BAB 4 PENGUM PULAN DAN PENGOLAHAN DATA 4.1 Hasil …thesis.binus.ac.id/doc/Bab4/2007-2-00568-TIAS...
80
58 BAB 4 PENG UM PULAN DAN PENG O LAH AN DATA 4.1 Hasil Pengum pulan Data 4.1.1 Proses Produksi Proses produksi pada PT. Astra Honda Motor terdiri dari beberapa tahap yaitu : seksi penyediaan komponen, injeksi plastik, pengelasan, pengecatan logam, dipping proses, pengecatan plastik, general sub, assembling, final inspection, dan shippin g. Langkah-langkah diatas akan lebih dijelaskan seperti dibawah ini : 1. Seksi Penyedian Komponen Seksi Penyedian Komponen adalah seksi yang bertugas menerima, mengklasifikasikan serta mendistribusikan komponen ke proses produksi, dimana proses kerjanya sebagai berikut : penerimaan komponen, klasifikasi komponen, dan suplly komponen. 2. Injeksi Plastik Seksi Injeksi plastik adalah seksi yang bert ugas memproduksi komponen plastik, dengan fasilitas mesin injeksi plastik yang menggunakan cetakan. Hasil produksi injeksi plastik yang paling utama adalah untuk memenuhi kebutuhan komponen plastik untuk sep eda motor honda. Tetapi karena fasilitas mesin yang ada, serta beban dari beberapa mesin masih tersedia, maka dilakukan pembuatan komponen selain unt uk sepeda motor.
Transcript of BAB 4 PENGUM PULAN DAN PENGOLAHAN DATA 4.1 Hasil …thesis.binus.ac.id/doc/Bab4/2007-2-00568-TIAS...

58
BAB 4
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Hasil Pengum pulan Data
4.1.1 Proses Produksi
Proses produksi pada PT. Astra Honda Motor terdiri dari beberapa tahap
yaitu : seksi penyediaan komponen, injeksi plastik, pengelasan, pengecatan logam,
dipp ing proses, pengecatan plastik, general sub, assembling, final inspection, dan
shipping.
Langkah-langkah diatas akan lebih dijelaskan seperti dibawah in i :
1. Seksi Penyedian Komponen
Seksi Penyedian Komponen adalah seksi yang bertugas menerima,
mengklasif ikasikan serta mendistribusikan komponen ke proses produksi, dimana
proses kerjanya sebagai berikut : pener imaan komponen, klasifikasi komponen,
dan suplly komponen.
2. Injeksi Plastik
Seksi In jeksi p lastik adalah seksi yang bert ugas memproduksi komponen
plastik, dengan fasilitas mesin injeksi plastik yang menggunakan cetakan.
Hasil produksi injeksi plastik yang paling utama adalah untuk memenuhi
kebutuhan komponen plastik untuk sepeda motor honda. Tetapi karena fasilitas
mesin yang ada, serta beban dari beberapa mesin masih tersedia, maka dilakukan
pembuatan komponen selain unt uk sepeda motor.

59
3. Pengelasan
Seksi pengelasan melaksanakan pembutan rangka dengan cara mengelas
komponen. Komponen las tersebut dibuat di sub cont dan sebagain diproduksi
oleh subkontraktor.
4. Pengecatan Logam
Seksi pengecatan logam bertugas mengecat beberapa bagian komponen
antara lain frame body, fuel tank, dan lain-lain. Untuk menghasilkan komponen
berkualitas, pengecatn dilakukan dalam beberapa proses yaitu : pengecatan
komponen, penggantungan, pre treatment, dry oven, pendinginan, painting both,
bake oven, inspection, dan unloading.
5. Dipping Proses
Selain pengecatan dengan sistem spray, beberapa komponen di cat dengan
sistem dipping ( dicelup ), dimana kompoenen yang akan diproses ditempatkan
pada basket kemudian dicelup pada bak yang berisi cat, serta dikeringkan melalui
oven, dengan tempertaur sekitar 100° C.
Komponen yang diproses dengan celup adalh komponen yang berukuran
kecil, serta tidak memerlukan masking, dimana komponen tersebut tidak terlihat
apabila sudah menjadi un it sepeda motor. Proses ini relatif lebih cepat sehingga
kapsitas yang dihasilkan jauh lebih besar.
6. Pengecatan Plastik
Proses pengecatan plastik part tidak sama dengan proses pengecatan steel
part, karena ada beberapa perbedaan diantaranya :
a. Tidak adanya proses Pre treatment

60
b. Over head conveyor lebih pendek, sehingga waktu yang diperlukan/cycle
time juga lebih pendek.
c. Temperatur oven/pengeringan lebih rendah hanya sekitar 80° C.
d. Pengecatan dilakukan secara manual dengan menggunakan spray/hand
gun.
Proses pengecatan plasitik terdiri dar i beberapa proses, diantaranya :
painting part, loading, washing, painting booth, bake oven,inspection, stripping
part.
7. General Sub
General Sub assembling merupakan seksi yang mengerjakan proses
penggabungan komponen, agar mempemudah serta mempercepat proses produksi
di line assembling. Adapun assem bling part yang dikerjakan disini meliputi : step
bar, carburator, a ir cleaner, steering handle, dam front fork.
8. Assembling
Seksi assembling/perakitan merupakan tahapan terakhir proses pembuatan
sepeda motor, disinilah komponen yang berasal dar i stasiun proses line produksi
dirakit sampai menjadi unit sepeda motor lengkap. Proses pengerjaannya dengan
mengunakan ban berjalan/konveyor, yang terdir i dari dua line. Secara garis besar
line assembling terbagi dalam dua bagian utama yaitu sub line dan main line.
9. Final Inspection
Final Inspection merupakan kegiatan akhir dari seksi Assem bling yang
bert ugas untuk melakukan pemeriksaan unit sepeda motor yang telah selesai
dirakit secara keseluruhan. Apakah komponen sudah terpasang dan berfungsi

61
secara benar serta sudah sesuai dengan standar yang telah ditetapkan, berdasarkan
standar kualitas yang dibuat oleh bagian proses engineering dan dimonitor oleh
bagian quality control.
10. Shipping
Seksi Shipping merupakan seksi pengir iman unit sepeda motor keseluruh
cabang /dealer di seluruh Indonesia dan juga untuk kebutuhan ekspor. Sem ua unit
sepeda motor telah melewati tahapan pengujian di final Inspection. Sebelum
dik irim ke seksi Shipping, datanya disimpan dalam komputer, dengan cara
scanning system melaui barcode system . Hal ini merupakan pengawasan untuk
mengetahui unit yang telah siap dikir im setiap saat.
Unit-un it sepeda motor yang tidak langsung dikirim, disimpan menurut
model, status dan lain-lain agar mempermudah proses pengontrolan sistem
pengeluaran yang dilakukan adalah FIFO ( First In First Out ) agar tidak terjadi
kerusakan unit.
4.1.2 Proses Produksi Steering Handle
Dalam merakit steering handle yang akan dirakit sama dengan rencana
banyaknya sepeda motor yang akan dibuat ( dalam hal ini sama dengan
banyaknya sepeda motor tip NF 125, NF 125 D, ND 100 ), karena satu un it
sepeda motor memerlukan sat u unit steering handle.
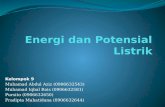
Sebelum melihat proses perakitan steering handle berikut ini adalah
struktur produk dari steering handle :

62
Gambar 4.1 Struktur Produksi steering Handle
Dari diagram diatas terlihat bahwa untuk membuat satu unit steering handle
membutuhkan masin-masing satu buah bahan baku seperti terlihat diatas.
Tabel berikut ini memperlihatkan kebutuhan per unit bahan baku untuk
tiap model steering handle dengan lebih mendetil.
Tabel 4.1 Kebutuhan per unit komponen steering handle
KOMPONEN BE1 BF1 BD1 53100-KPH-880 1 53100-KPH-890 1
PIPE STEERING HANDLE 5310A-KPHF-8603 1
53205-KPH-880-FMB 1
53205-KPH-890-FMH 1 COVER
HANDLE REAR 53205-KPWA-8603 1
53206-KPH-880-FMB 1
53206-KPH-890-FMH 1 COVER
HANDLE FRONT 53206-KPWA-8603 1
53120-KPH-880 1 53210-KPH-890 1
POST COMP
HANDLE 53210-KPHF-8603 1
33100-KPHF-6612-M1 1 1 LIGHT ASSY HEAD 3310-KPWA-8600 1
37200-KPHF8820-M1 1 1 SP EEDOMETER ASSY 37200-KPWA-8614-M1 1
Sum ber : PT.AHM

63
Setelah komponen yang diperlukan disiapkan oleh bagian part prepation
dan diantarkan ke stasiun kerja, maka pekerjaan assem bling atau perakitan dari
steering handle dimulai. Perakitan tersebut terbagi menjadi beberapa pekerjaan
sebagai ber ikut :
Tabel 4.2 Proses Perakitan Steering Handle untuk tipe BE 1 dan BF 1
Stasiun Kerja Elemen K erja Deskripsi 601 1
2
Pasang weight B steering h andle pada pipe steering h andle Letakkan pipe steering handle di stasiun 602
602 3
4
Pasang pada pipe steering handle : washer wafe, lever cnoke, washer, dan screw p an 5 x 12 Pasang pada pipe steering handle : stopper , cnoke dan sc rew pan 5 x 12
603 6 A mbil housing under throttle dan pasang cable comp throttle, putar pad a housing. Pasang pada housing und er throttle : G rip comp throttle (kaitkan ke ujung kabel comp . Th rottle)
604 5
7
Pasang pada handle co mp.steering : lever R handle, edit handle lev er pivot, kencangkan dengan UW 6 SLDK, hsb 8 mm, dan nut hex 5 mm, kencangk an d engan UW 6 SLDK , hsb 8 mm Masukkan housing throttle
605 8
9
10
Setting posisi housing throttle assy di pipe dan kencangk an s crew pan 5 x 28 Pasang pada bracket lever R : cable co mp front brake , kaitkan Kaitkan di guid e cable pipe steering
606 12
13
A mbil cover handle rear dan pasang sw. Unit dimmer , sw.unit horn, se.unit winker Letakkan cov er h andle rear di stasiun 607
607 14
15
Pasang pada cover handle rear : sw.unit lighting, unit start, mark drive caution. Letakkan cov er h andle rear di stasiun 608
608 16
17
Letakkan cov er h andle rear di jig, pasang : speedometer assy , sc rew t apping 5 x 16 dan nut clip 4 mm t ekan Letakkan cov er h andle rear di stasiun 609
609 18
19 20
21
Pasang pada sub h arness speedo met er : rel ay assy winker connect Kaitkan relay assy winker ke speedo met er assy Pasang pada cover h andle rear : nut clip 4 mm, tekan Letakkan cov er h andle rear di stasiun 610
610 22 23
Connect sub harness speedo meter ke coupler : sw.unit di mmer, horn dan winker Letakkan cov er h andle rear di stasiun 611
611 24
Connect sub harness speedo meter ke cuopler : sw.unit lighting, unit start , label engin e sta rt

64
25 Letakkan cov er h andle rear di stasiun 612 612 11
26
Pasang pada pipe steering handl e : weight A steering handle , kemudian pasang s crew oval 6 x 70 Pasang pipe steering handle pad a cover handl e rear
613 27
28
Connect switch front stop d engan sub h arness speedometer Kaitkan cable throttle ke coverh andle rear dan guide cable di post co mp st eering handle
614 29
30
Pasang pada pipe steering handle dan cover handle rear: screw tapping 4 x 12. Balik steering h andle,p asang pada cov er handle rear sc rrew p an 5 x 11 ,5.
615 32
33
A mbil cover handle front, pasang: nut clip 4 mm(upper), tek an. Letakkan cov er h andle front di stasiun 616.
616 34
35
36
Pasang pada cover handl e front: Light assy head dan bolt adjust. Pasang pada cover handle front: winker assy R front dan winker assy L front. Letakkan cov er h andle front di stasiun 617.
617 37
38
Pasang pada wink er assy L,R front dan cov er handle front: sc rew tapping 4 x 12. Letakkan cov er h andle front di stasiun 618.
618 31 39
40
Balik steering handle p ada jig. A mbil cov er h andle front conn ect coupler: winker assy L front, R front, & Light assy head . Setting posisi cover handle front ke cover handle rear.
619 41
42 43
Pasang pada cover handl e front L & R: Screw washer Balik steering handle p ada jig. Pasang pada cover handle rear under: screw washer 4 x 16.
620 44
45
Pasang pada cover handl e rear upp er: Screw washer 4 x 20. A mbil Grip L Handle, beri lem d an pasang di pipe steering h andle.
621 46
47
Pasang pada handle comp steering: weight A stering handle kemudian pas ang screw oval 6 x 70. Letakkan steering handl e assy di kereta, maka steering handle sudah siap untuk dikirim ke lini perakitan utama.
Sum ber : PT.AHM

65
Gambar 4.2 Peta Proses Operasi Steering Handle untuk tipe BF 1

66
Gambar 4.3 Peta Proses Operasi Steering Handle untuk tipe BE 1

67
Tabel 4.3 Proses Perakitan Steering Handle untuk tipe BD 1
Stasiun Kerja Elemen K erja Deskripsi 601 1
2
Pasang weight B steering h andle pada pipe steering h andle Letakkan pipe steering handle di stasiun 602
602 3
4
Pasang pada pipe steering handle : washer wafe, lever cnoke, washer, dan screw p an 5 x 12 Pasang pada pipe steering handle : stopper , cnoke dan sc rew pan 5 x 12
603 6 A mbil housing under throttle dan pasang cable comp throttle, putar pad a housing. Pasang pada housing und er throttle : G rip comp throttle (kaitkan ke ujung kabel comp . Th rottle)
604 5
7
Pasang pada handle co mp.steering : lever R handle, edit handle lev er pivot, kencangkan dengan UW 6 SLDK, hsb 8 mm, dan nut hex 5 mm, kencangk an d engan UW 6 SLDK , hsb 8 mm Masukkan housing throttle pada pipe steering handle
605 8
9
10
Setting posisi housing throttle assy di pipe dan kencangk an s crew pan 5 x 28 Pasang pada bracket lever R : cable co mp front brake , kaitkan Kaitkan di guid e cable pipe steering
606 12
13
A mbil cover handle rear dan pasang sw. Unit dimmer , sw.unit horn, se.unit winker Letakkan cov er h andle rear di stasiun 607
607 14
15
Pasang pada cover handle rear : sw.unit lighting, unit start, mark drive caution. Letakkan cov er h andle rear di stasiun 608
608 16
17
18
A mbil speedo met er assy , pasang : cable comp speedometer Letakkan cov er h andle rear di jig, pasang : speedometer assy , s crew tapping 5 x 16 Letakkan cov er h andle rear di stasiun 609
609 19
20 21
22
Pasang pada sub h arness speedo met er : rel ay assy winker connect Kaitkan relay assy winker ke speedo met er assy Pasang pada cover h andle rear : nut clip 4 mm, tekan Letakkan cov er h andle rear di stasiun 610
610 23
24
Connect sub harness speedo meter ke coupler : sw.unit di mmer, horn dan winker Letakkan cov er h andle rear di stasiun 611
611 25
26
Connect sub harness speedo meter ke cuopler : sw.unit lighting, unit start Letakkan cov er h andle rear di stasiun 612
612 11
27
Pasang pada pipe steering handl e : weight A steering handle , kemudian pasang s crew oval 6 x 70 Pasang pipe steering handle pad a cover handl e rear
613 28
Connect switch front stop d engan sub h arness speedometer

68
29 Kaitkan cable throttle ke coverh andle rear dan guide cable di post co mp st eering handle
614 30
31
Pasang pada pipe steering handle dan cover handle rear: screw tapping 4 x 12. Balik steering h andle,p asang pada cov er handle rear sc rrew p an 5 x 11 ,5.
615 33
34
A mbil cover handle front, pasang: nut clip 4 mm(upper), tek an. Letakkan cov er h andle front di stasiun 616.
616 35
36
37
Pasang pada cover handl e front: Light assy head dan front comb . Pasang pada cover handle front: winker assy R front dan winker assy L front adn cov er handle front, screw tapping 4 x 12. Letakkan cov er h andle front di stasiun 617.
617 38 39
40
41
Pasang pada h ead light: Bold adjust Pasang pada winker R: Bracket head light R, dan screw tapping 4 x 12. Pasang pada winker L: Bracket head light L, dan screw tapping 4 x 12. Letakkan cov er h andle front di stasiun 618.
618 32 42
43
Balik steering handle p ada jig. A mbil cov er h andle front conn ect coupler: winker assy L front, R front, & Light assy head . Setting posisi cover handle front ke cover handle rear.
619 44
45 46
Pasang pada cover handl e front L & R: Screw washer Balik steering handle p ada jig. Pasang pada cover handle rear under: screw washer 4 x 16.
620 47
45
Pasang pada cover handl e rear upp er: Screw washer 4 x 20. A mbil Grip L Handle, beri lem d an pasang di pipe steering h andle.
621 49
50
Pasang pada handle comp steering: weight A stering handle kemudian pas ang screw oval 6 x 70. Letakkan steering handl e assy di kereta, maka steering handle sudah siap untuk dikirim ke lini perakitan utama.
Sum ber : PT.AHM

69
Gambar 4.4 Peta Proses Operasi Steering Handle untuk tipe BD 1

70
4.1.3 Data Rencana Produksi
Data rencana produksi ini didapat dari bagian PP C. Data produksi yang
diambil penulis adalah data produksi untuk bulan Oktober 2003 sampai dengan
Desember 2003 dalam satuan unit. Ber ikut ini tabel rencana produksi steering
handle.
Tabel 4.4 Rencana Produksi St eering Handle tahun 2003
Jumlah Produksi ( Unit ) Type Oktober November Desember
Rata - Rata
BE 1 9000 4400 4600 6000 BF 1 36000 26400 21600 28000 BD 1 1200 3000 1600 1933 Total 46200 33800 27800 35933
4.1.4 Kapasitas Pallet
Pada PT. Astra Honda Motor tiap komponen/parts memiliki pallet masing-
masing. Umumnya ukuran dari masing-masing pallet tidak jauh berbeda, yang
membedakan mungkin hanya model bagian dalam dari pallet yang bersangkutan.
Tabel berikut ini menunjukkan kapasitas parts yang dapat ditampung untuk setiap
masing-masing pallet.
Tabel 4.5 Kapasitas Komponen per Pallet
KOMPONEN KAP ASITAS PER PALLET
53100-KPH-880 200
53100-KPH-890 500 PIPE
STEERING HANDLE
5310A-KPHF-8603 50
53205-KPH-880-FMB 700 53205-KPH-890-FMH 200
COVER HANDLE
REAR 53205-KPWA-8603 50
53206-KPH-880-FMB 700 COVER HANDLE 53206-KPH-890-FMH 200

71
FRONT 53206-KPWA-8603 50
53120-KPH-880 200 53210-KPH-890 500
POST COMP
HANDLE 53210-KPHF-8603 50 33100-KPHF-6612-M1 700 LIGHT ASSY
HEAD 3310-KPWA-8600 50
37200-KPHF8820-M1 700 SP EEDOMETER ASSY 37200-KPWA-8614-M1 50
Sum ber : PT.AHM
4.2 Pengolahan Data
4.2.1 Proses Pengukuran waktu
Teknik Pengukuran waktu yang dilakukan dalam penelitian ini dengan
cara mengamati langsung peker jaan yang sedang dilakukan dan mencatat waktu-
waktu ker janya dengan menggunakan stopwatch per elemen kerja di tempat
dilaksanakannya pekerjaan.
Tujuan pengukuran waktu adalah untuk mendapatkan waktu baku
penyelesaian pekeerjaan untuk membandingkan dengan tact time.
Dalam waktu siklus ada pada tabel ber ikut ini :

72
Tabel 4.6 Data Waktu siklus Tipe BF 1

73
Data Waktu siklus Tipe BF 1 (Lanjutan)

74
Tabel 4.7 Data Waktu siklus Tipe BE 1

75
Data Waktu siklus Tipe BE1 (Lanjutan)

76
Tabel 4.8 Data Waktu siklus Tipe BD 1

77
Data Waktu siklus Tipe BD 1 (Lanjutan)

78
Tabel 4.9 Proses Penentuan Waktu Siklus tipe BF 1
Nomor elemen kerja
Jumlah Pengukuran (N)
Waktu Pengukuran (s)
Waktu Siklus (s)
1 30 166,61 5,55 2 30 67,22 2,24 3 30 203,74 6,79 4 30 165,6 5,52 5 30 254,6 8,49 6 30 224,26 7,48 7 30 60,58 2,02 8 30 142,88 4,76 9 30 142,42 4,75
10 30 66,52 2,22 11 30 215,36 7,18 12 30 253,6 8,45 13 30 53,14 1,77 14 30 289,06 9,64 15 30 53,58 1,79 16 30 114,02 3,8 17 30 53,56 1,79 18 30 123,7 3,8 19 30 83,16 4,12 20 30 115,14 2,77 21 30 74,72 3,84 22 30 135,02 2,49 23 30 54,06 4,5 24 30 165,98 1,8 25 30 66,76 5,53 26 30 115,1 2,23 27 30 218,16 3,84 28 30 260,78 7,27 29 30 266,32 8,69 30 30 192,24 8,88 31 30 82,48 6,41 32 30 166,58 2,75 33 30 83,16 5,55 34 30 254,78 2,77 35 30 193,56 8,49 36 30 31,7 6,45 37 30 272,38 9,08 38 30 29,99 1 39 30 166,61 5,55 40 30 67,22 2,24 41 30 203,74 6,79 42 30 165,6 5,52 43 30 254,66 8,49 44 30 224,46 7,48

79
45 30 60,58 2,02 46 30 142,88 4,76 47 30 142,42 4,75
Tabel 4.10 Proses Penentuan Waktu Siklus tipe BE 1
Nomor elemen kerja
Jumlah Pengukuran (N)
Waktu Pengukuran (s)
Waktu Siklus (s)
1 30 166,16 5,54 2 30 65,52 2,22 3 30 215, 36 7,18 4 30 164,88 5,50 5 30 218, 16 7,27 6 30 254, 78 8,49 7 30 66,78 2,23 8 30 153, 64 5,12 9 30 135, 19 4,51
10 30 67,22 2,24 11 30 218, 38 7,28 12 30 254, 66 8,49 13 30 53,58 1,79 14 30 274, 28 9,14 15 30 54,06 1,80 16 30 115, 20 3,84 17 30 53,56 1,79 18 30 126, 30 4,21 19 30 76,06 2,54 20 30 115, 10 3,84 21 30 83,16 2,77 22 30 136, 48 4,55 23 30 53,14 1,77 24 30 165, 60 5,52 25 30 60,58 2,02 26 30 114, 02 3,81 27 30 253, 60 8,45 28 30 227, 28 7,58 29 30 260, 78 8,69 30 30 193, 56 6,45 31 30 82,52 2,75 32 30 144, 12 4,80 33 30 83,16 2,77 34 30 254, 66 8,49 35 30 190, 76 6,34 36 30 29,99 1,00 37 30 266, 32 8,88 38 30 31,74 1,06 39 30 277, 08 9,24

80
40 30 125, 30 4,18 41 30 108, 60 3,62 42 30 66,52 2,22 43 30 136, 48 4,55 44 30 142, 48 4,76 45 30 227, 28 7,58 46 30 218, 38 7,28 47 30 31,70 1,06
Tabel 4.11 Proses Penentuan Waktu Siklus tipe BD 1
Nomor elemen kerja
Jumlah Pengukuran (N)
Waktu Pengukuran (s)
Waktu Siklus (s)
1 30 165, 60 5,52 2 30 67,10 2,24 3 30 192, 80 6,43 4 30 166, 64 5,55 5 30 254, 78 8,49 6 30 218, 16 7,27 7 30 66,76 2,23 8 30 136, 12 4,54 9 30 165, 60 5,52
10 30 82,48 2,75 11 30 228, 22 7,61 12 30 260, 78 8,69 13 30 53,14 1,77 14 30 264, 50 8,82 15 30 53,58 1,79 16 30 129, 20 4,31 17 30 54,06 1,80 18 30 114, 02 3,81 19 30 82,48 2,75 20 30 115, 10 3,84 21 30 83,16 2,77 22 30 76,06 2,54 23 30 133, 92 4,46 24 30 60,58 2,02 25 30 166, 58 5,55 26 30 83,16 2,77 27 30 106, 92 3,56 28 30 224, 56 7,49 29 30 266, 32 8,88 30 30 253,6 8,45 31 30 193, 56 6,45 32 30 83,16 2,77 33 30 166, 00 5,53 34 30 82,48 2,75

81
35 30 266, 32 8,88 36 30 192, 72 6,43 37 30 31,70 1,06 38 30 67,22 2,24 39 30 125, 24 4,17 40 30 151, 64 5,05 41 30 53,14 1,77 42 30 269, 14 8,97 43 30 133, 92 4,46 44 30 115, 10 3,84 45 30 260, 78 8,69 46 30 53,58 1,79 47 30 126, 30 4,21 48 30 203, 80 6,79 49 30 224, 56 7,49 50 30 31,92 1,06
Sum ber : Hasil perhitungan
4.2.2 Pengujian waktu Siklus
Pengujian waktu ini dilakukan agar data yang didapatkan dari pengukuran
secara langsung di pabrik dapat dipertanggungjawabkan. Pengujian wakt u siklus
ini dilakukan dengan tingkat kepercayaan 95% dan ketelitian 5%. Dan uji-uji yang
digunakan antara lain :
1. Uji kenormalan data
2. Uji keseragaman data
3. Uji kecukupan data
Setelah semua data-data dinyatakan normal, seragam dan cukup barulah
tahap berikutnya dari pengolahan data dapat dilakukan. Dibawah ini adalah salah
satu contoh dari pengujian wakt u siklus. Dan untuk keseluruhan hasil pengujian
dar i data waktu siklus ini dapat dilihat pada lampiran 1, 2, dan 3.

82
Uji Kenormalan Data
Sebelum dilakuakan perhitungan wakt u baku, data yang telah didapat
terlebih dahulu harus diuji apakah data tersebut berdistibusi normal atau tidak.
Pengujian kenormalan data dengan menggunakan uji Kolmogorov-Smirnov.
Ber ikut ini adalah perhit ungan uji kenormalan data hasil pengukuran
( pengambilan sample) waktu siklus elemen-elemen kerja 1 perakitan steering
handle tipe BF 1.
Data-data dimasukkan dalam sub group :
SUBGROUP WAKTU PENYELESAIAN
HARGA RATA-RATA
1 2 3 4 5 6
5,52 5,53 5,57 5,57 5,53 5,56 5,53 5,57 5,58 5,56 5,55 5,54 5,57 5,56 5,56 5,55 5,54 5,57 5,56 5,56 5,52 5,53 5,57 5,57 5,53 5,56 5,53 5,57 5,58 5,56
5,54 5,56 5,56 5,56 5,54 5,56
Output SP SS dan Analisis :
NPar Tests
One-sample Kolmogorov-Smirnov Test DATA N 6
Mean 5,5533 Normal Parameters a.b Std Dev iation 1.033E-02
Absolute .407 Positive .259
Most extreme Diff erences Negative -.407 Kolmogorov-smirnov Z .998 Asymp. Sig. (2-t ailed) .272 a.Test distr ibution is normal b.calculat ed f rom data
Analisis :

83
Hipotesis :
Ho : F(x)=0, dengan F (x) adalah fungsi distribusi populasi yang diwakili o leh
sampel, dan Fo (x) adalah fungsi distribusi suatu populasi berdistribusi
normal dengan μ = 5.55 dan σ = 1.03 ( lihat hasil output SPSS)
Hi : F (x) ≠ Fo (x) atau distribusi populasi tidak normal
Uji dilakukan dua sisi, karena adanya tanda ‘≠’.
Pengam bilan keputusan.
• Jika probabilitas > 0,05, maka Ho diterma
• Jika probabilitas < 0,05, maka Ho ditolak
Keputusan
• Terlihat pada kolom asymp.Sig/asymptotic signif icance dua sisi adalah
0,272, atau probabilitas diatas 0,05 (0,272>0,05). Maka Ho diterima, atau
distribusi populasi data elemen ker ja 1 adalah normal.
Uji Keseragaman Data
Tijuan diadakannya uji keseragaman data adalah unt uk mengetahui apakah
data tersebut dalam batas kontrol yait u batas kontrol atas (BKA) dan batas kontrol
bawah (BKB). Pada perhit ungan uji keseragaman data ini digunakan tingkat
keyakinan 95% dan ketelitian 5%.
Ber ikut ini adalah perhit ungan untuk uji keseragaman hasil pengukuran
(pengambilan sample) waktu siklus elemen kerja 1 perakitan steering handle tipe
BF 1 pada PT.AHM.

84
Data-data dimasukkan dalam subgroup :
SUBGROUP WAKTU PENYELESAIAN
HARGA RATA-RATA
1 2 3 4 5 6
5,52 5,53 5,57 5,57 5,53 5,56 5,53 5,57 5,58 5,56 5,55 5,54 5,57 5,56 5,56 5,55 5,54 5,57 5,56 5,56 5,52 5,53 5,57 5,57 5,53 5,56 5,53 5,57 5,58 5,56
5,54 5,56 5,56 5,56 5,54 5,56
Harga rata-rata dari Subgroup :
55,56
56,554,556,556,556,554,5 =+++++=Χ
=Χ ∑n
• Standar deviasi sebenarnya dari wakt u penyeleseaian :
( )
1
2
−
Χ−Χ= ∑
ni
σ Jika n ≤ 30
( ) ( )130
55,556,5...55,552,5 22
−−++−
=
= 0,02
• Standar deviasi dari harga rata-rata subgroup :
nσσ =Χ
502,0
=
= 0,009

85
• Batas kontrol
BKA = Χ
+Χ σ2 BKB = Χ
−Χ σ2
= 5,55 + 2(0,009) = 5,55 - 2(0,009)
= 5,57 = 5,53
• Grafik
Grafik Uji Keseragaman Data
5,51
5,52
5,53
5,54
5,55
5,56
5,57
5,58
1 2 3 4 5 6
BKAX rata-rataBKB
Gambar 4.5 Peta Kontrol 2 - Sigma
Uji Kecukupan Data
Uji kecukupan data diperlukan untuk menentukan jumlah pengukuran
yang akan dilakukan berdasarkan tingkat keyakinan dan tingkat ketelitian. Dalam
hal ini penulis menggunakan tingkat keyakinan 95% dan ketelitaian 5%.
Ber ikut ini adalah perhit ungan unt uk uji kecukupan hasil pengukuran
( pengambilan sample ) wakt u sik lus elemen kerja perakitan steering handle pada
PT.AHM.

86
Σ x = 166,61 Σ xi2 = 925,61 N = 30
( )
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
Χ
Χ−ΧΝ=Ν
∑∑ ∑
i
ii22
' 40
( ) ( )
102,061,166
61,16631,9253040 2' ≈=
⎥⎥⎦
⎤
⎢⎢⎣
⎡ −=Ν
karena N’ lebih kecil dari N berarti pengukuran telah cukup.
4.2.3 Faktor Penyesuaian
Selama pengukuran berlangsung , pengukur mengamati kewajaran kerja
yang ditunjukkan oleh operator. Ketidakwajaran dapat saja tejadi misalnya
bekerja tanpa kesungguhan, sangat cepat seolah-o lah diburu waktu atau karena
menjumpai kesulitan – kesulitan seperti kondisi fisik yang buruk. Sebab-sebab
seperti ini dapat mempengaruhi kecepatan kerja yang berak ibat terlalu cepat atau
terlalu lama waktu penyelesaian peker jaan, maka pengukur harus mengetahui
seberapa jauh hal ini terjadi.
Apabila pengukur mendapatkan waktu rata-rata penyelesaian pekerjaan
dengan kecepatan yang tidak normal, maka untuk menjadikannya normal,
pengukur harus memperhitungkan faktor penyesuian. Adapun faktor penyesuian
digunakan tabel westinghouse, dapat dilihat pada lampiran 4. Dalam memberikan
penilaian, penulis secara langsung mengamati pekerjaan yang dilakukan o leh
operator kemudian hasil pengamatan dan informasi diterjemahkan ke dalam
bent uk angka-angka sesuai dengan tabel penyesuian yang terdapat pada tabel
ber ikut ini.

87
Tabel 4.12 Faktor penyesuian berdasarkan W estinghouse tipe BF 1
Elemen Kerja Ketrampilan Usaha Kondisi Konsistensi Total Penyesuian
(1+F.Penyesuaian) 1 0,03 0,02 0,00 0,00 0,05 1,05 2 0,03 0,02 0,00 0,00 0,05 1,05 3 0,03 0,02 0,00 0,01 0,06 1,06 4 0,03 0,02 0,00 0,01 0,06 1,06 5 0,03 0,02 0,00 0,00 0,05 1,05 6 0,03 0,02 0,00 0,00 0,05 1,05 7 0,03 0,02 0,00 0,00 0,05 1,05 8 0,03 0,02 0,02 0,01 0,08 1,08 9 0,03 0,02 0,02 0,01 0,08 1,08
10 0,03 0,02 0,02 0,01 0,08 1,08 11 0,06 0,02 0,00 0,01 0,09 1,09 12 0,03 0,02 0,00 0,01 0,06 1,06 13 0,03 0,02 0,00 0,01 0,06 1,06 14 0,03 0,02 0,00 0,01 0,06 1,06 15 0,03 0,02 0,00 0,01 0,06 1,06 16 0,06 0,02 0,02 0,00 0,10 1,10 17 0,06 0,02 0,02 0,00 0,10 1,10 18 0,03 0,02 0,00 0,00 0,05 1,05 19 0,03 0,02 0,00 0,00 0,05 1,05 20 0,03 0,02 0,00 0,00 0,05 1,05 21 0,03 0,02 0,00 0,00 0,05 1,05 22 0,08 0,02 0,02 0,01 0,13 1,13 23 0,08 0,02 0,02 0,01 0,13 1,13 24 0,03 0,02 0,00 0,01 0,06 1,06 25 0,03 0,02 0,00 0,01 0,06 1,06 26 0,06 0,02 0,00 0,01 0,09 1,09 27 0,03 0,02 0,00 0,00 0,05 1,05 28 0,03 0,02 0,00 0,00 0,05 1,05 29 0,03 0,02 0,00 0,00 0,05 1,05 30 0,03 0,02 0,00 0,00 0,05 1,05 31 0,03 0,02 0,00 0,01 0,06 1,06 32 0,03 0,02 0,02 0,01 0,08 1,08 33 0,03 0,02 0,02 0,01 0,08 1,08 34 0,03 0,02 0,00 0,00 0,05 1,05 35 0,03 0,02 0,00 0,00 0,05 1,05 36 0,03 0,02 0,00 0,00 0,05 1,05 37 0,03 0,02 0,00 0,00 0,05 1,05 38 0,03 0,02 0,00 0,00 0,05 1,05 39 0,03 0,02 0,00 0,01 0,06 1,06 40 0,03 0,02 0,00 0,01 0,06 1,06 41 0,03 0,02 0,02 0,01 0,08 1,08 42 0,03 0,02 0,02 0,01 0,08 1,08 43 0,03 0,02 0,02 0,01 0,08 1,08 44 0,03 0,02 0,00 0,01 0,06 1,06

88
45 0,03 0,02 0,00 0,01 0,06 1,06 46 0,03 0,02 0,00 0,00 0,05 1,05 47 0,03 0,02 0,00 0,00 0,05 1,05
Sum ber : Hasil perhitungan
Tabel 4.13 Faktor penyesuian berdasarkan W estinghouse tipe BE 1
Elemen Kerja Ketrampilan Usaha Kondisi Konsistensi Total Penyesuian
(1+F.Penyesuaian) 1 0,00 0,02 0,02 0,01 0,05 1,05 2 0,00 0,02 0,02 0,01 0,05 1,05 3 0,03 0,02 0,00 0,00 0,05 1,05 4 0,03 0,02 0,00 0,00 0,05 1,05 5 0,03 0,02 0,00 0,01 0,06 1,06 6 0,00 0,02 0,02 0,01 0,05 1,05 7 0,03 0,02 0,00 0,01 0,06 1,06 8 0,03 0,02 0,00 0,00 0,05 1,05 9 0,03 0,02 0,00 0,00 0,05 1,05
10 0,03 0,02 0,00 0,00 0,05 1,05 11 0,03 0,02 0,00 0,00 0,05 1,05 12 0,03 0,02 0,00 0,01 0,06 1,06 13 0,03 0,02 0,00 0,01 0,06 1,06 14 0,03 0,02 0,00 0,01 0,06 1,06 15 0,03 0,02 0,00 0,01 0,06 1,06 16 0,06 0,02 0,00 0,01 0,09 1,09 17 0,06 0,02 0,00 0,01 0,09 1,09 18 0,03 0,02 0,00 0,01 0,06 1,06 19 0,03 0,02 0,00 0,01 0,06 1,06 20 0,03 0,02 0,00 0,01 0,06 1,06 21 0,03 0,02 0,00 0,01 0,06 1,06 22 0,06 0,02 0,02 0,00 0,10 1,10 23 0,06 0,02 0,02 0,00 0,10 1,10 24 0,03 0,02 0,02 0,01 0,08 1,08 25 0,03 0,02 0,02 0,01 0,08 1,08 26 0,03 0,02 0,00 0,00 0,05 1,05 27 0,00 0,02 0,02 0,01 0,05 1,05 28 0,00 0,02 0,02 0,01 0,05 1,05 29 0,03 0,02 0,00 0,00 0,05 1,05 30 0,03 0,02 0,00 0,00 0,05 1,05 31 0,03 0,02 0,00 0,00 0,05 1,05 32 0,06 0,02 0,00 0,01 0,09 1,09 33 0,06 0,02 0,00 0,01 0,09 1,09 34 0,03 0,02 0,00 0,01 0,06 1,06 35 0,03 0,02 0,00 0,01 0,06 1,06 36 0,03 0,02 0,00 0,01 0,06 1,06 37 0,03 0,02 0,00 0,01 0,06 1,06 38 0,03 0,02 0,00 0,01 0,06 1,06 39 0,03 0,02 0,00 0,00 0,05 1,05

89
40 0,03 0,02 0,00 0,00 0,05 1,05 41 0,03 0,02 0,00 0,01 0,06 1,06 42 0,03 0,02 0,00 0,01 0,06 1,06 43 0,03 0,02 0,00 0,01 0,06 1,06 44 0,03 0,02 0,02 0,01 0,08 1,08 45 0,03 0,02 0,02 0,01 0,08 1,08 46 0,03 0,02 0,00 0,01 0,06 1,06 47 0,03 0,02 0,00 0,01 0,06 1,06
Sum ber : Hasil perhitungan
Tabel 4.14 Faktor penyesuian berdasarkan W estinghouse tipe BD 1
Elemen Kerja Ketrampilan Usaha Kondisi Konsistensi Total Penyesuian
(1+F.Penyesuaian) 1 0,03 0,02 0,00 0,00 0,05 1,05 2 0,03 0,02 0,00 0,00 0,05 1,05 3 0,03 0,02 0,00 0,01 0,06 1,06 4 0,03 0,02 0,00 0,01 0,06 1,06 5 0,03 0,02 0,00 0,00 0,05 1,05 6 0,03 0,02 0,00 0,01 0,06 1,06 7 0,00 0,02 0,02 0,01 0,05 1,05 8 0,03 0,02 0,00 0,01 0,06 1,06 9 0,03 0,02 0,00 0,01 0,06 1,06
10 0,03 0,02 0,00 0,01 0,06 1,06 11 0,00 0,02 0,02 0,01 0,05 1,05 12 0,03 0,02 0,00 0,00 0,05 1,05 13 0,03 0,02 0,00 0,00 0,05 1,05 14 0,03 0,02 0,02 0,01 0,08 1,08 15 0,03 0,02 0,02 0,01 0,08 1,08 16 0,03 0,02 0,02 0,01 0,08 1,08 17 0,03 0,02 0,02 0,01 0,08 1,08 18 0,03 0,02 0,02 0,01 0,08 1,08 19 0,03 0,02 0,00 0,01 0,06 1,06 20 0,03 0,02 0,00 0,01 0,06 1,06 21 0,03 0,02 0,00 0,01 0,06 1,06 22 0,03 0,02 0,00 0,01 0,06 1,06 23 0,00 0,02 0,02 0,01 0,05 1,05 24 0,00 0,02 0,02 0,01 0,05 1,05 25 0,03 0,02 0,00 0,00 0,05 1,05 26 0,03 0,02 0,00 0,00 0,05 1,05 27 0,00 0,02 0,02 0,01 0,05 1,05 28 0,00 0,02 0,02 0,01 0,05 1,05 29 0,00 0,02 0,02 0,01 0,05 1,05 30 0,03 0,02 0,00 0,01 0,06 1,06 31 0,03 0,02 0,00 0,01 0,06 1,06 32 0,03 0,02 0,00 0,00 0,05 1,05 33 0,03 0,02 0,00 0,01 0,06 1,06 34 0,03 0,02 0,00 0,01 0,06 1,06

90
35 0,03 0,02 0,00 0,00 0,05 1,05 36 0,03 0,02 0,00 0,00 0,05 1,05 37 0,03 0,02 0,00 0,00 0,05 1,05 38 0,03 0,02 0,00 0,01 0,06 1,06 39 0,03 0,02 0,00 0,01 0,06 1,06 40 0,03 0,02 0,00 0,01 0,06 1,06 41 0,03 0,02 0,00 0,01 0,06 1,06 42 0,03 0,02 0,00 0,00 0,05 1,05 43 0,03 0,02 0,00 0,00 0,05 1,05 44 0,03 0,02 0,00 0,01 0,06 1,06 45 0,03 0,02 0,00 0,01 0,06 1,06 46 0,03 0,02 0,00 0,01 0,06 1,06 47 0,03 0,02 0,02 0,01 0,08 1,08 48 0,03 0,02 0,02 0,01 0,08 1,08 49 0,00 0,02 0,02 0,01 0,05 1,05 50 0,00 0,02 0,02 0,01 0,05 1,05
Sum ber : Hasil perhitungan
4.2.4 Kelonggaran
Kelonggaran memerlukan wakt u tambahan yang diberikan sebagai
kompensasi bagi karyawan atas kerugian atau keterlambatan. Kelonggarn tersebut
diberikan unt uk tiga hal yaitu : kebutuhan pr ibadi, menghilangkan rasa lelah dan
hambatan-hambatan yang tidak dapat dihindarkan.
Kelonggaran yang diberikan berdasarkan hasil pengamatan tiap jenis
pekerjaan selama pekerjaan sedang ber langsung dapat dilihat pada tabel 4.15,
tabel 4.16, dan tabel 4.17 adapun penent uannya berdasarkan lampiran D.
Tabel 4.15 Faktor Kelonggaran tipe BF 1
Besarnya Kelonggaran (%) Elemen Kerja KP TD SK GK KM T KA KL HT
Total Ket erangan (1+F.Kelonggraran)
1 2 6 1 0 6 3 0 1 2 21 1.21 2 2 6 1 0 6 3 0 1 2 21 1.21 3 2 6 1 0 6 3 0 1 2 21 1.21 4 2 6 1 0 6 3 0 1 2 21 1.21 5 2 6 1 0 6 3 0 1 2 21 1.21 6 2 6 1 0 6 3 0 1 2 21 1.21 7 2 6 1 0 6 3 0 1 2 21 1.21

91
8 2 6 1 0 6 3 0 1 2 21 1.21 9 2 6 1 0 6 3 0 1 2 21 1.21 10 2 6 1 0 6 3 0 1 2 21 1.21 11 2 6 1 0 6 3 0 1 2 21 1.21 12 2 6 1 0 6 3 0 1 2 21 1.21 13 2 6 1 0 6 3 0 1 2 21 1.21 14 2 6 1 0 6 3 0 1 2 21 1.21 15 2 6 1 0 6 3 0 1 2 21 1.21 16 2 6 1 0 6 3 0 1 2 21 1.21 17 2 6 1 0 6 3 0 1 2 21 1.21 18 2 6 1 0 6 3 0 1 2 21 1.21 19 2 6 1 0 6 3 0 1 2 21 1.21 20 2 6 1 0 6 3 0 1 2 21 1.21 21 2 6 1 0 6 3 0 1 2 21 1.21 22 2 6 1 0 6 3 0 1 2 21 1.21 23 2 6 1 0 6 3 0 1 2 21 1.21 24 2 6 1 0 6 3 0 1 2 21 1.21 25 2 6 1 0 6 3 0 1 2 21 1.21 26 2 6 1 0 6 3 0 1 2 21 1.21 27 2 6 1 0 6 3 0 1 2 21 1.21 28 2 6 1 0 6 3 0 1 2 21 1.21 29 2 6 1 0 6 3 0 1 2 21 1.21 30 2 6 1 0 6 3 0 1 2 21 1.21 31 2 6 1 0 6 3 0 1 2 21 1.21 32 2 6 1 0 6 3 0 1 2 21 1.21 33 2 6 1 0 6 3 0 1 2 21 1.21 34 2 6 1 0 6 3 0 1 2 21 1.21 35 2 6 1 0 6 3 0 1 2 21 1.21 36 2 6 1 0 6 3 0 1 2 21 1.21 37 2 6 1 0 6 3 0 1 2 21 1.21 38 2 6 1 0 6 3 0 1 2 21 1.21 39 2 6 1 0 6 3 0 1 2 21 1.21 40 2 6 1 0 6 3 0 1 2 21 1.21 41 2 6 1 0 6 3 0 1 2 21 1.21 42 2 6 1 0 6 3 0 1 2 21 1.21 43 2 6 1 0 6 3 0 1 2 21 1.21 44 2 6 1 0 6 3 0 1 2 21 1.21 45 2 6 1 0 6 3 0 1 2 21 1.21 46 2 6 1 0 6 3 0 1 2 21 1.21 47 2 6 1 0 6 3 0 1 2 21 1.21
Sum ber : Hasil perhitungan
Tabel 4.16 Faktor Kelonggaran tipe BE 1
Besarnya Kelonggaran (%) Elemen Kerja KP TD SK GK KM T KA KL HT
Total Ket erangan (1+F.Kelonggraran)
1 2 6 2 0 6 3 0 1 2 22 1.21 2 2 6 2 0 6 3 0 1 2 22 1.21

92
3 2 6 2 0 6 3 0 1 2 22 1.21 4 2 6 2 0 6 3 0 1 2 22 1.21 5 2 6 2 0 6 3 0 1 2 22 1.21 6 2 6 2 0 6 3 0 1 2 22 1.21 7 2 6 2 0 6 3 0 1 2 22 1.21 8 2 6 2 0 6 3 0 1 2 22 1.21 9 2 6 2 0 6 3 0 1 2 22 1.21 10 2 6 2 0 6 3 0 1 2 22 1.21 11 2 6 2 0 6 3 0 1 2 22 1.21 12 2 6 2 0 6 3 0 1 2 22 1.21 13 2 6 2 0 6 3 0 1 2 22 1.21 14 2 6 2 0 6 3 0 1 2 22 1.21 15 2 6 2 0 6 3 0 1 2 22 1.21 16 2 6 2 0 6 3 0 1 2 22 1.21 17 2 6 2 0 6 3 0 1 2 22 1.21 18 2 6 2 0 6 3 0 1 2 22 1.21 19 2 6 2 0 6 3 0 1 2 22 1.21 20 2 6 2 0 6 3 0 1 2 22 1.21 21 2 6 2 0 6 3 0 1 2 22 1.21 22 2 6 2 0 6 3 0 1 2 22 1.21 23 2 6 2 0 6 3 0 1 2 22 1.21 24 2 6 2 0 6 3 0 1 2 22 1.21 25 2 6 2 0 6 3 0 1 2 22 1.21 26 2 6 2 0 6 3 0 1 2 22 1.21 27 2 6 2 0 6 3 0 1 2 22 1.21 28 2 6 2 0 6 3 0 1 2 22 1.21 29 2 6 2 0 6 3 0 1 2 22 1.21 30 2 6 2 0 6 3 0 1 2 22 1.21 31 2 6 2 0 6 3 0 1 2 22 1.21 32 2 6 2 0 6 3 0 1 2 22 1.21 33 2 6 2 0 6 3 0 1 2 22 1.21 34 2 6 2 0 6 3 0 1 2 22 1.21 35 2 6 2 0 6 3 0 1 2 22 1.21 36 2 6 2 0 6 3 0 1 2 22 1.21 37 2 6 2 0 6 3 0 1 2 22 1.21 38 2 6 2 0 6 3 0 1 2 22 1.21 39 2 6 2 0 6 3 0 1 2 22 1.21 40 2 6 2 0 6 3 0 1 2 22 1.21 41 2 6 2 0 6 3 0 1 2 22 1.21 42 2 6 2 0 6 3 0 1 2 22 1.21 43 2 6 2 0 6 3 0 1 2 22 1.21 44 2 6 2 0 6 3 0 1 2 22 1.21 45 2 6 2 0 6 3 0 1 2 22 1.21 46 2 6 2 0 6 3 0 1 2 22 1.21 47 2 6 2 0 6 3 0 1 2 22 1.21
Sum ber : Hasil perhitungan

93
Tabel 4.17 Faktor Kelonggaran tipe BD 1
Besarnya Kelonggaran (%) Elemen Kerja KP TD SK GK KM T KA KL HT
Total Ket erangan (1+F.Kelonggraran)
1 2 6 1 0 6 3 0 1 2 21 1.21 2 2 6 1 0 6 3 0 1 2 21 1.21 3 2 6 1 0 6 3 0 1 2 21 1.21 4 2 6 1 0 6 3 0 1 2 21 1.21 5 2 6 1 0 6 3 0 1 2 21 1.21 6 2 6 1 0 6 3 0 1 2 21 1.21 7 2 6 1 0 6 3 0 1 2 21 1.21 8 2 6 1 0 6 3 0 1 2 21 1.21 9 2 6 1 0 6 3 0 1 2 21 1.21 10 2 6 1 0 6 3 0 1 2 21 1.21 11 2 6 1 0 6 3 0 1 2 21 1.21 12 2 6 1 0 6 3 0 1 2 21 1.21 13 2 6 1 0 6 3 0 1 2 21 1.21 14 2 6 1 0 6 3 0 1 2 21 1.21 15 2 6 1 0 6 3 0 1 2 21 1.21 16 2 6 1 0 6 3 0 1 2 21 1.21 17 2 6 1 0 6 3 0 1 2 21 1.21 18 2 6 1 0 6 3 0 1 2 21 1.21 19 2 6 1 0 6 3 0 1 2 21 1.21 20 2 6 1 0 6 3 0 1 2 21 1.21 21 2 6 1 0 6 3 0 1 2 21 1.21 22 2 6 1 0 6 3 0 1 2 21 1.21 23 2 6 1 0 6 3 0 1 2 21 1.21 24 2 6 1 0 6 3 0 1 2 21 1.21 25 2 6 1 0 6 3 0 1 2 21 1.21 26 2 6 1 0 6 3 0 1 2 21 1.21 27 2 6 1 0 6 3 0 1 2 21 1.21 28 2 6 1 0 6 3 0 1 2 21 1.21 29 2 6 1 0 6 3 0 1 2 21 1.21 30 2 6 1 0 6 3 0 1 2 21 1.21 31 2 6 1 0 6 3 0 1 2 21 1.21 32 2 6 1 0 6 3 0 1 2 21 1.21 33 2 6 1 0 6 3 0 1 2 21 1.21 34 2 6 1 0 6 3 0 1 2 21 1.21 35 2 6 1 0 6 3 0 1 2 21 1.21 36 2 6 1 0 6 3 0 1 2 21 1.21 37 2 6 1 0 6 3 0 1 2 21 1.21 38 2 6 1 0 6 3 0 1 2 21 1.21 39 2 6 1 0 6 3 0 1 2 21 1.21 40 2 6 1 0 6 3 0 1 2 21 1.21 41 2 6 1 0 6 3 0 1 2 21 1.21 42 2 6 1 0 6 3 0 1 2 21 1.21 43 2 6 1 0 6 3 0 1 2 21 1.21 44 2 6 1 0 6 3 0 1 2 21 1.21

94
45 2 6 1 0 6 3 0 1 2 21 1.21 46 2 6 1 0 6 3 0 1 2 21 1.21 47 2 6 1 0 6 3 0 1 2 21 1.21 48 2 6 1 0 6 3 0 1 2 21 1.21 49 2 6 1 0 6 3 0 1 2 21 1.21 50 2 6 1 0 6 3 0 1 2 21 1.21
Sum ber : Hasil perhitungan
Keterangan : KP = Kebutuhan Pribadi
TD = Tenaga yang Dikeluarkan
SK = Sikap Ker ja
KA = Keadaan Atmosfir
KM = Kelelaham Mata
HT = Hambatatn tak Terduga
T = Temperatur
KL = Keadaan Lingkungan
GK = Gerakan Kerja
4.2.5 Menghitung Waktu Baku Tiap Operasi Kerja
Dalam menghitung waktu baku tiap opersi kerja melalui tahap
perhitungan. Sebagai contoh dalam perhitungan waktu baku elemen kerja
1 tipe BF 1. Proses perhitungannya sebagai berikut :
A. Menghit ung waktu siklus rata-rata ( Ws ), yaitu :
Diketahui : Σxi = 166,61 detik, n = 30
n
WS ∑Χ=
ikWS det24,230
61,33 ==

95
B. Menentukan dan Menghitung Faktor Penyesuaian
Penentuan faktor peneyesuaian dalam hal ini dengan mempergunakan
metoda Westinghouse seperti pada tabel 4.12.
C. Menghit ung W aktu Normal
Perhitungan waktu normal dalam hal ini adalah dengan memperhitungkan
faktor penyesuaian, yaitu :
Wn = Ws x penyesuaian ( p )
Wn = 5,55 x 1.05
Wn = 5,83 detik
D. Menentukan dan Menghitung Waktu Kelonggaran
Faktor kelonggaran yang diperhitungkan adalah :
KP = Kebutuhan Pribadi
TD = Tenaga yang Dikeluarkan
SK = Sikap Ker ja
KA = Keadaan Atmosfir
KM = Kelelaham Mata
HT = Hambatatn tak Terduga
T = Temperatur
KL = Keadaan Lingkungan
GK = Gerakan Kerja Normal
E. Menghit ung W aktu Baku
Dalam menghitung wakt u baku, per lu diperhatikan kelonggaran yang ada
sehingga perhit ungan waktu baku untuk elemen kerja 1 tipe BF 1, yaitu :

96
Wb = W n x kelonggaran
Wb = 5,83 x 1.21
Wb = 7,05 detik
Untuk wakt u baku seluruh elemen kerja pada proses perakitan steer ing handle
dapat dilihat pada tabel dibawah ini :
Tabel 4.18 Waktu baku untuk seluruh elemen ker ja BF 1
Nomor Elemen
Kerja
Waktu Siklus (detik )
Penyesuaian Waktu Normal (detik )
Kelonggaran (%)
Waktu Standar
(detik/unit) 1 5,55 1,05 5,83 1,21 7,05 2 2,24 1,05 2,35 1,21 2,84 3 6,79 1,06 7,20 1,21 8,71 4 5,52 1,06 5,85 1,21 7,09 5 8,49 1,05 8,91 1,21 10,78 6 7,48 1,05 7,85 1,21 9,50 7 2,02 1,05 2,12 1,21 2,57 8 4,76 1,08 5,14 1,21 6,22 9 4,75 1,08 5,13 1,21 6,21 10 2,22 1,08 2,40 1,21 2,90 11 7,18 1,09 7,83 1,21 9,47 12 8,45 1,06 8,96 1,21 10,84 13 1,77 1,06 1,88 1,21 2,27 14 9,64 1,06 10,22 1,21 12,37 15 1,79 1,06 1,90 1,21 2,30 16 3,80 1,10 4,18 1,21 5,06 17 1,79 1,10 1,97 1,21 2,38 18 4,12 1,05 4,33 1,21 5,24 19 2,77 1,05 2,91 1,21 3,52 20 3,84 1,05 4,03 1,21 4,88 21 2,49 1,05 2,61 1,21 3,16 22 4,50 1,13 5,09 1,21 6,16 23 1,80 1,13 2,03 1,21 2,46 24 5,53 1,06 5,86 1,21 7,09 25 2,23 1,06 2,36 1,21 2,86 26 3,84 1,09 4,19 1,21 5,07 27 7,27 1,05 7,63 1,21 9,23 28 8,69 1,05 9,12 1,21 11,04 29 8,88 1,05 9,32 1,21 11,28 30 6,41 1,05 6,73 1,21 8,41 31 2,75 1,06 2,92 1,21 3,53 32 5,55 1,08 5,99 1,21 7,25 33 2,77 1,08 2,99 1,21 3,62

97
34 8,49 1,05 8,91 1,21 10,78 35 6,45 1,05 6,77 1,21 8,19 36 1,06 1,05 1,11 1,21 1,34 37 9,08 1,05 9,53 1,21 11,53 38 1,00 1,05 1,5 1,21 1,27 39 8,97 1,06 9,51 1,21 11,51 40 4,31 1,06 4,57 1,21 5,53 41 3,56 1,08 3,84 1,21 4,65 42 2,23 1,08 2,41 1,21 2,92 43 4,46 1,08 4,82 1,21 5,83 44 4,54 1,06 4,81 1,21 5,83 45 7,27 1,06 7,71 1,21 9,33 46 7,61 1,05 7,99 1,21 9,67 47 1,06 1,05 1,11 1,21 1,34
Sum ber : Hasil perhitungan
Tabel 4.19 Waktu baku untuk seluruh elemen ker ja BE 1
Nomor Elemen
Kerja
Waktu Siklus (detik )
Penyesuaian Waktu Normal (detik )
Kelonggaran (%)
Waktu Standar
(detik/unit) 1 5,54 1,05 5,82 1,22 7,10 2 2,22 1,05 2,33 1,22 2,84 3 7,18 1,05 7,54 1,22 9,20 4 5,50 1,05 5,78 1,22 7,05 5 7,27 1,06 7,71 1,22 9,41 6 8,49 1,05 8,91 1,22 10,87 7 2,23 1,06 2,36 1,22 2,88 8 5,12 1,05 5,38 1,22 6,56 9 4,51 1,05 4,74 1,22 5,78 10 2,24 1,05 2,35 1,22 2,87 11 7,28 1,05 7,64 1,22 9,32 12 8,49 1,06 9,00 1,22 10,98 13 1,79 1,06 1,90 1,22 2,32 14 9,14 1,06 9,69 1,22 11,82 15 1,80 1,06 1,91 1,22 2,33 16 3,84 1,09 4,19 1,22 5,11 17 1,79 1,09 1,95 1,22 2,38 18 4,21 1,06 4,46 1,22 5,44 19 2,54 1,06 2,69 1,22 3,28 20 3,84 1,06 4,07 1,22 4,97 21 2,77 1,06 2,94 1,22 3,59 22 4,55 1,10 5,01 1,22 6,11 23 1,77 1,10 1,95 1,22 2,38 24 5,52 1,08 5,96 1,22 7,27 25 2,02 1,08 2,18 1,22 2,66 26 3,81 1,05 4,00 1,22 4,88 27 8,45 1,05 8,87 1,22 10,82

98
28 7,58 1,05 7,96 1,22 9,71 29 8,69 1,05 9,12 1,22 11,13 30 6,45 1,05 6,77 1,22 8,26 31 2,75 1,05 2,89 1,22 3,53 32 4,80 1,09 5,23 1,22 6,38 33 2,77 1,09 3,02 1,22 3,68 34 8,49 1,06 9,00 1,22 10,98 35 6,34 1,06 6,72 1,22 8,20 36 1,00 1,06 1,06 1,22 1,29 37 8,88 1,06 9,41 1,22 11,48 38 1,06 1,06 1,12 1,22 1,36 39 9,24 1,05 9,70 1,22 11,83 40 4,18 1,05 4,39 1,22 5,36 41 3,62 1,06 3,84 1,22 4,68 42 2,22 1,06 2,35 1,22 2,88 43 4,55 1,06 4,82 1,22 5,88 44 4,76 1,08 5,14 1,22 6,27 45 7,58 1,08 8,19 1,22 9,99 46 7,28 1,06 7,72 1,22 9,42 47 1,06 1,06 1,12 1,22 1,37
Sum ber : Hasil perhitungan
Tabel 4.20 Waktu baku untuk seluruh elemen ker ja BD 1
Nomor Elemen
Kerja
Waktu Siklus (detik )
Penyesuaian Waktu Normal (detik )
Kelonggaran (%)
Waktu Standar
(detik/unit) 1 5,52 1,05 5,80 1,21 7,02 2 2,24 1,05 2,35 1,21 2,84 3 6,43 1,06 6,82 1,21 8,25 4 5,55 1,06 5,88 1,21 7,11 5 8,49 1,05 8,91 1,21 10,78 6 7,72 1,06 7,71 1,21 9,33 7 2,23 1,05 2,34 1,21 2,83 8 4,54 1,06 4,81 1,21 5,82 9 5,52 1,06 5,85 1,21 7,08 10 2,75 1,06 2,92 1,21 3,52 11 7,61 1,05 7,99 1,21 9,67 12 8,69 1,05 9,12 1,21 11,04 13 1,77 1,05 1,86 1,21 2,25 14 8,82 1,08 9,53 1,21 11,53 15 1,79 1,08 1,93 1,21 2,34 16 4,31 1,08 4,65 1,21 5,63 17 1,80 1,08 1,94 1,21 2,35 18 3,81 1,08 4,11 1,21 4,97 19 2,75 1,06 2,92 1,21 3,53 20 3,84 1,06 4,07 1,21 4,92 21 2,77 1,06 2,94 1,21 3,56

99
22 2,54 1,06 2,69 1,21 3,25 23 4,46 1,05 4,68 1,21 5,66 24 2,02 1,05 2,12 1,21 2,57 25 5,55 1,05 5,83 1,21 7,05 26 2,77 1,05 2,91 1,21 3,52 27 3,56 1,05 3,74 1,21 4,53 28 7,49 1,05 7,86 1,21 9,51 29 8,88 1,05 9,32 1,21 11,28 30 8,45 1,06 8,96 1,21 10,84 31 6,45 1,06 6,84 1,21 8,28 32 2,77 1,05 2,91 1,21 3,52 33 5,53 1,06 5,86 1,21 7,09 34 2,75 1,06 2,92 1,21 3,53 35 8,88 1,05 9,32 1,21 11,28 36 6,43 1,05 6,75 1,21 8,17 37 1,06 1,05 1,11 1,21 1,34 38 2,24 1,06 2,37 1,21 2,87 39 4,17 1,06 4,42 1,21 5,35 40 5,05 1,06 5,35 1,21 6,47 41 1,77 1,06 1,88 1,21 2,27 42 8,97 1,05 9,42 1,21 11,40 43 4,46 1,05 4,68 1,21 5,66 44 3,84 1,06 4,07 1,21 4,92 45 8,69 1,06 9,21 1,21 11,14 46 1,79 1,06 1,90 1,21 2,30 47 4,21 1,08 4,55 1,21 5,51 48 6,79 1,08 7,33 1,21 8,87 49 7,49 1,05 7,86 1,21 9,51 50 1,06 1,05 1,11 1,21 1,34
Sum ber : Hasil perhitungan
Tabel 4.21 Waktu elemen ker ja BF 1
Stasiun Kerja
Elemen Kerja
Waktu Elemen Kerja
Jumlah Operator
Total Waktu SK
601 1 7,05 1 2 2,84 9,84
602 3 8,71 1 4 7,09 12,31
603 6 9,50 1 9,50 604 5 10,78 1
7 2,57 13,35 605 8 6,22 1
9 6,21 10 2,90 15,33
606 12 10,84 1 13 2,27 13,11
607 14 12,37 1

100
15 2,30 14,67 608 16 5,06 1
17 2,38 7,44 609 18 5,24 1
19 20 21
3,52 4,88 3,16 16,80
610 22 6,16 1 23 2,46 8,62
611 24 7,09 1 25 2,86 9,95
612 11 9,47 1 26 5,07 14,54
613 27 9,23 1 28 11,04 20,27
614 29 11,28 1 30 8,41 19,69
615 32 7,25 1 33 3,62 10,87
616 34 10,78 1
35 36
8,19 1,34 20,31
617 37 11,53 1 38 1,27 12,80
618 31 3,53 1 39 11,51 40 5,53 20,57
619 41 4,65 1 42 2,92 43 5,83 13,40
620 44 5,83 1 45 9,33 15,16
621 46 9,67 1 47 1,34 11,01
Sum ber : Hasil perhitungan
Tabel 4.22 Waktu elemen ker ja BE 1
Stasiun Kerja
Elemen Kerja
Waktu Elemen Kerja
Jumlah Operator
Total Waktu SK
601 1 7,10 1 2 2,84 9,94
602 3 9,20 1 4 7,05 16,25
603 6 10,87 1 10,87 604 5 9,41 1
7 2,88 12,29 605 8 6,56 1
9 5,78

101
10 2,87 15,21 606 12 10,98 1
13 2,32 13,30 607 14 11,82 1
15 2,33 14,15 608 16 5,11 1
17 2,38 7,49 609 18 5,44 1
19 20 21
3,28 4,97 3,59 17,28
610 22 6,11 1 23 2,38 8,49
611 24 7,27 1 25 2,66 9,93
612 11 9,32 1 26 4,88 14,20
613 27 10,82 1 28 9,71 20,53
614 29 11,13 1 30 8,26 19,39
615 32 6,38 1 33 3,68 10,06
616 34 10.98 1
35 36
8,20 1,29 20,47
617 37 11,48 1 38 1,36 12,84
618 31 3,53 1 39 11,83 40 5,36 20,72
619 41 4,68 1 42 2,88 43 5,88 13,44
620 44 6,27 1 45 9,99 16,26
621 46 9,42 1 47 1,37 10,79
Sum ber : Hasil perhitungan
Tabel 4.23. Waktu elemen ker ja BD 1
Stasiun Kerja
Elemen Kerja
Waktu Elemen Kerja
Jumlah Operator
Total Waktu SK
601 1 7,02 1 2 2,84 9,86
602 3 8,25 1 4 7,11 15,36
603 6 9,50 1 9,50

102
604 5 10,78 1 7 2,83 13,61
605 8 5,82 1 9 7,08 10 3,52 16,42
606 12 11,04 1 13 2,25 13,29
607 14 11,53 1 15 2,34 13,87
608 16 5,63 1 17 2,35 18 4,97 1 12,95
609
19 20 21 22
3,53 4,92 3,56 3,25
1 15,26
610 23 5,66 1 24 2,57 8,23
611 25 7,05 1 26 3,52 10,57
612 11 9,67 1 27 4,53 14,20
613 28 9,51 1 29 11,28 20,79
614 30 10,84 1 31 8,28 19,12
615 33 7,09 1 34 3,53 10,62
616 35 11,28 1
36 37
8,17 1,34 20,79
617 38 2,87 1
39 40 41
5,35 6,47 2,27 16,96
618 32 3.52 1 42 11,40 43 5,66 20,57
619 44 4,92 1 45 11,14 46 2,30 18,36
620 47 5,51 1 48 8,87 14,38
621 49 9,51 1 50 1,34 10,85
Sum ber : Hasil perhitungan

103
4.3 Analisis
4.3.1 Menentukan Volume Produksi Harian
Untuk membuat rencana produksi harian, Divisi Production Control
mengadakan kesepakatan dengan pihak pemasaran dan pruduksi, baik itu
perencanaan produksi satu bulan yang akan menjadi dasar bagi perencanaan
produksi harian.
Dalam menentukan volume produksi har ian yaitu dengan cara membagi
produksi per bulan dengan jumlah hari ker ja pada bulan tersebut. Misalkan
rencana produksi tipe BE 1 untuk bulan Oktober 2003 adalah 9000 unit,
sedangkan har i kerja pada bulan Oktober 2003 adalah 28 har i ker ja. Sehingga
volume produksi harian adalah 9000 / 28 = 321,43 ≈ 322. Hasil lengkap dari
volume produksi harian seluruh tipe steer ing handle dapat dilihat pada tabel
ber ikut ini :
Tabel 4.24 Rencana produksi harian steer ing handle
BULAN TIPE VOLUME
PRODUKSI BULANAN
HARI KERJA
VOLUME PRODUKSI HARIAN
OKTOBER BE 1 BF 1 BD 1
9000 36000 1200
28 28 28
322 1286 43
NOVEMBER BE 1 BF 1 BD 1
4400 26400 3000
21 21 21
210 1258 143
DESEMBER BE 1 BF 1 BD 1
4600 21600 1600
19 19 19
243 1137 85
Sum ber : Hasil perhitungan

104
4.3.2 Menentukan Besarnya Rasio Produksi
Dari volume produksi harian yang telah didapat unt uk masing-masing tipe
steering handle, maka selanjutnya dibuat rasio dari masing-masing tipe. Caranya
adalah dengan membagi volume produksi harian tiap tipe dengan tipe yang
jumlahnya terkecil. Misalnya BF 1 pada bulan Oktober volumenya adalah 1286,
sedangkan yang terkecil yait u tipe BD 1 sebesar 43. jadi rasionya adalah 1286 /
43 = 29,9 ≈ 30. Berikut hasil lengkapnya :
Tabel 4.25 Rasio rencana produksi
BULAN TIPE Rasio
OKTOBER BE 1 BF 1 BD 1
8 30 1
NOVEMBER BE 1 BF 1 BD 1
2 9 1
DESEMBER BE 1 BF 1 BD 1
3 14 1
Sum ber : Hasil perhitungan
4.3.3 Perhitungan Tact Time
Setelah rasio dari ketiga steering handle diketahui, maka tahap selanjutnya
menentukan cycle time dari produksi steering handle. Berdasarkan data yang
diperoleh ketika melakukan pengukuran waktu, di dapat bahwa cycle time satu
unit steering handle untuk tiap tipe berbeda-beda yait u untuk tipe BE 1 ≈ 20,72
detik, BF 1 ≈ 20,57 detik, dan tipe BD 1 ≈ 20,79 detik seperti ditunjukaan pada
tabel 4.21, 4.22, 4.23.

105
Setelah diketahui waktu siklus ini, selanjutnya di cari tact time. Tact time
didapat dengan membandingkan banyaknya waktu yang tersedia dalam satu
periode dengan jumlah rencana produksi yang akan dibuat dalam periode tersebut.
Ber ikut ini adalah perhitungan tact time untuk setiap tipe pada setiap
bulannya :
Tabel 4.26 Perh itungan tact time untuk steering handle
OK TOBER produksirencana
jajamxjahari ker16ker28
200.4660601628 xxx
34,91
NO VEMBE R produksirencana
jajamxjahari ker16ker21
800.3360601628 xxx
35,79
DESEMBER produksirencana
jajamxjahari ker16ker19
800.2760601628 xxx
39,37
Sum ber : Hasil perhitungan
Berdasarkan hasil ini terlihat bahwa tact time lebih besar daripada cycle
time assembling steering handle, ini berarti perencanaan pola heijunka dapat
dilanjutkan.
4.3.4 Membuat Pola HeijunkaVolum e Produksi Harian Parts
Setelah diketahui jumlah produksi harian yang direncanakan, rasio
volume produksi harian serta waktu penyelesaian produk maka selanjutnya
disusun pola heijunka. Berdasarkan metoda heijunka maka pola yang didapat pada
tiap bulannya adalah sebagai berikut :
BULAN PERHITUN GAN TA CT TIME
(DETIK )

106
• Bulan Oktober 2003
Ketentuan rasio steering handle BE 1 : BF 1 : BD 1 adalah 8 : 30 : 1. ini
mengandung arti bahwa dalam satu siklus produksi campuran ( BE 1, BF 1, BD 1)
akan menghasilkan 1 unit tipe BD 1, 8 unit BE 1, dan 30 unit BF 1. Jika volume
produksi harian dari masing-masing tipe adalah 322, 1286, 43 maka masing-
masing tipe akan berulang sebanyak :
Tipe BE 1 = siklus4125,408
322 ≈=
Tipe BF 1 = siklus4387,4230
1286 ≈=
Tipe BD 1 = siklus43143=
Sementara itu urutan produksinya adalah sebagai berikut :
A A A A A A A A B B B B B B B B B B B B B B B
B B B B B B B B B B B B B B B C
Keterangan :
A = unt uk tipe BE 1 B = untuk tipe BF 1 C = untuk tipe BD 1
Pola produksi tersebut akan terus berulang sesuai dengan siklus diatas. Tipe BE 1
akan selesai lebih dahulu dan pola akan berubah mengikuti cara sebagai berikut :
BF 1 [43 siklus] – BE 1 [41 siklus] = 2 x 30 = 60 unit
BD 1 [43 siklus] – BE 1 [41 siklus] = 2 x 1 = 2 unit
Jadi rasio selanjutnya akan berubah menjadi BF 1 : BD 1 adalah 30 : 1. Sehingga
pola produksinya akan berubah pola, dan bila satu tipe lagi selesai, maka
selanjutnya juga akan seperti ini.

107
• Bulan November 2003
Ketentuan rasio steering handle BE 1 : BF 1 : BD 1 adalah 2 : 9 : 1. ini
mengandung arti bahwa dalam satu siklus produksi campuran ( BE 1, BF 1, BD 1)
akan menghasilkan 1 unit tipe BD 1, 2 unit BE 1, dan 9 unit BF 1. Jika volume
produksi harian dari masing-masing tipe adalah 210, 1258, 143 maka masing-
masing tipe akan berulang sebanyak :
Tipe BE 1 = siklus1042
210=
Tipe BF 1 = siklus14078,1399
1258 ≈=
Tipe BD 1 = siklus1431
143=
Sementara itu urutan produksinya adalah sebagai berikut :
A A B B B B B B B B B C
Keterangan :
A = unt uk tipe BE 1 B = untuk tipe BF 1 C = untuk tipe BD 1
Pola produksi tersebut akan terus berulang sesuai dengan siklus diatas. Tipe BE 1
akan selesai lebih dahulu dan pola akan berubah mengikuti cara sebagai berikut :
BF 1 [140 siklus] – BE 1 [105 siklus] = 35 x 9 = 315 unit
BD 1 [143 siklus] – BE 1 [105 siklus] = 38 x 1 = 38 unit
Jadi rasio selanjutnya akan berubah menjadi BF 1 : BD 1 adalah 9 : 1. Sehingga
pola produksinya akan berubah pola, dan bila satu tipe lagi selesai, maka
selanjutnya juga akan seperti ini.

108
• Bulan Desember 2003
Ketentuan rasio steering handle BE 1 : BF 1 : BD 1 adalah 3 : 14 : 1. ini
mengandung arti bahwa dalam satu siklus produksi campuran ( BE 1, BF 1, BD 1)
akan menghasilkan 1 unit tipe BD 1, 3 unit BE 1, dan 14 unit BF 1. Jika volume
produksi harian dari masing-masing tipe adalah 243, 1137, 85 maka masing-
masing tipe akan berulang sebanyak :
Tipe BE 1 = siklus813
243=
Tipe BF 1 = siklus8221,8114
1137 ≈=
Tipe BD 1 = siklus851
85 =
Sementara itu urutan produksinya adalah sebagai berikut :
A A A B B B B B B B B B B B B B B C
Keterangan :
A = unt uk tipe BE 1 B = untuk tipe BF 1 C = untuk tipe BD 1
Pola produksi tersebut akan terus berulang sesuai dengan siklus diatas. Tipe BE 1
akan selesai lebih dahulu dan pola akan berubah mengikuti cara sebagai berikut :
BF 1 [82 siklus] – BE 1 [81 siklus] = 1 x 14 = 14 unit
BD 1 [85 siklus] – BE 1 [81 siklus] = 4 x 1 = 4 unit
Jadi rasio selanjutnya akan berubah menjadi BF 1 : BD 1 adalah 4 : 1. Sehingga
pola produksinya akan berubah pola, dan bila satu tipe lagi selesai, maka
selanjutnya juga akan seperti ini.

109
4.3.5 Volume Produksi Harian Parts
Untuk tiap part atau komponen yang dibutuhkan untuk memproduksi
steering handle maka dibutuhkan quantity sebesar kebutuhan per unit komponen
untuk satu produk dikali dengan rencana produksi harian unt uk masing-masing
tipe steering handle. Tabel berikut ini menyajikan volume produksi harian untuk
tiap part dari steering handle.
Tabel 4.27 Kebut uhan harian parts steering handle pada bulan Oktober 2003
KOMPONEN BE1 BF1 BD1 TOTAL
53100-KPH-880 322 322 53100-KPH-890 1286 1286
PIPE STEERING HANDLE 5310A-KPHF-8603 43 43
53205-KPH-880-FMB 1286 1286 53205-KPH-890-FMH 322 322
COVER HANDLE
REAR 53205-KPWA-8603 43 43
53206-KPH-880-FMB 1286 1286 53206-KPH-890-FMH 322 322
COVER HANDLE FRONT 53206-KPWA-8603 43 43
53120-KPH-880 322 322 53210-KPH-890 1286 1286
POST COMP
HANDLE 53210-KPHF-8603 43 43 33100-KPHF-6612-M1 322 1286 1608 LIGHT ASSY
HEAD 3310-KPWA-8600 43 43 37200-KPHF8820-M1 322 1286 1608 SP EEDOMETER
ASSY 37200-KPWA-8614-M1 43 43 Sum ber : Hasil perhitungan
Tabel 4.28 Kebut uhan harian parts steering handle pada bulan November 2003
KOMPONEN BE1 BF1 BD1 TOTAL
53100-KPH-880 210 210 53100-KPH-890 1258 1258
PIPE STEERING HANDLE 5310A-KPHF-8603 143 143
53205-KPH-880-FMB 1258 1258 COVER HANDLE 53205-KPH-890-FMH 210 210

110
REAR 53205-KPWA-8603 143 143
53206-KPH-880-FMB 1258 1258 53206-KPH-890-FMH 210 210
COVER HANDLE FRONT 53206-KPWA-8603 143 143
53120-KPH-880 210 210
53210-KPH-890 1258 1258 POST COMP
HANDLE 53210-KPHF-8603 143 143
33100-KPHF-6612-M1 210 1258 1468 LIGHT ASSY HEAD 3310-KPWA-8600 143 143
37200-KPHF8820-M1 210 1258 1468 SP EEDOMETER ASSY 37200-KPWA-8614-M1 143 143
Sum ber : Hasil perhitungan
Tabel 4.29 Kebuthan harian parts steering handle pada bulan Desember 2003
KOMPONEN BE1 BF1 BD1 TOTAL
53100-KPH-880 243 243 53100-KPH-890 1137 1137
PIPE STEERING HANDLE 5310A-KPHF-8603 85 85
53205-KPH-880-FMB 1137 1137 53205-KPH-890-FMH 243 243
COVER HANDLE
REAR 53205-KPWA-8603 85 85
53206-KPH-880-FMB 1137 1137 53206-KPH-890-FMH 243 243
COVER HANDLE FRONT 53206-KPWA-8603 85 85
53120-KPH-880 243 243
53210-KPH-890 1137 1137 POST COMP
HANDLE 53210-KPHF-8603 85 85 33100-KPHF-6612-M1 243 1137 1380 LIGHT ASSY
HEAD 3310-KPWA-8600 85 85
37200-KPHF8820-M1 243 1137 1380 SP EEDOMETER ASSY 37200-KPWA-8614-M1 85 85
Sum ber : Hasil perhitungan
Tabel diatas menunjukkan jumlah komponen yang dibutuhkan untuk
memproduksi steering handle per harinya. Hasil ini didapat dengan cara
mengalikan jumlah produksi harian steering handle dengan kebutuhan per unit
komponen yang dibut uhkannya seperti di bawah ini.

111
Nama komponen : pipe steering handle
Tipe Pipe
Steering Handle
Kebutuhan per
Unit ( A )
Tingkat
Prod/Hari ( B )
Volume
Prod/Hari ( AxB)
BE1 1 322 322
BF1 1 1286 1286
BD1 1 43 43
Sum ber : Hasil olahan sendir i
Cara menghitung untuk komponen lainnya adalah sama.
4.3.6 Menentukan Cycle Issue Kanban
Dalam sistem kanban , cycle issue kanban menunjukkan frekunsi
pengiriman kanban dan siklus permintaan terhadap komponen. Fungsinya adalah
untuk mengontrol jumlah kanban yang beredar. Dalam menentukan cycle issue
kanban yang harus diperhatikan adalah :
1. Kapasitas dari pallet harus ditentukan terlebih dahulu, dengan
memperhatikan jumlah satuan pallet ( Qty. Per pallet ), dimensi dan
pemakaian per hari.
2. Kapasitas dari pallet untuk setiap nomor part harus selalu konstan.
3. Frekuensi pengiriman dan wakt unya harus ditentukan terlebih dahulu
melalui kesepakatan antara PT.AHM sebagai pihak yang bertanggung
jawab terhadap pengiriman part ke line produksi dengan supplier part.
4. Kesepakatan antara dua pihak tersebut membahas mengenai kemampuan
dari supplier dalam hal pengadaan barang, penyesuaian volume produksi,

112
tempat dan jarak tempuh antara supplier dengan part
prepatation/warehouse dan interval pengir iman yang harus konstan.
Dari hasil kesepakatan data pertimbangan tersebut diatas maka cycle issue
untuk part atau komponen dari steering handle adalah :
1. Nama komponen : Pipe steer ing handle
Cycle Issue : 1 – 2 – 2 ( X – Y – Z )
Yait u dalam satu hari ada dua kali pengiriman dan interval kedatangannya
sebanyak dua periode berikutnya. Dengan waktu kedatangan part adalah
jam 09.00 WIB dan 17.00 WIB.
2. Nama komponen : Cover Handle Rear
Cycle Issue : 1 – 2 – 1 ( X – Y – Z )
Yait u dalam satu hari ada dua kali pengiriman dan selang waktu
permintaan part akan dikirim pada periode berikutnya. Dengan waktu
kedatangan part adalah jam 09.00 WIB dan 17.00 WIB.
3. Nama komponen : Cover handle Front
Cycle Issue : 1 – 2 – 2 ( X – Y – Z )
Yait u dalam satu hari ada dua kali pengiriman dan selang waktu
permintaan part akan dikirim pada periode berikutnya. Dengan waktu
kedatangan part adalah jam 09.00 WIB dan 17.00 WIB.
4. Nama komponen : Post Comp handle
Cycle Issue : 1 – 2 – 2 ( X – Y – Z )

113
Yait u dalam satu hari ada dua kali pengiriman dan interval kedatangannya
sebanyak dua periode berikutnya. Dengan wakt u kedatangan adalah jam
09.00 WIB dan 17.00 WIB.
5. Nama komponen : Light Assy Head
Cycle Issue : 1 – 1 – 1 ( X – Y – Z )
Yait u dalam sat u hari pengiriman, frekuensi kedatangan part tersebut
sebanyak satu kali dimana selang waktu permintaan part akan dikirim pada
periode berikutnya. Dengan waktu kedatangan part adalah jam 09.00 WIB.
6. Nama komponen : Speedometer Assy
Cycle Issue : 1 – 1 – 1 ( X – Y – Z )
Yait u dalam sat u hari pengiriman, frekuensi kedatangan part tersebut
sebanyak sat u kali dimana selang waktu permintaan part akan dikirim pada
periode berikutnya. Dengan waktu kedatangan part adalah jam 09.00 WIB.
4.4 Pembahasan
4.4.1 Menghitung Total Kanban Yang Dibutuhkan
Untuk menghitung total kanban yang dibutuhkan oleh setiap komponen
steering handle tipe BE 1, BF 1, BD 1 maka digunakan rumus sebagai berikut :
Total Kanban = N + safety stock
Dimana N adalah curently stock yait u sediaan yang berputar per siklusnya
atau sediaan yang berputar selam dua kali frekuensi kedatangan part dari supplier.
Metoda perhit ungan currently stock (N) adalah sebagai berikut :

114
⎭⎬⎫
⎩⎨⎧
⎟⎟⎠
⎞⎜⎜⎝
⎛+Ζ
ΥΧ=Ν
perpalletCapHariodx
./Pr1
sedangkan sediaan pengamanan ( safety stock ) mengindikasikan
kemampuan produksi tiap part di line produksi sebelum kedatangan part dari
supplier. Dalam menetapkan besarnya sediaan pengamanan yaitu dengan melihat
volume produksi yang terbesar dari produksi sebelumnya dianggap mewakili
sediaan pengamanan yang dibut uhkan, metoda perhitungan sediaan pengamanan
(SS) adalah sebagai berikut :
palletpcsdayvolxkanbanstockSafety
//α=
dimana pihak perusahaan menetapkan alpa ( α ) sebesar 15% sebagai
koefisien sediaan pengamanan.
Contoh perhitungannya adalah sebagai berikut :
Nomor Komponen : 53100-KPH-880
Deskripsi : Pipe steer ing handle
Siklus pemesanan : 1 : 2 : 2
Prod/hari : 322
Kapasitas pallet : 200
Kofisien SS : 0,15
N = ⎭⎬⎫
⎩⎨⎧
⎟⎠⎞⎜
⎝⎛+
20032212
21 x
= 1,81
SS = 20032215,0 x

115
= 0,24
Total Kanban = 1,81 + 0,24
= 2,05 ≈ 3
dari contoh perhitungan diatas diketahui bahwa total kanban yang
dibutuhkan oleh komponen 53100-KPH-880 adalah sebanyak 3 buah.
Berikut ini tabel yang berisi jumlah total kanban yang dibut uhkan oleh tiap
komponen dari steering handle pada tiap bulannya :

Tabel 4.30 Total Kanban yang Dibut uhkan bulan Oktober 2003
KOMPONEN PROD/HA RI CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
TO TAL KANBAN PEMBU LA TAN
53100-KPH-880 322 1:2:2 200 1,81 0,24 2,05 3 53100-KPH-890 1286 1:2:2 500 2,29 0,39 2,68 3
PIPE STEERING
HANDLE 5310A-KPHF-8603 43 1:2:2 50 1,43 0,13 1,56 2
53205-KPH-880-FMB 1286 1:2:1 700 1,42 0,28 1,70 2 53205-KPH-890-FMH 322 1:2:1 200 1,31 0,24 1,55 2
CO VE R HANDLE
REAR 53205-KPWA-8603 43 1:2:1 50 0,93 0,13 1,06 2 53206-KPH-880-FMB 1286 1:2:1 700 1,42 0,28 1,70 2
53206-KPH-890-FMH 322 1:2:1 200 1,31 0,24 1,55 2 CO VE R HANDLE FRON T 53206-KPWA-8603 43 1:2:1 50 0,93 0,13 1,06 2
53120-KPH-880 322 1:2:2 200 1,81 0,24 2,05 3 53210-KPH-890 1286 1:2:2 500 2,29 0,39 2,68 3
POST CO MP
HANDLE 53210-KPHF-8603 43 1:2:2 50 1,43 0,13 1,56 2 33100-KPHF-6612-M1 1608 1:1:1 700 3,30 0,34 3,64 4 LIGH T ASSY
HEAD 3310-KPWA-8600 43 1:1:1 50 1,86 0,13 1,99 2 37200-KPHF8820-M1 1608 1:1:1 700 3,30 0,34 3,64 4 SPEEDOME TE R
ASSY 37200-KPWA-8614-M1 43 1:1:1 50 1,86 0,13 1,99 2 Sum ber : Hasil Perhit ungan

Tabel 4.31 Total Kanban yang Dibut uhkan bulan November 2003
KOMPONEN PROD/HA RI CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
TO TAL KANBAN PEMBU LA TAN
53100-KPH-880 210 1:2:2 200 1,53 0,16 1,69 2 53100-KPH-890 1258 1:2:2 500 2,26 0,38 2,64 3
PIPE STEERING
HANDLE 5310A-KPHF-8603 143 1:2:2 50 2,43 0,43 2,86 3
53205-KPH-880-FMB 1258 1:2:1 700 1,40 0,27 1,67 2 53205-KPH-890-FMH 210 1:2:1 200 1,03 0,16 1,19 2
CO VE R HANDLE
REAR 53205-KPWA-8603 143 1:2:1 50 1,93 0,43 2,36 3 53206-KPH-880-FMB 1258 1:2:1 700 1,40 0,27 1,67 2
53206-KPH-890-FMH 210 1:2:1 200 1,03 0,16 1,19 2 CO VE R HANDLE FRON T 53206-KPWA-8603 143 1:2:1 50 1,93 0,43 2,36 3
53120-KPH-880 210 1:2:2 200 1,53 0,16 1,69 2 53210-KPH-890 1258 1:2:2 500 2,26 0,38 2,64 3
POST CO MP
HANDLE 53210-KPHF-8603 143 1:2:2 50 2,43 0,43 2,86 3 33100-KPHF-6612-M1 1468 1:1:1 700 3,10 0,31 3,41 4 LIGH T ASSY
HEAD 3310-KPWA-8600 143 1:1:1 50 3,86 0,43 4,29 5 37200-KPHF8820-M1 1468 1:1:1 700 3,10 0,31 3,41 4 SPEEDOME TE R
ASSY 37200-KPWA-8614-M1 143 1:1:1 50 3,86 0,43 4,29 5 Sum ber : Hasil Perhit ungan

Tabel 4.32 Total Kanban yang Dibut uhkan bulan Desember 2003
KOMPONEN PROD/HA RI CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
TO TAL KANBAN PEMBU LA TAN
53100-KPH-880 243 1:2:2 200 1,61 0,18 1,79 2 53100-KPH-890 1137 1:2:2 500 2,14 0,34 2,48 3
PIPE STEERING
HANDLE 5310A-KPHF-8603 85 1:2:2 50 1,85 0,26 2,11 3
53205-KPH-880-FMB 1137 1:2:1 700 1,31 0,24 1,55 2 53205-KPH-890-FMH 243 1:2:1 200 1,11 0,18 1,29 2
CO VE R HANDLE
REAR 53205-KPWA-8603 85 1:2:1 50 1,35 0,26 1,61 2 53206-KPH-880-FMB 1137 1:2:1 700 1,31 0,24 1,55 2
53206-KPH-890-FMH 243 1:2:1 200 1,11 0,18 1,29 2 CO VE R HANDLE FRON T 53206-KPWA-8603 85 1:2:1 50 1,35 0,26 1,61 2
53120-KPH-880 243 1:2:2 200 1,61 0,18 1,79 2 53210-KPH-890 1137 1:2:2 500 2,14 0,34 2,48 3
POST CO MP
HANDLE 53210-KPHF-8603 85 1:2:2 50 1,85 0,26 2,11 3 33100-KPHF-6612-M1 1380 1:1:1 700 2,97 0,30 3,27 4 LIGH T ASSY
HEAD 3310-KPWA-8600 85 1:1:1 50 2,70 0,26 2,96 3 37200-KPHF8820-M1 1380 1:1:1 700 2,97 0,30 3,27 4 SPEEDOME TE R
ASSY 37200-KPWA-8614-M1 85 1:1:1 50 2,70 0,26 2,96 3 Sum ber : Hasil Perhit ungan

119
4.4.2 Mendeteksi Penyimpangan Kanban
Pendeteksian penyimpangan kanban dilakukan terhadap jumlah kanban
yang akan diorder dan kedatangan kanban dalam satu siklus pengiriman kanban,
yaitu dengan memberikan batasan maksimum dan batasan minimum permintaan
barang. Akan tetapi perhitungan jumlah kanban yang akan diorder harus
dilakukan terlebih dahulu sebelum memberikan batasan-batasan tersebut. Metoda
yang digunakan dalam menghitung jumlah kanban yang akan diorder yait u :
⎟⎠⎞⎜
⎝⎛ += StockCurrently
Ystocksafety
Sedangkan metoda yang digunakan dalam menentukan batasan
penyimpangan :
1. Batasan penyimpangan kanban untuk cap.per pallet < 20 pcs yaitu :
5,1±= ∑Y
orderKanban
Dimana batas maksim um permintaan part ( kanban order ) adalah :
5,1+= ∑Y
orderKanban
Dimana batas minimum permintaan part ( kanban order ) adalah :
5,1−= ∑Y
orderKanban
2. Batasan penyimpangan kanban untuk cap.per pallet > 21 pcs yaitu :
( )∑∑ ±= %10xorderkanbanY
orderKanban

120
Z merupakan koefisien penyimpangan yang telah ditetapkan pihak
perusahaan sebesar 10%.
Batas maksimum permintaan part ( kanban order ) adalah :
( )∑∑ += %10xorderkanbanY
orderKanban
Batas minimum permintaan part ( kanban order ) adalah :
( )∑∑ −= %10xorderkanbanY
orderKanban
Contoh perhitungannya adalah sebagai berikut :
Nomor Komponen : 53100-KPH-880
Deskripsi : Pipe steering handle
Siklus pemesanan : 1 : 2 : 2
Prod/hari : 322
Kapasitas pallet : 200
Safety stock : 0,24
Currently stock : 1,81
Kanban order kanban81,1224,0 += = 1,93 kanban ≈ 2 kanban
Batas maksimum ( )%1022
2 xkanbankanban += = 1,20 ≈ 2 kanban
Batas minimum ( )%1022
2 xkanbankanban −= = 0,8 ≈ 1 kanban
Jumlah kanban yang akan diorder sebanyak 2 kanban dengan batas maksimum 2
kanban dan batas minimum 1 kanban.

121
Pada tabel dibawah berikut ini merupakan tabel jumlah kanban yang akan
diorder dan tabel maksimum dan tabel minim um permintaan kanban.

Tabel 4.33 Jumlah Kanban yang akan di order bulan Oktober 2003
KOMPONEN PROD/HA RI
CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
JUMLA H KANBAN ORDER
PEMBU LA TAN
53100-KPH-880 322 1:2:2 200 1,81 0,24 1,93 2 53100-KPH-890 1286 1:2:2 500 2,29 0,39 2,49 3
PIPE STEERING
HANDLE 5310A-KPHF-8603 43 1:2:2 50 1,43 0,13 1,50 2
53205-KPH-880-FMB 1286 1:2:1 700 1,42 0,28 1,56 2 53205-KPH-890-FMH 322 1:2:1 200 1,31 0,24 1,43 2
CO VE R HANDLE
REAR 53205-KPWA-8603 43 1:2:1 50 0,93 0,13 1 1 53206-KPH-880-FMB 1286 1:2:1 700 1,42 0,28 1,56 2
53206-KPH-890-FMH 322 1:2:1 200 1,31 0,24 1,43 2 CO VE R HANDLE FRON T 53206-KPWA-8603 43 1:2:1 50 0,93 0,13 1 1
53120-KPH-880 322 1:2:2 200 1,81 0,24 1,93 2 53210-KPH-890 1286 1:2:2 500 2,29 0,39 2,49 3
POST CO MP
HANDLE 53210-KPHF-8603 43 1:2:2 50 1,43 0,13 1,50 2 33100-KPHF-6612-M1 1608 1:1:1 700 3,30 0,34 3,64 4 LIGH T ASSY
HEAD 3310-KPWA-8600 43 1:1:1 50 1,86 0,13 1,99 2 37200-KPHF8820-M1 1608 1:1:1 700 3,30 0,34 3,64 4 SPEEDOME TE R
ASSY 37200-KPWA-8614-M1 43 1:1:1 50 1,86 0,13 1,99 2 Sum ber : Hasil Perhit ungan

Tabel 4.34 Jumlah Kanban yang akan di order bulan November 2003
KOMPONEN PROD/HA RI
CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
JUMLA H KANBAN ORDER
PEMBU LA TAN
53100-KPH-880 210 1:2:2 200 1,53 0,16 1,61 2 53100-KPH-890 1258 1:2:2 500 2,26 0,38 2,45 3
PIPE STEERING
HANDLE 5310A-KPHF-8603 143 1:2:2 50 2,43 0,43 2,65 3
53205-KPH-880-FMB 1258 1:2:1 700 1,40 0,27 1,54 2 53205-KPH-890-FMH 210 1:2:1 200 1,03 0,16 1,11 2
CO VE R HANDLE
REAR 53205-KPWA-8603 143 1:2:1 50 1,93 0,43 2,15 3 53206-KPH-880-FMB 1258 1:2:1 700 1,40 0,27 1,54 2
53206-KPH-890-FMH 210 1:2:1 200 1,03 0,16 1,11 2 CO VE R HANDLE FRON T 53206-KPWA-8603 143 1:2:1 50 1,93 0,43 2,15 3
53120-KPH-880 210 1:2:2 200 1,53 0,16 1,61 2 53210-KPH-890 1258 1:2:2 500 2,26 0,38 2,45 3
POST CO MP
HANDLE 53210-KPHF-8603 143 1:2:2 50 2,43 0,43 2,65 3 33100-KPHF-6612-M1 1468 1:1:1 700 3,10 0,31 3,41 4 LIGH T ASSY
HEAD 3310-KPWA-8600 143 1:1:1 50 3,86 0,43 4,29 5 37200-KPHF8820-M1 1468 1:1:1 700 3,10 0,31 3,41 4 SPEEDOME TE R
ASSY 37200-KPWA-8614-M1 143 1:1:1 50 3,86 0,43 4,29 5 Sum ber : Hasil Perhit ungan

Tabel 4.35 Jumlah Kanban yang akan di order bulan Desember 2003
KOMPONEN PROD/HA RI
CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
JUMLA H KANBAN ORDER
PEMBU LA TAN
53100-KPH-880
243 1:2:2 200 1,61 0,18 1,70 2 53100-KPH-890 1137 1:2:2 500 2,14 0,34 2,31 3
PIPE STEERING
HANDLE 5310A-KPHF-8603 85 1:2:2 50 1,85 0,26 1,98 2
53205-KPH-880-FMB 1137 1:2:1 700 1,31 0,24 1,43 2 53205-KPH-890-FMH 243 1:2:1 200 1,11 0,18 1,20 2
CO VE R HANDLE
REAR 53205-KPWA-8603 85 1:2:1 50 1,35 0,26 1,48 2
53206-KPH-880-FMB 1137 1:2:1 700 1,31 0,24 1,43 2 53206-KPH-890-FMH 243 1:2:1 200 1,11 0,18 1,20 2
CO VE R HANDLE FRON T 53206-KPWA-8603 85 1:2:1 50 1,35 0,26 1,48 2
53120-KPH-880 243 1:2:2 200 1,61 0,18 1,70 2
53210-KPH-890 1137 1:2:2 500 2,14 0,34 2,31 3 POST CO MP
HANDLE 53210-KPHF-8603 85 1:2:2 50 1,85 0,26 1,98 2 33100-KPHF-6612-M1 1380 1:1:1 700 2,97 0,30 3,12 4 LIGH T ASSY
HEAD 3310-KPWA-8600 85 1:1:1 50 2,70 0,26 2,83 3
37200-KPHF8820-M1 1380 1:1:1 700 2,97 0,30 3,12 4 SPEEDOME TE R ASSY 37200-KPWA-8614-M1 85 1:1:1 50 2,70 0,26 2,83 3
Sum ber : Hasil Perhit ungan

Tabel 4.36 Maksim um dan minim um kanban yang diperbolehkan bulan Oktober 2003
DE V.LIME TED OF KANBAN
KOMPONEN
PROD/HA RI CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
JUMLA H KANBAN ORDER
MA X MIN
53100-KPH-880 322 1:2:2 200 1,81 0,24 2 2 1 53100-KPH-890 1286 1:2:2 500 2,29 0,39 3 2 2
PIPE STEERING
HANDLE 5310A-KPHF-8603 43 1:2:2 50 1,43 0,13 2 2 1 53205-KPH-880-FMB 1286 1:2:1 700 1,42 0,28 2 2 1 53205-KPH-890-FMH 322 1:2:1 200 1,31 0,24 2 2 1
CO VE R HANDLE
REAR 53205-KPWA-8603 43 1:2:1 50 0,93 0,13 1 1 1 53206-KPH-880-FMB 1286 1:2:1 700 1,42 0,28 2 2 1 53206-KPH-890-FMH 322 1:2:1 200 1,31 0,24 2 2 1
CO VE R HANDLE FRON T 53206-KPWA-8603 43 1:2:1 50 0,93 0,13 1 1 1
53120-KPH-880 322 1:2:2 200 1,81 0,24 2 2 1 53210-KPH-890 1286 1:2:2 500 2,29 0,39 3 2 2
POST CO MP
HANDLE 53210-KPHF-8603 43 1:2:2 50 1,43 0,13 2 2 1
33100-KPHF-6612-M1 1608 1:1:1 700 3,30 0,34 4 5 4 LIGH T ASSY HEAD 3310-KPWA-8600 43 1:1:1 50 1,86 0,13 2 3 2
37200-KPHF8820-M1 1608 1:1:1 700 3,30 0,34 4 5 4 SPEEDOME TE R ASSY 37200-KPWA-8614-M1 43 1:1:1 50 1,86 0,13 2 3 2
Sum ber : Hasil Perhit ungan

Tabel 4.37 Maksim um dan minim um kanban yang diperbolehkan bulan November 2003
DE V.LIME TED OF KANBAN
KOMPONEN
PROD/HA RI CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
JUMLA H KANBAN ORDER
MA X MIN
53100-KPH-880 210 1:2:2 200 1,53 0,16 2 2 1 53100-KPH-890 1258 1:2:2 500 2,26 0,38 3 2 2
PIPE STEERING
HANDLE 5310A-KPHF-8603 143 1:2:2 50 2,43 0,43 3 2 2 53205-KPH-880-FMB 1258 1:2:1 700 1,40 0,27 2 2 1 53205-KPH-890-FMH 210 1:2:1 200 1,03 0,16 2 2 1
CO VE R HANDLE
REAR 53205-KPWA-8603 143 1:2:1 50 1,93 0,43 3 2 2 53206-KPH-880-FMB 1258 1:2:1 700 1,40 0,27 2 2 1 53206-KPH-890-FMH 210 1:2:1 200 1,03 0,16 2 2 1
CO VE R HANDLE FRON T 53206-KPWA-8603 143 1:2:1 50 1,93 0,43 3 2 2
53120-KPH-880 210 1:2:2 200 1,53 0,16 2 2 1 53210-KPH-890 1258 1:2:2 500 2,26 0,38 3 2 2
POST CO MP
HANDLE 53210-KPHF-8603 143 1:2:2 50 2,43 0,43 3 2 2
33100-KPHF-6612-M1 1468 1:1:1 700 3,10 0,31 4 5 4 LIGH T ASSY HEAD 3310-KPWA-8600 143 1:1:1 50 3,86 0,43 5 6 5
37200-KPHF8820-M1 1468 1:1:1 700 3,10 0,31 4 5 4 SPEEDOME TE R ASSY 37200-KPWA-8614-M1 143 1:1:1 50 3,86 0,43 5 6 5
Sum ber : Hasil Perhit ungan

Tabel 4.38 Maksim um dan minim um kanban yang diperbolehkan bulan Desem ber 2003
DE V.LIME TED OF KANBAN
KOMPONEN
PROD/HA RI CY CLE ISSUE
CAP.PER PALLET
CU RRE NTLY STO CK
(KAN BAN)
SAFE TY STO CK
(KANBAN)
JUMLA H KANBAN ORDER
MA X MIN
53100-KPH-880
243 1:2:2 200 1,61 0,18 2 2 1 53100-KPH-890 1137 1:2:2 500 2,14 0,34 3 2 2
PIPE STEERING
HANDLE 5310A-KPHF-8603 85 1:2:2 50 1,85 0,26 2 2 1 53205-KPH-880-FMB 1137 1:2:1 700 1,31 0,24 2 2 1 53205-KPH-890-FMH 243 1:2:1 200 1,11 0,18 2 2 1
CO VE R HANDLE
REAR 53205-KPWA-8603 85 1:2:1 50 1,35 0,26 2 2 1 53206-KPH-880-FMB 1137 1:2:1 700 1,31 0,24 2 2 1 53206-KPH-890-FMH 243 1:2:1 200 1,11 0,18 2 2 1
CO VE R HANDLE FRON T
53206-KPWA-8603 85 1:2:1 50 1,35 0,26 2 2 1 53120-KPH-880 243 1:2:2 200 1,61 0,18 2 2 1 53210-KPH-890 1137 1:2:2 500 2,14 0,34 3 2 2
POST CO MP
HANDLE 53210-KPHF-8603 85 1:2:2 50 1,85 0,26 2 2 1 33100-KPHF-6612-M1 1380 1:1:1 700 2,97 0,30 4 5 4 LIGH T ASSY
HEAD 3310-KPWA-8600 85 1:1:1 50 2,70 0,26 3 4 3 37200-KPHF8820-M1 1380 1:1:1 700 2,97 0,30 4 5 4 SPEEDOME TE R
ASSY 37200-KPWA-8614-M1 85 1:1:1 50 2,70 0,26 3 4 3 Sum ber : Hasil Perhit ungan

128
Tabel 4.33 – 4.35 berisi tentang jumlah kanban yang akan diorder pada setiap
bulannya. Dimana kanban yang diorder menjadi faktor utama dalam menentukan
maksimum dan minimum jumlah kanban yang diperbolehkan. Sehingga apabila
jumlah kanban yang diorder melebihi batas maksimum kanban yang
diperbolehkan dapat dikatakan bahwa kanban tersebut telah mengalami
penyimpangan.
Berdasakarkan tabel 4.36 – 4.38 dapat dilihat bahwa pada setiap bulannya
terjadi penyimpangan kanban. Pada bulan Oktober 2003 terdapat 2 part
mengalami ketidaksesuian dari kanban yang beredar. Part tersebut adalah Pipe
Steering Handle dengan nomor part 53100-KPH-890 dan Post Comp Handle
dengan nomor part 53120-KPH-890. Hal ini terjadi dari keterlambatan
pengambilan kanban itu sendiri. Dimana sem ua it u disebabkan dari kelalaian
operator yang bertugas mengambil atau mengantar kanban yang akan diorder.
Maka dari itu pihak perusahaan harus lebih meneliti masalah ini yaitu dengan
melihat kembali cycle issue yang digunakan, apakah sudah sesuai atau tidak
dengan kebutuhan part yang telah ditentukan oleh perusahaan. Namun dalm
menentukan cycle issue ini, k ita tidak boleh melupakan hal-hal yang harus
diperhatikan seperti kapasitas dari pallet yang harus ditentukan terlebih dahulu
dan faktor yang paling penting yait u kesepakatan antara dua belah pihak yaitu
perusahaan dan supplier. Kesapakatan tersebut seperti frekuensi pengiriman,
waktu dan kemampuan dari suppliier itu sendiri dalam hal pengadaan barang.
Penulis dalam tugas akhir ini melakukan analisis perencanaan kanban terhadap
part yang diproduksi sendiri/in-house maka tidak banyak begitu mangalami

129
kesulitan dalam menentukan cycle issue tersebut. Hal ini dikarenakan yang
menjadi supplier tersebut adalah perusahaan itu sendiri.
Seperti yang telah dibahas sebelumnya, bahwa penyimpangan kanban
tidak terjadi pada bulan Oktober saja, pada dua bulan berikutnya yaitu bulan
November dan Desember 2003. Pada bulan November 2003 penyimpangan terjadi
pada part pipe steering handle dengan nomor part 53100-KPH-890, pipe steering
handle dengan nomor part 53100A-KPHF-8603, cover handle rear dengan nomor
part 53205-KPWA-8603, cover handle front dengan nomor part 53206-KPWA-
8603, post comp handle dengan nomor part 53120-KPH-890 dan post cop handle
dengan nomor part 53120-KPWA-8603. pada bulan Novem ber lebih banyak
terjadi ketidaksesuian dikarenakan kebutuhan per hari untuk part tersebut
mengalami peningkatan. Sebagai contoh unt uk part pipe steering handle dengan
nomor part 53100A-KPHF-8603 sebesar 143 unit, sedangkan untuk kapasitas per
pallet itu sendiri 50, frekuensi pengiriman sebanyak dua kali dan interval
kedatangan dua kali dalam satu hari sehingga batas maksimum tersebut tidak
mencukupi kebutuhan per hari yang telah ditentukan oleh perusahaan., dan hal
tersebut juga terjadi unt uk part-part yang mengalami ketidaksesuian pada bulan
November 2003 seperti yang telah disebutkan sebelumnya. Sedangkan untuk
bulan Desember 2003 part yang mengalami ketidaksesuian yaitu part pipe steering
handle dengan nomor part 53100-KPH-890 dan post comp handle dengan nomor
part 53120A-KPH-890. Penyebab masalah ini juga sama seperti pada bulan-bulan
sebelumnya. Unt uk lebih jelasnya pada sub-bab berikutnya dapat kita lihat
perputaran kanban secara akt ual pada PT.AHM.

130
4.4.3 Analisa Perputaran Kan ban
Tujuan dari penulis untuk menganalisa perputaran kanban adalah untuk
mengetahui apakah total kanban yang telah dihitung dalam perputarannya
mencukupi dan sesuai dengan kebutuhan atau dengan kata lain lancar.
Perputaran kanban dinyatakan lancar bila jumlah kanban yang beredar
adalah sesuai dengan maksimum dan minimum kanban yang telah ditentukan
sebelumnya.
Dalam menganalisa perputaran kanban terdapat empat hal yang harus
diperhatikan yaitu :
1. Pemakaian suku cadang
Yait u jumlah suku cadang yang digunakan selama satu periode sesuai
dengan cycle issue (CI) dan delivery time (DT) ke- n + 1
2. Jumlah kanban yang diorder
Yait u total kanban dikurangi kanban pemakaian
Dan untuk selanjutnya jumlah kanban yang diorder pada DT ke-n
merupakan jumlah kanban yang datang pada DT ke- n + 1
3. Jumlah kanban yang datang
Yait u total kanban dikurangi jumlah kanban hasil pengurangan stock awal
dengan pemakaian yang dikurangi jumlah kanban yang diorder.
4. Persediaan atau stock
Persediaan adalah persediaan awal ditambah kanban yang datang
dikurangi pemakaian.

131
Selanjutnya persedian pada DT ke- n merupakan persediaan awl pada DT
ke- n + 1.
Berikut ini adalah contoh tabel perputaran kanban poada bulan Oktober
2003 :

1. Nama Pemasok : In house PT.AHM Pieces/day : 50
Cycle Issue : 1-2-1 Vol/day : 43
No. Part : 53205-KPWA-8603 Delivery Time : 09.00-17.00
Tot.Kanban : 2 Kanban order : 1
Maksimum : 1 Minimum : 1
Tabel 4.39 Perputaran Kanban Housing secara aktual bulan Oktober 2003
1/10 2/10 3/10 4/10 5/10 6/10
1 2 1 2 1 2 1 2 1 2 1 2
KET
STOCK
AWAL 09.00 17.00 09.00 17.00 09.00 17.00 09.00 17.00 09.00 17.00 09.00 17.00
ORDER 1 0 0 1 0 0 1 0 0 1 0 0
DATANG 0 1 0 0 1 0 0 1 0 0 1 0
PEMAKIAN 1 (20) 1 (23) 1 (20) 1 (23) 1 (20) 1 (23) 1 (20) 1 (23) 1 (20) 1 (23) 1 (20) 1 (23)
STOCK 1 1 (30) 1 (57) 1 (37) 1 (14) 1 (44) 1 (21) 1 (1) 1 (28) 1 (8) 1 (15) 1 (45) 1 (22)

133
Pada tabel 4.40 terdapat perputaran kanban housing unt uk part cover
handle rear dengan nomor part 53205-KPWA-8603 secara akt ual pada bulan
Oktober 2003. tabel tersebut dibuat untuk jangka wakt u satu minggu pada awal
bulan tersebut. Dimana pada persediaan awal untuk bulan ini yait u 1 kanban
dengan pcs/kanban atau kapasitas pallet sebesar 50. selain it u cycle issue yang
digunakan yaitu 1-2-1 dengan perhitungan sebelumnya telah diadapat total kanban
sebesar 2 dan kanban order untuk hari pertama sebanyak 1 buah. Sedangkan
volume produksi per hari adalah 43. Untuk perhitungan kanban pemakaian setiap
kali kedatangan terdapat pada lampiran 5.
Perputaran kanban untuk tiap part bisa dilihat pada lampiran 5. Dalam
menganalisa perputaran kanban apakah kanban telah berputar secara lancar atau
belum ditentukan berdasarkan jumlah kanban yang beredar adalah sesuai dengan
maksimum dan minimum kanban. Maka berdasarkan peraturan tersebut
perputaran kanban secara umu dapat dikatakan lancar meskipun ada kekurangan.
Salah satu faktor penyebabnya yaitu adanya kelalaian dari operator dalam menarik
kanban yang akan dilempar pada bagian housing. Sehingga terjadi kekurangan
part pada perakitan steering handle yang mengakibatkan peningkatan jumlah
kanban yang dikeluarkan. Dengan adanya peningkatan jumlah kanban tersebut
maka akan menimbulkan peningkatan produksi suku cadang dan penambahan
persediaan. Apabila hal ini terjadi akan menyebabkan kesalahan pada at uran
kanban tersebut, dan pada akhirnya hal ini akan menim bulkan kebutuhan dan
kepentingan perbaikan yang berkesinambungan. Maka untuk mencapai hal

134
tersebut, dapat dilaksanakan dengan cara meningkatkan kembali k inerja dari
Gugus Kendali Mutu (GKM) pada perusahaan it u sendiri.
Selain it u, faktor penyebab lain dari masalah keterlambatan operator dalam
menarik kanban adalah karena tidak adanya suatu lembaran yang berisi tentang
tata cara prosedur yang telah ditetapkan oleh perusahaan. Berdasarkan hal
tersebut, penulis mengusulkan pembuatan Standar Operation Procedure (SOP)
aliran kanban pada PT.AHM. Dimana SOP ini merupakan lembaran yang berisi
urutan-urutan kerja dan point-point penting dalam melaksanakan sistem kanban
yang telah ditetapkan oleh perusahaan. Setelah prosedur-prosedur tertulis dibuat,
maka perlu dilakukan pelatihan untuk menjelaskan prinsip-prinsip sistem kanban
dan meyakini bahwa setiap orang telah memahami mekanisme kerja dari sistem
kanban. Berikut ini adalah SOP aliran kanban yang diusulkan:

135
Tabel 4.40 St andar Operation Procedure Aliran Sistem Kanban

136
Tabel 4.40 Lanjutan

137
Tabel 4.40 Lanjutan