Indonesia Australia Partnership for Skills Development · Web viewKawat Elektroda ini akan melewati...
95
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project Paket Pembelajaran dan Penilaian Kode Unit : BSDC-0714 PENGENALAN LAS BUSUR RENDAM (Submerged Arc Welding/SAW - Introduction)
Transcript of Indonesia Australia Partnership for Skills Development · Web viewKawat Elektroda ini akan melewati...
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project
Paket Pembelajaran dan Penilaian
Kode Unit : BSDC-0714
PENGENALAN LAS BUSUR RENDAM
(Submerged Arc Welding/SAW - Introduction)
( 09 April 2002 )
Daftar IsiBAB 1 PENGANTAR..........................................................................................................1
Selamat Berjumpa di Buku Pedoman ini !...................................................................1Persyaratan Minimal Kemampuan Membaca, Menulis & Berhitung............................1Definisi.........................................................................................................................1Berapa Lama Mencapai Kompetensi ?........................................................................2Simbol..........................................................................................................................2Terminologi..................................................................................................................2
BAB 2 ARAHAN BAGI PELATIH.......................................................................................5
Peran Pelatih................................................................................................................5Strategi Penyajian........................................................................................................5Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi Ini...................................6Peraturan.....................................................................................................................6Sumber-sumber untuk Mendapatkan Informasi Tambahan.........................................6
BAB 3 STANDAR KOMPETENSI.......................................................................................7
Judul Unit.....................................................................................................................7Deskripsi Unit...............................................................................................................7Kemampuan Awal........................................................................................................7Elemen Kompetensi dan Kriteria Unjuk Kerja..............................................................7Variabel........................................................................................................................8Pengetahuan dan Keterampilan Pokok.......................................................................8Konteks Penilaian........................................................................................................9Aspek Penting Penilaian..............................................................................................9Keterkaitan dengan Unit Lain.......................................................................................9Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini..................................9Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini.....10
BAB 4 STRATEGI PENYAJIAN.......................................................................................11
A Rencana Materi..................................................................................................11B Cara Mengajarkan Standar Kompetensi............................................................12C Materi Pendukung untuk Pelatih........................................................................17
Lembar Informasi............................................................................................18Tugas..............................................................................................................39Transparansi...................................................................................................56
BAB 5 CARA MENILAI UNIT INI.......................................................................................66
Apa yang Dimaksud dengan Penilaian ?...................................................................66Apa yang Dimaksud dengan Kompeten?..................................................................66Pengakuan Kompetensi yang Dimiliki........................................................................66Kualifikasi Penilai.......................................................................................................66Ujian yang Disarankan...............................................................................................67Checklist yang Disarankan Bagi Penilai....................................................................71Lembar Penilaian.......................................................................................................72
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc
Daftar Isi
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
BAB 1 PENGANTAR
Selamat Berjumpa di Buku Pedoman ini !Buku Paket Pembelajaran dan Penilaian ini menggunakan sistem pelatihan berdasarkan kompetensi untuk mengajarkan keterampilan ditempat kerja, yakni suatu cara yang secara nasional sudah disepakati untuk penyampaian keterampilan, sikap dan pengetahuan yang dibutuhkan dalam suatu proses pembelajaran. Penekanan utamanya adalah tentang apa yang dapat dilakukan seseorang setelah mengikuti pelatihan. Salah satu karakteristik yang paling penting dari pelatihan yang berdasarkan kompetensi adalah penguasaan individu secara aktual di tempat kerja.
Pelatih harus menyusun sesi-sesi kegiatannya sesuai dengan : kebutuhan peserta pelatihan persyaratan-persyaratan organisasi waktu yang tersedia untuk pelatihan situasi pelatihan.
Strategi penyampaian dan perencanaan sudah dipersiapkan oleh pelatih untuk peserta pelatihan. Masalah yang disarankan akan memberikan suatu indikasi tentang apa yang harus dicantumkan dalam program tersebut untuk memenuhi/mencapai standar kompetensi.
Strategi pembelajaran dan penilaian yang dipersiapkan dalam unit ini tidaklah bersifat wajib namun digunakan sebagai pedoman. Peserta pelatihan didorong untuk memanfaatkan pengetahuan dan pengalaman industri mereka. Contoh-contoh produk industri lokal atau hasil pengembangan sumber-sumber yang mereka miliki, dapat membantu dalam menyesuaikan materi dan memastikan relevansi pelatihan.
Persyaratan Minimal Kemampuan Membaca, Menulis & BerhitungUntuk melaksanakan pelatihan secara efektif dan agar dapat mencapai standar kompetensi diperlukan tingkat kemampuan minimal dalam membaca, menulis dan menghitung berikut:
Kemampuan membaca dan menulis
Kemampuan baca, interpretasi dan membuat teks.
Kemampuan menggabungkan informasi untuk dapat menafsirkan suatu pengertian
Kemampuan menghitung
Kemampuan minimal untuk menggunakan matematika dan simbol teknik, diagram dan terminologi dalam konteks umum dan yang dapat diprediksi serta dimungkinkan untuk mengkomunikasikan keduanya yaitu antara matematik dan teknik.
DefinisiSeseorang yang berkeinginan untuk memperoleh kompetensi seharusnya berkenan menamakan dirinya sebagai peserta latih. Dalam situasi pelatihan, anda dapat ditempatkan sebagai siswa, pelajar atau sebagai peserta, sehingga seorang pengajar kompetensi ini adalah sebagai pelatih. Sebaliknya, dalam situasi pelatihan anda juga dapat ditempatkan sebagai guru, mentor, fasilitator atau sebagai supervisor.
Indonesia Australia Partnership for Skills Development Page 1Batam Institutional Development Projectdocument.doc
Bab 1 Pengantar
Berapa Lama Mencapai Kompetensi ?Dalam sistem pelatihan berdasarkan kompetensi, fokusnya harus tertuju kepada pencapaian suatu kompeterisi/keahlian, bukan pencapaian pada pemenuhan waktu tertentu; dengan demikian dimungkinkan peserta pelatihan yang berbeda memerlukan waktu yang berbeda pula untuk mencapai suatu kompetensi tertentu.
SimbolDalam keseluruhan paket pelatihan akan kita lihat beberapa simbol. Berikut penjelasan tentang simbol :
Simbol Keterangan
HO Handout ( Pegangan Peserta )
OHT Overhead Transparansi yang dapat digunakan dalam penyampaian materi pelatihan
Penilaian Penilaian kompetensi yang harus dikuasai
Tugas Tugas / kegiatan atau aktivitas yang harus diselesaikan.
TerminologiAkses dan KeadilanMengacu kepada fakta bahwa pelatihan harus dapat diakses oleh setiap orang tanpa memandang umur, jenis kelamin, sosial, kultur, agama atau latar belakang pendidikan.
PenilaianProses formal yang memastikan pelatihan memenuhi standar-standar yang dibutuhkan oleh industri. Proses ini dilaksanakan oleh seorang penilai yang memenuhi syarat (cakap dan berkualitas) dalam kerangka kerja yang sudah disetujui secara Nasional.
PenilaiSeseorang yang telah diakui/ditunjuk oleh industri untuk menilai/menguji para tenaga kerja di suatu area tertentu.
KompetenMampu melakukan pekerjaan dan memiliki keterampilan, pengetahuan dan sikap yang diperlukan untuk melaksanakan pekerjaan secara efektif ditempat kerja serta sesuai dengan standar yang sudah ditetapkan.
Pelatihan Berdasarkan KompetensiPelatihan yang berkaitan dengan kemampuan seseorang dalam menguasai suatu kompetensi/ keahlian secara terukur dan mengacu pada standar yang sudah ditetapkan.
Aspek Penting PenilaianMenerangkan fokus penilaian dan poin-poin utama yang mendasari suatu penilaian.
Konteks PenilaianMenetapkan dimana, bagaimana dan dengan metode apa penilaian akan dilaksanakan.
Indonesia Australia Partnership for Skills Development Page 2Batam Institutional Development Projectdocument.doc
Bab 1 Pengantar
Elemen KompetensiElemen atau Sub-Kompetensi adalah keterampilan-keterampilan yang membangun suatu unit kompetensi.
Acuan Penilaian Acuan penilaian adalah garis pedoman tentang bagaimana sebuah unit kompetensi harus dinilai.
AdilTidak merugikan para peserta tertentu.
FleksibelTidak ada pendekatan tunggal terhadap penyampaian dan penilaian unjuk kerja dalam sistem pelatihan berdasarkan kompetensi.
Penilaian FormatifKegiatan penilaian berskala kecil yang dilakukan selama pelatihan, yaitu untuk membantu dalam memastikan bahwa pelajaran dilaksanakan secara baik dan adanya umpan balik kepada peserta tentang kemajuan yang mereka capai.
Kompetensi KunciKompetensi yang menopang seluruh unjuk kerja dalam suatu pekerjaan. Ini meliputi: mengumpulkan, menganalisis, mengorganisasikan dan mengkomunikasikan ide-ide dan informasi, merencanakan dan mengorganisasikan aktifitas, bekerja dengan orang lain dalam sebuah tim, memecahkan masalah penggunaan teknologi, menggunakan ide-ide teknik-matematis .
Kompetensi-kompetensi ini digolongkan ke dalam tingkat yang berbeda sebagai berikut:
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekeijaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Strategi PenyajianStrategi panyajian adalah dengan menyediakan informasi yang diperlukan tentang bagaimana melaksanakan pelatihan berdasarkan program yang dilaksanakan di tempat kerja dan/atau di tempat pelatihan/ organisasi yang bersangkutan.
Keterkaitan dengan Unit LainMenerangkan peran suatu unit dan tempatnya dalam susunan kompetensi yang ditetapkan oleh industri. Hal ini juga memberikan pedoman tentang unit lain yang dapat dinilai bersama.
Standar Kompetensi NasionalKompetensi-kompetensi yang sudah disepakati secara nasional dan standar-standar penampilan kerja yang dijadikan acuan oleh segala fihak dalam melakukan suatu pekerjaan.
Indonesia Australia Partnership for Skills Development Page 3Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Kriteria Unjuk kerja Kriteria-kriteria atau patokan yang digunakan untuk menilai apakah seseorang sudah mencapai suatu kompetensi dalam suatu unit kompetensi.
VariabelPenjelasan tentang rincian tempat pelatihan dengan perbedaan konteks yang mungkin dapat diterapkan pada suatu unit kompetensi tertentu.
Reliabel Menggunakan metode-rnetode dan prosedur-prosedur yang menguatkan terhadap standar kompetensi dan tingkatannya diinterpretasikan serta diterapkan secara konsisten kepada seluruh konteks dan seluruh peserta pelatihan.
ValidPenilàian terhadap fakta-fakta dan kriteria unjuk kerja yang sama akan menghasilkan hasil akhir penilaian yang sama dari penilai yang berbeda.
Pengakuan Kemampuan yang Dimiliki (RCC- Recognition of Current Competence)Pengakuan akan keterampilan, pengetahuan dan kemampuan sesseorang yang telah dicapainya. (lihat RPL)
Pengakuan Terhadap Pengalaman Belajar (RPL- Recognition of Prior Learning)Pengakuan terhadap hasil belajar sebelum mempelajari suatu unit kompetensi untuk mendukung pencapaian unit kompetensi tersebut. Hal tersebut biasanya adalah kompetensi yang berkaitan dengan standar kompetensi industi dan juga berkaitan dengan pembelajaran dan pelatihan sebelumnya. (lihat RCC)
Penilaian SumatifPenilaian ini dilakukan setetah pelatihan unit kompetensi selesai, yakni untuk memastikan bahwa peserta pelatihan sudah mencapai kriteria unjuk kerja.
Peserta Orang yang menerima / mengikuti pelatihan.
Pelatih Orang yang memberikan pelatihan.
Pengetahuan dan Keterampilan PokokDefinisi atau uraian tentang keterampilan dan pengetahuan yang dibutuhkan untuk mencapai suatu keahlian/keterampilan pada tingkat yang telah ditetapkan
Deskripsi UnitGambaran umum tentang program pembelajaran/ kompetensi yang hendak dicapai.
Indonesia Australia Partnership for Skills Development Page 4Batam Institutional Development Projectdocument.doc
Bab 2 Arahan Bagi Pelatih
BAB 2 ARAHAN BAGI PELATIH
Peran PelatihSalah satu peran anda sebagai pelatih atau guru adalah memastikan standar pelayanan yang tinggi melalui pelatihan yang efektif. Untuk memastikan bahwa anda siap bekerja pada kompetensi ini dengan peserta pelatihan, pertimbangkanlah pertanyaan-pertanyaan berikut ini:
Seberapa yakin anda tentang pengetahuan dan ketrampilah anda sendiri yang dibutuhkan untuk menyampaikan setiap elemen?
Apakah ada informasi atau peraturan baru yang mungkin anda butuhkan untuk diakses sebelum anda memulai pelatihan?
Apakah anda merasa yakin untuk mendemonstrasikan tugas-tugas praktik? Apakah anda akan sanggup menerangkan secara jelas tentang pengetahuan
pendukung yang dibutuhkan oleh peserta pelatihan untuk melakukan pekerjaan mereka secara tepat?
Apakah anda menyadari ruang Iingkupan situasi industri dimana kompetensi ini mungkin diterapkan?
Apakah anda menyadari tentang bahasa, kemampuan membaca dan menulis serta keterampilan memahami dan menggunakan matematika peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Apakah anda menyadari tentang kemampuan membaca gambar peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Sudahkah anda pertimbangkan isu-isu yang wajar dan dapat diterima dalam merencanakan penyampaian program pelatihan ini?
Strategi PenyajianVariasi kegiatan pelatihan yang disarankan untuk penyampaian kompetensi ini meliputi :
pengajaran ( tatap muka ) tugas-tugas praktik tugas-tugas proyek studi kasus melalui media (video, digital projector, referensi, dll ) kerja kelompok bermain peran dan simulasi. kunjungan/ kerja industri
Pelatih harus memilih strategi pelatihan yang Iayak untuk kompetensi yang sedang diberikan, baik situasi maupun kebutuhan pesertanya. Contohnya, jika praktik industri atau magang tidak memungkinkan, beragam simulasi, demonstrasi dan penggunaan multi media mungkin cukup memadai.
Indonesia Australia Partnership for Skills Development Page 5Batam Institutional Development Projectdocument.doc
Bab 2 Arahan Bagi Pelatih
Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi IniRuang kelas atau ruang belajar memenuhi syarat minimum untuk penyampaian teori kepada peserta pelatihan, papan tulis, OHP dan kelengkapannya, flip chart dan kelengkapannya, dan alat-alat lain yang diperlukan.
PeraturanPerhatikan peraturan-peraturan atau hukum yang relevan serta panduan yang dapat mempengaruhi kegiatan anda, dan yakinkan bahwa peserta pelatihan anda mengikutinya.
Sumber-sumber untuk Mendapatkan Informasi TambahanSumber-sumber informasi meliputi beberapa kategori berikut ini :
Sumber bacaan yang dapat digunakan :
Judul: SAW – WELDING FOR WELDING ENGINEER
Pengarang: Dipl. Ing. Dr. Hermann ORNIG
Penerbit: Berufspadagogisches Institut Modling, A2340 Modling Austria
Tahun Terbit 1994
Indonesia Australia Partnership for Skills Development Page 6Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
BAB 3 STANDAR KOMPETENSIDalam sistem pelatihan, Standar Kompetensi diharapkan dapat menjadi panduan bagi peserta pelatihan atau siswa untuk dapat :
mengidentifikasikan apa yang harus dikerjakan peserta pelatihan mengidentifikasikan apa yang telah dikerjakan peserta pelatihan memeriksa kemajuan peserta pelatihan meyakinkan bahwa semua elemen ( Sub-Kompetensi ) dan kriteria unjuk
kerja telah dimasukkan dalam pelatihan dan penilaian.
Judul UnitPENGENALAN LAS BUSUR RENDAM ( Submerged Arch Welding / SAW - Introduction )
Deskripsi Unit Tujuan unit ini adalah mempersiapkan siswa dengan pengetahuan dan keterampilan dalam bidang Pengelasan SAW
Kemampuan Awal Peserta pelatihan harus telah memiliki kemampuan awal berikut :
Las Busur Manual III C. Pengetahuan bahan.
Elemen Kompetensi dan Kriteria Unjuk Kerja Sub Kompetensi / Elemen Kriteria Unjuk Kerja
1.0 Mengindentifikasi serta menjelaskan fungsi-fungsi pokok Mesin las busur rendam ( SAW)
1.1 Prinsip kerja Mesin las busur rendam dijabarkan.
1.2 Jenis – jenis mesin las busur rendam diidentifikasikan.
1.3 Parameter Pengelasan diuraikan
2.0 Menjelaskan Jenis dan ukuran kawat elektroda dan fluksi.
2.1. Jenis-jenis fluksi diidentifikasi dan dijelaskan
2.2. Jenis-jenis kawat elektroda diidentifikasikan dan penggunaannya dijjelaskan
2.3. Rekondisi kawat Elektroda dan Fluksi
3.0 Persiapan Pengelasan 3.1. Persiapan kabel Listrik dijelaskan dan didemonstrasikan
3.2. Ketinggian Fluksi dijelaskan dan didemonstrasikan
3.3. Gap Elektroda (Stick out) dijelaskan dan didemonstrasikan
4.0 Melaksanakan pengelasan dengan mesin las busur rendam ( SAW)
4.1.Pengelasan sambungan tumpul 2 sisi (Two Pass Butt Welding) didemonstrasikan.
4.2.Pengelasan sambungan tumpul jalur bertumpuk (Multilayer Butt Joint) didemontrasikan
4.3.Pengelasan sambungan tumpul 1 sisi (Single Butt Welding) didemonstrasikan
Indonesia Australia Partnership for Skills Development Page 7Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Variabel
Unit ini bermaksud memberikan pengetahuan, sikap kerja serta ketrampilan untuk keahlian dibidang pengelasan dengan menggunakan mesin las SAW, yang relevan terhadap bidang pegelasan serta industri struktur maupun manufakturing.
Pengetahuan dan Keterampilan Pokok
Pokok-pokok Pengetahuan dan ketrampilan yang harus dinilai penguasaan dan penampilannya antara lain :
1. Pengertian dari mesin las busur rendam (SAW) :- Prinsip kerja mesin las busur rendam.
- Jenis-jenis mesin las busur rendam.
- Parameter pengelasan mesin las busur rendam.
2. Klasifikasi kawat elektroda dan Fluksi.
- Fluksi.
- Kawat Electroda.
- Rekondisi Kawat Electroda dan Fluksi.
3. Persiapan Pengelasan.
- Persiapan bahan las
- Persiapan kabel Listrik
- Pengaturan ketinggian Fluksi
- Pengaturan Gap Elektroda (Stick out)
4. Melaksanakan pengelasan dengan mesin las busur rendam (SAW).
- Pengelasan sambungan tumpul 2 sisi (Two Pass Butt Welding)
- Pengelasan sambungan tumpul jalur bertumpuk (Multilayer Butt Joint)
- Pengelasan sambungan tumpul 1 sisi (Single Butt Welding)
Indonesia Australia Partnership for Skills Development Page 8Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Konteks PenilaianUnit ini dapat dilakukan penilaiannya oleh Lembaga Pelatihan, Asosiasi atau Industri tempat bekerja.
Penilaian seharusnya meliputi :
1. Pengertian teoritis.
2. Kemampuan praktis / unjuk kerja.
Dengan menggunakan beberapa metode Penilaian.
Aspek Penting PenilaianFokus khusus dari unit ini akan bergantung pada sektor industri. Program pelatihan pra-kejuruan dapat mengandung cakupan dari seluruh sektor industri.
Lihat pada:1. Subjek ini idealnya diajarkan menggunakan sebuah lingkungan teori /
praktek terintegrasi.2. Penekanan pada aplikasi praktis.
Keterkaitan dengan Unit LainIni adalah unit tingkat lanjut yang mendasari kinerja efektif dalam unit-unit perawatan lanjut secara keseluruhan. Dianjurkan unit ini dinilai/dilatih dalam hubungan dengan unit operasional dan jasa lainnya.
Kecermatan harus dilakukan dalam pengembangan pelatihan untuk mencapai kebutuhan unit ini, Sebagai pelatihan pra kejuruan umum, organisasi harus melengkapi pelatihan, dengan konteks rentang industri yang umum tanpa ada bias pada sektor tertentu. Perubahan rentang akan membantu dalam hal ini, Untuk industri tertentu, pelatihan harus disesuaikan agar memenuhi kebutuhan sektor tersebut.
Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini
Kompetensi Umum dalam Unit Ini Tingkat Kompetensi Umum dalam Unit Ini Tingkat
Mengumpulkan, Mengelola dan Menganalisa Informasi
3 Menggunakan Ide-ide dan Teknik Matematika
3
Mengkomunikasikan Ide-ide dan Informasi
3 Memecahkan Masalah 3
Merencanakan dan Mengorganisir Aktifitas-aktifitas
3 Menggunakan Teknologi 3
Bekerja dengan Orang Lain dan Kelompok
3
Indonesia Australia Partnership for Skills Development Page 9Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekerjaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
Indonesia Australia Partnership for Skills Development Page 10Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
BAB 4 STRATEGI PENYAJIAN
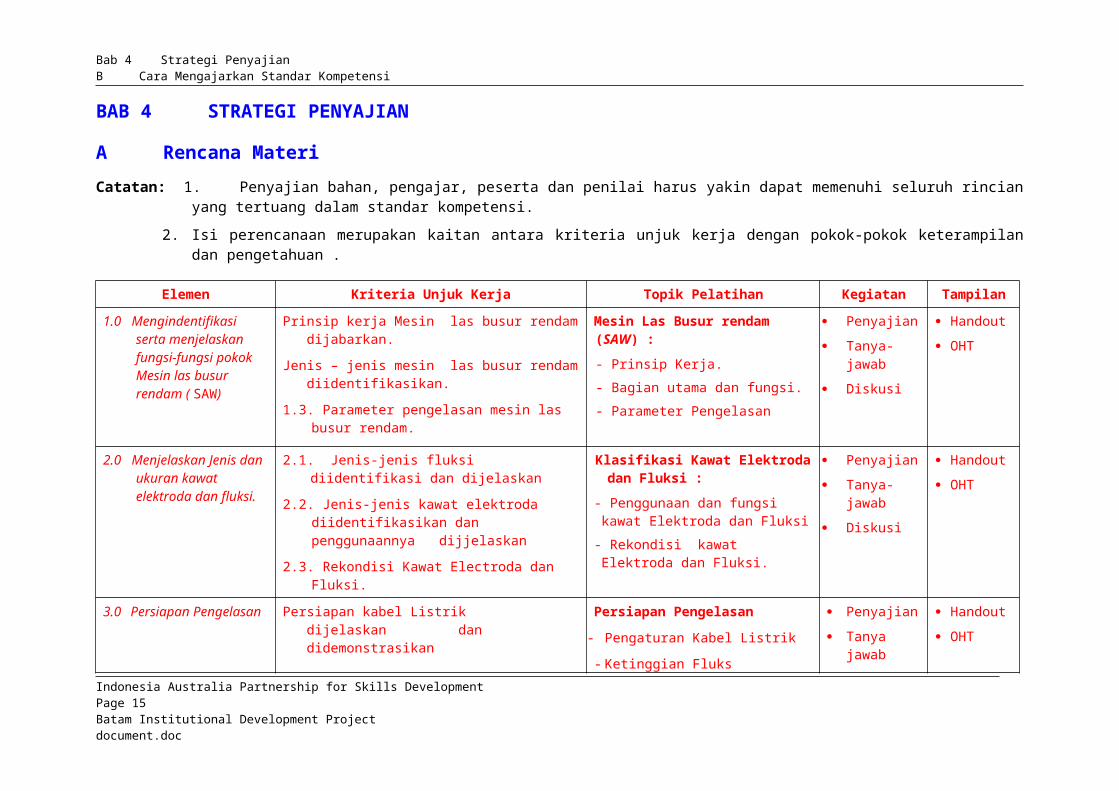
A Rencana MateriCatatan: 1. Penyajian bahan, pengajar, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar
kompetensi.
2. Isi perencanaan merupakan kaitan antara kriteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan .
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan
1.0 Mengindentifikasi serta menjelaskan fungsi-fungsi pokok Mesin las busur rendam ( SAW)
1.1.Prinsip kerja Mesin las busur rendam dijabarkan.
1.1. Jenis – jenis mesin las busur rendam diidentifikasikan.
1.3. Parameter pengelasan mesin las busur rendam.
Mesin Las Busur rendam (SAW) :- Prinsip Kerja.- Bagian utama dan fungsi.- Parameter Pengelasan
Penyajian
Tanya-jawab
Diskusi
Handout
OHT
2.0 Menjelaskan Jenis dan ukuran kawat elektroda dan fluksi.
2.1. Jenis-jenis fluksi diidentifikasi dan dijelaskan
2.2. Jenis-jenis kawat elektroda diidentifikasikan dan penggunaannya dijjelaskan
2.3. Rekondisi Kawat Electroda dan Fluksi.
Klasifikasi Kawat Elektroda dan Fluksi :
- Penggunaan dan fungsi kawat Elektroda dan Fluksi
- Rekondisi kawat Elektroda dan Fluksi.
Penyajian
Tanya-jawab
Diskusi
Handout
OHT
3.0 Persiapan Pengelasan 3.1.Persiapan kabel Listrik dijelaskan dan didemonstrasikan
3.2. Pengaturan Ketinggian Fluksi dijelaskan dan didemonstrasikan.
3.3.Penyetelan Gap Elektroda (Stick out) dijelaskan dan didemonstrasikan.
Persiapan Pengelasan- Pengaturan Kabel Listrik
- Ketinggian Fluks
- Gap Elektroda
Penyajian
Tanya jawab
Diskusi
Handout
OHT
4.0 Melaksanakan pengelasan dengan mesin las busur rendam ( SAW)
4.1. Pengelasan sambungan tumpul 2 sisi (Two Pass Butt Welding)
4.2.Pengelasan sambungan tumpul jalur bertumpuk (Multilayer Butt Joint)
Pengelasan dengan mesin las Busur rendam- Pengalasan sambungan tumpul 2
sisi.- Pengelasan tumpul jalur
Praktik Praktik
Indonesia Australia Partnership for Skills Development Page 11Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan
4.3. Pengelasan sambungan tumpul 1 sisi (Single Butt Welding)
bertumpuk.
- Pengelasan tumpul 1 sisi.
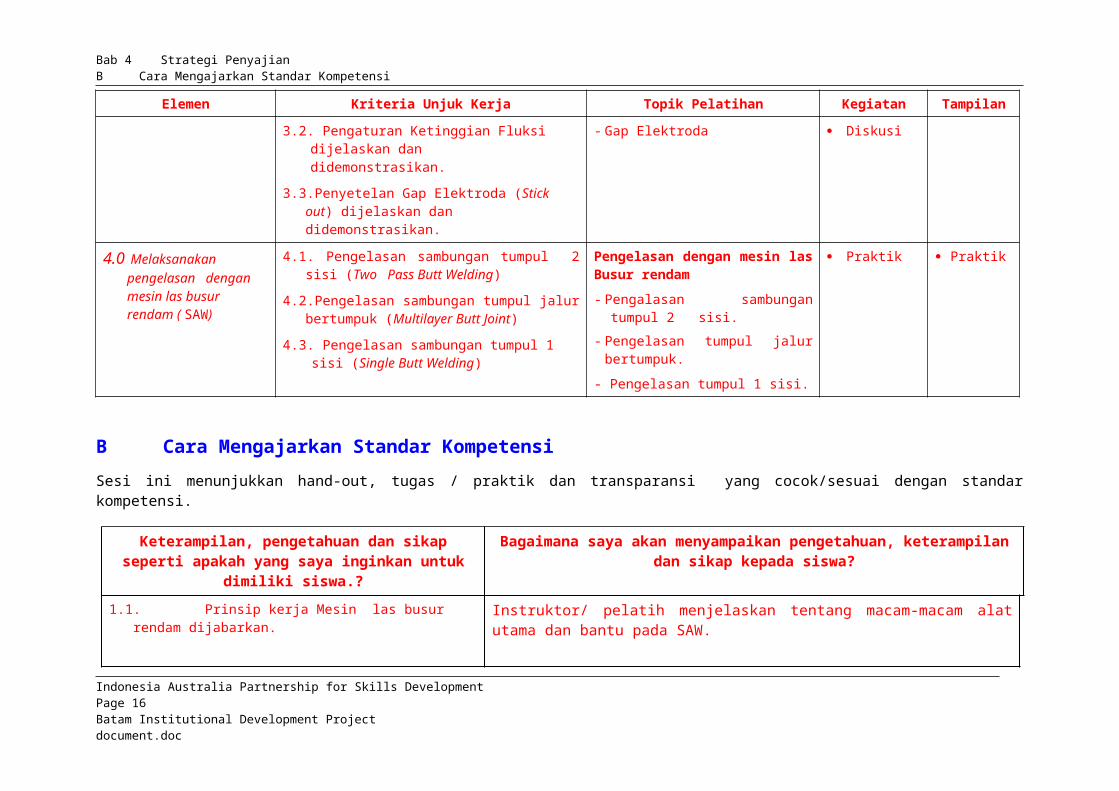
B Cara Mengajarkan Standar Kompetensi Sesi ini menunjukkan hand-out, tugas / praktik dan transparansi yang cocok/sesuai dengan standar kompetensi.
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
1.1.Prinsip kerja Mesin las busur rendam dijabarkan.
Instruktor/ pelatih menjelaskan tentang macam-macam alat utama dan bantu pada SAW.
HO 2
OHT 1
Tugas1
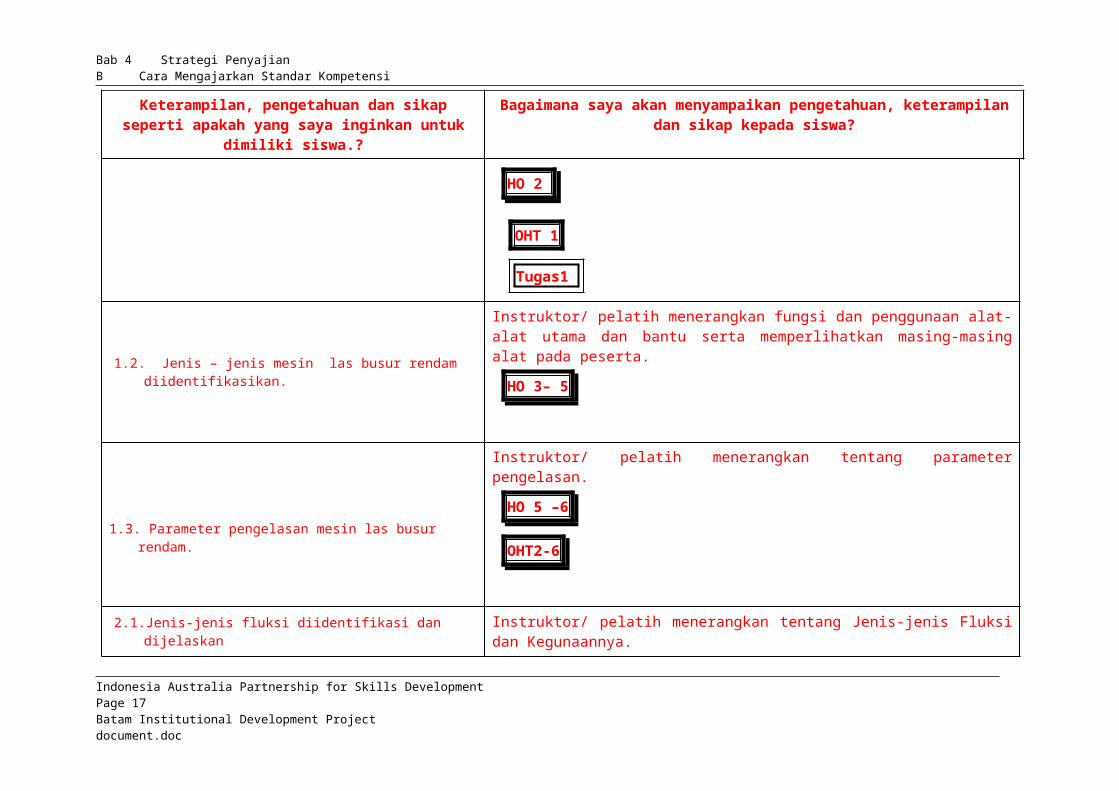
1.2. Jenis – jenis mesin las busur rendam diidentifikasikan.
Instruktor/ pelatih menerangkan fungsi dan penggunaan alat-alat utama dan bantu serta memperlihatkan masing-masing alat pada peserta.
HO 3– 5
1.3. Parameter pengelasan mesin las busur rendam.
Instruktor/ pelatih menerangkan tentang parameter pengelasan.
HO 5 –6
OHT2-6
Indonesia Australia Partnership for Skills Development Page 12Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
2.1.Jenis-jenis fluksi diidentifikasi dan dijelaskan
Instruktor/ pelatih menerangkan tentang Jenis-jenis Fluksi dan Kegunaannya.
HO 7-8
OHT 7
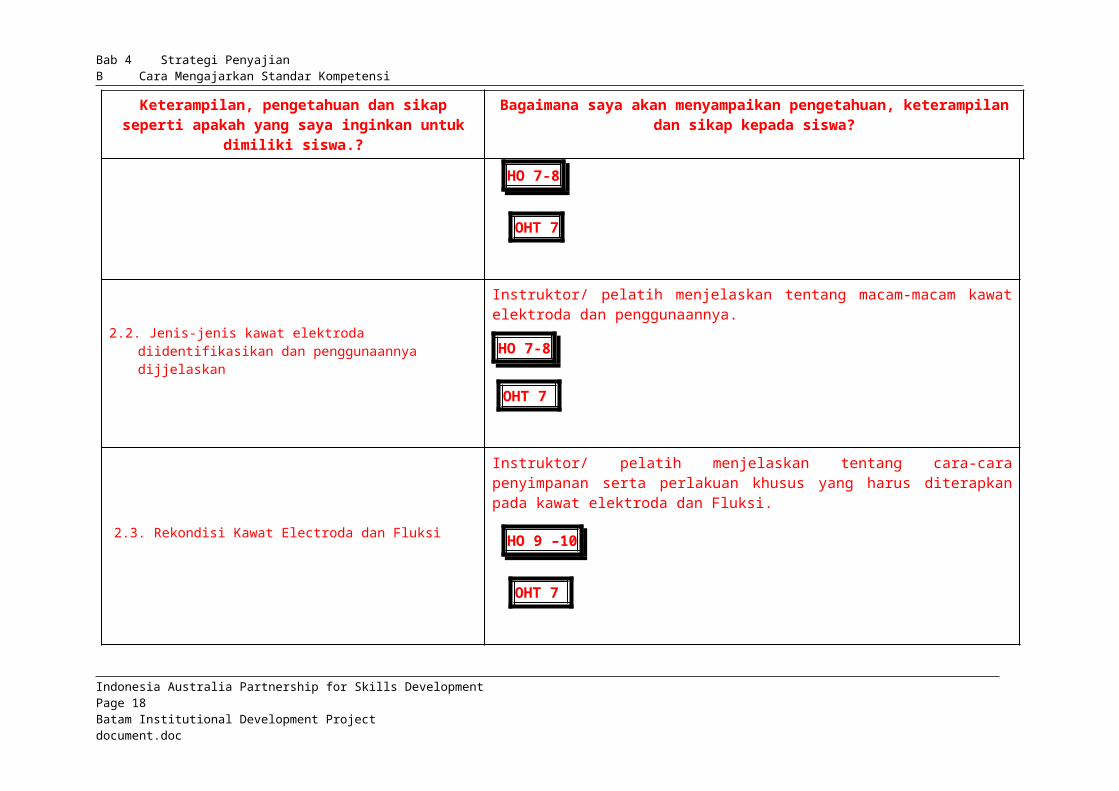
2.2. Jenis-jenis kawat elektroda diidentifikasikan dan penggunaannya dijjelaskan
Instruktor/ pelatih menjelaskan tentang macam-macam kawat elektroda dan penggunaannya.
HO 7-8
OHT 7
2.3. Rekondisi Kawat Electroda dan Fluksi
Instruktor/ pelatih menjelaskan tentang cara-cara penyimpanan serta perlakuan khusus yang harus diterapkan pada kawat elektroda dan Fluksi.
HO 9 –10
OHT 7
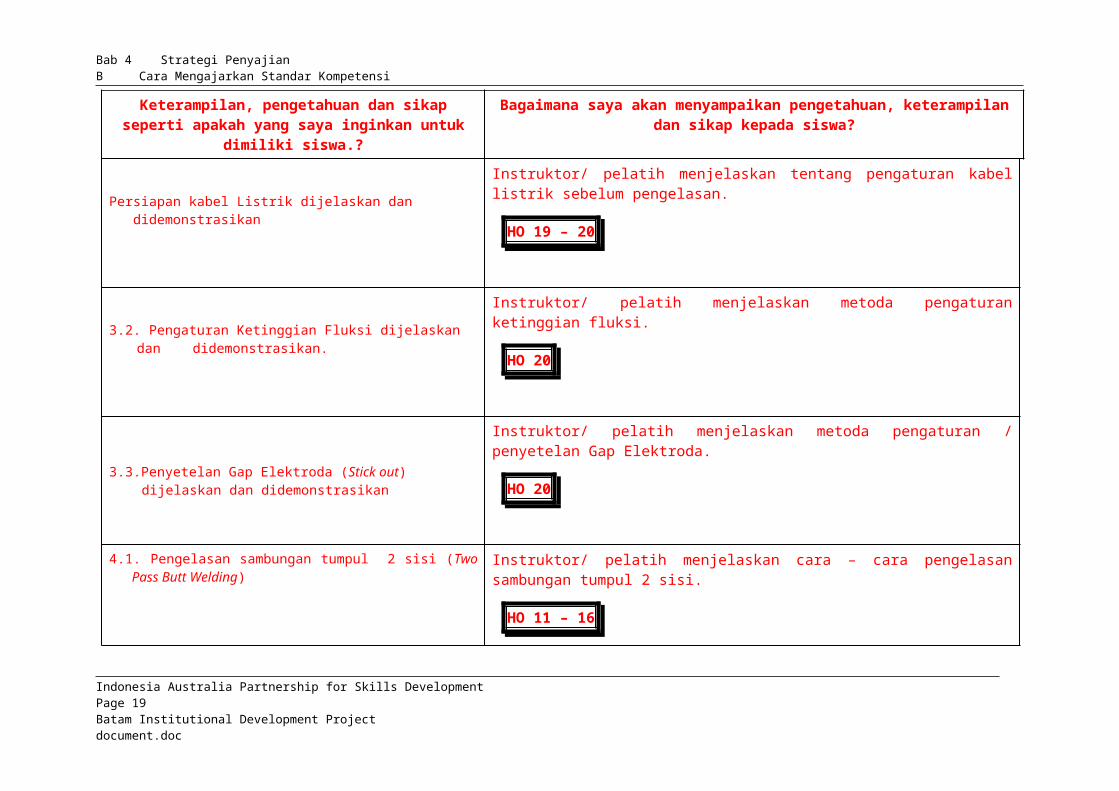
3.1.Persiapan kabel Listrik dijelaskan dan didemonstrasikan Instruktor/ pelatih menjelaskan tentang pengaturan kabel listrik sebelum pengelasan.
HO 19 – 20
Indonesia Australia Partnership for Skills Development Page 13Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
3.2. Pengaturan Ketinggian Fluksi dijelaskan dan didemonstrasikan.
Instruktor/ pelatih menjelaskan metoda pengaturan ketinggian fluksi.
HO 20
3.3.Penyetelan Gap Elektroda (Stick out) dijelaskan dan didemonstrasikan
Instruktor/ pelatih menjelaskan metoda pengaturan / penyetelan Gap Elektroda.
HO 20
4.1. Pengelasan sambungan tumpul 2 sisi (Two Pass Butt Welding)
Instruktor/ pelatih menjelaskan cara – cara pengelasan sambungan tumpul 2 sisi.
HO 11 – 16
OHT8
Tugas 2
4.2.Pengelasan sambungan tumpul jalur bertumpuk (Multilayer Butt Joint)
Instruktor/ pelatih menjelaskan cara – cara pengelasan sambungan tumpul jalur bertumpuk.
HO 17
OHT 9
Tugas 5
Indonesia Australia Partnership for Skills Development Page 14Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
4.3. Pengelasan sambungan tumpul 1 sisi (Single Butt Welding)
Instruktor/ pelatih menjelaskan cara – cara pengelasan sambungan tumpul 1 sisi.
HO 17
OHT 9
Tugas 2
Indonesia Australia Partnership for Skills Development Page 15Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
C Materi Pendukung untuk PelatihMateri pendukung bagi guru dibagi dalam tiga hal, yaitu:
1. Lembar Informasi (Handout) : Merupakan pegangan peserta pelatihan yang berisi materi/teori penunjang dan informasi yang sesuai dengan kriteria unjuk kerja yang melingkupinya.
2. Tugas : Merupakan latihan keterampilan praktik yang harus dicapai berkenaan dengan kemampuan yang sesuai dengan rincian kompetensi pada deskripsi unit.
3. Transparansi (Overhead Transparancy /OHT) : Isinya melingkupi setiap kriteria unjuk kerja yang dilengkapi dengan pokok-pokok sajian dan/ atau gambar-gambar yang diperlukan untuk penyampaian materi.
Indonesia Australia Partnership for Skills Development Page 17Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Lembar Informasi HO 1
MESIN LAS BUSUR RENDAM ( Submerged Arc Welding Machine )
Kode Unit : BSDC-0714
Nama Peserta : ……………………No. Identitas : ………..…………..
Indonesia Australia Partnership for Skills Development Page 18Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
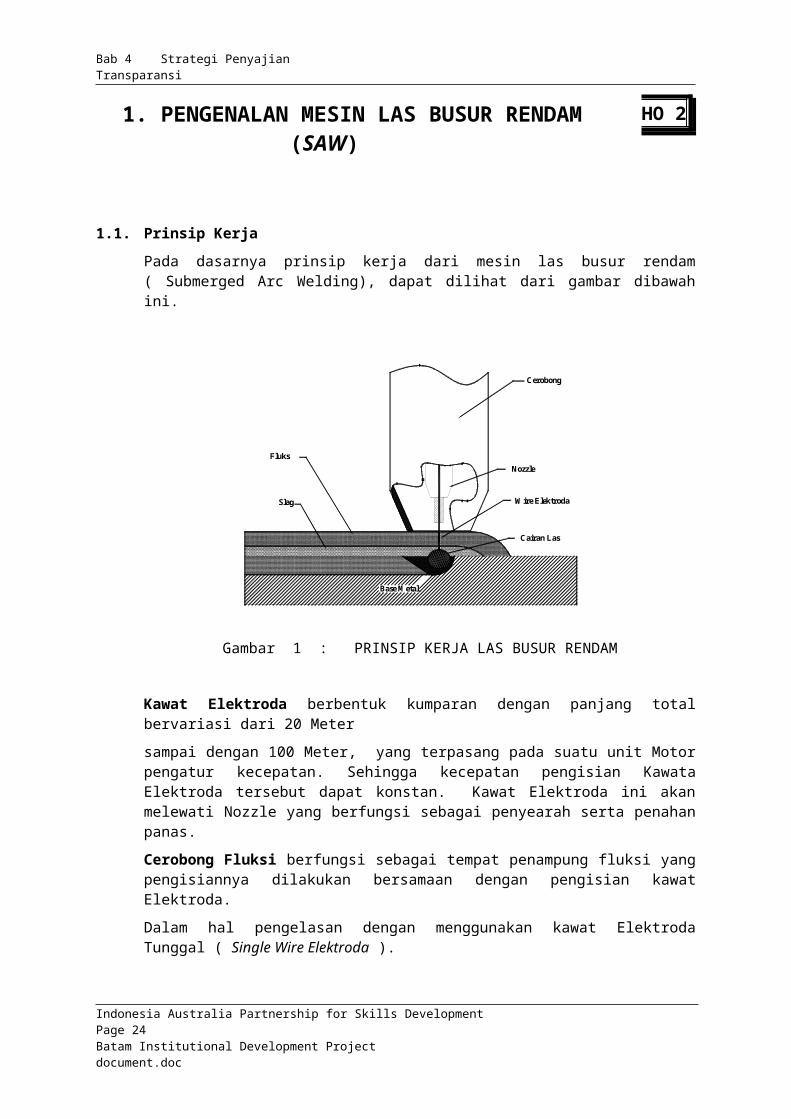
HO 2
1.1. Prinsip KerjaPada dasarnya prinsip kerja dari mesin las busur rendam ( Submerged Arc Welding), dapat dilihat dari gambar dibawah ini.
Gambar 1 : PRINSIP KERJA LAS BUSUR RENDAM
Kawat Elektroda berbentuk kumparan dengan panjang total bervariasi dari 20 Meter
sampai dengan 100 Meter, yang terpasang pada suatu unit Motor pengatur kecepatan. Sehingga kecepatan pengisian Kawata Elektroda tersebut dapat konstan. Kawat Elektroda ini akan melewati Nozzle yang berfungsi sebagai penyearah serta penahan panas.
Cerobong Fluksi berfungsi sebagai tempat penampung fluksi yang pengisiannya dilakukan bersamaan dengan pengisian kawat Elektroda.
Dalam hal pengelasan dengan menggunakan kawat Elektroda Tunggal ( Single Wire Elektroda ).
Batang Kawat Elektroda berjalan dan mengalir melalui Kontak Nozzle yang terletak didalam Cerobong yang terisi dengan Fluksi.
Busur api terjadi / timbul diantara Kawat Elektroda dan Material Las ( Base Metal ), yang kemudian akan mencair serta larut bersama. Bersamaan dengan itu sebagian dari Fluksi akan ikut mencair dan setelah mendingin akan disebut dengan Terak.Terak ini akan menutupi serta melindungi cairan logam dan busur api yang terbentuk pada saat proses pengelasan. Sehingga Cairan yang terjadi akan terlindungi dari pengaruh udara luar sampai dengan saat pendinginannya.
Indonesia Australia Partnership for Skills Development Page 19Batam Institutional Development Projectdocument.doc
1. PENGENALAN MESIN LAS BUSUR RENDAM (SAW)
Cairan Las
Cerobong
Slag
Base Metal
Wire Elektroda
NozzleFluks
Bab 4 Strategi Penyajian Transparansi
HO 3
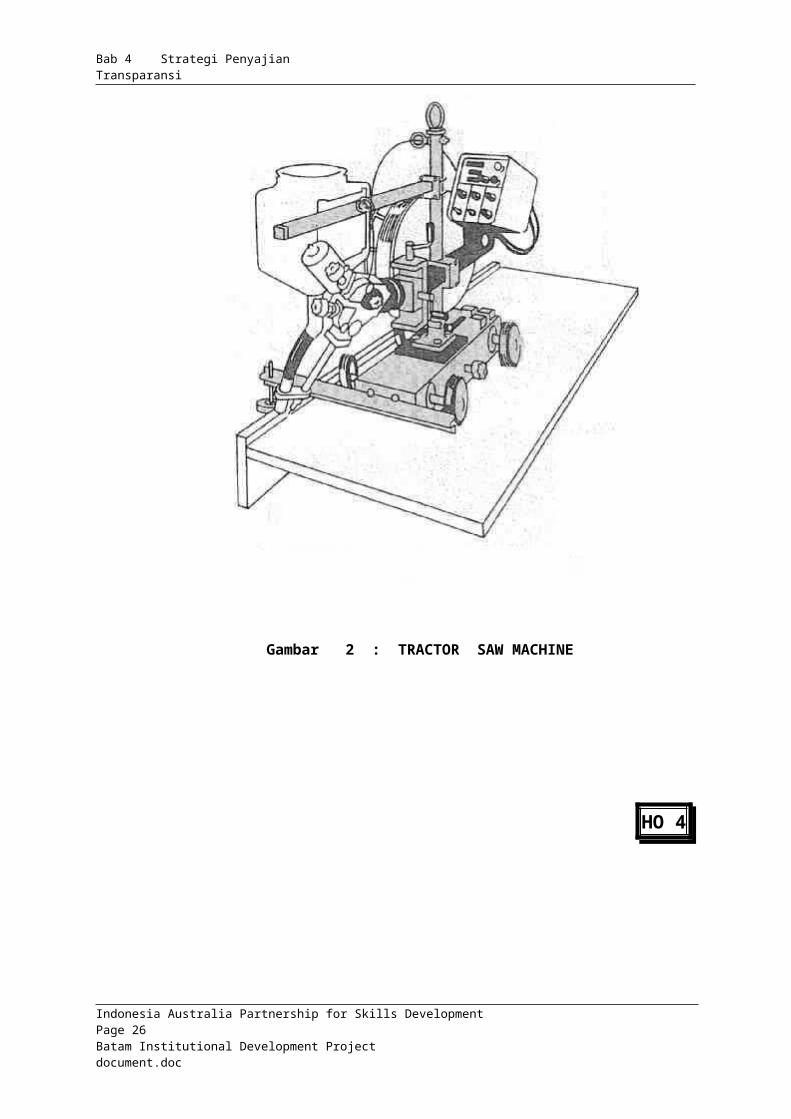
1.2. Jenis-jenis Mesin Las Busur rendam (SAW).Berdasarkan posisi pembawanya (Mounting) terdapat 3 jenis Mesin yaitu:
- Tracktor SAW Machine .
- Gantry SAW Machine.
- Crane SAW Machine.
Masing – masing jenis mesin las SAW tersebut diatas dapat dilihat pada gambar dibawah ini.
Gambar 2 : TRACTOR SAW MACHINE
Indonesia Australia Partnership for Skills Development Page 20Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
HO 4
Gambar 3 : GANTRY SAW MACHINE
Gambar 4 : CRANE SAW MACHINE
HO 5
Indonesia Australia Partnership for Skills Development Page 21Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Tractor SAW Machine ini termasuk yang termurah dan berguna untuk pengelasan panjang seperti pada pengelasan sudut (Fillet) pada Beam-beam Jembatan atau sambungan datar (Butt Joint) untuk panel-panel pada Kapal laut. Kecepatan pengelasan, Voltase serta kecepatan Kawat Elektrodanya dapat diatur sesuai dengan yang dibutuhkan. Maximum Diameter Kawat Elektroda yang digunakan 4 mm, sedangkan Sumber Powernya harus memiliki karakter Voltase konstan. Sedangkan bagian untuk pengelasannya (Welding Head ) dapat berputar dan bergerak sepanjang rel baik ke depan, atas, maupun kebawah serta memungkin untuk pengelasan secara melingkar.
Gantry / Crane SAW Machine termasuk dalam kategori mesin yang sangat mahal, karena mesin ini dilengkapi dengan peralatan yang sangat mempermudah pengerjaan las karena dilengkapi dengan Gantry atau Crane, sehingga memungkinkan untuk digunakan pengelasan didalam Bejana Tekan. Selain itu mesin type ini pada umumnya dilengkapi dengan unit pengatur kecepatan, baik untuk Kecepatan Kawat Elektroda maupun kecepatan pengelasannya sehingga menjamin kestabilan busur api yang terjadi selama proses pengelasan, serta maximum Diameter Kawat Elektroda yang dipergunakan sampai dengan 6 mm .
1.3. Parameter Pengelasan.Kestabilan dari busur api yang terjadi pada saat pengelasan merupakan masalah yang paling banyak terjadi dalam proses pengelasan dengan SAW, oleh karena itu kombinasi dari Arus listrik (I) yang dipergunakan dan Tegangan (V) harus benar-benar sesuai dengan spesifikasi Kawat Elektrode dan Fluksi yang dipakai.
1.3.1. Pengaruh dari Arus Listrik ( I)Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan meningkatkan Penetrasi serta memperbesar kuantiti lasnya.
Penetrasi akan meningkat 2 mm per 100 A dan Kuantiti las meningkat juga 1,5 Kg/jam per 100 A.
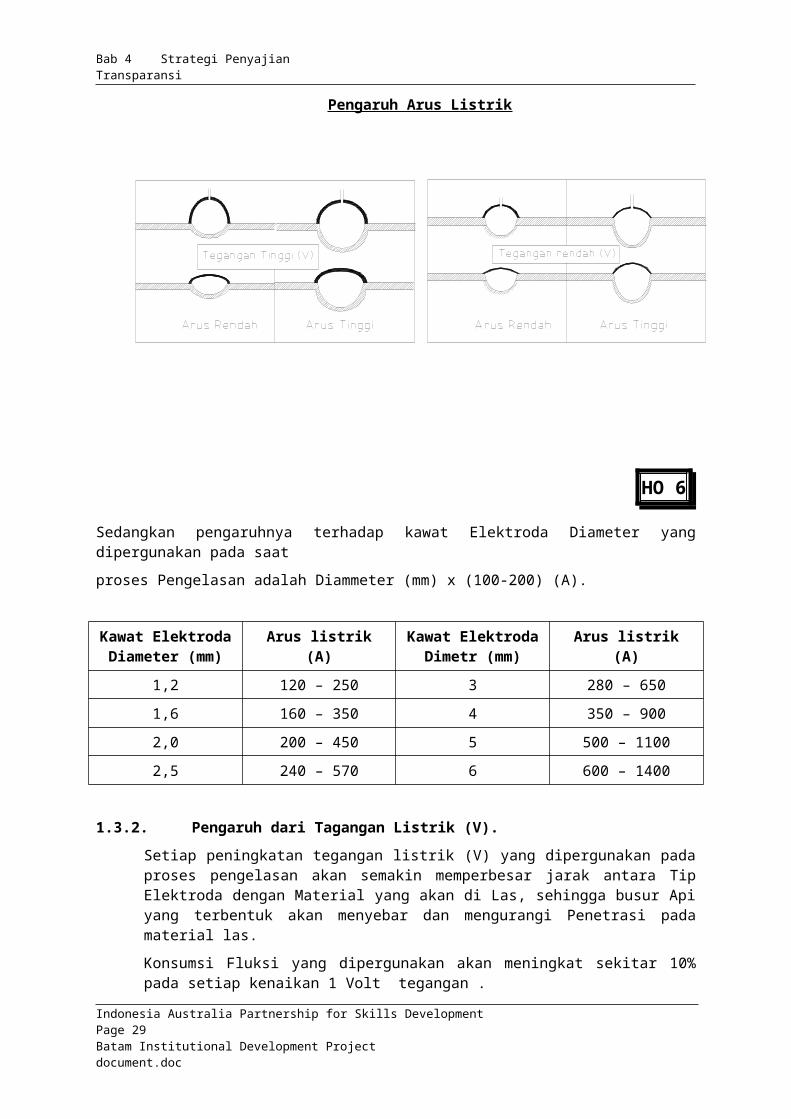
Pengaruh Arus Listrik
Indonesia Australia Partnership for Skills Development Page 22Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
HO 6
Sedangkan pengaruhnya terhadap kawat Elektroda Diameter yang dipergunakan pada saat
proses Pengelasan adalah Diammeter (mm) x (100-200) (A).
Kawat Elektroda Diameter (mm)
Arus listrik (A) Kawat Elektroda Dimetr (mm)
Arus listrik (A)
1,2 120 – 250 3 280 – 650
1,6 160 – 350 4 350 – 900
2,0 200 – 450 5 500 – 1100
2,5 240 – 570 6 600 – 1400
1.3.2. Pengaruh dari Tagangan Listrik (V).Setiap peningkatan tegangan listrik (V) yang dipergunakan pada proses pengelasan akan semakin memperbesar jarak antara Tip Elektroda dengan Material yang akan di Las, sehingga busur Api yang terbentuk akan menyebar dan mengurangi Penetrasi pada material las.
Konsumsi Fluksi yang dipergunakan akan meningkat sekitar 10% pada setiap kenaikan 1 Volt tegangan .
1.3.3. Pengaruh Kecepatan Pengelasan.Jika kecepatan awal pengelasan dimulai pada kecepatan 40 Cm/Menit, setiap pertambahan kecepatan akan membuat bentuk jalur las yang kecil (Welding Bead), penetrasi, lebar serta kedalam las pada benda kerja akan berkurang.
Tetapi jika kecepatan pengelasannya berkurang / dibawah 40 Cm/Menit cairan las yang terjadi dibawah busur api las akan menyebar serta penetrasi yang dangkal, hal ini dikarenakan over Heat.
1.3.4. Pengaruh Polaritas arus listrik (AC atau DC)Pengelasan dengan kawat Elektroda Tunggal pada umumnya menggunakan tipe arus Direct Current (DC), Elektroda Positif (EP), jika menggunakan Elektroda Negatif (EN) penetrasi yang terbentuk akan rendah dan kuantiti las yang tinggi.
Pengaruh dari arus alternating Curret (AC) pada bentuk butiran las dan kuantiti pengelasan antara Elektroda positif dan Negatif adalah sama yaitu cenderung porosity, oleh karena itu dalam proses pengelasan yang menggunakan arus AC harus memakai Fluks yang khusus.
Indonesia Australia Partnership for Skills Development Page 23Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
HO 7
2.1. FluksI.
Terdapat 2 macam Fluksi sesuai dengan pembuatannya :- Fused Fluksi.
- Bonded Fluksi.
Fused Fluksi.Fused Fluksi terbuat dari campuran butir-butir material seperti Mangaan, Kapur, Boxit, Kwarsa dan Fluorpar didalam suatu Tungku Pemanas. Cairan terak yang terbentuk akan diubah ke dalam bentuk Fluksi dengan jalan :
a. Dituang di suatu cetakan dalam bentuk beberapa lapis / susun yang tebal kemudian dipecah serta disaring sesuai dengan ukuran butiran yang diinginkan.
b. Dari kondisi panas dituang ke dalam air, sehingga timbul percikan – percikan yang kemudian disaring sesuai ukurannya. Metode ini lebih effisien, tetapi kualitas Fluksi yang dihasilkan mengandung Hydrogen yang cukup tinggi yang memerlukan prose lebih lanjut untuk mengurangi kadar Hydrogen tersebut.
Bonded Fluksi.Bonded Fluksi ini dibuat di Pabrik dengan jalan mencampur butiran-butiran material yang ukurannya jauh lebih halus seperti mineral, Ferroalloy, Water glass sebagi pengikat dalam suatu Mixer yang khusus.
Campuran tersebut kemudian akan dikeringkan dalam suatu Pengering yang berputar pada Temperatur 600 -–800 Derajat C.
2.1.1. Fluksi khusus.- Fluksi untuk pengelasan kecepatan tinggi.
- Fluksi khusus digunakan dengan arus AC.
- Fluksi untuk multi kawat elektroda ( kecepatan tinggi, AC).
- Fluksi untuk pengelasan Fillet
- Fluksi untuk pengelasan Kawat Elektroda tunggal atau ganda.
- Fluksi untuk Multipass Welding
- Fluksi untuk pengelasan khusus Diameter kecil.
Catatan :Pada prinsipnya proses pemilihan Fluksi lebih dahulu baru kemudian pemilihan kawat Elektroda yang sesuai.
HO 8
Indonesia Australia Partnership for Skills Development Page 24Batam Institutional Development Projectdocument.doc
2. KLASIFIKASI KAWAT ELEKTRODA DAN FLUKSI

Bab 4 Strategi Penyajian Transparansi
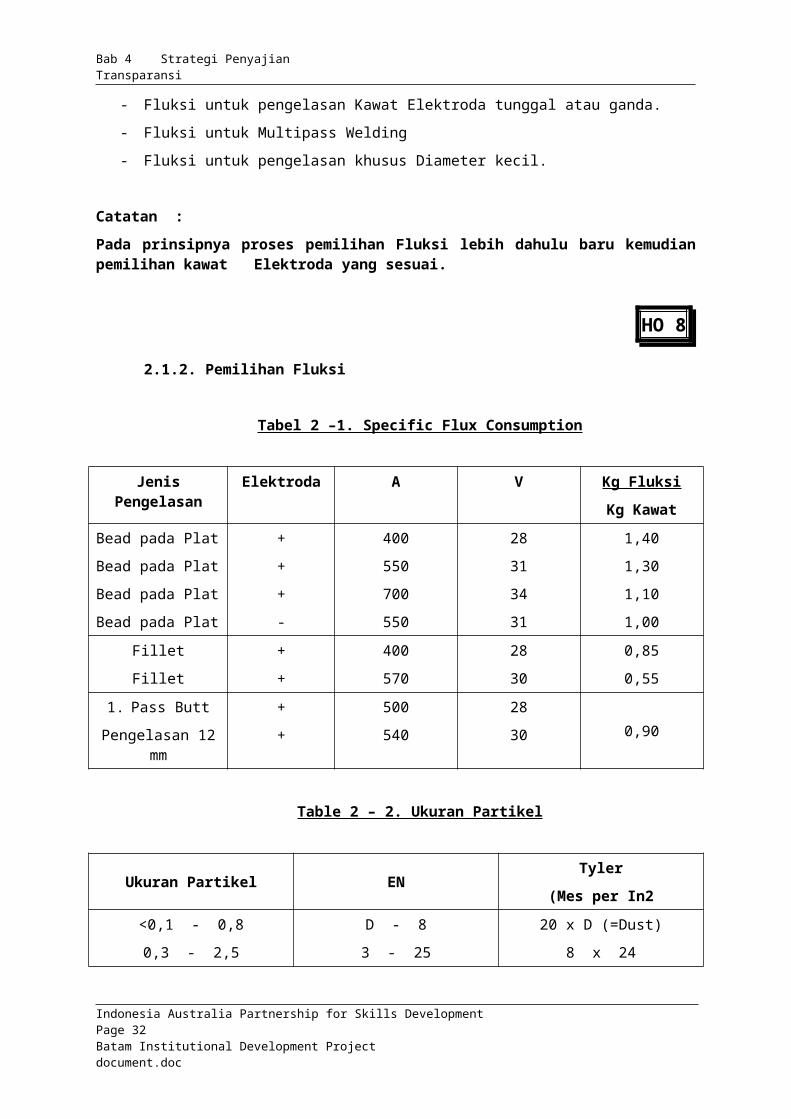
2.1.2. Pemilihan Fluksi
Tabel 2 –1. Specific Flux Consumption
Jenis Pengelasan Elektroda A V Kg FluksiKg Kawat
Bead pada Plat
Bead pada Plat
Bead pada Plat
Bead pada Plat
+
+
+
-
400
550
700
550
28
31
34
31
1,40
1,30
1,10
1,00
Fillet
Fillet
+
+
400
570
28
30
0,85
0,55
2. Pass Butt
Pengelasan 12 mm
+
+
500
540
28
30 0,90
Table 2 – 2. Ukuran Partikel
Ukuran Partikel ENTyler
(Mes per In2<0,1 - 0,8
0,3 - 2,5
D - 8
3 - 25
20 x D (=Dust)
8 x 24
- Kuantiti : tergantung pada penggunaannya ( Lihat Table 2-1 ).
- Ukuran Partikel : Lihat Table 2 – 2, pada umumnya ukuran Fluksi sudah tertentu.
- Paket : Rata – rata dalam 1 paket berat dari Fluks 50 Kg / karung.
2.2. Kawat ElektrodaTerdapat beberapa jenis Kawat Elektroda untuk proses pengelasan busur rendam :
- Kawat : Kawat Elektroda dengan bentuk Bar dan Tubular .
- Batang : Kawat Elektroda dengan bentuk Bar dan Fillet strip
- Bubuk Besi : Kawat Elektroda dengan bentuk Bar atau powder besi yang mengandung Fluksi.
HO 9
Indonesia Australia Partnership for Skills Development Page 25Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Kawat Elektroda bulat hanya digunakan untuk pengelasan baja spesial dalam jumlah yang kecil dan untuk Hard Facing.
Sedangkan kawat elektroda berbentuk batang terbagi dalam beberapa golongan sebagai berikut :
- Kawat Elektroda untuk Baja karbon Mangaan.
- Kawat Elektroda untuk Baja campuran rendah.
- Kawat Elektroda untuk Stainless Steel
Ukuran Kawat Elektroda Elektroda dimulai dari 1.2, 1.6, 2.0, 2.5, 3, 4, 5, dan 6 mm .
Tabel 2 - 3
Kawat Elektroda Diameter (mm)
Arus listrik (A) Kawat Elektroda Dimeter (mm)
Arus listrik (A)
1,2 120 - 250 3 280 - 650
1,6 160 - 350 4 350 - 900
2,0 200 - 450 5 500 - 1100
2,5 240 - 570 6 600 - 1400
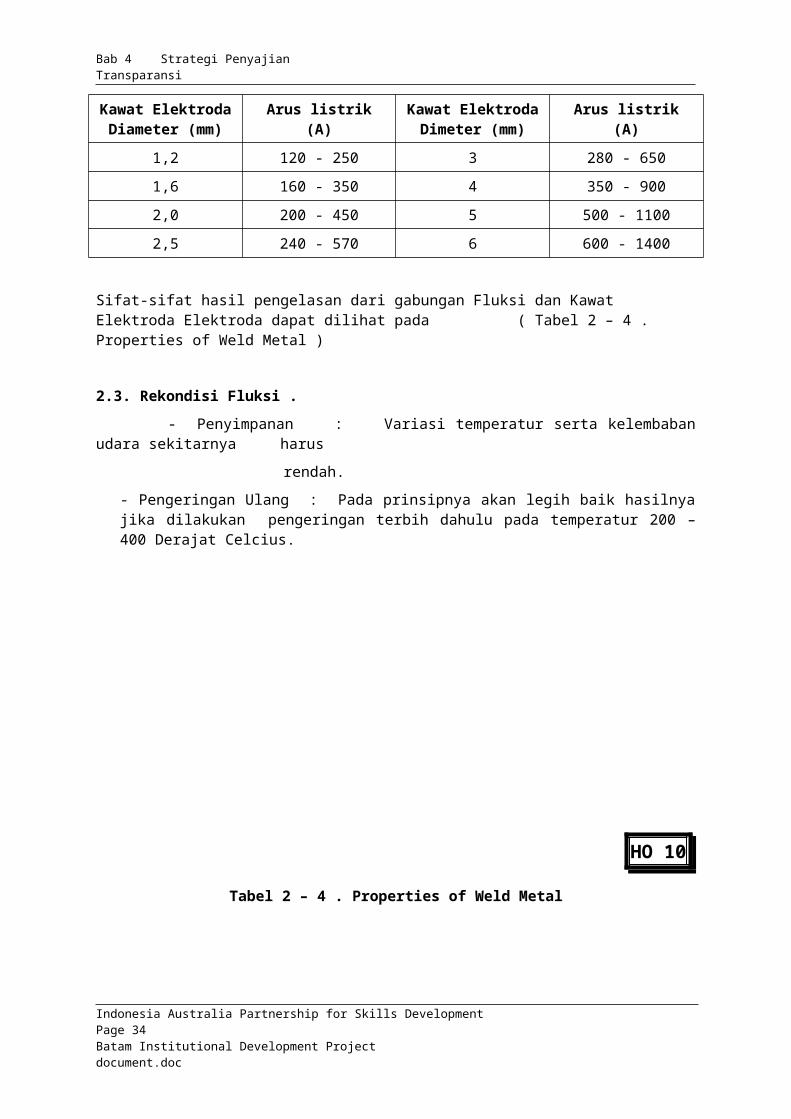
Sifat-sifat hasil pengelasan dari gabungan Fluksi dan Kawat Elektroda Elektroda dapat dilihat pada ( Tabel 2 – 4 . Properties of Weld Metal )
2.3. Rekondisi Fluksi . - Penyimpanan : Variasi temperatur serta kelembaban udara sekitarnya harus
rendah.
- Pengeringan Ulang : Pada prinsipnya akan legih baik hasilnya jika dilakukan pengeringan terbih dahulu pada temperatur 200 – 400 Derajat Celcius.
Indonesia Australia Partnership for Skills Development Page 26Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
HO 10
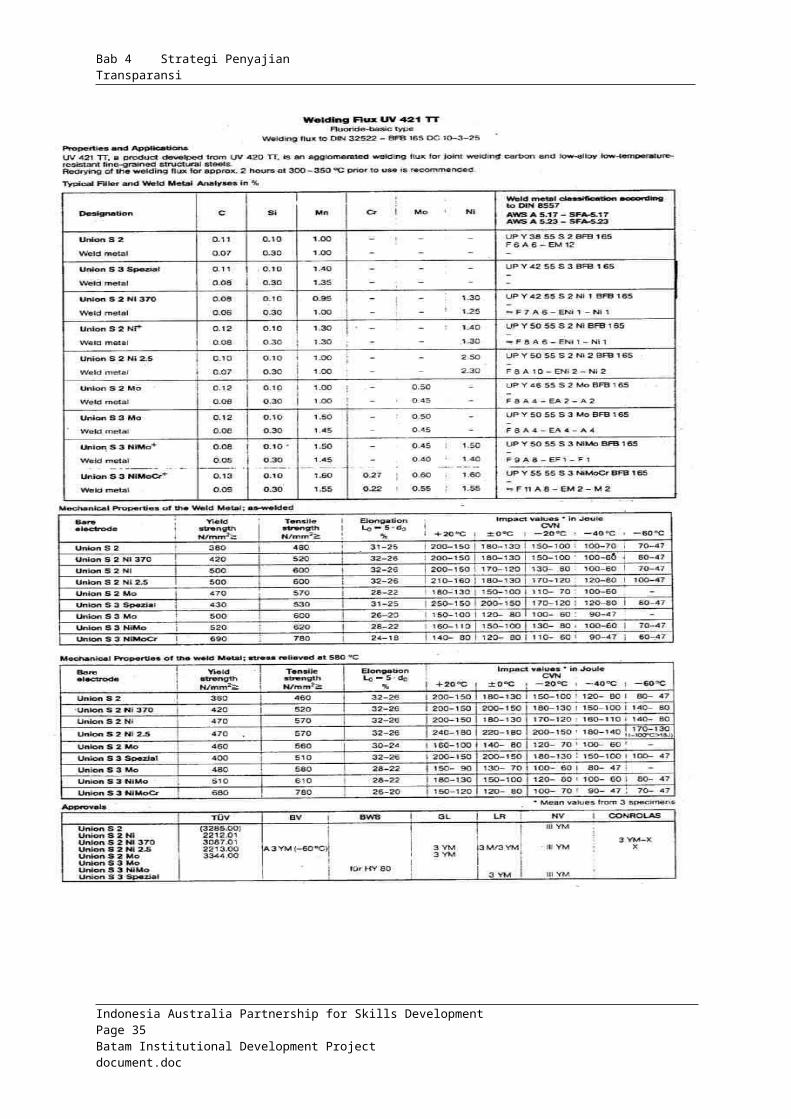
Tabel 2 – 4 . Properties of Weld Metal
Indonesia Australia Partnership for Skills Development Page 27Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
HO 11
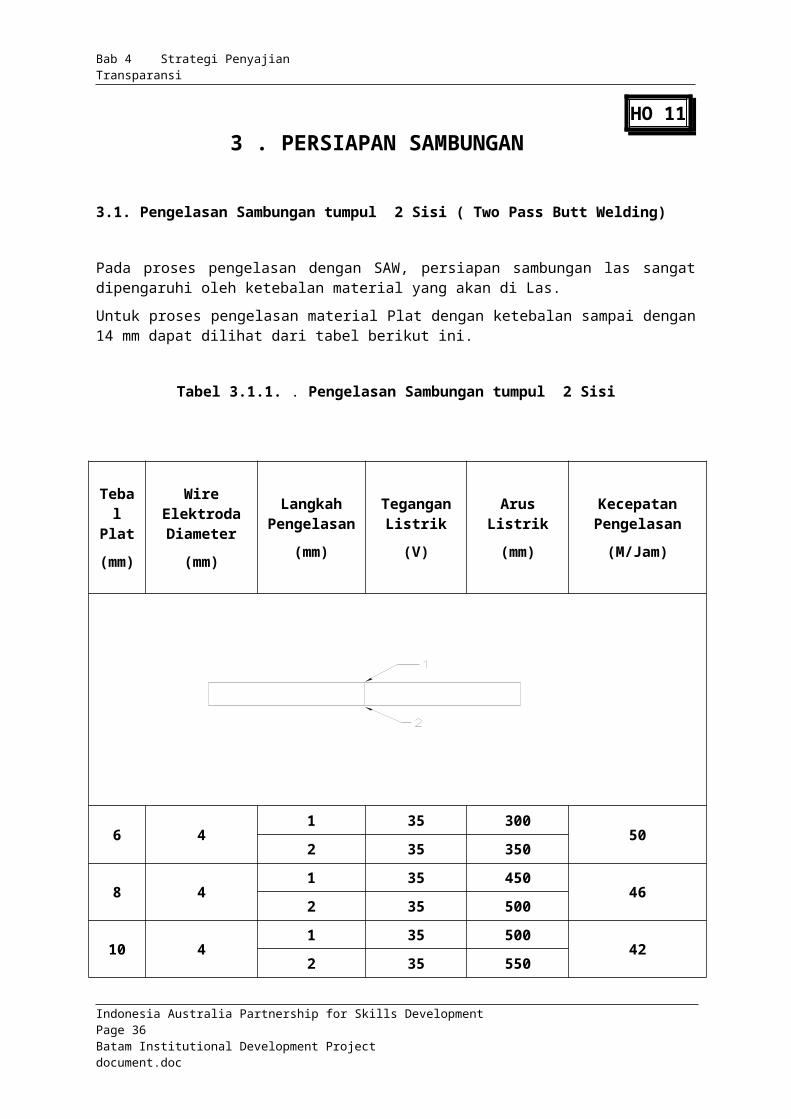
3.1. Pengelasan Sambungan tumpul 2 Sisi ( Two Pass Butt Welding)
Pada proses pengelasan dengan SAW, persiapan sambungan las sangat dipengaruhi oleh ketebalan material yang akan di Las.
Untuk proses pengelasan material Plat dengan ketebalan sampai dengan 14 mm dapat dilihat dari tabel berikut ini.
Tabel 3.1.1. . Pengelasan Sambungan tumpul 2 Sisi
Tebal Plat
(mm)
Wire Elektroda Diameter
(mm)
Langkah Pengelasan
(mm)
Tegangan Listrik
(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
6 41 35 300
502 35 350
8 41 35 450
462 35 500
10 41 35 500
422 35 550
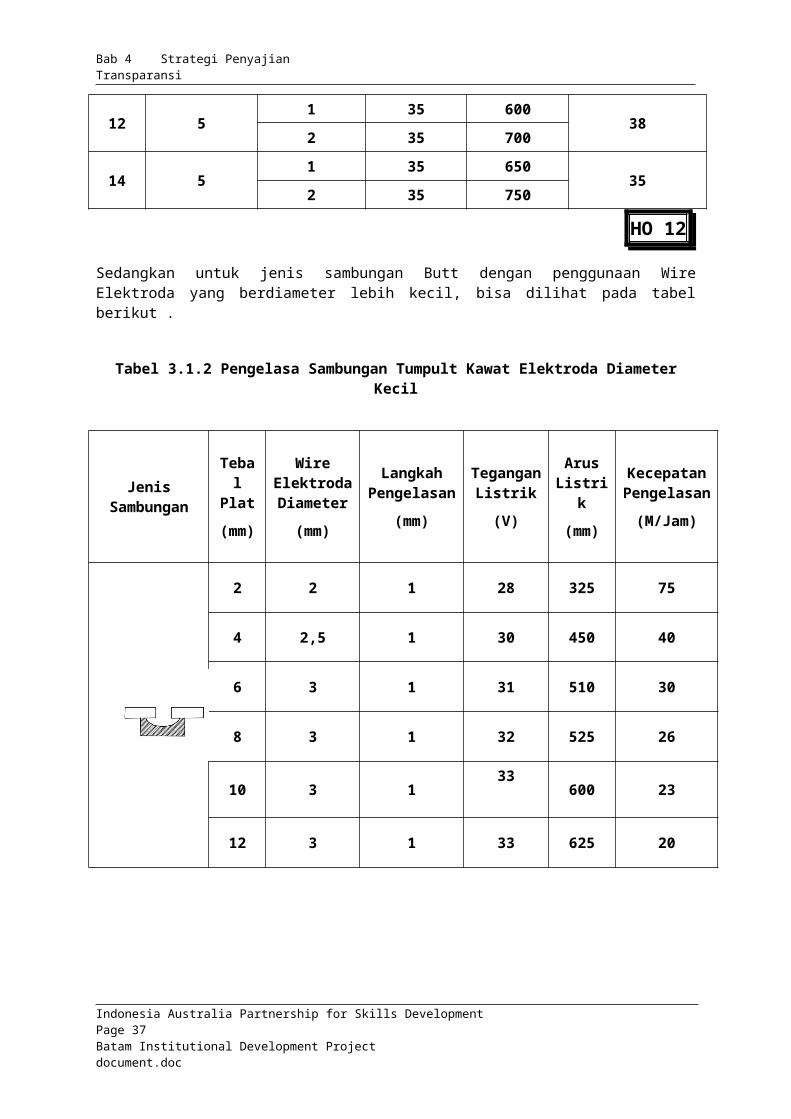
12 51 35 600
382 35 700
14 51 35 650
352 35 750
Indonesia Australia Partnership for Skills Development Page 28Batam Institutional Development Projectdocument.doc
3 . PERSIAPAN SAMBUNGAN

Bab 4 Strategi Penyajian Transparansi
HO 12
Sedangkan untuk jenis sambungan Butt dengan penggunaan Wire Elektroda yang berdiameter lebih kecil, bisa dilihat pada tabel berikut .
Tabel 3.1.2 Pengelasa Sambungan Tumpult Kawat Elektroda Diameter Kecil
Jenis Sambungan
Tebal Plat
(mm)
Wire Elektroda Diameter
(mm)
Langkah Pengelasan
(mm)
Tegangan Listrik
(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
2 2 1 28 325 75
4 2,5 1 30 450 40
6 3 1 31 510 30
8 3 1 32 525 26
10 3 133
600 23
12 3 1 33 625 20
HO 13
Indonesia Australia Partnership for Skills Development Page 29Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
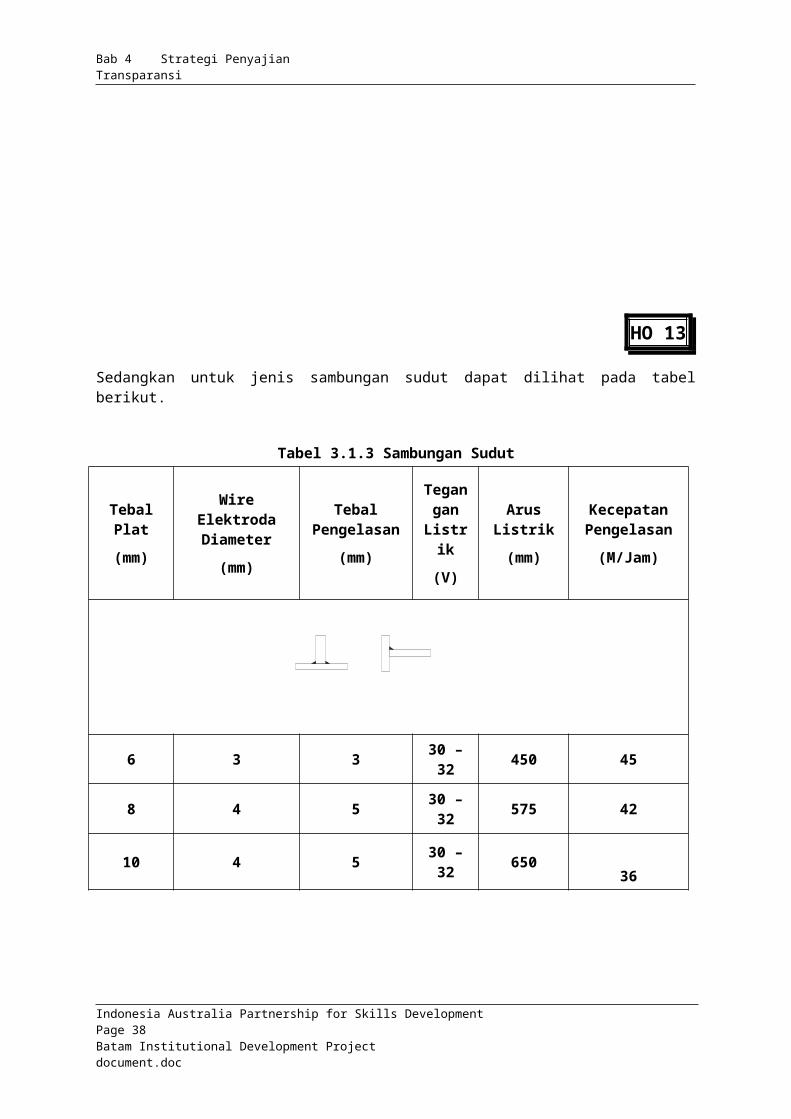
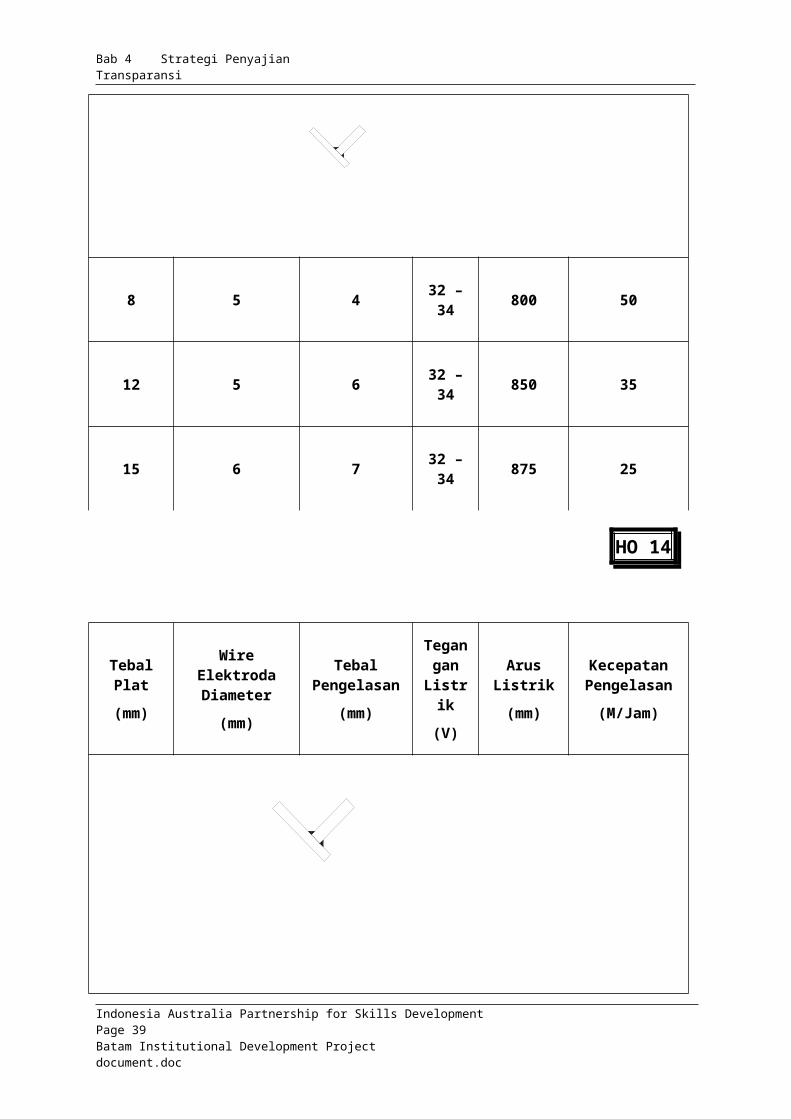
Sedangkan untuk jenis sambungan sudut dapat dilihat pada tabel berikut.
Tabel 3.1.3 Sambungan Sudut
Tebal Plat(mm)
Wire Elektroda Diameter
(mm)
Tebal Pengelasan
(mm)
Tegangan
Listrik(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
6 3 3 30 – 32 450 45
8 4 5 30 – 32 575 42
10 4 5 30 – 32 65036
8 5 4 32 – 34 800 50
12 5 6 32 – 34 850 35
15 6 7 32 – 34 875 25
HO 14
Indonesia Australia Partnership for Skills Development Page 30Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Tebal Plat(mm)
Wire Elektroda Diameter
(mm)
Tebal Pengelasan
(mm)
Tegangan
Listrik(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
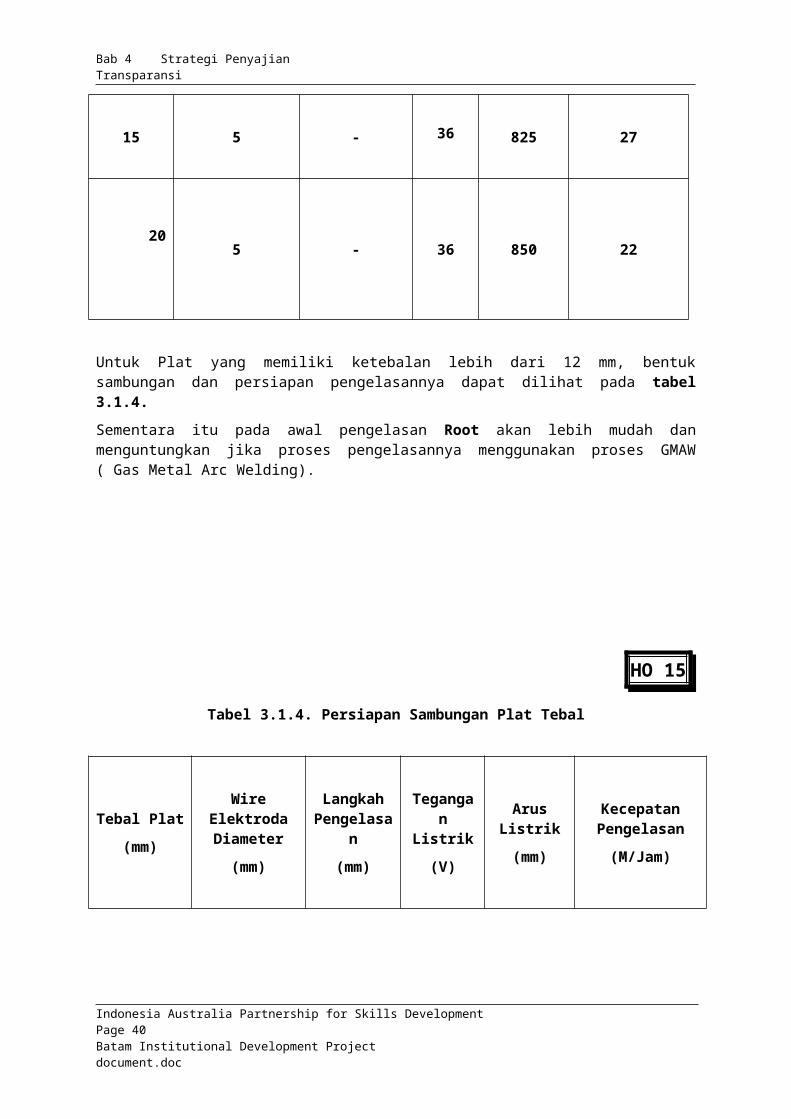
15 5 -
36
825 27
205 -
36 850 22
Untuk Plat yang memiliki ketebalan lebih dari 12 mm, bentuk sambungan dan persiapan pengelasannya dapat dilihat pada tabel 3.1.4. Sementara itu pada awal pengelasan Root akan lebih mudah dan menguntungkan jika proses pengelasannya menggunakan proses GMAW ( Gas Metal Arc Welding).
HO 15
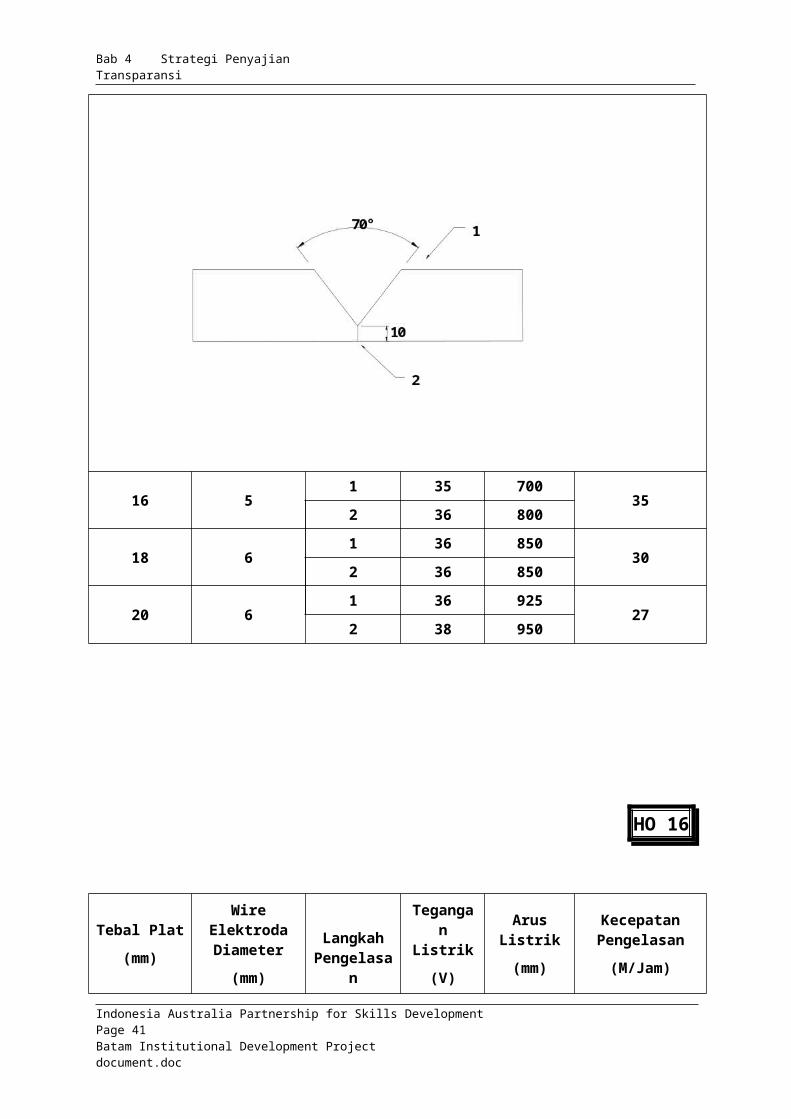
Tabel 3.1.4. Persiapan Sambungan Plat TebalIndonesia Australia Partnership for Skills Development Page 31Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Tebal Plat(mm)
Wire Elektroda Diameter
(mm)
Langkah Pengelasan
(mm)
Tegangan Listrik
(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
16 51 35 700
352 36 800
18 61 36 850
302 36 850
20 61 36 925
272 38 950
HO 16
Indonesia Australia Partnership for Skills Development Page 32Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Tebal Plat(mm)
Wire Elektroda Diameter
(mm)
Langkah Pengelasan
(mm)
Tegangan Listrik
(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
18 61 36 700
302 36 800
20 61 36 800
252 36 850
25 61 36 850
202 36 950
30 61 36 900
152 36 1000
HO 17
Indonesia Australia Partnership for Skills Development Page 33Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
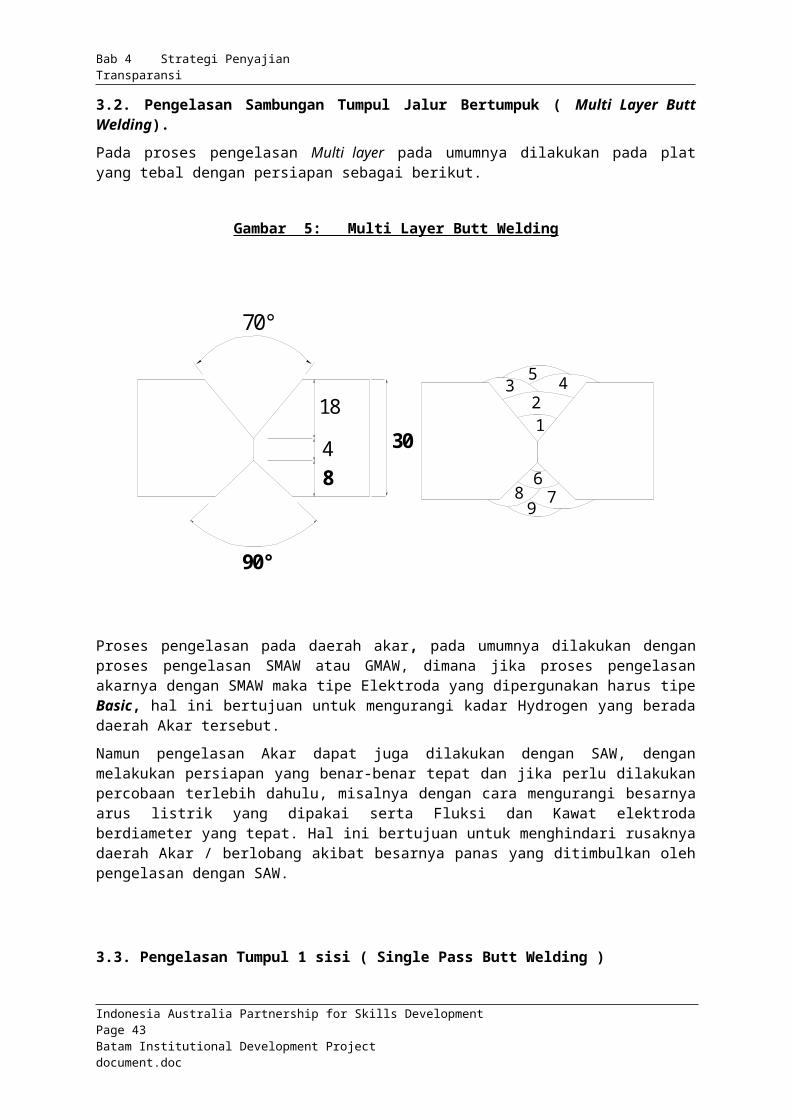
3.2. Pengelasan Sambungan Tumpul Jalur Bertumpuk ( Multi Layer Butt Welding).Pada proses pengelasan Multi layer pada umumnya dilakukan pada plat yang tebal dengan persiapan sebagai berikut.
Gambar 5: Multi Layer Butt Welding
Proses pengelasan pada daerah akar, pada umumnya dilakukan dengan proses pengelasan SMAW atau GMAW, dimana jika proses pengelasan akarnya dengan SMAW maka tipe Elektroda yang dipergunakan harus tipe Basic, hal ini bertujuan untuk mengurangi kadar Hydrogen yang berada daerah Akar tersebut.
Namun pengelasan Akar dapat juga dilakukan dengan SAW, dengan melakukan persiapan yang benar-benar tepat dan jika perlu dilakukan percobaan terlebih dahulu, misalnya dengan cara mengurangi besarnya arus listrik yang dipakai serta Fluksi dan Kawat elektroda berdiameter yang tepat. Hal ini bertujuan untuk menghindari rusaknya daerah Akar / berlobang akibat besarnya panas yang ditimbulkan oleh pengelasan dengan SAW.
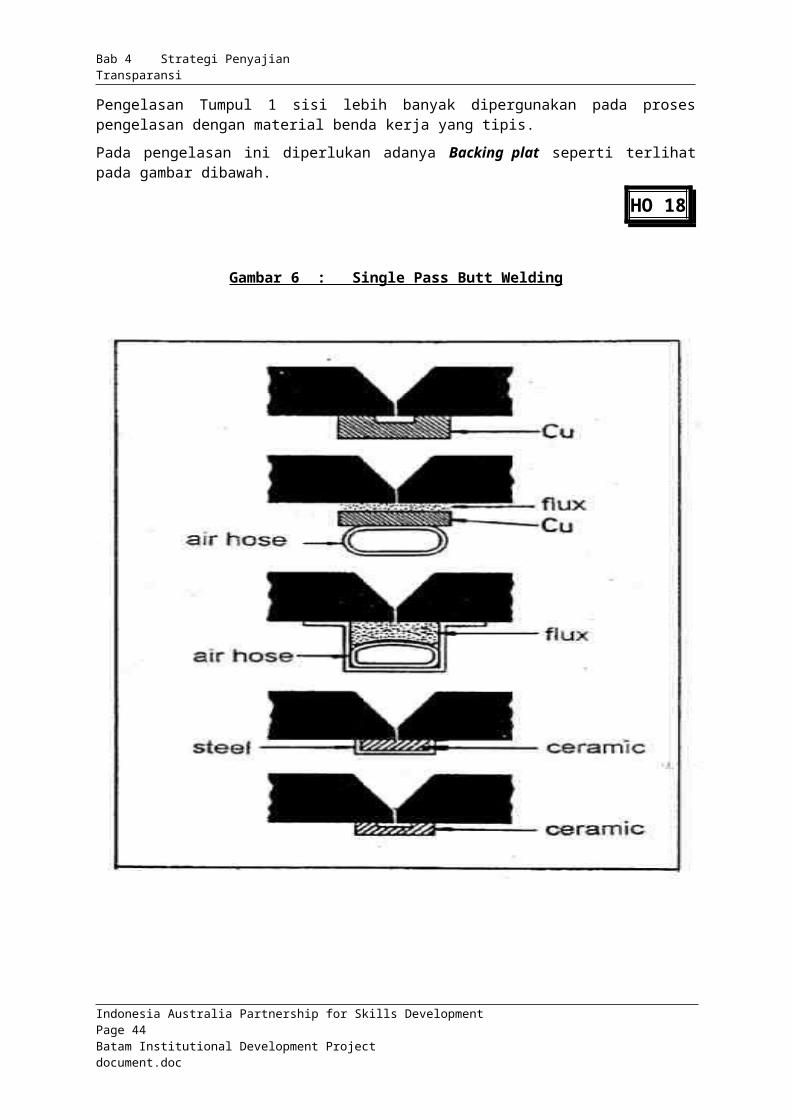
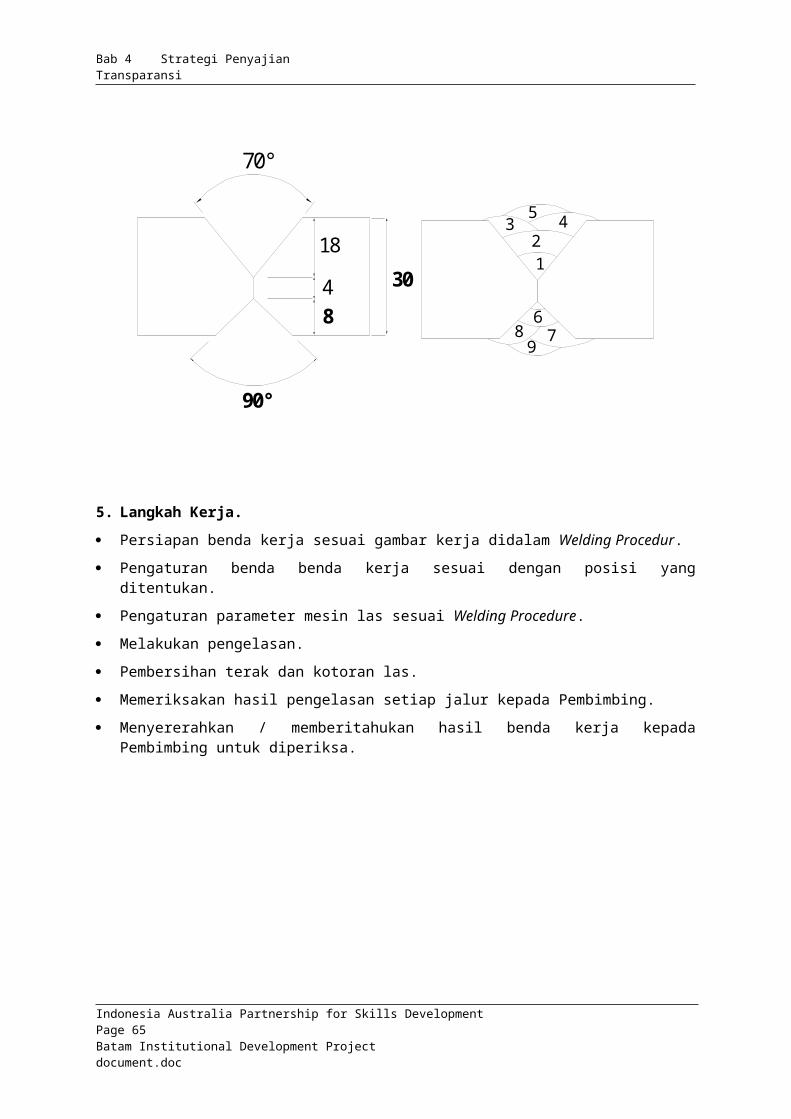
3.3. Pengelasan Tumpul 1 sisi ( Single Pass Butt Welding )Pengelasan Tumpul 1 sisi lebih banyak dipergunakan pada proses pengelasan dengan material benda kerja yang tipis.
Pada pengelasan ini diperlukan adanya Backing plat seperti terlihat pada gambar dibawah.
HO 18
Gambar 6 : Single Pass Butt Welding
Indonesia Australia Partnership for Skills Development Page 34Batam Institutional Development Projectdocument.doc
90°
8
30
70°
18
412
3 45
68 79
Bab 4 Strategi Penyajian Transparansi
4.1. Pengaturan Kabel Listrik.
Indonesia Australia Partnership for Skills Development Page 35Batam Institutional Development Projectdocument.doc
4. PERSIAPAN PENGELASAN HO 19
Bab 4 Strategi Penyajian Transparansi
Kabel listrik yang dipergunakan pada proses pengelasan SAW harus berjenis 100% Duty (Kerugian / Losses 0). Kabel Ground kontak harus dalam kondisi bersih, kuat untuk mencegah terjadinya cacat las seperti busur api yang tidak konstan akibat tidak kontinyunya arus listrik yang mengalir pada saat pengelasan.
Untuk pengelasan yang panjang, kabel ground kontak harus dipasang di kedua ujung benda yang akan di las, kondisi demikian bertujuan untuk menjamin agar distribusi arus listrik merata disepanjang plat / benda kerja yang di las.
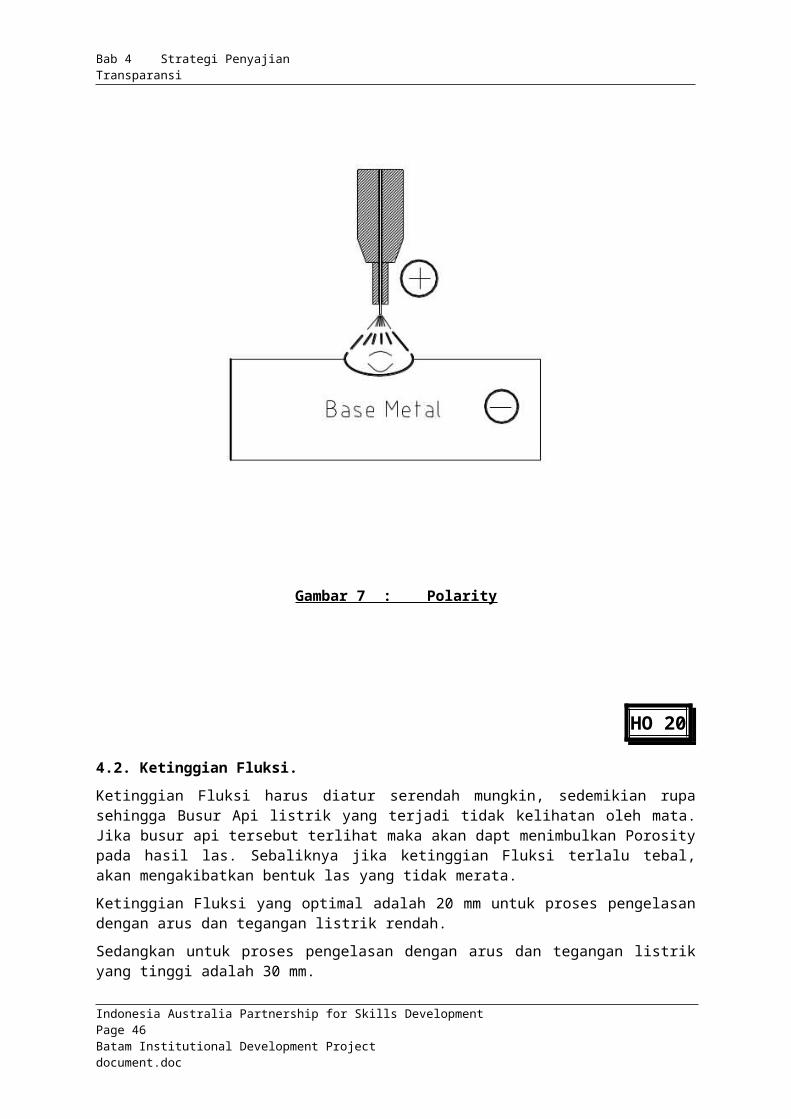
Gambar 7 : Polarity
HO 20
4.2. Ketinggian Fluksi.Ketinggian Fluksi harus diatur serendah mungkin, sedemikian rupa sehingga Busur Api listrik yang terjadi tidak kelihatan oleh mata. Jika busur api tersebut terlihat maka akan dapt menimbulkan Porosity pada hasil las. Sebaliknya jika ketinggian Fluksi terlalu tebal, akan mengakibatkan bentuk las yang tidak merata.
Indonesia Australia Partnership for Skills Development Page 36Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Ketinggian Fluksi yang optimal adalah 20 mm untuk proses pengelasan dengan arus dan tegangan listrik rendah.
Sedangkan untuk proses pengelasan dengan arus dan tegangan listrik yang tinggi adalah 30 mm.
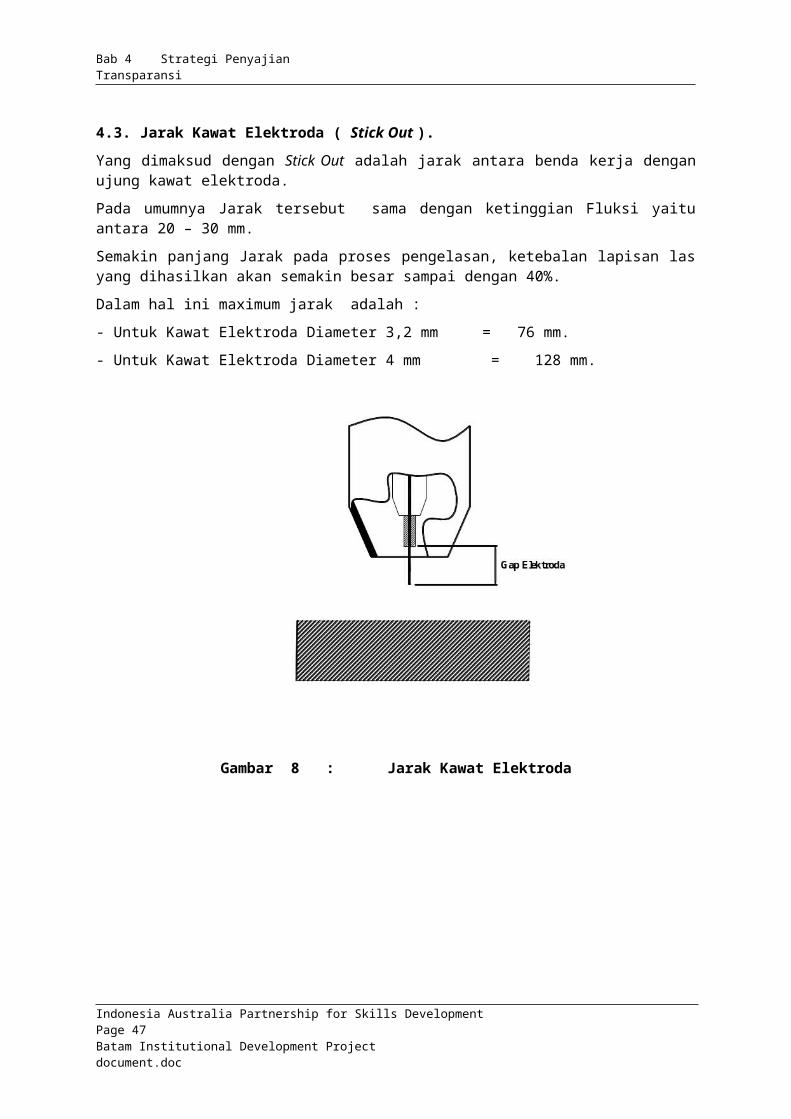
4.3. Jarak Kawat Elektroda ( Stick Out ).Yang dimaksud dengan Stick Out adalah jarak antara benda kerja dengan ujung kawat elektroda.
Pada umumnya Jarak tersebut sama dengan ketinggian Fluksi yaitu antara 20 – 30 mm.
Semakin panjang Jarak pada proses pengelasan, ketebalan lapisan las yang dihasilkan akan semakin besar sampai dengan 40%.
Dalam hal ini maximum jarak adalah :
- Untuk Kawat Elektroda Diameter 3,2 mm = 76 mm.
- Untuk Kawat Elektroda Diameter 4 mm = 128 mm.
Gambar 8 : Jarak Kawat Elektroda
Indonesia Australia Partnership for Skills Development Page 37Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Tugas
Tugas 1
Prinsip Kerja SAW
Petunjuk :
1. Siapkan Kertas dan alat-alat tulis.
2. Gambarkan secara jelas bagian-bagian utama mesin las busur rendam beserta fungsinya.
3. Jelaskan prinsip kerja dari mesin las SAW untuk tipe Kawat Elektroda Tunggal.
4. Setelah selesai diskusikan dengan sesama teman dalam grup atau dengan Pembimbing.
Kesimpulan :
1 ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………….……………..
2 ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Indonesia Australia Partnership for Skills Development Page 38Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Tugas 2
Pengelasan Sambungan Tumpul Kampuh V
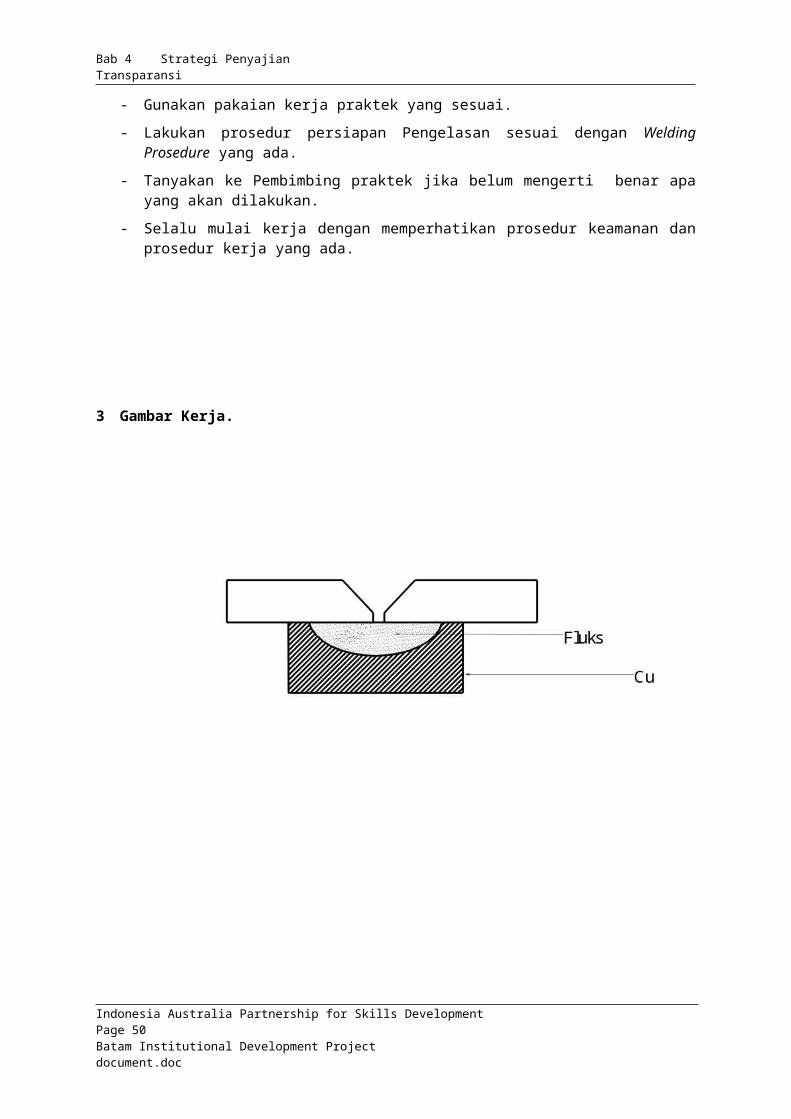
1 TujuanSetelah mempelajari dan berlatih tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sambungan tumpul kampuh V dengan menggunakan Backing Plat pada posisi Flat dengan kriteria sebagai berikut :
- Tidak ada retak pada sisi-sisi pengelasan
- Alur las lurus dan ketinggian Capping las rata ( 3-5 mm )
- Porosity, under cut maximum 10%.
- Tidak terjadi deformasi , maximum 5% dari panjang benda kerja
2 Alat – alat dan Bahan.- 1 Unit SAW Mesin.
- Kawat Elektroda 1 Roll dengan Diameter 3 mm.
- Plat baja carbon rendah dengan ukuran 1000 x 200 x 12,5 mm tebal.
- Fluksi tipe Union S32.
- Backing plat dari bahan Tembaga dengan ukuran 1000 x 300 x 10 mm tebal
- Peralatan Bantu.
- Peralatan Keselamata dan Kesehatan Kerja.
2 Keselamatan dan Kesehatan Kerja.- Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.
- Gunakan pakaian kerja praktek yang sesuai.
- Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Prosedure yang ada.
- Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.
- Selalu mulai kerja dengan memperhatikan prosedur keamanan dan prosedur kerja yang ada.
Indonesia Australia Partnership for Skills Development Page 39Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
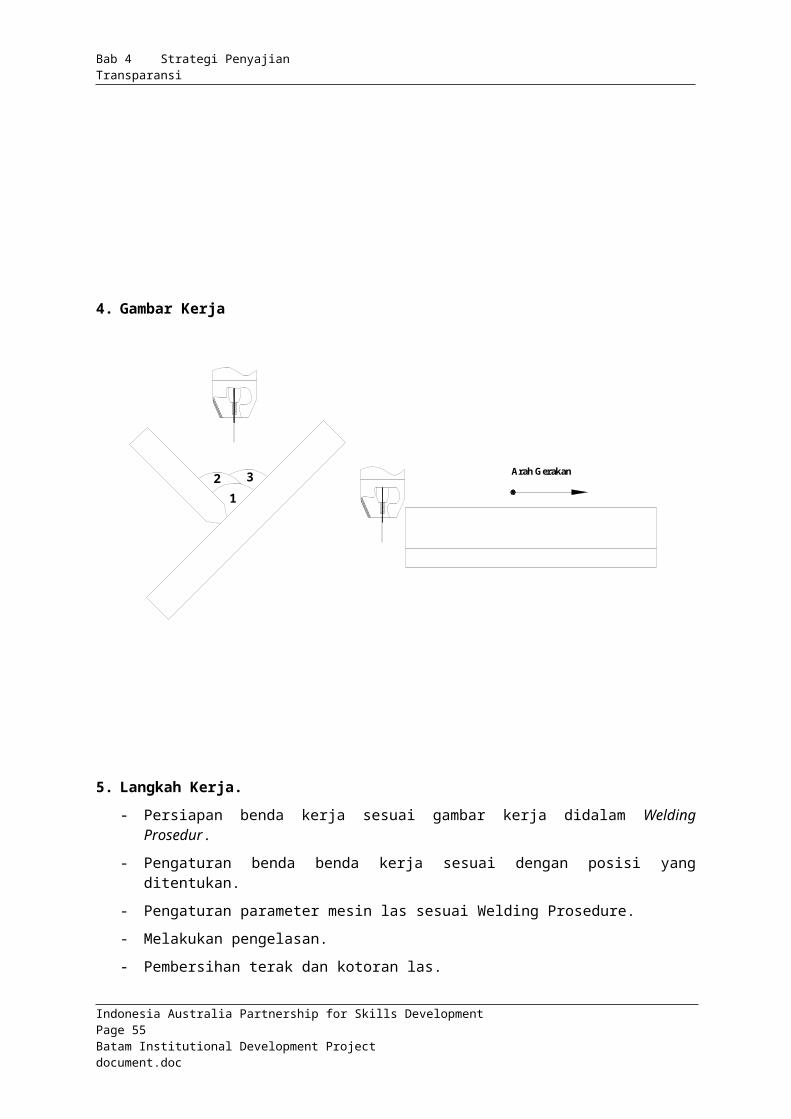
3 Gambar Kerja.
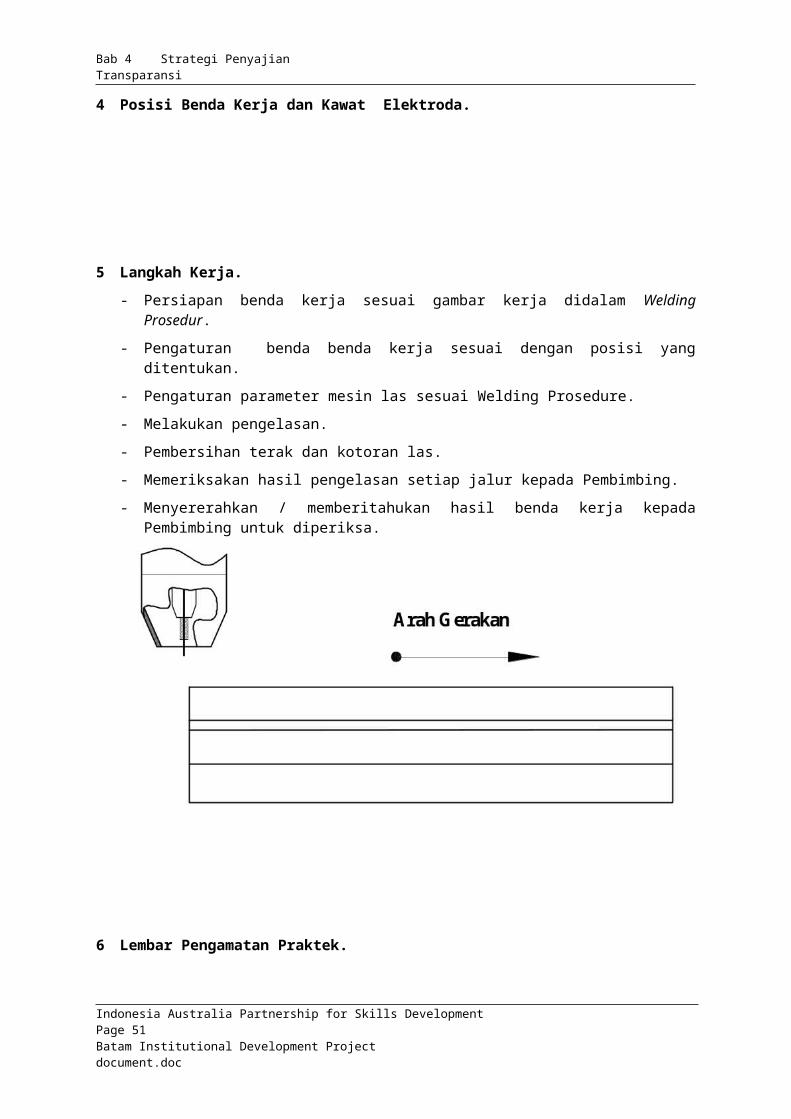
4 Posisi Benda Kerja dan Kawat Elektroda.
Indonesia Australia Partnership for Skills Development Page 40Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
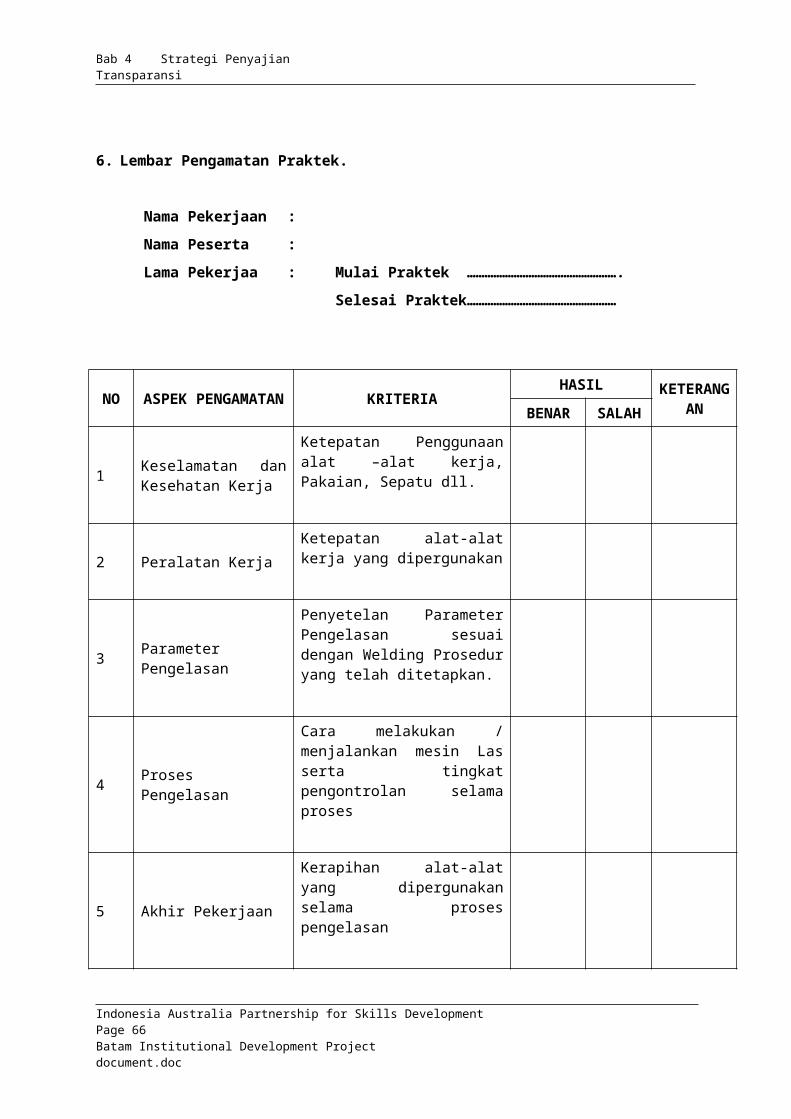
5 Langkah Kerja.- Persiapan benda kerja sesuai gambar kerja didalam Welding Prosedur.
- Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.
- Pengaturan parameter mesin las sesuai Welding Prosedure.
- Melakukan pengelasan.
- Pembersihan terak dan kotoran las.
- Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.
- Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.
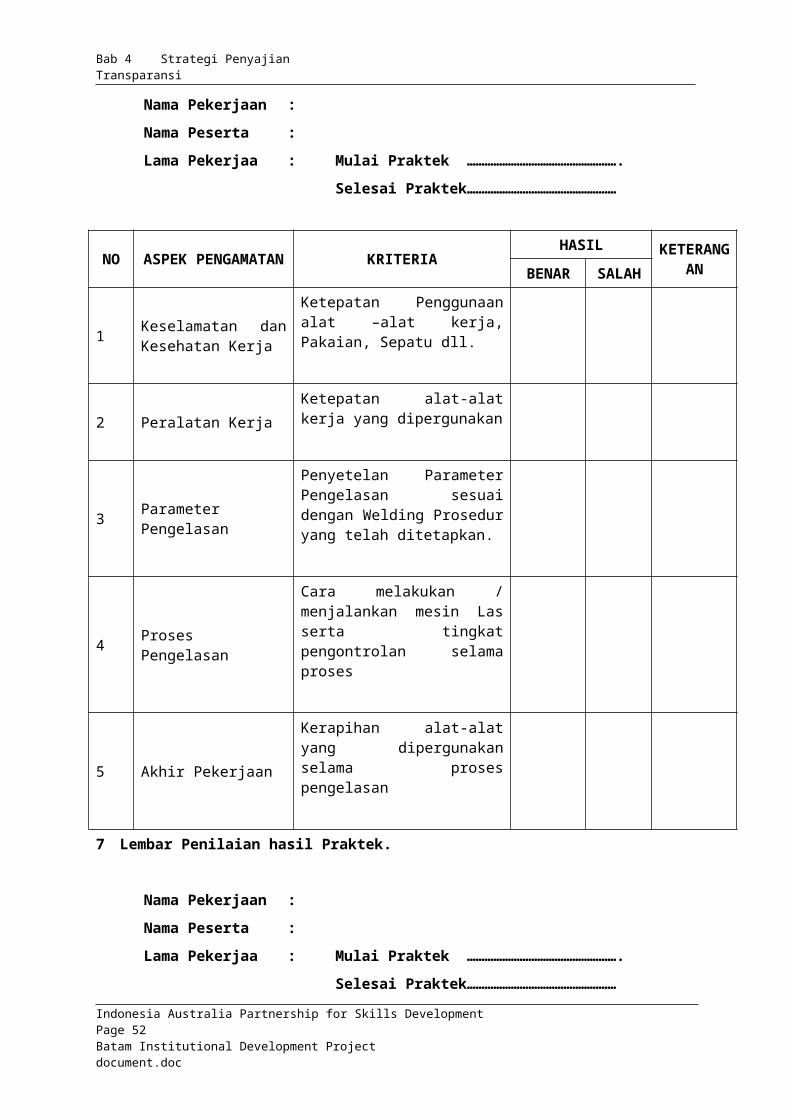
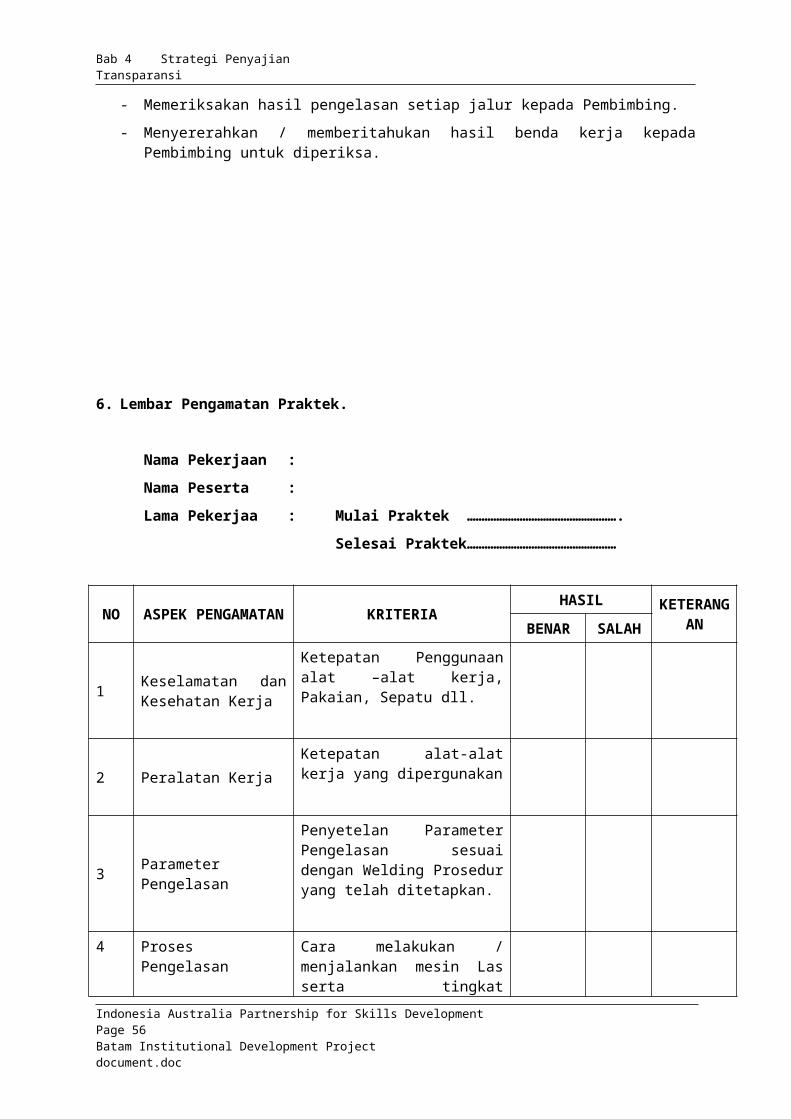
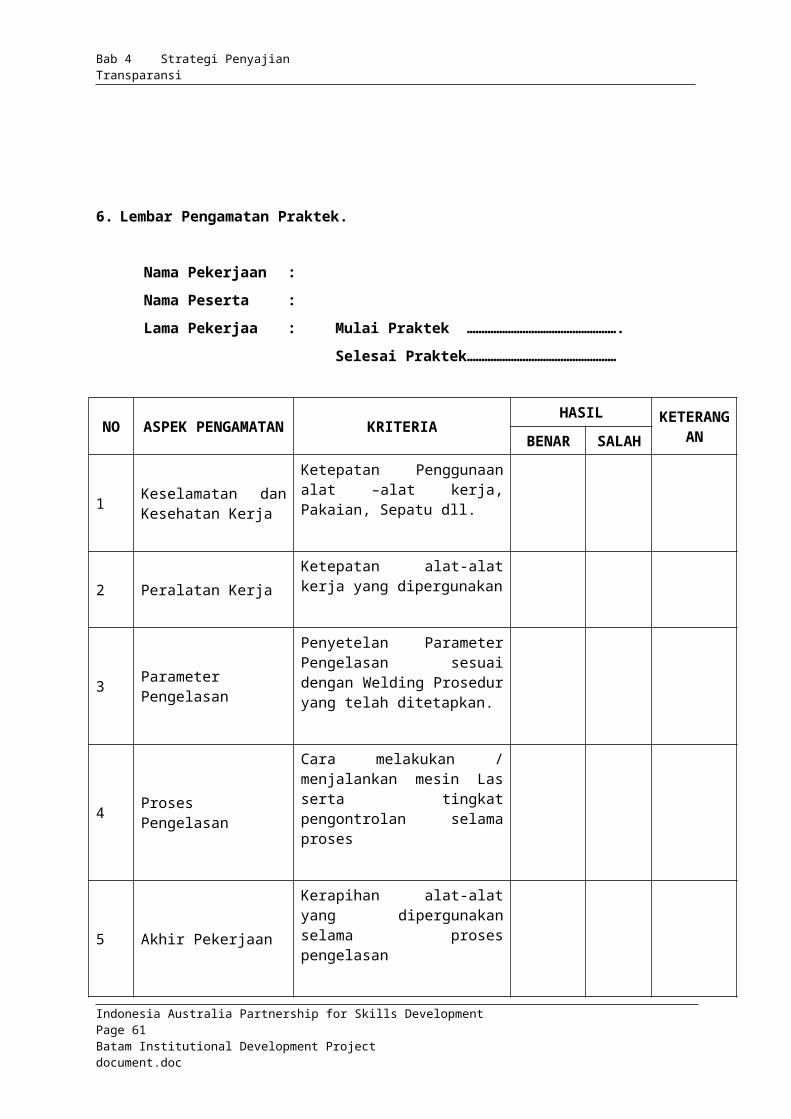
6 Lembar Pengamatan Praktek.
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENGAMATAN KRITERIA
HASIL KETERANGANBENAR SALAH
1 Keselamatan dan Kesehatan Kerja
Ketepatan Penggunaan alat –alat kerja, Pakaian, Sepatu dll.
2 Peralatan KerjaKetepatan alat-alat kerja yang dipergunakan
3 Parameter Pengelasan
Penyetelan Parameter Pengelasan sesuai dengan Welding Prosedur yang telah ditetapkan.
4 Proses Pengelasan
Cara melakukan / menjalankan mesin Las serta tingkat pengontrolan selama proses
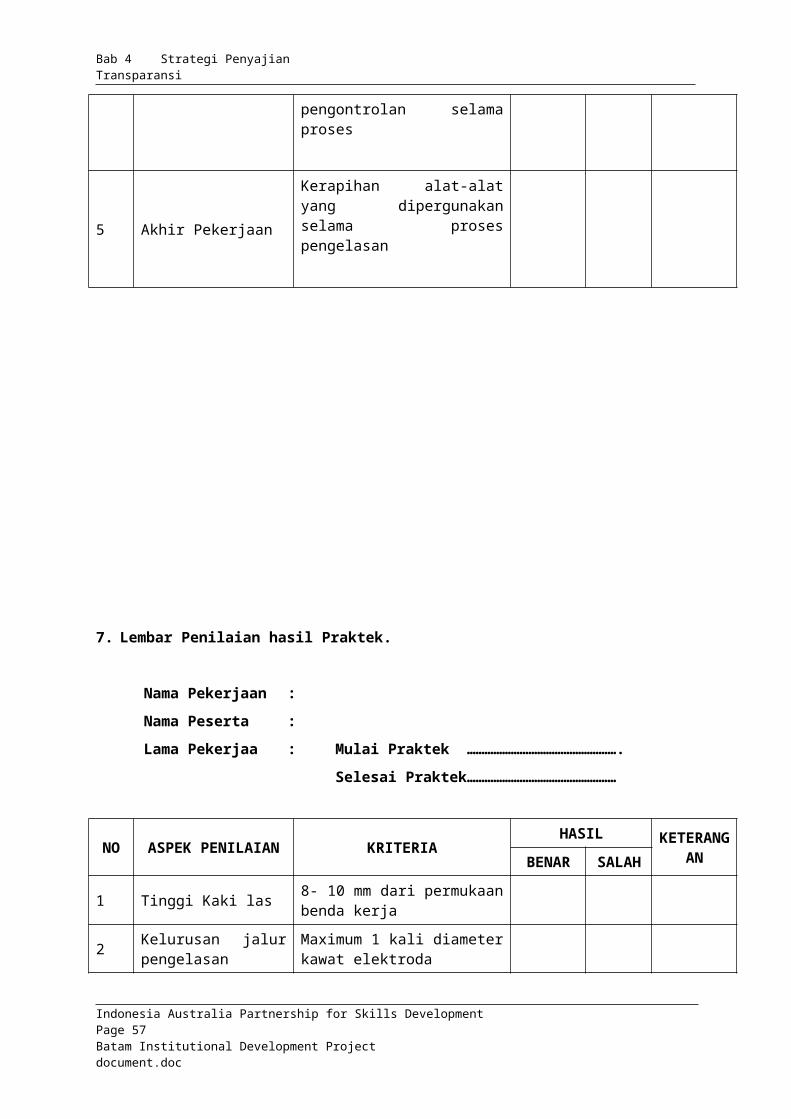
5 Akhir Pekerjaan
Kerapihan alat-alat yang dipergunakan selama proses pengelasan
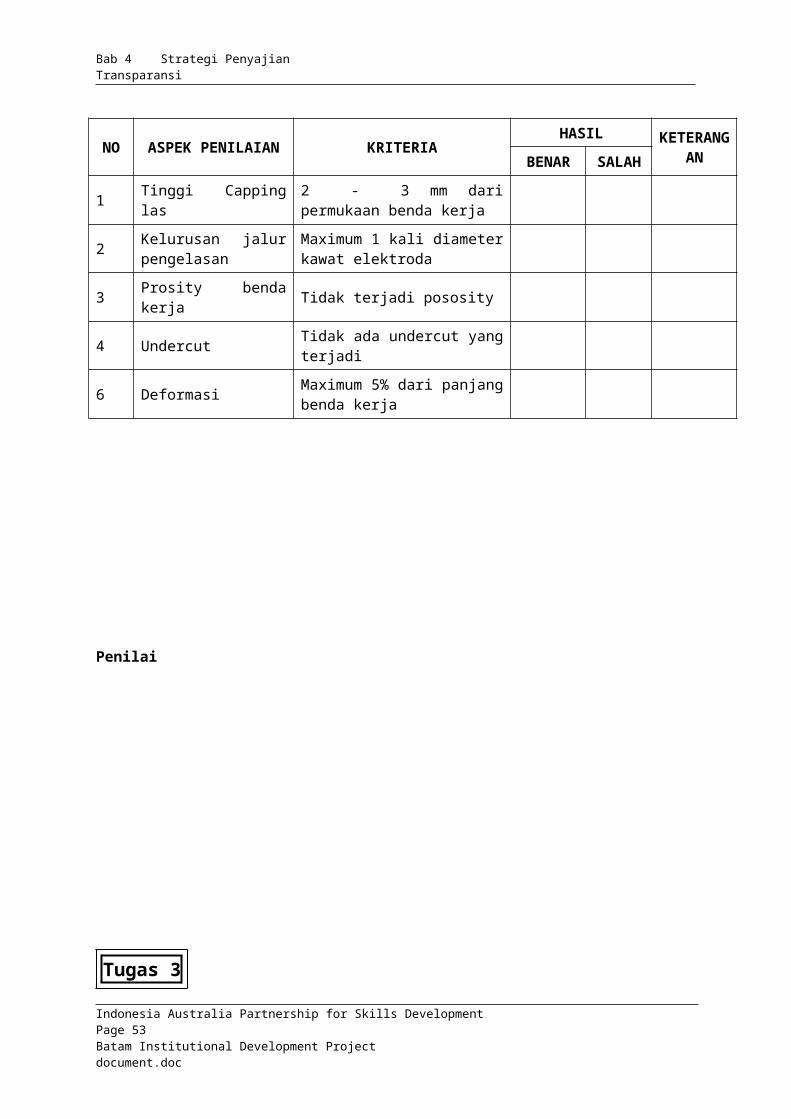
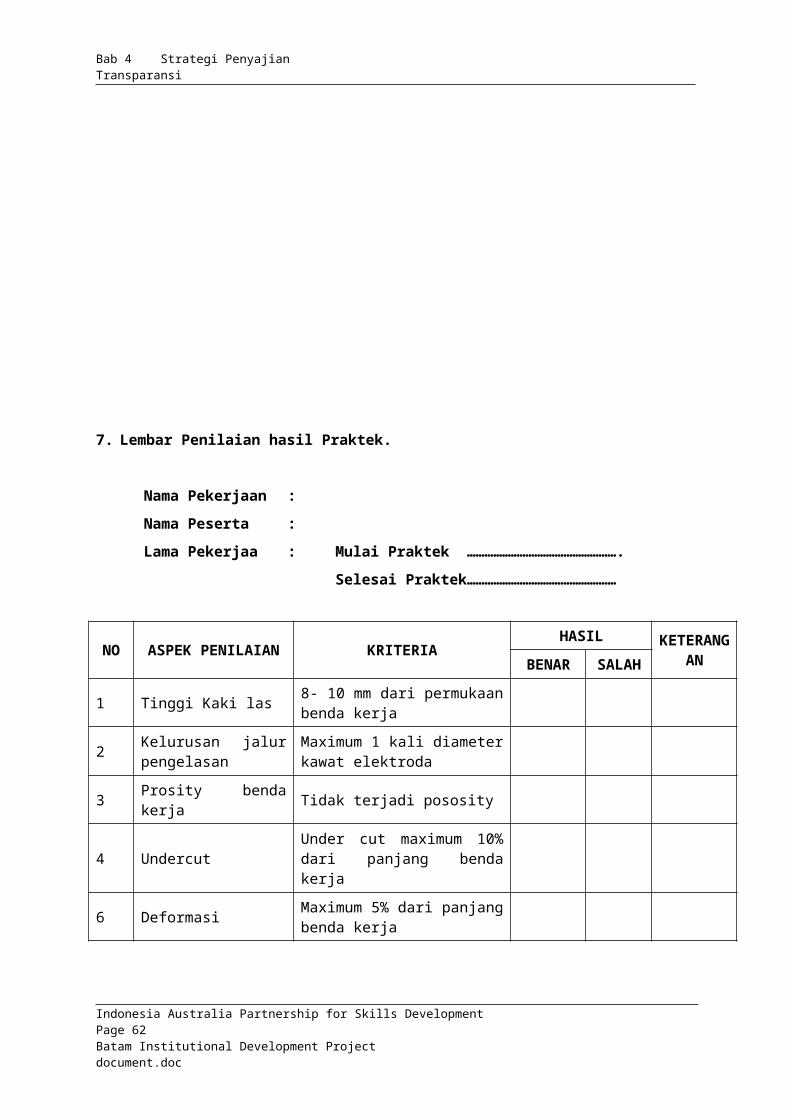
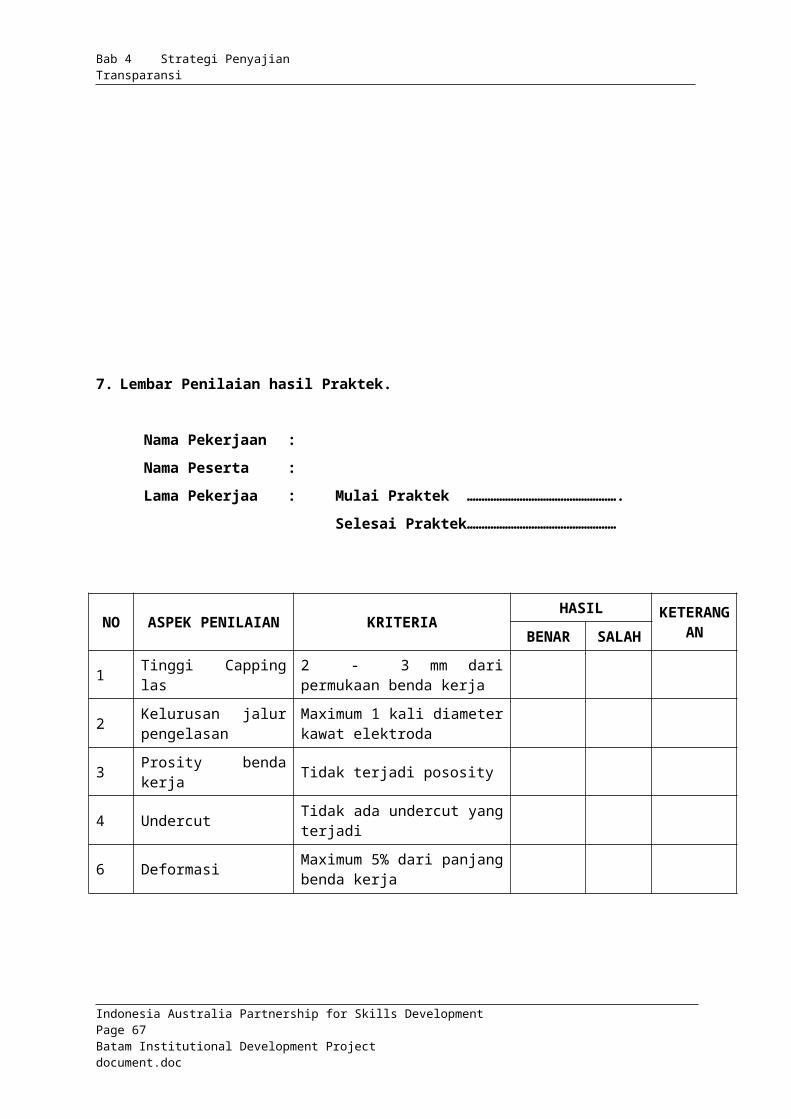
7 Lembar Penilaian hasil Praktek.
Indonesia Australia Partnership for Skills Development Page 41Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENILAIAN KRITERIAHASIL KETERA
NGANBENAR SALAH
1 Tinggi Capping las 2 - 3 mm dari permukaan benda kerja
2 Kelurusan jalur pengelasan
Maximum 1 kali diameter kawat elektroda
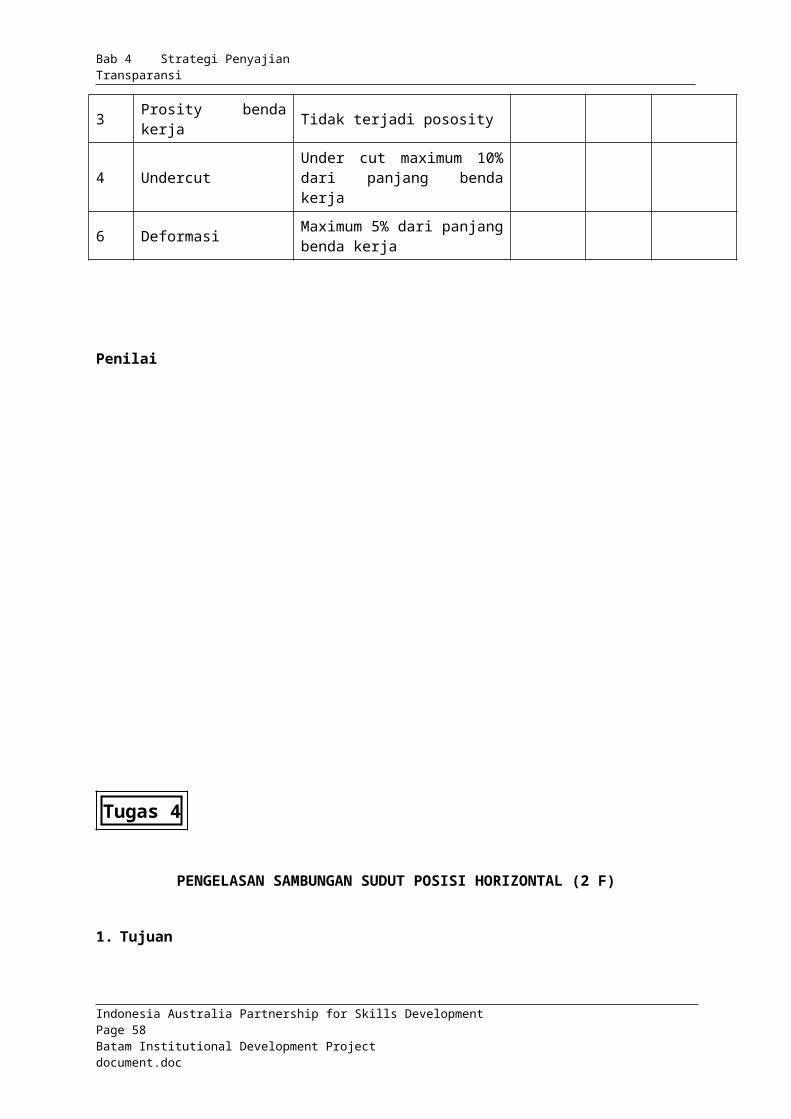
3 Prosity benda kerja Tidak terjadi pososity
4 Undercut Tidak ada undercut yang terjadi
6 Deformasi Maximum 5% dari panjang benda kerja
Penilai
Tugas 3
PENGELASAN SAMBUNGAN SUDUT POSISI 1 F
Indonesia Australia Partnership for Skills Development Page 42Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
1. TujuanSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sudut pada posisi datar (1F) dengan kriteria sebagai berikut :
- Tidak ada retak pada sisi-sisi pengelasan.
- Ketinggian las (Throat ) 10 mm serta alur las lurus dan rata.
- Tidak ada Porosity, under cut maximum 10% dari panjang benda kerja.
- Tidak terjadi deformasi (5% dari panjang benda kerja)
2. Alat – alat dan Bahan.- 1 Unit mesin SAW .
- Kawat Elektroda 1 Roll dengan Diameter 5 mm.
- Plat baja carbon rendah dengan ukuran 1000 x 200 x 20 mm tebal.
- Fluksi tipe Union S32.
- Peralatan Bantu.
- Peralatan Keselamata dan Kesehatan Kerja.
3. Keselamatan dan Kesehatan Kerja.- Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.
- Gunakan pakaian kerja praktek yang sesuai.
- Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Prosedure yang ada.
- Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.
- Selalu mulai kerja dengan memperhatikan prosedur keamanan dan prosedur kerja yang ada.
Indonesia Australia Partnership for Skills Development Page 43Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
4. Gambar Kerja
5. Langkah Kerja.- Persiapan benda kerja sesuai gambar kerja didalam Welding Prosedur.
- Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.
- Pengaturan parameter mesin las sesuai Welding Prosedure.
- Melakukan pengelasan.
- Pembersihan terak dan kotoran las.
- Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.
- Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.
6. Lembar Pengamatan Praktek.
Indonesia Australia Partnership for Skills Development Page 44Batam Institutional Development Projectdocument.doc
Arah Gerakan
12 3
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENGAMATAN KRITERIA
HASIL KETERANGANBENAR SALAH
1 Keselamatan dan Kesehatan Kerja
Ketepatan Penggunaan alat –alat kerja, Pakaian, Sepatu dll.
2 Peralatan KerjaKetepatan alat-alat kerja yang dipergunakan
3 Parameter Pengelasan
Penyetelan Parameter Pengelasan sesuai dengan Welding Prosedur yang telah ditetapkan.
4 Proses Pengelasan
Cara melakukan / menjalankan mesin Las serta tingkat pengontrolan selama proses
5 Akhir Pekerjaan
Kerapihan alat-alat yang dipergunakan selama proses pengelasan
7. Lembar Penilaian hasil Praktek.
Indonesia Australia Partnership for Skills Development Page 45Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENILAIAN KRITERIAHASIL KETERA
NGANBENAR SALAH
1 Tinggi Kaki las 8- 10 mm dari permukaan benda kerja
2 Kelurusan jalur pengelasan
Maximum 1 kali diameter kawat elektroda
3 Prosity benda kerja Tidak terjadi pososity
4 Undercut Under cut maximum 10% dari panjang benda kerja
6 Deformasi Maximum 5% dari panjang benda kerja
Penilai
Tugas 4
PENGELASAN SAMBUNGAN SUDUT POSISI HORIZONTAL (2 F)Indonesia Australia Partnership for Skills Development Page 46Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
1. TujuanSetelah mempelajari dan berlatih tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sambungan sudut posisi horizontal (2F) dengan kriteria sebagai berikut :
- Tidak ada retak pada sisi-sisi pengelasan.
- Ketinggian las (Throat ) 10 mm serta alur las lurus dan rata.
- Tidak ada Porosity, under cut maximum 10% dari panjang benda kerja.
- Tidak terjadi deformasi (5% dari panjang benda kerja)
2. Alat – alat dan Bahan. 1 Unit mesin SAW .
Kawat Elektroda 1 Roll dengan Diameter 5 mm.
Plat baja carbon rendah dengan ukuran 1000 x 200 x 20 mm tebal.
Fluksi tipe Union S32.
Peralatan Bantu.
Peralatan Keselamata dan Kesehatan Kerja.
3. Keselamatan dan Kesehatan Kerja. Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.
Gunakan pakaian kerja praktek yang sesuai.
Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Prosedure yang ada.
Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.
Selalu mulai kerja dengan memperhatikan prosedur keamanan dan prosedur kerja yang ada.
4. Posisi Benda Kerja dan Wire Elektroda.
Indonesia Australia Partnership for Skills Development Page 47Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
5. Langkah Kerja. Persiapan benda kerja sesuai gambar kerja didalam Welding Procedur.
Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.
Pengaturan parameter mesin las sesuai Welding Procedure.
Melakukan pengelasan.
Pembersihan terak dan kotoran las.
Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.
Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.
6. Lembar Pengamatan Praktek.
Indonesia Australia Partnership for Skills Development Page 48Batam Institutional Development Projectdocument.doc
Arah Gerakan
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENGAMATAN KRITERIA
HASIL KETERANGANBENAR SALAH
1 Keselamatan dan Kesehatan Kerja
Ketepatan Penggunaan alat –alat kerja, Pakaian, Sepatu dll.
2 Peralatan KerjaKetepatan alat-alat kerja yang dipergunakan
3 Parameter Pengelasan
Penyetelan Parameter Pengelasan sesuai dengan Welding Prosedur yang telah ditetapkan.
4 Proses Pengelasan
Cara melakukan / menjalankan mesin Las serta tingkat pengontrolan selama proses
5 Akhir Pekerjaan
Kerapihan alat-alat yang dipergunakan selama proses pengelasan
7. Lembar Penilaian hasil Praktek.
Indonesia Australia Partnership for Skills Development Page 49Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENILAIAN KRITERIAHASIL KETERA
NGANBENAR SALAH
1 Tinggi Kaki las 8- 10 mm dari permukaan benda kerja
2 Kelurusan jalur pengelasan
Maximum 1 kali diameter kawat elektroda
3 Prosity benda kerja Tidak terjadi pososity
4 Undercut Under cut maximum 10% dari panjang benda kerja
6 Deformasi Maximum 5% dari panjang benda kerja
Penilai
Tugas 5
PENGELASAN SAMBUNGAN TUMPUL KAMPUH X POSISI 1 G Indonesia Australia Partnership for Skills Development Page 50Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
1. TujuanSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat serta mengerti bentuk pengelasan sambungan tumpul kampuh X posisi Flat (1G) dengan kriteria sebagai berikut :
- Tidak ada retak pada sisi-sisi pengelasan
- Alur las lurus dan ketinggian Capping las rata ( 3-5 mm )
- Porosity, under cut maximum 10%.
- Tidak terjadi deformasi , maximum 5% dari panjang benda kerja
2. Alat – alat dan Bahan. 1 Unit mesin SAW.
Kawat Elektroda 1 Roll dengan Diameter 5 mm.
Plat baja karbon rendah dengan ukuran 1000 x 200 x 20 mm tebal.
Fluksi tipe Union S32.
Peralatan Bantu.
Peralatan Keselamata dan Kesehatan Kerja.
3. Keselamatan dan Kesehatan Kerja. Rapikan serta haluskan sisi-sisi plat dengan kikir atau gerinda.
Gunakan pakaian kerja praktek yang sesuai.
Lakukan prosedur persiapan Pengelasan sesuai dengan Welding Procedure yang ada.
Tanyakan ke Pembimbing praktek jika belum mengerti benar apa yang akan dilakukan.
Selalu mulai kerja dengan memperhatikan prosedur keamanan dan prosedur kerja yang ada.
4. Gambar Kerja
Indonesia Australia Partnership for Skills Development Page 51Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
5. Langkah Kerja. Persiapan benda kerja sesuai gambar kerja didalam Welding Procedur.
Pengaturan benda benda kerja sesuai dengan posisi yang ditentukan.
Pengaturan parameter mesin las sesuai Welding Procedure.
Melakukan pengelasan.
Pembersihan terak dan kotoran las.
Memeriksakan hasil pengelasan setiap jalur kepada Pembimbing.
Menyererahkan / memberitahukan hasil benda kerja kepada Pembimbing untuk diperiksa.
6. Lembar Pengamatan Praktek.
Indonesia Australia Partnership for Skills Development Page 52Batam Institutional Development Projectdocument.doc
90°
8
30
70°
18
412
3 45
68 79
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENGAMATAN KRITERIA
HASIL KETERANGANBENAR SALAH
1 Keselamatan dan Kesehatan Kerja
Ketepatan Penggunaan alat –alat kerja, Pakaian, Sepatu dll.
2 Peralatan KerjaKetepatan alat-alat kerja yang dipergunakan
3 Parameter Pengelasan
Penyetelan Parameter Pengelasan sesuai dengan Welding Prosedur yang telah ditetapkan.
4 Proses Pengelasan
Cara melakukan / menjalankan mesin Las serta tingkat pengontrolan selama proses
5 Akhir Pekerjaan
Kerapihan alat-alat yang dipergunakan selama proses pengelasan
7. Lembar Penilaian hasil Praktek.
Indonesia Australia Partnership for Skills Development Page 53Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Nama Pekerjaan :Nama Peserta :Lama Pekerjaa : Mulai Praktek …………………………………………….
Selesai Praktek……………………………………………
NO ASPEK PENILAIAN KRITERIAHASIL KETERA
NGANBENAR SALAH
1 Tinggi Capping las 2 - 3 mm dari permukaan benda kerja
2 Kelurusan jalur pengelasan
Maximum 1 kali diameter kawat elektroda
3 Prosity benda kerja Tidak terjadi pososity
4 Undercut Tidak ada undercut yang terjadi
6 Deformasi Maximum 5% dari panjang benda kerja
Penilai
OHT 1
Indonesia Australia Partnership for Skills Development Page 54Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
Transparansi
PRINSIP KERJA LAS BUSUR RENDAM
Indonesia Australia Partnership for Skills Development Page 55Batam Institutional Development Projectdocument.doc
Cairan Las
Cerobong
Slag
Base Metal
Wire Elektroda
NozzleFluks
Bab 4 Strategi Penyajian Transparansi
OHT 2
1.3. Parameter Pengelasan.Kestabilan dari busur api yang terjadi pada saat pengelasan merupakan masalah yang paling banyak terjadi dalam proses pengelasan dengan SAW, oleh karena itu kombinasi dari Arus listrik (I) yang dipergunakan dan Tegangan (V) harus benar-benar sesuai dengan spesifikasi Kawat Elektroda dan Fluksi yang dipakai.
1.3.1. Pengaruh dari Arus Listrik ( I)Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan meningkatkan Penetrasi serta memperbesar kuantiti lasnya.Penetrasi akan meningkat 2 mm per 100 A dan Kuantiti las meningkat juga 1,5 Kg/jam per 100 A.
PENGARUH ARUS LISTRIK
Indonesia Australia Partnership for Skills Development Page 56Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 3
Sedangkan pengaruhnya terhadap Diameter Kawat elektroda yang dipergunakan pada saat proses Pengelasan adalah Diammeter (mm) x (100-200) (A).
Kawat Diameter
(mm)
Arus listrik (A)
Wire Dimetr (mm)
Arus listrik (A)
1,2 120 – 250 3 280 – 6501,6 160 – 350 4 350 – 9002,0 200 – 450 5 500 – 11002,5 240 – 570 6 600 - 1400
1.3.2. Pengaruh dari Tegangan Listrik (V).Setiap peningkatan tegangan listrik (V) yang dipergunakan pada proses pengelasan akan semakin memperbesar jarak antara Tip Elektroda dengan Material yang akan di Las, sehingga busur Api yang terbentuk akan menyebar dan mengurangi Penetrasi pada material las.Konsumsi Fluksi yang dipergunakan akan meningkat sekitar 10% pada setiap kenaikan 1 Volt tegangan .
Indonesia Australia Partnership for Skills Development Page 57Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 4
1.3.3. Pengaruh Kecepatan Pengelasan.Jika kecepatan awal pengelasan dimulai pada kecepatan 40 Cm/Menit, setiap pertambahan kecepatan akan membuat bentuk butiran las yang kecil (Welding Bead), penetrasi, lebar serta kedalam las pada benda kerja akan berkurang.Tetapi jika kecepatan pengelasannya berkurang / dibawah 40 Cm/Menit cairan las yang terjadi dibawah busur api las akan menyebar serta penetrasi yang dangkal, hal ini dikarenakan over Heat.
1.3.4. Pengaruh dari jenis listrik (AC atau DC)Pengelasan dengan Kawat Elektroda Tunggal pada umumnya menggunakan tipe arus Direct Current (DC), Elektroda Positif (EP), jika menggunakan Elektroda Negatif (EN) penetrasi yang terbentuk akan rendah dan kuantiti las yang tinggi.Pengaruh dari arus alternating Curret (AC) pada bentuk butiran las dan kuantiti pengelasan antara Elektroda positif dan Negatif adalah sama yaitu cenderung porosity, oleh karena itu dalam proses pengelasan yang menggunakan arus AC harus memakai Fluksi yang khusus.
Indonesia Australia Partnership for Skills Development Page 58Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 5
Tabel 2 –1. Specific Flux Consumption
Jenis Pengelasan
Elektroda A V Kg FluksiKg Kawat Elektroda
Bead pada PlatBead pada PlatBead pada PlatBead pada Plat
+++-
400550700550
28313431
1,401,301,101,00
FilletFillet
++
400570
2830
0,850,55
3. Pass ButtPengelasa 12 mm
++
500540
2830 0,90
Indonesia Australia Partnership for Skills Development Page 59Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 6
Table 2 – 2. Ukuran Partikel
Ukuran Partikel ENTyler
(Mes per In2
<0,1 - 0,80,3 - 2,5
D - 83 - 25
20 x D (=Dust)8 x 24
Kuantiti : tergantung pada penggunaannya ( Lihat Table 2-1 ). Ukuran Partikel : Lihat Table 2 – 2, pada umumnya ukuran Fluks
sudah tertentu. Paket : Rata – rata dalam 1 paket berat dari Fluks 50 Kg /
karung.
Indonesia Australia Partnership for Skills Development Page 60Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 7
Indonesia Australia Partnership for Skills Development Page 61Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 8
Pengelasan Sambungan tumpul 2 Sisi ( 2 PASS BUTT WELDING )
Tebal Plat
(mm)
Wire Elektroda Diameter
(mm)
Langkah Pengelasan
(mm)
Tegangan Listrik
(V)
Arus Listrik(mm)
Kecepatan Pengelasan
(M/Jam)
6 41 35 300
502 35 350
8 41 35 450
462 35 500
10 41 35 500
422 35 550
12 51 35 600
382 35 700
14 51 35 650
352 35 750
Indonesia Australia Partnership for Skills Development Page 62Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 9
Pengelasan Sambungan Tumpul Jalur Bertumpuk( Multi Layer Butt Welding).
Proses pengelasan pada daerah akar, pada umumnya dilakukan dengan proses pengelasan SMAW atau GMAW, dimana jika proses pengelasan akarnya dengan SMAW maka tipe Elektroda yang dipergunakan harus tipe Basic, hal ini bertujuan untuk mengurangi kadar Hydrogen yang berada daerah Akar tersebut.
Indonesia Australia Partnership for Skills Development Page 63Batam Institutional Development Projectdocument.doc
90°
8
30
70°
18
412
3 45
68 79
Bab 4 Strategi Penyajian Transparansi
OHT 10
Namun pengelasan Akar dapat juga dilakukan dengan SAW, dengan melakukan persiapan yang benar-benar tepat dan jika perlu dilakukan percobaan terlebih dahulu, misalnya dengan cara mengurangi besarnya arus listrik yang dipakai serta Fluksi dan Kawat elektroda berdiameter yang tepat. Hal ini bertujuan untuk menghindari rusaknya daerah Akar / berlobang akibat besarnya panas yang ditimbulkan oleh pengelasan dengan SAW.
Indonesia Australia Partnership for Skills Development Page 64Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
Indonesia Australia Partnership for Skills Development Page 65Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
BAB 5 CARA MENILAI UNIT INI
Apa yang Dimaksud dengan Penilaian ?Penilaian adalah proses pengumpulan bukti-bukti hasil ujian/pekerjaan dan pemberian nilai atas kemajuan peserta pelatihan dalam mencapai kriteria unjuk kerja seperti yang dimaksud dalam Standar Kompetensi. Bila pada nilai yang ditetapkan telah tercapai ( sesuai dengan kriteria ), maka dinyatakan bahwa kompetensi sudah dicapai . Penilaian lebih untuk mengidentifikasi pencapaian dan penguasaan kompetensi peserta pelatihan dari pada hanya untuk membandingkan prestasi peserta terhadap peserta lain.
Apa yang Dimaksud dengan Kompeten?Tanyakan pada diri Anda sendiri : “Kemampuan kerja apa yang benar-benar dibutuhkan oleh peserta pelatihan”?
Jawaban terhadap pertanyaan ini akan mengatakan kepada Anda tentang apa yang kita maksud dengan kata “kompeten”. Untuk menjadi kompeten dalam suatu pekerjaan yang berkaitan dengan keterampilan berarti bahwa orang tersebut harus mampu untuk :
menampilkan keterampitan pada level (tingkat) yang dapat diterima mengorganisikan tugas-tugas yang dibutuhkan. merespon dan bereaksi secara layak bila sesuatu salah memenuhi suatu peranan dalam sesuatu rangkaian tugas-tugas pada pekerjaan mentransfer/mengimplementasikan keterampilan dan pengetahuan pada situasi
baru.
Bila Anda menilai kompetensi ini Anda harus mempertimbangkan seluruh issue-issue di atas untuk mencerminkan sifat kerja yang nyata .
Pengakuan Kompetensi yang DimilikiPrinsip penilaian terpadu memberikan pengakuan terhadap kompetensi yang ada tanpa memandang dari mana kompetensi tersebut diperoleh. Penilai mengakui bahwa individu-individu dapat mencapai kompetensi dalam berbagai cara:
kualifikasi terdahulu belajar secara informal.
Pengakuan terhadap kompetensi yang ada dengan mengumpulkan bukti-bukti kemampuan untuk dinilai apakah seseorang telah memenuhi standar kompetensi, baik memenuhi standar kompetensi untuk suatu pekerjaan maupun untuk kualifikasi formal.
Kualifikasi PenilaiDalam kondisi Iingkungan kerja, seorang peniIai industri yang diakui akan menentukan apakah seorang pekerja mampu melakukan tugas yang terdapat dalam unit kompetensi ini . Untuk menilai unit ini mungkin Anda akan memilih metode yang ditawarkan dalam pedoman ini, atau mengembangkan metode Anda sendiri untuk melakukan penilaian. Para penilai harus memperhatikan petunjuk penilaian dalam standar kompetensi sebelum memutuskan metode penilaian yang akan dipakai.
Indonesia Australia Partnership for Skills Development Page 66Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
Ujian yang DisarankanUmumUnit Kompetensi ini, secara umum mengikuti format berikut:
(a) Menampilkan pokok keterampilan dan pengetahuan untuk setiap sub-kompetensi/kriteria unjuk kerja.
(b) Berhubungan dengan sesi praktik atau tugas untuk memperkuat teori atau mempersiapkan praktik dalam suatu keterampilan.
Hal ini penting sekali, di mana peserta dinilai (penilaian formatif) pada setiap elemen kompetensi. Mereka tidak boleh melanjutkan unit berikutnya sebelum mereka benar-benar menguasai (kompeten) pada materi yang sedang dilatihkan .
Sebagai patokan disini seharusnya paling sedikit satu penilaian tugas untuk pengetahuan pokok pada setiap elemen kompetensi. Setiap sesi praktik atau tugas seharusnya dinilai secara individu untuk tiap Sub-Kompetensi. Sesi praktik seharusnya diulang sampai tingkat penguasaan yang disyaratkan dari sub kompetansi dicapai.
Tes pengetahuan pokok biasanya digunakan tes obyektif. Sebagai contoh, pilihan ganda, komparasi, mengisi/melengkapi kalimat. Tes essay dapat juga digunakan dengan soal-soal atau pertanyaan yang relevan dengan unit ini.
Penilaian untuk unit ini, berdasar pada dua hal yaitu:
pengetahuan dan keterampilan pokok hubungan dengan keterampilan praktik.
Untuk penilaian unit ““Pengenalan Las Bususr Rendam “ disarankan hal-hal sebagai berikut ::
Penilaian Pengetahuan Pokok
Penilaian Satu
Tes berdasarkan pada soal-soal berikut ini.
1. Pengertian tentang Mesin las Busur rendam (SAW ).Jelaskan serta gambarkan dengan jelas pertanyaan-pertanyaan dibawah ini !1. Gambarkan secara jelas bagian-bagian utama mesin las SAW beserta fungsinya!
2. Jelaskan prinsip kerja dari mesin las SAW untuk tipe Single Wire !
Indonesia Australia Partnership for Skills Development Page 67Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
Penilaian Dua
2. Pengertian tentang Klasifikasi Kawat Elektroda dan Fluksi.Jelaskan pertanyaan-pertanyaan berikut dengan singkat dan jelas !
1. Apakah perbedaan mendasar antara Elektroda SMAW dengan Kawat Elektroda serta Fluksi Yang dipergunakan dalam mesin las Busur rendam ?
2. Sebutkan macam-macam Fluksi yang dipergunakan pada proses pengelasan SAW ?
3. Jelaskan fungsi serta cara rekondisi Kawat Elektroda ?
Penilaian Tiga
3. Prosedur Persiapan Pengelasam.Jelaskan pertanyaan-pertanyaan berikut dengan singkat dan jelas !
1. Jelaskan secara lengkap proses pengelasan sambungan tumpul 2 sisi.
2. Uraikan prosedur pengelasan serta pengaturan parameter pengelasan pada no 1 diatas.
3. Jelaskan secara singkat dengan dilengkapi gambar-gambar tentang arah, gerakan serta jarak pengelasan pada posisi :
Pengelasan susut 1F.
Pengelasan sambungan tumpul jalur bertumpuk.
Indonesia Australia Partnership for Skills Development Page 68Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
Penilaian Ketrampilan Pokok
Meliputi Tugas 1 – 5
Bagian Penilaian Praktik
Bagian SatuTugas 1
Praktik: BSDC-0714-Prinsip Kerja SAW
Bagian Dua
Tugas 2
Praktik: BSDC-0714-Pengelasan Sambungan Tumpul Kampuh V
Tugas 3
Praktik: BSDC-0714-Pengelasan Sambungan Sudut Posisi - 1F
Bagian Tiga
Tugas 4
Praktik: BSDC-0714 - Pengelasan Sambungan Sudut posisi Horizontal - 2F
Tugas 5
Praktik: BSDC-0714 – Pengelasan sambungan Tumpul Kampuh X Posisi – 1G
Setiap pelaksanaan Praktik hendaknya dinilai secara individual dan bila kriteria yang minimal yang ditetapkan belum dicapai, maka peserta pelatihan harus mengulang seluruh tes atau komponen tes yang belum tercapai, sehingga tingkat penguasaan suatu pengetahuan atau ketrampilan dapat terpenuhi.
Sedangkan secara lisan dapat dipergunakan untuk melakukan tes-tes secara individual dalam rangka menekankan materi atau ketrampilan yang dirasa sangat penting.
Berikut ringkasan Penilaian Pengetahuan dan Ketrampilan :
Indonesia Australia Partnership for Skills Development Page 69Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
Elemen Kriteria Unjuk KerjaYa Tidak
Perlu Latihan
Lanjutan1.0 Mengindentifikasi
serta menjelaskan fungsi-fungsi pokok Mesin las busur rendam ( SAW)
1.1.Prinsip kerja Mesin las busur rendam dijabarkan.
1.2 Jenis – jenis mesin las busur rendam diidentifikasikan.
1.3. Parameter pengelasan mesin las busur rendam.
2.0 Menjelaskan Jenis dan ukuran kawat elektroda dan fluksi.
2.1. Jenis-jenis fluksi diidentifikasi dan dijelaskan
2.2. Jenis-jenis kawat elektroda diidentifikasikan dan penggunaannya dijjelaskan
2.3. Rekondisi Kawat Electroda dan Fluksi.
3.0 Persiapan Pengelasan
3.1.Persiapan kabel Listrik dijelaskan dan didemonstrasikan
3.2. Pengaturan Ketinggian Fluksi dijelaskan dan didemonstrasikan.
3.3.Penyetelan Gap Elektroda (Stick out) dijelaskan dan didemonstrasikan.
4.0. Melaksanakan pengelasan dengan mesin las busur rendam ( SAW)
4.1. Pengelasan sambungan tumpul 2 sisi (Two Pass Butt Welding)
4.2.Pengelasan sambungan tumpul jalur bertumpuk (Multilayer Butt Joint)
4.3. Pengelasan sambungan tumpul 1 sisi (Single Butt Welding)
Indonesia Australia Partnership for Skills Development Page 70Batam Institutional Development Projectdocument.doc
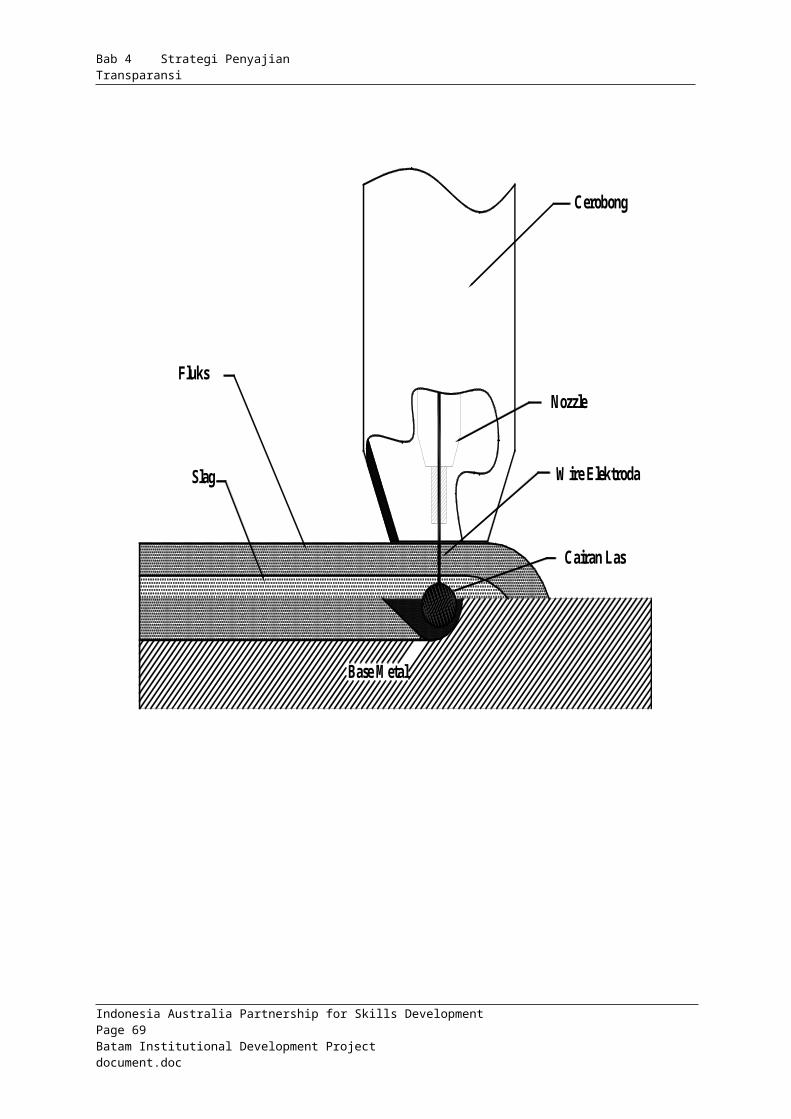
Bab 5 Cara Menilai Unit ini
Checklist yang Disarankan Bagi PenilaiModul : Pengenalan Las Busur Rendam ( SAW )Nama Peserta : Nama Penilai :
Apakah telah memberikan bukti-bukti yang cukup yang menunjukkan bahwa peserta dapat : Catatan
Menjelaskan tentang :- Prinsip Kerja.- Bagian utama dan fungsi.- Parameter Pengelasan
….
….
….
Menjelaskan tentang :- Penggunaan dan fungsi Kawat Elektroda dan Fluksi - Rekondisi Kawat Elektroda dan Fluksi.
….
….
….
….
Persiapan Pengelasan :- Pengaturan Kabel listrik- Pengaturan Ketinggian Fluksi - Pengaturan Gap Elektroda ( Stick Out ).
….
Melaksanakan Pengelasan- Pengalasan Sambungan Tumpul 2 sisi- Pengelasan Sambungan Tumpul Jalur Bertumpuk - Pengelasan Sambungan Tumpul 1 Sisi.
….
Prosedur keselamatan kerja di bengkel didemonstrasikan. ….
Indonesia Australia Partnership for Skills Development Page 71Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit ini
Lembar Penilaian
Unit : Pengenalan Mesin las Busur Rendam
Nama Perserta Pelatihan : ……………………………………
Nama Penilai : ………….………………..……….
Peserta yang Dinilai : Kompeten
Kompetensi yang Dicapai
Umpan balik untuk Peserta:
Tanda tanganPeserta sudah diberitahu tentang hasil penilaian dan alasan-alasan mengambil keputusan
Tanda tangan Penilai:
Tanggal:
SAYA SUDAH DIBERITAHU TENTANG HASIL PENILAIAN DAN ALASAN MENGAMBIL KEPUTUSAN TERSEBUT.
Tanda tangan Peserta Pelatihan:
Tanggal:
Indonesia Australia Partnership for Skills Development Page 72Batam Institutional Development Projectdocument.doc



![POLA SEBARAN EMISI CEROBONG ASAP: STUDI …repo.polinpdg.ac.id/603/1/ASCNITech_2016_REKAYASA_-_Fazrol_Rozi... · Daftar Pustaka [1] Lamport, ... Canada. [2] Li, Shujun., Zheng, Xuan.,](https://static.fdokumen.com/doc/165x107/5b0d81e27f8b9ab7658c8030/pola-sebaran-emisi-cerobong-asap-studi-repo-pustaka-1-lamport-canada-2.jpg)