
fitriyani pc10
29
PERCOBAAN I INPUT DAN OUTPUT PENGENDALIAN PROSES (KALIBRASI VOLTMETER DAN PROCESS CONTROLLER) I. Tujuan Percobaan 1. Mengkalibrasi voltmeter dan process controller pada alat PC 10 2. Mengubah setting variabel pada process controller. 3. Dapat menentukan input dan output yang tedapat di alat PCT 10 II. Alat yang digunakan : Alat PC 10 Kabel penghubung trimtool III. Teori Dasar Input atau masukan adalah efek dari lingkungan ke suatu proses kimia, sedangkan output atau keluaran adalah efek dari proses kimia ke lingkungan. Dalam suatu pengendalian hubungan antara input, proses dan output merupakan satu loop (siklus) yang utuh. Output merupakan keluaran dari proses yang menerima input.
-
Upload
muhammadrickykb -
Category
Documents
-
view
38 -
download
2
description
Tugas
Transcript of fitriyani pc10

PERCOBAAN I
INPUT DAN OUTPUT PENGENDALIAN PROSES
(KALIBRASI VOLTMETER DAN
PROCESS CONTROLLER)
I. Tujuan Percobaan
1. Mengkalibrasi voltmeter dan process controller pada alat PC 10
2. Mengubah setting variabel pada process controller.
3. Dapat menentukan input dan output yang tedapat di alat PCT 10
II. Alat yang digunakan :
Alat PC 10
Kabel penghubung
trimtool
III.Teori Dasar
Input atau masukan adalah efek dari lingkungan ke suatu proses kimia,
sedangkan output atau keluaran adalah efek dari proses kimia ke lingkungan.
Dalam suatu pengendalian hubungan antara input, proses dan output
merupakan satu loop (siklus) yang utuh. Output merupakan keluaran dari proses
yang menerima input.
Input dapat dibagi dua yaitu:
1. Variabel yang dimanipulasi (diubah) ; apabila harga input tersebut berasal dari
operator atau pengendali (controller).
2. Gangguan ; apabila harga input tersebut berasal dari lingkungan dan bukan
berasal dari pengendali atau operator.
Output dibagi dua yaitu :
1. Output terukur ; apabila harga output tersebut dapat diukur.
2. Output tak terukur ; apabila harganya tidak dapat atau tak bisa diukur..

Pada alat PCT 10 terdapat lebih dari satu input dan lebih dari satu output,
masing-masing dapat dilihat dari tulisan yang terdapat dibagian bawah soket
merah/hitam (polaritas arus). Satu input dapat memberikan beberapa output,
seperti yang terdapat pada process controller, atau beberapa input
menghasilkan satu output. Dari hasil pengaturan controller, maka input ke
process controller menjadi harga pengukuran yang kemudian dievaluasi sesuai
setting didalam controller dan menghasilkan output pengendali berupa sinyal
untuk mengubah variabel yang dimanipulasi.
Sistem kontrol proses terdiri atas sekumpulan piranti dan peralatan
elektronik yang mampu menangani dkestabilan, akurasi dan mengeliminasi
transisi status yang berbahaya dalam proses produksi. Masing-masing
komponen dalam sistem kontrol proses tersebut memengang peranan
pentingnya dalam sistem masing-masing, tidak peduli ukurannya. Misalnya
saja, jika sensor tidak ada atau rusak atau tidak bekerja, maka sistem kontrol
poses tidak akan tahu apa yang terjadi dalam proses yang sedang berjalan.
Alat PC 10 setiap akan digunakan haruslah diperiksa kondisinya agar alat
tersebut dapat dipergunakan dan memberikan hasil pengukuran dan
pembacaan yang benar. Pemeriksaan dilakukan dengan melakukan kalibrasi
terhadap voltmeter dan process controller.
Input dan output pada alat PC 10 umumnya adalah arus listrik dalam
rentang 4 mA – 20 mA, namun alat PC 10 ini juga dirancang untuk dapat
dipergunakan bersamaan dengan alat PC 13 (aksesori pengendali temperatur)
dan alat PC 14 (aksesori pengendali tekanan) segingga juga dapat menerima
input dalam bentuk tekanan (psig) maupun temperatur (oC). Sedangkan output
pada alat PC 10 ini dapat berupa arus listrik 4 mA – 20 mA dan tegangan
listrik 0 volt – 1 volt. Listrik yang dipergunakan pada alat PC 10 adalah listrik
dari PLN 220 volt (240 VAC) yang oleh alat PC 10 menjadi sumber output 4
mA – 20 mA, soket 24 VAC maupun soket 240 VAC.
Kalibrasi pada alat PC 10 terbagi 2:
a. Kalibrasi Voltmeter
Mengalibrasi sumber input 4 mA – 20 mA dari tombol manual output
menjadi tegangan listrik 0,200 volt – 1,000 volt
4 mA (melalui resistor 50 Ω ) ≈ 0,200 volt (200 mV)
20 mA (melalui resistor 50 Ω ) ≈ 1,000 volt (1000 mV)
Pada kalibrasi voltmeter digunakan alat trimtool yang berbentuk
seperti obeng yang kemudian dipergunakan untuk memutar sekrup
pada soket span dan soket zero agar harga pada voltmeter dapat
diperbesar atau diperkecil menjadi 0,200 volt – 1,000 volt.
b. Kalibrasi Process Controller
Mengalibrasi sumber input 4 mA – 20 mA dari tombol manual output
menjadi harga variabel process 0% (zero) – 1-
4 mA ≈ 0 %
20 mA ≈ 100 %
Kalibrasi process controller dilakukan setelah kalibrasi voltmeter
dengan memasukkan harga variabel process pada tabel konfigurasi

IV. Prosedur Kerja
1. Kalibrasi Voltmeter
1. Alat PC 10 dihidupkan dengan menghubungkan kabel utama (warna
putih) ke soket PLN.
2. Lever sekring pada bagian depan kanan atas diangkat, 2 tombol hitam
besar pada bagian atas ditekan bergantian. Lampu merah menyala
menunjukkan alat PC 10 telah dinyalakan.
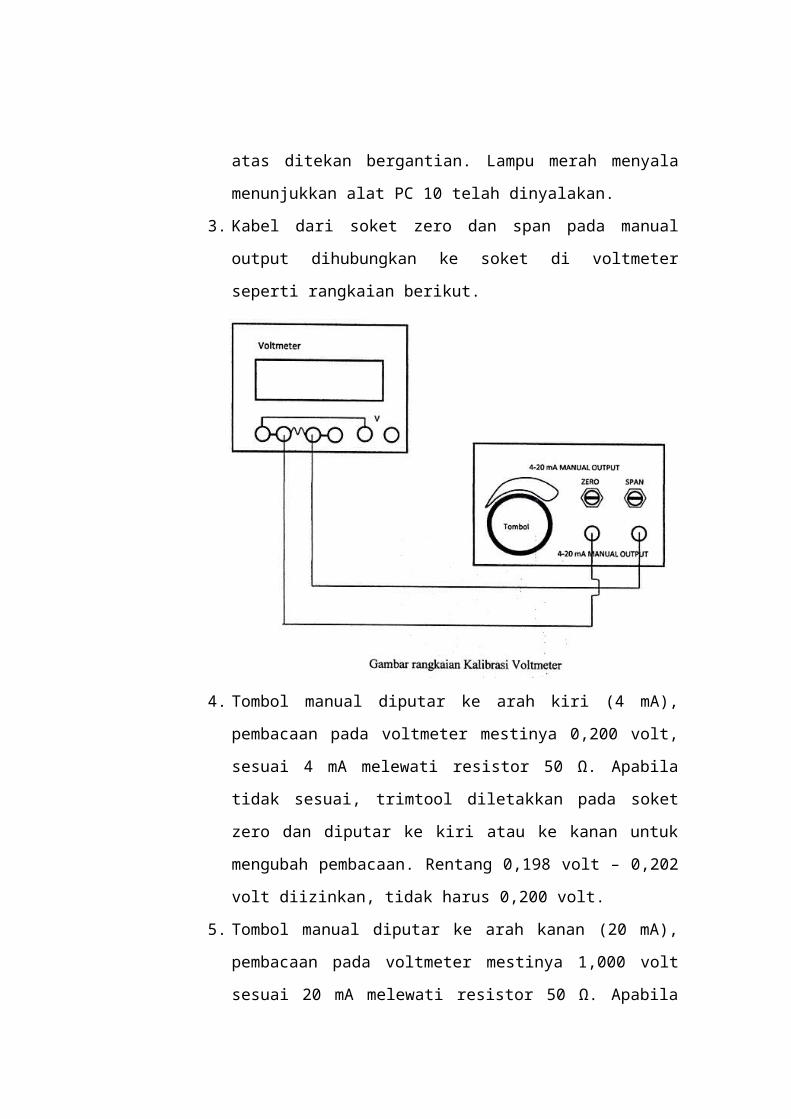
3. Kabel dari soket zero dan span pada manual output dihubungkan ke
soket di voltmeter seperti rangkaian berikut.
4. Tombol manual diputar ke arah kiri (4 mA), pembacaan pada
voltmeter mestinya 0,200 volt, sesuai 4 mA melewati resistor 50 Ω.
Apabila tidak sesuai, trimtool diletakkan pada soket zero dan diputar
ke kiri atau ke kanan untuk mengubah pembacaan. Rentang 0,198
volt – 0,202 volt diizinkan, tidak harus 0,200 volt.
5. Tombol manual diputar ke arah kanan (20 mA), pembacaan pada
voltmeter mestinya 1,000 volt sesuai 20 mA melewati resistor 50 Ω.

Apabila tidak sesuai, trimtool diletakkan pada soket span dan diputar
ke kiri atau kanan untuk mengubah pembacaan. Rentang 0,998 volt –
1,002 volt diizinkan, tidak harus 1,000 volt.
6. Putar ke kiri atau ke kanan diulangi untuk memastikan pembacaan
yang benar dan konstan.
7. Salah satu kabel dilepaskan, harga di layar voltmeter diamati
8. Posisi kabel di tombol manual output 4 – 20 mA diubah, + ke –, – ke
+, pembacaan pada layar voltmeter diamati
2. Kalibrasi Process Controller
1. Kabel dari manual output PC 10 dihubungkan ke soket input
process controller pada bagian kiri depan alat. Hubungan (+) dan
(-) diperhatikan.
2. Pengaturan harga process controller dilakukan untuk kalibrasi
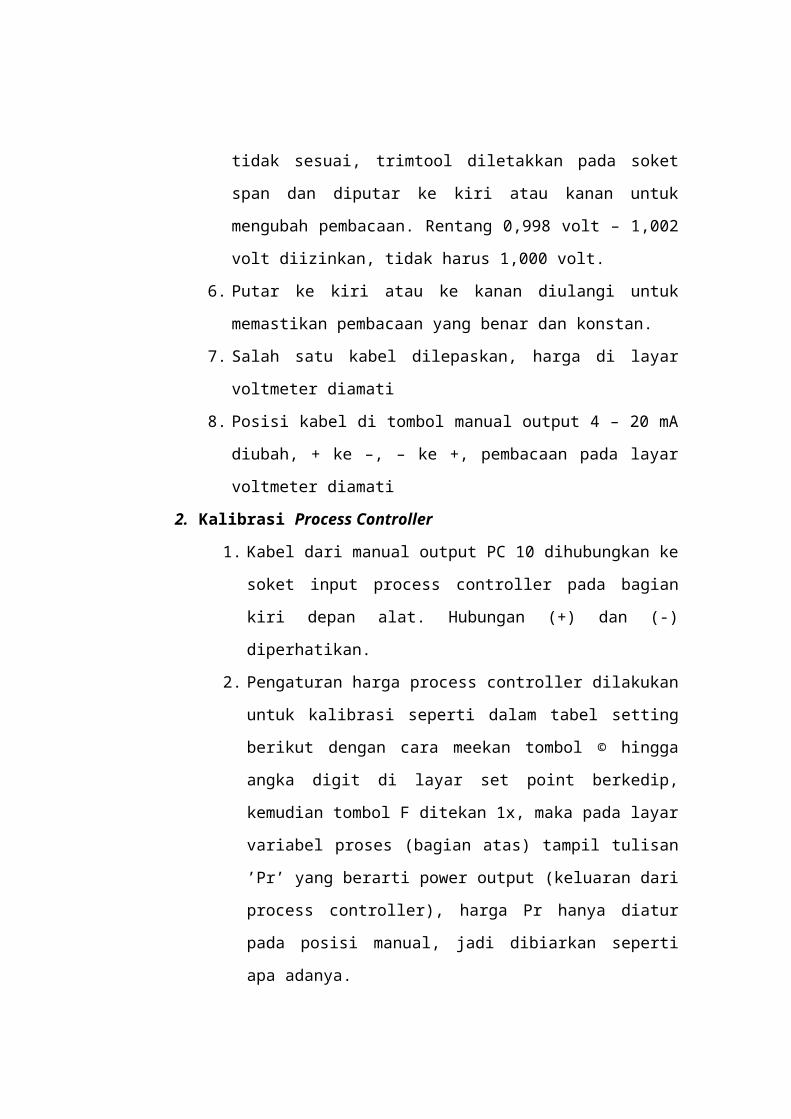
seperti dalam tabel setting berikut dengan cara meekan tombol ©
hingga angka digit di layar set point berkedip, kemudian tombol F
ditekan 1x, maka pada layar variabel proses (bagian atas) tampil
tulisan ’Pr’ yang berarti power output (keluaran dari process
controller), harga Pr hanya diatur pada posisi manual, jadi
dibiarkan seperti apa adanya.
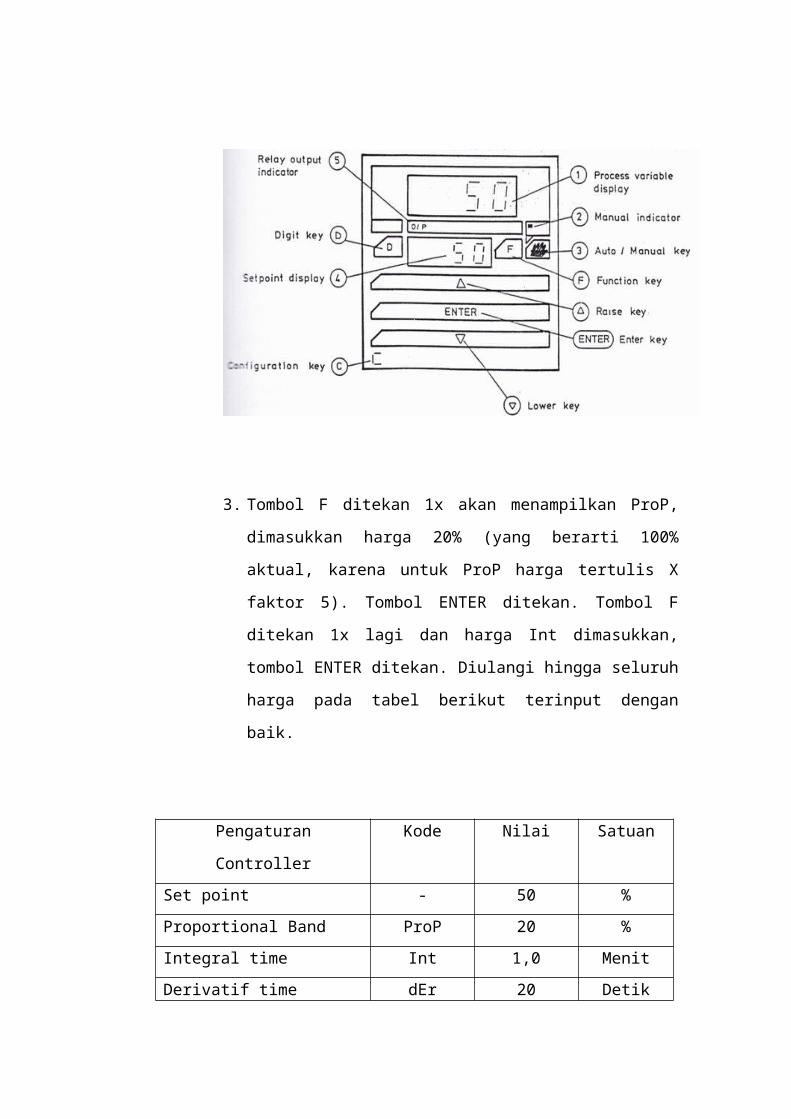
3. Tombol F ditekan 1x akan menampilkan ProP, dimasukkan harga
20% (yang berarti 100% aktual, karena untuk ProP harga tertulis X
faktor 5). Tombol ENTER ditekan. Tombol F ditekan 1x lagi dan
harga Int dimasukkan, tombol ENTER ditekan. Diulangi hingga
seluruh harga pada tabel berikut terinput dengan baik.
Pengaturan Controller Kode Nilai Satuan
Set point - 50 %
Proportional Band ProP 20 %
Integral time Int 1,0 Menit
Derivatif time dEr 20 Detik
Waktu siklus (cycle time) Cy-t 10 Detik
Histerisis HySt 5 %
Batas daya (power limit) Pr-L 100 %
Batas set point (set point limit) SP-L 100 %
Rentang (range) CS-1 - 0 5 8 -
Aksi kontrol (control action) CS-2 - r - - -
CS-3 A L A H -
Kalibrasi
Span SPAn 100% pada 20 mA
Zero ZerO 0% pada 4 mA
Tombol F ditekan 1x untuk pindah ke variabel lain. JANGAN
LUPA tombol ENTER ditekan setelah menginput harga baru.
Apabila tombol ENTER tidak ditekan, maka process controller
akan tetap memamakai harga setting sebelumnya.
Apabila tidak terdapat harga variabel tersebut dalam tabel,
dilewatkan dengan menekan tombol F.
4. Saat SPAN terbaca di layar variabel proses, tombol manual 4 – 20
mA diputar searah jarum jam ke 20 mA, kemudian harga 100
dimasukkan dengan menekan tombol digit. JANGAN MENEKAN
TOMBOL ENTER. Tombol F ditekan 1x.
5. Saat ZERO terbaca di layar variabel proses, tombol manual 4 – 20
mA diputar berlawanan arah jarum jam ke 4 mA, kemudian harga -
0 dimasukkan dengan menekan tombol digit. TOMBOL ENTER
DITEKAN. Process controller melakukan konfigurasi, menunggu
hingga latar stabil dan harga yang terbaca di layar variabel proses
diperiksa.
6. Tombol manual output 4 – 20 mA diputar ke 20 mA dan
pembacaan pada layar variabel proses diamati menunjukkan 100%
dan ketika ke 4 mA layar menampilkan 0%. Prosedur diulangi dan
diperiksa harga setting tabel apabila saat diperiksa tidak
menampilkan 100% dan 0%.
V. Data Pengamatan
NoVoltmeter Process Controller
4 mA 20 mA 4 mA 20 mA
1 0,201 v 1,000 v 0,00 % 94,0 %
2 0,202 v 1,001 v 0,00 % 93,9 %
VI. Analisa Percobaan
Pada percobaan ini terlebih dahulu melakukan kalibrasi pada alat, alat PC – 10
dikalibrasi yaitu dengan mengkalibrasi voltmeter dan kalibrasi Process Controller.
Kegunaan dari proses kalibrasi adalah agar alat PC 10 tersebut siap digunakan dan
mendapatkan hasil pengukuran serta pembacaan yang benar dan akurat.
Perbedaan antara kalibrasi voltmeter dengan kalibrasi process controller terletak
pada perubahan sinyal listrik yang berasal dari tombol manual output.
Untuk kalibrasi voltmeter, keluaran dari manual output dihubungkan ke
input voltmeter melewati resistor 50 ohm dimana arus keluaran minimal 4 mA
dan arus maksimalnya 20 mA maka tegangan yang akan terukur di voltmeter
seharusnya minimal 0 volt dan maksimal 1 volt karena berdasarkan rumus :
V = I . R
Jika pada 4 mA tidak terukur 0 volt pada process controller maka untuk
mengaturnya ke 0 volt menggunakan TRIMTOOL, alat ini semacam obeng kecil
untuk memutar ke kiri dan ke kanan pada ZERO. Untuk memperbesar angka
maka diputar ke kanan dan untuk memperkecil angka diputar ke kiri. Sedangkan
untuk angka maksimal 20 mA tidak terukur pada 1 volt maka bisa diatur juga
menggunakan TRIMTOOL ke kiri atau ke kanan pada SPAN. Selain itu, loops
pada voltmeter harus berhubungan, agar nilai dapat terukur.
Untuk kalibrasi process controller, kabel dari manual output dihubungkan ke
process controller dan kabel dari output process controller dihubungkan ke input
Ammeter dimana Ammeter ini akan menunjukkan arus yang dikonversi dari
process controller. Untuk controller setting, perubahan angka menggunakan
symbol D (Digit) dan disesuaikan dengan tabel controller setting. Pada CS – 2,
range pengaturan bila diset r (reverse) maka arah jarum Ammeter akan
berlawanan dengan % range yang diatur.
Pada kalibrasi voltmeter, yang dilakukan adalah kalibrasi sumber input 4 mA
– 20 mA dari tombol manual output menjadi tegangan listrik 0,200 volt – 1,000
volt. Pada percobaan yang dilakukan, tegangan listrik yang didapat/dibaca adalah
sebesar 0,201 volt (masih berada dalam rentang, sehingga tidak diperlukan

pengaturan menggunakan trimtool). Percobaan kedua juga masih berada dalam
range, yakni 0,202 volt. Selanjutnya pada kalibrasi yang memutar tombol manual
output ke kanan, didapatkan harga 1,000 dan 1,001 volt. Sedangkan pada kalibrasi
process controller, sumber input 4 mA – 20 mA dari tombol manual output
menjadi harga variabel proses 0% (zero) – 100% (span).
Input pada alat PC 10 ada empat. Pertama, sinya listrik yang diinput dari
tombol manual output masuk ke bagian resistor melalui kabel. Input selanjutnya
yakni kabel dari resistor yang masuk ke voltmeter. Setelah proses kalibrasi
voltmeter selesai, rangkaian kabel yang terpasang pada resistor dilepaskan. Kabel
dari tombol manual output dipasangkan ke bagian input pada process controller.
Output pada alat PC 10 ada lebih dari 4 macam. Pertama dari tombol manual
output, kemudian dari resistor dan berlanjut ke display voltmeter, selanjutnya
pada process variable display.

VII.Kesimpulan
Dari percobaan yang teah dilakukan dapat disimpulkan bahwa :
Perbedaan antara kalibrasi voltmeter dengan kalibrasi process controller
terletak pada perubahan sinyal listrik yang berasal dari tombol manual
output.
keluaran dari manual output dihubungkan ke input voltmeter melewati
resistor 50 ohm dan rumus yang digunakan ialah V = I.R
kabel dari manual output dihubungkan ke process controller dan kabel dari
output process controller dihubungkan ke input Ammeter dimana
Ammeter ini akan menunjukkan arus yang dikonversi dari process
controller.
Pada pengalibrasian voltmeter didapatkan harga 0,202 volt untuk 4 mA,
sedangkan untuk 20 mA didapatkan harga sebesar 1,001 volt.
Pada pengalibrasian process controller didapatkan harga sebesar 0,00
untuk 4 mA sedangkan untuk 20 mA didapatkan harga sebesar 93 %.

DAFTAR PUSTAKA
Jobsheet, 2015. Petunjuk Praktikum Pengendalian Proses. Palembang: Jurusan
Teknik Kimia Politeknik Negeri Sriwijaya
Hasan, Muhammad.2013. Kalibrasi Voltmeter dan Process Controller (online)
(http://Muhammadhassan-pengendalian-process-controller-dan-
voltmeter.html diunduh 12 maret 2015).
http://installist.files.wordpress.com/2009/12/agfianto-sistem-kontrol-proses-dan-
plc.pdf , diakses pada 6 Maret 2015.
Gambar Alat (Lampiran)
Satu set alat PCT 10
Kabel penghubung dan Trimtool

PERCOBAAN II
PENGENDALIAN ON / OFF
I. TUJUAN PERCOBAAN
Mendemonstrasikan pengendalian ON/OFF secara manual
Mendemonstrasikan output relay ON/OFF menggunakan Process Controller
II. ALAT DAN BAHAN YANG DIGUNAKAN
1 set PCT 10
1 buah TRIMTOOL
1 buah lampu indicator 24 VAC
III. DASAR TEORI
Pengendalian tidak kontinyu atau disebut pengendalian ON / OFF
mempunyai dua gerakan output yaitu ON (hidup) dan OFF (mati) terhadap input
yang diberikan kepada proses.
Pengendalian tidak kontinyu ini juga terbagi dua atas gerakan
pengendalinya, yaitu manual dan otomatis. Manual karena yang bertindak sebagai
pengendali yang mengevaluasi dan menentukan tindakan ke pengendalinya
berupa alat pengendali.
Kontak terbuka normal (N/O ) : kontak yang terjadi letaknya terpisah
(soket A dan C) dan karenanya tidak menghantarkan listrik saat soket A dan C
tidak dihubungkan.
Kontak tutup normal (N/C) : kontak tersambung walaupun soket A dan C
tidak dihubungkan
Saklar pada posisi (N/O) atau (N/C) tergantung pada penggunaannya,
apabila diinginkan output dalam posisi ON tanpa perlu menggunakan kabel antara
soket A dan C maka posisi yang dipilih adalah normally closed contact (N/C).
sedangkan apabila dinginkan output dalam posisi ON namun memerlukan
penyambungan kabel disoket A dan C, maka posisi saklar adalah normally open
contact (N/O). begitu juga sebaliknya untuk posisi OFF.

Lampu indicator yang terpasang pada soket 24 VAC akan menyala atau
mati sesuai posisi relai saklar yang dipilih oleh operator. Hal yang sama juga
terjadi untuk soket 240 VAC, arus listrik akan mengalir atau terputus sesuai posisi
relai.
Relai disini memungkinkan pengaturan ON/OFF voltase tinggi (240 VAC
dan 24 VAC) menggunakan arus listrik 4 – 20 mA atau 0 -1 volt.
Pengendalian on/off selain manual adalah otomatis, yang dalam hal ini
menggunakan proses controller. Setting pada proses controller harus diatur
sedemikian rupa agar harga proporsional band, integral time dan derivative time
adalah NOL.
Selain itu pengendalian on/off dikenal HISTERISIS. Berdasarkan arti
histerisis adalah kecenderungan instrument untuk memberikan output yang
berbeda terhadapa input yang sama.
Pada pengendalian on/off terdapat DAERAH NETRAL, yaitu daerah
dimana controller tidak memberikan gerakkan perubahan output. Besar Daerah
Netral adalah 2 kali besar harga histerisi.
Contoh : untuk set point 50% dan histerisis 1 %, maka daerah netral adalah 2%
yaitu dari harga 49% hingga harga 51 %.
Harga output pada pengendali on/off hanya dua, yaitu 0 % dan 100 % tergantung
pada eror terhadap set point.
%P ( output ) = 100% apabila % eror > 0
%P ( output ) = 0 % apabila % eror < 0
Sedangkan % eror menyatakan perbedaan antara harga control point
(pengukuran) terhadap harga set point.
Hubungan diatas menunjukkan saat harga variable proses (control point) melebihi
harga set point akan didapat % eror > 0 maka output dari control adalah 100%
sedangkan apabila kurang dari set point akan didapat % eror < 0 dan output
controller adalah 0 %. Pada pengendali ini akan terjadi fluktasi dari 0 % ke 100 %
secara berulang selama proses berlangsung.
IV. LANGKAH KERJA
a. Pengendalian ON/OFF dengan saklar pemilih :
Mempersiapkan alat PCT 10, Memperhatikan bagian saklar pemilih
(switched ouutput), posisi saklar pada kontak terbuka (N/O) dan
Memasang lampu 24 VAC di soket 24 VAC.
Mengamati lampu dalam keadaan hidup dan mati.
Menghubungkan kabel dari soket A ke C dan posisi relai pada N/O, amati
yang terjadi pada lampu.
Melepaskan kabel soket A dan C bergantian, amati yang terjadi
Mengulangi langkaha 2 untuk posisi relai pada N/C
Mengulangi langkah 2 dan 4 untuk kabel terhubung ke A – B dan B – C.
amati lampu.
b. Pengendalian ON/OFF dengan Process Conroller
Pada process controller, tekan tombol c setelah digit pada layar variabel
proses berkedip, tekan tombol F 1x, kemudian Set harga Prop, Int, dan Der
pada controller setting pada harga 0 dan harga (CY – t) pada 10 detik. Set
harga HYSt pada 2 %
Memastikan aksi control (cs-2) adalah reverse dan membiarkan harga
Span dan Zero.
Memasang kabel dari manual output ke input pada proses controller (4 –
20 mA) dan letakkan lampu indicator pada soket 24 VAC
Mengatur input ke PROCESS CONTROLLER dengan memutar tombol
manual output 4 – 20 mA
Mengamati bahwa OUTPUT relai pada soket lampu indicator 24 VAC
akan menyalakan lampu ketika INPUT (harga terbaca pad layar variable
proses) berada dibawah harga set point 50% dan akan mematikan lampu
ketika INPUT berada diatas harga set point. Karena histerisis di SET pada
2%, maka lampu baru akan mati pada saat INPUT 52% dan akan hidup
kembali saat INPUT < 48%
Mengulangi percobaan dengan memvariasikan harga histerisi 3% dan 5%
dengan set point 40% dan70%.

V. DATA PENGAMATAN
a. Pengendalian ON/OFF dengan saklar pemilih :
PENGAMATAN NORMAL OPEN CONTACT (N/O)
Posisi Kabel Kondisi Lampu
A ke C Hidup
PENGAMATAN NORMAL CLOSE CONTACT
Posisi Kabel Kondisi Lampu
A ke C Mati

VII.ANALISA PERCOBAAN
Setelah melakukan percobaan PC – 10 pengendalian On/Off dapat
dianalisa bahwa Untuk melakukan percobaan ini terlebih dahulu dengan
mengkalibrasi alat PCT-10 seperti pada percobaan sebelumnya. Pada percobaan
ini digunakan lampu indikator pada kabel yang dihubungkan pada switched
output untuk melihat perbedaan pada kontak terbuka normal dan kontak tertutup
normal. Untuk kontak terbuka normal (N/O), dapat dilihat bahwa saat posisi kabel
A ke C lampu indikator menyala. Sedangkan pada saat kabel dihubungkan ke
yang lain, lampu tidak menyala. Hal ini terjadi karena pada kontak terbuka normal
(N/O), dimana listrik akan mengalir pada kontak yang letaknya terpisah yaitu
pada A dan C sehingga lampu dapat menyala. Sebaliknya pada kontak tertutup
normal (N/C) meskipun kabel pada soket A dan C tidak dihubungkan, listrik dapat
mengalir. Oleh karena itu pada saat kabel A ke B dan B ke C dihubungkan, lampu
indikator tetap menyala.
Pada pengendalian 0n/Off secara otomatis, terlebih dahulu melakukan
kalibrasi harga Prop, Int, dan Der pada process controller di setting pada harga
nol. Sedangkan CY-t dan histerisisnya akan diatur. Hysterisis adalah
kecenderungan instrument untuk memberikan output yang berbeda terhadap input
yang sama. Ketika set point diatur 50%, bila histerisisnya 2% maka pada
pembacaan process controller 0 - 51% lampu akan tetap menyala. Namun tepat
pada 52% lampu akan mati. Setelah diturunkan kembali hingga 48% maka lampu
akan hidup kembali. Artinya hysteritis adalah nilai yang diberikan kepada set
point dan dijadikan sebagai batas ketika lampu On dan Off.

VIII. KESIMPULAN
Dari percobaan yang telah dilakukan dapat disimpulkan bahwa:
Pengendalian ON/OFF manual pada PCT-10 dilakukan pada area Switched
Output
Pengendalian ON/OFF manual pada PCT-10 melibatkan tindakan manusia
untuk mengaturnya
N/O tidak mempunyai katup arus penghubung sehingga dibutuhkan kabel
penghubung pada socket A ke C, sedangkan N/C tidak mempunyai katup arus
penghubung sehingga dibutuhkan kabel penghubung pada socket A ke C
Hysteritis ialah daerah batas saat lampu On/Off ketika nilai hysteritis diberikan
terhadap nilai set point
Pengendalian on/off otomatis PCT 10 dipengaruhi oleh nilai hysterisis, set
point, waktu siklus (waktu proses)
Cycle Time dimaksudkan sebagai waktu siklus yang digunakan waktu lampu
hidup ke mati dan hidup kembali.
Pada CY-t aksi r, power input % berbanding terbalik dengan waktu lampu On.
Pada CY-t aksi d, power input % berbanding lurus dengan waktu lampu On.
PERCOBAAN III
PENGENDALIAN KONTINYU
I. TUJUAN PERCOBAAN
Mendemonstrasikan pengendalian secara kontinyu dengan mode proporsional
II. ALAT DAN BAHAN YANG DIGUNAKAN
1 set alat PCT 10
1 buah TRIMTOOL
3 pasang Kabel
1 buah lampu indicator 24 VAC
1 buah stopwatch
III. DASAR TEORI
IV. LANGKAH KERJA
1. Pengendalian Proporsional sebanding waktu
Menghidupkan alat PC 10 dan melakukan kalibrasi manual output terhadap
voltmeter dan process controller, kemudian memasang lampu indicator 20 VAC.
Dan Mengubah harga Prop di controller setting menjadi 20% (maksimal, untuk
mendapatkan perbandingan maksimal antara input = output)
Mengatur prosess controller ke pengendalian MANUAL, menekan tombol F 1
kali dan menekan tombol manual maka lampu akan indicator manual akan
menyala
Menekan tombol F satu kali untuk menampilkan POWER OUTPUT (Pr), ubah
harga Pr ke 100% dengan tombol digit, tekan ENTER
Memasang kabel dari soket output di PROCESS CONTROLLER ke soket
Ammeter
Memutar tombol manual output ke kiri (4 mA) maka lampu indicator tidak
menyala dan pembacaan Ammeter pada 20 mA

Memutar tombol manual output ke kanan dalam langkah 10% (lihat embacaan
dilayar variable proses), amati bahwa lampu akan mati dan hidup dalam siklus
pengulangan. Mencatat harga di Ammeter. Besar waktu hidup dan matinya akan
tergantung pada besarnya POWER OUTPUT (Pr) dari CONTROLLER dan
karenanya juga tergantung pada INPUT yang diberikan oleh manual output.
Mengulangi langkah 5 hingga input 100%. Tabulasi data.
Mengubah waktu siklus CYCLE TIME (CY – t) menjadi 20 detik, perhatikan
bahwa perbandingan antara waktu hidup dan waktu mati lampu tetap sama,
namun jumlah waktu siklus keseluruhan dari HIDUP – MATI – HIDUP menjadi
20% dari 0-100 %. Tabulasi data.
Mengubah cs-2 menjadi akasi d, mengulangi langkah 7. Tabulasi data.
Mengubah power limit menjadi 50 % dan 40 %. Mengamati lampu dan harga
Pr.
Mengubah set point limit menjadi 50% dan 40 %. Mengamati lampu dan harga
Pr.
2. Proporsional (Penentuan Konstansta Proporsional)
Melakukan pengesetan awal harga controller setting sama seperti percobaan 1,
dengan ProP 20%. Menghilangkan offset.
Melakukan pengambilan data % power output dengan menekan tombol F 1x
untuk setiap kenaikan 10 % dari tombol manual output hingga maksimum 100 %.
Tabelkan data.
Mengubah ProP menjadi 12,5 %, mengulangi langkah 5.
Menggambarkan grafik konstanta proporsional, dan mengamati grafik
bagaimana respon power output untuk perubahan input dari manual output.
V. DATA PENGAMATAN
VI. ANALISA DATA
VII. KESIMPULAN




















