Kelompok 2 - Pemrosesan & Aplikasi Polimer
31
MAKALAH REKAYASA BAHAN “PEMROSESAN DAN APLIKASI POLIMER” Disusun oleh Kelompok 2: Nailil Dahliyah (2410100046) Hanang Rizki E. F. (2410100074) Dhien Kusuma W. (2411100072) Akhmad Faruq A. (2411100026) Andika Dwiparana S. N. (2410100116) Mifta Nur Farid (2409100012) Gyan Yusuf W. (2410100018) Dion Novyanto (2410100100) JURUSAN TEKNIK FISIKA FAKULTAS TEKNOLOGI INDUSTRI
description
pembuatan polimer, polimer, aplikasi polimer, jenis polimer
Transcript of Kelompok 2 - Pemrosesan & Aplikasi Polimer
MAKALAH REKAYASA BAHAN
“PEMROSESAN DAN APLIKASI POLIMER”
Disusun oleh Kelompok 2:Nailil Dahliyah (2410100046)Hanang Rizki E. F. (2410100074)Dhien Kusuma W. (2411100072)Akhmad Faruq A. (2411100026)Andika Dwiparana S. N. (2410100116) Mifta Nur Farid (2409100012)Gyan Yusuf W. (2410100018)Dion Novyanto (2410100100)
JURUSAN TEKNIK FISIKA
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
2013
I. PEMROSESAN (TEKNIK PEMBENTUKAN) POLIMERI.1. Polimer
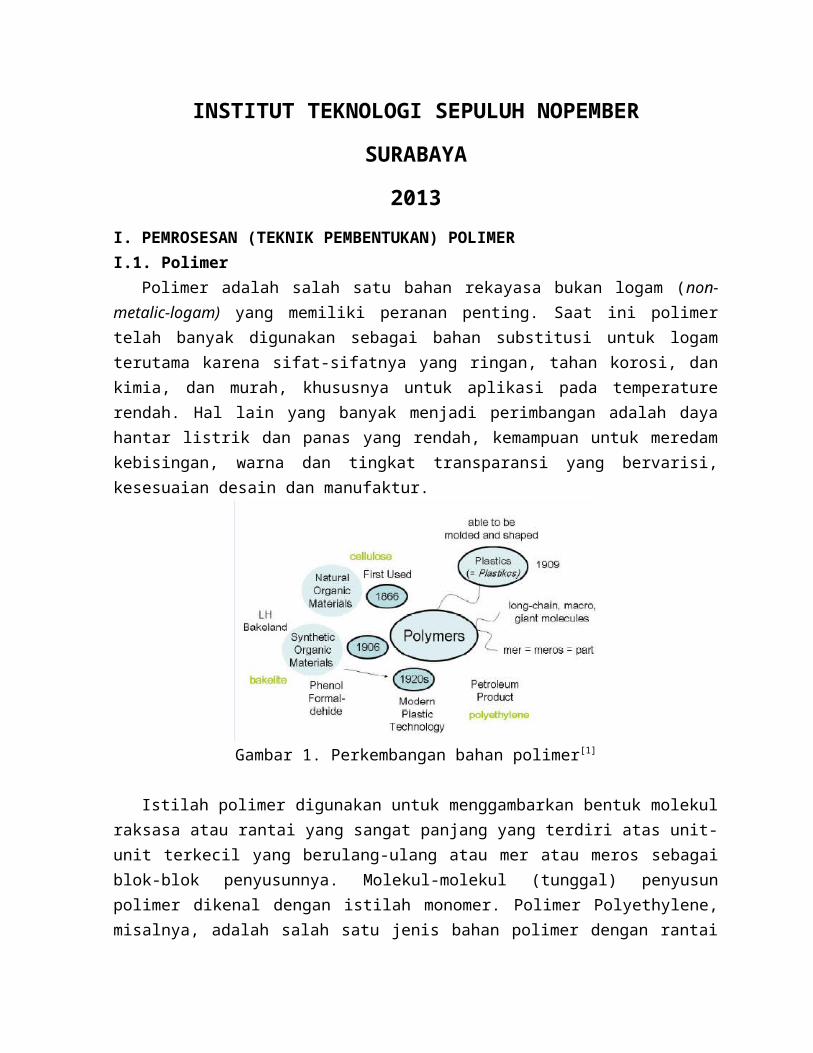
Polimer adalah salah satu bahan rekayasa bukan logam (non-metalic-logam) yang memiliki peranan penting. Saat ini polimer telah banyak digunakan sebagai bahan substitusi untuk logam terutama karena sifat-sifatnya yang ringan, tahan korosi, dan kimia, dan murah, khususnya untuk aplikasi pada temperature rendah. Hal lain yang banyak menjadi perimbangan adalah daya hantar listrik dan panas yang rendah, kemampuan untuk meredam kebisingan, warna dan tingkat transparansi yang bervarisi, kesesuaian desain dan manufaktur.
Gambar 1. Perkembangan bahan polimer[1]
Istilah polimer digunakan untuk menggambarkan bentuk molekul raksasa atau rantai yang sangat panjang yang terdiri atas unit-unit terkecil yang berulang-ulang atau mer atau meros sebagai blok-blok penyusunnya. Molekul-molekul (tunggal) penyusun polimer dikenal dengan istilah monomer. Polimer Polyethylene, misalnya, adalah salah satu jenis bahan polimer dengan rantai linear sangat panjang yang tersusun atas unit-unit terkecil (mer) yang berulang-ulang yang berasal dari monomer molekul ethylene. Perhatikan bahwa monomer memiliki ikatan kovalen tak jenuh (ikatan ganda) sedangkan ada mer ikatan tersebut menjadi aktif atau ikatan kovalen terbuka dengan elektron tak berpasangan.
Gambar 2. Struktur molekul polimer polyethylene[1]
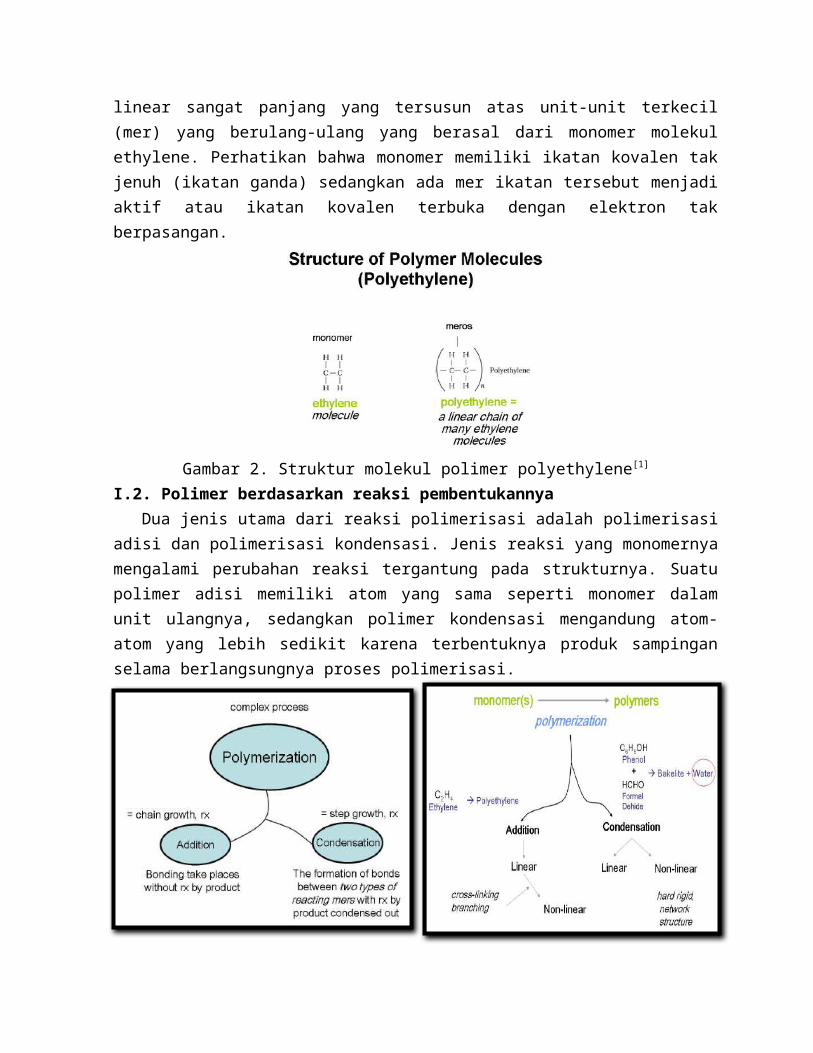
I.2. Polimer berdasarkan reaksi pembentukannyaDua jenis utama dari reaksi polimerisasi adalah polimerisasi adisi dan polimerisasi
kondensasi. Jenis reaksi yang monomernya mengalami perubahan reaksi tergantung pada strukturnya. Suatu polimer adisi memiliki atom yang sama seperti monomer dalam unit ulangnya, sedangkan polimer kondensasi mengandung atom-atom yang lebih sedikit karena terbentuknya produk sampingan selama berlangsungnya proses polimerisasi.
(a) (b)Gambar 3. (a) dan (b) Proses-proses penting pembentukan polimer (polimerisasi)[1]
a. Polimer AdisiReaksi pembentukan teflon dari monomer-monomernya tetrafluoroetilen, disebut reaksi
adisi. Perhatikan gambar 4 yang menunjukkan bahwa monomer etilena mengandung ikatan rangkap dua, sedangkan di dalam polietilena tidak terdapat ikatan rangkap dua.
Gambar 4. Monomer etilena
Monomer etilena mengalami reaksi adisi membentuk polietilena yang digunakan sebagai tas plastik, pembungkus makanan, dan botol. Pasangan elektron ekstra dari ikatan rangkap dua pada tiap monomer etilena digunakan untuk membentuk suatu ikatan baru menjadi monomer yang lain. Menurut jenis reaksi adisi ini, monomer-monomer yang mengandung ikatan rangkap dua saling bergabung, satu monomer masuk ke monomer yang lain, membentuk rantai panjang. Produk yang dihasilkan dari reaksi polimerisasi adisi mengandung semua atom
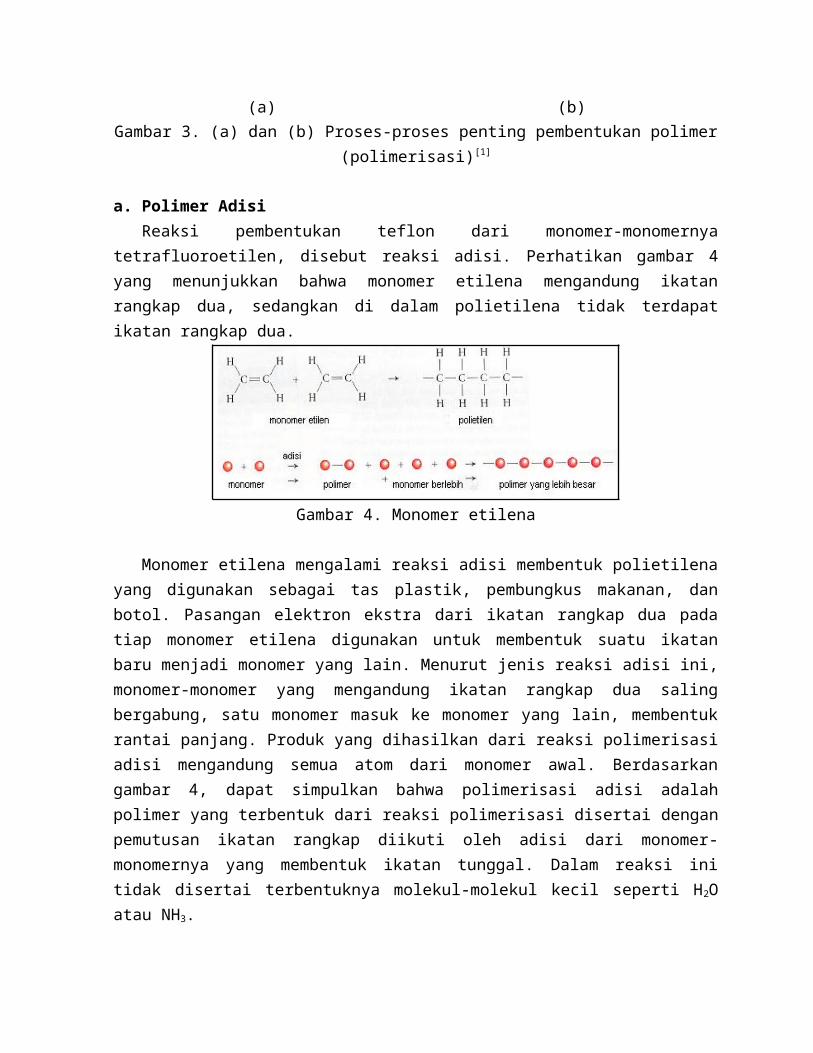
dari monomer awal. Berdasarkan gambar 4, dapat simpulkan bahwa polimerisasi adisi adalah polimer yang terbentuk dari reaksi polimerisasi disertai dengan pemutusan ikatan rangkap diikuti oleh adisi dari monomer-monomernya yang membentuk ikatan tunggal. Dalam reaksi ini tidak disertai terbentuknya molekul-molekul kecil seperti H2O atau NH3.
Dalam reaksi polimerisasi adisi, umumnya melibatkan reaksi rantai. Mekanisme polimerisasi adisi dapat dibagi menjadi tiga tahap yaitu:Tabel 1. Tahap pembentukan Polimer
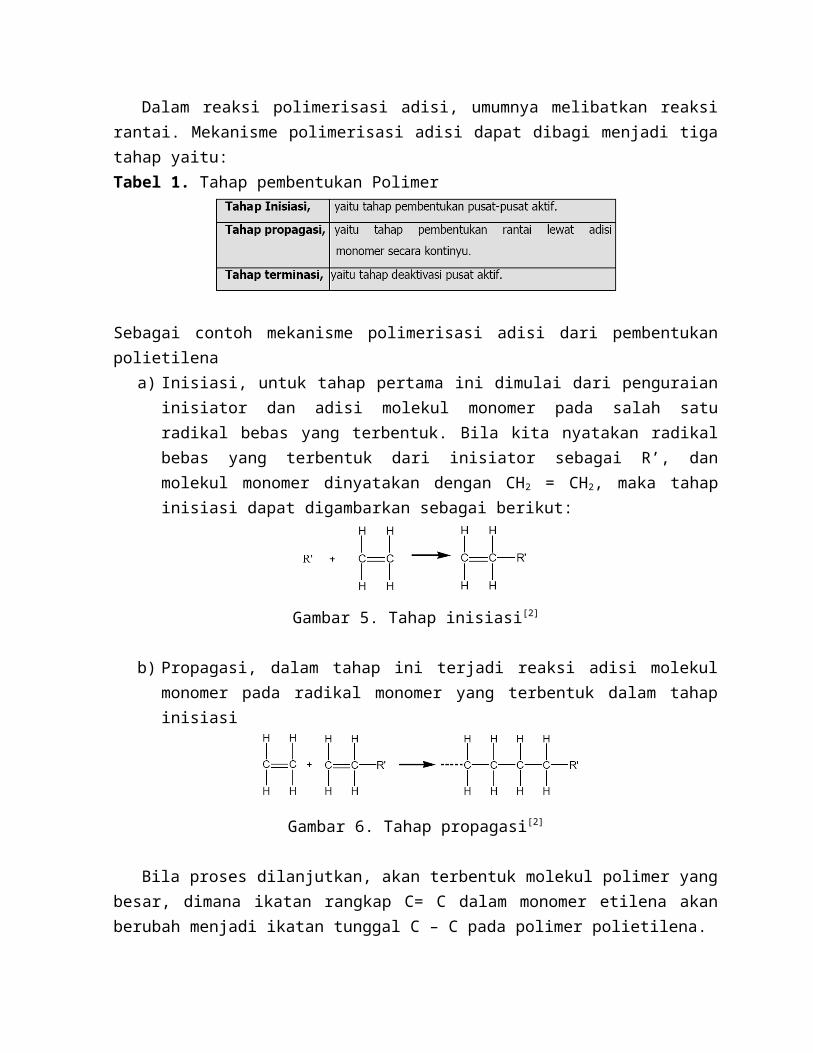
Sebagai contoh mekanisme polimerisasi adisi dari pembentukan polietilenaa) Inisiasi, untuk tahap pertama ini dimulai dari penguraian inisiator dan adisi molekul
monomer pada salah satu radikal bebas yang terbentuk. Bila kita nyatakan radikal bebas yang terbentuk dari inisiator sebagai R’, dan molekul monomer dinyatakan dengan CH2 = CH2, maka tahap inisiasi dapat digambarkan sebagai berikut:
Gambar 5. Tahap inisiasi[2]
b) Propagasi, dalam tahap ini terjadi reaksi adisi molekul monomer pada radikal monomer yang terbentuk dalam tahap inisiasi
Gambar 6. Tahap propagasi[2]
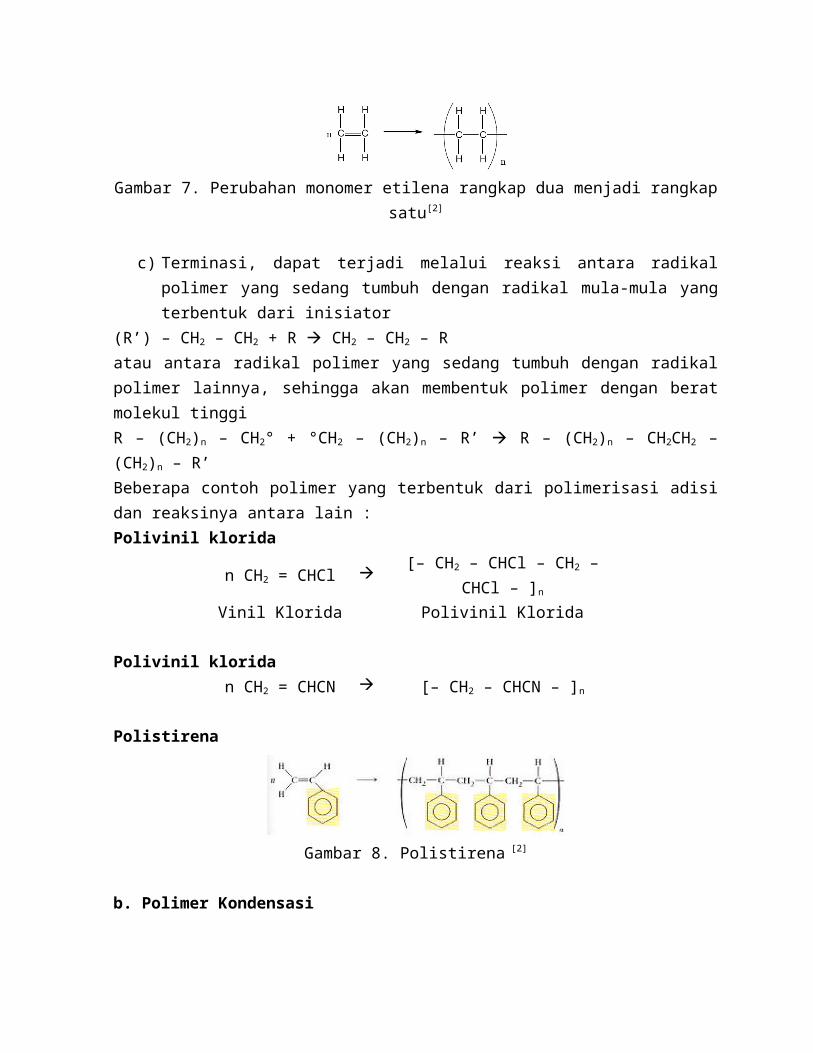
Bila proses dilanjutkan, akan terbentuk molekul polimer yang besar, dimana ikatan rangkap C= C dalam monomer etilena akan berubah menjadi ikatan tunggal C – C pada polimer polietilena.
Gambar 7. Perubahan monomer etilena rangkap dua menjadi rangkap satu[2]
c) Terminasi, dapat terjadi melalui reaksi antara radikal polimer yang sedang tumbuh dengan radikal mula-mula yang terbentuk dari inisiator
(R’) – CH2 – CH2 + R CH2 – CH2 – Ratau antara radikal polimer yang sedang tumbuh dengan radikal polimer lainnya, sehingga akan membentuk polimer dengan berat molekul tinggiR – (CH2)n – CH2° + °CH2 – (CH2)n – R’ R – (CH2)n – CH2CH2 – (CH2)n – R’Beberapa contoh polimer yang terbentuk dari polimerisasi adisi dan reaksinya antara lain :Polivinil klorida
n CH2 = CHCl [– CH2 – CHCl – CH2 – CHCl – ]n
Vinil Klorida Polivinil Klorida
Polivinil kloridan CH2 = CHCN [– CH2 – CHCN – ]n
Polistirena
Gambar 8. Polistirena [2]
b. Polimer KondensasiPolimer kondensasi terjadi dari reaksi antara gugus fungsi pada monomer yang sama atau
monomer yang berbeda. Dalam polimerisasi kondensasi terkadang disertai dengan terbentuknya molekul kecil seperti H2O, NH3, atau HCl.
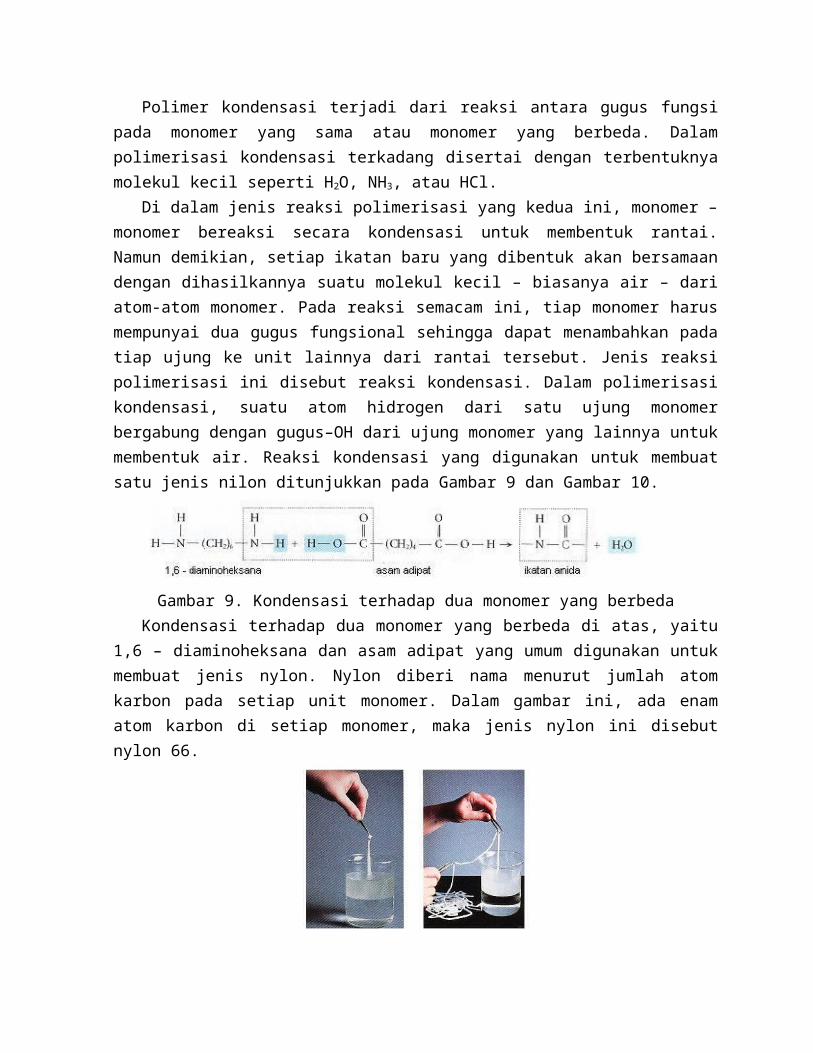
Di dalam jenis reaksi polimerisasi yang kedua ini, monomer – monomer bereaksi secara kondensasi untuk membentuk rantai. Namun demikian, setiap ikatan baru yang dibentuk akan bersamaan dengan dihasilkannya suatu molekul kecil – biasanya air – dari atom-atom monomer. Pada reaksi semacam ini, tiap monomer harus mempunyai dua gugus fungsional sehingga dapat menambahkan pada tiap ujung ke unit lainnya dari rantai tersebut. Jenis reaksi polimerisasi ini disebut reaksi kondensasi. Dalam polimerisasi kondensasi, suatu atom hidrogen dari satu ujung monomer bergabung dengan gugus–OH dari ujung monomer yang lainnya untuk membentuk air. Reaksi kondensasi yang digunakan untuk membuat satu jenis nilon ditunjukkan pada Gambar 9 dan Gambar 10.
Gambar 9. Kondensasi terhadap dua monomer yang berbeda
Kondensasi terhadap dua monomer yang berbeda di atas, yaitu 1,6 – diaminoheksana dan asam adipat yang umum digunakan untuk membuat jenis nylon. Nylon diberi nama menurut jumlah atom karbon pada setiap unit monomer. Dalam gambar ini, ada enam atom karbon di setiap monomer, maka jenis nylon ini disebut nylon 66.
Gambar 10. Pembuatan nylon
Contoh lain dari reaksi polimerisasi kondensasi adalah bakelit yang bersifat keras, dan dracon, yang digunakan sebagai serat pakaian dan karpet, pendukung pada tape – audio dan tape – video, dan kantong plastik. Monomer yang dapat mengalami reaksi polimerisasi secara kondensasi adalah monomer-monomer yang mempunyai gugus fungsi, seperti gugus –OH; -COOH; dan NH3.
I.3. Teknik Fabrikasi PolimerBerdasarkan Material Plastik yang digunakannya Plastik, Molding dapat dibedakan atas
beberapa jenis, yaitu: (Hartomo, 1993) a. Injection Molding
Proses injection molding merupakan proses yang sering digunakan dalam industri manufaktur plastik. Termoplastik dalam bentuk butiran atau bubuk ditampung dalam sebuah hopper kemudian turun ke dalam barrel secara otomatis (karena gaya gravitasi) dimana ia dilelehkan oleh pemanas yang terdapat di dinding barrel dan oleh gesekan akibat perputaran sekrup injeksi. Plastik yang sudah meleleh diinjeksikan oleh sekrup injeksi (yang juga berfungsi sebagai plunger) melalui nozzle ke dalam cetakan yang didinginkan oleh air. Produk yang sudah dingin dan mengeras dikeluarkan dari cetakan oleh pendorong hidrolik yang tertanam dalam rumah cetakan selanjutnya diambil oleh manusia atau menggunakan robot. Pada saat proses pendinginan produk secara bersamaan di dalam barrel terjadi proses pelelehan plastik sehingga begitu produk dikeluarkan dari cetakan dan cetakan menutup, plastik leleh bisa langsung diinjeksikan. (http://id.wikipedia.org/wiki/Injection_molding)
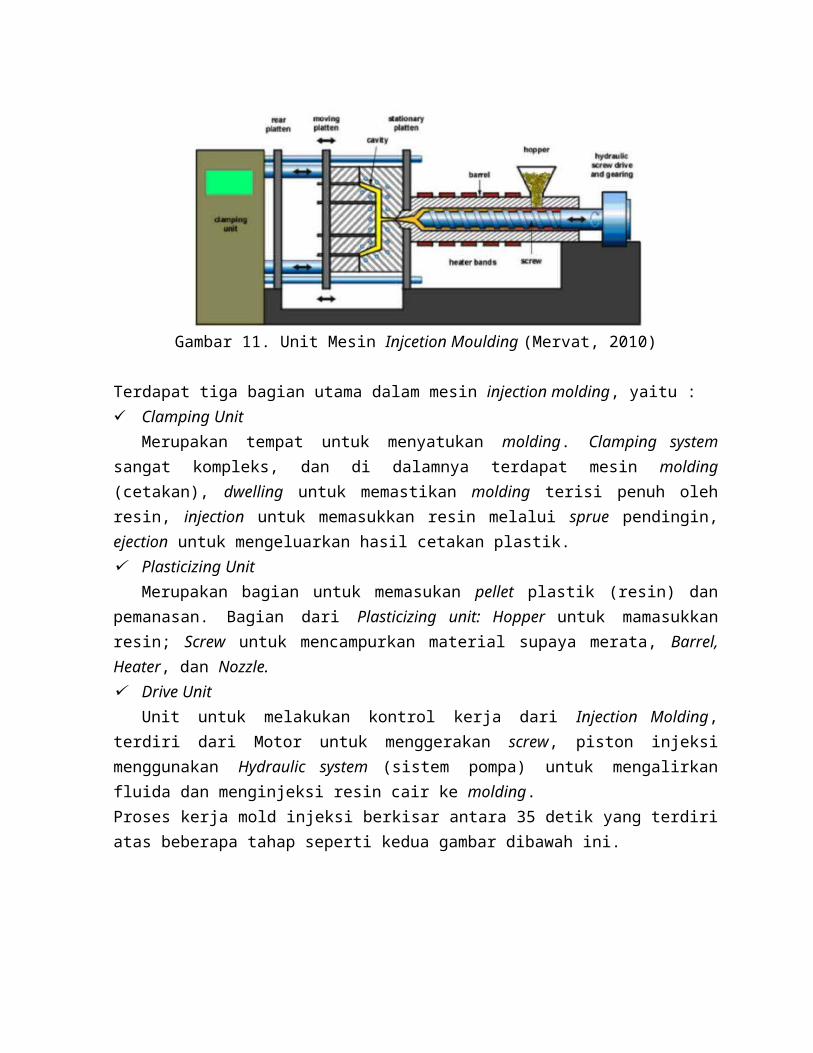
Gambar 11. Unit Mesin Injcetion Moulding (Mervat, 2010)
Terdapat tiga bagian utama dalam mesin injection molding, yaitu : Clamping Unit
Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding (cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukkan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik. Plasticizing Unit
Merupakan bagian untuk memasukan pellet plastik (resin) dan pemanasan. Bagian dari Plasticizing unit: Hopper untuk mamasukkan resin; Screw untuk mencampurkan material supaya merata, Barrel, Heater, dan Nozzle. Drive Unit
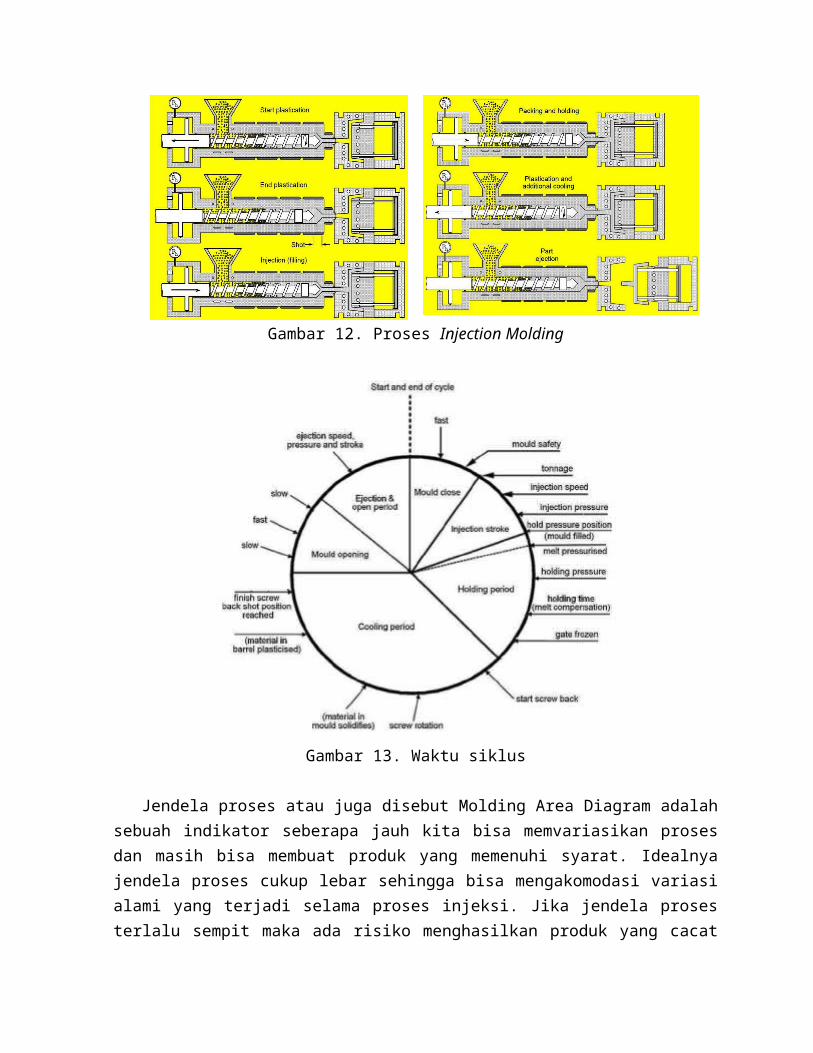
Unit untuk melakukan kontrol kerja dari Injection Molding, terdiri dari Motor untuk menggerakan screw, piston injeksi menggunakan Hydraulic system (sistem pompa) untuk mengalirkan fluida dan menginjeksi resin cair ke molding.Proses kerja mold injeksi berkisar antara 35 detik yang terdiri atas beberapa tahap seperti kedua gambar dibawah ini.
Gambar 12. Proses Injection Molding

Gambar 13. Waktu siklus
Jendela proses atau juga disebut Molding Area Diagram adalah sebuah indikator seberapa jauh kita bisa memvariasikan proses dan masih bisa membuat produk yang memenuhi syarat. Idealnya jendela proses cukup lebar sehingga bisa mengakomodasi variasi alami yang terjadi selama proses injeksi. Jika jendela proses terlalu sempit maka ada risiko menghasilkan produk yang cacat akibat variasi proses injeksi berada di luar jendela. Jendela proses berbeda-beda untuk tiap resin karena masing-masing resin memiliki titik leleh (temperatur transisi gelas, Tg) yang berbeda-beda. (http://id.wikipedia.org/wiki/Injection_molding)
Jika temperatur proses terlalu rendah maka ada kemungkinan material tidak meleleh dan jika meleleh maka viskositasnya sangat tinggi sehingga memerlukan tekanan injeksi yang sangat tinggi. Jika tekanan injeksi terlalu tinggi maka akan menimbulkan flash atau burr pada garis pemisah cetakan akibat gaya cekam kecil dari tekanan injeksi.(http://id.wikipedia.org/wiki/Injection_molding)
b. Blowing moldingBlow molding merupakan suatu metode mencetak benda kerja berongga dengan cara
meniupkan atau menghembuskan udara kedalam material/bahan yang menggunakan cetakan yang terdiri dari dua belahan mold yang tidak menggunakan inti (core) sebagai pembentuk rongga tersebut. Digunakan untuk membuat barang termoplastik lengkung – cembung, misalnya botol. Dikenal dua macam blow molding, yaitu : ekstrusi dan injeksi .
Blow molding ekstrusi terdiri dari pelelehan resin, membentuk hollow tube, kemudian ditiup. Ketiga tahap itu berjalan serentak. Segera dilontarkan bila sudah dingin, seraya dibuang potongan sisa di mulut botol. Biasanya cetakan bergerak relative terhadap dienya. Ada juga yang cetakannya tetap, hollow tube dipotong dan dipindah ke cetakan oleh robot .
Blow molding injeksi dipakai untuk membuat wadah kecil di bawah 3 liter. Tahap cetak injeksinya dapat pada mesin terpisah atau pada satu mesin terpadu. Proses blow molding (pembuatan gelas/botol) seperti gambar dibawah ini. Proses Pengisian butiran Plastik dari Hopper kedalam Heater. Oleh motor Screw berputar
sambil menarik butiran plastik mengisi ruang Heater.
Gambar 14. Proses pengisian butiran plastik
Proses pemanasan butiran plastik kedalam heater. Setelah butiran plastic meleleh dan membentuk seperti pasta maka plastik diinjeksikan ke dalam mold.
Gambar 15. Proses pemanasan butiran plastik
Proses peniupan udara. Saat plastik menempel pada dinding mold seperti pada tahap kedua maka udara dengan tekanan tertentu ditiupkan ke dalam mold.
Gambar 16. Proses Peniupan Udara
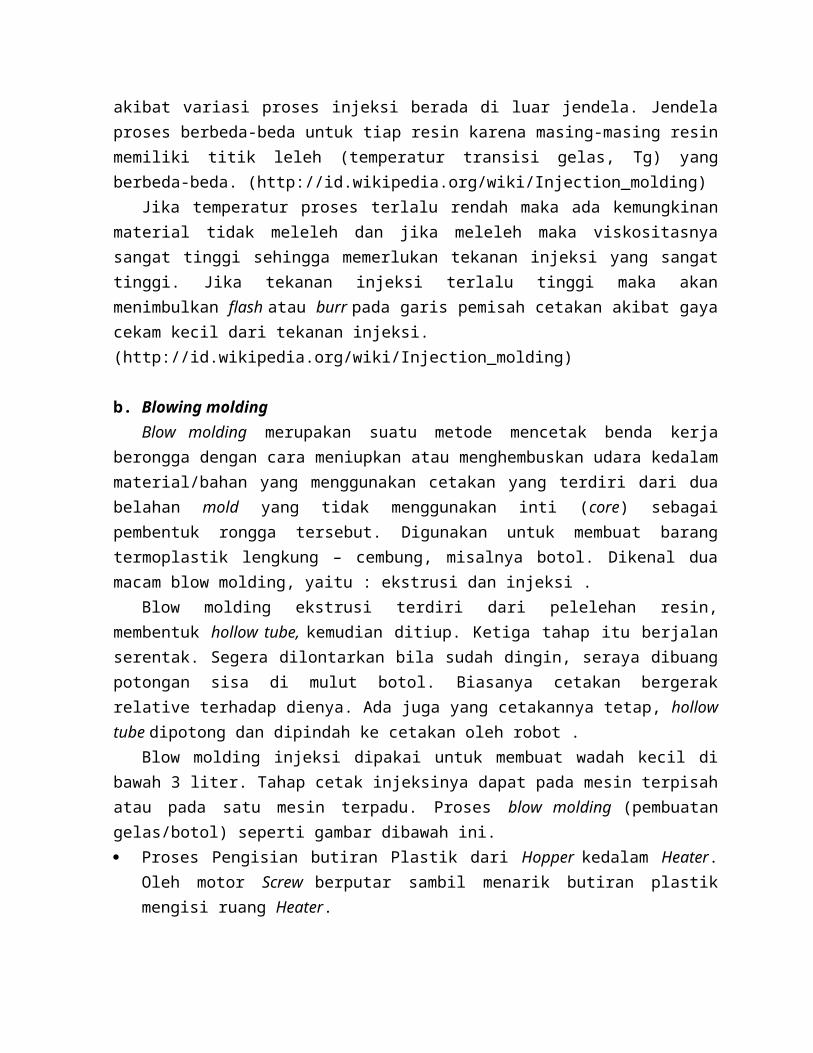
Proses pengeluaran produk. Produk dikeluarkan setelah produk dingin dengan cara salah satu cavity plate membuka.
Gambar 17. Proses pengeluaran produk
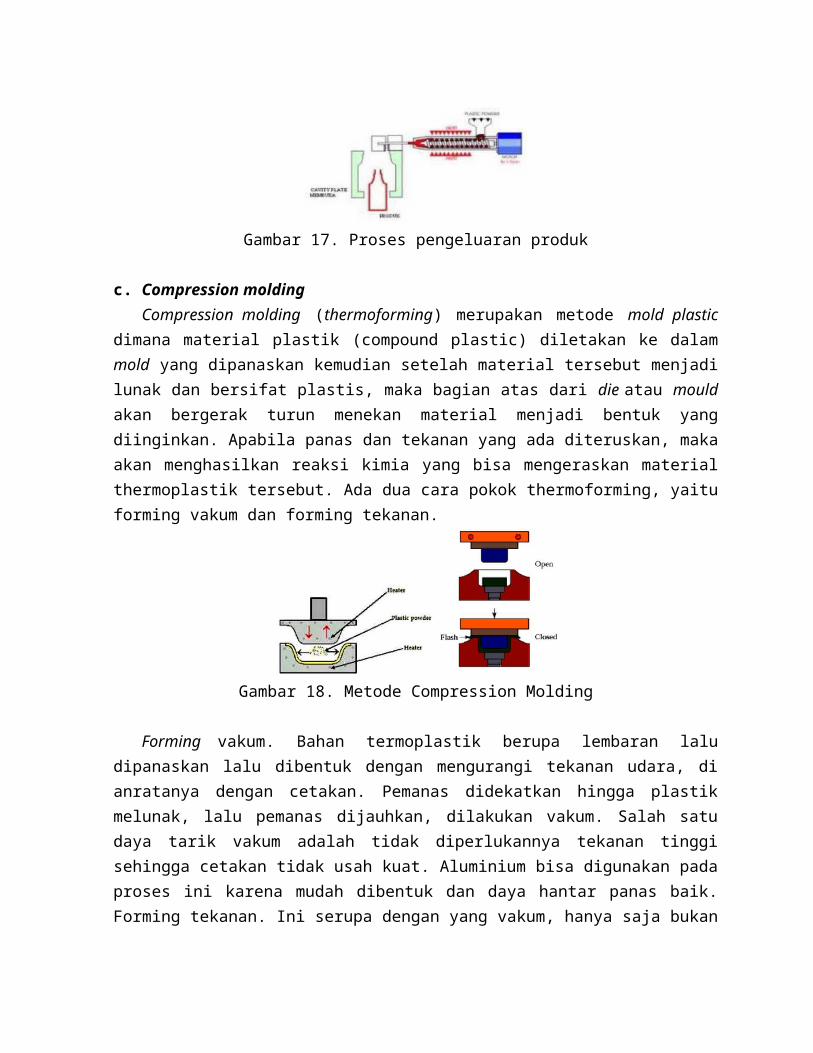
c. Compression moldingCompression molding (thermoforming) merupakan metode mold plastic dimana material
plastik (compound plastic) diletakan ke dalam mold yang dipanaskan kemudian setelah material tersebut menjadi lunak dan bersifat plastis, maka bagian atas dari die atau mould akan bergerak turun menekan material menjadi bentuk yang diinginkan. Apabila panas dan tekanan yang ada diteruskan, maka akan menghasilkan reaksi kimia yang bisa mengeraskan material thermoplastik tersebut. Ada dua cara pokok thermoforming, yaitu forming vakum dan forming tekanan.
Gambar 18. Metode Compression Molding
Forming vakum. Bahan termoplastik berupa lembaran lalu dipanaskan lalu dibentuk dengan mengurangi tekanan udara, di anratanya dengan cetakan. Pemanas didekatkan hingga plastik melunak, lalu pemanas dijauhkan, dilakukan vakum. Salah satu daya tarik vakum adalah tidak diperlukannya tekanan tinggi sehingga cetakan tidak usah kuat. Aluminium bisa digunakan pada proses ini karena mudah dibentuk dan daya hantar panas baik. Forming tekanan. Ini serupa dengan yang vakum, hanya saja bukan vakum di bawah lembaran, melainkan tekanan di atas lembaran yang digunakan.
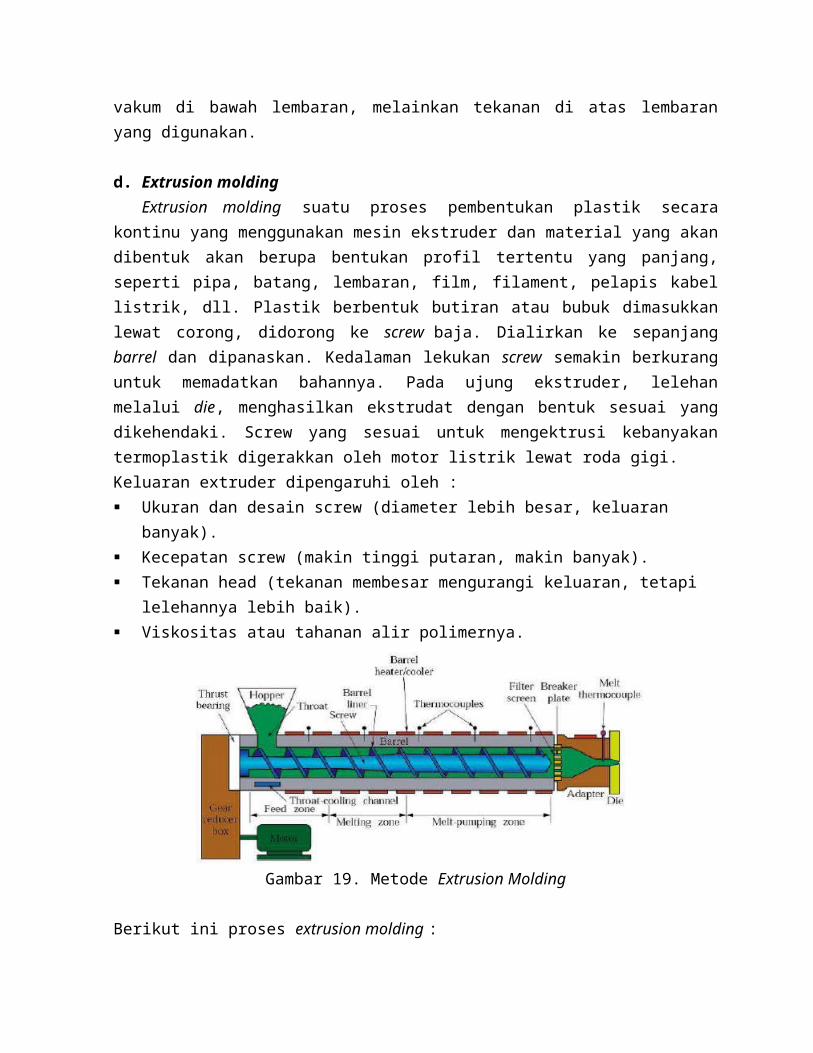
d. Extrusion moldingExtrusion molding suatu proses pembentukan plastik secara kontinu yang menggunakan
mesin ekstruder dan material yang akan dibentuk akan berupa bentukan profil tertentu yang panjang, seperti pipa, batang, lembaran, film, filament, pelapis kabel listrik, dll. Plastik berbentuk butiran atau bubuk dimasukkan lewat corong, didorong ke screw baja. Dialirkan ke sepanjang barrel dan dipanaskan. Kedalaman lekukan screw semakin berkurang untuk memadatkan bahannya. Pada ujung ekstruder, lelehan melalui die, menghasilkan ekstrudat
dengan bentuk sesuai yang dikehendaki. Screw yang sesuai untuk mengektrusi kebanyakan termoplastik digerakkan oleh motor listrik lewat roda gigi. Keluaran extruder dipengaruhi oleh : Ukuran dan desain screw (diameter lebih besar, keluaran banyak). Kecepatan screw (makin tinggi putaran, makin banyak). Tekanan head (tekanan membesar mengurangi keluaran, tetapi lelehannya lebih baik). Viskositas atau tahanan alir polimernya.
Gambar 19. Metode Extrusion Molding
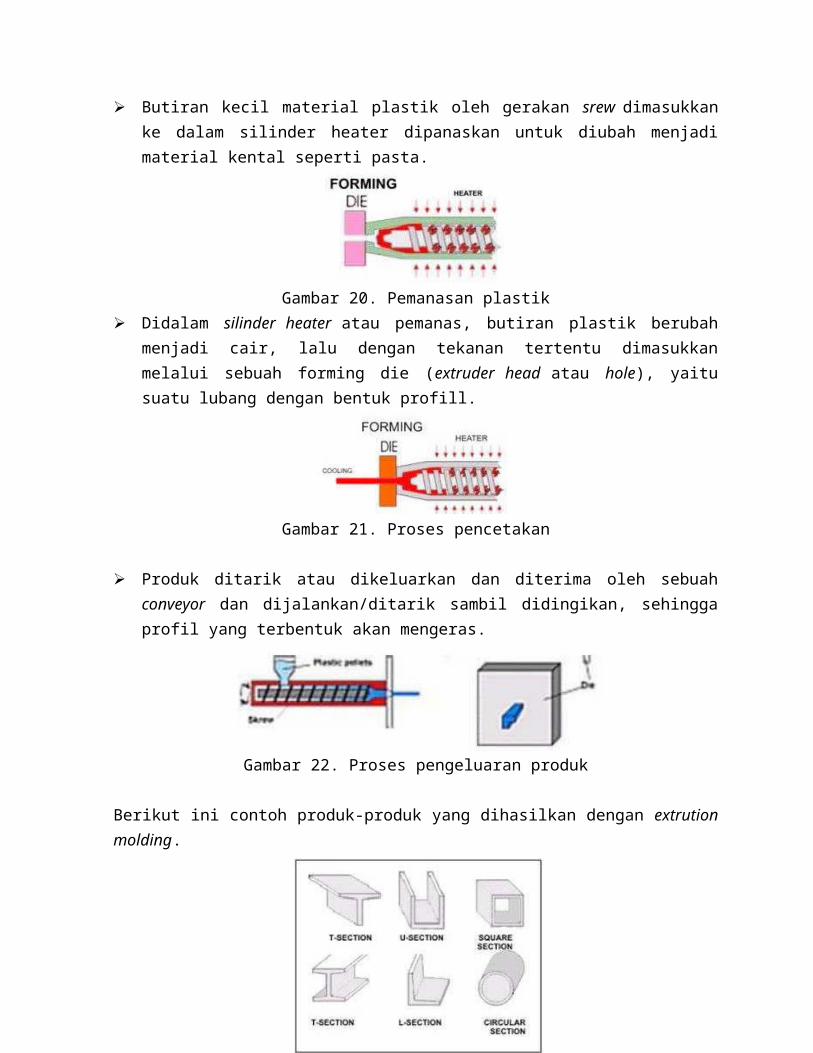
Berikut ini proses extrusion molding : Butiran kecil material plastik oleh gerakan srew dimasukkan ke dalam silinder heater
dipanaskan untuk diubah menjadi material kental seperti pasta.
Gambar 20. Pemanasan plastik Didalam silinder heater atau pemanas, butiran plastik berubah menjadi cair, lalu dengan
tekanan tertentu dimasukkan melalui sebuah forming die (extruder head atau hole), yaitu suatu lubang dengan bentuk profill.
Gambar 21. Proses pencetakan
Produk ditarik atau dikeluarkan dan diterima oleh sebuah conveyor dan dijalankan/ditarik sambil didingikan, sehingga profil yang terbentuk akan mengeras.

Gambar 22. Proses pengeluaran produk
Berikut ini contoh produk-produk yang dihasilkan dengan extrution molding.
Gambar 23. Produk yang dihasilkan dengan extrution molding
Kebanyakan die didesain berdasarkan pengalaman agar memberikan bentuk sesuai, kemudian diikuti dengan unit – unit sizing yang menyempurnakan bentuk ekstrudat sekuler dari die. Bila bentuk telah tepat, harus segera didinginkan. Misalnya dilewatkan pada bak air dingin. Begitu bahan plastik muncul dari die, bahan panas, lunak dan mudah dibentuk. Jadi begitu ekstrusi terbentuk, harus segera diambil dan dijaga bentuk dan ukurannya. Pendinginan dengan udara atau air dapat membantu.
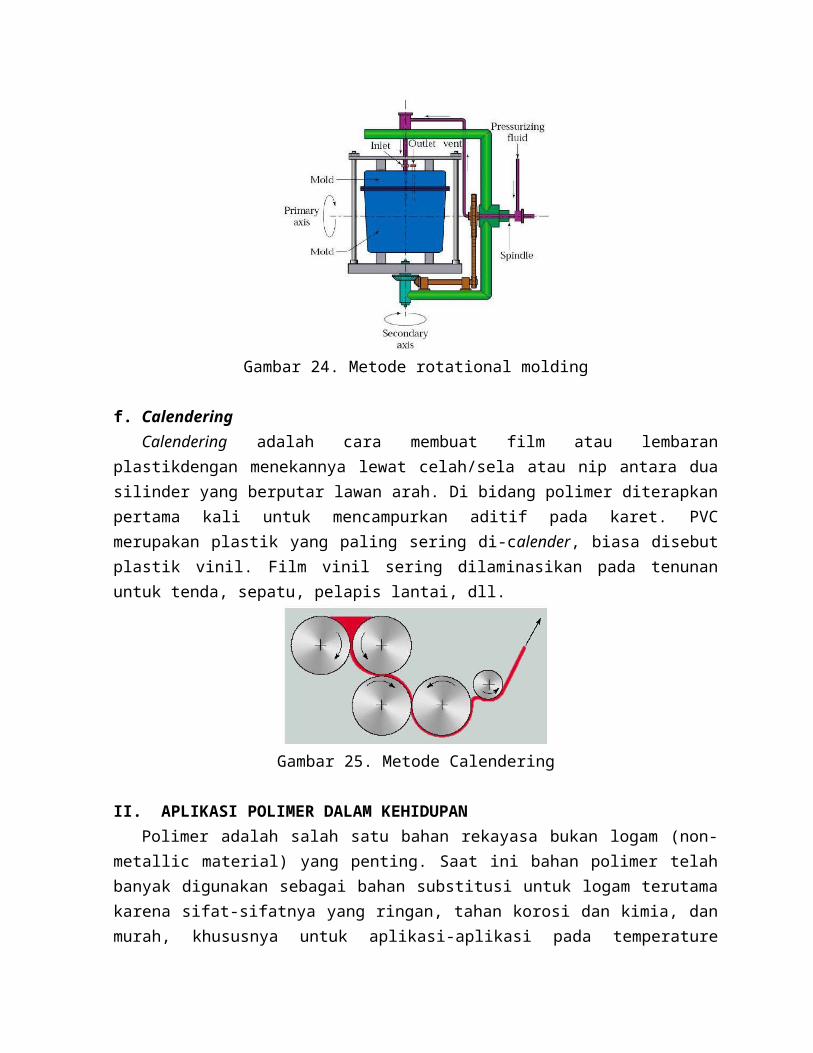
e. Rotational moldingMencakup pemanasan dan pemutaran bahan thermoplastic dalam cetakan tertutup sekitar
dua sumbu yang saling tegak. Putaran itu membagikan muatan bahan plastiknya ke dinding dalam cetakan, yang masing – masing kemudian mengalami pendinginan. Produknya komponen lengkung/lekuk. Ada tiga tahap utama, yaitu : Pemuatan sejumlah bahan ke cetakan dan mengklem ke kerangka spider Pemanasan cetakan dan isinya dalam oven secara seragam, serentak cetakannya diputar
sesuai konfigurasi cetakan, dengan kecepatan cermat (sesuai kedua sumbunya) sehingga pelapisannya merata.
Pendinginan cetakan dalam ruang yang dialiri udara, uap air, semprotan air, dengan tetap diputar agar pendinginan merata.
Gambar 24. Metode rotational molding
f. Calendering Calendering adalah cara membuat film atau lembaran plastikdengan menekannya lewat
celah/sela atau nip antara dua silinder yang berputar lawan arah. Di bidang polimer diterapkan pertama kali untuk mencampurkan aditif pada karet. PVC merupakan plastik yang paling sering di-calender, biasa disebut plastik vinil. Film vinil sering dilaminasikan pada tenunan untuk tenda, sepatu, pelapis lantai, dll.
Gambar 25. Metode Calendering
II. APLIKASI POLIMER DALAM KEHIDUPANPolimer adalah salah satu bahan rekayasa bukan logam (non- metallic material) yang
penting. Saat ini bahan polimer telah banyak digunakan sebagai bahan substitusi untuk logam terutama karena sifat-sifatnya yang ringan, tahan korosi dan kimia, dan murah, khususnya untuk aplikasi-aplikasi pada temperature rendah. Hal lain yang banyak menjadi pertimbangan adalah daya hantar listrikdan panas yang rendah, kemampuan untuk meredam kebisingan, warna dan tingkat transparasi yang bervariasi, kesesuaian desain dan manufaktur. Kegunaan polimer dalam kehidupan sehari-hari adalah sebagai berikut.a. Plastik Polietilentereftalat (PET)
Plastik PET merupakan serat sintetik poliester (dakron) yang transparan dengan daya tahan kuat, tahan terhadap asam, kedap udara, fleksibel, dan tidak rapuh. Dalam hal
penggunaannya, plastik PET menempati urutan pertama. Penggunannya sekitar 72 % sebagai kemasan minuman dengan kualitas yang baik. Plastik PET merupakan poliester yang dapat dicampur dengan polimer alam seperti : sutera, wol dan katun untuk menghasilkan bahan pakaian yang bersifat tahan lama dan mudah perawatannya.
Gambar 26. Bahan plastik yang tergolong pada PETSumber: http://armulagumay.blogspot.com/2012/07/ayo-kenali-jenis-jenis-plastik.html
b. Plastik Polietena/Polietilena (PE)Terdapat dua jenis plastik PE, yaitu Low Density Polyethylene (LDPE) dan High Density
Polyethylene (HDPE). Plastik LDPE banyak digunakan sebagai kantung plastik serta pembungkus makanan dan barang. Plastik HDPE banyak digunakan sebagai bahan dasar membuat mainan anak-anak, pipa yang kuat, tangki korek api gas, badan radio dan televisi, serta piringan hitam.
Gambar 27. Polietena banyak digunakan untuk tas plastik dan peralatan plastikSumber: http://kimia.upi.edu/utama/bahanajar/kuliah_web/2009/0703709/materi%20polimerisasi.html
c. Polivinil Klorida (PVC)Plastik PVC bersifat termoplastik dengan daya tahan kuat. Plastik ini juga bersifat tahan
serta kedap terhadap minyak dan bahan organik. Ada dua tipe plastik PVC yaitu bentuk kaku dan bentuk fleksibel. Plastik bentuk kaku digunakan untuk membuat konstruksi bangunan,
mainan anak-anak, pipa PVC (paralon), meja, lemari, piringan hitam, dan beberapa komponen mobil. Adapun plastik bentuk fleksibel, jenis ini digunakan untuk membuat selang plastik dan isolasi listrik. Dalam hal penggunaannya, plastic PVC menempati urutan ketiga dan sekitar 68 % digunakan untuk konstruksi bangunan (pipa saluran air).
Gambar 28. Pipa PVC (paralon)Sumber: http://www.wealthywaste.com/what-is-pvc
d. Plastik NilonPlastik nilon merupakan polimer poliamida (proses pembentukannya seperti pembentukan
protein). Plastik Nilon ditemukan pada tahun 1934 oleh Wallace Carothers dari Du Pont Company. Ketika itu, Carothers mereaksikan asam adipat dan heksametilendiamin. Plastik yang bersifat sangat Kuat (tidak cepat rusak) dan halus ini banyak digunakan untuk pakaian, peralatan kemah dan panjat tebing, peralatan rumah tangga serta peralatan laboratorium.
Gambar 29. Plastik NilonSumber: http://www.sdplastics.com/nylon.html
e. Karet SintetikKaret Sintetik yang terkenal adalah Styrene Butadiene Rubber (SBR), suatu polimer yang
terbentuk dari reaksi polemerisasi antara stirena dan 1,3-butadiena. Karet sintetik ini banyak digunakan untuk membuat ban kendaraan karena memiliki kekuatan yang baik dan tidak mengembang apabila terkena minyak atau bensin.
Gambar 30. Karet sintetik berupa banSumber: http://budidayareviewkaret.blogspot.com/2012_03_01_archive.html
f. WolWol adalah serat alami dari protein hewani (keratin) yang tidak larut. Struktur protein wol
yang lentur menghasilkan kain dengan mutu yang baik, namun kadang-kadang menimbulkan masalah karena dapat mengerut dalam pencucian. Oleh karena itu, wol dicampur dengan PET untuk menghasilkan kain yang bermutu baik dan tidak mengerut pada saat pencucian.
Gambar 31. WolSumber: http://blog.associatie.kuleuven.be/charlottepermentier/knutselnamiddag/wol/
g. KapasKapas merupakan serat alami dari bahan nabati (selulosa) yang paling banyak digunakan
(hampir 50 % pemakaian serat alami berasal dari kapas). Kain katun dibuat dari serat kapas dengan perlakuan kimia sehingga menghasilkan kain yang kuat, enak dipakai, dan mudah perawatannya.
Gambar 32. KapasSumber: http://www.indian-commodity.com/commodities/cotton-kapas/kapas-futures-appreciate-marginally.aspx
III. KOMPOSIT POLIMERIII.1. BAHAN KOMPOSIT
Bahan komposit merupakan bahan yang dibuat melalui gabungan dua atau lebih bahan, salah satu bahan yang dibuat campuran bisasanya kepingan yang kuat seperti kepingan kaca, dalam prakteknya komposit terdiri dari suatu bahan uatam yang disebut matriks dan suatu jenis jenis penguat (reinforcement) yang ditambah untuk meningkatkan kekuatan dan kekakuan matriks.
Komposit pada umumnya terdiri dari 2 fasa:a. Matriks
Matriks adalah fasa dalam komposit yang mempunyai bagian atau fraksi volume terbesar (dominan). Matriks mempunyai fungsi sebagai berikut : Mentransfer tegangan ke serat. Membentuk ikatan koheren, permukaan matrik/serat. Melindungi serat. Memisahkan serat. Melepas ikatan. Tetap stabil setelah proses manufaktur.
Gambar 33. Ilustrasi matriks pada komposit
b. Reinforcement atau Filler atau FiberSalah satu bagian utama dari komposit adalah reinforcement (penguat) yang berfungsi sebagai penanggung beban utama pada komposit.
Gambar 34. Ilustrasi reinforcement pada komposit
Adanya dua penyusun komposit atau lebih menimbulkan beberapa daerah dan istilah penyebutannya; Matrik (penyusun dengan fraksi volume terbesar), Penguat (Penahan beban utama), Interphase (pelekat antar dua penyusun), interface (permukaan phase yang berbatasan dengan phase lain).
Gambar 35. Pengertian Komposit
Bahan komposit dapat dikelompokkan kedalam empat bagaian utama yaitu:a. Matriks merupakan penyusun dasar komposit yang memiliki jumlah besar, matriks dapat
berupa logam, keramik atau polimerb. Bahan penguat merupakan penyususn komposit yang memperkuat dan meningkatkan
sfat-sifat mekanik matriks.c. Bahan pengisi (filter) merupakan bahan untuk meningkatkan sifat dan jumlah bahan
kompositd. Bahan penambah merupakan bahan untuk meningkatkan rekatan antar matriks dan
sebagai penguat.
Pada umumnya komposit yang dibuat manusia terbagi menjadi 3 kelompok utama :a) Komposit matriks polimer (Polymer Matrix composite)
Komposit ini bersifat : Biaya pembuatan lebih rendah Dapat dibuat dengan produksi massal Ketangguhan baik Tahan simpan Siklus pabrikasi dapat dipersingkat Kemampuan mengikuti bentuk Lebih ringan.
Keuntungan dari PMC: Ringan Specific stiffness tinggi
Specific strength tinggi Anisotropy
Jenis polimer yang banyak digunakan : Thermoplastic
Thermoplastic adalah plastic yang dapat dilunakkan berulang kali (recycle) dengan menggunakan panas. Thermoplastic merupakan polimer yang akan menjadi keras apabila didinginkan. Thermoplastic meleleh pada suhu tertentu, melekat mengikuti perubahan suhu dan mempunyai sifat dapat balik (reversibel) kepada sifat aslinya, yaitu kembali mengeras bila didinginkan. Contoh arithermoplastic yaitu Poliester, Nylon 66, PP, PTFE, PET, Polieter sulfon, PES, dan Polieter eterketon (PEEK).
ThermosetThermoset tidak dapat mengikuti perubahan suhu (irreversibel). Bila sekali pengerasan telah terjadi maka bahan tidak dapat dilunakkan kembali. Pemanasan yang tinggi tidak akan melunakkan termoset melainkan akan membentuk arang dan terurai karena sifatnya yang demikian sering digunakan sebagai tutup ketel, seperti jenis-jenis melamin. Plastik jenis termoset tidak begitu menarik dalam proses daur ulang karena selain sulit penanganannya juga volumenya jauh lebih sedikit (sekitar 10%) dari volume jenis plastik yang bersifat termoplastik. Contoh dari thermoset yaitu Epoksida, Bismaleimida (BMI), dan Poli-imida (PI).
Aplikasi PMC, yaitu sebagai berikut : Matrik berbasis poliester dengan serat gelas antara lain alat-alat rumah tangga; Panel
pintu kendaraan; Lemari perkantoran; Peralatan elektronika; Matrik berbasis termoplastik dengan serat gelas: Kotak air radiator Matrik berbasis termoset dengan serat carbon: Rotor helikopter; Komponen ruang
angkasa; Rantai pesawat terbang
b) Komposit matrik logam (Metal Matrix composite)Metal Matrix composites adalah salah satu jenis komposit yang memiliki matrik logam. Material MMC mulai dikembangkan sejak tahun 1996. Pada mulanya yang diteliti adalah Continous Filamen MMC yang digunakan dalam aplikasi aerospace.Kelebihan MMC dibandingkan dengan PMC : Transfer tegangan dan regangan yang baik. Ketahanan terhadap temperature tinggi Tidak menyerap kelembapan. Tidak mudah terbakar. Kekuatan tekan dan geser yang baik. Ketahanan aus dan muai termal yang lebih baikKekurangan MMC : Biayanya mahal
Standarisasi material dan proses yang sedikitMatrik pada MMC : Mempunyai keuletan yang tinggi Mempunyai titik lebur yang rendah Mempunyai densitas yang rendah
Contoh : Almunium beserta paduannya, Titanium beserta paduannya, Magnesium beserta paduannya.
Proses pembuatan MMC : Powder metallurgy Casting/liquid ilfiltration Compocasting Squeeze casting
Aplikasi MMC, yaitu sebagai berikut : Komponen automotive (blok-silinder-mesin,pully,poros gardan,dll) Peralatan militer (sudu turbin,cakram kompresor,dll) Aircraft (rak listrik pada pesawat terbang) Peralatan Elektronik
c) Komposit matrik keramik (ceramic matrix composite)CMC merupakan material 2 fasa dengan 1 fasa berfungsi sebagai reinforcement dan 1 fasa sebagai matriks, dimana matriksnya terbuat dari keramik. Reinforcement yang umum digunakan pada CMC adalah oksida, carbide, dan nitrid. Salah satuproses pembuatan dari CMC yaitu dengan proses DIMOX, yaitu proses pembentukan komposit dengan reaksi oksidasi leburan logam untuk pertumbuhan matriks keramik disekeliling daerah filler (penguat). Matrik yang sering digunakan pada CMC adalah : Gelas anorganic. Keramik gelas Alumina Silikon Nitrida
Keuntungan dari CMC : Dimensinya stabil bahkan lebih stabil daripada logam Sangat tangguh , bahkan hampir sama dengan ketangguhan dari cast iron Mempunyai karakteristik permukaan yang tahan aus Unsur kimianya stabil pada temperature tinggi Tahan pada temperatur tinggi (creep) Kekuatan & ketangguhan tinggi, dan ketahanan korosi tinggi.
Kerugian dari CMC
Sulit untuk diproduksi dalam jumlah besar Relative mahal dan non-cot effective Hanya untuk aplikasi tertentu
Aplikasi CMC, yaitu sebagai berikut : Chemical processing = Filters, membranes, seals, liners, piping, hangers Power generation = Combustorrs, Vanrs, Nozzles, Recuperators, heat exchange
tubes, liner Wate inineration = Furnace part, burners, heat pipes, filters, sensors. Kombinasi dalam rekayasa wisker SiC/alumina polikristalin untuk perkakas potong. Serat grafit/gelas boron silikat untuk alas cermin laser. Grafit/keramik gelas untuk bantalan,perapat dan lem. SiC/litium aluminosilikat (LAS) untuk calon material mesin panas
Gambar 36. Matriks dari beberapa tipe komposit
III.2. KOMPOSIT POLIMERKomposit polimer adalah bahan komposit dengan material matriksnya berupa polimer.
Pembuatan komposit polimer yaitu dengan penambahan material lain dalam matriks polimer
yang fungsinya sebagai penguat. Matriks berfungsi sebagai pengikat dari isian bahan penguat pada komposit. Bahan ini merupakan bahan komposit yang sering digunakan disebut, Polimer Berpenguatan Serat (FRP – Fibre Reinforced Polymers or Plastics) – bahan ini menggunakan suatu polimer-berdasar resin sebagai matriknya, dan suatu jenis serat seperti kaca, karbon dan aramid (Kevlar) sebagai penguatannya.
Sistem resin seperti epoksi dan poliester mempunyai batasan penggunaan dalam manufaktur strukturnya, dikarenakan sifat-sifat mekanik tidak terlalu tinggi dibandingkan sebagai contoh sebagian besar logam. Bagaimanapun, bahan tersebut mempunyai sifat-sifat yang diinginkan, sebagian besar khususnya kemampuan untuk dibentuk dengan mudah kedalam bentuk yang rumit.
Bahan seperti kaca, aramid dan boron mempunyai kekuatan tarik dan kekuatan tekan yang luar biasa tinggi tetapi dalam ‘bentuk padat’ sifat-sifat ini tidak muncul. Hal ini berkenaan dengan kenyataan ketika ditegangkan, serabut retak permukaan setiap bahan menjadi retak dan gagal dibawah titik tegangan patah teoritisnya. Untuk mengatasi permasalahan ini, bahan diproduksi dalam bentuk serat, sehingga, meskipun dengan jumlah serabut retak yang terjadi sama, serabut retak tersebut terbatasi dalam sejumlah kecil serat dengan memperlihatkan sisa kekuatan teoritis bahan. Oleh karena itu seikat serat akan mencerminkan lebih akurat kinerja optimum bahan. Bagaimanapun juga satu serat dapat hanya memperlihatkan sifat-sifat kekuatan tarik sesuai panjang serat, seperti halnya serat dalam suatu tali.
Jika sistem resin dikombinasikan dengan serat penguat seperti kaca, karbon dan aramid, sifat-sifat yang luarbiasa dapat diperoleh. Matrik resin menyebarkan beban yang dikenakan terhadap komposit antara setiap individu serat dan juga melindungi serat dari kerusakan karena abrasi dan benturan. Kekuatan dan kekakuan yang tinggi, memudahkan pencetakan bentuk yang rumit, ketahanan terhadap lingkungan yang tinggi dengan berat jenis rendah, membuat kesimpulan komposite lebih superior terhadap logam dalam banyak aplikasi.
Bila Komposit Matrik Polimer mengabungkan sistem resin dan serat penguat, sifat-sifat yang dihasilkan bahan komposit akan memadukan beberapa hal sifat-sifat yang dimiliki oleh resin dan yang dimiliki oleh serat. Komposit Polimer-Matriks terdiri dari resin polimer sebagai matriks, dengan fiber sebagai medium reinforcement. Contoh : Fiber glass , Contoh: A-glass , AR-glass, C-glass, E-glass, dan S-glass. Fiber carbon: diameter antara 4-10 mikrometer, banyak digunakan pada pressure vessel,
komponen pesawat seperti sayap, body, dan stabilizer, serta perlengkapan olahraga seperti pancing dan tongkat golf,
Fiber aramid: fiber Kevlar dan fiber Nomex. Digunakan pada perlengkapan olahraga, roda, tali, dan pressure vessel.
DAFTAR PUSTAKA
1. http://akbarpn136.blogspot.com/2009/03/engineering- material.html diakses pada 4 Desember 2013 pukul 15.37 WIB
2. http://www.he4si.com/Artikel/Teknos2007_vol2_7.PDF diakses pada 4 Desember 2013 pukul 16. 58 WIB
3. Gibson, Ronald F.. Principles of Composite Material Mechanics, McGraw-Hill. Inc.New York (1994) 27-29
4. 2. Mel. M. Schwartz. Composite Material Processing, Fabrication and Applications.Vol II, Prencitice-Hall, Inc. New Jersey (1997) 143-201