BAB I modull 4
21
BAB I LANDASAN TEORI 1.1. Operation Process Chart, Flow Process Chart, dan Layout 1.1.1. Operation Process Chart (OPC ) 1 Te knik ini terutama untuk melihat operasi mandiri dari tiap komponen atau rakitan. Peta ini akan memberikan gambaran yang lebih cermat tentang pola aliran produksi dibanding dengan peta rakitan karena peta ini menambahkan data kuantitaif pertama pada usulan perencanaan aliran. Peta proses operasi memperluas peta rakitan dengan menambahkan setiap ope ra si ke dal am ga mba ra n gra fi s dar i pol a al ir an per ta ma yan g te la h dikembangkan. Peta proses operasi adalah salah satu teknik yang paling berguna dalam perencanaan produksi. Kenyataannya, peta ini adalah diagram tentang proses, dan telah digunakan dalam berbagai cara sebagai alat perecanaan dan pengendalian. Dengan tambahan data lain, peta ini dapat digunakan sebagai alat manajemen. Bebera pa keuntunga n dan kegunaan dari peta proses operasi ini adalah sebagai berikut: 1. engko mbinas ika n lintasa n pro duk si dan peta rakita n sehing ga memberi kan informasi yang lebih lengkap. !. enun jukka n oper asi yan g harus dilak ukan u ntuk tiap ko mponen. ". enun jukka n urutan operas i pa da t iap komp onen . #. enun jukka n urut an fab rikasi d an raki tan da ri tiap k ompo nen. $. enun jukka n ker umitan nisbi dan fa brika si tiap komp onen. %. enunj ukk an hubun gan an tar kompo nen . &. enun jukka n panjan g nisbi da ri lintas fabr ikasi dan ru angan y ang dibu tuhka n. '. enun jukka titik tempat komp onen memasuki proses . (. enun jukka n ti ngkat kebut uhan sebuah rakitan )bagia n. 1*. embedakan antara komponen y ang dibuat dan dibeli. 11 . emban tu perencan aan tempat kerja mandiri . 1!. enunjukkan jumlah pekerja yang dibu tuhkan. 1". enunjukkan secara nisbi konsentrasi mesin, peralatan, dan pekerja. 1#. enun jukka n sifat pola aliran bahan . 1$. enunjukkan sifat masalah penanganan b ahan. 1%. enunjukkan kesulitan)kesulitan y ang mungkin timbu l dalam aliran produksi. 1+ames . pple, Ta taletak Pabrik dan Pemindahan Bahan, -Bandung : TB/ 1(((, hlm. 1#*)1#'.
Transcript of BAB I modull 4
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 1/21
BAB I
LANDASAN TEORI
1.1. Operation Process Chart, Flow Process Chart, dan Layout
1.1.1. Operation Process Chart (OPC )1
Teknik ini terutama untuk melihat operasi mandiri dari tiap komponen atau
rakitan. Peta ini akan memberikan gambaran yang lebih cermat tentang pola aliran
produksi dibanding dengan peta rakitan karena peta ini menambahkan data
kuantitaif pertama pada usulan perencanaan aliran.
Peta proses operasi memperluas peta rakitan dengan menambahkan setiapoperasi kedalam gambaran grafis dari pola aliran pertama yang telah
dikembangkan.
Peta proses operasi adalah salah satu teknik yang paling berguna dalam
perencanaan produksi. Kenyataannya, peta ini adalah diagram tentang proses, dan
telah digunakan dalam berbagai cara sebagai alat perecanaan dan pengendalian.
Dengan tambahan data lain, peta ini dapat digunakan sebagai alat manajemen.
Beberapa keuntungan dan kegunaan dari peta proses operasi ini adalah sebagai
berikut:
1. engkombinasikan lintasan produksi dan peta rakitan sehingga memberikan
informasi yang lebih lengkap.
!. enunjukkan operasi yang harus dilakukan untuk tiap komponen.
". enunjukkan urutan operasi pada tiap komponen.
#. enunjukkan urutan fabrikasi dan rakitan dari tiap komponen.
$. enunjukkan kerumitan nisbi dan fabrikasi tiap komponen.
%. enunjukkan hubungan antar komponen.
&. enunjukkan panjang nisbi dari lintas fabrikasi dan ruangan yang dibutuhkan.
'. enunjukka titik tempat komponen memasuki proses.
(. enunjukkan tingkat kebutuhan sebuah rakitan)bagian.1*. embedakan antara komponen yang dibuat dan dibeli.
11. embantu perencanaan tempat kerja mandiri.
1!. enunjukkan jumlah pekerja yang dibutuhkan.
1". enunjukkan secara nisbi konsentrasi mesin, peralatan, dan pekerja.
1#. enunjukkan sifat pola aliran bahan.
1$. enunjukkan sifat masalah penanganan bahan.
1%. enunjukkan kesulitan)kesulitan yang mungkin timbul dalam aliran produksi.
1+ames . pple, Tataletak Pabrik dan Pemindahan Bahan, -Bandung : TB/ 1(((, hlm.
1#*)1#'.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 2/21
1&. encatat proses pembuatan untuk diperlihatkan pada yang lain.
Pembentukan peta proses operasi adalah sebagai berikut:
1. Pilih komponen pertama yang akan digambarkan. Biasanya sebuah peta yang
mempunyai penampilan menarik akan diperoleh dengan memilih komponen
yang memiliki jumlah operasi terbanyak untuk digambarkan pertama. +ika
peta akan dipergunaan sebagai dasar bagi suatu jalur rakitan, bagian yang
memiliki komponen yang banyak -yang akan menjadi rakitan)bagiandari
sejumlah komponen yang lebih kecil/, sebaiknya dipilih pertama kali. +ika
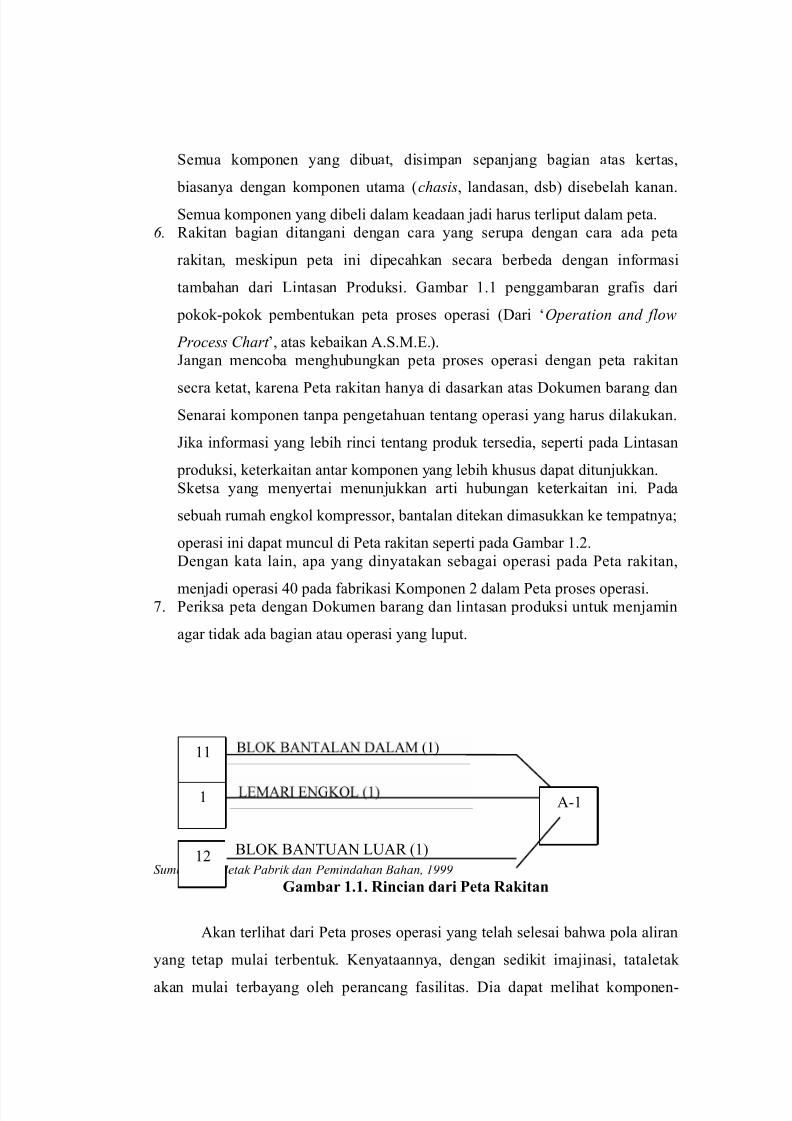
komponen telah terpilih, mulailah dari sudut kanan ba0ah kertas, catat operasi
rakitan, seperti pada peta rakitan. Komponen)komponen yang dibeli dalam
keadaan jadi digambarkan dengan garis pendek ke kiri, gambarkan
nomor,nama, dan jumlah komponen tersebut -lihat ambar 1.1/.
!. +ika semua operasi rakitan dan pemeriksaan pada bagian utama telah masuk,
lanjutkan operasi fabrikasi, dalam urutan terbalik. 2etelah operasi pertama
dicatat, sebuah garis mendatar digambarkan pada bagian kanan atas dari peta
ke kanan, untuk menuliskan bahan baku. 3raian tentang bahan dapat dicatat
langsung diatas garis ini. 3raian ini dapat selengkpnya diperlukan. 3ntuk
mengidentifikasi komponen itu sendiri, nama dan nomor dapat dicatat
langsung diatas uraian bahan.
". Kesebelah kanan dari tiap lambang operasi, catat uraian operasi ini, misalnya
kaliber, bubut, potong, atau periksa bahan dari kerusakan. Data lain yang
dapat dicatat adalah: 0aktu penyelesaian pekerjaan, bagian tempat pekerjaan
dilakukan, klasifikasi pekerja. Pusat biaya, jumalah mesin atau upah buruh,
disebelah kanan lambang,diba0ah uraian kegiatan.
#. Kembali ke operasi rakitan yang telah tercatat, cirikan komponen terakhir
pada operasi tersebut, gambar garis mendatar jauh ke kiri, kemudian belokkan
ke atas kertas. Tunjukkan dengan lingkaran 1! mm, untuk operasi dari
4intasan produksi atau kubus untuk pemeriksaan, dalam urutan terbalik kearah
atas. Pada bagian atas, tentukan tiap komponen. +uga masukkan nomor operasi
dsb, dari lintasan produksi tadi.
$. 4anjutkan cara ini, sampai seluh komponen selesai dipetakan.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 3/21
2emua komponen yang dibuat, disimpan sepanjang bagian atas kertas,
biasanya dengan komponen utama -chasis, landasan, dsb/ disebelah kanan.
2emua komponen yang dibeli dalam keadaan jadi harus terliput dalam peta.
6. 5akitan bagian ditangani dengan cara yang serupa dengan cara ada peta
rakitan, meskipun peta ini dipecahkan secara berbeda dengan informasi
tambahan dari 4intasan Produksi. ambar 1.1 penggambaran grafis dari
pokok)pokok pembentukan peta proses operasi -Dari 6Operation and flow
Process Chart 7, atas kebaikan .2..8./.
+angan mencoba menghubungkan peta proses operasi dengan peta rakitan
secra ketat, karena Peta rakitan hanya di dasarkan atas Dokumen barang dan2enarai komponen tanpa pengetahuan tentang operasi yang harus dilakukan.
+ika informasi yang lebih rinci tentang produk tersedia, seperti pada 4intasan
produksi, keterkaitan antar komponen yang lebih khusus dapat ditunjukkan.
2ketsa yang menyertai menunjukkan arti hubungan keterkaitan ini. Pada
sebuah rumah engkol kompressor, bantalan ditekan dimasukkan ke tempatnya9
operasi ini dapat muncul di Peta rakitan seperti pada ambar 1.!.
Dengan kata lain, apa yang dinyatakan sebagai operasi pada Peta rakitan,
menjadi operasi #* pada fabrikasi Komponen ! dalam Peta proses operasi.&. Periksa peta dengan Dokumen barang dan lintasan produksi untuk menjamin
agar tidak ada bagian atau operasi yang luput.
Sumber: Tataletak Pabrik dan Pemindahan Bahan, 1
Gambar 1.1. Rincian dari Peta Rakitan
kan terlihat dari Peta proses operasi yang telah selesai bah0a pola aliran
yang tetap mulai terbentuk. Kenyataannya, dengan sedikit imajinasi, tataletak
akan mulai terbayang oleh perancang fasilitas. Dia dapat melihat komponen)
11
)11
1! B4K B;T3; 435 -1/
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 4/21
komponen yang menimbulkan masalah terbesar dalam perencanaan dan
komponen yang tidak terlalu penting. +ika informasi tambahan dipetakan pada
tiap operasi, peta akan menunjukkan tempat terkumpulnya peralatan terbanyak.
Peta juga akan menunjukkan bagian mana yang erat kaitannya dengan yang lain
dan dengan demikian harus dibuat dalam 0ilayah yang berdekatan, dan peta juga
menunjukkan yang terbaik, tempat untuk rakitan)bagian seperti digariskan pada
pembicaraan terdahulu.
+elas bah0a peta proses operasi akan menjadi kurang berarti jika dibuat
untuk produk yag mengandung jumlah komponen yang besar. isalnya sebuah
mobil berpintu # yang mempunyai 1".$1! komponen termasuk mur, baut, dan
pasak. asalah kerumitan ini diatasi dengan menujukkan operasi dan informasi
pendukung bagi tiap komponen mandiri pada kertas terpisah. Dengan cara ini,
penulis telah pernah melihat peta proses operasi untuk mesin diesel pada lembaran
kertas berukuran (* < 1'* cm.
1.1.1.1.Bagan Tali
Bagan tali adalah alat untuk menggambarkan aliran unsur pada tataletak daerah
tertentu, dengan menggunakan tali, benang, atau kain, dsb., untuk menunjukkan
lintasan perpindahan -gerakan/ atau perjalanan elemen pada suatu daerah.
Pembentukan diagram -bagan/ tali adalah sebagai berikut:
1. Tempelkan tataletak pada bahan yang dapat diberi paku, baut, atau jarum
pentul.
!. Tusukkan paku pada setiap tempat sepanjang lintasan tempat bahan
-komponen/ akan berhenti untuk menjalani suatu operasi, kegiatan dan proses9 letakkan paku pada lokasi yang tepat seperti pada mesin, ban
pengangkut dan pada sebuah lorong.
". Dengan memasukkan semua bahan -komponen/ ke dalam yang sedang dikaji,
hubungkan paku dengan benang, dengan urutan yang benar, lalu berhentilah
pada titik tempat setiap barang mengakhiri perjalanannya atau meninggalkan
daerah tertentu.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 5/21
#. unakan 0arna yang berbeda atau kombinasi 0arna -dengan memilin
benang/, untuk menunjukkan unsur atau bahan yang berbeda. Kepadatan
benang akan menunjukkan daerah yang padat.
$. +ika tataletak mempunyai skala, benang dapat diganti, dan dikon=ersikan
dalam jarak tempuh.
1.1.. Flow Process Chart (FPC )
!low Procss Chart "!PC# merupakan kombinasi antara peta proses operasi
-P>/ dengan peta proses untuk tiap komponen produk atau rakitan. Peta ini
menggambarkan gambaran grafis paling lengkap dari seluruh proses.
Pembentukan peta proses aliran adalah sebagai berikut:1. Dapatkan peta proses operasi dari proses yang tengah diuji.
!. Dapatkan peta proses untuk tiap komponen.
". ambarkan kembali peta proses operasipada garis tegak yang sesuai dengan
komponen.
#. asukkan seluruh data yang diinginkan di sisi setiap lambang, sperti uraian,
jarak, jumlah, 0aktu, biaya dsb.
$. Kaji peta yang dihasilkan untuk memungkinkan perbaikan dari seluruh proses,
keterkaitan antar kegiatan, proses mandiri dan sebagainya.
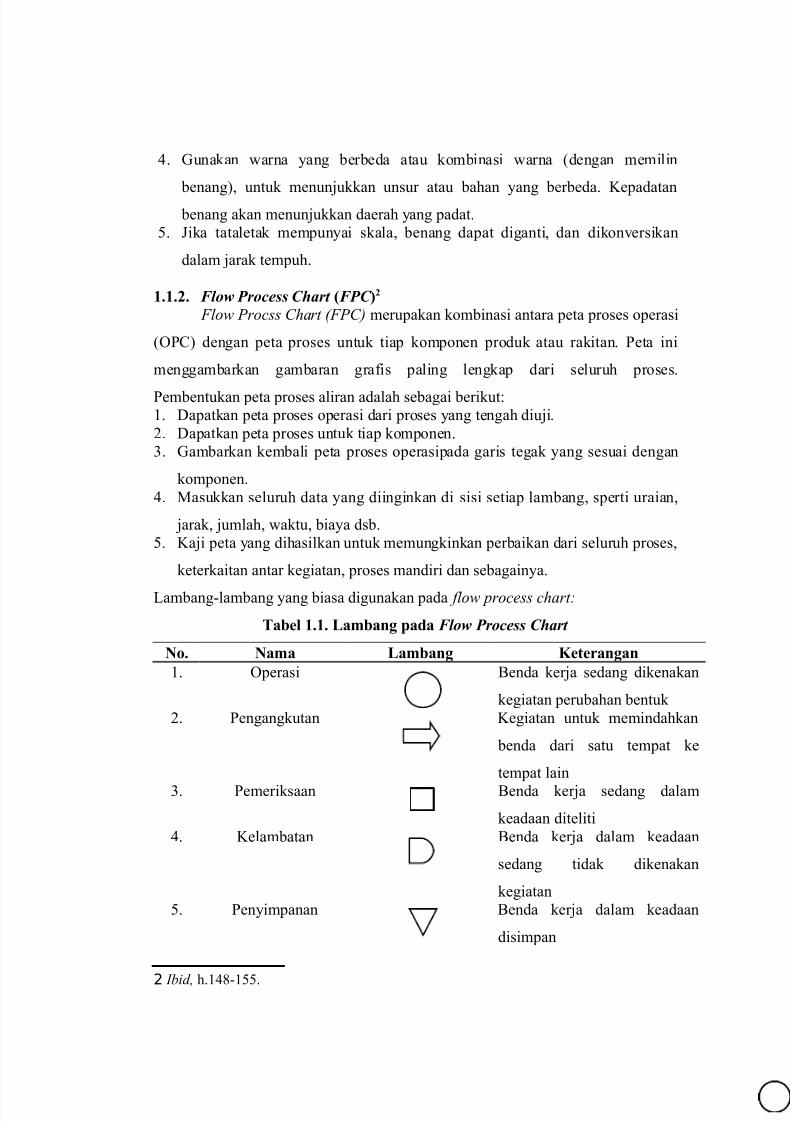
4ambang)lambang yang biasa digunakan pada flow process chart:
Tabel 1.1. Lambang !ada Flow Process Chart
N". Nama Lambang #eterangan
1. perasi Benda kerja sedang dikenakan
kegiatan perubahan bentuk
!. Pengangkutan Kegiatan untuk memindahkan
benda dari satu tempat ke
tempat lain
". Pemeriksaan Benda kerja sedang dalam
keadaan diteliti
#. Kelambatan Benda kerja dalam keadaan
sedang tidak dikenakan
kegiatan
$. Penyimpanan Benda kerja dalam keadaan
disimpan
2 $bid, h.1#')1$$.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 6/21
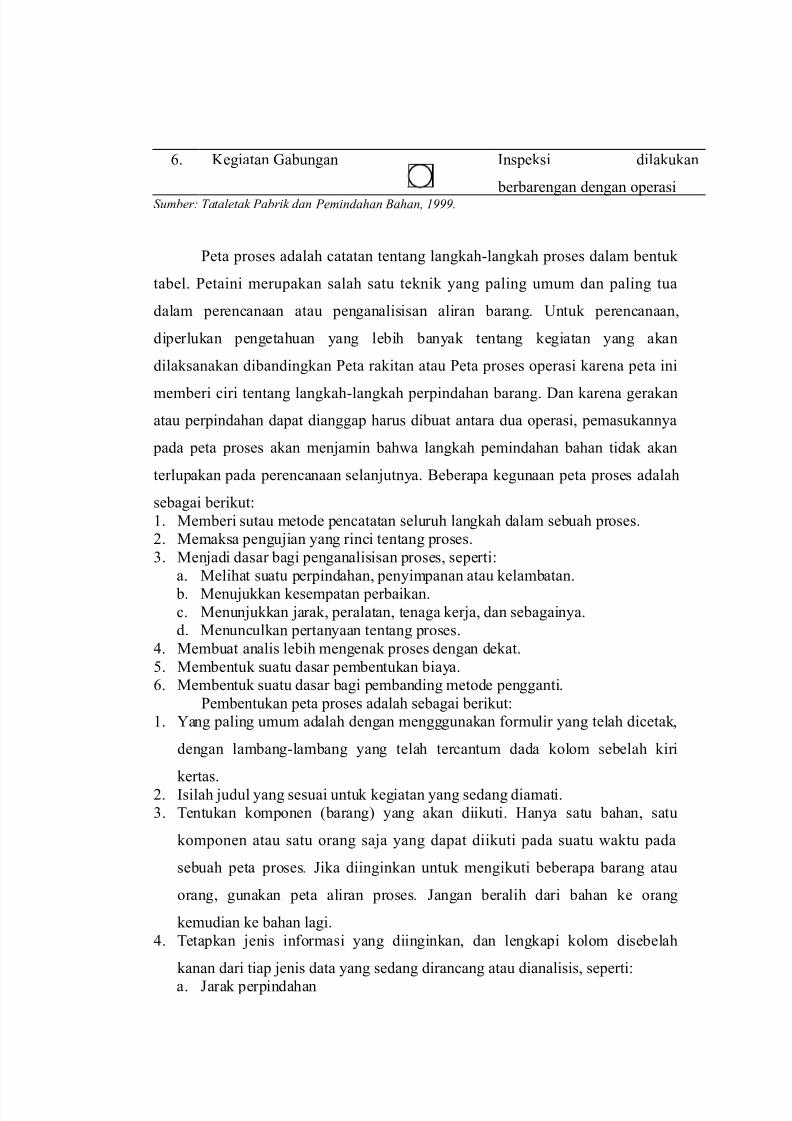
%. Kegiatan abungan nspeksi dilakukan
berbarengan dengan operasiSumber: Tataletak Pabrik dan Pemindahan Bahan, 1.
Peta proses adalah catatan tentang langkah)langkah proses dalam bentuk
tabel. Petaini merupakan salah satu teknik yang paling umum dan paling tua
dalam perencanaan atau penganalisisan aliran barang. 3ntuk perencanaan,
diperlukan pengetahuan yang lebih banyak tentang kegiatan yang akan
dilaksanakan dibandingkan Peta rakitan atau Peta proses operasi karena peta ini
memberi ciri tentang langkah)langkah perpindahan barang. Dan karena gerakan
atau perpindahan dapat dianggap harus dibuat antara dua operasi, pemasukannya
pada peta proses akan menjamin bah0a langkah pemindahan bahan tidak akan
terlupakan pada perencanaan selanjutnya. Beberapa kegunaan peta proses adalah
sebagai berikut:
1. emberi sutau metode pencatatan seluruh langkah dalam sebuah proses.
!. emaksa pengujian yang rinci tentang proses.
". enjadi dasar bagi penganalisisan proses, seperti:
a. elihat suatu perpindahan, penyimpanan atau kelambatan.
b. enujukkan kesempatan perbaikan.c. enunjukkan jarak, peralatan, tenaga kerja, dan sebagainya.
d. enunculkan pertanyaan tentang proses.
#. embuat analis lebih mengenak proses dengan dekat.
$. embentuk suatu dasar pembentukan biaya.
%. embentuk suatu dasar bagi pembanding metode pengganti.
Pembentukan peta proses adalah sebagai berikut:
1. ?ang paling umum adalah dengan mengggunakan formulir yang telah dicetak,
dengan lambang)lambang yang telah tercantum dada kolom sebelah kiri
kertas.
!. silah judul yang sesuai untuk kegiatan yang sedang diamati.
". Tentukan komponen -barang/ yang akan diikuti. @anya satu bahan, satu
komponen atau satu orang saja yang dapat diikuti pada suatu 0aktu pada
sebuah peta proses. +ika diinginkan untuk mengikuti beberapa barang atau
orang, gunakan peta aliran proses. +angan beralih dari bahan ke orang
kemudian ke bahan lagi.
#. Tetapkan jenis informasi yang diinginkan, dan lengkapi kolom disebelah
kanan dari tiap jenis data yang sedang dirancang atau dianalisis, seperti:
a. +arak perpindahan
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 7/21
b. +umlah orang yang terlibat
c. +enis petikemas
d. Aaktu yang dibutuhkane. +umlah bagian yang ditangani
f. etode pemindahan
g. Kekerapan pemindahan
h. Aaktu pemindahan
i. ;omor departemen
j. ;omor operasi
$. Pada kolom pertama, pada baris pertama, masukkan nomor langkah.
%. Tentukan lambang terbaik yang menggambarkan kegiatan pada proses paling
a0al, yang paling mudah adalah penyimpanan.
&. asukkan nomor kecil 1 kedalam lambang. Tiap jenis lambang diberi nomor serta berurutan untuk menolong hubungan dengan peta atau data lain.
'. Dalam kolom uraian, masukkan apa yang tidak dikatakan pada kolom lain.
(. silah sisa kolom ke kanan, dengan data yang dibituhkan seperti pada langkah
#.
1*. 4anjutkan ke seluruh proses atau rangkaian langkah, sampai dicapai titik akhir
yang pantas atau yang diinginkan. ngat dalam pemilihan lambang dan
penentuan langkah, harus mengikuti orang atau obyek, bukan keduanya.
11. silah kotak ringkasan pada sudut kanan atas formulir.
1!. Kaji peta proses untuk kemungkinan perbaikan, dan sebuah Peta sejenis untuk
metode yang diusulkan.
1". unakan catatan perpindahan -gerakan/ sebagai dasar penentuan ongkos.
Peta dari)ke adalah salah satu teknik yang paling baru yang dipergunakan
dalam perkerjaan tataletak dan pemindahan bahan. Biasanya sangat berguna jika
barang yang mengair pada suatu 0ilayah berjumlah banyak, seperti misalnya di
bengkel, bengkel mesin umum, kantor atau fasilitas lainnya. +uga berguna jika
keterkaitan terjadi antara beberapa kegiatan dan jika diinginkan adanya peyusunan
kegiatan optimum. Beberapa kegunaan dan keuntungannya adalah dalam:1. enganalisis perpindahan bahan.
!. Perencanaan pola aturan.
". Penentuan lokasi kegiatan.
#. Pembandingan pola aliran atau tataletak pengganti.
$. Pengukuran efisiensi pola aliran.
%. Perinupaan pemindahan barang.
&. enunjukkanm ketergantungan satu kegiatan dengan kegiatan lainnya.
'. enunjukkan =olume perpindahan antar kegiatan.
(. enunjukkan keterkaitan lintas produksi.
1*. enunjukkan masalah kemungkinan pengenalan produksi.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 8/21
11. Perencanaan keterkaitan antara beberapa produk, komponen, barang, bahan
dsb.
1!. enunjukkan hubungan kuantitatif antara kegiatan dan perpindahannya.
1". Pemendekan jarak perjalanan selama proses.
1.1.$. P"la Aliran %m&m$
5ekayasa0an tataletak yang berpengalaman mengetahui bah0a
kebanyakan persoalan aliran barang sesuai dengan salah satu dari sejumlah kecil
pola aliran barang umum. Pola aliran umum ini menunjukkan sebagai faktor dasar
dalam situasi aliran tertentu.
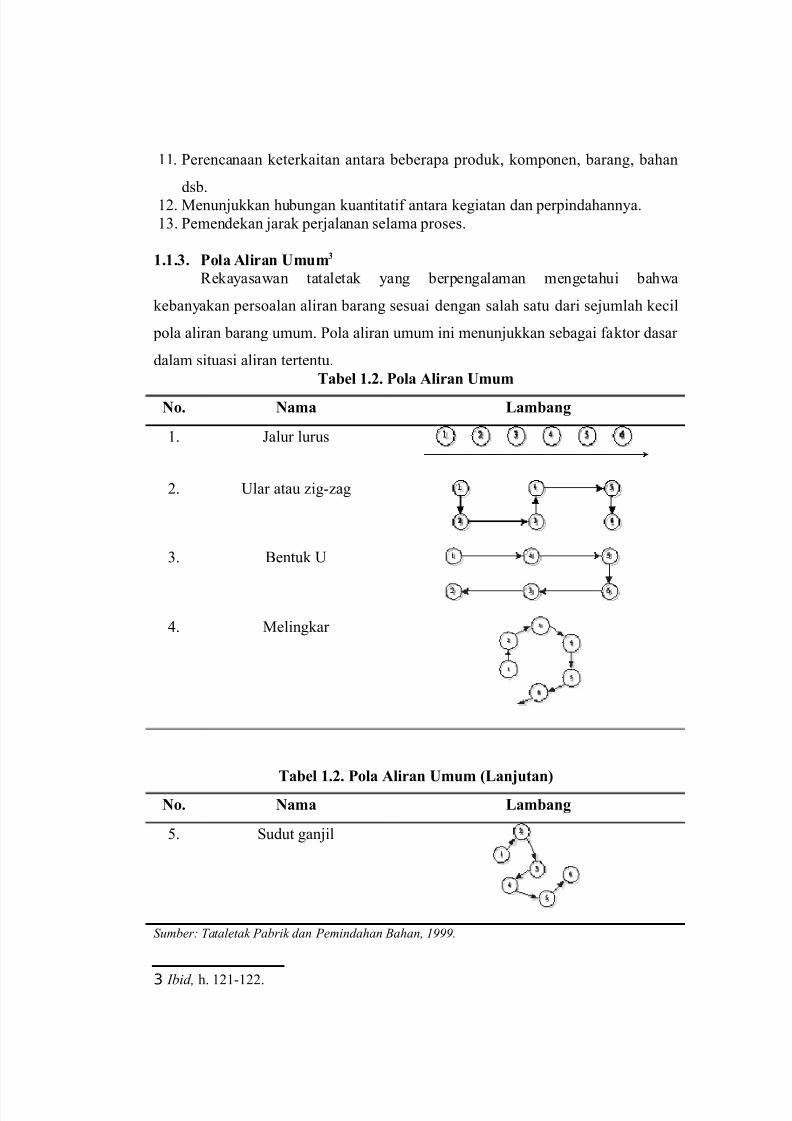
Tabel 1.. P"la Aliran %m&m
N". Nama Lambang
1. +alur lurus
!. 3lar atau ig)ag
". Bentuk 3
#. elingkar
Tabel 1.. P"la Aliran %m&m (Lan'&tan)
N". Nama Lambang
$. 2udut ganjil
Sumber: Tataletak Pabrik dan Pemindahan Bahan, 1.
3 $bid, h. 1!1)1!!.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 9/21
Bebrapa komentar akan membantu memahami pemakaian pola yang
ditunjukkan:
1. aris lurus: dapat digunakan jika proses produksi pendek, relatif sederhana,
dan hanya mengandung sedikit komponen atau beberapa peralatan produksi.
!. 3lar atau ig)ag,: dapat diterapkan jika lintasan lebih panjang dari ruangan
yang dapat digunakan untuk ditempatinya, dan karenanya berbelok)belok
dengan sendirinya untuk memberikan lintasan aliran yang lebih panjang
dalam bangunan dengan luas, bentuk, dan ukuran yang lebih ekonomis.
". Bentuk 3: dapat diterapkan jika diharapkan produk jadinya mengakhiri
proses pada tempat yang relatif sama dengan a0al proses karena keadaan
fasilitas transportasi -luar pabrik/, pemakaian mesin bersama, dsb.
#. elingkar: dapat diterapkan jika diharapkan barang atau produk kembali ke
tempat yang tepat 0aktu memulai.
$. Bersudut ganjil: pola tak tentu, tetapi sangat sering ditemui jika tujuan
utamanya untuk memperpendek lintasan aliran antar kelompok dari 0ilayah
yang berdekatan, jika pemindahannya mekanis, jika keterbatasan ruangan
tidak memberi kemungkinan pola lain, jika lokasi permanen dari fasilitas
yang ada menuntut pola seperti itu.
1.1.. Layout 4
2asaran dari perencanaan la%out dari fasilitas ialah mendapatkan
rancangan susuna atau tata letak fasilitas fisik yang mampu mendukung
pelaksanaan seluruh kegiatan dan operasi produksi dalam suatu plant lokasi secara
efisien. Perencanaan layout yangn baik akan mengintegrasikan perencanaan
produksi, analisis ekonomi, pengendalian persediaan, pemindahan bahan,
pengendalian mutu dan lain)lain.
3ntuk mengetahui apakah tata letak fasilitas produksi baik atau tidak, dapat
dilihat dari beberapa gejala berikut :
1. 4antai pabrik dipenuhi oleh work&in&pro'ress.
!. Pemindahan bahan terjadi secara berlebihan.
". +arak tempuh dakam pemindahan bahan)bahan relatif besar.
4 2ukaria 2unulingga, Pen'antar Teknik $ndustri, 8disi Pertama, -?ogyakarta: raha
lmu/ !**', hlm. 1(#
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 10/21
#. Para operator dan super(isor banyak melakukan jalan)jalan di lantai pabrik.
$. liran bahan dalam lintasan produksi sering mengalami bottleneck.
%. Penga0asan kegiatan dilantai pabrik mengalami kesulitan+ika salah satu atau lebih gejalan diatas ditemukan maka dapat dipastikan
rancangan layout perusahaan bersangkutan sedang bermasalah sehingga perlu
dilakukan perbaikan. asalah yang ditimbulkan oleh la%out yang tidak dirancang
dengan baik bukan hanya pada biaya produksi yang tinggi tetapi juga
berkontribusi dalam peningkatan 0aktu proses sehingga mengancam ketepatan
0aktu pengiriman produk kepada pelanggan.5Pemilihan dan penempatan alternati(e la%out merupakan langkah uang
kritis dalam proses perencanaan fasilitas produksi, karena disini la%out yang
dipilih akan menentukan hubungann fisik dari akti=itas)akti=itas produksi yang
berlangsung. Penetapan mengenai macam spesifikasi, jumlah dan luas area dari
fasilitas produksi yang diperlukan merupakan langkah)langkah a0al sebelum
perencanaan pengaturan tata letaknya.
Dalam perencanaan tata letak produksi C dalam hal ini laim kita sebut
pula sebagai tata letak mesin -machine la%&out / C maka harus pula dipikirkan
mengenai sistem pemindahan bahan -material handlin' /. Proses pemindahan
bahan merupakan satu hal yang penting karena akti=itas ini akan menentukan
hubungan atau keterkaitan antar suatu fasilitas dengan fasilitas produksi yang lain
atau satu departemen dengan departemen yang lain. Didalam proses pembuatan
rancangan produk sering kita jumpai tidak akan bisa diselesaikan le0at sebuah
mesin atau fasilitas produksi melainkan harus mele0ati beberapa rangkaian proses
yang menggunakan banyak mesin. Dengan demikian, tidak bisa dihindari untuk
melakukan akti=itas pemindahan bahan.
4angkah berikutnya setelah spesifikasi, jumlah maupun luas area mesin
yang diperlukan selesai ditentukan adalah menetapkan prosedur atau mode
pengaturan tata letak dari fasilitas)fasilitas produksi tersebut. Disini ada empat
macamtipe tata letak yang secara klasik umum diaplikasikan dalam desain la%out
yaitu :
5 2ritomo Aignjosoebroto,Tata )etak Pabrik dan Pemindahan Bahan, 8disi Ketiga ,
-2urabaya: una Aidya/ 1((%, hlm. 1#$)1$&.

7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 11/21
1. Tata letak fasilitas berdasarkan aliran produksi - production line product atau
product la%out /.
+ika suatu pabrik secara khusus meproduksi suatu macam produk atau
kelompok produk dala jumlah=olume besar dan 0aktu produksi yang lama,
maka segala fasilitas)fasilitas produksi dari pabrik tersebut haruslah diatur
sedimikian rupa sehingga proses produksi dapat berlangsung seefisien
mugkin. Dengan la%out berdasarkan aliran produksi, maka mesin dan fasilitas
produksi lainnya akan diatur menurut prinsip Emachine after machineF tidak
perduli macam mesin yang digunakan. Dengan memakai tata letak tipe aliran
produksi ini segala fasilitas)fasilitas untuk proses manufakturing atau juga
perakitan akan diletakan berdasarkan garis aliran - flow line/ dari produksi
tersebut. Tata letak berdasarkan aliran produksi ini menyebabkan tipe la%out
yang paling popular untuk pabrik yang bekerjaproduksi secara masal -mass
production/, yang mana secara prinsip hal ini dapat ditunjukkan dalam
gambar di ba0ah ini:
Sumber: Tata )etak Pabrik dan Pemindahan Bahan, 16.
Gambar 1.. Product Layout
Dari diagram tersebut diatas dapatlah tata letak berdasarkan produk yang
dibuat - Product la%out / C atau seringkali disebut pula dengan flowline la%out
C didefinisikan sebagai metode pengaturan dan penempatan semua fasilitas
produksi yang diperlukan kedalam satu departemen secra khusus. Dengan
kata tata letak menurut tipe ini, sutu produk akan dapat dikerjakan sampai
selesai didalam departemen tersebut tanpa perlu dipindah)pindahkan ke
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 12/21
departemen yang lain. Disini bahan baku akan dipindahkan dari satu operasi
ke operasi berikutnya C secara langsung sehingga dapat ditarik kesimpulan
bah0a tujuan utama dari tata letak ini adalah untuk mengurangi proses
pemindahan bahan -yang akhirnya juga berkaitan dengan biaya/ dan juga
memudahkan penga0asan didalam akiti=itas produksinya.
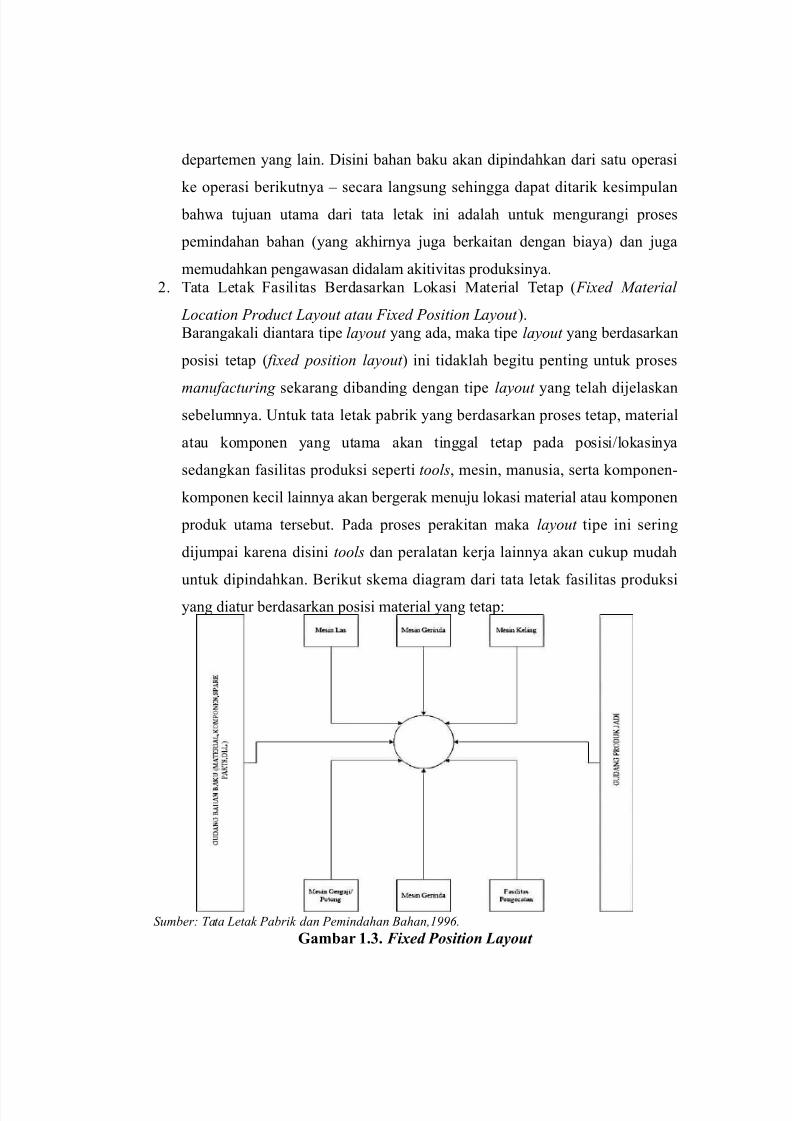
!. Tata 4etak Gasilitas Berdasarkan 4okasi aterial Tetap - !i*ed +aterial
)ocation Product )a%out atau !i*ed Position )a%out /.
Barangakali diantara tipe la%out yang ada, maka tipe la%out yang berdasarkan
posisi tetap - fi*ed position la%out / ini tidaklah begitu penting untuk proses
manufacturin' sekarang dibanding dengan tipe la%out yang telah dijelaskansebelumnya. 3ntuk tata letak pabrik yang berdasarkan proses tetap, material
atau komponen yang utama akan tinggal tetap pada posisilokasinya
sedangkan fasilitas produksi seperti tools, mesin, manusia, serta komponen)
komponen kecil lainnya akan bergerak menuju lokasi material atau komponen
produk utama tersebut. Pada proses perakitan maka la%out tipe ini sering
dijumpai karena disini tools dan peralatan kerja lainnya akan cukup mudah
untuk dipindahkan. Berikut skema diagram dari tata letak fasilitas produksi
yang diatur berdasarkan posisi material yang tetap:
Sumber: Tata )etak Pabrik dan Pemindahan Bahan,16.
Gambar 1.$. Fixed Position Layout
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 13/21
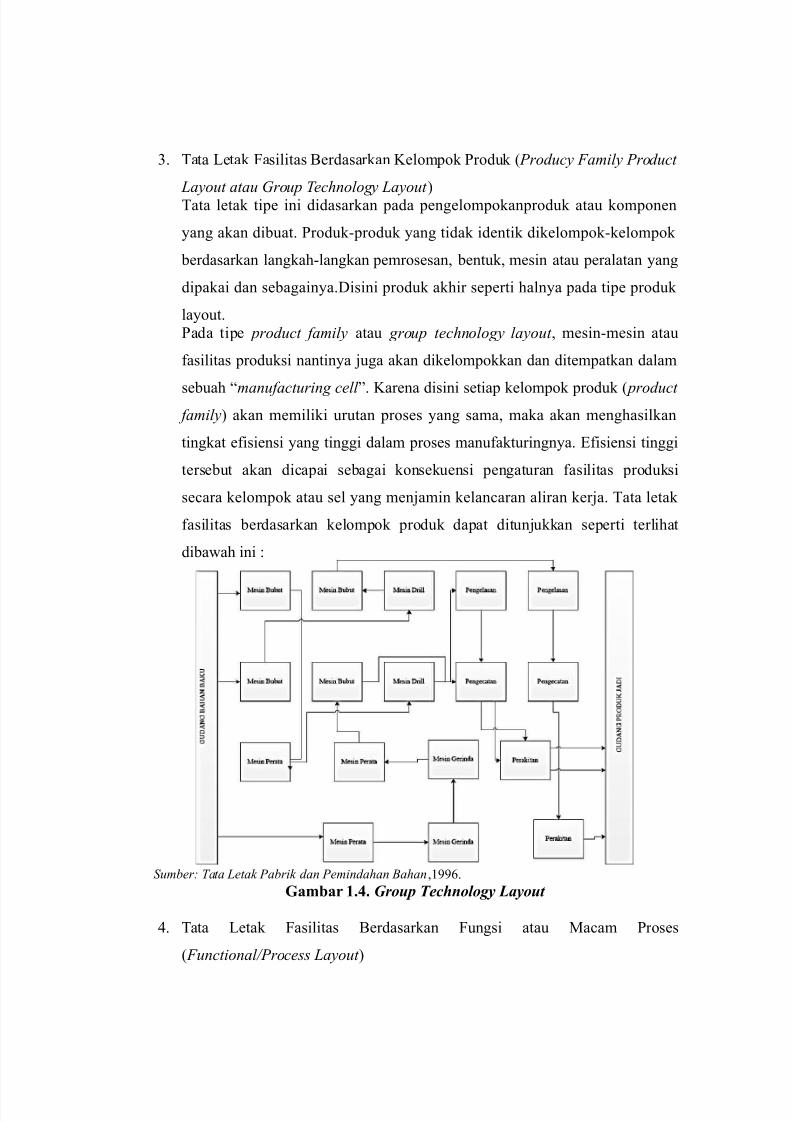
". Tata 4etak Gasilitas Berdasarkan Kelompok Produk - Produc% !amil% Product
)a%out atau roup Technolo'% )a%out /
Tata letak tipe ini didasarkan pada pengelompokanproduk atau komponen
yang akan dibuat. Produk)produk yang tidak identik dikelompok)kelompok
berdasarkan langkah)langkan pemrosesan, bentuk, mesin atau peralatan yang
dipakai dan sebagainya.Disini produk akhir seperti halnya pada tipe produk
layout.
Pada tipe product famil% atau 'roup technolo'% la%out , mesin)mesin atau
fasilitas produksi nantinya juga akan dikelompokkan dan ditempatkan dalam
sebuah Emanufacturin' cell F. Karena disini setiap kelompok produk - product famil%/ akan memiliki urutan proses yang sama, maka akan menghasilkan
tingkat efisiensi yang tinggi dalam proses manufakturingnya. 8fisiensi tinggi
tersebut akan dicapai sebagai konsekuensi pengaturan fasilitas produksi
secara kelompok atau sel yang menjamin kelancaran aliran kerja. Tata letak
fasilitas berdasarkan kelompok produk dapat ditunjukkan seperti terlihat
diba0ah ini :
Sumber: Tata )etak Pabrik dan Pemindahan Bahan,1((%.
Gambar 1.. Group Technology Layout
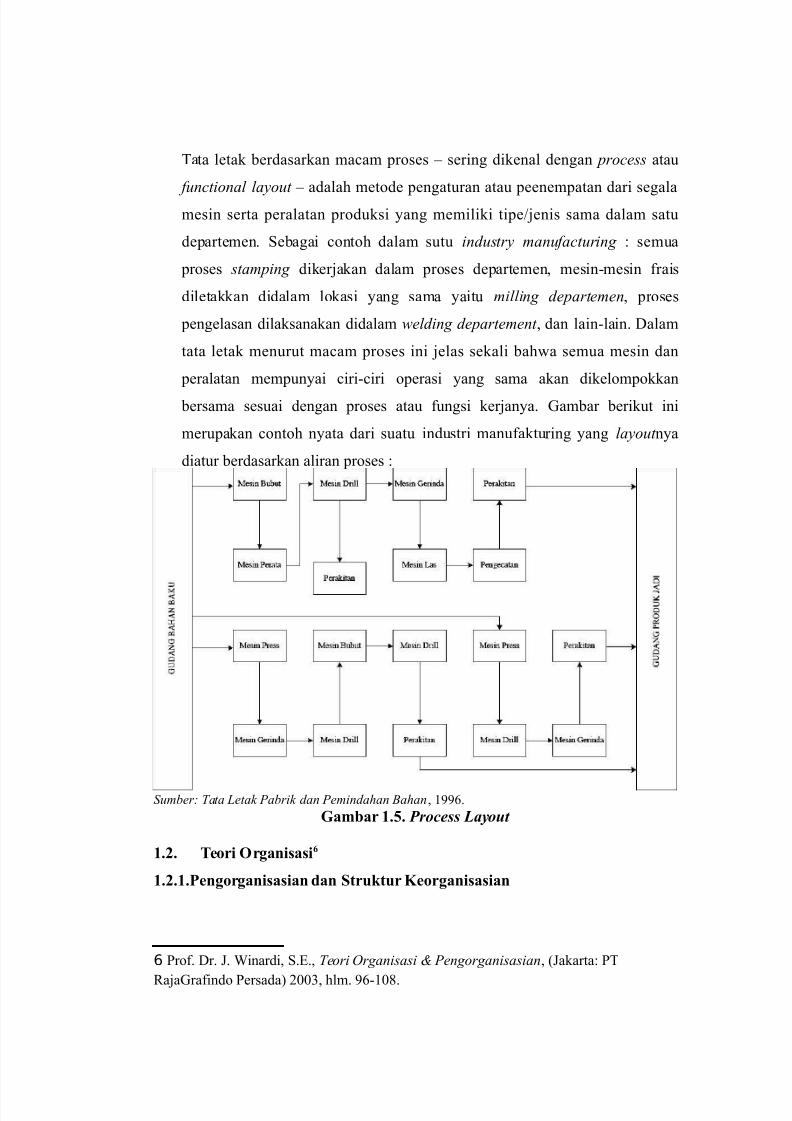
#. Tata 4etak Gasilitas Berdasarkan Gungsi atau acam Proses
- !unctional-Process )a%out /
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 14/21
Tata letak berdasarkan macam proses C sering dikenal dengan process atau
functional la%out C adalah metode pengaturan atau peenempatan dari segala
mesin serta peralatan produksi yang memiliki tipejenis sama dalam satu
departemen. 2ebagai contoh dalam sutu industr% manufacturin' : semua
proses stampin' dikerjakan dalam proses departemen, mesin)mesin frais
diletakkan didalam lokasi yang sama yaitu millin' departemen, proses
pengelasan dilaksanakan didalam weldin' departement , dan lain)lain. Dalam
tata letak menurut macam proses ini jelas sekali bah0a semua mesin dan
peralatan mempunyai ciri)ciri operasi yang sama akan dikelompokkan
bersama sesuai dengan proses atau fungsi kerjanya. ambar berikut ini
merupakan contoh nyata dari suatu industri manufakturing yang la%out nya
diatur berdasarkan aliran proses :
Sumber: Tata )etak Pabrik dan Pemindahan Bahan, 1((%.
Gambar 1.. Process Layout
1.. Te"ri Organi*a*i+
1..1.Peng"rgani*a*ian dan Str&kt&r #e"rgani*a*ian
6 Prof. Dr. +. Ainardi, 2.8., Teori Or'anisasi Pen'or'anisasian, -+akarta: PT
5ajarafindo Persada/ !**", hlm. (%)1*'.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 15/21
stilah pengorganisasian -or'ani/in' / dan struktur keorganisasian
-or'ani/ational structure/ sering kali digunakan. Kedua istilah tersebut berulang
kali akan kita jumpai dalam membahas aneka macam aspek teori organisasi.
3ntuk itu, baiklah dipelajari arti dan makna kedua konsep tersebut. Dalam arti
yang paling luas, pengorganisasian -or'ani/in' / dapat dinyatakan sebagai proses,
yaitu diupayakan agar struktur sesuatu organisasi tertentu, cocok dengan sasaran)
sasarannya, sumber)sumber dayanya, dan lingkungannya.
2truktur keorganisasian -or'ani/ational structure/ dapat dirumuskan
sebagai pengaturan dan antarhubungan bagian)bagian komponen dan posisi)posisi
suatu perusahaan -2toner,et.al., 1('(:!%#/2elanjutnya dapat dikatakan bah0a struktur suatu organisasi
menspesifikasi akti=itas)akti=itas kerja. Ditunjukkan pula olehnya bagaimana
berbagai fungsi atau akti=itas)akti=itas yang berbeda berkaitan satu sama lain.
@ingga tingkat tertentu, ia juga menunjukkan tingkat spesialisasi akti=itas)
akti=itas pekerjaan.
+uga ditunjukkan olehnya, hierarki organisasi yang bersangkutan, struktur
otoritas, dan hubungan)hubungan atasan)ba0ahan -iles,1('*:&/
2truktur keorganisasian memberikan stabilitas dan kontinuitas. @al ini
memungkinkan organisasi yang bersangkutan menghadapi keluar masuknya
indi=idu)indi=idu dan mengoordinasi akti=itas)akti=itasnya dengan
lingkungannya.
1... Peta Organi*a*i
Gungsi)fungsi pekerjaan paara karya0an perlu dibagi)bagi antara mereka
dan dikombinasi dengan cara)cara yang logis. Para pekerja yang mempunyai
fungsi)fungsi yang berkaitan satu sama lain, biasanya berkecimpung dalam bidangkerja yang sama. ereka pun merupakan sebuah unit kerja. 8fisiensi arus
pekerjaan tergantung pada integrasi secara berhasil dari berbagai macam unit di
dalam organisasi yang bersangkutan. Pembagian kerja dan kombinasi)kombinasi
tugas)tugas secara logis menyebabkan timbulnya struktur)struktur departemen
logis dan struktur)struktur subunit)subunit.
2e0aktu sebuah perusahaan mengalami pertumbuhan, maka jumlah unit)
unit kerja dan subunit)subunit bertambah, dan lapisan)lapisan super=isi
ditambahkan. Para manajer dan para ba0ahan makin dipisahkan dari hasil akhir
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 16/21
kegiatan)kegiatan mereka. aka, mereka memerlukan suatu gambaran yang jelas
tentang bagaimana akti=itas)akti=itas dapat disesuaikan dengan gambaran besar.
@al itu tentang apa organisasi mereka dan apa yang dilakukan organisasi tersebut.
enurut +ames . 2toner5. 8d0ard Greeman, kebanyakan struktur)
struktur keorganisasian terlalu kompleks untuk dijelaskan secara =erbal. una
menunjukkan struktur sesuatu organisasi, para manajer biasanya menyusun
sebuah peta organisasi -or'ani/ation chart#, yang menyajikan fungsi)fungsi,
departemen)departemen, atau posisi)posisi yang ada dalam organisasi tersebut,
dan bagaimana mereka berhubungan. 3nit)unit terpisah dari organisasi yang
bersangkutan, biasanya digambarkan dalam bentuk kotak)kotak, yang
dihubungkan satu sama lain dengan bantuan garis)garis yang menunjukkan rantai
komando dan saluran)saluran komunikasi resmi.
Tidak semua organisasi menerima baik peta)peta demikian. isalnya, ada
seorang yang bernama 5obert To0nsend, yang berpendapat bah0a:FHpeta)peta
organisasi mengandung sifat mendemoralisasi, karena mereka memperkuat
anggapan bah0a semua otoritas dan kemampuan berada pada puncak organisasi
-To0nsend,1('#:1$(/
da keuntungan maupun kerugian yang berhubungan dengan peta)peta
organisasi, dan persoalan ini sudah sejak lama menjadi anjang perdebatan antara
sejumlah penulis manajemen.
2alah satu keuntungan peta organisasi adalah para karya0an dan pihak
lain dapat memperoleh suatu gambaran tentang bagaimana kiranya oranisasi
bersangkutan terstruktur. Posisi para manajer, pihak ba0ahan, dan tanggung
ja0ab mereka digambarlan olehnya.
Di samping itu, dapat dikatakan bah0a apabila seseorang perlu menangani
problem tertentu, peta yang ada menunjukkan di mana orang tersebut dapat
ditemukan. khirnya, dapat dikatakan pula bah0a proses penyusunan peta
organisasi memungkinkan para manajer melacak kekurangan)kekurangan dan
kelemahan)kelemahan keorganisasian.
Kerugian utama peta)peta adalah bah0a banyak hal yang tersembunyikan
atau tidak terlihat di sana. ereka, misalnya, tidak menunjukkan siapa saja yang
memiliki tanggung ja0ab dan otoritas lebih besar pada setiap tingkat manajerial.
Begitu pula tidak terlihat pada peta)peta demikian, hubungan)hubungan informal
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 17/21
organisasit yang bersangkutan dan saluran)saluran komunikasi. Tanpa ini,
organisasi yang bersangkutan tidak dapat berfungsi secara efektif.
1..$. Str&kt&r #e"rgani*a*ian
enurut +ames .G.2toner dan 5.8d0ard Greeman, departemen)
departemen suatu organissasi secara formal dapat distruktur berdasarkan tiga
macam cara, yakni distruktur berdasarkan:
1. Gungsi
!. Produk pasar
". Bentuk matriksrganisasi)organisasi yang distruktur berdasarkan fungsi menyatukan
dalam satu departemen, semua pihak yang terlibat pada akti=itas tertentu atau
berbagai macam akti=itas yang berkaitan satu sama lain. 2 ebagai contoh, dapat
dikatakan bah0a sebuah organisasi yang dibagi berdasarkan fungsi memiliki
departemen produksi, departemen pemasaran, dan departemen penjualan secara
terpisah. 2eorang manajer penjualan pada organisasi demikian diberi tanggung
ja0ab terhadap penjualan semua produk yang diproduksi oleh perusahaan yang
bersangkutan.
rganisasi yang distruktur berdasarkan produk atau pasar, yang sering pula
dinamakan orang organisasi berdasarkan di=isi, menyatukan dalam sebuah unit
kerja, semua pihak yang terlibat dalam bidang produksi dan pemasaran sesuatu
produk, atau kelompok produk yang berkaitan satu sama lain. ni disatukan pada
0ilayah geografis tertentu atau yang berhubungan dengan tipe pelanggan tertentu.
2ebagai contoh, dapat terlihat bah0a organisasi yang bersangkutan mencakup
di=isi)di=isi kimia, deterjen dan kosmetik yang terpisah. asing)masing pimpinandi=isi bertanggung ja0ab terhadap produksi, pemasaran, dan akti=itas)akti=itas
penjualan seluruh unitnya.
Pada organisasi matriks, terdapat dua macam tipe desain secara simultan.
Departemen)departemen fungsi permanen, memiliki otoritas bagi performa. Dan
standar)standar professional unit)unit mereka. Diciptakan pula tim)tim proyek
sesuai kebutuhan untuk melaksanakan program)program spesifik. nggota)
anggota tim tersebut diambil dari berbagai departemen fungsional. ereka
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 18/21
bertanggung ja0ab terhadap seorang manajer proyek. anajer proyek
bertanggung ja0ab secara keseluruhan terhadap hasil pekerjaan tim tersebut.
Banyak perusahaan yang memproduksi pesa0at)pesa0at terbang, yang
mengandalkan diri pada pekerjaan kontrak, memanfaatkan matriks demikian.
Ketiga macam tipe desain organisasi memiliki keuntungan maupun kerugian.
1... Organi*a*i ,&ng*i"nal
enurut +ames .G.2toner dan 5. 8d0ard Greeman, sebuah organisasi
fungsional merupakan suatu bentuk departementasi. 2etiap orang terlibat dalam
sebuah kegiatan fungsional, seperti kegiatan pemasaran atau keuangan, yang
dikelompokkan ke dalam suatu unit.rganisasi fungsional mungkin merupakan bentuk departementasi yang
paling mendasar serta yang paling logis.
Keuntungan lain dari sebuah struktur funsional adalah ia membuat
pekerjaan super=isi menjadi lebih mudah. @al itu karena masing)masing manajer
harus menjadi eksper dalam bidang sempit keterampila)keterampilan itu.
Disamping itu, dapat dikatakan bah0a sebuah struktur yang difunsionalisasi
menyebabkan lebih mudah untuk memobilisasi keterampilan)keterampilan
terspesialisasi, dan memba0anya ke bidang yang paling memerlukan.
1... Organi*a*i Pr"d&k-Pa*ar
Kebanyakan perusahaan)perusahaan multiproduk raksasa seperti halnya
eneral +otors di merika 2erikat. @al itu diorganisasi berdasarkan suatu
struktur produk atau struktur organisasi pasar. -Di ;egara kita misalnya
perusahaan stra/.
Pada titik tertentu, karena ukuran organisasi demikian besarnya dan
di=ersitas produk demikian luasnya, bantuan ser=is oleh departemen)departemenfungsional tidak ekonomis dan tak dapat ditangani. pabila departementasi
sesuatu organisasi terlampau kompleks bagi struktur fungsional, manajemen
puncak biasanya akan menciptakan di=isi)di=isi semiotonom. asing)masing
di=isi melaksanakan kegiatan mendesain, memproduksi, dan memasarkan produk
mereka masing)masing.
da sejumlah pro dan kontra sehubungan dengan organisasi produkpasar.
rganisasi berdasarkan di=isi memiliki aneka macam keuntungan. engingat
bah0a semua akti=itas, keterampilan)keterampilan dan ekspertis yang diperlukan
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 19/21
untuk menghasilkan produk)produk tertentu dikelompokkan pada satu tempat, di
ba0ah seorang pimpinan tunggal, maka seluruh pekerjaan lebih mudah
dikoordinasi dan dapat dipertahankan kinerja kerja tinggi.
1..+. Organi*a*i atrik*
rganisasi matriks adalah sebuah struktur keorganisasian, yang masing)
masing karya0an bertanggung ja0ab kepada seorang manajer fungsional atau
seorang manajer di=isi, dan terhadap seorang manajer proyek atau manajer
kelompok -2toner, et.al., 1('(: !&1/
Pada sebuah organisasi matriks, para karya0an pada dasarnya mempunyai
dua orang pemimpin. aksudnya mereka berada di ba0ah dua orang pimpinan
-under dual authorit%/. 2alah satu rantai komando bersifat fungsional atau
di=isional, yang dicantumkan secara =ertikal pada peta)peta sebelumnya. 5antai
komando kedua ditunjukkan dalam bentuk horiontal.
rganisasi)organisasi matriks, pertama)tama dikembangkan orang dalam
bidang industri pesa0at angkasa. Kini organisasi)organisasi matriks makin banyak
digunakan pada sebagai perusahaan besar.
1.$. Microsoft Visio
Bila anda mengerjakan diagram yang cukup besar dengan banyak elemen
benda, sebaiknya persiapkan sejumlah hal agar bisa menghemat banyak 0aktu.
emang =isio memiliki keterbatasan saat perlu mengelola dokumen yang
berukuran besar, tetapi tip)tip ini bisa membantu melancarkan proyek anda.
1.$.1. !ac"ground
Back'round adalah sahabat anda. Iisio memungkinkan kita menentukan
sejumlah halaman back'round . Penerapan bisa dilakukan pada halaman
fore'round , dengan semua elemen pada halaman back'round otomatis akan
nampak fore'round . @alaman baground bisa saja berkalang -kita bisa membuat
back'round untuk suatu back'round /, karena itu kita dapat menghemat banyak
0aktu dengan memiliki serangkaian back'round. isalkan saja kita bisa membuat
yang mengandung header dan footer memuat pa'e title, compan% detail. lo'o,
(ersion number, pa'e name, file name, 'ile e*tension, number of printed pa'e,
7 Girrar 3tdirartatno, Trik +enda%a'unakan 0isio, -?ogyakarta : raha lmu/, hlm.#")#%.
7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 20/21
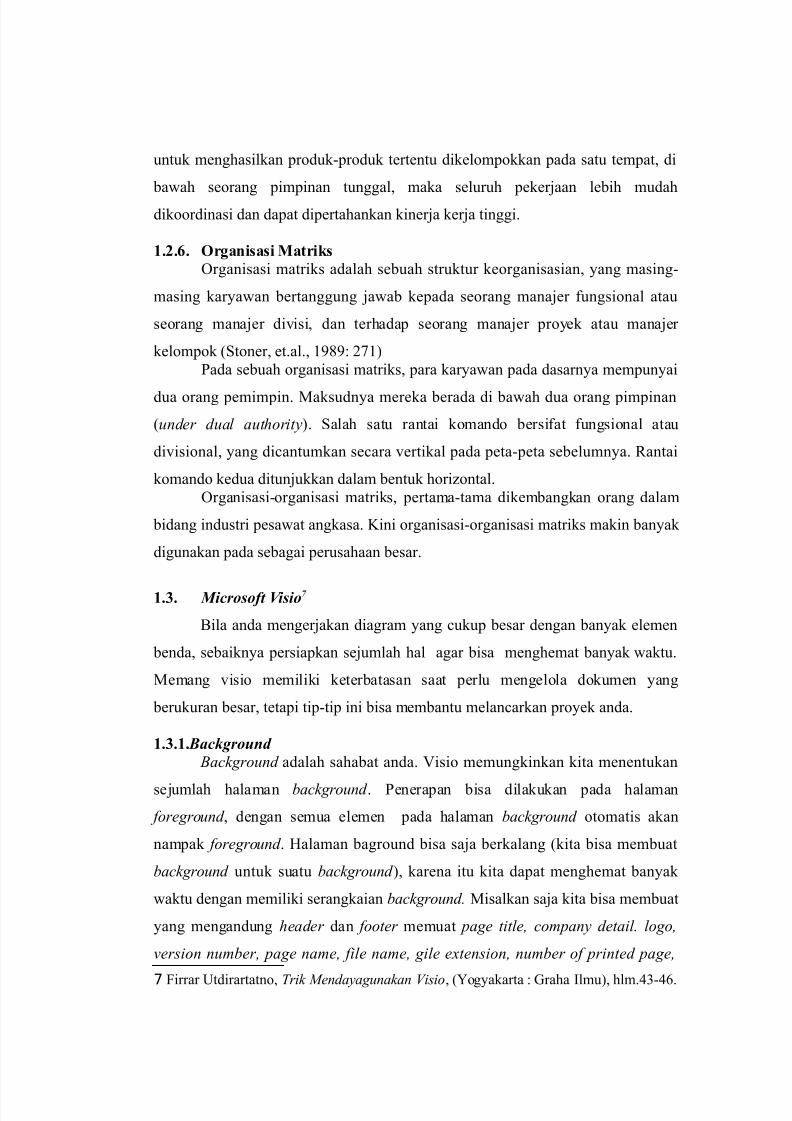
current time, atau current date. ni akan dipakai pada semua halaman, dengan
tambahan back'round lainnya.
Sumber: +icrosoft 0isio 212
Gambar 1.+. enent&kan /alaman !ac"ground
Keunggulan halaman back'round disbanding header dan footer adalah
tidak dibatasi satu baris teks. Kita hanya bisa menerapkan satu back'round untuk
setiap fore'round tetapi karena tiap back'round juga bisa memiliki back'round ,
kita bisa memanfaatkan back'round untuk membuat efek EbertingkatF.
1.$.. Tool#ar
ungkin terdapat sejumlah tool yang sering anda pergunakan, tetapi tidak
disertakan dalam toolbar standard . isal tool ali'n dan distribute, dan la%er yang
memungkinkan kita menemptkan set pada suatu la%er . Ketimbang mengaksesnya
le0at menu, bisa menempatkannya pada toolbar atau costum toolbar . elakukan
kustomisasi le0at Tools J Customi/e.
1.$.$. Text $tyle
+ika gambar mengandung banyak teks yang perlu konsistensi penampakan,
tentukanlah te*t st%le untuknya -menu Gormat J St%le atau Gormat J 3efine
St%le/. ni akan membantu nda ketimbang harus mengingat)ingat font dan settin'
para'raph yang diterapkan pada teks.

7/26/2019 BAB I modull 4
http://slidepdf.com/reader/full/bab-i-modull-4 21/21