
BAB IV
35
BAB IV LAPORAN BIDANG SISTEM PRODUKSI DAN PEMBAHASAN 4.1. Karakterisrik sistem produksi Layout untuk CV Gradient yaitu layout by process. Cara penyusuan peralatan dan mesin berdasarkan atas fungsi dalam proses produksi atau alat yang digunanakan dalam proses produksi produk di tempat yang sama. Dalam penentuan sistem produksi di CV Gradient, perusahaan menetapkan kebijakan engineering to order dalam memenuhi permintaan konsumen. Dengan demikian rencana produksi untuk suatu produk ialah berdasarkan adanya order / pesanan dari konsumen. Sehingga dalam konsep sistem produksi engineering to order, perusahaan tidak menetapkan adanya persediaan, produk belum dibuat sebelum adanya order dari konsumen. Ketika order datang, maka perusahaan akan mengembangkan desain produk beserta waktu dan biaya yang diperlukan. Apabila rancangannya disetujui konsumen, maka produk baru dibuat. Sehingga untuk proses pembuatan rencana produksi untuk spring guide ini disesuaikan dengan order / pesanan yang datang ke bagian marketing, jadi jika order yang datang bukan order baru maka order konsumen akan langsung diserahkan ke bagian produksi untuk langsung memasuki proses produksi. VI-1
-
Upload
shenco-metan -
Category
Documents
-
view
9 -
download
0
description
ssssss
Transcript of BAB IV
BAB IV
LAPORAN BIDANG SISTEM PRODUKSI DAN PEMBAHASAN
4.1. Karakterisrik sistem produksi
Layout untuk CV Gradient yaitu layout by process. Cara penyusuan peralatan
dan mesin berdasarkan atas fungsi dalam proses produksi atau alat yang digunanakan
dalam proses produksi produk di tempat yang sama. Dalam penentuan sistem produksi di
CV Gradient, perusahaan menetapkan kebijakan engineering to order dalam memenuhi
permintaan konsumen. Dengan demikian rencana produksi untuk suatu produk ialah
berdasarkan adanya order / pesanan dari konsumen. Sehingga dalam konsep sistem
produksi engineering to order, perusahaan tidak menetapkan adanya persediaan, produk
belum dibuat sebelum adanya order dari konsumen. Ketika order datang, maka
perusahaan akan mengembangkan desain produk beserta waktu dan biaya yang
diperlukan. Apabila rancangannya disetujui konsumen, maka produk baru dibuat.
Sehingga untuk proses pembuatan rencana produksi untuk spring guide ini disesuaikan
dengan order / pesanan yang datang ke bagian marketing, jadi jika order yang datang
bukan order baru maka order konsumen akan langsung diserahkan ke bagian produksi
untuk langsung memasuki proses produksi.
Pola aliran pada proses produksi yang dipakai dalam bagian pabrikasi yaitu pola
straight line atau garis lurus, diamana proses tersebut dipakai bila proses produksi
berlangsung singkat dan sederhana yang terdiri dari 1 komponen atau beberapa
komponen. Hal penting dari kegiatan bisnis di cv gradient adalah perusahaan
menciptakan desain produk guna menghasilkan produk akhir yang berkualitas.
Perusahaan mendesain produk sesuai dengan keinginan konsumen, dimana pemesanan
produk dilakukan oleh pihan konsumen setelah konsumen mendapatkan konfirmasi
mengenai pemesanan produknya, sehingga sesuai dengan produk yang diharapkan
konsumen. Setelah konsumen mengkonfirmasi desain dan spesifikasi kualitas produk
yang telah ditetapkan, selanjutnya produk siap untuk di produksi oleh CV Gradient.
VI-1
LAPORAN KERJA PRAKTIK 2015
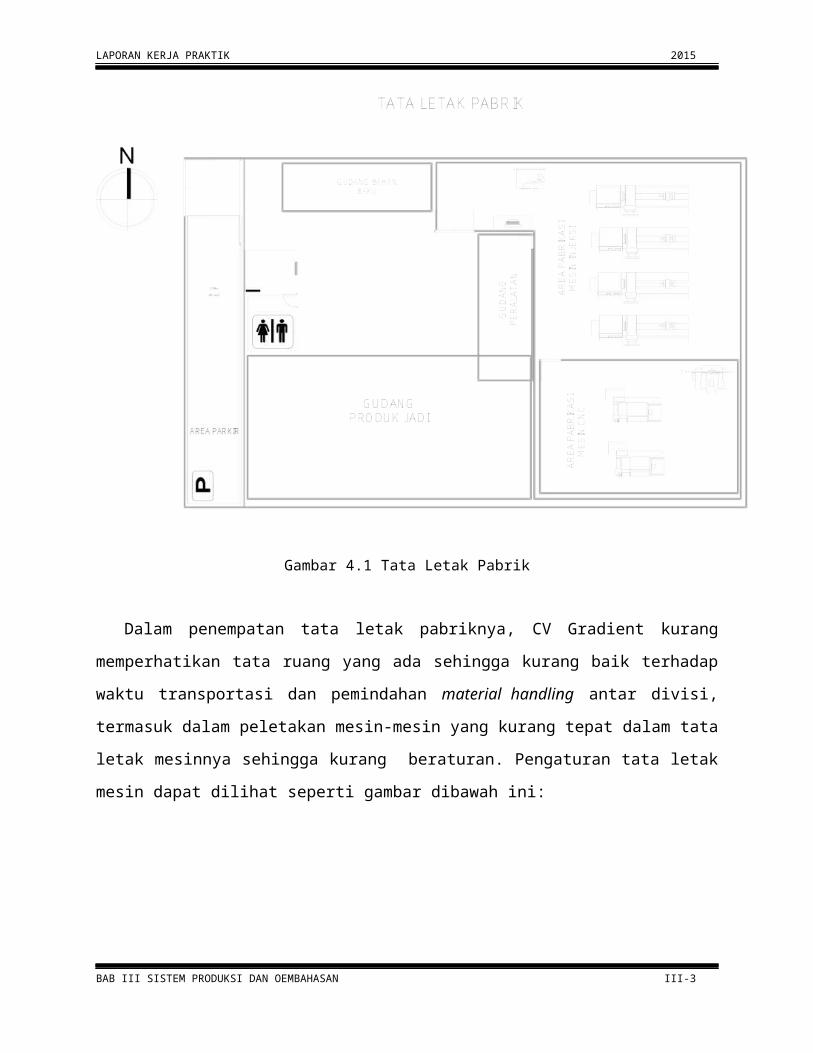
4.2. Tata letak pabrik
Gambar 4.1 Tata Letak Pabrik
Dalam penempatan tata letak pabriknya, CV Gradient kurang memperhatikan tata ruang
yang ada sehingga kurang baik terhadap waktu transportasi dan pemindahan material handling
antar divisi, termasuk dalam peletakan mesin-mesin yang kurang tepat dalam tata letak mesinnya
sehingga kurang beraturan. Pengaturan tata letak mesin dapat dilihat seperti gambar dibawah ini:
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-2
LAPORAN KERJA PRAKTIK 2015
Gambar 4.2. Pengaturan Mesin
Pihak perusahaan menilai bahwa tidak perlu ada penempatan fasilitas mesin berdasarkan
kaidah-kaidah tata letak tertentu, hal ini disebabkan karena proses pembuatan produk
kebanyakan menggunakan mesin injeksi dan mesin CNC yang sudah terkomputerisasi sehingga
dapat multifungsi untuk melakukan banyak proses. Hal ini menyebabkan perusahaan tidak perlu
melakukan penataan mesin sedemikian rupa karena mesin dapat melakukan berbagai macam
proses sesuai dengan proses yang diperlukan.
Dilihat dari keadaan lantai produksi saat ini, penataan untuk tata letak mesin yang
dilakukan tidak berdasarkan peraturan tata letak mesin yang seharusnya, dimana mesin
diletakkan sesuai dengan kemauan perusahaan saja sehingga tidak adanya jalur transportasi yang
aman untuk proses pemindahan material handling, jarak gang untuk operator yang relatif sempit
karena tidak adanya batas tertentu antara peletakkan mesin dengan jalan yang digunakan untuk
jalur transportasi. Penempatan mesin-mesin tidak dikelompokkan berdasarkan jenis dan fungsi
dari tiap-tiap mesin yang ada. Pihak perusahaan meletakkan mesin-mesinnya hanya secara
kondisional sesuai dengan ketersediaan kapasitas lahan yang ada tanpa memperhitungkan
efisiensi dan efektifitas dalam melakukan proses produksi.
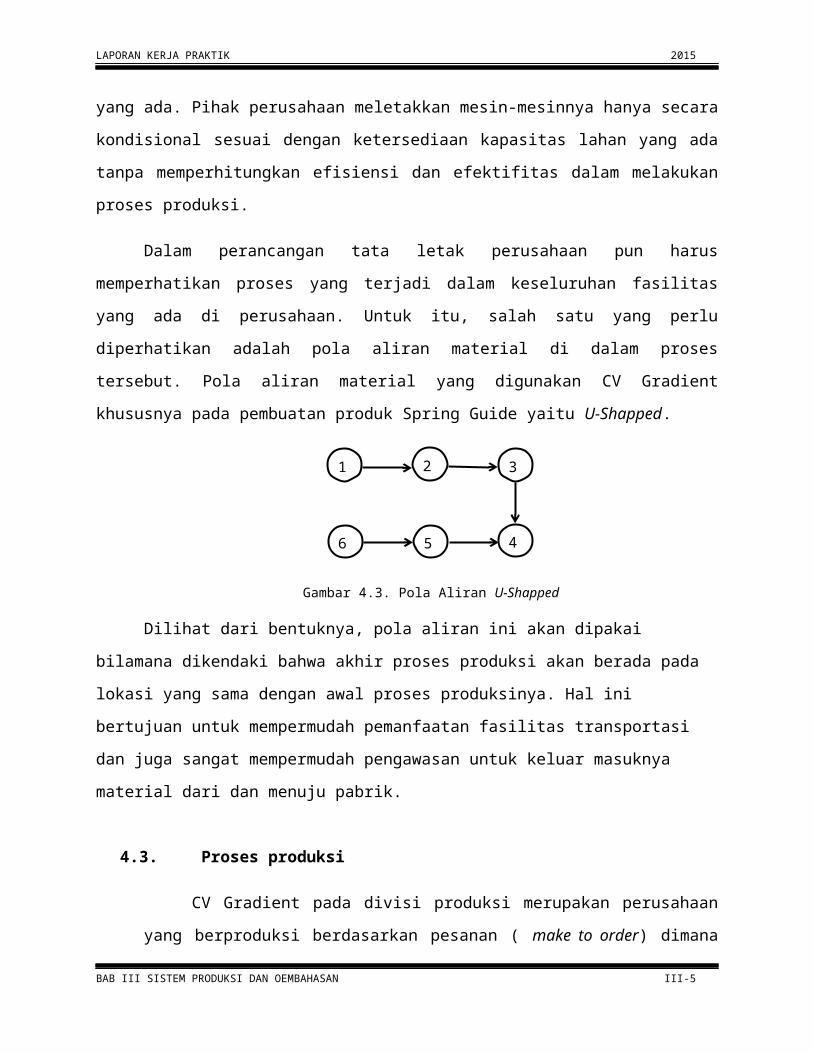
Dalam perancangan tata letak perusahaan pun harus memperhatikan proses yang terjadi
dalam keseluruhan fasilitas yang ada di perusahaan. Untuk itu, salah satu yang perlu diperhatikan
adalah pola aliran material di dalam proses tersebut. Pola aliran material yang digunakan CV
Gradient khususnya pada pembuatan produk Spring Guide yaitu U-Shapped.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-3
LAPORAN KERJA PRAKTIK 2015
Gambar 4.3. Pola Aliran U-Shapped
Dilihat dari bentuknya, pola aliran ini akan dipakai bilamana dikendaki bahwa akhir
proses produksi akan berada pada lokasi yang sama dengan awal proses produksinya. Hal ini
bertujuan untuk mempermudah pemanfaatan fasilitas transportasi dan juga sangat mempermudah
pengawasan untuk keluar masuknya material dari dan menuju pabrik.
4.3. Proses produksi
CV Gradient pada divisi produksi merupakan perusahaan yang berproduksi
berdasarkan pesanan ( make to order) dimana besarnya jumlah produksi setiap jenis
produk tergantung pada banyaknya pesanan dari konsumennya. CV gradient merancang
kegiatan proses produksi yang efektif dan efisien, perusahaan memiliki 4 mesin dengan
kapasitas produksi 10.000 pieces per hari per mesin. Dalam pembuatan kaporan ini,
penulis membahas proses produksi salah satu komponen yaitu sring guide HKWB2.
Proses produksi di CV Gradient disesuaikan dengan SOP perusahaan dengan
mekanisme prosedur sebagai berikut :
1. Operator Produksi menerima hasil persiapan produksi yang telah dipersiapkan sesuai
prosedur perencanaan realisasi produk, berupa:
- Gambar produk
- Cetakan produk
- Material yang digunakan
- Mesin yang digunakan
- Peralatan tambahan
2. Operator Produksi menerima MPS dari Manajer Produksi untuk dijadikan acuan target
penyelesaian proses produksi produk.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-4
6 5 4
321
LAPORAN KERJA PRAKTIK 2015
3. Operator Produksi melakukan proses produksi produk dan berpedoman kepada IK
proses produksi menggunakan mesin injection serta IK Menghidupkan dan Mematikan
Mesin Inject.
4. Asman Produksi Plastik melakukan peninjuan saat proses produksi, meliputi:
- Peninjauan terhadap kinerja Operator Produksi
- Peninjauan terhadap masalah yang terjadi dan tindakan yang dilakukan saat
proses produksi berlangsung. Hasil peninjauan ini direkam kedalam Laporan Produksi
Harian
5. PJPM melakukan pemeriksaan & pengukuran terhadap produk jadi dengan
memerhatikan persyaratan kriteria produk yang tercantum didalam surat kontrak sebagai
berikut:
- Dimensi produk (menggunakan alat ukur jangka sorong atau penggaris)
- Tampilan visual produk
- Tekstur produk
- Warna produk
- Kebersihan produk
-persyaratan lainnya
Jika ditemukan produk yang tidak memenuhi persyaratan kualitas (produk reject) maka
produk dipisahkan kedalam wadah khusus tempat penyimpanan produk reject yang diberi
label berisi nama produk, jumlah produk dan keterangan yang menyatakan bahwa produk
yang disimpan pada wadah tersebut adalah produk reject.
Produk jadi yang lolos inspeksi dipisahkan kedalam wadah khusus tempat penyimpanan
produk lolos inspeksi untuk segera dilakukan proses pengemasan.
PJPM merekam hasil inspeksi terhadap produk jadi kedalam Rekaman Hasil Inspeksi
Produk jadi
6. Operator produksi mengemas produk lolos inspeksi dengan ketentuan pengemasan
(kuantitas & ketebalan plastik pengemas) sesuai keinginan Konsumen dan berpedoman pada
IK Pengemasan Produk Jadi.
Produk jadi yang telah dikemas diberi label pada kemasannya yang berisi:
- nama produk
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-5
LAPORAN KERJA PRAKTIK 2015
- jumlah produk
- nama konsumen
- tanggal produk dikirim kepada Pelanggan
Produk yang telah selesai dikemas diserahkan kepada Bagian Warehousing.
7. Operator Produksi melakukan proses penghancuran produk reject dengan menggunakan
mesin penggiling plastik.
8. Asman Produksi Plastik menyusun Laporan Produksi Harian untuk diserahkan kepada
Manajer Produksi.
9. Manajer Produksi meninjau Laporan Produksi Harian yang akan dilaporkan kepada
Direktur untuk diverifikasi dan divalidasi.
10. Direktur menerima Laporan Produksi Harian & Direktur memverifikasi dan memvalidasi
Laporan Produksi Harian.
4.4. Pengertian Spring Guide
Spring Guide adalah salah satu produk berbahan dasar plastik yang dibuat oleh Cv
Gradient yang berfungsi sebagai pelindung komponen utama dalam sistem suspensi yang
terdapat pada sepeda motor. Spring guide tersebut melindungi dari shockbreaker dari
korosi, air dan kotoran pada sepeda motor.
Shock Breaker merupakan salah satu komponen pada sepeda motor yang
berfungsi untuk meredam getaran dan guncangan pada sepeda motor sehingga aman saat
berkendara. Spring guide adalah bagian komponen penting pada shock breaker yang
berfungsi sebagai pelindung sistem suspensi inti pada shock breaker. Dalam proses
pembuatan komponen spring guide, proses pembuatannya adalah dengan membuat
cetakan (mold) dengan mesin CNC lalu cetakan tersebut dipakai untuk mencetak produk
menggunakan mesin injeknsi. Setiap produk yang telah dicetak selalu dilakukan inspeksi
secara visual oleh operator, tujuannya adalah untuk menjaga kualitas produk yang
dihasilkan oleh CV Gradient.
Peralatan tambahan yang ditetapkan pada proses perencanaan realisasi produk
merupakan peralatan lain yang diperlukan selain cetakan produk, biasanya
berupa:
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-6
LAPORAN KERJA PRAKTIK 2015
Wadah plastik untuk melakukan proses pencampuran material plastik,
pewarna dan crusher sebelum dimasukan kedalam Hopper.
Gelas ukur untuk menentukan komposisi material yang digunakan untuk
sekali proses mixing dan pencetakan produk.
Wadah untuk memisahkan produk reject dengan produk jadi lolos inspeksi
kualitas.
Alat pengukuran dan pemantauan kualitas yang digunakan pada proses inspeksi
terhadap produk jadi berupa:
Jangka sorong
Penggaris
Alat ukur yang digunakan dipastikan layak dan telah dikalibrasi sesuai prosedur
Kalibrasi Alat Ukur dan IK (Instruksi Kerja) Kalibrasi Alat Ukur Jangka Sorong.
Karakteristik produk yang diproduksi dicantumkan didalam Surat Kontrak dan
digunakan oleh Staf QC untuk melakukan proses inspeksi terhadap produk jadi.
Laporan Produksi Harian merupakan laporan kegiatan proses produksi harian
yang berisi:
Kinerja Operator Produksi
Jumlah produk yang diproduksi (produk reject dan lolos inspeksi)
Masalah yang ditemukan dan tindakan terhadap masalah yang terjadi
saat proses produksi berlangsung
Proses penghancuran produk reject dilakukan dengan mencampur produk reject dan crusher
dengan perbandingan komposisi 7 : 1 kemudian dimulai proses penghancuran menggunakan
mesin penggiling plastik.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-7
LAPORAN KERJA PRAKTIK 2015
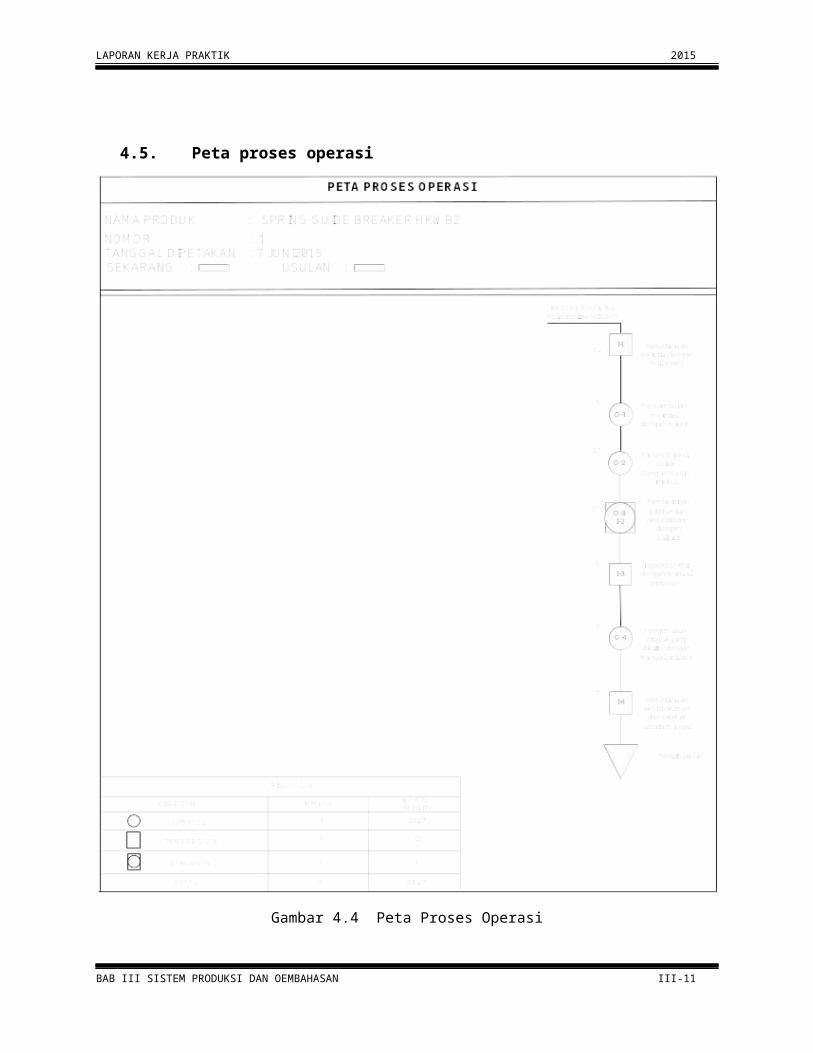
4.5. Peta proses operasi
Gambar 4.4 Peta Proses Operasi
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-8
LAPORAN KERJA PRAKTIK 2015
4.6. Sistem perencanaan dan pengendalian produksi
Pengertian dari Perencaanaan ialah kegiatan memilih dan menentukan tujuan-tujuan
serta kebijaksanaan- kebijaksanaan perusahaan, program dan prosedur kerja yang akan
dilakukan. Sehingga peranan Perencanaan adalah mengkoordinasikan kegiatan bagian yang
langsung atau tidak langsung dalam berproduksi, sehingga perusahaan dapat menghasilkan
barang-barang atau jasa dengan efektif dan efisien serta memenuhi sasaran-sasaran lainnya.
Adapun maksud dan tujuan perencanaan produksi adalah sebagai berikut :
a. Mengusahakan pabrik berproduksi pada tingkat efisien dan efektivitas yang tinggi.
b. Mengusahakan perusahaan menguasai pasar atau bagian pasar yang luas.
Mengusahakan agar pabrik dapat berproduksi dengan biaya rendah, menjual produk
dengan jumlah banyak, mengusahakan kesempatan kerja merata, memperoleh
keuntungan kerja yang cukup besar bagi perkembangan dan kemajuan perusahaan .
Pelaksanaan produksi dalam menangani pesanan dilakukan dengan cara “Engineering to
Order”, yaitu produksi dilakukan berdasarkan pesanan tertentu dan harga tertentu, serta
melayani kustomisasi penuh bagi para pelanggannya, sehingga memiliki karakteristik variasi,
kustomisasi dan fleksibilitas atas pengerjaan pesanannya.
Perencanaan produksi dilakukan untuk menetapkan langkah-langkah kegiatan serta target
waktu pelaksaannya, kebutuhan jam orang, kebutuhan jam mesin dan kebutuhan
material/komponen untuk pelaksanaan proses produksi.
Didalam proses perencanaan produksi syarat-syarat yang harus diperhatikan oleh CV
Gradient antara lain sebagai berikut :
Asisten Manajer Produksi plastik dan Asistem Manajer Machining melakukan
identifikasi Surat Kontrak meliputi hal hal berikut:
Persyaratan spesifikasi produk (nama, deskripsi, dimensi, fungsi, warna
dan hal-hal lain terkait spesifikasi produk)
Tanggal pengiriman produk jadi
Spesifikasi bahan baku
Nama Pelanggan
Persyaratan lainnya yang berhubungan dengan produk
Perencanaan jumlah dan daftar Operator Produksi ditentukan sesuai kebutuhan
dalam merealisasikan produk agar selesai sesuai target yang ditetapkan yaitu
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-9
LAPORAN KERJA PRAKTIK 2015
maksimal 1 hari sebelum dilakukan proses pengiriman produk jadi kepada
Pelanggan.
Analisis kesalahan yang dilakukan oleh Pengendali Kualitas dikarenakan
prototype produk tidak sesuai persyaratan bisa terjadi karena 2 alasan sebagai
berikut:
Kesalahan pada cetakan produk
Kesalahan saat proses produksi prototype produk
Dokumen Terkait
Salinan Surat Kontrak
Form Material Tersedia
Dokumen Prosedur Pengadaan Material
Form Mesin Tersedia
Dokumen IK (Instruksi Kerja) Penggunaan Mesin CNC
Dokumen IK (Instruksi Kerja) Penggunaan Mesin Injection
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-10
LAPORAN KERJA PRAKTIK 2015
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-11
LAPORAN KERJA PRAKTIK 2015
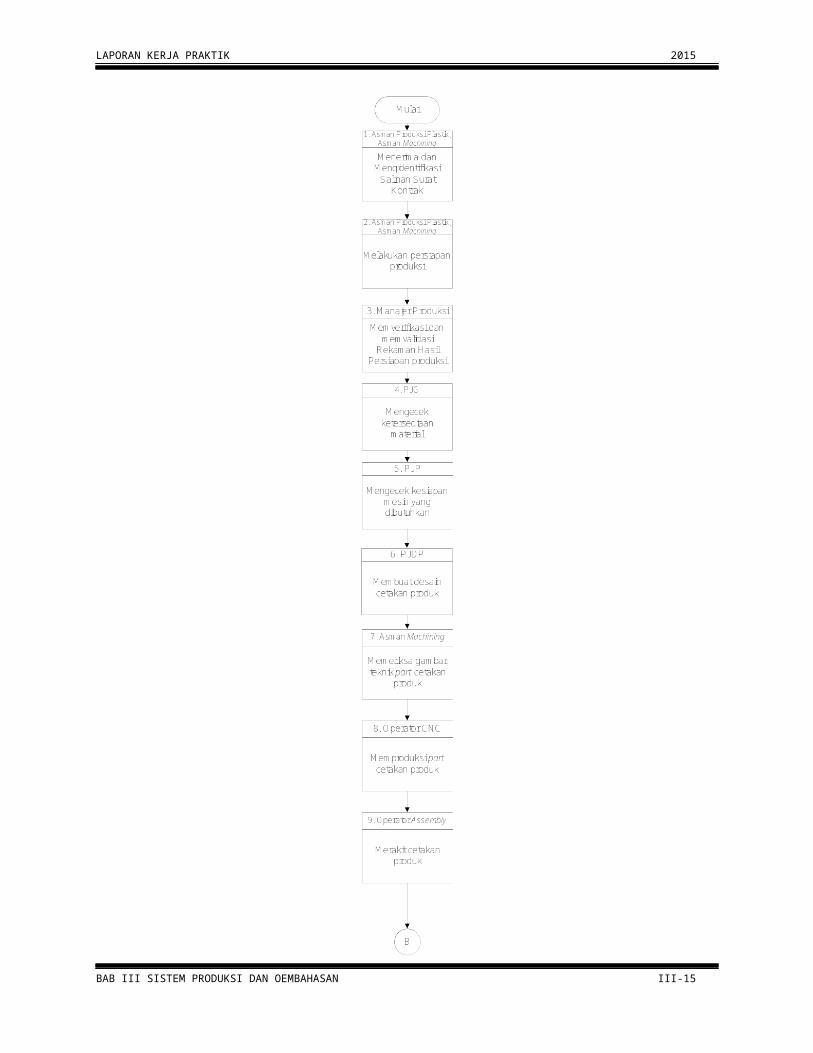
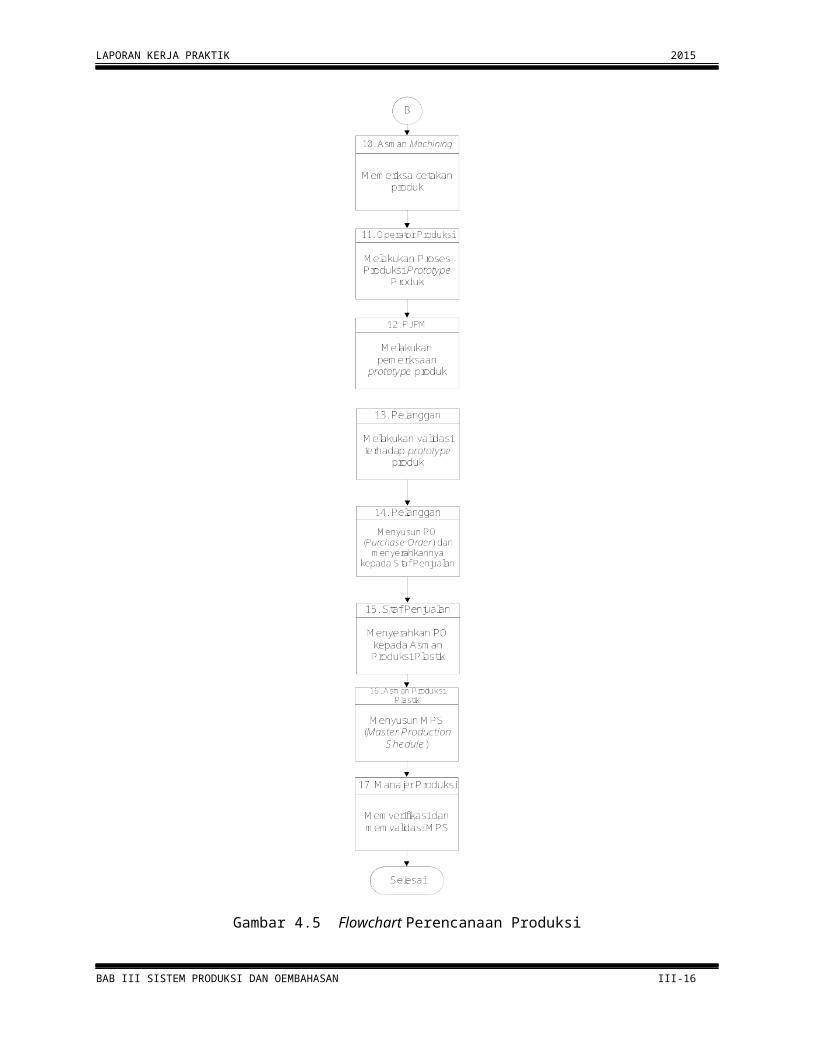
Gambar 4.5 Flowchart Perencanaan Produksi
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-12
LAPORAN KERJA PRAKTIK 2015
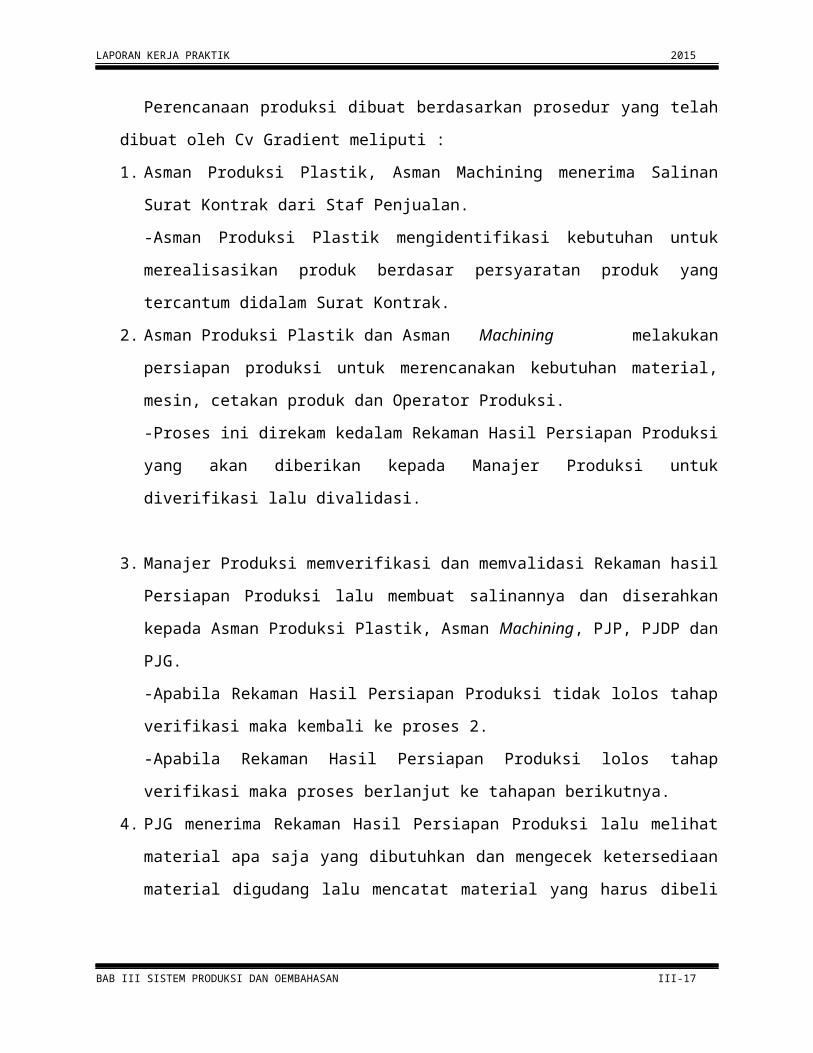
Perencanaan produksi dibuat berdasarkan prosedur yang telah dibuat oleh Cv Gradient
meliputi :
1. Asman Produksi Plastik, Asman Machining menerima Salinan Surat Kontrak dari Staf
Penjualan.
-Asman Produksi Plastik mengidentifikasi kebutuhan untuk merealisasikan produk
berdasar persyaratan produk yang tercantum didalam Surat Kontrak.
2. Asman Produksi Plastik dan Asman Machining melakukan persiapan produksi untuk
merencanakan kebutuhan material, mesin, cetakan produk dan Operator Produksi.
-Proses ini direkam kedalam Rekaman Hasil Persiapan Produksi yang akan diberikan
kepada Manajer Produksi untuk diverifikasi lalu divalidasi.
3. Manajer Produksi memverifikasi dan memvalidasi Rekaman hasil Persiapan Produksi
lalu membuat salinannya dan diserahkan kepada Asman Produksi Plastik, Asman
Machining, PJP, PJDP dan PJG.
-Apabila Rekaman Hasil Persiapan Produksi tidak lolos tahap verifikasi maka kembali ke
proses 2.
-Apabila Rekaman Hasil Persiapan Produksi lolos tahap verifikasi maka proses berlanjut
ke tahapan berikutnya.
4. PJG menerima Rekaman Hasil Persiapan Produksi lalu melihat material apa saja yang
dibutuhkan dan mengecek ketersediaan material digudang lalu mencatat material yang
harus dibeli kedalam form Pengajuan Pengadaan Material. Proses Pengadaan material
dilakukan sesuai Prosedur Pengadaan Materal
5. PJP mengecek kesiapan mesin yang dibutuhkan dan akan melakukan proses maintenance
terhadap mesin jika memang dibutuhkan.
-Jika kegiatan maintenance membutuhkan material (spare part) maka PJP akan
menyusun form Pengajuan Pengadaan Material yang akan diberikan kepada PJG untuk
dilakukan pengecekan ketersediaan sparepart dan pengadaan.
6. PJDP membuat desain cetakan produk yang terdiri atas dua part yaitu plat cekam atas
dan plat cekam bawah lalu menyerahkan desainnya kepada Operator CNC untuk dibuat.
7. Asman Machining memeriksa gambar teknik part cetakan produk.
-Apabila gambar teknik cetakan tidak sesuai dengan persyaratan maka kembali ke proses
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-13

LAPORAN KERJA PRAKTIK 2015
-Apabila gambar teknik cetakan sesuai dengan persyaratan pada Rekaman Hasil
Persiapan produksi maka berlanjut ke proses produksi cetakan produk.
8. Operator CNC melakukan proses produksi pembuatan cetakan produk per part dengan
mempergunakan mesin CNC dan berpedoman pada IK Penggunaan Mesin CNC.
-Operator CNC menyerahkan seluruh part cetakan produk kepada Operator Assembly
untuk dirakit.
9. Operator Assembly merakit part cetakan produk menjadi cetakan produk jadi dengan
menggabungkan plat cekam atas, plat cekam bawah, spring, ejector, PO lock
menggunakan baut dan Kunci Pas (Open end wrench).
10. Asman Machining memeriksa cetakan produk yang telah selesai diproduksi.
-Apabila cetakan tidak sesuai dengan persyaratan pada gambar teknik cetakan produk
maka kembali ke proses 8.
-Apabila cetakan sesuai dengan persyaratan pada gambar teknik cetakan produk maka
berlanjut ke proses berikutnya.
11. Setelah Proses persiapan produksi selesai dilakukan Operator Produksi melakukan proses
produksi prototype produk yang akan divalidasi oleh Pelanggan.
-Proses produksi prototype produk juga berpedoman pada IK Produksi Prototype, IK
Proses Produksi Menggunakan Mesin Inject, serta IK Menghidupkan dan Mematikan
Mesin Inject
12. PJPM melakukan pemeriksaan terhadap prototype produk meliputi:
- Dimensi produk (menggunakan alat ukur jangka sorong atau penggaris)
- Tampilan visual produk
- Tekstur produk
- Warna produk
- Kebersihan produk
-persyaratan lainnya
-Apabila prototype tidak lolos tahap pemeriksaan kualitas, maka PJPM akan meganalisis
kesalahan produksi prototype dan menginstruksikan untuk dilakukan perbaikan di unit
terkait.
-Apabila prototype lolos tahap pemeriksaan kualitas, maka prototype diserahkan kepada
pelanggan untuk divalidasi.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-14
LAPORAN KERJA PRAKTIK 2015
13. Pelanggan melakukan validasi terhadap prototype produk, dengan memeriksa fungsi,
tampilan visual, kepresisian dimensi dan tekstur permukaannya.
-Apabila persyaratan produk yang tertera didalam Surat Kontrak tidak dipenuhi maka
proses akan kembali kepada proses 2.
-Apabila persyaratan yang tertera didalam Surat Kontrak dipenuhi, maka Pelanggan akan
menyusun PO (Purchase Order).
14. Pelanggan menyusun PO yang memuat nama, harga, jumlah produk yang dipesan,
deadline pengiriman produk dan ketentuan pembayaran produk.
-Pelanggan mengirimkan PO kepada Staf Penjualan.
15. Staf Penjualan menerima PO dari Pelanggan.
-Staf Penjualan menyerahkan PO kepada Asman Produksi Plastik.
16. Asman Produksi Plastik menerima PO dan menyusun MPS berdasar PO dari Pelanggan.
-MPS diserahkan kepada Manajer Produksi untuk diverifikasi lalu divalidasi
17. Manajer Produksi melakukan verifikasi terhadap MPS lalu memvalidasinya.
Apabila MPS tidak lolos tahap verifikasi maka kembali ke proses 14.
Apabila MPS lolos tahap verifikasi maka MPS diserahkan kepada Operator Produksi
untuk segera dilakukan proses produksi
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-15
LAPORAN KERJA PRAKTIK 2015
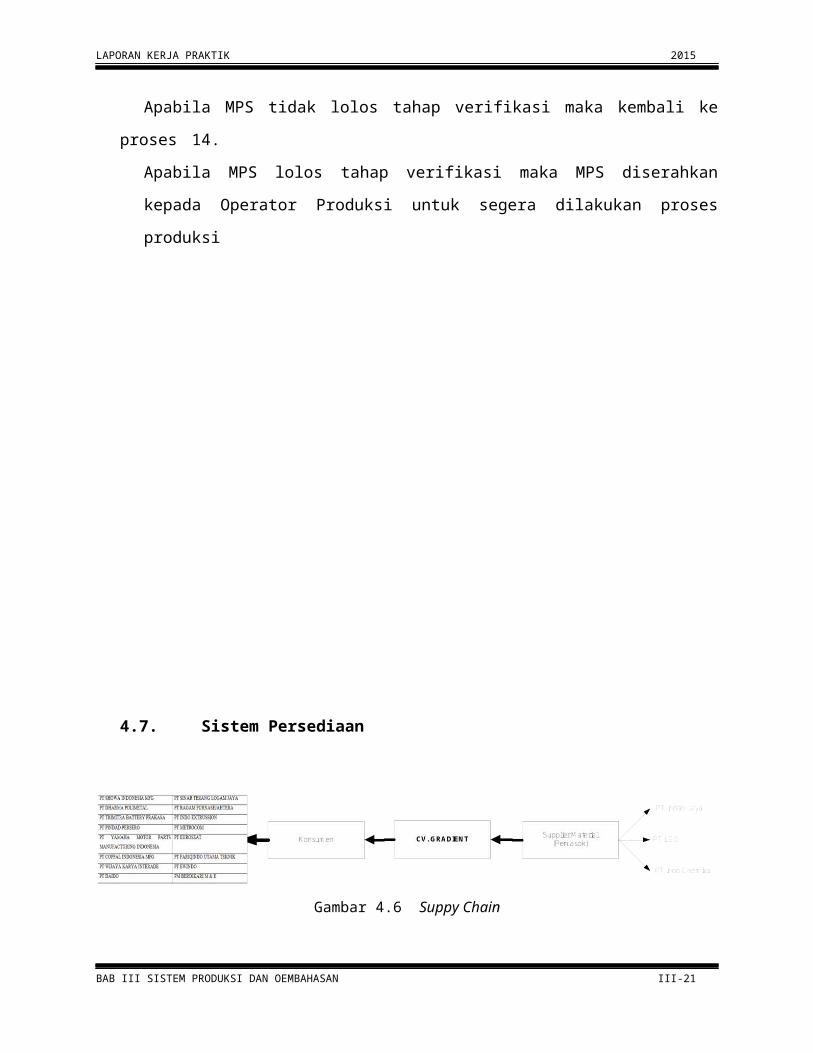
4.7. Sistem Persediaan
Gambar 4.6 Suppy Chain
Sistem inventori yang digunanakn oleh perusahaan dalam menentukan aliran
pasokannya adalah sistem inventori memusat (centralized sistem) terdiri dari beberapa
buah fasilitas pelayanan dimana setiapa fasilitas pelayanan hanya memiliki satu pemakai
(succesor), tetapidapat memiliki beberapa pemasok (predecssor).
Sistem persediaan adalah salah satu entitas yang sangat penting dalam pelaksanaan
proses produksi, karena lancar tidaknya proses produksi tergantung pada kelancaran
persediaan bahan baku dalam proses produksi agar sesuai dengan kebutuhan perusahaan
dan dengan tujuan mendapatkan material sesuai persyaratan yang telah ditetapkan agar
dapat memenuhi keinginan Konsumen.
Sistem persediaan mencakup tentang informasi- informasi penting mencakup uraian
proses, informasi dan verifikasi material yang dibeli berupa bahan baku, peralatan kerja
dan sparepart alat/ mesin produksi serta seleksi dan evaluasi Supplier.
Adapun proses perencanaan material yang dilakuka oleh CV Gradient adalah sebagai
berikut :
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-16
LAPORAN KERJA PRAKTIK 2015
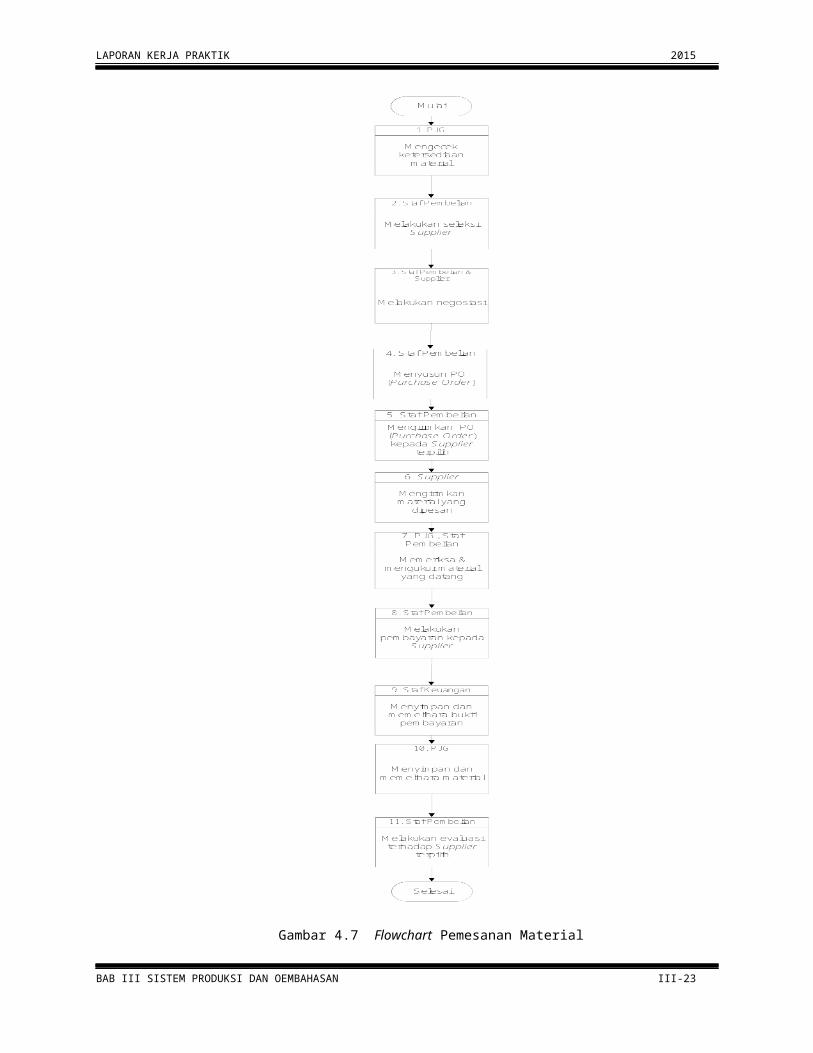
Gambar 4.7 Flowchart Pemesanan Material
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-17
LAPORAN KERJA PRAKTIK 2015
1. Pjg menerima rekaman hasil persiapan produksi dan atau form pengajuan pengadaan
material dari unit terkait lalu melihat material apa saja yang dibutuhkan dan mengecek
ketersediaan material digudang kemudian mencatat material yang harus dibeli kedalam
form pengajuan pengadaan material yang akan diberikan kepada bagian purchasing.
form pengadaan material memuat informasi yang dibutuhkan dalam proses pengadaan
meliputi:
- tanggal permintaan material
- jenis yang diminta
- kuantitas kebutuhan material
- spesifikasi material
- tanggal material diperlukan
2. Staf pembelian melakukan seleksi supplier dengan memilih supplier yang mendapat nilai
tertinggi sesuai data yang tercantum didalam form penilaian supplier dan merekam hasil
seleksi kedalam form hasil seleksi supplier.
3. Staf pembelian melakukan negosiasi dengan calon supplier untuk menetapkan informasi
seputar ketersedian material, harga material termasuk peraturan tentang pembayaran dan
waktu pengiriman material.
Apabila staf pembelian dan supplier tidak sepakat dan tidak dapat memenuhi ketentuan
tentang pembelian dari masing-masing pihak maka kembali ke proses 2.
Apabila staf pembelian dan supplier telah sepakat dan dapat memenuhi ketentuan
tentang pembelian dari masing-masing pihak maka staf pembelian akan segera menyusun
po (purchase order).
Hasil negosiasi direkam kedalam berita acara negosiasi pembelian.
4. Staf pembelian menyusun dan menandatangani po yang akan dikirimkan kepada
supplier terpilih.
5. Staf pembelian mengirimkan po kepada supplier terpilih
6. Supplier mengirimkan material sesuai yang dinyatakan didalam po.
Supplier membawa surat jalan saat melakukan proses pengiriman material yang akan
diserahkan kepada pjg.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-18
LAPORAN KERJA PRAKTIK 2015
7. Pjg dan staf pembelian melakukan pemeriksaan & pengukuran terhadap hal-hal
berikut:
-adanya surat jalan
-material yang dikirimkan harus sesuai dengan ketentuan yang tertera didalam po.
-berat bersih material
-fisik kemasan
Jika ditemukan material yang tidak memenuhi persyaratan maka material akan
dikembalikan kepada supplier.
Jika material telah memenuhi persyaratan, maka material akan diterima dan disimpan
digudang.
8. Staf pembelian melakukan pembayaran material kepada supplier sesuai dengan ketentuan
cara pembayaran yang tertera pada po dan berita acara negoiasi pembelian.
Pembayaran direkam kedalam sebuah faktur dan akan diserahkan kepada staf keuangan
untuk disimpan dan dipelihara.
9. Staf keuangan menerima bukti pembayaran dari staf pembelian.
Staf pembelian menyimpan dan memelihara bukti pembayaran.
10. Staf warehouse menyimpan material yang telah lolos tahap inspeksi dan mencatatnya
kedalam form material tersedia.
Staf warehouse memelihara material yang disimpan sebelum dikeluarkan untuk
digunakan perusahaan.
11. Staf pembelian melakukan evaluasi terhadap supplier terpilih, hasil evaluasi ini direkam
kedalam form penilaian supplier.
Keterangan :
Sparepart adalah suku cadang mesin.
PO (Purchase Order) adalah form yang dikirmkan kepada Supplier berisi
deskripsi material, jumlah, harga/ unit, total harga, keterangan, tanggal
dibutuhkan material, aturan pembayaran serta persyaratan kualitas material
yang akan dibeli.
Unit Terkait adalah Unit yang mengajukan pengadaan material kepada PJG.
PJG adalah Penanggung Jawab Pergudangan.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-19
LAPORAN KERJA PRAKTIK 2015
PJG adalah Penanggung Jawab Pergudangan.
Kepala Unit Terkait adalah Kepala Unit yang mengajukan pengadaan
material kepada PJG.
CV Gradient melaksanakan kegiatan proses pengawasan mutu yang sesuai dengan
SOP (Standard Operational Procedure) yaitu :
1. Pengajuan Pengadaan Material yang diberikan kepada PJG telah melewati tahap verifikasi
dan validasi yang dilakukan oleh Kepala Unit Terkait, kecuali bila Form Pengajuan
Pengadaan Material diajukan oleh PJG, maka akan langsung diberikan kepada Staf
Pembelian untuk berlanjut ke tahap pembelian material.
2. Staf Pembelian memiliki anggaran untuk pembelian yang diberikan oleh Manajer Keuangan
secara teratur setiap bulannya, sehingga saat negosiasi dengan Supplier, Staf Pembelian
dapat menmperkirakan harga dan ketentuan pembayaran yang sesuai dengan anggaran yang
ada.
3. Form Penilaian Supplier dan Form Hasil Seleksi Supplier yang telah diisi oleh Staf
Pembelian akan ditinjau oleh Manajer Finance.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-20
LAPORAN KERJA PRAKTIK 2015
Data Produksi CV Gradient Periode Maret 2015
Tabel 4.1 Data produksi CV Gradient
No Nama Part
Prod. Cap.
Total Cavity C.T Per ToolPer Hour Per Shift Per Day
Used In M//C Per Tool (Detik)
(b) (d) (g = 3600 x b x c / d ) (h = g x e ) ( I = h x f )
4 30 432 3.456 10.368
1
Spring Guide HKWBHKWB2-400-10-IN
95 T 2 20 324 2.592 7.776
125 T 4 28 463 3.703 11.109
126 T 2 19 341 2.728 8.185
Tabel 4.2 Data Produksi dari tanggal 3 – 20 Maret
SHIFT /
KETAKUM
03-Mar
04-Mar
05-Mar
06-Mar
07-Mar
08-Mar
09-Mar
10-Mar
11-Mar
12-Mar
13-Mar
14-Mar
15-Mar
16-Mar
17-Mar
18-Mar
19-Mar
20-Mar
PRODUK
SI
1 5.000
5.000
5.000
5.000
II 5.000
5.000
5.000
5.000
III 5.000
5.000
5.000
5.000
STOCK
22.600
16.600
16.600
16.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
PLAN DELV.
40.000
16.000
ACT. DELV
15.000
15.000
15.000
BALANCE
(34.000)
(19.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-21
LAPORAN KERJA PRAKTIK 2015
Tabel 4.2 Data Produksi dari tanggal 21– 31 Maret
AKUMTOTAL
SISA
21-Mar 22-Mar 23-Mar 24-Mar 25-Mar 26-Mar 27-Mar 28-Mar 29-Mar 30-Mar 31-Mar DELV. PO PO
GRAD SIM
29.200
29.400
26.400
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
31.600
96.000
76.000
320.000
244.000
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
(20.000)
Tabel 4.4 Data Persediaan Material
NO
.NAMA MATERIAL
TOTA
L
AKUM SIS
A
KET AKUM
.
27-
Mar
28-
Mar
29-
Mar
30-
Mar
ZAK ZAK ZA
K
1
POLTPROPYLENE
HI10HO
PLAN.
MTRL
21
5
-246
STOCK 31 36 36 36 36
PLAN USED 2
ACTL. USED 2
BALANCE 12 12 12 12
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-22
LAPORAN KERJA PRAKTIK 2015
Data peramalan persediaan periode 3 bulan kedepan
Tabel 4.5 Data kebutuhan Material untuk 3 bulan kedepan
Part NamePart
NumberMaterial
SpecificationSupplier & Maker
Stock : Bulan Maret 2015
KG pcs/Kg pcs FG
(pcs) End Stock
(pcs)%
stock
( a ) ( b ) ( c=axb ) ( d ) ( e=c+d ) %
SPRING GUIDE HKWB PP HI10HO PT. CHANDRA ASRI 1.000 31 31.000 31.000 310%
Tabel 4.6 Peramalan Kebutuhhan Material bulan april
Bulan : April 2015
Incoming Quantity Loading End Stock % stock
KG pcs part ETA in pcs in pcs in pcs %
( f ) ( g=fxb
) ( h )
( i=e+g )
( j ) ( k=i-j ) ( l=k/q )
3.000
93.000 07/01/15 124.000 10.000 114.000 1140%
Tabel 4.7 Peramalan Kebutuhan Material bulan mei
Bulan : Mei 2015
Incoming Quantity Loading End Stock % stock
KG pcs part ETA in pcs in pcs in pcs %
( m )( n=mxb
)( o )
( p=n+k )
( q ) ( r=p-q ) ( s=r/x )
3.000 93.000 03/02/14 207.000 10.000 197.000 1970%
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-23
LAPORAN KERJA PRAKTIK 2015
Tabel 4.8 Peramalan Kebutuhan Material dibulan juni
Bulan : Juni 2015
Incoming Quantity Loading End Stock % stock
kg pcs part ETA in pcs in pcs in pcs %
( t ) ( u=txb ) ( v ) ( w=r+u ) ( x ) ( y=w-x ) ( z )
3.000 93.00003/03/1
5 290.000 10.000 280.000
4.8. Pembahasan mengenai persoalan yang terdapat dalam sistem produksi yang
dihubungkan dengan metode yang berlaku dalam sistem kerja
a. Proses produksi
Spring Guide adalah salah satu produk berbahan dasar plastik yang dibuat oleh CV
Gradient yang berfungsi sebagai pelindung komponen utama dalam sistem suspensi yang
terdapat pada sepeda motor. Spring guide tersebut melindungi dari shock breaker dari
korosi, air dan kotoran yang menempel pada shock breaker sepeda motor.
Proses produksi bersifat make to order hanya memproduksi barang – barang yang
sudah dipesan oleh konsumen yang menyebabkan perusahaan akan menyimpan persedian
material, aktifitas proses didasarkan pada pesanan konsumen yang menyebabkan waktu
proses produksi akan jauh lebih besar. Dengan stratergi ini akan menyebabkan resiko
terhadap investasi persediaan kecil dan proses oprasi perusahaan lebih berfokus pada
pemenuhan keinginan konsumennya.
Aliran Proses produksi yang diterapkan oleh perusahaan adalah Job Shop.
Manusia dan mesin dikelompokan kedalam suatu stasiun kerja sesuia dengan tipe
mesinnya. Yang menyebabkan aliran produk dan job hanya pada stasiun kerja yang
dibutuhkan. Sistem manufaktur tipe job shop dengan mesin yang berfungsi umum dan
operator yang memiliki keterampilan tinggi menjadikan sistem ini bersifat fleksibel
dalam merespon perubahan desain dan volume pesanan konsumen yang menyebakan
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-24
LAPORAN KERJA PRAKTIK 2015
tingkat produksi rendah, perakitan mempunyai fungsi umum dan keahlian yang
diperlukan tenaga kerja cukup tinggi. Menyebabkan Aliran proses produksi tipe job shop
sangat cocok diterapkan dengan Proses produksi yang bersifat make to order.
Pada CV Gradient pelaksanaan produksi dalam menangani pesanan dilakukan
dengan karakteristik order Engineering to order karena kegiatan pemenuhan pemesanan
berbentuk proyek sehingga proses produksi dilakukan berdasarkan pesanan tertentu dan
harga tertentu, serta melayani kustomisasi penuh bagi para pelanggannya.
b. Perencanaan dan pengendalian produksi
Sistem perencanaan dan Pengendalian Produksi yang diterapkan CV Gradient
sudah cukup berjalan dengan baik karena semua aktivitas yang dilakukan oleh bagian
Perencanaan dan Pengendalian Produksi telah diarsipkan dalam dokumen yang
digunakan dalam proses prencanaan dan Pengendalain Produksi.
Untuk mengatasi hambatan dalam Perencanaan dan Pengendalian produksi,
sebaiknya CV Gradient melakukan pengendalian produksi dengan memperhitungkan
jumlah produksi dan luas area produk jadinya sehingga gudang produk jadi dapat
menampung sesuai kapasitas produksi dan perusahaan tidak harus menambah area
gudang produk jadi Produksi dan order dapat diselesaikan tepat waktu.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-25
LAPORAN KERJA PRAKTIK 2015
c. Sistem persediaan
Sistem persediaan pada CV Gradient sudah sesuai dengan standar kualitas persediaan yang
baik, karena jalur rantai pasok dikendalikan dan diatur sesuai dengan prosedur yang berlakuk
pada perusahaan. Persoalan yang terjadi pada sistem persediaan adalah seringnya material bahan
baku yang dipesan oleh CV Gradient datang terlambat yang mempengaruhi sistem produksi yang
dipesan oleh konsumen. Adapun hal-hal yang sangat diperhatikan oleh perusahaan sebelum
membeli bahan baku adalah :
Jumlah kebutuhan produksi.
Dimensi produk yang akan diproduksi.
Ongkos pembelian bahan baku.
Ongkos pesan.
Terlambatnya material bahan baku yang dipesan, seringkali membuat operator harus
menambah jam kerjanya, akibatnya CV Gradient mengalami kerugian dari segi dana yang
dikeluarkan untuk membayar upah pegawai saat lembur, juga perusahaan dinilai kurang
kompeten oleh konsumennya akibat terhambatnya produksi yang terjadi pada lantai pabrikasi.
BAB III SISTEM PRODUKSI DAN OEMBAHASAN III-26




















