LAPORAN KERJA PRAKTEK DI PT. SUPRATIK SURYAMAS · pertanggungjawaban terhadap ... Sugito sebagai...
76
LAPORAN KERJA PRAKTEK DI PT. SUPRATIK SURYAMAS Disusun oleh : Axlrose Leonardo Wata 1306 07451 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ATMA JAYA YOGYAKARTA 2017 i
Transcript of LAPORAN KERJA PRAKTEK DI PT. SUPRATIK SURYAMAS · pertanggungjawaban terhadap ... Sugito sebagai...

LAPORAN KERJA PRAKTEK
DI PT. SUPRATIK SURYAMAS
Disusun oleh :
Axlrose Leonardo Wata
1306 07451
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017
i

ii

iii

KATA PENGGANTAR
Puji syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa karena atas berkat-Nya
kami dapat melaksanakan Kerja Praktek selama 30 hari kerja di PT. Supratik Suryamas
serta dapat menyelesaikan laporan Kerja Praktek dengan baik. Kerja Praktek ini merupakan
salah satu syarat akademis yang wajib dipenuhi oleh mahasiswa Program Studi Teknik
Industri, Fakultas Teknologi Industri, Universitas Atma Jaya Yogyakarta serta sebagai bukti
pertanggungjawaban terhadap kegiatan Kerja Praktek yang telah dilaksanakan. Tujuan
dilaksanakannya Kerja Praktek yaitu untuk memperkenalkan dunia kerja yang
sesungguhnya kepada mahasiswa, sehingga dapat menjadi bekal bagi mahasiswa untuk
menghadapi dunia kerja kelak. Pada pelakanaan serta penyusunan laporan Kerja Praktek,
kami mengucapkan terima kasih kepada pihak-pihak yang telah membantu, yakni:
1. Ibu Ririn Diar Astanti, ST.MT.D.eng selaku Dosen Pembimbing
2. Ibu Windha selaku pembimbing lapangan.
3. Bapak Shinta selaku staff personalia PT. Supratik Suryamas
4. Ibu Waras dan Mba Indri selaku staff PPIC yang memberikan bantuan selama
pelaksanaan Kerja Praktek.
5. Bapak Bagio yang telah memberi masukan serta bantuan selama pelaksanaan
Kerja Praktek.
6. Seluruh karyawan PT. Supratik Suryamas yang telah membantu selama
pelaksanaan Kerja Praktek.
7. Kedua orang tua yang senantiasa memberikan dukungan, motivasi dan doa.
8. Pihak-pihak yang telah membantu selama pelaksanaan Kerja Praktek hingga
terselesaikan Laporan Kerja Praktek ini.
Penulis menyadari bahwa penyusunan Laporan Kerja Praktek ini masih memiliki banyak
kekurangan. Penulis berharap agar Laporan Kerja Praktek ini dapat berguna untuk semua
pihak terkait.
Yogyakarta, 16 Maret 2017
Axlrose Leonardo Wata
iv

DAFTAR ISI
Halaman
HALAMAN JUDUL ............................................................................................................................................ i
HALAMAN PENGESAHAN .......................................................................................................................... ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK .......................................................... iii
KATA PENGANTAR ...................................................................................................................................... iv
DAFTAR ISI ...................................................................................................................................................... v
DAFTAR TABEL ............................................................................................................................................ vii
DAFTAR GAMBAR ...................................................................................................................................... viii
DAFTAR LAMPIRAN ....................................................................................................................................... x
BAB 1 PENDAHULUAN ............................................................................................................................... 1
1.1. Latar Belakang ......................................................................................................................................... 1
1.2. Tujuan ........................................................................................................................................................ 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek ........................................................................... 2
BAB 2 TINJAUAN UMUM PERUSAHAAN ............................................................................................ 3
2.1. Sejarah Singkat Perusahaan .............................................................................................................. 3
2.2. Struktur Organisasi ................................................................................................................................ 4
2.3. Manajemen Perusahaan ....................................................................................................................... 8
BAB 3 TINJAUAN SISTEM PERUSAHAAN ...................................................................................... 21
3.1. Proses Bisnis Perusahaan .................................................................................................................21
3.2. Produk yang Dihasilkan ...................................................................................................................... 23
3.3. Proses Produksi .....................................................................................................................................24
3.4. Fasilitas Produksi ..................................................................................................................................29
BAB 4 TINJAUAN PEKERJAAN MAHASISWA ............................................................................... 35
4.1. Linkup Pekerjaan .................................................................................................................................. 35
4.2. Tanggung jawab dan Wewenang dalam Pekerjaan ................................................................... 37
4.3. Metodologi Pelaksanaan Pekerjaan ................................................................................................ 39
4.4. Hasil Pekerjaan ......................................................................................................................................51
v

BAB 5 PENUTUP ......................................................................................................................................... 66
5.1. Kesimpulan ............................................................................................................................................. 66
5.2. Saran ......................................................................................................................................................... 66
DAFTAR PUSTAKA ......................................................................................................................................67
LAMPIRAN ....................................................................................................................................................... 68
vi

DAFTAR TABEL
Tabel 2.1. Pembagian Jam Kerja Bagian Kantor.................................................................................11
Tabel 2.2. Pembagian Jam Kerja Bagian Produksi ............................................................................ 11
Tabel 2.3. Fasilitas Perusahaan ................................................................................................................ 32
vii

DAFTAR GAMBAR
Gambar 2.1. PT. Supratik Suryamas ........................................................................................................ 3
Gambar 2.2. Struktur Organisasi PT. Supratik Suryamas ................................................................. 7
Gambar 2.7. Genset Area ...........................................................................................
Gambar
Gambar 3.1. Proses Bisnis PT. Supratik Suryamas .......................................................................... 22
Gambar 3.2. Hasil Produk ...........................................................................................................................23
Gambar 3.3. Pewarna Plastik ................................................................................................................... 25
Gambar 3.4. Produk Yang Akan di Daur Ulang .................................................................................. 26
Gambar 3.5. Pengaturan Inisialisasi Pada Mesin Inject .................................................................... 26
Gambar 3.6. Pengaturan Temperatur Pada Barrel. ............................................................................27
Gambar 3.7. Hasil Pelelelehan Mesin Inject Moulding ...................................................................... 27
Gambar 3.8. Proses Pencetakan Pada Mesin Inject Moulding ....................................................... 28
Gambar 3.9. Hasil Produksi Mesin Inject Moulding ........................................................................... 28
Gambar 3.10. Packing Produk Plastik ................................................................................................... 29
Gambar 3.11. Mesin Inject Moulding ...................................................................................................... 30
Gambar 3.12. Mesin SMC Blow Moulding ............................................................................................ 30
Gambar 3.13. Mesin Inject Moulding ...................................................................................................... 31
Gambar 3.14. Mesin Mixer .........................................................................................................................31
Gambar 3.15. Mesin Inject Moulding ...................................................................................................... 32
Gambar 3.16. Mesin Blow Moulding ....................................................................................................... 33
Gambar 3.17. Mesin Aoutomatic Botol PET ........................................................................................ 33
Gambar 3.18. Mesin SINAMEI .................................................................................................................. 34
Gambar 3.19. Mesin Crusher .....................................................................................................................34
Gambar 4.1. Diagram Metodologi Pelaksanaan Kerja Praktek ...................................................... 51
Gambar 4.2. Grafik Safety Stock…………………………………………… .................................. 56
Gambar 4.3 Reoder Point…………………………………………………………………………57
viii

DAFTAR LAMPIRAN
Lampiran 1.
Lampiran 2.
Lampiran 3.
Lampiran 4.
Lembar Penilaian Kerja Praktek
Lembar Bimbingan Pelaksanaan dan Penyusunan Laporan Kerja Praktek
Surat Keterangan Pelaksanaan Kerja Praktek
Catatan Harian Pelaksanaan Kerja Praktek
ix

1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya
Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan kerja
praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang kerja praktek
sebagai wahana atau sarana bagi mahasiswa untuk mengenali suasana di industri serta
menumbuhkan, meningkatkan, dan mengembangkan etos kerja profesional sebagai calon
sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik Industri.
Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek mahasiswa bekerja
di perusahaan yang dipilihnya. Bekerja, dalam hal ini mencakup kegiatan perencanaan,
perancangan, perbaikan, penerapan dan pemecahanan masalah. Oleh karena itu,dalam
kerja praktek kegiatan yang dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan
2. Mengikuti proses kerja di perusahaan secara kontinu
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor atau
pembimbing lapangan
4. Mengamati perilaku sistem
5. Menyusun laporan dalam bentuk tertulis
6. Melaksanakan ujian kerja praktek
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
1. Melatih kedisiplinan.
2. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan dalam
perusahaan.
3. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
4. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan menjalankan
bisnis.
5. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di perusahaan.
6. Menambah wawasan mengenai sistem produksi dan sistem bisnis.

2
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini akan dilaksanakan terhitung mulai tanggal 19 Juni 2017 sampai dengan 31
Juli 2017 di PT. Supratik Suryamas yang terletak di Jalan magelang KM 12 Durenan /
Tridadi Sleman, Daerah Istimewa Yogyakarta, Jawa Tengah.
Selama pelaksanaan kerja praktek, penulis ditempatkan pada departemen Inventory Control
selama 30 hari kerja. Penulis terlibat langsung dalam bekerja sebagai pegawai lainnya di
departemen material sesuai dengan tugas dan arahan yang di berikan.

3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Sejarah panjang perjalanan PT. Supratik Suryamas dimulai ketika pada tahun 1975 Cokro
Sugito sebagai founding father mewujudkan gagasan mendirikan sebuah perusahaan masih
yang memproduksi barang-barang berbahan baku plastik. Saat itu operasional perusahaan
masih bersifat home industry dengan nama Perusahaan Plastik Super star, berlokasi di jalan
Mayor Suryotomo, Yogyakarta.
Pada awal beridrinya, aktifitas produksi perusahaan ini didukung lebih kurang 40 mesin
dongkrak. Berkat kesungguhan manajemen serta kinerja baik para karyawan, produk-produk
perusahaan plastik super star terus mendapatakan sambutan pasar yang memuaskan.
Guna memenuhi permintaan pasar pula, upaya meningkatkan kualitas serta kapasitas
produksi terus dilakukan. Pada tahun 1984, Perusahaan Plastik Super Star mulai
menggunakan mesin-mesin berteknologi otomatis. Seiring dengan hal tersebut, sisi
manajerial terus di benahi demi pencapaian efisiensi tinggi.
Pada tahun 1992, Perusahaan Plastik Super Star berubah menjadi perseroan terbatas
dengan nama PT. Supratik Suryamas dan menempati lokasi baru yang lebih representatif di
Jalan Magelang km 12, tepatnya di desa Durenan, Tridadi, Sleman, Yogyakarta. Dengan
nama dan lokasi baru, pengembangan di segala bidang terus ditambahkan, sementara
wilayah pemasaran pun di perluas dan dikembangkan.
Kini, PT. Supratik Suryamas dengan jam terbang tinggi serta reputasi yang baik, didukung
peralatan berteknologi tinggi. Serta sumber daya yang mumpuni telah semakin mantap dan
meyakinkan dalam melayani apa yang dibutuhkan pelangan.
Gambar 2.1. PT. Supratik Suryamas

4
2.2. Struktur Organisasi
Sebagai suatu proses manajemen, proses pengorganisasian akan meliputi rangkaian
kegiatan yang bermula pada orientasi terhadap tujuan yang direncanakan untuk dicapai dan
berakhir pada saat krangka (struktur) organisasi yang dibuat telah dilengkapi dengan
prosedur, metode kerja, kewenangan, personalia dan fasilitas yang dibutuhkan
(Wignjosoebroto, 2003).
Tugas dan tanggung jawab masing-masing Departemen yang terdapat di PT. Supratik
Suryamas adalah sebagai berikut :
a. Direksi
Direksi Bertanggung jawab untuk :
a) Mengawasi jalannya perusahaan serta membuat keputusan-keputusan penting bagi
perusahaan.
b) Menjalin hubungan dengan pihak ekstern, merumuskan strategi dan seluruh
pelaksanaan kegiatan berdasarkan kebijakan yang telah ditentukan.
b. PPIC
Departemen PPIC di bagi menjadi 2 PPC dan IC, PPC bertanggung jawab untuk :
a) Memimpin dan bertanggung jawab untuk kegiatan pekerjaan di Bagian PPIC dan
Bagian Gudang. Job aktivitas di PPIC termasuk pengendalian persediaan,
pengendalian produksi perencanaan, dan kontrol pengiriman. Job aktivitas di gudang,
termasuk bahan yang masuk, penyimpanan, penyediaan, dan pengiriman.
b) Membuat rencana kegiatan tahunan dan penganggaran untuk basis Departemen PPIC
pada rencana bisnis perusahaan.
c) Membuat laporan kegiatan, program pengurangan biaya, perbaikan terus-menerus,
dan pengembangan sumber daya manusia di departemen PPC.
c. Departemen Inventory Control (kepala gudang bahan)
Inventory Control bertanggung jawab untuk :
a. Membuat perencanaan pengadaan barang dan distribusinya.
b. Mengawasi, merencanakan, membuat laporan pergudangan, dan mengontrol
operasional gudang.
c. Menjadi pemimpin bagi semua staff gudang.
d. Memastikan ketrsediaan barang sesuai dengan kebutuhan.
e. Memastikan aktivitas keluar masuk barang berjalan lancar.
d. Departemen Maintenance (Kepala Bagian Maintenance)
1) Fungsi Dasar

5
Memastikan bahwa mesin produksi dan alat-alat pendukungnya serta kelistrikan selalu
berfungsi dengan baik dan optimal serta memastikan kegiatan perawatan mesin
dilaksanakan sesuai jadwal dan prosedur.
2) Tanggung Jawab Dan Tugas
a) Merencanakan, mengkoordinir, mengontrol kegiatan pemeliharaan mesin produksi,
membuat laporan pada mesin yang rusak, dan mengevaluasikan kegiatan
b) maintenance mesin produksi dan utility.
c) Memastikan kegiatan perawatan berkala telah dilakukan sesuai jadwal.
d) Memastikan mesin produksi dan alat kerja selalu berfungsi dengan baik dan dalam
kondisi layak operasional.
e) Mengupayakan efektifitas dan efisiensi di bagian maintenance.
3) Wewenang
a) Menentukan penempatan dan pemberian tugas pada operator maintenance.
b) Menentukan spare-part mesin-mesin produksi yang akan digunakan untuk
berproduksi.
c) Mengevaluasi kinerja staff, mengajukan permintaan pembelian dan training.
b. Shift Leader
1) Fungsi dasar
Mengatur kinerja operator/staff selama shift yang menjadi tanggung jawabnya dan
memastikan selama shiftnya tersebut semua alat dapat bekerja dengan normal dan
optimal.
2) Tanggung jawab dan tugas
a) Bertanggungjawab kepada Kepala Bagian Maintenance
b) Berkoordinasi dengan bagian terkait agar semua alat kerja dan pendukung bisa
berfungsi dengan baik dan layak operasional.
c) Membantu Kepala Bagian Maintenance mengontrol kegiatan perawatan alat kerja
dan pendukung lainnya.
d) Menerima laporan kerusakan alat kerja dan pendukung dari produksi dan
melakukan tindak lanjut.
e) Memberikan ide-ide inovatif, kreatif, solutif dan meningkatkan kompetensi skill yang
dimiliki
3) Wewenang
a) Mengajukan permintaan sparepart.
b) Mengatur kinerja staff di shiftnya.
c) Mengajukan permintaan training.
c. Staff Ulility

6
1) Fungsi Dasar
Melaksanakan tugas perbaikan dan perawatan yang diberikan oleh Shift Leader.
2) Tanggung jawab dan tugas
a) Mengerjakan tugas, membuat laporan kepada pimpinan, melakukan perawatan dan
perbaikan sesuai jadwal dan mencatatnya dalam ceklist yang diberikan oleh shift
leader.
b) Menggunakan, merawat, dan menjaga alat-alat bantu teknik.
c) Mengembalikan alat-alat saat sudah selesai mengerjakan tugas.
d) Memberikan ide-ide inovatif, kreatif, solutif, meningkatkan kompetetensi dan skill
yang dimiliki.
3) Wewenang
a. Mengajukan permintaan sparepart.
b. Mengajukan permintaan training.
Berikut ini adalah bagan struktur organisasi pada PT. Supratik Suryamas bisa dilhat pada
gambar 2.2.

7
GA
MB
AR
2.2
. S
TR
UK
TU
R O
RG
AN
ISA
SI
PT
. S
UP
RA
TIK
SU
RY
AM
AS

8
2.3. Manajemen Perusahaan.
Sub bab ini akan membahas mengenai tinjauan sekilas mengenai perusahaan seperti Visi-
Misi perusahaan, Nilai Perusahaan, Ketenagakerjaan, Pemasaran, Fasilitas Perusahaan,
dan tinjauan lainnya dari perusahaan.
2.3.1. Visi dan misi perusahaan
a. Visi :
Menjadi perusahaan manufacturing inject dan blow mold plastic terdepan, professional,
terpercaya dan mampu bersaing di pasar Nasional maupun pasar International dengan
kualitas terbaik dan harga bersaing
b. Misi :
o Menghasilkan produk berbasis plastic dengan kualitas dan harga yang mampu
bersaing, baik dengan produk buata dalam negeri maupun produk import
o Memberikan manfaat terbaik bagi stakleholder/Pemangku kepentingan
o Memberikan pelayanan yang terbaik kepada pelanggan dengan dukungan sarana dan
prasarana serta profesionalisme SDM
2.3.2. Nilai Perusahaan
Nilai-nilai yang harus dibangun, yaitu I3:
i. Inisiatif: bertindak melebihi yang dibutuhkan atau yang dituntut dari pekerja,
melakukan sesuatu tanpa menunggu perintah lebih dahulu dengan tujuan untuk
memperbaiki atau meningkatkan hasil pekerjaan, menciptakan peluang baru atau
untuk menghindari timbulnya masalah.
ii. Integritas: jujur, berperilaku konsisten serta berpegang teguh pada prinsip kebenaran
untuk menjalankan apa yang dikatakan secara bertanggung jawab.
iii. Interaksi: berhubungan antar individu yang satu dengan individu yang lainnya dan
usaha bersama untuk mencapai satu tujuan.
Adapun kebijakan yang harus di penuhi oleh perusahaan antara lain :
a. Kebijakan Mutu Perusahaan
PT. Supratik Suryamas berkomitmen untuk mendepankan mutu produk dari setiap proyek
yang dikerjakannya dengan cara sebagai berikut :
o tepat waktu dalam mengerjakan produksi plastik sesuai perencanaan dan
permintaan konsumen
o melakukan perbaikan secara berkesinambung untuk keefetifan sistem manajemen
kualitas. Komitmen tersebut dijalankan dengan cara mengecek kualitas material yang
akan digunakan dan hanya menggunakan material yang dimiliki sertifikasi, beberapa

9
botol plastik melakukan inspeksi 100% terhadap semua produk sebelum dan
sesudah instalasi agar kualitas produk benar-benar baik. Inspeksi dilakukan dengan
dua cara yakni secara visual (kasat mata) dan inspeksi tidak merusak (non
destructive test).
o PT. Supratik Suryamas selalu membuat produk yang bersaing demi kepuasan
pelanggan melalui pemenuhan persyaratan, perbaikan yang berkelanjutan dan
usaha-usaha efisiensi yang tepat.
b. Kebijakan Lingkungan
PT. Supratik Suryamas berkomitmen untuk menjaga kebersihan dan keamanan lingkungan
dalam proses produksinya. Hal ini dilakukan dengan memilah sampah scrap (sisa material)
berdasarkan jenis materialnya. Serta memiliki tempat penyimpanan B3 (benda berbahaya
dan beracun) secara khusus agar tidakmencemari lingkungan. Adapun hal lainnya seperti :
i. Melakukan perbaikan secara terus menerus terhadap sistem manajemen lingkungan
dengan meminimalkan aspek-aspek yang menimbulkan pencemaran lingkungan serta
mencegah terjadinya pencemaran terhadap lingkungan.
ii. Menetapkan tujuan dan sasaran lingkungan yang terkait dengan aspek lingkungan
yang berdampak penting, pembatasan pemakaian material yang mengandung bahan-
bahan berbahaya (Restriction of Hazardous Substances), serta efisiensi penggunaan
energi.
iii. Pemenuhan terhadap semua peraturan, perundang-undangan lingkungan dan
ketentuan-ketentuan lainnya yang berkaitan dengan aktivitas perusahaan serta
melakukan evaluasi kepatuhan terhadap peraturan tersebut.
c. 5R/5P/5S, meliputi:
i. Ringkas/Pemilahan/Seiri, dengan memisahkan barang-barang yang diperlukan
dengan barang-barang yang tidak diperlukan, uang tidak diperlukan disingkirkan.
ii. Rapi/Penataan/Seiton, dengan menempatkan barang-barang secara teratur sehingga
mudah dilihat.
iii. Resik/Pembersihan/Seiso, dengan membersihkan ruang kerja dari segala macam
kerugian.
iv. Rawat/Pemantapan/Seiketsu, menjaga tempat kerja agar tetap Ringkas, Rapi dan
Resik.
v. Rajin/Pembiasaan/Shitsuke, selalu menaati peraturan dan ketentuan yang berlaku di
perusahaan.

10
2.3.3. Ketenagakerjaan
a. Sumber Daya Manusia
Manusia adalah salah satu elemen dalam perusahaan. Tanpa adanya manusia, proses
bisnis suatu perusahaan tidak akan mungkin berjalan. Manusia yang memiliki potensi dan
kemampuan sesuai dengan kebutuhan sangat dibutuhkan sebagai sumber daya
perusahaan. PT. Supratik Suryamas memiliki 284 karyawan terhitung hingga bulan Juli 2017
ini. PT. Supratik Suryamas hanya menerapkan sistem karyawan tetap. Untuk operator yang
ada di lantai produksi diterapkan sistem kontrak dengan karyawan tersebut. Sehingga status
karyawan tersebut akan habis masa berlakunya jika masa kontrak yang telah disepakati
sudah habis.
b. Prosedur Perekruitan Karyawan
Sebelum seorang karyawan diterima di PT. Supratik Suryamas calon karyawan tersebut
harus mengikuti prosedur perekruitan karyawan yang ada. Berikut ini merupakan prosedur
perekruitan karyawan yang terbagi menjadi beberapa tahap, antara lain adalah sebagai
berikut:
i. Tahap seleksi administrasi yaitu melalui surat lamaran yang masuk.
ii. Tahap pemanggilan calon karyawan.
iii. Tahap interview dengan Human Resource.
iv. Tahap interview dengan departemen yang dituju.
v. Final interview dengan Human Resource.
c. Pembagian Jam Kerja dan fasilitas karyawan atau bisa dilihat pada tabel 2.1. dan tabel
2.2.
Untuk pembagian jumlah hari kerja, dapat dilihat dibawah ini:
I. Hari kerja : Senin - Sabtu
II. Hari libur : Minggu dan Hari Libur Nasional (non produksi)
III. Jam Kerja
1. Hari Senin – minggu :
a. Untuk bagian produksi (senin – minggu) :
I. Shift 1: 06:00 – 14:00 WIB
II. Shift 2: 14:00 – 22:00 WIB
III. Shift 3: 22:00 – 06:00 WIB
b. Untuk kantor (senin – jumat) : 08:00 – 16:00 WIB
2. Hari Sabtu:
a. Untuk bagian produksi (tetap)
I. Shift 1: 06:00 – 14:00 WIB
II. Shift 2: 14:00 – 22:00 WIB

11
III. Shift 3: 22:00 – 06:00 WIB
b. Untuk kantor : 08:00 – 13:00 WIB
3. Jam istirahat bagian produksi (senin – minggu) dan kantor (senin – sabtu)
a. Bagian produksi
i. Shift 1 : 10:00 – 11:00
ii. Shift 2 : 18:00 – 19:00
iii. Shift 3 : 02:00 - 03:00
b. Bagian kantor (Hari Sabtu tidak ada istirahat)
Jam operasional produksi pada PT. Supratik Suryamas adalah selama 24 jam. Hal ini berarti
pabrik ini tergolong ke dalam continous production. Hal itu mengakibatkan terjadinya
pembagian shift untuk operasional produksi. Ada 3 shift untuk produksi, yaitu meliputi:
I. Shift 1, bekerja dari pukul 06:00 – 14:00 WIB.
II. Shift 2, bekerja dari pukul 14:00 – 22:00 WIB
III. Shift 3, bekerja dari pukul 22:00 – 06:00 WIB
Dengan kebutuhan 3 shift tersebut, maka PT. Supratik Suryamas harus difasilitasi karyawan
dalam jumlah yang banyak untuk memenuhi kebutuhan. Pada PT. Supratik Suryamas ini,
sistem lembur diberlakukan apabila suatu lantai produksi belum menyelesaikan target
produksi ketika sudah dekat dengan duedate. Ketika kondisi normal, tidak diberlakukan
sistem lembur. Fasilitas yang di terima karyawan THR, Jaminan kesehatan, mushola, kantin,
toilet umum, area parkir, gaji bulanan.
Tabel 2.1. Pembagian Jam Kerja Bagian Kantor
Hari Jam Kerja Istirahat
Senin – Jumat 08.00 – 16.00 12.00 – 13.00
Sabtu 08.00 – 13.00 -
Tabel 2.2. Pembagian Jam Kerja Bagian Produksi
Hari Jam Kerja Istirahat
Senin – Minggu Shift 1 06-00-1400 10:00-11:00
Shift 2 14:00-22:00 18:00-19:00
Shift 3 22:00-06:00 02:00-03:00
2.3.3. Pemasaran

12
Pemasaran merupakan proses akhir siklus yang terjadi dalam usaha manufaktur. Kebutuhan
dan jenis produk yang diperlukan oleh konsumen dapat diketahui dari hasil pemasaran dan
memungkinkan untuk pengembangan produk baru jika memang waktunya sudah diperlukan.
Pada awalnya calon pembeli sudah cukup percaya akan kemampuan perusahaan, maka
pemasaran produk PT. Supratik Suryamas tidak banyak memiliki hambatan. Pemasaran
produk botol plastik PT. Supratik Suryamas sudah mulai luar negeri, Perusahaan juga
menerima pesanan dari dalam negeri walaupun pesanan yang diterima hanya untuk
membantu perusahaan lainnya.
Konsumen PT. Supratik Suryamas meliputi perusahaan asing yaitu ekspor langsung ke
negara Arab. Perusahaan selalu menjaga kualitas produknya dan juga memberikan
pelayanan yang baik kepada para konsumen dengan biaya pengiriman ditanggung oleh
perusahaan. PT. Supratik Suryamas melakukan promosi tidak langsung ke konsumen
dengan menjaga hubungan baik dengan konsumen, selain itu juga perusahaan telah
memiliki link terhadap konsumen yang cukup luas.
Strategi pemasaran yang diterapkan oleh PT. Supratik Suryamas adalah melalui:
a. Website, produk-produk dari PT. Supratik Suryamas dapat ditemukan pada situs web
milih PT. Supratik Suryamas.
b. Brand building, dengan menggunakan merk-merk khas dari produk-produk PT. Supratik
Suryamas untuk berbagai varian produk. sehingga konsumen lebih familiar dengan
merek tersebut.
c. Sponsorship, dengan menjadi sponsor suatu kegiatan, merk produk akan lebih terkenal
ke kalangan masyarakat luas.
d. Promosi, dengan mempromosikannya kepada customer mengenai produk botol plastik
ini.
2.3.4. Fasilitas Perusahaan

13
PT. Supratik Suryamas menyediakan beberapa fasilitas pendukung bagi karyawan-
karyawannya seperti yang ditunjukan pada tabel sebagai berikut:
Tabel 2.1. Fasilitas Perusahaan
No Fasilitas Keterangan
1.
mushollah
PT. Supratik Suryamas sangat
menghargai kehidupan religius setiap
karyawannya. Karena mayoritas
karyawannya beragama Islam maka
pihak perusahaan menyediakan fasilitas
berupa mushola agar karyawan dapat
menunaikan ibadah dengan baik.
2.
Tempat generator
Generator digunakan untuk
mengantisipasi padamnya listrik dari PLN
demi kelancaran aktivitas kerja pada saat
listrik padam.
3.
Kantin
Terdapat sebuah kantin yang disediakan
oleh PT. Supratik Suryamas yang penjual
atau juru masaknya berasal dari
penduduk sekitar. Kantin menyediakan
makanan dengan harga yang murah,
higienis, dan aman dikonsumsi. Di dalam
kantin tersedia meja dan kursi dengan
jumlah yang memadai. Kantin juga
menyediakan jasa pembelian makanan
dengan cara dibungkus untuk karyawan
yang ingin makan didalam kantor saja.

14
4.
Tempat parkir
Tempat parkir mobil, motor, kendaraan
lainnya bagi semua karyawan di PT.
Supratik Suryamas.
2.3.5. Sistem Pengolahan Limbah
PT. Supratik Suryamas yang merupakan perusahaan botol plastik tentunya juga
menghasilkan limbah dari proses produksinya. Limbah yang dihasilkan bukan limbah cair
ataupun limbah zat lainnya yang dapat merusak lingkungan melainkan limbah padat yang
berupa sisa-sisa potongan kulit botol yang tidak dapat digunakan lagi karena ukurannya
yang terlalu kecil dan sisa scrap dan produk cacat yang masih bisa di olah kembali. Limbah
yang dihasilkan dari hasil produksi PT. Supratik Suryamas selain limbah potongan kulit botol
yang tidak terpakai, scrap palstik juga yang menjadi sampah dan selanjutnya dikumpulkan.
Sisa-sisa kulit dari pemotongan masih dapat digunakan lagi untuk membuat botol kembali,
sisa-sisa scrap tersebut tidak dapat dipotong lagi karena ukurannya sudah terdapat di
produkya. Sampah yang dikumpulkan tidak langsung dibuang melainkan diolah kembali
menjadi bongkahan partikel kecil dan di produksi kembali ke botol plastik.
2.3.6. Perawatan Mesin
Kerusakan mesin merupakan salah satu yang menjadi perhatian utama bagi semua industri
yang menggunakan banyak mesin dalam proses produksinya. Kerusakan mesin dapat
mengakibatkan kegagalan dalam produksi, kegagalan dalam pemenuhan permintaan
konsumen, dan juga membengkaknya biaya-biaya yang tak terduga. Mengatasi masalah
kerusakan mesin diperlukan manajemen perawatan secara khusus. Pada PT. Supratik
Suryamas terdapat bagian khusus yang menangani masalah perawatan mesin dan bagian
ini termasuk dalam Departemen Produksi.
Beberapa bentuk perawatan yang dilakukan PT. Supratik Suryamas, yaitu :

15
1. Perawatan secara umum
Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung
suatu proses produksi yang mempunyai daya saing di pasaran. Produk yang dibuat industri
harus mempunyai hal-hal berikut:
a) Kualitas baik
b) Harga pantas
c) Di produksi dan diserahkan ke konsumen dalam waktu yang cepat.
Oleh karena itu proses produksi harus didukung oleh peralatan yang siap bekerja setiap
saat dan handal. Untuk mencapai hal itu maka peralatan-peralatan penunjang proses
produksi ini harus selalu dilakukan perawatan yang teratur dan terencana. Perawatan
merupakan suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu
barang, memperbaikinya sampai pada suatu kondisi yang dapat diterima. Merawat dalam
pengertian “suatu kondisi yang dapat diterima” antara suatu perusahaan berbeda dengan
perusahaan lainnya.
Dibentuknya bagian perawatan dalam suatu perusahaan industri dengan tujuan:
a. Agar mesin-mesin industri, bangunan, dan peralatan lainnya selalu dalam keadaan siap
pakai secara optimal.
b. Untuk menjamin kelangsungan produksi sehingga dapat membayar kembali modal yang
telah ditanamkan dan akhirnya akan mendapatkan keuntungan yang besar.
Fungsi dari perawatan mesin produksi antara lain :
a. Melindungi bangunan dan instalasi pabrik terhadap kerusakan.
b. Meningkatkan daya guna serta mengurangi waktu menganggurnya peralatan.
c. Mengendalikan dan mengarahkan tenaga karyawan.
d. Meningkatkan efisiensi bagian perawatan secara ekonomis.
e. Memelihara instalasi secara aman.
f. Pencatatan perbelanjaan dan biaya pekerjaan.
g. Mencegah pemborosan perkakas suku cadang dan material.
h. Memperbaiki komunikasi teknik.
i. Menyediakan data biaya untuk anggaran mendatang.
j. Mengukur hasil kerja pabrik sebagai pedoman untuk menempuh suatu kebijakan yang
akan datang.
2. Bentuk-bentuk Perawatan
a. Perawatan Preventif (Preventive Maintenance)
Adalah pekerjaan perawatan yang bertujuan untuk mencegah terjadinya kerusakan, atau
cara perawatan yang direncanakan untuk pencegahan (preventif). Ruang lingkup

16
pekerjaan preventif termasuk: inspeksi, perbaikan kecil, pelumasan dan penyetelan,
sehingga peralatan atau mesin-mesin selama beroperasi terhindar dari kerusakan.
b. Perawatan Korektif
Adalah pekerjaan perawatan yang dilakukan untuk memperbaiki dan meningkatkan
kondisi fasilitas/peralatan sehingga mencapai standar yang dapat diterima. Dalam
perbaikan dapat dilakukan peningkatan-peningkatan sedemikian rupa, seperti
melakukan perubahan atau modifikasi rancangan agar peralatan menjadi lebih baik.
c. Perawatan Berjalan
Dimana pekerjaan perawatan dilakukan ketika fasilitas atau peralatan dalam keadaan
bekerja. Perawatan berjalan diterapkan pada peralatan-peralatan yang harus
beroperasi terus dalam melayani proses produksi.
d. Perawatan Prediktif
Perawatan prediktif ini dilakukan untuk mengetahui terjadinya perubahan atau
kelainan dalam kondisi fisik maupun fungsi dari sistem peralatan. Biasanya perawatan
prediktif dilakukan dengan bantuan panca indra atau alat-alat monitor yang canggih.
e. Perawatan setelah terjadi kerusakan (Breakdown Maintenance)
Pekerjaan perawatan dilakukan setelah terjadi kerusakan pada peralatan, dan untuk
memperbaikinya harus disiapkan suku cadang, material, alat-alat dan tenaga kerjanya.
f. Perawatan Darurat (Emergency Maintenance)
Adalah pekerjaan perbaikan yang harus segera dilakukan karena terjadi kemacetan
atau kerusakan yang tidak terduga.
Disamping jenis-jenis perawatan yang telah disebutkan diatas, terdapat juga beberapa jenis
pekerjaan lain yang bisa dianggap merupakan jenis pekerjaan perawatan seperti:
a. Perawatan dengan cara penggantian (Replacement instead of maintenance)
Perawatan dilakukan dengan cara mengganti peralatan tanpa dilakukan perawatan,
karena harga peralatan pengganti lebih murah bila dibandingkan dengan biaya
perawatannya. Atau alasan lainnya adalah apabila perkembangan teknologi sangat
cepat, peralatan tidak dirancang untuk waktu yang lama, atau banyak komponen rusak
tidak memungkinkan lagi diperbaiki.
b) Penggantian yang direncanakan (Planned Replacement)
Dengan telah ditentukan waktu mengganti peralatan dengan peralatan yang baru,
berarti industri tidak memerlukan waktu lama untuk melakukan perawatan, kecuali untuk
melakukan perawatan dasar yang ringan seperti pelumasan dan penyetelan. Ketika
peralatan telah menurun kondisinya langsung diganti dengan yang baru. Cara
penggantian ini mempunyai keuntungan antara lain, pabrik selalu memiliki peralatan
yang baru dan siap pakai.

17
3. Prosedur Perawatan di PT. Supratik Suryamas
Tenaga kerja, material dan perawatan adalah bagian dari industri yang membutuhkan biaya
cukup besar. Setiap mesin akan membutuhkan perawatan dan perbaikan meskipun telah
dirancang dengan baik. Perbaikan sebaiknya dilakukan tanpa menganggu kegiatan
produksi. Misalnya perbaikan mesin dilakukan pada saat tidak digunakan atau dengan
pertimbangan bahwa pelaksanaan perbaikan tidak menganggu keseluruhan aktifitas
produksi. Karena itu inspeksi pada umumnya dilakukan pada saat mesin tidak beroperasi.
A. Perawatan setelah terjadi kerusakan.
Perbaikan dilakukan pada mesin ketika mesinnya telah mengalami kerusakan. Kerusakan
pada mesin disebabkan antara lain karena:
1) Proses kerusakan komponen yang tidak dapat diperkirakan dan tidak dpat dicegah.
2) Kerusakan yang terjadi berangsur-angsur dan berkurangnya kekuatan komponen karena
pemakaian/keausan. Kejadian ini dapat diatasi dengan adanya inspeksi yang teratur dan
mengetahui cara pencegahannya.
3) Dalam penanganan perawatan ini, perbaikan dilakukan ketida mesin sedang tidak
berfungsi dan departemen menyetuji adanya perbaikan mesin tersebut. Cara perawatan ini
memakan biaya yang lebih tinggi karena adanya biaya tambahan, membayar operator
produksi yang menganggu, kemungkinan membayar lembur bagi tenaga perawatan yang
melakukan kerja perbaikan. Perawatan ini merupakan perawatan yang tidak direncanakan.
4. Perawatan Preventif.
Perawatan dilakukan dengan jadwal yang teratur, sehingga kadang-kadang disebut sebagai
”perawatan yang direncanakan” atau ”perawatan yang dijadwal”. Fungsi penting dari cara
perawatan jenis ini adalah menjaga kondisi operasional peralatan serta meningkatkan
kehandalannya. Tujuannya adalah menghilangkan penyebab-penyebab kerusakan sebelum
kerusakan terjadi. Perawatan yang terjadwal selalu lebih ekonomis daripada perawatan
yang tidak terjadwal. Pekerjaan perawatan preventif ini dilakukan dengan mengadakan
inspeksi, pelumasan dan pengecekan peralatan seteliti mungkin. Frekuensi inspeksi
ditetapkan menurut tingkat kepentingan mesin, tingkat kerusakan dan kelemahan mesin.
Inspeksi berkala ini sangat membantu pengecekan untuk menemui penyebab-penyebab
yang menimbulkan kerusakan, dan juga untuk mempermudah usaha perbaikannya melalui
tahapan-tahapannya.
1) Perawatan preventif mempunyai tujuan sebagai berikut:

18
a. Untuk mencapai tingkat kesiapan industri yang maksimum dengan mencegah kerusakan
dan mengurangi periode waktu perbaikan menjadi seminimum mungkin.
b. Menjaga kondisi mesin sebaik mungkin untuk mempertahankan produk yang berkualitas
tinggi.
c. Memperkecil tingkat kerusakan dan menjaga nama baik industri.
d. Menjamin keselamatan pekerja.
e. Menjaga industri pada tingkat efisiensi produksi yang maksimum.
f. Mencapai esmua tujuan tersebut dengan cara yang sangat ekonomis.
2) Pekerjaan-pekerjaan Dasar Pada Perawatan Preventif
Pekerjaan-pekerjaan dasar pada perawatan preventif adalah: inspeksi, pelumasan,
perencanaan dan penjadwalan, pencatatan dan analisis, latihan bagi tenaga perawatan,
serta penyimpanan suku cadang.
a. Inspeksi.
Pekerjaan inspeksi dibagi atas inspeksi bagian luar dan inspeksi bagian dalam. Inspeksi
bagian luar dapat ditujukan untuk mengamati dan mendeteksi kelainan-kelainan yang terjadi
pada mesin yang sedang beroperasi, misalnya: timbul suara yang tidak normal, getaran,
panas, asap dan lain-lain. Sedangkan inspeksi bagian dalam ditujukan untuk pemeriksaan
elemen-elemen mesin yang dipasang pada bagian dalam seperti: roda gigi, ring, paking,
bantalan dan lain-lain.
Frekuensi inspeksi perlu ditentukan secara sangat hati-hati, karena terlalu kurangnya
inspeksi dapat menyebabkan mesin kerusakan yang sulit untuk diperbaiki dengan segera.
Sedangkan terlalu sering diadakan inspeksi dapat menyebabkan mesin kehilangan waktu
produktivitasnya. Dengan demikian frekuensi pelaksanaan inspeksi harus benar-benar
ditentukan berdasarkan pengalaman, dan jadwal program untuk inspeksi perlu
dipertimbangkan dengan matang.
Untuk inspeksi mesin dapat dikategorikan menjadi dua macam:
1) Kategori mesin yang penting.
Mesin-mesin dalam kelompok ini sangat besar pengaruhnya terhadap jalannya produksi
secara keseluruhan, sedikit saja terjadi gangguan akan memerlukan waktu yang lama untuk
memperbaikinya. Untuk itu perlu diberikan penekanan yang lebih kepada inspeksi mesin-
mesin tersebut.
2) Kategori mesin biasa.
Frekuensi inspeksi untuk kelompok ini tidak terlalu berpengaruh terhadap jalannya produksi.
b. Pelumasan.
Komponen-komponen mesin yang bergesekan seperti roda gigi, bantalan dsb, harus diberi
pelumasan secara benar agar dapat bekerja dengan baik dan tahan lama. Dalam pemberian

19
pelumas yang benar perlu diperhatikan jenis pelumasnya, jumlah pelumas, bagian yang
diberi pelumas dan waktu pemberian pelumasnya ini.
c. Perencanaan dan Penjadwalan.
Suatu jadwal program perawatan perlu disiapkan dan harus ditaati dengan baik. Program
perawatan harus dibuat secara lengkap dan teperinci menurut spesifikasi yang diperlukan,
seperti adanya jadwal harian, mingguan, bulanan, tiap tiga bulan, tiap setengah tahun,
setiap tahun dan sebagainya.
d. Pencatatan
Catatan-catatan yang perlu dibuat untuk membantu kelancaran pekerjaan perawatan ini
adalah:
1) Buku manual operasi
2) Manual instruksi perawatan
3) Kartu riwayat mesin.
4) Daftar permintaan suku cadang,
5) Kartu inspeksi,
6) Catatan kegiatan harian,
7) Catatan kerusakan, dan lain-lain. Catatan-catatan ini akan banyak membantu dalam
menentukan perencanaan dan keputusan-keputusan yang akan diambil.
5. Keuntungan-keuntungan dari Perawatan Preventif :
a. Waktu terhentinya produksi menjadi berkurang.
b. Berkurangnya pembayaran kerja lembur bagi tenaga perawatan.
c. Berkurangnya waktu untuk menunggu peralatan yang dibutuhkan.
d. Berkurangnya pengeluaran biaya untuk perbaikan.
e. Penggantian suku cadang yang direncanakan dapat dihemat kebutuhannya, sehingga
suku cadang selalu tersedia di gudang setiap waktu.
f. Keselamatan kerja operator lebih tinggi karena berkurangnya kerusakan.
6. Prosedur Pelaksanaan Perawatan Preventif
1. Pekerjaan perawatan harus dilakukan berdasarkan pertimbangan dari berbagai faktor
yang aman dan menguntungkan. Berikut ini adalah suatu contoh prosedur yang dapat
dipakai untuk melakukan perawatan pada mesin.
2. Perawatan harian dapat dilakukan oleh operatornya sendiri. Sebelum mulai bekerja pada
mesin, terlebih dahulu operator melakukan pembersihan dan pelumasan terhadap mesin
yang akan dipakainya. Untuk pelaksanaan ini, industri mengeluarkan instruksi yang
ditujukan kepada para operator untuk melakukan perawatan mesin. Instruksi ini harus
ditaati dengan sungguh-sungguh.

20
3. Sedangkan pelaksanaan perawatan periodiknya, bisa ditangani oleh tenaga perawatan
yang sudah dilatih secara khusus untuk tugas tersebut. Periode waktu perawatan ini
perlu ditentukan berdasarkan pengalaman terdahulu untuk mempercepat keterangannya.
Dalam hal ini instruksi pengoperasian mesin harus diikuti dengan benar oleh operator.
Adanya kejadian yang tidak normal atau kelainan-kelainan yang timbul pada mesin
dengan segera dilaporkan kepada tenaga perawatan agar gangguan dapat cepat diatasi.
Tindakan perbaikan harus segera dilakukan, jangan sampai menunda waktu.
Beberapa perawatan mesin yang harus dilakukan di PT. Supratik Suryamas untuk menjaga
mesin tidak rusak dan mengurangi keterlambatan pada proses produksi, berikut diantaranya
1. Perawatan Genset
Perawatan generator dilakukan seminggu sekali yang berfungsi untuk memanaskan
generator. Salah satu hal yang perlu diperhatikan adalah tingkat level oli pada generator.
Cara perawatan generator adalah memeriksa temperatur belitan stator, bearing, air
pendingin, kebocoran pendingin minyak, vibrasi, tekanan hidrogen, seal oil pump, dan sikat
arang.
Prosedur perawatan genset yang dilakukan secara kontinyu pada setiap minggunya, berikut
prosedur kerja dalam perawatan genset antara lain :
a. Oli sebaiknya diganti setiap 150 jam kerja, oli juga harus dicek setiap melakukan
pemanasan genset.
b. Filter solar dibersihkan setiap 300 jam kerja dan diganti setiap 600 jam kerja.
c. Proses pembersihan filter oli di bersihkan saat penggantian oli
d. Bila dalam pengoperasian ada gangguan pada mesin segera melakukan pengecekkan
sebelum kerusakan semakin parah.
e. Pengoprasian genset dilakukan dengan baik dan selalu hati-hati dan teliti saat melakukan
pemeliharaan mesin.
Gambar 2.7. Genset Area

21
2. Perawatan Panel Listrik
Kegiatan perawatan panel listrik/ control tenaga listrik dilakukan untuk mencegah adanya
gangguan tenaga listrik pada saat proses produksi berlangsung. Perawatan panel dilakukan
secara rutin selama satu pecan sekali dengan meninjau beberapa parameter yang yang
ada.
Prosedur perawatan panel listrik :
a) Membersihkan seluruh komponen panel dari kotoran.
b) Mengecek fungsi dari berbagai komponen yang ada
c) Merapikan kabel-kabel yang ada.
d) Memberi nama pada setiap NFB yang terpasang.
e) Memastikan kipas pendingin panel berfungsi secara normal.
Gambar 2.8. Panel Listrik
3. Perbaikan Vacuum Cleaner
Permasalahan pada vacuum cleaner ini antara lain berupa bearing yang sudah goyang,
kondisi arang (carbon brush) yang sudah habis, bearing yang sudah goyang, dan lilitan
motor putus.. Cara perawatan vacum cleaner adalah memeriksa kabel daya, sakelar dengan
multimeter, memeriksa kondisi selang penyedot debu, filter debu, mencuci tabung, filter, dan
perlengkapan vacum cleaner, memeriksa kondisi suara vacum cleaner.
Prosedur perbaikan vacuum cleaner :
a. Memeriksa bagian-bagian vacuum cleaner seperti kabel, carbon brush, dan bagian
lainnya dengan menggunakan tespen atau multimeter untuk memeriksa kondisi mesin
vacumm cleaner.
b. Memeriksa kondisi vacumm cleaner seperti selang penyedot debu, filter debu, serta
kondisi seluruh permukaan secara visual. Apakah sudah ada yang pecah atau rusak.
Misalnya selang rusak yang akan mengakibatkan daya sedot vacuum cleaner berkurang.
Biasanya yang sering terjadi yaitu carbon brush habis, atau ada kabel yang putus.

22
c. Jika sudah diketahui maka langkah berikutnya mencari separepart baru untuk mengganti
kabel yang rusak maupun carbon brush.
d. Mencoba vacuum cleaner dan mengetes selama beberpa jam.
Gambar 2.9. Vacuum Cleaner
4. Perbaikan Panel Mesin Crusher
Kerusakan yang terjadi pada mesin ini adalah magnetic kontaktor yang sudah terbakar. Hal
ini dapat terjadi karena umur kontaktor yang sudah lama dan kurang adanya perawatan.
Adapun prosedur yng dilakukan antara lain :
a) Mematikan sumber tegangan
b) Melepas kontaktor yang sudah rusak
c) Mengganti dengan kontaktor yang baru
d) Merangkai kontaktor dengan sambungan bintang segitiga
e) Memastikan sambungan sudah benar
f) Melakukan uji coba

23
Gambar 2.10. Panel Mesin Crusher
5. Mesin Inject LS 160
Injection Molding adalah metode material termoplastik dimana material yang meleleh karena
pemanasan diinjeksikan oleh plunger ke dalam cetakan yang didinginkan oleh air dimana
material tersebut akan menjadi dingin dan mengeras sehingga bisa dikeluarkan dari
cetakan.
Bagian-bagian pada injection molding machine secara garis besar dibedakan menjadi dua
yaitu:
a) Injection unit
Pada yaitu injection unit, di sini terjadi proses peleburan material bahan
baku(polypropylene) menjadi cair karena pemanas yang ada pada dinding barrel serta
perputaran sekrup injeksi(screw). Bahan material yang sudah meleleh tersebut akan
diinjeksikan melalui nozzle ke bagian clamping. Pengaturan kecepatan, tekanan, waktu
injeksi serta suhu diatur oleh controller.
b) Clamping unit
Pada clamping unit, di sini terjadi pembentukan material bahan baku cair menjadi barang
hasil produksi sesuai yang dinginkan, proses pencetakan ini menggunakan pendinginan
dari air.
Perawatan Mesin Inject LS 160
a. Perawatan harian
1) Melumasi semua bush clamping dan carriage
2) Mengecek suhu pada hopper base
3) Melumasi semua bearing motor dan mengatur kekuatan belt
4) Mengecek suhu pada tangki oli hidrolik
5) Melumasi tie bar pada stasiun blowpin
6) Mempertajam kembali pisau pemotong
7) Mengecek sistem pendingin mold
b. Perawatan mingguan
1) Membersihkan filter oli hidrolik ( hanya mesin baru )
2) Mengecek level oli hidrolik
3) Mengecek level oli pada gearbox
4) Mengalirkan air dan mengatur penurunan oli dari unit pelayanan
5) Mengganti oli hidrolik
b. Perawatan bulanan

24
1) Mengencangkan kembali semua sekrup pada clamping dan carriage
2) Mengecek tekanan pompa hidrolik
3) Mengencangkan kembali semua sekrup pada switch board
4) Mengecek suhu dan tekanan pada accumululator
5) Mengalirkan dan memeriksa level oli dari kompresor udara
d. Perawatan tahunan
1) Mengencangkan kembali semua sekrup heater
2) Mengganti oli hidrolik
3) Membersihkan tangki oli hidrolik
4) Mengganti filter oli hidrolik
5) Membersihkan sistem udara kompresor
6) Membersihkan semua sistem pendingin air
3. Perawatan Mould pada Mesin Inject LS 160
Supaya mold awet, harus dibuat program pemeliharaan. Pemeliharaan rutin membuat umur
mold jadi lebih lama, dan mencegah kerusakan saat produksi, dan akan menghemat waktu,
uang, dan ketidak nyamanan dalam jangka panjang. Jumlah dan frekuensi pemeliharaan
ditentukan oleh beberapa factor :
a) Prosedur perawatan mould :
1) Membersihkan mould dari sisa bahan plastic
2) Melepas mould dari mesin inject
3) Melepas mur dan baut dari mould
4) Memberi pelumas pada mould
5) Memperbaiki mould jika ada kerusakan.
6) Memastikan mould bekerja sesuai dengan fungsinya
b) Mould dapat rusak,karena :
1) Kesalahan operator
2) Tekanan clamping berlebihan
3) Tekanan injeksi yang tinggi
4) Produk yang berlebihan
5) Membuka dan menutup mold secara tiba-tiba
6) Tidak ada pelumasan
7) Ejector yang didorong keluar lebih dari ketentuan, saat mundur terlalu keras (spring
sudah tidak bekerja), gesekan antara ejector pin dan f yang dapat menyebabkan aus.

25
Gambar 2.11. Mould pada Mesin Inject LS 160 C
Gambar 2.12. Mould Pembuatan Pre-Form
6. Perawatan Panel Listrik pada Mesin Inject LS 160
a. Bersihkan lemari/kotak panel listrik dari debu-debu industri dan sarang laba-laba dan lain
sebagainya.
b. Periksa mur/baut terminal panel listrik. Kencangkan bila ada yang longgar untuk
menghindari terjadinya percikan api pada kabel.
c. Periksa dan bersihkan peralatan controller pada panel karena controller tsb yang
mendukung kerja mesin.
d. Bersihkan secara berkala heatsink/pendingin aluminium beserta fannya bila ada supaya
tidak kepanasan.
e. Gantilah parts mesin dengan parts yang berkualitas seperti proximity, photocell,
photosensor, thermocouple.
f. Inverter dan controller penunjang lainnya dengan parts bawaan mesinnya atau merk lain
yg berkualitas sama tapi tidak murahan, sehingga mengurangi waktu downtime mesin
maka produksi semakin meningkat dan penggantian/replacement parts dapat berkurang
jadi menghemat budget operasional pabrik.

26
Gambar 2.13. Panel Listrik pada Mesin Inject LS 160
7. Perawatan Heater Mesin Inject LS 160
Perawatan bagian luar
- Membersihkan panel kolektor dengan air sabun/deterjen atau larutan pembersih kaca,
kemudian bilas sampai bersih dan dilap sampai kering.
- Memeriksa semua sambungan-sambungan yang ada, apakah terdapat kebocoran
begitu juga dengan komponen-komponen valve dan kelistrikan yang ada apakah semua
masih bekerja secara baik dan normal.
Gambar 2.14. Heater yang Terbakar

27
8. Pemasangan Sensor Proximity pada Mesin Inject LS 160
Proximity Inductive berfungsi untuk mendeteksi obyek besi/metal. Meskipun terhalang oleh
benda non-metal, sensor akan tetap dapat mendeteksi selama dalam jarak (nilai) normal
sensing atau jangkauannya. Jika sensor mendeteksi adanya besi di area sensingnya, maka
kondisi output sensor akan berubah nilainya.
Gambar 2.15. Sensor Proximity
Mengatur jarak dari permukaan sensor memungkinkan penggunaan sensor lebih stabil
dalam operasi kerjanya, termasuk pengaruh suhu dan tegangan. Posisi objek (standar)
sensing transit ini adalah sekitar 70% sampai 80% dari jarak (nilai) normal sensing.
Nilai output dari Proximity Switch ini ada 3 macam, dan bisa diklasifikasikan juga sebagai
nilai NO (Normally Open) dan NC (Normally Close). Persis seperti fungsi pada tombol, atau
secara spesifik menyerupai fungsi limit switch dalam suatu sistem kerja rangkaian yang
membutuhkan suatu perangkat pembaca dalam sistem kerja kontinue mesin.
9. Pemasangan dan Penggantian Filter Oli.
Untuk mengganti sfilter oli pada mesin inject LS 160, dilakukan setiap 5000 jam, dan untuk
cara menggantinya dapat dijelaskan sebagai berikut.
a. Membuka filter oli, arah putaran untuk membuka berlawanan dengan jarum jam.
b. Menyiapkan filter oli baru, membuka plastik penutup filter oli.
c. Mengoleskan oli pada ring karet sebelum memasangkan filter oli.
d. Memasang dengan arah putaran searah jarum jam hingga permukaan karet ring
menempel di dudukan.
e. Mengencangkan jangan terlalu kencang. cukup antara 1/8 sampai 1/4 putaran saja,
atau dilihat di filter oli tersebut biasanya ada petunjuknya.

28
f. Kemudian isikan oli mesin , lihat petunjuk ukuran oli yang direkomendasikan biasanya
dalam hal penggantian oli bersamaan dengan penggantian filter oli ada
penambahan takaran oli. Untuk ukuran beragam, rata-rata bertambah 20%.
g. Menghidupkan mesin dan memeriksa kebocoran pada filter dan baut pembuangan oli.
Gambar 2.16. Filter Oli LS 160
10. Perawatan Cooler Oli
Coller yang merupakan komponen penting dari mesin inject LS 160, sebagai pendingin oli
supaya mesin tidak mudah panas, karena berdampak pada kerusakan as mesin HM 250
dan akan mengakibatkan kerusakan menyebar kebagian mesin lainnya .jika tidak dilaakukan
perbaikan maupun perawatan secara berkala. Perawatan cooler ini berfungsi untuk
meminimalisir terjadinya kerusakaan mesin, dan juga membuat kinerja mesin supaya tetap
stabil.
Prosedur perawatan cooler oli pada mesin inject LS 160 dapat dijelaskan sebagai berikut :
a. Melakukan pembersihan saluran dalam oil cooler tiap 3-4 kali ganti oli, cara membersihka
oil coolernya juga cukup mudah. Yaitu dengan membersihkan cooler dengan
menggunakan pembersih khusus dan dicek apakah terjadi kebocoran atau tidak.
b. Mengecek filter oli,melakukan secara rutin misal 1 bulan sekali, jika dalam filter oli
terdapat kotoran dapat dibersihkan agar tidak menghambat sirkulasi dari oli pelumas.
c. Jika ada kompresor, semprotkan pada bagian luar oil cooler sehingga jika ada debu
menempel bisa dibersihkan dengan kompresor tersebut.

29
Gambar 2.17. Cooler LS 160
11. Perawatan Motor Listrik pada Mesin Inject LS 160
Hal yang perlu dilakukan untuk menjaga agar motor listrik ini dapat terus bekerja secara
normal, saya membaginya dalam 2 (dua) hal; pertama preventif maintenence dan
repairation.
a) Preventif maintenence
Jenis perawatan ini diperlukan selama motor listrik masih berjalan artinya masih difungsikan
baik sebagai penggerak pompa, fan atau juga compressor. ada beberapa hal yang dapat
kita lakukan untuk me monitor keadaan motor listrik kita.
1) Current Check
Ketika motor dalam keadaan berjalan kita dapat me monitor keadaan motor dengan
melakukan pengecekan atas arus listrik yang bekerja pada motor. Pastikan arus listrik yang
bekerja pada motor masih dibawah arus maksimal yang tertera pada nameplate motor. atau
juga kita dapat melakukan perhitungan:
I max = P / V . cos phi . 1.73
Jika arus kerja motor masih dibawah arus maximal yang tertera pada nameplate atau hasil
perhitungan maka motor masih dalam keadaan baik.
2) Insulation resistance Check
Jika motor dalam keadaan mati (standby) kita dapat melakukakan pengecekan berapa
tahanan isolasi yang ada pada motor sekarang dengan menggunakan insulation tester atau
lebih dikenal dengan megger. Ukur tahanan isolasi tiap phasa terhadap ground jika tahanan
isolasinya lebih dari 5 Mega Ohm artinya motor dalam keadaan baik karena jika lebih kecil
dari 1 mega Ohm artinya keadaan lilitan terhadap ground lembab dan bisa mengakibatkan
short ciruit ketika motor dijalankan.
3) Temperature Check

30
Pada nameplate motor selalu tertera insulation class yang menerangkan tentang ketahanan
isolasi motor terhadap suhu kerja. Pengecekan ini bisa kita lakukan dengan visual check
atau akan lebih akurat jika kita menggunakan temperature gun. pengecekan suhu ini
dilakukan untuk memastikan agar motor tidak mengalami overheating saat dijalankan.
b) Repairation
Jika terjadi kerusakan terhadap motor artinya motor tersebut mati total dan tidak dapat
dijalankan. Pada dasarnya sesuai dengan prinsip kerja motor bahwa gerakan pada motor
dihasilkan dari induksi elektromagnetik yang terjadi sehingga jika tidak terjadi putaran hal
pertama yang perku kita periksa adalah apakah lilitan pada motor yang menghasilkan
induksi elektromagnetik itu dalam kondisi baik atau tidak.
Gambar 2.18. Motor Induksi 3 Fasa Mesin Inject LS 160
12. Perbaikan Pada Mesin Injection Molding LS 160
a) Temperature barell low buat mesin baru hal ini bisa dideteksi oleh mesin.Tetapi buat
mesin berjenggot atau tua hal ini tidak ada sensornya. Temperatur barrel dapat diketahui
dengan melihat termo kontrol. Bila termokontrol lampu indikatornya sudah nyala bergantian
berarti temperature sudah tercapai.Bila on mengindikasikan pemasangan termocople
kendor atau heater putus dan menyebabkan over heat. Begitu pula kebalikannya bila lampu
merah terus kemungkinanya termo couple putus.Inti dari hal ini bila kita hendak menjalankan
mesin hal yang utama kita lihat adalah temperatur barrel.

31
Gambar 2.19. Temperatur pada Barrel
Temperatur oil high suhu temperatur oli standar oli mesin pada waktu kerja adalah 38 °c s.d
50° c. Apabila temperatur oli di atas 50° c heat exchanger atau pendingin oli aliran airnya
tidak mengalir dengan lancar.Langkah yang diambil adalah bersihkan strainer atau saringan
air pada aluran in setelah selesai mengecek aliran air keluar pada heat exchanger dengan
cara matikan mesin dan tutup kran air in,kemudian lepas selang out di heat exchanger dari
nepel.Kemudian buka kran in bila air mengalir lancar berarti sudah bagus bila kurang lancar
matikan kran dan bongkar heat exchanger dan bersihkan pipa pipa saluran air didalam heat
exchanger menggunakan bor .Bila sudah selesai pasang kembali heat exchanger seperti
semula.Hal yang perlu diperhatikan dalam pemasangan tutup heat exchanger jangan
terbalik ,bila terbalik mengakibatkan aliran air tidak sempurna.
Gambar 2.20. Heat Exchanger
c) Mould tidak mau high press kejadian mold tidak mau highpress ini kadang-kadang terjadi
tetapi terkadang salah penanganan.Hal yang pertama dicheck adalah temperature
mold,karena bila temperature mold terlalu tinggi dapat menyebabkan pemuaian pada guide

32
pin mold dan menjadikan seret sehingga mold tidak mau highpress . Penyebabnya mungkin
saliran cooling mampet atau mold menggunakan MTC,bila mold panas karena saluran air
mampet maka saluran air cooling mold harus dibersihkan.Minimal dengan menyemprot
saluran air,apabila mesin menggunakan mtc maka low press dinaikan.Tekanan low press
maksimal adalah 60 kg/cm². Penyebab kedua adalah adanya material asing atau mungkin
produk yang tergencet dalam mold. Jadi setelah dipastikan temperature mold normal baru di
pastikan bahwa mold bersih dari benda asing dan bila memakai slider harus posisi home.
Gambar 2.21. Mould pada mesin inject
d) Screw tidak mau charging atau mundur,penyebabnya biasanya matrial habis,leher hoper
kepanasan sehingga material beku di leher hoper,screw backpress terlalu tinggi,material
tercampur minyak ,dan bila menggunakan material ps atau as material dalam panas dan
banyak serbuk .Untuk mengatasinya silahkan analisa dan coba kembangkan.
Gambar 2.22. Screw pada mesin inject
BAB 3
TINJAUAN SISTEM PERUSAHAAN

33
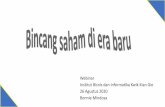
3.1. Proses Bisnis Perusahaan
Proses bisnis adalah rangkaian aktivitas dari suatu bagian atau antar bagian yang saling
berhubungan untuk mencapai tujuan bisnis. Proses bisnis sendiri adalah sekumpulan tugas
atau aktivitas untuk mencapai tujuan yang diselesaikan baik secara berurut maupun secara
paralel, oleh manusia atau sistem baik luar atau dalam organisasi. Porses bisnis yang
dijabarkan adalah melalui permintaan Customer yang teridiri dari beberapa departemen
yang terlibat di dalamnya seperti marketing, PPIC, Production, dan QC/QA sehingga
mencapai suatu tujuan bisnis yang diinginkan. Proses bisnis pada PT. Supratik Suryamas
secara umum dapat dilihat dari gambar 3.1.
Customer Marketing PPIC Production QC/QA

34
Model baru? ya
ya
tidak
Memesan Produk
Membuat sampel
produk
Model Ok Membuat PO
Mengirimkan POMenerima PO
Membuat dan
mengirim invoiceMenerima invoice Membeli material
Melakukan proses
produksi
Packaging produkMengirim produkMenerima produk
yang dipesan
Melunasi
pembayaran
Menerima uang
pelunasan
mulai
Lolos uji?
Menerima hasil
koreksi
Menguji
sampel produk
tidak
ya
Selesai
Merencanakan
SPK Menerima SPK
Menerima
order
Mengirimkan
sampel pada
Customer
Menguji
sampel produk
Memeriksa
kesalahan
produksi
Membuat bukti
pelunasan
Menerima
bukti transaksi
pelunasan
tidak
Menerima Sample
Memberikan
koreksi
Membuat desain
produk
Gambar 3.1. Proses Bisnis PT. Supratik Suryamas

35
3.2. Produk yang Dihasilkan
PT. Supratik Suryamas menghasilkan sangat banyak varian produk, salah satunya produk
Pabrik Kemasan Botol PET & HDPE , Pabrik TOPLES , Pabrik Botol Pupuk / Kimia , Pabrik
Kemasan Obat, Pabrik JERIGEN , Pabrik botol Minyak Goreng/ PET , Plastic BiB Minyak
Goreng. Bisa dilihat pada gambar 3.2.
Berdasarkan proses pengerjaanya, produk plastik dibedakan menjadi 2, yaitu :
a. Thermosetting.
Thermosetting merupakan produk tipis dan dapat langsung digunakan saat dihasilkan.
b. Thermoplast.
Thermoplast merupakan produk yang harus didinginkan terlebih dahulu baru bisa
digunakan.
PT. Supratik Suryamas memproduksi produk thermoplast yang terdiri dari 2 jenis, yaitu :
a. Blow Moulding
Blow moulding adalah proses pengolahan biji plastik (menjadi bentuk sesuai mold) dengan
sistem peniupan.
b. Injection Moulding.
Injection moulding adalah proses pengolahan biji plastik (menjadi bentuk mold) dengan
sistem injeksi (penyuntikan).
Gambar 3.2. Hasil Produk
3.3. Proses Produksi
Proses produksi merupakan rangkaian kegiatan proses mengubah bahan dasar menjadi
bahan setengah jadi dan menjadi barang jadi. Produksi merupakan suatu kegiatan
pengolahan didalam suatu pabrik dan hasil produksi tersebut dapat berupa barang
konsumsi maupun barang industri.

36
Suatu proses produksi pasti memerlukan sumbar daya. Sumber daya yang digunakan
merupakan modal utama untuk memulai suatu proses produksi. Sumber daya yang
dibutuhkan dalam proses produksi yaitu meliputi:
a. Material
Material meliputi segala jenis bahan bahan yang diproses oleh manusia dan mesin hingga
menghasilkan suatu produk yang siap dipakai oleh konsumen. Material yang dipakai di PT.
Supratik Suryamas meliputi Bahan baku yang digunakan oleh perusahaan terdiri dari 3 jenis
dan beberapa Variasi, yaitu :
1. Bahan baku yang digunakan untuk pembuatan mold adalah baja.
2. Bahan baku bagian produksi :
a. Polypropilen (PP)
b. PolyVinilClorida (PVC)
c. Polybutilen Terphalate (PBT)
d. High Density Polyethilene (HDPE) and Low Density Polyethilene (LDPE) untuk Blow
Molding
e. Linear Low Density Polyethilene (LLDP)
f. Haipet, merupakan bahan tambahan yang biasa digunakan untuk bahan campuran.
Pengaruhnya adalah membuat bahan semakin berat, perubahan warna bahan, dan
perbandingan harga dengan bahan dasar.
g. Pewarna, ada tiga macam : Granular, Powder, dan Liquid. Tetapi yang sering
digunakan di PT. Supratik Suryamas hanya pewarna Granular dan Powder.
3. Bahan baku pendukung
Bahan baku ini digunakan untuk mengemas produk yang sudah jadi. Berupa plastik bening,
karton, dan kardus, disesuaikan dengan pesanan konsumen.
b. Manusia
Manusia merupakan komponen utama dan terutama dalam proses produksi, tanpa manusia
suatu proses tidak akan dapat berjalan atau berlangsung. Manusia menjadi sumber dan
tujuan akhir dari suatu produk. Manusia harus merencanakan, melaksanakan dan
mengendalikan semua proses produksi karena di PT. Supratik Suryamas hampir semua
proses dilakukan dan dikendalikan oleh manusia. Manusia berperan sebagai perencana,
operator, quality control, dan teknisi dalam proses produksi di PT. Supratik Suryamas.
c. Metode
Metode adalah cara-cara atau langkah yang digunakan untuk mengolah bahan baku
menjadi bahan jadi. PT. Supratik Suryamas tergolong perusahaan padat karya maka
metode produksi sebagian besar menggunakan tenaga manusia. Pada PT. Supratik

37
Suryamas ada beberapa proses yang menggunakan tenaga mesin namun mesin-mesin
tersebut tetap dalam kendali operator (mesin konvensional).
d. Money (modal/dana)
Dana yang dimaksud adalah uang yang akan dikeluarkan oleh pihak perusahan untuk
membeli bahan baku, biaya riset, membayar tenaga kerja, membayar daya listrik, pajak, dan
lain-lain.
e. Mesin
Mesin sangat dibutuhkan dalam proses produksi. Pada proses produksi yang terjadi di PT.
Supratik Suryamas mesin yang digunakan meliputi mesin inject, mesin SMC 5000, Mesin
Blow PET, dan PET automatic QUINCO, dan masih banyak jenis mesin lainnya.
Proses produksi mesin injection molding dan blow molding di PT. Supratik Suryamas :
1) Pembuatan Mold (cetakan)
Proses ini untuk menyesuaikan bentuk dari produk yang akan dibuat oleh mesin injeksi
sesuai dengan permintaan konsumen.
2) Penggunaan Mesin
Mesin yang digunakan disesuaikan dengan berat produk yang akan dihasilkan, karena tiap
mesin injeksi berbeda tonase nya(berat maksimal barang yang dihasilkan.
3) Penentuan warna
Pewarnaan ditentukan oleh permintaan dari konsumen, proses pewarnaan terjadi pada
bahan baku yang akan digunakan. Jenis pewarna yang digunakan adalah plamaster dan
dairen ditunjukan gambar 3.3.
Gambar 3.3. Pewarna Plastik.
4) Proses daur ulang
Proses daur ulang dilakukan setelah semua produk yang gagal dikumpulkan lalu dipisahkan
menurut warna, setelah itu akan dihancurkan oleh mesin daur ulang menjadi bahan kasar
yang nantinya bisa digunakan kembali untuk proses produksi. Bisa dilihat pada gambar 3.4.

38
Gambar 3.4. Produk yang akan didaur ulang.
5) Pengaturan sistem pendingin
Sistem pendingin pada proses injeksi molding berfungsi untuk menjaga kinerja mesin juga
produktivitas mesin.
Pendingin pada mesin ini terdapat 2 yaitu pendingin pada cetakan dan pendingin pada oli.
Pendinginan ini dilakukan melewati pipa-pipa yang ada pada mesin, saat sirkulasi
pendinginan suhu oli atau air pendinginan terjadi pada suatu tank pendingin yang
didinginkan oleh kompresor.
6) Inisialisasi
Saat akan memulai proses produksi, begitu menyala pertama kali suhu pada barrel akan
dipanaskan hingga mencapai default (200-220ºC). Alarm akan menyala jika suhu
tidak mencapai suhu default untuk meleburkan polymer, sesudah itu mengatur kecepatan,
tekanan dan lainnya. Bisa dilihat pada gambar 3.5. dan 3.6.

39
Gambar 3.5. Pengaturan Inisialisasi pada mesin inject
Gambar 3.6. Pengaturan Temperatur pada Barrel
7) Pelelehan
Termoplastik (polimer) dalam bentuk butiran atau bubuk ditampung dalam sebuah hopper
kemudian turun ke dalam barrel secara otomatis (karena gaya gravitasi) dimana ia
dilelehkan oleh pemanas yang terdapat di dinding barrel dan oleh gesekan akibat
perputaran sekrup injeksi. plastik yang sudah meleleh diinjeksikan oleh sekrup injeksi (yang
juga berfungsi sebagai plunger) melalui nozzle ke dalam cetakan. Bisa dilihat pada gambar
3.7.
Gambar 3.7. Hasil Pelelehan Mesin Inject Moulding
8) Pencetakan
Bahan cair yang sudah meleleh itu akan dihantarkan oleh nozzle ke dalam sebuah mold
(cetakan) yang terdapat pada clamping unit. Pada saat ini juga proses pelelehan pada barrel
terus berlangsung. Bisa dilihat pada gambar 3.8.

40
Gambar 3.8. Proses Pencetakan pada mesin inject moulding
9) Pendinginan
Setelah material memenuhi mold, maka waktu itu juga proses pendinginan dimulai.
Pendinginan dilakukan oleh air yang dilarikan pada pipa-pipa di luar mold.
10) Hasil
Produk yang sudah dingin dan mengeras dikeluarkan dari cetakan oleh pendorong hidrolik
yang tertanam dalam rumah cetakan selanjutnya diambil oleh manusia atau menggunakan
robot. Setelah hasil produk dilepaskan dari mold, maka mold akan tertutup kembali karena
proses pencetakan selanjutnya akan berlangsung. Bisa dilihat pada gambar 3.9.
Gambar 3.9. Hasil Produksi Mesin Inject Moulding

41
6. Proses Packing
Botol plastik yang sudah lolos seleksi final, masuk ke pengerjaan packing tiap satu pieces
botol plastik dimasukan langsung ke dalam kantong plastik setelah proses produksi,
kemudian masuk ke dalam kotak khusus, artinya masing-masing botol sendiri-sendiri sesuai
permintaan pembeli. Botol plastik yang sudah dimasukan ke dalam kardus (satu kardus
botol kecap berisi 100 pieces) tergantung jenis botol karena setiap kardus berisi produk
yang berbeda-beda. Pada kartu kanban dituliskan jumlah botol plastik, size, warna, dan
nomor P.O. Karton box dibungkus (dilapisi) plastik yang rapat dan untuk menghindari
kemasukan air kemudian diikat kuat-kuat. Karton box yang sudah berisi botol plastik siap
untuk dikirim. Bisa dilihat pada gambar 3.14, hasil pengemasan produk
Gambar 3.10. Packing Produk Plastik
3.4. Fasilitas Produksi
Dalam proses produksi, diperlukan fasilitas-fasilitas penunjang produksi. Tata letak fasilitas
secara umum diartikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna
menunjang kelancaran proses produksi. Keseluruhan fasilitas tersebut harus diatur sesuai
dengan kebutuhan proses produksi sehingga hasil produksi dapat diproduksi dengan jumlah
den kualitas sesuai dengan yang diharapkan, dapat diselesaikan tepat pada waktunya
dengan biaya yang minimal. Fasilitas produksi yang terdapat di PT. Supratik Suryamas di
bagi per area seperti yang tersaji dalam tabel adalah sebagai berikut :

42
Tabel 3.1. Fasilitas produksi
No. Mesin keterangan
1.
Mesin Inject Moulding (Area 1)
Mesin inject LS 160 GT, LS
200 GT S, M 178 AI, CJ 150
M3V. Mesin inject tersebut
menghasilkan produk jadi
seperti garpu mie, sendok
obat, tutup toples, dan tutup
toples mini yang langsung
di cetak dengan cara inject.
LS 160 E menghasilkan
produk berupa Sendok obat
IFARS.
2.
mesin SMC Blow Moulding (Area 2)
Mesin SMC BO2, SPB 1L,
SINCO B03, SINCO B05,
WIB B06, LESHAN. Mesin
tersebut akan menghasilkan
produk jadi berupa botol
momy pupuk, botol obat,
jerigen 5 liter bimoli, botol
obat, dan botol kecap yang
langsung cetak dengan cara
di blow. SUPER SPB 1L
menghasilkan produk
berupa botol orang aring,
botol bedak. SMC 2000
DST menghasilkan produk
berupa botol pestisida, botol
kecap. SINCO 5000 DST
menghasilkan produk
berupa Jerigen.SMC 5000,
menghasilkan produk
berupa Jerigeen. WIB 40
menghasilkan produk
berupa botol pestisida.

43
3.
Mesin Inject Moulding (Area 3)
Mesin Inject ARBURG 370
M ALLROUNDER. Mesin ini
menghasilkan produk jadi
seperti tutup kecap, tutup
botol pupuk, tutup kecap
atas, tutup jerigen 5 liter,
tutup jerigen merah 5 liter.
4.
Mesin Mixer (Area 4)
mesin mixer MX4 adalah
campuran material sebelum
diproduksi seperti campuran
pewarna atau sejenis
material lainnya sesuai
kebutuhan. Campuran
material ini hanya khusus
produk pewarna pada tutup
botol, botol pupuk dan obat.
Ada juga produk yang dari
material langsung ke
produksi atau bisa disebut
murni (tidak ada campuran).
5.
Mesin inject Moulding (Area 5)
Mesin inject Huayan 260
dan 190, HY PRECISION
MACHINERY, LS 260 GT
S, HM 250, HM 200, CJ
180, CJ 250, L5 200 GT, LS
200 V, LS 160 A, B, C, D,
dan mesin DEMAG
(ergotech 160-600 pragon).
Mesin ini kebanyakan
menghasilkan produk
preform (setengah jadi)

44
selebihnya produk jadi.
6.
Mesin Blow Moulding (Area 6)
Mesin Blow Moulding pet
menggunakan 2 mesin.
Pertama, memanasi
preform dalam suhu tertentu
pada titik tertentu sehingga
mudah untuk dibentuk
sesuai keinginan. Kedua,
meniup botol agar sesuai
dengan cetakan yang ada.
Produk setengah jadi di
area 4 akan di kirim ke area
5 untuk di cetak menjadi
produk jadi, seperti produk
botol obat, toples, dll. Blow
PET A menghasilkan
produk berupa botol
listerine. Blow PET B
menghasilkan produk
berupa Toples 0,5 L. Blow
PET C menghasilkan
produk berupa Toples
sonice. Blow PET D
menghasilkan produk
berupa botol pupuk
naturindo. Blow PET E
menghasilkan produk
berupa botol obat. Blow
PET H menghasilkan
produk berupa Toples
permen hexos.

45
7.
Mesin Automatic botol pet (Area 7)
Mesin L PET, QUINKO,
friend FR-IS. Produk
setengah jadi juga di area 4
akan di kirim ke area 6
dengan mesin automatic
dengan produk yang sama
toples 3,5 ml, botol pupuk
250 ml, botol obat coklat 30
ml, 60 ml. WELI
menghasilkan produk
berupa Botol PET 30 mL.
FREN menghasilkan produk
berupa Botol PET 60 mL.
QUINCO (J) menghasilkan
produk berupa Botol
VICOMAS. QUINCO (K)
menghasilkan produk
berupa Botol FMC 500 mL
warna. QUINCO (L)
menghasilkan produk
berupa Botol PET 620 mL
8.
Mesin SENAMEI (Area 8
Mesin SENAMEI adalah
mesin yang memproduksi
jerigen 20 liter natural
dengan material HD yang
digunakan

46
9.
Mesin crusher (Area 9)
tempat pengolahan limbah
dengan mengunakan mesin
crusher, jadi produk yang di
reject akan di kumpulkan
dan di bawa ke ruang
crusher untuk di olah
kembali. Setelah itu di bawa
mixer jika di butuhkan
campuran material atau
bisa langsung ke bagian
produksi untuk di proses
kembali.

47
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Dalam pelaksanaan kerja praktek di PT. Supratik Suryamas, kerja praktek dilaksanakan
pada tanggal 19Juni 2017 hingga 31 Juli 2017. Dalam kesempatan ini mahasiswa kerja
praktek ditempatkan pada departemen Plan. Departemen plan terdiri dari 4 bagian yaitu
produksi, Production Planning and Inventory Control (PPIC), Gudang serta Teknik. Pada
pelaksanaan ini, mahasiswa kerja praktek berada di bagian PPIC. PPIC merupakan
bagian dalam departemen plan yang memiliki tugas dalam perencanaan produksi pakan
serta mengontrol ketersdiaan produk, bahan baku, bahan pembantu serta kemasan yang
tersedia.
Selama melaksanakan kerja praktek, letak ruang yang ditempati oleh mahasiswa kerja
praktek berada dalam satu ruangan dengan bagian PPIC. Ruang ini berada satu ruang
dengan departemen marketing PT.Supratik Suryamas pada lantai 1. Pembimbing
lapanagan adalah Ibu Winda selaku kepala PPIC. mahasiswa kerja praktek melangikuti
proses kerja yang berlangsung dan mengerjakan tugas harian yang diberikan oleh
pembimbing lapangan. Mahasiswa kerja praktek melakukan observasi untuk menentukan
tugas khusus yang akan dilakukan dengan berdiskusi dengan pembimbing lapangan.
4.1.1 REKAN KERJA
Dalam pelaksanaan kerja praktek, mahasiswa kerja praktek dibimbing dan dibantu oleh
rekan kerja yang berada di bagian PPIC. Berikut adalah rekan kerja yang membimbing
dan membantu :
a. Windha selaku kepala PPIC yang menjelaskan mengenai job description dan system
kerja PPIC secara keseluruhan di perusahaan. Job description yang dikerjakan beliau
adalah melakukan perencanaan produksi, perencanaan kebutuhan (bahan baku,
pendukung dan kemasan), serta perencanaan kebutuhan formula.
b. Waras selaku admin PPIC yang memiliki tugas utama dalam mengontrol bahan baku,
pendukung, serta kemasan yang tersedia dalam gudang. Selain itu, tugas yang dimiliki
adalah mengontrol masuk dan keluarnya barang dalam gudang.

48
c. Indri selaku admin PPIC yang memiliki tugas utama dalam melakukan pencatatan hasil
produksi, penyusutan hasil produksi, penggunaan sumber daya listrik dan batu bara,
serta downtime mesin produksi
4.2. Tanggung Jawab dan Wewenang Dalam Pekerjaan
Pada pelaksanaan kerja praktek mahasiswa kerja praktek diberikan tanggung jawab dan
wewenang oleh perusahaan yang harus dilakukan setiap hari. Tanggung jawab pekerjaan
berisi mengenai beberapa tugas yang dilakukan mahasiswa kerja praktek yang sesuai
dengan tugas PPIC, kemudian wewenang pekerjaan merupakan kegiatan maupun
aktivitas yang boleh dilakukan mahasiswa kerja praktek selama berada di PT.Supratik
Suryamas.
Tugas dan tanggung jawab yang diberikan oleh pembimbing lapangan di bagian PPIC kepada mahasiswa kerja praktek selama kerja praktek berlangsung adalah: 1. Melakukan update stok formula tersedia pada buku secara manual. Referensi data
yang digunakan dalam update stok formula adalah data produksi hari sebelumnya,
jumlah sisa formula campuran serta jumlah formula yang akan dicampur.
2. Melakukan input hasil produksi.
Input dilakukan pada form “rencana produksi mingguan” pada software Microsoft
Excel. Hasil yang diinput pada form adalah hasil produksi plastik pada hari
sebelumnya dengan jumlah dalam batch serta ton. Hasil ini digunakan oleh kepala
PPIC untuk mengetahui jumlah produksi yang masih harus dijadwalkan untuk setiap
jenis pakan sesuai data peramalan penjualan.
3. Melakukan update formula campuran pada software Microsoft Excel. Data yang
diinput pada form “stock campuran” ini adalah jumlah formula campuran pada hari
tersebut yang berasal dari buku update stok formula, serta data pemakaian formula
campuran tersedia yang berasal dari penjumlahan penggunaan formula dalam
produksi.
4. mbantu melakukan perencanaan produksi pakan harian pada form
“perencanaan produksi pakan Gresik” dengan software Microsoft Excel. 5. Melakukan rekap data FFIF (realisasi autodosing) untuk material plastik. Data FFIF
digunakan dalam audit sertifikasi yang diikuti oleh PT.Supratik Suryamas. Data diinput
pada form dengan meggunakan software Microsoft Excel. 6. Melakukan perhitungan safety stock, reorder point dan reorder quantity untuk
persediaan kemasan.

49
Selama kerja praktek berlangsung, mahasiswa kerja praktek diberikan wewenang oleh
perusahaan yaitu sebagai berikut :
1. Dapat menggunakan komputer yang ada pada bagian PPIC untuk keperlan kerja
yang diberikan oleh pembimbing lapangan.
2. Dapat mengambil data dan dokumen yang diperlukan dalam mahasiswa kerja
praktekan laporan kerja praktek dengan ijin dari pembimbing lapangan.
3. Dapat mengambil foto yang berkaitan dengan laporan kerja praktek. 3. Dapat menggunakan fasilitas fotocopy dan printer. 4. Dapat menggunakan fasilitas telepon kantor. 5. Dapat mengamati proses produksi yang berlangsung pada bagian produksi secara
langsung.
6. Dapat menggunakan peralatan APD yang dimiliki oleh perusahaan ketika mengikuti
kegiatan dalam perusahaan.
7. Dapat mengikuti kegiatan yang dilaksanakan oleh Keselamatan dan Kesehatan
kerja seperti simulasi pada bagian teknik, gudang serta kantor.
8. Dapat melakukan tanya jawab pada pembimbing lapangan serta staff setiap
departemen yang ada dengan ijin manager yang berkaitan.
4.3. Metodologi Pelaksanaan Pekerjaan
Selama menjalankan kerja praktek, mahasiswa melakukan dua tugas sebagai berikut :
1) Tugas umum
Tugas umum dari PPIC adalah menerima order dari bagian Penjualan
(Sales/marketing ) lalu memastikan order ini selesai dan dikirim ke customer pada
waktu yang sudah disepakati.
2) Tugas Khusus
1. Melakukan update stok formula tersedia pada buku secara manual. Referensi data
yang digunakan dalam update stok formula adalah data produksi hari sebelumnya,
jumlah sisa formula campuran serta jumlah formula yang akan dicampur.
2. Melakukan input hasil produksi.
Input dilakukan pada form “rencana produksi mingguan”. Hasil yang diinput pada form
adalah hasil produksi plastik pada hari sebelumnya dengan jumlah dalam ton. Hasil ini
digunakan oleh kepala PPIC untuk mengetahui jumlah produksi yang masih harus
dijadwalkan untuk setiap jenis pakan sesuai data peramalan penjualan.

50
3. Melakukan update formula campuran pada software Microsoft Excel. Data yang diinput
pada form “stock campuran” ini adalah jumlah formula campuran pada hari tersebut
yang berasal dari buku update stok formula, serta data pemakaian formula campuran
tersedia yang berasal dari penjumlahan penggunaan formula dalam produksi.
4. Membantu melakukan perencanaan produksi pakan harian pada form
“perencanaan produksi pakan Gresik” dengan software Microsoft Excel.
5. Melakukan rekap data FFIF untuk material plastik. Data FFIF digunakan dalam audit
sertifikasi yang diikuti oleh PT.Supratik Suryamas. Data diinput pada form dengan
meggunakan software Microsoft Excel.
6. Mengamati proses produksi di lantai atau area produksi
7. Mengamati proses inspeksi produk di lantai produksi.
8. Mengikuti kegiatan yang dilaksanakan oleh Keselamatan dan Kesehatan kerja
seperti simulasi pada bagian teknik, gudang serta kantor.
9. Melakukan tanya jawab pada pembimbing lapangan serta staff setiap departemen
yang ada dengan ijin manager yang berkaitan.

51
metodologi yang digunakan mahasiswa kerja praktek selama melaksanakan
kerja praktek:
mulai
A
Melaksanakan tugas harian kerja Pengumpulan data
praktek dan observasi masalah
Pengolahan data sesuai
Identiikasi masalah
metode yang ditentukan
Merumuskan masalah Pembahasan dan Kesimpulan
selesai
Melakukan tinjauan
pustaka
A
Gambar 4.1. Metodologi Pelaksanaan Kerja Praktek
4.4. Hasil Pekerjaan
a.Penjadwalan Produksi Plastik (mengamati) Laporan rencana produksi dibuat dalam periode mingguan serta harian. Rencana
produksi mingguan ini diltentukan berdasarkan breakdown forecast bulanan dari
marketing serta laporan stock harian produk. Jumlah ini berdasarkan breakdown forecast
penjualan bulanan. Dalam perencanaan ini, bila stock tidak tersedia untuk memenuhi
forecast permintaan selama 1 minggu maka PPIC melakukan penjadwalan produksi pada
jenis pakan stockout. Kemudian berdasarkan perencanaan penjawalan mingguan,
dilakukan breakdown untuk menentukan rencana produksi harian. Open periode
penjadwalan produksi dimulai pada hari kamis kemudian bekahir pada hari rabu minggu
selanjutnya. Pada penjadwalan produksi plastik harian, perencanaan juga didasari oleh
pertimbangan jenis material

52
yang digunakan karena satu material dapat diproduksi menjadi beberapa jenis produk
plastik. Misalnya material PP Trilene Hi 10 Ho dapat diproduksi menjadi sendok,garpu
dengan jenis PP Trilene Hi 10 Ho dan PP Masplene 5402. Jika material tidak tersedia
namun terdapat permintaan pakan urgent maka PPIC akan mengajukan permintaan
material ke departemen QC. Prioritas dalam penjadwalan produksi pakan ini adalah :
a. Jumlah tertinggi dari peramalan penjualan dalam 1 minggu yang telah ditambah
dengan buffer 20%. b. Tingkat kesulitan produksi produk plastik. Jenis produk plastik yang diproduksi pada
PT.Supratik Suryamas adalah sendok,garpu,case tetes mata,jerigen minyak
goreng,botol kecap,dan stoples. Semakin banyak atau beragam jenis produk plastik
yang akan diproduksi maka tingkat kesulitan produksi produk plastik akan meningkat.
PPIC akan memproduksi produk plastik dengan tingkat kesulitan yang lebih rendah.
c. Jenis produk plastik yang diproduksi berdasarkan material yang sama.
Namun, karena penjualan produk plastik juga dipengaruhi oleh musim maka PPIC dapat
menggunakan kebijakannya dalam menentukan penjadwalan produksi produk plastik
sehingga dimungkinkan terjadi perubahan jumlah produksi yang tidak sesuai dengan
forecast penjualan. Form yang digunakan dalam proses perencanaan produksi produk
plastik harian serta mingguan dapat dilihat dalam lampiran.
Dalam form rencana produksi mingguan, kolom rencana produksi diisi dengan jumlah
hasil produksi rill setiap hari dalam batch atau per pack. Input dilakukan setiap pagi
dengan referensi dokumen hasil produksi harian. Kemudian, akan diketahui jumlah
kekurangan kirim untuk setiap jenis dalam periode satu minggu dan dua minggu.
b. Permintaan Formula Material
Dalam melaksanakan penjadwalan produksi produk, dibutuhkan formula sesuai
kebutuhan jenis produk plastik yang akan diproduksi. Formula merupakan komposisi
bahan baku yang digunakan dalam proses produksi. Formula material ditentukan dari
formulator pusat, kemudian proses pecampuran bahan baku sesuai formula dilakukan
oleh formulator dari departemen QC. Langkah dalam melakukan permintaan formula
adalah :

53
LAPORAN MUTASI BAHAN BAKU PLASTIC
N NAMA MATERIAL STN
STOCK PEMASUKAN
BARANG PENGELUARAN
SALDO KEGUNAAN
O AWAL TERSEDIA AKHIR
1 HD Titanevene 5401 GA Kg 50,000.00 - 50,000.00 20,000.00 30,000.00 Jligent
2 LD Petline C 150 Y Kg 3,500.00
5,000.00 8,500.00 1,000.00 7,500.00 Cap bimoli
4 PP Trilene Hi 10 Ho Kg 20,000.00 - 20,000.00 3,000.00 17,000.00 sendok,garpu
5 PP Pelet Bening Kg 7,500.00
10,000.00 17,500.00 6,500.00 11,000.00 cp premium , cpg6
6 PP Pelet Merah Kg 8,000.00 - 8,000.00 - 8,000.00 cp premium , cpg6
7 PP Masplene 5402 Kg 33,000.00
25,000.00 58,000.00 30,500.00 27,500.00 sendok,garpu
8 PVC Polyvic M 1828 GK MR Kg 10,000.00 - 10,000.00 -
10,000.00
toples
9 PET MITSUI SA 135 Kg 27,000.00
16,000.00 43,000.00 31,500.00 11,500.00 Preform
11 PS Styron 666 H Kg 3,000.00 - 3,000.00 - 3,000.00 case tetes mata
T o t a l 162,000.00
186,525.00 218,000.00 92,500.00 125,500.00
N NAMA MATERIAL STN
STOCK PEMASUKAN
BARANG PENGELUARAN
SALDO KEGUNAAN
O AWAL TERSEDIA AKHIR
1 HD Titanevene 5401 GA Kg 70,000.00 - 70,000.00 20,000.00 50,000.00 Jligent
2 LD Petline C 150 Y Kg 5,500.00 - 5,500.00 2,000.00 3,500.00 Cap bimoli
4 PP Trilene Hi 10 Ho Kg 24,000.00 - 24,000.00 4,000.00 20,000.00 sendok,garpu
5 PP Pelet Bening Kg 7,500.00
5,000.00 12,500.00 5,000.00 7,500.00 cp premium , cpg6
6 PP Pelet Merah Kg 8,000.00 8,000.00 - 8,000.00 cp premium , cpg6
7 PP Masplene 5402 Kg 44,500.00
20,000.00 64,500.00 31,500.00 33,000.00 sendok,garpu
8 PVC Polyvic M 1828 GK MR Kg 10,000.00 - 10,000.00
10,000.00
toples
9 PET MITSUI SA 135 Kg 24,000.00
30,000.00 54,000.00 27,000.00 27,000.00 Preform
11 PS Styron 666 H Kg 4,500.00 4,500.00 1,500.00 3,000.00 case tetes mata
T o t a l 198,000.00
186,525.00 253,000.00 91,000.00 162,000.00

54
I. mengamati update formula campuran harian pada buku formula dan form formula di
software Microsoft Excel II. Pada tahap ini PPIC melakukan perhitungan sisa stock bahan baku setelah alokasi
menjadi formula.
III. Memberikan dokumen stock bahan baku setelah alokasi kepada QC IV. Dengan adanya dokumen perencanaan produksi harian serta forecast penjualan, bila
stock bahan baku setelah alokasi terjadi kekurangan maka PPIC mengajukan
permintaan formula kepada QC.
c. Merencanakan Kebutuhan dan Permintaan Pembelian Bahan Baku, Bahan
Pembantu (mengamati)
Dalam melaksanakan perencanaan kebutuhan dan permintaan pembelian bahan baku dan
pembantu, PPIC melakukan pembuatan forecast penjualan dengan production in batch
kemudian menyerahkan ke departemen Purchasing untuk selanjutnya dibuatkan proyeksi
bahan baku selama 3 bulan ke depan. Kemudian PPIC akan menerima proyeksi kebutuhan
bahan baku yang telah di setujui oleh bagian purchasing (QC). Perencanaan kebutuhan
bahan baku dan pendukung dilakukan secara periodic yaitu 1 minggu sekali. Data lain yang
dibutuhkan untuk merencanakan kebutuhan adalah formula yang diberikan oleh purchasing
pada departement quality control. Formula ini selalu berubah-ubah dan bersifat rahasia
meskipun digunakan dalam memproduksi jenis produk plastik yang sama.
Kemudian dalam perencanaan kebutuhan bahan baku, PPIC langsung melakukan
pengajuan kebutuhan bahan baku ke bagian purchasing berdasarkan informasi forecast
penjualan dan stok bahan baku tersedia. Pengontrolan stok bahan baku dilakukan setiap
hari oleh admin gudang, kemudian ketika admin merasa stock tersisa dalam jumlah kecil
maka akan memberi info ke PPIC untuk selanjutnya akan dilakukan perhitungan
kebutuhan stok setiap jenis bahan baku yang dibutuhkan selama 3 bulan.
Dalam mengontrol persediaan, tidak ada ketentuan kapan tingkat persediaan dipenuhi.
Pertimbangan pemenuhan level persedian didasari oleh perkiraan bahwa stock tidak
dapat mencukupi kebutuhan selama 2 minggu kedepan. Oleh karena itu, pada kerja
praktek ini mahasiswa kerja praktek akan melakukan perhitungan safety stock, reorder
point serta reorder quantity yang bisa dijadikan pertimbangan perusahaan dalam
mengelola persediaan material.

55
4.4.2.Landasan Teori a.Safety stock Safety stock adalah persedian yang dibutuhkan untuk mencegah terjadinya stockout
(kekurangan persediaan). Stockout berasal dari beberapa faktor seperti fluktuasi
permintaan pelanggan, akurasi perkiraan dan variabilitas lead untuk bahan baku atau
manufaktur. Dalam menentukan safety stock terdapat beberapa teknik yang biasanya
hanya berdasarkan perkiraan dan perasaan, ataupun berdasarkan penentuan proporsi
level persediaan contohnya 10 % ataupun 20 %. Teknik yang digunakan ini memiliki
banyak kelemahan seperti dapat meningkatkan stockout dan meningkatkan biaya
persedian. Penggunaan perhitungan secara matematis dibutuhkan untuk menentukan
tingkat level safety stock pada perusahaan sehingga tidak hanya mencegah terjadinya
stockout persediaan namun dapat menimimasi biaya persediaan yang dikeluarkan.
Penentuan safety stock tidak dimaksudkan untuk menghilangkan semua stockout yang
ada, namun menimasi terjadinya stockout yang ada dengan merancang tingkat keyakinan
yang digunakan. Misalnya, ketika merancang safety stock dengan tingkat keyakinan 95%,
diharapkan bahwa 50% dapat memenuhi dengan adanya safety stock, dan 45% dalam
keadaan safety stock cukup. Namun sekitar 5% dalam siklus pemenuhan ketersediaan
dimungkinkan terjadi stockout.

56
Gambar 4.2. Grafik Safety stock
Semakin tinggi tingkat keyakinan yang ditetapkan maka akan menghasilkan
jumlah safety stock yang tinggi sehingga akan mengurangi terjadinya stockout
pada persediaan. Dengan menggunakan metode ini, perusahaan dapat
meningkatkan customers service level.
i. Variasi pada demand
Jika dalam sistem persediaan hanya terjadi variasi pada tingkat permintaan yang
didapatkan dari data historical, perhitungan safety stock diperlukan untuk
memberikan untuk mencapai tingkat safety stock tertentu dengan cara
mengalikan standar deviasi dari variablity permintaan dengan Z-skor dan dengan
akar dari lead time.
Dimana :
Z = Z – Score
SDD = Standard deviasi dari demand
L = Lead time ( waktu yang dibutuhkan selama order hingga kedatangan)
c. Variasi pada lead time
Pada kasus ini, terjadi variasi pada lead time permintaan. Sehingga diperlukan
perhitungan standar deviasi pada lead time. Selain itu data lain yang digunakan
adalah rata-rata permintaan. Persamaan safety stock pada kasus ini adalah :
Safety stock = Z x SDL x D.avg (4.2)

57
Dimana : 𝑍 = 𝑍 − 𝑆𝑐𝑜𝑟𝑒
𝑆𝐷𝐿 = 𝑆𝑡𝑎𝑛𝑑𝑎𝑟𝑑 𝐷𝑒𝑣𝑖𝑎𝑡𝑖𝑜𝑛 𝑜𝑓 𝐿𝑒𝑎𝑑 𝑡𝑖𝑚𝑒 𝐷. 𝑎𝑣𝑔 = 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝐷𝑒𝑚𝑎𝑛𝑑 (Rata-rata permintaan)
d. Variasi pada lead time dan demand
Jika tingkat persediaan dipengaruhi oleh variasi pada permintaan serta variasi
pada lead time, maka persamaan yang digunakan adalah sebagai berikut :
(4.3)
b. Reorder Point (ROP)
Reorder point adalah tingkat jumlah sisa persediaan yang digunakan untuk titik
dalam keputusan pemenuhan tingkat persediaan. Dengan perhitungan ini
diharapkan dapat meminimasi jumlah total persediaan di tangan serta
meminimasi terjadinya stockout yang dapat disebabkan oleh lead time
pemesanan.Titik reorder point ini berbeda-beda untuk setiap item. Sehingga
dimungkinkan waktu pemenuhan persediaan antar item berbeda.
Gambar 4.3. Reorder Point
Persamaan yang digunakan dalam menghitung reorder point adalah sebagai
berikut :
ROP = (rata-rata unit penggunaan x lead time) + safety stock (4.4)
c. Reorder Quantity (ROQ)

58
Reorder quantity merupakan kuantiti yang sebaiknya dipesan ketika level
persediaan telah mencapai reorder point. Persamaan yang digunakan untuk
menghitung reorder quantity adalah sebagai berikut :
ROQ = rata-rata permintaan x unit waktu dari lead time (4.5)
4.4.3. Data dan Pengolahan Data
Pengumpulan data dilakukan khusus pada data penggunaan kemasan bulanan
pada tahun 2016. Setelah dilakukan pengumpulan data, selanjutnya mahasiswa
kerja praktek melakukan pengolahan data dengan metode sesuai dengan studi
pustaka. Dalam perhitungan safety stock, digunakan persamaan dengan model
variasi pada demand. Berikut adalah data, pengolahan data serta pembahasan
mengenai penentuan safety stock, reorder point serta reorder quantity untuk
material :
a. HD Titanevene 5401 GA
Tabel 4.1. Pemakaian material HD Titanevene 5401 GA
NO BULAN JUMLAH
1 JAN 7537
2 FEB 9466
3 MAR 3141
4 APR 6282
5 MEI 6069
6 JUN 7916
7 JUL 8825
8 AUG 8710
9 SEP 12443
10 OKT 5057
11 NOV 11982
12 DES 9828
TOTAL 97256
\
Rata-rata :

59
Standard deviasi : 2718.85
Lead time : 0.25 per bulan atau 4 kali dalam satu bulan
Akar lead time
: √0.25 = 0.5
Z score (convident level 95%) : 1.65
Berdasarkan data, diketahui bahwa demand bervariasi setiap bulannya, dengan
lead time yang tetap. Sehingga perhitungan safety stock yang digunakan adalah
berdasarkan variasi demand. Berikut adalah perhitungan safety stock, reorder
point dan reorder quantity untuk material HD Titanevene 5401 GA:
Safety stock = Z x SDD
= 1.65 x 2718.85 x 0.5
= 2246 unit
ROP = (Average daily usage rate x Lead time) + Safety stock
= (8105 x 0.25) + 2246
= 4269 unit
ROQ
= 7481 unit
b. LD Petline C 150 Y]
Tabel 4.2. Pemakaian Material LD Petline C 150 Y
NO BULAN JUMLAH
1 JAN 8629
2 FEB 9136
3 MAR 6820
4 APR 8191
5 MEI 1675
6 JUN 4301
7 JUL 2571
8 AUG 3667
9 SEP 3799

60
Tabel 4.2. Lanjutan NO BULAN JUMLAH
10 OKT 2000
11 NOV 2117
12 DES 1434
TOTAL 54340
Rata-rata : 54340 = 4180
12
Standard deviasi : 2888.74
Lead time : 0.25 per bulan atau 4 kali dalam satu bulan
Akar lead time
= 0.5
: √0.25
Z score (convident level 95%) : 1.65
Berdasarkan data, diketahui bahwa demand bervariasi setiap bulannya, dengan
lead time yang tetap. Sehingga perhitungan safety stock yang digunakan adalah
berdasarkan variasi demand. Berikut adalah perhitungan safety stock, reorder
point dan reorder quantity untuk material LD Petline C 150 Y :
Safety stock = Z x SDD
= 1.65 x 2888.74 x 0.5
= 2383 unit
ROP = (Average daily usage rate x Lead time) + Safety stock
= (4528 x 0.25) + 2383
= 3515 unit
ROQ
= 3515 ( 4 x 12 )
52
= 7481 unit
c. PP Trilene Hi 10 Ho
Tabel 4.3. Pemakaian Material PP Trilene Hi 10 Ho
NO BULAN JUMLAH
1 JAN 228
2 FEB 1139

61
Tabel 4.3. Lanjutan NO BULAN JUMLAH
3 MAR 954
4 APR 1975
5 MEI 758
6 JUN 1123
7 JUL 800
8 AUG 1560
9 SEP 580
10 OKT 1210
11 NOV 596
12 DES 0
TOTAL 10923
Rata-rata : 10923 = 910
12
Standard deviasi : 546.26
Lead time : 0.25 per bulan atau 4 kali dalam satu bulan
Akar lead time
= 0.5
: √0.25
Z score (convident level 95%) : 1.65
Berdasarkan data, diketahui bahwa demand bervariasi setiap bulannya, dengan
lead time yang tetap. Sehingga perhitungan safety stock yang digunakan adalah
berdasarkan variasi demand. Berikut adalah perhitungan safety stock, reorder
point dan reorder quantity untuk material PP Trilene Hi 10 Ho:
Safety stock = Z x SDD
= 1.65 x 546.26 x 0.5
= 451 unit
ROP = (Average daily usage rate x Lead time) + Safety stock
= (910 x 0.25) + 451
= 678 unit
ROQ

62
= 840 unit
d. LD Petline C 150 Y
Tabel 4.4. Pemakaian Material PP Pelet Bening
NO BULAN JUMLAH
1 JAN 5185
2 FEB 6588
3 MAR 7070
4 APR 501
5 MEI 9864
6 JUN 7099
7 JUL 4622
8 AUG 4974
9 SEP 5622
10 OKT 9794
11 NOV 6204
12 DES 2192
TOTAL 69715
Rata-rata : 69715 = 4180
12
Standard deviasi : 2698.96
Lead time : 0.25 per bulan atau 4 kali dalam satu bulan
Akar lead time
= 0.5
: √0.25
Z score (convident level 95%) : 1.65
Berdasarkan data, diketahui bahwa demand bervariasi setiap bulannya, dengan
lead time yang tetap. Sehingga perhitungan safety stock yang digunakan adalah
berdasarkan variasi demand. Berikut adalah perhitungan safety stock, reorder
point dan reorder quantity untuk material PP Pelet Bening:

63
Safety stock = Z x SDD
= 1.65 x 2698.96 x 0.5
= 2227 unit
ROP = (Average daily usage rate x Lead time) + Safety stock = (5810 x 0.25) + 2227
= 3679 unit
ROQ
= 5363 unit

64
BAB 5
PENUTUP
5.1. Kesimpulan
a. PT. Supratik Suryamas merupakan unit perusahaan yang bergerak dalam
bidang plastic manufacturer khususnya pada produksi produk pkastik, kemasan
makanan serta kemasan produk. Perusahaan ini memproduksi produk plastik
berdasarkan hasil sales by order sehingga termasuk dalam kategori make to
order.
b. Pada kerja praktek di PT Supratik Suryamas, sistem persediaan khusunya
pada bahan baku perlu mempertimbangan variabel keputusan berdasarkan
reorder point serta reorder quantity sehingga dapat meminimasi terjadinya
stockout serta mengurangi biaya persediaan.
c. Hasil safety stock, reorder point, serta reorder quantity setiap tipe material
berdasarkan hasil perhitungan untuk masing-masing jenis produk dapat
dilihat pada Tabel 4.20, Tabel 4.21, dan Tabel 4.22.
5.2. Saran dan Usulan
Selama melaksanakan kerja praktek, mahasiswa kerja praktek diberi
kesempatan untuk mengikuti kegiatan pada departemen lain. Berikut adalah
saran dan usulan untuk beberapa departemen pada PT. Supratik Suryamas :
a. Departemen Sales dan Marketing
i. Pentingnya melakukan pembuatan Sales By Order yang tepat waktu karena
dalam proses ini akan mempengaruhi kinerja PPIC dalam melakukan
penjadwalan produksi.
ii. Pembuatan form yang berisi prioritas produksi seperti jenis produk, jumlah
produk, jadwal pengiriman produk.
iii. Pentingnya meminimasi permintaan produk mendadak dengan cara
memaksimalkan penjualan pada produk yang diprosuksi sesuai dengan hasil
forecasting.

65
b. Gudang i. Pentingnya dilakukan pengawasan untuk selalu menempatkan bahan baku
pada gudang bahan dengan suhu dan kondisi gudangh yang sesuai standar
agar memudahkan dalam proses pengambilan sample.
ii. Perlu adanya penambahan forklift pada bagian gudang.
c. Produksi
i. Perlu adanya inspeksi lanjut setelah pakan melalui proses penjahitan untuk
meminimasi jahitan karung yang rusak.
d. Keselamatan dan Kesehatan Kerja
i. Perlu adanya pembuatan line untuk pesepeda.
ii. Pentingnya penggunaan safety belt ataupun pembuatan menara permanen
pada menara Quality control.
iii. Perlu adanya peningkatan pengawasan bagi operator produksi dalam
penggunaan alat pelindung diri.
iv. Perlu adanya bantuan alat bagi operator produksi bagian bagging dalam
mengangkat produk agar menghindari penyakit akibat kerja.

66
DAFTAR PUSTAKA
Hadley, G._ Whitin. (1963). Analysis of inventory systems. USA :
PrenticeHall,Inc.
Taha, Hamdy A., Schmidt, J. William. (1975). Operations research and
industrial engineering. USA : Academic Press.
Tersine, R.J., (1994). Principles of Inventory and Materials Management,
Fourth Edition. USA : Prentice Hall, Inc.

67