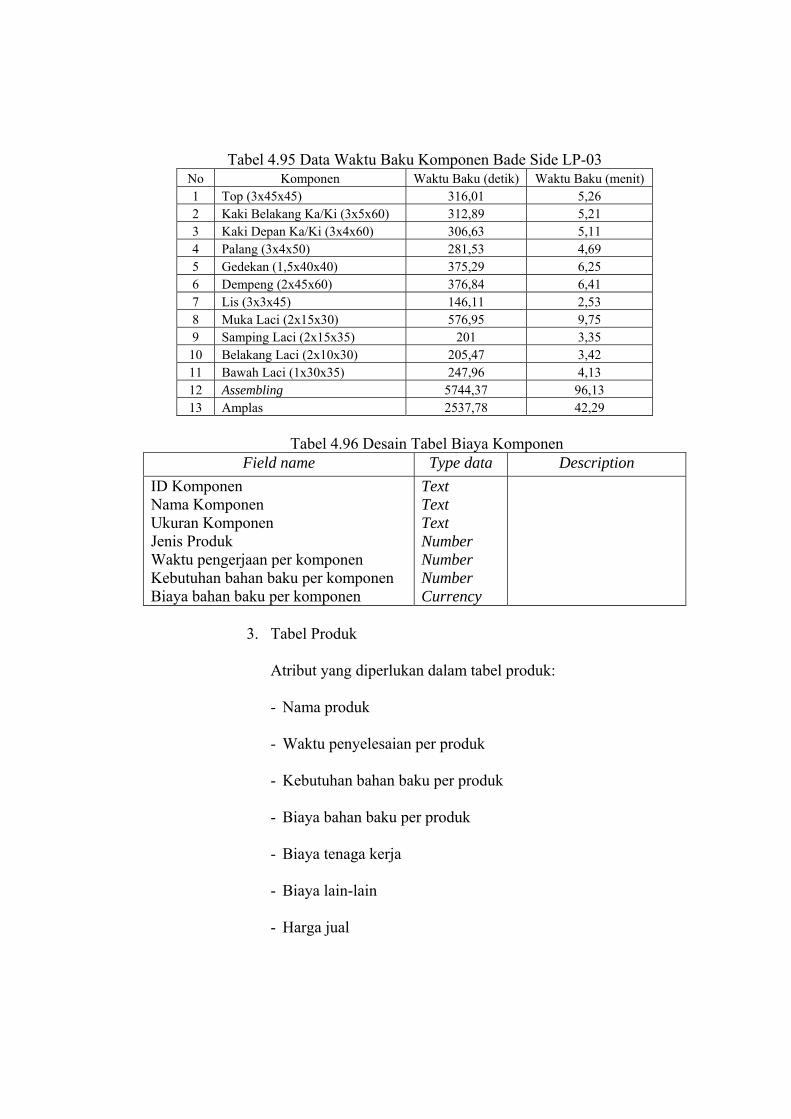
Tabel 4.95 Data Waktu Baku Komponen Bade Side LP-03 No Komponen Waktu Baku (detik) Waktu Baku (menit) 1 Top (3x45x45) 316,01 5,26 2 Kaki Belakang Ka/Ki (3x5x60) 312,89 5,21 3 Kaki Depan Ka/Ki (3x4x60) 306,63 5,11 4 Palang (3x4x50) 281,53 4,69 5 Gedekan (1,5x40x40) 375,29 6,25 6 Dempeng (2x45x60) 376,84 6,41 7 Lis (3x3x45) 146,11 2,53 8 Muka Laci (2x15x30) 576,95 9,75 9 Samping Laci (2x15x35) 201 3,35
10 Belakang Laci (2x10x30) 205,47 3,42 11 Bawah Laci (1x30x35) 247,96 4,13 12 Assembling 5744,37 96,13 13 Amplas 2537,78 42,29
Tabel 4.96 Desain Tabel Biaya Komponen
Field name Type data Description ID Komponen Nama Komponen Ukuran Komponen Jenis Produk Waktu pengerjaan per komponen Kebutuhan bahan baku per komponen Biaya bahan baku per komponen
Text Text Text Number Number Number Currency
3. Tabel Produk
Atribut yang diperlukan dalam tabel produk:
- Nama produk
- Waktu penyelesaian per produk
- Kebutuhan bahan baku per produk
- Biaya bahan baku per produk
- Biaya tenaga kerja
- Biaya lain-lain
- Harga jual
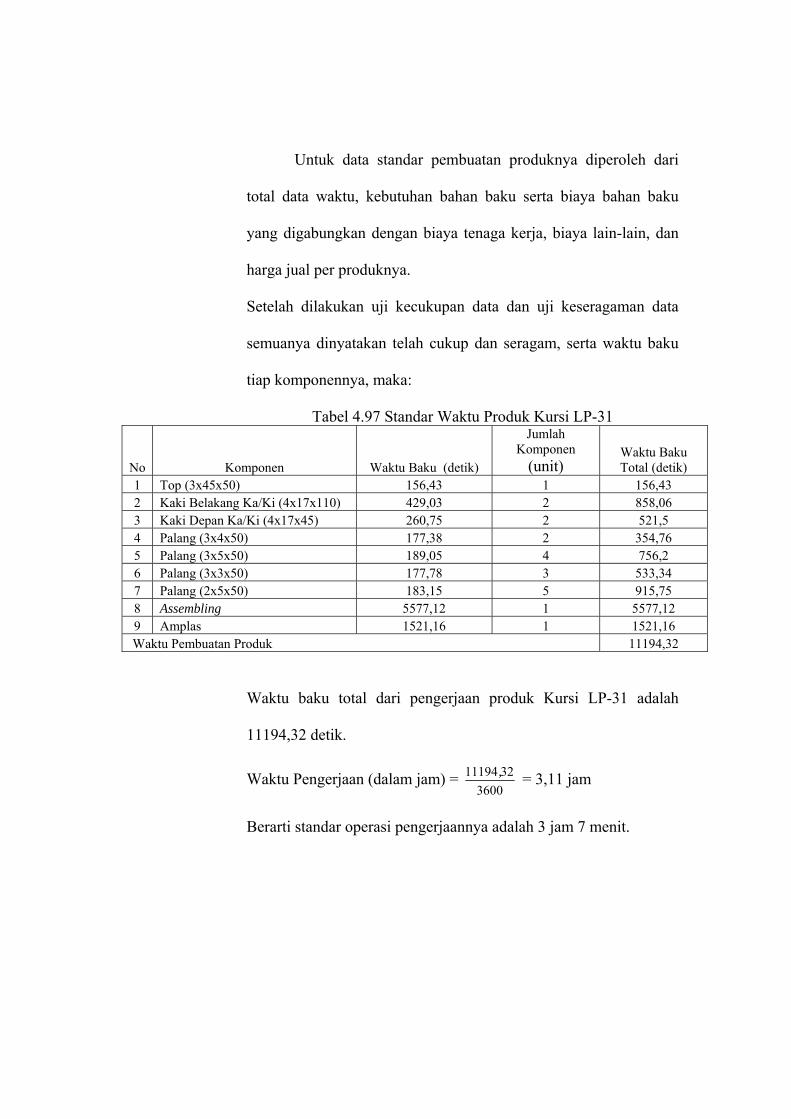
Untuk data standar pembuatan produknya diperoleh dari
total data waktu, kebutuhan bahan baku serta biaya bahan baku
yang digabungkan dengan biaya tenaga kerja, biaya lain-lain, dan
harga jual per produknya.
Setelah dilakukan uji kecukupan data dan uji keseragaman data
semuanya dinyatakan telah cukup dan seragam, serta waktu baku
tiap komponennya, maka:
Tabel 4.97 Standar Waktu Produk Kursi LP-31
No Komponen Waktu Baku (detik)
Jumlah Komponen
(unit) Waktu Baku Total (detik)
1 Top (3x45x50) 156,43 1 156,43 2 Kaki Belakang Ka/Ki (4x17x110) 429,03 2 858,06 3 Kaki Depan Ka/Ki (4x17x45) 260,75 2 521,5 4 Palang (3x4x50) 177,38 2 354,76 5 Palang (3x5x50) 189,05 4 756,2 6 Palang (3x3x50) 177,78 3 533,34 7 Palang (2x5x50) 183,15 5 915,75 8 Assembling 5577,12 1 5577,12 9 Amplas 1521,16 1 1521,16
Waktu Pembuatan Produk 11194,32
Waktu baku total dari pengerjaan produk Kursi LP-31 adalah
11194,32 detik.
Waktu Pengerjaan (dalam jam) = 3600
3211194, = 3,11 jam
Berarti standar operasi pengerjaannya adalah 3 jam 7 menit.
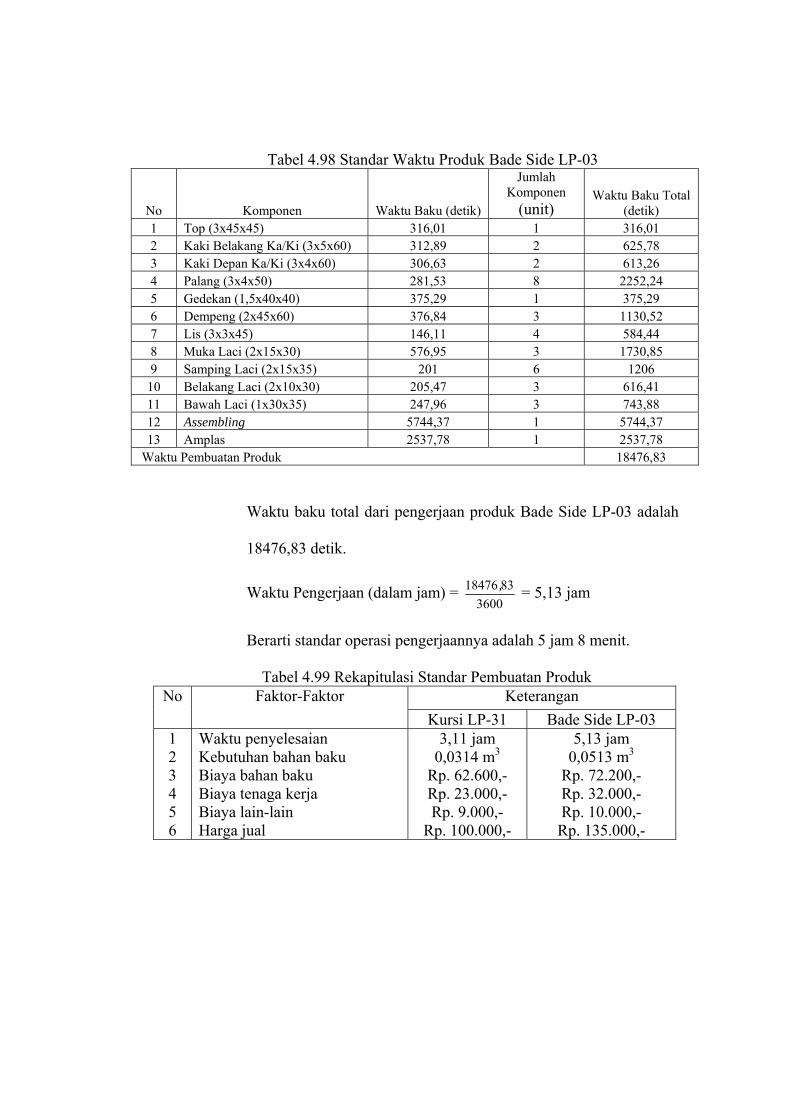
Tabel 4.98 Standar Waktu Produk Bade Side LP-03
No Komponen Waktu Baku (detik)
Jumlah Komponen
(unit) Waktu Baku Total
(detik) 1 Top (3x45x45) 316,01 1 316,01 2 Kaki Belakang Ka/Ki (3x5x60) 312,89 2 625,78 3 Kaki Depan Ka/Ki (3x4x60) 306,63 2 613,26 4 Palang (3x4x50) 281,53 8 2252,24 5 Gedekan (1,5x40x40) 375,29 1 375,29 6 Dempeng (2x45x60) 376,84 3 1130,52 7 Lis (3x3x45) 146,11 4 584,44 8 Muka Laci (2x15x30) 576,95 3 1730,85 9 Samping Laci (2x15x35) 201 6 1206
10 Belakang Laci (2x10x30) 205,47 3 616,41 11 Bawah Laci (1x30x35) 247,96 3 743,88 12 Assembling 5744,37 1 5744,37 13 Amplas 2537,78 1 2537,78
Waktu Pembuatan Produk 18476,83
Waktu baku total dari pengerjaan produk Bade Side LP-03 adalah
18476,83 detik.
Waktu Pengerjaan (dalam jam) = 3600
8318476 , = 5,13 jam
Berarti standar operasi pengerjaannya adalah 5 jam 8 menit.
Tabel 4.99 Rekapitulasi Standar Pembuatan Produk Keterangan No Faktor-Faktor
Kursi LP-31 Bade Side LP-03 1 2 3 4 5 6
Waktu penyelesaian Kebutuhan bahan baku Biaya bahan baku Biaya tenaga kerja Biaya lain-lain Harga jual
3,11 jam 0,0314 m3
Rp. 62.600,- Rp. 23.000,- Rp. 9.000,-
Rp. 100.000,-
5,13 jam 0,0513 m3
Rp. 72.200,- Rp. 32.000,- Rp. 10.000,- Rp. 135.000,-

Tabel 4.100 Desain Tabel Produk Field name Type data Description
ID Produk Nama produk Waktu penyelesaian per produk Kebutuhan bahan baku per produk Biaya bahan baku per produk Biaya tenaga kerja Biaya lain-lain Harga jual
Text Text Text Number Currency Currency Currency Currency
3. Tabel Transaksi
Atribut yang diperlukan dalam tabel transaksi:
- Jumlah pesanan
Tabel 4.101 Desain Tabel Transaksi Field name Type data Description
ID produk Jumlah pesanan
Text
4.3.3 Perancangan Program
4.3.3.1 Data Komponen
Gambar 4.1 Tabel Komponen
4.3.3.2 Data Per Komponen
Gambar 4.2 Tabel Biaya per Komponen
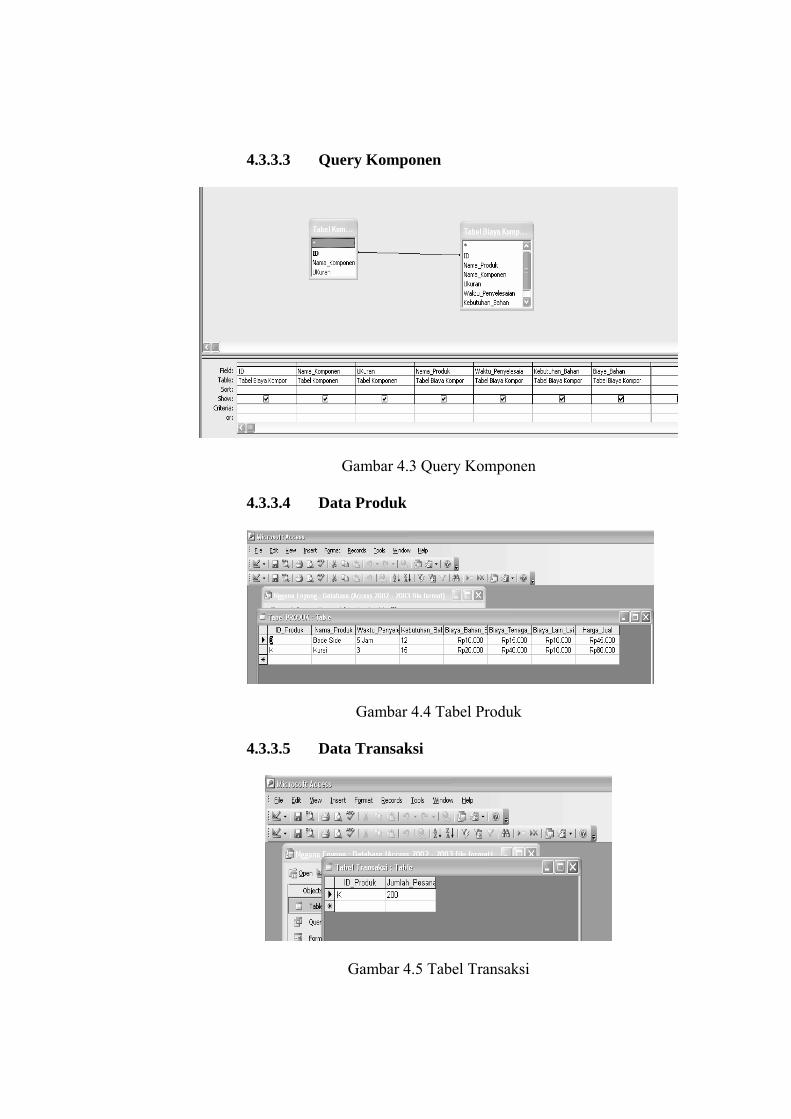
4.3.3.3 Query Komponen
Gambar 4.3 Query Komponen
4.3.3.4 Data Produk
Gambar 4.4 Tabel Produk
4.3.3.5 Data Transaksi
Gambar 4.5 Tabel Transaksi
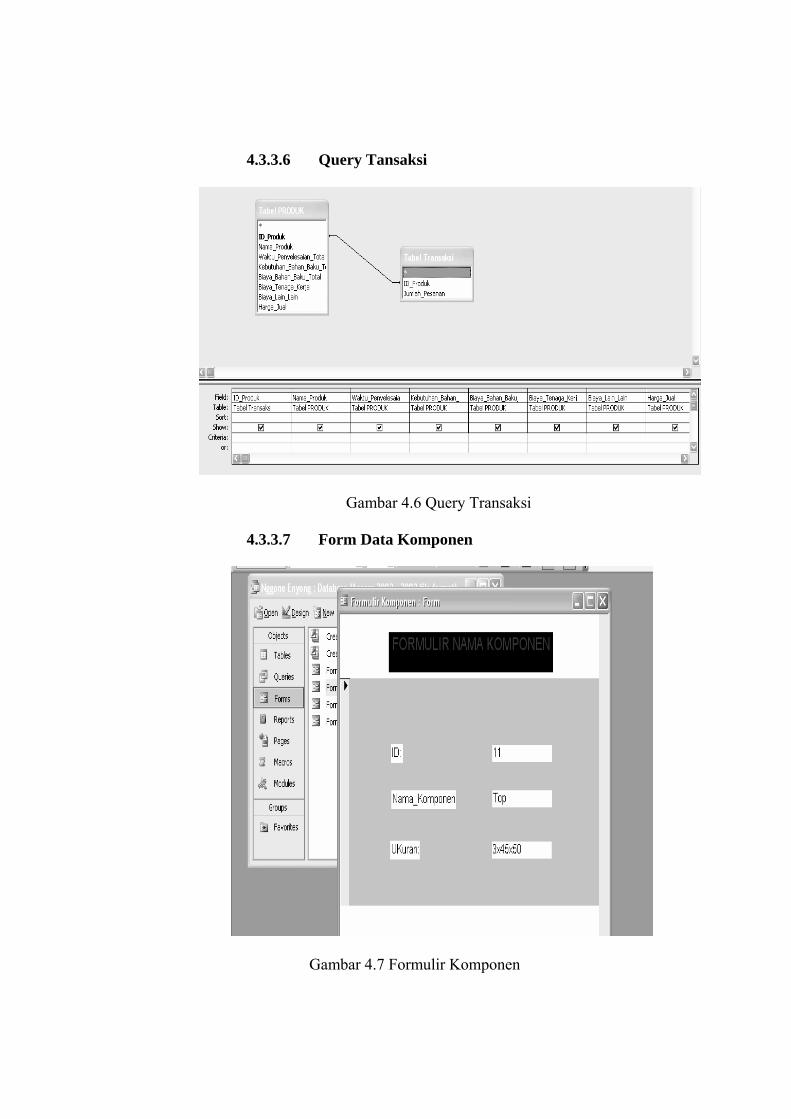
4.3.3.6 Query Tansaksi
Gambar 4.6 Query Transaksi
4.3.3.7 Form Data Komponen
Gambar 4.7 Formulir Komponen
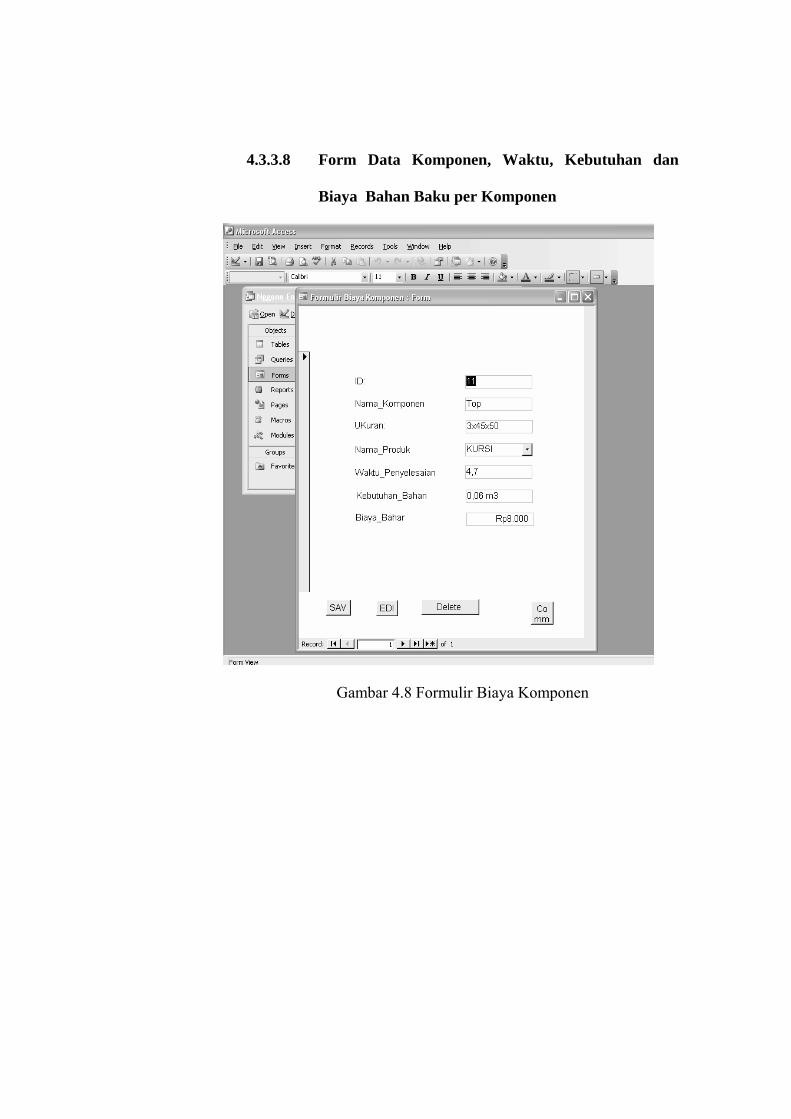
4.3.3.8 Form Data Komponen, Waktu, Kebutuhan dan
Biaya Bahan Baku per Komponen
Gambar 4.8 Formulir Biaya Komponen

4.3.3.9 Form Data Produk, Waktu Penyelesaian,
Kebutuhan dan Biaya Bahan Baku, Biaya Tenaga
Kerja, Biaya Lain-Lain, dan Harga Jual
Gambar 4.9 Formulir Produk

4.3.3.10 Form Transaksi
Gambar 4.10 Formulir Transaksi
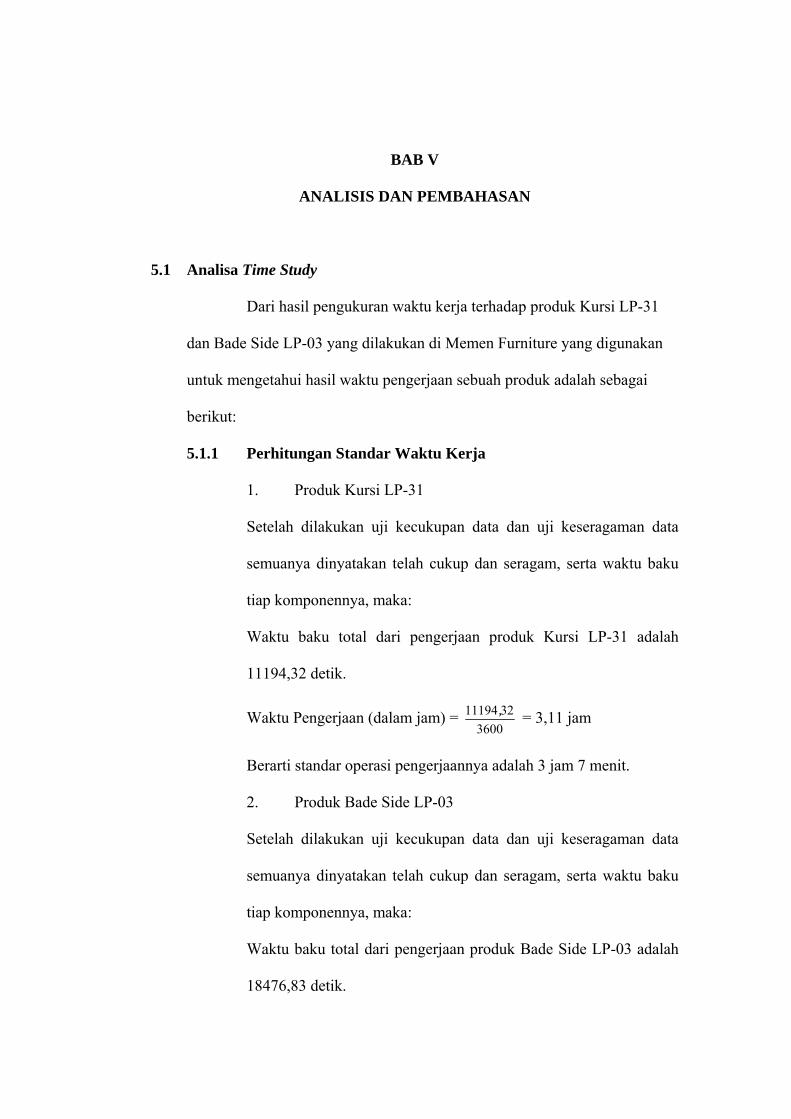
BAB V
ANALISIS DAN PEMBAHASAN
5.1 Analisa Time Study
Dari hasil pengukuran waktu kerja terhadap produk Kursi LP-31
dan Bade Side LP-03 yang dilakukan di Memen Furniture yang digunakan
untuk mengetahui hasil waktu pengerjaan sebuah produk adalah sebagai
berikut:
5.1.1 Perhitungan Standar Waktu Kerja
1. Produk Kursi LP-31
Setelah dilakukan uji kecukupan data dan uji keseragaman data
semuanya dinyatakan telah cukup dan seragam, serta waktu baku
tiap komponennya, maka:
Waktu baku total dari pengerjaan produk Kursi LP-31 adalah
11194,32 detik.
Waktu Pengerjaan (dalam jam) = 3600
3211194, = 3,11 jam
Berarti standar operasi pengerjaannya adalah 3 jam 7 menit.
2. Produk Bade Side LP-03
Setelah dilakukan uji kecukupan data dan uji keseragaman data
semuanya dinyatakan telah cukup dan seragam, serta waktu baku
tiap komponennya, maka:
Waktu baku total dari pengerjaan produk Bade Side LP-03 adalah
18476,83 detik.
Waktu Pengerjaan (dalam jam) = 3600
8318476 , = 5,13 jam
Berarti standar operasi pengerjaannya adalah 5 jam 8 menit.
5.1.2 Perhitungan Standar Pembuatan Produk
Data standar antara waktu operasi yang dihitung melalui
time study digabungkan menjadi satu dengan biaya-biaya yang
terkait dengan pembuatan suatu produk sehingga didapatkan
standar operasi pembuatan produk pada Memen Furniture.
Tabel 5.1 Rekapitulasi Pembuatan Produk Keterangan No Faktor-Faktor
Kursi LP-31 Bade Side LP-03 1 2 3 4 5 6
Waktu penyelesaian Kebutuhan bahan baku Biaya bahan baku Biaya tenaga kerja Biaya lain-lain Harga jual
3,11 jam 0,0314 m3
Rp. 62.600,- Rp. 23.000,- Rp. 9.000,-
Rp. 100.000,-
5,13 jam 0,0513 m3
Rp. 72.200,- Rp. 32.000,- Rp. 10.000,- Rp. 135.000,-
5.2 Analisa Sistem Informasi Manajemen
Pada tahap analisis data hal yang dilakukan adalah melakukan
analisa mengenai hal-hal apa saja yang dibutuhkan dalam perancangan
sistem informasi pembuatan produk pada Memen Furniture.
Setelah dilakukan analisis diperoleh bahwa saat ini di Memen
Furniture masih menggunakan sistem manual dalam menentukan pembuatan
suatu produk. Dengan melakukan perhitungan waktu kerja maka hasil
perhitungan waktu yang diperoleh akan ditambahkan kedalam sistem
informasinya agar dapat memudahkan pihak pimpinan lebih mudah
memprediksi waktu penyelesaian produk terhadap permintaan atau dalam
memberikan jangka waktu pengerjaannya kepada para pekerjanya. Dalam
sistem ini diambil dua jenis produk yaitu Kursi LP-31 dan Bade Side LP-03
karena jika harus menyangkut keseluruhan produk yang dibuat di Memen
Furniture maka ada kerterbatasan perhitungan waktu kerja pada tiap-tiap
komponennya yang akan memakan waktu lama untuk mendapatkan waktu
operasi pada tiap produknya. Maka sistem ini dibuat sebagai contoh
pembuatan sistem informasi yang lebih cepat dalam mencari data pembuatan
suatu produk.
5.3 Proses Pengoperasian Sistem
Dalam pengoperasian sistem informasi untuk menentukan standar
pembuatan suatu produk agar lebih cepat dalam menentukan kebutuhan
pembuatan suatu produk pada Memen Furniture. Dengan menggunakan
penyimpanan data untuk tiap komponen, data tiap produk dan proses
transaksi sebagai dasar proses sistem informasi yang lebih cepat.
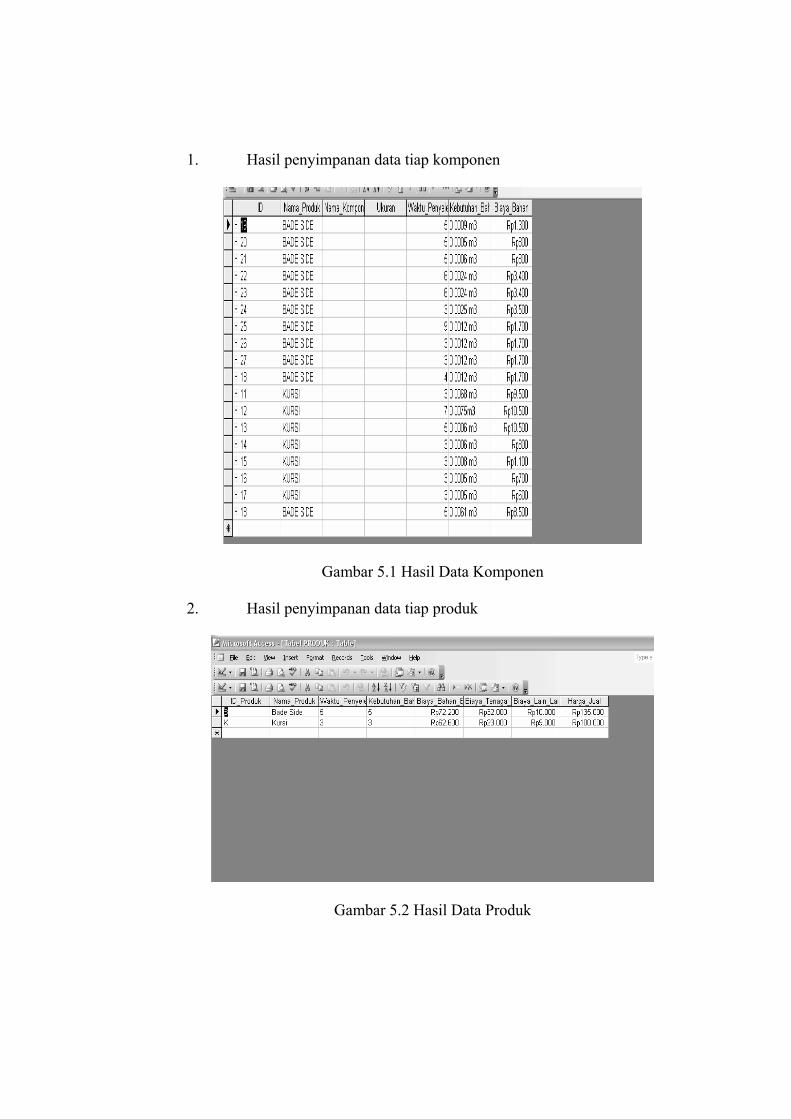
1. Hasil penyimpanan data tiap komponen
Gambar 5.1 Hasil Data Komponen
2. Hasil penyimpanan data tiap produk
Gambar 5.2 Hasil Data Produk
3. Proses transaksi
Gambar 5.3 Proses Transaksi
Dari gambar formulir transaksi diatas pimpinan Memen
Furniture hanya perlu mengisikan jumlah pesanan yang kemudian
kebutuhan bahan baku, biaya bahan baku, waktu pengerjaan, biaya
tenaga kerja, biaya lain-lain dan harga jualnya dapat diprediksikan
dengan lebih cepat.
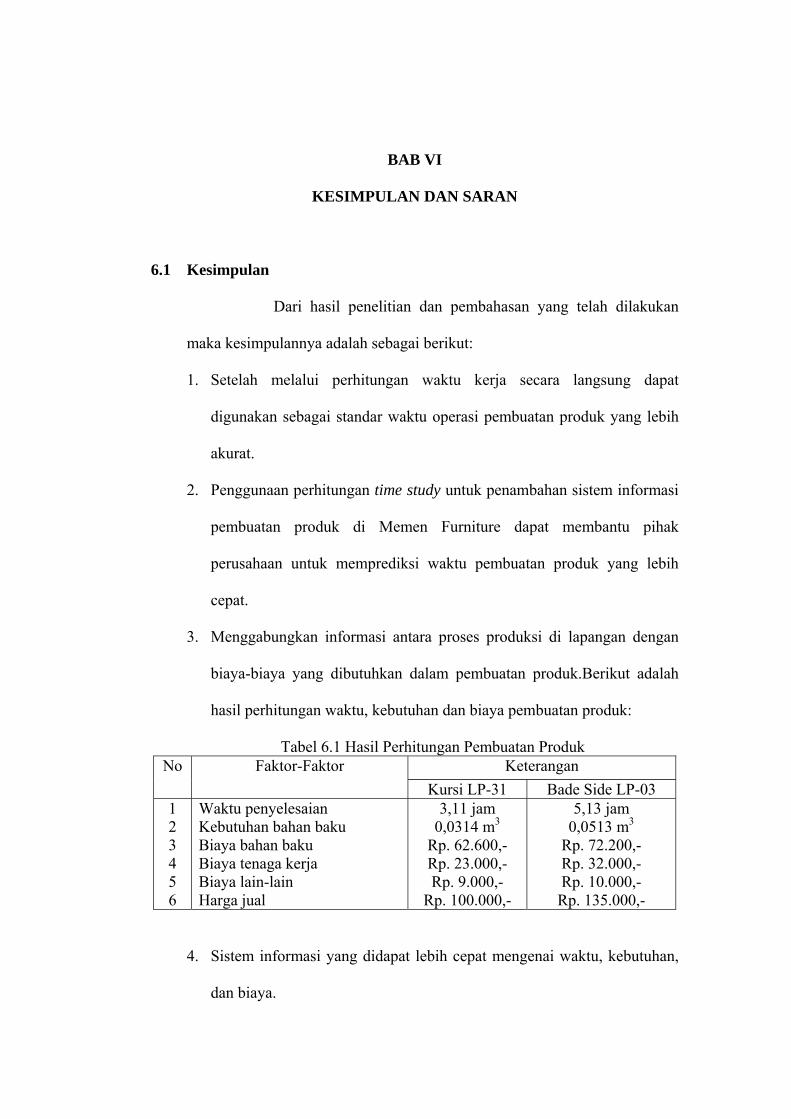
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Dari hasil penelitian dan pembahasan yang telah dilakukan
maka kesimpulannya adalah sebagai berikut:
1. Setelah melalui perhitungan waktu kerja secara langsung dapat
digunakan sebagai standar waktu operasi pembuatan produk yang lebih
akurat.
2. Penggunaan perhitungan time study untuk penambahan sistem informasi
pembuatan produk di Memen Furniture dapat membantu pihak
perusahaan untuk memprediksi waktu pembuatan produk yang lebih
cepat.
3. Menggabungkan informasi antara proses produksi di lapangan dengan
biaya-biaya yang dibutuhkan dalam pembuatan produk.Berikut adalah
hasil perhitungan waktu, kebutuhan dan biaya pembuatan produk:
Tabel 6.1 Hasil Perhitungan Pembuatan Produk Keterangan No Faktor-Faktor
Kursi LP-31 Bade Side LP-03 1 2 3 4 5 6
Waktu penyelesaian Kebutuhan bahan baku Biaya bahan baku Biaya tenaga kerja Biaya lain-lain Harga jual
3,11 jam 0,0314 m3
Rp. 62.600,- Rp. 23.000,- Rp. 9.000,-
Rp. 100.000,-
5,13 jam 0,0513 m3
Rp. 72.200,- Rp. 32.000,- Rp. 10.000,- Rp. 135.000,-
4. Sistem informasi yang didapat lebih cepat mengenai waktu, kebutuhan,
dan biaya.
5. Hasil informasi mengenai standar proses pembuatan produk hanya
terbatas untuk dua buah produk yang telah diteliti dan didapatkan standar
pembuatannya.
6.2 Saran
Saran yang dapat diambil dari hasil penelitian ini adalah
sebagai berikut:
1. Agar sistem informasi ini dapat dijalankan dengan berkelanjuatan
perusahaan harus mempunyai standar waktu kerja tiap komponen dan
produknya.
2. Bagi perusahaan untuk memperhatikan ketepatan dan kecepatan
penyampaian proses sistem informasi pembuatan produk.
3. Bagi perusahaan agar hasil waktu kerja dapat dijadikan masukan untuk
menentukan berapa biaya tenaga kerja yang dibutuhkan.

DAFTAR PUSTAKA
Adi, Parlindungan G. P; 2005, Tugas Akhir Perancangan Sistem Informasi Kepegawaian di Perusahaan Pengolahan Kayu “Mulyo” UMS: Surakarta
Ahyari, Agus; 1979, Manajemen Produksi. BPFE: Yogyakarta. Barnes, R. M; 1980, Motion and Time Study, Design and Measurement of Work,
Seventh Edition. John Wiley & Sons, Inc: New York. Jaelani, Iing; 2000, Tugas Alhir Study Gerakan dan Pengukuran Waktu Kerja
Sebagai Usaha Meningkatkan Output Pada Proses Penyortiran Surat Biasa di PT. Pos Indonesia Surakarta. UMS: Surakarta.
Hendrawan, Piput; 2000, Tugas Akhir Penentuan Waktu Standart dan Analisa
Jalur Kritis pada PT. Sunindo Prima Rekayasa Sukoharjo. UMS: Surakarta.
Kurniawan, P. A; 1998, Sistem Informasi Manajemen. IPWI: Jakarta. Mc Leod, R; 1996, Sistem Informasi Manajemen Jilid II. PT Prenhallindo:
Jakarta. Nugroho, Andi. P; 2006 Tugas Akhir Penentuan Standar Waktu Kerja dan
Perbaikan Proses Persiapan Untuk Meminimasi Waktu Penyelesaian. UMS: Surakarta.
Nurmianto, Eko; 1996, Ergonomi, Konsep Dasar dan Aplikasi. Guna Widya:
Jakarta. Prawirosentono, Ec. Sujadi; 1997, Manajemen Produksi dan Operasi. Bumi
Aksara: Jakarta. Subriantoro, M. Joko; 2000 Tugas Akhir Meningkatkan Efisiensi Kerja Melalui
Penentuan Waktu Baku Berdasarkan Studi Gerak dan Pengukuran Waktu Kerja di PT. Aneka Adhilogam Kaya Klaten. UMS: Surakarta.
Sutalaksana, Dkk; 1979, Teknik Tata Cara Kerja dan Ergonomi. Departemen
Teknik Industri ITB: Bandung. Tjahjedi, Suyatno, Atri; 2007, 50 Jam Belajar Komputer Windows Xp 2007.
Istibank: Surakarta. Wignjosoebroto, S; 1995, Pengantar Teknik dan Manajemen Industri. Institut
Teknologi Sepuluh November: Surabaya.
LAMPIRAN 1
Faktor Penyesuaian dan Kelonggaran
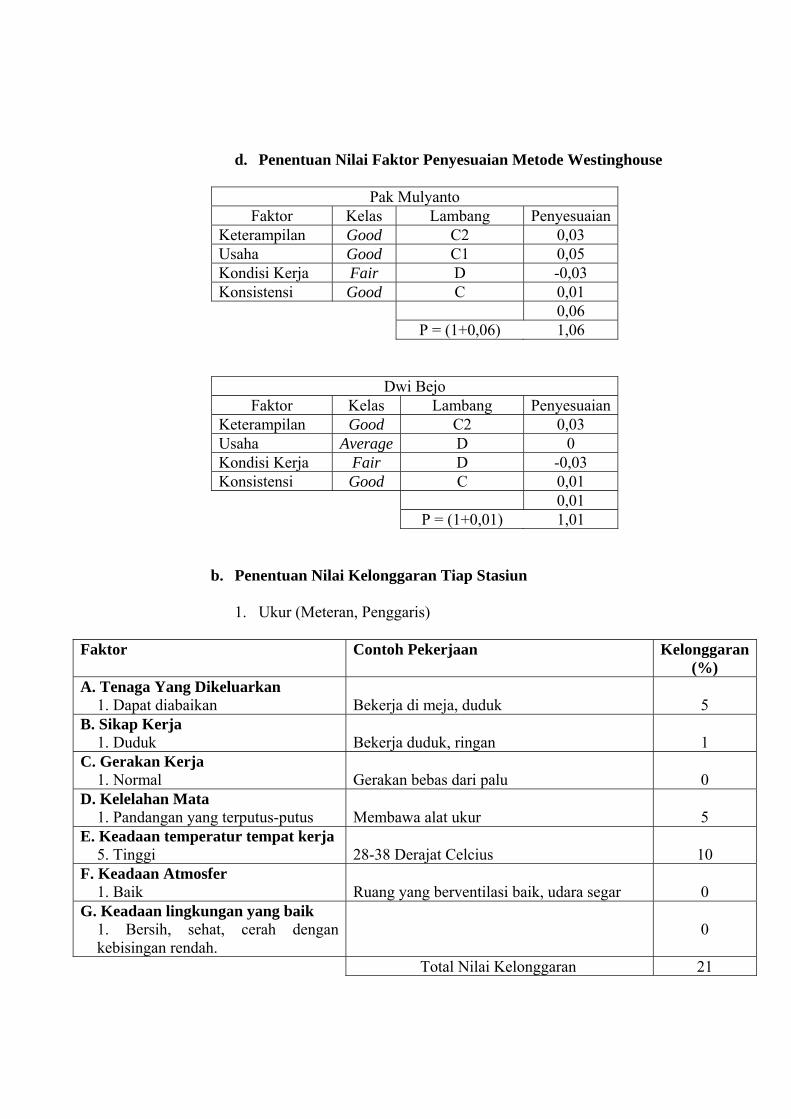
d. Penentuan Nilai Faktor Penyesuaian Metode Westinghouse
Pak Mulyanto Faktor Kelas Lambang Penyesuaian
Keterampilan Good C2 0,03 Usaha Good C1 0,05 Kondisi Kerja Fair D -0,03 Konsistensi Good C 0,01 0,06 P = (1+0,06) 1,06
Dwi Bejo Faktor Kelas Lambang Penyesuaian
Keterampilan Good C2 0,03 Usaha Average D 0 Kondisi Kerja Fair D -0,03 Konsistensi Good C 0,01 0,01 P = (1+0,01) 1,01
b. Penentuan Nilai Kelonggaran Tiap Stasiun
1. Ukur (Meteran, Penggaris)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 1. Dapat diabaikan
Bekerja di meja, duduk
5
B. Sikap Kerja 1. Duduk
Bekerja duduk, ringan
1
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 1. Pandangan yang terputus-putus
Membawa alat ukur
5
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
10
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 21

2. Potong (Serkel)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
7
B. Sikap Kerja 2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
2
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
6
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 22
3. Serut (Jointer, Planner)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
7
B. Sikap Kerja 2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
2
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
6
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 22
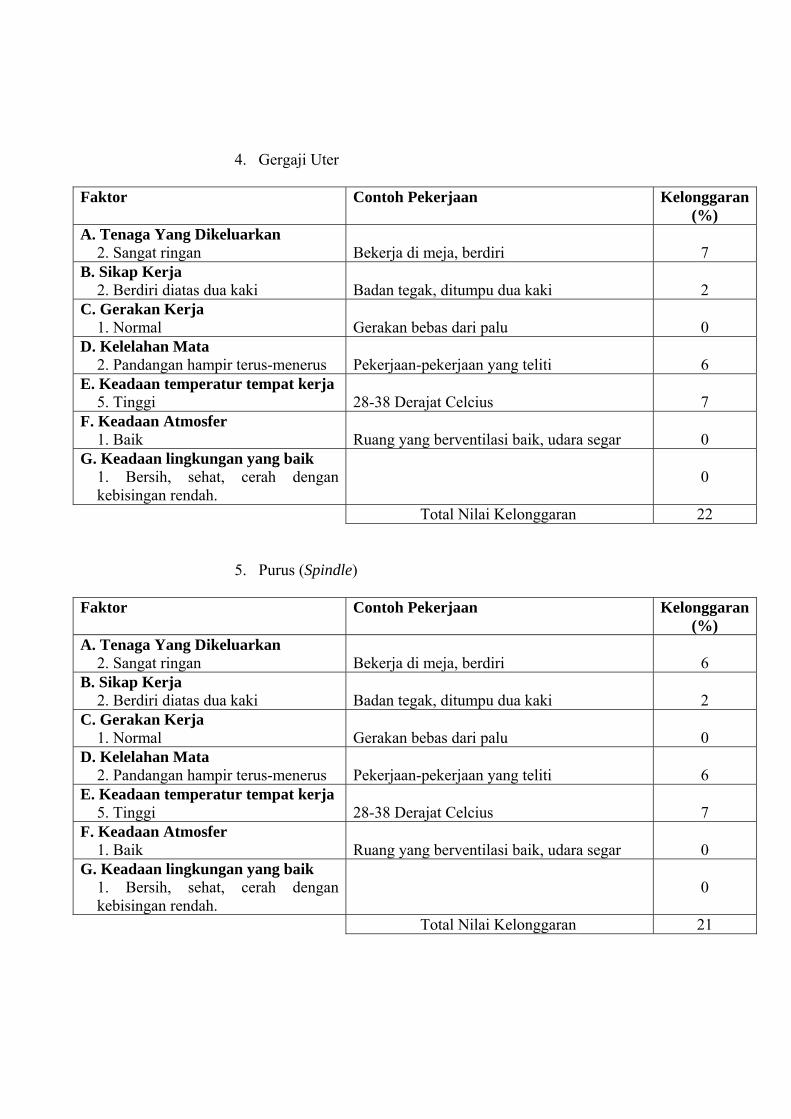
4. Gergaji Uter
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
7
B. Sikap Kerja 2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
2
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
6
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 22
5. Purus (Spindle)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
6
B. Sikap Kerja 2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
2
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
6
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 21
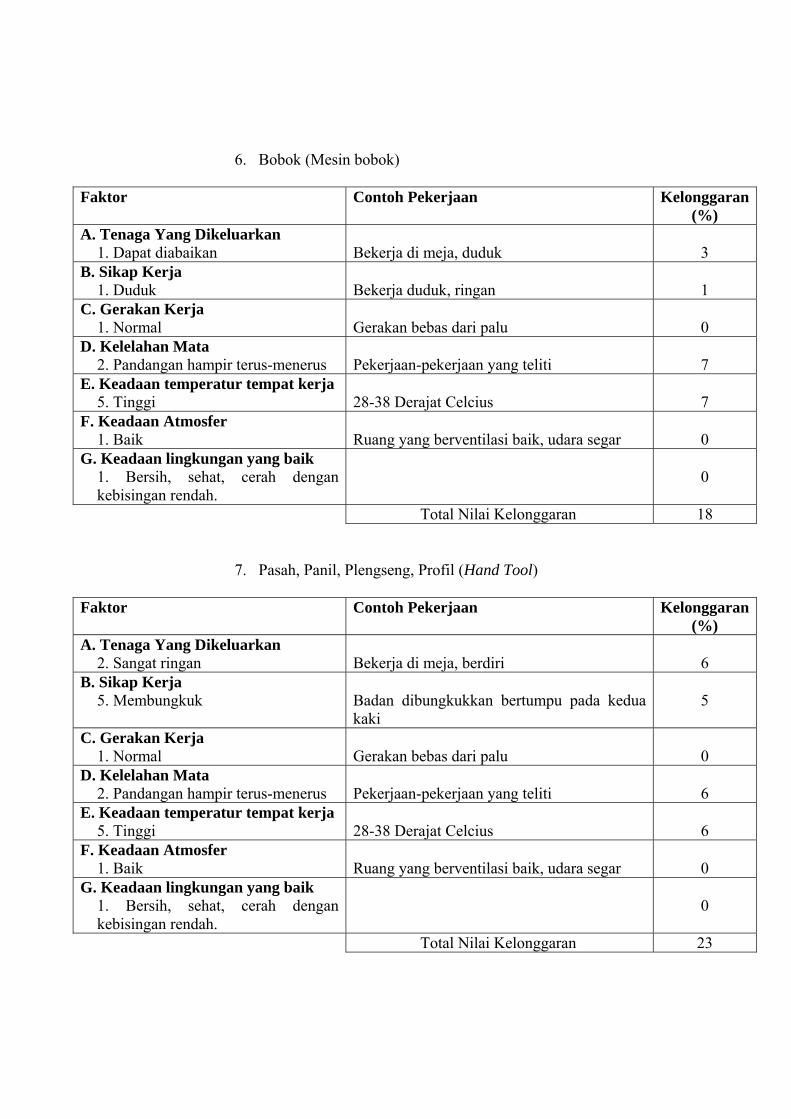
6. Bobok (Mesin bobok)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 1. Dapat diabaikan
Bekerja di meja, duduk
3
B. Sikap Kerja 1. Duduk
Bekerja duduk, ringan
1
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
7
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 18
7. Pasah, Panil, Plengseng, Profil (Hand Tool)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
6
B. Sikap Kerja 5. Membungkuk
Badan dibungkukkan bertumpu pada kedua kaki
5
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
6
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
6
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 23
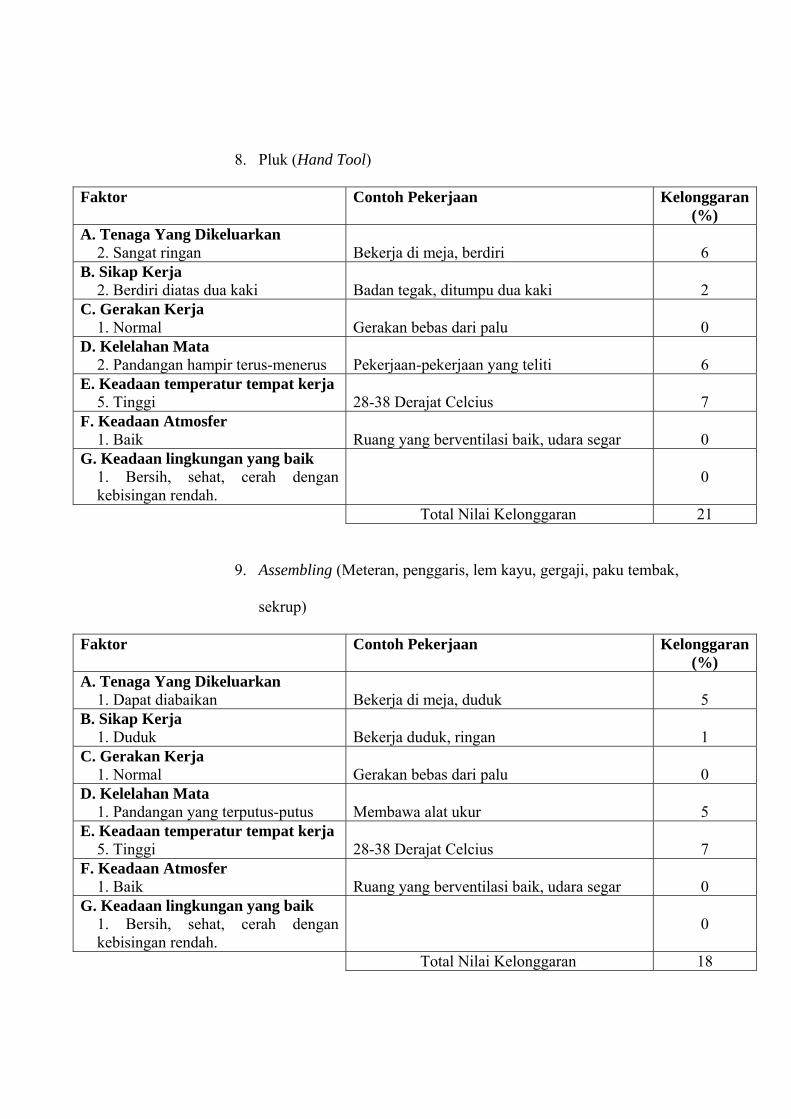
8. Pluk (Hand Tool)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
6
B. Sikap Kerja 2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
2
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 2. Pandangan hampir terus-menerus
Pekerjaan-pekerjaan yang teliti
6
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 21
9. Assembling (Meteran, penggaris, lem kayu, gergaji, paku tembak,
sekrup)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 1. Dapat diabaikan
Bekerja di meja, duduk
5
B. Sikap Kerja 1. Duduk
Bekerja duduk, ringan
1
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 1. Pandangan yang terputus-putus
Membawa alat ukur
5
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 18
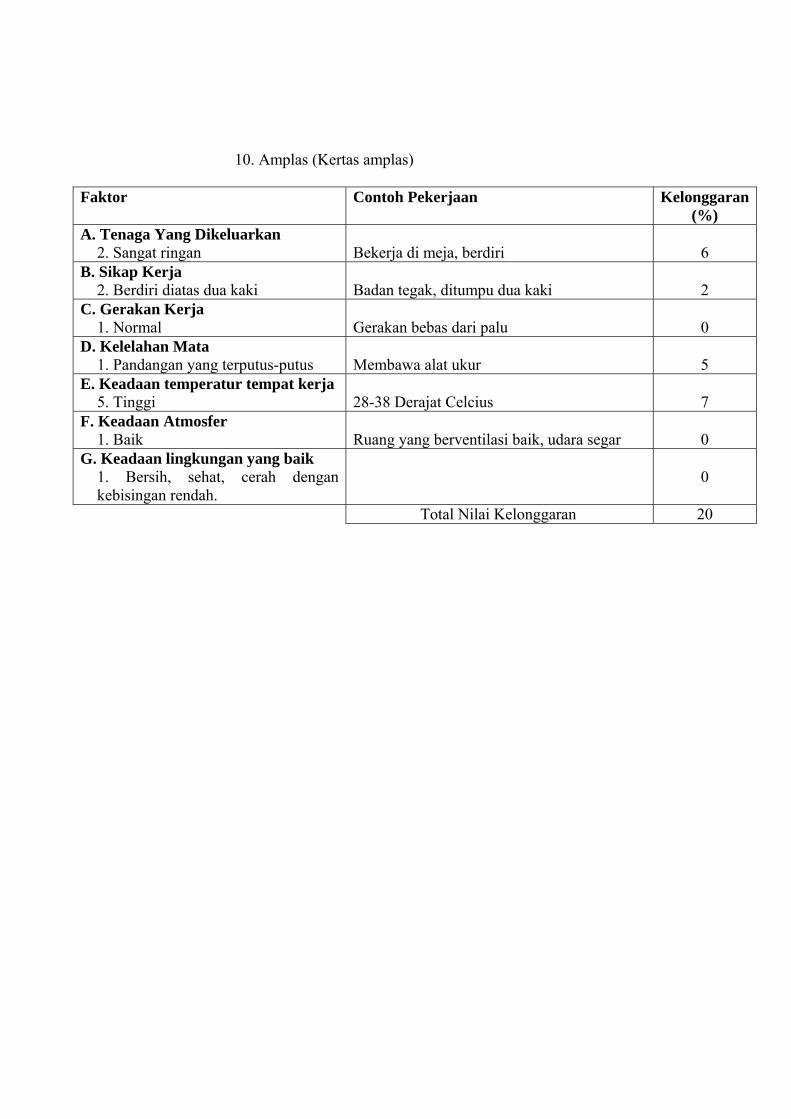
10. Amplas (Kertas amplas)
Faktor Contoh Pekerjaan Kelonggaran (%)
A. Tenaga Yang Dikeluarkan 2. Sangat ringan
Bekerja di meja, berdiri
6
B. Sikap Kerja 2. Berdiri diatas dua kaki
Badan tegak, ditumpu dua kaki
2
C. Gerakan Kerja 1. Normal
Gerakan bebas dari palu
0
D. Kelelahan Mata 1. Pandangan yang terputus-putus
Membawa alat ukur
5
E. Keadaan temperatur tempat kerja 5. Tinggi
28-38 Derajat Celcius
7
F. Keadaan Atmosfer 1. Baik
Ruang yang berventilasi baik, udara segar
0
G. Keadaan lingkungan yang baik 1. Bersih, sehat, cerah dengan kebisingan rendah.
0
Total Nilai Kelonggaran 20
LAMPIRAN 2
Gambar Produk Kursi LP-31
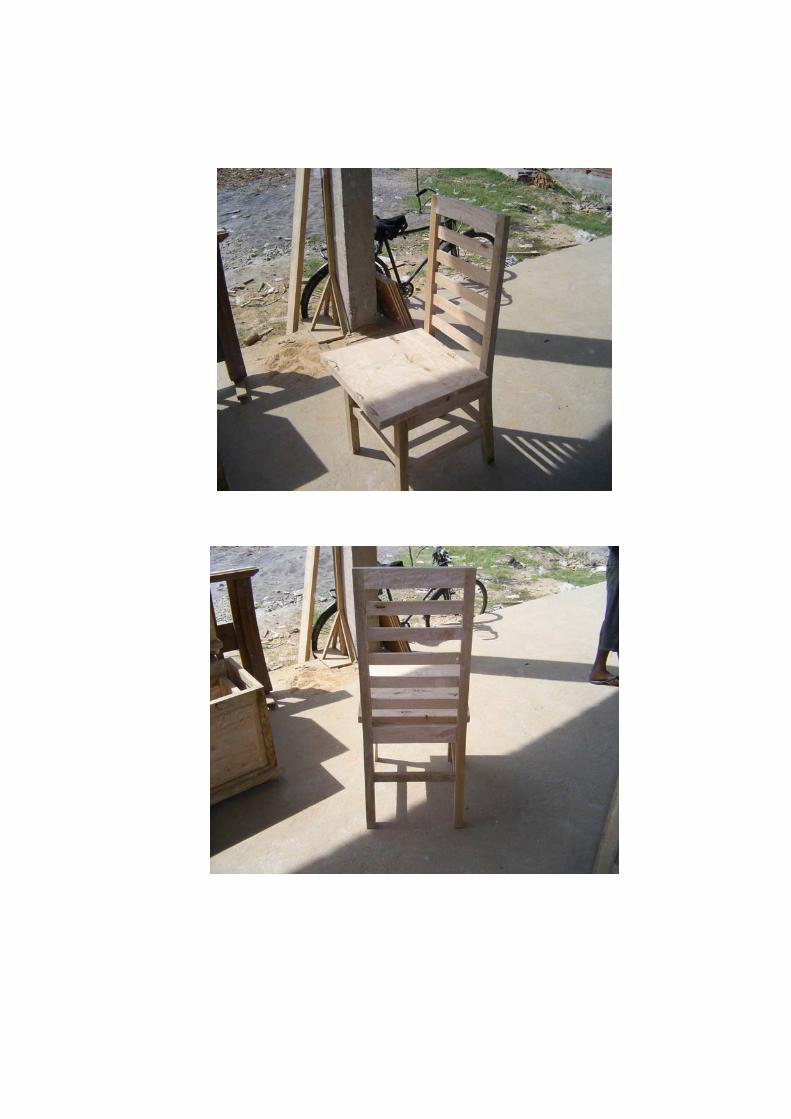
LAMPIRAN 3
Gambar Produk Bade Side LP-03


LAMPIRAN 4
Rincian Pembagian Kelas-Kelas Faktor Penyesuaian dan Kelonggaran
Untuk keperluan penyesuaian ketrampilan dibagi menjadi 6 kelas
dengan ciri-ciri dari setiap kelas seperti yang dikemukakan dibawah
ini ( Sutalaksana, 1979: 141) :
SUPER SKILL : 1. Secara bawaan cocok sekali dengan
pekerjaannya.
2. Bekerja dengan sempurna.
3. Tampak seperti telah terlatih dengan
sangat baik.
4. Gerakan-gerakan halus tetapi sangat
cepat sehingga sulit untuk diikuti.
5. Kadang-kadang terkesan tidak berbeda
dengan gerakan-gerakan mesin.
6. Perpindahan dari satu elemen ke elemen
yang lainnya tidak terlampau terlihat
karena lancarnya.
7. Tidak terkesan adanya gerakan-gerakan
berfikir dan merencana tentang apa yang
dikerjakan.
8. Secara umum dapat dikatakan bahwa
pekerja yang bersangkutan adalah
pekerja yang baik.
EXCELLENT SKILL: 1. Percaya pada diri sendiri.
2. Tampak cocok dengan pekerjaanya.
3. Terlihat telah terlatih baik.
4. Bekerjanya teliti dengan tidak banyak
melakukan pengukuran-pengukuran atau
pemeriksaan- pemeriksaan.
5. Gerakan-gerakan kerjanya beserta
urutan-urutannya dijalankan tanpa
kesalahan.
6. Menggunakan peralatan dengan baik.
7. Bekerjanya cepat tanpa mengorbankan
mutu.
8. Bekerjanya cepat tapi halus.
9. Bekerjanya berirama dan terkoordinasi.
GOOD SKILL : 1. Kualitas hasil baik.
2. Bekerjanya tampak lebih baik daripada
kebanyakan pekerja pada umumnya.
3. Dapat memberi petunjuk-petunjuk pada
pekerja lain yang ketrampilannya lebih
rendah.
4. Tampak jelas sebagai pekerja yang
cakap.
5. Tidak memerlukan banyak pengawas.
6. Tidak keragu-raguan.
7. Bekerjanya stabil.
8. Gerakannya terkoordinasi dengan baik.
9. Gerakan-gerakannya cepat.
AVERAGE SKILL : 1. Tampak adanya kepercayaan pada diri
sendiri.
2. Gerakannya cepat tetapi tidak lambat.
3. Terlihat adanya pekerjaan-pekerjaan
yang terencana.
4. Tampak sebagai pekerja yang cakap.
5. Gerakan-gerakannya cukup
menunjukkan tidak adanya keragu-
raguan.
6. Mengkoordinasi tangan dan pikiran
dengan cukup baik.
7. Tampak cukup terlatih dan karenanya
mengetahui seluk-beluk pekerjaannya.
8. Bekerjanya cukup teliti.
9. Secara keseluruhan cukup memuaskan.
FAIR SKILL : 1. Tampak terlatih tetapi belum cukup baik.
2. Mengenal peralatan dan lingkungan
cukup baik.
3. Terlihat adanya perencanaan-perencaan
sebelum melakukan gerakan.
4. Tidak mempunyai kepercayaan diri yang
cukup.
5. Tampaknya seperti tidak cocok dengan
pekerjaannya tetapi telah ditempatkan
dipekerjaan itu sejak lama.
6. Mengetahui apa yang dilakukan dan
harus dilakukan tetapi banyak tidak
terlalu yakin.
7. Sebagian waktu terbuang karena
kesalahan-kesalahan sendiri.
8. Jika tidak bekerja sungguh-sungguh
outputnya akan sangat rendah.
9. Biasanya tidak ragu-ragu dalam
menjalankan gerakan-gerakannya.
POOR SKILL : 1. Tidak bisa mengkoordinasikan tenaga
dan pikiran.
2. Gerakan-gerakannya kaku.
3. Kelihatan ketidakyakinannya pada urut-
urutan gerakan.
4. Seperti tidak terlatih untuk pekerjaan
yang bersangkutan.
5. Tidak terlihat adanya kecocokan dengan
pekerjaannya.
6. Ragu-ragu dalam menjalankan gerakan
kerja.
7. Sering melakukan kesalahan-kesalahan.
8. Tidak adanya kepercayaan pada diri
sendiri.
9. Tidak bisa mengambil inisiatif pada diri
sendiri.
Untuk usaha atau effort westing house membagi juga atas kelas
dengan ciri masing-masing. Yang dimaksud usaha ini adalah
kesungguhan yang ditujukkan atau diberikan operator ketika
melakukan pekerjaan.
EXCESSIVE EFFORT : 1. Kecepatan sangat berlebihan.
2. Usahanya sangat bersungguh-sungguh.
3. Kecepatan yang ditimbulkan tidak dapat
dipertahankan sepanjang hari kerja.
EXCELLENT EFFORT : 1. Jelas terlihat kecepatan kerjanya sangat
tinggi.
2. Gerakan-gearakn lebih ekonomis dari
pada operator- operator biasa.
3. Penuh perhatian pada pekerjaannya.
4. Banyak memberi saran-saran
5. Menerima saran dan petunjuk dengan
senang.
6. Percaya kepada kebaikan maksud
pengukuran waktu
7. Tidak dapat bertahan lebih dari beberapa
hari.
8. Bangga atas kelebihannya.
9. Gerakan-gerakan yang salah terjadi
sangat jarang sekali
10. Bekerjanya sistematis
11. Karena lancarnya perpindahan dari suatu
elemen ke elemen lain tidak terlihat.
GOOD EFFORT : 1. Bekerjanya berirama
2. Saat-saat menganggur sangat sedikit,
bahkan kadang-kadang tidak ada.
3. Penuh perhatian pada pekerjaannya
4. Senang pada pekerjaannya.
5. Kecepatannya baik dan dapat
dipertahankan sepanjang hari.
6. Percaya pada kebaikan maksud
pengukuran waktu.
7. Menerima saran-saran dan petunjuk
dengan senang.
8. Dapat memberi saran untuk perbaikan
kerja.

9. Tempat kerjanya diatur dengan baik dan
rapi.
10. Menggunakan alat-alat yang tepat dan
baik.
11. Memelihara dengan baik kondisi
peralatan.
AVERAGE EFFORT : 1. Tidak sebaik good tapi lebih baik dari
poor.
2. Bekerja dengan stabil.
3. Menerima saran-saran tetapi tidak
dilaksanakan.
4. Set up dilaksanakan dengan baik.
5. Melakukan kegiatan-kegiatan
perencanaan.
FAIR EFFORT : 1. Saran-saran perbaikan diterima dengan
kesal.
2. Kadang-kadang perhatian tidak
ditujukan pada pekerjaannya
3. Kurang sungguh-sungguh
4. Tidak mengeluarkan tenaga dengan
secukupnya.
5. Tidak sedikit penyimpangan dari cara
kerja baku.
6. Alat-alat yang dipakainya tidak selalu
yang terbaik.
7. Terlihat adanya kecenderungan
kurangnya perhatian pada pekerjaannya.
8. Terlampau hati-hati.
9. Sistematika kerjanya biasa-biasa saja.
10. Gerakan-gerakannya tidak terencana
POOR EFFORT: 1. Banyak membuang-buang waktu.
2. Tidak memperhatikan adanya minat
pekerja.
3. Tidak mau menerima saran-saran.
4. Tampak malas dan lambat bekerja.
5. Melakukan gerakan-gerakan yang tidak
perlu untuk mengambil alat-alat dan
bahan.
6. Tempat kerjanya tidak diatur rapi.
7. Tidak peduli pada cocok/baik tidaknya
peralatan yang dipakai.
8. Mengubah-ubah tata letak tempat kerja
yang telah diatur.
9. Set up kerjanya terlihat tidak baik.
10. Menggunakan alat-alat yang tepat dan
baik.
LAMPIRAN 5
Lembar Konsultasi