
LAPORAN AKHIR PRAKTIKUM YULLI HANDOKO_1307113261.pdf
58
LAPORAN MINGGUAN PROSES PRODUKSI I MESIN BUBUT Oleh: YULLI HANDOKO NIM : 1307113261 LABORATORIUM TEKNOLOGI PRODUKSI PROGRAM STUDI TEKNIK MESIN S1 FAKULTAS TEKNIK UNIVERSITAS RIAU 2014
Transcript of LAPORAN AKHIR PRAKTIKUM YULLI HANDOKO_1307113261.pdf

LAPORAN MINGGUAN
PROSES PRODUKSI I
MESIN BUBUT
Oleh:
YULLI HANDOKO
NIM : 1307113261
LABORATORIUM TEKNOLOGI PRODUKSI
PROGRAM STUDI TEKNIK MESIN S1
FAKULTAS TEKNIK
UNIVERSITAS RIAU
2014
i
KATA PENGANTAR
Terimakasih kepada tuhan Yang Maha Esa yang telah membantu
penyusun untuk menyelesaikan makalah ini dengan penuh kemudahan. Karena
tanpa pertolongan tuhan yang maha Esa penyusun tidak akan sanggup
menyelesaikan makalah ini dengan baik.
Makalah ini sengaja di buat penyusun untuk muenambah pengetahuan
pembaca mengenai mesin bubut, jenis-jenis mesin bubut, cara kerja mesin bubut,
nama-nama komponen mesin bubut, fungsi komponen, dan berbagai pembahasan
tentang mesin bubut lainnya yang akan menambah wawasan pembaca mengenai
mesin bubut. Penyusun mengambil isi pokok pembahasan dalam makalah ini dari
berbagai sumber. Tetapi yang pada dasarnya mempunyai tujuan yang sama yaitu
menambah pengetahuan pembaca mengenai mesin bubut.
Penyusun juga mengucapkan terimakasih kepada dosen/guru yang telah
memberikan tugas kepada penyusun karena dengan tugas tersebut penyusun jadi
lebih mengetahui mengenai mesin bubut.
Semoga makalah ini dapat memberikan manfaat dan menambah wawasan
kepada pembaca, meskipun makalah ini ada kelebihannya dan kekurangannya
penyusun mohon kritik dan saranya agar penyusun bisa memperbaikiya.
Pekanbaru, Oktober 2014
Penulis
ii
DAFTAR ISI
KATA PENGANTAR ......................................................................................... i
DAFTAR ISI ......................................................................................................... ii
DAFTAR GAMBAR ........................................................................................... iv
DAFTAR TABEL .............................................................................................. vii
DAFTAR NOTASI ............................................................................................viii
BAB 1 PEDAHULUAN
1.1 latar Belakang .................................................................................... 1
1.2 Tujuan ................................................................................................ 1
1.3 Manfaat .............................................................................................. 2
1.4 Sistematika Penulisan ......................................................................... 2
BAB II TEORI DASAR
2.1 Pengertian Mesin bubut ..................................................................... 4
2.2 Penggolongan pembubutan ................................................................ 4
2.3 Bagian – Bagian Utama Mesin Bubut ................................................ 6
2.4 Proses Yang Bisa Dilakukan Mesin Bubut ........................................ 7
2.5 Jenis-Jenis Mesin Bubut ..................................................................... 9
2.6 Jenis Mata Pahat ............................................................................... 12
2.7 Penjepit Benda Kerja........................................................................ 13
2.8 Elemen Dasar Mesin Bubut ............................................................. 14
2.9 Pekerjaan membubut ........................................................................ 15
2.10 Pendingin ....................................................................................... 18
iii
2.11 Toleransi ......................................................................................... 18
BAB III ALAT DAN BAHAN
3.1 Alat ................................................................................................... 21
3.2 Bahan ............................................................................................... 26
BAB IV PROSEDUR KERJA
4.1 Prosedur Umum ............................................................................... 28
4.2 Proswdur Pembubutan ..................................................................... 28
4.2.1 Standar Operasional Prosedur penghidupan mesin bubut ........ 28
4.2.2 Standar Operasional Prosedur pematian mesin bubut ............... 31
4.3 Prosedur kerja .................................................................................... 33
4.3.1 Prosedur membubut muka (faceing ) ........................................ 33
4.3.2 Membubut silindris (membubut memanjang) .......................... 36
BAB V PEMBAHASAN
5.1 Perhitungan ...................................................................................... 41
5.2 Analisa ............................................................................................. 45
BAB VI PENUTUP
6.1 Kesimpulan ...................................................................................... 47
6.2 Saran ................................................................................................. 47
iv
DAFTAR GAMBAR
Gambar 2.1 Mesin Bubut Standart ..................................................................... 4
Gambar 2.2 Kepala Tetap ................................................................................... 6
Gambar 2.3 Kepala Lepas .................................................................................. 6
Gambar 2.4 Eretan ............................................................................................. 7
Gambar 2.5 Landasan (Bed) ............................................................................... 7
Gambar 2.6 Bubut Silinder ................................................................................. 7
Gambar 2.7 Bubut Muka .................................................................................... 8
Gambar 2.8 Bubut Alur ...................................................................................... 8
Gambar 2.9 Pemotong ........................................................................................ 8
Gambar 2.10 Meluas Lubang ............................................................................... 9
Gambar 2.11 Bubut Bentuk .................................................................................. 9
Gambar 2.12 Mesin Turet ................................................................................... 10
Gambar 2.13 Mesin Bubut Otomatis .................................................................. 11
Gambar 2.14 Mesin Bubut Duplikat. ................................................................. 12
Gambar 2.15 Mesin Bubut Center ...................................................................... 12
Gambar 2.16 Pahat Bubut ................................................................................... 13
Gambar 2.17 Chuck Dengan Tiga Pencekam ..................................................... 13
Gambar 2.18 Chuck Dengan Empat Pencekam .................................................. 14
Gambar 2.19 Membubut Lurus .......................................................................... 16
Gambar 2.20 Membubut Tirus ........................................................................... 16
Gambar 2.21 Membubut Alur ............................................................................ 16
Gambar 2.22 Memotong Benda Kerja ................................................................ 17
Gambar 2.23 PembuatanLubang ........................................................................ 17
v
Gambar 2.24 Membubut Dalam ......................................................................... 18
Gambar 3.1 Jangka Sorong ............................................................................... 21
Gambar 3.2 Kunci Tool Holder ........................................................................ 21
Gambar 3.3 Kunci Kombinasi 8 mm ................................................................ 22
Gambar 3.4 Tool Holder ................................................................................... 22
Gambar 3.5 Kunci Toll Post ............................................................................. 23
Gambar 3.6 Kunci Chuck ................................................................................. 23
Gambar 3.7 Kunci L ......................................................................................... 23
Gambar 3.8 Pahat ............................................................................................. 24
Gambar 3.9 Kuas .............................................................................................. 24
Gambar 3.10 Senter Putar .................................................................................... 25
Gambar 3.11 Chuck Drill ................................................................................... 25
Gambar 3.12 Chuck Driil ................................................................................... 25
Gambar 3.13 CekamRahang 3 ............................................................................ 26
Gambar 3.14 Bahan Benda Kerja I ..................................................................... 26
Gambar 3.15 Coolant ......................................................................................... 27
Gambar 4.1 Panel Utama .................................................................................. 28
Gambar 4.2 Tombol Nafigasi ........................................................................... 29
Gambar 4.3 Swich MesinBubut ........................................................................ 29
Gambar 4.4 Tombol Swich ............................................................................... 29
Gambar 4.5 Tombol Putaran ............................................................................ 30
Gambar 4.6 Panel Putaran Mesin. .................................................................... 30
Gambar 4.7 Mengatur Putaran.......................................................................... 30
Gambar 4.8 Setting Mata Pahat ........................................................................ 31
Gambar 4.9 Swich OFF .................................................................................... 31

vi
Gambar 4.10 Penutup Spindel. ........................................................................... 31
Gambar 4.11 Tool Posh ...................................................................................... 32
Gambar 4.12 Gram ............................................................................................. 32
Gambar 4.13 Sumber Arus Listrik ..................................................................... 32
Gambar 4.14 Benda Kerja. ................................................................................. 33
Gambar 4.15 Benda Kerja di Chuck ................................................................... 33
Gambar 4.16 Penguncian Chuck. ....................................................................... 34
Gambar 4.17 Penutup Spindel. ........................................................................... 34
Gambar 4.18 Putaran Spindel ............................................................................. 34
Gambar 4.19 Pengaturan Pemakanan. ................................................................ 35
Gambar 4.20 Roughing ....................................................................................... 35
Gambar 4.21 Jangka Sorong ............................................................................... 36
Gambar 4.22 Benda KerjaJadi ............................................................................ 36
Gambar 4.25 Penguncian Chuck. ....................................................................... 37
Gambar 4.26 Penutup ......................................................................................... 37
Gambar 4.27 Putaran Spindel ............................................................................. 38
Gambar 4.28 Pengaturan Pemakanan. ................................................................. 38
Gambar 2.29 Coolant. ........................................................................................ 39
Gambar.4.30 Roughing ....................................................................................... 39
Gambar 4.31 Jangka Sorong. .............................................................................. 39
Gambar 4.32 Benda Kerja Jadi ........................................................................... 40

vii
DAFTAR TABEL
Tabe 2.1 Nilai Toleransi Standart Untuk Kwalitas IT 5 Sampai Dengan IT 16 . 19
Tabel 2.2 Nilai Toleransi Standar Untuk Kwalitas IT 0,1 Sampai Dengan IT 1 20
Tabel 2.3 Lambang Karakteristik Geometri ........................................................ 20
Tabel 6.1 Data Penggunaan Mesin ...................................................................... 40
viii
DAFTAR NOTASI
d o = Diameter mula-mula
dm = Diameter akhir
lt = Panjang pemesinan
lt = L. pengawalan + benda kerja + L. pengakhiran
kr = Sudut potong utama
yo = Sudut geram
a = Kedalaman potong
f = Gerak makan
n = Putaran poros utama (benda kerja)
c = Konstanta kecapatan memotong unsur suatu umur
v = Kecepatan potong
vf = Kecepatan makan
tc = Waktu pemotongan
z = Kecepatan penghasilan geram
n = Putaran poros utama
1
BAB I
PENDAHULUAN
1.1 Latar belakang
Dimasa yang serba modern ini, sangat dibutuhkan tenaga yang terampil
baik di kota ataupun di desa. Karena dengan adanya teknologi yang serba canggih
ini juga sangat membantu dan mempermudah dalam melakukan suatu pekerjaan.
Teknik membubut merupakan salah satu dasar dan merupakan
keterampilan yang harus dikuasai oleh setiap mahasiswa teknik mesin. Pada
umumnya setiap mahasiswa teknik mesin harus dapat memahami serta menguasai
teknik-teknik dalam membubut pada mesin bubut. Di dalam praktikum mesin
bubut ini juga akan membahas tentang cara dalam proses membubut, pengenalan
mesin bubut, alat-alat yang digunakan dalam praktikum mesin bubut dan faktor-
faktor keamanan selama praktikum mesin bubut.
Dengan menguasai teknik-teknik dasar membubut, diharapkan agar setiap
mahasiswa teknik mesin mempunyai keahlian yang dapat diandalkan untuk
mengimbangi kemajuan teknologi.
1.2 Tujuan.
Adapun tujuan dari praktikum mesin bubut ialah :
1. Untuk melatih kemampuan mahasiswa teknik mesin dalam mengoperasikan
mesin bubut.
2. Agar setiap mahasiswa teknik mesin dapat mengetahui komponen– komponen
dan fungsi dari mesin bubut.
3. Agar setiap mahasiswa teknik mesin dapat mengetahui proses dan langkah-
langkah pengerjaan benda kerja dengan menggunakan mesin bubut
4. Agar setiap mahasiswa teknik mesin dapat mengetahui dari jenis-jenis alat dan
bahan yang digunakan dalam parktikum mesin bubut.
5. Agar setiap mahasiswa teknik mesin tebiasa dalam pembuatan setiap laporan.
2
1.3 Manfaat
Adapun manfaat dari praktikum mesin bubut ialah :
1. Setiap mahasiswa teknik mesin dapat mengoperasikan mesin bubut dengan
baik.
2. Setiap mahasiswa teknik mesin dapat mengetahui cara kerja dari mesin bubut.
3. Setiap mahasiswa teknik mesin mampu berkreatifitas sesuai dengan
keahliannya.
4. Setiap mahaiswa teknik mesin mampu menciptakan rasa tanggung jawab dan
kekompakan dalam tim.
5. Setiap mahasisiwa teknik mesin agar bisa lebih disiplin dan tepat waktu dalam
setiap pembuatan laporan
1.4 . Sistematika Penulisan
Adapun sistematika penulisan dari laporan praktikum antara lain :
BAB I Pendahuluan
Berisi mengenai latar belakang, tujuan, manfaat dan sistematika
penulisan laporan.
BAB II Teori Dasar
Bab ini membahas tentang teori-teori dasar mengenai serba serbi mesin
bubut.
BAB III Alat dan Bahan
Bab ini berisi tentang alat-alat yang kita pergunakan selama praktikum
serta bahan apa saja yang dijadikan sebagai benda kerja.
BAB IV Prosedur Kerja
Bab ini menjelaskan tentang langkah dan proses pengerjaan terhadap
benda kerja.
3
BAB V Pembahasan
Bab ini menjelaskan tentang perhitungan-perhitungannya kita jumpai
dalam praktikum.
BAB VI Penutup
Bab ini berisikan tentang kesimpulan-kesimpulan yang dapat kitatarik
dari praktikum yang telah dilaksanakan dan saran-saran yang dapat
memajukan kita ke arah yang lebih baik dalam melakukan praktikum.
4
BAB II
TEORI DASAR
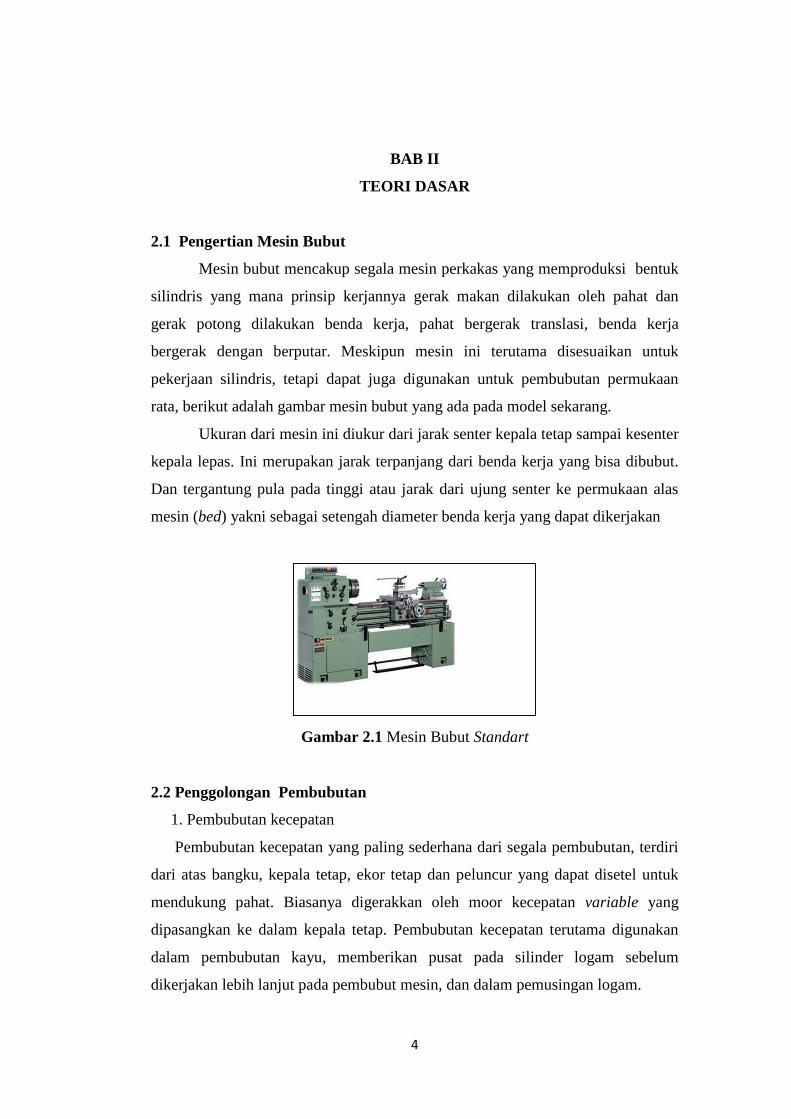
2.1 Pengertian Mesin Bubut
Mesin bubut mencakup segala mesin perkakas yang memproduksi bentuk
silindris yang mana prinsip kerjannya gerak makan dilakukan oleh pahat dan
gerak potong dilakukan benda kerja, pahat bergerak translasi, benda kerja
bergerak dengan berputar. Meskipun mesin ini terutama disesuaikan untuk
pekerjaan silindris, tetapi dapat juga digunakan untuk pembubutan permukaan
rata, berikut adalah gambar mesin bubut yang ada pada model sekarang.
Ukuran dari mesin ini diukur dari jarak senter kepala tetap sampai kesenter
kepala lepas. Ini merupakan jarak terpanjang dari benda kerja yang bisa dibubut.
Dan tergantung pula pada tinggi atau jarak dari ujung senter ke permukaan alas
mesin (bed) yakni sebagai setengah diameter benda kerja yang dapat dikerjakan
Gambar 2.1 Mesin Bubut Standart
2.2 Penggolongan Pembubutan
1. Pembubutan kecepatan
Pembubutan kecepatan yang paling sederhana dari segala pembubutan, terdiri
dari atas bangku, kepala tetap, ekor tetap dan peluncur yang dapat disetel untuk
mendukung pahat. Biasanya digerakkan oleh moor kecepatan variable yang
dipasangkan ke dalam kepala tetap. Pembubutan kecepatan terutama digunakan
dalam pembubutan kayu, memberikan pusat pada silinder logam sebelum
dikerjakan lebih lanjut pada pembubut mesin, dan dalam pemusingan logam.
5
a) Pengerjaan kayu
b) Pemusingan logam
c) Pemolesan
2. Pembubutan mesin
Yang membedakan dari pembubut kecepatan adalah mempunyai ciri
tambahan untuk mengendalikan kecepatan spindle dan untuk menyangga dan
mengendalikan hantaran dari pahat pemotong tetap.
a) Penggerak puli kerucut bertingkat
b) Penggerak roda gigi tangan
c) Penggerak kecepatan variable
3. Pembubut bangku
Nama pembubut bangku diberikan kepada pembubut kecil yang dipasangkan
pada bangku kerja. Dalam disainnya mempunyai cirri yang sama dengan
pembubut kecepatan atau pembubut mesin dan hanya berbeda dalam ukuran dan
pemasangannya. Disesuaikan untuk benda kerja kecil, dan mempunyai kapasitas
putaran maksimum sebesar 25 mm pada plat muka.
4. Pembubut ruang perkakas
Pembubut ruang perkakas dilengkapi dengan segala perlengkapan yang
diperlukan untuk pekerjaan perkakas yang teliti, merupakan pembubut kepala
beroda tiga yang digerakkan secara tersendiri dengan kecepatan spindel yang
jangkaunya sangat luas.
5. Pembubut kegunaan khusus
6. Pembubut turet.
a). Horizontal
b). Vertical
c). Otomatis
6
2.3 Bagian-Bagian Utama Mesin Bubut
Bagian-bagian mesin bubut dapat dibagi menjadi beberapa bagian
diantaranya sebagai berikut :
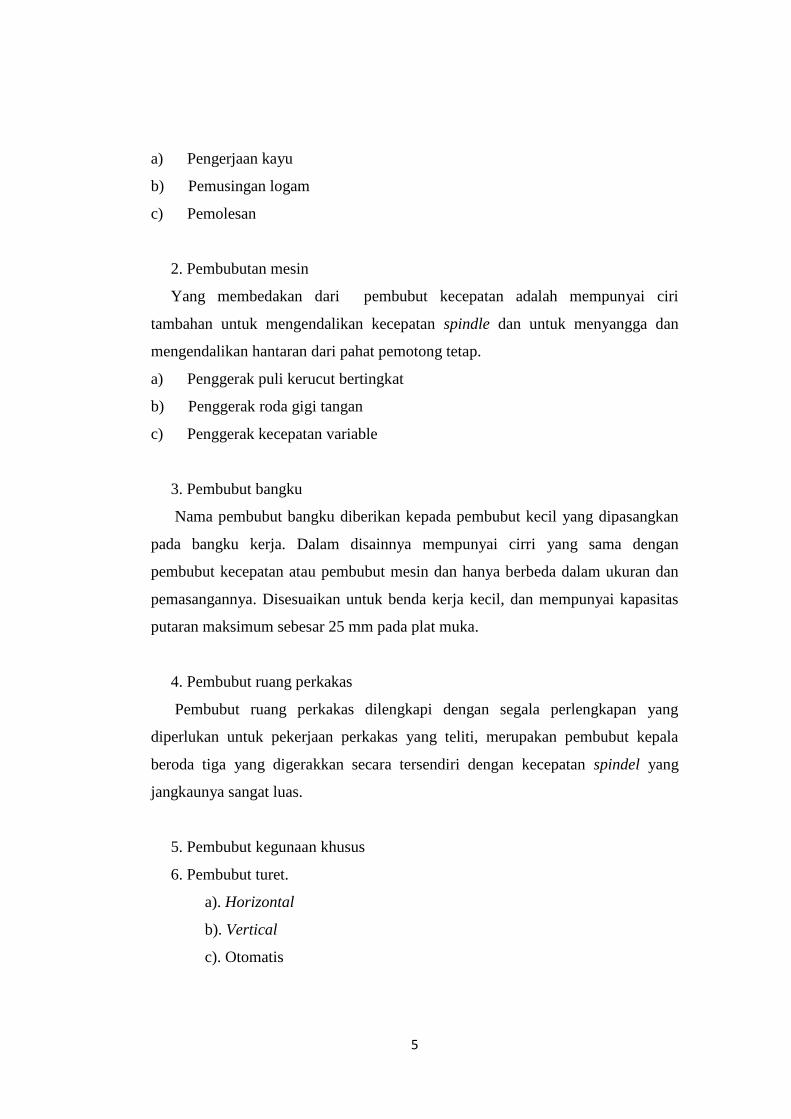
1. Kepala tetap
Kepala tetap berfungsi untuk menempatkan cak atau pencekam benda kerja
Gambar 2.2 Kepala Tetap
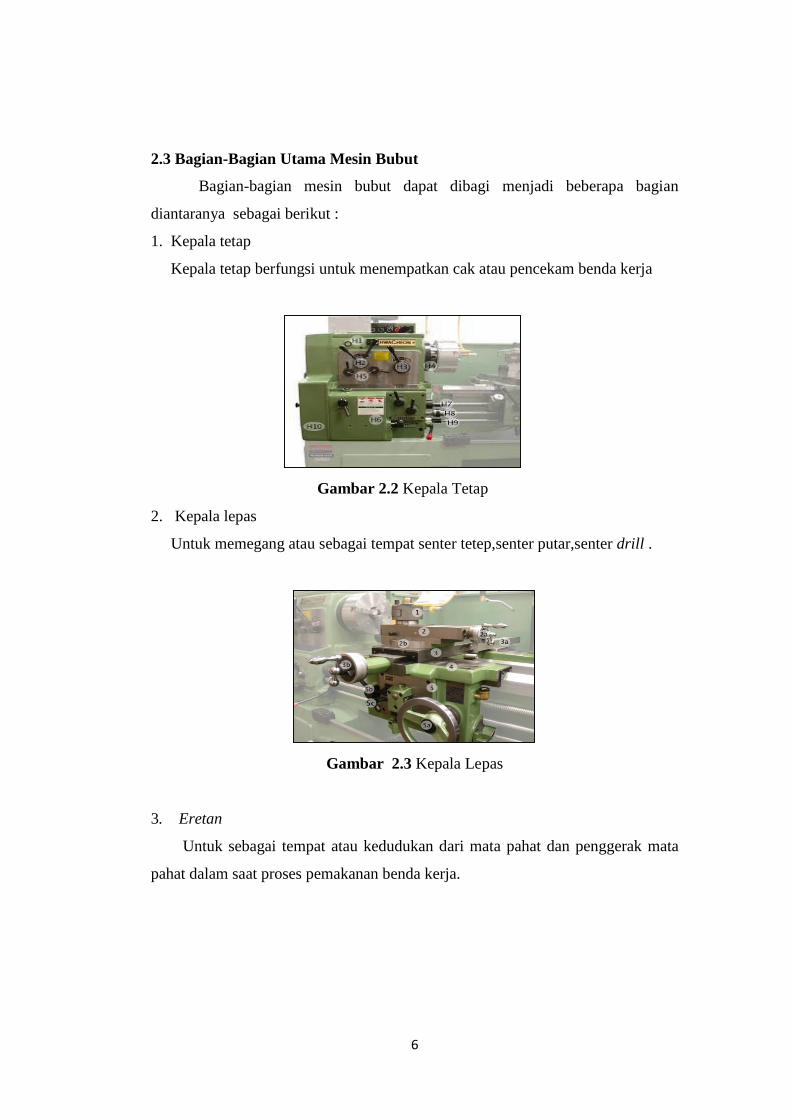
2. Kepala lepas
Untuk memegang atau sebagai tempat senter tetep,senter putar,senter drill .
Gambar 2.3 Kepala Lepas
3. Eretan
Untuk sebagai tempat atau kedudukan dari mata pahat dan penggerak mata
pahat dalam saat proses pemakanan benda kerja.
7
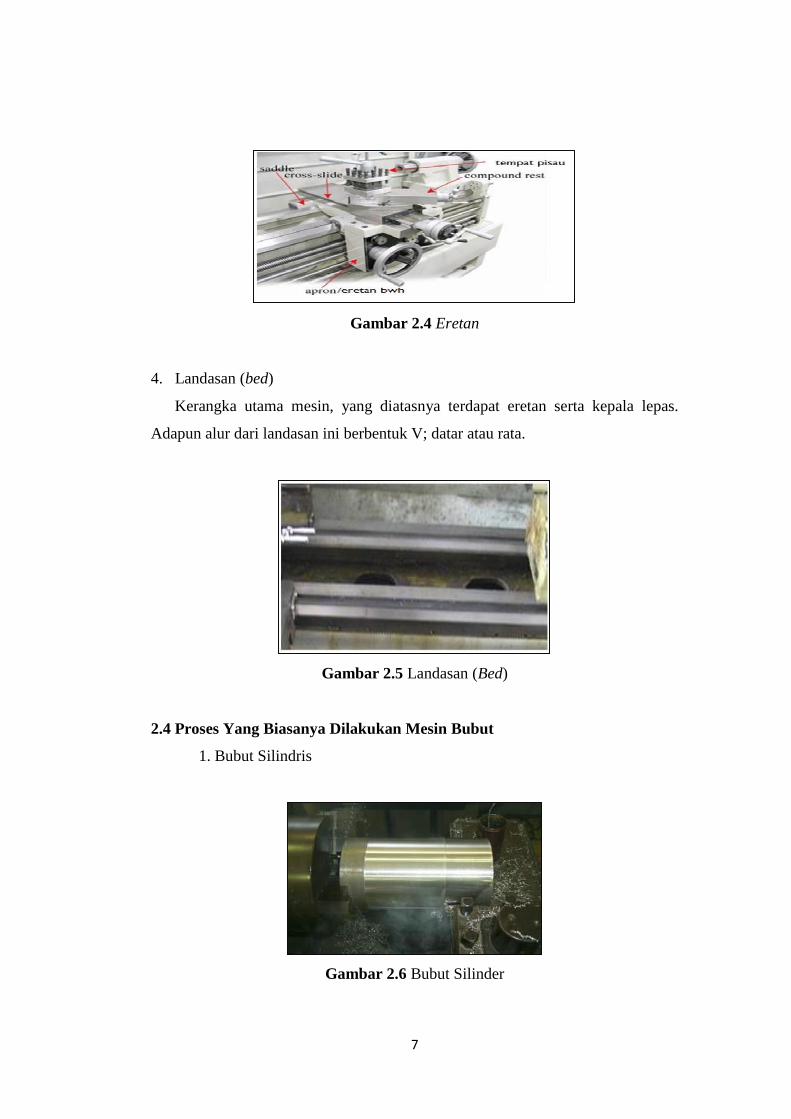
Gambar 2.4 Eretan
4. Landasan (bed)
Kerangka utama mesin, yang diatasnya terdapat eretan serta kepala lepas.
Adapun alur dari landasan ini berbentuk V; datar atau rata.
Gambar 2.5 Landasan (Bed)
2.4 Proses Yang Biasanya Dilakukan Mesin Bubut
1. Bubut Silindris
Gambar 2.6 Bubut Silinder
8
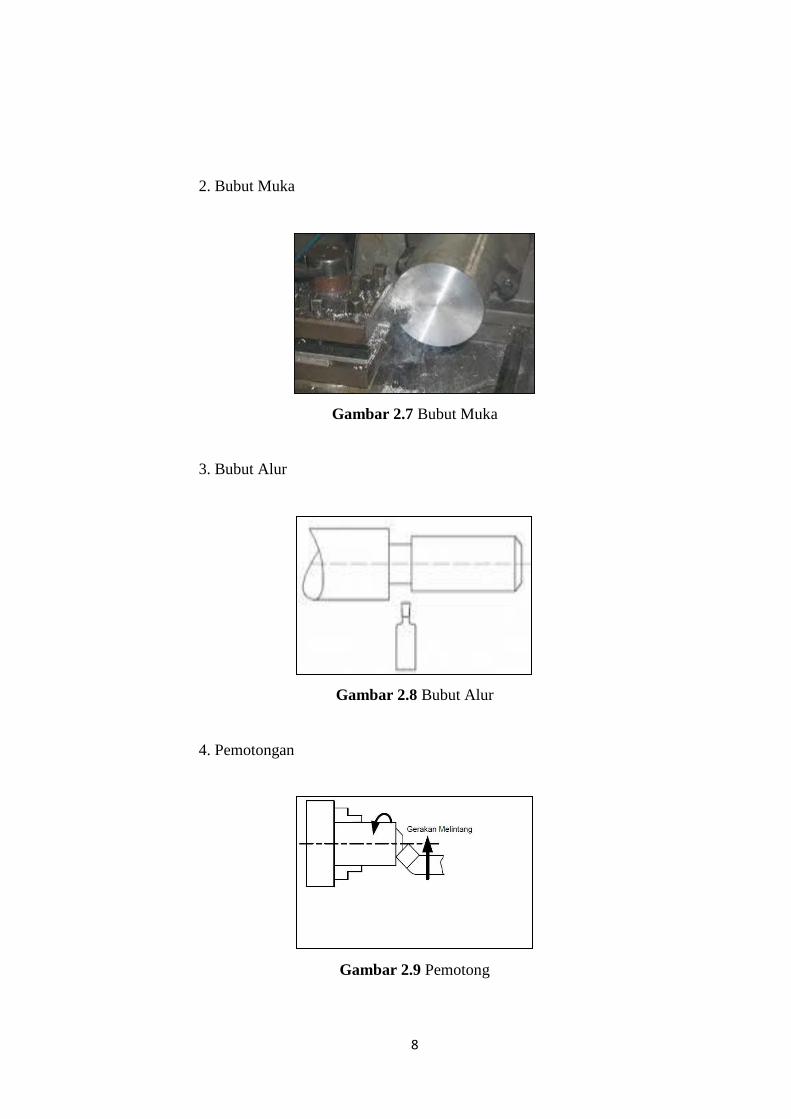
2. Bubut Muka
Gambar 2.7 Bubut Muka
3. Bubut Alur
Gambar 2.8 Bubut Alur
4. Pemotongan
Gambar 2.9 Pemotong
9
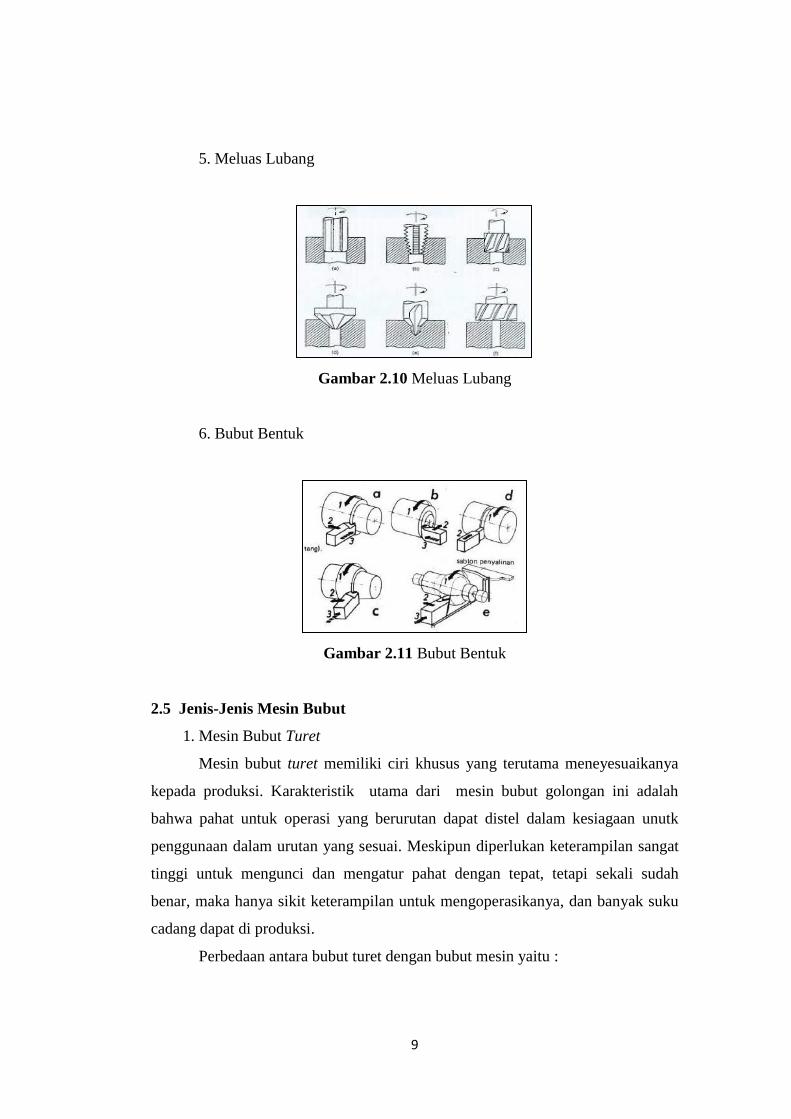
5. Meluas Lubang
Gambar 2.10 Meluas Lubang
6. Bubut Bentuk
Gambar 2.11 Bubut Bentuk
2.5 Jenis-Jenis Mesin Bubut
1. Mesin Bubut Turet
Mesin bubut turet memiliki ciri khusus yang terutama meneyesuaikanya
kepada produksi. Karakteristik utama dari mesin bubut golongan ini adalah
bahwa pahat untuk operasi yang berurutan dapat distel dalam kesiagaan unutk
penggunaan dalam urutan yang sesuai. Meskipun diperlukan keterampilan sangat
tinggi untuk mengunci dan mengatur pahat dengan tepat, tetapi sekali sudah
benar, maka hanya sikit keterampilan untuk mengoperasikanya, dan banyak suku
cadang dapat di produksi.
Perbedaan antara bubut turet dengan bubut mesin yaitu :

10
Perbedaan utama antara kedua mesin adalah mesin bubut turet disesuaikan untuk
produksi banyak. Sedangkan bubut mesin digunakan untuk berbagai penugasan,
ruang perkakas, atau pekerjaan operasi tunggal .cirri utama dari bubut turet yang
membuatnya menjadi mesin produksi banyak adalah sebagai berikut :
a. Pahat dapat dikunci secara permanen dalam turet pada urutan yang sesuai
dari penggunaan.
b. Setiap stasiun dilengkapi dengan penghenti hantaran atau pelompat hantaran
sehingga masing-masing pemotongan oleh pahat adalah sama dengan
pemotongan sebelumnya.
c). Pemotongan majemuk dapat diambil dari stasiun yang sama pada saat yang
sama.
d). Pemotongan kombinasi dapat dibuat dengan yaitu pahat pada peluncur
menyilang dapat digunakan pada saat yang sama denagn pahat yang dituret
yang memotong.
e). Kekakuan yang berlebih dalam memegang benda kerja dan pahatnya
dibangun ke dalam mesin untuk pemotongan kombinasi dan majemuk.
f). Mereka mungkin dipasangkan dengan berbagai perlengkapan misalnya untuk
pembubutan tirus, pembubutan ulir dan lain-lain.
Gambar 2.12 Mesin Turet
2. Mesin Bubut Otomatis
Mesin bubut jenis ini perkakasnya secara otmatis dihantarkan kepada benda
kerja dan mundur setelah daurnya diselesaikan, karena mesin bubut pada
umumnya dari jenis ini memerlukan adanya opertor untuk menempatkan suku
11
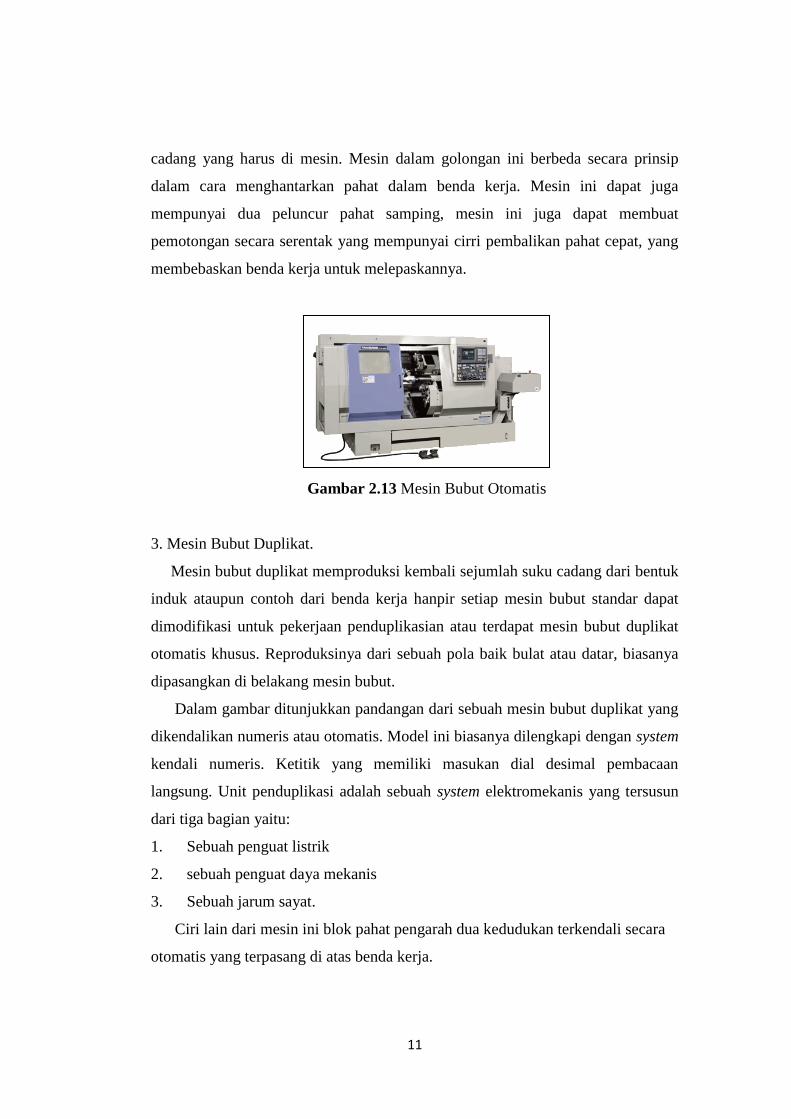
cadang yang harus di mesin. Mesin dalam golongan ini berbeda secara prinsip
dalam cara menghantarkan pahat dalam benda kerja. Mesin ini dapat juga
mempunyai dua peluncur pahat samping, mesin ini juga dapat membuat
pemotongan secara serentak yang mempunyai cirri pembalikan pahat cepat, yang
membebaskan benda kerja untuk melepaskannya.
Gambar 2.13 Mesin Bubut Otomatis
3. Mesin Bubut Duplikat.
Mesin bubut duplikat memproduksi kembali sejumlah suku cadang dari bentuk
induk ataupun contoh dari benda kerja hanpir setiap mesin bubut standar dapat
dimodifikasi untuk pekerjaan penduplikasian atau terdapat mesin bubut duplikat
otomatis khusus. Reproduksinya dari sebuah pola baik bulat atau datar, biasanya
dipasangkan di belakang mesin bubut.
Dalam gambar ditunjukkan pandangan dari sebuah mesin bubut duplikat yang
dikendalikan numeris atau otomatis. Model ini biasanya dilengkapi dengan system
kendali numeris. Ketitik yang memiliki masukan dial desimal pembacaan
langsung. Unit penduplikasi adalah sebuah system elektromekanis yang tersusun
dari tiga bagian yaitu:
1. Sebuah penguat listrik
2. sebuah penguat daya mekanis
3. Sebuah jarum sayat.
Ciri lain dari mesin ini blok pahat pengarah dua kedudukan terkendali secara
otomatis yang terpasang di atas benda kerja.
12
Gambar 2.14 Mesin Bubut Duplikat.
4. Mesin bubut center
Fungsinya untuk membuat benda kerja yang sesumbu dan meratakan
permukaan benda kerja yang belum rata serta dapat menghaluskan benda kerja.
Gambar 2.15 Mesin Bubut Center
2.6 Jenis-jenis Pahat Bubut
Adapun jenis-jenis pahat bubut
1) Pahat potong
2) Pahat alur
3) Pahat serong
4) Pahat serong 45
5) Pahat pisau kanan
6) Pahat lurus bulat
7) Pahat ulir luar
8) Pahat rata muka
9) Pahat rata bulat
13
Gambar 2.16 Pahat Bubut
Pada poros penyayatan benda kerja yang dilakukan benda mesin bubut kita
perlu banyak menggunakan pahat bubut dalam berbagai bentuk. Kita ketahui ada
tiga jenis bubut yang sering digunakan :
1. Pahat tepi rata
2. Pahat rata kasar
3. Pahat camper
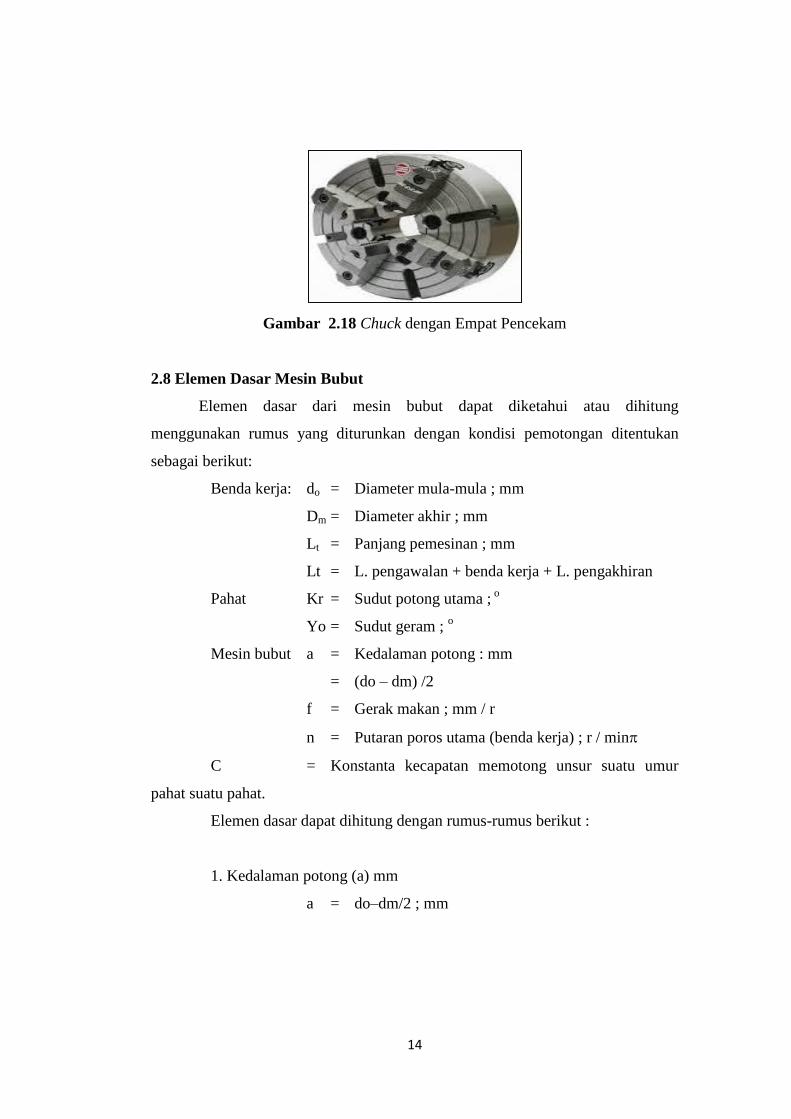
2.7 Penjepit Benda Kerja (Chuck)
Chuck berfungsi sebagai untuk menjepit benda kerja yang berbentuk
selindris, persegi dan benda kerja yang permukaan rata. Ada beberapa jenis chuck
yaitu:
1. Chuck dengan tiga pencekam
2. Chuck dengan empat pencekam
3. Chuck pencekam rata
Gambar 2.17 Chuck dengan Tiga Pencekam
14
Gambar 2.18 Chuck dengan Empat Pencekam
2.8 Elemen Dasar Mesin Bubut
Elemen dasar dari mesin bubut dapat diketahui atau dihitung
menggunakan rumus yang diturunkan dengan kondisi pemotongan ditentukan
sebagai berikut:
Benda kerja: do = Diameter mula-mula ; mm
Dm = Diameter akhir ; mm
Lt = Panjang pemesinan ; mm
Lt = L. pengawalan + benda kerja + L. pengakhiran
Pahat Kr = Sudut potong utama ; o
Yo = Sudut geram ; o
Mesin bubut a = Kedalaman potong : mm
= (do – dm) /2
f = Gerak makan ; mm / r
n = Putaran poros utama (benda kerja) ; r / min
C = Konstanta kecapatan memotong unsur suatu umur
pahat suatu pahat.
Elemen dasar dapat dihitung dengan rumus-rumus berikut :
1. Kedalaman potong (a) mm
a = do–dm/2 ; mm

15
2 Kecepatan potong (v) m / min :
v = .d.n/1000 ; mm/min
Dimana, d = (do+dm)/2 ; mm
3. Kecepatan makan :
vf = f.n ; mm/min
4. Waktu pemotongan :
tc = lt/vf ; min
5. Kecepatan penghasilan geram :
Z = A. v
Dimana, penampang geram sebelum terpotong :
A = f.a ; mm2
Maka Z = f.a.v ; cm3/min
6. Putaran poros utama :
n = V. 1000/.D m/min
2.9 Pekerjaan-Pekerjaan Membubut
Jenis-jenis pekerjaan membubut yaitu sebagai berikut:
1. Membubut Lurus
Pada proses memanjang gerak jalan pahat sejajar dengan poros benda kerja
sedang untuk pembubutan yang datar pahat ini pada benda kerja. Dalam
pembubutan yang otomatis pahat dapat digeserkan maju dan mundur kearah
melintang . Cara pembubutan lurus ini adalah cara kerja yang paling sederhana
didalam pekerjaan membubut .
16
Gambar 2.19 Membubut lurus
2. Membubut Tirus
Untuk membubut tirus dapat dikerjakan dengan tiga cara taitu:
a. Dengan menggeser posisi kepala lepas kearah melintang
b. Dengan menggeser sekian derajat eretan atas (penjepit pahat)
c. Dengan memasang perkakas pembentuk.
Gambar 2.20 Membubut Tirus
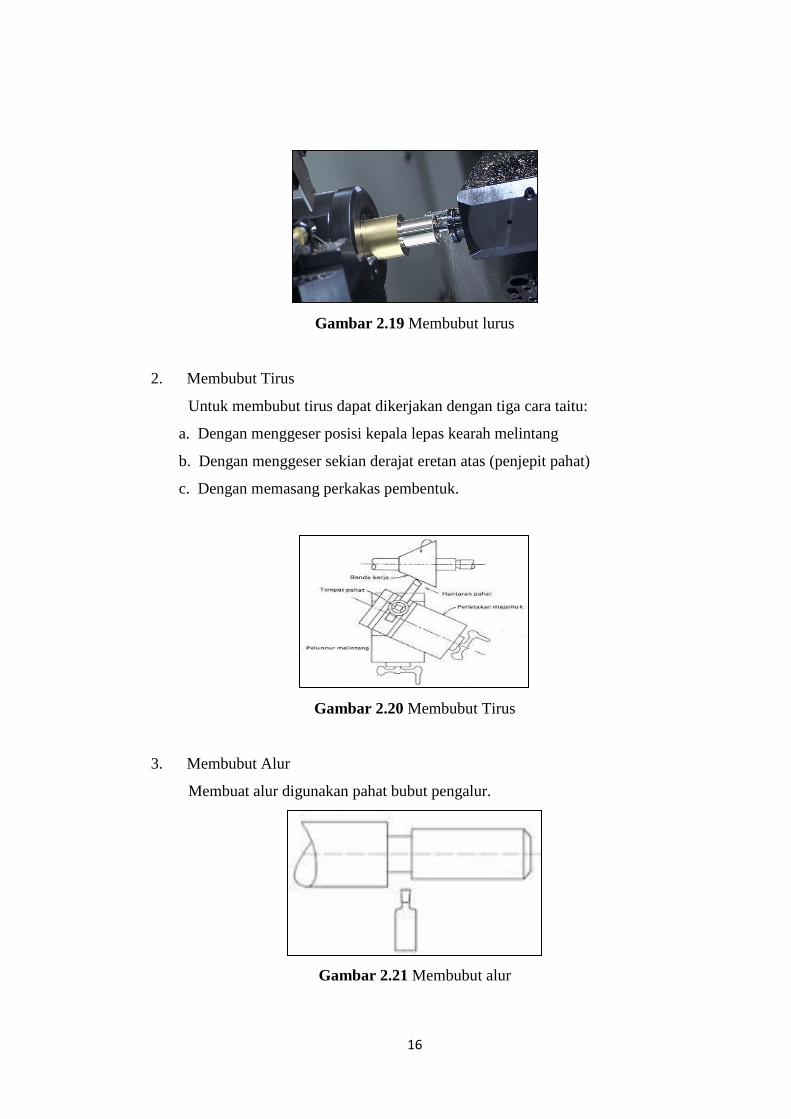
3. Membubut Alur
Membuat alur digunakan pahat bubut pengalur.
Gambar 2.21 Membubut alur
17
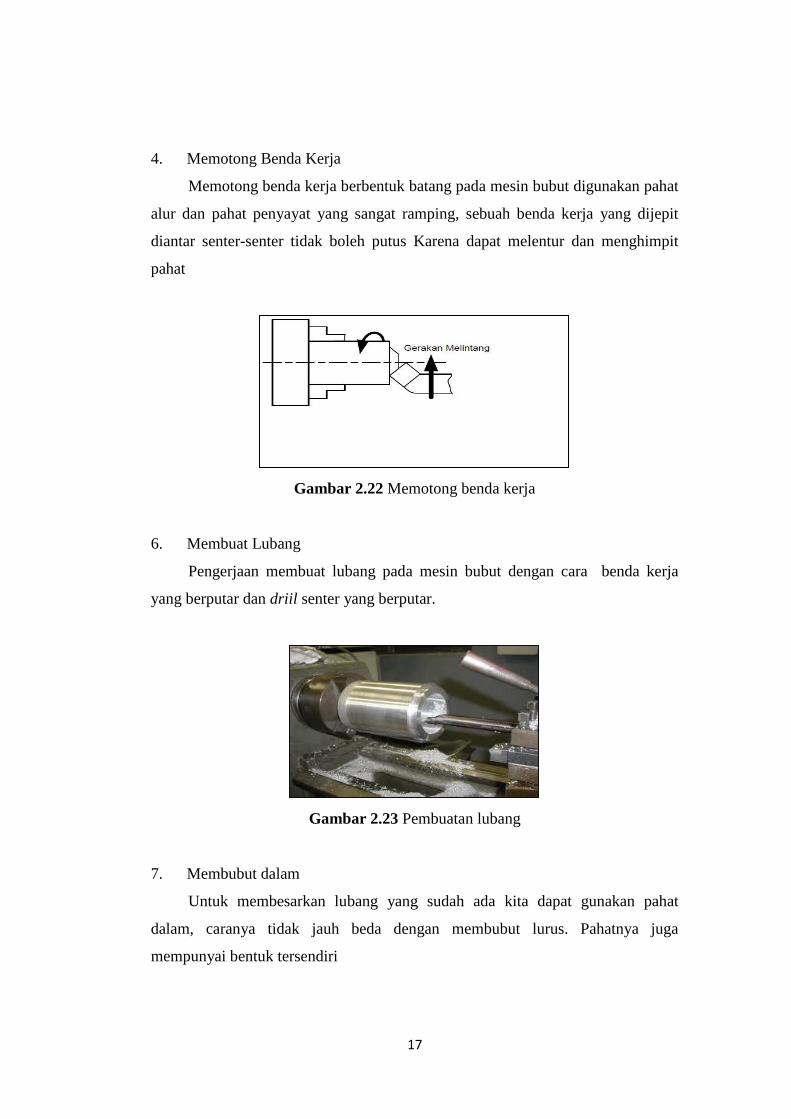
4. Memotong Benda Kerja
Memotong benda kerja berbentuk batang pada mesin bubut digunakan pahat
alur dan pahat penyayat yang sangat ramping, sebuah benda kerja yang dijepit
diantar senter-senter tidak boleh putus Karena dapat melentur dan menghimpit
pahat
Gambar 2.22 Memotong benda kerja
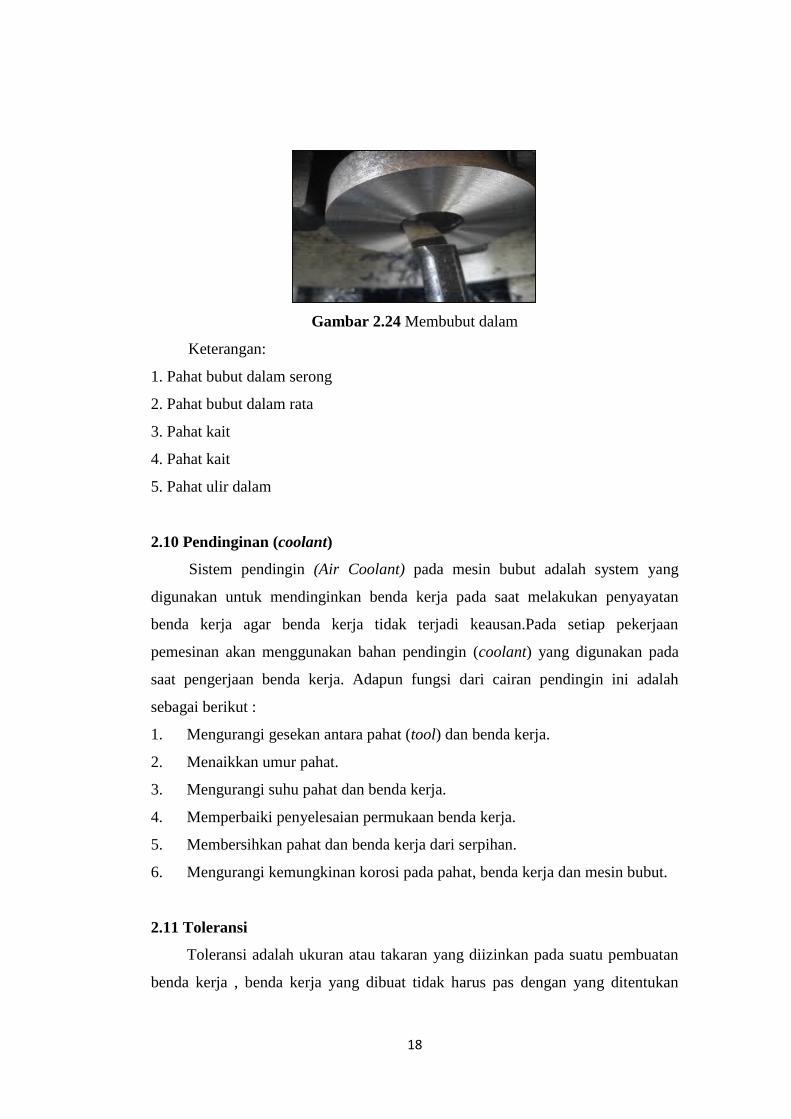
6. Membuat Lubang
Pengerjaan membuat lubang pada mesin bubut dengan cara benda kerja
yang berputar dan driil senter yang berputar.
Gambar 2.23 Pembuatan lubang
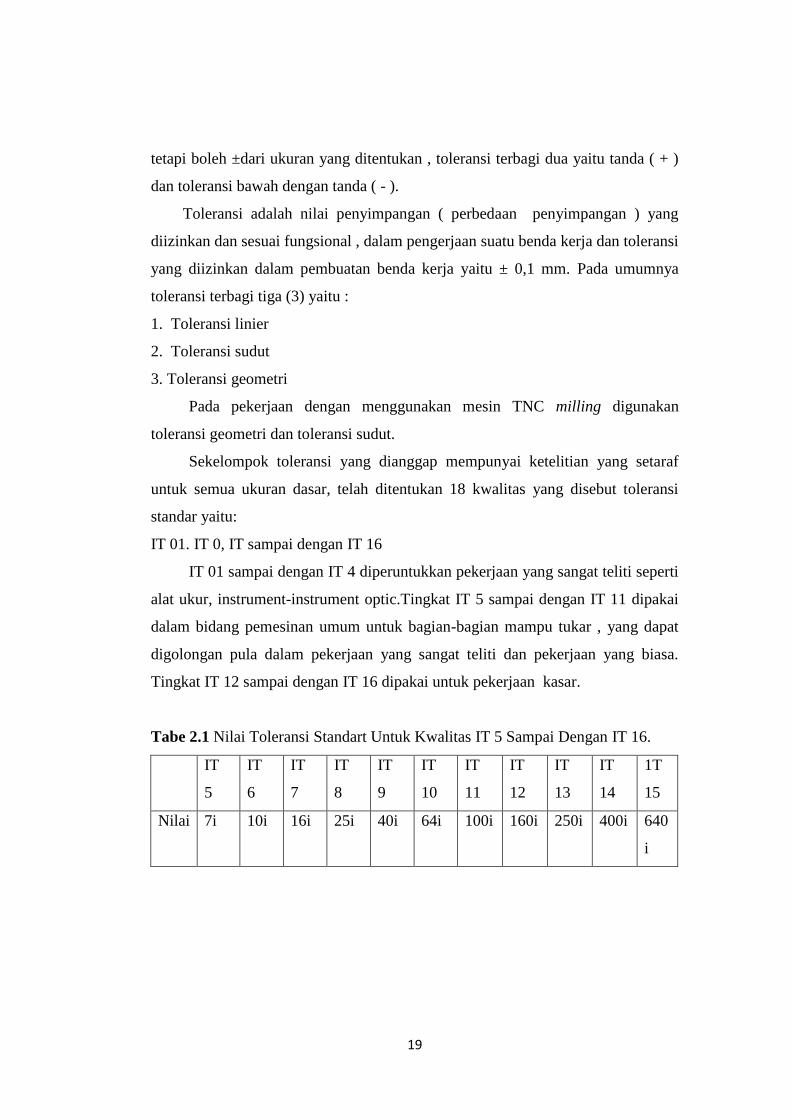
7. Membubut dalam
Untuk membesarkan lubang yang sudah ada kita dapat gunakan pahat
dalam, caranya tidak jauh beda dengan membubut lurus. Pahatnya juga
mempunyai bentuk tersendiri
18
Gambar 2.24 Membubut dalam
Keterangan:
1. Pahat bubut dalam serong
2. Pahat bubut dalam rata
3. Pahat kait
4. Pahat kait
5. Pahat ulir dalam
2.10 Pendinginan (coolant)
Sistem pendingin (Air Coolant) pada mesin bubut adalah system yang
digunakan untuk mendinginkan benda kerja pada saat melakukan penyayatan
benda kerja agar benda kerja tidak terjadi keausan.Pada setiap pekerjaan
pemesinan akan menggunakan bahan pendingin (coolant) yang digunakan pada
saat pengerjaan benda kerja. Adapun fungsi dari cairan pendingin ini adalah
sebagai berikut :
1. Mengurangi gesekan antara pahat (tool) dan benda kerja.
2. Menaikkan umur pahat.
3. Mengurangi suhu pahat dan benda kerja.
4. Memperbaiki penyelesaian permukaan benda kerja.
5. Membersihkan pahat dan benda kerja dari serpihan.
6. Mengurangi kemungkinan korosi pada pahat, benda kerja dan mesin bubut.
2.11 Toleransi
Toleransi adalah ukuran atau takaran yang diizinkan pada suatu pembuatan
benda kerja , benda kerja yang dibuat tidak harus pas dengan yang ditentukan
19
tetapi boleh ±dari ukuran yang ditentukan , toleransi terbagi dua yaitu tanda ( + )
dan toleransi bawah dengan tanda ( - ).
Toleransi adalah nilai penyimpangan ( perbedaan penyimpangan ) yang
diizinkan dan sesuai fungsional , dalam pengerjaan suatu benda kerja dan toleransi
yang diizinkan dalam pembuatan benda kerja yaitu ± 0,1 mm. Pada umumnya
toleransi terbagi tiga (3) yaitu :
1. Toleransi linier
2. Toleransi sudut
3. Toleransi geometri
Pada pekerjaan dengan menggunakan mesin TNC milling digunakan
toleransi geometri dan toleransi sudut.
Sekelompok toleransi yang dianggap mempunyai ketelitian yang setaraf
untuk semua ukuran dasar, telah ditentukan 18 kwalitas yang disebut toleransi
standar yaitu:
IT 01. IT 0, IT sampai dengan IT 16
IT 01 sampai dengan IT 4 diperuntukkan pekerjaan yang sangat teliti seperti
alat ukur, instrument-instrument optic.Tingkat IT 5 sampai dengan IT 11 dipakai
dalam bidang pemesinan umum untuk bagian-bagian mampu tukar , yang dapat
digolongan pula dalam pekerjaan yang sangat teliti dan pekerjaan yang biasa.
Tingkat IT 12 sampai dengan IT 16 dipakai untuk pekerjaan kasar.
Tabe 2.1 Nilai Toleransi Standart Untuk Kwalitas IT 5 Sampai Dengan IT 16.
IT
5
IT
6
IT
7
IT
8
IT
9
IT
10
IT
11
IT
12
IT
13
IT
14
1T
15
Nilai 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640
i

20
Tabel 2.2 Nilai Toleransi Standar Untuk Kwalitas IT 0,1 Sampai Dengan IT 1
IT 0,1 IT 0 IT 1
Nilai dalam
micron
Untuk D dalam
mm
0,3 + 0,008 D 0,5 + 0,012 D 0,8 + 0.020 D
Tabel 2.3 Lambang Karakteristik Geometri
21
BAB III
ALAT DAN BAHAN
3.1 Alat
Adapun alat yang digunakan dalam proses pembuatan benda kerja pada
Mesin Bubut adalah adalah:
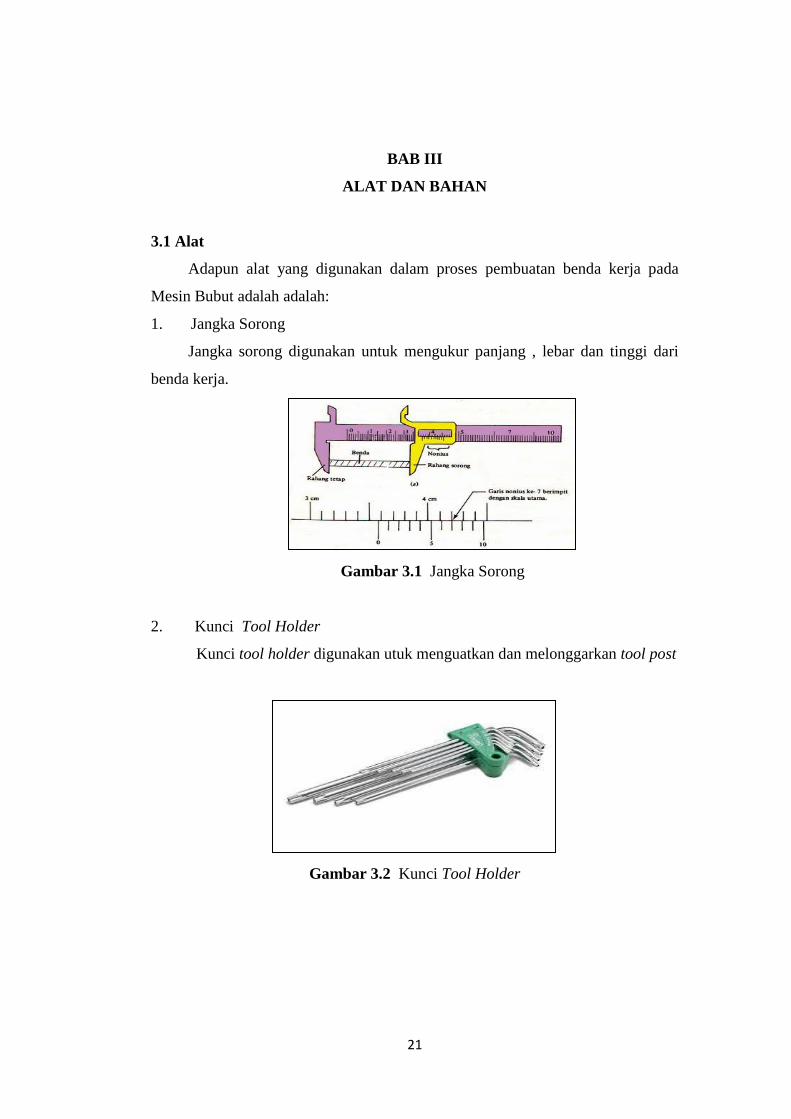
1. Jangka Sorong
Jangka sorong digunakan untuk mengukur panjang , lebar dan tinggi dari
benda kerja.
Gambar 3.1 Jangka Sorong
2. Kunci Tool Holder
Kunci tool holder digunakan utuk menguatkan dan melonggarkan tool post
Gambar 3.2 Kunci Tool Holder
22
3. Kunci Kombinasi 8 mm
Kunci ini digunakan untuk mengencangkan pahat dan melonggarkan pahat.
Gambar 3.3 Kunci Kombinasi 8 mm
4. Tool holder
Tool holder berfungsi sebagai tempat kedudukan pahat.
Gambar 3.4 Tool holder
5. Kunci Toll Post
Kunci tool post digunakan untuk mengunci dan melonggarkan tool post dari
kedudukannya.
23
Gambar 3.5 Kunci Toll Post
6. Kunci chuck
Kunci chuck dugunakan untuk mengunci chuck.
Gambar 3.6 Kunci chuck
7. Kunci L
Kunci L digunakan untuk menyeting atau mengatur Tool pada Tool Post
terhadap ujung center.
Gambar 3.7 Kunci L
24
8. Pahat
Pahat bubut digunakan untuk memotong menyayat benda kerja.
Gambar 3.8 Pahat
9. Kuas
Kuas digunakan untuk membersihkan mesin dari geram-geram dari sayatan
benda kerja.
Gambar 3.9 Kuas
10. Senter
Alat ini digunakan untuk memegang titik sumbu dari kedua ujung benda
kerja dibor runcing sedikit untuk menempatkan ujung senter tersebut.
25
Gambar 3.10 Center putar
11. Chuck Drill
Alat ini digunakan sebagai tempat atau kedudukan pahat drill.
Gambar 3.11 Chuck Drill
12. Kunci Chuck Drlil
Kunci chuck chuck drill dugunakan untuk mengunci chuck drill.
Gambar 3.12 Chuck Driil
26
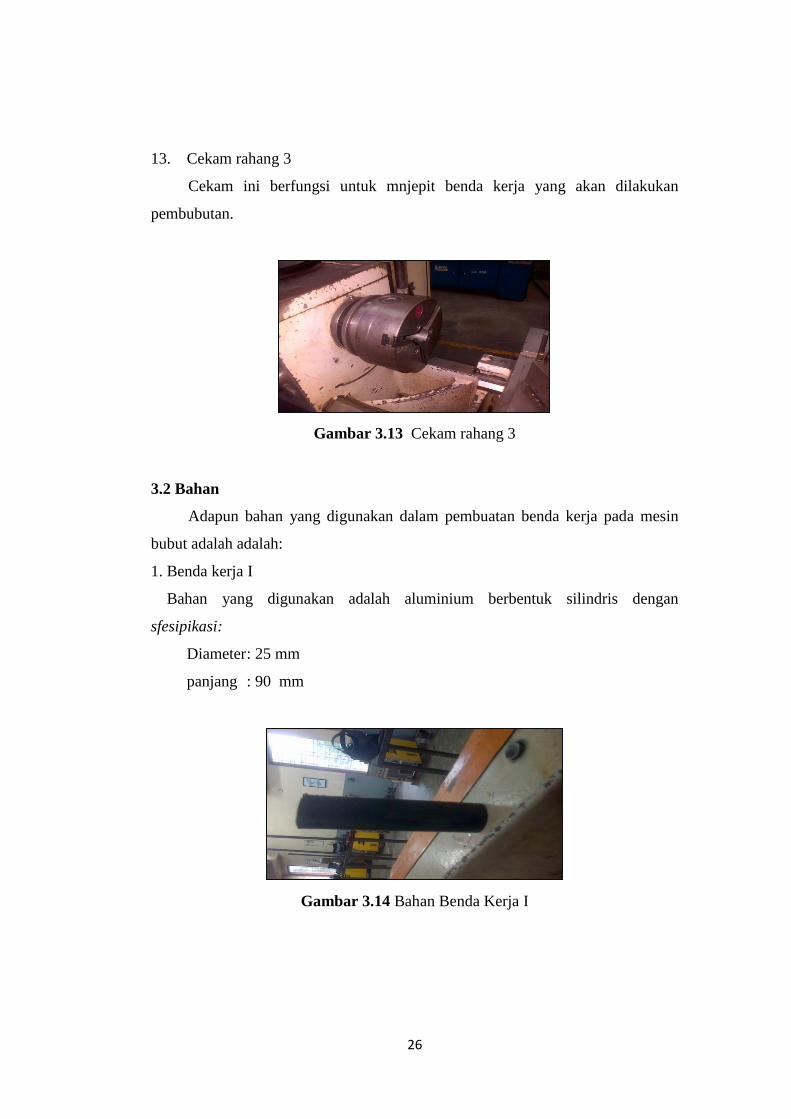
1. 13. Cekam rahang 3
Cekam ini berfungsi untuk mnjepit benda kerja yang akan dilakukan
pembubutan.
Gambar 3.13 Cekam rahang 3
3.2 Bahan
Adapun bahan yang digunakan dalam pembuatan benda kerja pada mesin
bubut adalah adalah:
1. Benda kerja I
Bahan yang digunakan adalah aluminium berbentuk silindris dengan
sfesipikasi:
Diameter : 25 mm
panjang : 90 mm
Gambar 3.14 Bahan Benda Kerja I

27
2. Coolant
Gambar 3.15 Coolant

28
BAB IV
PROSEDUR KERJA
4.1 Prosedur Umum
1. Alat dan bahan yang digunakan disiapkan
2. Gambar benda kerja dipelajari dan dipahami
3. Benda kerja diukur dengan menggunakan jangka sorong
4. Mata pahat diasah dengan menggunakan gerinda
5. Benda kerja dijepit pada chuck
6. Mesin diatur kecepatannya dengan melihat tabel
7. Mesin diaktifkan
8. Benda kerja di drill
9. Benda kerja difinishing
10.Mesin dinonaktifkan
11. Mesin dibersihkan
12. Alat dibersihkan dan disimpan
13. Ruangan dibersihkan
4.2 Prosedur Pembubutan
4.2.1 Standar Operasional Prosedur Penghidupan Mesin Bubut.
Langkah-langkah pada waktu penghidupan mesin bubut adalah sebagai
berikut :
1. Hidupkan swich atau panel utama, tekan tombol untuk menghidupkan
mesin bubut yang akan di gunakan.
Gambar 4.1 Panel utama
29
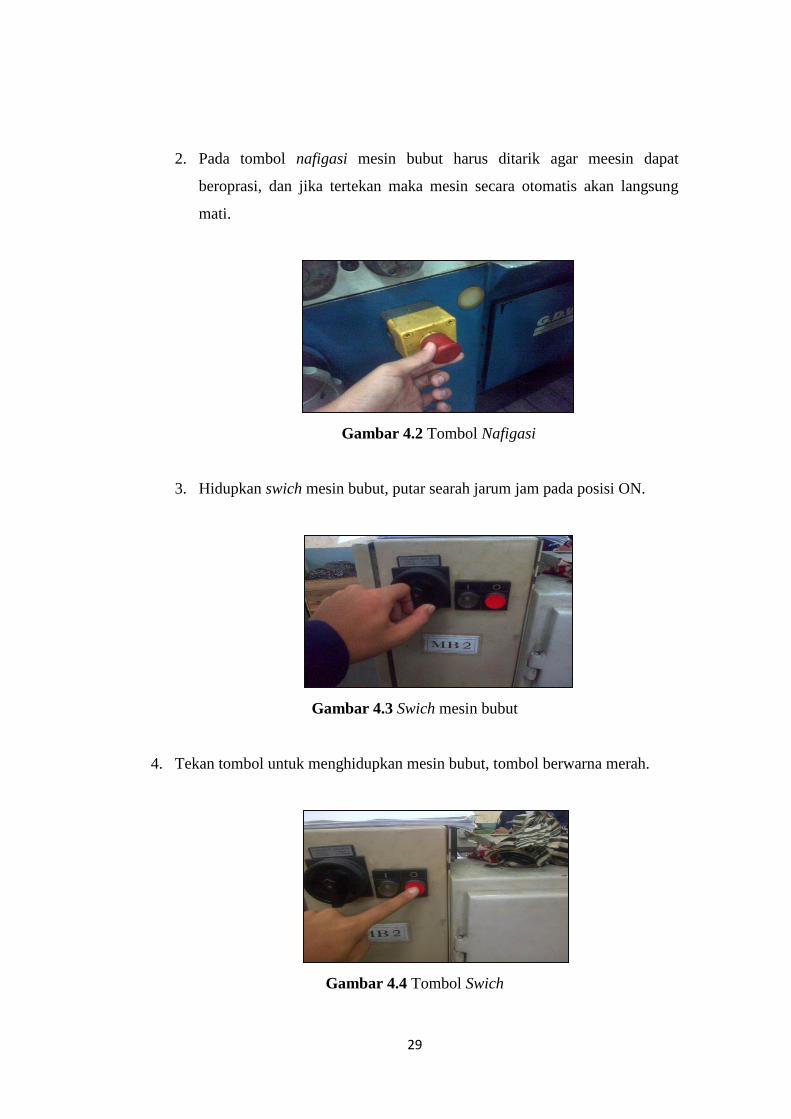
2. Pada tombol nafigasi mesin bubut harus ditarik agar meesin dapat
beroprasi, dan jika tertekan maka mesin secara otomatis akan langsung
mati.
Gambar 4.2 Tombol Nafigasi
3. Hidupkan swich mesin bubut, putar searah jarum jam pada posisi ON.
Gambar 4.3 Swich mesin bubut
4. Tekan tombol untuk menghidupkan mesin bubut, tombol berwarna merah.
Gambar 4.4 Tombol Swich
30
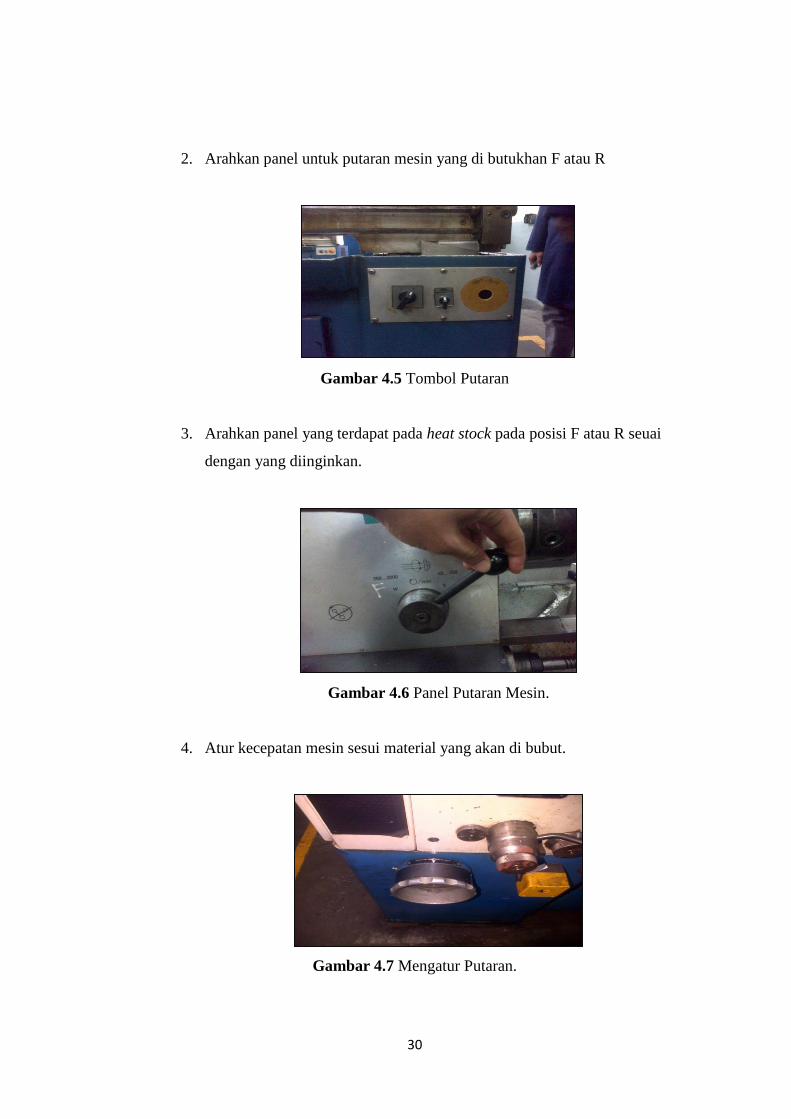
2. Arahkan panel untuk putaran mesin yang di butukhan F atau R
Gambar 4.5 Tombol Putaran
3. Arahkan panel yang terdapat pada heat stock pada posisi F atau R seuai
dengan yang diinginkan.
Gambar 4.6 Panel Putaran Mesin.
4. Atur kecepatan mesin sesui material yang akan di bubut.
Gambar 4.7 Mengatur Putaran.
31
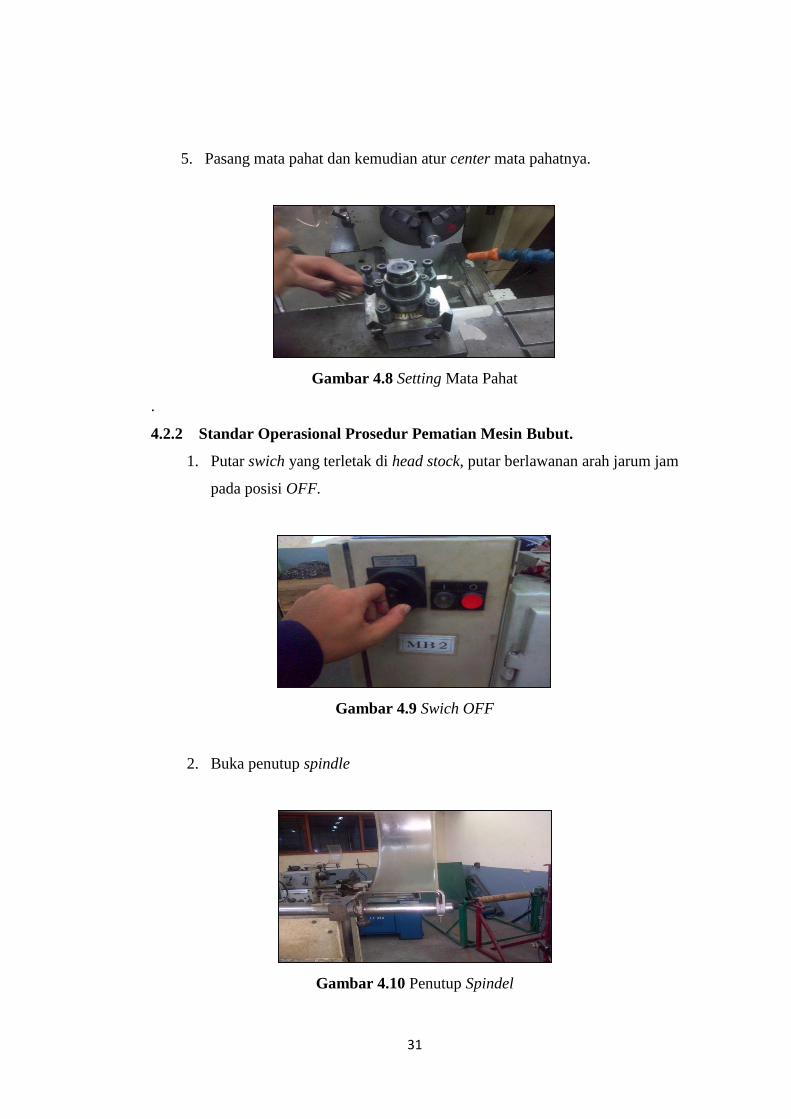
5. Pasang mata pahat dan kemudian atur center mata pahatnya.
Gambar 4.8 Setting Mata Pahat
.
4.2.2 Standar Operasional Prosedur Pematian Mesin Bubut.
1. Putar swich yang terletak di head stock, putar berlawanan arah jarum jam
pada posisi OFF.
Gambar 4.9 Swich OFF
2. Buka penutup spindle
Gambar 4.10 Penutup Spindel
32
3. Buka toolpost dan mata pahat mesin bubut.
Gambar 4.11 Tool Posh
4. Bersihkan mesin dari gram sisa pembubutan.
Gambar 4.12 Gram
5. Putuskan mesin dari sumber arus listrik.
Gambar 4.13 Sumber arus listrik
33
4.3 Prosedur kerja
4.3.1 Prosedur membubut muka ( faceing )
1. Siapkan alat dan bahan yang diperlukan, benda kerja dan coolant.
Gambar 4.14 Benda Kerja.
2. Pasangkan benda kerja pada chuck
Gambar 4.15 Benda kerja di chuck
3. Kuatkan cekaman pada chuck dengan menggunakan kunci chuck, pastikan
benar-benar kuat agar benda kerja tidak bergerak pada saat di bubut.
34
Gambar 4.16 Penguncian chuck
6. Tutup pelindung spindle agar mesin bias beroprasi.
Gambar 4.17 Penutup Spindel.
7. Putar tuas pengoprasian sesuia dengan yang di butuhkan, tuas terdapat di
sebelah kiri eretan, jika tuas di tarik maka putaran searah jarum jam, dan
jika tuas di tekan maka putaran spindle berlawanan arah jarum jam.
Gambar 4.18 Putaran Spindel
35
8. Putar atau arahkan eretan mendekati benda kerja lalu atur pemakanna 0,5
mm, dalam eretan atas biasany ukuran pemakanan 0,05 maka untuk
memakan 0,5 putar eretan alas sejauh 10 mm ke searah jarum jam.
Gambar 4.19 Pengaturan Pemakanan.
9. Ulangi roughing sampai ukuran yang di butuhkan sesuai dengn gambar
benda kerja.
Gambar.4.20 Roughing
10. Gunakan jangka sorong untuk melihat ukuran benda kerja, agar ukuran
sesuai dengan yang dibutuhkan lakukan pembubutan dengan hati-hati
dan sesuai dengan prosedur kerja.

36
Gambar 4.21 Jangka Sorong
11. Jika ukuran sudah sesua lepaskan beda kerja dari chuck.
Gambar 4.22 Benda Kerja Jadi
4.3.2 Membubut Silindris ( Membubut Memanjang ).
1. Siapkan alat dan bahan yang diperlukan, benda kerja dan coolant.
Gambar 4.23 Benda Kerja
37
2. Pasangkan benda kerja pada chuck
Gambar 4.24 Benda Kerja di Chuck.
3. Kuatkan cekaman pada chuck dengan menggunakan kunci chuck, pastikan
benar-benar kuat agar benda kerja tidak bergerak pada saat di bubut.
Gambar 4.25 Penguncian Chuck.
4. Tutup pelindung spindle agar mesin bias beroprasi.
Gambar 4.26 Penutup

38
5. Putar tuas pengoprasian sesuia dengan yang di butuhkan, tuas terdapat di
sebelah kiri eretan, jika tuas di tarik maka putaran searah jarum jam, dan
jika tuas di tekan maka putaran spindle berlawanan arah jarum jam.
Gambar 4.27 Putaran Spindel
6. Putar atau arahkan eretan mendekati benda kerja lalu atur pemakanna 0,5
mm, dalam eretan atas biasany ukuran pemakanan 0,05 maka untuk
memakan 0,5 putar eretan alas sejauh 10 mm ke searah jarum jam.
Gambar 4.28 Pengaturan Pemakanan.
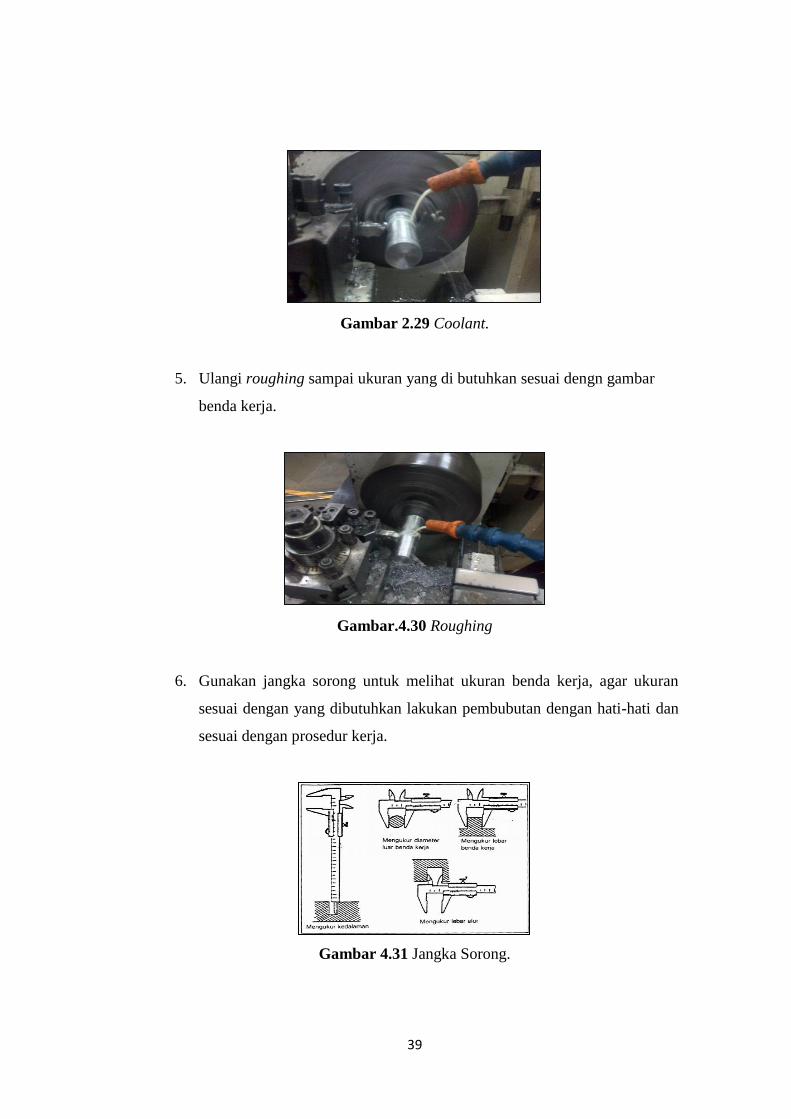
4. Hidupkan pompa coolant untuk mengalirkan cairan coolant.
39
Gambar 2.29 Coolant.
5. Ulangi roughing sampai ukuran yang di butuhkan sesuai dengn gambar
benda kerja.
Gambar.4.30 Roughing
6. Gunakan jangka sorong untuk melihat ukuran benda kerja, agar ukuran
sesuai dengan yang dibutuhkan lakukan pembubutan dengan hati-hati dan
sesuai dengan prosedur kerja.
Gambar 4.31 Jangka Sorong.
40
7. Jika ukuran sudah sesua lepaskan beda kerja dari chuck.
Gambar 4.32 Benda Kerja Jadi
41
BAB V
PEMBAHASAN
5.1 Perhitungan
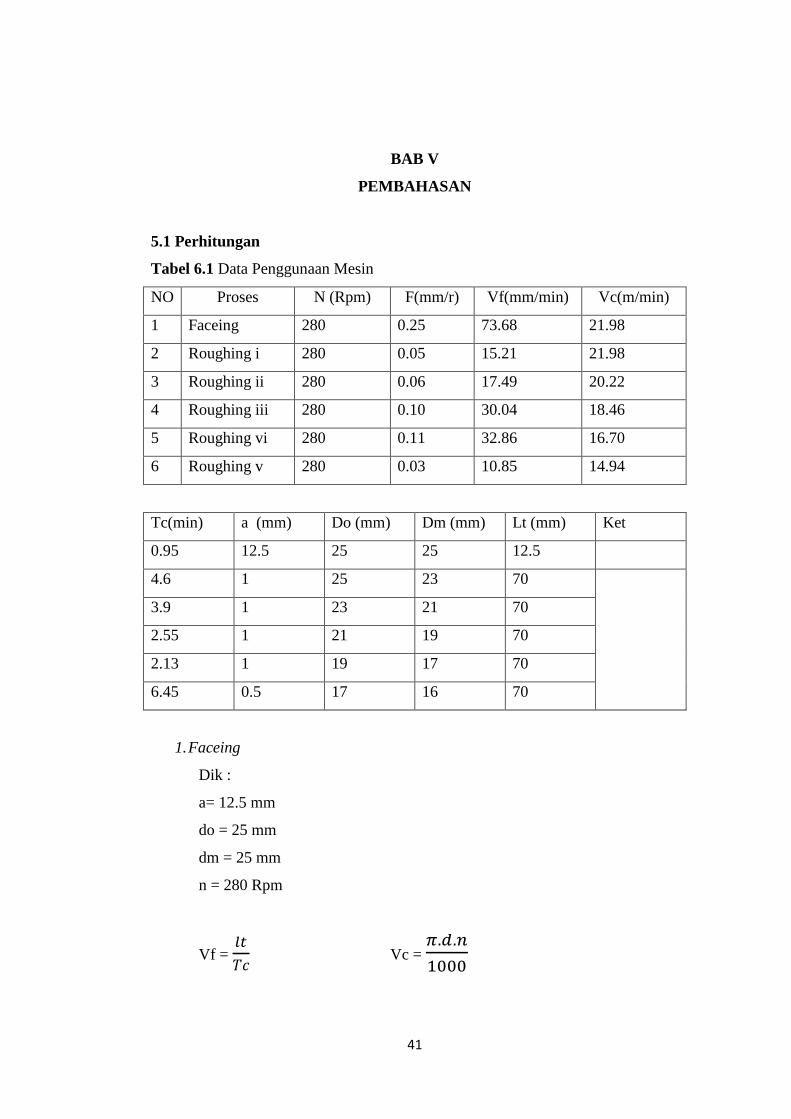
Tabel 6.1 Data Penggunaan Mesin
NO Proses N (Rpm) F(mm/r) Vf(mm/min) Vc(m/min)
1 Faceing 280 0.25 73.68 21.98
2 Roughing i 280 0.05 15.21 21.98
3 Roughing ii 280 0.06 17.49 20.22
4 Roughing iii 280 0.10 30.04 18.46
5 Roughing vi 280 0.11 32.86 16.70
6 Roughing v 280 0.03 10.85 14.94
Tc(min) a (mm) Do (mm) Dm (mm) Lt (mm) Ket
0.95 12.5 25 25 12.5
4.6 1 25 23 70
3.9 1 23 21 70
2.55 1 21 19 70
2.13 1 19 17 70
6.45 0.5 17 16 70
1. Faceing
Dik :
a= 12.5 mm
do = 25 mm
dm = 25 mm
n = 280 Rpm
Vf =
Vc =

42
=
=
= 73.68 mm/min = 21.98 mm/min
f =
=
= 0.26 mm/r
2. Roughing 1
Dik : a = 1 mm
Do = 25 mm
Dm = 23mm
Lt = 70 mm
Tc = 4.36 min
N = 280 Rpm
Vf =
Vc =
=
=
= 15.21 mm/min = 21.98 mm/min
f =
=
= 0.05 mm/r

43
3. Roughing 2
Dik : a = 1 mm
Do = 25 mm
Dm = 21 mm
Lt = 70 mm
Tc = 3.54 min
N = 280 Rpm
Vf =
Vc =
=
=
= 17.94 mm/min = 20.22 mm/min
f =
=
= 0.06 mm/r
4. Roughing 3
Dik : a = 1 mm
Do = 21 mm
Dm = 19 mm
Lt = 70 mm
Tc = 2.55 min
N = 280 Rpm

44
Vf =
Vc =
=
=
= 30.04 mm/min = 18.46 mm/min
f =
=
= 0.10 mm/r
5. Roughing 4
Dik : a = 1 mm
Do = 19 mm
Dm =17 3mm
Lt = 70 mm
Tc 2.13 min
N = 280 Rpm
Vf =
Vc =
=
=
= 33.86 mm/min = 16.70 mm/min
f =
45
=
= 0.11 mm/r
6. Finishing
Dik : a = 1 mm
Do = 17 mm
Dm = 16 mm
Lt = 70 mm
Tc = 6 .45 min
N = 280 Rpm
Vf =
Vc =
=
=
= 10.85 mm/min = 14.94 mm/min
f =
=
= 0.03 mm/r
5.2 Analisa
Pada saat penulis melaksanakan praktikum mesin bubut banyak terdapat
kesulitan dan kesalahan yang penulis alami diantaranya :
1. Benda kerja yang dibubut sering tidak rata.
2. Pada saat benda kerja berputar pada pencekam benda kerja mengalami putaran
yang tidak senter

46
3. Pada saat pembuatan tirus hasil permukaan benda kerja yang dihasilkan kasar
dan tidak rata
4. Ujung benda kerja dengan ujung benda kerja yang lain sering mengalami
perbedaan diameter pada saat melakukan pembubutan dengan menggunakan
eretan atas
Untuk mengatasi permasalahan di atas dapat diatasi dengan cara :
1. Pada ujung pahat ternyata masih runcing, dan penulis membuat radius pada
ujung pahat tersebut
2. Ketiga pengunci cekam harus dikunci kuat dengan menggunakan kunci
chuck.
3. Untuk pembuatan tirus mata pahat yang digunakan harus berbentuk radius
sesuai dengan ukuran radius mata pahat.dan sudut eretan atas adalah 6 derajat.
4. Untuk menjalankan eretan atas, sudutnya haruslah dalam keadaan nol derajat.
47
BAB VI
PENUTUP
6.1 Kesimpulan
Setelah melakukan praktikum Teknik mesin bubut ini mahasiswa dapat
menyimpulkan beberapa hal yaitu :
1. Ketajaman dan sudut mata pahat yang benar sangat berpengaruh pada hasil
permukaan benda kerja karena akan mengahasilkan permukaan yang kasar.
2. Pada saat melakukan pengasahan mata pahat sebaiknya dilakukan secara
perlahan–lahan, agar sudut pahat yang dihasilkan sesuai dengan yang telah
ditentukan dan agar benda kerja yang dihasilkan permukaannya rata.
3. Dalam melakukan proses di mesi bubut hendaklah dalam setiap pembubutan
collant diaktifkan agar permukaan benda kerja yang dihasilkan licin dan
mengkilap dan berpengaruh juga terhadap mata pahat bubut
4. Saat pembuatan lubang dan pembesaran lubang yang dilakukan oleh mesin
bubut terlebih dahulu benda kerja dijepit dngan kuat dan sebelum proses
dilakukan benda kerja disenter dahulu dengan senter yang terletak di kepala
lepas agar lubang yang dihasilkan lebih bagus dan lubang yang dihasilkan pada
permukaan benda kerja senter atau ditengah .
6.2 Saran
Adapun yang dapat penulis berikan dalam Praktikum Mesin Bubut ini
adalah :
1. Sebelum mahasiswa menggunakan mesin bubut diharapkan mahasiswa
memahami terlebih dahulu tentang teori dasar dan tata cara menggunakan
mesin bubut yang benar.
2. Setelah chuck dikunci, diharapkan hat-hati jangan pernah meninggalkan kunci
chuck pada pencekam.
3. Jangan mengukur benda kerja yang sedang berputar.
48
DAFTAR PUSTAKA
Yohanes .2012.Pemotongan Logam
http://adrianto 86.wordprass.com/jenis-jenis-mesin-bubut.
http://aditm ii.blogspot.com//2012/04/laporan praktikum-mesin-bubut-
html.2oktober 2014
LAMPIRAN




















