BAB II LANDASAN TEORI - · PDF filejaringan kerja dapat ... adalah waktu paling awal suatu...
29
II-1 BAB II LANDASAN TEORI 2.1. Definisi Critical Path Method (CPM) CPM (Critical Path Method) merupakan alat analisis proyek yang sudah banyak dikenal di bidang manajemen. Proyek terdiri atas serangkaian kegiatan dan beberapa diantara kegiatan tersebut saling terkait. Suatu kegiatan hanya dapat dilakukan setelah kegiatan sebelumnya selesai dilakukan. Serangkaian kegiatan tersebut dapat digambarkan dalam sebuah diagram. CPM adalah suatu teknik analisis untuk perencanaan, penjadwalan, dan pengendalian proyek dengan metode jalur kritis dengan taksiran tunggal untuk lama satu aktivitas. Arah perhitungan CPM ialah perhitungan maju dan perhitungan mundur. 2.1.1 Definisi Program Evaluation Review Technique (PERT) PERT (Program Evaluation and Review Technique) merupakan alat analisis proyek yang sudah banyak dikenal di bidang manajemen. Proyek terdiri atas serangkaian kegiatan dan beberapa diantara kegiatan tersebut saling terkait. Suatu kegiatan hanya dapat dilakukan setelah kegiatan sebelumnya selesai dilakukan. Serangkaian kegiatan tersebut dapat digambarkan dalam sebuah diagram. PERT adalah suatu teknik analisis untuk mengasumsikan ketidakpastian lama waktu aktivitas yang digambarkan dengan probabilitas tertentu dan memerlukan tiga waktu taksiran untuk satu aktivitas. PERT juga memperkenalkan parameter lain yang mencoba mengukur ketidakpastian tersebut secara kuantitatif seperti standar deviasi dan varians (Imam, 1999).
-
Upload
duongkhanh -
Category
Documents
-
view
221 -
download
1
Transcript of BAB II LANDASAN TEORI - · PDF filejaringan kerja dapat ... adalah waktu paling awal suatu...

II-1
BAB II
LANDASAN TEORI
2.1. Definisi Critical Path Method (CPM)
CPM (Critical Path Method) merupakan alat analisis proyek yang
sudah banyak dikenal di bidang manajemen. Proyek terdiri atas serangkaian
kegiatan dan beberapa diantara kegiatan tersebut saling terkait. Suatu
kegiatan hanya dapat dilakukan setelah kegiatan sebelumnya selesai
dilakukan. Serangkaian kegiatan tersebut dapat digambarkan dalam sebuah
diagram.
CPM adalah suatu teknik analisis untuk perencanaan, penjadwalan,
dan pengendalian proyek dengan metode jalur kritis dengan taksiran tunggal
untuk lama satu aktivitas. Arah perhitungan CPM ialah perhitungan maju dan
perhitungan mundur.
2.1.1 Definisi Program Evaluation Review Technique (PERT)
PERT (Program Evaluation and Review Technique) merupakan alat
analisis proyek yang sudah banyak dikenal di bidang manajemen. Proyek
terdiri atas serangkaian kegiatan dan beberapa diantara kegiatan tersebut
saling terkait. Suatu kegiatan hanya dapat dilakukan setelah kegiatan
sebelumnya selesai dilakukan. Serangkaian kegiatan tersebut dapat
digambarkan dalam sebuah diagram.
PERT adalah suatu teknik analisis untuk mengasumsikan
ketidakpastian lama waktu aktivitas yang digambarkan dengan probabilitas
tertentu dan memerlukan tiga waktu taksiran untuk satu aktivitas. PERT juga
memperkenalkan parameter lain yang mencoba mengukur ketidakpastian
tersebut secara kuantitatif seperti standar deviasi dan varians (Imam, 1999).

II-2
Terdapat beberapa fungsi untuk melakukan analisis dalam CPM dan PERT,
di antaranya adalah (Wahyu Winarno, 2008).
1. Menganalisis jalur kritis (bisa lebih dari satu).
2. Menganalisis kegiatan yang saling mengganggu bertabrakan.
3. Menganalisis biaya.
4. Menampilkan diagram gantt.
CPM dan PERT memiliki asumsi-asumsi yang sama. Berikut ini
adalah beberapa asumsi-asumsi yang ada di CPM dan PERT.
a. Proyek terdiri atas aktivitas-aktivitas yang terdefinisi dengan jelas.
b. Setiap aktivitas bisa dimulai dan diakhiri tanpa tercampur dengan aktivitas
lain.
c. Setiap aktivitas terkait dengan urutan-urutan pelaksanaan satu sama lain
Penerapan metode PERT bukan hanya pada proyek-proyek besar
dengan waktu pengerjaan yang lama dan dengan ribuan pekerja, tetapi dapat
berfungsi untuk memperbaiki efisiensi pengerjaan proyek bersekala kecil dan
menengah. Seperti, perakitan mobil atau sepeda motor, pembangunan
rumah tinggal, jembatan, jasa konstruksi lainnya, serta proyek-proyek lainnya.
Secara umum PERT membantu dalam hal-hal sebagai berikut (Purnomo,
2004):
1. Perencanaan suatu proyek yang kompleks.
2. Penjadwalan-penjadwalan pekerjaan dalam urutan yang praktis dan
efisien.
3. Mengadakan pembagian kerja dari tetangga kerja dan sumber dana yang
tersedia.
4. Menentukan antara waktu dan biaya.
Mengadakan analisis jaringan untuk suatu proyek diperlukan tiga tipe
data pokok, yaitu taksiran mengenai waktu yang diperlukan untuk setiap
pekerjaan kegiatan. Menganalisis waktu yang diperlukan untuk suatu
II-3
pekerjaan, dugunakan estimasi waktu penyelesaian suatu kegiatan
(Purnomo, 2004).
1. Waktu optimistik (a) adalah waktu kegiatan bila semuanya berjalan baik
tanpa adanya hambatan-hambatan atau penundaan. Hanya ada
probabilitas yang sangat kecil (1 dalam 100) untuk mencapai waktu yang
optimistik (waktu yang paling cepat).
2. Waktu pesimistik (b) adalah waktu kegiatan bila terjadi hambatan atau
penundaan lebih dari semestinnya. Probabilitas yang ada dalam hal ini
sangat kecil (1 dalam 100) untuk mencapai waktu yang pali pesimis
(waktu paling lama).
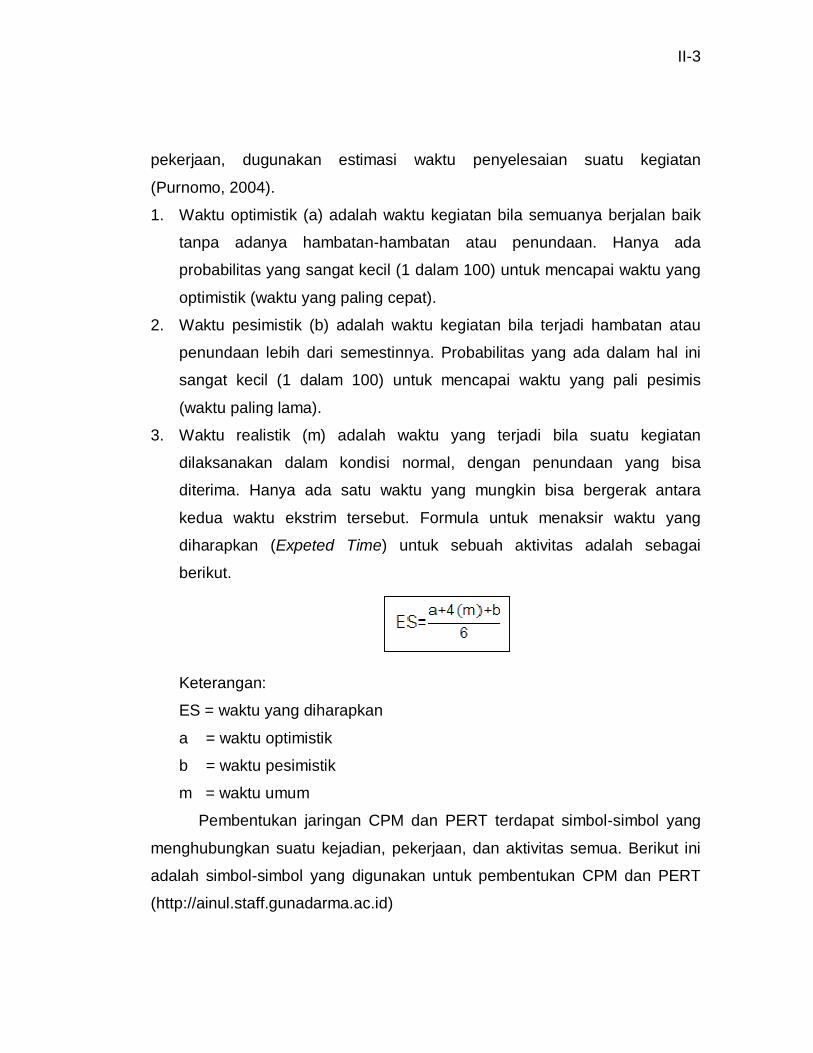
3. Waktu realistik (m) adalah waktu yang terjadi bila suatu kegiatan
dilaksanakan dalam kondisi normal, dengan penundaan yang bisa
diterima. Hanya ada satu waktu yang mungkin bisa bergerak antara
kedua waktu ekstrim tersebut. Formula untuk menaksir waktu yang
diharapkan (Expeted Time) untuk sebuah aktivitas adalah sebagai
berikut.
Keterangan:
ES = waktu yang diharapkan
a = waktu optimistik
b = waktu pesimistik
m = waktu umum
Pembentukan jaringan CPM dan PERT terdapat simbol-simbol yang
menghubungkan suatu kejadian, pekerjaan, dan aktivitas semua. Berikut ini
adalah simbol-simbol yang digunakan untuk pembentukan CPM dan PERT
(http://ainul.staff.gunadarma.ac.id)

II-4
Tabel 2.1 Simbol-simbol CPM dan PERT
Simbol: Untuk
Kejadian (event): peristiwa dimulai dan berakhirnya suatu pekerjaan
Pekerjaan (aktivitas): peristiwa berlangsungnya suatu pekerjaan
------- Dummy activity: pekerjaan atau aktivitas semu
CPM dan PERT mempunyai langkah-langkah perhitungan masing-masing.
Berikut ini adalah langkah-langkah perhitungan CPM dan PERT:
1. Langkah perhitungan untuk PERT
a. Menggunakan diagram pendahulu
b. Menentukan lintasan kritis
2. Langkah perhitungan untuk CPM
a. Menentukan lintasan kritis percepatan
b. Menentukan biaya percepatan
2.1.2 Perbedaan Critical Path Method (CPM) dan Program Evaluation
Review Technique (PERT)
CPM dan PERT sama-sama digunakan dalam perancangan dan
pengendalian proyek. Kedua-duannya mendeskripsikan aktivitas-aktivitas
proyek dalam jaringan kerja dan dari jaringan kerja tersebut, mampu
dilakukan berbagai analisis untuk pengambilan keputusan tentang waktu,
biaya, serta penggunaan sumber daya.
Terdapat beberapa perbedaan antara CPM dan PERT. Perbedaan
pertama, CPM menggunakan satu jenis waktu untuk taksiran waktu kegiatan
sedangkan PERT menggunakan tiga jenis waktu, yaitu perkiraan waktu
teroptimistik, termungkin dan terpesimis. Perbedaan kedua, CPM digunakan
kala taksiran waktu pengerjaan setiap aktivitas diketahui dengan deviasi
relatif mini atau dapat diabaikan sedangkan PERT digunakan saat taksiran
waktu aktivitas tidak dapat dipastikan seperti aktivitas tersebut sebelum
pernah dilakukan bervariasi waktu yang benar. Perbedaan ketiga, CPM

II-5
menganggap proyek terdiri dari peristiwa susul menyusul. PERT dengan
berbasikan statistik memberikan peluang hadirnya ketidak pastian
(http://ainul.staff.gunadarma.ac.id).
2.1.3 Persyaratan Urutan Pekerjaan
Pertimbangan suatu pekerjaan dilakukan pengurutan adalah karena
berbagai kegiatan tidak dapat dimulai sebelum kegiatan-kegiatan lain
diselesaikan, dan mungkin ada kegiatan lainnya yang dapat dilaksanakan
secara bersamaan dan atau tidak saling bergantung. Konsep waktu dalam
jaringan kerja dapat didefinisikan sebagai berikut.
1. ES (Earliest Start Time) adalah waktu paling awal (tercepat) suatu
kegiatan dapat dimulai dengan memperhatikan waktu kegiatan yang
diharapkan dan persyaratan urutan pengerjaan.
2. LS (Latest Start Time) adalah waktu yang paling lambat untuk dapat
memenuhi suatu kegiatan tanpa penundaan keseluruhan proyek.
3. EF (Earliest Finish Time) adalah waktu paling awal suatu kegiatan dapat
diselesaikan, atau sama dengan ES + waktu kegiatan yang diharapkan.
4. LF (Latest Finish Time) adalah waktu paling lambat untuk dapat
menyelesaikan suatu kegiatan tanpa menunda dan penyelesaian proyek
secara keseluruhan, atau sama dengan LS + waktu kegiatan yang
diharapkan.
Diagram jaringan kerja node (lingkaran) yang merupakan lambang
dari suatu event dibagi atas tiga bagian dengan fungsi masing-masing.
Berikut ini adalah tiga bagian dari diagram jaringan kerja node (lingkaran).
aa
a
b c
II-6
Keterangan:
a = Ruang untuk nomor event
b = Ruang untuk waktu paling cepat suatu kegiatan dapat diselesaikan (EF)
c = Ruang untuk waktu paling lambat untuk dapat menyelesaikan suatu
kegiatan tanpa penundaan atau LF (Purnomo, 2004).
2.1.4 Pengertiam Jalur Kritis dan Dummy
Jalur kritis adalah jalur dalam jaringan kerja yang memiliki rangkaian
komponen-komponen kegiatan, dengan total waktu terlama dan menunjukan
waktu penyelesaian proyek yang tercepat. Jalur kritis mempunyai arti penting
dalam suatu proyek, karena kegiatan-kegiatan yang melewati jalur kritis
diusahakan tidak mengalami kelambatan penyelesaian. Pelaksanaan
kegiatan-kegiatan dalam jalur kritis mengalami keterlambatan proyek secara
keseluruhan (Purnomo, 2004).
Jalur kritis mempunyai tiga ciri-ciri khusus, ketiga ciri-ciri tersebut bisa
dijadikan acuan untuk mengetahui jaringan kerja. Berikut ini adalah ciri-ciri
dari jalus keritis.
1. Jalur yang memakan waktu terpanjang dalam suatu proses
2. Jalur dengan tegangan waktu antara selesainya suatu tahap kegiatan
dengan mulainya suatu tahap kegiatan berikutnya.
3. Tidak adanya tegangan waktu tersebut yang merupakan sifat kritis dari
jalur kritis.
Dummy adalah aktivitas yang tidak mempunyai waktu pelaksanaan
dan hanya diperlukan untuk menunjukan kegiatan dengan aktivitas
pendahulu. Dummy diperlukan untuk menggambarkan adannya hubungan
diantara kegiatan. Mengingan dummy merupakan kegiatan semu maka lama
kegiatan dummy adalah nol. Dummy terdiri dari dua macam yaitu
(http://ainul.gunadarma.ac.id):
II-7
1. Gramatical Dummy
Gramatica dummy diperlukan untuk menghindari kekacauan penyebutan
suatu kegiatan apabila terdapat dua atau lebih kegiatan yang berasal dari
peristiwa yang sama (misalnya i) dan berakhir pada suatu peristiwa yang
sama pula (misalnya j). Gramatical dummy akan memudahkan komputer
untuk membedakan kegiatan satu dengan yang lain.
2. Logical Dummy
Logical dummy digunakan untuk memperjelaskan hubungan antara
kegiatan.
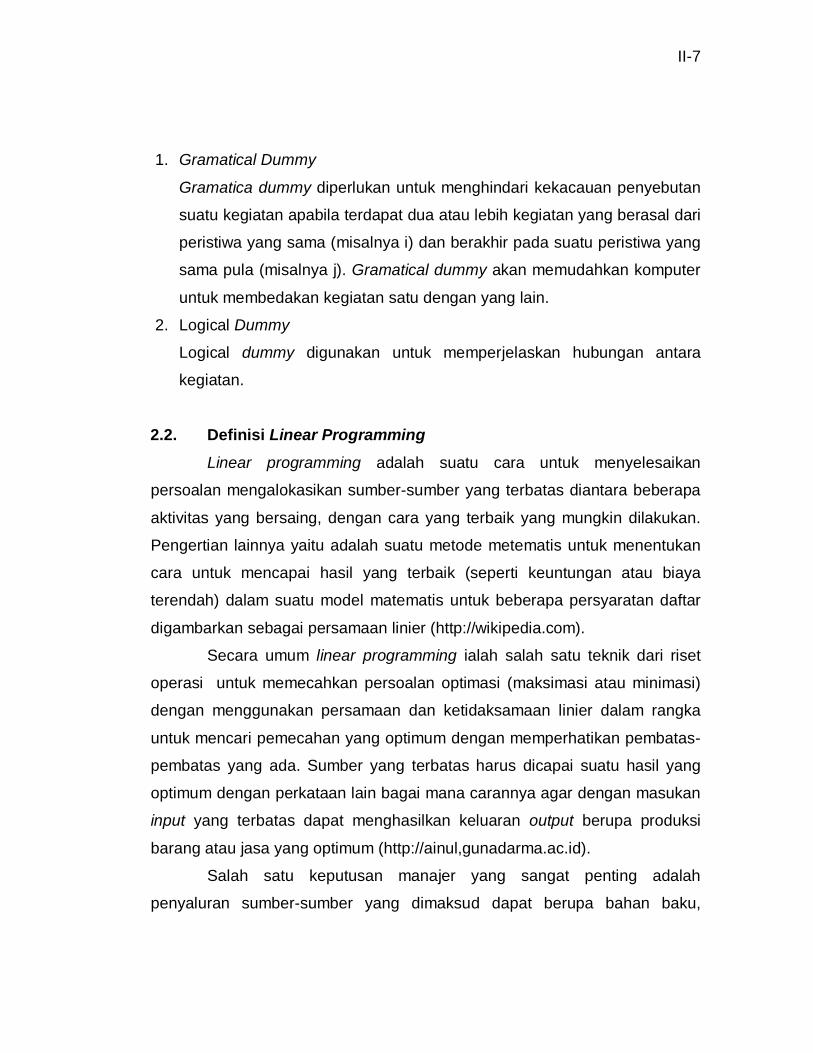
2.2. Definisi Linear Programming
Linear programming adalah suatu cara untuk menyelesaikan
persoalan mengalokasikan sumber-sumber yang terbatas diantara beberapa
aktivitas yang bersaing, dengan cara yang terbaik yang mungkin dilakukan.
Pengertian lainnya yaitu adalah suatu metode metematis untuk menentukan
cara untuk mencapai hasil yang terbaik (seperti keuntungan atau biaya
terendah) dalam suatu model matematis untuk beberapa persyaratan daftar
digambarkan sebagai persamaan linier (http://wikipedia.com).
Secara umum linear programming ialah salah satu teknik dari riset
operasi untuk memecahkan persoalan optimasi (maksimasi atau minimasi)
dengan menggunakan persamaan dan ketidaksamaan linier dalam rangka
untuk mencari pemecahan yang optimum dengan memperhatikan pembatas-
pembatas yang ada. Sumber yang terbatas harus dicapai suatu hasil yang
optimum dengan perkataan lain bagai mana carannya agar dengan masukan
input yang terbatas dapat menghasilkan keluaran output berupa produksi
barang atau jasa yang optimum (http://ainul,gunadarma.ac.id).
Salah satu keputusan manajer yang sangat penting adalah
penyaluran sumber-sumber yang dimaksud dapat berupa bahan baku,

II-8
peralatan, mesin ruang, waktu, dana dan orang. Semua itu dapat
dipergunakan untuk menghasilkan komoditi tertentu (Winarno, 2008).
Metode analisis yang paling bagus untuk menyelesaikan persoalan
alokasi sumber ialah metode program linier adalah merumuskan masalah
dengan jelas dengan menggunkana sejumlah informasi yang tersedia.
Sesudah masalah terumuskan dengan jelas, maka langkah berikutnya adalah
menterjemahkan masalah ini kedalam model matematika, yang telah
mempunyai cara pemecahan yang lebih mudah dan rapi guna menemukan
jawaban terhadap masalah yang dihadapi. Jawaban yang ditemukan dari
hasil perhitungan lebih mudah dinilai atau deevaluasi kemampuannya satu
dari yang laim dan terdapat jawaban yang terang lebih ampuh akan
ditetapkan sabagai keputusan akhir dan siap untuk dilaksanakan.
2.2.1 Asumsi-Asumsi Dasar
Salah satu ciri khas model linear programming ialah bahwa linear
programing didukung lima macam asumsi yang menjadi tulang punggung
model tersebut. Berikut ini adalah kelima asumsi-asumsi dari linear
programming.
1. Linieritas
Asumsi ini menginginkan agar perbandingan antara input yang satu
dengan input lainnya, atau untuk suatu input dengan output besarnya tetap
dan terlepas (tidak tergantung) pada tingkat produksi.
2. Proposionalitas
Asumsi ini menyatakan bahwa jika peubah pengambilan keputusa, Xj,
berubah maka dampak perubahannya akan menyebar dalam proposi yang
sama terhadap fungsi tujuan, CjXj, dan juga pada kendalannya aijXj.
II-9
3. Aditivitas
Asumsi ini menyatakan bahwa nilai perameter dari suatu kriteria optimasi
(koefisien pengambilan keputusan dalam fungsi tujuan) merupakan jumlah
nilai individu-individu Cj dalam model linear programmingtersebut.
4. Divisibilitas
Asumsi ini menyatakan peubah-peubah pengambilan keputusan Xj tidak
perlu integer (hanya 0 dan 1 atau bilangan bulat), tetapi boleh non integer
(misalkan ½;0,58;38,7226 dan sebagainya).
5. Deterministik
Asumsi ini menghendaki agar semua parameter dalam model linear
programming (yaitu nilai-nilai Cj, aij, dan bi) tetap dan diketahui secara
pasti.
Kegiatan-kegiatan yang dilakukan dalam analisis permasalahan
dalam model linear programming dapat diklasifikasikan dalam tujuh bagian.
Berikut ini adalah ketujuh bagian dari kegiatan-kegiatan yang dilakukan
dalam analisis permasalahan dalam model linear programming:
1. Latar belakang matematika, khususnya teori persamaan linier.
2. Metode-metode penyelesaian atau metode analisis (misalkan metode
simpleks).
3. Mengembangkan sebuah program komputer dan juga sistem komputernya
untuk dapat manangani permasalahan pemrograman linier.
4. Prosedur pengolahan sistem, termasuk pengolahan matriks (matrix
generators), penulisan laporan (report writers), dan pengolahan data dasar
(data-base managemeny).
5. Pemasukan data, konversi data, dan transkipsi data.
6. Permodelan masalah-masalah dunia nyata
7. Analisis, interprestasi, dan mrenyampaikan hasil-hasil analisis tersebut
untuk peroses pengambilan keputusan lebih lanjut.
II-10
Syarat-syarat yang harus dipenuhi agar suatu persoalan dapat
dipecahkan dengan teknik linier programming. Berikut ini adalah syarat-
syarat yang harus dipenuhi dalam persoalan linier programming:
1. Fungsi objektif harus didefinisikan secara jelas dan dinyatakan sebagai
fungsi objektif yang linier. Misalnya jumlah hasil penjualan harus
maksimum, jumlah biaya transport harus minimum.
2. Harus ada alternatif pemecahan untuk dipilih salah satu yang terbaik.
3. Sumber-sumber dab aktivitas mempunyai sifat dapat ditambahkan.
4. Fungsi objektif dan ketidaksamaan untuk menunjukan adannya
pembatasan harus linier.
5. Variabel keputusan harus positif, tidak boleh negatif.
6. Sumber-sumber dan aktivitas mempunyai sifat yang dapat dibagi.
7. Sumber-sumber aktivitas mempunyai jumlah yang terbatas.
8. Aktivitas harus proporsional terhadap sumber-sumber. Hal ini berarti ada
hubungan linier antara aktivitas dengan sumber-sumber. Model
programming determistik artinya sumber aktivitas diketahui secara pasti.
Bentuk baku linear programming untuk metode simpleks memiliki ciri-
ciri utama. Berikut ini adalah ciri utama dari bentuk baku linear programming
untuk metode simpleks:
1. Semua kendala harus berada dalam bentuk persamaan dengan nilai
kanan tidak negatif.
2. Semua variabel yang tidak terlibat tidak bernilai negatif.
3. Fungsi objektif dapat berupa maksimasi dan minimasi.
2.2.2 Metode Grafik
Salah satu metode pengoptimalan yang tidak digunakan adalah
grafik. Fungsi tujuan dan kendala permasalahan digambarkan menggunakan
bantuan sumbu absis (horizontal) dan ordinat (vertikal) grafik. Mengingat
keterbatasan sumbu kordinat grafik, solusi grafik hanya tepat digunakan

II-11
untuk dua variabel keputusan. Mengoptimalkan permasalahan dengan jumlah
nilai variabel keputusan lebih dari dua akan dihadapkan pada kesulitan
penggambaran dan penskalaan. Ini merupakan salah satu kelemahan solusi
grafik. Kelemahan lainnya, pelaksanaan akan mengakibatkan kesalahan
penentuan solusi optimal (Siringoringo, 2005).
Metode grafik adalah suatu persoalan linear programming
memfokuskan diri hanya pada perpotongan garis-garis dengan pemakaian
pendekatan dua dimensi. Persoalan linear programming yang lebih dari tiga
dimensi, maka cara aljabar, khususnya alogaritma simplek yang ditempuh.
Dalam prakteknya memang biasannya memakai cara simplek yang sangat
terkenal itu.
Metode grafik ini dengan menerapkan fungsi keuntungan pada
kordinat masing-masing titik yang ada pada ”feasible set” tersebut kemudian
titik dengan laba yang paling besar itulah merupakan titik luas produksi yang
menguntungkan. Di samping itu dapat pula dicari dengan menggambarkan
fungsi keuntungan itu digeser-geserkan kekanan dan kekiri, kemudian akan
terdapat suatu titik yang ada pada ”feasible set” yang disinggung oleh garis
fungsi keuntungan tersebut dan titik itulah merupakan titik luas produksi yang
paling menguntungkan.
Prosedur analisis grafis ini ada empat langkah yang harus ditempuh
jika melakukan cara analisis grafis untuk permasalahan pemrograman linier.
Langkah–langkah tersebut adalah sebagai berikut (Siringoringo, 2005):
1. Rumuskan persoalan linear programming yang bersangkutan kedalam
model matematik sesuai dengan peraturan dan syarat-syarat yang
diperlukan oleh suatu model linear programming, yaitu harus ada fungsi
tujuan, fungsi-fungsi kendala, dan syarat ikatan non negatif.
2. Gambarkan grafik dua dimensi yang menunjukan dimensi dua perubahan
pengambilan keputusan Xj untuk j = 1 dan 2. Kemudian tempatkan fungsi-
II-12
fungsi kendala dalam grafik dua dimensi tersebut, sesuai dengan
persyaratan ketidaksamaannya.
3. Gambarkan fungsi tujuan, secara pararel sehingga menghasilkan apa
yang disebut garis-garis insorvenue atau iso-frofit. Kemudian dipillih mana
garis yang menyinggung titik sudut optimum.
4. Mengetahui beberapa jumlah yang optimum tersebut dapat dianalisis
melalui persamaan simultan.
2.2.3 Metode Simpleks
Salah satu teknik penentuan solusi optimal yang digunakan dalam
linear programming adalah metode simpleks. Penentuan solusi optimal
mengunakan simplek. Penentuan solusi optimal mengunakan simplek
didasarkan pada teknik eliminasi Gauss Jordan. Penentuan solusi optimal
dilakukan dengan memeriksa titik ekstrim (ingat kembali solusi grafik) satu
per satu dengan cara perhitungan interatif. Penentuan solusi optimal dengan
simplek dilakukan tahap demi tahap yang disebut dengan iterasi. Iterasi ke-I
hanya tergantung dari iterasi sebelumnya (i-1) (Siringoringo, 2005).
Metode simplek adalah suatu prosedur ulang yang bergerak dari satu
jawab layak baris ke jawab berikutnya demikian rupa hingga harga fungsi
tujuan terus naik (dalam persoalan maksimasi). Proses ini akan kelanjutan
sampai jawaban optimal (kalau ada) yang memberikan harga maksimum.
2.3. Definisi Line Balancing
Menurut Gasperz (2005), line balancing merupakan penyeimbangan
penugasan elemen-elemen tugas dari suatu assembly line ke work station
untum meminimumkan banyaknya work station dan meminimumkan total idle
time pada suatu stasiun untuk tingkat output tertentu, yang dalam
penyeimbangan tugas ini, kebutuhan waktu atau unit produk yang

II-13
dispesifikasikan untuk setiap tugas dan hubungan sekuensial harus
dipertimbangkan.
Menurut Purnomo (2004), lini perakitan dapat didefinisikan sebagai
sekelompok orang atau mesin yang melakukan tugas skuensial dalam
merakit suatu produk. Lini perakitan merupakan lini peroduksi dimana
material bergerak sacar kontinyu dengan rata-rata laju kedatangan meterial
berdistribusi uniform melewati stasiun kerja yang mengerjakan perakitan.
2.3.1 Tujuan Line Balancing
Tujuan line balancing adalah untuk memperoleh suatu arus produksi
yang lancar dalam rangka memperoleh utilitas yang tinggi atas fasilitas,
tenaga kerja, dan peralatan melalui penyeimbangan waktu kerja antara work
station, dimana setiap elemen tugas dalam suatu kegiatan produk
dikelompokan sedemikian rupa dalam beberapa stasiun kerja yang telah
ditentukan sehingga diperoleh keseimbangan waktu kerja yang baik. Menurut
Kusuma (2001), tujuan line balancing mempunyai 3 ciri-ciri utama. Berikut ini
adalah tujuan utama dari line balancing.
a. Menjaga keseimbangan lintasan pada semua setasiun kerja.
b. Menjaga kelanvaran lintasan produksi pada proses produksi diatas
lintasan perakitan.
c. Keseimbangan lintasan.
Permulaan munculnya persoalan line balancing berasal dari ketidak
seimbangan lintasan produksi yang berupa adanya work in process pada
beberapa work station. Menurut Gaspersz (2005), persyaratan umum yang
harus digunakan dalam suatu keseimbangan lintasan produksi adalah
dengan meminimumkan waktu menganggur (idle time) dan meminimumkan
keseimbangan waktu senggang (balance delay). Tujuan dari lintasan
produksi yang seimbang adalah sebagai berikut:
II-14
1. Menyeimbangkan beban kerja yang dialokasikan pada setiap work station
sehingga setiap work station selesai pada waktu yang seimbang dan
mencegah terjadinya bottle neck.
2. Menjaga agar pelintasan perakitan tetap lancar dan berlangsung terus
menerus.
3. Meningkatkan efisiensi atau produktifitas.
2.3.2 Pengertian Assembly line Balancing
Assembly line balancing adalah permasalahan penyeimbangan
beban pada stasiun-stasiun kerja dibagian lini prakitan. Keseimbangan pada
lini perakitan adalah sangat penting karena menentukan seberapa besar
kecepatan dan kedayagunaan (efisiensi) produk (Kusnadi, 2009).
Secara determistik, kecepatan produksi lini perakitan ditentukan oleh
stasiun kerja yang memiliki kecepatan operasi yang paling lambat (waktu
operasi yang terbesar). Hal ini dikarenakan stasiun kerja yang lain harus
mengalami waktu menganggur (idle) baik mrnunggu material input maupun
menunggu daerah WIP (work in process) di depannya menjadi kosong.
Selain itu, jika kecepatan produksi stasiun-stasiun kerja pada lini perakitan
berbeda secara signifikan, efisiensi lini perakitan tersebut menjadi rendah.
Hal ini diakibatkan waktu operasi tidak digunakan sepenuhnya dalam
mentransformasikan barang, akan tetapi ada waktu operasi yang terbuang
dikarenakan idle (menganggur) (Kusnadi, 2009).
Permasalahan ini, diasumsikan ada serangkaian proses dalam lini
perakitan. Setiap proses memiliki waktu operasi yang berbeda-beda. Ada
batasan keterdahuluan yakni sejumlah proses baru dapat dilakukan setelah
proses persyaratanya selesai. Tujuan dari permasalahan ini adalah
menentukan pengelompokan proses-proses pada lini perakitan menjadi
stasiun-stasiun kerja yang akan memaksimumkan efisiensi lini perakitan
tersebut. Terkadang, pada permasalahan ini juga dapat ditambahkan kndala
II-15
seperti jumlah maksimim stasiun kerja atau kecepatan minimum lini perakitan
(waktu operasi maksimum lini prakitan) (Kusnadi, 2009).
Assembly line mempunyai karakteristik-karakteristik dalam setiap
permasalahannya. Berikut ini adalah karakteristik dari permasalahan
assembly line (Kusuma, 2001).
1. Ada sejumlah proses dalam lini perakitan dengan waktu proses masing-
masing.
2. Ada kendala keterdahuluan yang memaksa sebagian proses baru bisa
dimulai setelah proses persyaratannya selesai.
3. Bisa ada kendala tambahan seperti jumlah maksimum stasiun kerja atau
kecepatan minimum lini perakitan,
4. Tujuannya adalah pengelompokan proses-proses perakitan menjadi
stasiun-stasiun kerja tanpa melanggar kendala terdahulu demi tercapai
efisiensi lini perakitan maksimum.
2.3.3 Terminologi Lintasan
Line balancing memiliki berbagai macam terminologi lintasan ada
elemen kerja, stasiun kerja, waktu siklus, waktu stasiun kerja, waktu operasi
dan idle time. Berikut ini adalah penjelasan dari berbagai macam terminologi
lintasan yang telah disebutkan di atas (Purnomo, 2004).
a. Elemen kerja, adalah pekerjaan yang harus dilakukan dalam satu kegiatan
paerakitan.
b. Stasiun kerja, adalah lokasi-lokasi tempat elemen kerja di kerjaan.
c. Waktu siklus (Cycle time), adalah waktu yang diperlukan untuk membuat
satu unit produk pada satu stasiun kerja.
d. Waktu stasiun kerja, adalah waktu yang dibutuhkan oleh sebuah setasiun
kerja untuk mengerjakan semua elemen kerja yang didistribusikan pada
stasiun kerja tersebut.

II-16
e. Waktu operasi (ti), adalah waktu standar untuk menyelesaikan suatu
operasi.
f. Delay Time (idle time), adalah selisih antara cycle time dengan waktu
stasiun kerja. Delay time adalah waktu menganggur yang terjadi setiap
stasiun kerja. Berdasarkan idle time dapat dihitung dengan cara
mengurangi waktu yang tersedia dengan waktu yang digunakan.
g. Delay, adalah rasio antara waktu idle dalam lini perakitan dengan waktu
yang tersedia. Rumus yang digunakan untuk menentukan balance delay
lini perakitan adalah sebagai berikut.
Keterangan:
n = Jumlah elemen kerja yang ada
CT = Cycle time
N = Jumlah stasiun kerja yang terbentuk
Usaha penyeimbangan yang baik adalah usaha yang dapat menurunkan
balance delay lini.
h. Precedence diagram, adalah diagram yang menggambarkan urutan dan
keterkaitan antara elemen kerja perakitan sebuah produk. Pendistribusian
elemen kerja yang dilakukan untuk setiap stasiun kerja harus
memperhatikan precedence diagram.
Mengukur performans sebelum dan sesudah dilakukan proses
keseimbangan lintasan dengan menggunakan kriteria-kriteria. Berikut ini
adalah kriteria-kriteria dari mengukur performans sebelum dan sesudah
proses keseimbangan lintasan.
1. Efisiensi Lini
Efisiensi lini adalah rasio antara waktu yang digunakan dengan eaktu yang
tersedia. Berkaitan dengan waktu yang tersedia, lini akan mencapai
keseimbangan apabila setiap daerah pada lini mempunyai waktu yang
II-17
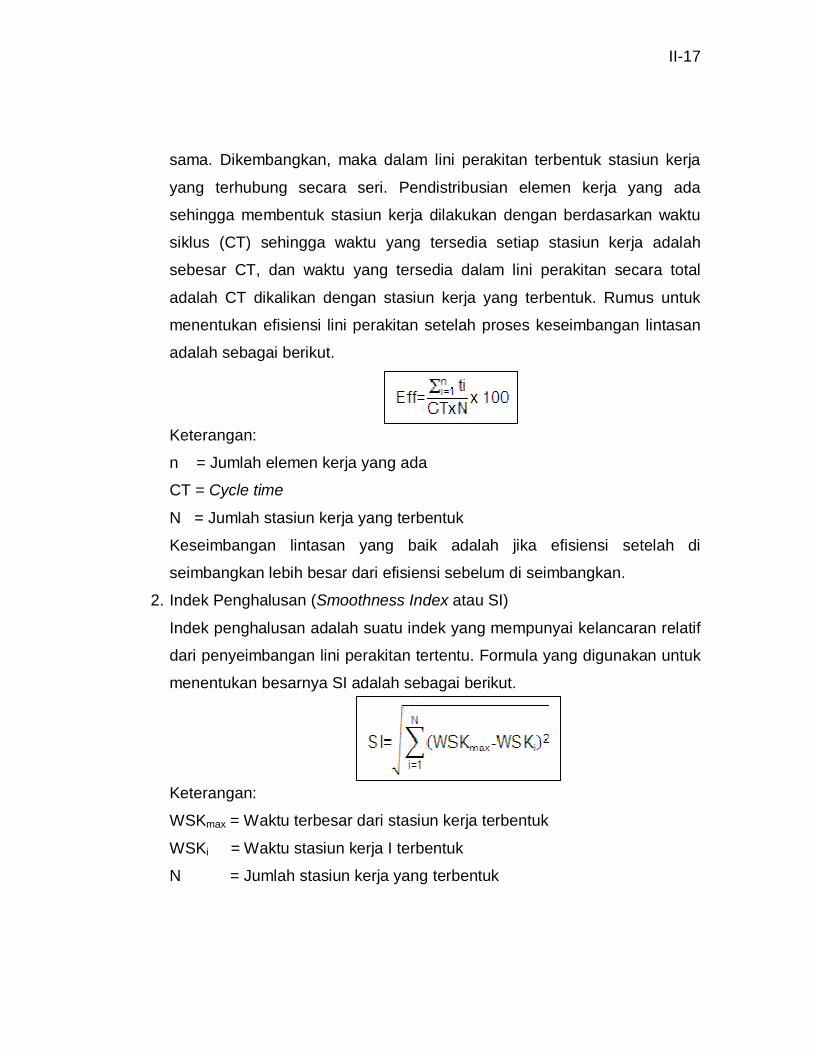
sama. Dikembangkan, maka dalam lini perakitan terbentuk stasiun kerja
yang terhubung secara seri. Pendistribusian elemen kerja yang ada
sehingga membentuk stasiun kerja dilakukan dengan berdasarkan waktu
siklus (CT) sehingga waktu yang tersedia setiap stasiun kerja adalah
sebesar CT, dan waktu yang tersedia dalam lini perakitan secara total
adalah CT dikalikan dengan stasiun kerja yang terbentuk. Rumus untuk
menentukan efisiensi lini perakitan setelah proses keseimbangan lintasan
adalah sebagai berikut.
Keterangan:
n = Jumlah elemen kerja yang ada
CT = Cycle time
N = Jumlah stasiun kerja yang terbentuk
Keseimbangan lintasan yang baik adalah jika efisiensi setelah di
seimbangkan lebih besar dari efisiensi sebelum di seimbangkan.
2. Indek Penghalusan (Smoothness Index atau SI)
Indek penghalusan adalah suatu indek yang mempunyai kelancaran relatif
dari penyeimbangan lini perakitan tertentu. Formula yang digunakan untuk
menentukan besarnya SI adalah sebagai berikut.
Keterangan:
WSKmax = Waktu terbesar dari stasiun kerja terbentuk
WSKi = Waktu stasiun kerja I terbentuk
N = Jumlah stasiun kerja yang terbentuk

II-18
2.3.4 Metode Penyeimbangan Lintasan
Seperti telah disebutkan, tujuan penyeimbangan lintasan adalah
meningkatkan efisiensi tiap stasiun kerja dan menyeimbangkan lintasan
setingga seluruh stasiun kerja dalam lintasan bekerja dengan kecepatan
yang sedapat mungkin sama. Melakukannya, sampai saat ini belum ada
metode yang mampu menghasilkan solusi yang optimal, kecuali
menggunakan simulasi komputer. Metode-metode yang telah dikembangkan
selama ini terbatas hanya pada metode heuristik yang menghasilkan solusi
mendekati optimal tetapi menjamin tercapainya solusi optimal. Berikut ini
adalah metode-metode yang digunakan (Kusuma, 2001).
1. Metode Bobot Posisi (Helgesson Birnie)
Metode heuristik yang paling awal ialah metode bobot posisi. Metode ini
diusulkan oleh W.B Helgeson dan D.P Birnie. Metode bobt posisi ini dapat
dijelaskan sebagai berikut (Kusuma, 2001).
a. Hitung kecepatan lintasan yang diinginkan. Kecepatan lintasan aktual
adalah kecepatan lintasan yang diinginkan.
b. Buat matriks terdahulu berdasarkan jaringan kerja perakitan.
c. Hitung bobot posisi tiap operasi yang dihitung berdasarkan jumlah waktu
operasi tersebut dan operasi-operasi yang mengikutinnya.
d. Urutan operasi-operasi mulai dari bobot posisi terbesar sampai dengan
bobot posisi terkecil.
e. Lakukan pembebanan operasi pada stasiun kerja mulai dari operasi
dengan bobot posisi terbesar sampai dengan bobot posisi terkecil, dengan
kriteria total waktu operasi lebih kecil dari kecepatan lintasan yang
ditentukan.
f. Hitung efisiensi rata-rata stasiun kerja yang terbentuk.
g. Gunakan prosedur trial and error untuk mencari pembebanan yang akan
menghasilkan efisiensi rata-rata lebih besar dari efisiensi rata-rata pada
poin f di atas.

II-19
h. Ulangi langkah f dan g sampai tidak ditemukan lagi stasiun kerja yang
memiliki efisiensi rata-rata yang lebih tinggi.
2. Metode Kilbridge-Wester Heuristik
Sesuai dengan namanya metode ini dikembangkan oleh Kilbridge dan
Wester. Langkah-langkah dalam metode ini adalah sebagai berikut
(Purnomo, 2004).
a. Buat precedence diagram dari precedence data yang ada berilah tanda
daerah-daerah yang memuat elemen-elemen kerja yang tidak saling
bergantung.
b. Bentuk waktu siklus dengan cara mencoba-coba (trial) faktor dari total
elemen kerja yang ada. Tentukan jumlah stasiun kerja yang mungkin
terbentuk dengan menggunakan formula dibawah ini.
Keterangan:
N = jumlah stasiun kerja
ti = waktu elemen kerja ke-i
c. Distribusikan elemen kerja pada setiap setasiun kerja dengan aturan
bahwa total waktu elemen kerja yang terdistribusi pada sebuah stasiun
tidak boleh melebihi waktu siklus yang ditetapkan.
d. Keluarkan elemen kerja yang telah didistribusikan pada stasiun kerja, dan
ulangi langkah 3 sampai semua elemen kerja yang ada terdistribusi ke
stasiun kerja.
2.4. Sejarah Analisis Pengendalian Mutu
Mengetahui sejarah tentang penggunaan analisis statistik di bidang
pengendalian mutu. Analisis ini dikenal sejak tahun 1924 yang dikemukanan
oleh Dr. Wolter Shewhart dari perusahaan Bell Telephone Laboratories.
Pemikiran Dr. Shewhart tersebut diterbitkan dalam buku yang berjudul
II-20
Economic control of Quality of Manufactured Product yang merupakan
konsep dasar dari pengendalian mutu suatu barang di perusahaan
manufaktur. Dasarnya adalah untuk mengetahui produk yang dapat diterima
atau produk yang ditolak karena rusak. Tujuannya agar produk yang rusak
tidak dijual kepada konsumen, tetapi harus dimusnahkan, dengan demikian
konsumen hanya akan memperoleh produk (barang/jasa) yang mempunyai
mutu yang telah direncanakan (Suryadi, 2009).
Pengendalian mutu ditujukan untuk mempertahankan standar
kualitas produk yang dijanjikan oleh perusahaan kepada konsumen.
Tindakan pengendalian dapat membantu mempertahankan kinerja proses
produksi dalam batas-batas toleransi yang diijinkan. Pengendalian mutu
secara statistik maka penulis mengenal dua jenis metode statistik yang
berbeda, yaitu pengendalian sampel penerimaan dan pengendalian proses.
Pengambilan sampel penerimaan bertujuan untuk menghemat waktu dan
biaya pemeriksaan, sedangkan pengendalian proses bertujuan untuk
memecah kerugian lebih besar akibat produk cacat dengan mengamati
output yang dihasilkan pada tahapan-tahapan proses produksi (Arman,
2005).
Pengambilan sampel penerimaan berlaku untuk memeriksa partai di
mana keputusan untuk menerima atau menolak suatu partai bahan
ditentukan berdasarkan sampel acak yang diambil dari partai tersebut. Jenis
pemeriksaan ini dilakukan setelah produksi selesai. Pemeriksaan bahan yang
diangkat didalam gerobak kereta api yang tiba dipabrik dan pemeriksaan
rekening untuk pelanggan yang besar.
Pengambilan sampel kendali proses digunakan selama produksi
dilakukan ketika produksi sedang dibuat. Keputusan dalam kasus ini adalah
apakah melanjutkan proses atau menghentikan produksi dan mencari
penyebab kerusakan, yang mungkun berasal dari bahan, operator, atau
mesin. Keputusan ini didasarkan atas sampel acak berkala yang diambil dari

II-21
proses itu. Proses sudah berada di dalam pengendalian statistik, ia harus
tetap di sana kecuali terdapat penyebab kerusakan yang dapat diidentifikasi,
dengan memantau proses tersebut melalui pengambilan sampel maka
keadaan pengendalian yang konstan dapat dipertahankan.
Kedua jenis statistik pengendalian mutu ini berbeda secara
konseptual. Apabila pengembalian sampel penerimaan dilakukan setelah
produksi diselesaikan maka kendali proses dilakukan selama produksi.
Metode-metode ini tidak saling menghilangkan tetapi biasanya lebih
ekonomis bila menggunakan proses selama produksi daripada pengambilan
sampel penerimaan setelah produksi selesai. Namun demikian pengambilan
sampel penerimaan tertentu berguna apabila pemasok tidak dapat dengan
mudah menjamin bahwa ia melakukan proses secara statistik atau
pemeriksaan diperlukan guna menjamin bahwa bahan-bahan memenuhi
perjanjian kontrak atau hukum (Arman, 2005).
Gambar 2.1 Metode Kendali Mutu Secara Statistik
Masing-masing metode kandali mutu tersebut dapat dipergunakan
dengan pengukuran atribut atau variabel. Hal ini menimbulkan empat kasus
yang berbeda, sebagaimana diperluhatkan pada gambar diatas. Keempat
kasus ini juga menimbulkan ukuran sampel yang berbeda dan filosofi
pengendalian yang berbeda, sebagaimana akan diuraikan dalam sisa bab ini.
II-22
2.4.1 Teknik Kendali Mutu
Mutu suatu produk adalah suatu kondisi fisik, sifat, dan kegunaan
suatu barang yang dapat memberi kepuasan konsumen secara fisik maupun
psikologis, sesuai dengan nilai uang yang dikeluarkan. Pengertian dalam
pengendalian mutu sama dengan yang terdapat dalam statistik bahwa
sampel adalah bagian yang mewakili populasi. Sampel dianggap dapat
mewakuli populasi (Suryadi, 2009).
Pengukuran sampel terdapat konsep pengukuran yang dikenal
dengan istilah gaging concepts. Konsep ini diperlukan karena hasil ukuran
suatu sampel dapat berbeda dan pengukuran ulang atas suatu sampel
hasilnya bisa berbeda, perbedaan tersebut bisa juga karena orang yang
mengukur berbeda. Gaging concepts meliputi tiga hal sebagai berikut.
a. Ketepatan (accuracy), yakni kesepakatan tentang ukuran dari suatu alat
ukur.
b. Pengulangan (repeatability), yakni tingkat variasi dari berbagai
pengukuran ulang.
c. Kemampuan memproduksi kembali (reproducibility), yakni tingkat varisi
dari pengukur yang berbeda orang.
Peranan kendali mutu barang atau jasa menjadi bertambah besar
dan penting dengan adanya perkembangan selera akibat peradaban manusia
yang berubah. Perubahan selera tersebut mendorong konsumen untuk selalu
mencari barang yang nilai gunanya lebih sempurna dan baik. Akibat
ditemukan teknologi baru, nilai guna mutu barang menjadi lebih baik dan
sempurna. Hal ini mendorong anggota masyarakat untuk memperbaiki selera
dalam meningkatkan kebutuhan hidupnya, jadi ada hubungan timbal balik
antara adanya perkembangan teknologi dan perubahan gaya hidup
konsumen. Hal ini pun mengakibatkan para produsen harus melakukan
antisipasi secara terus-menerus, agar kelangsungan bisnis dapat
dipertahankan. Memang terdapat berbagai upaya mempertahankan bisnis,
II-23
antara lain dengan membantu mutu barang melalui penggunaan teknologi
dan alat-alat yang digunakan dalam proses produksi, namun demikian proses
produksi melalui produknya perlu diawasi dengan menggunakan suatu
metode (Suryadi, 2009).
Metode statistical quality control sangat bermanfaat sebagai alat
untuk mengendalikan mutu. Pengendalian mutu juga untuk pengawasan
pemakaian bahan-bahan, berarti secara tidak langsung statistical quality
control bermanfaat pula untuk mengawasi tingkat efisiensi, jadi statistical
quality control digunakan sebagai alat untuk mencegah kerusakan dengan
cara menolak dan menerima berbagai produk yang dihasilkan artinya untuk
mengawasi mutu produk. Tujuan pengendalian mutu adalah sebagai berikut.
a. Mengawasi pelaksanaan proses produksi agar sesuai dengan rencana.
b. Mengawasi bahan baku sejak diterima, disimpan, dan dikeluarkan dari
gudang bahan baku.
Statistical quality control dapat dilakukan terhadap produk atau
barang setengah jadi yang merupakan hasil proses produksi. Artinya produk
akhir atau barang setengah jadi diuji melalui pengambilan sampel untuk diuji,
sehingga dapat ditarik suatu gambaran tentang keadaan mesinnya yakni
berjalan baik atau tidak. Pengawasan bahan baku harus dilakukan secara
fisik dan secara kimiawi (Suryadi, 2009).
2.4.2 Peta Kendali (Control Charts)
Peta kendali adalah peta yang dijadikan pedoman dalam
pengendalian mutu. Peta ini kemudian oleh Dr. Shewhart untuk mengetahui
apakah sampel hasil observasi termasik daerah yang diterima (accepted
area) atau daerah yang ditolak (rejected area). Peta tersebut jadi setiap
sampelnya yang diambil bisa berbeda spesifikasi dan ukurannya dari waktu
kewaktu. Data observasi ditabulasikan untuk dipetakan sehingga diperoleh
suatu peta kendali mutu. Penulis lanjutkan membahas dan membuat peta

II-24
kendali, terdapat beberapa hal yang perlu diketahui yaitu tentang pengukuran
sampel, maksudnya dalam rangka pengedalian mutu akan terdapat hal-hal
yang dapat dikendalikan (controlable), tetapi ada pula hal-hal yang bersifat
tidak terkontrol (uncontrolable) (Suryadi, 2009).
Pengedalian tersebut apabila sampel menunjukkan batas sepesifikasi
(A) artinya sampel masih baik, namun apabila sampel menunjukkan diluar
daerah spesifikasi standar (B) berarti sampel banyak yang diluar mutu.
Artinya proses produksi perlu diperbaiki, namun akan terdapat hal-hal yang
tidak dapat diawasi misalnya akibat kelelahan manusia menjadi tidak cermat
pada saat tertentu, dan bahan-bahan yang rusak karena temperatur naik tiba-
tiba atau sesaat. Secara umum dapat dikatakan bahwa peta kendali (control
charts) digunakan untuk memperoleh informasi berikut:
1. kemampuan proses produksi, artinya apakah mesin-mesin masih berjalan
baik sesuai rencana atau tidak.
2. pengendalian mutu dari produk akhir, agar mutu produk akhir tetap baik
sesuai standar.
Kegunaan peta kendali adalah untuk membatasi toleransi
penyimpangan (variasi) produk yang masih dapat diterima, akibat kelemahan
tenaga kerja, mesin, dan lain-lain. Daerah diantara garis bawah toleransi
dengan garis atas toleransi disebut daerah penerimaan (accepted area).
Penympangan dikarenakan sifat mesin dan tenaga kerja yang tidak
sempurna akan menghasilkan produk yang tidak tepat baik ukuran maupun
bentuknya, biasanya akan terdapat penyimpangan dari rencana.
Penyimpangan tersebut perlu disediakan toleransinya dalam masalah
statistiknya digunakan tingkat kepercayaan 99% dan batas toleransi dapat
sebesar +3 standar penyimpangan dihitung dari rata-rata (Suryadi, 2009).

II-25
2.5. Definisi Transportasi
Menurut Dimyati (1994), transportasi membahas masalah
pendistribusian suatu komoditas atau produk dari sejumlah sumber (supply)
kepada sejumlah tujuan (destination atau demand), dengan tujuan
meminimumkan ongkos pengangkutan yang terjadi. Menurut Purnomo
(2004), pemodelan transportasi adalah masalah pendistribusian sejumlah
produk atau komoditas dari beberapa sumber distribusi (supply) kepada
beberapa daerah tujuan (demand) dengan berpegang pada prinsip biaya
disrtibusi minimal. Selain untuk mencari biaya distribusi minimal, pemodelan
transportasi juga dapat digunakan untuk mencari perolehan atau pendapatan
maksimal dari strategi distribusi komoditi yang mempunyai keuntungan
tertentu.
Persoalan transportasi memiliki ciri-ciri khusus antara lain sebagai berikut:
1. Terdapat sejumlah sumber sebagai pusat distribusi dan sejumlah tujuan
tertentu.
2. Jumlah komoditas atau barang yang didistribusikan dari setiap sumber dan
yang diminta oleh setiap tujuan, besarnya tertentu.
3. Produk yang dikirim atau diangkut dari suatu sumber ke suatu tujuan
besarnya sesuai dengan permintaan atau kapasitas sumber.
4. Ongkos pengangkutan dari suatu sumber ke suatu tujuan besarnya
tertentu.
5. Kapasitas sumber harus sama dengan kapasitas tujuan, jika tidak sama
maka harus disamakan dengan jalan menambah dummy pada kapasitas
sumber.
2.5.1 Macam-macam Masalah Transportasi
Masalah transportasi dan penugasan dibagi menjadi dua yaitu
masalah maksimasi dan minimasi. Masalah maksimasi data yang tersaji

II-26
adalah data keuntungan dan pada masalah minimasi data yang tersaji adalah
data kerugian.
1. Masalah Minimasi
Menurut buku Media Anugerah Ayu (1996), masalah ini dapat
diselesaikan melalui enam cara di bawah ini. Berikut ini adalah keenam cara
untuk meyelesaikan masalah minimasi:
a. Menentukan nilai terkecil dalam setiap baris, lalu mengurangkan semua
nilai dalam baris tersebut dengan nilai terkecilnya.
b. Memeriksa apakah setiap kolom telah mempunyai nilai nol, bila sudah
dilanjutkan kepada langkah selanjutnya bila belum maka dialkukan
penentuan nilai terkecil dari setiap kolom yang belum mempunyai nilai
nol, kemudian nilai pada setiap kolom tersebut dikurangkan dengan nilai
terkecilnya.
c. Menentukan apakah terdapat n elemen nol dimana tidak terdapat dua
nilai nol yang berada pada baris atau kolom yang sama, dimana n adalah
jumlah kolom atau baris. Jika ada, maka tabel tersebut telah optimal, jika
belum maka dilanjutkan langkah selajutnya.
d. Melakukan penutupan semua nilai nol dengan menggunakan garis
vertikal atau horizontal seminimal mungkin.
e. Menentukan nilai terkecil dari nilai-nilai yang tidak tertutup garis, lalu
semua nilai yang tidaak tertutup garis dikurangkan dengan nilai terkecil
tersebut, dan nilai yang tertutup oleh dua garis ditambahkan dengan nilai
terkecil tersebut.
f. Kembali kelangkah tiga.
2. Masalah Maksimasi
Menurut buku Media Anugerah Ayu (1996), masalah ini dapat
diselesaikan melalui enam cara di bawah ini. Berikut ini adalah keenam cara
untuk meyelesaikan masalah maksimasi:

II-27
a. Menentukan nilai terbesar dalam setiap baris, lalu mengurangkan semua
nilai dalam baris tersebut dengan nilai terbesarnya.
b. Memeriksa apakah setiap kolom telah mempunyai nilai nol, bila sudah
dilanjutkan kepada langkah selanjutnya bila belum maka dialkukan
penentuan nilai terbesar dari setiap kolom yang belum mempunyai nilai
nol, kemudian nilai pada setiap kolom tersebut dikurangkan dengan nilai
terkecilnya.
c. Menentukan apakah terdapat n elemen nol dimana tidak terdapat dua
nilai nol yang berada pada baris atau kolom yang sama, dimana nadalah
jumlah kolom atau baris. Jika ada, maka tabel tersebut telah optimal, jika
belum maka dilanjutkan langkah selajutnya.
d. Melakukan penutupan semua nilai nol dengan menggunakan garis
vertikal atau horizontal seminimal mungkin.
e. Menentukan nilai terbesar dari nilai-nilai yang tidak tertutup garis, lalu
semua nilai yang tidak tertutup garis dikurangkan dengan nilai terbesar
tersebut, dan nilai yang tertutup oleh dua garis ditambahkan dengan nilai
terbesar tersebut.
f. Kembali kelangkah tiga.
2.5.2 Metode-Metode dalam Transportasi
Menyelesaikan persoalan transportasi dapat dilakukan dengan dua
langkah yaitu, langkah I menentukan solusi awal dan langkah II melakukan
optimalisasi. Langkah-langkah tersebut akan dijelaskan sebagai berikut.
1. Langkah I Menentukan Solusi Awal
Menentukan solusi awal adalah solusi perantara yang belum menunjukan
solusi optimal. Mendapatkan solusi optimal harus dilakukan tahapan lanjut
yang sama sekali berbeda dengan tahapan seperti tahapan yang telah
dilakukan. Mencari solusi awal dapat dilakukan dengan metode-metode
sebagai berikut (Purnomo, 2004):

II-28
a. Metode Pojok Kiri Atas (North West Corner)
Metode ini didasarkan pada aturan atau pengalokasian normatif dari
persediaan dan kebutuhan sumber dalam suatu matriks bisya
transportasi perhitungan besar-besaran ekonomis. Aturan normatif
tersebut yakni membebani semaksimal mungkin sampai batas maksimum
persediaan atau kebutuhan (mana yang tercapai lebih dahulu) pada
matriks alokasi pada ujung kiri atas terus menuju kekanan bawah
sedemikian hingga seluruh kebutuhanakan sumber dapat terpenuhi.
b. Metode Ongkos Terkecil (Least Cost)
Berbeda dengan metode pojok kiri atas yang tidak mempertimbangkan
faktor ongkos, metode ongkos terkecil memberikan prioritas
pengalokasian pada sel yang mempunyai ongkos terkecil.
c. Metode Pendekatan Vogel (Vogel’s Approximation Method)
Metode ini merupakan metode terbaik dari kedua metode diatas.
Penerapan metode ini walaupun tidak selalu menghasilkan pemecahan
optimum akan tetapi dapat menghasilkan pemecahan yang optimal.
Langkah pengerjaan metode VAM adalah dengan menentukan penalty
yaitu selisih dua ongkos terkecil dari tiap kolom dan baris. Pilih penalty
yang terbesar, alokasikan sebanyak mungkin kapasitas sumber atau
kebutuhan pada sel yang mempunyai ongkos terkecil dari setiap baris
dan kolom sedangkan untuk baris dan kolom dengan kapasitas sumber
yang mempunyai nilai nol tidak dilakukan perhitungan penalty.
d. Metode Approkmasi Russell (RAM)
Metode ini untuk setiap baris ditentukan nilai ui yang merupakan biaya
tertinggi pada baris tersebut. Setiap kolom ditentukan niai vj yang
merupakan biaya tertinggi pada kolom tersebut. Setiap kotak variabel Xij
dilakukan perhitungan nilai ∆ij = cij – ui – vj. Pengalokasian dilakukan pada
kotak variabel dengan nilai ∆ij negatif terbesar.
II-29
2. Langkah II Melakukan Optimasi
Tahapan-tahapan yang sudah dilalui diatas bukanlah solusi akhir yang
dicari, tetapi hanya kondisi yang relatif optimal sehingga kita dapat lebih
mudah mengurangi perhitungan-perhitungan interatif. Mencari solusi optimal
terdapat suatu terminologi penting didalam tahapan ini yaitu loop akan
diperoleh dari suatu kondisi yang lebih optimal. Adapun langkah-langkah
dalam optimasi adalah sebagai berikut (Purnomo, 2004).
a. Pilih salah satu penyelesaian awal seperti langkah I
b. Menentukan nilai Ui dan Vj untuk baris dan kolom dengan mengawali U1
= 0. Tentukan Ui dan Vj sisanya dengan menggunakan persamaan : Ui +
Vj = Cij. Perhitungan hanya pada sel-sel yang teralokasi kapasitas
sumber atau kebutuhan.
c. Menentukan nilai tij untuk sel-sel yang tidak teralokasi kapasitas sumber
atau kebutuhan dengan menggunakan nilai Ui dan Vj dengan formula tij =
Ui+Vj- Cij.
d. Semua nilai tij adalah nol atau negatif, solusi optimal telah dicapai. Jika
nilai tij adalah positif terbesar kemudian solusi dilakukan seperti pada
langkah e.
e. Identifikasi suatu putaran tertutup yang diawali dari sel yang mempunyai
nilai tij terbesar, alternatif gerakan bisa ke atas, ke bawah, kekiri atau
kekanan menuju ke sel terisi kapasitas sumber atau kebutuhan kembali
pada sel tij awal.
f. Tandai putaran tertutup dari sel tij dengan tanda positif kemudian
berturut-turut bergantian tanda pada sel-sel yang terkena rute
perpindahan, sel yang bertanda negatif dilakukan pengurangan dan
yang bertanda positif dilakukan penambahan terhadap kapasitassumber
atau kebutuhan yang terpilih.
g. Ulangi pada langkah b, sampai nilai tij sama dengan nol atau negatif.