BAB II - Proses Pembubutan
32
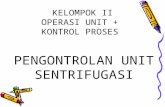
BAB II PROSES PEMBUBUTAN Proses pembubutan adalah salah satu proses pemesinan yang mengunakan pahat dengan satu mata potong untuk membuang material dari permukaan benda kerja yang berputar. Pahat bergerak pada arah linier sejajar dengan sumbu putar benda kerja seperti yang terlihat pada gambar 1.1. Dengan mekanisme kerja seperti ini, maka Proses bubut memiliki kekhususan untuk membuat benda kerja yang berbentuk silindrik. Gambar.2.1. Proses Bubut [Gerling] Benda kerja dipegang (dicekam) pada poros spindel dengan bantuan chuck yang memiliki rahang (jaw) pada salah satu ujungnya, yaitu pada pusat sumbu putarnya, sementara ujung lainnya dapat ditumpu dengan center yang lain. Gerak rotasi benda kerja akan menghasilkan gerak potong, sementara pahat yang dibawa oleh eretan pada arah translasi sejajar dengan sumbu spindel dan sumbu putar benda kerja akan menghasilkankan gerak makan. Mesin bubut dirancang terutama untuk dapat membuat benda kerja dengan bentuk dasar silindrik, misalnya membuat poros silindrik, poros kerucut (tirus), lubang silindrik dan membuat ulir. Di samping mampu membuat benda kerja silindrik, mesin juga juga mampu mengerjakan bentuk-bentuk lain, seperti meratakan permukaan dan proses knurling, 2 - 1
-
Upload
yuneo-nurcahya -
Category
Documents
-
view
621 -
download
20
Transcript of BAB II - Proses Pembubutan

BAB II PROSES PEMBUBUTAN Proses pembubutan adalah salah satu proses pemesinan yang mengunakan pahat dengan satu mata potong untuk membuang material dari permukaan benda kerja yang berputar. Pahat bergerak pada arah linier sejajar dengan sumbu putar benda kerja seperti yang terlihat pada gambar 1.1. Dengan mekanisme kerja seperti ini, maka Proses bubut memiliki kekhususan untuk membuat benda kerja yang berbentuk silindrik.
Gambar.2.1. Proses Bubut [Gerling]
Benda kerja dipegang (dicekam) pada poros spindel dengan bantuan chuck yang memiliki rahang (jaw) pada salah satu ujungnya, yaitu pada pusat sumbu putarnya, sementara ujung lainnya dapat ditumpu dengan center yang lain. Gerak rotasi benda kerja akan menghasilkan gerak potong, sementara pahat yang dibawa oleh eretan pada arah translasi sejajar dengan sumbu spindel dan sumbu putar benda kerja akan menghasilkankan gerak makan. Mesin bubut dirancang terutama untuk dapat membuat benda kerja dengan bentuk dasar silindrik, misalnya membuat poros silindrik, poros kerucut (tirus), lubang silindrik dan membuat ulir. Di samping mampu membuat benda kerja silindrik, mesin juga juga mampu mengerjakan bentuk-bentuk lain, seperti meratakan permukaan dan proses knurling,
2 - 1

Longitudinal turning
Transversal turning
Angular turning
Profile Turning
Thread cutting
Gambar 2.2. berbgai macam kemampuan mesin bubut
2 - 2

Untuk memenuhi berbagai kebutuhan kerja, mesin bubut dirancang dengan berbagai macam bentuk. Mesin bubut yang paling umum digunakan adalah centre lathe. Bentuk lain adalah mesin bubut vertikal (vertical turning and boring machine) dan mesin bubut muka (face lathe / chuck lathe)
Gambar 2.3 Centre Lathe (engine lathe)
Gambar 2.4.a. Vertical Turning and boring mill
Gambar 2.4.b. Facing Lathe (Chuck Lathe)
2 - 3

Konstruksi Mesin Bubut (center Lathe) Mesin bubut center (center lathe) mendapatkan namanya dari center di mana benda kerja dicekam. Mesin ini juga disebut engine lathe atau longitudinal turning lathe.
Gambar 2.5. diagram mesin bubut
Kepala Tetap (Head stock). Kepala tetap terpasang pada posisi yang tetap sejajar dengan pemandu gerak (guideways). Umumnya terletak di ujung kiri pemandu gerak atau bed. Di dalam kepala tetap terpasang poros spindel yang ditumpu oleh bantalan.
H1 : Kepala tetap (headstock)
H2 & H3 :
Tuas pengatur kecepatan spindel (speed change mechanism)
H4 : Rumah spindel (houses the main spindle)
H5 : Tuas pembalik putaran (reversing gear)
H6 : Kotak gigi pengatur kecepatan batang hantaran (quick change gearbox)
H7 : Ulir penuntun (leadscrew)
H8 : Batang hantaran (feed rod)
H9 : Batang hantaran melintang (cross feed rod)
H10 :
Transmisi pengubah putaran (change gears)
Gambar 2.6. Headstock gearbox
2 - 4

Kepala tetap (headstock) harus dibuat dengan kekakuan (rigiditas) yang tinggi agar mampu menahan gaya potong yang terjadi. Gaya potong yang terjadi ini dapat meyebabkan defleksi statik maupun getaran yang dapat merusak benda kerja hasil pembubutan. Di dalam kepala tetap terdapat kotak roda gigi (gearbox) yang berfungsi untuk mengatur kecepatan spindel melalui rasio geometri yang dapat diatur dengan menggerakkan tuas H2 dan H3. Ulir penuntun (leadscrew), batang hantaran (feed rod) dan batang hantaran melintang (crossfeed rod) adalah poros yang berfungsi menggerakkan transmisi roda gigi yang ada di dalam mekanisme eretan (carriage), tepatnya di dalam apron. Secara fisik, ulir penuntun berbeda dengan batang hantaran dan batang hantaran melintang, dimana ulir penuntun berbentuk batang silindrik berulir sedangkan batang hantaran dan batang hantaran melintang hanya berupa batang silindrik yang memiliki alur memanjang sejajar sumbu poros. Ulir penuntun memiliki fungsi yang berbeda dengan batang hantaran. Ulir penuntun digunakan untuk memotong (membuat ulir). Batang hantaran yang memilki alur pasak dengan dua roda gigi pinion, berfungsi untuk melakukan pembubutan (pemakanan) biasa yang berlangasung pada arah mamanjang (longitudinal. Sedangkan batang hantaran melintang berfungsi untuk melakukan pembubutan arah melintang. Ulir penuntun dan batang hantaran digerakkan oleh transmisi roda gigi di dalam kotak gigi pengatur pemakanan (feeding gearbox atau quick change gearbox), atau dengan kata lain mengatur gerakan eretan. Poros Spindel Poros spindel berfungsi untuk mentransmisikan gerak rotasi dari motor penggerak ke benda kerja. Untuk memegang dan memutar benda kerja, pada bagian ujung poros spindel dipasang chuck. Poros spindel harus kokoh terpasang dengan rigid pada gearbox dan terbuat dari baja terbaik. Kebanyakan poros spindel memiliki lubang dari ujung yang satu ke ujung lainnya (tembus). Lubang ini berfungsi sebagai jalan pengumpanan benda kerja, sehingga dimungkinkan pengerjaan benda kerja (poros) yang panjangnya sampai dengan dua kali panjang jarak antara dua center mesin bubut. Permukaan poros spindel, yang juga benfungsi sebagai bantalan, dikeraskan dan dihaluskan. Sebagai penumpu poros spindel, biasanya digunakan bantalan luncur yang terbuat dari perunggu (bronze). Roller bearing yang memiliki gesekan yang lebih kecil juga sering digunakan sebagai penumpu poros spindel. Poros spindel harus dapat berputar dengan bebas. Kelonggaran pada bantalan penumpu poros spindel yang tidak mencukupi akan menimbulkan terjadinya chater. Getaran cheter ini dapat berdampak kepada cacat benda kerja. Kelonggaran bantalan ini harus dapat diatur. Bantalan aksial (trust bearing) juga diperlukan untuk menahan gaya pada arah aksial yang terjadi akibat pemakanan.
Gambar 2.7. Poros Spindel
2 - 5

Eretan (Carriage) Eretan berfungsi menumpu dan membawa pahat dan juga membawa mekanisme pemakanan berikut dengan mekanisme pengaturannya. Eretan memiliki sadel (4), luncuran melintang (cross slide) (3), perletakan majemuk (compound rest) (2) dengan pemegang pahat (tool post) (1) dan kotak apron (apron-box) (5). Luncuran (slide) harus dapat bergerak di sepanjang pemandu gerak (guideways) tanpa kelonggaran yang berlebihan. Luncuran melintang terpasang pada luncuran sadel yang terletak di atas eretan. Luncuran melintang dapat digerakkan dengan roda tangan digunakan untuk mengatur kedalaman pahat kepada benda kerja. Di atas luncuran melintang terpasang perletakan majemuk, dan dengan adanya swivel base (2b), perletakan majemuk dapat diputar membawa pemegang pahat. Pemegang pahat berfungsi memegang pahat atau tool holders dengan pahat sisipan. Apron yang terdapat di bagian depan eretan dan memiliki mekanisme dan control untuk mengatur gerakan eretan dan luncuran melintang secara otomatik. Sadel dan luncuran melintang dapat dioperasikan secara manual dengan tangan maupun dengan tenaga mesin melalui batang hantaran ataupun ulir penagarah. Untuk operasi secara manual, eretan dapat digerakan melalui roda tangan (handwheel) 5a, sedangkan untuk menggerakan eretan secara otomatis, melalui batang hantaran atau ulir penuntun, dapat dipilih dengan mengatur tuas 5b dan 5c. Roda tangan 3b digunakan untuk menggerakkn luncuran melintang dan roda tangan 2a digunakan untuk menggerakkan luncuran perletakan majemuk
Gambar 2.8. Eretan (carriage)
Ekor Tetap (Tailstock) Ekor tatap (tailstock) terpasang di bagian dalam pemandu gerak yang ada pada bed dan dapat meluncur di sepanjang guideways pada posisi tertentu yang disesuaikan dengan panjang benda kerja. Ekor tetap berfungsi untuk menumpu benda kerja yang panjang
a) spindel b) sleeve / quil c) hand wheel d) set screw e) base f) clamping piece g) clamping lever
Gambar 2.9. tailstock
2 - 6

Ekor tetap juga dapar berfungsi sebagai pemegang perkakas tambahan yang langsung terpasang pada sumbu spindel pada posisi yang berhadapan dengan kepala tetap. Spindel ekor tetap (T5) tidak dapat berputar tapi dapat bergerak transversal arah longitudinal (memanjang) dengan mekanisme ulir penuntun dan roda tangan (T1). Spindel ekor tetap memiliki lubang tirus untuk dapat memegang pahat gurdi tangkai tirus, center jalan dan perkakas yang lain. Ekor teap dapat digeser dan diletakkan di sepanjang pemandu gerak yang ada pada bed dan dikunci dengan (tuas) klem (T6) pada posisi di mana dibutuhkan. Pada rakitan ekor tetap juga tersedia kelengkapan untuk membuat offset (T4) dari sumbu spindel yang mana ini akan berguna untuk membubut tirus. Dalam gambar 1.9 diperlihatkan kotak roda gigi (T2) untuk mereduksi putaran dari handwheel ke spindel. Fitur ini hanya dapat ditemui pada mesin bubut center yang besar dimana penggurdian yang besar membutuhkan tuas yang lebih besar. Bed Bed mesin bubut umumnya terbuat dari besi cor. Bed harus memilki kekakuan yang tinggi karena sebagai struktuir dasar dari mesin bubut, bed harus mampu mendukung semua komponen yang ada di atasnya. Bed mesin bubut memiliki pemandu gerak (guideways) yang biasanya berbentuk V dan flat. Pemandu gerak ini adalah pemandu gerak untuk eretan dan tailstock. Pemandu gerak harus benar-benar dibuat sejajar dengan presisi yang tinggi untuk memastikan bahwa kedua rel-nya dapat memandu gerak eretan dan tailstock dengan benar
Gambar 2.10. Bed mesin bubut dengan
bentuk guideways V dan flat
Penggerak utama Spindel utama memutarkan benda kerja dengan putaran yang berasal dari kepala tetap berputar pada arah yang sesuai dengan kebutuhan. Penggerka utama digunakan untuk mengatur putaran yang bervariasi dan berada di dalam kepala tetap. Penggerak utama dapat juga diletakkan di dalam dasar mesin dan putarannya dapat ditranasmisikan ke kepala tetap dengan sabuk atau roda gigi. Transmisi sabuk dan pulli Daya dan putaran diteruskan dengan adanya gesekan antara sabuk dan puli dari satu poros ke poros yang lain. Kadang terjasi slip antara sabuk dan puli. Efek slip ini menyebabkan penurunan rasio putaran kira-kira 1%.
Gambar 2.11. Transmisi sabuk dan puli ;
a) transmisi terbuka, satu arah putaran, b) transmisi menyilang, arah berlawanan, c) transmisi sabuk dengan poros menyilang
2 - 7

Sabuk dengan tipe flat dan V banyak digunakan untuk transmisi penggerak sabuk. Sabuk tipe V sesuai untuk mesin dengan sumbu yang kecil dan memiliki daya cengkram yang baik.
Gambar 2.12. Penampang lintang sabuk a) Sabuk tipe flat
b) sabuk tipe V
Transmisi pulli bertingkat Untuk mendapatkan variasi putaran spindel diperlukan transmisi dengan variasi kecepatan yang baik, misalnya antara 26 dan 306 rpm. Transmisi puli-sabuk bertingkat dan transmisi roda gigi dapat dipakai untuk menyediakan variasi putaran. Susunan transmisi sabuk-puli bertingkat tanpa back-gearing Dengan puli empat tingkat dapat diatur variasi yang berbeda pada poros spindel, contoh :
Posisi sabuk I
Rpmmm
Rpmmmd
nd 306150
180255
1
4 =n1×
=×
=
Posisi sabuk II
Rpmmm
Rpmmmd
nd214
185180220
2
3 =×
=n2×
=
Posisi sabuk III
Rpmmm
rpmmmd
nd151
220180185
3
2 =×
=n3×
=
Posisi sabuk IV
Rpmmm
Rpmmmd
nd105
225180150
4
1 =×
=n41×
=
Gambar 2.13. transmisi puli bertingkat
Susunan transmisi sabuk-puli bertingkat dengan back-gearing Tingkatan untuk jumlah putaran manjadi dua kali lipat dengan menggunakan back-gearing
Contoh :
Z1 = 25 ; Z2 = 50 ; Z3 = 25 ; Z4 = 50
2 - 8

Rasio transmisis keseluruhan i :
14
2550
2550
3
4
1
2 =×=×ZZ
ZZ
=i
Diasumsikan bahwa putaran n1, n2, n3, dan n4 dapat diatur ketika back-gearing tidak dihubungkan (lihat contoh di atas). Dengan menghubungkan back-gearing, maka variasi putaran akan bertambah menjadi :
RpmRpmi
n5,76
14
3051 ===n 5
RpmRpmi
n5,53
14
2142 ===n 6
RpmRpmi
n75,37
14
1513 ===n 7
RpmRpmi
n45,26
148,1054 ===n 8
Gambar 2.14. transmisi puli bertingkat dengan back-gearing
Transmisi puli bertingkat mudah dan murah. Walaupun demikian, transmisi ini memiliki kekurangan, yaitu membutuhkan waktu dan berbahaya untuk menggeserkan belt. Pada mesin bubut modern, transmis ini jarang digunakan.
Kotak gigi dengan roda gigi bertingkat (step-gear) untuk mendapatkan variasi kecepatan Variasi kecepatan spindel juga dapat diperoleh dengan menggeserkan roda gigi bertingkat dengan menggunakan tuas kopling. Tiga variasi kecepatan dapat diperoleh dengan koneksi dari tiga tingkat roda gigi, seperti yang terlihat pada gambar (1.14). penggerak utama pada mesin bubut biasanya terdiri dari beberapa 2-step-gear atau 3-step-gear yang dihubungkan di antara tingkatan-tingkatan tersebut dalam kotak gigi yang diberi pelumas. Susunan dari beberada 2-step-gear atau 3-step-gear akan memberikan variasi putaran yang cukup banyak.
Gambar 2.15. 3-step-gear
Roda gigi dalam kotak roda gigi harus dihubungkan hanya pada saat diam atau putaran lambat. Operasi pemutusan penggerak utama, mengubah transmisi dengan menggeser gigi, ataupun menghubungkan penggerak utama harus dilakukan dalam beberapa tahapan. Pada banyak kasus, untuk memutus dan menghubungkan transmisi, digunakan kopling gesek sehingga pada saat motor penggerak berputar, operasi pemindahan transmisi masih dapat dilakukan. Waktu untuk menghubungkan roda gigi dapat dipersingkat dengan pengereman atau dengan kopling dan pemindah gigi otomatik.
2 - 9

Gambar 2.16. Headstock gearbox
Infinitely variable speed drive Selama mesin beroperasi, rentang Rpm dapat dikendalikan dalam batasan yang tetap dengan penggunaan infinitely variable speed drive dalam kepala tetap sebagai alternatif dari variable speed gear. Ada beberapa rancangan variable speed drive, salah satunya adalah PIV drive.
Gambar 2.17. PIV Drive
Poros PIV-drive (a) mendapatkan daya dari motor dan membawa sabuk (c) yang selanjutnya menggerakkan spindel (b). Cakram tirus (d) dapat diatur secara simetris dengan tuas. Untuk menggerakkan spindel dengan perlahan belt harus diletakkan pada diameter dalam dari cakram tirus (d) (gambar kiri) dan untuk memutar lebih cepat puli diatur pada diameter luar dari cakram tirus (d) (gambar kanan) sistem tuas. Gigi pengatur hantaran (Feed gear) Pemakanan dan pengaturan gerak pemakanan dapat dilakukan secara manual dengan menggunakan handel pada sadel. Pemakan otomatis dapat dilakukan
2 - 10

dengan menghubungkan batang hantaran (feed rod) mendapatkan putaran dari kepala tetap melalui feed gear box.
Gambar 2.18. Apron yang disederhanakan Gambar 2.19. menghubungkan tranasmisi pemakanan longitudinal otomatis
Apron Apron terpasang pada sadel dan membawa perangkat control, seperti tuas (lever), roda tangan (handwheel). Apron membawa mekanisme untuk mengubah gerak rotasi dari feed rod menjadi gerak longitudinal dan transversal. Ulir penuntun (lead screw) hanya dipakai untuk membuat ulir (thread). Ulir penuntun mendapatkan transmisi daya dari motor penggerak melalui kotak gigi kepala tetap dan kotak gigi pengatur pemakanan. Ulir penuntun akan membawa eretan pada arah longitudinal dengan bantuan two half nut atau split nut. Ketika split nut ditutupkan kepada ulir penuntun, eretan akan bergerak karena terhubung langsung dengan ulir penuntun tanpa menggunakan kopling dan meneruskan daya dari dari ulir penuntun.
6 handle
7 shaft
24 bearing sleeve
25 lower half nut
26 upper half nut
27 Pin
28 plate with groove
Gambar 2.20. Mekanisme split-nut Mekanisme pengunci (Locking mechanism) dirancang untuk mencegah kerusakan mesin perkakas. Half-nut tidak boleh ditutup ketika mengubah pemakanan dengan tenaga mesin atau gerakan yang cepat. Ketika half-nut ditutup, maka putaran mesin untuk pemakanan atau gerak cepat akan terhubung.
2 - 11

Gerak pemakanan (Feed drive) Ketebalan hasil pemotongan diperoleh dari gerak pemakanan yang dinyatakan dalam mm/putaran. Mesin bubut membutuhkan variasi kecepatan pemakanan untuk pengasaran dan penghalusan. Untuk pemakan yang besar, batang hantaran akan berputar lebih cepat daripada pemakanan yang kecil. Variasi putaran batang hantaran (feed rod) dihasilkan dari transmisi gigi penggerak pemakanan (feed drive) yang dirancang untuk dapat berputar dengan berbagai kecepatan. Penggerak pemakanan digerakkan oleh penggerak utama. Variasi kecepetan putar dapat dibuat dengan berbagai mekanimse, misalnya dengan transmisi sabuk, transmisi roda gigi dan transmisi roda gigi norton
Pembalik putaran pada mekanisme pemakanan
Untuk dapat bergerak ke kiri dan ke kanan, putaran batang hantaran atau ulir penuntun harus dapat dibalik. Pembalikan putaran ulir penuntun dan batang hantaran dapat dibalik dengan mekanisme pembalik seperi gambar 2.21 di samping. Gambar 2.21. Mekanisme roda gigi pembalik
putaran (reversing gear)
PAHAT BUBUT
Pahat bubut dibuat dari tool steel, high speed steel (HSS) dan pahat sisipan dari cemented carbide. Umur pahat bergantung dari material yang dipakai untuk membuat pahat dan bentuk dari sudut potong. Material pahat harus memiliki sifat keras, tangguh, tahan terhadap panas dan tahan terhadap keausan. Kekerasan menjadi sifat yang sangat penting agar mata potong pahat dapat melakukan penetrasi ke dalam benda kerja. Ketangguhan yang rendah akan membuat pahat menjadi mudah patah. Ketahanan terhadap panas menjadikan pahat dapat menmpertahankan kekerasan mata potong ketika menjadi panas karena bergesekan pada saat memotong benda kerja. Ketahanan terhadap keausan membuat pahat tidak cepat menjadi aus. Baja perkakas tanpa paduan (analloy tool steel), dengan kandungan carbón 0,5-1,5 %. Kekerasan akan hilang pada 250OC. Hal ini membuat pahat dengan material baja perkakas tanpa paduan tidak dapat digunakan untuk kecepatan potong yang tinggi. Baja perkakas tanpa paduan ini dikenal dengan baja karbon atau baja perkakas. Baja perkakas Paduan, adalah baja perkakas yang mengandung paduan tungsten, chromium, vanadium dan molibdenum. Baja perkakas paduan terdiri dari paduan tinggi dan paduan rendah. High Speed Steel (HSS) adalah baja paduan tinggi, memiliki ketahanan terhadap keausan yang tinggi. HSS akan kehilangan kekerasannya pada 600OC.
2 - 12

Temperatur yang tinggi ini diperoleh dari paduan tungsten, yang memungkinkan pembubutan dengan kecepatan tinggi. Cemented carbide memiliki kepasitas kerja yang tinggi. Kandungan tertinggi di dalam cemented carbide adalah tungsten atau molibdenum, disamping cobalt dan carbon. Sisipan cemented carbide disolder pada tangkai (shank) yang terbuat dari baja karbon. Pada temperatur 900OC. Cemented carbide masih memiliki kapasitas pemotongan yang baik. Pahat ini juga baik digunakan pada pembubutan kecepatan tinggi sehingga waktu pemotongan akan menurun. Pemotongan dengan kecepatan tinggi juga akan menghasilkan permukaan yang halus.
Gambar 2.22. Pahat bubut ; (a) pahat bubut yang keseluruhannya dibuat dengan
baja perkakas, (b) pahat bubut dengan bagian mata potongnya terbuat dari HSS, (c) ujung pahat HSS atau cemented carbide disolder pada tangkai baja (d) ujung pahat intan disisipkan pada pemegang pahat (tool holder) .
Sisipan ujung intan (diamond tip) digunakan sebagai ujung mata potong pahat. Ujung ini sangat keras dan sangat tahan terhadap keausan. Ujung pahat intan ini digunakan untuk penghalusan benda kerja pada mesin khusus. Ceramic cutting material sangat keras dan diklem sebagai pahat sisipan pada pemegang pahat (tool holder) Geometri pahat bubut
Mata potong pahat bubut dapat dibedakan dengan mudah dari tangkainya. Tangkai adalah bagian yang berfungsi untuk dicekam. Pahat memiliki mata potong potong yang digunakan untuk memotong dan membuang geram. Bentuk dasar dari pahat bubut adalah baji (wedge). Garis perpotongan antara bidang-bidang baji dikenal sebagai mata potong. Penamaan untuk permukaan sudut dan mata potong pada ujung pahat ditunjukkan dalam gambar 2.23.
2 - 13

Bidang, sudut dan mata potong pahat
Muka (face) atau bidang geram pada bagian atas pahat adalah bidang di mana geram mengalir
Permukaan bebas (clearance face) adalah permukaan pahat yang berhadapan langsung dengan permukaan terpotong. (Permukaan terpotong adalah permukaan baru pada benda kerja yang terbentuk dari hasil pemotongan).
Sudut bebas ujung (end relief angle/clearance face angle) α adalah sudut antara permukaan terpotong dan permukaan bebas.
Gambar 2.23. penamaan bidang dan sudut pada pahat bubut
Sudut baji (Wedge angle) β adalah sudut antara muka dan permukaan
bebas Sudut kemiringan punggung γ (inclination / back rake angle) atau sudut
geram adalah sudut antara muka dan bidang datar horizontal. Mata potong utama (Primary cutting edge) adalah mata potong yang
berhadapan langsung dengan benda kerja mata potong pembantu (secondary cutting edge) adalah bagian dari mata
potong utama. Besar sudut potong pahat bergantung kepada material yang akan dipotong. Untuk menghindari terjadinya patah pada pahat, mata potong untuk pemotongan material yang keras memerlukan sudut baji (wedge) yang lebih besar daripada untuk pemotongan material yang lebih lunak. Sudut bebas dibuat agar terdapat kelongggaran antara permukaan pahat dan benda kerja agar tidak menggaruk atau menggesek permukaan benda kerja. Sudut punggung atas (back rake angle) yang lebih besar diperlukan untuk membuang geram, tapi tidak dapat diperbesar sebarangan karena jika sudut baji menjadi semakin kecil maka kekuatan pahat akan menurun. Sudut mata potong utama atau sudut mata potong samping (side cutting edge angle / plan angle), sudut ujung (nose angles) dan sudut inklinasi dibuat pada pahat bubut untuk pengasaran disamping sudut biasa pada mata potong.
Gambar 2.24. Plan angle dan nose angles pada pahat bubut
2 - 14

Sudut mata potong utama (plan angles) χ adalah sudut antara mata potong utama dan permukaan yang dipotong. Ketika melakukan pembubutan dengan sudut mata potong utama yang besar, ketebalan geram akan kecil, tekanan akibat pemotongan terdistribusi pada bagian yang kecil dari mata potong. Sedemikian hingga mata potong tertekan dengan berat dan mengakibatkan umur pahat lebih pendek. Sudut mata potong utama yang kecil mengkibatkan geram yang tebal pada kedalaman pemakanan yang sama, pada kondisi ini, umur pahat akan menjadi lebih panjang. Normalnya, sudut potong utama adalah 45O. Sudut mata potong utama yang kecil mengakibatkan gaya dorong (R) arah radial benda kerja yang besar yang berakibat kepada lenturan pada tangkai yang panjang dan ramping. Dengan sudut mata potong yang besar, gaya dorong yang terjadi menjadi lebih kecil dan momen lentur yang terjadi juga lebih kecil. Sudut ujung pahat (nose angle) ε dibentuk oleh mata potong utama (primary cutting edge) dan mata potong pembantu (secondary cutting edge). Besarnya berkisar 90O. Pahat bubut dengan sudut ujung yang kecil akan lebih mudah menjadi tumpul Sudut inklinasi (inclination angle) λ atau disebut juga sudut garuk atau sudut geram menentukan posisi mata potong sepanjang garis horizontal. Mata potong dapat berada pada bidang horizontal, gradien atau slope. Untuk operasi pengasaran, kemiringan slope mata potong menjadi baik, jika geram dapat dibuang dengan mudah. Sudut inklinasi untuk pengasaran berkisar antara 3 – 5O. Berbagai jenis pahat Untuk setiap pekerjaan dibutuhkan pahat yang sesuai. Untuk pengasaran, penghalusan, pembesaran, pembubutan muka (facing), pembubutan ulir dan lain-lain. Harus dipilih pahat yang sesuai. Pahat pengasaran Selama proses pengasaran, pahat harus memotong dan membang sebagian material dalam waktu yang singkat. Seperti pahat pengasaran harus kokok. Pahat pengasaran dapat dibuat lurus ataupun melengkung.
Gambar 2.25. (a) pahat tangan kiri (b) pahat tangan kanan (c) pahat lengkung
kiri (d) pahat lengkung kanan
Mengacu kepada posisi mata potong utama, pahat dibedakan menjadi pahat tangan kanan dan pahat tangan kiri. Pahat yang memiliki mata potong utama pada sisi kiri maka pahat ini adalah pahat tangan kanan, sebaliknya jika mata potong utama terdapat di sisi kanan, maka pahat ini adalah pahat tangan kiri.
Tabel 2.1. Nilai acuan untuk sudut potong pahat HSS dan Cemented carbide
2 - 15

High Speed
Steel Cemented
carbide
αΟ βΟ γΟ
Material benda kerja
αΟ βΟ γO
8 68 14 Unalloyed steel up to
70 kg/mm2 5 75 10
8 72 10 Cast Iron up to 50
kg/mm2 5 79 6
8 68 14 Alloyed steel up to
85kg/mm2 5 75 10
8 72 10 Alloyed steel up to
100 kg/mm2 5 77 8
8 72 10 Malleable cast Iron 5 75 10
8 82 0 Cast Iron 5 85 0
8 64 18 Copper 8 64 18
8 82 0 Brass, red brass,
cast bronze 5 79 6
αΟ = clearance angle 12 48 30 Pure aluminium 12 48 30
βΟ= wedge angle 12 64 14 Alum. Casting and
plastic alloys 12 60 18
γΟ = rake angle 8 76 6 Magnesium alloy 5 79 6
12 64 14 Insulation materials (novotext, bakelite)
12 64 14
12 68 10 Hard ruber, hard
paper 12 68 10
porcelain 5 85 0 Pahat untuk penghalusan (finishing tool) Permukaan benda kerja yang halus diperoleh dengan proses penghalusan. Untuk keperluan penghalusan digunakan pahat penghalusan dengan ujung pahat yang memiliki radius lengkungan. Pahat dengan radius ujung (nose radius) yang besar digunakan untuk mendapatkan permukaan benda kerja yang lebih halus. Mata potong pahat penghalusan harus diasah dengan oil-stone setelah penggerindaan.
Gambar 2.26. pahat penghalusan Gambar 2.27. pahat samping
Pahat samping
2 - 16

Pahat samping digunakan untuk pembubutan muka (facing) dan untuk membuat cerukan sudut yang tajam. Mata potong pembantu cocok untuk membuang geram. Pahat samping harus digerakkan dari sumbu putar benda kerja ke arah luar (radial) Berbagai bentuk pahat bubut Untuk operasi khusus, digunakan pahat dengan bentuk mata potong yang sesuai.
Gambar 2.28. Contoh bentuk mata potong pahat bubut untuk keperluan khusus
Pemegang pahat (tool holder) Dibuat khusus untuk memegang pahat bubut sisipan. Dibuat dari baja yang murah untuk menghemat pamakaian baja perkakas. Pencekaman pahat (tool clamping) Selama pemotongan, pahat bubut akan mendapat tekanan akibat gaya potong. Besar gaya potong bergantung dari tahanan potong benda kerja dan luas bidang geram yang dihasilkan. Dengan gaya pemegangan dari baut klem, gaya gesek yang kuat akan terjadi antara permukaan pahat dan pemegang pahat yang mana gaya gesek ini akan menahan pergeseran pahat.
Gambar 2.29. kelengkapan pemegang pahat sisipan (tool holder) untuk pahat bubut
Pencekam pahat (tool post) digunakan untuk memegang pahat untuk operasi yang ringan. Bentuk dasar toolpost yang cekung (convex) akan mempermudah dan mempercepat seting pahat.
Gambar 2.30. Tool post
2 - 17

Plat klem (clamping plate) Pencekam pahat dengan mekanisme klem dapat memegang pahat dengan kuat juga pada saat pahat dipakai untuk pembubutan yang berat.
Pencekam pahat empat arah (fourway tool post) Pencekam pahat empat arah dapat memegang empat pahat secara bersamaan. Setiap pahat dapat diatur dan diarahkan pada posisi kerja dengan cepat.
Gambar 2.31. Clamping plate dan four way tool post
Seting pahat bubut Penyetelan pahat sangat penting dilakukan karena jika pahat berada pada posisi yang salah, maka sudut bebas pahat dan sudut punggung akan berubah secara relatif, dan tentunya akan mempengaruhi hasil pembubutan.
Gambar 2.32. Pengaruh penyetelan posisi pahat terhadap benda kerja
Gambar 2.32. memperlihatkan perubahan sudut bebas muka dan sudut geram akibat posisi pahat yang salah terhadap sumbu benda kerja Penyetelan di atas garis sumbu akan membuat sudut α menjadi lebih kecil dan menimbulkan gesekan yang lebih besar antara permukaan bebas (clearance face) dan bidang terpotong (cut face) dari benda keja. Sedangkan sudut inklinasi (sudut kemiringan pungung) γ akan menjadi lebih besar sehingga geram akan dengan mudah dipotong dan geram yang lebih tebal akan lebih mudah dibuang. Penyetelan di bawah garis sumbu akan membuat sudut α menjadi lebih besar dan menimbulkan gesekan yang lebih kecil antara permukaan bebas (clearance face) dan bidang terpotong (cut face) dari benda keja. Sedangkan sudut inklinasi (sudut kemiringan pungung) γ akan menjadi lebih kecil sehingga geram akan lebih sulit dipotong. Posisi pahat dengan ketinggian yang benar, dalam banyak kasus dapat dicapai dengan menyisipkan pelat logam di bawah pahat.
2 - 18

Gambar 2.33. panjang pahat yang menonjol dari tool post tdak
boleh berlebihan Gaya potong akan mengakibatkan pahat mendapat beban lentur. Pahat akan melentur lebih besar jika panjang yang menonjal keluar dari tools post melampaui panjang yang diijinkan. Akibat dari lenturan ini, pahat akan melentur terhadap benda kerja dan menghasilkan permukaan benda kerja yang tidak bersih. Panjang pahat yang menonjol keluar dari tool post harus dijaga sependek mungkin. Pelat klem harus level pada posisi tegak lurus seperti pada gambar 2.34. cara pengekleman yang salah pada pahat akan menjadi berbahaya, kecelakaan kerja dan akan menimbulkan kesalahan atau kerusakan pada benda kerja.
Gambar 2.34. mencakam pahat dengan pelat klem
KECEPATAN POTONG Kecepatan potong adalah besarnya gerak pemotongan pada gerak utama. Ketika benda kerja berputar, panjang tertentu (panjang pembubutan) akan terlewati oleh sudut potong pahat, yang terkait dengan gerak putar benda kerja ( U = π x d). Kecepatan potong dilakukan oleh benda kerja sebesar :
Vc = kecepatan potong (m/min)
1000ndVC
××=
π
π = konstanta (3,14) d = diameter benda kerja (mm) n = putaran spindel (rpm)
Kecepatan potong tidak dapat dipilih secara acak. Jika kecepatan potong terlalu rendah, maka proses pemesinan membutuhkan waktu yang lama untuk penyelesaiannya. Dan jika terlalu cepat, mata pototng pahat akan kehilangan kekerasan karena pemanasan yang besar dan akan cepat menjadi tumpul. Mata potong yang aus dengan cepat harus sering diasah. Untuk memilih kecepatan potong diperlukan bebrapa hal penting yang harus diperhatikan, yaitu :
1. material benda kerja. Benda kerja yang keras akan menimbulkan panas yang lebih tinggi daripada material yang tumpul. Sehingga untuk membubut material yang lebih keras harus dipilih kecepatan potong yang lebih rendah daripada material lunak
2 - 19

2. material pahat. Cemented carbide lebih kuat menahan panas daripada high-speed-steeel dan untuk alasan itu dipilih untuk keceptan potong yang lebih tinggi
3. penampang geram. Ketika memotong geram yang tipis (biasanya pada operasi penghalusan), keceptan potong dapat dipilih lebih tinggi daripada memotong geram yang lebih tebal (biasanya pada operaso pengasaran). Penampang geram yang lebih besar menghasilkan panas yang lebih tinggi.
4. pendinginan. Kecepatan potong yang lebih tinggi dapat dipilih jika proses pembubutan dilakukan dengan pendinginan
5. Rancangan mesin. Mesin besar memiliki kapasitas yang lebih besar untuk mengerjakan pembubutan dengan
Kecepatan potong terbaik untuk operasi yang bervariasi telah ditentukan dengan banyak pengujian. Ketahanan sudut potong di antara waktu penggerindaan dapat diambil sebagai referensi untuk umur pahat. Angka-angka referensi pada tabel 2.2. telah dipilih untuk penggunaan pahat dari baja perkakas dan (HSS). Umur pahat mencapai 60 menit untuk baja perkakas dan HSS, sedangkan untuk cemented carbide mencapai 240 menit. Jika dipakai kecepatan potong yang lebih tinggi daripada angka rekomendasi di dalam tabel 2.2, umur pahat akan menjadi lebih pendek Tabel 2.2. Angka referensi untuk sudut potong, kecepatan potong,
pemakanan, kedalaman pemotongan dan pendinginan
Raoughing Depthnof cut a ≈ 4....10s
Finishing Depthnof cut
a ≈ 2....5s
Coolant and lubrication for
Cutting Angle
Material
Tool
α β γ
Cutting speed
v m/min
Feeds
min/U
Depth of cuta mm
Cutting speed
v m/min
Feeds
min/U
Depth of cuta mm
roughing finishing
W 8O 62
O20
O 14 0,5 4 20 0,2 1
HSS 22 1 10 30 0,5 1 E E o. P
Steel strength 50 kg/mm2 H 5 O 67
O18
O 150 2,5 15 250 0,25 1,5
W 8O 68
O14
O 10 0,5 4 15 0,2 1
HSS 20 1 10 24 0,5 1 E E o. P 50-70 kg/mm2
H 5 O 75
O10
O 120 2,5 15 200 0,25 1,5
W 8O 68
O14
O 8 0,5 4 12 0,2 1
HSS 15 1 10 20 0,5 1 E E o. P 70-85 kg/mm2
H 5 O 75
O10
O 80 2 15 140 0,2 1,5
W 8O 76
O 6 O 6 0,5 3 8 0,2 1
HSS 12 1 8 16 0,5 1 E E o. P Tool steel
H 5 O 79
O 6 O 30 0,6 5 50 0,15 1
W = tool steel
HSS = high speed steel
H = cemented carbie R = rape-seed oil dr = dry
E = diluted soluble oil P = kerosene
For threading cutting, v will be about ½ of the cutting speed for longitudinal turning
2 - 20

Perhitungan putaran poros spindel (Rpm) Jika diameter benda kerja (d) = 125 mm dan kecepatan potong yang direkomendasikan adalah 20m/min, maka putaran yang dipilih harus :
dvn
××
=π
1000
mmm
125min/201000
××
=π
≈ 51 Rpm Benda kerja dengan diameter yang lebih besar harus diputar lebih lambat daripada benda kerja yang lebih kecil. KECEPATAN PEMAKANAN (feeding)
Kecepatan pemakanan adalah kecepatan gerak pahat dalam satu putaran, ke arah memanjang permukaan benda kerja yang sejajar dengan sumbu putar benda kerja atau ke dalam permukaan, melintang memotong sumbu putar benda kerja. Kecepatan pemakanan pada mesin bubut dinyatakan dalam mm/putaran. Perkalian pemakanan dan kedalaman pemakanan akan menghasilkan luas penampang geram.
A = f x a
A = luas penampang geram f = pemakanan (feeding) a = kedalaman pemakanan (depth of cut)
Gambar 2.35. pengaruh kedalaman pemakanan (a) pemakanan (f) dan
sudut potong utama kepada penampang geram. Gambar (a) dan (b) adalah pemanpang geram yang sebaiknya dipilih. Gambar (c) adalah penampang geram yang tidak dianjurkan
Penampang lintang pada gambar 2.35 (a), (b) dan (c) memiliki ukuran yang sama. Tapi penampang lintang (c) lebih baik tidak dipilih daripada (a) dan (b), karena gaya pemotongan dan panas yang timbul pada penampang lintang (c) hanya terdistribusi pada bagian mata potong yang kecil. Mata potong akan terbebani dengan tekanan yang besar sehingga umurnya akan berkurang dengan cepat. Gerak pemakanan dan kedalaman pemakanan pada penampang lintang (a) dan (b) adalah sama. Sejalan dengan sudut potong utama (plan angle) yang lebih kecil, geram yang dihasilkan pada gambar (a) akan menjadi lebih lebar dan tipis daripada pada gambar (b). Dengan kondisi seperti ini, maka akan lebih menguntungkan jika pembubutna dilakukan dengan pemakanan kecil (feeding),
2 - 21

kedalaman pemakanan (depth of cut) yang besar dan dengan plan angle kira-kira 45O. Proporsi dari pemakanan terhadap kedalaman pemakan kira-kira 1:5 sampai dengan 1 : 10. Dengan penampang geram yang lebih besar dan material yang lebih keras, maka gaya potong yang bekerja pada mata potong akan menjadi lebih besar. Gaya potong dikalikan dengan kecepatan potong akan diketahui daya motor penggerak dari mesin bubut. Dengan asumsi bahwa daya motor yang tetap, maka untuk pemotongan dengan gaya potong yang besar, kecepatan potong harus diturunkan atau sebailknya. Jenis geram Selama proses pemesinan material yang getas, misalnya besi cor dan kuningan, geram akan lepas dari benda kerja dengan bentuk yang terpotong-potong. Shear chips terbentuk dari material yang tangguh dan keceptan potong yang rendah. Jika material yang tangguh dibubut dengan kecepatan tinggi, akan terbentuk geram yang mengalir (flow chips) sehingga akan dihasilkan permukaan yang halus. Bentuk geram. Bentuk geram beragam. Geram yang halus (needle, crmbly chips), patahan pendek (spiral dan geram terpuntir) geram panjang (panjang dan ramping serta wide flute, mingled up chips), geram dengan patahan pendek diinginkan pada pembubutan, karena tidak berbahaya dan dapat ditangani dengan lebih mudah. Geram seperti ini dapat diperoleh dengan mengasah bentuk pemotong geram pada pahat. PERANGKAT PEMEGANG BENDA KERJA Selama operasi pembubutan, gerak potong diteruskan dari mesin kepada benda kerja dengan perangkat pencekam. Sebagian besar pencekaman menggunakan prinsip kerja yang berdasarkan efek gesekan yang dibuat dengan menggunakan daya pencekaman antara rahang alat pencekan dan permukaan benda kerja. Gaya gesek mencegak slip atau pergeseran benda kerja dari posisi yang telah diset akibat proses pembubutan. Perangkat yang dapat digunakan untuk mencekam benda kerja pada mesin bubut tersedia dalam berbagai bentuk, sepeti chuck, collet, faceplates, drive plates, mandrel, dan center bubut. Ukuran dan jenis benda kerja yang akan dibubut serta jenis operasi pembubutan akan menentukan jenis perangkat pemegang benda kerja yang paling sesuai untuk operasi yang bersangkutan. Pertimbangan lain dalam penentuan penggunaan perangkat pemegang benda kerja adalah tingkat akurasi yang ingin dicapai, karena terdapat beberapa perangkat pemegang benda kerja memiliki akurasi yang lebih baik dari yang lain. Chuck gulung universal (Universal scroll chuck) seperti yang terlihat pada gambar 2.36 biasanya memiliki tiga rahang (jaw) yang bergerak bersamaan jika pinion pengatur diputar. Keuntungan dari chuck ini adalah mudah dalam operasi penyenteran benda kerja untuk pembubutan konsentrik. Chuck ini tidak akurat seperti chuck independen, tetapi dalam konsidi yang baik, chuck ini mampu mencapai senter dengan kesalahan simpang putar (run-out) 0.002 to 0.003 inci. Rahang (jaw) digerakkan secara simultan dengan menggunakan mekanisme gulungan (scroll) atau pelat dengan ulir spiral (spiral-threaded plate). Rahang
2 - 22

berulir akan bergerak di atas gulungan pada jarak yang sama, ke dalam atau keluar jika gulungan diputar dengan pinion pengatur (adjusting pinion). Rahang tersedia sebanyak dua set, yaitu satu untuk pembubutan internal dan satu set untuk pembubutan eksternal. Ada juga rahang yang terdiri dari dua kepingan sehingga bagian luar yang bergurat, atau permukaan pemegang dapat dibalikkan, sesuai dengan arah pencekaman. Chuck universal dengan tiga rahang dapat digunakan untuk memegang dan menyenterkan benda segienam secara otomatis. Dengan hanya memiliki tiga rahang, chuck ini tidak dapat digunakan secara efektif untuk memegang benda kerja persegi empat, segi delapan atau bentuk yang tidak beraturan Chuck independen umumnya memiliki empat rahang yang dapat diatur masing-masing dengan ulir pengatur. Muka chuck dibuat beralur dengan lingkaran konsentris untuk membantu penjajaran (alignment) rahang secara kasar ketika mencekam benda kerja yang berbentuk bulat. Pengaturan akhir dilakukan dengan menggunakan dial indikator dan memutar benda kerja dengan lambat dengan tangan untuk mengatur konsentrisitas. Rahang pada chuck independent dapat digunakan seperti yang terlihat dalam gambar 2.36 atau pada arah sebaliknya, di mana permukaan bertingkatnya menghadap ke arah dalam. Kemampuan ini membuat chuck independent dapat mencekam benda kerja untuk pembubutan eksternal maupun internal. Chuck independent dapat mencekam benda kerja berbentuk segi-empat, silindrik, segi-delapan ataupun benda kerja yang bentuknya tidak beraturan, baik pada posisi konsentrik maupun eksentrik. Dengan kemampuan dan kapasitas seperti ini, chuck independen seringkali dipakai untuk memegang benda kerja dengan bentuk yang tidak beraturan yang harus dipegang dengan akurasi yang tinggi.
Gambar 2.36.Chuck mesin bubut
Chuck gurdi pada gambar 2.36 adalah chuck universal yang kecil yang dapat pasang baik pada spindel kepala tetap maupun ekor tetap. Chuck gurdi dapat dipakai untuk memegang pahat gurdi, reamer dan tap dengan tangkai lurus atau benda kerja berdiameter yang kecil. Chuck gurdi memiliki tiga atau empat rahang yang dapat digerakkan bersamaan dengan mengatur lengan (sleeve) yang memiliki lubang berbentuk tirus, yaitu tempat di mana rahang chuck tersimpan. Chuck gurdi dapat menyenterkan pahat atau benda kerja berdiamater kecil ketika dikunci dengan kuat. Rahang chuck gurdi terbuat dari baja yang dikeraskan.
2 - 23

Chuck collet adalah perangkat pemegang benda kerja yang kecil yang paling akurat pada mesin bubut. Chuck collet terdiri dari collet pegas (spring machine collet) dan kelengkapannya yang menjamin dan mengatur posisi collet pada spindel kepala tetap mesin bubut.
Gambar 2.37. Spring machine collet chuch dan metoda pemasangan
Collet pegas (spring machine collet) adalah bushing logam tipis dengan lubang dan bentuk luar bertirus yang dimesin dengan akurat. collet memiliki tiga alur yang memungkinkan sisinya sedikit melentur ke dalam untuk memegang benda kerja. Untuk memegang benda kerja dengan akurat, diameter collet tidak boleh lebih besar atau lebih kecil dari 0.005 inci dari diameter benda kerja yang akan dicekam. Dengan alasan ini, collet tersedia dalam kenaikan inkremen i 1/64 inci. Collet untuk keperluan umum kapasitasnya dibatasi sampai diamter 1 1/8inci. . Kelengkapan collet terdiri dari lengan (collet sleeve), batang penarik (drawbar) dan roda tangan (handwheel) atau tuas tangan (hand lever) untuk menarik drawbar. Collet sleeve terpasang pada ujung kanan dari spindel kepala tetap. Batang penarik (drawbar) menembus spindel kepala tetap dan diulir kepada collet pegas. Jika diputar melalui roda tangan, batang penarik akan menarik collet ke dalam adapter yang berbentuk tirus, sehingga collet akan mengkunci benda kerja dengan kuat. Collet pegas tersedia dalam berbagia bentuk untuk mencekam benda kerja berukuran kecil yang berbentuk persegi empat dan segi enam (hexagonal). Jacob's spindle-nose collet chuck yang terlihat pada gambar 2.38 adalah chuck khusus digunakan untuk Jacob's rubber flex collets. Chuck ini mengkombinasikan fungsi dari chuck collet standard dan batang penarik ke dalam satu unit yang kompak. Rumah chuck memiliki handwheel pada diameter luarnya yang berputar untuk menguatkan atau melepaskan spindel tirus yang memegang collet karet fleksibel. Collet karet fleksibel adalah perangkat yang terbuat dari rahang baja yang dikeraskan yang dibungkus degan karet pejal. Collet ini memiliki rentang 1/8 inci per collet. Gaya pencekaman dan akurasi terjaga konstan di seluruh
2 - 24

permukaan dalam collet. Collet karet Jacob (Jacob's rubber flex collet) dirancang untuk pembubutan yang berat (heavy duty) dan mendapatkan dua atau empat kali pencekaman yang lebih kuat daripada collet belah konvensional. Satu perangkat collet ini tersimpan di dalam rumah yang terbuat dari baja untuk memegang collet dengan baik.
Gambar 2.38. Jacobs spindles nose collet dan rubber flex collet
Chuck bertingkat (step chuck) pada gambar 2.39 adalah varian dari chuck collet dan digunakanan untuk memegang benda kerja yang bulat dan kecil atau cakram untuk perkerjaan pemesinan khusus. Chuck bertingkat (step chuck) pada awalnya tidal berlubang dan dibubut berlubang dengan suaian yang akurat untuk cakram yang akan dibubut. Collet mesin chuck bertingkat (step chuck machine collet) yang terbelah ke dalam tiga bagian mirip dengan collet pegas (spring machine collet) diulir kepada batang penarik (drawbar) pada kelengkapan collet. Chuck ekot tetap pada gambar 2.39 dirancang untuk menumpu ujung benda kerja dalam ekor tetap mesin bubut ketika center bubut tidak dapat digunakan dengan baik. Chuck ini memiliki tangkai tirus yang sesuai dengan spindel ekor tetap. Tiga rahang perunggu yang dapat menyenter otomatis akan mengunci benda kerja dengan akurat antara diameter 1/4 dan 1 inci. Rahang perunggu (bronze) menjadi permukaan bantalan yang baik untuk benda kerja.
Gambar 2.39.Step chuck machine collet dan tailstock chuck
2 - 25

Faceplate pada gambar 2.40 adalah pelat berbentuk bulat dan rata yang dapat diulir kepada spindel kepala tetap mesin bubut. Faceplate digunakan untuk benda kerja dengan bentuk yang tidak beraturan yang tidak dapat dipegang dengan chuck atau dipasang di antara center. Benda kerja dapat dipasang pada faceplate dengan menggunakan angle plate, bracket atau dibaut langsung pada pelat. Alur-T pada arah radial disediakan untuk baut-T untuk keperluan memegang benda kerja. Faceplate sangat baik untuk mencekam benda kerja yang akan dibuat lubang eksentrik. Variasi pemanfaatan faceplate bergantung kepada kecerdikan operator. Faceplate kecil dikenal sebagai faceplate penggerak (driving faceplate) digunakan untuk menggerakkan lathe-dog untuk benda kerja yang ditumpu di antara center. Driving faceplate biasanya memiliki alur-T lebih sedikit dari faceplate yang lebih besar.
Gambar 2.40. faceplate
Center bubut (lathe center) adalah perangkat yang umum dipakai untuk menumpu benda kerja pada mesin bubut, yaitu benda kerja yang ditumpu di antara center, satu pada spindel kepala tetap dan satu pada spindel ekot tetap. Kebanyakan center bubut memiliki ujung tirus dengan sudut 60° untuk dimasukkan ke dalam lubang benda kerja dengan sudut yang sama. Center bubut memiliki tangkai tirus yang standar yang secara langsung sesuai dengan spindel ekor tetap dan kepala tetap. Center bubut juga dapat dipasang dalam spindel kepala tetap atau ekor tetap dengan menggunakan sleeve untuk konversi jika tangkai tirus center bubut lebih kecil daripada lubang spindel. Center bekerja sebagai center jalan atau center mati. Center jalan berputar bersama benda kerja dan tidak membutuhkan pelumasan dan ujungnya tidak pelu dikeraskan. Center mati tidak berputar bersama benda kerja, sehingga ujungnya harus dikeraskan dan membutuhkan pelumasan yang cukup banyak saat memegang benda kerja. Center jalan bantalan bola (ball bearing live center) adalah center khusus yang dipasang di dalam rumah dengan bantalan bola yang membuat center dapat berputar bersama benda kerja dan mengurangi kebutuhan pelumasan. Center tipe bantalan bola memiliki ujung yang dapat diganti sehingga center tipe ini menjadi perkakas yang handal untuk semua operasi pembubutan. Center modern dikembangkan dari tipe ini dan dibuat dengan sangat akurat. Center laki-laki (male center) atau (plain center) digunakan sepasang untuk operasi pembubutan yang paling umum. Ujung center ini digerinda membentuk tirus 60°. Ketika digunakan pada spindel kepala tetap, ia berputar dengan benda kerja. Dan dengan cara kerja sepeti ini, center ini disebut sebagai center jalan.
2 - 26

Ketika digunakan pada spindel ekor tetap dimana ia tetap diam ketika benda kerja berputar, center ini disebut center mati. Center mati selalu dibuat dari baja yang dikeraskan dan harus sering dilumasi saat bekerja untuk mencegah overheating. Center laki-laki setengah (half male center) adalah center laki-laki yang memilki tirus 60° yang dipotong sebagian. half male center digunakan seperti center mati pada spindel ekor tetap ketika melakukan pembubutan muka (facing). Bagian ujung center yang dipotong berfungsi sebagai kelonggaran agar pahat dapat melakukan pembubutan muka dengan cepat di sekitar bagian senter benda kerja. Center-V (V-center) digunakan untuk menumpu benda kerja berbentuk bulat pada sudut yang akurat terhadap sumbu mesin bubut untuk operasi khusus seperti penggurdian atau reaming. Center pipa (pipe center) mirip dengan center laki-laki tapi memiliki bentuk tirus dengan sudut yang lebih besar dan memiliki ukuran yang lebih besar. Center ini digunakan untuk memegang pipa dan tube pada mesin bubut. Center perempuan (female center) memiliki lubang berbentuk tirus pada bagian ujung dan digunakan untuk menumpu benda kerja yang memiliki ujung yang tirus. Center self-driving adalah center yang ujungnya tirusnya digerinda dengan bentuk bergerigi (serrated) sehingga dapat memegang benda kerja. Bentuk gerisi yang berada di sisi luar bentuk tirusnya yang dapat ditekan kepada benda kerja hingga dapat memegang dan membawa benda kerja berputar ketika melakukan pembubutan di antara center tanpa perlu menggunakan lathe dog.
Gambar 2.41.Lathe centers
Lathe dog adalah perangkat yang terbuat dari besi cor yang digunakan untuk menghubungkan spindel kepala tetap dengan benda kerja yang ditumpu di antara center. Dengan bentuan penguncian yang dilakukan oleh lathe dog, benda kerja dapat diputar pada kecepatan yang sama dengan kecepatan spindel untuk kondisi pemotongan. Tiga lathe dog yang umum dipakai terlihat pada gambar 2.42. Lathe dog dapat memiliki ekor yang ditekuk atau lurus. Lathe dog dengan ekor yang ditekuk digunakan dengan cara memasukkan ekor lathe dog ke dalam alur pada driving faceplate. Lathe dog dengan ekor lurus digunakan dengan cara memasangkan ekor lathe dog pada tonggak atau tiang yang ada pada faceplate. Lathe dog dengan ekor yang ditekuk dan baut tanpa kepala lebih aman daripada dog dengan baut kepala persegi karena, baut tanpa
2 - 27

kepala akan mengurangi bahaya terkaitnya dog pada pakaian operator. Lathe dog dengan ekor yang ditekuk digunakan terutama untuk benda kerja persegi.
Gambar 2.42. Lathe Dog
MANDREL Benda kerja yang tidak dapat dipegang di antara center karena sumbunya telah digurdi atau dibor, dan juga tidak cocok untuk untuk dipegang di dalam chuck atau pada faceplate, biasanya dibubut dengan bantuan mandrel. Mandrel adalah poros berbentuk tirus yang dipasangkan ke dalam lubang benda kerja agar benda kerja tersebut dapat dipasang di antara center.
Mandrel berbeda dengan arbor. Arbor berfungsi untuk memegang pahat, sementara mandrel berfungsi untuk memegang benda kerja. Mandrel harus selalu dilumasi sebelum ditekan kedalam lubang benda kerja untuk mencegah kerusakan benda kerja. Ketika melakukan pembubutan benda kerja dengan menggunakan mandrel, pemakanan harus dilakukan ke arah ujung mandrel yang lebih yang besar yaitu mendekati kepala tetap mesin bubut.
Mandrel pejal biasanya dibuat dari baja yang dikerasknan dan digerinda untuk membentuk tirus yang landai dari 0.0005 sampai 0.0006 inci per inci. Mandrel ini memiliki lubang center countershunk yang sangat akurat pada setiap ujungnya untuk pemasangan benda kerja di antara center. Ujung mandrel lebih kecil daripada badannya dan diratakan untuk dapat dipegang pada lathe dog. Ukuran dari mandrel solid selalu dicetak pada ujung tirus besarnya. Karena mandrel solid memiliki ketirusan yang sangat kecil, maka mandrel hanya dapat digunakan untuk memgang benda kerja dengan diameter lubang yang spesifik.
2 - 28

Gambar 2.43. Mandrel
KELENGKAPAN MESIN BUBUT Variasi pekerjaan yang dapat dilakukan di atas mesin bubut dapat berkembang dengan adanya perangakt tambahan yang bervariasi. Beberapa mesin bubut dilengkapi dengan perangkat tambahan khusus. Beberapa perangakt tambahan yang umum adalah steady rest dengan cat-head, follower rest, mesin gerinda tool post, micrometer stop mesin bubut, fixture freis bubut, kelengkapan perangkat cairan pendingin, indexing fixture dan kelangkapan freis-gerinda-gurdi-slotting (Versa-Mil). Tumpuan pada Mesin Bubut (Rest) Benda kerja seringkali memerlukan tambahan penumpu, terutama benda kerja yang panjang dan ramping yang cenderung melendut atau melentur menjauhi ujung pahat. Tiga penumpu yang umum dipakai adalah steady rest, cathead, dan follower rest seperti yang terlihat pada gambar 2.44
Steady Rest Steady rest atau center rest digunakan untuk menumpu benda kerja yang panjang ketika melakukan proses pembubutan dan proses bor. Penumpun ini juga digunakan untuk pembuatan ulir dalam dimana benda kerja memiliki jarak yang cukup jauh dari chuck atau faceplate. Steady rest diklem pada bed di posisi yang dibutuhkan dan akan menumpu benda kerja dengan tiga rahang yang dapat diatur. Benda kerja harus ditempatkan pada pusat sumbu (konsentrik) steady rest dengan akurat. Rahang harus diatur dengan hati-hati untuk mendapatkan kelurusan yang benar dan dikunci pada posisi terebut. Area kontak harus sering dilumasi.
2 - 29

Cathead Cathead adalah bantalan untuk rahang yang dapat digunakan untuk memegang benda kerja yang terlalu kecil. Cathead memiliki permukaan bantalan pada lubang yang tembus, di mana perpanjangan benda kerja dapat dikunci dengan sekerup pengatur. Disamping berfungsi untuk mengunci cathead kepada benda kerja, sekerup pengatur juga digunakan untuk meluruskan permukaan bantalan sehingga cathead dapat satu sumbu (konsentrik) dengan sumbu benda kerja. Untuk melakukan set up ini dengan konsentrik dan akurat diperlukan dial indikator Follower Rest Follower rest memiliki satu atau dua rahang yang bersentuhan langsung dengan benda kerja. Follower rest berfungsi untuk menahan benda kerja pada arah yang berlawanan dengan pahat untuk mencegah defleksi benda kerja. Tumpuan ini dikunci pada eretan mesin bubut sehingga akan mengikuti gerakan pahat dan bersentuhan dengan bagian benda kerja yang telah dibubut.
Tumpuan ini umumnya hanya digunakan untuk pembubutan lurus, pembuatan ulir yang panjang dan benda kerja yang ramping. Pemotongan dilakukan terlebih dahulu sebelum follower rest dapat dipasang. Gambar 2.44. Rest mesin bubut Steady rest dan follower rest dapat dilengkapi dengan permukaan ball bearing pada rahangnya yang bisa diatur. Dengan tumpuan seperti ini, steady rest atau follower rest dapat digunakan tanpa pelumasan yang berlebihan atau harus dipoles untuk mendapatkan permukaan bantalan. Micrometer Carriage Stop Micrometer carriage stop seperti yang terlihat pada gambar 2.45 digunakan untuk memposisikan eretan secara akurat. Pemegang mikrometer dirancang agar eretan dapat digerakkan pada suatu posisi relatif terhadap spindel dari micrometer carriagge stop dan dikunci pada posisi tersebut. Sebuah micrometer
2 - 30

gage pada micrometer carriagge stop akan membantu eretan hingga dapat digerakkan sebesar 0,001 inci. Alat ini sangat berguna untuk melakukan pembubutan muka (facing), pembubutan lengan (shoulder) atau membuat alur yang akurat.
Gambar 2.45. Micrometer carriage stop
Tool Post Grinder Mesin gerinda tool post adalah kelengkapan mesin yang dirancang khusus untuk pengerindaan silindrik pada mesin bubut. Mesin ini memiliki dari motor listrik ¼ atau 1/3 Hp dan spindel yang terhubung dengan puli dan sabuk. Mesin ini dipasang pada perletakan majemuk (compound rest) mesin bubut dengan baut alur-T seperti tool post. Mesin gerinda tool post memiliki roda gerinda abrasif dengan diameter 1/4 inch sampai 3 atau 4 inci untuk gerinda internal dan eksternal. Puli pada spindel roda gerinda dan poros motor dapat ditukar untuk variasi kecepatan potong dan untuk variasi diameter roda gerinda. Roda gerinda yang lebih besar digunakan untuk gerinda eksternal dipasang pada spindel dengan bantuan arbor. Roda yang lebih kecil dipasang pada chuck yang diulir kepada spindel mesin gerinda untuk gerinda internal. Motor listrik dihubungkan kepada sumber listrik dengan kabel dan steker. Saklar biasanya disediakan terpisah dari saklar mesin bubut menyalakan dan mematikan motor.
Gambar 2.46. Tool post grinding machine
2 - 31

Lathe Milling Fixture Fixture ini dapat meningkatkan kemampuan operasi mesin bubut. Dengan bantuan fixture freis ini, mesin bubut standar akan mampu melakukan pembuatan alur pasak (keyslot), alur pasak geser (keyways), permukaan rata, freis sudut, kepala segienam, persegi, dan spline.
Gambar 2.47. Milling fixture
Daftar Pustaka
1. Gerling, Heinrich, “All About Macnie Tools”, Wiley Easatern Limited, New Delhi, 1965
2. Haris, P.J., “Manufacturing Technology”,Butterworth & Co (Publisher) Ltd, London, 1981.
3. Amstead, otswald dan begeman, Manufacturing Processes, john willey and sons,
4. http://metalwebnews.org/machinist/ch6.html
2 - 32