KERJA SERTA LINGKUNGAN DI PT. KRAKATAU STEEL …... · D.III Hiperkes dan Keselamatan Kerja,...

If you can't read please download the document
Transcript of KERJA SERTA LINGKUNGAN DI PT. KRAKATAU STEEL …... · D.III Hiperkes dan Keselamatan Kerja,...
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
LAPORAN MAGANG
IMPLEMENTASI HIPERKES DAN KESELAMATAN
KERJA SERTA LINGKUNGAN DI
PT. KRAKATAU STEEL
CILEGON
Anisa Dyah Kusumawardhani
R.0009014
PROGRAM DIPLOMA III HIPERKES DAN KESELAMATAN KERJA
FAKULTAS KEDOKTERAN UNIVERSITAS SEBELAS MARET
Surakarta
2012
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
iv
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT atas berkah, rahmat,
karunia, kesehatan, kekuatan dan kemudahan dalam pelaksanaan magang serta
penyusunan laporan magang dengan judul Implementasi Hiperkes dan
Keselamatan Kerja serta Lingkungan di PT. Krakatau Steel Cilegon.
Laporan ini disusun sebagai syarat untuk menyelesaikan studi di Program
D.III Hiperkes dan Keselamatan Kerja, Fakultas Kedokteran Universitas Sebelas
Maret Surakarta. Di samping itu magang ini dilaksanakan untuk menambah
wawasan guna mengenal, mengetahui dan memahami mekanisme serta
problematika yang ada mengenai penerapan keselamatan dan kesehatan kerja serta
lingkungan hidup di perusahaan.
Dalam pelaksanaan magang dan penyusunan laporan ini penulis telah
dibantu dan dibimbing oleh berbagai pihak. Oleh karena itu, perkenankan penulis
menyampaikan ucapan terima kasih kepada :
1. Bapak Prof. Dr. H. Zainal Arifin Adnan, dr. Sp.PD-KR-FINASIM, selaku Dekan Fakultas Kedokteran Universitas Sebelas Maret Surakarta.
2. Bapak Sumardiyono, SKM., M.Kes selaku Ketua Program Studi Diploma III Hiperkes dan Keselamatan Kerja Universitas Sebelas Maret Surakarta
sekaligus pembimbing I yang telah memberikan bimbingan dan saran dalam
penyusunan laporan ini.
3. Ibu Dra. Cr. Siti Utari, M.Kes selaku pembimbing II yang telah memberikan bimbingan dan saran dalam penyusunan laporan ini.
4. Ibu Reni Wijayanti, dr. M.Sc. selaku penguji yang telah menguji dan memberikan masukan demi perbaikan laporan ini.
5. Bapak Awang Yudha Irianto, Selaku Superintendent sekaligus Pembimbing Utama yang telah memberikan bimbingan dan arahan dalam penyusunan
laporan ini.
6. Bapak Kornelis selaku Training Koordinator Divisi HSE yang telah memberikan ijin untuk pelaksanaan magang ini serta membantu Penulis dalam
memberikan gambaran tentang SMK3.
7. Bapak Nurkadi, Bapak Yohanes, dan Bapak Syarbini, Bapak Didi selaku Supervisor dan Bapak Freddy Cahyo sebagai Pembimbing Lapangan yang
telah memberikan bimbingan dan arahan dalam penyusunan laporan ini.
8. Bapak M. Ichsan dan Bapak Subiyarman yang telah memberikan banyak pengetahuan dan pengalaman tentang boiler.
9. Bapak Sunardi, Ibu Esti, Mbak Esti, Mas Ade Rizal, Mas Rian, dan Mas Eko yang telah banyak membantu dan memberikan pengetahuan serta pengalaman
tentang laboratorium lingkungan.
10. Bapak Nugroho atas ilmu yang diberikan kepada Penulis tentang radiasi. 11. Bapak Triyoso atas ilmu yang diberikan kepada Penulis tentang crane. 12. Bapak Yusuf atas ilmu yang diberikan kepada Penulis mengenai pengendalian
lingkungan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
v
13. Mas Uus Syauqi, Bapak Prabowo, Bapak Hartono, Bapak Bachruddin yang banyak memberikan bantuan kepada Penulis selama magang.
14. Bapak, Ibu, Adikku tercinta serta keluargaku semuanya, yang tidak henti-hentinya memberikan curahan doa dan kasih sayang kepada penulis sehingga
penulis mampu menyelesaikan semua masalah yang Penulis hadapi.
15. Sahabat-sahabatku Anindyah, Ritma, Syara, Novalia, Tina, Junita, Stevina, Wuri, Adi, Yogi, Amin, Setyono, Lutfi, Adin dan Yudha yang selalu
memberikan dukungan dan semangat kepada Penulis.
16. Ajeng Ayu Vidyasari dan Setyaning Dwi Murwani sebagai tim prakerin selama magang, terimakasih untuk kerjasamanya.
17. Teman-temanku seperjuangan Angkatan 2009, terima kasih atas dukungan dan kerjasamanya. Semoga kekompakan kita terus terjaga.
18. Dan semua pihak yang telah membantu dalam penyusunan laporan ini yang tidak bisa Penulis sebutkan satu-persatu.
Penulis menyadari bahwa penulisan laporan ini masih sangat jauh dari
sempurna sehingga Penulis mengharapkan saran dan kritik yang membangun dari
pembaca sehingga dapat dijadikan masukan di waktu mendatang.
Akhir kata penulis berharap semoga laporan ini dapat memberikan manfaat
bagi kita semua, khususnya mahasiswa Program D.III Hiperkes Dan Keselamatan
Kerja untuk menambah wawasan yang berkaitan dengan keselamatan dan
kesehatan kerja serta lingkungan hidup di perusahaan.
Cilegon, Mei 2012
Penulis,
Anisa Dyah K
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vi
DAFTAR ISI
HALAMAN JUDUL .................................................................................. i
HALAMAN PENGESAHAN .................................................................... ii
HALAMAN PENGESAHAN PERUSAHAAN ........................................ iii
KATA PENGANTAR ................................................................................ iv
DAFTAR ISI .............................................................................................. vi
DAFTAR TABEL ...................................................................................... vii
DAFTAR GAMBAR ................................................................................. viii
DAFTAR LAMPIRAN .............................................................................. ix
BAB I PENDAHULUAN ..................................................................... 1
A. Latar Belakang Masalah ....................................................... 1 B. Tujuan Magang ..................................................................... 4 C. Manfaat Magang .................................................................... 5
BAB II METODE PENGAMBILAN DATA ........................................ 7
A. Persiapan ............................................................................... 7 B. Lokasi .................................................................................... 8 C. Pelaksanaan ........................................................................... 8
BAB III HASIL MAGANG ..................................................................... 10
A. Gambaran Umum Perusahaan .............................................. 10 B. Proses Produksi ..................................................................... 16 C. Higiene Perusahaan ............................................................... 24 D. Kesehatan Kerja .................................................................... 32 E. Keselamatan Kerja ................................................................. 54 F. Ergonomi .............................................................................. 74 G. Manajemen K3 ...................................................................... 76 H. Lingkungan ........................................................................... 91 I. Laboratorium Lingkungan .................................................... 99
BAB IV PEMBAHASAN ........................................................................ 105
A. Higiene Perusahaan ............................................................... 105 B. Kesehatan Kerja .................................................................... 115 C. Keselamatan Kerja ................................................................ 118 D. Ergonomi ............................................................................... 127 E. Manajemen K3 ...................................................................... 128 F. Lingkungan ........................................................................... 130 G. Laboratorium Lingkungan .................................................... 131
BAB V SIMPULAN DAN SARAN ....................................................... 133
A. Simpulan ............................................................................... 133 B. Saran ...................................................................................... 136
DAFTAR PUSTAKA ................................................................................. 137
LAMPIRAN
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vii
DAFTAR TABEL
Tabel 1. Distribusi Air Minum Dispenser di Setiap Unit Kerja ............... 52
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
viii
DAFTAR GAMBAR
Gambar 1. Proses Produksi Pabrik Besi Spons ............................................. 18
Gambar 2. Proses Produksi Pabrik Billet Baja ............................................. 19
Gambar 3. Proses Produksi Pabrik Slab Baja ............................................... 20
Gambar 4. Produksi Pabrik Pengerolan Baja Lembaran Panas ................... 21
Gambar 5. Produksi Pabrik Pengerolan Baja Lembaran Dingin .................. 22
Gambar 6. Proses Pabrik Batang Kawat ....................................................... 23
Gambar 7. Bagan Stuktur Organisasi HSE .................................................. 82
Gambar 8. Struktur P2K3 Pusat ................................................................... 84
Gambar 9. Struktur Sub P2K3 ..................................................................... 85
Gambar 10. Bagan Implementasi SMK3 & SML ISO 14001 ..................... 91
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
ix
DAFTAR LAMPIRAN
Lampiran 1. Surat Keterangan Magang di PT. Krakatau Steel
Lampiran 2. Pedoman Tanggap Darurat di PT. Krakatau Steel
Lampiran 3. Laporan Hasil Pengujian Laboratorium Lingkungan
Lampiran 4. Ijin Kerja Berbahaya
Lampiran 5. Kebijakan Lingkungan, Keselamatan dan Kesehatan Kerja (K3)
Lampiran 6. Limbah B3 di PT. Krakatau Steel
Lampiran 7. Limbah Non B3 di PT. Krakatau Steel
Lampiran 8. Permit/Surat Izin Pelaksanaan Kerja
Lampiran 9. Peta Sistem Pemantauan & Pengendalian Lingkungan Sekitar
Kawasan KIEC
Lampiran 10. Prosedur Penanggulangan Keadaan Darurat di PT. Krakatau Steel
Cilegon
Lampiran 11. Uraian Tugas Tim Tanggap Darurat
Lampiran 12. Bagan Struktur Organisasi PT. Krakatau Steel
Lampiran 13. ISO 14001:1996 Certification
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Menurut Tarwaka (2008), dalam era globalisasi dengan pesatnya
kemajuan di bidang teknologi telekomunikasi dan transportasi, dunia seakan
tanpa batas dan jarak. Dengan demikian pembangunan sumber daya manusia
menjadi sangat penting, terlebih lagi dengan diberlakukannya perdagangan
bebas yang berarti semua produk-produk yang dihasilkan oleh industri kita
harus memenuhi standar kualitas yang disepakati oleh dunia internasional.
Oleh karena itu dunia industri kita harus cerdas dan cepat mengambil
langkah-langkah untuk mengantisipasi perkembangan teknologi tersebut agar
semua produk yang dihasilkan mempunyai daya saing di pasar bebas.
Kemajuan teknologi telah banyak menyumbangkan berbagai hal positif
dalam pertumbuhan ekonomi dan kemajuan sosial di dunia industri.
Perkembangan teknologi telah mengangkat standar hidup manusia dan
mengurangi sumber kecelakaan, cedera dan stress akibat kerja. Namun
demikian, di sisi lain kemajuan teknologi juga mengakibatkan berbagai
dampak yang merugikan yaitu berupa terjadinya peningkatan pencemaran
lingkungan, kecelakaan kerja dan timbulnya berbagai macam penyakit akibat
kerja. Kompleknya teknologi modern, perubahan bentuk kerja, organisasi
kerja, dan sistem produksi juga menempatkan suatu tuntutan yang tinggi pada
daya kerja. Untuk mengatasi masalah-masalah tersebut maka implementasi
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2
peningkatan kinerja K3 adalah suatu keharusan. Sehingga, setiap
pengembangan dan penggunaan teknologi baru dapat diterima dan
menguntungkan semua pihak.
Bukan hanya K3, implementasi yang baik dan benar dari Higiene
Perusahaan dan Kesehatan Kerja juga merupakan suatu kebutuhan dan
keharusan. Menurut Sumamur (1996), Higiene Perusahaan dan
Kesehatan Kerja sebagai suatu istilah yang memiliki satu kesatuan
pengertian, adalah terjemahan resmi dari Occupational Health, yang
cenderung diartikan sebagai lapangan kesehatan yang mengurusi
problematik kesehatan secara menyeluruh daripada tenaga kerja.
Menyeluruh berarti usaha-usaha kuratif, preventif, penyesuaian faktor
manusiawi terhadap pekerjaannya dan hygiene, dan lain-lain.
Higiene Perusahaan dan Kesehatan Kerja mempunyai maksud dan
tujuan yang sangat mulia, yaitu menurut Sumamur (1996) :
1. Untuk memelihara dan meninggikan kesehatan tenaga kerja sebagai
salah satu unsur sangat penting dari kesejahteraan, dan
2. Untuk meningkatkan kegairahan kerja, effisiensi, produktivitas, dan
moril kerja faktor manusia dalam setiap sektor kegiatan ekonomi.
Selaras dengan pasal 27 (2) UUD 1945 yang berbunyi Tiap-tiap
warga Negara berhak atas pekerjaan dan penghidupan yang layak bagi
kemanusiaan, maka pemerintah mengeluarkan peraturan melalui UU
No.13 tahun 2003 tentang Ketentuan-ketentuan pokok tentang tenaga
kerja dimana disebutkan bahwa tenaga kerja adalah setiap orang yang
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
3
mampu melakukan pekerjaan guna menghasilkan barang dan/atau jasa
baik untuk memenuhi kebutuhan sendiri maupun untuk masyarakat, dan
UU No. 1 tahun 1970 tentang Keselamatan Kerja.
Mahasiswa Program Diploma III Hiperkes dan Keselamatan Kerja
secara otomatis perlu mempersiapkan dirinya agar setelah terjun ke dunia
kerja nantinya mampu mengaplikasikan ilmu dan kemampuannya. Salah
satu mediator yang digunakan mahasiswa untuk mencapai tujuan diatas
adalah dengan dilaksanakannya magang.
Kebijakan program Diploma III Hiperkes dan Keselamatan Kerja
Fakultas Kedokteran Universitas Sebelas Maret Surakarta, kegiatan
magang ini dilaksanakan pada semester VI dengan pertimbangan
mahasiswa telah mendapatkan bekal ilmu yang cukup dari 5 semester
sebelumnya. Kegiatan magang ini juga sekaligus merupakan tugas akhir
bagi mahasiswa sebagai salah satu syarat kelulusan Program Diploma III
Hiperkes dan Keselamatan Kerja.
Pemilihan kawasan industri Cilegon sebagai lokasi magang
dikarenakan pada kawasan ini terdapat perusahaan-perusahaan yang
dinilai cukup baik bagi mahasiswa untuk menimba ilmu pengetahuan
serta pengalaman-pengalaman magang yang berkenaan dengan Higiene
Perusahaan dan Keselamatan Kerja.
PT. Krakatau Steel adalah salah satu industri baja terkemuka di
Indonesia bahkan di Asia Tenggara adalah alternatif yang dipilih untuk
melaksanakan magang. Sangatlah diyakini bahwa sebagai industri yang
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
4
berskala besar pastilah sarat dengan teknologi. Selain itu, PT. Krakatau
Steel dipercaya sebagai perusahaan yang menaruh perhatian besar dalam
bidang Hiperkes dan Keselamatan Kerja serta Lingkungan. Hal yang
telah dilakukan adalah diterapkannya pelaksanaan Keselamatan,
Kesehatan Kerja dan Lingkungan Hidup (K3LH) serta telah
menyediakan APD bagi tenaga kerja maupun orang lain yang berada di
tempat kerja, pengadaan pos P3K, training K3, sarana dan prasarana
pengolahan limbah hasil industri, dan masih banyak lagi. Sebuah nilai
penting yang dapat dipelajari dan dijadikan pengalaman selama magang.
B. Tujuan Magang
Tujuan dari pelaksanaan magang ini adalah :
1. Tujuan Umum
a. Untuk memenuhi salah satu persyaratan kelulusan dari jenjang
pendidikan yang Penulis tempuh yaitu Program D III Hiperkes dan
Keselamatan Kerja Fakultas Kedokteran Universitas Sebelas Maret
Surakarta.
b. Menciptakan lulusan D III Hiperkes dan Keselamatan Kerja Fakultas
Kedokteran UNS Surakarta yang siap memasuki dunia kerja.
2. Tujuan Khusus
a. Mengetahui gambaran umum PT. Krakatau Steel.
b. Mengetahui proses produksi di PT. Krakatau Steel.
c. Mengetahui pengelolaan hygiene perusahaan, keselamatan dan
kesehatan kerja serta lingkungan di PT. Krakatau Steel.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
5
d. Mengetahui pelaksanaan laboratorium lingkungan di PT. Krakatau
Steel.
e. Mengetahui penerapan ergonomi di PT. Krakatau Steel.
f. Mengetahui sistem manajemen K3 di PT. Krakatau Steel.
g. Penulis mampu menerapkan, mengetahui dan juga membandingkan
aplikasi ilmu Hiperkes dan Keselamatan Kerja serta Lingkungan
yang dimiliki dengan ilmu terapan yang ada di tempat magang.
C. Manfaat Magang
Dari pelaksanaan magang yang telah Penulis lakukan diharapkan dapat
memberikan manfaat sebagai berikut :
1. Mahasiswa
a. Sebagai sarana latihan kerja bagi Penulis dalam bidang Hiperkes
dan Keselamatan Kerja.
b. Menambah wawasan dan pengetahuan penulis dalam bidang
Hiperkes dan Keselamatan Kerja sekaligus dapat mengaplikasikan
ilmu yang diperoleh di bangku kuliah ke dalam dunia kerja nyata.
2. Perusahaan
Perusahaan memperoleh bantuan dari mahasiswa magang dalam
pengerjaan tugas kantor dan pengerjaan program Hiperkes dan
Keselamatan Kerja serta bisa dijalin kerjasama yang saling
menguntungkan antara perusahaan dengan pihak kampus.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
6
3. Program DIII Hiperkes dan Keselamatan Kerja
a. Meningkatkan kemampuan dan kualitas mahasiswa dalam penerapan
ilmu Hiperkes dan Keselamatan Kerja di dunia kerja.
b. Menambah kepustakaan untuk perkembangan ilmu pengetahuan
dalam bidang Hiperkes dan Keselamatan Kerja.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
7
BAB II
METODE PENGAMBILAN DATA
A. Persiapan
Pada tahap persiapan ini dilakukan kegiatan administratif di Pusdiklat PT.
Krakatau Steel yang meliputi :
1. Mengajukan permohonan ijin magang ke PT. Krakatau Steel pada bulan
Oktober yang di tujukan ke Pusdiklat PT. Krakatau Steel.
2. Penerimaan surat balasan pernyataan persetujuan magang dari pihak
Pusdiklat PT. Krakatau Steel pada bulan Januari.
3. Pada tanggal 5 Maret 2012, mengurus surat ijin kegiatan magang di
Kantor Divisi Pusdiklat (Human Capital Development Centre) bagian
pengelola kegiatan magang dan PKL bagi mahasiswa. Kemudian
pemberian buku kegiatan magang yang ditandatangani oleh Koordinator
Prakerin dan Riset PT. Krakatau Steel.
4. Tanggal 5 Maret 2012, Pengarahan Keselamatan dan Kesehatan Kerja di
Pusdiklat PT. Krakatau Steel.
Tujuan training K3 :
a. Memberikan pengetahuan mengenai aspek K3 di lingkungan
industri.
b. Mencegah terjadinya kecelakaan akibat kecerobohan praktikan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
8
Manfaat training K3 :
a. Mendapatkan gambaran umum kondisi lingkungan kerja PT.
Krakatau Steel.
b. Mendapatkan pengarahan tentang bagaimana berperilaku aman,
nyaman dan selamat di lingkungan kerja.
5. Pada tanggal 6 Maret 2012, pemberian kartu tanda pengenal untuk izin
masuk ke kawasan praktek, beserta pembekalan materi tentang Hiperkes,
Keselamatan Kerja dan Lingkungan, selanjutnya mengikuti evaluasi dari
materi yang telah didapat.
6. Konsultasi Pembimbing Lapangan mengenai jadwal kegiatan selama
magang di PT. Krakatau Steel.
B. Lokasi
Magang ini dilaksanakan di PT. Krakatau Steel yang beralamat di Jl.
Industri No 5 PO. BOX. 14 Cilegon Banten 42435, PT. Krakatau Steel,
Krakatau Industrial Estate Cilegon.
C. Pelaksanaan
Pelaksanaan kegiatan magang dilaksanakan dari tanggal 5 Maret 2012
sampai tanggal 1 Mei 2012 dengan kegiatan sebagai berikut :
1. Observasi
Kegiatan observasi dilaksanakan di lapangan kerja PT. Krakatau Steel.
Kegiatan observasi ini meliputi hal-hal sebagai berikut :
a. Pengenalan Lokasi
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
9
1) Profil Perusahaan
2) Proses Produksi
b. Identifikasi dan Pengumpulan Data
1) Higiene Perusahaan
2) Kesehatan Kerja
3) Keselamatan Kerja
4) Ergonomi
5) Pengendalian Lingkungan
6) Laboratorium Lingkungan
7) Manajemen K3
2. Administratif
Kegiatan administratif yang dilaksanakan selama magang di PT.
Krakatau Steel meliputi hal-hal sebagai berikut :
a. Membantu pekerjaan administratif Dinas Hiperkes.
b. Pengambilan data baik primer maupun sekunder.
c. Pengolahan data dan pembuatan laporan sementara.
d. Presentasi.
e. Penyusunan laporan baik untuk PT. Krakatau Steel maupun untuk
Program Diploma III Hiperkes dan Keselamatan Kerja FK UNS.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
10
BAB III
HASIL MAGANG
A. Gambaran Umum Perusahaan
1. Profil PT Krakatau Steel (Persero) Tbk.
PT Krakatau Steel (Persero) Tbk sebagai Badan Usaha Milik Negara,
merupakan Industri baja terpadu yang didirikan 31 Agustus 1970
mempunyai kapasitas terpasang 2,5 juta ton produk baja lembaran panas,
baja lembaran dingin, dan kawat baja.
PT. Krakatau Steel merupakan industri baja yang berlokasi di
Kawasan Krakatau Industrial Estate Cilegon, Banten, Indonesia yang
menempati area seluas 270 Ha. PT. Krakatau Steel berada pada tempat
yang sangat strategis, yaitu berada dekat pelabuhan yang merupakan
sarana transportasi untuk mendapatkan bahan baku dan pendistribusian
produk baik ke dalam negeri maupun ke luar negeri.
PT. Krakatau Steel berada di Kota Cilegon, dimana sebelah utara
terdapat pelabuhan Merak, sebelah barat terdapat pelabuhan Cigading,
sebelah timur dan selatan terdapat Kabupaten Serang, yang semuanya
termasuk ke dalam Provinsi Banten.
PT. Krakatau Steel adalah satu-satunya industri baja terpadu di
Indonesia. Perkembangan Industri baja PT. Krakatau Steel berawal dari
ide seorang Perdana Menteri lr. H. Juanda akan kebutuhan industri besi
baja untuk menunjang pembangunan di negara berkembang seperti
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
Indonesia. Kemudian pada tahun 1957 dilakukan penelitian awal oleh
Biro Perencanaan Negara yang bekerjasama dengan konsultan asing dan
pada tahun 1960 ditandatangani kontrak pembangunan Pabrik Baja
Cilegon antara Republik Indonesia dengan All Union Export-Import
Corporation (tja-proexpert) of Moscow dengan kontrak No. 080 tanggal
7 juni 1960.
Peresmian pembangunan proyek besi baja Trikora Cilegon dilakukan
tanggal 20 Mei 1962. Direncanakan proyek tersebut selesai sebelum
tahun 1968, namun proyek ini terhenti pada tahun 1965 akibat
pergolakan politik dan revolusi nasional. Pada tahun 1970, pemerintah
Indonesia kembali mengadakan survei lapangan tentang kelanjutan
pembangunan Pabrik Baja Trikora. Dari hasil survei disimpulkan bahwa
Pembangunan Pabrik Baja Trikora akan dilanjutkan. Keputusan ini
diambil dengan pertimbangan kebutuhan akan besi baja di dalam negeri
setiap tahunnya yang semakin meningkat.
PT. Krakatau Steel secara resmi berdiri pada tanggal 31 Agustus
1970, bertepatan dengan dikeluarkannya Peraturan Pemerintah Republik
Indonesia No. 35 Tahun 1970 tentang Penyertaan Modal Negara
Republik Indonesia Untuk Pendirian Perusahaan Perseroan (persero) PT.
Krakatau Steel. Pembangunan Industri Baja dimulai dengan
memanfaatkan proyek baja sebelumnya, yakni Pabrik Kawat Baja, Pabrik
Kawat Tulangan, dan Pabrik Baja Profil. Pabrik-pabrik ini diresmikan
oleh Presiden Republik Indonesia pada tahun 1970. Akte pendirian PT.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
Krakatau Steel disusun oleh Ibnu Suwoto dan Ir. Suhartoyo dan
ditandatangani dihadapan notaris Tan Thory Kie di Jakarta dengan SK-
47/MK/IX/1971.
Pada tahap awal pelaksanaan operasionalnya pemerintah memberikan
kepercayaan penuh pada PN Pertamina untuk mengelola dan menjadikan
PT. Krakatau Steel sebagai anak perusahaan, namun pada sekitar tahun
1973, PN Pertamina mengalami kesulitan keuangan yang secara otomatis
berakibat langsung pada pembangunan PT. Krakatau Steel. Sehubungan
dengan itu pemerintah mengambil suatu kebijakan yang dituangkan
dalam Kepres No. 13 tanggal 17 April 1975 yang dilanjutkan dengan
Kepres No. 50 tahun 1975 yang isinya adalah Keputusan Untuk
Melanjutkan Pembangunan PT. Krakatau Steel Dengan Rencana Induk
10 Tahun (1975-1985).
Pada tahun 1979, diresmikan penggunaan fasilitas-fasilitas Pabrik
Besi Spons (PBS), yaitu DRP I dan DRP II dengan kapasitas 2.3 juta ton
per tahun dan Pabrik Batang Kawat (PBK) dengan kapasitas 220.000 ton
per tahun, serta fasilitas infrastrukur berupa pusat Pembangkit Listrik
Tenaga Uap 400 MW, Pusat Penjernihan Air, Pelabuhan Cigading, serta
Sistem Telekomunikasi.
Saat ini PT. Krakatau Steel memiliki 7 pabrik yang dibangun dalam
jangka waktu yang berbeda-beda dan bervariasi dari yang paling tua
sampai yang paling modern (ditinjau dari penggunaan peralatan dan
perlengkapan pabriknya). PT. Krakatau Steel juga memiliki 10 anak
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
13
perusahaan antara lain : PT. Krakatau Industrial Estate Cilegon (PT.
KIEC), PT. Krakatau Engineering (PT. KE), PT. Krakatau Bandar
Samudra (PT. KBS), PT. KHI Pipe Industries (PT. KHI), PT. Krakatau
Wajatama (PT. KWT), PT. Pelat Timah Nusantara (PT. Latinusa), PT.
Krakatau Information Technology (PT. KIT), PT. Krakatau Tirta Industri
(PT. KTI), PT. Krakatau Daya Listrik (PT. KDL), PT. Krakatau Medika
(PT. KM).
2. Organisasi dan Manajemen
a. Struktur dan Organisasi PT. Krakatau Steel
Manjemen PT. Krakatau Steel terdiri dari dewan direksi yang
bertanggung jawab menjalankan perusahaan sesuai dengan
Anggaran Dasar dan Anggaran Dasar Rumah Tangga (AD/ART).
Yang dipimpin oleh seorang Direktur Utama yang memimpin
lima orang direktur dan satu deputi direktur yang bertugas membantu
Direktur Utama dalam rangka menjalankan tugasnya. Kelima
anggota direksi tersebut terdiri atas :
1) Direktorat Produksi
Direktorat produksi membawahi empat sub direktorat dan
dua puluh divisi dimana divisi HSE berada di bawah koordinasi
langsung dari Direktorat Produksi, tanpa melalui sub direktorat.
Keempat sub direktorat tersebut adalah Quality Assurance, Iron
& Steel Making, Rolling Mill dan Central Maintenance &
Facility.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
2) Direktorat Sumber Daya Manusia dan Umum
Bertugas merencanakan, merumuskan, dan mengembangkan
kebijakan bidang personalia, kesehatan, kesejahteraan,
pendidikan dan latihan kerja serta merencanakan pengembangan
organisasi perusahaan dalam jangka panjang dan hubungan
masyarakat, administrasi pengelolaan kawasan, keamanan dan
keselamatan kerja.
Direktorat Sumber Daya Manusia dan Umum membawahi
tiga sub direktorat dan delapan divisi dimana divisi Program
Kemitraan dan Bina Lingkungan berada di bawah koordinasi
langsung dari Direktorat Sumber Daya Manusia dan Umum,
tanpa melalui sub direktorat. Sub direktorat tersebut adalah
Human Capital Planning and Development, Human Capital
Maintenance and Administration dan Security and General
Affair.
3) Direktorat Logistik
Bertugas merencanakan, merumuskan, dan mengembangkan
kebijakan dan pembelian kebutuhan bahan baku atau barang-
barang yang digunakan pada perusahaan.
Direktorat Logistik membawahi dua sub direktorat dan
tujuh divisi. Sub direktorat tersebut adalah Logistic Planning
dan Procurement.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
15
4) Direktorat Keuangan
Bertugas merencanakan, merumuskan, dan mengembangkan
kebijakan perusahaan di bidang keuangan. Direktorat Keuangan
membawahi empat sub direktorat yang dipimpin oleh direktur
dan satu Head of Investor Relation. Direktorat Keuangan
membawahi tiga belas divisi.
Keempat sub direktorat tersebut adalah Akuntansi,
Corporate Finance, Subsidiaries Company dan Sistem
Informasi.
5) Direktorat Pemasaran
Bertugas merencanakan, merumuskan, dan mengembangkan
kebijakan perusahaan di bidang pemasaran hasil produksi baik
di dalam negeri maupun di luar negeri.
Direktorat Pemasaran membawahi dua sub direktorat dan
sebelas divisi dimana ada tiga divisi yang langsung berada di
bawah koordinasi Direktorat, yaitu Profitabilitas dan Produk,
Sistem Informasi Pemasaran dan Administrasi Penjualan dan
Penelitian dan Pengembangan Pasar.
b. Visi dan Misi Perusahaan
1) Visi
Perusahaan baja terpadu dengan keunggulan kompetitif,
untuk tumbuh dan berkembang secara berkesinambungan
menjadi perusahaan terkemuka di dunia.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16
2) Misi
Menyediakan produk baja bermutu dan jasa terkait bagi
kemakmuran bangsa.
B. Proses Produksi
PT. KS memiliki enam buah fasilitas produksi yang membuat perusahaan
ini menjadi satu-satunya industri baja terpadu di Indonesia. Keenam buah
pabrik tersebut menghasilkan berbagai jenis produk baja dari bahan mentah.
Produk ini banyak digunakan untuk aplikasi Konstruksi Kapal, IPAL,
Bangunan, Konstruksi umum, dan lain-lain. Baja lembaran Panas dapat
diolah lebih lanjut melalui proses pengerolan ulang dan proses kimiawi di
Pabrik Baja Lembaran Dingin menjadi produk akhir yang disebut baja
lembaran dingin. Produk ini umumnya digunakan untuk aplikasi bagian
dalam dan ruang kendaraan bermotor, kaleng, peralatan rumah tangga, dan
sebagainya. Sementara itu, baja billet mengalami proses pengerolan di Pabrik
Batang Kawat untuk menghasilkan batang kawat baja yang banyak digunakan
untuk aplikasi kawat, mur dan baut, kawat baja, pegas, dan lain-lain.
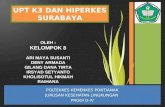
1. Pabrik Besi Spons (DRP)
Pabrik besi spons menerapkan teknologi berbasis gas alam dengan
proses Reduksi langsung menggunakan teknologi Hyl dari Meksiko.
Pabrik ini menghasilkan besi spons (Fe) dari bahan mentahnya berupa
biji besi pelet, dengan menggunakan gas alam.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
17
Pabrik Besi Spons memiliki dua buah unit produksi dan
menghasilkan 2,3 juta ton besi spons per tahun.
a. Hyl I (DRP I dan unit reformer DRP II) : Beroperasi sejak tahun
1979, proses tidak kontinyu (Discharge), masing-masing memiliki
kapasitas 1 juta besi spons per tahun. Tingkat metalisasi 88 - 89 %.
Unit ini beropersi dengan menggunakan empat modul batch proces
dimana setiap modulnya mempunyai dua buah reaktor.
b. Hyl III : Memulai operasinya pada tahun 1994 dengan menggunakan
2-shafts continuous process, memiliki kapasitas 1,3 juta ton besi
spons per tahun. Tingkat metalisasi 91 92 %.
Besi Spons yang dihasilkan oleh pabrik ini memiliki keunggulan
dibanding sumber lain terutama disebabkan karena rendahnya kandungan
residual. Sementara itu tingginya kandungan karbon menyebabkan proses
di dalam Electric Arc Furnace (EAF) menjadi lebih efisien dan proses
pembuatan baja menjadi lebih akurat. Sehingga hal tersebut menjamin
konsistensi kualitas produk baja.
Besi spons yang berbentuk butiran merupakan bahan baku utama
pembuatan baja, yang nantinya dikirim melalui unit Conveyor Feeding
System ke dapur listrik di SSP I, SSP II dan BSP. Urutan proses yang ada
di Pabrik Besi Spons yaitu :
a. Pengisian (Charging)
b. Pendinginan (Cooling)
c. Reduksi Primary (1000C)
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
18
d. Reduksi Secondary (1000C)
e. Pengeluaran (Discharging)
Gambar 1. Proses Produksi Pabrik Besi Spons
(Sumber : Data Sekunder)
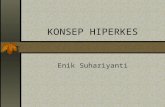
2. Pabrik Billet Baja/Billet Steel Plant (BSP)
Pada pabrik billet ini memproduksi baja batangan dengan bahan baku
utamanya yaitu spons, scrap, kapur, alloys (Al, FeMs, FeHg, FeSi).
Kapasitas produksi mencapai 675.000 Ton/tahun. Proses produksi Billet
Steel Plant sebagai berikut :
a. Peleburan
b. Secondary Process
c. Proses pencetakan (Continues Casting)
d. Penanganan Billet
Hasil dari pabrik billet akan ditransfer ke WRM (Wire Rod Mill)
untuk diolah lagi serta dijual ke PT. Krakatau Waja Tama dan konsumen.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
19
Pabrik billet mempunyai 70 grade yang digolongkan menjadi beberapa
kelompok grade yaitu low carbon, medium carbon, SD40 dan special.
Billet ini merupakan bahan yang setengah jadi serta dapat diolah lagi
menjadi produk yang lebih spesifik lagi sesuai dengan keinginannya,
seperti besi beton, profil, kawat, paku, dan lain-lain.
Gambar 2. Proses Produksi Pabrik Billet Baja
(Sumber : Data Sekunder)
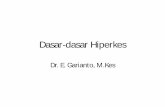
3. Pabrik Slab Baja/Slab Steel Plant (SSP)
Pabrik Slab Baja PT. Krakatau Steel mulai berproduksi tahun 1983.
Pabrik Slab Baja dibagi menjadi 2 divisi yaitu SSP I dan SSP II. Secara
prinsip aliran proses produksi pada kedua pabrik tersebut sama yaitu
peleburan (melting), secondary process, dan pengecoran (Casting).
Tetapi perbedaan pada secondary proses SSP II dilengkapi dengan unit
RH Vacum Dequshing. Pada awalnya pabrik slab baja ini terdiri dari 4
dapur yang masing-masing berkapasitas 250.000 ton/tahun pada SSP 1.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
Sejak tahun 1992 pabrik ini lebih dikembangkan dengan menambah 2
dapur dengan kapasitas 400.000 ton/tahun yaitu SSP 2.
Gambar 3. Proses Produksi Pabrik Slab Baja
(Sumber : Data Sekunder)
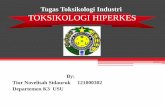
4. Pabrik Pengerolan Baja Lembaran Panas/Hot Strip Mill (HSM)
HSM memproduksi baja lembaran dari baja slab dengan proses
panas. Poses produksi yang berlangsung ada 6 tahapan, yaitu :
a. Furnace
b. Sizing Press
c. Roughing mill yang memproduksi coil.
d. Finishing Mill
e. Down Coiler
f. Shearing Line I (SL I) dan SL II yang memproduksi plate.
Pabrik ini menghasilkan baja lembaran berupa sheet, plate, dan coil.
Dimana sebelum slab diroling maka dipanaskan terlebih dahulu di dapur
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
pada suhu 900 C. Dalam proses produksinya pabrik ini menggunakan
metode pengeluaran panas. Kapasitas produksinya 2.000.000 ton/tahun.
Gambar 4. Produksi Pabrik Pengerolan Baja Lembaran Panas
(Sumber : Data Sekunder)
5. Pabrik Pengerolan Baja Lembaran Dingin/Cold Rolling Mill (CRM)
Pabrik pengeloran baja lembaran dingin memproduksi baja lembaran
tipis dengan ketipisan hingga 0.18 mm. Bahan baku adalah lembaran
dengan ketebalan kurang lebih 3 mm yang dipasok dari pabrik HSM,
kemudian dilakukan pengeloran tanpa pemanasan, ketika mengalami
reduksi temperatur maksimum adalah 135 oC. Aliran Proses produksi
yang ada dalam pabrik sebagai berikut :
a. Coil Yard
b. Continues Pickling (CPL)
c. Tandem Cold Mill
d. Elektolic Cold Mill (ECL)
e. Batch Annelling Furnace (BAF)
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
f. Continues Annelling line (CAL)
g. Dehumidity
h. Temper Mill
i. Cold Rolling Finssshing (CRF)
Gambar 5. Produksi Pabrik Pengerolan Baja Lembaran Dingin
(Sumber : Data Sekunder)
6. Pabrik Batang Kawat/Wire Rod Mill (WRM)
Pabrik batang kawat ini menggunakan bahan baku yang dipakai
adalah billet dengan kualifikasi yang ditentukan Pabrik Billet Baja.
Aliran proses produksi yang dilakukan dalam pabrik adalah sebagai
berikut :
a. Bahan baku (Billet baja) dipanaskan dalam furnace dengan
temperatur mencapai 1300 oC selama 2 3 jam.
b. Direduksi pada Roughing dan intermediate, roughing tram terdiri
dari 10 stand sedangkan intermediat terdiri dari 12 stand. Pada setiap
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
23
stand dilakukan penyemprotan air untuk mengurangi tingkat
keasaman pada roll di tiap stand.
c. Pada Finshing area billet baja direduksi menjadi batang kawat sesuai
ukuran yang diminta konsumen.
d. Batang kawat dalam bentuk bar diubah menjadi bentuk gulungan
melalui LHD. Setelah digulung setiap 1-10 gulungan diambil satu
sampel untuk digunakan sebagai bahan pengujian kualitas sesuai
dengan kualifikasi yang diinginkan.
e. Hasil dari pabrik batang kawat berupa coil batang kawat dengan
ukuran diameter 5,5 mm 20 mm sedangkan kapasitas produksinya
adalah 600.000 ton per tahun.
Gambar 6. Proses Produksi Pabrik Batang Kawat
(Sumber : Data Sekunder)
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
24
C. Higiene Perusahaan
Berdasarkan hasil identifikasi faktor dan potensi bahaya yang dilakukan
pada 7 pabrik yang ada di PT. Krakatau Steel (Persero) Tbk. diperoleh faktor
dan potensi bahaya sebagai berikut :
1. Faktor Bahaya
a. Pabrik Besi Spons
1) Faktor fisika : Panas dari proses pemanasan gas dan proses
reformasi gas, bising dari proses transportasi pellet dan proses
gas.
2) Faktor kimia : debu dari proses transportasi, debu dari kapur,
pellet, korosi pada peralatan, bahan-bahan kimia yang
digunakan dalam proses kimia.
3) Faktor biologi : penjamahan makanan serta tempatnya panas dan
lembab memudahkan berkeringat sehingga mempermudah
perkembangbiakan bakteri dan jamur.
4) Faktor fisiologis : karyawan yang berulang-ulang, dan peralatan
yang tidak sesuai antropometri tubuh.
5) Faktor mental-psikologis : shift kerja, monotoni kerja, takut
terkena ledakan.
b. Pabrik Billet Baja
Pabrik ini memiliki beberapa faktor bahaya diantanya :
1) Faktor fisika : Panas dari proses charging, melting (di dapur
peleburan), ladle furnace, concast, pemotongan dan di billet
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
25
yard; Bising dari proses pencampuran saat melting di dapur,
furnace, dan pemotongan; Radiasi dari radioaktif yang
digunakan untuk memotong Billet; Dan getaran dari mesin-
mesin produksi.
2) Faktor kimia : debu dari proses charging dan melting, debu dari
kapur, scale, korosi pada peralatan, bahan-bahan kimia yang
digunakan dalam proses ladle furnace.
3) Faktor biologi : penjamahan makanan serta tempatnya panas dan
lembab memudakan berkeringat sehingga mempermudah
perkembangbiakan bakteri dan jamur.
4) Faktor fisiologis : karyawan yang berulang-ulang, peralatan
injeksi oksigen yang berat.
5) Faktor mental-psikologis : shift kerja, monotoni kerja, takut
terkena pijaran.
c. Pabrik Slab Baja 1
Ada beberapa faktor yang terdapat dalam pabrik Slab Baja 1
ini. Namun yang paling dominan adalah Panas dan debu. Akan tetapi
perlu diketahui juga faktor-faktor bahaya yang diantaranya :
1) Faktor fisika : Panas pada seluruh proses dari awal reparation
ladle ketika perbaikaan ladle yang aus karena proses melting,
pada proses charging, melting, refining, pouring, ladle furnace,
penuangan, membuang kotoran (slag), concast, pemotongan,
slab yard, dan scraping; Kebisingan pada proses charging,
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
26
melting, ladle furnace (menaikkan temperatur), pemotongan,
scraping, crane; Getaran pada crane, proeses melting, refining,
pouring, concast dan ladle furnace; Radiasi pada proses concast
untuk meratakan permukaan slab.
2) Faktor kimia : Debu dari kapur dan beberapa proses yaitu
melting, refining, pouring, concast; Slag dari buangan leburan
baja; Uap dari melting, refining, pouring, concast, air yang
mendidih pada saat pemotongan, dan bahan kimia yang
ditambahkan ketika komposisi baja kurang sesuai.
3) Faktor biologi : penjamahan makanan serta pada tempat yang
panas memudahkan bakteri dan jamur mudah berkembang.
4) Faktor fisiologis : pada saat memasukkan Mg ada karyawan
yang harus naik untuk memperbaiki peralatan dengan posisi
kepala menengadah ke atas, shift kerja.
5) Faktor mental psikologis : takut terkena panas, monotoni kerja.
d. Pabrik Slab Baja 2
Pabrik ini memiliki beberapa faktor bahaya diantanya :
1) Faktor fisika : Panas dari proses charging, melting (di dapur
peleburan), ladle furnace, concast, pemotongan dan di slab
handling; Bising dari proses pencampuran saat melting di dapur,
furnace, dan pemotongan; Radiasi sinar UV pada laser yang
digunakan untuk memotong Slab; Dan getaran dari mesin-mesin
produksi.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
27
2) Faktor kimia : debu dari proses charging dan melting, debu dari
kapur, scale, korosi pada peralatan, bahan-bahan kimia yang
digunakan dalam proses ladle furnace.
3) Faktor biologi : penjamahan makanan serta tempatnya panas dan
lembab memudakan berkeringat sehingga mempermudah
perkembangbiakan bakteri dan jamur.
4) Faktor fisiologis : karyawanan yang berulang-ulang, peralatan
injeksi oksigen yang berat.
5) Faktor mental-psikologis : shift kerja, monotoni kerja, takut
terkena pijaran.
e. Pabrik Wire Rod Mill
Pabrik Wire Rod Mill memiliki faktor bahaya antara lain :
1) Faktor fisika : Tekanan panas pada furnace, intermediet,
preroughing, roughing, NTM, SMC, Mandiel, C Hook; Getaran
pada unit SMC, NTM, Preroughing, roughing, dan intermediet;
Kebisingan pada unit SMC.
2) Faktor kimia : bahan kimia di unit NTM.
3) Faktor biologi : mikroorganisme atau lalat pada penyajian
makanan.
f. Pabrik Hot Strip Mill
Pada pabrik Hot Strip Mill ini faktor yang dominan adalah faktor
fisika. Namun, selain faktor fisika ada pula faktor bahaya lain,
diantaranya:
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
28
1) Faktor fisik : Tekanan panas pada proses furnace, sizing press,
preroughing, roughing, finishing, recoiler, pengelasan;
Kebisingan pada sizing press; Radiasi pada proses finishing dan
pengelasan.
2) Faktor kimia : scale sisa pembersihan hasil dari pabrik Hot Strip
Mill.
3) Faktor biologi : mikroorganisme atau lalat pada penyajian
makanan.
g. Pabrik Cold Rolling Mill
Analisa faktor bahaya pada proses Cold Rolling Mill antara lain :
1) Faktor fisika : Panas dari mesin furnace, Getaran dari mesin
produksi tempa, dan penerangan yang kurang.
2) Faktor kimia : Infeksi dari hasil coil yang korosif atau mesin
yang korosif, bekas pelumas yang menempel pada pegangan
tangga, bahan kimia yang dipakai pada waktu cleaning (HCl).
3) Faktor ergonomi : shift kerja malam.
4) Faktor biologi : mikroorganisme atau lalat pada penyajian
makanan.
5) Mental psikologis : monotoni kerja.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
29
2. Pengendalian yang Ada di PT. Krakatau Steel (Persero) Tbk.
Dari hasil pengamatan yang dilakukan pada 7 pabrik yang ada di PT.
Krakatau Steel telah dilaksanakan pengendalian faktor dan potensi
bahaya :
a. Faktor Fisik
1) Kebisingan
PT. Krakatau Steel (Persero) Tbk. telah melakukan program
pengendalian dengan melakukan pengukuran berkala 1 bulan
sekali pada area kebisingan, menyediakan alat pelindung diri
(ear plug, ear muff, dan busa), penyediaan control room agar
karyawan tidak banyak terpapar bising, adanya administratif
control seperti adanya rotasi jam kerja (shift) antara karyawan,
pemasangan rambu-rambu keselamatan (intensitas kebisingan,
slogan K3, dan APD yang harus dipakai), dan tes audiometric
pada Medical Check Up (MCU).
2) Penerangan
Pengendalian pada penerangan antara lain : dengan menerapkan
standar penerangan sesuai dengan kebutuhan dilokasi.
3) Tekanan Panas
Dalam hal ini perusahaan telah melakukan program
pengendalian terhadap tekanan panas antara lain dengan
melakukan pengukuran berkala terhadap iklim kerja,
menyediakan alat pelindung diri (baju tahan api, sarung tangan,
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
30
sepatu safety, tameng muka, capucon dan helm khusus), adanya
rotasi kerja antara karyawan, penyediaan air minum dan
dispenser, extra fooding berupa susu pasteurisasi, control room
dengan fasilitas AC, ruang istirahat dan ruang crane yang
dilengkapi dengan fasilitas AC.
4) Vibrasi
Sebagai upaya pengendalian terhadap getaran ini perusahaan
telah melakukan beberapa langkah pengendalian antara lain :
desain tempat kerja seperti control room, ruang istirahat dan
crane telah dilengkapi dengan karet peredam, dan perawatan
dan pemeliharaan rutin untuk alat berat.
5) Radiasi
Pengendalian yang telah dilakukan oleh perusahaan yaitu
dengan adanya pemantauan pada area radiasi, pemasangan
rambu-rambu keselamatan tanda radiasi, dan safety line. Selain
itu karyawan telah dilengkapi dengan alat pelindung diri
(kacamata cobalt dan film badge), adanya rotasi kerja antara
karyawan dan MCU terhadap paparan radiasi.
b. Faktor Kimia
1) Debu
Pengendalian paparan debu beserta dampak debu terhadap
karyawan, perusahaan telah melakukan program yaitu dengan
melakukan pengukuran untuk memantau debu jatuh dan
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
31
lingkungan, Dedusting Plant yaitu alat untuk menghisap dan
memadatkan debu ambient yang dipasang di Pabrik Billet Baja,
Pabrik Slab Baja 1 dan Pabrik Slab Baja 2, menyediakan alat
pelindung diri (masker, kacamata dan capucon), adanya rotasi
kerja antara karyawan, pemberian extra fooding berupa susu
pasteurisasi untuk menetralkan racun di dalam tubuh, control
room, memasang rambu-rambu keselamatan terutama jenis APD
yang harus dikenakan serta menyediakan compressor yang
merupakan udara bertekanan untuk membersihkan debu yang
menempel pada baju.
2) Gas
Pengendalian dilakukan dengan melakukan pengukuran gas
untuk melakukan pemantauan, pada gas-gas yang dapat
menimbulkan bahaya tertentu dilakukan pemasangan dipasang
rambu-rambu bahaya kebakaran dan peledakan, rambu dilarang
merokok dan tanda bahaya dilarang membuat api, untuk gas
yang beracun dipasang rambu-rambu pemakaian respirator,
tanda gas beracun dan korosi serta menyediakan APD berupa
masker dan respirator.
3) Uap
Area-area yang terdapat faktor kimia berupa uap beracun,
dipasang rambu-rambu pemakaian respirator.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
32
c. Faktor Biologi
Pengendalian yang dilakukan oleh pihak perusahaan yaitu
dengan menyediakan tempat mencuci tangan, udara bertekanan,
control room dengan fasilitas AC dan sanitasi (toilet) serta menjamin
bahan makanan yang diolah berasal dari bahan yang bersih,
peralatan yang digunakan untuk memasak juga bersih, petugas
kantin diwajibkan menggunakan alat pelindung berupa celemek,
tutup kepala, sarung tangan juga masker wajah, penyajian makanan
di kantin juga harus di tutup dengan tutup saji. Hal ini dimaksudkan
untuk mengurangi penyebaran kuman dan penyakit pada makanan.
D. Kesehatan Kerja
Kesehatan kerja di PT. Krakatau Steel (Persero) Tbk. berada pada Dinas
Hiperkes dan merupakan salah satu dinas yang berada di bawah divisi HSE.
1. Struktur Organisasi
Dinas Hygiene Perusahaan dan Kesehatan Kerja (Hiperkes) dipimpin
oleh Superintendent yang membawahi fungsional, yaitu :
a. Engineer Ergonomi
b. Spesialis Gizi Kerja
c. Spesialis Kesehatan Kerja
d. Engineer Higiene Industri
e. Paramedis Pos P3K
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
33
PT. Krakatau Steel belum mempunyai dokter perusahaan. Oleh
karena itu, yang biasanya dimintai konsultasi oleh karyawan/tenaga kerja
adalah spesialis kesehatan kerja dan spesialis gizi kerja.
2. Pemeriksaan Kesehatan
a. Pemeriksaan Kesehatan karyawan meliputi :
1) Pemeriksaan kesehatan calon karyawan.
2) Pemeriksaan kesehatan berkala (Medical Check Up atau MCU).
3) Pemeriksaan kesehatan khusus yaitu :
a) Audiometri untuk karyawan yang terpapar bising.
b) Spirometri untuk karyawan yang terpapar debu dan B3.
c) Pemeriksaan mata untuk karyawan yang terpapar sinar
menyilaukan.
d) Pemeriksaan karyawan radiasi radio aktif untuk
mengidentifikasi terjadinya penyakit kanker.
e) Mengidentifikasi karyawan wanita dengan papsmear yang
sudah berkeluarga dan berumur 40 tahun.
f) Rekomendasi kesehatan kerja.
4) Pemeriksaan khusus pada kelompok karyawan sesuai dengan
indikasi kasus (temuan penyakit akibat kerja), pemantauan
kesehatan meliputi :
a) Pemantauan penyakit degeneratif berdasarkan hasil MCU.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
34
b) Pemantauan trend dan pola penyakit akibat kerja dan
pemeriksaan kesehatan secara khusus serta penyakit
menular.
c) Pemantauan status gizi karyawan.
b. Pemeriksaan Kesehatan Berkala (PKB)
1) Pengertian dan Tujuan
Pengertian dari Pemeriksaan Kesehatan Berkala (PKB)
adalah pemeriksaan kesehatan yang dilakukan secara periodik
terhadap karyawan organik PT. Krakatau Steel dengan
rekomendasi oleh dokter penguji kesehatan PT. Krakatau Steel.
Tujuan dilaksanakan Pemeriksaan Kesehatan Berkala adalah :
a) Mempertahankan derajat kesehatan dan produktivitas
karyawan.
b) Mengetahui adanya Penyakit Umum dan Penyakit Akibat
Kerja sedini mungkin akibat pengaruh karyawanan dan
lingkungan kerja atau proses usia.
c) Dasar perancangan tindakan pencegahan.
2) Dasar Hukum PKB di Perusahaan :
a) UU No. 1 tahun 1970 pasal 8 tentang norma-norma
mengenai pemeriksaan kesehatan berkala.
b) PERMENAKERTRANS No. 2 tahun 1980 tentang
Pemeriksaan Kesehatan Tenaga Kerja Dalam
Penyelenggaraan Keselamatan Kerja.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
35
c) PERMENAKERTRANS No. 1 tahun 1981 tentang
Kewajiban Melaporkan Penyakit Akibat Kerja.
d) PERMENAKERTRANS No. 3 tahun 1982 tentang
Pelayanan Kesehatan Kepada Tenaga Kerja.
e) KEP.333/MEN/1989 tentang Diagnosis dan Pelaporan
Penyakit Akibat Keja.
f) UU No. 36 tahun 2009 tentang Kesehatan.
g) SK Direksi PT. Krakatau Steel No. 43/C/DD-KS/Kpts/1996
tentang Peraturan Perusahaan PT. Krakatau Steel (pasal 54,
77 dan 78).
h) SE Kasubdit SDM dan Umum tentang Pertanggungan Biaya
Pemeriksaan Kesehatan Berkala oleh Perusahaan.
3) Langkah Pelaksanaan PKB
a) Divisi Personalia memberikan daftar karyawan disusun
dengan menurut Tanggal Masuk Bekerja (TMB).
b) Dinas Hiperkes meneliti daftar karyawan untuk membuat
daftar calon peserta.
c) Daftar peseta PKB diserahkan Dinas Hiperkes untuk dibuat
surat pemberitahuan tentang hak karyawan mendapat PKB
dan menyusun jadwal panggilan.
d) Dinas Hiperkes membuat surat panggilan PKB dan
didistribusikan pada karyawan secara langsung atau
menggunakan jasa pos terpadu.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
36
e) Karyawan menerima panggilan dan melaksanakan PKB di
Rumah Sakit Krakatau Medika. Karyawan yang tidak dapat
memenuhi panggilan atau menunda pelaksanaan PKB
memberitahukan kepada Dinas Hiperkes untuk dijadwal
ulang atau diganti pada hari lain.
f) Peserta PKB melakukan regristasi di Rumah Sakit Krakatau
Medika.
g) Pesrta PKB mendapat pengarahan dari koordinator PKB.
h) Peserta PKB melaksanakan pemeriksaan PKB dengan
mekanime sebagai berikut :
(1) Pengambilan darah untuk pemeriksaan laboratorium
yang meliputi pemeriksaan darah, urine dan feces.
(2) Peserta melakukan buka puasa setelah melaksanakan
puasa selama 10 jam, kemudian melanjutkan puasa
selama 2 jam untuk pemeriksaan gula darah.
(3) Selama waktu 2 jam ini peserta mengikuti kegiatan
pemeriksaan Rongent dan pemeriksaan jantung serta
pemeriksaan jasmani.
(4) Setelah puasa 2 jam maka peserta kembali diambil
darahnya untuk pemeriksaan gula darah setelah makan.
(5) Kemudian buku diserahkan pada Koordinator PKB dan
para peserta boleh pulang.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
37
(6) Koordinator PKB mengumpulkan dokumen hasil PKB
dan mencatatnya pada buku Medical Record (MR) dan
komputer.
(7) Buku MR yang sudah diisi oleh koordinator PKB
kemudian diserahkan pada dokter penanggung jawab
PKB Rumah Sakit Krakatau Medika untuk dibuat
kesimpulan dan saran.
(8) Buku MR kemudian diserahkan pada dokter PKB untuk
dibuat rekomendasi kesehatan. Jenis Rekomendasi PKB
adalah:
(a) Dapat bekerja seperti biasa (DBSB)
(b) Sementara DBSB dengan pengobatan atau tanpa
pengobatan
(c) Tidak DBSB perlu penyesuaian pekerjaan :
(1) Dengan Pengobatan
(2) Tanpa Pengobatan
(9) Buku Medical Record yang telah selesai
direkomendasikan oleh dokter penguji kesehatan Kerja
untuk dilakukan :
1) Administrasi PKB
2) Medical Record
(10) Inspektor kesehatan Kerja mengecek kehadiran peserta
dengan melihat buku yang telah selesai.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
38
(11) Distribusikan hasil PKB pada pesrta dilakukan secara
langsung atau pos terpadu.
(12) Karyawan yang mempunyai kelainan kesehatan
dilakukan pemeriksaan lanjut (rujukan/periksaan
khusus).
(13) Karyawan melaksanakan pemeriksaan rujukan dan
menyerahkan hasil pemeriksaan tersebut pada dokter
PKB untuk dilakukan rekomendasi pekerjaan.
(14) Inspektor Kesehatan Kerja melakukan pemantauan
terhadap karyawan dengan temuan kesehatan.
4) Parameter PKB
a) Pemeriksaan jasmani penyakit dalam.
b) Pemeriksaan gigi geligi meliputi gigi, extra oral dan intra
oral.
c) Pemeriksaan mata meliputi kelompok mata, bolamata,
kornea, iris, pupil, lensa.
d) Pemeriksaan THT meliputi telinga, hidung, dan
tenggorakan.
e) Pemeriksaan Kardiologi meliputi Elektro Kardio Gram
(EKG).
f) Periksaan Radiolagi meliputi jantung, diafragma, dan paru
paru.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
39
g) Pemeriksaan kebidanan dan penyakit kandungan (untuk
karyawan tertentu).
h) Hasil pemeriksaan laboratorium meliputi :
(1) Pemeriksaan darah lengkap kecil yang meliputi Hb,
lekosit, Basofil, Eosinofil (batang dan segmen) Limfosit,
Monosit, Laju Endap Darah (LED).
(2) Pemeriksaan urine lengkap meliputi protein, reduksi,
keton, bilirubin, urobili sedimen (lekosit, eritrosit,
kristal, epitel, silinder)
(3) Pemeriksaan feces rutin meliputi konsistensi, darah,
lendir, amuba, kista, lekosit, telur telur cacing
(Ascaris lumbicoides, Trichuris, Strongyoides dan
Oxyuris).
(4) Pemeriksaan kimia darah meliputi gula darah puasa
(nucher), gula darah 2 jam setelah makan, cholesterol,
triglicerida, ureum, kreatinin, asam urat, HDL.
3. Pembinaan dan Pengawasan Penyesuaian Pekerjaan terhadap Tenaga
Kerja
a. Pengawasan ergonomi fisik dan pembinaan tindak lanjut
ketidaksesuaian meliputi :
1) Pemantauan kinerja ergonomi unit produksi.
2) Pemantauan risiko WMSDs (Work Muscolosceletal Disolder).
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
40
3) Pembinaan dan pengawasan Hygiene dan sanitasi tempat kerja
(House Keeping) dan tindak lanjut ketidaksesuaian.
4) Pengawasan dan pembinaan karyawan yang terpapar faktor
lingkungan kerja ekstrim.
b. Penyesuaian karyawanan akibat keterbatasan kemampuan fisik.
4. Pembinaan dan Pengawasan Lingkungan Kerja
Dilakukan pembinaan dan pengawasan lingkungan kerja, yaitu
berupa pengendalian lingkungan dan pengendalian faktor-faktor bahaya
di tempat kerja untuk mencegah karyawan terpapar faktor bahaya
sehingga tidak mengganggu kesehatannya.
5. Pembinaan dan Pengawasan Perlengkapan Sanitasi
Merupakan program preventif yaitu pembinaan dan pengawasan
Hygiene dan sanitasi tempat kerja (House Keeping) dan tindak lanjut
ketidaksesuaian.
6. Pembinaan dan Pengawasan Kesehatan untuk Tenaga Kerja
a. Promotif
Upaya promotif adalah upaya peningkatan derajat kesehatan
karyawan melalui peningkatan pengetahuan dan pelaksanaan pola
hidup sehat di tempat kerja dan perbaikan gizi kerja. Adapun ruang
lingkup kegiatan promotif, yaitu :
1) Induction Course untuk karyawan baru.
2) Sosialisasi Pola Hidup Sehat.
3) Sosialisasi Program Konservasi Pendengaran (HCP).
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
41
4) Sosialisai Ergonomi Kerja.
5) Konseling Kesehatan.
6) Edukasi Hasil PKB (Pemeriksaan Kesehatan Berkala) untuk
kelompok umum penyakit degeneratif dan kelompok penyakit
kronis.
7) Sosialisai profil Hiperkes unit kerja.
8) Pelatihan Satgas Medis (Tim TKTD Unit Kerja).
9) Pembinaan dan Pengawasan kantin.
10) Pembinaan dan Pengawasan air minum di perusahaan (air
minum kemasan kelas A).
11) Pembinaan dan pengawasan extra fooding.
12) Pembinaan dan pengawasan pola makan karyawan.
13) Vaksinasi Hepatitis sesuai indikasi (kasus).
14) Sosialisasi pengendalian risiko Diabetes Mellitus dan
Dislipedemia
b. Preventif
1) Sasaran kegiatan preventif adalah :
a) Pencegahan timbulnya kasus baru baik penyakit umum
maupun penyakit akibat kerja.
b) Mengendalikan risiko keparahan penyakit.
c) Mengendalikan risiko kecacatan (anatomi atau fisiologi
akibat kerja atau kecelakaan kerja).
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
42
2) Ruang lingkup program preventif :
a) Pengawasan ergonomi fisik dan pembinaan tindak lanjut
ketidaksesuaian meliputi :
(1) Pemantauan kinerja ergonomi unit produksi.
(2) Pemantauan risiko WMSDs (Work Muscolosceletal
Disolder).
(3) Pembinaan dan pengawasan Hygiene dan sanitasi
tempat kerja (House Keeping) dan tindak lanjut
ketidaksesuaian.
(4) Pengawasan dan pembinaan karyawan yang terpapar
faktor lingkungan kerja ekstrim.
c. Kuratif dan Rehabilitatif
Pemantauan pada karyawan dengan indikasi sakit berdasarkan
evaluasi kunjungan karyawan pada poliklinik perusahaan atau rumah
sakit rujukan meliputi : rawat jalan, rawat inap, darurat medis dan
konsul/rujukan kesehatan.
Kegiatan-kegiatan kuratif dan rehabilitatif, sebagai berikut :
1) Pemantauan kunjungan poliklinik.
2) Pemantauan biaya perawatan kesehatan.
3) Pemantauan trend dan pola penyakit karyawan.
4) Pemantauan prevalensi kasus baru.
5) Pemantauan status penyembuhan penyakit.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
43
6) Pemantauan rehabilitasi medis pada rawat inap, kecelakaan
kerja dan kecacatan fisik.
7) Pemantauan sakit berkepanjangan.
8) Pemantauan dan pengendalian karyawan yang mangkir sakit.
9) Pelayanan pengobatan pemeriksaan medis dan penunjang serta
rujukan pada karyawan dan keluarga.
10) Pelayanan darurat medis (Pos P3K Pabrik, UGD RSKM, UGD
RS rujukan lainnya).
11) Penyesuaian karyawanan akibat keterbatasan kemampuan fisik
7. Pengobatan dan Pencegahan Penyakit Umum dan Penyakit Akibat Kerja
(PAK)
Merupakan upaya promotif, preventif, kuratif dan rehabilitatif seperti
pembinaan dan pengawasan kesehatan untuk tenaga kerja, sudah
termasuk di dalamnya seperti :
a. Edukasi Hasil PKB (Pemeriksaan Kesehatan Berkala) untuk
kelompok umum penyakit degeneratif dan kelompok penyakit
kronis.
b. Vaksinasi Hepatitis sesuai indikasi (kasus).
c. Sosialisasi pengendalian risiko Diabetes Mellitus dan Dislipedemia
d. Pemantauan risiko WMSDs (Work Muscolosceletal Disolder).
e. Pelayanan pengobatan pemeriksaan medis dan penunjang serta
rujukan pada karyawan dan keluarga
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
44
f. Pelayanan darurat medis (Pos P3K Pabrik, UGD RSKM, UGD RS
rujukan lainnya).
8. Pertolongan Pertama Pada Kecelakaan (P3K)
Terjadinya kecelakaan yang tidak ketahui kapan waktu terjadinya dan
korban yang menderita perlu pertolongan, maka dibutuhkan
kesiapsiagaan dan penanganan korban secara cepat dan tepat dengan
tujuan korban dapat terselamatkan dan tidak terjadi keparahan cidera atau
sakit. Untuk mengantisipasi kecelakaan maka perlu adanya tim tenaga
medis dan kelompok yang dapat memfungsikan diri sebagai satgas
medis.
Pertolongan Pertama Pada kecelakaan (P3K) mempunyai fungsi
memberikan penanganan terhadap kecelakaan atau sakit agar dapat
sembuh atau mencegah terjadinya keparahan cidera atau sakit.
Untuk mengantisipasi hal tersebut di atas, PT. Krakatau Steel
mendirikan Pos P3K yang dibawah pengawasan Dinas Hiperkes. Dalam
melaksanakan fungsinya, Pos P3K siap siaga 24 jam dengan empat
tenaga medis yang bertugas. Pos P3K disiapkan sebuah mobil ambulance
untuk operasional yang siaga 24 jam. Pada setiap pabrik didirikan shelter
yang berfungsi sebagai tempat penampungan sementara korban
kecelakaan sebelum dibawa ke pos P3K atau ke rumah sakit rujukan.
Pada shelter dikelola oleh satgas medis dari tenaga kerja yang dibentuk
pada setiap shift yang secara rutin dilakukan pelatihan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
45
Pos P3K selain memberikan pertolongan pada kecelakaan juga
mempunyai fungsi pelayanan distribusi obat P3K pada setiap pabrik.
Prosedur Distribusi obat P3K yang dilaksanaan adalah sebagai berikut :
a. Divisi atau dinas yang memerlukan obat P3K mengajukan surat
permintaan yang ditujukan kepada Divisi HSE.
b. Spesialis/Engineering Dinas Hiperkes bersamasama Plant Inspektor
atau petugas dinas/divisi pemohon, melakukan pengecekan
lapangan. Hasil rekomendasi Inspektor Kesehatan Kerja dijadikan
pedoman dalam menentukan jumlah obat P3K.
c. Dinas Hiperkes mengajukan surat permintaan pengadaan obat P3K
otonom Rumah Sakit Krakatau Medika.
d. Rumah Sakit Krakatau Medika menyediakan obat P3K sesuai
dengan permintaan dan mendistribusilkan pada Dinas Hiperkes.
e. Spesialis/Engineeing Dinas Hiperkes melakukan pengecekan
permintaan yang dikirim RS Krakatau Medika, kemudian
pengelompokan yang masingmasing paket terdiri 7 macam obat
P3K.
f. Inspektor Kesehatan Kerja menginformasikan pada Dinas/Divisi
permohonan untuk mengambil obat P3K tersebut.
g. Divisi atau Dinas permohonan mendistribusikan obat P3K pada
unitunit kerja yang terkait sesuai dengan ketentuan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
46
Sedangkan Isi dan Fungsi paket obat P3K sebagai berikut :
a. Septadine (cair) berfungsi untuk membersihkan luka, mengompres
luka dan membunuh kuman.
b. Bioplacenton yang berfungsi untuk mengobati luka bakar.
c. Rivanol yang berfungsi untuk membersihkan luka dari segala
kotoran dan menutup luka yang sudah bersih.
d. Perban untuk menutup luka, pembersih luka dan pengikat bidai.
e. Kapas untuk membersihkan luka kecil.
f. Plaster untuk melekatkan perban sehingga luka tertutup.
Peralatan P3K yang didistribusikan di seluruh unit kerja pada titik-
titik yang ditentukan meliputi :
a. Tandu
b. Spalk
c. Mitella
d. Oksigen kit
e. Buku Saku P3K
Penempatan kotak Obat P3K di pabrik-pabrik dengan jumlah lokasi
sebagai berikut :
a. Divisi PBS terdiri 25 lokasi
b. Divisi HSM terdiri 30 lokasi
c. Divisi CRM terdiri 25 lokasi
d. Divisi WRM terdiri 13 lokasi
e. Divisi SSP I terdiri 44 lokasi
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
47
f. Divisi SSP II terdiri 23 lokasi
g. Divisi BSP terdiri 16 lokasi
h. Divisi Utility terdiri 15 lokasi
9. Pendidikan Kesehatan untuk Tenaga Kerja dan Pelatihan P3K
Program promosi kesehatan tahun 2012 ditujukan pada karyawan
yang mempunyai resiko terhadap penyakit jantung, hipertensi, dan
diabetes militus serta karyawan yang ijin sakit tinggi.
Jenis-jenis promosi kesehatan :
a. Konseling MCU Medical Check Up
b. Edukasi MCU
c. Sosialisasi pola hidup sehat
d. Infomasi kesehatan
e. Progam-progam khusus promosi kesehatan seperti senam.
f. Kecukupan gizi
g. Road show tim promkes
h. Seminar kesehatan
i. Induction Course karyawan baru
Materi yang digunakan untuk promosi pola hidup sehat adalah gizi
seimbang, pola makan, IMT, fungsi air minum, dan olahraga kesehatan
dengan berlokasi di Human Capital Training Education Center.
Telah dilakukan pelatihan P3K yaitu pelatihan terhadap satgas medis
pos P3K.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
48
10. Pemberian Nasihat tentang Tempat Kerja, APD, Gizi dan
Penyelenggaraan Makanan di Tempat Kerja
Telah dilakukan pembinaan dan pengawasan kantin, pembinaan dan
pengawasan air minum di perusahaan (air minum kemasan kelas A). serta
pembinaan dan pengawasan extra fooding yang merupakan upaya
promotif.
Selain itu, salah satu upaya pemenuhan kesehatan karyawan yang
baik dan menyehatkan adalah dengan pengadaan kantin. Dalam
penyajian makanan bahan makanan yang diolah berasal dari bahan yang
bersih, peralatan yang digunakan untuk memasak juga bersih bebas dari
debu dan lalat, ada ventilasi (exhauster atau AC) untuk sirkulasi udara,
petugas kantin diwajibkan menggunakan alat pelindung berupa celemek,
tutup kepala, sarung tangan juga masker wajah, serta penyajian makanan
di kantin juga harus di tutup dengan tutup saji untuk menghindarkan dari
hewan pembawa penyakit. Selain itu, ruangan kantin juga harus dalam
keadaan bersih yaitu : lantai, meja, kursi dan peralatan makan serta
menyediakan peralatan mencuci tangan, wastafel, tissue pada setiap meja
makan untuk karyawan yang masuk ke kantin.
11. Membantu Rehabilitasi Penyakit Akibat Kerja
Termasuk upaya kuratif fan rehabilitatif. Diantaranya adalah
pemantauan rehabilitasi medis pada rawat inap, kecelakaan kerja dan
kecacatan fisik; pemantauan dan pengendalian karyawan yang mangkir
sakit; pelayanan pengobatan pemeriksaan medis dan penunjang serta
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
49
rujukan pada karyawan dan keluarga; dan pelayanan darurat medis (Pos
P3K Pabrik, UGD RSKM, UGD RS rujukan lainnya).
12. Pembinaan dan Pengawasan Tenaga Kerja yang Memiliki Kelainan
Tertentu
Dilakukan Pemeriksaan Kesehatan Berkala (PKB), yaitu pemeriksaan
kesehatan yang dilakukan secara periodik terhadap karyawan organik PT.
Krakatau Steel dengan rekomendasi oleh dokter penguji kesehatan PT.
Krakatau Steel.
Apabila ditemukan karyawan dengan kelainan kesehatan, dilakukan
pemeriksaan lanjut (rujukan/pemeriksaan khusus). Karyawan
melaksanakan pemeriksaan rujukan dan menyerahkan hasil pemeriksaan
tersebut pada dokter PKB untuk dilakukan rekomendasi pekerjaan.
13. Pelaporan secara Berkala
Setelah dilakukan pemeriksaan kesehatan berkala, dilakukan
pelaporan hasil pemeriksaan yaitu sebagai berikut :
a. Koordinator PKB mengumpulkan dokumen hasil PKB dan
mencatatnya pada buku Medical Record (MR) dan komputer.
b. Buku MR yang sudah diisi oleh koordinator PKB kemudian
diserahkan pada dokter penanggung jawab PKB Rumah Sakit
Krakatau Medika untuk dibuat kesimpulan dan saran.
c. Buku MR kemudian diserahkan pada dokter PKB untuk dibuat
rekomendasi kesehatan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
50
d. Buku Medical Record yang telah selesai direkomendasikan oleh
dokter penguji kesehatan Kerja untuk dilakukan :
1) Administrasi PKB
2) Medical Record
e. Inspektor kesehatan Kerja mengecek kehadiran peserta dengan
melihat buku yang telah selesai.
f. Distribusikan hasil PKB pada peserta dilakukan secara langsung atau
pos terpadu.
14. Fasilitas Pelayanan Kesehatan Kerja
a. Rumah Sakit Perusahaan dan Rujukan
PT Krakatau Steel adalah perusahaan yang memperhatikan
kesehatan tenaga kerja. Hal ini dibuktikan dengan adanya
pemeriksaan berkala dan pemeriksaan khusus. Hasil dari
pemeriksaan tersebut, diuji lebih lanjut ke Rumah Sakit Krakatau
Medika (RSKM), yang bertempat di Cilegon. RSKM merupakan
bagian dari PT Krakatau Steel, yang berfungsi memberikan
pelayanan kesehatan tenaga kerja khususnya dan pada masyarakat
umumnya.
Selain RSKM, PT Krakatau Steel juga bekerjasama dengan
beberapa rumah sakit rujukan tersebut diantaranya: Rumah Sakit
kanker Darmais, Rumah Sakit Pertamina, Rumah Sakit Jantung
Harapan Kita, Rumah Sakit Paru Cipto Mangunkusumo, Rumah
Sakit Siloam dan Rumah Sakit Darmawangsa. Rumah sakit rujukan
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
51
tersebut difungsikan sebagai tempat pengobatan bagi tenaga kerja
yang mengalami gangguan kesehatan yang memerlukan penanganan
lebih lanjut.
Pemeriksaan berkala dilakukan secara periodik setahun sekali
dan pemeriksaan khusus secara periodik sesuai dengan tingkat resiko
penyakit akibat kerja.
b. Sarana Olah Raga
Sarana olahraga perusahaan terdiri dari lapangan sepak bola
standar international, kolam renang standar international, lapangan
golf, lapangan bola volley yang tersebar di seluruh unit kerja,
lapangan tenis, lapangan bola basket, GOR bulu tangkis dan area
unit kerja untuk kegiatan senam massal dilakukan setiap hari jumat.
15. Gizi Kerja
Pada awalnya kebijakan pelayanan gizi kerja di PT. Krakatau Steel
adalah dengan memberikan makan dan extra fooding, dimana extra
fooding yang diberikan dalam bentuk susu pasteurisasi dan UHT secara
rutin. Pelayanan extra fooding ini ditujukan pada seluruh Direktorat
Produksi maupun Direktorat Non Produksi.
Pada bulan Juli 1998 Divisi Personalia mengeluarkan Surat Edaran
yang intinya meminta Dinas Hiperkes untuk melakukan evaluasi
penelitian guna menetapkan karyawan yang berhak untuk mendapatkan
extra fooding berdasarkan kriteria :
1) Karyawan dengan waktu kerja shift.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
52
2) Karyawan yang bekerja pada faktor lingkungan berbahaya.
3) Karyawan yang bekerja dengan beban fisik berat/karyawan yang
kerjanya 70 % di pabrik/di bengkel dan di lapangan.
Untuk air minum, perusahaan menyediakan fasilitas dispenser dan
gallon air minum dalam jumlah cukup. Pemeriksaan kualitas diteliti
secara rutin oleh PT. Quelle dan secara periodik dilakukan pemeriksaan
pada lab independent.
Tabel 1. Distribusi air minum dispenser di setiap unit kerja
NO TEMPAT KERJA JUMLAH DISPENSER
1. Pabrik Besi Spons 29
2. PRWT Pabrik Besi Spons 30
3. Pabrik Billet Baja 34
4. SSP I dan PPSB 46
5. SSP II dan PPSB 26
6. PPBLD dan PP III 21
7. PPBLD 19
8. PRWT PPBLD 31
9. WRM 31
10. PHP 12
11. Utility 16
12. PL dan P 26
13. Pengendalian Kualiatas 22
TOTAL 343
(Sumber : Data Sekunder)
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
53
Selain itu, salah satu upaya pemenuhan kesehatan karyawan yang
baik dan menyehatkan adalah dengan pengadaan kantin. Di PT. Krakatau
Steel terdapat 13 kantin yang beroperasi secara aktif guna memenuhi
kebutuhan makan dan gizi yang menunjang. Adapun nama-nama kantin
tersebut adalah kantin ADB, kantin Logistik, kantin Pusdiklat, kantin
Pabrik Besi Spons (PBS), kantin Gedung Produksi, kantin P2P, kantin
Billet Steel Plan (BSP), kantin Slab Steel Plan (SSP), kantin Wire Rod
Mill (WRM), kantin Hot Strip Mill (HSM), kantin Keamanan, kantin
PPC, dan kantin Cold Rolling Mill (CRM).
Dalam penyajian makanan bahan makanan yang diolah berasal dari
bahan yang bersih, peralatan yang digunakan untuk memasak juga bersih
bebas dari debu dan lalat, ada ventilasi (exhauster atau AC) untuk
sirkulasi udara, petugas kantin diwajibkan menggunakan alat pelindung
berupa celemek, tutup kepala, sarung tangan juga masker wajah, serta
penyajian makanan di kantin juga harus di tutup dengan tutup saji untuk
menghindarkan dari hewan pembawa penyakit. Selain itu, ruangan kantin
juga harus dalam keadaan bersih yaitu : lantai, meja, kursi dan peralatan
makan serta menyediakan peralatan mencuci tangan, wastafel, tissue
pada setiap meja makan untuk karyawan yang masuk ke kantin. Akan
tetapi, tidak dilakukan pemeriksaan kesehatan terhadap penjamah
makanan.
Perusahaan tidak memberikan makan siang kepada pekerja,
melainkan memberikan jatah uang makan sebagai pengganti makan siang
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
54
tersebut. Pekerja di PT. Krakatau Steel rata-rata bekerja dengan kategori
beban kerja yang sedang, dimana kebutuhan kalori untuk pekerja sedang
adalah 1200 kalori untuk makan siang. Diperkirakan uang yang diberikan
pada pekerja untuk menu makan siang yang sesuai dengan gizi sudah
mencukupi kalori yang dibutuhkan.
E. Keselamatan Kerja
1. Struktur Organisasi
Dinas Keselamatan Kerja, dipimpin oleh seorang Superintendent
yang membawahi beberapa fungsional yaitu :
a. Engineer Pembinaan dan Pengawasan Keselamatan Kerja
b. Engineer Safety Pesawat Uap dan Bejana Tekan
c. Engineer Peraturan dan Standar Keselamatan Kerja
d. Engineer Pesawat Angkat & Angkut
e. Engineer Safety Radiasi
2. Potensi Bahaya
a. Pabrik Besi Spons
1) Ledakan
Ledakan dapat terjadi pada proses pemanasan gas di area gas
heater, steam dan area reformer.
2) Kebakaran
Potensi kebakaran dapat terjadi pada proses reformasi gas di
area gas heater, steam dan area reformer.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
55
3) Tertimpa
Kejatuhan benda bijih besi atau pellet dapat terjadi pada saat
proses conveyor sedang beroperasi menyalurkan bijih besi atau
pellet ke reactor. Selain itu Kejatuhan benda bawaan dari crane
dan bawaan dari truk yang membawa peralatan atau besi yang
aus keluar dari pabrik besi spons.
4) Terpeleset
Terpeleset oleh bijih besi atau pellet dapat terjadi pada saat
karyawan berjalan di area DRP I dan HYL III, terpeleset oleh
genangan air yang membuat becek, dan beberapa sampah plastik
yang tidak pada tempatnya.
5) Tertabrak
Tertabrak alat transportasi (forklift, mobil, crane, buldozer,
tractor, ladle car, truck, dan lain-lain) dapat terjadi pada saat
karyawan berada di area transportasi.
6) Terjatuh
Pada saat menaiki tangga, terpeleset sisa spons yang ada di atas,
terjatuh dari ketinggian, terjatuh pada tempat lift naik-turun.
7) Terjepit
Terjepit pintu lift.
8) Tersandung
Tersandung barang-barang/besi-besi bekas perbaikkan, besi
bekas yang tidak bisa diperbaiki dan bebatuan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
56
9) Terbentur
Terbentur besi ketika melewati penyimpanan gas.
b. Pabrik Billet Baja
1) Ledakan
Ledakan dapat terjadi pada proses peleburan di dalam furnace
yaitu pada proses peleburan terdapat bahan baku yang
mengandung air (sponge iron dan scrap basah) dan adanya
elektroda di dalam furnace.
2) Percikan Baja Cair
Percikan baja cair dapat terjadi pada proses peleburan di
furnace, proses sekunder di ladle furnace, proses pencetakan di
concast, pengambilan sampel, pengecekan temperatur, injeksi
oksigen, injeksi grafit dan pada saat melempar split.
3) Kejatuhan benda
Kejatuhan benda dapat terjadi pada saat pengangkutan material
oleh crane scrap, crane charging, crane ladle, crane tundish
dan crane billet handling (scrap, sponge iron, kapur, grafit,
elektroda, ladle, tundish dan billet).
4) Kebakaran
Pada saat melting membuang slag, ladle menumpahkan kotoran
dari melting yang belum sepenuhnya terbuang, percikan baja
cair pada proses peleburan di furnace, proses sekunder di ladle
furnace, proses pencetakan di concast, pengambilan sampel,
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
57
pengecekan temperatur, injeksi oksigen, injeksi grafit dan pada
saat melempar split.
5) Tertabrak
Tertabrak alat transportasi (forklift, mobil charging, crane dan
truck) dapat terjadi pada saat karyawan berada di area
transportasi dan berjalan di lintasannya.
6) Tersandung
Tersandung material dapat terjadi pada saat penempatan alat
alat peleburan, materialmaterial produksi dan sampah karung
plastik sisa kapur, grafit, material, elekroda, sisa sampel,
temperatur dan selang air yang tidak pada tempatnya.
7) Tersentuh Benda Panas (tersengat)
Tersentuh benda panas dapat terjadi pada saat proses finishing
billet, di billet yard, pengambilan sampel, cek temperatur,
injeksi oksigen dan injeksi grafit.
c. Pabrik Slab Baja
1) Ledakan
Ledakan dapat terjadi pada proses peleburan di dalam furnace
yaitu pada proses peleburan terdapat bahan baku yang
mengandung air (sponge iron dan scrap basah) dan adanya
tabung di dalam furnace.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
58
2) Percikan Baja Cair
Percikan baja cair dapat terjadi pada proses peleburan di
furnace, proses sekunder di ladle furnace, proses pencetakan di
concast, pengambilan sampel, pengecekan temperatur, injeksi
oksigen, injeksi grafit dan pada saat melempar split.
3) Kejatuhan benda
Kejatuhan benda dapat terjadi pada saat pengangkutan material
oleh crane scrap, crane charging, crane ladle, crane tundish
dan crane billet handling (scrap, sponge iron, kapur, grafit,
elektroda, ladle, tundish dan slab).
4) Tertabrak
Tertabrak alat transportasi (forklift, mobil charging, dan truck)
dapat terjadi pada saat karyawan berada di area transportasi.
5) Tersandung
Tersandung material dapat terjadi pada saat penempatan alat
alat peleburan, materialmaterial produksi dan sampah karung
plastik sisa kapur, grafit, material, elekroda, sisa sampel,
temperatur dan ganum tidak pada tempatnya.
6) Tersentuh Benda Panas
Tersentuh benda panas dapat terjadi pada saat proses finishing
slab, pengambilan sampel, cek temperatur, injeksi oksigen,
injeksi grafit, pemanasan tundish, area peleburan, area ladle
furnace, area pencetakan dan pemotongan.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
59
d. Pabrik Baja Lembaran Panas
1) Ledakan
Ledakan dapat terjadi pada saat pemanasan slab di furnace
dengan menggunakan gas.
2) Kejatuhan benda
Kejatuhan benda dapat terjadi pada saat pengangkutan material
oleh crane slab yard, crane coil yard, dan crane plat yard (slab,
coil dan plat).
3) Tergores
Tergores dapat terjadi pada saat pengikatan coil dan plat dengan
sabuk coil dan plat.
4) Tertabrak
Tertabrak alat transportasi (forklift, truck dan mobil) dapat
terjadi pada saat karyawan berada di area transportasi.
5) Terpeleset
Terpeleset dapat terjadi pada saat karyawan melewati area
proses produksi karena adanya ceceran oli di lantai.
6) Tersentuh Benda Panas
Tersentuh benda panas dapat terjadi pada saat proses pemanasan
di furnace, hot rolled coil dan pada saat pengikatan coil dan plat
dengan sabuk coil dan plat.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
60
e. Pabrik Cold Rolling Mill
1) Ledakan
Ledakan dapat terjadi pada proses pemanasan di area batch
annealing furnace dan area continous annealing line.
2) Kejatuhan benda
Kejatuhan benda dapat terjadi pada saat pengangkutan material
oleh crane coil yard dan crane plat yard (coil dan plat).
3) Tergores
Tergores dapat terjadi pada saat pengikatan coil dan plat dengan
sabuk coil dan plat.
4) Tertabrak
Tertabrak alat transportasi (forklift, truck dan mobil) dapat
terjadi pada saat karyawan berada di area transportasi.
5) Terpeleset
Terpeleset dapat terjadi pada saat karyawan melewati area
proses produksi karena adanya ceceran oli dilantai.
6) Tersentuh Benda Panas
Tersentuh benda panas dapat terjadi pada saat proses batch
annealing furnace dan continous annealing line.
f. Pabrik Batang Kawat (Wire Rod)
1) Ledakan
Ledakan dapat terjadi pada saat pemanasan bilet di WB
reheating furnace dengan menggunakan gas.
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
61
2) Kejatuhan benda
Kejatuhan benda dapat terjadi pada saat pengangkutan material
oleh crane billet yard, crane coil batang kawat (billet dan coil
batang kawat).
3) Tergores
Tergores dapat terjadi pada saat pengikatan coil batang kawat
dengan sabuk coil, pengambilan sampel dan pemotongan kepala
ekor wire rod.
4) Tertabrak
Tertabrak alat transportasi (forklift, truck dan mobil) dapat
terjadi pada saat karyawan berada di area transportasi.
5) Terpeleset
Terpeleset dapat terjadi pada saat karyawan melewati area
proses produksi karena adanya ceceran oli dilantai.
6) Tersentuh Benda Panas
Tersentuh benda panas dapat terjadi pada saat proses pemanasan
di WB reheating.
3. Pengendalian Potensi Bahaya
a. Kebakaran
Berdasarkan potensi bahaya yang ada telah dilakukan langkah
pengendalian bahaya kebakaran sebagai upaya pengurangi dampak
kebakaran. Hal ini dilakukan dengan upaya pencegahan terjadi
ledakan dalam proses peleburan bahan baku yang digunakan harus
-
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
62
bebas dari air, karena air akan bereaksi membentuk gas H2 yang
kemudian dapat menyebabkan ledakan, pemasangan rambu-rambu
(d