EVALUASI VALIDASI TERHADAP TINGKAT RIJECT PADA MESIN ... · cara yang sesuai bahwa setiap bahan,...
52
EVALUASI VALIDASI TERHADAP TINGKAT RIJECT PADA MESIN SINGLE LANE 1 PT MARIMAS PUTERA KENCANA SEMARANG LAPORAN KERJA PRAKTEK Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan Oleh: Kwik Maria Crecely A NIM : 16.I1.0071 PROGRAM STUDI TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN UNIVERSITAS KATOLIK SOEGIJAPRANATA SEMARANG 2019
Transcript of EVALUASI VALIDASI TERHADAP TINGKAT RIJECT PADA MESIN ... · cara yang sesuai bahwa setiap bahan,...

EVALUASI VALIDASI TERHADAP TINGKAT RIJECT
PADA MESIN SINGLE LANE 1
PT MARIMAS PUTERA KENCANA SEMARANG
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna
memperoleh gelar Sarjana Teknologi Pangan
Oleh:
Kwik Maria Crecely A
NIM : 16.I1.0071
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA SEMARANG
2019

ii
HALAMAN PENGESAHAN

iii
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa atas berkat penyertaan-Nya penulis dapat
menyelesaikan laporan kerja praktek yang berjudul “Evaluasi Validasi Terhadap
Tingkat Riject pada Mesin Single Lane 1 di PT Marimas Putera Kencana Semarang”
dengan lancar dan tepat waktu. Laporan kerja praktek ini dibuat sebagai bentuk akhir
kegitan kerja praktek yang telah dilakukan di PT Marimas Putera Kencana pada 7
Januari-7 Februari 2019, laporan kerja praktek ini juga dibuat sebagai syarat dalam
memperoleh gelar Sarjana Teknologi Pangan Universitas Katolik Soegijapranata
Semarang. Penyelesaian laporan yang dapat selesai tepat waktu ini berkat adanya doa,
semangat, masukan, serta bimbingan dari banyaknya pihak. Penulis ingin mengucapkan
terimakasih atasa segala dukungan kepada:
Tuhan Yang Maha Esa atas berkat dan penyertaan-Nya selama pelaksanaan
kerja praktek dan pembuatan laporan sehingga dapat selesai tepat waktu.
Bapak Dr. R. Probo Y. Nugrahedi, STP., MSc.. sebagai Dekan Fakultas
Teknologi Pertanian, Program Studi Teknologi Pangan yang sudah membantu
dan memberikan kesempatan kepada penulis untuk melaksanakan kerja praktek.
Dr. Ir.Lindayani, MP. selaku dosen pembimbing yang telah memberikan
pengarahan, waktu, pikiran, serta tenaganya sebelum pelaksanaan kerja praktek
hingga penyusunan laporan akhir.
Bapak Harjanto Halim, MSc., selaku pemilik PT Marimas Putera Kencana yang
telah memberikan ijin kepada penulis sehingga dapat melaksanakan kerja
praktek di PT Marimas Putera Kencana.
Bapak Antonius Binawan, S.T., selaku manajer Quality Control Unit Produksi 2
PT Marimas Putera Kencana yang membantu membimbing selama kerja praktek
di PT Marimas Putera Kencana.
Ibu Riris dan Ibu Tessa selaku Human Resource Development (HRD) PT
Marimas Putera Kencana yang telah menerima penulis untuk melaksanakan
kerja praktek.
Ibu Nuri selaku staf Quality Control dan pembimbing selama kerja praktek
berlangsung di PT Marimas Putera Kencana.

iv
Semua staf produksi pada UP 2 di PT Marimas Putera Kencana yang sudah
membantu, mendampingi, serta memberi data yang dibutuhkan penulis dalam
pembuatan laporan kerja praktek.
Keluarga yang telah mendukung dalam doa dan selalu memberi semangat untuk
menyelesaikan laporan kerja praktek.
Teman-teman seperjuangan Florentia Verent Putri Dewi yang telah membantu
dan menemani penulis dalam kerja praktek, penulisan, dan bimbingan.
Demikian yang dapat disampaikan, semoga laporan ini dapat memberikan manfaat serta
pengetahuan bagi para pembaca dan pihak-pihak yang membutuhkan. Penulis juga
meminta maaf atas kekurangan dan kesalahan-kesalahan yang terdapat dalam laporan
ini. Penulis mengharapkan agar pembaca dapat memberikan kritik dan saran setelah
membaca laporan ini sehingga kemampuan menulis dapat ditingkatkan. Terimakasih
dan Tuhan Memberkati.
Semarang, 21 Mei 2019
Penulis,
Kwik Maria Crecely A

v
DAFTAR ISI
HALAMAN PENGESAHAN .......................................................................................... ii KATA PENGANTAR ...................................................................................................... ii DAFTAR ISI ..................................................................................................................... v DAFTAR TABEL ............................................................................................................vi
DAFTAR GAMBAR ...................................................................................................... vii DAFTAR LAMPIRAN ................................................................................................. viii
1. PENDAHULUAN ...................................................................................................... 1 1.1. Latar Belakang ................................................................................................... 1
1.2. Tujuan ................................................................................................................ 2
2. PROFIL PERUSAHAAN .......................................................................................... 3
2.1. Sejarah ............................................................................................................... 3 2.2. Visi dan Misi Perusahaan .................................................................................. 4 2.3. Lokasi Perusahaan ............................................................................................. 4 2.4. Ketenagakerjaan ................................................................................................. 4
2.5. Struktur Organisasi ............................................................................................ 5 2.6. Pemasaran dan Promosi ..................................................................................... 6
3. SPESIFIKASI PRODUK ........................................................................................... 7 3.1. Marimas ............................................................................................................. 7
3.2. Es Puter ............................................................................................................ 98 3.3. Mariteh ........................................................................................................... 109
3.4. FruitZ ........................................................................................................... 1010 3.5. Fullvita ......................................................................................................... 1111
4. PENGAWASAN KEMASAN PRIMER ............................................................. 1212 4.1. Bahan Penolong ........................................................................................... 1212
4.2. Pengecekan Kemasan Primer ....................................................................... 1212
5. TUGAS KHUSUS : EVALUASI VALIDASI TERHADAP TINGKAT RIJECT
PADA MESIN SINGLE LANE 1 PT MARIMAS PUTERA KENCANAError! Bookmark not defined.14 5.1. Latar Belakang ............................................................................................. 1414 5.2. Tujuan .......................................................................................................... 1514
5.3. Metode ......................................................................................................... 1515 5.4. Hasil Pengamatan ........................................................................................ 1716 5.5. Pembahasan ................................................................................................. 2020
6. KESIMPULAN DAN SARAN ...................... …..Error! Bookmark not defined.22
6.1. Kesimpulan .................................................................................................. 2222 6.2. Saran ............................................................................................................ 2222
7. DAFTAR PUSTAKA .......................................................................................... 2323
8. LAMPIRAN ......................................................................................................... 2424

vi
DAFTAR TABEL
Tabel 1. Varian Rasa Produk Marimas ............................................................................. 8
Tabel 2. Varian Rasa Produk Es Puter ............................................................................. 9
Tabel 3. Varian Rasa Produk Mariteh ............................................................................ 10
Tabel 4. Varian Rasa Produk fruitZ................................................................................ 10
Tabel 5. Varian Rasa Produk Fullvita ............................................................................ 11

vii
DAFTAR GAMBAR
Gambar 1. Varian Rasa Produk Minuman Serbuk Marimas ............................................ 8
Gambar 2. Presentase Validasi Operator Regu G, A, H ................................................. 17
Gambar 3. Presentase Tingkat Riject Regu G ................................................................ 18
Gambar 4. Presentase Tingkat Riject Regu A ................................................................ 19

viii
DAFTAR LAMPIRAN
Lampiran 1. Sturuktur organisasi dan tugas setiap
departemen…………………..............Error! Bookmark not defined.24
Lampiran 2. Presentase Validasi Operator Regu G………………………………………
Error! Bookmark not defined.28
Lampiran 1. Sturuktur organisasi dan tugas setiap departemen ..................................... 24 Lampiran 2. Tabel Validasi Operator Regu G ................................................................ 28
Lampiran 1. Sturuktur organisasi dan tugas setiap departemen ..................................... 24 Lampiran 2. Tabel Validasi Operator Regu G ................................................................ 28

1
1. PENDAHULUAN
1.1. Latar Belakang
Minuman serbuk merupakan minuman yang memiliki bentuk butiran - butiran atau
berbentuk granul dan dalam proses penyajianya ditambahkan air untuk dikonsumsi.
Produk ini merupakan produk yang digemari masyarakat karena mempunyai
keunggulan yaitu memiliki banyak varian rasa, praktis, cepat saji, sehingga produk ini
tidak asing lagi karena sudah banyak terdapat dipasaran. Salah satu contoh minuman
serbuk yaitu minuman serbuk dengan rasa buah, dengan minuman serbuk rasa buah,
masyarakat dapat merasakan rasa buah yang diinginkan setiap saat tanpa menunggu
buah dipanen pada musimnya. PT Marimas Putera Kencana merupakan perusahaan
yang memproduksi minuman serbuk dengan rasa buah dan dikenal masyarakat dengan
brand “Marimas”. PT Marimas Putera Kencana Terletak di kawasan candi Semarang.
PT Marimas Putera Kencana pertama kali memproduksi minuman serbuk dengan rasa
buah yaitu buah jeruk pada Oktober 1995, Seiring berjalannya waktu dan mengikuti
perkembangan yang ada , kini PT Marimas Putera Kencana telah memproduksi 28
varian rasa buah. PT Marimas Putera Kencana merupakan produsen minuman serbuk
yang terkenal di Indonesia, sehingga menjaga mutu agar produk yang dihasilkan dapat
meningkatkan keamanan dan kepercayaan konsumen, saat ini PT Marimas Putera
Kencana telah mendapatkan sertifikasi ISO 9001:2000, ISO 22000:2005, Hazard
Analysis & Critical Control Point (HACCP), sertifikat halal Majelis Ulama Indonesia
(MUI), Badan Pengawasan Obat dan Makanan (BPOM).
PT Marimas Putera Kencana merupakan produsen minuman serbuk dan produknya
dikemas menggunkan kemasan primer, sekunder dan tersier, penggunaan kemasan ini
bertujuan untuk melindungi produk dari faktor-faktor penyebab kerusakan, untuk
mencegah terjadinya kerusakan produk PT Marimas Putera kencana melakukan validasi
sebelum proses produksi berlangsung. Validasi adalah Tindakan pembuktian dengan
cara yang sesuai bahwa setiap bahan, proses, prosedur, kegiatan, sistem, perlengkapan
atau mekanisme yang digunakan dalam produksi maupun pengawasan mutu akan

2
mencapai hasil yang diinginkan, sehingga penulis perlu melakukan pengamatan
terhadap proses validasi pada minuman serbuk di PT Marimas Putera Kencana.
1.2. Tujuan
Untuk mengetahui presentase validasi pada operator melalui evaluasi validasi serta
mendapat pengalaman bekerja di perusahaan yang telah memiliki sertifikasi ISO
9001:200, ISO 22000:2005, Hazard Analysis & Critical Control Point (HACCP),
sertifikat halal Majelis Ulama Indonesia (MUI), Badan Pengawasan Obat dan Makanan
(BPOM).

3
2. PROFIL PERUSAHAAN
2.1. Sejarah
Marimas merupakan salah satu produk minuman serbuk yang dibuat oleh PT Marimas
Putera Kencana, perusahaan ini meruapakan suatu Perseroan Terbatas yang didirikan
oleh Harjanto Kusuma Halim MSc. Pada 16 Agustus 1995 perusahaan ini mendapat
Perijinan Perseroan Terbatas dengan nama PT Ulam Tiba Halim, pada 14 Desember
2001 PT Ulam Tiba Halim mengalami perubahan nama menjadi PT Marimas Putera. PT
Marimas Putera Kencana merupakan perusahaan yang bergerak dibidang makanan dan
minuman. Minuman yang diproduksi yaitu Es Puter, marimas, Indosedap susu Jahe,
Kokobeluk Ice Presso, Es Lilin , Fruitz, dan minuman herbal Serbat Jangkrik Mas.
Makanan yang diproduksi yaitu Kongbab dan Kreker Snack Beras. Marimas pertama
kali diproduksi pada 19 Oktober 1995, rasa yang diproduksi pertama kali adalah
marimas rasa jeruk, seiring berjalanya waktu dan permintaan pasar kini marimas
memiliki 28 macam rasa. PT Marimas Putera Kencana melakukan pemasaran produk
melalui media cetak, media elektronik dan stand pada saat, melalui pemasaran yang
sudah dilakukan kini produk marimas sudah tersebar di beberapa provinsi seperti Jawa
Tengah Jawa Barat, Jawa Timur dan DKI Jakarta. Tidak hanya di Indonesia, produk PT
Marimas juga diekspor dan tesebar di beberapa negara seperti Afrika Selatan,
Bangladesh, Nigeria dan Filipina.
PT Marimas Putra Kencana telah mendapatkan beberapa setifikasi seperti ; sertifikasi
ISO 9001:2000 (Quality Management System), ISO 22000:2005 (Keamanan Pangan),
Hazard Analysis & Critical Control Point (HACCP), sertifikat halal Majelis Ulama
Indonesia (MUI), Badan Pengawasan Obat dan Makanan (BPOM), setifikasi ini
dilakukan untuk menjaga dan meningkatkan mutu produk. PT Marimas juga melakukan
beberapa aksi sosial dan ikut serta dalam merawat bumi, beberapa program yag
dilakukan adalah pelatihan EcoBrick untuk mengurangi sampah plastik, melakukan
penanaman Pohon Mangrove, memberikan pelatihan daur ulang kemasan dan
memberikan program beasiswa.

4
2.2. Visi dan Misi Perusahaan
PT Marimas Putera Kencana memiliki visi menjadi produsen minuman serbuk nomor
satu di pangsa minuman serbuk, untuk mewujudkan visinya, PT Marimas Putera
Kencana memiliki misi sistem penjaminan mutu dengan menerapkan ISO 9001:2000
dan menyatakan komitmennya untuk senantiasa memenuhi harapan pelanggan secara
terus menerus dengan melaksanakan sistem mutu yang terdokumentasi dalam:
Penyertaan setiap individu secara terpadu
Penanaman sikap mental yang proaktif
Tindakan perbaikan yang berkesinambung
2.3. Lokasi Perusahaan
Pada awal berdirinya, PT Marimas Putera Kencana berada di Jalan Senjoyo. Seiring
dengan perkembangan yang ada kini PT Marimas Putera Kencana berpindah ke Jalan
Gatot Subroto Kawasan Industri Candi Semarag. Lokasi unit-unit perusahaan yang
terletak di Kawasan Industri Candi, yaitu:
Kantor pusat terletak di Jalan Candi 1 blok D/21
Unit Pengolahan 1 (UP 1) terletak di Jalan Gatot Subroto blok 1/11-12
Unit Pengolahan 2 (UP 2) tereletak di Jalan Gatot Subroto blok I/1-2
Unit Pengolahan terletak Jalan Candi blok 1
Departemen Umum berada di Jalan Candi Blok 7.
Departemen Teknik berada di Jalan Candi Blok 6.
Gudang terletak di Jalan Candi blok 1
2.4. Ketenagakerjaan
PT marimas Putera Kencana memiliki tiga kategori karyawan yang bekerja di Unit
Pengolahan 2, yaitu:

5
a. Karyawan tetap
Karyawan tetap merupakan karyawan yang bekerja secara tetap, dan sistem
pengupahan yang diberikan adalah gaji bulanan yang di transfer ke rekening
karyawan tetap.
b. Karyawan kontrak
Karyawan kontrak merupakan karyawan yang bekerja dengan sistem kontrak dalam
periode waktu tertentu, karyawan kontrak dapat di perpanjang dan diangkat menjadi
karyawan tetap apabila memiliki kinerja yang baik. Sistem pengupahan yang
diberikan adalah gaji bulanan yang diberikan oleh kantor pusat.
c. Karyawan borong
Karyawan borong merupakan karyawan yang bekerja dengan sistem penambahan
tenaga kerja apabila terjadi peningkatan produksi dan akan dihentikan jika
perusahaan tidak membutuhkan penambahan tenaga kerja lagi, sistem gaji yang
diberikan adalah sistem mingguan.
PT Marimas Putera Kencana memiliki 7 hari kerja efektif Senin-Sabtu dengan 3 shift
setiap harinya. Jam kerja hari senin hingga juma’at berlangsung selama 8 jam kerja.
Shift pertama pukul 07.00-15.00 WIB, shift kedua pukul 15.00-23.00 WIB, shift ketiga
pukul 23.00-07.00 WIB, sedangkan jam kerja hari sabtu hanya 5 jam kerja. Shift
pertama pukul 07.00-12.00 WIB, shift kedua pukul 12.00-17.00 WIB, shift ketiga pukul
17.00-23.00 WIB. Masing – masing shift memiliki waktu istirahat 1 jam.
2.5. Struktur Organisasi
Struktur Organisasi PT Marimas Putera Kencana dipimpin oleh direktur utama dan
dibantu oleh wakil direktur, seain itu di PT Marimas Putera Kencana juga memiliki 14
departemen yang berada dibawah naungan wakil direktur dengan tugas dan tanggung
jawabnya masing – masing. Departemen Personalia, Departemen Produksi, Planning
and Inventory Control (PPIC), Departemen Pembelian, Departemen Pemasaran

6
(Marketing), Departemen Teknik, Departemen Pengemasan, Departemen Keuangan,
Departemen Quality Control (QC), Departemen Research & Development, Departemen
Rekayasa Proses, Departemen Pengolahan, Departemen Umum, Departemen Quality
System, dan Departemen Pajak, merupakan departemen yang dibawahi oleh wakil
direktur, untuk struktur departemen, pembagian tugas dan tanggung jawab dapat dilihat
pada Lampiran 1.
2.6. Pemasaran dan Promosi
PT Marimas Putera Kencana memiliki sistem pemasaran menggunakan media cetak,
media elektronik, sponsorship, pameran dengan membuka stand, memberikan free
sampling dan SPG ( sales promotion girl ), tidak hanya melalui media tersebut namun
PT Marimas Putera Kencana juga melakukan beberapa kegiatan seperti kegiatan
gathering asosiasi pedagang Marimas dan tukar bungkus kosong dengan bahan
berhadiah. Berkat promosi yag dilakukan kini produk PT Marimas Putera Kencana
sudah tersebar dalam dan luar negeri, seperti Jawa Tengah, Jawa Barat, DKI Jakarta,
Filipina dan Nigeria.

7
3. SPESIFIKASI PRODUK
Produk yang di produksi pada Unit Produksi 2 (UP 2) PT Marimas Putera Kencana
adalah minuman serbuk, yaitu marimas dengan 24 varian rasa, mariteh 4 rasa, Fruitz-C
sebanyak 5 varian rasa.
3.1. Marimas
Marimas merupakan suatu minuman serbuk engan varian rasa buah dan dalam proses
produksinya dikemas menggunakan kemasan primer, kemasan sekunder dan kemasan
tersier. PT Marimas Putera Kencana menggunakan kemasan kemasan laminasi yang
terbuat dari polyethylene terephthalate (PET), polyethylene (PE), aluminium foil,
polyethylene (PE), kemasan sekunder yang digunakan adalah kemasan yang terbuat dari
bahan PE dan , sedangkan kemasan tersier yang digunakan adalah karton box . Marimas
yang dikemas dengan kemasan primer memiliki berat 8,9-9,3 g/sacchet. Dalam satu bal
kemasan sekunder terdapat 12 renteng kemasan primer yang masing-masing rentengnya
terdapat 10 sachet. Maka dalam satu kemasan sekunder terdapat 120 sachet marimas.
Dalam satu kardus terdapat 6 bal kemasan sekunder , sehingga dalam satu dus berisi
720 sachet marimas.
Pada kemasan primer terdapat informasi produk seperti nama produk, rasa, berat bersih,
nama produsen, cara penyajian, komposisi, tanggal kadaluarsa dan BPOM, sedangkan
pada kemasan tersier menunjukan kode rasa buah dari minuman yang dikemas dalam 1
dus. Marimas juga memiliki kemasan moderen market. Kemasan primer dan varian
rasa marimas dapat dilihat pada Tabel 1 dan Gambar 1.

8
Tabel 1. Varian Rasa Produk Marimas
Kode Rasa Rasa Kode Rasa Rasa
OM 01 Jeruk OM 15 Jeruk Peras
OM 02 Jeruk Nipis Peras (Jeniper) OM 16 Mangga India
OM 03 Gula Asem OM 17 Jeruk Pontianak
OM 04 Buah Sirsak OM 18 Mangga Arumanis
OM 05 Stroberi OM 19 Jeruk nipis
OM 06 Jeruk Manis (Jerman) OM 20 Jeruk Jepang
OM 07 Buah Melon OM 21 Es Cincau
OM 08 Es Cocopandan OM 22 King Mango
OM 09 Framboze OM 23 Semangka
OM 10 Mangga OM 24 Mangga Bangkok
OM 11 Australian Sweet Orange (ASO) OM 25 Nangka
OM 12 Jambu biji OM 26 Nanas
OM 13 Anggur OM 27 Teh Gula Batu
OM 14 Es Kelapa Muda OM 28 Teh Cincau
Gambar 1. Varian Rasa Produk Minuman Serbuk Marimas
(Sumber : www.marimas.com)

9
3.2. Es Puter
Produk es puter memiliki 8 varian rasa yaitu white cofie coklat, es kopi, chocoRio, es
cappucino, chocoMio, choco time. Berat bersih produk es puter 7 g. Kemasan es puter
terbuat dari plastik polyethylene terepthalate (PET) dan linier low density poly ethylene
(LLDPE) dan laminasi aluminium (metalized plastic).
Tabel 2. Varian Rasa Produk Es Puter
Kode Rasa/Rasa Kemasan Kode Rasa/Rasa Kemasan
MEPR 1/Chocolate
MEPR 5/ White coffe
MEPR 2/Es Kopi
MEPR 6/ ChocoMio
MEPR 3/Chocooreo
MEPR 7/ Chocotime
MEPR 4/Cappucino

10
3.3. Mariteh
Produk mariteh merupakan minuman teh serbuk dan memiliki 4 varian rasa yaitu rasa
lemon, apel, wangi melati dan gula batu. Berat bersih produk sebesar 8 g/sachet. Berat
mariteh setiap renteng 88-92 g.
Tabel 3. Varian Rasa Produk Mariteh
Kode Rasa/Rasa Kemasan Kode Rasa/Rasa Kemasan
THR 1/Lemon
THR 3/Wangi Melati
THR 2/Apel
THR 4/Gula Batu
3.4. FruitZ
Produk fruitZ memiliki 5 varian rasa yaitu florida orange, sirsak ratu, anggur merah,
pink guava, dan jeruk nipis Berat bersih produk sebesar 28 g. Kemasan fruitZ terbuat
dari plastik polyethylene terepthalate (PET) dan linier low density poly ethylene
(LLDPE) dan laminasi aluminium (metalized plastic).

11
Tabel 4. Varian Rasa Produk FruitZ
Kode Rasa/Rasa Kemasan Kode Rasa/Rasa Kemasan
FRU – 01/ Florida Orange
FRU – 04/ Pink Guava
FRU – 02/ Sirsak Ratu
FRU – 05/ Jeruk nipis
FRU – 03/ Anggur Merah
3.5. Fullvita
Produk fullvita memiliki 5 varian rasa yaitu jeruk peras, mangga thailand, dan leniper
(lemon nipis peras), selasih dan cocopandan. Berat bersih produk sebesar 14 gram.
Fullvita merupakan minuman serbuk yang memiliki kandungan vitamin tinggi. Fullvita
dikemas dengan kemasan sekunder dalam bentuk modern market yang berisi 5 sachet
dan kemasan tersiernya menggunakan karton. Fullvita rasa jeruk peras memiliki kode
rasa FVR 1, sedangkan Fullvita Leniper (lemon nipis peras) memiliki kode rasa FVR 2.

12
4. KEMASAN PRIMER
4.1. Bahan Penolong
Bahan penolong atau bahan tambahan merupakan bahan yang digunakan untuk
mengemas minuman serbuk. Kemasan minuman serbuk terdiri dari kemasan primer,
kemasan sekunder dan kemasan tersier. Kemasan yang akan digunakan untuk
mengemas minuman serbuk sebelum digunakan akan dilakukan pengecekan kualitas
oleh tim Quality Control. Pengecekan kemasan primer tediri atas pengemas pengemas
primer mesin single lane dan pengecekan pengemas primer mesin multi lane. Pada
kemasan primer mesin single lane pengecekan dilakukan dengan penimbangan, pada
mesin single lane 1 roll kemasan primer memiliki berat 11-13 kg dan memiliki
ketebalan 0,07 cm. Pengecekan pada mesin multi lane dilakukan dengan mengukur jari-
jari roll kemasan primer dengan spesifikasi 10-11 cm.
4.2. Pengecekan Kemasan Primer
Pengecekan pengemasan primer dilakukan setelah produk olahan marimas di kemas
dalam kemasan primer, proses pengecekan kemasan primer dilakukan oleh tim quality
control lapangan setiap 45 menit sekali. Parameter yang digunakan untuk mengecek
kemasan primer meliputi kegembungan (puff), berat, crack dan “perimbangan”. Pada
shift pagi selalu dilakukan proses validasi terhadap kemasan primer dengan parameter
yang sama, validasi akan terus berlangsung apabila kemasan primer belum OK atau not
good (NG). Pengujian kegembungan dilakukan sebanyak 2 kali dalam setiap shift yaitu
pada shift pagi dan shift malam, pada uji kegembungan memiliki spesifikasi sebesar 1,2
cm saat kemasan dilipat pada produk marimas dan mariteh. Prosedur uji kegembungan
yaitu dengan menyiapkan satu sachet kemasan marimas atau mariteh kemudian ditekuk
horizontal mejadi dua bagian dan dimasukan kedalam plat uji kegembungan. Pegujian
berat memiliki prosedur dengan menyiapkan 10 sachet atau 1 renteng prdouk untuk
setiap mesin pengemas primer dan dilakukan penimbagan dengan spesifikasi berat per
renteng 79-83 gram sedangkan spesifikasi berat per karton 6,160-6,4565 kg, produk
yang dihasilkan oleh PT Marimas memiliki standar berat yang berbeda untuk setiap

13
rasanya, produk marimas dengan rasa jeruk nipis peras dan framboze memiliki berat 89-
93 g/renteng dan berat per kartonya 6,80-7,20 kg. Pengujian crack memiliki prosedur
dengan menyiapkan 6 sachet produk dan dengan bantuan lampu senter kemasan diberi
cahaya dari belakang kemasan, jika cahaya dapat menembus sachet maka pada kemasan
tersebut terdapat crack. Pengujian “perimbangan” memiliki prosedur dengan
menyiapkan 6 sachet produk lalu sachet direndam dalam wadah berisi air, jika pada
sachet muncul gelembung-gelembung air maka sachet tersebut bocor, apabila produk-
produk tidak sesuai dengan spesifikasi yang telah ditetapkan maka produk tersebut
merupakan produk reject. Terdapat 4 parameter reject pada kemasan yaitu cutter, berat
produk yang tidak sesuai per rentengnya, terdapat renteng tidak genap atau sachet yang
kosong, dan seal yang tidak sesuai mengakibtakan kebocoran produk. Kebocoran
kemasan dapat disebabkan karena seal mesin pengemas kotor, sensor loss, suhu seal
tidak sesuai, dan setting timing yang tidak tepat.

14
5. TUGAS KHUSUS : EVALUASI VALIDASI TERHADAP TINGKAT
RIJECT PADA MESIN SINGLE LANE 1 PT MARIMAS PUTERA
KENCANA SEMARANG
5.1. Latar Belakang
Kualitas suatu produk harus dijaga dan ditingkatkan agar dapat memberi rasa nyaman
dan aman terhadap konsumen, untuk menjaga kualitas suatu produk PT Marimas
melakukan proses validasi. Validasi adalah Tindakan pembuktian dengan cara yang
sesuai dengan Standar Operasional Prosedur (SOP) bahwa setiap bahan, proses,
prosedur, kegiatan, sistem, perlengkapan atau mekanisme yang digunakan dalam
produksi maupun pengawasan mutu akan mencapai hasil yang diinginkan. Proses
validasi dilakukan karena masih ditemukan produk cacat pada ruang primer karena pada
saat proses validasi operator tidak konsisten dalam melakukan validasi maupun validasi
ulang dan masih ditemukan produk cacat pada ruang pengemas sekunder, oleh karena
itu penulis mendapat tugas khusus untuk mengevaluasi validasi melalui pengamatan
operator dalam melakukan validasi dan menhgitung presentase operator yang
melakukan validasi dan tidak melakukan validasi.
Proses validasi yang diamati adalah proses validasi yang sesuai dengan Standar
Operasional Prosedur (SOP) yaitu operator melakukan pengecekan terhadap kemasan
meliputi uji visual yakni kebocoran melalui “Perimbangan”, crack, emboss, cutter, dan
penimbangan terhadap produk , lalu melakukan pengambilan baki pertama dan baki
sesudah validasi. Produk cacat merupakan produk yang tidak sesuai spesifikasi
sehingga tidak lolos saat uji kontrol kualitas. Terdapat 4 parameter produk cacat pada
kemasan yaitu cutter, berat produk yang tidak sesuai per rentengnya, terdapat renteng
tidak genap atau sachet yang kosong, dan seal yang tidak sesuai mengakibtakan
kebocoran produk. Kebocoran kemasan dapat disebebkan karena seal mesin pengemas
kotor, sensor loss, suhu seal tidak sesuai, dan setting timing yang tidak tepat.
Pengamatan merupakan aktivitas yang dilakukan dalam quality control. Quality control
sendiri merupakan aktifitas yang mengendalikan proses untuk mengukur ciri-ciri
kualitas produk, membandingkan dengan spesifikasi atau persyaratan, dan mengambil
tindakan jika ada perbedaan antara penampilan yang sebenarnya dan yang standar.

15
Sedangkan pengawasan merupakan tindakan untuk menjamin agar produksi dan operasi
yang dilaksanakan sesuai dengan yang direncanakan dan bila terjadi penyimpangan,
maka akan dikoreksi (Choir, 2018).
5.2. Tujuan
Untuk mengetahui perilaku operator pada regu G, A, H dalam melakukan proses
validasi melalui pengamatan terhadap operator yang melakukan validasi dan tidak
melakukan validasi agar dapat menurunkan presentase produk cacat.
5.3. Metode
Metode yang dilakukan adalah pengamatan dan pengambilan sampel. Pengamatan
dilakukan terhadap operator yang tidak konsisten dalam melakukan validasi dan yang
konsisten dalam melakukan validasi. Sampel kemasan yang diambil berasal dari mesin
single lane pada ruang 1. Setelah memiliki data operator lalu dilakukan pengambilan
sampel menggunakan baki pertama dan baki sesudah validasi. Baki pertama merupakan
baki yang berisi kemasan primer sebelum proses validasi sedangkan baki sesudah
validasi merupakan baki yang berisi kemasan primer yang sudah divalidasi. Pada baki
pertama sampel diambil dengan menghitung jumlah renteng pada baki pertama dan
dipisahkan berdasarkan nomer mesin setelah itu melakukan penimbangan berat renteng,
pengecekan terhadap emboss, cutter, etiket, kegembungan, crack dan kekuatan seal dan
perimbangan, apabila pada baki pertama ditemukan produk yang tidak sesuai spesifikasi
maka di catat berdasarkan nomer mesin nya.
Baki sesudah validasi, sampel diambil dengan menghitung jumlah renteng pada baki
sesudah validasi dan dipisahkan berdasarkan nomer mesin setelah itu melakukan
penimbangan berat renteng, pengecekan terhadap emboss, cutter, etiket, kegembungan,
crack dan kekuatan seal dan perimbangan, apabila pada baki pertama ditemukan produk
yang tidak sesuai spesifikasi maka di catat berdasarkan nomer mesin nya, dan dilakukan
pengamatan setiap 1 jam sekali untuk tetap mengatahui konsistensi operator dalam
melakukan validasi. Pengamatan yang dilakukan setiap 1 jam sekali meliputi
pengecekan terhadap emboss, cutter, etiket, kegembungan, crack, kekuatan seal dan

16
perimbagan. Sampel yang digunakan untuk penimbangan adalah 10 sacchet sedangkan
sampel yang digunakan untuk perimbangan adalah 6 sacchet. Sehingga dalam 1 hari
terdapat 6 kali dalam pengambillan sampel.
Pengambilan data dilakukan selama 8 hari . Regu G (3 hari), regu A (3 hari) dan regu H
(2 hari). Pada regu G dan A titik yang diambil sampel adalah titik 5 dan titik 1,
sedangkan pada regu H sampel yang di ambil hanya pada titik 5 karena semua operator
pada regu H sudah kosnsiten dalam melakukan validasi.
Rumus presentase kosnsitensi validasi operator
Rumus produk sebelum validasi
Rumus produk setelah validasi

17
5.4. Hasil Pengamatan
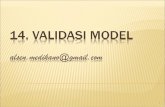
Persentase validasi operator regu G dapat dilihat pada Gambar 2.
Gambar 2. Persentase operator dalam melakukan validasi pada regu G, A, H
Gambar 2, pada diagram diatas merupakan hasil presentase tingkat validasi operator
regu G, A, H pada ruang 1 mesin single lane 1. Regu G memiliki presentase 90%
terhadap operator yang melakukan validasi dan 10% terhadap operator yang tidak
melakukan validasi. Pada Regu G terdapat 10 titik mesin yang beroperasi. Pengamatan
dilakukan selama 3 hari. Regu A memiliki presentase 97% terhadap operator yang
melakukan validasi dan 3% terhadap operator yang tidak melakukan validasi. Pada
Regu A terdapat 10 titik mesin yang beroperasi. Pengamatan dilakukan selama 3 hari,
sedangkan Regu H memiliki presentase 100% terhadap operator yang melakukan
validasi. Pada Regu H terdapat 10 titik mesin yang beroperasi. Pengamatan dilakukan
selama 2 hari. Regu H merupakan regu yang memiliki konsistensi terhadap validasi
karena semua operator melakukan proses validasi yang sesuai dengan prosedur.
90, 30%
10, 4%
96.667, 32% 3.3333, 1%
100, 33%
0, 0%
Validasi G
Tidak Validasi G
Validasi A
Tidak Validasi A
Validasi H
Tidak Validasi H

18
Persentase validasi regu G terhadap operator yang melakukan dan tidak melakukan
validasi dapat dilihat pada Gambar 3
Gambar 3. Persentase Produk reject terhadap operator yang melakukan validasi dan
tidak melakukan validasi
Gambar 3, merupakan presentase porduk reject terhadap operator yang melakukan
validasi dan tidak melakukan validasi, terdapat dua sampel titik yaitu titik 1 dan titik 5,
dapat dilihat pada titik 1 merupakan operator yang tidak konsisten dalam melakukan
validasi, pada titik 1 presentase sebelum baki pertama pada 3 hari berturut – turut
adalah 82,5%, 89,65%, 33,33% dan presentase sesudah baki pertama selama 3 hari
berturut – turut 6,67%, 6,67%, 12,12% dari data tersebut dapat dilihat bahwa operator
yang tidak melakukan validasi atau tidak konsisten melakukan validasi memiliki
presentase reject yang tinggi sebelum dan sesudah baki pertama. Titik 5 merupakan
operator yang konsisten dalam melakukan validasi, pada titik 5 presentase sebelum baki
pertama selama 3 hari berturut – turut adalah 59,38%, 65,22%, 0% dan presentase
sesudah baki pertama selama 3 hari berturut – turut adalah 0%, dari data tersebut dapat
dilihat bahwa operator yang konsisten melakukan validasi memiliki presentase reject
yang rendah sebelum baki pertama dan 0% pada baki sesudah validasi.
82.5
59.38
89.65
65.22
12.12 8.7 6.67
0 6.67 0
33.33
0
23-Jan 24-Jan 25-Jan

19
Persentase validasi regu A terhadap operator yang melakukan dan tiak melakukan
validasi dapat dilihat pada Gambar 4
Gambar 4. Persentase Produk reject terhadap operator yang melakukan validasi dan
tidak melakukan validasi
Gambar 4, merupakan presentase porduk reject terhadap operator yang melakukan
validasi dan tidak melakukan validasi, terdapat dua sampel titik yaitu titik 1 dan titik 5,
dapat dilihat pada titik 1 merupakan operator yang tidak konsisten dalam melakukan
validasi, pada titik 1 presentase sebelum baki pertama pada 3 hari berturut – turut
adalah 10%, 42,86%, 10% dan presentase sesudah baki pertama selama 3 hari berturut –
turut 13,33%, 13,34%, 0% dari data tersebut dapat dilihat bahwa operator yang tidak
melakukan validasi atau tidak konsisten melakukan validasi memiliki presentase reject
yang tinggi sebelum dan sesudah baki pertama. Titik 5 merupakan operator yang
konsisten dalam melakukan validasi, pada titik 5 presentase sebelum baki pertama
selama 3 hari berturut – turut adalah 4,35%, 13,63%, 0% dan presentase sesudah baki
pertama selama 3 hari berturut – turut adalah 0%, dari data tersebut dapat dilihat bahwa
operator yang konsisten melakukan validasi memiliki presentase reject yang rendah
sebelum baki pertama dan 0% pada baki sesudah validasi.
10
4.35
42.86
13.63
10
0
13.33
0
13.34
0 0 0 28-Jan 29-Jan 30-Jan

20
5.5. Pembahasan
Produk yang dibuat dengan campuran ekstrak sari buah, gula pasir dan beberapa
tambahan yang diizinkan adalah minuman serbuk (SNI, 1995). Minuman serbuk instan
membutuhkan kemasan sebagai wadah dalam proses pendistribusiannya. Kemasan juga
memiliki fungsi sebagai pembatas antara bahan dengan lingkungan yang menyebabkan
umur simpan produk menjadi lebih lama. Selain itu kemasan memiliki fungsi sebagai
tempat bagi produk, pelindung produk dan tempat informasi. Dengan adanya kemasan,
umur simpan dari produk akan lebih lama bila dibanding produk yang tidak dikemas
(Cahyani et al, 2004). Kemasan Aluminium foil merupakan kemasan yang memiliki
sifat tidak dapat dilalui oleh udara, fleksibel, tidak tembus terhadap cahaya (Robertson,
2012). Kemasan primer yang digunakan PT Marimas Putera Kencana merupakan
kemasan laminasi yang tersusun (dari luar ke dalam) oleh polyethylene terephthalate
(PET), polyethylene (PE), aluminium foil, polyethylene (PE). Kemasan aluminium foil
memiliki kelemahan tidak dapat di seal sehingga penambahan plastik polyethylene (PE)
pada bagian dalam kemasan bertujuan untuk merekatkan antar aluminium foil saat
proses sealing (Parker, 2001).
Teknik yang digunakan dalam pengemasan yaitu heat sealer dengan menggunakan alat
single lane. Cara kerja mesin ini dengan menyegel bagian kemasan terbuka yang
melalui sealer, sealer akan menekan kemasan yang terbuka kemudian kemasan itu akan
merekat membentuk seal sehingga produk terlindungi dari lingkungan dan memiliki
umur simpan yang lebih lama (Mareta & Nur, 2011). Jika proses seal tidak tepat dapat
menimbulkan kerusakan pada kemasan dan hal ini dapat mempengaruhi produk yang
berada didalamnya, karena pada proses seal kemasan dipasang secara manual apabila
pemasangan kemasan pada mesin tidak tepat maka dapat menyebabkan kerusakan pada
kemasan tersebut. Proses seal yang tidak sesuai dapat mengakibatkan kerusakan, salah
satu kerusakan yang dapat terjadi yaitu crack. Crack merupakan suatu proses
pemecahan polimer menjadi senyawa dengan berat molekul yang lebih kecil (Nazif et
al., 2016). Sebagai bentuk pencegahan terhadap kerusakan produk agar meminimalkan
produk yang cacat maka dilakukan tindakan validasi.

21
Validasi adalah tindakan pembuktian dengan cara yang sesuai bahwa setiap bahan,
proses, prosedur, kegiatan, sistem, perlengkapan atau mekanisme yang digunakan dalam
produksi maupun pengawasan mutu akan mencapai hasil yang diinginkan (SNI,1995).
Validasi dilakukan untuk meminimalkan produk cacat, parameter produk cacat pada PT
Marimas Putera Kencana yaitu pada kemasan yaitu cutter, berat produk yang tidak
sesuai per rentengnya, terdapat renteng tidak genap atau sachet yang kosong, dan seal
yang tidak sesuai mengakibtakan kebocoran produk. Kebocoran kemasan dapat
disebebkan karena seal mesin pengemas kotor, sensor loss, suhu seal tidak sesuai, dan
setting timing yang tidak tepat.
Berdasarkan Gambar 2, 3 dan 4 dapat dilihat bahwa setiap regu memiiki nilai presentasi
operator yang berbeda-beda. Pada regu G terdapat 90% operator yag melakukan validasi
dan 10% operator yang tidak melakukan validasi. Pada regu A terdpat 97% operator
yang melakukan validasi dan 3% operator yang tidak melakukan validasi. Pada regu H
terdapat 100% operator yang melakukan validasi. Pada regu G dan A dapat dilihat
bahwa operator yang melakukan validasi sebelum proses produksi memiliki tingkat
produk cacat yang rendah. Regu G titik 1 merupakan operator yang tidak melakukan
validasi memiliki presentase tingkat reject sebelum baki pertama dan sesudah baki
pertama yang tinggi, sebelum baki pertama memiliki presentasi sebesar 82,5%, 89,65%,
33,33% dan sesudah baki pertama memiliki presentase sebesar 6,67%, 6,67%, 12,12%
sedangkan pada titik 5 yang melakukan validasi memiliki presentase tingkat reject
sebelum baki pertam dan sesudah baki pertama yang rendah, sebelum baki pertama
memiliki presentase 59,38%, 65,22%, 8,7% dan sesudah baki pertama memiliki
presentase 0 % pada regu A juga terjadi demikian bahwa operator yang melakukan
validasi memiliki tingkat reject yang lebih rendah karena menurut (Canadian Food
Inspection Agency,2002) proses validasi merupakan kegiatan pencegahan agar suatu
proses tetap terkendali secara stabil, sedangkan pada operator yang tidak melakukan
proses validasi memiliki tigkat presentase produk cacat yang tinggi pada regu G
terdapat 10 % operator yang tidak melakukan validasi dan pada regu A terdapat 3%
operator yang tidak melakukan validasi menurut (Hartanto et al., 2013 ada beberapa
faktor yang menyebabkan operator tidak melakukan validasi seperti kelalaian , rasa
malas dan kelelahan yang dapat menyebabkan kinerja operator menurun.

22
6. KESIMPULAN DAN SARAN
6.1. Kesimpulan
PT Marimas Putera Kencana merupakan produsen minuman serbuk yang dikemas
dalam kemasan sachet, dan dalam pengedalianya dilakukan validasi untuk
menekan presentase produk reject .
Regu G dan Regu A terdapat beberapa operator yang belum melaksanakan
implementasi Standar Operasional Prosedur (SOP) karena tidak melakukan proses
validasi.
Regu G terdapat 10% operator yang tidak melakukan validasi, Regu A 3% yang
tidak melakukan validasi dan regu H 0% yang tidak melakukan validasi.
Faktor-faktor yang menyebabkan operator tidak melakukan validasi adalah
kelalaian, rasa malas dan kelelahan sehingga menurunan kinerja operator.
6.2. Saran
Operator diminta untuk lebih interaktif dan koperatif untuk menerima saran atau
masukan dari tim Quality Control, dan lebih tanggap terhadap temuan produk
riject.
Mengkomunikasikan kepada Ka Shift dan koordinator Quality Control saat
operator tidak melakukan validasi.
Menyediakan buku khusus untuk mencatat berat per renteng saat proses validasi
Mengedukasi kepada operator pentingnya proses validasi, karena dapat
menurunkan tingkat riject pada produk.

23
7. DAFTAR PUSTAKA
Cahyani, Gatot Priyanto, Parwiyanti. 2004. Pengemasan Bekasam Blok pada Berbagai
Kelembaban Relatif Selama Penyimpanan. Jurnal Agria. Vol 1 (1): 46-54.
Canadian Food Inspection Agency. 2002. Flexible Retort Pouch Defects Manual -
Identification and Classification. http://www.inspection.gc.ca/DAM/DAM-food-
aliments/STAGING/texetexte/fish_man_flexibleretort_pousacall_13510879173
14_eng.pdf. Diakses pada tanggal 10 Maret 2019.
Choir, Fikron. 2018. Pelaksanaan Quality Control Produksi untuk Mencapai Kualitas
Produk yang Meningkat. Jurnal Pemasaran. Vol 1 (4): 1-20.
Hartanto, Dhayu, et al. 2013. Analisis Pengendalian Kualitas Proses Sealing Dengan
Pendekatan Metode Six Sigma (Studi Kasus di KSU.Brosem Malang). Malang:
Universitas Brawijaya.
Mareta, D. dan Nur . 2011. Pengemasan Produk Sayuran Dengan Bahan Kemas Plastik
Pada Penyimpanan Suhu Ruang Dan Suhu Dingin. Jurnal Ilmu Pertanian. Vol.
7 (1): 26-40.
Nazif, R, et al. 2016. Pengaruh Suhu Pirolisis dan Jumlah Katalis Karbon Aktif
Terhadap Yield dan Kualitas Bahan Bakar Cair Dari Limbah Plastik Jenis
Polipropilena. Jurnal Teknik Kimia . Vol. 5 (3): 49-55.
Parker, R. 2001. Introduction to Food Science. Delmar. Thomson Learning Inc. New
York..
Robertson, G.L. 2013. Food Packaging Principles and Practice Third Edition. Taylor &
Francis Group, New York, USA.
SNI 01-3722-1995. Minuman Serbuk Rasa Jeruk.

24
Direktur
Departemen Personalia
Departemen Produksi
PPIC (Planning and Inventory Control)
Departemen Pembelian
Departemen Pemasaran (Marketing)
Departemen Teknik
Departemen Pengemasan
Departemen Keuangan
Departemen Quality Control (QC)
Departemen Research and Development
Departemen Rekayasa Proses
Departemen Pengolahan
Departemen Umum
Departemen Quality System
Departemen Pajak
Wakil Direktur
8. LAMPIRAN
Lampiran 1. Sturuktur organisasi dan tugas setiap departemen

25
Berikut ini penjelasan job desk manager pada masing-masing departemen yang
dikepalai:
a. Direktur
Direktur memiliki tugas dan tanggung jawab dalam:
1. Mentukan tujuan serta memastikan sasaran perusahaan menjadi sasaran
departemen.
2. Memastikan bahwa kebijakan mutu dari perusahaan sudah dipahami,
diimplementasikan, serta dipelihara oleh staff dan karyawan.
3. Menyediakan sumber daya yang dibutuhkan dalam mendukung kelangsungan
sistem mutu yang diimplementasikan.
4. Memberi validasi produk yang didesain dari internal perusahaan.
b. Wakil Direktur
Tugas dan tanggung jawab yang dimiliki wakil direktur yaitu:
Menggantikan fungsi direktur serta mengambil keputusan bila berhalangan.
c. Manajer Personalia
Manajer personalia memiliki tugas dan tanggung jawab untuk:
1. Memastikan seluruh tenaga kerja sudah mendapatkan pelatihan dan memiliki
pengetahuan serta pengalaman yang sesuai berdasarkan bidang kerjanya.
2. Bersama dengan manajer-manajer departemen untuk menentukan kebutuhan
pelatihan bagi seluruh tenaga kerja.
3. Membuka serta menerima lowongan tenaga kerja berdasarkan kebutuhan
melalui prosedur yang terstruktur dan terdokumentasi.
d. Manajer produksi
Tugas dan tanggung jawan dari manajer produksi yaitu:
1. Menjamin serta mengendalikan proses produksi dapat berjalan dengan lancar.
2. Mempersiapkan, melaksanakan aktivitas produksi sesuai dengan jadwal.
3. Menjamin jadwal serta target produksi dapat terpenuhi.
4. Dapat mengidentifikasi kebutuhan sumber daya yang menunjang peningkatan
produktivitas.
5. Memastikan seluruh bahan dan peralatan yang digunakan dalam operasi proses
produksi sesuai dengan prosedur yang telah ditentukan.
e. Manajer PPIC (Product Planning and Invetory Control)
Manajer PPIC memilik tugas dan tanggung jawab dalam:
1. Merencanakan produksi.
2. Mengawasi tercapainya produk harian serta produksi.
3. Meningkatkan efektifitas tenaga kerja melalui beragam studi.
4. Merencanakan serta menghitung bahan persediaan.
f. Manajer Pembelian
Tugas dan tanggung jawab dari manajer pembelian yaitu:
1. Menentukan serta mengevaluasi supplier.
2. Mengkoordinasikan penyediaan barang.
3. Mengesahkan surat pembelian (PO).

26
4. Menyampaikan kritik dan saran konsumen serta memastikan upaya untuk
perbaikan.
g. Manajer Pemasaran
Tugas dan tanggung jawab dari manajer pemasaran yaitu:
1. Memahami tentang harapan dan kebutuhan konsumen.
2. Mengeluarkan dokumen yang diperlukan untuk menunjang pemasaran.
3. Mengenalkan produk perusahaan yang dihasilkan untuk masyarakat.
4. Memantau status dam mutu produk kompetitor.
5. Mengadakan, menjalankan, dan mengendalikan kontrak penjualan dan order.
h. Manajer Teknik
Manajer Teknik memiliki tugas dan tanggung jawab dalam:
1. Melakukan perawatan dan perbaikan terhadap mesin.
2. Memantau kinerja mesin produksi.
3. Membuat jadwal perawatan dan perbaikan rutin.
i. Manajer Pengemasan
Manajer Pengemasan memiliki tugas dan tanggung jawab dalam:
1. Memastikan seluruh material dan peralatan maupun mesin pengemasan yang
digunakan memiliki spesifikasi yang benar dan sesuai dengan prosedur.
2. Memperbarui dan memelihara seluruh mutu didalam bidang tanggung jawabnya.
j. Manajer Keuangan
Manajer keuangan memiliki tugas dan tanggung jawab dalam:
1. Memastikan keseimbangan untuk neraca kas masuk dan kas keluar.
2. Menerbitkan laporan keuangan yang dilakukan setiap bulan dan setiap tahun.
3. Menentukan keputusan pembelanjaan.
k. Manajer Quality Control
Manajer Quality Control memiliki tugas dan tanggung jawab dalam:
1. Melaksanakan fungsi pengawasan dan pengujian yang dibutuhkan oleh prosedur
penerimaan, penanganan dan pengujian sampel produk.
2. Melaksanakan serta menjalankan status inspeksi terhadap bahan setengah jadi
dan produk jadi.
3. Melakukan pengawasan dan pengendalian terhadap peralatan inspeksi dan
pengukuran.
l. Manajer Research and Development
Manajer Research and Development memiliki tugas dan tanggung jawab dalam:
1. Melakukan pembelajaran, analisa, dan menciptakan produk.
2. Melakukan pengujian pada produk baru.
3. Melakukan koordinasi pada perencanaan desain produk.
4. Mengumpulkan serta menyeleksi informasi untuk memenuhi persyaratan legal.
m. Manajer Pengolahan
Manajer pengolahan memilki tugas dan tanggung jawab dalam:
1. Memastikan proses produksi masih dalam kondisi terkendali

27
2. Melaksanakan tindakan koreksi dan pencegahan yang baik jika diperlukan
mencegah munculnya kembali ketidaksesuaian.
3. Mempersiapkan produk berdasarkan jadwal yang sudah ada
4. Memastikan jadwal produksi terlaksana.
n. Manajer Umum
Manajer Umum mempunyai tugas dan tanggung jawab dalam:
1. Mengatur dan memastikan jadwal yang telah dibuat serta menyediakan sarana
transportasi.
2. Merawat infrastruktur disekitar lingkungan perusahaan.

28
Lampiran 2. Tabel Validasi Operator Regu G
Rabu, 23 Januari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 v 09.29
327 v
273 X Bocor Timing
2
155
v
09.15
317 v
254 X Bocor Timing
3
213
v
09.15
210 v
309 v
4
214
v
09.16
316 v
212 v
5
289
v
09.22
209 v
227 v
6
340
v
09.14
278 v
318 v
7
206
v
09.20
328 v
329 v
8
223
v
09.23
192 v
301 v
9
295
v
09.23
330 v
235 v
10
304
v
09.26
336 v
231 v
Keterangan : Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

29
Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good
Kamis, 24 Januari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 v 7.56
327 v
273 x Bocor Timing
2
155
v
7.53
317 v
254 v
3
213
v
7.54
210 v
309 v
4
214
v
7.46
316 v
212 v
5
289
v
7.56
209 v
227 v
6
340
v
7.53
278 v
318 v
7
206
v
7.40
328 v
329 v
8
223
v
7.48
192 v
301 v
9
295
v
7.41
330 v
235 v
10
304
v
8.04
336 v
231 v

30
Jumat, 26 Januari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 v 7.30
327 v
273 v
2
155
v
7.30
317 v
254 v
3
213
v
7.30
210 v
309 v
4
214
v
7.37
316 v
212 v
5
289
v
7.40
209 v
227 x Bocor Horizontal
227 v 7.47
6
340
v
7.40
278 v
318 v
7
206
v
7.31
328 v
329 v
8
223
v
7.34
192 v
301 v
9
295
v
7.37
330 v
235 v
10
304
v
8.00
336 v
231 v Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

31
Lampiran 3. Tabel Validasi Operator Regu A
Senin, 28 Januari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 V 8.32
327 V
273 V
2
155
V
8.34
317 x Bocor Vertikal
317 V 8.40
254 V
3
213
V
8.33
210 V
309 V
4
214
V
8.40
316 V
212 V
5
289
V
8.46
209 V
227 V
6
340
V
8.38
278 V
318 V
7
206
V
8.49
328 V
329 V
8
223
x Bocor Timing 8.49
223 V 8.55
192 V
301 V
9
295
V
8.53
330 V
235 V
10
304
V
8.46
336 V
231 V
Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

32
Selasa, 29 Januari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 V 7.35
327 V
273 X Bocor Timing
2
155
V
7.29
317 V
254 V
3
213
V
7.24
210 V
309 V
4
214
V
7.33
316 V
212 V
5
289
V
7.33
209 V
227 V
6
340
V
7.27
278 V
318 V
7
206
V
7.35
328 V
329 V
8
223
V
192 V 7.30
301 V
9
295
V
7.38
330 V
235 V
10
304
V
7.39
336 V
231 V Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

33
Rabu, 30 Januari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 v 7.40
327 v
273 v
2
155
v
7.32
317 v
254 v
3
213
v
7.26
210 v
309 v
4
214
v
7.40
316 v
212 v
5
289
v
7.26
209 v
227 v
6
340
v
7.24
278 v
318 v
7
206
v
7.29
328 v
329 v
8
223
v
7.30
192 v
301 v
9
295
v
7.39
330 v
235 v
10
304
v
7.35
336 v
231 v Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

34
Lampiran 4. Tabel Validasi Operator Regu H
Rabu, 6 Februari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 v 8.24
327 v
273 x Bocor Timing
273 v 8.28
2
155
v
8.32
317 v
254 v
3
213
v
9.01
210 X Bocor Horizontal
210 v 9.10
309 v 9.01
4
214
v
8.58
316 v
212 v
5
289
v
8.29
209 v
227 v
6
340
v
8.58
278 v
318 v
7
206
v
8.24
328 v
329 v
8
223
v
8.28
192 v
301 v
9
295
v
8.27
330 v
235 v
10
304
v
8.30
336 v
231 v Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

35
Kamis, 7 Februari 2019
Titik No.
Mesin
Status Keterangan
Jam
Validasi OK NG
1
302 V 7.15
327 V
273 V
2
155
V
7.20
317 V
254 V 7.55
3
213
V
7.18
210 V
309 V
4
214
V
7.15
316 V
212 V
5
289
V
7.26
209 V
227 V
6
340
V
7.25
278 V
318 V
7
206
V
7.25
328 V
329 V 7.50
8
223
V
7.20
192 V
301 V
9
295
V
7.26
330 V
235 V
10
304
V
7.30
336 V
231 V 7.33 Keterangan
Kuning = Melakukan Validasi Ulang
Merah = Tidak Melakukan Validasi Ulang
NG = Not Good

36
Lampiran 5. Tabel Presentase Sebelum dan Sesudah Validasi Regu G
Tanggal Waktu (titik 1) Jumlah
Inspeksi
Total
Cacat Peluang Presentase Waktu (titik 5) Jumlah
Inspeksi
Total
Cacat Peluang Presentase
23-Jan
sebelum validasi 40 33 0.825 82.5 sebelum validasi 32 19 0.59375 59.375
sesudah validasi 15 4 0.266667 26.6666667 sesudah validasi 15 0 0 0
Jam 10.00 12 0 0 0 Jam 10.00 12 0 0 0
Jam 11.00 18 0 0 0 Jam 11.00 18 0 0 0
jam 13.00 18 0 0 0 jam 13.00 18 0 0 0
jam 14.00 18 2 0.111111 11.1111111 jam 14.00 18 0 0 0
24-Jan
sebelum validasi 29 26 0.896552 89.6551724 sebelum validasi 23 15 0.652174 65.2173913
sesudah validasi 15 1 0.066667 6.66666667 sesudah validasi 15 0 0 0
Jam 10.00 18 1 0.055556 5.55555556 Jam 10.00 18 0 0 0
Jam 11.00 Jam 11.00
jam 13.00 18 6 0.333333 33.3333333 jam 13.00 18 0 0 0
jam 14.00 18 1 0.055556 5.55555556 jam 14.00 18 0 0 0
25-Jan
sebelum validasi 33 4 0.121212 12.1212121 sebelum validasi 23 2 0.086957 8.69565217
sesudah validasi 15 5 0.333333 33.3333333 sesudah validasi 15 0 0 0
Jam 10.00 18 0 0 0 Jam 10.00 18 0 0 0
Jam 11.00 Jam 11.00 18 0 0 0
jam 13.00 18 0 0 0 jam 13.00 18 0 0 0
jam 14.00 18 0 0 0 jam 14.00 18 0 0 0
Keterangan :
Biru = Titik yang Melakukan Validasi
Merah = Titik yang Tidak Melakukan Validasi
Abu – Abu = Mesin Berhenti Beroperasi

37
Lampiran 6. Tabel Presentase Sebelum dan Sesudah Validasi Regu A
Tanggal Waktu (titik 1) Jumlah
Inspeksi
Total
Cacat Peluang Presentase Waktu (titik 5) Jumlah
Inspeksi
Total
Cacat Peluang Presentase
28-Jan
sebelum validasi 30 3 0.1 10 sebelum validasi 23 1 0.043478 4.347826
sesudah validasi 15 2 0.133333 13.33333 sesudah validasi 15 0 0 0
Jam 10.00 16 0 0 0 Jam 10.00 16 0 0 0
Jam 11.00 Jam 11.00
jam 13.00 16 0 0 0 jam 13.00 16 0 0 0
jam 14.00 16 0 0 0 jam 14.00 16 0 0 0
29-Jan
sebelum validasi 14 6 0.428571 42.85714 sebelum validasi 22 3 0.136364 13.63636
sesudah validasi 15 2 0.133333 13.33333 sesudah validasi 15 0 0 0
Jam 10.00 12 0 0 0 Jam 10.00 16 0 0 0
Jam 11.00 Jam 11.00
jam 13.00 16 0 0 0 jam 13.00 16 0 0 0
jam 14.00 16 0 0 0 jam 14.00 16 0 0 0
30-Jan
sebelum validasi 10 1 0.1 10 sebelum validasi 18 0 0 0
sesudah validasi 15 0 0 0 sesudah validasi 15 0 0 0
Jam 10.00 18 2 0.111111 11.11111 Jam 10.00 18 0 0 0
Jam 11.00 18 0 0 0 Jam 11.00 18 0 0 0
jam 13.00 18 0 0 0 jam 13.00 18 0 0 0
jam 14.00 18 0 0 0 jam 14.00 18 0 0 0
Keterangan :
Biru = Titik yang Melakukan Validasi
Merah = Titik yang Tidak Melakukan Validasi
Abu – Abu = Mesin Berhenti Beroperasi

38
Lampiran 7. Presensi Kerja Praktek

39

40

41

42

43
Lampiran 8. Kartu Bimbingan Kerja Praktek

44
Lampiran 9. Plagscan Unicheck