JENIS OPERASI SET INSTRUKSI, OPERASI PENTIUM, DAN OPERASI POWER PC

4
BAB II
LANDASAN TEORI
2.1 Definisi Lean
Menurut Gaspersz (2007) Lean adalah suatu upaya terus-menerus untuk
menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value
added) produk (barang dan/atau jasa) agar memberikan nilai kepada pelanggan
(customer value). Tujuan Lean adalah meningkatkan terus-menerus customer
value melalui peningkatan terus-menerus rasio antara nilai tambah terhadap waste
(the value-to-waste ratio).
Pengembangan sistem produksi ramping yang dipelopori Toyota Production
System oleh Taiichi Ohno membuat Lean Manufacturing populer dengan sebutan
“Just-In-Time Manufacturing”, Adapun beberapa definisi dari beberapa Lean
adalah :
1. Definisi lean menurut Neha, Singh, Simran, & Pramod (2013) merupakan
strategi untuk mencapai perbaikan terus-menerus yang signifikan dalam
peningkatan kinerja yang berkesinambungan dalam menghapus waste
sumber daya dan waktu dalam keseluruhan proses bisnis yang dijalankan.
2. Hines & Taylor (2000) menyatakan lean merupakan suatu konsep untuk
memuaskan pelanggan dengan cara menghilangkan atau setidaknya
mengurangi kegiatan yang boros sepanjang value stream yang mana
pelanggan tidak akan membayarnya.
3. Pendekatan lean manufacturing menurut Minto Waluyo (2010)
merupakan suatu upaya strategi perbaikan secara continue dalam proses
produksi untuk mengidentifikasi jenis – jenis dan faktor penyebab
terjadinya waste dengan meminimasi waste agar aliran nilai (value stream)
dapat berjalan lancar sehingga waktu produksi lebih efisien. Mengenai
beberapa definisi dari konsep lean diatas dapat disimpulkan bahwa lean
manufacturing merupakan suatu pendekatan sistematis sebagai upaya
peningkatan terus menerus (continuous improvement) untuk mengejar
keunggulan industri manufaktur dengan cara meminimasi waste sepanjang

5
value stream aktivitas operasi produk (material, work in process, output)
agar menjadi operasi yang ramping, efisien dan mampu meningkatkan
nilai tambah (value added) produk (barang/jasa) agar memberikan nilai
kepada pelanggan (customer value).
Terdapat lima prinsip dasar lean :
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan
perspektif pelanggan, di mana pelanggan menginginkan produk (barang
dan/atau jasa) berkualitas superior, dengan harga yang kompetitif dan
penyerahan yang tepat waktu.
2. Mengidentifikasi value stream mapping (pemetaan proses pada value
stream) untuk setiap produk (barang dan/atau jasa).
3. Menghilangkan pemborosan yang tidak bernnilai tambah dari semua
aktivitas sepanjang proses value stream itu.
4. Mengorganisasiakan agar material, informasi, dan produk itu mengalir
secara lancar dan efisien sepanjang proses value stream menggunakan
sistem tarik (pull system).
5. Terus-menerus mencari berbagai teknik dan alat peningkatan (improvment
tools and techniques) untuk mencapai keunggulan dan peningkatan terus-
menerus.
Menurut Hines & Taylor (2000), lean thinking menyaring intisari dari
pendekatan lean ke dalam lima prinsip utama yaitu specify value, identify whole
value stream, flow, pull system, perfection.
1. Nilai bagi pelanggan (Specify Value)
Menentukan apa yang dapat memberikan atau tidak dapat memberikan nilai
(value) dan dipandang dari sudut pandang pelanggan serta perusahaan
harus berfokus pada customer needs.
2. Mengidentifikasi value stream (Identify Whole Value Stream)

6
Mengidentifikasi seluruh tahapan yang diperlukan, dimulai dari proses
desain, pemesanan dan pembuatan produk berdasarkan value stream secara
keseluruhan untuk menemukan pemborosan yang tidak memiliki nilai
tambah (non value adding activity).
3. Merancang kegiatan yang efektif (flow)
Membuat alur yang merupakan aktivitas yang dapat menciptakan nilai
tambah yang tidak terputus atau tanpa adanya suatu gangguan.
4. Sistem tarik (Pull system)
Membuat apa yang diinginkan oleh pelanggan. Dimana pelanggan
menentukan suatu permintaan melalui suatu pemesanan atau order.
Manfaat dari pull system adalah menghindarkan perusahaan dari kelebihan
inventory.
5. Penyempurnaan proses (Perfection)
Berupaya mencapai sebuah kesempurnaan dengan menghilangkan waste
yang diketemukan secara terus-menerus. Perbaikan secara berkelanjutan
diperlukan untuk mereduksi terjadinya waste.
2.2 Pemborosan (Waste)
Pemborosan adalah segala aktivitas tidak bernilai tambah dalam proses
dimana aktivitas-aktivitas itu hanya menggunakan sumber daya namun tidak
memberikan nilai tambah kepada pelanggan. Pada saat melakukan eliminasi
terhadap waste, sangatlah penting untuk mengetahui apakah waste itu dan dimana
waste berada, apakah di pabrik atau di gudang. Umumnya produk yang dihasilkan
berbeda pada masing-masing pabrik, tetapi jenis waste yang ditemukan di
lingkungan manufaktur hampir sama misalnya : defect, overproduction, waiting .
Pada saat berpikir tentang pemborosan (waste), akan lebih mudah bila
mendefinisikannya kedalam tiga jenis aktivitas yang berbeda yaitu :
1. Aktivitas Yang Bernilai Tambah (Value Adding Activity)
Segala aktivitas yang dalam menghasilkan produk atau jasa yang
memberikan nilai tambah di mata konsumen. Contoh dari aktivitas tipe ini
adalah mengubah plat baja menjadi tangki baja, dan lain sebagainya.

7
2. Aktivitas Yang Tidak Bernilai Tambah (Non Value Adding Activity)
Merupakan segala aktivitas yang dalam menghasilkan produk atau jasa
yang tidak memberikan nilai tambah di mata konsumen. Aktivitas inilah
yang disebut waste yang harus dijadikan target untuk segera dihilangkan.
Contoh dari aktivitas ini adalah waktu menunggu, penumpukan bahan atau
material, dan lain-lain.
3. Aktivitas Yang Tidak Bernilai Tambah Tetapi Dibutuhkan (Necessary Non
Value Adding Activity) merupakan segala aktivitas yang dalam
menghasilkan produk atau jasa yang tidak memberikan nilai tambah di
mata konsumen tetapi diperlukan kecuali apabila sudah ada perubahan
pada proses yang ada. Aktivitas ini biasanya sulit untuk dihilangkan dalam
waktu singkat. Contoh dari aktivitas ini adalah inspeksi setiap produk pada
akhir proses karena menggunakan mesin lama yang tidak reliable. (Hines
& Taylor, 2000).
Menurut Hines & Taylor (2000) terdapat tujuh jenis pemborosan, diantaranya
adalah :
1. Defect (cacat)
Dapat berupa ketidaksempurnaan produk, kurangnya tenaga kerja pada
saat proses berjalan, adanya proses pengerjaan ulang (rework) dan
klaim dari pelanggan.
2. Waiting (menunggu)
Dapat berupa proses menunggu kedatangan material, informasi,
peralatan dan perlengkapan. Para pekerja hanya mengamati mesin
yang sedang berjalan atau berdiri menunggu langkah proses
selanjutnya.
3. Unnecessary inventory (persediaan yang tidak perlu)
Dapat berupa penyimpanan inventory melebihi volume gudang yang
ditentukan, material yang rusak karena terlalu lama disimpan atau
terlalu cepat dikeluarkan dari tempat penyimpanan, material yang
sudah kadaluarsa.

8
4. Unappropriate processing (proses yang tidak tepat)
Dapat berupa ketidaksesuaian proses / metode operasi produksi yang
diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya
ataupun kesalahan prosedur / sistem operasi.8
5. Unnecessary motion (gerakan yang tidak perlu)
Dapat berupa gerakan – gerakan yang seharusnya bisa dihindari,
misalnya komponen dan kontrol yang jauh dari jangkauan, double
handling, layout yang tidak standart, operator membungkuk.
6. Transportation (transportasi)
Dapat berupa pemborosan waktu karena jarak gudang bahan baku ke
mesin jauh atau memindahkan material antar mesin atau dari mesin ke
gudang produk jadi.
7. Over production (kelebihan produksi)
Dapat berupa produksi barang – barang yang belum dipesan atau
produk yang diproduksi lebih banyak daripada yang dipesan atau
dijual.
2.3 Borda Count Method (BCM)
Borda Count Method ditemukan oleh Jean Charles de Borda, merupakan
teknik langsung untuk melakukan perhitungan peringkat dari beberapa alternatif
pilihan (Nash, Zhang, & Strawderman, 2011). Menurut Singh dan Sharan (2015),
responden/pemilih mengisi pilihan preferential, sesuai dengan peringkatnya dari
pertama sampai dengan terakhir. Apabila ada 𝑛 pilihan, maka peringkat pertama
nilainya 𝑛 - 1, kemudian peringkat kedua nilainya 𝑛 − 2, pilihan ketiga nilainya 𝑛
− 3 dan seterusnya. Hasil dari nilai tersebut dapat menentukan peringkat dari
semua pilihan tersebut, yang mendapatkan nilai tertinggi adalah peringkat
pertama. Borda Count Method ini dapat digunakan untuk menentukan prioritas
waste mana yang akan diselesaikan terlebih dahulu menggunakan kuesioner
kepada bagian yang terkait. Contoh Borda Count Method dapat dilihat pada Tabel
2.1 berikut.

9
Tabel 2.1 Contoh Peringkat waste
Sumber : Cahyana dan Aribowo. 2014.
Contoh perhitungan :
Untuk mencari rangking dari pembobotan yaitu;
1. Skor akhir = ∑(jumlah peringkat × bobot peringkat)
Proyek A = (0 × 2) + (4 × 1) + ( 3 × 0) = 4
2. Jumlahkan hasil dari skor akhir = 4 + 11 + 5 = 20
3. Bobot Setelah Normalisasi = skor akhir / jumlah skor akhir
Proyek A = 4 / 20 = 0,2
4. Rangking pertama merupakan hasil Bobot setelah Normalisasi dengan nilai
tertinggi
2.4 Value Stream Mapping (VSM)
Menurut Nash, dkk. (2008) mengatakan Value Stream Mapping adalah alat
proses pemetaan yang berfungsi untuk mengidentifikasi aliran material dan
informasi pada proses produksi dari bahan menjadi produk jadi. Menurut Michael
L, dkk. (2005) Value Stream Mapping adalah sebuah metode visual untuk
memetakan dan informasi dari masing-masing stasiun kerja. Value Stream
Mapping ini dapat dijadikan titik awal bagi perusahaan untuk mengenali
pemborosan dan mengidentifikasi penyebabnya. Dengan menggunakan value
stream mapping berarti memulai dengan gambaran besar dalam menyelesaikan
permasalahan bukan hanya pada proses-proses tunggal dan melakukan
peningkatan secara menyeluruh dan bukan hanya pada proses-proses tertentu saja.
1 2 3
A 0 4 3 4 0,2 3
B 5 1 1 11 0,55 1
C 1 3 3 5 0,25 2
Bobot Peringkat 2 1 0
Peringkat Score
Akhir
Bobot Setelah
NormalisasiRangkingProyek

10
Value Stream Mapping digambarkan dengan simbol-simbol yang mewakili
aktivitas. Dimana terdapat dua aktivitas yaitu value added dan non value added.
Menurut Womack & Jones (2003), value stream mapping adalah semua
kegiatan (value added atau non-value added) yang dibutuhkan untuk membuat
produk melalui aliran proses produksi utama. Value stream dapat mendiskripsikan
kegiatan-kegiatan seperti product design, flow of product, dan flow of information
yang mendukung kegiatan-kegiatan tersebut. Value stream mapping atau juga
sering dikenal dengan Big Picture Mapping merupakan alat yang digunakan untuk
menggambarkan sistem secara keseluruhan dan value stream yang ada
didalamnya. Alat ini menggambarkan aliran material dan informasi dalam suatu
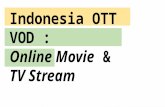
value stream. Berikut adalah contoh dari value stream mapping
Sumber : Rohani & Zahraee (2015)
Gambar 2.1 Value Stream Mapping
2.4.1 Langkah-langkah Pembuatan Value Stream Mapping
Adapun langkah-langkah pembuatan value stream mapping sebagai
berikut (Gaspersz, 2007) :
a) Menentukan produk tunggal, atau keluarga produk yang akan
dipetakan. Apabila terdapat beberapa pilihan dalam menentukan

11
keluarga produk/jasa, pilihlah sebuah produk yang memenuhi criteria,
produk atau jasa memiliki volume produksi yang tinggi dan biaya yang
paling mahal dibandingkan dengan produk atau jasa yang lain, dan
produk atau jasa tersebut mempunyai segmentasi kriteria yang penting
bagi perusahaan.
b) Menggambarkan aliran proses, penggunaan simbol-simbol untuk
memetakan suatu proses. mulailah pada akhir dari proses dengan apa
yang dikirimkan kepada pelanggan dan tarik ke belakang, identifikasi
aktifitas aktifitas yang utama, letakkan aktifitas-aktifitas tersebut
dalam suatu urutan.
c) Menambahkan aliran material pada peta yang dibuat, tunjukkan
pergerakan dari semua material antara aktifitas-aktifitas,
dokumentasikan bagaimana komunikasi proses dengan konsumen dan
pemasok, dokumentasikan bagaimana informasi dikumpulkan
(elektronik, manual). Mengumpulkan data data proses dan
menghubungkan data-data tersebut. untuk mendapatkan hasil
yang sesuai, bila memungkinkan cobalah untuk mencari data-data
berikut ini, apa yang memberikan stimulasi kepada proses, waktu set
up dan waktu proses per unit, Takt Rate (rata-rata permintaan
pelanggan), Persentasi cacat yang terjadi, Jumlah tenaga kerja yang
dibutuhkan, Persentase downtime (berkaitan dengan berbagai jenis
waktu yang mengakibatkan proses tidak dapat mencapai produktifitas
maksimum), Jumlah WIP, di Batch Size, Memasukkan data-data yang
berhasil dikumpulkan ke dalam Value Stream Mapping.
d) Kemudian melakukan verifikasi untuk melakukan perbandingan antara
Value Stream Mapping yang telah dibuat dengan keadaan sebenarnya
2.4.2 Simbol-simbol Value Stream Mapping
Untuk membuat value stream mapping harus diperhatikan simbol-
simbol yang digunakan, seperti pada tabel 2.1

12
Tabel 2.2 Simbol-simbol dalam Value Stream Mapping
Simbol Proses dalam Value Stream Mapping
Simbol ini merepresentasikan Supplier bila diletakkan di
kiri atas, yakni sebagai titik awal yang umum digunakan
dalam penggambaran aliran material. Sementara gambar
akan merepresentasikan Customer bila ditempatkan di
kanan atas, biasanya sebagai titik akhir aliran material.
Simbol ini menyatakan proses, operasi, mesin atau
departemen yang dilalui aliran material. Secara khusus,
untuk menghindari pemetaan setiap langkah proses yang
tidak diinginkan, maka simbol ini biasanya
merepresentasikan satu departemen dengan aliran internal
yang kontinu
Simbol ini menyatakan operasi, proses, departemen atau
stasiun kerja dengan famili-famili yang saling berbagi
dalam value-stream. Perkiraan jumlah operator yang
dibutuhkan dalam value stream dipetakan, bukan sejumlah
operator yang dibutuhkan untuk memproduksi seluruh
produk
Simbol ini merepresentasikan pergerakan raw material dari
supplier hingga menuju gudang penyimpanan akhir di
pabrik. Atau pergerakan dari produk akhir di gudang
penyimpanan pabrik hingga sampai ke konsumen.
Simbol ini memiliki lambang-lambang di dalamnya yang
menyatakan informasi/data yang dibutuhkan untuk
menganalisis dan mengamati sistem. C/T adalah waktu
siklus yang dibutuhkan untuk memproduksi satu barang
sampai barang yang akan diproduksi selanjutnya datang.
C/O adalah changeover time yang merupakan waktu
pergantian produksi satu produk

13
Tabel 2.2 Simbol-simbol dalam Value Stream Mapping (Lanjutan)
Simbol Proses dalam Value Stream Mapping
Simbol ini menunjukkan keberadaan suatu
inventory diantara dua proses. Ketika memetakan
current state, jumlah inventory dapat diperkirakan
dengan satu perhitungan cepat, dan jumlah
tersebut dituliskan dibawah gambar segitiga. Jika
terdapat lebih dari satu akumulasi inventory,
gunakan satu lambang untuk masing-masing
inventory. Lambang ini juga dapat digunakan
untuk merepresentasikan penyimpanan bagi raw
material dan finished goods
Simbol ini merepresentasikan pergerakan material
dari satu proses menuju proses berikutnya
Simbol ini merepresentasikan pergerakan raw
material dari supplier hingga menuju gudang
penyimpanan akhir di pabrik. Atau pergerakan
dari produk akhir di gudang penyimpanan pabrik
hingga sampai ke konsumen.
Simbol ini berarti pengiriman yang dilakukan dari
supplier ke konsumen atau pabrik ke konsumen
dengan menggunakan pengangkutan eksternal (di
luar pabrik).
Simbol Informasi dalam Value Stream Mapping
Simbol ini merepresentasikan operator. Lambang
ini menunjukkan jumlah operator yang dibutuhkan
untuk melakukan suatu proses.
Menyatakan informasi atau hal lain yang penting.

14
Tabel 2.2 Simbol-simbol dalam Value Stream Mapping (Lanjutan)
Menunjukkan waktu yang memberikan nilai
tambah (cycle times) dan waktu yang tidak
memberikan nilai tambah (waktu menunggu).
Gunakan lambang ini untuk menghitung Lead
Time dan Total Cycle Time
(Sumber : Rother, M dan Shook, J. 2003)
2.4.3 Kelebihan dan Kekurangan Value Stream Mapping
Kelebihan Value Stream Mapping adalah (Muzakki, 2012):
1. Cepat dan mudah dalam pembuatan
2. Dalam pembuatannya tidak harus menggunakan software computer
khusus
3. Mudah dipahami
4. Bisa digambarkan menggunakan pensil dan bullpen
5. Memberikan dasar awal untuk ruang diskusi dan memutuskan sebuah
keputusan
6. Meningkatkan pemahaman terhadap sistem produksi yang sedang
berjalan dan memberi gambaran aliran perintah informasi produksi
Setiap tools maupun metode ada kekurangan dalam penggunaan tools atau
metode tersebut, kekurangan dari Value Stream Mapping adalah (Muzakki,
2012):
1. Aliran material hanya bisa untuk satu produk atau satu tipe produk
yang sama pada satu VSM untuk dianalisa
2. VSM berbentuk statis dan terlalu menyederhanakan masalah yang ada
di lantai produksi
2.5 Cost Integrated Value Stream
Menurut Abuthakeer, dkk. (2010), Cost Integrated Value Stream
merupakan Value Stream Mapping dengan adanya garis tambahan yang
menjelaskan mengenai biaya-biaya yang ada dalam proses produksi. Konsep

15
dari metode ini adalah memetakan atau mengukur biaya yang terdapat pada
value stream. Biaya yang dihitung berupa biaya value added dan biaya non
value added. Biaya value added dihasilkan dengan menghitung biaya
langsung pada setiap proses atau aktivitas sedangkan biaya non value added
dihasilkan dengan menghitung biaya holding cost per inventory. Langkah-
langkah untuk implementasi cost integrated value stream mapping, adalah :
1. Menentukan keluarga produk
Langkah pertama dari value stream mapping ini adalah memilih satu jenis
produk dari keluarga produk untuk menjadi objek yang akan diteliti.
Pemilihan produk dapat melalui beberapa metode tertentu atau berdiskusi
dengan pihak perusahaan mengenaik produk yang mempunyai pengaruh
besar pada lintasan produksi, harga jual dan jumlah produksi.
2. Persiapan current state map
a) Dokumentasi informasi pelanggan
b) Identifikasi proses utama
c) Informasi mengenai pemasok
d) Petakan data
3. Merancang current state map
Tahap ini merupakan membuat gambaran mengenai proses produksi
pada lintasan produksi dari produk yang telah dipilih sebagai objek
penelitian. Gambaran situasi pada saat aktivitas produksi berjalan pada
lintasanproduksi tergambarkan melalui rancangan current value stream
map tersebut. Total cycle time dari seluruh stasiun kerja akan terlihat
melalui garis waktu yang ada pada rancangan current value stream map
dan jumlah lead time pada proses produksi produk tersebut juga terlihat.
Usulan perbaikan dapat dipikirkan melalui analisa rancangan current value
stream map sehingga aktivitas produksi dapat berjalan sesuai dengan
konsep lean manufacturing. Pemberian usulan perbaikan dapat berupa
pemberian simbol kaizen burst pada bagian yang membutuhkan adanya
perbaikan. Setiap usulan perbaikan akan tergambarkan pada proposed

16
value stream map beserta dengan perubahan-perubahan yang terjadi dari
pemberian usulan perbaikan pada bagian-bagian yang diperbaiki.
4. Mengubah current state map menjadi future state map
a) Perhitungan takt time
b) Tentukan target biaya
c) Implementasi lean
5. Merancang future state map
Tujuan dibuatnya proposed value stream map ini adalah
mengurangi pemborosan atau non-value added activity di dalam aliran
pembuatan produk. Penerapan konsep lean manufacturing adalah tujuan
utama dari perbaikan ini dengan usaha mengurangi atau mengeliminasi
adanya pemborosan atau waste di dalam lintasan produksi tersebut.
Penerapan continuous flow atau pull system adalah hal dasar yang dapat
dilakukan agar kegiatan berlangsung seproduktif mungkin dengan
meminimalisir pemborosan yang ada pada lintasan produksi produk.
Pemberian usulan perbaikan harus disesuaikan dengan keadaan produksi
pada saat itu, pelaksanaan perbaikan yang tidak sesuai dikhawatirkan akan
memunculkan permasalahan atau pemborosan lain yang terjadi pada
aktivitas produksi produk tersebut.

17
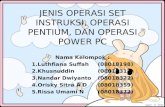
(Sumber : Abuthakeer, 2010)
Gambar 2.2 Cost Integrated Value Stream Mapping
2.5.1 Analisis Proses
Aktivitas utama pada analisis proses adalah membuat timelines. Pada
timelines terdapat value added time dan non value added time. Berikut rumus
yang digunakan pada analisis proses (Abuthakeer, 2010):
(1)
(2)
𝑛 ∑ (3)
𝑛 ∑
(4)
Keterangan :
VT = Value added time (detik)
NVT = Non Value added time (detik)
WIP = jumlah work in process atau inventori bahan baku (kg)
D = permintaan per hari (kg)

18
Untuk menghitung biaya pada cost line dalam cost integrated value
stream mapping, dibutuhkan rumus perhitungan untuk menentukan langkah-
langkah yang harus diambil dengan melihat biaya-biaya yang ada sebagai acuan.
Value added cost dan non value added cost dihitung melalui biaya langsung
yang dikeluarkan melalui machine rate dan labor rate, non-value
added cost dihitung melalui penghitungan inventory holding cost per
inventory. Berikut merupakan rumus penghitungan value added cost dan non
value added cost.
(
) (5)
Mi = 0 (ketika tidak ada material/ yang ditambahkan ke dalam aktivitas)
𝑛 (6)
∑ *(
) (7)
𝑛 𝑛 ∑ (8)
Keterangan :
CT = Cycle Time (detik)
M = Biaya mesin per jam (rp)
L = Biaya tenaga kerja per jam (rp)
m = Biaya material (rp)
h = Holding cost (rp)
2.6 Cycle Time, Normal Time, Standart Time
Cycle time adalah waktu rata-rata yang diperoleh dari data waktu pekerja
untuk menyelesaikan pekerjaannya (Jacob, dkk., 2006). Data mengenai cycle
time ini diperlukan sebagai input dalam perancangan value stream map. Cycle
time ini dijadikan suatu patokan value added time dari keseluruhan proses
produksi.
Sedangkan Normal time adalah waktu kerja yang dibutuhkan oleh seorang
pekerja untuk menyelesaikan pekerjaannya pada kecepatan kerja normal (Niebel,
B. & Freivalds,A., 2003). Perhitungan waktu siklus dan waktu normal ditujukan
untuk menghitung waktu baku tiap operator dalam tiap proses kerja.

19
Standard time merupakan waktu yang dibutuhkan oleh seorang pekerja. untuk
menyelesaikan pekerjaannya dengan tingkat kemampuan rata-rata yang mana
telah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi
dan kondisi pekerjaan yang harus diselesaikan tersebut (Niebel, B. & Freivalds,
A., 2003). Kegunaan dari perhitungan standard time adalah untuk perencanaan
kebutuhan tenaga kerja, untuk perkiraan biaya-biaya dalam penentuan upah
karyawan, untuk penjadwalan produksi, dan untuk menunjukkan keluaran
(output) yang mampu dihasilkan oleh seorang pekerja dalam sehari.
2.7 Root Cause Analysis (RCA)
Root Cause Analysis (RCA) adalah sebuah proses yang didesain untuk
menyelidiki dan mengkategorikan akar penyebab dari suatu peristiwa yang
memiliki dampak terhadap keselamatan, kesehatan, lingkungan, kalitas,
kehandalan dan produksi (Rooney dan Heuvel, 2004). Singkatnya, RCA
adalah alat yang dirancang untuk membantu mengidentifikasi tidak hanya apa
dan bagaimana suatu kejadian terjadi, tetapi juga mengapa kejadian tersebut
terjadi.
Empat tahap proses dalam RCA yang harus diikuti yaitu : pengumpulan
data, membuat bagan faktor penyebab (causal factor), mengidentifikasi akar
penyebab (root cause) dan membuat rekomendasi dan implementasinya.
Metode RCA harus secara benar mengikuti elemen-elemenini yaitu:
mengidentifikasi masalah, penentuan pentingnya masalah, mengidentifikasi
alasan penyebab sebelumnya masih ada dan menjadi akar penyebab. Dalam
menemukan akar penyebab dengan metode ini, dapat dilakukan dengan teknik
secara otomatis dan manual. RCA meliputi elemen dasar seperti material,
lingkungan, manajemen dan metode operasi. Beberapa teknik RCA adalah 5
Whys, Failure Mode and Effects Analysis (FMEA), dan Fault Tree Analysis
(FTA).
Metode ini digunakan setelah melakukan pemetaan terhadap aktivitas-
aktivitas yang berpotensi menimbulkan waste dan merupakan aktivitas-
aktivitas non value added. Metode ini digunakan untuk mengetahui penyebab-

20
penyebab apa sajakah yang menyebabkan terjadinya waste pada suatu
aktivitas atau proses. Sifat dari metode ini adalah dengan melakukan
identifikasi kepada aktivitas-aktivitas yang menimbulkan waste dan
melakukan identifikasi penyebab awal hingga akhir pada aktivitas tersebut.
Dari hasil identifikasi tersebut, barulah dapat direkomendasikan alternatif
solusi untuk memperbaiki aktivitas tersebut. Menurut Andersen dan
Fagerhaug (2006), root cause analysis adalah suatu metode yang digunakan
untuk menggambarkan berbagai pendekatan, alat dan teknik untuk
menemukan penyebab masalah.
2.7.1 5 Whys
Setiap masalah selalu mempunyai akar masalah. Akar masalah sangat
penting diketahui untuk melakukan tindakan perbaikan dan pencegahan secara
efektif. Untuk mengukur efektifitas tindakan perbaikan. Salah satu metode yang
digunakan dalam root cause analysis adalah why why analysis (analisis kenapa-
kenapa) yaitu suatu metode yang digunakan dalam root cause analysis dalam
rangka untuk problem solving, yaitu mencari akar suatu masalah atau penyebab
dari defect supaya sampai ke akar penyebab masalah. Istilah lain dari why why
analysis adalah 5 whys analysis. Metode root cause analysis inidikembangkan
oleh pendiri Toyota Motor Corporation yaitu Sakichi Toyota yang menginginkan
setiap indivisu dalam organisasi mulai level top management sampai shopfloor
memiliki skill problem solving dan mampu menjadi problem solver di area
masing-masing.
Metode yang digunakan oleh why why analysis adalah dengan menggunakan
iterasi yaitu pertanyaan “Mengapa” yang diulang beberapa kali sampai
menemukan akar masalahnya. Contohnya sebagai berikut : mesin
breakdown/rusak.
1. Mengapa? komponen automator tidak berfungsi
2. Mengapa tidak berfungsi? Usia komponen sudah melebihi batas
lifetime 12 bulan.
3. Mengapa tidak diganti? Tidak ada yang tahu

21
4. Mengapa tidak ada yang tahu? Tidak ada jadwal rutin maintenance
5. Mengapa tidak ada jadwal rutin? Inilah akar masalahnya.
Terkadang untuk sampai pada akar masalah bisa pada pertanyaan kelima
atau bahkan bisa lebih atau juga bisa bahkan kurang tergantung dari tipe
masalahnya. Metode root cause analysis ini cukup mudah dan bisa sampai pada
akar masalahnya, bukan hanya dipermukaan saja. Dan mencegah masalah
tersebut terulang lagi.
2.7.2 Failure Mode and Effect Analyze (FMEA)
FMEA pada awalnya dipopulerkan oleh Aerospace Industry pada tahun
1960 – an. Menurut Rodger D. Leitch (1995), definisi dari FMEA adalah analisa
teknik yang apabila dilakukan dengan tepat dan waktu yang tepat akan
memberikan nilai yang besar dalam membantu proses pembuatan keputusan dari
engineer selama perancangan dan pengembangan. Failure mode and effect
analyze (FMEA) merupakan suatu prosedur terstruktur untuk mengidentifikasi
sumber – sumber dan akar penyebab dari suatu masalah kualitas. Mode
kegagalan adalah apa saja yang termasuk dalam kecacatan/kegagalan dalam
desain, kondisi diluar batas spesifikasi yang ditetapkan, atau perubahan-
perubahan dalam produk yang menyebabkan terganggunya fungsi dari produk
itu. Dengan menghilangkan mode kegagalan, maka FMEA akan meningkatkan
keandalan dari produk tersebut.
Failure mode yang mempunyai skor tertinggi merupakan failure mode
yang sering terjadi, menciptakan efek buruk yang cukup terasa, dan tidak mudah
terdeteksi. Error atau kesalahan yang tidak mudah terdeteksi sangat mungkin
untuk lolos dan menyentuh pelanggan. Langkah-langkah dalam membuat FMEA
adalah :
1. Mengidentifikasi proses operasi produk/jasa.
2. Mendaftar masalah-masalah potensial yang dapat muncul, efek dari
masalah – masalah potensial tersebut dan penyebabnya.
3. Menilai tiap-tiap masalah untuk severity, occurance, dan detection.

22
a. Severity
Severity adalah pengaruh buruk atau resiko yang akan ditanggung oleh
pelanggan akibat dari kegagalan yang ditimbulkan.
Tabel 2.3 Penentuan rating Severity
Efek Kriteria Rating
None Tidak ada efek yang perlu diperhatikan oleh pelanggan.
Kegagalan tidak akan berpengaruh pada pelanggan 1
Very
minor
Gangguan yang sangat kecil terhadap lini produksi. Sebagian
kecil dari produk mungkin harus dikerjakan ulang. Cacat
diperhatikan dengan cara membeda-bedakan pelanggan
2
Minor
Gangguan kecil terdapat pada jalur produksi. Porsi kecil (<5%)
yaitu dimana produk mungkin harus dikerjakan ulang. Proses
naik, tapi kecil adanya gangguan
3
Very low
Gangguan yang sangat rendah terhadap lini produksi. Porsi
moderat (<10%) yaitu dimana produk yang rendah
mungkin harus dikerjakan ulang dimana proses naik, tapi
kecil adanya gangguan
4
Low
Gangguan rendah pada jalur produksi sebuah porsi sedang
(<15%) yaitu dimana produk mungkin harus dikerjakan
ulang. Proses naik, tapi beberapa gangguan tetap ada
namun masih dalam batas toleransi
5
Moderate
Gangguan sedang terhadap produksi garis. Porsi moderat
(>20%) yaitu dimana produk mungkin harus dibatalkan
prosesnya, tapi beberapa ketidaknyamanan tetap ada.
6
High
Gangguan utama pada jalur produksi sebuah porsi (>30%)
yaitu dimana produk mungkin memiliki untuk dibatalkan
prosesnya mungkin berhenti pelanggan tidak puas
7
Very high
Gangguan utama pada jalur produksi. Hampir 100% yaitu
dimana produk mungkin memiliki untuk dibatalkan
prosesnya atau tidak bisadiandalkan. Dalam hal ini
pelanggan sangat tidak puas
8
Hazard
with
warning
Dapat membahayakan operator atau peralatan. Sangat
mempengaruhi proses operasi yang aman dan/atau
melibatkan ketidakpatuhan terhadap regulasi pemerintah.
Kegagalan akan terjadi terjadi dengan peringatan
9

23
Efek Kriteria Rating
Hazard
with no
warning
Dapat membahayakan operator atau peralatan. Sangat
mempengaruhi proses operasi yang aman dan/atau melibatkan ketidakpatuhan terhadap regulasi pemerintah.
Kegagalan terjadi tanpa peringatan
10
Sumber : Stamatis, 2014
b. Occurrence
Setelah penentuan rating pada proses severity, maka tahap selanjutnya
menentukan rating terhadap nilai occurrence. Occurrence merupakan
kemungkinan penyebab kegagalan akan terjadi dan menghasilkan
kegagalan selama masa produksi produk. Tabel 2.3 dan tabel 2.4
merupakan tabel nilai occurrence.
Tabel 2.4 Nilai Occurrence
Degree Berdasarkan Frekuensi
Kejadian
Rating
Remote 0,01 per 1000 item 1
Low 0,1 per 1000 item
0,5 per 1000 item
2
3
Moderate
1 per 1000 item
2 per 1000 item
5 per 1000 item
4
5
6
High 10 per 1000 item
20 per 1000 item
7
8
Very High 50 per 1000 item
100 per 1000 item
9
10
Sumber : Gasperz, 2002
a. Detection
Detection berfungsi untuk upaya pencegahan terhadap proses produksi dan
mengurangi tingkat kegagalan pada proses produksi.

24
Tabel 2.5 Nilai Detection
Rating Criteria Berdasarkan Frekuensi
Kejadian
1 Metode pencegahan sangat efektif. Tidak ada
kesempatan penyebab mungkin muncul. 0,01 per 1000 item
2
3 Kemungkinan penyebab terjadi sangat rendah 0,01 per 1000 item
4
5
6
Kemungkinan penyebab terjadi bersifat
moderate. Metode pencegahan kadang
memungkinkan penyebab itu terjadi.
0,1 per 1000 item
0,5 per 1000 item
7
8 Kemungkinan penyebab terjadi masih tinggi
1 per 1000 item
2 per 1000 item
5 per 1000 item
9
10
Kemungkinan penyebab terjadi masih sangat
tinggi, penyebab masih berulang kembali.
10 per 1000 item
20 per 1000 item
Sumber : Gasperz, 2002
Setelah mendapatkan nilai severity, occurrence, dan detection akan
diperoleh nilai RPN, dengan cara mengalikan nilai severity, occurrence, dan
detection. Setelah itu hasilnya diurutkan dari yang tertinggi hingga terendah
dan dapat diketahui nilai yang terbesar harus melakukan perbaikan untuk
mengurangi tingkat kecacatan produk.
Copyright © 2022 FDOKUMEN