Double Seam Terminology
19
Oleh: A. N. Budiman & Eko Setyadi
-
Upload
nisa-ishma -
Category
Documents
-
view
197 -
download
37
description
proses double seaming
Transcript of Double Seam Terminology

Oleh: A. N. Budiman & Eko Setyadi


Pembentukan seam ganda (double seam) adalah hasil dari dua operasi terpisah yang memiliki hubungan tepat waktunya. Selama bagian pertama dari pembentukan Seam ganda, tepi melengkung dari komponen penutup bertautan dengan body flange. Komponen penutup membentuk tiga ketebalan dari Seam ganda dengan dua ketebalan body kaleng. Operasi kedua atau pembentukan akhir dari seam ganda akan bergulir dan kompres ketebalan ini menjadi lipatan ketat.

Lapisan senyawa/compound yang sebelumnya diterapkan pada bagian dalam lengkungan penutup, membentuk seal dalam Seam ganda untuk mengisi variasi kecil atau ketidaksempurnaan untuk meyakinkan bahwa kaleng tertutup rapat.
Variasi dalam Seam ganda ditentukan oleh pengukuran, inspeksi visual dan pengujian.


Pengukuran dari Operasi lipatan pertama terdiri dari, Tebal, Lebar dan Countersink. Dimensi ini harus dicatat untuk referensi di masa mendatang setelah lipatan akhir telah memenuhi syarat yang diterima. Bentuk operasi pertama harus tercapai sebelum operasi kedua dibentuk.


Kemungkinan Penyebab Saran Perbaikan
Operasi seaming roll terlalu ketat / maju
Operasi seaming roll di longgarkan mengacu pada panduan
Seaming roll profil terlalu sempit Ganti seaming roll dengan seaming roll memiliki profil alur yang lebih luas.
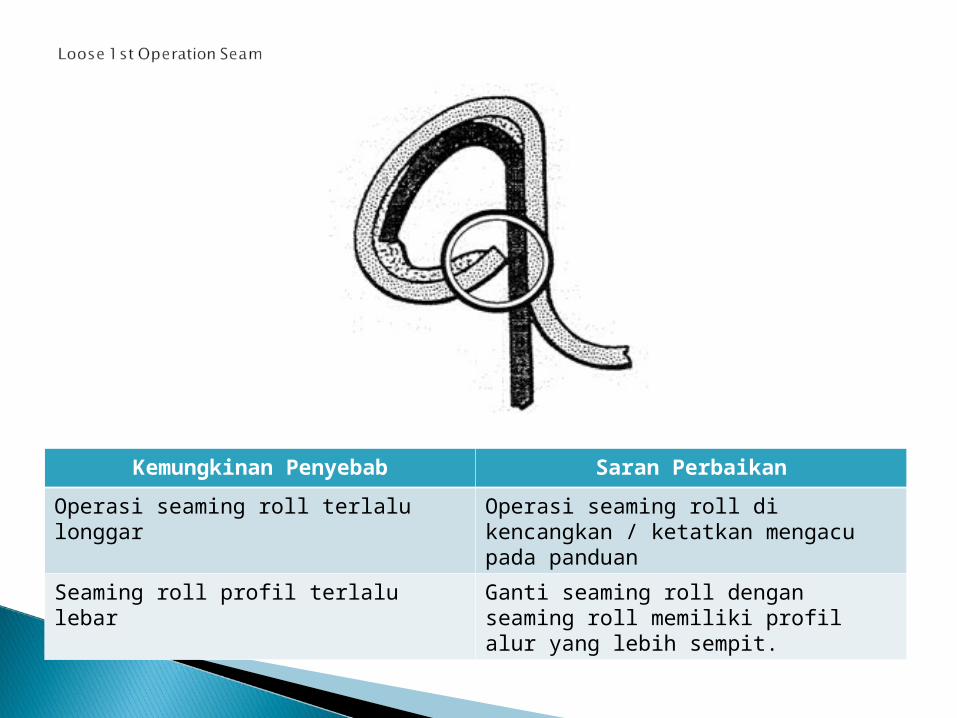
Kemungkinan Penyebab Saran Perbaikan
Operasi seaming roll terlalu longgar Operasi seaming roll di kencangkan / ketatkan mengacu pada panduan
Seaming roll profil terlalu lebar Ganti seaming roll dengan seaming roll memiliki profil alur yang lebih sempit.

Pengukuran diambil dari lapisan akhir untuk memastikan keketatan dan pembentukan yang benar dari semua komponen antara kaleng dan penutup. Dimensi ini dapat diperoleh dengan pengukuran menggunakan manual atau proyektor. Menggunakan proyektor memberikan tampilan langsung dan pengukuran Double Seam Tumpang tindih, Cover Hook and daerah Body Hook.



Kemungkinan Penyebab Saran perbaikan
1st operation roll di setting terlalu tinggi atau terlalu rendah
Sesuaikan kembali 1st operation, tinggi maksimum 0,003 inci di atas seaming chuck saat menekan flange.
1st seaming roll mengatur terlalu ketat
Lihat Service Manual untuk penyesuaian
1st seaming roll profil alur mungkin terlalu sempit
Ganti 1st seaming Rolls dengan profil alur yang tepat
Kemungkinan Penyebab Saran perbaikan
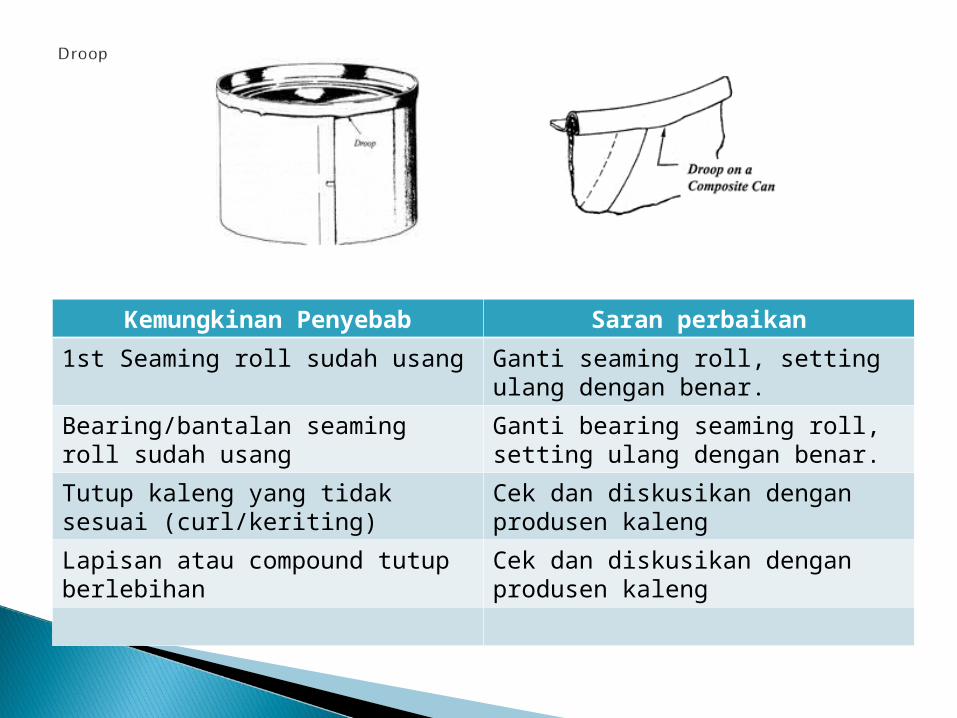
1st Seaming roll sudah usang Ganti seaming roll, setting ulang dengan benar.
Bearing/bantalan seaming roll sudah usang
Ganti bearing seaming roll, setting ulang dengan benar.
Tutup kaleng yang tidak sesuai (curl/keriting)
Cek dan diskusikan dengan produsen kaleng
Lapisan atau compound tutup berlebihan
Cek dan diskusikan dengan produsen kaleng
Kemungkinan Penyebab Saran perbaikan
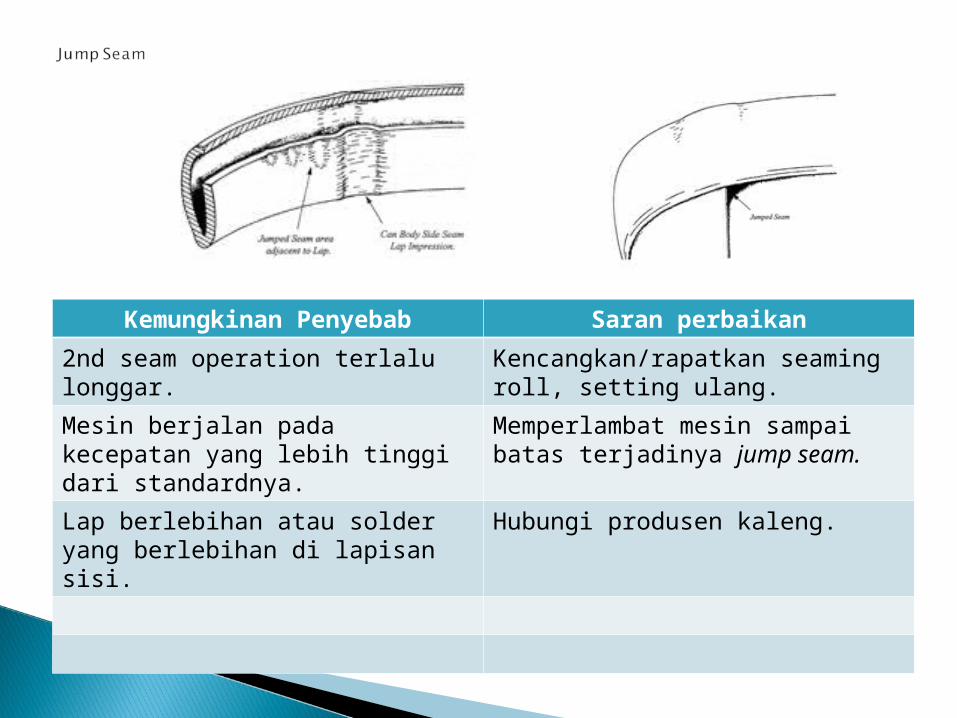
2nd seam operation terlalu longgar.
Kencangkan/rapatkan seaming roll, setting ulang.
Mesin berjalan pada kecepatan yang lebih tinggi dari standardnya.
Memperlambat mesin sampai batas terjadinya jump seam.
Lap berlebihan atau solder yang berlebihan di lapisan sisi.
Hubungi produsen kaleng.

Kemungkinan Penyebab Saran perbaikan
Pengaturan 1st seaming roll tidak tepat
Sesuaikan tinggi dan tightness (keketatan), setting ulang.
Profil 1st seaming roll terlalu lebar
Ganti dengan 1st seaming roll yang memiliki profil lebih sempit
Tutup kaleng ada bagian ujung berkerut
Diskusikan dengan produsen kaleng

Kemungkinan Penyebab Saran perbaikan
Flange tertekuk (terkena benturan)
Cek Flange pada body kaleng
Tutup curl, tidak sesuai Cek, diskusikan dengan produsen kaleng