repository.ub.ac.idrepository.ub.ac.id/8912/1/Ahmad Farhan.pdf · i KATA PENGANTAR Puji Syukur...
114
PENJADWALAN INDUK PRODUKSI MENGGUNAKAN METODE LINEAR PROGRAMMING UNTUK MINIMASI BIAYA PRODUKSI SKRIPSI TEKNIK INDUSTRI Diajukan untuk memenuhi persyaratan memperoleh gelar Sarjana Teknik AHMAD FARHAN NIM. 115060701111029 UNIVERSITAS BRAWIJAYA FAKULTAS TEKNIK MALANG 2018
Transcript of repository.ub.ac.idrepository.ub.ac.id/8912/1/Ahmad Farhan.pdf · i KATA PENGANTAR Puji Syukur...

PENJADWALAN INDUK PRODUKSI MENGGUNAKAN METODE
LINEAR PROGRAMMING UNTUK MINIMASI BIAYA PRODUKSI
SKRIPSI
TEKNIK INDUSTRI
Diajukan untuk memenuhi persyaratan
memperoleh gelar Sarjana Teknik
AHMAD FARHAN
NIM. 115060701111029
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2018



i
KATA PENGANTAR
Puji Syukur kehadirat Tuhan Yang Maha Esa yang telah memberikan rahmat serta
hidayah-Nya sehingga penulis dapat menyelesaikan skripsi dengan judul “Penjadwalan
Induk Produksi Menggunakan Metode Linear Programming Untuk Minimasi Biaya
Produksi” ini dengan baik. Skripsi ini disusun sebagai salah satu persyaratan untuk
menyelesaikan studi dan memperoleh gelar sarjana Strata Satu (S-1) di Jurusan Teknik
Industri Fakultas Teknik Universitas Brawijaya.
Dalam penyusunan skripsi ini tentu banyak hambatan-hambatan tersebut dapat teratasi.
Oleh karena itu, pada kesempatan kali ini penulis ingin menyampaikan terima kasih kepada:
1. Bapak Oyong Novareza, ST., MT., Ph.D., selaku Ketua Jurusan Teknik Industri
Fakultas Teknik Universitas Brawijaya.
2. Ibu Ceria Farela Mada Tantrika, ST., MT., Selaku dosen pembimbing akademik selama
menempuh masa studi di Jurusan Teknik Industri.
3. Bapak Arif Rahman ST., MT., selaku Dosen Pembimbing I Skripsi, atas waktu,
petunjuk, dan motivasi selama menjalani seluruh rangkaian proses hingga saat ini.
Terimakasih atas waktu yang telah diberikan untuk membimbing penulis dan
memberikan masukan dan solusi ketika penulis membutuhkan bimbingan. Terimakasih
telah menjadi guru yang baik bagi penulis.
4. Bapak Ihwan Hamdala, ST., MT., selaku Dosen Pembimbing II Skripsi, atas waktu
petunjuk, dan motivasi selama menjalani rangkaian proses hingga saat ini. Terimakasih
atas waktu yang telah diberikan untuk membimbing penulis dan memberikan masukan
dan saran bagi penulis yang sangat berguna dalam pengerjaan skripsi ini.
5. Bapak dan Ibu Dosen Pengamat/Penguji pada seminar proposal, seminar hasil, dan ujian
komprehensif atas kritik dan sarannya, serta keseluruhan dosen dan karyawan Teknik
Industri atas bantuan dan Ilmu yang telah diberikan kepada penulis.
6. Ibu Rike dan Bapak Jupri sebagai pembimbing di PT Cakra Guna Cipta yang telah
memberikan izin kepada penulis untuk melakukan penelitian di perusahaan tersebut
serta memberikan informasi, arahan dan bantuan kepada penulis dalam menyelesaikan
skripsi ini.
7. Bapak Burhan dan Ibu Mualifa selaku orang tua penulis yang selalu memberikan
motivasi baik moral dan materi yang diberikan selama ini sehingga penulis dapat
menyelesaikan penelitian ini. Terimakasih atas doa-doa yang tidak pernah putus dan
kasih sayang yang belum bisa terbalaskan hingga saat ini.

ii
8. Mbak Lutfi selaku kakak penulis yang selalu memberikan semangat, doa, dan motivasi
sehingga penulis dapat menyelesaikan studi ini.
9. Aribah yang tak pernah lelah memberikan semangat, motivasi kepada penulis untuk
segera menyelesaikan salah satu misi terberat selama menjadu mahasiswa.
10. KMP ( Kontrakan Mas Parhan ), teman-teman tercinta senasib dan sepenanggungan
selama masa perkuliahan Saefudin Adi, Adit, Faishol, Hanip, Luri, Fikar, Rahmat,
Samid, Adit Danton, Deny, Hafid, Hafish, Helmi, Yudha dan Farik. Terimakasih sudah
menemani penulis dan terimakasih atas pengalaman menyenangkan selama ini.
11. Mbak Uzlifatul Jannah Trijaya yang selalu berjasa di tengah-tengah hecticnya penulis
untuk mengejar deadline. Terimakasih atas ilmu-ilmu yang sangat berguna bagi penulis
dalam pengerjaan skripsi.
12. Keluarga Besar Teknik Industri 2011, teman-teman angkatan seperjuangan penulis
selama masa perkuliahan, terimakasih atas kekeluargaan, kekompakan dan
pengalamannya.
13. Semua pihak yang membantu penyusunan skripsi ini yang tidak dapat di sebutkan satu
persatu.
Penulis menyadari bahwa dalam pengerjaan skripsi ini masih terdapat banyak
kekurangan. Oleh karena itu, kritik dan saran yang sifatnya membangun dari pembaca sangat
diharapkan penulis untuk perbaikan penyusunan laporan berikutnya. Semoga laporan ini
bermanfaat bagi pembaca.
Malang, Januari 2018
Penulis

iii
DAFTAR ISI
Halaman
KATA PENGANTAR .......................................................................................................... i
DAFTAR ISI ....................................................................................................................... iii
DAFTAR TABEL .............................................................................................................. vii
DAFTAR GAMBAR .......................................................................................................... ix
DAFTAR RUMUS .............................................................................................................. xi
DAFTAR LAMPIRAN .................................................................................................... xiii
RINGKASAN ..................................................................................................................... xv
SUMMARY ....................................................................................................................... xvii
BAB I PENDAHULUAN .................................................................................................... 1
1.1 Latar Belakang ............................................................................................................... 1
1.2 Identifikasi Masalah ....................................................................................................... 4
1.3 Rumusan Masalah .......................................................................................................... 4
1.4 Batasan Masalah ............................................................................................................. 4
1.5 Asusmsi .......................................................................................................................... 5
1.6 Tujuan Penelitian ............................................................................................................ 5
1.7 Manfaat Penelitian .......................................................................................................... 5
BAB II TINJAUAN PUSTAKA ......................................................................................... 7
2.1 Penelitian Terdahulu ....................................................................................................... 7
2.2 Perencanaan dan Pengendalian Produksi ....................................................................... 9
2.3 Forecasting ..................................................................................................................... 9
2.3.1 Metode Peramalan ............................................................................................ 10
2.3.2 Metode Time Series .......................................................................................... 10
2.3.3 Pengukuran Kesalahan (Ukuran Kesalahan Peramalan) .................................. 12
2.3.3.1 Mean Absolut Deviation (MAD) ..................................................................... 12
2.3.3.2 Mean Forecast Error (MFE) ........................................................................... 12
2.3.3.3 Mean Standar Error (MSE) ............................................................................ 13
2.3.3.4 Mean Absolut Presentation Error (MAPE) .................................................... 13
2.3.3.5 Tracking Signal ............................................................................................... 13
2.4 Kapasitas ...................................................................................................................... 14
2.4.1 Hubungan Kapasitas dengan Beban (Capacity-Load Relationship) ................ 14
2.4.2 Metode Pengukuran Kapasitas ........................................................................ 15
iv
2.5 Linear Programming ..................................................................................................... 15
2.6 Jadwal Induk Produksi .................................................................................................. 17
2.7 Penyusunan Jadwal Induk Produksi Menggunakan Linear Programming ................... 18
2.7.1 Variabel Keputusan ........................................................................................... 19
2.7.2 Parameter Model .............................................................................................. 20
2.7.3 Fungsi Tujuan ................................................................................................... 20
2.7.4 Fungsi Pembatas ............................................................................................... 21
2.8 Safety Stock ................................................................................................................... 24
2.9 Pengukuran Waktu Kerja ............................................................................................ 25
2.9.1 Pengukuran Waktu Kerja dengan Jam Henti ...................................................... 26
2.10 Pengujian Data ............................................................................................................. 26
2.10.1 Uji Keseragaman Data ....................................................................................... 26
2.10.2 Uji Kecukupan Data ........................................................................................... 27
2.11 Perhitungan Waktu Baku ............................................................................................ 27
2.9.1 Waktu Siklus ....................................................................................................... 28
2.9.2 Performance Rating ............................................................................................ 28
2.9.3 Waktu Normal ..................................................................................................... 29
2.9.4 Waktu Longgar (Allowance Time) ...................................................................... 29
2.9.5 Menentuan Waktu Baku ...................................................................................... 30
2.12 Konsep Biaya Produksi ............................................................................................... 30
2.10.1 Biaya Langsung, Tak Langsung dan Overhead ................................................ 30
2.10.2 Biaya Tetap dan Variabel .................................................................................. 31
BAB III METODOLOGI PENELITIAN ........................................................................ 33
3.1 Jenis Penelitian .............................................................................................................. 33
3.2 Tempat dan Waktu Penelitian ....................................................................................... 33
3.3 Prosodur Penelitian ...................................................................................................... 33
3.4 Diagram Alir Penelitian ................................................................................................ 38
BAB IV HASIL DAN PEMBAHASAN ............................................................................ 39
4.1 Gambaran Umum Perusahaan ....................................................................................... 39
4.1.1 Sejarah Perusahaan .............................................................................................. 39
4.1.2 Lokasi Perusahaan ............................................................................................... 40
4.1.3 Bentuk Badan Hukum ......................................................................................... 40
4.1.4 Struktur Organisasi ............................................................................................. 40
4.1.5 Tenaga Kerja ....................................................................................................... 42

v
4.1.5.1 Jenis Karyawan ................................................................................................ 42
4.1.5.2 Kualitas Karyawan .......................................................................................... 42
4.1.5.3 Jam Kerja ......................................................................................................... 42
4.1.6 Upah dan Sistem Penggajian ............................................................................. 42
4.2 Pengumpulan Data ....................................................................................................... 43
4.2.1 Produksi .............................................................................................................. 43
4.2.1.1 Sifat Produksi dan Bahan Baku ....................................................................... 43
4.2.1.2 Proses Produksi Rokok SKM dan SKT ........................................................... 45
4.2.1.3 Kegiatan Pemasaran dan Penjualan ................................................................. 49
4.2.2 Permintaan Produk ............................................................................................. 50
4.2.3 Kapasitas Produksi SKM .................................................................................... 50
4.2.4 Data Biaya ........................................................................................................... 51
4.3 Pengolahan Data .......................................................................................................... 53
4.3.1 Perhitungan Biaya ............................................................................................... 53
4.3.2 Biaya Harga Pokok Podukksi ............................................................................. 53
4.3.3 Safety Stock ......................................................................................................... 54
4.3.4 Pengukuran Kerja dengan Metode Jam Henti .................................................... 56
4.3.4.1 Uji Keseragaman Data ..................................................................................... 56
4.3.4.2 Uji Kecuupan Data ......................................................................................... 57
4.3.4.3 Perhitungan Waktu Siklus, Waktu Normal dan Waktu Baku ......................... 57
4.3.5 Peramalan Permintaan ........................................................................................ 60
4.3.5.1 Metode Winter’s Exponential Smoothing ........................................................ 62
4.3.5.2 Metode Dekomposisi ....................................................................................... 65
4.3.5.3 Pemilihan Metode Peramalan Permintaan ....................................................... 68
4.3.6 Pemodelan Linear Programming untuk Jadwal Induk Produksi ....................... 69
4.3.6.1 Formulasi Model ............................................................................................. 69
4.3.6.2 Variabel Keputusan ......................................................................................... 69
4.3.6.3 Parameter Model ............................................................................................. 70
4.3.6.4 Fungsi Tujuan .................................................................................................. 71
4.3.6.5 Fungsi Pembatas .............................................................................................. 71
4.3.6.6 Jadwal Produksi dengan Metode Linear Programming .................................. 82
4.4 Perbandingan Biaya Produksi ...................................................................................... 84
4.5 Analisis dan Pembahasan ............................................................................................. 86
BAB V PENUTUP ............................................................................................................. 89
vi
5.1 Kesimpulan ................................................................................................................... 89
5.2 Saran .............................................................................................................................. 89
DAFTAR PUSTAKA ......................................................................................................... 91
LAMPIRAN ........................................................................................................................ 93

vii
DAFTAR TABEL
No. Judul Halaman
Tabel 1.1 Data Produksi Dan Permintan Produk Rokok Jenis SKM Dan SKT Dalam
Satuan Karton ................................................................................................... 2
Tabel 1.2 Data Biaa Produksi Dan Permintan Produk Rokok Jenis SKM Dan SKT Dalam
Satuan Karton ................................................................................................... 3
Tabel 2.1 Perbandingan Penelitian Terdahulu ................................................................ 8
Tabel 4.1 Data Permintaan Rokok SKM Dan SKT Periode Juli 2014 S - Juni 2016 Dalam
Satuan Karton ................................................................................................. 50
Tabel 4.2 Jumlah Tenaga Kerja Langsung Dan Gaji ..................................................... 51
Tabel 4.3 Bahan Baku Pokok , Bahan Baku Penolong dan Pengemasan ...................... 51
Tabel 4.4 Upah Tenaga Kerja Langsung ....................................................................... 52
Tabel 4.5 Biaya Overhead Untuk Semua Produk ............................................................... 53
Tabel 4.6 Perhitungan Biaya Harga Pokok Produksi ..................................................... 54
Tabel 4.7 Data Pengamatan Waktu Proses Pruduksi SKT Isi 12 Dan Isi 16 Dalam Satuan
Detik Setiap 1 Pak .......................................................................................... 56
Tabel 4.8 Performance Rating Pada Tiap Stasiun Kerja ................................................ 58
Tabel 4.9 Alowance Pada Tiap Stasiun Kerja ................................................................ 59
Tabel 4.10 Data Waktu Siklus, Normal, Dan Baku Rokok SKT Isi 12 Dan Isi 16 Tiap
Stasiun Kerja Dalam (Detik) .......................................................................... 59
Tabel 4.11 Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Winter’s Exponential
Smoothing Additive ........................................................................................ 63
Tabel 4.12 Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Winter’s Exponential
Smoothing Multiplikative Dalam Satuan Karton ............................................ 65
Tabel 4.13 Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Decomposition
Additive Dalam Satuan Karton ...................................................................... 66
Tabel 4.14 Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Decomposition
Multiplikative Dalam Satuan Karton ............................................................. 67
Tabel 4.15 Perbandingan Nilai MSD .............................................................................. 62
Tabel 4.16 Data Hasil Peramalan Permintaan Rokok SKM Dan SKT (Karton) ............. 68
Tabel 4.17 Jadwal Produksi Tahun 2016-2017 Dengan Metode Linear Programming .. 82
Tabel 4.18 Jadwal Produksi Tahun 2015-2016 Sebelum Menggunakan Metode Linear
Programming ................................................................................................. 84
viii
Tabel 4.19 Jadwal Produksi Tahun 2015-2016 Dengan Metode Linear Programming ... 85

ix
DAFTAR GAMBAR
No. Judul Halaman
Gambar 2.1 Performance rating westinghouse ............................................................... 28
Gambar 3.1 Diagram alir penelitian ................................................................................ 38
Gambar 4.1 Struktur organisasi perusahaan .................................................................... 41
Gambar 4.2 Proses produksi primer, (a) pengolahan tembakau (b) pengolahan cengkeh
dan (c) pembuatan sangan. .......................................................................... 45
Gambar 4.3 Proses produksi sekunder SKM ................................................................. 46
Gambar 4.4 proses produksi sekunder SKT ................................................................... 48
Gambar 4.5 Pola permintaan rokok SKM isi 12, SKM isi 16, SKT isi 12 dan SKT isi
16.................................................................................................................. 61
Gambar 4.6 Grafik analisis autokrelasi rokok SKM isi 12, isi 16 dan SKT isi 12, isi 16 62
Gambar 4.7 Grafik peramalan winter’s exponential smoothing additive rokok SKM dan
SKT ............................................................................................................ 63
Gambar 4.8 Grafik Peramalan winter’s exponential smoothing Rokok SKM dan SKT . 64
Gambar 4.9 Grafik peramalan decomposition additive rokok SKM dan SKT ................ 66
Gambar 4.10 Grafik Peramalan decomposition multiplikative rokok SKM dan SKT ....... 67
x
Halaman ini sengaja dikosongkan

xi
DAFTAR RUMUS
No. Judul Halaman
Rumus (2.1) Metode Winter ............................................................................................. 10
Rumus (2.2) Metode Winter ............................................................................................. 10
Rumus (2.3) Metode Winter ............................................................................................. 10
Rumus (2.4) Metode Winter ............................................................................................. 10
Rumus (2.5) Metode Winter ............................................................................................. 10
Rumus (2.6) Metode Dekomposisi .................................................................................. 11
Rumus (2.7) Metode Dekomposisi .................................................................................. 11
Rumus (2.8) Metode Dekomposisi ................................................................................... 11
Rumus (2.9) Mean Absolut Deviation ............................................................................. 12
Rumus (2.10) Mean Forecast Error (MFE) ....................................................................... 12
Rumus (2.11) Mean Standar Error (MSE) ......................................................................... 13
Rumus (2.12) Mean Absolut Presentation Error (MAPE) ................................................ 13
Rumus (2.13) Tracking Signal ........................................................................................... 13
Rumus (2.14) Rated Capacity ............................................................................................. 15
Rumus (2.15) Meminimalkan Atau Memaksimalkan Fungsi Tujuan .............................. 17
Rumus (2.16) Batasan Yang Memiliki Nilai Lebih Besar Atau Lebih Besar Sama Dengan
...................................................................................................................... 17
Rumus (2.17) Batasan Yang Memiliki Nilai Lebih Kecil Atau Lebih Kecil Sama Dengan
...................................................................................................................... 17
Rumus (2.18) Batasan Yang Memiliki Nilai Sama Dengan ............................................... 17
Rumus (2.19) Safety Stock ................................................................................................. 25
Rumus (2.20) Uji Keseragaman Data ................................................................................ 26
Rumus (2.21) Uji Keseragaman Data ................................................................................. 26
Rumus (2.22) Uji Kecukupan Data ..................................................................................... 27
Rumus (2.23) Waktu Siklus ............................................................................................... 28
Rumus (2.24) Performance Rating ..................................................................................... 28
Rumus (2.25) Waktu Normal ............................................................................................. 29
Rumus (2.26) Waktu Baku ................................................................................................ 30
Rumus (2.27) Biaya Tetap .................................................................................................. 31
xii
Halaman ini sengaja dikosongkan

xiii
DAFTAR LAMPIRAN
No. Judul Halaman
Lampiran 1. Input Lingo.................................................................................................. 93
Lampiran 2. Output Lingo .............................................................................................. 102
Lampiran 3. Data Biaya Produksi .................................................................................. 111
Lampiran 4. Tahapan Penjadwalan Induk Produksi Menggunakan Linear
Programming ............................................................................................. 114

xiv
Halaman ini sengaja dikosongkan
xv
RINGKASAN
Ahmad Farhan, Jurusan Teknik Industri, Fakultas Teknik, Universitas Brawijaya,
November 2017, Penjadwalan Induk Produksi Menggunakan Metode Linear Programming
Untuk Minimasi Biaya Produksi, Dosen Pembimbing: Arif Rahman dan Ihwan Hamdala
PT Cakra Guna Cipta Malang merupakan salah satu perusahaan rokok yamg ada di
Malang. Perusahaan ini memproduksi rokok berjenis Sigaret Kretek Tangan (SKT) dan
Sigaret Kretek Mesin (SKM). SKT merupakan tipe rokok yang diproduksi secara semi
otomatis atau pengerjaan dilakukan oleh manusia dengan bantuan mesin. SKM merupakan
tipe rokok yang diproduksi secara otomatis menggunakan mesin. Ada empat macam produk
yang diproduksi yaitu SKT-12, SKT-16, SKM-12 dan SKM-16. Dalam melaksanakan
proses produksinya, PT Cakra Guna Cipta Malang mengalami kendala dalam segi waktu dan
kecepatan produksi untuk memenuhi permintaaan pesanan dari konsumen. Perencanaan
poduksi biasanya berdasarkan pada pengalaman penjualan pada periode sebelumnya
sehingga seringkali terjadi kegiatan saling menunggu yang dapat mempengaruhi kegiatan
proses produksi. Selain itu, terjadi penumpukan stok SKM atau SKT karena tidak sesuai
dengan permintaan konsumen. Tujuan dari penelitian ini yaitu mengetahui biaya produksi
rokok dan menentukan jadwal produksi dari SKT dan SKM serta membandingkan hasil
sebelum dan sesudah menggunakan LP.
Penelitian ini menggunakan metode Linear Programming (LP) untuk menyusun jadwal
induk produksi dengan fungsi tujuan meminimasi biaya produksi dengan fungsi pembatas
yaitu hasil peramalan permntaan, batasan kapasitas reguler, batasan kapasitas lembur,
batasan kapasitas gudang dan batasan safety stock.
Hasil perhitungan menggunakan metode Linear Programming (LP) dengan bantuan
LINGO 11 yaitu pada tahun 2016-2017 untuk semua produk rokok diproduksi secara reguler
kecuali untuk produk SKT isi 16 ada beberapa harus memerlukan waktu lembur. Hasil
perbandingan setelah menggunakan metode Linear Programming (LP) pada tahun 2015-
2016 mengalami penurunan total biaya poduksi pada produk SKM isi 12 yaitu
Rp456.260.615 atau mengalami penurunan biaya sebesar 0,8%, untuk produk SKM isi 16
sebesar Rp880.734.203 615 atau mengalami penurunan biaya sebesar 1,2%, produk SKT
isi 12 sebesar Rp951.859.353 615 atau mengalami penurunan biaya sebesar 1,4% dan produk
SKT isi 16 sejumlah Rp705.976.899615 atau mengalami penurunan biaya sebesar 0,8%.
Kata Kunci: Minimasi Biaya, Peramalan, Jadwal Induk Produksi, Linear Programming
(LP).

xvi
Halaman ini sengaja dikosongkan

xvii
SUMMARY
Ahmad Farhan, Industrial Engineering Department, Engineering Faculty, Brawijaya
University, November 2017, Mastering Production Scheduling Using Linear Programming
Methods To Minimize Production Costs, Supervise by Arif Rahman and Ihwan Hamdala
PT Cakra Guna Cipta Malang is one of the cigarette companies in Malang. The company
produces handmade cigarette or Sigaret Kretek Tangan (SKT) and machine-made cigarette
or Sigaret Kretek Mesin (SKM). SKT is a type of cigarette produced semi-automatic or
workmanship is done by humans with the help of machines. SKM is a type of cigarette that
is produced automatically using the machine. There are four kinds of products: SKT-12,
SKT-16, SKM-12 and SKM-16. In its production process, PT Cakra Guna Cipta Malang has
problems in time and production speed to meet customer demand. Production planning is
usually based on sales experience in previous periods so that there is often mutual waiting
activity that may affect production process activities. In addition, there is a overstock of
SKM or SKT because it is not meet with consumer demand. The purpose of this research is
to know the cost of production and determine the production schedule of SKT and SKM
cigarette before and after using Linear Programming (LP).
This research uses Linear Programming (LP) method to arrange master production
schedule. The objective function is to minimizing production cost with limiting function that
is forecast result, regular capacity limitation, limit of overtime capacity, warehouse capacity
limitation and safety stock limit.
The results of calculations using Linear Programming (LP) method with the help of
LINGO 11 at the year 2016-2017 for all cigarette products are produced regularly except for
SKT-16 there are need overtime. The comparison before and after using Linear
Programming (LP) method in 2015-2016 has decreased total product cost of SKM-12 to
Rp456.260.615 or decreased to 0.8%, for product SKM-16 the cost is Rp880.734.203 615
or decreased to 1.2%, for product SKT-12 the cost is Rp951.859.353 615 or decreased to of
1.4% and SKT-16 the cost is Rp705.976.899615 or decreased to of
0.8%.
Keyword: Cost Minimization, Forecast, Master Production Schedulling, Linear
Programming (LP).

xviii
Halaman ini sengaja dikosongkan

1
BAB I
PENDAHULUAN
Bab I ini menjelaskan mengenai latar belakang masalah yang diteliti, identifikasi
masalah, perumusan masalah, batasan masalah, asumsi, tujuan penelitian, dan manfaat dari
penelitian yang digunakan sebagai dasar dalam pelaksanaan penelitian.
1.1 Latar Belakang
Pemenuhan permintaan merupakan salah satu kunci untuk menenangkan pasar dalam
dunia industri. Perusahaan perlu meningkatkan efesiensi produksi agar mencapai laba yang
ditingkatkan. Seperti yang diketahui, perencanaan produksi merupakan hal penting yang
harus dilakukan oleh suatu perusahan karena perencanaan produksi merupakan suatu proses
penentapan tingkat output manufaktur secara keseluruhan guna memenuhi tingkat penjualan
yang direncanakan dan inventori yang diinginkan (Gasperz, 2000).
Menurut Baroto (2002), perencanaan produksi ini bertujuan untuk menyusun suatu
rencana produksi untuk memenuhi permintaan pada waktu yang tepat dengan menggunakan
sumber-sumber atau alternatif-alternatif yang tersisa dengan biaya yang paling minimum
dari keseluruhan produk. Selain itu, perencanaan dan penjadwalan produksi memungkinkan
perusahaan untuk menghindari biaya-biaya ekstra dalam proses produksi, contohnya
pembengkakan biaya inventori akibat tumpukan barang di gudang. Dengan menggunakan
perencanaan dan penjadwalan produksi, perusahaan mampu mengoptimalkan penggunaan
sumberdaya. Perencanaan produksi yang tidak tepat dapat mengakibatkan tinggi atau
rendahnya tingkat persediaan, sehingga mengakibatkan peningkatan ongkos simpan atau
ongkos kehabisan persediaan. Hal tersebut dapat mengurangi pelayanan kepada konsumen
karena keterlambatan penyerahan produk (Nasution, 2003).
PT Cakra Guna Cipta Malang merupakan salah satu perusahaan rokok yamg ada di kota
Malang. Perusahaan ini memproduksi rokok berjenis Sigaret Kretek Tangan (SKT) dan
Sigaret Kretek Mesin (SKM). SKT merupakan tipe rokok yang diproduksi secara semi
otomatis atau pengerjaan dilakukan oleh manusia dengan bantuan mesin. SKM merupakan
tipe rokok yang diproduksi secara otomatis menggunakan mesin. Dimana rokok-rokok
tersebut dipasarkan di Pulau Jawa sendiri maupun di luar Pulau Jawa. Dalam melaksanakan
proses produksinya, PT Cakra Guna Cipta Malang mengalami kendala dalam segi waktu dan
1

2
kecepatan produksi dalam memenuhi permintaaan pesanan dari konsumen. Kegiatan
produksi hanya berdasarkan pada keputusan dari pihak yang bertanggung jawab. Dalam hal
ini, pihak yang bertanggung jawab adalah manajer poduksi yang menetapkan jumlah, basar,
serta jenis produk yang akan di produksi.
Keputusan ini biasanya berdasarkan pada pengalaman dari hasil keuntungan penjualan
pada periode sebelumnya sehingga seringkali terjadi kegiatan saling menunggu yang dapat
mempengaruhi kegiatan proses produksi. Selain itu, kadang juga terjadi penumpukan produk
tertentu karena tidak sesuai dengan permintaan konsumen seperti yang terlihat pada Tabel
1.1.
Tabel 1.1
Data Produksi Dan Permintan Produk Rokok Jenis SKM Dan SKT Dalam Satuan Karton
Bulan
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Perminta
an
produksi
Persediaa
n akhir
Perminta
an
produksi
Persediaa
n akhir
Perminta
an
produksi
Persediaa
n akhir
Perminta
an
produksi
Persedia
an akhir
Juli 2015 3.494 103 3.946 231 3.828 176 4.158 147
Agustus 2015 3.312 214 3.937 197 4.066 183 4.427 228
September 2015 3.207 110 3.540 152 4.224 158 4.345 137
Oktober 2015 3.031 208 4.062 87 3.567 87 4.551 43
November 2015 3.207 213 3.414 0 3.728 176 4.212 129
Desember 2015 2.799 0 3.621 76 4.049 317 4.386 65
Januari 2016 2.878 59 3.119 82 3.415 0 3.622 0
Februari 2016 2.700 0 2.952 0 3.155 0 3.304 0
Maret 2016 2.639 0 2.906 0 3.005 0 3.727 187
April 2016 2.481 0 2.555 41 3.630 117 3.753 106
Mei 2016 2.694 130 3.005 0 3.306 96 3.522 228
Juni 2016 2.707 0 2.908 79 3.834 0 3.718 0
Sumber: PT Cakra Guna Cipta Malang
Selama ini perusahaan mengalami kesulitan dalam menentukan jumlah produksi yang
sesuai dengan permintaan karena terjadi fluktuasi permintaan. Hal ini mengakibatkan sering
terjadinya kelebihan produk.
Berdasaran Tabel 1.1 terlihat pada bulan Desember permintaan rokok jenis sigaret
kretek tangan isi 12 mengalami peningkatan pada persediaan akhir yaitu sebesar 317 karton,
sigaret kretek tangan isi 16 mengalami kelebihan produk pada bulan Agustus sebesar 228
karton, sigaret kretek mesin isi 12 terdapat kebanyakan stok sebesar 214 karton pada bulan
Agustus dan sigaret kretek mesin isi 16 terdapat kebanyakan stok sebesar 231 karton pada
bulan Juli. Akibat dari banyaknya kelebihan stok, maka perusahaan mengalami peningkatan
biaya produksi yang dikeluarkan untuk biaya tenaga kerja dan peningkatan biaya simpan.
Biaya produksi untuk produk rokok SKM isi 12 yaitu sebesar Rp1.620.705 per karton per
bulan untuk biaya pesediaan sebesar Rp13.708 per karton per bulan, rokok SKM isi 16 yaitu
sebesar Rp1.865.647 per karton per bulan untuk biaya pesediaan sebesar Rp15.742 per

3
karton per bulan, rokok SKT isi 12 yaitu sebesar Rp1.545.791 per karton per bulan untuk
biaya pesediaan sebesar Rp13.924 per karton per bulan dan rokok SKT isi 16 yaitu sebesar
Rp1.817.048 per karton per bulan untuk biaya pesediaan sebesar Rp16.111 per karton per
bulan dapat dilihat pada Tabel 1.2.
Tabel 1.2
Data Biaya Produksi Dan Biaya Simpan Untuk Produk Rokok Jenis SKM Dan SKT Dalam Satuan
Juta Per Karton
Bulan
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Biaya
Produksi
Biya
Persedi
aan
Biaya
Produksi
Biaya
Persedi
aan
Biaya
Produksi
Biya
Persedi
aan
Biaya
Produksi
Biya
Persedi
aan
Juli 2015 Rp5.662 Rp1,4
Rp7.361
Rp3,6 Rp5.917 Rp2,4 Rp7.555 Rp2,3
Agustus 2015 Rp5.367 Rp2,9 Rp7.345 Rp3,1 Rp6.285 Rp2,5 Rp8.044 Rp3,6
September 2015 Rp5.197 Rp1,5 Rp6.604 Rp2,3 Rp6.529 Rp2,1 Rp7.895 Rp2,2
Oktober 2015 Rp4.912 Rp2,8 Rp7.578 Rp1,3 Rp5.513 Rp1,2 Rp8.269 Rp0,6
November 2015 Rp5.197 Rp2,9 Rp6.369 Rp0 Rp5.762 Rp2,4 Rp7.653 Rp2
Desember 2015 Rp4.536 Rp0 Rp6.755 Rp1,1 Rp6.258 Rp4,4 Rp7.969 Rp1
Januari 2016 Rp4.664 Rp0,8 Rp5.818 Rp1,2 Rp5.278 Rp0 Rp6.581 Rp0
Februari 2016 Rp4.375 Rp0 Rp5.507 Rp0 Rp4.876 Rp0 Rp6.003 Rp0
Maret 2016 Rp4.277 Rp0 Rp5.421 Rp0 Rp4.645 Rp0 Rp6.772 Rp3
April 2016 Rp4.020 Rp0 Rp4.766 Rp0,6 Rp5.611 Rp1,6 Rp6.819 Rp1,7
Mei 2016 Rp4.366 Rp1,7 Rp5.606 Rp0 Rp5.110 Rp1,3 Rp6.399 Rp3,6
Juni 2016 Rp4.387 Rp0 Rp5.425 Rp1,2 Rp5.926 Rp0 Rp6.755 Rp0
Dari Tabel 1.2 dapat dilihat besarnya biaya produksi dan biaya persedian untuk semua
produk. Biaya yang paling besar pada bulan Desember permintaan rokok jenis sigaret kretek
tangan isi 12, sigaret kretek tangan isi 16 pada bulan Agustus, sigaret kretek mesin isi 12
pada bulan Agustus dan sigaret kretek mesin isi 16 terdapat pada bulan Juli. Berdasarkan
dari data biaya tersebut berakibat biaya produksi yang berlebih dan biaya persediaan yang
bertambah.
Sesuai dengan permasalahan di perusahaan PT. Cakra Guna Cipta Malang tentang
terjadinya fluktuasi permintaan serta penjadwalan produksi perusahaan yang masih bersifat
subjektif, maka perusahaan perlu membuat jadwal induk produksi yang sesuai untuk
menghindari overstock. Dalam penelitian ini dilakukan peramalan permintaan untuk
meramalkan jumlah permintaan pada 1 tahun mendatang. Setelah peramalan dilakukan maka
diperoleh estimasi jumlah produksi. Hasil dari peramlan tersebut kemudian digunakan dalam
penyusunan jadwal induk produksi.
Pada penelitian kali ini menggunakan pendekatan optimasi untuk meminimumkan biaya
produksi dengan Linear Programming. Linear programming (LP) merupakan teknik riset
oprasional yang telah dipergunakan secara luas dalam berbagai jenis masalah manajemen.
4
Perhitungan Linear Programming digunakan untuk mengoptimalkan kapasitas produksi
dalam penyusunan jadwal produksi yang baik (Gaspersz, 2000).
Dari penelitian ini diharapkan mampu memberikan rekomendasi kepada perusahaan.
Dalam hal ini perushaaaan dapat membuat jadwal induk produksi untuk menghadapi
fluktuasi permintaan sehingga perusahaan dapat memenuhi permintaan konsumen dengan
cepat dan pada waktu yang tepat dengan biaya yang minimum.
1.2 Identifikasi Masalah
Berdasarkan latar belakang diatas, permasalahan yang dapat diidentifikasi antara lain:
1. Perusahaan menentukan jumlah produksi berdasarkan pengalaman dengan melihat
keuntungan penjualan pada periode sebelumnya sehingga sering terjadi overstock pada
periode tertentu sehingga menyebabkan penambahan biaya simpan dan biaya produksi
yang berlebih.
2. Pola permintaan rokok yang berfluktuasi dan terdapat kelebihan stok pada persdiaan
akhir menyebabkan sering terjadinya penumpukan stock yang berakibat penambahan
biaya simpan dan biaya produksi yang berlebih.
1.3 Rumusan Masalah
Berdasarkan latar belakang dan identifikasi masalah yang telah diuraikan di atas, maka
permasalahan dapat dirumuskan sebagai berikut:
1. Bagaimana biaya produksi rokok berjenis Sigaret Kretek Tangan (SKT) dan Sigaret
Kretek Mesin (SKM) pada bulan Juli 2015 sampai bulan Juni 2016 setelah
menggunakan metode linear programming?
2. Bagaimana penjadwalan produksi dengan menggunakan metode linear programming
produk rokok berjenis Sigaret Kretek Tangan (SKT) dan Sigaret Kretek Mesin (SKM)
pada bulan Juli 2016 sampai bulan Juni 2017?
1.4 Batasan Masalah
Untuk pembahasan yang lebih terarah pada pembuatan tugas akhir ini, maka perlu
adanya batasan-batasan sebagai berikut:
1. Produk rokok jenis Sigaret Kretek Tangan (SKT) dan Sigaret Kretek Mesin (SKM)
dangan isi 12 dan 16 batang.
2. Hasil dari perencanaan jadwal induk produksi direkomendasikan untuk satu tahun
mendatang bulan Juli 2016 sampai Juni 2017.
5
3. Penelitian ini dilakukan pada tahun 2015-2016
1.5 Asumsi-Asumsi
Asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Komponen biaya produksi, upah tenaga kerja dan lain-lain tidak mengalami perubahan.
2. Jumlah mesin dan tenaga kerja tidak berubah.
3. Tidak ada produk cacat saat di produksi maupun pada saat di simpan.
1.6 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut:
1. Mengetahui biaya produksi rokok berjenis Sigaret Kretek Tangan (SKT) dan Sigaret
Kretek Mesin (SKM) pada bulan Juli 2015 sampai bulan Juni 2016 setelah
menggunakan metode linear programming dan sebelum menggunakan metode linear
programming.
2. Menentukan penjadwalan produksi dengan menggunakan metode linear programming
produk rokok berjenis Sigaret Kretek Tangan (SKT) dan Sigaret Kretek Mesin (SKM)
pada bulan Juli 2016 sampai bulan Juni 2017.
1.7 Manfaat Penelitian
Dari penelitian ini, manfaat yang diperoleh dapat dijelaskan sebagai berikut:
1. Meminimalkan terjadinya overstock.
2. Menurunnya overstock akan berdampak pada biaya simpan perusahaaan yang akan
menurun.
3. Meminimalkan biaya produksi.

6
Halaman ini sengaja dikosongkan
7
BAB II
TINJAUAN PUSTAKA
Dalam pelaksanaan penelitian ini terdapat beberapa teori atau referensi yang nantinya
digunakan untuk menjadi dasar dalam pengerjaan penelitian ini. Oleh karena itu, pada Bab
II menjelaskan tentang beberapa teori atau literatur yang mendukung penelitian ini. Untuk
lebih detailnya dipaparkan di bawah ini.
2.1 Penelitian Terdahulu
Penelitian ini menggunakan teori-teori serta pustaka yang dipakai untuk membantu
selama penelitian dan penyusunan laporan. Teori-teori ini diambil dari buku literatur, dari
internet dan dari laporan tugas akhir yang sudah ada. Perbedaan penelitian terdahulu dengan
saat ini dapat dilihat pada Tabel 2.1, sedangkan deskripsi penelitian terdahulu adalah sebagai
berikut:
1. Anwar (2014) dalam penelitiannya yang bertujuan untuk membuat perencanaan
produksi agregat benih jagung hibrida. Kriteria strategi perencanaan yang diterapkan
adalah strategi yang memberikan total biaya produksi yang minimum dengan
mengaplikasikan perencanaan agregat menggunakan pendekatan heuristik yang
menerapkan empat jenis strategi yaitu pengendalian tenaga kerja, pengendalian
inventory, overtime dan sub-contract. Keempat strategi masing-masing menghasilkan
total biaya yang berbeda. Strategi pengendalian tenaga kerja menghasilkan total biaya
yang minimum sebesar Rp. 2.607.688.192.
2. Octavianti (2013) dalam penelitiannya dalam menghadapi permintaan pasar yang tidak
pasti dengan mengoptimumkan penggunaan tenaga kerja dan peralatan produksi yang
tersedia sehingga biaya total produksi dapat ditekan seminim mungkin. Penelitian ini
bertujuan untuk menentukan strategi agregat yang sesuai untuk digunakan dalam
perencanaan produksi perusahaan penghasil tembakau rajang yang memiliki permintaan
berfluktuasi. Strategi yang digunakan antara lain Chase Strategy, Level Strategy dan
Hybrid Strategy yang kemudian dipilih strategi terbaik yang memberikan biaya produksi
paling minimum, dilanjutkan dengan perhitungan disagregasi serta penentuan Jadwal
Induk Produksi. Strategi agregat terpilih adalah Hybrid Strategy yang memberikan total

8
biaya produksi paling minimum sebesar Rp 34.309.3361.219, dimana biaya produksi
mengalami penghematan sebesar Rp 234.376.086 dari biaya produksi awal perusahaan.
3. Dewi (2013) dalam penelitiannya dalam menentukan jumlah produksi pada perishable
produk yang mempunyai masa umur relatif pendek dengan permintaan berfluktuasi akan
menghadapi resiko kerugian akibat produk rusak sebelum terjual. Penelitian ini
mempergunakan pendekatan Integer Linear Programming untuk meminimalir total
biaya akibat adanya ketidaksesuaian perencanaan produksi. Pendekatan Integer Linear
Programming yang diformulasikan dengan satu fungsi tujuan untuk meminimasi biaya
yang meliputi biaya overstock, shortage dan scrapped. Dibatasi beberapa fungsi kendala
berkaitan dengan variabel overstock, shortage, scrapped. Berdsarkan dari pengolahan data
maka didapat total biaya exiting dan biaya model pada susu pasteurisasi kemasan 140cc
dengan biaya exiting Rp 2.016.820, total biaya model Rp 429.960 mengalami perbaikan
78,68% dan 160cc dengan biaya exiting Rp 2.658.360, total biaya model Rp 705.390
mengalami perbaikan 73, 47%.
4. Hardiyanti (2015) di penelitianya dalam menentukan jumlah produksi pada periode
selanjutnya dengan permintaan di perusahaan tersebut tidak menentu atau berfluktuasi.
Penelitian ini menggunakan metode linear programing yang di formulasikan dengan
fungsi tujuan untuk minimasi biaya produksi pada penjadwalan jumlah produksi kripik
pisang manis dan kripik pisang asin. Sehingga didapatkan hasil perbandingan total biaya
produksi keseluruhan dalam tahun 2014 menggunakan metode linear programming
sebesar Rp 419.598.270 sedangkan sebelum memakai linear programming sebesar Rp
445.574.408 sehingga biaya produksi mengalami penghematan sebanyak Rp 26.022.187
Tabel 2.1
Perbandingan Penelitian Terdahulu Dengan Penelitian
No. Penulis Metode Objek
Penelitian Hasil Penelitian
1.
Anwar
dan Wardi
(2014)
Linear
Regresion,
Heuristik
PT. Cnm
Solok
Perbandingan strategi dengan total biaya
produksi terkecil
2. Octavianti
(2013)
Chase
strategy, level
strategy,
hybrid strategy
PT.X
Pemilihan strategi agregat yang
menghasilkan total biaya paling minimum
dan Penentuan Jadwal Induk produksi
3. Dewi
(2013)
Integer liner
programming,
KUD.
DAU
Perbandingan total biaya exiting dan
produksi yang minimal serta optimasi level
produksi
4. Hardiyanti
(2015)
Linear
Programming
UD.Burno
Sari
Perbandingan total biaya produksi
keseluruhan dengan menggunakan metode
linear programming dengan tidak
menggunakan metode linear programming

9
No. Penulis Metode Objek
Penelitian Hasil Penelitian
5. Farhan
(2017)
Linear
Programming
PT. Cakra
Guna Cipta
Unuk mengetahui jumlah produksi yang
optimal, baiaya produksi yang minimum, dan
dapat melakukan penjadwalan produksi
dengan menggunakan metode linear
programming.
Penelitian terdahulu pada Tabel 2.1 terdapat persamaan dengan tujuan minimasi biaya
produksi. Namun ada perbedaan dalam metode perhitungannya untuk ketiga penulis yaitu
Ahmad (2017) dengan tools minitab, lingo dan Ms.Excel, Hardiyanti (2015) dengan tools
lingo dan Ms.Excel dan Dewi (2013) dengan tools vba dan Ms.Excel menggunakan liner
programming sedangkan pada penelitian Anwar dan Wardi (2014) menggunakan metode
Linear Regresion, dan heuristik dengan tools . Octavianti (2013) menggunakan metode time series
dengan agregasi menggunakan Chase strategy, level strategy dan hybrid strategy dengan tools
Ms.Excel.
2.2 Perencanaan dan Pengendalian Produksi
Menurut Nasution (2008:15) PPC dapat didefinisikan sebagai proses untuk
merencanakan dan mengendalikan aliran material yang masuk, mengalir dan keluar dari
sistem produksi atau operasi sehingga permintaan pasar dapat dipenuhi dengan jumlah yang
tepat, waktu penyerahan yang tepat, dan biaya produksi minimum. Dari definisi di atas, maka
pekerjaan yang terkandung dalam PPC secara garis besar dapat kita bedakan menjadi dua
hal yang saling berkaitan, yaitu: perencanaan produksi dan pengendalian produksi.
2.3 Forecasting
Peramalan (forecasting) adalah proses untuk memperkirakan beberapa kebutuhan
dimasa datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu dan lokasi
yang dibutuhkan dalam rangka memenuhi permintaan barang maupun jasa (Nasution,
2008:29).
Menurut Smith (1989:62) metode peramalan secara umum dibagi menjadi dua yaitu
metode kualitatif dan metode kuantitatif. Dalam penelitian ini, metode forecasting yang
digunakan adalah metode kuantitatif karena forecast yang dilakukan bersifat teknis dimana
data permintaan tersebut dijadikan masukan untuk melakukan proses perencanaan produksi
dan penjadwalan.

10
2.3.1 Metode Peramalan
Menurut Ishak (2010:112) dalam membuat peramalan permintaan harus menggunakan
suatu metode atau cara-cara tertentu, diantaranya ialah:
1. Metode Kualitatif
Metode ini biasanya digunakan bila tidak ada satu terlalu sedikit data masa lalu yang
tersedia. Didalam metode ini pendapat atau prediksi pakar biasanya dijadikandasar untuk
menentukan permintaan mendatang. Metode yang banyak dikenal adalah metode Delphi
dan metode kelompok nominal.
2. Metode kuantitatif
Dalam metode ini satu set data historis digunakan untuk meramalkan permintaan di masa
yang mendatang. Hasil peramalan yang dibuat tergantung pada metode yang digunakan
dalam peramalan tersebut. Dengan metode yang berbeda diperoleh hasil peramalan yang
berbeda. Adapun yang perlu diperhatikan dalam penggunaan metode tersebut adalah baik
tidaknya metode yang digunakan sangat ditentukan oleh perbedaan atau penyimpangan
antara hasil ramalan dengan kenyataan yang terjadi. Metode yang baik adalah metode
yang memberikan nilai–nilai perbedaan atau penyimpangan yang mungkin.
2.3.2 Metode Time Series
Metode Time Series adalah metode yang digunakan untuk menganalisis serangkaian
data yang merupakan fungsi dari waktu. Metode ini mengasumsikan beberapa pola atau
kombinasi pola selalau berulang sepanjang waktu, dan pola dasarnya dapat diidentifikasi
semata-mata atas dasar data historis dariserial itu (Ishak, 2010:119).
1. Metode Winter
Merupakan metode untuk melakukan peramalan dengan mempertimbangkan baik
indeks trend ataupun musiman bila kedua pola tersebut terdapat dalam (vollmann, Berry, &
Whybark, 1984). Rumus yang digunakan sebagai berikut:
𝑆𝛾+𝜋 = (𝐸𝑡 + 𝑇𝛾)𝑆𝛾+𝑛−𝑝 (2-1)
𝑆𝛾 = 𝛼 (𝑑𝛾
𝐶𝛾−1) + (1 − 𝛼)(𝑆𝛾−1 + 𝐵𝛾−1) (2-2)
𝐵𝛾 = 𝛽(𝑆𝛾 − 𝐵𝛾−1) + (1 − 𝛽)𝐵𝛾−1 (2-3)
Cγ = γ (dγ
Sγ) + (1 − γ)Cγ−1 (2-4)
𝐹𝛾+𝛿 = (𝑆𝛾 + 𝑘𝐵𝛾)𝐶𝛾+𝜋−1 (2-5)
Sumber: vollmann, Berry, & Whybark (1984)

11
Dimana:
𝑆𝛾 = hasil peramalan dengan metode exponential smoothing
𝐶𝛾 = hasil perkiraan nilai seasonal pada periode yang dicari
𝛾 = nilai koefisien seasonal pada periode tertentu
𝑘 = jumlah periode di masa mendatang
𝐵𝛾 = hasil perkiraan nilai trend pada periode yang dicari
𝛽 = nilai koefisien trend pada periode tertentu
𝐹𝛾+𝛿 = hasil peramalan pada periode yang diinginkan
2. Metode Dekomposisi
Metode dekomposisi berfungsi untuk meramalkan suatu peristiwa yang terjadi
menggunakan data bulanan seperti data penjualan perbulan. Metode dekomposisi digunakan
untuk meramalkan data deret berkala yang menunjukkan adanya pola trend dan musiman.
Pendekatan ini mencoba menguraikan pola-pola dasar deret berkala menjadi sub pola trend
(T), fluktuasi musiman (S), fluktuasi siklis (C) dan perubahan-perubahan yang bersifat
random (I). Beberapa sub pola kemudian dianalisa secara terpisah, diekstrapolasi kedepan
dan kemudian digabung kembali untuk mendapatkan ramalan data asli (Makridakis, dkk,
1999:123). Metode dekomposisi dilandasi oleh asumsi bahwa data yang ada merupakan
gabungan dari beberapa komponen, secara sederhana diilustrasikan sebagai berikut:
Data = Pola + error (2-6)
= f (trend, siklus, musiman) + error
Dalam metode dekomposisi terdapat model dekomposisi aditif dan multiplikatif. Model
dekomposisi aditif dan multiplikatif dapat digunakan untuk meramalkan faktor trend,
musiman dan siklus. Metode dekomposisi rata-rata sederhana berasumsi pada model aditif
(Makridakis, dkk, 1999:128). Secara matematis dapat ditulis sebagai berikut:
Yx = Tx + Sx + Cx + Ix (2-7)
Sedangkan metode dekomposisi rasio pada rata-rata bergerak (dekomposisi klasik) dan
metode Census II berasumsi pada model multiplikatif. Secara matematis dapat ditulis
sebagai berikut:
Yx = Tx x Sx x Cx x Ix (2-8) Sumber: vollmann, Berry, & Whybark (1984)
Dimana:
Yx = data deret berkala periode x
Tx = data trend periode x
Sx = faktor musiman (indeks) periode x

12
Cx = faktor siklis periode x
Ix = faktor error x
2.3.3 Pengukuran Kesalahan (Ukuran Kesalahan Peramalan)
Ukuran akurasi hasil peramalan yang merupakan ukuran kesalahan peramalan
merupakan ukuran tentang tingkat perbedaan antara hasil peramalan dengan permintaan
yang terjadi. Terdapat banyak rumus dalam penatepan standart perbedaan (standard error),
antara lain Mean Absolut Deviation (MAD), Mean Forecast Error (MFE), Mean Standar
Error (MSE) dan Mean Absolut Presentation Error (MAPE). (Nasution, 2008:34)
2.3.3.1 Mean Absolut Deviation (MAD)
MAD merupakan rata-rata kesalahan mutlak selama periode tertentu tanpa
memperhatikan apakah hasil peramalan lebih besar atau lebih kecil dibandingkan
kenyataannya. Secara sistematis MAD dirumuskan sebagai berikut:
n
FAMAD tt (2-9)
Sumber: Nasution (2008:34)
Dimana:
At = permintaan aktual pada periode –t
Ft = peramalan permintaan pada periode –t
n = jumlah periode peramalan yang terlibat
2.3.3.2 Mean Forecast Error (MFE)
MFE merupakan rata-rata kesalahan dengan mengukur perbandingan jumlah error
dibagi jumlah periode peramalan data. Secara sistematis MFE dirumuskan sebagai berikut:
FtAtn
1MFE (2-10)
Sumber: Nasution (2008:35)
Dimana:
At = permintaan aktual pada periode –t
Ft = peramalan permintaan pada periode –t
n = jumlah periode peramalan yang terlibat

13
2.3.3.3 Mean Standar Error (MSE)
MSE merupakan rata-rata kesalahan standar dari error dibagi dengan jumlah periode
peramalan. Secara sistematis MSE dirumuskan sebagai berikut:
𝑀𝑆𝐸 = ∑(𝐴𝑡 − 𝐹𝑡)2
𝑛 (2-11)
Sumber: Nasution (2008:34)
Dimana:
At = permintaan aktual pada periode –t
Ft = peramalan permintaan pada periode –t
n = jumlah periode peramalan yang terlibat
2.3.3.4 Mean Absolut Presentation Error (MAPE)
MAPE merupakan rata-rata kesalahan mutlak selama periode tertentu yang kemudian
dikalikan 100% agar mendapatkan hasil secara prosentase. Secara sistematis MAPE
dirumuskan sebagai berikut:
MAPE = (100
𝑛) ∑ |𝐴𝑡 −
𝐹𝑡
𝐴𝑡 | (2-12)
Sumber: Nasution (2008:35)
Dimana:
At= permintaan aktual pada periode –t
Ft= peramalan permintaan pada periode –t
n= jumlah periode peramalan yang terlibat
2.3.3.5 Tracking Signal
Tracking signal merupakan hasil dari Running Sum of the Forecast Error (RSFE) yang
dibagi dengan mean absolute deviation (MAD), dimana kegunaanya untuk mengetahui
perbandingan nilai aktual dengan nilai peramalan.
𝑇𝑟𝑎𝑐𝑘𝑖𝑛𝑔 𝑆𝑖𝑔𝑛𝑎𝑙 ∶ 𝑅𝑆𝐹𝐸
𝑀𝐴𝐷 (2-13)
Sumber: Vincent Gasperz (1998:81)
Dimana:
RSFE = sum of the forecast error
MAD = Mean absolute Deviation

14
2.4 Kapasitas
Kapasitas merupakan tingkat dimana system manufacturing (tenaga kerja, mesin, pusat
kerja, departemen, pabrik) berproduksi. Dengan kata lain, kapasitas merupakan tingkat
output yang dapat dicapai dengan spesifikasi produk, product mix, tenaga kerja, dan
peralatan yang ada sekarang. Dalam CRP, kapasitas berkaitan dengan tingkat output kerja
dalam setiap pusat kerja. (Nurwidiana dan Syakhroni, 2010)
Gaspersz (1998) mengemukakan beberapa definisi yang banyak dipergunakan dalam
pembahasan yang berkaitan dengan perencanaan kapasitas sebagai berikut:
1. Pusat Kerja (Work Center)
Merupakan suatu fasilitas produksi spesifik yang terdiri dari satu atau lebih orang dan
atau mesin dengan kemampuan yang identik, yang dapat dipertimbangkan sebagai satu
unit untuk tujuan perencanaan kebutuhan kapasitas (CRP) dan penjadwalan terperinci
(detailed scheduling).
2. Pesanan Manufakturing (Manufacturing Orders)
Merupakan suatu dokumen atau identitas jadwal yang memberikan kewenangan untuk
membuat part tertentu atau produk dalam jumlah tertentu. Pesanan manufacturing dapat
berupa salah satu; open orders, already in process atau planned orders, sebagaimana
dijadwalkan melalui proses MRP.
3. Routing
Merupakan sekumpulan informasi yang merinci metode pembuatan item tertentu,
termasuk operasi yang dilakukan, sekuensi operasi, berbagai pusat kerja yang terlibat,
serta standar waktu setup (setup time) dan waktu pelaksanaan kerja (run time).
4. Beban (load)
Adalah banyaknya kerja yang dijadwalkan untuk dilakukan oleh fasilitas manufacturing
dalam periode waktu yang ditetapkan. Beban (load) biasa dinyatakan dalam ukuran jam
kerja atau unit produksi. Load merupakan volume kerja yang dikerjakan. Sebagaimana
yang digunakan dalam CRP, beban (load) menggambarkan waktu setup (setup time) dan
waktu pelakasanaan (runtime) yang dibutuhkan dari suatu pusat kerja.
2.4.1 Hubungan Kapasitas dengan Beban (Capacity-Load Relationship)
Dalam aplikasi CRP menunjukkan perbandingan antara beban yang ditetapkan pada
pusat-pusat kerja berdasarkan pesanan kerja yang ada dan kapasitas dari setiap pusat kerja
selama periode waktu tertentu. Penelitian Nurwidiana dan Syakhroni (2010) menyatakan

15
bahwa adanya tindakan perencanaan kembali (replanning) dapat dilakukan untuk
menghilangkan situasi guna mencapai suatu keseimbangan antara beban dan kapasitas.
2.4.2 Metode Pengukuran Kapasitas
Menurut Gaspersz (1998) terdapat tiga metode dalam pengukuran kapasitas, antara lain
sebagai berikut:
1. Theoretical Capacity (Maximum Capacity, Design Capacity)
Merupakan kapasitas maksimum yang mungkin dari sistem manufakturing yang
didasarkan pada asumsi mengenai adanya kondisi ideal seperti; tiga shift per hari, tujuh
hari per minggu, tidak ada downtime mesin dan lain-lain. Theoretical Capacity diukur
berdasarkan pada jam kerja yang tersedia untuk melakukan pekerjaan, tanpa suatu
kesempatan untuk berhenti atau istirahat, downtime mesin atau alasan lainnya.
2. Demonstrated Capacity (Actual Capacity, Effective Capacity)
Merupakan tingkat output yang dapat diharapkan berdasarkan pada pengalaman, yang
mengukur produksi secara aktual dari pusat kerja di waktu lalu, yang biasanya diukur
menggunakan angka rata-rata berdasarkan beban kerja normal.
3. Rated Capacity (Calculated Capacity, Nominal Capacity)
Pengukuran didasarkan pada penyesuaian kapasitas teoritis dengan faktor produktivitas
yang telah ditentukan oleh Demonstrated Capacity. Dihitung melalui penggandaan
waktu kerja yang tersedia dengan faktor utilisasi dan efisiensi. Utilisasi adalah pecahan
yang menggambarkan persentase clock time yang tersedia dalam pusat kerja yang secara
aktual digunakan untuk produksi berdasarkan pengalaman masa lalu.
Dengan demikian formulasi perhitungan rated (calculated) capacity dapat dilihat sesuai
persamaan (2-14).
𝐶𝑎𝑙𝑐𝑢𝑙𝑎𝑡𝑒𝑑 𝑐𝑎𝑝𝑎𝑐𝑖𝑡𝑦 𝑝𝑒𝑟 𝑝𝑒𝑟𝑖𝑜𝑑𝑒 (2-14)
= waktu yang tersedia per periode waktu x utilitas x efesiensi
Sumber: Vincent Gasperz (1998:81)
2.5 Linear Programming
Linear programming adalah sebuah metode untuk menyelesaikan permasalahan
optimasi. Pada tahun 1947, George Dantzig mengembangkan sebuah metode yaitu the
simplex algorithm untuk menyelesaikan permasalahan linear programming. Sejak saat itu,
linear programming digunakan untuk menyelesaikan permasalahan optimasi pada beberapa
sektor industri diantaranya perbankan, pendidikan, perhutanan, perminyakan dan
manufaktur (Winston, 1991).

16
Menurut Winston (1991), terdapat beberapa komponen dalam linear programming
diantaranya adalah sebagai berikut:
1. Variabel keputusan
Dalam pembuatan formulasi linear programming, hal yang pertama dilakukan adalah
pendefinisian variabel keputusan. Variabel keputusan harus benar–benar
menggambarkan keputusan yang akan dibuat.
2. Fungsi tujuan
Dalam beberapa kasus linear programming, terkadang pengambil keputusan ingin
memaksimalkan (biasanya pendapatan atau keuntungan) atau meminimalkan (biasanya
biaya) beberapa fungsi dari fungsi tujuan. Fungsi yang memaksimalkan atau
meminimalkan sesuatu inilah yang disebut fungsi tujuan. Biasanya dalam penulisannya,
fungsi memaksimalkan disebut dengan max dan fungsi meminimalkan disebut dengan
min. Koefisien dari sebuah variabel pada fungsi tujuan disebut dengan objective
function coefficient. Sebagai contoh dalam fungsi tujuan Z = 3X1 + 2 X2, objective
function coefficient dari x1 adalah 3 dan objective function coefficient dari x2 adalah 2.
3. Batasan
Untuk menentukan nilai x1 dan x2 dalam fungsi tujuan pada linear programming
biasanya dilakukan pembatasan beberapa hal tergantung pada bagaimana kondisi
permasalahan yang ada. Pembuatan batasan harus dilakukan secara logis dan
keseluruhan batasan harus memiliki satuan yang sama sebuah penyelesaian dianggap
feasible apabila seluruh batasan dapat dipenuhi. Namun sebuah solusi dianggap
infeasible apabila paling tidak ada satu batasan yang tidak dapat dipenuhi
4. Sign Restrictions
Untuk menyelesaikan permasalahan dengan formulasi linear programming, maka
terdapat pertanyaan yang harus mampu dijawab oleh pengambil keputusan berkaitan
dengan masing–masing variabel keputusan. Dapatkah variabel keputusan diasumsikan
dengan nilai non negatif atau variabel keputusan tersebut dapat diasumsikan positif dan
juga negatif, jika variabel keputusan (x1, misalnya) hanya dapat diasumsikan dengan
nilai non negatif maka diberikan sign restrictions x1 ≥ 0. Jika variabel keputusan (x1,
misalnya) dapat diasumsikan dengan nilai positif dan negatif sekaligus maka x1 tidak
perlu diberikan sign restrictions.
Bentuk formulasi linear programming terkadang tidak sesuai dengan formulasi aslinya
karena perlu adanya penyesuaian dengan permasalahan yang dihadapi. Namun secara umum

17
bentuk formulasi linear programming adalah sebagai berikut (Lieberman, G.J. & Frederick,
S.H., 2001):
1. Meminimalkan atau memaksimalkan fungsi tujuan
𝑀𝑎𝑥 𝑜𝑟 𝑀𝑖𝑛 𝑍 = 𝑐1𝑥1 + 𝑐2𝑥2 + ⋯ + 𝑐𝑛𝑥𝑛 (2-15)
2. Batasan yang memiliki nilai lebih besar atau lebih besar sama dengan
𝑎𝑖1𝑥1 + 𝑎𝑖2𝑥2 + ⋯ + 𝑎𝑖𝑛𝑥𝑛 ≥ 𝑏𝑖 (2-16)
3. Batasan yang memiliki nilai lebih kecil atau lebih kecil sama dengan
𝑎𝑖1𝑥1 + 𝑎𝑖2𝑥2 + ⋯ + 𝑎𝑖𝑛𝑥𝑛 ≤ 𝑏𝑖 (2-17)
4. Batasan yang memiliki nilai sama dengan
𝑎𝑖1𝑥1 + 𝑎𝑖2𝑥2 + ⋯ + 𝑎𝑖𝑛𝑥𝑛 = 𝑏𝑖 (2-18)
Permasalahan apapun yang dalam pembuatan formulasinya masih berdasarkan dari
persamaan di atas maka masih dapat disebut linear programming problem. Walaupun
apabila nantinya formulasi model yang dibuat tidak persis dengan persamaan di atas,
formulasi tersebut masih diperbolehkan selama masih sesuai dengan logika matematika
(Lieberman, G.J. & Frederick, S.H., 2001).
Secara teknis, ada lima syarat tambahan dari permasalahan linear programming yang
harus diperhatikan yang merupakan asumsi dasar, yaitu:
1. Certainty (kepastian). Maksudnya adalah fungsi tujuan dan fungsi kendala sudah
diketahui dengan pasti dan tidak berubah selama periode analisa.
2. Proportionality (proporsionalitas). Yaitu adanya proporsionalitas dalam fungsi tujuan
dan fungsi kendala.
3. Additivity (penambahan). Artinya aktivitas total merupakan penjumlahan aktivitas
individu.
4. Divisibility (bias dibagi-bagi). Maksudnya solusi tidak harus merupakan bilangan
integer (bilangan bulat), tetapi bisa juga berupa pecahan.
5. Non-Negative variable (variabel tidak negatif). Artinya bahwa semua nilai jawaban atau
variabel tidak negatif.
2.6 Jadwal Induk Produksi
Jadwal Induk Produksi merupakan gambaran atas periode perencanaan dari satu
permintaan termasuk ramalan, rencana penawaran, persediaan akhir dan kuantitas yang
dijanjikan tersedia atau suatu pernyataan mengenal produk yang dibuat, berapa jumlahnya,
serta kapan dibuat. Jadwal Induk Produksi adalah rencana produksi jangka pendek
perusahaan dalam menghasilkan produk jadi atau produk akhir, yang digunakan untuk

18
mengatur rencana produksi dan pengawasan (Joko, 2001:176). Jadwal Induk Produksi harus
dibuat secara realitas dengan mempertimbangkan kapasitas produksi, tenaga kerja maupun
subkontrak. Input Jadwal Induk Produksi antara lain:
1. Rencana produksi
Merupakan batasan bagi Jadwal Induk Produksi. Jika rencana produksi ingin dicapai
maka Jadwal Induk Produksi harus disesuaikan dengan rencana produksi tersebut.
2. Data permintaan
Merupakan pesanan yang masuk yang merupakan unsur pokok dari Jadwal Induk
Produksis.
3. Status persediaan
Digunakan untuk mengetahui dengan tepat informasi yang berkaitandengan persediaan
di gudang, persediaan yang sudah dialokasikan, item-item yang sedang diproduksi atau
dipesan, dan item-item yang sedang idrencanakan untuk dipesan.
4. Kebijakan pemesanan
Merupakan aturan-aturan yang biasa diperhatikan dalam pemesanan suatu item seperti
jumlah pesanan minimum, jumlah kelipatan pemesanan, presentase kerusakan, lead
time, persediaan pengaman, ongkos per unit, ongkos pesan dan sebagainya.
Menurut Handoko (1990:230), Jadwal Induk Produksi adalah suatu rencana terperinci
dan berapa banyak perusahaan merencenakan untuk memproduksi masing-masing produk
akhir dalam setiap periode waktu biasanya minggu untuk beberapa bulan yang datang.
Beberapa fungsi dari Jadwal Induk Produksi antara lain:
1. Menterjemahkan dan merinci rencana-rencana agregat menjadi produk-produk akhir
tertentu
2. Mengevaluasi schedule tertentu
3. Merinci dan menentukan kebutuhan-kebutuhan kapasitas
4. Merinci dan menentukan kebutuhan-kebutuhan material
5. Memudahkan pemrosesan informasi
6. Menjaga validitas prioritas-prioritas
7. Menggunakan kapasitas secara efektif
2.7 Penyusunan Jadwal Induk Produksi Dengan Menggunakan Linear Programming
Pengembangan model dimulai dimulai dengan membuat model berdasarkan sasaran
yang ingin dicapai yaitu pengurangan biaya operasi. Sasaran yang ingin dicapai dalam
19
pengembangan model adalah pengurangan biaya operasi. Beberapa faktor yang dibutuhkan
dalam metode Linear Programming antara lain adalah:
1. Variabel Keputusan
2. Variabel Fungsi Tujuan
3. Variabel Fungsi Pembatas
2.7.1 Variabel Keputusan
Variabel keputusan merupakan output yang dioptimalkan sesuai dengan permasalahan
yang ada sehingga memenuhi kriteria fungsi tujuan dan kendala. Sebagai contoh dalam
masalah Linear Programming dari perusahaan.
Berikut ini adalah variabel-variabel keputusan yang ada dalam perencanaan produksi yaitu:
ARi = Jumlah produk 1 (SKM isi 12) yang diproduksi dengan kapasitas regular pada bulan
ke i
BRi = Jumlah produk 2 (SKM isi 16) yang diproduksi dengan kapasitas regular pada bulan
ke i
CRi = Jumlah produk 3 (SKT isi 12) yang diproduksi dengan kapasitas regular pada bulan
ke i
DRi = Jumlah produk 4 (SKT isi 16) yang diproduksi dengan kapasitas regular pada bulan
ke i
ALi = Jumlah produk 1 (SKM isi 12) yang diproduksi dengan kapasitas lembur pada bulan
ke i
BLi = Jumlah produk 2 (SKM isi 16) yang diproduksi dengan kapasitas lembur pada bulan
ke i
CLi = Jumlah produk 3 (SKT isi 12) yang diproduksi dengan kapasitas lembur pada bulan
ke i
DLi = Jumlah produk 4 (SKT isi 16) yang diproduksi dengan kapasitas lembur pada bulan
ke i
APi = Jumlah persediaan produk 1 (SKM isi 12) pada bulan ke i
BPi = Jumlah persediaan produk 2 (SKM isi 16) pada bulan ke i
CPi = Jumlah persediaan produk 3 (SKT isi 12) pada bulan ke i
DPi = Jumlah persediaan produk 4 (SKT isi 16) pada bulan ke i
Dimana:
A = Produk 1 (SKM isi 12)
B = Produk 2 (SKM isi 16)
20
C = Produk 3 (SKT isi 12)
D = Produk 4 (SKT isi 16)
Ri = Jam kerja regular pada bulan ke i
Li = Lembur pada bulan ke i
Pi = Persediaan pada bulan ke i
i = Periode perencanaan (bulan ke i = 1,2,3,…,12)
2.7.2 Parameter Model
Dalam menentukan fungsi tujuan dan fungsi batasan dibutuhkan beberapa parameter
model yang menjadi penjelasan mengenai fungsi-fungsi tersebut. Parameter modelnya
antara lain:
1. Parameter Biaya
GARi = Biaya produksi SKM isi 12 pada jam regular per karton
GBRi = Biaya produksi SKM isi 16 pada jam regular per karton
GCRi = Biaya produksi SKT isi 12 pada jam regular per karton
GDRi = Biaya produksi SKT isi 16 pada jam regular per karton
GALi = Biaya produksi SKM isi 12 pada jam lembur per karton
GBLi = Biaya produksi SKM isi 16 pada jam lembur per karton
GCLi = Biaya produksi SKT isi 12 pada jam lembur per karton
GDLi = Biaya produksi SKT isi 16 pada jam lembur per karton
GAPi = Biaya persediaan SKM isi 12 per karton
GBPi = Biaya persediaan SKM isi 16 per karton
GCPi = Biaya persediaan SKT isi 12 per karton
GDPi = Biaya persediaan SKT isi 16 per karton
2.7.2.1 Fungsi Tujuan
Fungsi tujuan adalah fungsi yang menggambarkan tujuan atau sasaran di dalam
permasalahan Linear Programming yang berkaitan dengan pengaturan secara optimal
sumber-sumber daya untuk memperoleh keuntungan maksimal atau biaya yang minimal.
Pada umumnya nilai yang dioptimalkan dinyatakan sebagai Z. Dimana Z merupakan nilai
yang dioptimalkan yaitu biaya yang minimal. Biaya produski terdiri dari:
1. Minimasi biaya produksi regular =
∑ 𝐺12𝑖=1 ARi.ARi+ ∑ 𝐺12
𝑖=1 BRi.BRi+∑ 𝐺12𝑖=1 CRi.CRi+∑ +𝐺12
𝑖=1 DRi.DRi

21
2. Minimasi biaya produksi lembur =
∑ 𝐺12𝑖=1 ALi.ALi+ ∑ 𝐺12
𝑖=1 BLi.BLi+∑ 𝐺12𝑖=1 CLi.CLi+∑ +𝐺12
𝑖=1 DLi.DLi
3. Minimasi baiaya persediaan =
∑ 𝐺12𝑖=1 APi.APi+ ∑ 𝐺12
𝑖=1 BPi.BPi+∑ 𝐺12𝑖=1 CPi.CPi+∑ +𝐺12
𝑖=1 DPi.Dpi
= Min (1+2+3)
2.7.3 Fungsi Pembatas
Berdasarkan permasalahan yang ada di PT.Cakra Guna Cipta sehingga dapat ditetapkan
batasan sebagai berikut:
1. Batasan permintaan produk SKM isi 12
Dimana:
DAi = permintaan SKM isi 12 pada bulan ke i
Contoh untuk perhitungan AR1+AL1-AP1= DA1
Keterangan:
AR1 = Jumlah permintaan produk SKM isi 12 yang di produksi pada periode 1 secara reguler
AL1 = Jumlah permintaan pruduk SKM isi 12 yang di produksi pada periode 1 secara lembur
AP1 = Jumlah persedian pruduk SKM isi 12 yang di produksi pada akhir periode 1
DA1 = Hasil peramalan permintaan SKM isi 12 pada periode ke 1
a. AR1+AL1-AP1= DA1
b. AP1+AR2+AL2-AP2=DA2
c. AP2+AR3+AL3-AP3=DA3
d. AP3+AR4+AL4-AP4=DA4
e. AP4+AR5+AL5-AP5=DA5
f. AP5+AR6+AL6-AP6=DA6
g. AP6+AR7+AL7-AP7=DA7
h. AP7+AR8+AL8-AP8=DA8
i. AP8+AR9+AL9-AP9=DA9
j. AP9+AR10+AL10-AP10=DA10
k. AP10+AR11+AL11-AP11=DA11
l. AP11+AR12+AL12-AP12=DA12
2. Batasan permintaan produk SKM 16
Dimana:
DBi = permintaan SKM isi 16 pada periode ke i

22
Contoh untuk perhitungan BP10+BR11+BL11-BP11=DB11
Keterangan:
BR11 = Jumlah permintaan produk SKM isi 16 yang di produksi pada periode 1 secara
reguler
BL11 = Jumlah permintaan pruduk SKM isi 16 yang di produksi pada periode 11 secara
lembur
BP10 = Jumlah persedian pruduk SKM isi 16 yang di produksi pada akhir periode 10
BP11 = Jumlah persedian pruduk SKM isi 16 yang di produksi pada akhir periode 11
DB11 = Hasil Peramalan permintaan SKM isi 12 pada periode ke 11
a. BR1+BL1-BP1= DB1
b. BP1+BR2+BL2-BP2=DB2
c. BP2+BR3+BL3-BP3=DB3
d. BP3+BR4+BL4-BP4=DB4
e. BP4+BR5+BL5-BP5=DB5
f. BP5+BR6+BL6-BP6=DB6
g. BP6+BR7+BL7-BP7=DB7
h. BP7+BR8+BL8-BP8=DB8
i. BP8+BR9+BL9-BP9=DB9
j. BP9+BR10+BL10-BP10=DB10
k. BP10+BR11+BL11-BP11=DB11
l. BP11+BR12+BL12-BP12=DB12
3. Batasan permintaan produk SKT 12
Dimana:
DCi = permintaan SKT isi 12 pada periode ke i
Contoh untuk perhitungan CP5+CR6+CL6-CP6=DC6
Keterangan:
CR6 = Jumlah permintaan produk SKT isi 12 yang di produksi pada periode 6 secara reguler
CL6 = Jumlah permintaan pruduk ST isi 12 yang di produksi pada periode 6 secara lembur
CP5 = Jumlah persedian pruduk SKT isi 12 yang di produksi pada akhir periode 5
CP6 = Jumlah persedian pruduk SKT isi 12 yang di produksi pada akhir periode 6
DC6 = Hasil peramalan permintaan SKT isi 12 pada periode ke 6
a. CR1+CL1-CP1= DC1
b. CP1+CR2+CL2-CP2=DC2
c. CP2+CR3+CL3-CP3=DC3

23
d. CP3+CR4+CL4-CP4=DC4
e. CP4+CR5+CL5-CP5=DC5
f. CP5+CR6+CL6-CP6=DC6
g. CP6+CR7+CL7-CP7=DC7
h. CP7+CR8+CL8-CP8=DC8
i. CP8+CR9+CL9-CP9=DC9
j. CP9+CR10+CL10-CP10=DC10
k. CP10+CR11+CL11-CP11=DC11
l. CP11+CR12+CL12-CP12=DC12
4. Batasan permintaan produk SKT 16
Dimana:
DDi = permintaan SKT isi 16 pada periode ke i
Contoh untuk perhitungan DP2+DR3+DL3-DP3=DD3
Keterangan:
DR3 = Jumlah permintaan produk SKT isi 16 yang di produksi pada periode 3 secara reguler
DL3 = Jumlah permintaan pruduk ST isi 16 yang di produksi pada periode 3 secara lembur
DP2 = Jumlah persedian pruduk SKT isi 16 yang di produksi pada akhir periode 2
DP3 = Jumlah persedian pruduk SKT isi 16 yang di produksi pada akhir periode 3
DD3 = Hasil peramalan permintaan SKT isi 16 pada periode ke 3
a. DR1+DL1-DP1= DD1
b. DP1+DR2+DL2-DP2=DD2
c. DP2+DR3+DL3-DP3=DD3
d. DP3+DR4+DL4-DP4=DD4
e. DP4+DR5+DL5-DP5=DD5
f. DP5+DR6+DL6-DP6=DD6
g. DP6+DR7+DL7-DP7=DD7
h. DP7+DR8+DL8-DP8=DD8
i. DP8+DR9+DL9-DP9=DD9
j. DP9+DR10+DL10-DP10=DD10
k. DP10+DR11+DL11-DP11=DD11
l. DP11+DR12+DL12-DP12=DD12
5. Batasan kapasitas regular
Contoh ARi kapasitas i (SKM)
Dimana :

24
ARi yaitu kapasitas produksi reguler pada produk SKM isi 12
ARi kapasitas i (SKM)
BRi kapasitas i (SKM)
CRi kapasitas i (SKT)
BRi kapasitas i (SKT)
6. Batasan kapasitas lembur
ALi kapasitas i (SKM)
Dimana :
ALi yaitu kapasitas produksi lembur pada produk SKM isi 12
ALi kapasitas i (SKM)
BLi kapasitas i (SKM)
CLi kapasitas i (SKT)
BLi kapasitas i (SKT)
7. Batasan persedian gudang
APi persedian gudang i (SKM)
Dimana :
APi yaitu kapasitas gudang untuk produk SKM isi 12
APi persedian gudang i (SKM)
BPi persedian gudang i (SKM)
CPi persedian gudang i (SKT)
BPi persedian gudang i (SKT)
8. Batasan safety stock
APi ≥ safety stock i (SKM)
Dimana :
APi yaitu di mana batasan safety stock pada produk SKM isi 12
APi ≥ safety stock i (SKM)
BPi ≥ safety stock i (SKM)
CPi ≥ safety stock i (SKT)
BPi ≥ safety stock i (SKT)
2.8 Safety Stock
Safety Stock merupakan persediaan yang ada untuk mengurangi resiko kehabisan barang
bila ada permintaan pelanggan ataupun produksi yang dilakukan oleh perusahaan (Tersine,

25
1994). Semakin besar safety stock mengurangi kemungkinan kehabisan barang, begitu pula
ketika safety stock kecil meningkatkan kemungkinan kekurangan barang. Besar kecil safety
stock berbanding lurus dengan biaya yang dikeluarkan perusahaan (Nasution dan
Prasetyawan, 2008). Dengan demikian diperlukan metode untuk melakukan perhitungan
yang memberikan hasil safety stock cukup untuk memenuhi permintaan pelanggan pada
periode tertentu dengan tetap mempertimbangkan biaya yang minimum, karena nilai optimal
dari safety stock diperoleh apabila biaya persediaan minimum. Perhitungan ini dapat
dilakukan apabila kondisi permintaan memenuhi asumsi permintaan berdistribusi normal.
Dengan perhitungan sebagai berikut (Tersine, 1994:205):
SS = Z x standar deviasi demand selama Lead Time (2 -19)
SS = Z x σ x √𝐿𝑇 Sumber: Vincent Gasperz (1998:81)
Dimana:
SS = jumlah safety stock
Z = nilai tabel normal
σ = standar deviasi selama Lead Time
2.9 Pengukuran Waktu Kerja
Berdasarkan Wignjosoebroto (2003:169), pengukuran kerja (work measurement atau
time study) dapat diidentifikasikan sebagai metode penetapan keseimbangan antara kegiatan
manusia yang dikontribusikan dengan unit output yang dihasilkan. Pengukuran waktu kerja
bertujuan untuk mendapatkan waktu baku penyelesaian pekerjaan yaitu waktu yang
dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan
yang dijalankan dalam sistem kerja terbaik (Sutalaksana dkk, 1979:117).
Teknik pengukuran waktu kerja dikelompokkan ke dalam dua bagian, yaitu sebagai
berikut.
1. Pengukuran secara langsung (Direct Time Study)
Pengukuran kerja secara langsung yaitu pengukuran yang dilakukan di tempat pekerjaan
berlangsung. Pengukuran kerja secara langsung ini dapat dilakukan dengan dua cara
pengukuran, yaitu jam henti (stopwatch time study) dan sampling kerja (work sampling)
2. Pengukuran secara tidak langsung
Pengukuran waktu kerja secara tidak langsung yaitu perhitungan waktu yang dilakukan
oleh pengamat tanpa harus berada di tempat yang diukur, dengan menggunakan tabel
waktu yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen-elemen

26
pekerjaannya. Pengukuran waktu kerja secara tidak langsung ini dapat dilakukan dengan
dua cara pengukuran, yaitu data waktu baku (standard time) dan data waktu gerakan
(predetermined time system).
2.9.1 Pengukuran Waktu Kerja dengan Jam Henti
Pengukuran waktu kerja dengan jam henti merupakan teknik perhitungan kerja yang
didapatkan dari perhitungan fisik waktu aktual yang dibutuhkan untuk melakukan sebuah
pekerjaan dengan menggunakan jam atau perapatan penghitung waktu lainnya (Turner dkk,
2000:208). Ada tiga macam metode penggunaan metode jam henti, yaitu pengukuran waktu
secara terus-menerus (continuous Timing), secara berulang-ulang (Repetitive Timing), dan
secara penjumlahan (Accumulative Timing). Variasi dalam pengukuran dengan metode jam
henti dapat disebabkan oleh:
1. Kesalahan dalam membaca stopwatch
2. Kesalahan mempertimbangkan elemen-elemen yang dicatat waktunya.
3. Perbedaan dalam kondisi operasi (bahan, metode, penerangan, dan lain-lain.
4. Kecepaan kerja operator yang diamati (dapat menjadi variabel yang disengaja).
5. Tidak diperhitungkkannya suatu elemen tak berulang yang terjadi.
2.10 Pengujian Data
Pengujian data dilakukan untuk menguji data pada perhitungan waktu proses produksi
meliputi uji keseragaman data dan uji kecukupan data.
2.10.1 Uji Keseragaman Data
Uji keseragaman data perlu dilakukan dahulu sebelum menggunakan data yang
diperoleh guna menetapkan waktu baku. Uji keseragaman data dilakukan agar tidak ada data
yang terlalu besar atau terlalu kecil dan jauh menyimpang dari nilai trend rat-ratanya (tidak
ada data yang ekstrem). Uji keseragaman data dapat dilakukan secara visual atau dengan
mengaplikasikan peta kontrol (control chart). Rumus yang digunakan untuk menguji
keseragaman data adalah:
BKA = X + (k x SD) (2-20)
BKB = X – (k x SD) (2-21) Sumber: Wignjosoebroto (2003:194)
Dimana:
BKA / BKB = Batas Kontrol Atas / Bawah

27
X = waktu rata-rata observasi
SD = standar deviasi
K = harga indeks jika tingkat kepercayaan (confidence level) yang diambil adalah (1-α)
yang diperoleh dari tabel normal standar.
Jika tingkat kepercayaan yang digunakan (1-α) = 90% maka k = 𝑍∝/2 = 𝑍0,05 = 1,65
Jika tingkat kepercayaan yang digunakan (1-α) = 95% maka k = 𝑍∝/2 = 𝑍0,025 = 2
Jika tingkat kepercayaan yang digunakan (1-α) = 99,7% maka k = 𝑍∝/2 = 𝑍0,0015 = 3
2.10.2 Uji Kecukupan Data
Uji kecukupan data dimaksudkan untuk mengetahui apakah data-data yang diambil
sudah cukup atau belum untuk dilakukan penelitian. Untuk menetapkan berapa jumlah
pengamatan yang seharusnya dilakukan, maka harus ditetapkan terlebih dahulu tingkat
kepercayaan dan derajat ketelitiannya. Dalam aktivitas pengukuran kerja biasanya diambil
tingkat kepercayaan 95% dan derajat ketelitian 5%. Rumus yang digunakan untuk menguji
kecukupan data adalah:
𝑁′ = ⌊𝐾/𝑆√𝑁(∑ 𝑋𝑖2)−(∑ 𝑋𝑖)2
∑ 𝑋𝑖⌋
2
(2-22)
Sumber: Wignjosoebroto (2003:134)
Dimana:
N’ = jumlah pengukuran yang diperlukan
N = jumlah siklus pengamatan yang telah dilakukan
k = derajat kepercayaan dalam pengamatan (95%; k ₌ 2)
s = derajat ketelitian dalam pengamatan (5%; s ₌ 0,05)
Xi = waktu pengamatan setiap elemen kerja masing-masing siklus
Untuk menentukan apakah data yang ada sudah cukup perlu dinilai N’, jika N > N’
berarti data sudah cukup. Jika N < N’ berarti data masih kurang sehingga harus dilakukan
pengambilan data lagi.
2.11 Perhitungan Waktu Baku
Perhitungan waktu baku yang dilakukan meliputi waktu siklus, performance rating,
waktu normal, waktu longgar dan menentukan waktu baku.

28
2.11.1 Waktu Siklus
Waktu siklus merupakan waktu penyelesaian satu satuan produksi mulai dari bahan
baku mulai diproses di tempat kerja yang bersangkutan. Rumus yang digunakan dalam
perhitungan waktu siklus adalah:
WS = ∑ 𝑋𝑖
𝑁 (2-23)
Sumber: Sutalaksana (1979:137)
Dimana:
WS = waktu siklus
N = jumlah pengamatan
𝑋𝑖 = waktu pengamatan
2.11.2 Performance Rating
Berdasarkan Wignjosoebroto (2003:196), performance rating didefinisikan sebagai
suatu proses yang dilakukan untuk membandingkan kecepatan seorang operator dalam
menyelesaikan pekerjaannya selama pengamatan waktu kerja dengan konsep kecepatan
kerja normal menurut pengamat. Berdasarkan Sutalaksana dkk, (1979:140) terdapat
beberapa macam metode untuk menentukan performance rating, salah satunya adalah
metode Westinghouse System’s Rating yang mempertimbangkan empat faktor dalam
mengevaluasi performance (kinerja) operator yaitu keterampilan (skill), usaha (effort),
kondisi (condition), dan konsistensi (consistency)
Gambar 2.2 Performance rating westing house
Sumber: Sutalaksana dkk (1979:145)
Dari faktor-faktor diatas didapatkan nilai performance yang merupakan penjumlahan
atau interaksi nilai-nilai tersebut yaang selanjutnya digunakan dalam menentukan besarnya
faktor penyesuaian.
p = 1+P (2-24) Sumber: Sutalaksana (1979:145)

29
Dimana:
p = faktor penyesuaian
P = interaksi atau jumlah keempat faktor penyesuaian Westing house
Harga faktor penyesuaian atau rating faktor (p) ditentukan sebagai berikut:
1. Jika operator terlalu cepat yaitu bekerja dengan kecepatan di atas batas normal maka rating
p > 1 atau p > 100%.
2. Jika operator terlalu cepat yaitu bekerja dengan kecepatan di atas batas normal maka rating
p < 1 atau p < 100%
3. Jika operator bekerja secara normal maka p = 1 atau p = 100%
2.11.3 Waktu Normal
Waktu normal merupakan waktu rata-rata yang dibutuhkan operator terlatih untuk
melakukan pekerjaan dalam kondisi kerja yang biasa dengan kecepatan normal, dalam hal
ini tidak termasuk waktu longgar (allowances) dan waktu tunggu (turner dkk, 2000:208).
Rumus yang digunakan dalam perhitungan waktu normal adalah sebagai berikut.
(Sutalaksana dkk, 1979:137)
WN = WS x p (2-25)
Dimana:
WN = waktu normal
WS = waktu siklus
P = faktor penysesuian
2.11.4 Waktu Longgar (Allowance Time)
Berdasarkan Wignjosoebroto (2003:201), waktu normal untuk suatu elemen operasi
kerja semata-mata menunjukkan bahwa seorang operator yang berkualifikasi baik bekerja
menyelesaikan pekerjaannya pada kecepatan kerja yang normal. Pada kenyataannya tidak
demikian, seorang operator tidak selalu dapat bekerja terus-menerus sepanjang hari tanpa
berhenti. Untuk itu perlu ditambahkan waktu longgar atas waktu normal yang didapatkan.
Waktu Longgar tersebut dapat dibagi menjadi tiga bagian, yaitu waktu linggar untuk
kebutuhan pribadi (Personal Allowance), untuk melepas lelah (Fatigue Allowance), untuk
keterlambatan (Delay Allowance).

30
2.11.5 Menentukan Waktu Baku
Berdasarkan Wignjosoebroto (2003:170), waktu baku merupakan waktu yang
dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk
menyelesaikan pekerjaannya, dimana sudah terdapat pengaruh dari kelonggaran waktu.
Kegunaan waktu baku antara lain adalah sebagai berikut:
1. Perencanaan kebutuhan tenaga kerja (man power planning)
2. Estimasi biaya-biaya upah karyawan/ pekerja
3. Penjadwalan produksi dan pengangguran
4. Perencanaan sistem pemberian bonus dan insentif bagi karyawan berprestasi
5. Indikasi keluaran (output) yang mampu menghasilkan seorang pekerja
Untuk memudahkan penentuan waktu baku untuk penyelesaian suatu operasi kerja,
maka waktu normal harus ditambahkan dengan waktu longgar (allowance). Sehingga rumus
untuk menghitung waktu baku adalah:
WB = WN x [100%
100%−% 𝐴𝑙𝑙𝑜𝑤𝑎𝑛𝑐𝑒] (2-26)
Sumber: Wignjosoebroto (2003:203)
Dimana =
WB = waktu baku
WN = waktu normal
2.10 Konsep Biaya Produksi
Konsep biaya produksi terbagi menjadi dua, yaitu biaya langsung dan biaya tidak
langsung dan overhead serta biaya tetap dan variabel.
2.10.1 Biaya Langsung, Biaya Tak Lansung dan Biaya Overhead
Menurut Pujawan (1995) biaya langsung adalah biaya-biaya yang dengan mudah dapat
ditentukan pada suatu operasi, produk, atau proyek yang spesifik. Biaya langsung terdiri dari
biaya bahan baku langsung dan biaya tenaga kerja langsung.
Biaya tak langsung adalah biaya-biaya yang sulit ditentukan secara langsung pada suatu
operasi, produk, atau proyek yang spesifik. Biaya tak langsung terdiri dari biaya bahan baku
tak langsung, biaya tenaga kerja tak langsung, dan biaya-biaya lain yang sejenis. Biaya
overhead adalah biaya-biaya manufacturing selain biaya langsung. Dengan demikian maka
biaya tak langsung juga termasuk dalam biaya overhead.

31
2.10.2 Biaya Tetap dan Biaya Variabel
Biaya-biaya yang besarnya tidak dipengaruhi oleh jumlah output atau volume produksi
yang dihasilkan oleh suatu sistem dalam jangka waktu tertentu disebut biaya tetap (fixed
cost). Contoh biaya tetap adalah pengeluaran-pengeluaran untuk keperluan administrasi dan
umum, pajak dan asuransi, depresiasi bangunan dan peralatan, dan sebagainya. Sedangkan
biaya variabel merupakan biaya-biaya yang secara proporsional dipengaruhi oleh jumlah
output. Biaya bahan baku langsung dan tenaga kerja langsung adalah dua contoh dari biaya
variabel. Biaya total suatu sistem (produksi) dapat dijumlahkan dari biaya tetap dan biaya
variabel, sehingga didapatkan rumus.
TC = FC + VC(x) (2–27)
Sumber: Pujawan (1995)
Dimana:
TC = Biaya total untuk memproduksi sejumlah x produk
FC = Biaya tetap
VC (x) = Jumlah biaya variabel untuk memproduksi sejumlah x produk

32
Halaman ini sengaja dikosongkan

33
BAB III
METODOLOGI PENELITIAN
Metode penelitian merupakan langkah-langkah terstruktur yang dilakukan dalam
penelitian. Penelitian harus mempunyai tujuan dan arah yang jelas. Pada Bab III ini berisi
jenis penelitian, waktu dan tempat, pengumpulan data, langkah-langkah penelitian dan
diagram alir penelitian.
3.1 Jenis Penelitian
Penelitian ini termasuk jenis penelitian deskriptif, yaitu penelitian yang berusaha
mendeskripsikan dan menginterpretasikan sesuatu, misalnya kondisi atau hubungan yang
ada, pendapat yang berkembang, proses yang sedang berlangsung, akibat atau efek yang
terjadi, atau tentang kecendrungan yang tengah berlangsung (Sukmadinata, 2006). Penelitian
deskriptif merupakan penelitian yang mendeskripsikan dan menginterpretasikan sesuatu
yang kemudian dianalisis dan dibandingkan berdasarkan kenyataan yang sedang
berlangsung sehingga dapat memberikan pemecahan masalah yang muncul.
Berdasarkan masalah yang terjadi, penelitian ini berusaha menjelaskan cara-cara
menyelesaiakan masalah. Mulai dari analisis input yang terjadi dari biaya produksi dan
jumlah produksi. Kemudian menerangkan bagaimana mengolah input-input yang ada
dengan linear programming, maka output yang dihasilkan perusahaan mendapatkan jumlah
produksi yang aktual dengan biaya yang minimal.
3.2 Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan di PT Cakra Guna Cipta Malang yang dimulai pada bulan
September 2015 hingga Desember 2017.
3.3 Prosedur Penelitian
Tahapan yang dilakukan pada penelitian ini sebagai berikut:
1. Studi Literatur
Studi literatur dilakukan untuk mempelajari teori dan ilmu pengetahuan yang
berhubungan dengan permasalahan yang diteliti. Sumber literatur berasal dari buku,
jurnal dan skripsi.

34
2. Survei Pendahuluan
Langkah yang perlu dilakukan adalah melakukan pengamatan awal untuk mendapatkan
gambaran dari kondisi sebenarnya obyek yang diteliti. Hal ini sangat bermanfaat bagi
peneliti karena dapat memberikan gambaran yang jelas tentang obyek penelitiannya.
Studi lapangan dilakukan dengan melakukan observasi secara langsung ke PT Cakra
Guna Cipta Malang.
3. Identifikasi Masalah
Identifikasi masalah dilakukan dengan tujuan untuk mencari penyebab timbulnya
masalah dan kemudian mencari permasalahan yang terjadi.
4. Perumusan Masalah
Setelah melakukan identifikasi masalah, tahap selanjutnya adalah merumuskan masalah
yang terjadi diperusahaan. Perumusan masalah merupakan rincian dari permasalahan
yang dikaji dan nantinya menunjukkan tujuan dari penelitian ini.
5. Penetapan Tujuan Penelitian
Tujuan penelitian ditetapkan berdasarkan perumusan masalah yang telah dijabarkan
sebelumnya. Hal ini dilakukan untuk menentukan batasan-batasan dalam pengolahan
dan analisis hasil pengukuran selanjutnya.
6. Pengumpulan Data
Pengumpulan data diartikan sebagai kegiatan yang dilakukan dalam penelitian untuk
mengungkap atau menjaring fenomena, informasi atau kondisi lokasi penelitian sesuai
dengan lingkup penelitian dan seluruh elemen populasi yang dapat mendukung kegiatan
penelitian. Data ini menjadi input pada tahap pengolahan data. Metode pengumpulan
data yang dilakukan adalah observasi, wawancara, dokumentasi perusahaan, arsip data
objek pengamatan dan berbagai literatur. Data yang dikumpulkan untuk penelitian ini
meliputi data primer dan data sekunder antara lain:
a. Data primer
1) Data urutan dan waktu proses produksi
b. Data sekunder
1) Data jumlah permintaan
2) Data hasil produksi
3) Data biaya bahan baku
4) Data biaya produksi
5) Data biaya persediaan
6) Data jumlah pekerja

35
7) Data jam kerja regular
8) Upah tenaga kerja
7. Pengolahan Data
Pengolahan data dilakukan dengan metode yang relevan dengan permasalahan yang
dihadapi. Berikut ini merupakan tahapan pengolahan data yang dilakukan.
a. Peramalan permintaan
Dalam penelitian ini, metode forecasting yang digunakan adalah metode kuantitatif
karena forecast yang dilakukan bersifat teknis dimana data permintaan tersebut
dijadikan masukan untuk melakukan proses perencanaan produksi dan
penjadwalan.Tahapan mngerjakan peramalan dngan cara mengolah data demand
rokok SKM dan SKT isi 12 dan 16 bulan Juli 2015 sampai bulan Juni 2016
menggunakan software Minitab 17.0 dengan analisa time series dan stasioneritas
untuk memperkirakan metode peramalan yang tepat. Menghitung peramalan untuk
12 bulan perencanaan mulai bulan Juli 2016 sampai Juni 2017 dengan software
Minitab 17.0. Memilih metode peramalan berdasarkan nilai Mean Squared Error
(MSE) terkecil.
b. Menghitung waku standar pada produksi SKT isi 12 dan 16
Dalam melakukan perhitungan waktu standar meliputi perhitungan waktu siklus,
waktu normal, dan menentukan waktu baku. Waktu siklus yaitu waktu penyelesaian
satu satuan produksi mulai dari bahan baku mulai diproses di tempat kerja yang
bersangkutan. Waktu normal merupakan waktu rata-rata yang dibutuhkan operator
terlatih untuk melakukan pekerjaan dalam kondisi kerja yang biasa dengan
kecepatan normal, dalam hal ini tidak termasuk waktu longgar (allowances) dan
waktu tunggu (turner dkk, 2000:208). Waktu baku Berdasarkan Wignjosoebroto
(2003:170), waktu baku merupakan waktu yang dibutuhkan oleh seorang pekerja
yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan pekerjaannya,
dimana sudah terdapat pengaruh dari kelonggaran waktu. Dari pengamatan
terhadap operator, maka dapat dilakukan perhitungan waktu normal dan waktu baku
pada tiap stasiun kerja. Dalam menghitung waktu baku diperlukan perhitungan
untuk mencari performance rating dan allowance untuk setiap stasiun kerja. Dalam
menentukan bobot atau penilaian pada setiap stasiun kerja (SK) berdasarkan
pengamatan yang disesuaikan dengan kondisi nyata di perusahaan. Perhitungan
performance rating berdasarkan tabel westing housesystem’s rating tiap stasiun
kerja (SK) berdasarkan tabel westing housesystem’s rating tiap stasiun kerja (SK).

36
Untuk menentukan waktu baku maka operator harus diberikan waktu longgar atau
allowance yang merupakan waktu khusus untuk keperluan seperti personal needs,
kebutuhan melepas lelah dan kebutuhan lain yang ada diluar kontrol operator.
Penetapan persentase allowance yang diberikan pada operator di tiap-tiap stasiun
kerja berdasarkan rekomendasi allowance ILO yang kondisi operator disesuaikan
dengan nominal pada tabel rekomendasi untuk di akumulasikan di masing-masing
stasiun kerja. Dari perhitungan waktu normal dihasilkan waktu pengerjaan proses
pengerjaan rokok SKT. Sehingga dapat dilakukan perhitungan dalam menentukan
waktu baku pada stasiun kerja (SK) dengan besar allowance yang sudah di
tentukan.
c. Menentukan kapasitas produksi
Kapasitas produksi merupakan tingkat output yang dapat dicapai dengan spesifikasi
produk, product mix, tenaga kerja dan peralatan yang ada sekarang. Dalam CRP,
kapasitas berkaitan dengan tingkat output kerja dalam setiap pusat kerja.
(Nurwidiana dan Syakhroni, 2010). Untuk menentukannya berdasarkan data
permintaan maka dapat dilakukan perhitungan capacity requirement dimana
hasilnya didapat dari mengalikan permintaan (order) pada setiap tipe produk
dengan waktu baku pada masing-masing stasiun kerja. Kapasitas yang dibutuhkan
ini menunjukkan berapa kapasitas waktu yang dibutuhkan pabrik untuk mencapai
target order yang dibandingkan dengan kapasitas yang tersedia.
d. Menyusun MPS dengan menggunakan metode Linear Programming
Jadwal Induk Produksi merupakan gambaran atas periode perencanaan dari satu
permintaan termasuk ramalan, rencana penawaran, persediaan akhir, dan kuantitas
yang dijanjikan tersedia atau suatu pernyataan mengenal produk apa yang akan
dibuat, berapa jumlahnya, serta kapan akan dibuat. Linear Programming digunakan
untuk menyelesaikan permasalahan optimasi pada beberapa sektor industri
diantaranya perbankan, pendidikan, perhutanan, perminyakan dan manufaktur
(Winston,1991). Dalam penyusunan jadwal induk produksi dengan menggunakan
meotode linear programmig yaitu dengan mengembangkan model dimulai dengan
membuat model berdasarkan sasaran yang ingin dicapai yaitu pengurangan biaya
operasi. Sasaran yang ingin dicapai dalam pengembangan model adalah
pengurangan biaya operasi. Beberapa faktor yang dibutuhkan dalam metode Linear
Programming adalah variabel keputusan, variabel fungsi tujuan dan variabel fungsi
pembatas.

37
8. Analisa dan Pembahasan
Pada tahap ini dilakukan analisa dari hasil pengolahan data yang telah dilakukan.
Berdasarkan hasil analisa yang telah dilakukan dapat diperoleh rekomendasi perbaikan
berdasarkan hasil pengolahan data tersebut.
9. Kesimpulan dan Saran
Tahap kesimpulan dan saran merupakan tahap terakhir dari penelitian ini yang berisi
kesimpulan yang diperoleh dari hasil pengumpulan, pengolahan dan analisa yang
menjawab tujuan penelitian yang ditetapkan. Setelah itu diberikan pula saran-saran
untuk penelitian mendatang yang berupa perbaikan maupun pengembangan dari
penelitian yang telah dilakukan demi kemajuan bersama.

38
3.4 Diagram Alir Penelitian
Tahap-tahap yang dilakukan dalam penelitian digambarkan dalam diagram alir pada
Gambar 3.1.
Mulai
Studi Lapangan
Studi Literatur
Penetapan tujuan penelitian
Kesimpulan dan
saran
Selesai
A.urutan proses produksi
B. data permintaan
C. data jumlah produksi
D.data biaya produksi
E. data biaya persediaan
F. data jumlah pekerja
G. data jam kerja reguler
H. upah tenaga kerja
I. data biaya bahan baku
Tahap Pendahuluan
Tahap pengumpulan Data
Tahap pengolahan data
Pengolahan Data
Tahap Analisa dan
Kesimpulan
Analisa dan Pembahasan
1.peramalan permintaan
2.menghitung waktu standar pada SKT
3.menentukan kapasitas produksi
4.menyusun jadwal induk produksi
dengaan metode linear programing
5.membandingkan biaya produksi
sebelum dan sesudah menggunakan linear
programming
Pengumpulan Data :
Identifikasi masalah
Perumusan Masalah
Gambar 3.1 Diagram alir penelitian

39
BAB IV
HASIL DAN PEMBAHASAN
Pada bab hasil dan pembahasan ini berisi tentang uraian ringkas gambaran umum
perusahaan, deskripsi data-data mentah yang dikumpulkan dalam penelitian, pengolahan
data sesuai dengan langkah-langkah penelitian dan tujuan penelitian, serta analisis hasil
pengolahan data dan pembahasannya.
4.1 Gambaran Umum Perusahaan
Gambaran umum perusahaan akan menjelaskan sejarah perusahaan, lokasi perusahaan,
bentuk badan hukum, struktur organisaasi, tenaga kerja, upah dan sistem penggajian,
pruduksi dan kegiatan pemasaran dan penjualan.
4.1.1 Sejarah Perusahaan
PT Cakra Guna Cipta Malang didirikan pada tanggal 18 Januari 1984. Industri rokok ini
berdiri atas prakarsa Bapak Edi Indra Winarto, Bapak Achyat dan Bapak Hadi Wiranata.
Mereka masing-masing menanamkan modal untuk industri rokok ini. Pimpinan industri
rokok pada saat itu yang terpilih adalah Bapak Achyat yang memiliki tugas dan tanggung
jawab untuk mengatur dan menangani semua kebutuhan industri dalam pelaksanaan
kegiatan operasional industri.
Lokasi industri rokok pada saat itu masih menyewa di areal tanah yang luasnya 1900,2
m2 yang terletak di Jalan Achmad Yani 138 Malang. Seiring dengan perkembangan dan
kemajuan bisnis tersebut, maka pada bulan April 1992 industri rokok ini memiliki gedung
sendiri yang berlokasi di Jalan Kendalpayak 332 Kabupaten Malang. Hingga kini lokasi PT
Cakra Guna Cipta Malang masih menempati lokasi ini untuk kegiatan operasional
produksinya.
Sejalan dengan perkembangan bisnis ini, terjadi perubahan dalam manajemen
perusahaan yaitu saham yang dimiliki Bapak Edi Winoto dan Bapak Achyat dibeli oleh
Bapak Hadi Wiranata, sehingga Bapak Hadi Wiranata menjadi pemilik tunggal sekaligus
menjadi direktur utama. Pengelolaan dan penanganan manajemen perusahaan sehari-hari,
Bapak Hadi Wiranata menunjuk Ibu Handayani sebagai direktur. Modal perusahaan
bertambah dengan adanya empat orang penanam modal yaitu Ibu Handayani, Bapak Herman

40
Suryadi, Bapak Aswin Eko Kasan dan Bapak Djoemani Oetomo yang membuat industri
rokok PT Cakra Guna Cipta Malang berjaalan sampai saat ini.
4.1.2 Lokasi Perusahaaan
Lokasi industri ini merupakan salah satu komponen terpenting dalam kegiatan bisnis
untuk memperlancar jalannya kegiatan operasional perindustriannya. Penempatan lokasi ini
sangat berpengaruh penting bagi suatu industri, karena lokasi akan menentukan apakah
industri bisa berjalan baik atau tidak, sehingga pemilihan lokasi industri harus dipilih dengan
cermat dan tepat. kegiatan produksinya, yaitu:
Lokasi industri rokok PT. Cakra Guna Cipta Malang sangat strategis, yaitu terletak di
Jalan Raya Kendalpayak 332 Kabupaten Malang. Lokasi ini dipilih karena terdapat beberapa
faktor pendukung yang dapat menunjang kelancaran.
1. Transportasi lancar (dekat jalan raya)
2. Fasilitas PLN, PDAM dan Telkom mudah dicapai
3. Tenaga kerja borongan mudah diperoleh (dekat dengan rumah penduduk)
4.1.3 Bentuk Badan Hukum
Industri rokok PT Cakra Guna Cipta Malang adalah perusahaan rokok yang berbentuk
PT (Perseroan Terbatas), sedangkan surat ijin yang dimiliki perusahaan dalam melaksanakan
kegiatannya, yaitu:
1. Surat Ijin HO:No.530.08/02/UG/1991
2. Surat Ijin Persetujuan Prinsip Pelaksana No.495/DJAI/PP/DII/1988, tanggal 28 Maret
1988
3. Surat Ijin dari Kantor Bea dan Cukai No.SUIP/15-19/13-12/Pemasaran/II/92/PAI
4.1.4 Struktur Organisasi
Struktur organisasi memegang peranan penting karena mengandung suatu hubungan
antara bagian yang terdapat pada industri untuk menunjang keberhasilan industri dalam
mencapai tujuan. Struktur organisasi yang digunakan oleh PT Cakra Guna Cipta Malang
adalah struktur organisasi fungsional karena pelimpahan wewenang dari atas ke bawah dan
tanggung jawab dari bawah ke atas. Struktur organisasi PT Cakra Guna Cipta Malang dapat
dilihat pada Gambar 4.1.

41
Komisaris
Direkktur Utama
Direkktur Operasional
Kabag Personalia
Manager Umum
Dan Cukai
Manager EDP
STAFF STAFF STAFF
Direkktur Keuangan
ManagerAccounting
ManagerKeuangan
ManagerPajak
STAFF STAFF STAFF
Direkktur Produksi
ManagerTeknik
MekanikListrik
MekanikPrimary
MekanikSKM
MekanikUmum
ManagerProduksi
KabagSKM
KabagVerpack
KabagGiling
ManagerPrimary
KabagProcessing
SPV SPV SPV SPV
PekerjaHarian
PekerjaBorongan
PekerjaHarian
PekerjaHarian
Manager QC
STAFF
Manager Purchasing
STAFF
KabagGudang
Bahan Baku
SPV
PekerjaHarian
Gambar 4.1 Struktur organisasi perusahaan
Sumber: PT Cakra Guna Cipta
Tugas dan tanggung jawab masing-masing bagian yang terdapat pada struktur
organisasi PT Cakra Guna Cipta Malang adalah sebagai berikut:
1. Direktur Produksi
Direktur produksi dalam melaksanakan tugasnya mengkoordinir manajer teknik,
manajer produksi dan manajer primary. Tugas dan wewenang direktur produksi adalah:
a. Mengawasi lancarnya proses produksi.
b. Menyusun rencana kerja yang sesuai dengan target produksi.
c. Membuat rencana persediaan bahan baku.
2. Manajer Purchasing
a. Melakukan seleksi supplier untuk bahan baku yang dibutuhkan perusahaan.
b. Melakukan pembelian terhadap kebutuhan alat yang digunakan dalam proses
produksi.
c. Bertanggung jawab terhadap direktur operasional.
3. Kabag Personalia
Kepala bagian personalia bertanggung jawab mengelola kegiatan bagian personalia dan
umum, mengatur kelancaran kegiatan ketenagakerjaan, hubungan industrial dan umum,
menyelesaikan masalah yang timbul di lingkungan perusahaan dan bertanggung jawab
terhadap kinerja karyawan perusahaan. Tugas dan tanggung jawab bagian personalia
adalah:
a. Bertanggung jawab kepada direktur operasional.
b. Merencanakan dan mengorganisasikan semua sumber daya manusia dan program
perkembangannya.

42
c. Membantu tercapainya target atau tujuan perusahaan dengan meciptakan
lingkungan kerja dimana semua karyawan memperoleh kepuasan terhadap
pekerjaannya.
4.1.5 Tenaga Kerja
Tenaga kerja merupakan salah satu elemen yang sangat penting dimiliki oleh tiap
perusahaan. Tiap perusahaan memiliki jumlah dan spesifikasi yang diperlukan sesuai dengan
kebutuhan perusahaan. Berikut merupakan penjelasan mengenai tenaga kerja yang ada di PT
Cakra Guna Cipta Malang.
4.1.5.1 Jenis Karyawan
Karyawan industri rokok PT Cakra Guna Cipta Malang terdiri dari:
1. Karyawan tetap yaitu karyawan yang terikat hubungan kerja dengan perusahaan dalam
waktu yang tidak terbatas.
2. Karyawan borongan terdiri dari dua bagian, antara lain:
a. Karyawan borongan tetap yaitu karyawan borongan yang terdaftar di perusahaan.
b. Karyawan borongan lepas yaitu karyawan yang sewaktu-waktu dapat berhenti.
4.1.5.2 Kualitas Karyawan
Kualitas pendidikan pada seluruh karyawan PT Cakra Guna Cipta Malang berpengaruh
terhadap tingkat jabatan yang diterima oleh karyawan. Tingkat pendidikan di perusahaan ini
bervariasi mulai dari tingkat SD hingga sarjana. Kualitas tingkat pendidikan para karyawan
PT Cakra Guna Cipta Malang yaitu karywan tetap dengan tingkat pendidikan sarjana dan
SLTA atau SMA, karywan borongan dengan tingkat pendidikan minimal sekolah dasar.
4.1.5.3 Jam Kerja
Hari kerja efektif PT Cakra Guna Cipta Malang adalah
Hari Senin – Sabtu : pukul 07.00 – 16.00 WIB
Dengan waktu istirahat : pukul 12.00 – 13.00 WIB
4.1.6 Upah dan Sistem Penggajian
Sistem pembayaran gaji dan upah yang dilakukan oleh industri rokok PT Cakra Guna
Cipta Malang ini berdasarkan dua golongan karyawan yang telah ditetapkan oleh perusahan,
yaitu:

43
a. Upah borongan yaitu upah yang dihitung per hari berdasarkan jumlah barang yang
dihasilkan, tetapi dibayar per minggu. Upah borongan dikhususkan untuk karyawan
borongan dengan perhitungan jumlah dari kehadiran dalam seminggu dikalikan upah
per hari.
b. Gaji bulanan yaitu gaji yang diberikan pada karyawan tiap akhir bulan setelah mereka
menyelesaikan pekerjaan dan tugasnya pada bulan tersebut. Gaji diperuntukkan bagi
karyawan tetap perusahaan dan besarnya sesuai dengan tingkat jabatan dan masa kerja
karyawan.
4.2 Pengumpulan Data
Pengumpulan data yang di lakukan meliputi data poduksi,data permintaan produk rokok
Sigaret Kretek Mesin (SKM), Sigaret Kretek Tangan (SKT) dan data biaya. Data permintan
tersebut di dapat dari data historis pada dua tahun terakhir.
4.2.1 Produksi
Dalam produksi rokok Sigaret Kretek Mesin (SKM) dan Sigaret Kretek Tangan (SKT)
ada beberapa yang harus di perhatikan seperti sifat produksi dan bahan baku dan proses
produksi.
4.2.1.1 Sifat Produksi dan Bahan Baku
Industri rokok PT Cakra Guna Cipta Malang mempunyai kegiatan proses produksi yang
bersifat kontinyu atau berjalan tidak terputus-putus. Artinya proses produksinya terus
berjalan baik ada pesanan maupun tidak. Bahan baku mengalir melalui beberapa tahap
proses produksi secara berurutan sampai menjadi barang jadi. Terdapat dua macam bahan
baku yang digunakan dalam menjalankan proses produksi, yaitu:
1. Bahan Baku Pokok
Bahan baku pokok merupakan bahan baku utama dalam pembuatan rokok. Bahan baku
pokok yang digunakan adalah sebagai berikut:
a. Tembakau merupakan bahan baku pembuatan semua jenis toko. Tembakau terdiri
dari dua jenis, yaitu tembakau rajangan dan tembakau lembaran yang masih utuh.
Tembakau rajangan adalah yang dijual dalam keadaan yang sudah dirajang,
sedangkan tembakau lembaran yang masih utuh adalah tembakau yang dijual masih
dalam bentuk lembaran daun yang nantinya akan dirajang sendiri oleh pabrik.
Tembakau yang digunakan sebagai bahan baku rokok adalah campuran dari

44
berbagai jenis tembakau yang dibedakan menurut daerah asal dan umur simpan.
Perusahaan memperoleh tembakau dari daerah Bojonegoro, Karangjati, Madewo,
dan Muntilan.
b. Cengkeh adalah salah satu bahan baku yang digunakan untuk pembuatan rokok.
Ada dua jenis cengkeh, yaitu cengkeh rajangan dan cengkeh glondongan. Cengkeh
rajangan adalahg cengkeh yang siap digunakan, sedangkan glondongan yaitu
cengkeh yang harus dirajang dahulu sebelum digunakan. Cengkeh berfungsi
sebagai pemberi rasa rokok sehingga untuk memproduksi rokok komposisi cengkeh
tidak sebanyak tembakau. Perusahaan memperoleh cengkeh dari Malang dan Blitar.
c. Saos digunakan untuk memberikan aroma pada pembuatan rokok. Saos yang
digunakan perusahaan adalah Hafana Oile, Manila Oile dan Nangka Oile.
2. Bahan Baku Penolong
Bahan baku penolong merupakan bahan penunjang dari bahan baku pokok yang
diperlukan pada proses produksi. Bahan baku penolong yang digunakan adalah sebagai
berikut:
a. Filter yang digunakan pada rokok yang diproses oleh mesin.
b. Kertas Etiket yang berfungsi sebagai pembungkus dari 12 atau 16 batang rokok
menjadi satu pak rokok. Pada etiket ini menempel bandrol atau pita cukai.
c. Plastik OPP yang digunakan perusahaan ada dua jenis yaitu plastik OPP dalam dan
luar. Plastik OPP dalam digunakan untuk membungkus rokok kretek sebelum
dibungkus kertas etiket. Sedangkan plastik OPP luar digunakan untuk membungkus
kemasan etiket. Pada plastik OPP dalam terdapat pita merah yang berfungsi
memudahkan konsumen membuka kemasan rokok.
d. Kertas pita cukai adalah yang di tempel pada etiket rokok.
e. Kertas kraft digunakan untuk membungkus rokok filter sebelum dibungkus etiket.
f. Filter rokok digunakan pada rokok yang diproses oleh mesin.
g. Kertas slop berfungsi untuk membungkus 10 pak rokok menjadi satu slop.
h. Plak slop digunakan untuk merekatkan pada sisi kiri dari kemasan slop.
i. Kertas bal berfungsi untuk membungkus 10 atau 20 slop rokok menjadi satu bal.
j. Plak bal digunakan untuk merekatkan sisi kiri dan kanan kemasan bal.
k. Karton rokok berfungsi untuk mengemas dari empat atau enam bal rokok.
l. Plak ban berfungsi untuk menutup karton rokok.

45
4.2.1.2 Proses Produksi Rokok SKM dan SKT
Proses produksi di PT Cakra Guna Cipta dibagi menjadi dua jenis, yaitu proses produksi
primer dan proses produksi sekunder. Proses produksi primer adalah proses pengolahan
bahan baku utama menjadi sangan. Proses produksi sekunder adalah proses pelintingan
rokok hingga pengepakan dalam carton box untuk disimpan dalam gudang produk. Hasil
produksi PT Cakra Guna Cipta adalah rokok kretek tanpa filter atau disebut dengan Sigaret
Kretek Tangan (SKT) dan rokok kretek dengan filter atau disebut dengan Sigaret Kretek
Mesin (SKM). Pada proses produksi primer, terlebih dahulu dilakukan pengolahan tembakau
dan pengolahan cengkeh. Pada proses pengolahan tembakau, dilakukan beberapa subproses
diantaranya adalah proses perajangan tembakau, proses pelembapan, proses penyaringan,
proses pemisahan daun dan ganggang tembakau, proses pengeringan tembakau, proses
casing (pemberian obat), proses penurunan kadar air dan proses flaforing (pencampuran
saos).
Selanjutnya pada proses pengolahan cengkeh dilakukan dengan melakukan
pembersihan terhadap cengkeh, dilakukan pemisahan cengkeh dengan kotoran, proses
perajangan dan proses pengeringan. Selanjutnya, dilakukan proses pencampuran bahan baku
utama. Pada proses ini, dilakukan pencampuran tembakau, cengkeh dan saos. Tembakau
rajangan, cengkeh rajangan dan saos yang disemprot dicampur dengan sekop, garuk dan
mesin kompresor. Setelah itu ditimbang menurut kebutuhan masing-masing jenis rokok
yang ada. Setelah proses pencampuran kemudian difermentasikan selama 1 sampai 2 hari
agar bisa meresap dan rasanya bisa bersatu. Keesokan harinya, hasil campuran yang telah
difermentasi baru bisa digunakan dalam proses produksi sekunder. Hasil campuran
tembakau, cengkeh dan saos disebut sangan.
Proses PerajanganProses Perajangan
Proses PelembabProses Pelembab
Proses PenyaringanProses Penyaringan
Proses Pemisahan Daun
dan Ganggang
Proses Pemisahan Daun
dan Ganggang
Proses PengeringanProses Pengeringan
Proses Casing
(Pemberian Obat)
Proses Casing
(Pemberian Obat)
Proses Penurunan Kadar
Air
Proses Penurunan Kadar
Air
Proses FlavoringProses Flavoring
TembakauTembakau
Tembakau
Olahan
Tembakau
Olahan
(a)
Proses PembersihanProses Pembersihan
Proses PemisahanProses Pemisahan
Proses PenyaringanProses Penyaringan
Proses PengeringanProses Pengeringan
Cengkeh
Olahan
Cengkeh
Olahan
CengkehCengkeh
(b)

46
PencampuranPencampuran
FermentasiFermentasi
Cengkeh
Olahan
Cengkeh
OlahanTembakau
Olahan
Tembakau
OlahanSaosSaos
SanganSangan
(c) Gambar 4.2 Proses produksi primer, (a) pengolahan tembakau (b) pengolahan cengkeh dan (c)
pembuatan sangan.(lanjutan)
Sumber: PT Cakra Guna Cipta
Setelah melewati proses produksi primer, maka proses dilanjutkan pada proses produksi
sekunder. Proses produksi sekunder melibatkan bahan baku penolong. Proses produksi
sekunder dibagi 2 jenis, yaitu bagian SKT dan bagian SKM. Untuk bagian SKT, dilakukan
dengan menggunakan tenaga buruh harian. Proses SKT dilakukan secara manual dari tahap
pelintingan rokok hingga pengepakan dalam karton.
Untuk bagian SKM, proses produksi dilakukan dengan menggunakan mesin dengan
pengepakan akhir menggunakan karyawan tetap. Berikut adalah urutan peta proses operasi
produksi sekunder untuk rokok SKM.
PETA PROSES OPERASI PEMBUATAN ROKOK SKM
Nama Obyek Proses Pembuatan Rokok SKM Dipetakan Oleh Ahmad Farhan
Nomor Peta 1 Tanggal Dipetakan 16-12-2017
O-1
I-1
O-2
O-3
O-4
O-5
1-S
Pelintingan
dengan mesin
Maker
Inspeksi
Pengepakan
dengan mesin
HLP
Pembungkusan
dalam slop
dengan mesin
Boxer
Pembungkusan
dalam bal
Pembungkusan
dalam karton
Penyimpanan
di gudang
SanganKertas
AmbriFilter
Plastik
opp
Pita
cukai
Plastik
etiket
Kertas
slop
Plak
slopKertas bal
Plak
balKarton
Plak
karton
Inspeksi = 1
Menyimpan = 1
Proses = 6
O-6
Pengepakan
dengan mesin
Wrapper
Gambar 4.3 Proses produksi sekunder skm
Sumber: PT Cakra Guna Cipta

47
Berikut ini adalah urutan proses produksi sekunder untuk rokok SKM
1. Proses Cigarette Making
Proses pelintingan rokok adalah proses pembentukan satu batang rokok yang terdiri atas
sangan, kertas ambri dan filter. Mesin yang digunakan adalah mesin maker MK9 dengan
spesifikasi kapasitas produksi sebesar 4000 batang/min. Rokok yang dihasilkan dari
mesin ini ditampung dalam box. Setelah ukuran tertentu, box dipindah ke proses
selanjutnya, yaitu cigarette packing.
2. Proses Cigarette Packing
Batangan rokok hasil dari mesin maker MK9 selanjutnya dibawa ke proses cigarette
packing. Pada proses ini, mesin yang digunakan adalah mesin packer Hinge Lid Packer
(HLP-300) dengan spesifikasi kapasitas sebesar 300 pack/min. Pada proses ini, rokok
batangan dibungkus dengan mesin HLP dengan kertas etiket dengan isi 16 batang rokok
tiap pack.
3. Proses Wrapping
Rokok yang telah dibungkus dengan kertas etiket selanjutnya melewati proses
wrapping. Pada proses ini, rokok tiap pack diberi plastic opipi kemudian ditambahkan
pita cukai. Mesin yang digunakan pada proses ini adalah mesin Wrapper dengn
spesifikasi kapasitas sebesar 300 pack/min.
4. Proses Packaging Rokok SKM
Proses packaging adalah proses diama tiap bungkus rokok yang telah dikemas menjadi
tiap pack dilakukan packaging. Packaging meliputi pengemasan pada karton slop,
selanjutnya pengemasan dalam karton ball dan yang terakhir adalah pengemasan karton
box. Berikut rincian proses packaging pada rokok SKM.
a. Proses Slop Packing
Rokok tiap bungkus selanajutnya masuk dalam proses packing yang pertama, yaitu
slop paking. Proses ini adalah proses packing rokok dalam slop, yang tiap slopnya
berisi 10 pack rokok. Mesin yang digunakan dalam proses ini adalah mesin Boxer.
Mesin Boxer memiliki spesifikasi kapasitas sebesar 30 slop/min.
b. Proses Ball Packing
Pada proses ini, rokok tiap slop dikemas dalam satuan ball dengan tenaga manusia.
Satu ball terdiri dari 20 slop rokok.
c. Proses Carton Box Packing
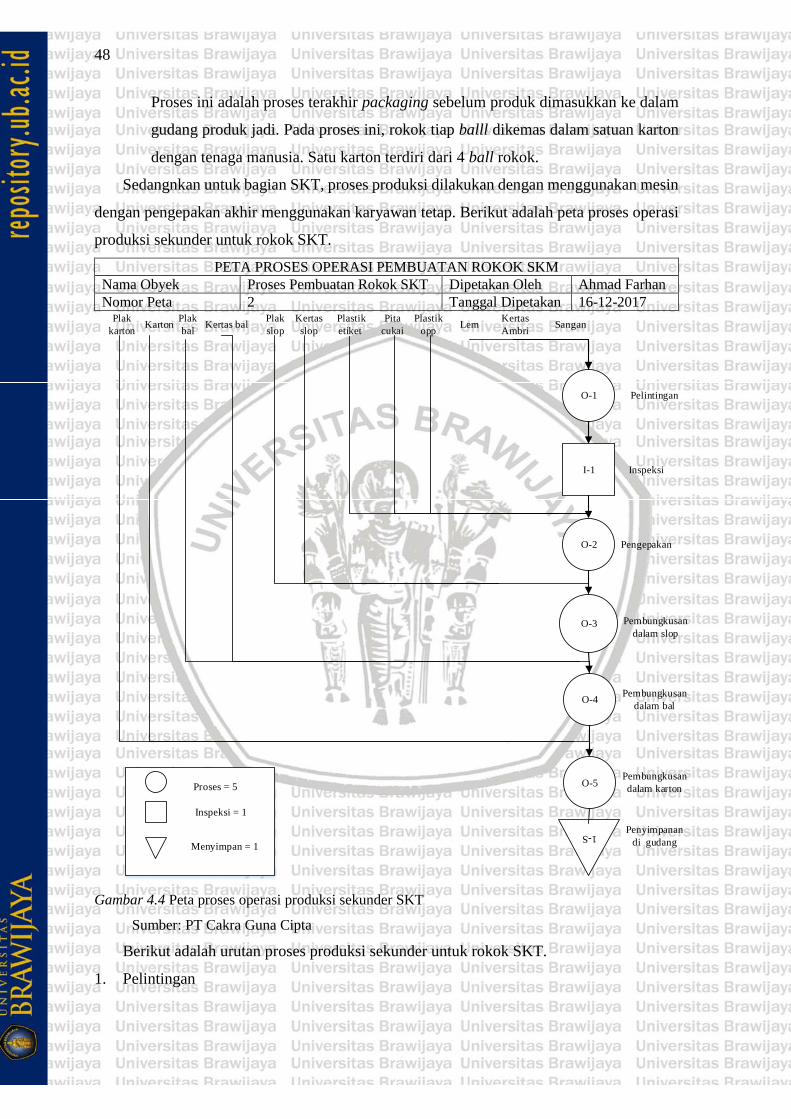
48
Proses ini adalah proses terakhir packaging sebelum produk dimasukkan ke dalam
gudang produk jadi. Pada proses ini, rokok tiap balll dikemas dalam satuan karton
dengan tenaga manusia. Satu karton terdiri dari 4 ball rokok.
Sedangnkan untuk bagian SKT, proses produksi dilakukan dengan menggunakan mesin
dengan pengepakan akhir menggunakan karyawan tetap. Berikut adalah peta proses operasi
produksi sekunder untuk rokok SKT.
PETA PROSES OPERASI PEMBUATAN ROKOK SKM
Nama Obyek Proses Pembuatan Rokok SKT Dipetakan Oleh Ahmad Farhan
Nomor Peta 2 Tanggal Dipetakan 16-12-2017
O-1
I-1
O-2
O-3
O-4
O-5
1-S
Pelintingan
Inspeksi
Pengepakan
Pembungkusan
dalam slop
Pembungkusan
dalam bal
Pembungkusan
dalam karton
Penyimpanan
di gudang
SanganKertas
AmbriLem
Plastik
opp
Pita
cukai
Plastik
etiket
Kertas
slop
Plak
slopKertas bal
Plak
balKarton
Plak
karton
Inspeksi = 1
Menyimpan = 1
Proses = 5
Gambar 4.4 Peta proses operasi produksi sekunder SKT
Sumber: PT Cakra Guna Cipta
Berikut adalah urutan proses produksi sekunder untuk rokok SKT.
1. Pelintingan

49
Pada proses tersebut campuran tembakau dan cengkeh yang telah diambil dari dalam
gudang bahan baku dilinting menggunakan tangan dengan bantuan alat linting. Beserta
dengan kertas pembungkus dimasukkan ke dalam alat linting, setelah itu dilinting
dengan menggunakan tangan.
2. Inspeksi
Setelah proses pelintingan mencapai target, maka setiap operator harus membawa
dengan menggunakan nampan hasil lintingan rokok menuju ketua dari proses
pelintingan untuk diinspeksi dengan mengambil secara random salah satu rokok untuk
dicek kualitasnya. Jika memenuhi syarat maka rokok siap dipindahkan menuju proses
pengepakan, namun jika tidak maka rokok harus segera diperbaiki.
3. Pengepakan
Hasil lintingan dari operator pelintingan yang telah diinspeksi hasil lintingan rokoknya
lalu membawa hasil lintingan ke operator pengepakan. Karyawan verpak atau
pengepakan menerima hasil dari operator pelintingan, maka rokok siap untuk dipak.
Pada proses pengepakan dilakukan setelah pelintingan, rokok-rokok hasil dari proses
pelintingan dibawa ke proses pengepakan untuk dijadikan satu dalam satu pak yang
berisi 12 atau 16 batang rokok dalam satu pak dengan mnggunkan pastik opp dalam dan
etiket menjdadi satu pak rokok kemudian diberi bandrol atau pita cukai. Setiap satu pak
rokok tersebut dibungus plastik opp luar.
4. Pembungkusan dalam slop
Setelah dibungkus dengan plastik pembungkus dan dipitai dengan pita cukai, maka pak-
pak rokok siap untuk dijadikan satu menjadi slop. Satu slop berisi 10 bngkus dengan
kertas slop dan di tempel dengan plak slop.
5. Pembungkusan dalam bal
Pada proses ini, rokok tiap slop rokok dijadikan satu dalam bal rokok. Satu bal terdiri
dari 10 slop rokok menggunakan kertas bal dan di plak bal.
6. Pemungkusan dalam karton dalam karton
Hasil dari bal-bal rokok, kemudian di kemas lagi ke dalam karton. Setiap karton berisi
4 bal menggunakan keertas karton dan di plak karton. Proses selanjutnya karton akan
diangkat oleh operator menuju gudang produk jadi dan siap untuk dipasarkan.
4.2.1.3 Kegiatan Pemasaran dan Penjualan
Daerah pemasaran PT Cakra Guna Cipta mencapai di daerah Pulau Jawa dan di daerah
luar Pulau Jawa. Berikut ini adalah daerah pemasaran PT Cakra Guna Cipta.

50
a. Daerah Pulau Jawa, meliputi: Besuki, Babat, Bojonegoro, Garut, Madura, Magelang dan
Surabaya.
b. Daerah luar Pulau Jawa, meliputi: Banjarmasin, Kupang, Kendari, Lombok, Medan,
Samarinda, Palu dan Ternate.
Pemasaran dan promosi guna meningkatkan jumlah pelanggan produk perusahaan,
dilakukan dengan memberikan bonus pembelian seperti kalender, kaos atau pemutaran film-
film di daerah.
4.2.2 Permintaan Produk
Data permintaan rokok SKM dan SKT dari bulan Juli 2014 sampai dengan bulan Juni
2016 dapat dilihat sebagai berikut.
Tabel 4.1
Data Permintaan Rokok SKM Dan SKT Periode Juli 2015 S.D Juni 2016 Dalam Satuan Karton
Bulan
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Permintaan
produksi
Permintaan
produksi
Permintaan
produksi
Permintaan
produksi
Juli 2015 3.494 3.946 3.828 4.158
Agustus 2015 3.312 3.937 4.066 4.427
September 2015 3.207 3.540 4.224 4.345
Oktober 2015 3.031 4.062 3.567 4.551
November 2015 3.207 3.414 3.728 4.212
Desember 2015 2.799 3.621 4.049 4.386
Januari 2016 2.878 3.119 3.415 3.622
Februari 2016 2.700 2.952 3.155 3.304
Maret 2016 2.639 2.906 3.005 3.727
April 2016 2.481 2.555 3.630 3.753
Mei 2016 2.694 3.005 3.306 3.522
Juni 2016 2.707 2.908 3.834 3.718
Pada Tabel 4.1 data permintaan produksi pada tahun 2015 – 2016 untuk produk SKM isi
12 permintaan paling banyak pada bulan Juli tahun 2015 yaitu 3.494 karton, SKM isi 16
yaitu pada bulan Oktober tahun 2015 yaitu sebesar 4.062 karton, SKT isi 12 terjadi
permintaan yang paling banyak pada bulan September 2015 sebesar 4.224 karton dan untuk
SKT isi 16 Desember 2015 sebesar 4.386 karton.
4.2.3 Kapasitas Produksi SKM
Kapasitas untuk produksi rokok SKM isi 12 per bulannya yaitu 5.200 karton, per
jamnya menghasilkan 25 karton dikali dengan hari kerja sebesar 26 hari dengan waktu kerja
delapan jam per hari , dan untuk jam kerja lembur maksimal 4 jam per hari sebulannya
mengasilkan 2.600 karton. Sedangkan untuk kapasitas rokok SKM isi 16 perbulanya 3.900
karton dan lemburnya 1.950 karton perbulannya.

51
4.2.4 Data Biaya
Data biaya terdiri dari upah tenaga kerja, harga bahan baku, tarif, biaya overtime, biaya
inventory.
1. Upah Tenaga Kerja Langsung
Tenaga kerja langsung adalah tenaga kerja yang berhubungan langsung dengan proses
produksi. PT Guna Cipta Malang menetapkan biaya tenaga kerja langsung pada jam
kerja reguler dan biaya lembur yang dpat dilihat pada Tabel 4.2.
Tabel 4.2
Jumlah Tenaga Kerja Langsung Dan Gaji
keterangan
SKT isi 12 SKT isi 16
Gaji per
hari (Rp)
jumlah
(orang) gaji x orang
Gaji per
hari (Rp)
jumlah
(orang) gaji x orang
Tenaga kerja
langsung Rp50.000 300 Rp15.000.000 Rp50.000 300 Rp15.000.000
Total biaya
langsung per
tahun
Rp4.680.000.000 Rp4.680.000.000
biaya lembur
max 4 jam
per hari
Rp60.000 300 Rp18.000.000 Rp60.000 300 Rp18.000.000
SKM isi 12 SKM isi 16
Operator
mesin Rp85.000 8 Rp680.000 Rp85.000 8 Rp680.000
Total biaya
langsung per
tahun
Rp212.160.000 Rp212.160.000
biaya lembur
max 4 jam
per hari
Rp102.000 8 Rp816.000 Rp102.000 8 Rp816.000
Pada Tabel 4.2 dapat dilihat gaji karyawan selama setahun untuk tenaga kerja SKM isi
12 dan SKM isi 16 yaitu masing-masing sebesar Rp 212.160.000 sedangkan untuk produk
SKT isi 12 maupun 16 sebesar Rp 4.680.000.000.
2. Biaya Bahan Baku
Harga bahan baku terdiri dari biaya bahan baku pokok, bahan baku penolong dan proses
pengemasan yang dapat dilihat pada tabel 4.3.
Tabel 4.3
Bahan Baku Pokok, Bahan Baku Penolong Dan Pengemasan
Bahan
Baku
Harga (Rp)
Jumlah Bahan Baku per Karton
SKM 12 SKM 16 SKT 12 SKT 16
Tembaka
u
120.000/kg 5,76 kg 7,22 kg 5,9 kg 7,232 kg
Cengkeh 93.000/kg 2,8 kg 2,96 kg 2,73 kg 3,648 kg
Saos 220.000/liter 0,084 liter 0,1 liter 0,079 liter 0,11 liter

52
Bahan
Baku
Harga (Rp)
Jumlah Bahan Baku per Karton
SKM 12 SKM 16 SKT 12 SKT 16
Kertas
Ambri
6,00/lembar 9.600 lembar 12.800 lembar 9.600 lembar 12.800
lembar
Filter 10,00/biji 9.600 filter 12.800 filter - -
Kertas
Etiket
125,00/per
lembar
800 lembar 800 lembar 800 lembar 800 lembar
Plastik
Opp
dalam
15,00/lembar - - 800 lembar 800 lembar
Plastik
Opp luar
12,00/lembar 800 lembar 800 lembar 800 lembar 800 lembar
Kertas
Slop
3.000,00/lemb
ar
80 lembar 80 lembar 80 lembar 80 lembar
Plak Slop 20,00/plak 160 plak 160 plak 160 plak 160 plak
Bungkus
Bal
6.500,00/lemb
ar
20 bungkus 20 bungkus 20 bungkus 20 bungkus
Plak Bal 25,00/plak 40 plak 40 plak 40 plak 40 plak
Bungkus
Karton
10.000,00/lem
bar
1 bungkus 1 bungkus 1 bungkus 1 bungkus
Lem
Perekat
20.000,00/kg 0,09 kg 0,0 9kg 0,09 kg 0,09 kg
Lakban 10.000,00/rol 0,1 rol 0,1 rol 0,1 rol 0,1 rol
Total kebutuhan per karton Rp1.620.280 Rp1.865.080 Rp1.545.470 Rp1.816.704
Total permintaan per tahun
(karton) pada bulan Juli
2015 – Juni 2016
35.147 39.963 43.803 47.722
Biaya bahan baku per tahun Rp56.947.98
1.160
Rp74.533.259.500 Rp67.696.22
2.410
Rp86.696.74
8.288
3. Biaya Overhead Produksi
Perhitungan biaya overhead produksi diperoleh dari masing-masing komponen yang
terdiri adalah sebagai berikut:
a. Biaya Tenaga Kerja Tidak Langsung
Biaya tenaga kerja tidak langsung yang dapat dilihat pada Tabel 4.4.
Tabel 4.4
Upah Tenaga Kerja Tidak Langsung
Posisi Jumlah Upah per Bulan (Rp) Total (Rp) Biaya per Tahun (Rp)
Direktur 4 15.000.000 600.000.000 720.000.000
Manajer 9 10.000.000 900.000.000 1.080.000.000
Kabag 10 7.000.000 700.000.000 840.000.000
Posisi Jumlah Upah per Bulan (Rp) Total (Rp) Biaya per Tahun (Rp)
Staff 6 5.000.000 300.000.000 360.000.000
Jumlah Rp3.000.000.000
b. Tarif Listrik, Telepon, Air
1. Tarif listrik rata-rata per bulan adalah sebesar Rp 5.000.000
2. Tarif telepon rata-rata per bulan adalah sebesar Rp 350.000
3. Tarif pemakaian air rata-rata per bulan adalah sebesar Rp 3.000.000

53
Total kebutuhan dalam setahun tarif listrik, telefon dan air adalah sebesar
Rp100.200.000
4. Total Biaya Overhead per Produk
Tabel 4.5
Biaya Overhead untuk semua Produk
Keterangan SKM 12 SKM 16 SKT 12 SKT 16
Total Biaya Ovehead
Selama Setahun (bulan
juli 2015- Juni 2016 ) Rp3.100.200.000
Total pemintaan
Selama Setahun (bulan
juli 2015- Juni 2016 )
Dalam Satuan Karton 35.147 39.963 43.803 47.722
Sub Total (karton) 166.635
Biaya Overhead
Untuuk setiap Produk Rp653.902.580 Rp743.493.949 Rp814.945.648 Rp887.857.823
Pada Tabel 4.5 untuk menentukan biaya overhead per produk yaitu contoh produk SKM
isi 12 kebutuhan per tahun (35.147 karton) di bagi dengan sub total semua permintan produk
(166.635 karton) di kali dengn 100% hasilnya 21,09% selanjutnya akan di kalikan total biaya
overhad sebesar Rp 3.100.200.000 yang nanti akan di dapat hasilnya untk produk SKM isi
12 yaitu Rp 653.902,580.
4.3 Pengolahan Data
Dalam pengolahan data diperlukan perhitungan meliputi perhitungan biaya, menghitung
safety stock, menghitung waktu baku operasi pada proses produksi rokok SKT dan
pemodelan Linear Programming untuk jadwal induk produksi. Pada penjadwalan produksi
didapat hasil yang optimal untuk produksi dalam 12 bulan mendatang.
4.3.1 Perhitungan Biaya
Pada perhitungan biaya untuk mengetahui harga pokok produksi masing-masing
produk, biaya simpan yaitu SKM 12, SKM 16, SKT12 dan SKT 16.
4.3.2 Biaya Harga Pokok Produksi
Perhitungan harga pokok produksi terdiri dari biaya tenaga kerja langsung, biaya bahan
baku langsung, dan biaya overhead produksi. Sehingga perhitungan harga pokok produksi
per tahun adalah:

54
Tabel 4.6
Perhitungan Biaya Harga Pokok Produksi
Jenis Biaya per
Tahun SKM 12 SKM 16 SKT 12 SKT 16
Bahan Baku Rp56.947.981.160 Rp74.533.259.500 Rp67.696.222.410 Rp86.696.748.288
Overhead Rp653.902.580 Rp743.493.949 Rp814.945.648 Rp887.857.823
Tenaga Kerja Rp212.160.000 Rp212.160.000 Rp4.680.000.000 Rp4.680.000.000
HPP Rp57.814.043.740 Rp75.488.913.449 Rp73.191.168.058 Rp92.264.606.111
permintaan/Tahun 35.147 karton 39.963 karton 43.803 karton 47.722 karton
Biaya Unit Rp1.644.921 Rp1.888.994 Rp1.670.917 Rp1.933.377
Biaya simpan 10%
per tahun Rp164.492 Rp188.899 Rp167.092 Rp193.338
Biaya simpan selama
satu bulan/karton
Rp13.708 Rp15.742 Rp13.924 Rp16.111
Pada Tabel 4.6 cara umtuk menentukan Harga Pokok Produksi untuk SKM isi 12 yaitu
dengan menjumlahan harga bahan baku per tahun ditambah biaya tenaga kerja ditambah
biaya overhead yaitu Rp 56.947.981.160 + Rp 653.902.580 + Rp 212.160.000 = Rp
57.814.043.740. Sedangkan untuk biaya per unit , HPP dibagi dengan permintaan setahun
pada produk skm isi 12 adalah Rp 57.814.043.740: 35.147 = Rp 1.644.921/unit. Biaya
simpan didapatkan dari perkalian fraksi ongkos simpan dengan biaya unit.Biaya simpan =
Rp 1.644.921x 10% = Rp 164.492,00 Per tahun, untuk biaya simpaan perbulannya di bagi
dengan 12 yaitu sebesar Rp 13.708. Untuk menentukan biaya prosudksi reguler per karton
untuk produk SKM isi 12 yaitu biaya bahan baku per bulan ( Rp1.620.280) + biaya tenaga
kerja per karton (Rp 425,00) = Rp1.620.705 sedangkan untuk produksi lembur yaitu biaya
bahan baku per bulan ( Rp1.620.280) + biaya tenaga kerja lembur per karton (Rp 1.020,00)
= Rp 1.621.300.
4.3.3 Safety Stock
Safety stock adalah persediaan barang yang ada untuk mengurangi resiko kehabisan
stock barang bila ada permintaan pelanggan karena ketidakpastian baik di permintaan
pelanggan maupun produksi perusahaan. Data permintaan produksi untuk menghitung safety
stock terdapat di Tabel 4.1.
Service level yang telah ditentukan perusahaan sebesar 95% dengan nilai z untuk 95%
yaitu 1,64 (lihat tabel z). Perusahaan menetapkan service level sebesar 95% karena
perusahaan ingin memenuhi permintaan pelanggan dengan minimal stockout produk sebesar
5% dari persediaan barang yang ada. Sedangkan untuk Lead Time produksi adalah 1 hari.
Perhitungan standar deviasi dan safety stock untuk produk rokok SKT isi 12, 16 dan SKM
isi 12, 16 sebagai berikut:
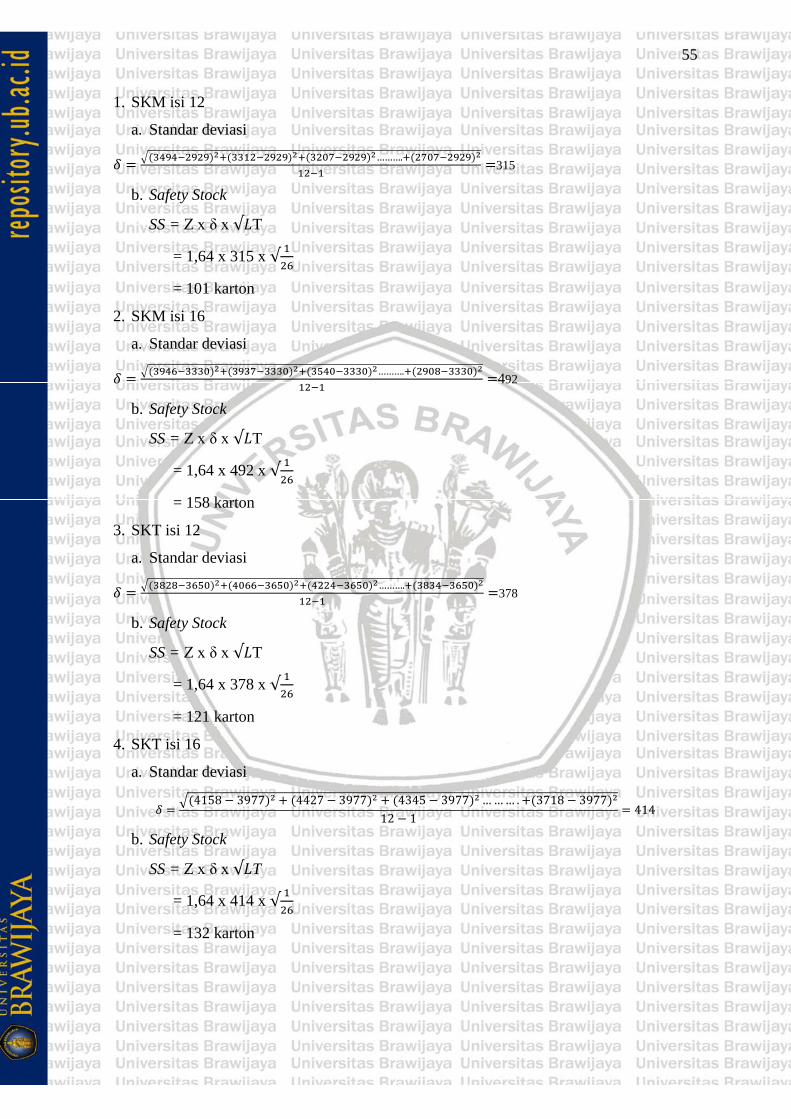
55
1. SKM isi 12
a. Standar deviasi
𝛿 =√(3494−2929)2+(3312−2929)2+(3207−2929)2……….+(2707−2929)2
12−1=315
b. Safety Stock
SS = Z x δ x √𝐿T
= 1,64 x 315 x √1
26
= 101 karton
2. SKM isi 16
a. Standar deviasi
𝛿 =√(3946−3330)2+(3937−3330)2+(3540−3330)2……….+(2908−3330)2
12−1=492
b. Safety Stock
SS = Z x δ x √𝐿T
= 1,64 x 492 x √1
26
= 158 karton
3. SKT isi 12
a. Standar deviasi
𝛿 =√(3828−3650)2+(4066−3650)2+(4224−3650)2……….+(3834−3650)2
12−1=378
b. Safety Stock
SS = Z x δ x √𝐿T
= 1,64 x 378 x √1
26
= 121 karton
4. SKT isi 16
a. Standar deviasi
𝛿 =√(4158 − 3977)2 + (4427 − 3977)2 + (4345 − 3977)2 … … … . +(3718 − 3977)2
12 − 1= 414
b. Safety Stock
SS = Z x δ x √𝐿T
= 1,64 x 414 x √1
26
= 132 karton

56
Jumlah safety stock SKM isi 12 sebesar 101 karton isi 16 sebesar 158 karton dan SKT
isi 12 sebanyak 121 kartoon isi 16 sebanyak 132 karton untuk setiap bulan. Hasil dari
perhitungan safety stock ini dijadikan dasar untuk perencanaan persediaan produk.
4.3.4 Pengukuran Kerja dengan Metode Jam Henti
Pengukuran kerja dilakukan untuk mengetahui jumlah kapasitas produksi perusahaan.
Berdasarkan data waktu proses produksi yang dikumpulkan dengan metode stopwatch time
study dengan data yang diambil melalui rekaman vidio, maka data waktu tersebut diolah
dengan uji keseragaman data dan uji kecukupan data. Kemudian dilakukan perhitungan
waktu siklus, waktu normal dan waktu baku dari masing-masing stasiun kerja. Berikut ini
tabel pengamatan data waktu proses produksi.
Table 4.7
Data Pengamatan Waktu Proses Pruduksi SKT Isi 12 Dan Isi 16 Dalam Satuan Detik Setiap 1 Pak Re
pli ka
si
Stasiun Kerja SKT isi 12 Stasiun Kerja SKT 16
1 2 3 4 5 6 1 2 3 4 5 6
1 33,58 20,27 31,24 25,71 27,56 17,93 132,7 20,27 31,24 25,71 27,56 17,93
2 33,31 21,15 29,27 26,69 28 18,01 133,2 21,15 29,27 26,69 28 18,01
3 33,72 19,78 29,97 24,08 25,18 17,39 137,3 19,78 29,97 24,08 25,18 17,39
4 32,52 19,26 29,82 25,49 26,06 18,49 131,6 19,26 29,82 25,49 26,06 18,49
5 33,38 19,65 31,58 24,56 27,19 17,59 135,5 19,65 31,58 24,56 27,19 17,59
6 32,31 20,36 32,87 26,29 26,09 17,99 138,2 20,36 32,87 26,29 26,09 17,99
7 33,83 19,98 30,25 27,23 26,17 17,45 131,1 19,98 30,25 27,23 26,17 17,45
8 32,93 21,05 29,51 24,49 25,57 18,09 139,9 21,05 29,51 24,49 25,57 18,09
9 32,64 21,26 32,65 25,9 26,41 18,1 135,7 21,26 32,65 25,9 26,41 18,1
10 33,6 19,78 30,67 27,7 27,76 18,58 134,1 19,78 30,67 27,7 27,76 18,58
To
tal 331,89 202,54 307,83 258,14 265,99 179,62 1349,3 202,54 307,83 258,14 265,99 179,62
Stasiun Kerja SKT isi 12 Stasiun Kerja SKT 16
1 2 3 4 5 6 1 2 3 4 5 6
X̅ 33,189 20,254 30,783 25,814 26,599 17,962 134,93 20,254 30,783 25,814 26,599 17,962
𝜎 2,7 0,69 1,26 1,20 0,96 0,39 2,91 0,69 0,69 1,26 1,20 0,96
BKA 34,28 21,642 33,319 28,218 28,534 18,756 140,75 21,642 33,319 28,218 28,534 18,756
BKB 32,09 18,865 28,246 23,409 24,663 17,165 129,10 18,865 28,246 23,409 24,663 17,165
𝑁' 0,39 1,69 2,44 3,12 1,9 0,7 0,67 1,69 2,44 3,12 1,9 0,7
4.3.4.1 Uji Keseragaman Data
Dari data waktu operasi dari setiap stasiun kerja dapat dihitung nilai rata-rata, standar
deviasi, batas kontrol atas (BKA) dan batas kontrol bawah (BKB). Berikut ini merupakan
contoh perhitungan uji keseragaman data waktu proses rokok SKT isi 12 pada stasiun kerja
1 pada Tabel 4.7 yaitu:
Rata-rata waktu operasi
X̅ =ΣxSK−1
Σn=
3331,89
10= 33,189 detik
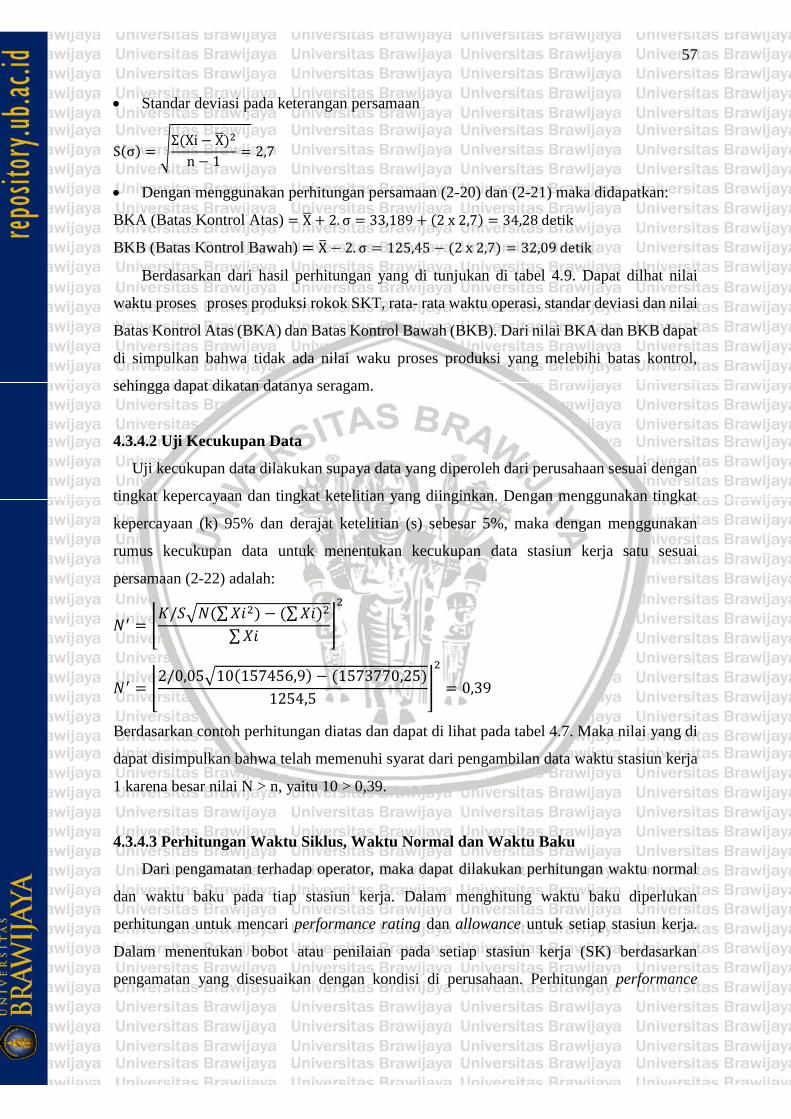
57
Standar deviasi pada keterangan persamaan
S(σ) = √Σ(Xi − X̅)2
n − 1= 2,7
Dengan menggunakan perhitungan persamaan (2-20) dan (2-21) maka didapatkan:
BKA (Batas Kontrol Atas) = X̅ + 2. σ = 33,189 + (2 x 2,7) = 34,28 detik
BKB (Batas Kontrol Bawah) = X̅ − 2. σ = 125,45 − (2 x 2,7) = 32,09 detik
Berdasarkan dari hasil perhitungan yang di tunjukan di tabel 4.9. Dapat dilhat nilai
waktu proses proses produksi rokok SKT, rata- rata waktu operasi, standar deviasi dan nilai
Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB). Dari nilai BKA dan BKB dapat
di simpulkan bahwa tidak ada nilai waku proses produksi yang melebihi batas kontrol,
sehingga dapat dikatan datanya seragam.
4.3.4.2 Uji Kecukupan Data
Uji kecukupan data dilakukan supaya data yang diperoleh dari perusahaan sesuai dengan
tingkat kepercayaan dan tingkat ketelitian yang diinginkan. Dengan menggunakan tingkat
kepercayaan (k) 95% dan derajat ketelitian (s) sebesar 5%, maka dengan menggunakan
rumus kecukupan data untuk menentukan kecukupan data stasiun kerja satu sesuai
persamaan (2-22) adalah:
𝑁′ = ⌊𝐾/𝑆√𝑁(∑ 𝑋𝑖2) − (∑ 𝑋𝑖)2
∑ 𝑋𝑖⌋
2
𝑁′ = ⌊2/0,05√10(157456,9) − (1573770,25)
1254,5⌋
2
= 0,39
Berdasarkan contoh perhitungan diatas dan dapat di lihat pada tabel 4.7. Maka nilai yang di
dapat disimpulkan bahwa telah memenuhi syarat dari pengambilan data waktu stasiun kerja
1 karena besar nilai N > n, yaitu 10 > 0,39.
4.3.4.3 Perhitungan Waktu Siklus, Waktu Normal dan Waktu Baku
Dari pengamatan terhadap operator, maka dapat dilakukan perhitungan waktu normal
dan waktu baku pada tiap stasiun kerja. Dalam menghitung waktu baku diperlukan
perhitungan untuk mencari performance rating dan allowance untuk setiap stasiun kerja.
Dalam menentukan bobot atau penilaian pada setiap stasiun kerja (SK) berdasarkan
pengamatan yang disesuaikan dengan kondisi di perusahaan. Perhitungan performance

58
rating berdasarkan tabel westing housesystem’s rating tiap stasiun kerja (SK) pada roko SKT
dapat dilihat pada Tabel 4.8.
Tabel 4.8
Performance Rating Pada Tiap Stasiun Kerja Pada Karyawan
Stasiun Kerja
(SK) Faktor Kelas Penilaian
Performance Rating
(Total + 1)
SK-1 Skill Good +0,03
1,06 Effort Good +0,02
Condition Average -
Consistency Good +0,01
SK-2 Skill Good +0,03
1,11 Effort Average +0,05
Condition Good +0,02
Consistency Average +0,01
SK-3 Skill Good +0,06
1,09 Effort Good +0,02
Condition Average -
Consistency Good +0,01
SK-4 Skill Good +0,06
1,11 Effort Good +0,02
Condition Good +0,02
Consistency Good +0,01
SK-5 Skill Good +0,06
1,09 Effort Good +0,02
Condition Average -
Consistency Good +0,01
SK-6 Skill Good +0,02
1,05 Effort Good +0,02
Condition Good +0,02
Consistency Good +0,01
Berdasarkan Tabel 4.8 merupakan penilaian performance rating pada tenaga kerja di
setiap stasiun kerja. Penilain performance rating berdasarkan penilain dari HRD perusahaan
dengan metode tabel westing housesystem’s rating yang mempertimbangkan empat faktor
dalam mengevaluasi performance (kinerja) operator yaitu keterampilan (skill), usaha
(effort), kondisi (condition), dan konsistensi (consistency) yang terdapat pada Gambar 2.2.
Dari faktor-faktor diatas didapatkan nilai performance yang merupakan penjumlahan atau
interaksi nilai-nilai tersebut yaang selanjutnya digunakan dalam menentukan besarnya faktor
penyesuaian yang sesuai dengan persamaan (2-24).
Dalam menentukan waktu baku maka operator harus diberikan waktu longgar atau
allowance yang merupakan waktu khusus untuk keperluan seperti personal needs,
kebutuhan melepas lelah dan kebutuhan lain yang ada diluar kontrol operator. Penetapan
persentase allowance yang diberikan pada operator di tiap-tiap stasiun kerja berdasarkan
rekomendasi allowance ILO yang kondisi operator disesuaikan dengan nominal pada tabel

59
rekomendasi untuk di akumulasikan di masing-masing stasiun kerja. Penilain untuk faktor
kelonggaran berdasarkan hasil diskusi dengan HRD seperti yang ditampilkan pada Tabel
4.9.
Tabel 4.9
Allowance pada Tiap Stasiun Kerja
Stasiun
Kerja Proses Produksi
Faktor Allowance (%) Total
(%) Constant
Allowance
Variable
Allowance
1 Pelintingan 6 8 14
2 Inspeksi 4 8 12
3 Pengepakan 6 12 18
4 Penyatuan dalam slop 5 10 15
5 Penyatuan dalam ball 5 14 19
6 Penyatuan dalam
karton 5 12 17
Berikut ini contoh perhitungan waktu normal untuk stasiun kerja 1 pada proses
pelintingan sesuai persamaan (2-25):
Waktu Siklus (Ws) =ΣxSK−1
Σn=
331,89
10= 33,189 detik
Waktu Normal (Wn) = 𝑊𝑠 × (1 + p) = 33,189 × 1,06 = 35,18 detik
Dari perhitungan waktu normal dihasilkan waktu pengerjaan proses pelintingn rokok
SKT isi 12 adalah 35,84 detik. Sehingga dapat dilakukan perhitungan dalam menentukan
waktu baku pada stasiun kerja 1 (SK-1) dengan besar allowance 14% sesuai persamaan (2-
26) adalah:
Wb = Wn ×100%
100% − allowance(%)= 35,18 ×
100%
100% − 14%= 41,6 detik/12 batang
Berdasarkan perhitungan diatas, maka waktu baku proses pelintingan pada stasiun
kerja 1 pada tiap 12 batang rokok yang diproses pada pelintingan adalah 41,6 detik. Tabel
4.10 merupakan rekapitulasi perhitungan waktu normal dan waktu baku tiap stasiun kerja.
Tabel 4.10
Data Waktu Siklus, Normal Dan Baku Rokok SKT Isi 12 Dan Isi 16 Tiap Stasiun Kerja Dalam
(Detik)
Stasiun Kerja (SK) SKT isi 12 Stasiun Kerja (SK) SKT isi 16
1 2 3 4 5 6 1 2 3 4 5 6
Isi 12 batang slop bal karton
12 batang
slop
bal
karton
Waktu
Siklus 33,
189
20,2
5
30,7
8 25,81 26,59 17,96
52,
29
20,2
5
30,7
8 25,81 26,59 17,96
Waktu
Norma
l
35,
18
22,4
8
33,5
5 28,63 28,99 18,86
49,
64
22,4
8
33,5
5 28,63 28,99 18,86
Waktu
Baku
41,
6
20,
25
30,
78 33,64 35,79 22,72
55,
4
20,
25
30,
78 33,64
35,7
9 22,72

60
Stasiun Kerja (SK) SKT isi 12 Stasiun Kerja (SK) SKT isi 16
1 2 3 4 5 6 1 2 3 4 5 6
Isi 12 batang slop bal karton
12 batang
slop
bal
karton
Waktu
Proses 92,63 detik/pak
126 ,27
deik/
slop
162,06
detik/b
al
184,78
detik/ka
rton
106,43 detik/pak
140,07
detik/sl
op
175,8
6
detik
k/bal
198.58
detik/k
arton
Kapasi
tas
Regule
r
3,07 menit/karton = 4.052 karton/bulan
(reguler)
=2.026 karton/bulan (lembur)
3,30 menit/karton= 3.771 karton/bulan
(reguler)
1.885 karton/bulan (lembur)
Pada Tabel 4.10 yaitu waktu proses produksi pada rokok SKT isi 12 yaitu pada stasiun
kerja satu sampai tiga waktu yang di butuhkan 92,63 detik per pak dengan isi 12 batang
rokok, selanjutnya untuk proses selanjutnya menghasilkan waktu 126,27 detik per slop, pada
stasiun kerja kelima yaitu 162,06 detik per bal dan proses terakhir adalah 184,78 detik per
karton sehigga mengasilkan satu karton rokok sebesar 184,78 dibagi 60 menjadi 3,07 menit
per kartomya. Pada produk SKT 16 pun sama perbedan hanya pada proses pertama dan
menghasilkankan 3,3 menit per kartonya. Jadi untuk sebulannya tiap bulan 26 hari yaitu pada
produk SKT 12 perbulannya menghasikan 4.052 karton dan lembur 2.026 karton dengan
waktu kerja jam reguler yaitu delapan jam sedangkn untuk waktu kerja lembur hanya empat
jam dan untuk SKT 16 yaitu sebanyak 3.771 karton dan lembur 1.885 karton.
4.3.5 Peramalan Permintaan
Peramalan adalah proses analisis untuk memperkirakan masa depan dengan metode-
metode tertentu dan mempertimbangkan segala variabel yang berpengaruh di dalamnya
(Gespersz, 1998). Sebelum melakukan peramalan sebaiknya terlebh dahulu melakukan
analisis time series dan analisis autokorelsi untuk menentukn metode peramalan yang yang
tepat.
1. Analisis Time Series
Analisis time series adalah metode peramalan kuantitaif yang digunakan untuk
memekirakan masa depan dengan menggunakan data historis. Dapat dilihat pada Gambar
4.5.
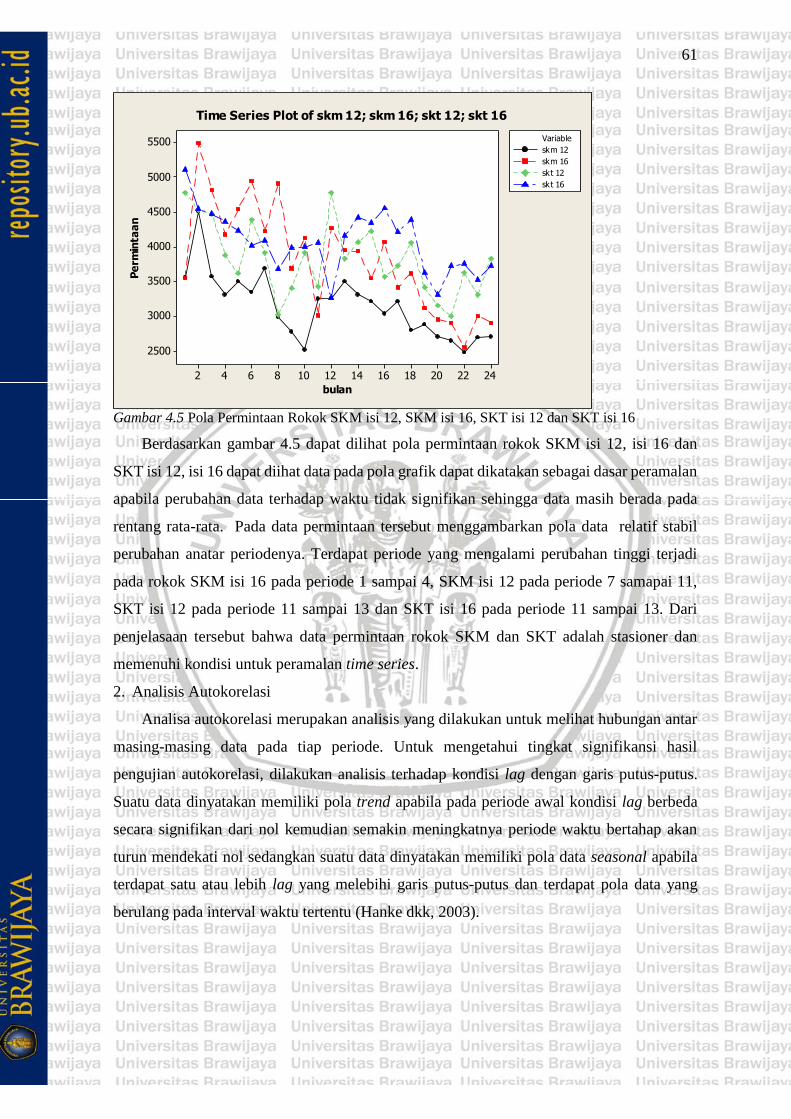
61
24222018161412108642
5500
5000
4500
4000
3500
3000
2500
bulan
Pe
rmin
taa
n
skm 12
skm 16
skt 12
skt 16
Variable
Time Series Plot of skm 12; skm 16; skt 12; skt 16
Gambar 4.5 Pola Permintaan Rokok SKM isi 12, SKM isi 16, SKT isi 12 dan SKT isi 16
Berdasarkan gambar 4.5 dapat dilihat pola permintaan rokok SKM isi 12, isi 16 dan
SKT isi 12, isi 16 dapat diihat data pada pola grafik dapat dikatakan sebagai dasar peramalan
apabila perubahan data terhadap waktu tidak signifikan sehingga data masih berada pada
rentang rata-rata. Pada data permintaan tersebut menggambarkan pola data relatif stabil
perubahan anatar periodenya. Terdapat periode yang mengalami perubahan tinggi terjadi
pada rokok SKM isi 16 pada periode 1 sampai 4, SKM isi 12 pada periode 7 samapai 11,
SKT isi 12 pada periode 11 sampai 13 dan SKT isi 16 pada periode 11 sampai 13. Dari
penjelasaan tersebut bahwa data permintaan rokok SKM dan SKT adalah stasioner dan
memenuhi kondisi untuk peramalan time series.
2. Analisis Autokorelasi
Analisa autokorelasi merupakan analisis yang dilakukan untuk melihat hubungan antar
masing-masing data pada tiap periode. Untuk mengetahui tingkat signifikansi hasil
pengujian autokorelasi, dilakukan analisis terhadap kondisi lag dengan garis putus-putus.
Suatu data dinyatakan memiliki pola trend apabila pada periode awal kondisi lag berbeda
secara signifikan dari nol kemudian semakin meningkatnya periode waktu bertahap akan
turun mendekati nol sedangkan suatu data dinyatakan memiliki pola data seasonal apabila
terdapat satu atau lebih lag yang melebihi garis putus-putus dan terdapat pola data yang
berulang pada interval waktu tertentu (Hanke dkk, 2003).

62
222018161412108642
1,0
0,8
0,6
0,4
0,2
0,0
-0,2
-0,4
-0,6
-0,8
-1,0
Lag
Au
toco
rre
lati
on
Autocorrelation Function for skm 12(with 5% significance limits for the autocorrelations)
222018161412108642
1,0
0,8
0,6
0,4
0,2
0,0
-0,2
-0,4
-0,6
-0,8
-1,0
Lag
Au
toco
rre
lati
on
Autocorrelation Function for skm 16(with 5% significance limits for the autocorrelations)
222018161412108642
1,0
0,8
0,6
0,4
0,2
0,0
-0,2
-0,4
-0,6
-0,8
-1,0
Lag
Au
toco
rre
lati
on
Autocorrelation Function for skt 12(with 5% significance limits for the autocorrelations)
222018161412108642
1,0
0,8
0,6
0,4
0,2
0,0
-0,2
-0,4
-0,6
-0,8
-1,0
Lag
Au
toco
rre
lati
on
Autocorrelation Function for skt 16(with 5% significance limits for the autocorrelations)
Gambar 4.6 Grafik Analisis Autokrelasi Rokok SKM isi 12, isi 16 dan SKT isi 12, isi 16
Dapat dilihat pada Gambar 4.6 grafik rokok SKM isi 12, isi 16 dan SKT isi 12, isi 16
lag pertama berbeda signifikan dari nol dan semakin meningkatnya periode waktu turun
mendekati nol. Selain itu, terdapat satu lag yang keluar dari garis putus-putus dan terdapat
pola data yang berulang. Jadi, dapat disimpulkan bahwa data permintaan rokok SKM dan
SKT memiliki pola data trend dan seasonal. Berdsarkan dari perimbangan tersebut, maka
metode yang digunakan untuk meramalkan produksi dengan menggunakan metode Winter’s
Exponential Smoothing dan Decomposition.
4.3.5.1 Metode Winter’s Exponential Smoothing
Winter’s exponential smoothing tepat digunakan jika data hanya dipengaruhi pola trend
dan musiman. Metode ini didasarkan pada tiga persamaan pemulusan, yaitu stasioner, trend
dan musiman. Dalam metode ini dibagi menjadi dua model, yaitu model aditif dan
multiplikatif. Model aditif digunakan apabila data menunjukkan fluktuasi musim yang
relatif stabil sedangkan model multiplikatif digunakan apabila data menunjukkan fluktuasi
musim yang bervariasi. Peramalan metode ini dilakukan dengan menggunakan Software
Minitab dimana nilai α, β dan γ yang digunakan masing-masing adalah 0,2, 0,2 dan 0,1. Nilai
tersebut didapatkan dari hasil trial dan error.
a. Metode Winter’s Exponential Smoothing Additive
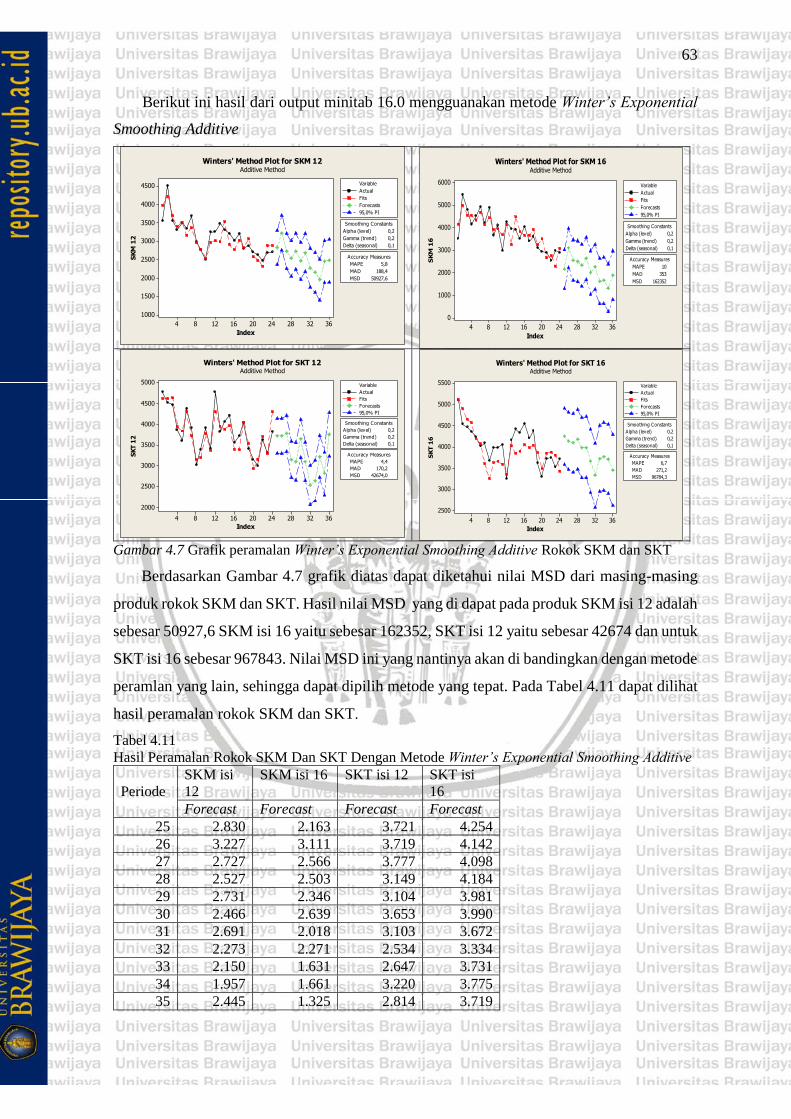
63
Berikut ini hasil dari output minitab 16.0 mengguanakan metode Winter’s Exponential
Smoothing Additive
3632282420161284
4500
4000
3500
3000
2500
2000
1500
1000
Index
SK
M 1
2
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 5,8
MAD 188,4
MSD 50927,6
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKM 12Additive Method
3632282420161284
6000
5000
4000
3000
2000
1000
0
Index
SK
M 1
6
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 10
MAD 353
MSD 162352
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKM 16Additive Method
3632282420161284
5000
4500
4000
3500
3000
2500
2000
Index
SK
T 1
2
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 4,4
MAD 170,2
MSD 42674,0
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKT 12Additive Method
3632282420161284
5500
5000
4500
4000
3500
3000
2500
Index
SK
T 1
6Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 6,7
MAD 271,2
MSD 96784,3
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKT 16Additive Method
Gambar 4.7 Grafik peramalan Winter’s Exponential Smoothing Additive Rokok SKM dan SKT
Berdasarkan Gambar 4.7 grafik diatas dapat diketahui nilai MSD dari masing-masing
produk rokok SKM dan SKT. Hasil nilai MSD yang di dapat pada produk SKM isi 12 adalah
sebesar 50927,6 SKM isi 16 yaitu sebesar 162352, SKT isi 12 yaitu sebesar 42674 dan untuk
SKT isi 16 sebesar 967843. Nilai MSD ini yang nantinya akan di bandingkan dengan metode
peramlan yang lain, sehingga dapat dipilih metode yang tepat. Pada Tabel 4.11 dapat dilihat
hasil peramalan rokok SKM dan SKT.
Tabel 4.11
Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Winter’s Exponential Smoothing Additive
Periode
SKM isi
12
SKM isi 16 SKT isi 12 SKT isi
16
Forecast Forecast Forecast Forecast
25 2.830 2.163 3.721 4.254
26 3.227 3.111 3.719 4.142
27 2.727 2.566 3.777 4.098
28 2.527 2.503 3.149 4.184
29 2.731 2.346 3.104 3.981
30 2.466 2.639 3.653 3.990
31 2.691 2.018 3.103 3.672
32 2.273 2.271 2.534 3.334
33 2.150 1.631 2.647 3.731
34 1.957 1.661 3.220 3.775
35 2.445 1.325 2.814 3.719

64
Periode
SKM isi
12
SKM isi 16 SKT isi 12 SKT isi
16
Forecast Forecast Forecast Forecast
36 2.447 1.892 3.757 3.452
Pada Tabel 4.11 dapat diketahui hasil peramalan selama 12 bulan yaitu dari periode 25
sampai 36 untuk rokok SKM dan SKT dengan menggunakan Metode Winter’s Exponential
Smoothing Additive. Dari hasil peramalan tersebut yang akan nantinya akan dipakai untuk
penjadwalan produksi.
b. Metode Winter’s Exponential Smoothing Multiplikative
Berikut ini hasil dari output minitab 16.0 mengguanakan metode Winter’s Exponential
Smoothing Multiplikative.
3632282420161284
4500
4000
3500
3000
2500
2000
1500
Index
SK
M 1
2
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 6,4
MAD 204,4
MSD 66266,9
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKM 12Multiplicative Method
3632282420161284
6000
5000
4000
3000
2000
1000
0
Index
SK
M 1
6
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 10
MAD 381
MSD 218465
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKM 16Multiplicative Method
3632282420161284
5000
4500
4000
3500
3000
2500
2000
Index
SK
T 1
2
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 4,5
MAD 175,0
MSD 49251,3
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKT 12Multiplicative Method
3632282420161284
5500
5000
4500
4000
3500
3000
Index
SK
T 1
6
Alpha (level) 0,2
Gamma (trend) 0,2
Delta (seasonal) 0,1
Smoothing Constants
MAPE 7
MAD 273
MSD 102923
Accuracy Measures
Actual
Fits
Forecasts
95,0% PI
Variable
Winters' Method Plot for SKT 16Multiplicative Method
Gambar 4.8 Grafik Peramalan Winter’s Exponential Smoothing Multiplikative Rokok SKM dan
SKT
Dapat diketahui pada Gambar 4.8 hasil nilai MSD dari tiap-tiap jenis rokok SKM dan
SKT. Hasil nilai MSD yang di dapat pada produk SKM isi 12 sebesar 66266, SKM isi 16
yaitu sebesar 218455, SKT isi 12 yaitu sebesar 49251 dan untuk SKT isi 16 sebesar 102923.
Nilai MSD ini yang nantinya akan di bandingkan dengan metode peramlan yang lain,
sehingga dapat dipilih metode yang tepat. Pada Tabel 4.12 dapat dilihat hasil peramalan
rokok SKM dan SKT.

65
Tabel 4.12
Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Winter’s Exponential Smoothing
Multiplikative Dalam Satuan Karton
Periode
SKM isi
12
SKM isi 16 SKT isi 12 SKT isi
16
Forecast Forecast Forecast Forecast
25 3.063 2.721 3.897 4.415
26 3/381 3.342 3.895 4.316
27 2.946 2.916 3.942 4.267
28 2.760 2.844 3.365 4.347
29 2.924 2.681 3.319 4.140
30 2.674 2.827 3.802 4.143
31 2.850 2.373 3.294 3.815
32 2.474 2.475 2.776 3.467
33 2.349 2.042 2.864 3.849
34 2.163 2.003 3.364 3.879
35 2.560 1.781 2.990 3.807
36 2.565 2.042 3.805 3.525
Dari Tabel 4.12 diketahui nilai peramalan dari periode 25 sampai 36 pada rokok SKM
dan SKT dengan menggunakan metode Winter’s Exponential Smoothing Multiplikative.
Maka yang akan nantinya dipilih metode yang sesuai untuk direkomendasikan.
4.3.5.2 Metode Dekomposisi
Metode dekomposisi digunakan untuk meramalkan data deret berkala yang
menunjukkan adanya pola trend dan musiman. Metode dekomposisi dilandasi oleh asumsi
bahwa data yang ada merupakan gabungan dari beberapa komponen, yaitu trend (T),
fluktuasi musiman (S), fluktuasi siklis (C) dan perubahan-perubahan yang bersifat random
(I). Berdasarkan hasil analisis autokorelasi diketahui bahwa data dipengaruhi oleh musim
dan trend tetapi pengaruh trend tidak terlalu tinggi sehingga metode Dekomposisi yang akan
digunakan dalam penelitian ini adalah metode Dekomposisi Aditif. Model aditif dilakukan
jika plot data asli menunjukkan fluktuasi musim yang relatif stabil, sedangkan model
multiplikatif digunakan apabila plot data menunjukkan fluktuasi musim yang bervariasi.
1. Metode Decomposition Additive
Berikut ini adalah hasil dari output minitab 16.0 mengguanakan metode Decomposition
Additive

66
3632282420161284
4500
4000
3500
3000
2500
Index
SK
M 1
2
MAPE 7
MAD 215
MSD 106304
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKM 12Additive Model
3632282420161284
5500
5000
4500
4000
3500
3000
2500
Index
SK
M 1
6
MAPE 15
MAD 558
MSD 498398
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKM 16Additive Model
3632282420161284
5000
4500
4000
3500
3000
Index
SK
T 1
2
MAPE 6
MAD 215
MSD 105678
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKT 12Additive Model
3632282420161284
5000
4500
4000
3500
3000
Index
SK
T 1
6
MAPE 4,8
MAD 192,7
MSD 89542,3
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKT 16Additive Model
Gambar 4.9 Grafik peramalan Decomposition Additive Rokok SKM dan SKT
Dari Gambar 4.9 hasil nilai MSD dari tiap-tiap jenis rokok SKM dan SKT. Hasil nilai
MSD yang di dapat pada produk SKM isi 12 sebesar 106304, SKM isi 16 yaitu sebesar
498398, SKT isi 12 yaitu sebesar 105678 dan untuk SKT isi 16 sebesar 89542,2. Selanjutnya
nilai MSD ini yang nantinya akan di bandingkan dengan metode peramlan yang lain,
sehingga dapat dipilih metode yang sesuai. Pada Tabel 4.13 dapat dilihat hasil peramalan
rokok SKM dan SKT.
Tabel 4.13
Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Decomposition Additive Dalam Satuan
Karton
Periode
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Forecast Forecast Forecast Forecast
25 3.547 3.886 3.845 4.089
26 3.411 4.005 4.099 4.394
27 3.323 3.723 4.268 4.338
28 3.154 4.342 3.640 4.565
29 3.354 3.760 3.817 4.258
30 2.992 4.024 4.183 4.435
31 3.477 3.680 3.769 3.990
32 2.835 4.424 2.939 3.617
33 2.681 3.315 3.346 3.938
34 2.446 3.810 3.883 3.940
35 3.205 2.746 3.398 3.998
36 3.257 4.111 4.765 3.189

67
Dapat dilihat dari Tabel 4.13 nilai peramalan dari periode 25 sampai 36 pada rokok
SKM dan SKT dengan menggunakan metode Decomposition Additive. Maka yang nantinya
dipilih metode yang sesuai untuk direkomendasikan.
2. Metode Decomposition Multiplikative
Berikut ini adalah hasil dari output minitab 16.0 mengguanakan metode Decomposition
Multiplikative
3632282420161284
4500
4000
3500
3000
2500
Index
SK
M 1
2
MAPE 7
MAD 214
MSD 104896
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKM 12Multiplicative Model
3632282420161284
5500
5000
4500
4000
3500
3000
2500
Index
SK
M 1
6
MAPE 15
MAD 557
MSD 490214
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKM 16Multiplicative Model
3632282420161284
5000
4500
4000
3500
3000
Index
SK
T 1
2
MAPE 5
MAD 213
MSD 105036
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKT 12Multiplicative Model
3632282420161284
5000
4500
4000
3500
3000
Index
SK
T 1
6
MAPE 4,8
MAD 192,5
MSD 89499,7
Accuracy Measures
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for SKT 16Multiplicative Model
Gambar 4.10 Grafik peramalan Decomposition Multiplikative Rokok SKM dan SKT
Berdasarkan Gambar 4.10 nilai MSD dari tiap-tiap jenis rokok SKM dan SKT. Hasil
nilai MSD yang di dapat pada produk SKM isi 12 sebesar 104896, SKM isi 16 yaitu sebesar
490214, SKT isi 12 yaitu sebesar 105036 dan untuk SKT isi 16 sebesar 89499. Selanjutnya
nilai MSD ini yang nantinya akan di bandingkan dengan metode peramlan yang lain,
sehingga dapat dipilih metode yang sesuai. Pada Tabel 4.14 dapat dilihat hasil peramalan
rokok SKM dan SKT.
Tabel 4.14
Hasil Peramalan Rokok SKM Dan SKT Dengan Metode Decomposition Multiplikative Dalam
Satuan Karton
Periode
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Forecast Forecast Forecast Forecast
25 3.551 3.889 3.848 4.092
26 3.416 4.013 4.104 4.395
27 3.327 3.723 4.277 4.341
28 3.151 4.391 3.639 4.571
29 3.361 3.761 3.820 4.264

68
Periode
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Forecast Forecast Forecast Forecast
30 2.97 4.056 4.200 4.444
31 3.454 3.697 3.774 3.994
32 2.847 4.356 2.961 3.626
33 2.691 3.361 3.356 3.942
34 2.457 3.812 3.886 3.944
35 3.202 2.816 3.403 4.002
36 3.245 4.102 4.765 3.206
Dapat dilihat pada Tabel 4.14 nilai peramalan dari periode 25 sampai 36 pada rokok
SKM dan SKT dengan menggunakan metode Multiplikative. Maka yang akan nantinya
dipilih metode yang sesuai.
4.3.5.3 Pemilihan Metode Peramalan Permintaan
Berdasarkan perhitungan peramalan (demand forecast) menggunakan metode winter’s
exponenential smoothing dan decomposition diatas, maka dipilih tingkat kesalahan yang
paling kecil. Alat ukur yang digunakan dalam pengukuran tingkat kesalahan menurut
Tersine (1994) antara lain Mean Squared Error (MSE), Mean Absolute Deviation (MAD),
dan Mean Absolute Percentage Error (MAPE). Penelitian kali ini menggunakan alat ukur
MSE. Dalam minitab MSE disebut juga dengan nama MSD. Perbandingan nilai MSD dari
metode metode Winter’s Exponential Smoothing dan Dekomposisi untuk produk rokok
SKM isi 12, isi 16 dan SKT isi 12, isi 16 dapat dilihat pada Tabel 4.15
Tabel 4.15
Perbandingan Nilai MSD
Produk
Metode
Winter’s Additive Winter’s
Multiplicative
Decomosition
Additive
Decomposition
Multiplikative
Skm isi 12 50927 66266 106304 104896
Skm isi 16 162352 218455 498398 490214
Skt isi 12 42674 49251 105678 105036
Skt isi 16 967843 102923 89542 89499
Dari Tabel 4.16 dapat dilihat bahwa nilai MSD terkecil untuk produk rokok SKM isi
12, SKM isi 16 dan SKT isi 12 adalah menggunakan metode Winter’s Exponential
Smoothing Additive, sedangkan untuk SKT isi 16 yaitu menggunakan metode
Decomposition Multiplikative maka data hasil peramalan untuk produk rokok SKM dan
rokok SKT bulan Juli 2016 sampai juni 2017 dapat dilihat pada tabel 4.16.
Tabel 4.16
Data Hasil Peramalan Permintaan Rokok SKM Dan SKT (Karton)
Periode SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
1 2.830 2.163 3.721 4.092
2 3.227 3.111 3.719 4.395
3 2.727 2.566 3.777 4.341

69
Periode SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
4 2.527 2.503 3.149 4.571
5 2.731 2.346 3.104 4.264
6 2.466 2.639 3.653 4.444
7 2.691 2.018 3.103 3.994
8 2.273 2.271 2.534 3.626
9 2.150 1.631 2.647 3.942
10 1.957 1.661 3.220 3.944
11 2.445 1.325 2.814 4.002
12 2.447 1.892 3.757 3.206
4.3.6 Pemodelan Linear Programming untuk Jadwal Induksi
4.3.6.1 Formulasi Model
Pengembangan model dimulai dimulai dengan membuat model berdasarkan sasaran
yang ingin dicapai yaitu pengurangan biaya operasi. Sasaran yang ingin dicapai dalam
pengembangan model adalah pengurangan biaya operasi. Linear Programming
menggunakan Software LINGO 11 dengan input yang di tunjukan pada lampiran 1.
Beberapa factor yang dibutuhkan dalam metode Linear Programming antara lain adalah:
1. Variabel Keputusan
2. Variabel Fungsi Tujuan
3. Variabel Fungsi Pembatas
4.3.6.2 Variabel Keputusan
Variabel keputusan merupakan output yang akan dioptimalkan sesuai dengan
permasalahan yang ada sehingga memenuhi kriteria fungsi tujuan dan kendala. Sebagai
contoh dalam masalah Linear Programming dari perusahaan.
Berikut ini adalah variabel-variabel keputusan yang ada dalam perencanaan produksi yaitu:
ARi = Jumlah produk 1 (SKM isi 12) yang diproduksi dengan kapasitas regular pada bulan
ke i (karton)
BRi = Jumlah produk 2 (SKM isi 16) yang diproduksi dengan kapasitas regular pada bulan
ke i (karton)
CRi = Jumlah produk 3 (SKT isi 12) yang diproduksi dengan kapasitas regular pada bulan
ke i (karton)
DRi = Jumlah produk 4 (SKT isi 16) yang diproduksi dengan kapasitas regular pada bulan
ke i (karton)
ALi = Jumlah produk 1 (SKM isi 12) yang diproduksi dengan kapasitas lembur pada bulan
ke i (karton)
BLi = Jumlah produk 2 (SKM isi 16) yang diproduksi dengan kapasitas lembur pada bulan
ke i (karton)

70
CLi = Jumlah produk 3 (SKT isi 12) yang diproduksi dengan kapasitas lembur pada bulan
ke i (karton)
DLi = Jumlah produk 4 (SKT isi 16) yang diproduksi dengan kapasitas lembur pada bulan
ke i (karton)
APi = Jumlah persediaan produk 1 (SKM isi 12) pada bulan ke i (karton)
BPi = Jumlah persediaan produk 2 (SKM isi 16) pada bulan ke i (karton)
CPi = Jumlah persediaan produk 3 (SKT isi 12) pada bulan ke i (karton)
DPi = Jumlah persediaan produk 4 (SKT isi 16) pada bulan ke i (karton)
Dimana:
A = Produk 1 (SKM isi 12)
B = Produk 2 (SKM isi 16)
C = Produk 3 (SKT isi 12)
D = Produk 4 (SKT isi 16)
Ri = Jam kerja regular pada bulan ke i
Li = Lembur pada bulan ke i
Pi = Persediaan pada bulan ke i
i = Periode perencanaan ( bulan ke i = 1,2,3,…,12)
4.3.6.3 Parameter Model
Dalam menentukan fungsi tujuan dan fungsi batasan dibutuhkan beberapa parameter
model yang menjadi penjelasan mengenai fungsi-fungsi tersebut. Parameter modelnya
antara lain:
1. Parameter Biaya
GARi = Biaya produksi SKM isi 12 pada jam regular per karton = Rp 1.620.705
GBRi = Biaya produksi SKM isi 16 pada jam regular per karton = Rp 1.865.647
GCRi = Biaya produksi SKT isi 12 pada jam regular per karton = Rp 1.545.791
GDRi = Biaya produksi SKT isi 16 pada jam regular per karton = Rp 1.817.048
GALi = Biaya produksi SKM isi 12 pada jam lembur per karton = Rp 1.621.300
GBLi = Biaya produksi SKM isi 16 pada jam lembur per karton = Rp 1.866.440
GCLi = Biaya produksi SKT isi 12 pada jam lembur per karton = Rp 1.546.240
GDLi = Biaya produksi SKT isi 16 pada jam lembur per karton = Rp 1.817.529
GAPi = Biaya persediaan SKM isi 12 per karton per bulan = Rp 13.708
GBPi = Biaya persediaan SKM isi 16 per karton per bulan = Rp 15.742
GCPi = Biaya persediaan SKT isi 12 per karton per bulan = Rp 13.924
GDPi = Biaya persediaan SKT isi 16 per karton per bulan = Rp 16.111
Parameter biaya didapatkan pada tabel 4.6 contoh perhitunganya pada GARi = poduksi
reguler rokok SKM isi 12 biaya bahan baku perbulan Rp 1.620.280 + biaya tenaga kerja
reguler perkarton Rp 425 jadi total biaya produksi reguler SKM isi 12 yaitu Rp 1.620.705,

71
sedangkan untuk poduksi lembur adalah biaya bahan baku perbulan Rp 1.620.280 + biaya
tenaga kerja lembur perkarton Rp 1.020 jadi total biaya produksi reguler SKM isi 12 yaitu
Rp 1.621.300. Untuk biaya persediaan rokok SKM isi 12 atau GAPi didapat dari tabel 4.6
HPP dibagi dengan permintaan setahun pada produk skm isi 12 adalah Rp 57.814.043.740:
35.147 = Rp 1.644.921/unit. Biaya simpan didapatkan dari perkalian fraksi ongkos simpan
dengan biaya unit.Biaya simpan = Rp 1.644.921x 10% = Rp 164.492,00 Per tahun, untuk
biaya simpan perbulannya di bagi dengan 12 yaitu sebesar Rp 13.708.
4.3.6.4 Fungsi Tujuan
Fungsi tujuan adalah fungsi yang menggambarkan tujuan atau sasaran di dalam
permasalahan Linear Programming yang berkaitan dengan pengaturan secara optimal
sumber-sumber daya untuk memperoleh keuntungan maksimal atau biaya yang minimal.
Pada umumnya nilai yang akan dioptimalkan dinyatakan sebagai Z. Dimana Z merupakan
nilai yang dioptimalkan yaitu biaya yang minimal untuk lebih lengkapnya ada pada lampiran
1. Biaya produski terdiri dari:
1) Minimasi biaya produksi regular =
∑ 𝐺12𝑖=1 ARi.ARi+ ∑ 𝐺12
𝑖=1 BRi.BRi+∑ 𝐺12𝑖=1 CRi.CRi+∑ 𝐺12
𝑖=1 DRi.DRi
2) Minimasi biaya produksi lembur =
∑ 𝐺12𝑖=1 ALi.ALi+ ∑ 𝐺12
𝑖=1 BLi.BLi+∑ 𝐺12𝑖=1 CLi.CLi+∑ 𝐺12
𝑖=1 DLi.DLi
3) Minimasi biaya persediaan =
∑ 𝐺12𝑖=1 APi.APi+ ∑ 𝐺12
𝑖=1 BPi.BPi+∑ 𝐺12𝑖=1 CPi.CPi+∑ 𝐺12
𝑖=1 DPi.Dpi
Min Z = 1+2+3
= Total biaya produksi pada jam reguler per karton SKM isi 12 sebesar Rp 1.620.705
, SKM isi 16 Rp 1.865.647, SKT isi 12 Rp 1.545.791 dan SKT isi 16 Rp 1.817.048+
Total biaya produksi pada jam lembur per karton SKM isi 12 sebesar Rp 1.621.300
, SKM isi 16 Rp 1.866.440, SKT isi 12 Rp 1.546.240dan SKT isi 16 Rp 1.817.529+
Total biaya persediaan per karton SKM isi 12 sebesar Rp 13.708
, SKM isi 16 Rp 15.742, SKT isi 12 Rp 13.924dan SKT isi 16 Rp 16.111
4.3.6.5 Fungsi Pembatas
Berdasarkan permasalahan yang ada di PT.Cakra Guna Cipta sehingga dapat
ditetapkan batasan sebagai berikut:
a. Batasan permintaan produk SKM isi 12
72
Permintaan produksi SKM isi 12 pada bulan juli 2016 berdsarkan perhituungan
peramalan adalah sebesar 2830 karton berdasaran Tabel 4.18.
Dimana:
AP1 : Jumlah persedian produk SKM isi 12 pada periode ke 1
AR1 : Jumlah permintaan reguler produk SKM isi 12 pada periode ke 1
AL1 : Jumlah permintaan lembur produk SKM isi 12 pada periode ke 1
Contoh untuk perhitungan AR1+AL1-AP1= 2830
Keterangan:
AR1 = Jumlah permintaan produk SKM isi 12 yang di produksi pada periode 1 secara
reguler
AL1 = Jumlah permintaan pruduk SKM isi 12 yang di produksi pada periode 1 secara
lembur
AP1 = Jumlah persedian pruduk SKM isi 12 yang di produksi pada akhir periode 1
2830 = Hasil peramalan permintaan SKM isi 12 pada periode ke 1
1. AR1+AL1-AP1 = 2830
2. AP1+AR2+AL2-AP2= 3227
3. AP2+AR3+AL3-AP3= 2727
4. AP3+AR4+AL4-AP4= 2527
5. AP4+AR5+AL5-AP5= 2731
6. AP5+AR6+AL6-AP6= 2691
7. AP6+AR7+AL7-AP7= 2691
8. AP7+AR8+AL8-AP8= 2273
9. AP8+AR9+AL9-AP9= 2150
10. AP9+AR10+AL10-AP10= 1957
11. AP10+AR11+AL11-AP11= 2445
12. AP11+AR12+AL12-AP12= 2447
b. Batasan permintaan produk SKM 16
Permintaan produksi SKM isi 16 pada bulan juli 2016 berdsarkan perhituungan
peramalan adalah sebesar 2163 karton berdasaran Tabel 4.18.
Dimana:
BP1 : Jumlah persedian produk SKM isi 16 pada periode ke 1
BR1 : Jumlah permintaan reguler produk SKM isi 16 pada periode ke 1
BL1 : Jumlah permintaan lembur produk SKM isi 16 pada periode ke 1
Contoh untuk perhitungan BP10+BR11+BL11-BP11= 1325

73
Keterangan:
BR11 = Jumlah permintaan produk SKM isi 16 yang di produksi pada periode 1 secara
reguler
BL11 = Jumlah permintaan pruduk SKM isi 16 yang di produksi pada periode 11 secara
lembur
BP10 = Jumlah persedian pruduk SKM isi 16 yang di produksi pada akhir periode 10
BP11 = Jumlah persedian pruduk SKM isi 16 yang di produksi pada akhir periode 11
1325 = Hasil Peramalan permintaan SKM isi 12 pada periode ke 11
13. BR1+BL1-BP1 = 2163
14. BP1+BR2+BL2-BP2= 3111
15. BP2+BR3+BL3-BP3= 2566
16. BP3+BR4+BL4-BP4= 2503
17. BP4+BR5+BL5-BP5= 2346
18. BP5+BR6+BL6-BP6= 2639
19. BP6+BR7+BL7-BP7= 2018
20. BP7+BR8+BL8-BP8= 2271
21. BP8+BR9+BL9-BP9= 1631
22. BP9+BR10+BL10-BP10= 1661
23. BP10+BR11+BL11-BP11= 1325
24. BP11+BR12+BL12-BP12= 1892
c. Batasan permintaan produk SKT 12
Permintaan produksi SKT isi 12 pada bulan juli 2016 berdsarkan perhituungan
peramalan adalah sebesar 3721 karton berdasaran Tabel 4.18.
Dimana:
CP1 : Jumlah persedian produk SKT isi 12 pada periode ke 1
CR1 : Jumlah permintaan reguler produk SKT isi pada periode ke 1
CL1 : Jumlah permintaan lembur produk SKT isi 12 pada periode ke 1
Contoh untuk perhitungan CP5+CR6+CL6-CP6= 3653
Keterangan:
CR6 = Jumlah permintaan produk SKT isi 12 yang di produksi pada periode 6 secara
reguler
CL6 = Jumlah permintaan pruduk ST isi 12 yang di produksi pada periode 6 secara lembur
CP5 = Jumlah persedian pruduk SKT isi 12 yang di produksi pada akhir periode 5

74
CP6 = Jumlah persedian pruduk SKT isi 12 yang di produksi pada akhir periode 6
3653 = Hasil peramalan permintaan SKT isi 12 pada periode ke 6
25. CR1+CL1-CP1 = 3721
26. CP1+CR2+CL2-CP2= 3719
27. CP2+CR3+CL3-CP3= 3777
28. CP3+CR4+CL4-CP4= 3149
29. CP4+CR5+CL5-CP5= 3104
30. CP5+CR6+CL6-CP6= 3653
31. CP6+CR7+CL7-CP7= 3103
32. CP7+CR8+CL8-CP8= 2534
33. CP8+CR9+CL9-CP9= 2647
34. CP9+CR10+CL10-CP10= 3220
35. CP10+CR11+CL11-CP11= 2814
36. CP11+CR12+CL12-CP12= 3757
d. Batasan permintaan produk SKT 16
Permintaan produksi SKT isi 16 pada bulan juli 2016 berdsarkan perhituungan
peramalan adalah sebesar 4095 karton berdasaran Tabel 4.18.
Dimana:
DP1 : Jumlah persedian produk SKT isi 16 pada bulan ke 1
DR1 : Jumlah permintaan reguler produk SKT isi 16 pada bulan ke 1
DL1 : Jumlah permintaan lembur produk SKT isi 16 pada bulan ke 1
Contoh untuk perhitungan DP2+DR3+DL3-DP3= 4341
Keterangan:
DR3 = Jumlah permintaan produk SKT isi 16 yang di produksi pada periode 3 secara
reguler
DL3 = Jumlah permintaan pruduk ST isi 16 yang di produksi pada periode 3 secara lembur
DP2 = Jumlah persedian pruduk SKT isi 16 yang di produksi pada akhir periode 2
DP3 = Jumlah persedian pruduk SKT isi 16 yang di produksi pada akhir periode 3
4341 = Hasil peramalan permintaan SKT isi 16 pada periode ke 3
37. DR1+DL1-DP1 = 4095
38. DP1+DR2+DL2-DP2= 4395
39. DP2+DR3+DL3-DP3= 4341
40. DP3+DR4+DL4-DP4= 4571

75
41. DP4+DR5+DL5-DP5= 4264
42. DP5+DR6+DL6-DP6= 4444
43. DP6+DR7+DL7-DP7= 3994
44. DP7+DR8+DL8-DP8= 3626
45. DP8+DR9+DL9-DP9= 3942
46. DP9+DR10+DL10-DP10= 3944
47. DP10+DR11+DL11-DP11=4002
48. DP11+DR12+DL12-DP12= 3206
e. Batasan kapasitas reguler produksi SKM isi 12
Kapasitas reguler setiap bulanya pada produkk SKM isi 12 berdasarkan kapasitas mesin
setiap 8 jam kerja reguler dengan hari kerja kerja perbulannya 26 hari selama satu tahun
dengan kapasitas per bulan sebesar 5.200 karton.
49. AR1 5200
50. AR2 5200
51. AR3 5200
52. AR4 5200
53. AR5 5200
54. AR6 5200
55. AR7 5200
56. AR8 5200
57. AR9 5200
58. AR10 5200
59. AR11 5200
60. AR12 5200
f. Batasan kapasitas reguler produksi SKM isi 16
Kapasitas reguler setiap bulanya pada produkk SKM isi 16 berdasarkan kapasitas mesin
setiap 8 jam kerja reguler dengan hari kerja kerja perbulannya 26 hari selama satu tahun
dengan kapasitas per bulan sebesar3.900 karton.
61. BR1 3900
62. BR2 3900
63. BR3 3900
64. BR4 3900
65. BR5 3900

76
66. BR6 3900
67. BR7 3900
68. BR8 3900
69. BR9 3900
70. BR10 3900
71. BR11 3900
72. BR12 3900
g. Batasan kapasitas reguler produksi SKT isi 12
Kapasitas reguler setiap bulanya sebesar 4.052 karton berdsarkan Tabel 4.12 perhitungn
kapasitas produksi pada produk SKT isi 12 selama satu tahun.
73. CR1 4052
74. CR2 4052
75. CR3 4052
76. CR4 4052
77. CR5 4052
78. CR6 4052
79. CR7 4052
80. CR8 4052
81. CR9 4052
82. CR10 4052
83. CR11 4052
84. CR12 4052
h. Batasan kapasitas reguler produksi SKT isi 16
Kapasitas reguler setiap bulanya sebesar 3.771 karton berdsarkan Tabel 4.12 perhitungn
kapasitas produksi pada produk SKT isi 16 selama satu tahun.
85. DR1 3771
86. DR2 3771
87. DR3 3771
88. DR4 3771
89. DR5 3771
90. DR6 3771
91. DR7 3771

77
92. DR8 3771
93. DR9 3771
94. DR10 3771
95. DR11 3771
96. DR12 3771
i. Batasan kapasitas lembur produksi SKM isi 12
Kapasitas lembur setiap bulanya pada produkk SKM isi 12 berdasarkan kapasitas mesin
setiap 4 jam kerja lembur dengan hari kerja kerja perbulannya 26 hari selama satu tahun
dengan kapasitas per bulan sebesar 2.600 karton.
97. AL1 2600
98. AL2 2600
99. AL3 2600
100. AL4 2600
101. AL5 2600
102. AL6 2600
103. AL7 2600
104. AL8 2600
105. AL9 2600
106. AL10 2600
107. AL11 2600
108. AL12 2600
j. Batasan kapasitas lembur produksi SKM isi 16
Kapasitas lembur setiap bulanya pada produkk SKM isi 12 berdasarkan kapasitas mesin
setiap 4 jam kerja lembur dengan hari kerja kerja perbulannya 26 hari selama satu tahun
dengan kapasitas per bulan sebesar 1.950 karton. bulanya sebesar 1.950 karton.
109. BL1 1950
110. BL2 1950
111. BL3 1950
112. BL4 1950
113. BL5 1950
114. BL6 1950
115. BL7 1950

78
116. BL8 1950
117. BL9 1950
118. BL10 1950
119. BL11 1950
120. BL12 1950
k. Batasan kapasitas lembur produksi SKT isi 12
Kapasitas lembur setiap bulanya sebesar 2.026 karton berdsarkan Tabel 4.12 perhitungn
kapasitas produksi pada produk SKT isi 12 selama satu tahun.
121. CL1 2026
122. CL2 2026
123. CL3 2026
124. CL4 2026
125. CL5 2026
126. CL6 2026
127. CL7 2026
128. CL8 2026
129. CL9 2026
130. CL10 2026
131. CL11 2026
132. CL12 2026
l. Batasan kapasitas lembur produksi SKT isi 16
Kapasitas lembur setiap bulanya sebesar 1.882 karton berdsarkan Tabel 4.12 perhitungn
kapasitas produksi pada produk SKT isi 16 selama satu tahun.
133. DL1 1882
134. DL2 1882
135. DL3 1882
136. DL4 1882
137. DL5 1882
138. DL6 1882
139. DL7 1882
140. DL8 1882
141. DL9 1882

79
142. DL10 1882
143. DL11 1882
144. DL12 1882
m. Batasan kapasitas persediaan poduksi SKM isi 12
Untuk kapasitas gudang SKM isi 12 per bulan adalah 7.500 karton berdsarkan luas gudang.
145. AP1 3800
146. AP2 3800
147. AP3 3800
148. AP4 3800
149. AP5 3800
150. AP6 3800
151. AP7 3800
152. AP8 3800
153. AP9 3800
154. AP10 3800
155. AP11 3800
156. AP12 3800
n. n. Batasan kapasitas persediaan produksi SKM isi 16
Untuk kapasitas gudang SKM isi 16 per bulan adalah 3.800 karton berdsarkan luas gudang.
157. BP1 3800
158. BP2 3800
159. BP3 3800
160. BP4 3800
161. BP5 3800
162. BP6 3800
163. BP7 3800
164. BP8 3800
165. BP9 3800
166. BP10 3800
167. BP11 3800
168. BP12 3800
o. m. Batasan kapasitas persediaan produksi SKT isi 12

80
Untuk kapasitas gudang SKT isi 12 per bulan adalah 4.000 karton berdsarkan luas gudang.
169. CP1 4000
170. CP2 4000
171. CP3 4000
172. CP4 4000
173. CP5 4000
174. CP6 4000
175. CP7 4000
176. CP8 4000
177. CP9 4000
178. CP10 4000
179. CP11 4000
180. CP12 4000
p. o. Batasan kapasitas persediaan produksi SKT isi 16
Untuk kapasitas gudang SKT isi 16 per bulan adalah 4.000 karton berdsarkan luas gudang.
181. DP1 4000
182. DP2 4000
183. DP3 4000
184. DP4 4000
185. DP5 4000
186. DP6 4000
187. DP7 4000
188. DP8 4000
189. DP9 4000
190. DP10 4000
191. DP11 4000
192. DP12 4000
q. p. Batasan kapasitas Safety Stock produksi SKM isi 12
r. Batasan Safety Stock pada produk SKM isi 12 adalah sebesar 101 karton berdasrkan
perhitungan di pengolahan data.
193. AP1 ≥ 101
194. AP2 ≥ 101
81
195. AP3 ≥ 101
196. AP4 ≥ 101
197. AP5 ≥ 101
198. AP6 ≥ 101
199. AP7 ≥ 101
200. AP8 ≥ 101
201. AP9 ≥ 101
202. AP10 ≥ 101
203. AP11 ≥ 101
204. AP12 ≥ 101
s. q . Batasan kapasitas Safety Stock produksi SKM isi 16
t. Batasan Safety Stock pada produk SKM isi 16 adalah sebesar 158 karton berdasrkan
perhitungan di pengolahan data.
205. BP1 ≥ 158
206. BP2 ≥ 158
207. BP3 ≥ 158
208. BP4 ≥ 158
209. BP5 ≥ 158
210. BP6 ≥ 158
211. BP7 ≥ 158
212. BP8 ≥ 158
213. BP9 ≥ 158
214. BP10 ≥ 158
215. BP11 ≥ 158
216. BP12 ≥ 158
u. r. Batasan kapasitas Safety Stock produksi SKT isi 12
v. Batasan Safety Stock pada produk SKT isi 12 adalah sebesar 121 karton berdasrkan
perhitungan di pengolahan data.
217. CP1 ≥ 121
218. CP2 ≥ 121
219. CP3 ≥ 121
220. CP4 ≥ 121
221. CP5 ≥ 121
222. CP6 ≥ 121

82
223. CP7 ≥ 121
224. CP8 ≥ 121
225. CP9 ≥ 121
226. CP10 ≥ 121
227. CP11 ≥ 121
228. CP12 ≥ 121
w. s. Batasan kapasitas Safety Stock produksi SKT isi 16
x. Batasan Safety Stock pada produk SKT isi 16 adalah sebesar 132 karton berdasrkan
perhitungan di pengolahan data.
229. DP1 ≥ 132
230. DP2 ≥ 132
231. DP3 ≥ 132
232. DP4 ≥ 132
233. DP5 ≥ 132
234. DP6 ≥ 132
235. DP7 ≥ 132
236. DP8 ≥ 132
237. DP9 ≥ 132
238. DP10 ≥ 132
239. DP11 ≥ 132
240. DP12 ≥ 132
4.3.6.6 Jadwal Produksi Dengan Metode Linear Programming Tahun 2016-2017
Setelah dilakukan pengolahan data dengan Software Lingo 11 dengan output yang
ditunjukkan pada Lampiran 2, maka hasil rekapitulasi penjadwalan produksi pada PT.Cakra
Guna Cipta Malang dengan Linier Programming selama 12 bulan perencanaan secara
lengkap pada Tabel 4.17.berikut.
Tabel 4.17
Jadwal Produksi Tahun 2016-2017 Dengan Metode Linear Programming
Bulan Produk Reguler (karton) Lembur (karton) Persediaan (karton)
Juli (2016)
SKM 12 2.931 - 101
SKM 16 2.321 - 158
SKT 12 3.842 - 121
SKT 16 3.771 456 132
Agustus
SKM 12 3.227 - 101
SKM 16 3.111 - 158
SKT 12 3.719 - 121

83
Bulan Produk Reguler (karton) Lembur (karton) Persediaan (karton)
SKT 16 3.711 624 132
September
SKM 12 2.727 - 101
SKM 16 2.566 - 158
SKT 12 3.777 - 121
SKT 16 3.771 570 132
Oktober
SKM 12 2.527 - 101
SKM 16 2.503 - 158
SKT 12 3.149 - 121
SKT 16 3.771 800 132
November
SKM 12 2.731 - 101
SKM 16 2.346 - 158
SKT 12 3.104 - 121
SKT 16 3.771 493 132
Desember
SKM 12 2.466 - 101
SKM 16 2.639 - 158
SKT 12 3.653 - 121
SKT 16 3.771 673 132
Januari (2017)
SKM 12 2.691 - 101
SKM 16 2.018 - 158
SKT 12 3.103 - 121
SKT 16 3.771 223 132
Februari
SKM 12 2.273 - 101
SKM 16 2.271 - 158
SKT 12 2.534 - 121
SKT 16 3.626 - 132
Maret
SKM 12 2.150 - 101
SKM 16 1.631 - 158
SKT 12 2.647 - 121
SKT 16 3.771 171 132
April
SKM 12 1.957 - 101
SKM 16 1.661 - 158
SKT 12 3.220 - 121
SKT 16 3.771 173 132
Mei
SKM 12 2.445 - 101
SKM 16 1.325 - 158
SKT 12 2.814 - 121
SKT 16 3.771 231 132
Juni
SKM 12 2.447 - 101
SKM 16 1.892 - 158
SKT 12 3.757 - 121
SKT 16 3.206 - 132
Tabel 4.17 tersebut di atas menunjukkan nilai-nilai variabel ARi, BRi, CRi, DRi, Ali,
BLi, CLi, DLi, APi, BPi, CPi dan DPi yang menyatakan jumlah produk yang diproduksi dari
setiap jenis rokok pada setiap periode baik dalam kapasitas regular maupun lembur dan
menyatakan jumlah persediaan pada setiap periode dengan penjelasan sebagai berikut.
Sebagai contoh Juli 2016 untuk produk rokok SKT isi 12 produksi regular sebanyak 2.931
karton tanpa produksi lembur dan menyisakan persediaan sebesar 101 karton.

84
4.4 Perbandingan Biaya Produksi
Perbandingan biaya produksi sebelum menggunakan metode Linear Programming
dapat dilihat pada Tabel 4.18 dan untuk yang menggunakan metode Linear Programming
pda Tabel 4.19. Biaya yang dihitug meliputi biaya produksi dan biaya persediaan. Rincian
biayanya untuk biaya produksi rokok SKM isi 12 yaitu sebesar Rp1.620.705 per karton per
bulan untuk biaya pesediaan sebesar Rp13.708 per karton per bulan, rokok SKM isi 16
yaitu sebesar Rp1.865.647 per karton per bulan untuk biaya pesediaan sebesar Rp15.742
per karton per bulan, rokok SKT isi 12 yaitu sebesar Rp1.545.791 per karton per bulan
untuk biaya pesediaan sebesar Rp13.924 per karton per bulan dan rokok SKT isi 16 yaitu
sebesar Rp1.817.048 per karton per bulan untuk biaya pesediaan sebesar Rp16.111 per
karton per bulan untuk lebih lengkapnya ada pada lampiran 3.
Tabel 4.18
Jadwal Produksi Tahun 2015-2016 Sebelum Menggunakan Metode Linear Programming
Bulan
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Permintaan
produksi
Persedia
an akhir
Permintaan
produksi
Persedia
an akhir
Permintaan
produksi
Persedia
an akhir
Permintaan
produksi
Persedia
an akhir
Jul-15 3.494 103 3.946 231 3.828 176 4.158 147
Agu-15 3.312 214 3.937 197 4.066 183 4.427 228
Sep-15 3.207 110 3.540 152 4.224 158 4.345 137
Okt-15 3.031 208 4.062 87 3.567 87 4.551 43
Nov-15 3.207 213 3.414 0 3.728 176 4.212 129
Des-15 2.799 0 3.621 76 4.049 317 4.386 65
Jan-16 2.878 59 3.119 82 3.415 0 3.622 0
Feb-16 2.700 0 2.952 0 3.155 0 3.304 0
Mar-16 2.639 0 2.906 0 3.005 0 3.727 187
Apr-16 2.481 0 2.555 41 3.630 117 3.753 106
Mei-16 2.694 130 3.005 0 3.306 96 3.522 228
Jun-16 2.707 0 2.908 79 3.834 0 3.718 0
Total Biaya Produksi
Rp56.980.375.241 Rp74.575.652.830 Rp67.734.790.291 Rp86.740.737.663
Dari Tabel 4.18 diketahui bahwa biaya produksi yang dikeluarkan untuk produk SKM
isi 12 pada bulan Juli 2015- Juni 2016 yaitu sebesar Rp56.980.375.241, untuk produk SKM
isi 16 pada bulan Juli 2015- Juni 2016 sebesar Rp74.575.652.830, produk SKT isi 12 pada
bulan Juli 2015- Juni 2016 sebesar Rp67.734.790.291dan produk SKT isi 16 pada bulan Juli
2015- Juni 2016 sejumlah Rp86.740.737.663.
Sedangkan untuk perhitungan setelah menggunakan Linear Programming
menggunakan software Lingo 11 ditunjukkan pada lampiran 4, maka pada Tabel 4.19 berikut

85
ini adalah hasil rekapitulasi biaya yang perhitungannya dilakukan dengan cara yang sama
pada perhitungan sebelum menggunakan metode Linear Programming lebih lengkapnya
ditunjukan pada lampiran 3 untuk perhitungan biaya.
Tabel 4.19
Jadwal Produksi Tahun 2015-2016 dengan Metode Linear Programming
Bulan
SKM isi 12 SKM isi 16 SKT isi 12 SKT isi 16
Permintaan
produksi
Persedi
aan
akhir
Permintaan
produksi
Persedi
aan
akhir
Permintaan
produksi
Persedi
aan
akhir
Permintaan
produksi
Persedi
aan
akhir
Jul-15 3.411 101 3.756 158 3.815 121 4.083 132
Agu-15 3.240 101 3.594 158 3.946 121 4.058 132
Sep-15 3.216 101 3.378 158 3.962 121 4.089 132
Okt-15 3.296 101 3.810 158 3.589 121 4.360 132
Nov-15 2.881 101 3.571 158 3.545 121 4.121 132
Des-15 2.890 101 3.098 158 3.707 121 4.183 132
Jan-16 2.697 101 3.083 158 3.683 121 4.005 132
Feb-16 2.661 101 3.109 158 3.483 121 4.051 132
Mar-16 2.783 101 2.815 158 3.182 121 3.770 132
Apr-16 2.689 101 2.982 158 3.451 121 3.698 132
Mei-16 2.546 101 2.960 158 3.253 121 3.667 132
Jun-16 2.657 101 3.329 158 3.574 121 3.763 132
Total biaya produksi
Rp56.524.114.626 Rp73.694.918.627 Rp66.782.930.938 Rp 86.034.760.764
Berdasarkan Tabel 4.19 diatas dapat diketahui bahwa penghematan yang diperoleh
setelah menggunakan Linear Programming pada produk SKM isi 12 yaitu
Rp56.980.375.241 − Rp56.524.114.626 = Rp456.260.615 atau mengalami penurunan biaya
sebesar 0,8%, untuk produk SKM isi 16 pada bulan Juli 2015- Juni 2016 sebesar
Rp74.575.652.830 − Rp73.694.918.627 = Rp880.734.203 615 atau mengalami penurunan
biaya sebesar 1,2%, produk SKT isi 12 pada bulan Juli 2015- Juni 2016 sebesar
Rp67.734.790.291 − Rp66.782.930.938 = Rp951.859.353 615 atau mengalami penurunan
biaya sebesar 1,4% dan produk SKT isi 16 pada bulan Juli 2015- Juni 2016 sejumlah
Rp86.740.737.663− Rp 86.034.760.764 = Rp705.976.899615 atau mengalami penurunan
biaya sebesar 0,8%. Jadi untuk menyusun jadwal induk produksi menggunakan
menggunakan metode Linear Programming dapat mengurangi biaya total produksi untuk
masing-masing produk.

86
4.5 Analisa dan Pembahasan
Analisa dan pembahasan dilakukan setelah melakukan pengolahan data. Berikut analis
dan pembahasan dari pengolahan data produksi rokok Sigaret Kretek Mesin isi 12, Sigaret
Kretek Mesin isi 16, Sigaret Kretek Tangan isi 12 dan Sigaret Kretek Tangan isi 16.
Berdasarkan hasil peramalan permintaan untuk produk SKM isi 12, SKM isi 16 dan
SKT isi 12 yaitu menggunakan metode winter’s Exponential smoothing aditif karenakan
pola data yang membentuk trend, seasonal yang terdapat pada Gambar 4.5 data menunjukan
fluktuasi musim yang relatif stabil dan dilihat dari nilai error terkecil dengan menggunakan
nilai MSD yang terdapat pada tabel 4.16 untuk produk rokok SKM isi 12 yaitu 50927, SKM
isi 16 yaitu sebasar 162352 dan untuk produk SKT isi 12 yaitu 42674. Pada peramalan untuk
produk SKT isi 16 menggunakan metode Decomposition Multiplikative karena dilihat dari
nilai error MSD yang paling kecil dan plot data datanya menunjukan fluktuasi yang
bervariasi dengan nilai error 89499. Maka hasil dari ramalan permintan dari tiap produk yang
ditunjukan pada tabel 4.17 akan dimasukan ke formulasi Linear Programming sebagai
fungsi pembatas permintan tiapbulanya selama 12 bulan.
Pemodelan dengan metode Linear Programming dilakukan untuk meminimumkan
biaya produksi dengan jumlah produksi yang optimal untuk mendapat biaya yang minimal.
Minimasi biaya produksi itulah yang disebut sebagai fungsi tujuan dari penelitian saat ini.
Fungsi tujuan pada penelitian kali ini didasarkan pada biaya produksi regular, biaya produksi
overtime, serta biaya simpan. Terjadinya penumpukan di karenakan kurang tepatnya
peramalan permintaan dan penjadwalan produksi maka dari membuat penjadwalan produksi
menggunkan metode Linear Programming. Dalam menentukan fungsi tujuan pada Linear
Programming dilakukan pembatasan terhadap kondisi permasalahan yang ada pada
perusahaan, namun untuk keterlambatan bahan baku tidak termasuk ke dalam fungsi
pembatas jadi untuk ketersediaan bahan baku dianggap memenuhi kebutuhan produksi,
berikut batasannya adalah:
1. Batasan permintaan produk SKM isi 12, SKM isi 16, SKT isi 12 dan SKT isi 16
berdsarkan perhitungan peramalan.
2. Batasan kapasitas reguler produksi SKM isi 12, SKM isi 16, SKT isi 12 dan SKT isi 16.
3. Batasan kapasitas lembur produksi SKM isi 12, SKM isi 16, SKT isi 12 dan SKT isi 16.
4. Batasan kapasitas persediaan dan safety stock poduksi SKM isi 12, SKM isi 16, SKT
isi 12 dan SKT isi 16.
Hasil dari perhitungan Linear Programming yang ditunjukan pada tabel 4.17 untuk
produksi SKM isi 12 yaitu permintaan dapat dipenuhi dan tidak adanya jam kerja lembur

87
begitupun untuk produk SKM isi 16 dan SKT isi 12. Sedangkan untuk produk SKT isi 16
banyak yang tidak terpenuhi sehingga akan diadakan jam kerja lembur untuk memenuhi
semua permintaan. Hal tersebut disebabkan permintaan untuk produk SKT isi 16 memiliki
peningkatan permintaan.
Dari hasil perhitungan biaya produksi sebelum menggunakan metode Linear
Programming untuk produk SKM isi 12 yaitu sebesar Rp56.980.375.241, untuk produk
SKM isi 16 sebesar Rp74.575.652.830, produk SKT isi 12 sebesar Rp67.734.790.291dan
produk SKT isi 16 sejumlah Rp86.740.737.663 untuk lebih lengkapnya terdapat di Tabel
4.18. Biaya produksi setelah menggunakan metode Linear Programming pada produk SKM
isi 12 yaitu Rp56.524.114.626, untuk produk SKM isi 16 pada sebesar Rp73.694.918.627,
produk SKT isi 12 sebesar Rp66.782.930.938 dan produk SKT isi 16 sejumlah Rp
86.034.760.764 untuk lebih rinci dapat dilihat pada Tabel 4.19. Jadi dari perhitungan biaya
setelah menggunakan metode Linear Programming adanya penurunan biaya pada produk
SKM isi 12 yaitu Rp456.260.615, untuk produk SKM isi 16 sebesar Rp880.734.203 , produk
SKT isi 12 sebesar Rp951.859.353 dan produk SKT isi 16 sejumlah Rp705.976.899 . Hal
tersebut dikarenakan pada data eksisting, perusahaan tidak dapat menentukan jumlah
produksi optimal serta total produksi overtime pada metode awal yang cukup besar sehingga
meningkatkan biaya produksi. Sedangkan pada metode Linear Programming untuk produk
SKM isi 12 dan SKM isi 16 tidak ada lembur sehingga biaya produksi dapat diminimalkan.
Total persediaan pada metode Linear Programming juga ditentukan dari perhitungan safety
stock sehingga biaya persediaan pada perusahaan dapat lebih optimal. Adanya perhitungan
safety stock adalah untuk mengantisipasi fluktuasi permintaan agar perusahaan tetap dapat
memenuhi permintaan ketika permintaan tinggi.

88
Halaman ini sengaja dikosongkan

89
BAB V
PENUTUP
5.1 Kesimpulan
Kesimpulan yang didapat dari penelitian ini adalah:
1. Berdasarkan Perhitungan biaya produksi sebelum menggunakan metode Linear
Programming pada produk SKM isi 12 yaitu Rp56.980.375.241 sedangakan biaya
produksi setelah menggunakan metode Linear Programming adalah sebesar Rp
Rp56.524.114.626 sehingga biaya produksi mengalami peghematan atau penurunan
sebesar Rp456.260.615, untuk produk SKM isi 16 sebesar Rp74.575.652.830
sedangakan biaya produksi setelah menggunakan metode Linear Programming adalah
sebesar Rp73.694.918.627 sehingga biaya produksi mengalami peghematan atau
penurunan sebesar Rp880.734.203, produk SKT isi 12 sebesar Rp67.734.790.291
sedangakan biaya produksi setelah menggunakan metode Linear Programming adalah
sebesar Rp66.782.930.938 sehingga biaya produksi mengalami peghematan atau
penurunan sebesar Rp951.859.353 dan produk SKT isi 16 sejumlah Rp86.740.737.66
sedangakan biaya produksi setelah menggunakan metode Linear Programming adalah
sebesar Rp 86.034.760.764 sehingga biaya produksi mengalami peghematan atau
penurunan sebesar Rp705.976.899.
2. Penjadwalan produksi dengan menggunakan metode Linear Programming dapat di lihat
pada Tabel 4.17 yaitu pejadwalan produksi regular, produksi lembur dan persediaan
produk. Untuk semua permintan produk SKM isi 12, SKM isi 16 dan SKT isi 12
terpenuhi pada poduksi reguler sedangkan untuk produk SKT 16 akan diadakan jam
kerja lembur agar permintaan terpenuhi.
5.2 Saran
Dari penelitian yang telah di lakukan, terdapat beberapa saran yang di berikan untuk
meningkatkan efesiensi jadwal produksi adalah:
1. Pada penelitian selanjutnya di harapkan agar ada penjadwalan untuk baiaya bahan baku
dan penjadwalan pada tenaga kerja. Hal ini dilakukan agar lebih efesien dan akan lebih
meminimasi biaya.
2. Untuk penliti selanjutnya di harapan untu membuat sebuah aplikasi untu mempemudah
pada penjadawalan produksi.
89

90
Halaman ini sengaja dikosongkan

91
DAFTAR PUSTAKA
Anwar, Syamsul & Gur Ari Wardi. (2014). Perancangan Agregat Produksi Benih Hibrida
Dengan Metode Heuristik Di Pt Cnm Solok. Jurnal Logistik Bisnis Politenik Vol 1 No
97-117
Baroto, T . (2002). Perencanaan dan Pengendalian Produksi. Jakarta: Graha Indonesia.
Dewi, Sartika Kusuma. Arif Rahman & Ceria Farela Mada Tantrika, (2014). Optimasi
Perencanaan Level Production Untuk Perishable Product Menggunakan Integer
Linear Programming. Jurnal Rekayasa Manajemen Industri. Vol 2, No 1
Gaspers, Vincent. (1998). Production Planning and Inventory Control: Berdasarkan
Pendekatan Sistem Terintegrasi MRP II dan JIT Menuju Manufakturing 21. Jakarta:
Gramedia Pustaka Utama.
Gaspers, Vincent. (2000). Manajemen Produktivitas Total. Jakarta: Gramedia Pustaka
Utama.
Handoko, J. (1990). Dasar-dasar Manajemen Produksi dan Operasi Edisi 1.Yogyakarta:
BPFE.
Hardiyanti, Ismi. Arif Rahman & Nasir Widha Setyanto. (2015). Penjadwalan Produksi
dengan Metode Linear Programming Untuk Optimalisasi Produksi. Jurnal Rekayasa
Manajemen Industri. Vol 3, No 5
Ishak, A. (2010). Manajamen Operasi. Yogyakarta: Graha Ilmu.
Joko, S. (2001). Manajemen Produksi dan Operasi. Malang: UMM Press.
Lieberman, J.D. & Fredrick, S.H. (2001). Introduction to Operation Research. Edition. New
York: The McGraw-Hill Companies,inc.
Markidakis, S,. S.C. Wheelwright, & R. J. Hyndman. (2000). Forecasting: Method of
Aplication. John Wiley& Sons
Nasution, Arman Hakim & Prasetyawan, Yudha. (2008). Perencanaan dan Pengendalian
Produksi. Graha Ilmu, Yogyakarta.
Octavianti, Aulia Itsna. Nasir Widha Setyanto & Ceria Farela Mada Tantrika. (2013).
Perencanaan Produksi Agregat Produk Tembakau Rajang PO1 And PO2 Di PT X.
Jurnal Rekayasa Manajemen Industri Vol 1, No 3
Pujawan, I Nyoman. (1995). Ekonomi Teknik. Jakarta: Guna Widya.
Sutalaksana. (1979). Teknik Tata Cara Kerja. Bandung: Jurusan Teknik Industri, Institut
Teknologi Bandung.
91

92
Siswanti. Operation Research Jilid I. Penerbit Erlangga: Jakarta.
Smith, Spencer B. (1989). Computer-Based Production and Inventory Control. USA:
Prentice-Hall International.inc.
Tersine, Richard J. (1994). Principle of Inventory and Material Management. United State
of America: Prentice Hall.
Wignjosoebroto, S. (1995). Ergonomi Studi Gerak dan Waktu Guna Widya. Jakarta.
Winston, Wayane L. (1991). Introduction to Mathematical Programming. Belmoon
California: Duxburry Press.