BAB III PERANCANGAN SISTEM TRANSMISI MESIN...
47
1 BAB III PERANCANGAN SISTEM TRANSMISI MESIN PERAJANG 3.1 Diagram Alir Proses
Transcript of BAB III PERANCANGAN SISTEM TRANSMISI MESIN...

1
BAB III
PERANCANGAN SISTEM TRANSMISI MESIN PERAJANG
3.1 Diagram Alir Proses

2
3.2 Tinjauan Mesin Perajang Singkong Yang Dibuat
Mesin perajang singkong dibuat untuk mempermudah proses produksi
keripik singkong. Mesin yang saya buat bersama teman saya ini berkapasitas ≥
120 kg/jam. Mesin ini mempunyai 4 mata pisau yang terhubung ke poros dan puli.
Apabila motor listrik dinyalakan maka puli bawah akan berputar dan
menggerakkan puli atas dengan v-belt, puli atas yang terhubung ke poros akan
menggerakan piringan pisau sehingga berputar, setelah piringan pisau berputar
maka singkong siap diiris.
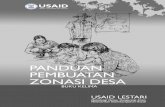
3.3 Desain Gambar Mesin Perajang Singkong
Gambar 3. 1 Desain Gambar Mesin Perajang Singkong
Keterangan:
1 = Cover
2 = Corong
Pemasukan
3 = Bantalan
4 = Corong
5 = Rangka
6 = Puli Penggerak
7 = V-Belt
8 = Piringan Pisau
9 = Pisau
10 = Pengatur Posisi
Motor
11 = Puli Digerakan
12 = Poros
13 = Motor Listrik
1
2
3
4
5
6
7
8
9
10
11
13
12

3
3.4 Perencanaan Kapasitas Produksi dan Penentuan RPM Puli Kedua
Kapasitas produksi mesin perajang singkong telah ditentukan yaitu 120
kg/jam. Setelah ditentukan kapasitas produksinya, kemudian langkah selanjutnya
yaitu menentukan putaran minimal per menit puli atas yang terhubung ke poros
dan pisau (n2). untuk mentukan putaran minimal puli tersebut perlu di lakukan
beberapa percobaan terlebih dahulu seperti pada tabel di bawah ini:
Tabel 3. 1 Percobaan Irisan Singkong
Irisan Singkong Massa
Irisan 1 1,71 gr
Irisan 2 1,65 gr
Irisan 3 1,67 gr
Irisan 4 1,60 gr
Jumlah 6,63 gr
Rata-rata 1,66 gr
Rata-rata berat 1 irisan singkong dengan tebal 1 mm adalah 1.66 gram. Sehingga
berat singkong per putaran dengan jumlah pisau 4 buah dan 1 corong pemasukan
adalah:
Msing = 4 × 1 × 1.66
= 6,64 gr/put
= 0,00664 kg/put
Maka,
n2 = 𝑄
𝑚
n2 = 120𝑘𝑔/𝑗𝑎𝑚
0,00664𝑘𝑔/𝑝𝑢𝑡
n2 = 18072,29 put/jam × 1 𝐽𝑎𝑚
60 𝑀𝑒𝑛𝑖𝑡
n2 = 301,20 rpm

4
Jadi, untuk bisa mencapai kapasitas produksi 120 kg/jam, diperlukan rpm
minimal puli kedua sebesar 301,20 rpm. Untuk efisiensi maka penulis mencoba
menentukan nilai n2 yang direncanakan adalah 350 rpm.
3.5 Perencanaan Diameter Puli
Langkah selanjutnya yang akan dilakukan yaitu menghitung perencanaan
transmisi. Perhitungan ini dilakukan agar putaran yang akan terjadi di poros yang
terhubung ke piringan sesuai dengan yang sudah direncanakan yaitu 350 rpm.
a. Transmisi Puli dan V-Belt
Langkah awal dari perhitungan ini adalah menentukan ukuran puli yang
akan digunakan pada mesin ini, jika diketahui ukuran puli driver adalah 65 mm.
Maka akan dihitung berapa ukuran puli driven yang akan digunakan dan dapat
menghasilkan putaran poros 350 rpm dari putaran motor listrik yang sebelumnya
1400 rpm. Berikut ini perhitungan transmisi puli dan sabuk dalam perencanaan
transmisi, data yang didapat antara lain:
✓ Putaran motor (n1) = 1400 rpm
✓ Putaran poros (n2) = 350 rpm
✓ Diameter puli kecil (d1) = 65 mm
✓ Diameter puli besar (d2) = ?
Langkah selanjutnya yaitu menentukan diameter puli besar (d2)
d2 = 𝑑1 × 𝑛1
𝑛2
(Sularso, Hal. 166)
d2 = 65 × 1400
350
d2 = 260 mm

5
Setelah mencari ke bengkel atau pasar teknik yang ada di sekitar Bandung,
penulis menemukan puli dengan spesifikasi tidak jauh berbeda dari spesifikasi
yang dibutuhkan, supaya perhitungannya mudah maka dibulatkan saja, dan
didapatkanlah perbandingan antara puli 1 dengan puli 2 yaitu perbandingannya
1:4 seperti pada gambar dibawah ini:
Gambar 3. 2 Perbandingan Diameter Puli
3.6 Perencanaan Spesifikasi Motor Listrik
1.) Berat total pada piringan ( totalW ) :
a. Berat piringan (Wprg) = 1,54 kg
b. Gaya iris (Firis) = ?
Proses percobaan pengirisan singkong yaitu menggunakan pisau. Singkong
diletakkan pada timbangan dan pisau ditekan kemudian pada skala timbangan
tertera gaya untuk mengiris singkong. Adapun data percobaan pengujian gaya
pengirisan singkong adalah sebagai berikut:

6
Tabel 3. 2 Menghitung Gaya Iris
No Percobaan Gaya (Firis) (kg)
1. I 2,2
2. II 2,1
3. III 2,1
∑ Firis 6,4
(Sumber: Proyek Akhir Budianto)
Jadi gaya yang dibutuhkan untuk mengiris singkong adalah :
Firis = 3
4,6
= 2,13 kg
Sehingga, berat total pada piringan ( totalW ) :
totalW = berat piringan (Wprg) + gaya iris (Firis)
= 1,54 kg + 2,13 kg
= 3,67 kg
2.) Daya untuk menggerakkan piringan (Nprg) :
1007560
2 2
=
nrWN total
prg
Keterangan :
prgN = daya untuk menggerakkan piringan (HP)
totalW = berat total pada piringan (kg)
r = jari-jari piringan (cm)
2n = putaran output (rpm)

7
prgN = 1007560
2 2
nrWtotal
= 3,67 × 2 × 3,14 × 12.5 × 350
60 × 75 × 100
= 0,20 HP
Berdasarkan efisiensi mekanis ( ) pada sistem transmisi yaitu transmisi sabuk V
dengan = 90% (Shigley, Joseph E. dan Larry D. Mitchell, 1999, hal : 348)
maka daya output motor penggerak (P) adalah :
P =
prgN
= 0,20
0,9
= 0,22 HP
Jadi, minimal daya motor listrik yang digunakan adalah P = 0,22 HP.
✓ Spesifikasi motor listrik yang digunakan:
1. Single Phase AC Motor
2. Voltase 110/220 V, 50 Hz
3. Daya (P) : 0,5 HP
4. Putaran motor (n) : 1400 rpm
3.7 Perencanaan Sabuk-V
3.7.1 Perhitungan Panjang Sabuk
Selanjutnya kita menentukan jenis sabuk, panjang sabuk yang akan
digunakan serta memilih tipe sabuk. Untuk ukuran motor penggerak:
Daya motor (Pm) = 0,5 HP
Putaran motor (n2 ) = 1400 rpm

8
Maka dipilih sabuk-V tipe A, dari diagram pemilihan sabuk-V. Untuk
mengetahui panjang sabuk yang digunakan, kita dapat memakai rumus:
𝐿 = 𝜋
2(𝑑1 + 𝑑2) + 2𝐶 +
(𝑑2 − 𝑑1)2
4𝐶
(Sularso, 170)
Dimana:
L = panjang sabuk (mm)
C = jarak antara sumbu poros (mm)
Panjang sabuk-V = ?
Diketahui :
d1 = 65 mm
d2 = 260 mm
C = 300 mm
Maka :
𝐿 = 3,14
2(65 + 260) + 2 × 300 +
(260 − 65)2
4 × 300
𝐿 = 1163,06 𝑚𝑚
Ukuran sabuk yang dipakai adalah sabuk tipe A dengan panjang 1163,06 mm
(pada tabel). Karena terdapat perbedaan antara perhitungan pemakaian sabuk,
maka jarak antara sabuk sumbu dapat dikoreksi dengan cara:
𝐶 =𝑏 + √𝑏2 − 8 (𝑑2 − 𝑑1)2
8
(Sularso, hal 170)
𝑏 = 2𝐿 − 𝜋 (𝑑1 + 𝑑2)
(Sularso, hal 170)

9
Maka,
𝑏 = 2 × 1163,06 − 3,14 (65 + 260)
𝑏 = 1305,62 𝑚𝑚
𝐶 =1305 + √13052 − 8 (260 − 65)2
8
𝐶 = 299,75 𝑚𝑚
Jadi jarak sumbu poros pertama dan kedua adalah 299,75 mm.
3.7.2 Menentukan Kecepatan Linier Sabuk-V
Langkah selanjutnya yang akan dihitung adalah kecepatan sabuk. Sebelum
bisa menghitung kecepatan sabuk kita harus mengetahui ukuran diameter minimal
puli dan motor, dan perhitungan ini akan menentukan gaya efektif pada sabuk
selanjutnya. Berikut ini adalah perhitungan kecepatan sabuk:
𝑣 = 𝜋 × 𝑑1 × 𝑛1
60 × 1000
(Sularso, 166)
Dimana:
n1 = 1400 rpm
d1 = 65 mm
maka:
𝑣 =𝜋 × 65 × 1400
60 × 1000
v = 3.72 m/s
3.7.3 Menentukan Besar Sudut Kontak (𝜽)
𝜃 = 180° −57 (𝑑2 − 𝑑1)
𝐶
(Sularso, hal 173)

10
Dengan menggunakan rumus diatas maka,
𝜃 = 180° −57(260 − 65)
300
𝜃 = 142,95𝜋/180
𝜃 = 2,49 𝑟𝑎𝑑
3.7.4 Menentukan Tegangan Sabuk-V
𝑇 = (𝐹1 − 𝐹2)𝑅
(R.S. Khurmi, hal 423)
Dimana:
T = momen torsi pada poros motor (kg) = 302,28 kg
F1 = tegangan sabuk sisi tarik (kg) = ?
F2 = tegangan sabuk sisi kendor (kg) = ?
R = radius puli = 32,5
Maka,
F1-F2 = 𝑇
𝑅
= 302,28
32,5
F1-F2 = 11,9...............................................................Pers. 1
Untuk menentukan besarnya sabuk dipakai rumus:
2,3 𝑙𝑜𝑔 𝐹1𝐹2⁄ = µ × 𝜃
(R.S Khurmi, hal 666)
Dimana:
µ = koefisien gesek puli dengan sabuk = 0,3
𝜃 = sudut kontak antara puli dengan sabuk = 2,49 rad
Maka,
𝐿𝑜𝑔 𝐹1𝐹2⁄ =
µ × 𝜃
2,3

11
= 0,3 × 2,49
2,3
= 0.325
𝐹1𝐹2⁄ = 2,11
F1 = 2,11F2 ........................................................Pers. 2
Disubstitusikan pers. 1 dan pers. 2:
F1 - F2 = 11,9.....................................Pers. 1
-2,11F2 + F1 = 0.................................Pers. 2
Ambil persamaan yang mempunyai koefisien terkecil, yaitu:
F1 = F2 + 11,9
Maka,
-2,11F2 + F2 + 11,9 = 0
-1,11F2 + 11,9 = 0
1,11F2 = 11,9
F2 = 11,9-1,11
F2 = 10,72 kg
F1 = 10,72 + 11,9
F1 = 22,62 kg
3.7.5 Kapasitas Daya Transmisi Dari Satu Sabuk (Po)
𝑃𝑜 =𝐹𝑒 × 𝑉1
102
(Sularso, hal 171)
𝐹𝑒 = 𝐹1 − 𝐹2

12
Dimana:
Po = besarnya daya transmisi oleh satu sabuk (Kw)
Fe = gaya tarik efektif (kg)
V1 = kecepatan linier sabuk-V (m/s)
Maka,
Fe = 22,62-10,72
= 11,9
Po = 11,9 × 3,72
102
= 0,43 Kw
3.7.6 Jumlah Sabuk (N)
𝑁 =𝑃𝑑
𝑃𝑜 × 𝐾𝜃
(Sularso, hal 173)
Dimana:
N = jumlah sabuk
Pd = daya rencana (Kw) = 0,45 Kw
Po = daya yang ditransmisikan = 0,43 Kw
K𝜃 = faktor koreksi
K𝜃 = 0,89
𝑑1 − 𝑑2
𝐶=
260 − 65
300= 0,65
Dari tabel faktor koreksi K𝜃 untuk harga 0,65 (dianggap 0,7) maka faktor koreksi
sebesar 0,89.

13
Maka,
𝑁 =0,45
0,43 × 0,89
N = 0,93 ≈ 1 buah
Jadi, sabuk-V yang digunakan adalah sebanyak 1 buah.
3.8 Perencanaan Pembuatan Piringan Pisau
Untuk merajang umbi singkong agar tercapai kapasitas produksi keripik
singkong hingga 120 kg/jam, rencananya digunakan piringan yang didesain untuk
dipasangkan dengan 4 buah pisau seperti pada gambar dibawah. Komponen
piringan pisau pada mesin perajang singkong berfungsi sebagai dudukan pisau,
supaya pisau dapat mengiris umbi singkong dengan gerakan memutar.
Piringan Pisau

14
3.8.1 Dimensi Piringan Pisau Yang Dibuat
Dimensi Piringan Pisau
Dimensi Piringan Pisau
3.8.2 Alat dan Bahan
Peralatan yang dibutuhkan untuk proses pembubutan:
1. Mesin bubut
2. Kacamata
3. Pahat bubut HSS (pahat rata kanan, pahat bubut dalam)
4. Toolpost
5. Kunci Chuck
6. Jangka Sorong

15
7. Center drill 𝜙4 mm
8. Mata bor 𝜙10 mm, 𝜙13 mm, 𝜙16 mm
9. Chuck Bor
10. Kunci chuck bor
Peralatan yang dibutuhkan untuk proses permesinan milling (frais):
1. Mesin frais
2. Kacamata
3. Ragum
4. Endmil Ø20 dan Ø8
5. Mata bor Ø4,5 mm
6. Chuck bor
7. Kunci chuck bor
8. Jangka sorong
9. Klem
Bahan Untuk Pembuatan Piringan Pisau:
✓ ST 37 Ø275 mm × 22 mm (benda kerja 1)
✓ ST 37 Ø40 mm × 50 mm (benda kerja 2)
3.8.3 Proses Pengerjaan Benda Kerja 1
1. Pengerjaan mesin bubut:
a. Ambil peralatan mesin bubut yang diperlukan
b. Periksa keselamatan kerja dan kondisi mesin
c. Pasang pahat pada tool post dan centerkan
d. Atur kecepatan mesin bubut sesuai dengan jenis bahan dan pisau yang
digunakan.
e. Pasangkan benda kerja pada chuck mesin bubut untuk melakukan bubut
muka bagian 1 sepanjang 1 mm hingga tebal 21 mm, lakukan pengeboran
center secara bertahap hingga ∅16 mm.
f. Lepas benda kerja, kemudian pasang kembali pada chuck untuk membubut
muka bagian 2 sepanjang 1 mm hingga tebal 20 mm.

16
g. Setelah selesai pembubutan muka, lepas benda kerja kemudian pasang
manrel pada benda kerja untuk pembubutan rata dari Ø275 mm hingga
∅265 mm.
h. Lepaskan benda kerja dari manrel kemudian benda kerja dicekam pada
chuck mesin bubut untuk dilakukan pembubutan diameter dalam dari Ø16
hingga Ø36.
i. Lepas benda kerja 1 dan ganti dengan benda kerja 2, lakukan pengeboran
bertahap hingga mencapai Ø18 mm lalu pasangkan dengan manrel.
j. Lalu lakukan pembubutan muka bagian 1 sepanjang 2,5 mm dan bagian 2
juga sepanjang 2,5 mm, kemudian lakukan pembubutan rata dari Ø40 mm
hingga ∅36. Pengerjaan dilakukan dengan presisi dan teliti.
k. Pengerjaan pembubutan untuk piringan telah selesai
l. Lepas semua peralatan yang digunakan dan simpan pada tempatnya
m. Lepas benda kerja, lakukan pembersihan dari sisa pemakanan
n. Lakukan pembersihan pada mesin bubut dan lingkungan mesin yang telah
digunakan
o. Pasangkan poros (benda kerja 2) pada piringan dengan cara dipress atau
(Press Fit)
p. Pengerjaan piringan rumah pisau pun selesai.
2. Pengerjaan mesin frais
a. Ambil peralatan mesin frais yang telah ditentukan
b. Periksa keselamatan kerja dan kondisi mesin
c. Pasangkan benda kerja pada ragum dan dicekam
d. Ambil endmill dengan ∅20 mm kemudian pasang pada spindel mesin frais
e. Atur kecepatan mesin sesuai dengan jenis bahan dan pisau yang digunakan
f. Lakukan pengefraisan sesuai dengan gambar kerja
g. Kemudian ganti endmill dengan ∅8 mm
h. Atur derajat pada spindel mesin frais dengan sudut 30º
i. Lepas benda kerja dari ragum kemudian lepas ragum dari meja mesin frais

17
j. Kemudian benda dibalik untuk pengerjaan bidang kedua atau pada bidang
yang miring, dengan memasang benda kerja dimeja mesin menggunakan
klem.
k. Lakukan pengefraisan secara teliti dan presisi
l. Ganti endmill dengan mata bor Ø6 mm, lakukan pengeboran pada bidang
miring hasil pengerjaan frais tadi sesuai yang tertera pada gambar kerja
m. Pembuatan piringan rumah pisau telah selesai
n. Lepas semua peralatan yang digunakan dan simpan pada tempatnya
o. Lepas benda kerja, lakukan pembersihan dari sisa pemakanan
p. Lakukan pembersihan pada mesin frais dan lingkungan mesin yang telah
digunakan
q. Dan pengerjaan pun selesai
3.8.4 Proses Pembuatan Piringan Pisau
Bahan = ST 37
Dimensi = Ø275 mm × 22 mm
Biaya Material
No. Nama
Bahan
Harga
Bahan /Kg
(Rp)
Massa
bahan
(Kg)
Jumlah
Jumlah
Harga
(Rp)
1. ST 37 13.000 9 1 117.000
Jumlah 117.000
Diketahui:
r = 137,5 mm
t = 22 mm
Berat jenis besi = 7,8 g/cm3
Berat (w) = Volume × Massa Jenis
Volume (V) = π × r2 × t

18
= 3,14 × 137,52 × 20
= 1187312,5 mm3 = 1187,31 cm3
Berat (w) = 1187,31 cm3 × 7,8 g/cm3
= 9261g = 9,2kg
Biaya Material (Cm) = w × harga material
= 9 × Rp. 13.000
= Rp.117.000
Perhitungan pembubutan benda kerja 1
a. Bubut muka 1, Ø275 mm dari panjang 22 mm menjadi 20 mm dengan jarak
start pahat 3 mm. Feeding 1 mm.
1. Putaran mesin
Diketahui:
Vc = m/min
d = 275 mm
𝑛 =27 ×1000
𝜋×𝑑
𝑛 = 27×1000
3,14×275 (rpm)
n = 31,26 rpm
2. Waktu pemakanan
T = 𝐿
𝑓.𝑛
L = 𝑑
2+ 𝑙𝑎
T = 140,5
1 𝑥 31,26
T = 4,49 menit

19
3. Jumlah langkah pemakanan
Dik: a = 1 mm
Maka,
z = 𝐿−𝑙
𝑎
z = 22 𝑚𝑚−21 𝑚𝑚
1 𝑚𝑚
z = 1 kali pemakanan
4. Total waktu pemakanan
T total = T × z
= 4,49 × 1 = 4,49 menit
b. Bubut muka 2, Ø275 mm dari panjang 21 mm menjadi 20 mm dengan jarak
start pahat 3 mm. Feeding 1 mm
1. Kecepatan putaran
Diketahui:
Vc = 27 m/min
d = 275 mm
𝑛 =27 ×1000
𝜋×𝑑
𝑛 = 27×1000
3,14×275 (rpm)
n = 31,26 rpm
2. Waktu pemakanan
T = 𝐿
𝑓.𝑛
L = 𝑑
2+ 𝑙
T = 140,5
1 𝑥 31,26
T = 4,49 menit
3. Jumlah langkah pemakanan
Dik: a = 1 mm

20
Maka,
z = 𝐿−𝑙
𝑎
z = 21 𝑚𝑚−20 𝑚𝑚
1 𝑚𝑚
z = 1 kali pemakanan
4. Total waktu pemakanan
T total = T × z
= 4,49 × 1
= 4,49 mm
c. Proses Center Drill
Diketahui:
Vc = 27 m/min
Diameter center drill = Ø4 mm
Feeding (f) = 0,09 mm
Panjang lubang (L) = 4 mm
1.) Panjang total pembubutan
Ltot = L + la
= 4 + 1
= 5 mm
2.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 4
n = 2149,68 rpm

21
3.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛
T = 5
0,09 × 2149,68
T= 0,02 menit
d. Proses pengeboran lubang Ø10 mm
Diketahui:
Vc = 27 mm/min
la = 5 mm
f = 0.09 mm/put
L = 20 mm
1.) Panjang total pembubutan
Ltot = L + la
= 20 + 5
= 25 mm
2.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 10
n = 859,87 rpm

22
3.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛
T = 25
0,09 × 859,87
T= 0,32 menit
e. Proses pengeboran Ø13 mm
Diketahui:
Vc = 27 mm/min
la = 5 mm
f = 0.09 mm/put
L = 20 mm
1.) Panjang total pembubutan
Ltot = L + la
= 20 + 5
= 25 mm
2.) Kecepatan putaran
n = 𝑉𝑐 𝑥 1000
𝜋 𝑥 13
n = 27 𝑥 1000
3,14 𝑥 13
n = 661,44 rpm
3.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛

23
T = 25
0,09 × 661,44
T= 0,42 menit
f. Proses pengeboran Ø16 mm
Diketahui:
Vc = 27 mm/min
la = 5 mm
f = 0.09 mm/put
L = 20 mm
1.) Panjang total pembubutan
Ltot = L + la
= 20 + 5
= 25 mm
2.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 16
n = 27 𝑥 1000
3,14 𝑥 16
n = 537,42 rpm
3.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛
T = 25
0,09 × 537,42
T= 0,51 menit

24
g. Proses bubut rata dari Ø275 mm menjadi Ø265 mm sepanjang 20 mm, feeding
= 1 mm, la = 3 mm
1.) Panjang total pembubutan
Ltot = L + la
= 20 + 3
= 23 mm
2.) Diameter rata-rata
d = 𝑑1+𝑑2
2
d = 275 + 265
2
d = 270 mm
3.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 270
n = 31,84 rpm
3.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛
T = 23
1 × 31,84
T= 0,72 menit
4.) Banyaknya pemakanan
z = (𝑑2−𝑑1)
2 × 𝑎

25
z = (275−265)
2 ×1
z = 5 kali pemakanan
6.) Waktu total pemakanan
Ttot = T × z
= 0,72 × 5
= 3,6 menit
h. Proses pembubutan dalam dari Ø16 mm ke Ø36 mm sepanjang 20 mm
Vc = 27 m/min
Jarak bebas pahat (la) = 5 mm
Pemakanan per putaran (f) = 1 mm/put
1.) Panjang total pembubutan
Ltot = L + la
= 20 + 5
= 25
2.) Diameter rata-rata
d = (𝑑1+𝑑2)
2
d = (16 + 36)
2
d = 26 mm
3.) Kecepatan putaran
n = 𝑉𝑐 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 26

26
n = 330,74 rpm
4.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛
T = 25
1 × 330,74
T = 0,07
5.) Banyaknya pemakanan
z = (𝑑2−𝑑1)
2 × 𝑎
z = (36−16)
2 ×1
z = 10 kali pemakanan
6.) Waktu total pemakanan
Ttot = T × z
= 0,07 × 10
= 0,7 menit
Perhitungan benda kerja 2
a. Bubut muka 1, Ø40 mm dari panjang 50 mm menjadi 47,5 mm dengan jarak
start pahat 3 mm. Feeding 1 mm.
1. Kecepatan putaran
Diketahui:
Vc = 27 m/min
d = 40 mm
𝑛 =27 ×1000
𝜋×𝑑

27
𝑛 = 27 × 1000
3,14 × 40 (rpm)
n = 214,96 rpm
2. Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓.𝑛
L = 𝑑
2+ 𝑙𝑎
T = 23
1 𝑥 214,96
T = 0,1 menit
3. Jumlah langkah pemakanan
Dik: a = 1 mm
Maka,
z = 𝐿−𝑙
𝑎
z = 50 𝑚𝑚−47,5 𝑚𝑚
1 𝑚𝑚
z = 2,5 (dianggap 3 kali pemakanan)
4. Total waktu pemakanan
T total = T × z
= 0,1 × 3 = 0,3 menit
b. Bubut muka 2, Ø40 mm dari panjang 47,5 mm menjadi 45 mm dengan jarak
start pahat 3 mm. Feeding 1 mm.
1. Kecepatan putaran
Diketahui:
Vc = 27 m/min
d = 40 mm
𝑛 =27 ×1000
𝜋×𝑑

28
𝑛 = 27×1000
3,14×40 (rpm)
n = 214,96 rpm
2. Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓.𝑛
L = 𝑑
2+ 𝑙𝑎
T = 23
1 𝑥 214,96
T = 0,1 menit
3. Jumlah langkah pemakanan
Dik: a = 1 mm
Maka,
z = 𝐿−𝑙
𝑎
z = 47,5 𝑚𝑚−45 𝑚𝑚
1 𝑚𝑚
z = 2,5 (dianggap 3 kali pemakanan)
4. Total waktu pemakanan
T total = T × z
= 0,1 × 3 = 0,3 menit
c. Proses bubut rata dari Ø40 mm menjadi Ø36 mm sepanjang 45 mm,
feeding = 1 mm, la = 3 mm
1.) Panjang total pembubutan
Ltot = L + la
= 45 + 3
= 48 mm

29
2.) Diameter rata-rata
d = 𝑑1+𝑑2
2
d = 40 + 36
2
d = 38 mm
3.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 38
n = 226,28 rpm
4.) Waktu pemakanan
T = 𝐿
𝑓 × 𝑛
T = 48
1 × 226,28
T= 0,21 menit
5.) Jumlah langkah penyayatan
z = 40−36
1
z = 4 kali penyayatan
6. Total waktu pemakanan
T = T × z
T = 0,21 × 4
T = 0,84

30
3.8.4 Perhitungan Permesinan Frais Piringan Pisau
Perhitungan pengefraisan bidang 1
Pada piringan dilakukan pengefraisan seperti pada gambar desain, sepanjang 75
mm dengan pemakanan (f) sebesar 1 mm
Jenis alat potong = HSS
Material = ST 37
Vc = 27 m/min
Feed = 1 mm
Ø end mill = Ø20
la = 0 mm
lu = 0
L = 75 mm
1.) Panjang pemotongan
Ltot = L + la
= 75
2.) Putaran mesin (rpm)
n = 27 𝑥 1000
𝜋 × 𝑑
n = 27 𝑥 1000
3,14 𝑥 20
n = 429,93 rpm
3.) Banyak penyayatan
z = 𝑏
𝑎
z = 20
2
z = 10 kali penyayatan
4.) Waktu pengefraisan rata
T = 𝐿
𝑓 × 𝑛 × 𝑧

31
T = 75
1 × 429,93× 10
T = 1,74 menit
5.) Karena bidang yang dikerjakan berjumlah 4 maka total waktu pengefraisan
adalah:
th = 4 × 0,52
= 6,96 menit
Perhitungan pengefraisan bidang miring (bidang 2)
Pada piringan dilakukan pengefraisan seperti pada gambar desain, sepanjang 75
mm dengan pemakanan (f) sebesar 1 mm
Jenis alat potong = HSS
Material = ST 37
Vc = 27 m/min
Feed = 1 mm
Ø end mill = Ø8
la = 0 mm
lu = 0
L = 75 mm

32
1.) Panjang pemotongan
Ltot = L + la
= 75

33
2.) Putaran mesin (rpm)
n = 27 𝑥 1000
𝜋 × 𝑑
n = 27 𝑥 1000
3,14 𝑥 8
n = 1074 rpm
3.) Banyak penyayatan
z = 𝑏
𝑎
z = 15,59
2
z = 8 kali penyayatan
4.) Waktu total pengefraisan (Tm)
36
8 = 5 kali pemakanan menyamping
Tm = 𝐿
𝑓 × 𝑛 × 𝑧 × 5
Tm = 75
1 × 1074× 8 × 5
Tm = 2,79 menit
5.) Karena bidang yang dikerjakan berjumlah 4 maka maka waktu yang
dikerjakan permesinan
th = 4 × 2,79 menit
= 11,16 menit

34
Pengeboran Ø6 mm sepanjang 15 mm
Diketahui:
Vc = 27 mm/min
la = 5 mm
f = 0.09 mm/put
L = 15 mm
1.) Panjang total pemakanan
Ltot = L + la
= 15 + 5
= 20 mm
2.) Kecepatan putaran mesin
n = 𝑉𝑐 𝑥 1000
𝜋 𝑥 6
n = 27 𝑥 1000
3,14 𝑥 6
n = 1433 rpm
3.) Waktu pemakanan
T = 𝐿𝑡𝑜𝑡
𝑓 × 𝑛
T = 20
0,09 × 1433
T= 0,15 menit
4.) Waktu total pemakanan
Ttot = T × n (jumlah lubang)
= 0.15 × 8 = 1,2 menit

35
Pengefraisan dengan end mill Ø13 mm sepanjang 1 mm dengan kemiringan 30º
Diketahui:
Vc = 27 mm/min
la = 5 mm
f = 0.09 mm/put
L = 1 mm
1.) Panjang total pemakanan
Ltot = L + la
= 1 + 5
= 6 mm
2.) Kecepatan putaran mesin
n = 𝑉𝑐 𝑥 1000
𝜋 𝑥 13
n = 27 𝑥 1000
3,14 𝑥 13
n = 661,44 rpm
3.) Waktu pemakanan
T = 𝐿
𝑓 × 𝑛
T = 6
0,09 × 661,44
T= 0,1 menit
4.) Waktu total pemakanan
Ttot = T × n (jumlah lubang)
= 0.1 × 8= 0,8 menit

36
• Waktu total proses bubut = 15,99 menit
• Waktu total pengefraisan = 20,12 menit
• Jadi waktu kerja efektif total yang dibutuhkan untuk membuat piringan pisau
adalah 36 menit.
Tabel 3. 3 Perhitungan Waktu Bubut Piringan Pisau
Kegiatan Operator Bubut
Pada Proses Pembuatan
Piringan Pisau
Presentase Kegiatan Untuk Jenis Proses
Permesinan Bubut
Presentase
Pekerjaan
(%)
Waktu Kerja
Efektif
(Menit)
Waktu Kerja
Nyata
Kegiatan produktif
1. Mengawasi mesin yang
bekerja (Aktif memotong) 36,2 15,99 16,24
2. Memasang benda kerja,
persiapan, pengakhiran,
pengambilan produk (mesin
tidak memotong,
nonproduktif)
13,4 5,89 6
3. Mengganti pisau 1,9 0,83 0,96
4. Mengukur benda kerja (pada
atau diluar mesin) 5,6 2,46 2,64
Sub total 57,1 25,12 25,84
Kegiatan persiapan 25,6 11,26 11,50
Kegiatan pribadi 17,3 7,61 7,99
Total 100% 43,99 45,33
Waktu kerja efektif mesin bubut = 43,99 = 0,73 jam
Waktu kerja nyata mesin bubut = 45,33 menit = 0,75 jam

37
Tabel 3. 4 Perhitungan Waktu Frais Piringan Pisau
Kegiatan Operator Pada
Proses Pembuatan Piringan
Pisau
Presentase Kegiatan Untuk Jenis Proses
Permesinan Frais
Presentase
Pekerjaan
(%)
Waktu Kerja
Efektif
(Menit)
Waktu Kerja
Nyata
Kegiatan produktif
1. Mengawasi mesin yang
bekerja (Aktif memotong) 31,6 20,12 22,06
2. Memasang benda kerja,
persiapan, pengakhiran,
pengambilan produk (mesin
tidak memotong,
nonproduktif)
16,9 10,64 10,84
3. Mengganti pisau 0,8 0,5 0,5
4. Mengukur benda kerja (pada
atau diluar mesin) 8 5,04 6,02
Sub total 57,3 36,09 39,42
Kegiatan persiapan 28,8 18,14 18,18
Kegiatan pribadi 13,9 8,75 9
Total 100% 62,98 66,6
Waktu kerja efektif mesin frais = 62,98 = 1,04 jam
Waktu kerja nyata mesin frais = 66,6 = 1,11 jam
Perhitungan Biaya
a. Biaya operator = Upah standar x waktu efektif
= 10.416 x 1,77 jam
= Rp.18.436
b. Biaya mesin bubut = Total waktu kerja (jam) x harga sewa
= 0,73 jam x 25.000
= Rp.18.250

38
c. Biaya mesin frais = Total waktu kerja (jam) x harga sewa
= 1,04 jam x 20.000
= Rp.20.800
d. Total biaya mesin = Rp.18.250 x 20.800
= Rp.39.050
e. Biaya tooling (Bn)
➢ Pahat bubut rata = 2% × Rp.75.000 = Rp.1.500
➢ Pahat bubut dalam = 2% × Rp.75.000 = Rp.1.500
➢ Center drill = 1% × Rp.25.000 = Rp.250
➢ Mata bor Ø10 = 2% × Rp.50.000 = Rp.1.000
➢ Mata bor Ø13 = 2% × Rp.50.000 = Rp.1.000
➢ Mata bor Ø16 = 2% × Rp.60.000 = Rp.1.200
➢ End mill Ø8 = 4% × Rp.80.000 = Rp.3.200
➢ End mill Ø20 = 4% × Rp.90.000 = Rp.3.600 +
Jumlah = Rp.13.250
f. Bl = waktu kerja teoritis x harga/kwh
= 1,77 jam × Rp.1.467,28
= Rp.2.600
Bn = Ce + Bl
= Rp.13.250 + Rp.2.600
= Rp.15.850
g. Biaya Produksi
Cp = Bo + Bm + Bn
= Rp.18.436 + Rp.39.050 + Rp.15.850
= Rp.73.336
h. Biaya keseluruhan
Cu = Cm + Cp
= Rp.117.000 + Rp.73.336
= Rp.190.336

39
3.9 Proses Pembuatan Poros
Bahan = ST 37
Dimensi = Ø20 mm × 220 mm
Biaya Material
No. Nama
Bahan
Harga
Bahan /Kg
(Rp)
Massa
bahan
(Kg)
Jumlah
Jumlah
Harga
(Rp)
1. ST 37 13.000 0,53 1 6.890
Jumlah 6.890
Diketahui:
r = 10 mm
t = 22 mm
Berat jenis besi = 7,8 g/cm3
Berat (w) = Volume × Massa Jenis
Volume (V) = π × r2 × t
= 3,14 × 102 × 220
= 69080 mm3 = 69,080 cm3
Berat (w) = 69,080 cm3 × 7,8 g/cm3
= 538,824g = 0,53kg
Biaya Material (Cm) = w × harga material
= 0,53 × Rp. 13.000
= Rp.6.890

40
Perhitungan waktu pembubutan poros
a. Bubut muka 1, Ø20 mm dari panjang 220 mm menjadi 218 mm dengan jarak
start pahat 3 mm. Feeding 1 mm.
1. Putaran mesin
Diketahui:
Vc = m/min
d = 20 mm
𝑛 =27 ×1000
𝜋×𝑑
𝑛 = 27×1000
3,14×20 (rpm)
n = 429,93 rpm
2. Waktu pemakanan
T = 𝐿
𝑓.𝑛
L = 𝑑
2+ 𝑙𝑎
T = 13
1 𝑥 429,93
T = 0,03 menit
3. Jumlah langkah pemakanan
Dik: a = 1 mm
Maka,
z = 𝐿−𝑙
𝑎
z = 220 𝑚𝑚−218 𝑚𝑚
1 𝑚𝑚
z = 2 kali pemakanan
4. Total waktu pemakanan
T total = T × z
= 0,03 × 2 = 0,06 menit

41
b. Proses bubut rata dari Ø20 mm menjadi Ø17 mm sepanjang 90 mm,
feeding = 1 mm, la = 3 mm
1.) Panjang total pembubutan
Ltot = L + la
= 90 + 3
= 93 mm
2.) Diameter rata-rata
d = 𝑑1+𝑑2
2
d = 20 + 17
2
d = 18,5 mm
3.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 18,5
n = 464,79 rpm
4.) Waktu pemakanan
T = 𝐿
𝑓 × 𝑛
T = 93
1 × 464,79
T= 0,20 menit
5.) Jumlah langkah penyayatan
z = 20−17
2×1

42
z = 2 kali penyayatan
6.) Total waktu pemakanan
T = T × z
T = 0,20 × 2
T = 0,40 menit
c. Bubut muka 2, Ø20 mm dari panjang 218 mm menjadi 216 mm dengan jarak
start pahat 3 mm. Feeding 1 mm
1. Kecepatan putaran
Diketahui:
Vc = 27 m/min
d = 20 mm
𝑛 =27 ×1000
𝜋×𝑑
𝑛 = 27×1000
3,14×20 (rpm)
n = 429,93 rpm
2. Waktu pemakanan
T = 𝐿
𝑓.𝑛
L = 𝑑
2+ 𝑙
T = 13
1 𝑥 429,93
T = 0,03 menit
3. Jumlah langkah pemakanan
Dik: a = 1 mm
Maka,
z = 𝐿−𝑙
𝑎
z = 218 𝑚𝑚−216 𝑚𝑚
1 𝑚𝑚

43
z = 2 kali pemakanan
4. Total waktu pemakanan
T total = T × z
= 0,03 × 2
= 0,06 mm
d. Proses bubut rata dari Ø20 mm menjadi Ø18 mm sepanjang 126 mm,
feeding = 1 mm, la = 3 mm
1.) Panjang total pembubutan
Ltot = L + la
= 126 + 3
= 129 mm
2.) Diameter rata-rata
d = 𝑑1+𝑑2
2
d = 20 + 18
2
d = 19 mm
3.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 19
n = 452,56 rpm
4.) Waktu pemakanan
T = 𝐿
𝑓 × 𝑛

44
T = 129
1 × 452,56
T= 0,28 menit
5.) Jumlah langkah penyayatan
z = 20−18
2×1
z = 1 kali penyayatan
6.) Total waktu pemakanan
T = T × z
T = 0,28 × 1
T = 0,28 menit
e. Proses bubut rata dari Ø18 mm menjadi Ø17 mm sepanjang 22 mm,
feeding = 1 mm, la = 3 mm
1.) Panjang total pembubutan
Ltot = L + la
= 22 + 3
= 25 mm
2.) Diameter rata-rata
d = 𝑑1+𝑑2
2
d = 18 + 17
2
d = 17,5 mm

45
3.) Kecepatan putaran
n = 27 𝑥 1000
𝜋 𝑥 𝑑
n = 27 𝑥 1000
3,14 𝑥 17,5
n = 491,35 rpm
4.) Waktu pemakanan
T = 𝐿
𝑓 × 𝑛
T = 25
1 × 491,35
T= 0,05 menit
5.) Jumlah langkah penyayatan
z = 18−17
2×1
z = 1 kali penyayatan
6.) Total waktu pemakanan
T = T × z
T = 0,05 × 1
T = 0,05 menit
Total waktu pembubutan efektif = 0,85 menit

46
Tabel 3. 5 Perhtungan Waktu Bubut Poros
Kegiatan Operator Bubut
Pada Proses Pembuatan
Piringan Pisau
Presentase Kegiatan Untuk Jenis Proses
Permesinan Bubut
Presentase
Pekerjaan
(%)
Waktu Kerja
Efektif
(Menit)
Waktu Kerja
Nyata
Kegiatan produktif
1. Mengawasi mesin yang
bekerja (Aktif memotong) 36,2 0,85 0,96
2. Memasang benda kerja,
persiapan, pengakhiran,
pengambilan produk (mesin
tidak memotong,
nonproduktif)
13,4 0,30 0,42
3. Mengganti pisau 1,9 0,04 0,06
4. Mengukur benda kerja (pada
atau diluar mesin) 5,6 0,12 0,12
Sub total 57,1 1,31 1,56
Kegiatan persiapan 25,6 0,58 1,02
Kegiatan pribadi 17,3 0,39 0,40
Total 100% 2,23 2,98
Perhitungan waktu teoritis = 2,23 = 0,03 jam
Perhitungan waktu kerja nyata = 2,98 = 0,04 jam
Perhitungan Biaya
a. Biaya operator = Upah standar x waktu efektif
= 10.416 x 0,03 jam
= Rp. 312
b. Biaya mesin bubut = Total waktu kerja (jam) x harga sewa
= 0,03 jam x 25.000
= Rp.750

47
e. Biaya tooling
➢ Pahat bubut rata = 1% × Rp.75.000 = Rp.750
f. Bl = waktu kerja teoritis x harga/kwh
= 0,03 jam × Rp.1.467,28
= Rp.44
Bn = Ce + Bl
= Rp.750 + Rp.44
= Rp.794
g. Biaya Produksi
Cp = Bo + Bm + Bn
= Rp.312 + Rp.750 + Rp.794
= Rp.1.856
h. Biaya keseluruhan
Cu = Cm + Cp
= Rp.6.890 + Rp.1.856
= Rp.8.746
Tabel 3. 6 Total Biaya Sistem Transmisi Mesin Perajang Singkong
No.
Total Biaya Sistem Transmisi Mesin Perajang Singkong
Nama Komponen Jumlah Biaya Keluar
(Rp)
1. Motor Listrik 0,5 Hp (Bekas) 1 400.000
2. Puli Ø65 1 60.000
3. V-Belt Tipe A No.43 1 25.000
4. Puli Ø260 1 140.000
5. Poros 1 8.746
6. Piringan Pisau 1 190.336
7. Bantalan 2 80.000
TOTAL Rp.904.082