
BAB 2 LANDASAN TEORIthesis.binus.ac.id/Doc/Bab2/2008-2-00506-TI Bab 2.pdfBAB 2 LANDASAN TEORI 2.1...
54
BAB 2 LANDASAN TEORI 2.1 Definisi Pemeliharaan Pemeliharaan atau perawatan (maintenance) merupakan kegiatan untuk menjaga atau memelihara fasilitas-fasilitas dan peralatan pabrik, serta mengadakan perbaikan, penyesuaian atau penggantian yang diperlukan untuk mendapatkan suatu kondisi operasi produksi yang memuaskan dan sesuai dengan yang direncanakan. Selain itu pengertian lain dari perawatan adalah segala tindakan yang dilakukan untuk menjaga kelangsungan fungsional dari sistem produksi dan peralatannya. Di samping itu ada juga yang mendefinisikan perawatan sebagai suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga ataupun mempertahankan kualitas peralatan agar tetap dapat berfungsi dengan baik seperti dalam kondisi yang sebelumnya (Supandi, p26). Sedangkan pekerjaan perawatan adalah kegiatan untuk melakukan perbaikan yang bersifat kualitas, untuk meningkatkan suatu kondisi ke kondisi lain yang lebih baik. Besarnya aktivitas perawatan yang dilakukan tergantung pada (Supandi, p26): Batas kualitas terendah yang diizinkan dari suatu komponen. Waktu pemakaian atau lamanya operasi yang menyebabkan berkurangnya kualitas peralatan.
-
Upload
nguyentuyen -
Category
Documents
-
view
214 -
download
0
Transcript of BAB 2 LANDASAN TEORIthesis.binus.ac.id/Doc/Bab2/2008-2-00506-TI Bab 2.pdfBAB 2 LANDASAN TEORI 2.1...
BAB 2
LANDASAN TEORI
2.1 Definisi Pemeliharaan
Pemeliharaan atau perawatan (maintenance) merupakan kegiatan untuk
menjaga atau memelihara fasilitas-fasilitas dan peralatan pabrik, serta mengadakan
perbaikan, penyesuaian atau penggantian yang diperlukan untuk mendapatkan suatu
kondisi operasi produksi yang memuaskan dan sesuai dengan yang direncanakan.
Selain itu pengertian lain dari perawatan adalah segala tindakan yang dilakukan untuk
menjaga kelangsungan fungsional dari sistem produksi dan peralatannya. Di samping
itu ada juga yang mendefinisikan perawatan sebagai suatu konsepsi dari semua
aktivitas yang diperlukan untuk menjaga ataupun mempertahankan kualitas peralatan
agar tetap dapat berfungsi dengan baik seperti dalam kondisi yang sebelumnya
(Supandi, p26).
Sedangkan pekerjaan perawatan adalah kegiatan untuk melakukan perbaikan
yang bersifat kualitas, untuk meningkatkan suatu kondisi ke kondisi lain yang lebih
baik. Besarnya aktivitas perawatan yang dilakukan tergantung pada (Supandi, p26):
Batas kualitas terendah yang diizinkan dari suatu komponen.
Waktu pemakaian atau lamanya operasi yang menyebabkan berkurangnya
kualitas peralatan.
28
Dalam usaha untuk dapat menggunakan terus fasilitas dan peralatan, dibutuhkan
aktivitas atau kegiatan perawatan yang meliputi kegiatan pengecekan, meminyaki
(librication), dan perbaikan atas kerusakan-kerusakan yang ada, serta penggantian
komponen yang terdapat pada fasilitas tersebut.
Manajemen perawatan (maintenance management) adalah pengorganisasian
operasi perawatan untuk memberikan pandangan umum mengenai perawatan fasilitas
industri (Supandi, p15).
Pemeliharaan mempunyai peranan yang sangat menentukan dalam kegiatan
produksi dari suatu perusahaan yang menyangkut kelancaran atau kemacetan
produksi, kelambatan dan volum produksi serta efisiensi berproduksi. Dengan
demikian, pemeliharaan memiliki fungsi yang sama pentingnya dengan fungsi-fungsi
lain dari suatu perusahaan (Assauri, p115). Selain itu pentingnya fungsi perawatan
merupakan faktor yang dominan dalam banyak industri. Dalam beberapa tahun
belakangan ini, filosofis umum tentang manajemen perawatan telah berkembang ke
arah spesialisasi yang semakin diperlukan.
Aktivitas pemeliharaan atau perawatan yang sering kali diabaikan oleh pihak
perusahaan, sebenarnya merupakan kegiatan yang tidak kalah pentingnya dengan
kegiatan lain yang ada di dalam suatu perusahaan. Kegiatan pemeliharaan yang tidak
teratur, dapat mengakibatkan mesin dan peralatan mengalami kerusakan, sehingga
dapat mempengaruhi kapasitas produksi, serta mengeluarkan biaya-biaya yang mahal
untuk melakukan perbaikan.

29
2.2 Tujuan Pemeliharaan
Tujuan utama dari perawatan dan pemeliharaan mesin adalah:
Menjaga agar kualitas produk berada pada tingkat yang diharapkan guna
memenuhi apa yang dibutuhkan produk itu sendiri dan menjaga agar kegiatan
produksi tidak mengalami gangguan.
Mempertahankan kemampuan alat atau fasilitas produksi guna memenuhi
kebutuhan sesuai dengan target serta rencana produksi.
Mengurangi pemakaian dan penyimpangan diluar batas dan menjaga modal
yang diinvestasikan dalam perusahan selama jangka waktu yang ditentukan
sesuai dengan kebijaksanaan perusahaan.
Memperhatikan dan menghindari kegiatan-kegiatan operasi mesin serta
peralatan yang dapat membahayakan keselamatan kerja.
Mengadakan suatu kerjasama yang erat dengan fungsi-fungsi utama lainnya
dari suatu perusahaan, dalam rangka untuk mencapai tujuan utama
perusahaan.
Sedangkan tujuan umum dari menajemen pemeliharaan adalah untuk
menunjang aktivitas dalam bidang perawatan (Supandi, p16), yaitu :
Memperpanjang waktu pengoperasian fasilitas industri yang digunakan
semaksimal mungkin, dengan biaya perawatan yang seminimum mungkin dan
adanya proteksi yang aman dari investasi modal.
Menyediakan modal biaya tertentu dan informasi-informasi lainnya yang
dapat menunjang penuh dalam bidang perawatan.

30
Menentukan metode evaluasi prestasi kerja yang dapat berguna untuk
manajemen secara umum dan bagi pengawas maintenance khususnya.
Membantu dalam menciptakan kondisi kerja yang aman, baik untuk bagian
operasi maupun personil maintenance lainnya dengan menetapkan dan
menjaga standar perawatan yang benar.
Meningkatkan keterampilan para pengawas dan para operator perawatan
melalui pelatihan.
2.3 Jenis-Jenis Pemeliharaan
Secara umum, ditinjau dari saat pelaksanaan aktivitas pemeliharaan,
maintenance dapat dibagi menjadi dua cara (Supandi, p27), yaitu :
1. Perawatan yang direncanakan (Planned Maintenance)
Pengorganisasian pekerjaan pemeliharaan yang dilakukan dengan
pertimbangan ke masa depan, terkontrol dan tercatat.
2. Perawatan yang tidak direncanakan (Unplanned Maintenance)
Cara pekerjaan perawatan darurat yang tidak direncanakan (Unplanned
Emergency Maintenance).
Sedangkan aktivitas perawatan atau pemeliharaan (maintenance) dibagi
menjadi beberapa bagian yaitu breakdown maintenance, corrective maintenance,
preventive maintenance, running maintenance, predictive maintenance, emergency
maintenance, dan total productive maintenance.

31
2.3.1 Breakdown Maintenance
Breakdown maintenance adalah kegiatan pemeliharaan yang dilakukan setelah
terjadinya kerusakan atau terjadi kelainan pada fasilitas dan peralatan sehingga tidak
dapat berfungsi dengan baik. Perawatan ini tidak terlalu menekankan pada
pemeliharaan preventif, cukup pada keadaan apabila mesin dan peralatan sudah
mengalami kerusakan sehingga perlu pembongkaran secara total (breakdown).
Pekerjaan perawatan ini dilakukan setelah terjadi kerusakan, dan untuk
memperbaikinya harus disiapkan suku cadang, material, alat-alat dan tenaga kerjanya.
Penerapan sistem perawatan ini dilakukan pada mesin-mesin industri yang ringan,
sehingga apabila terjadi kerusakan dapat diperbaiki dengan cepat.
Pada dasarnya aktivitas ini tidak tepat untuk disebut aktivitas perawatan.
Yang termasuk dalam katagori ini adalah semua aktivitas yang tak terencana
(unscheduled) yang disebabkan oleh kerusakan (breakdown) peralatan.
2.3.2 Corrective Maintenance (CM)
Perawatan korektif ini dilakukan untuk memperbaiki dan meningkatkan
kondisi fasilitas sehingga mencapai standar yang dapat diterima. Perawatan korektif
termasuk dalam cara perawatan yang direncanakan untuk perbaikan (Supandi, p28).
Perawatan ini dilakukan juga untuk menentukan tindakan yang di perlukan untuk
mengatasi kerusakan-kerusakan atau kemacetan yang terjadi berulang kali.
Dalam perawatan korektif ini dapat diadakan peningkatan sedemikian rupa,
seperti melakukan perubahan atau modifikasi rancangan peralatan agar lebih baik.

32
Menghilangkan problema yang merugikan untuk mencapai kondisi operasi yang lebih
ekonomis (Supandi, p28).
Tindakan perawatan ini bertujuan untuk mencegah terjadinya kerusakan yang
sama.. Prosedur ini di tetapkan pada peralatan atau mesin yang sewaktu-waktu dapat
terjadi kerusakan.
Dengan demikian didapatkan kesimpulan bahwa pemeliharaan korektif
memusatkan permasalah setelah permasalahan itu terjadi, bukan menganalisa masalah
untuk mencegahnya agar tidak terjadi.
2.3.3 Preventive Maintenance (PM)
Preventive Maintenance adalah pemeliharaan yang dilakukan secara
terjadwal, umumnya secara periodik, dimana sejumlah tugas pemeliharaan
seperti inspeksi, perbaikan, penggantian, pembersihan, pelumasan dan penyesuaian
dilaksanakan.
Pekerjaan perawatan ini bertujuan untuk mencegah terjadinya kerusakan atau
cara perawatan yang direncanakan untuk pencegahan. Perawatan prefentif
dimaksudkan juga untuk mengefektifkan pekerjaan inspeksi, perbaikan kecil,
pelumasan, dan penyetelan sehingga peralatan atau mesin-mesin selama beroperasi
dapat terhindar dari kerusakan. Perawatan preventif dilaksanakan sejak awal sebelum
terjadi kerusakan (Supandi, p27).
Perawatan preventif ini penting ditrepakan pada industri-industri yang proses
produksinya kontinyu atau memakai sistem otomatis (Supandi, p27).

33
Dalam praktek di lapangan, pemeliharaan preventif dalam perusahaan dapat
dilakukan dan dibedakan sebagai berikut :
1. Routine maintenance.
Kegiatan perawatan yang dilakukan secara rutin. Contohnya yaitu
pembersihan fasilitas atau peralatan, lubrication (pelumasan),
pengecekan oli, serta pengecekan isi bahan bakar.
2. Periodic maintenance.
Kegiatan perawatan yang dilakukan secara berkala atau dalam jangka
waktu tertentu. Penentuan jangka waktu periodic maintenance dapat
dilakukan berdasarkan interval waktu (seperti, melakukan perawatan
setiap satu bulan, setiap empat bulan atau setiap satu tahun), dan
berdasarkan lamanya jam kerja mesin produk tersebut sebagai jadwal
kegiatan misalnya setiap seratus jam sekali.
Terdapat beberapa manfaat dari pemeliharaan pencegahan yaitu sebagai
berikut :
1. Memperkecil overhaul (turun mesin).
2. Mengurangi kemungkinan resparasi bersekala besar.
3. Mengurangi biaya kerusakan / pergantian mesin.
4. Memperkecil kemungkinan produk produk yang rusak.
5. Meminimalkan persediaan suku cadang.
6. Memperkecil hilangnya gaji – gaji tambahan akibat penurunan mesin.
7. Menurunkan harga satuan dari produk pabrik.

34
Sedangkan tujuan dari Preventive maintenance yang merupakan tindakan
perawatan pencegahan dalam rangkaian aktivitas pemeliharaan adalah :
Memperpanjang umur produktif asset dengan mendeteksi bahwa sebuah
asset memiliki titik kritis penggunaan (critical wear point) dan mungkin
akan mengalami kerusakan.
Melakukan inspeksi secara efektif dan menjaga supaya kondisi peralatan
selalu dalam keadaan sehat.
Mengeliminir kerusakan peralatan dan hasil produksi yang cacat serta
meningkatkan ketahanan mesin dan kemampuan proses
Mengurangi waktu yang terbuang pada kerusakan peralatan dengan
membuat aktivitas pemeliharan peralatan
Menjaga biaya produksi seminimum mungkin
2.3.4 Running Maintenance
Perawatan berjalan merupakan pekerjaan yang dilakukan pada saat fasilitas
atau peralatan dalam keadaan bekerja. Perawatan berjalan ini termasuk cara
perawatan yang direncanakan untuk diterapkan pada peralatan dalam keadaan
operasi.
Perawatan dalam kondisi berjalan diterapkan pada mesin-mesin yang harus
beroperasi terus dalam melayani proses produksi. Kegiatan perawatan dilakukan
dengan jalan monitoring secara aktif. Diharapkan hasil dari perbaikan yang dilakukan
35
secara cepat dan terencana ini dapat menjamin kondisi operasi produksi tanpa adanya
gangguan yang mengakibatkan kerusakan.
2.3.5 Predictive Maintenance
Perawatan prediktif ini dilakukan untuk mengetahui terjadinya perubahan atau
kelainan dalam kondisi fisik maupun fungsi dari sistem perawatan. Biasanya
perawatan prediktif dilakukan dengan bantuan panca indera atau dengan alat-alat
monitor yang canggih.
Pekerjaan ini merupakan perawatan dimana dilakukan inspeksi terhadap asset
peralatan untuk memprediksikan terhadap kerusakan atau kegagalan yang akan
terjadi. Beberapa contoh teknik perawatan prediktif : vibration monitoring,
thermography, tribology, process parameters, visual inspection, ultrasonic
monitoring, other non-destructive techniques.
2.3.6 Emergency Maintenance
Perawatan darurat ini merupakan pekerjaan perbaikan yang segera dilakukan
karena terjadi kemacetan atau kerusakan yang tak terduga. Perawatan darurat ini
termasuk cara perawatan yang tidak direncanakan (unplanned emergency
maintenance).

36
2.4 Konsep Keandalan (Reliability Concept)
Keandalan (Reliability)didefinisikan sebagai probabilitas sebuah komponen
atau sistem akan dapat beroperasi sesuai fungsi yang diinginkan untuk suatu periode
waktu tertentu ketika digunakan dibawah kondisi operasi yang telah ditetapkan
(Ebeling, p5). Sedangkan arti lainya adalah peluang dari sebuah unit yang dapat
bekerja secara normal ketika digunakan untuk kondisi tertentu setidaknya bekerja
dalam suatu kondisi yang telah ditetapkan.
Untuk menentukan keandalan dalam kaitan operasional, diperlukan definisi
yang lebih spesifik, yaitu deskripsi tentang kegagalan yang tidak membingungkan dan
dapat diamati, identifikasi unit waktu, serta sistem yang diamati harus berada dalam
kondisi lingkungan dan operasi yang normal (Ebeling, p5).
Ada terdapat empat elemen yang signifikan dalam konsep reliability,
diantaranya adalah :
Probability (peluang). Setiap item memiliki umur pakai yang berbeda
dengan item lainnya. Sekelompok item dapat memiliki umur rata-rata
yang pasti. Hal ini memungkinkan untuk mengidentifikasi distribusi dari
kerusakan item, sehingga dapat diperkirakan umur dari item tersebut.
Performance (kinerja). Mendifinisikan keandalan sebagai suatu
karakteristik kinerja sistem dimana suatu sistem yang baik harus dapat
menunjukkan performansi yang memuaskan jika dioperasikan.
Waktu. Reliability dinyatakan dalam suatu periode waktu. Peluang
seseorang untuk hidup pada tahun depan akan berbeda dengan peluang

37
seseorang untuk hidup pada sepuluh tahun yang akan datang. Demikian
juga dengan reliability sebuah item, karenanya pengidentifikasian waktu
yang jelas sangat diperlukan.
Kondisi. Menjelaskan bahwa perlakuan yang diterima oleh suatu sistem
akan memberikan pengaruh terhadap tingkat reliability.
2.5 Konsep Keterawatan (Maintainability Concept)
Yang dimaksud dengan keterawatan (maintainability) adalah probabilitas
suatu komponen atau sistem yang rusak akan dipulihkan atau diperbaiki kembali pada
kondisi yang telah ditentukan selama periode waktu tertentu ketika dilakukan
perawatan sesuai dengan prosedur yang ditentukan (Ebelling, p6).
2.6 Konsep Ketersediaan (Availability Concept)
Availability adalah probabilitas suatu komponen atau sistem dapat beroperasi
sesuai dengan fungsi yang telah ditetapkan dalam waktu tertentu ketika digunakan
pada kondisi operasi yang telah ditetapkan (Ebeling, p6).
Availability juga dapat diinterpretasikan sebagai persentase waktu operasi dari
sebuah komponen atau sistem selama interval waktu tertentu atau persentase
komponen yang beroperasi pada waktu tertentu. Perbedaannya dengan reliability
yaitu bahwa availability merupakan probabilitas komponen saat ini dapat beroperasi
meskipun sebelumnya komponen tersebut pernah mengalami kerusakan dan telah
dipulihkan atau diperbaiki kembali pada kondisi operasinya yang normal. Karena itu

38
sistem availability tidak pernah lebih kecil dari nilai reliability. Availability
merupakan pengukuran yang lebih sering digunakan untuk sistem atau komponen
yang dapat diperbaiki, karena memperhitungkan baik kegagalan atau kerusakan
(reliability) maupun perbaikan (maintainability) (Ebeling, p6).
Availability total meliputi penggantian pencegahan dan pemeriksaan dalam
arti availability merupakan proporsi waktu teoritis yang tersedia untuk komponen
dalam sistem dapat beroperasi dengan baik.
2.7 Fungsi Kerusakan
Breakdown dapat didefinisikan sebagai berhentinya mesin pada saat produksi
yang melibatkan engineering dalam perbaikan. Sedangkan lama waktu dimana suatu
unit tidak dapat menjalankan fungsinya sesuai dengan yang diharapkan disebut
sebagai downtime mesin.
Setiap peralatan atau mesin mempunyai karakteristik kerusakan yang berbeda-
beda. Sejumlah peralatan yang sama akan mempunyai karakteristik kerusakan yang
berbeda jika dioperasikan pada kondisi lingkungan yang berbeda. Bahkan jika
sejumlah peralatan yang sama dioperasikan pada kondisi lingkungan yang sama pun
dapat mempunyai karakteristik kerusakan yang berbeda.
Keputusan yang berkaitan dengan masalah probabilitas, seperti menentukan
kapan melaksanakan perawatan pencegahan untuk suatu peralatan membutuhkan
informasi mengenai saat atau waktu peralatan tersebut mencapai kondisi gagal atau
rusak. Transisi suatu peralatan dari kondisi baik ke kondisi gagal atau rusak tidak

39
dapat diketahui secara pasti waktunya, tetapi dapat diketahui informasi mengenai
probabilitas terjadinya transisi tersebut pada waktu tertentu berdasarkan fungsi
kerusakannya.
Suatu proses kerusakan digambarkan oleh variabel acak T (time to failure),
yang dikelompokan secara unik melalui empat fungsi, yaitu (Ebeling, p23-34):
Probability Density Function (Fungsi Kepadatan Peluang)
Probability Density Function (PDF) atau yang biasa disebut dengan
Fungsi Kepadatan Peluang, merupakan suatu fungsi yang menggambarkan
bentuk dari distribusi kerusakan.
Bila variabel acak kontinu x (continous random variable) dinyatakan
sebagai waktu kerusakan dari sistem atau peralatan dari sejumlah
kerusakan pada suatu waktu, dan mempunyai fungsi distribusi fx yang
kontinu di setiap titik sumbu nyata, fx dikatakan Fungsi Kepadatan
Peluang (Probability Density Function) dari varabel x. Bila x bernilai
nyata pada interval waktu t, harus memenuhi persyaratan : ( 0 x ≥ )
( ) 0≥tf untuk , sehingga 0≥t ( ) 1 0
=∫∞
dttf
Cummulative Distribution Function (Fungsi Distribusi Kumulatif)
Fungsi Distribusi Kumulatif (Cummulative Distribution Function)
merupakan fungsi yang menggambarkan probabilitas terjadinya kerusakan
sebelum waktu t. Probabilitas suatu sistem atau peralatan mengalami

40
kegagalan atau kerusakan dalam beroperasi sebelum waktu t, yang secara
matematis dapat dinyatakan sebagai :
( ) ( ) tx <= PtF
dimana ( ) 00 =F
dan ( ) 1limt
=∞→
tF
( ) ( ) 1 td =′′= ∫ tftF
untuk 0≥t
dimana : F(t) : fungsi distribusi kumulatif
f(t) : fungsi kepadatan kumulatif
jika ∞→t maka F(t) = 1
The Reliability Function (Fungsi Keandalan)
Keandalan merupakan peluang bahwa sebuah sistem atau komponen akan
berfungsi dengan baik hingga periode t. Fungsi keandalan tersebut dapat
digambarkan dengan hubungan matematis sebagai berikut :
( ) { }tTtR ≥= Pr
Dimana , ( ) 0≥tR ( ) 10 =R , dan ( ) 0lim =∞→ tRt . t meruapakan variabel
acak time to failure (waktu saat terjadinya kerusakan sistem atau
komponen), dan . 0≥t

41
Dengan memasuki fungsi kepadatan peluang, maka :
( ) ( ) td ′′= ∫∞
ttftR
The Hazard Rate Function
Hazard Rate Function atau yang biasa disebut Failure Rate (laju
kerusakan) merupakan fungsi probabilitas tambahan dari yang telah
dijelaskan sebelumnya. Fungsi ini seringkali digunakan dalam reliabilitas,
yang menggambarkan probabilitas suatu peralatan akan rusak pada
interval waktu berikutnya, sedangkan sampai saat t alat tersebut masih
dalam kondisi baik dan dilambangkan dengan ( )tλ (Jardine, p19).
( ) ( )( )
( )( )tRtf
tFtft =
−=
1λ
Bentuk penting dari Hazard Rate Function adalah bathtub curve. Sistem
yang laju kerusakannya berbentuk bathtub curve, mengalami laju
kerusakan yang menurun pada siklus awal, kemudian diikuti dengan laju
kerusakan konstan, selanjutnya adalah laju kerusakan yang meningkat.
Kurva bathtub menunjukkan tiga daerah yang memiliki laju kerusakan
yang berbeda, yaitu (Ebeling, p31):
1. Fase Kerusakan Awal (Early Failure atau Burn-in)
Laju kerusakan pada tahap ini terus menurun yang diawali dengan
tingkat laju kerusakan yang cukup tinggi pada awal operasi yang
kemudian terus menurun. Fase ini sering juga disebut startup failure

42
dan sering juga diistilahkan dengan decreasing failure rate (DFR).
Kerusakan yang terjadi pada fase ini dapat disebabkan oleh berbagai
penyebab, seperti kesalahan proses manufaktur yang dapat diatasi
dengan percobaan acceptance dan pengontrolan pada awal operasi.
2. Fase Umur Pakai Yang Berguna (Random Failure atau Usefull Life)
Fase ini ditandai dengan laju kerusakan yang konstan atau constant
failure rate (CFR). Kesalahan-kesalahan operasional merupakan
penyebab dari kerusakan pada fase ini, sehingga pelaksanaan operasi
yang tepat dapat mengatasi kerusakan yang terjadi.
3. Fase Keausan (Wearout Failure atau Wearout)
Fase ini memiliki laju kerusakan yang terus meningkat atau increasing
failure rate (IFR), yang disebabkan oleh berakhirnya umur pakai
peralatan. Untuk mengurangi laju kerusakan harus dilakukan
penggantian perawatan pencegahan.

43
Grafik 2.1 Bathtub Curve
Secara keseluruhan, perawatan pencegahan dapat mengurangi laju
kerusakan yang terjadi. Namun demikian, untuk daerah 1 (burn-in) dan 2
(useful life) sebaiknya perawatan pencegahan yang dilakukan bukan
berupa penggantian pencegahan karena tindakan ini tidak dapat
mengurangi probabilitas kerusakan yang terjadi. Tindakan penggantian
pencegahan yang dilakukan akan sia-sia. Penggantian pencegahan hanya
dapat dilakukan untuk dapat mengurangi laju kerusakan pada daerah 3
(wearout). Sedangkan kebijaksanaan perawatan yang lebih umum seperti

44
overhaul, lubrication (pelumasan), dan pembersihan dapat ditetapkan
untuk ketiga daerah tersebut.
Laju kerusakan pada masing-masing daerah tersebut dapat dihampiri oleh
distribusi-distribusi tertentu, yaitu (Ebeling, p362):
Daerah 1 (burn-in) : Distribusi Weibull
Daerah 2 (useful life) : Distribusi Eksponensial
Daerah 3 (wearout) : Distribusi Weibull, Normal, dan Lognormal
2.8 Distribusi Kerusakan
Ada terdapat empat distribusi yang digunakan untuk mengidentifikasi pola
data yang terbentuk dari waktu kerusakan dan pola data waktu perbaikan. Distribusi
tersebut antara lain, Distribusi Weibull, Distribusi Lognormal, Distribusi
Eksponensial, dan Distribusi Normal.
2.8.1 Distribusi Weibull
Distribusi Weibull merupakan distribusi yang paling banyak digunakan untuk
waktu kerusakan karena distribusi ini dapat digunakan baik untuk laju kerusakan
yang meningkat maupun laju kerusakan yang menurun.
Terdapat dua parameter yang digunakan dalam distribusi ini yaitu θ yang
disebut dengan parameter skala (scale parameter) dan β yang disebut sebagai
parameter bentuk (shape parameter). Sedangkan fungsi-fungsi pada distribusi
Weibull adalah (Ebeling, p59) :

45
Probability Density Function : ( )β
θβ
θθβ ⎟
⎠⎞
⎜⎝⎛−−
⎟⎠⎞
⎜⎝⎛=
t
ettf1
Cummulative Distribution Function : ( )β
θ⎟⎠⎞
⎜⎝⎛−
−=t
etF 1
Reliability Function : ( )β
θ⎟⎠⎞
⎜⎝⎛−
=t
etR
Hazard Rate Function : ( )1−
⎟⎠⎞
⎜⎝⎛=
β
θθβλ tt
dimana θ > 0, β > 0, dan 0≥t
Distribusi Weibull ini sering digunakan dalam menentukan tingkat kegagalan
atau kerusakan, yang menentukan tingkat kerusakan tersebut dari pola data yang
terbentuk adalah nilai parameter β. Nilai-nilai β yang menunjukkan laju kerusakan
terdapat dalam tabel berikut (Ebeling, p63) :
Tabel 2.1 Nilai-Nilai Parameter β Dalam Distribusi Weibull
Nilai Laju Kerusakan 0 < β <1 Pengurangan laju kerusakan (DFR) β = 1 Distribusi Eksponensial 1 < β < 2 Peningkatan laju kerusakan (IFR), Konkaf β = 2 Distribusi Rayleigh β > 2 Peningkatan laju kerusakan (IFR), Konveks 3 ≤ β Peningkatan laju kerusakan (IFR), mendekati kurva normal
Jika parameter β (parameter bentuk) mempengaruhi bentuk kurva (laju
kerusakan naik atau turun), maka parameter θ (parameter skala) mempengaruhi nilai
tengah dari pola data dan sebaran dari distribusi tersebut. Dengan bertambahnya nilai

46
θ, maka nilai reliabilitas pada waktu tertentu juga akan meningkat, yang juga berarti
menurunnya laju kerusakan.
2.8.2 Distribusi Lognormal
Dalam distribusi Lognormal dikenal adanya dua parameter yaitu s yang
merupakan parameter bentuk (shape parameter) dan tmed sebagai parameter lokasi
(location parameter) yang merupakan nilai tengah dari suatu distribusi kerusakan.
Distribusi ini dimengerti hanya untuk nilai t positif dan lebih sesuai daripada
distribusi Normal dalam hal kerusakan. Seperti halnya Weibull, distribusi Lognormal
mempunyai berbagai bentuk. Sehingga sering dijumpai bahwa data yang sesuai
dengan distribusi Weibull juga sesuai dengan distribusi Lognormal (Ebeling, p73).
Fungsi-fungsi dalam distribusi Lognormal ini antara lain (Ebeling, p73-76) :
Probability Density Function : ( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−=
2
2 ln21exp
st 21
medtt
stf
π 0≥t
Cummulative Distribution Function : ( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛Φ=
medtt
stF ln1
Reliability Function : ⎟⎟⎠
⎞⎜⎜⎝
⎛Φ−=
medtt
stR ln11)(
Hazard Rate Function : ( ) ( )
⎟⎟⎠
⎞⎜⎜⎝
⎛Φ−
=
medtt
s
tftln11
λ
Dimana s > 0, tmed > 0 dan 0≥t

47
2.8.3 Distribusi Eksponensial
Distribusi Eksponensial ini adalah distribusi yang paling populer digunakan
dalam teori keandalan. Distribusi ini digunakan untuk menghitung keandalan dari
distribusi kerusakan yang memiliki laju kerusakan konstan. Distribusi ini mempunyai
laju kerusakan yang tetap terhadap waktu, dengan kata lain probabilitas terjadinya
kerusakan tidak tergantung pada umur alat. Distribusi Eksponensial merupakan
distribusi yang paling mudah untuk dianalisa (Ebeling, p41).
Parameter yang digunakan dalam distribusi Eksponensial adalah λ, yang
merupakan rata – rata kedatangan kerusakan yang terjadi.
Fungsi-fungsi yang digunakan dalam distribusi Eksponensial antara lain
(Ebeling, p41) :
Probability Density Function : ( ) tetf λλ −=
Cummulative Distribution Function : ( ) tetF λ−−=1
Reliability Function : tetR λ−=)(
Hazard Rate Function : ( ) ( )( ) λλ ==tRtft
2.8.4 Distribusi Normal
Distribusi Normal dapat digunakan untuk memodelkan fenomena keausan
(kelelahan) atau kondisi wearout dari suatu mesin. Parameter yang digunakan adalah
μ (nilai tengah) dan σ (standar deviasi). Sebenarnya distribusi ini bukanlah distribusi

48
reliabilitas murni karena variabel acaknya memiliki range antara minus tak hingga
sampai plus tak hingga. Akan tetapi, karena hampir untuk semua nilai μ dan σ,
peluang untuk variabel acak yang memiliki nilai negatif dapat diabaikan, maka
distribusi normal dapat digunakan sebagai pendekatan yang baik untuk proses
kegagalan. Karena hubungannya dengan distribusi Lognormal, distribusi ini juga
dapat digunakan untuk menganalisa probabilitas Lognormal.
Fungsi-fungsi yang digunakan dalam distribusi Lognormal ini antara lain
(Ebeling, p69) :
Probability Density Function : ( ) ( )⎥⎦
⎤⎢⎣
⎡ −−= 2
2
21exp
21
σμ
σπttf ∞<<∞− t
Cummulative Distribution Function : ( ) ⎟⎠⎞
⎜⎝⎛ −
Φ=σμttF
Reliability Function : ⎟⎠⎞
⎜⎝⎛ −
Φ−=σμttR 1)(
Hazard Rate Function : ( ) ( )
⎟⎠⎞
⎜⎝⎛ −
Φ−=
σμ
λttft
1
2.9 Identifikasi Distribusi
Pengidentifikasian distribusi dari data waktu kerusakan dan data waktu
perbaikan yang dimiliki dapat dilakukan dalam tiga tahapan proses, yang terdiri dari :
identifikasi kandidat distribusi, estimasi parameter, dan uji Goodness Of Fit (Ebeling,
p359) .

49
2.9.1 Identifikasi Kandidat Distribusi
Identifikasi kandidat distribusi disebut juga identifikasi awal yang dapat
dilakukan dengan dua cara, yaitu Probability Plot dan metode Least-Square Curve-
Fitting (LSCF). Dengan Probability Plot dibuat grafik dengan titik-titik ( )( )ii tFt , .
Bila data tersebut menghampiri suatu distribusi, maka grafik yang terbentuk akan
berbentuk garis lurus. Probability Plot ini juga digunakan bila jumlah sampel terlalu
kecil atau data yang digunakan tidak lengkap. Namun demikian metode Least-Square
Curve-Fitting akan menjadi lebih akurat dibandingkan dengan Probability Plot,
karena tingkat subjektivitas untuk menilai kelurusan garis menjadi berkurang.
Dengan metode Least-Square Curve-Fitting, distribusi yang terpilih adalah distribusi
yang menghasilkan nilai index of fit (r) terbesar. Yang selanjutnya distribusi yang
terpilih akan digunakan untuk menghitung MTTF, MTTR, dan Reliability.
2.9.1.1 Probability Plot
Distribusi Weibull
Pembuatan Probability Plot untuk distribusi Weibull dilakukan dengan
meletakkan titik-titik berdasarkan nilai absis ( )it dan nilai ordinat
( )β
θ⎟⎠⎞
⎜⎝⎛−
−=t
etF 1 . Kemudian dibuat garis lurus AB yang
menginterpolasikan titik-titik tersebut.

50
Distribusi Lognormal
Pembuatan Probability Plot untuk distribusi Lognormal dilakukan dengan
meletakkan titik-titik berdasarkan nilai absis ( )it dan nilai ordinat
⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛= medi t
st
sz ln1ln1 . Kemudian dibuat garis lurus yang
menginterpolasikan titik-titik tersebut (Ebeling, p370).
Distribusi Eksponensial
Pembuatan Probability Plot untuk distribusi Eksponensial dilakukan
dengan meletakkan titik-titik berdasarkan nilai absis ( )it dan nilai ordinat
( )⎟⎟⎠
⎞⎜⎜⎝
⎛− itF1
1ln . Kemudian ditarik suatu garis lurus dari plot data tersebut.
Semakin dekat jarak antara titik dan garis lurus tersebut, maka semakin
cocoklah data kerusakan dengan distribusi tersebut.
Distribusi Normal
Pembuatan Probability Plot untuk distribusi Normal dilakukan dengan
meletakkan titik-titik berdasarkan nilai absis ( )it dan nilai ordinat
σμ−
=tzi . Kemudian dibuat garis lurus yang menginterpolasikan titik-
titik tersebut (Ebeling, p370) .

51
2.9.1.2 Least-Square Curve Fitting
Distribusi Weibull
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−
=
∑ ∑∑ ∑
∑ ∑∑
= == =
= ==
n
i
n
iii
n
i
n
iii
n
i
n
ii
n
iiii
weibull
yynxxn
yxyxnr
1
2
1
2
1
2
1
2
1 11
)ln( ii tx =
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
=)(1
1lnlni
i tFy
( )4,03,0
+−
=nitF i
Parameter :
b=β dan ( )βθ ae−=
Gradien :
∑ ∑
∑ ∑∑
= =
= ==
⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−=
n
i
n
iii
n
i
n
ii
n
iiii
xxn
yxyxnb
1
2
1
2
1 11
Intersep :
xbya −=
Dimana :
n = jumlah kerusakan yang terjadi
it = data ke-i

52
Distribusi Lognormal
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−
=
∑ ∑∑ ∑
∑ ∑∑
= == =
= ==
n
i
n
iii
n
i
n
iii
n
i
n
ii
n
iiii
normal
zznxxn
zxzxnr
1
2
1
2
1
2
1
2
1 11log
)ln( ii tx =
yi = zi = Φ-1[F(ti)] diperoleh dari tabel Φ(z)
( )4,03,0
+−
=nitF i
Parameter :
bs 1= dan samed et −=
Gradien :
∑ ∑
∑ ∑∑
= =
= ==
⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−=
n
i
n
iii
n
i
n
ii
n
iiii
xxn
yxyxnb
1
2
1
2
1 11
Intersep :
xbya −=
Dimana :
n = jumlah kerusakan yang terjadi
it = data ke-i

53
Distribusi Eksponensial
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−
=
∑ ∑∑ ∑
∑ ∑∑
= == =
= ==
n
i
n
iii
n
i
n
iii
n
i
n
ii
n
iiii
aleksponenti
yynxxn
yxyxnr
1
2
1
2
1
2
1
2
1 11
ii tx =
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
=)(1
1lnlni
i tFy
( )4,03,0
+−
=nitF i
Parameter :
b=λ
Gradien :
∑
∑
=
== n
ii
n
iii
xn
yxnb
1
2
1
Intersep :
xbya −=
Dimana :
n = jumlah kerusakan yang terjadi
it = data ke-i

54
Distribusi Normal
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−
=
∑ ∑∑ ∑
∑ ∑∑
= == =
= ==
n
i
n
iii
n
i
n
iii
n
i
n
ii
n
iiii
normal
zznxxn
zxzxnr
1
2
1
2
1
2
1
2
1 11
ii tx =
zi = Φ-1[F(ti)] diperoleh dari tabel Φ(z)
( )4,03,0
+−
=nitF i
Parameter :
b1=σ dan ( )ba−=μ
Gradien :
∑ ∑
∑ ∑∑
= =
= ==
⎟⎠
⎞⎜⎝
⎛−
⎟⎠
⎞⎜⎝
⎛⎟⎠
⎞⎜⎝
⎛−=
n
i
n
iii
n
i
n
ii
n
iiii
xxn
yxyxnb
1
2
1
2
1 11
Intersep :
xbya −=
Dimana :
n = jumlah kerusakan yang terjadi
it = data ke-i
55
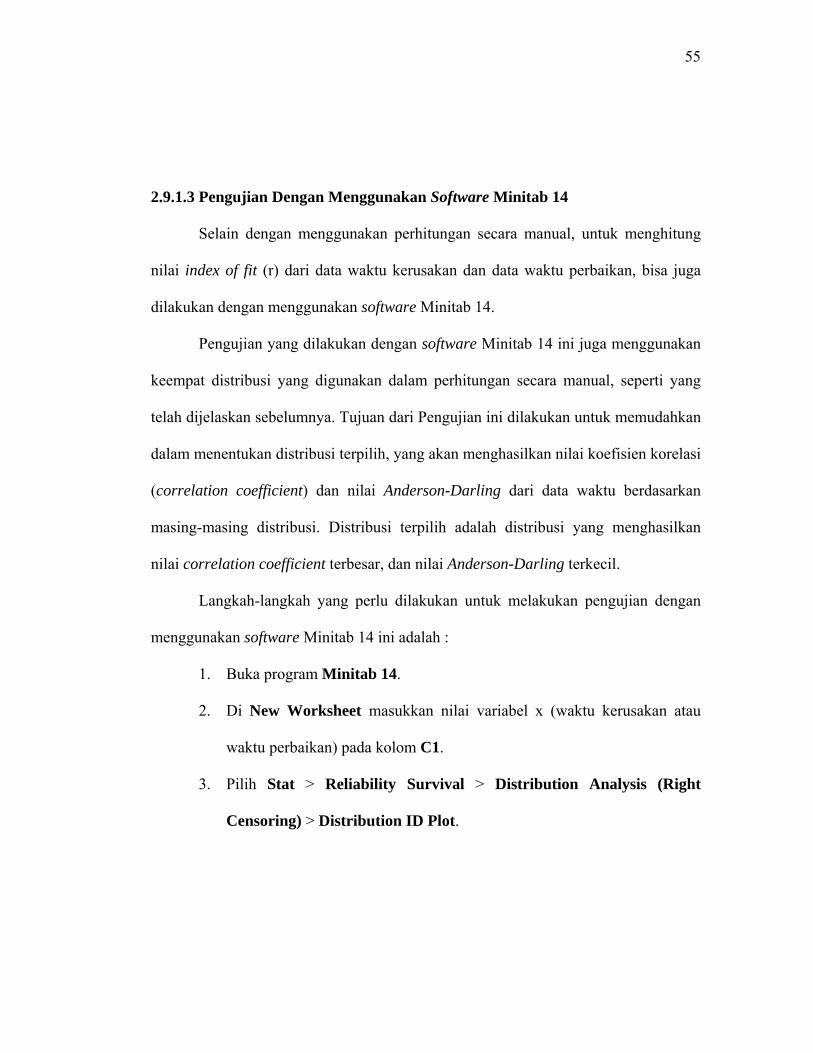
2.9.1.3 Pengujian Dengan Menggunakan Software Minitab 14
Selain dengan menggunakan perhitungan secara manual, untuk menghitung
nilai index of fit (r) dari data waktu kerusakan dan data waktu perbaikan, bisa juga
dilakukan dengan menggunakan software Minitab 14.
Pengujian yang dilakukan dengan software Minitab 14 ini juga menggunakan
keempat distribusi yang digunakan dalam perhitungan secara manual, seperti yang
telah dijelaskan sebelumnya. Tujuan dari Pengujian ini dilakukan untuk memudahkan
dalam menentukan distribusi terpilih, yang akan menghasilkan nilai koefisien korelasi
(correlation coefficient) dan nilai Anderson-Darling dari data waktu berdasarkan
masing-masing distribusi. Distribusi terpilih adalah distribusi yang menghasilkan
nilai correlation coefficient terbesar, dan nilai Anderson-Darling terkecil.
Langkah-langkah yang perlu dilakukan untuk melakukan pengujian dengan
menggunakan software Minitab 14 ini adalah :
1. Buka program Minitab 14.
2. Di New Worksheet masukkan nilai variabel x (waktu kerusakan atau
waktu perbaikan) pada kolom C1.
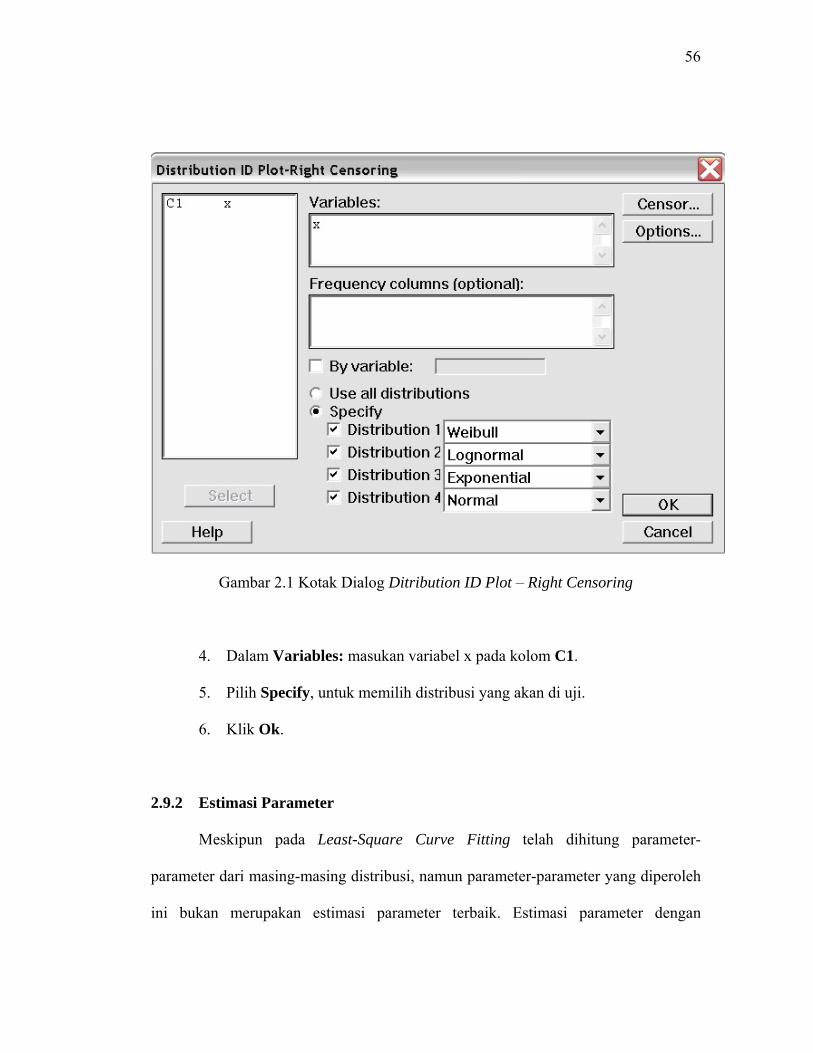
3. Pilih Stat > Reliability Survival > Distribution Analysis (Right
Censoring) > Distribution ID Plot.
56
Gambar 2.1 Kotak Dialog Ditribution ID Plot – Right Censoring
4. Dalam Variables: masukan variabel x pada kolom C1.
5. Pilih Specify, untuk memilih distribusi yang akan di uji.
6. Klik Ok.
2.9.2 Estimasi Parameter
Meskipun pada Least-Square Curve Fitting telah dihitung parameter-
parameter dari masing-masing distribusi, namun parameter-parameter yang diperoleh
ini bukan merupakan estimasi parameter terbaik. Estimasi parameter dengan

57
Maximum Likehood Estimator (MLE) memberikan hasil estimasi yang lebih akurat.
Estimasi parameter untuk tiap-tiap distribusi menggunakan perhitungan sebagai
berikut, yaitu :
Distribusi Weibull
( )( )
( )0ln11
lnln
1
1
1 =−−−+
−+= ∑
∑
∑−
=
=r
ii
iri
ri
r
ii
trtrnt
ttrnttg
β
ββ β
ββ
ββ
dimana :
r = jumlah kerusakan
it = data waktu kerusakan ke-i
n = jumlah data
rt = waktu kerusakan ke-r
( )β
ββθ
1
1
1
⎭⎬⎫
⎩⎨⎧
⎥⎦
⎤⎢⎣
⎡ −+= ∑=
r
isi trnt
r
Distribusi Lognormal
∑=
=n
i
i
nt
1
lnμ
μetmed =
( )
n
ts
n
ii∑
=
−= 1
ln μ

58
dimana :
it = data waktu kerusakan ke-i
n = jumlah data
Distribusi Eksponensial
Tr
=λ
dimana : r = jumlah kerusakan
Distribusi Normal
n
tt
n
ii
i
∑=== 1μ ;
( )n
sn 21−=σ ;
dengan, ( )∑= −
−=
n
i
ii
ntts
1
2
1
dimana :
it = data waktu kerusakan ke-i
n = jumlah data
2.9.3 Goodness Of Fit Test ( Uji Kebaikan Suai)
Langkah terakhir dalam pengidentifikasian distribusi adalah dengan
melakukan uji statistik yaitu goodness of fit test. Uji ini membandingkan antara
hipotesis nol (H0) yang menyatakan bahwa data mengikuti distribusi terpilih dan

59
hipotesis alternatif (H1) yang menyatakan bahwa data waktu tidak mengikuti
distribusi terpilih.
Pengujian ini merupakan perhitungan statistik yang didasarkan pada sampel
data waktu kerusakan dan perbaikan. Statistik ini kemudian dibandingkan dengan
nilai kritik yang diperoleh dari tabel. Secara umum, apabila nilai yang didapat dari
pengujian statistik ini kurang dari nilai kritik tabel, maka H0 diterima. Sebaliknya,
jika nilai pengujian statistik ini lebih besar daripada nilai kritik tabel, maka H1 yang
diterima.
Pada dasarnya ada terdapat dua jenis uji kebaikan suai, yaitu uji umum
(general test) merupakan uji yang dapat digunakan untuk menguji beberapa
distribusi, yaitu uji Chi-Square. Sedangkan uji khusus (specific test) yaitu masing-
masing uji hanya dapat digunakan untuk menguji satu atau dua jenis distribusi. Uji
khusus ini terdiri dari Barlett’s Test, Mann’s Test, dan Kolmogorov-Smirnov Test.
Dibandingkan dengan uji umum, uji khusus akan lebih akurat dalam menolak suatu
distribusi yang tidak sesuai.
2.9.3.1 Mann’s Test untuk Distribusi Weibull
Mann’s Test merupakan uji spesifik untuk distribusi Weibull yang
dikembangkan oleh Mann, Schafer, dan Singpurwalla (1974). Hipotesa untuk
melakukan uji ini adalah (Ebeling, p400) :
H0 : Data berdistribusi Weibull
H1 : Data tidak berdistribusi Weibull

60
Uji statistiknya adalah :
( )
( )∑
∑
=
+
−
+=
+
⎥⎦
⎤⎢⎣
⎡ −
⎥⎦
⎤⎢⎣
⎡ −
=1
1
12
1
11
11
lnln
lnln
k
i i
ii
r
ki i
ii
Mtt
k
Mtt
kM
Dimana,
⎥⎦⎥
⎢⎣⎢=21rk ⎥⎦
⎥⎢⎣⎢ −
=2
12
rk
Mi = Zi+1 - Zi
Zi = ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
+−
−−25.05.01lnln
ni
Dimana :
M = uji statistik untuk Mann’s Test
i = nomor data (1,2,3,...,n)
ti = data waktu ke-i
ti+1 = data waktu ke-(i+1)
Xi = bilangan integer dari x
r,n = jumlah data yang diamati
Mi = nilai pendekatan Mann untuk data ke-i
Mα,k1,k2 = nilai Mtabel distribusi Weibull tabel distribusi F
(v1 = k1 dan v2 = k2)
Jika nilai Mhitung < Mtabel (α,k1,k2) maka H0 diterima, dan tolak H1, begitu juga
sebaliknya jika Mhitung > Mtabel (α,k1,k2) maka terima H1 dan tolak H0.

61
2.9.3.2 Barlett’s Test untuk Distribusi Eksponensial
Hipotesa untuk melakukan uji ini adalah (Ebeling, p399):
H0 : Data kerusakan berdistribusi Eksponensial
H1 : Data kerusakan tidak berdistribusi Eksponensial
Uji statistiknya adalah :
rr
tR
tR
rB
r
ii
r
ii
6)1(1
ln11ln211
++
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛
=∑∑==
Wilayah Kritik :
2
1,2
2
1,2
1−−
− <<rr
XBX αα ; 1−= rv
Dimana :
ti = data waktu ke-i
r = jumlah kerusakan
B = nilai uji statistik untuk Bartlett’s Test
v = derajat bebas
2
1,2
2
1,2
1 ,−−
− rr αα χχ = nilai tabel distribusi Eksponensial
tabel distribusi chi-square
Jika B jatuh dalam wilayah kritik maka H0 diterima dan tolak H1, begitu pula
sebaliknya, jika nilai perhitungan B jatuh di luar wilayah kritik, maka terima H1 dan
tolak H0.

62
2.9.3.3 Kolmogorov-Smirnov Test untuk Distribusi Normal dan Lognormal
Kolmogorov-Smirnov Test merupakan uji spesifik untuk distribusi Normal dan
Lognormal yang dikembangkan oleh H. W. Lilliefors (1967). Hipotesa untuk
melakukan uji ini adalah (Ebeling, p402) :
H0 : Data kerusakan berdistribusi Normal atau Lognormal
H1 : Data kerusakan tidak berdistribusi Normal atau Lognormal
Uji statistiknya adalah : Dn = max{D1,D2}
Dimana,
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧ −
−⎟⎟⎠
⎞⎜⎜⎝
⎛ −Φ=
≤≤ ni
stt
D i
ni
1max11
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎟⎟⎠
⎞⎜⎜⎝
⎛ −Φ−=
≤≤ stt
niD i
ni12 max
∑=
=n
i
i
nt
t1
ln dan
1
)(ln1
2
2
−
−=∑=
n
tts
n
ii
Dimana :
ti = data waktu ke-i
t = rata-rata data waktu
s = standar deviasi
n = banyaknya data
Jika Dn < Dkritis maka terima H0 dan tolak H1, dan begitu pula sebaliknya, jika
Dn > Dkritis, maka terima H1 dan tolak H0.. Nilai Dkritis diperoleh dari tabel critical
value for the Kolmogorov-Smirnov test for normality (Lilliefors Test).

63
2.9.3.4 Pengujian Dengan Menggunakan Software Minitab 14
Selain dengan menggunakan perhitungan secara manual, untuk dapat
mengetahui kesesuaian distribusi dari data waktu kerusakan dan data waktu
perbaikan, bisa juga dilakukan dengan menggunakan software Minitab 14.
Pengujian yang dilakukan dengan software Minitab 14 ini juga menggunakan
keempat distribusi yang digunakan dalam perhitungan secara manual, seperti yang
telah dijelaskan sebelumnya. Tujuan dari Pengujian ini dilakukan untuk memudahkan
dalam menentukan distribusi terpilih, yang akan menghasilkan nilai P-Value dan nilai
Anderson-Darling dari data waktu berdasarkan masing-masing distribusi. Distribusi
terpilih adalah distribusi yang menghasilkan nilai P-Value terbesar, dan nilai
Anderson-Darling terkecil. Karena semakin besar nilai P-Value, dan semakin kecil
nilai Anderson-Darling, maka data akan semakin mengikuti distribusi tersebut. Selain
itu, data dikatakan mengikuti suatu distribusi tertentu, memiliki nilai P-Value yang
lebih besar dari nilai α.
Langkah-langkah yang perlu dilakukan untuk melakukan pengujian dengan
menggunakan software Minitab 14 ini adalah :
1. Buka program Minitab 14.
2. Di New Worksheet masukkan nilai variabel x (waktu kerusakan atau
waktu perbaikan) pada kolom C1.
3. Pilih Stat > Quality Tools > Individual Distribution Identification.

64
Gambar 2.2 Kotak Dialog Individual Distribution Identification
4. Dalam Data are aranged as, pilih Single column, dan masukan variabel
x pada kolom C1.
5. Pilih Specify, untuk memilih distribusi yang akan di uji.
6. Klik Ok.
2.10 Nilai Tengah Dari Data Waktu Kerusakan (Mean Time To Failure)
Mean time to failure (MTTF) merupakan rata – rata selang waktu kerusakan
dari suatu distribusi kerusakan dimana rata-rata waktu ini merupakan nilai yang
diharapkan (expected value) dari unit-unit identik yang beroperasi pada kondisi

65
normal. MTTF yang sering digunakan untuk menyatakan angka ekspektasi E(t)
didefinisikan oleh probability distribution function f(t) (Ebeling, p24;35), yaitu
sebagai berikut :
MTTF = E(t) = ; ∫∞
0
)(. dttft
untuk, ( ) ( ) ( )dt
tdRdt
tdFtf −== ;
sehingga, MTTF = ( )dttR∫∞
0
Distribusi Weibull
MTTF = ⎟⎟⎠
⎞⎜⎜⎝
⎛+Γβ
θ 11.
dimana, ⎟⎟⎠
⎞⎜⎜⎝
⎛+Γβ11 =Γ )(x tabel fungsi Gamma.
Distribusi Lognormal
MTTF = 2
2
.s
med et
Distribusi Eksponensial
MTTF = λ1
Distribusi Normal
MTTF = μ

66
2.11 Nilai Tengah Dari Data Waktu Perbaikan (Mean Time To Repair)
Untuk dapat menghitung dan menentukan rata-rata atau nilai tengah dari
fungsi probabilitas untuk data waktu perbaikan, perlu diketahui terlebih dahulu
distribusi data perbaikannya. Distribusi yang sering digunakan untuk data waktu
perbaikan adalah distribusi Eksponensial dan Lognormal. Penentuan atau pengujian
ini dilakukan dengan cara yang sama dengan yang sudah dijelaskan sebelumnya.
MTTR diperoleh dengan menggunakan rumus (Ebeling, p192):
MTTR = ; ( )∫∫∞∞
−=00
)(1)( dttHdttth
dimana :
h(t) = fungsi kepadatan peluang untuk data waktu perbaikan (TTR)
H(t) = fungsi distribusi kumulatif untuk data waktu perbaikan (TTR)
Distribusi Lognormal
MTTR = 2
2
.s
med et
Distribusi Eksponensial
MTTR = λ1
2.12 Model Penentuan Interval Waktu Penggantian Pencegahan Optimal
Model penentuan penggantian pencegahan berdasarkan kriteria minimasi
downtime dilakukan dengan tujuan untuk menentukan waktu terbaik dilakukannya

67
penggantian pencegahan guna meminimalkan total downtime per satuan waktu.
Penggantian dilakukan untuk menghindari terhentinya mesin akibat kerusakan
komponen. Model ini digunakan untuk mengetahui interval waktu penggantian
pencegahan yang optimal sehingga meminimasi total downtime.
Model penentuan interval waktu penggantian pencegahan berdasarkan kriteria
minimasi downtime, konstruksi modelnya yaitu :
Tf = downtime yang dibutuhkan untuk melakukan penggantian kerusakan.
Tp = downtime yang dibutuhkan untuk melakukan penggantian pencegahan.
f(t) = fungsi kepadatan probabilitas waktu kerusakan.
Terdapat dua macam model perawatan untuk penggantian pencegahan
berdasarkan kriteria minimasi downtime yaitu sebagai berikut :
Block Replacement
Pada model ini, tindakan penggantian dilakukan pada suatu interval yang
tetap. Penerapan model ini adalah dengan melakukan penggantian
kerusakan yang terjadi pada interval (0 , tp) dengan mengabaikan adanya
penggantian yang terjadi selama selang interval waktu tersebut, serta
melakukan penggantian pencegahan pada setiap selang waktu tp secara
konstan (Jardine, p95).
Jika pada selang waktu tp tidak terdapat kerusakan, maka tindakan
penggantian dilakukan pada suatu interval tp yang tetap. Jika sistem rusak
sebelum jangka waktu tp, maka dilakukan penggantian kerusakan dan

68
penggantian selanjutnya akan tetap dilakukan pada saat tp dengan
mengabaikan penggantian perbaikan sebelumnya.
Gambar 2.3 Block Replacement Model
Model ini memungkinkan terjadinya penggantian dalam kurun waktu yang
berdekatan, dimana komponen yang baru dipasang setelah penggantian
kerusakan harus mengalami penggantian lagi pada saat tiba waktunya
penggantian pencegahan.
( )siklus Panjang
pencegahan npenggantia downtime kerusakan downtime Ekspektasi +=tpD
( ) ( )( )pp
pfp
TtTTtH
tpD+
+=

69
dimana :
tp = interval waktu penggantian pencegahan
D(tp) = downtime persatuan waktu
H(tp) = ekspektasi jumlah kerusakan pada interval (0,t)
Tf = downtime yang terjadi karena penggantian kerusakan.
Tp = downtime yang terjadi karena penggantian pencegahan
Age Replacement
Pada model ini tindakan penggantian pencegahan dilakukan tergantung
pada umur pakai komponen atau pada saat pengoperasiannya sudah
mencapai umur yang ditetapkan yaitu sebesar tp. Jika pada selang waktu
tp tidak terdapat kerusakan, maka dilakukan penggantian sebagai tindakan
preventif. Perhitungan umur tindakan penggantian tp dimulai dari awal
lagi dengan mengambil acuan dari waktu mulai bekerjanya sistem kembali
setelah dilakukan tindakan perawatan preventif tersebut. Apabila sebelum
mencapai waktu penggantian pencegahan tp yang telah ditetapkan
sebelumnya, maka siklus kerusakan ini diakhiri dengan kegiatan
penggantian kerusakan.

70
Gambar 2.4 Age Replacement Model
Total downtime per unit waktu untuk penggantian pencegahan pada saat tp
didenotasikan dengan D (tp) yaitu : (Jardine, p96)
siklus panjang ekspektasisiklusper downtime ekspektasi Total)( =tpD
Total ekspektasi downtime per siklus (EDS)
( ))(1)(. tpRTftpRTpEDS −⋅+=
Ekspektasi panjang siklus kerusakan (EPS)
( ) ( ))(1.)()().( tpRTftpMtpRTptpEPS −+++=
sehingga,
))(1).())(()().())(1()(.
)(tpRTtpMtpRTtp
tpRTftpRTtpD
fp
p
−+++
−⋅+=
dan
A(tp) = 1-D(tp)min

71
dimana :
tp = interval waktu penggantian pencegahan
Tf = downtime yang terjadi karena penggantian kerusakan.
Tp = downtime yang terjadi karena penggantian pencegahan
F(t) = fungsi distribusi interval antar kerusakan yang terjadi
R(tp) = probabilitas terjadinya penggantian pencegahan pada saat tp
M(tp) = waktu rata-rata terjadinya kerusakan jika penggantian
pencegahan dilakukan pada tp
D(tp) = downtime persatuan waktu
D(tp)min = downtime terkecil persatuan waktu
A(tp) = nilai tingkat ketersediaan (availability)
2.13 Penentuan Frekuensi Pemeriksaan Optimal
Selain penggantian pencegahan, juga perlu dilakukan tindakan pemeriksaan
yang dilakukan secara berkala, dengan tujuan untuk meminimasi total downtime
mesin. Dengan meminimasi total downtime mesin, maka jumlah kerusakan mesinpun
dapat dikurangi. Konstruksi model interval waktu pemeriksaan optimal tersebut
adalah : ( Jardine, p108)
1/μ = Waktu rata-rata perbaikan
1/ i = Waktu rata-rata pemeriksaan

72
Total downtime per satuan waktu merupakan fungsi dari frekuensi
pemeriksaan ( n ) dan didenotasikan dengan D(n) yakni ( Jardine, p109) :
( ) ( ) ff TnTnnD ⋅+⋅= λ
innnD +=
μλ )()(
( )in
nknD +×
=μ
dimana :
D(n) = downtime perbaikan kerusakan + downtime pemeriksaan
)(nλ = laju kerusakan yang terjadi
n = jumlah pemeriksaan per satuan waktu
μ = berbanding terbalik dengan 1/μ
i = berbanding terbalik dengan 1/ i
Diasumsikan laju kerusakan berbanding terbalik dengan jumlah pemeriksaan :
nkn /)( =λ
dan karena : ( Jardine, p109 )
innnD +=
μλ )()(
maka : 2/)( nkn −=λ
dan : in
nnD 1)()( 2' +−=
μλ
73
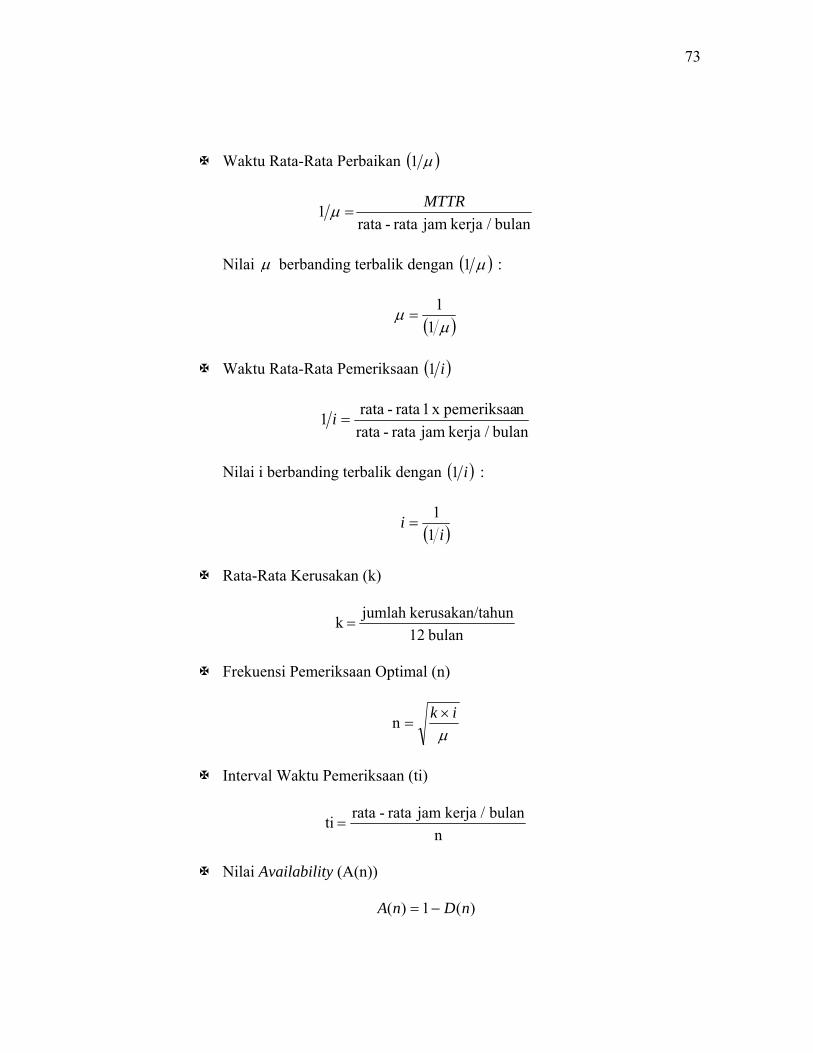
Waktu Rata-Rata Perbaikan ( )μ1
bulankerja / jamrata -rata1 MTTR
=μ
Nilai μ berbanding terbalik dengan ( )μ1 :
( )μμ1
1=
Waktu Rata-Rata Pemeriksaan ( )i1
bulankerja / jamrata -ratanpemeriksaax 1rata -rata1 =i
Nilai i berbanding terbalik dengan ( )i1 :
( )ii11
=
Rata-Rata Kerusakan (k)
bulan12tahunkerusakan/ jumlah k =
Frekuensi Pemeriksaan Optimal (n)
μik ×
=n
Interval Waktu Pemeriksaan (ti)
nbulankerja / jamrata -rata ti =
Nilai Availability (A(n))
)(1)( nDnA −=

74
2.14 Perhitungan Reliability Tanpa Preventive Maintenance dan dengan
Preventive Maintenance
Berdasarkan sistem yang ada peningkatan keandalan (Reliability) sering
dicapai dengan program Preventive Maintenence. Preventive Maintenence ini dapat
mengurangi kerusakan karena usia yang sudah tua atau sudah saatnya mengalami
kerusakan (wear-out) dan mempunyai pengaruh yang besar dalam umur ekonomis
suatu peralatan dan sistem.
Peningkatan kehandalan dapat ditempuh dengan cara perawatan pencegahan.
Preventive maintenance dapat mengurangi pengaruh wear-out mesin atau komponen
dan menunjukkan hasil yang cukup signifikan terhadap umur mesin. model
kehandalan berikut mengasumsikan sistem kembali ke kondisi baru setelah menjalani
perawatan pencegahan. Keandalan pada saat t dinyatakan sebagai berikut :
Rm(t) = R(t) untuk 0 ≤ t < T
Rm(t) = R(T).R(t-T) untuk T ≤ t < 2T
dimana :
T = interval waktu penggantian pencegahan kerusakan
t = waktu operasional mesin
Rm(t) = kehandalan (reliability) dari sistem dengan preventive maintenance
R(t) = kehandalan (reliability) dari sistem tanpa preventive maintenance
R(T) = peluang dari kehandalan hingga preventive maintenance pertama
R(t-T) = peluang dari kehandalan antara waktu t-T setelah sistem
dikembalikan pada kondisi awal pada saat T.

75
Secara umum persamaannya adalah :
)( R(T) (t) m n nTtRR −⋅=
untuk nT ≤ t ≤ (n+1)T, dimana n = 1,2,3,…dst
dimana :
T = Age Replacement
n = Jumlah Penggantian ke n
R(t) = Keandalan sebelum dilakukan perawatan ( saat ini )
= Probabilitas keandalan hingga mulai dilakukannya perawatan n(T)R
nT)-(tR = Probabilitas reliability untuk waktu t-nT dari tindakan
preventive maintenance yang terakhir.
Rm(t) = Keandalan setelah dilakukan Preventive Maintenance
Distribusi Weibull
( )β
θ⎟⎠⎞
⎜⎝⎛−
=t
etR
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−=
β
θTnTR n exp
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −
−=−β
θnTtnTtR exp

76
)( R(T) (t) m n nTtRR −⋅=
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −
−⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−=
ββ
θθnTtTntRm expexp
Distribusi Lognormal
⎟⎟⎠
⎞⎜⎜⎝
⎛Φ=
medttR ln
s1 -1 (t)
n
medtT
sR ⎥
⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛Φ−= ln11 (T) n
⎟⎟⎠
⎞⎜⎜⎝
⎛ −Φ=
medtnTtR ln
s1 - 1 nT)-(t
)( R(T) (t) m n nTtRR −⋅=
( ) ⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛ −Φ−⎥
⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛Φ−=
med
n
medm t
nTtst
Ts
tR ln11ln11
Distribusi Eksponensial
Untuk laju kerusakan yang konstan, maka :
tetR λ−=)(
Rm(t) = ( ) ( )nTttnt ee −−− λλ
Rm(t) = nttnt eee λλλ ⋅⋅ −−
Rm(t) = e tλ−
Rm(t) = R(t)

77
Distribusi Normal
⎟⎠⎞
⎜⎝⎛ −
Φ−=σμttR 1)(
( )n
n TTR ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −
Φ−=σμ1
( ) ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −−
Φ−=−σ
μnTtnTtR 1
)( R(T) (t) m n nTtRR −⋅=
( ) ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −−
Φ−⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −
Φ−=σ
μσμ nTtTtR
n
m 11
Hal ini membuktikan bahwa distribusi eksponensial, yang memiliki laju
kerusakan konstan, bila dilakukan preventive maintenance tidak akan menghasilkan
dampak apapun. Sehingga, tidak ada peningkatan reliability seperti yang diharapkan,
karena Rm(t) = R(t).
2.15 Perhitungan Biaya Kerusakan (Failure Cost), Biaya Pemeliharaan
(Preventive Cost), dan Biaya Total (Total Cost)
Biaya Pemeliharaan (Preventive Cost) merupakan biaya yang timbul karena
adanya perawatan mesin yang memang sudah dijadwalkan dan direncanakan.
Sedangkan Biaya Kerusakan (Failure Cost) adalah biaya yang timbul karena terjadi
78
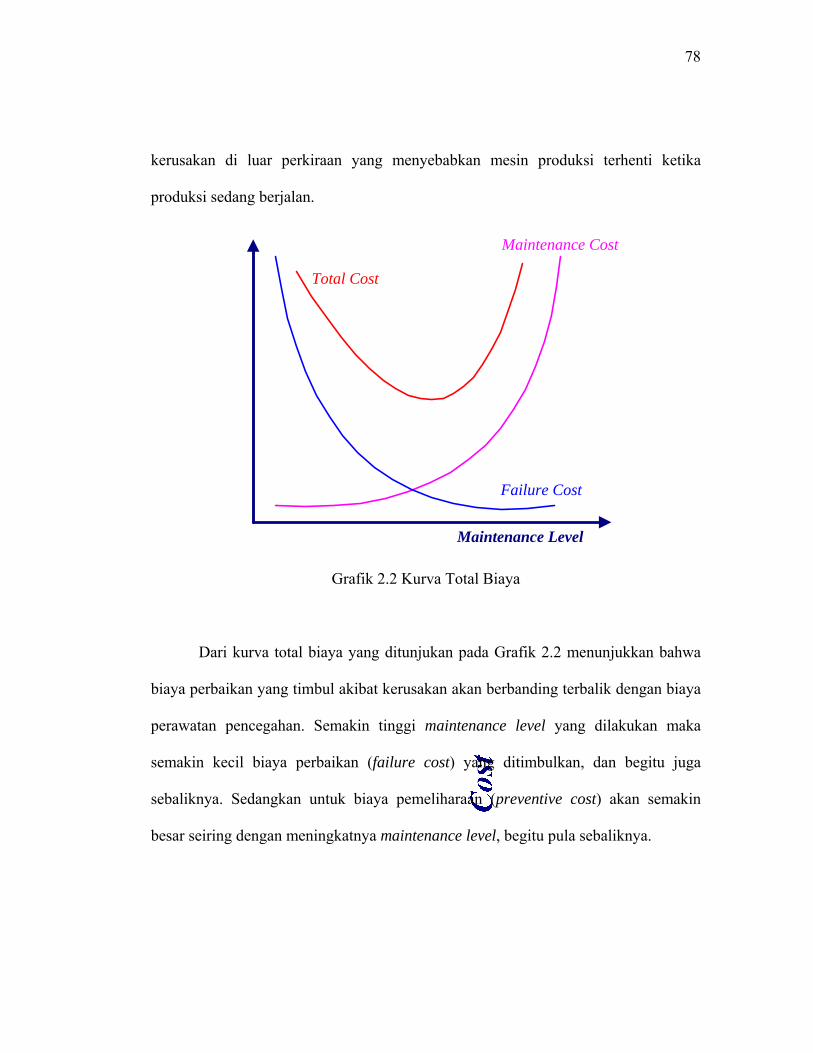
kerusakan di luar perkiraan yang menyebabkan mesin produksi terhenti ketika
produksi sedang berjalan.
Maintenance Level
Failure Cost
Maintenance Cost
Total Cost
Grafik 2.2 Kurva Total Biaya
Dari kurva total biaya yang ditunjukan pada Grafik 2.2 menunjukkan bahwa
biaya perbaikan yang timbul akibat kerusakan akan berbanding terbalik dengan biaya
perawatan pencegahan. Semakin tinggi maintenance level yang dilakukan maka
semakin kecil biaya perbaikan (failure cost) yang ditimbulkan, dan begitu juga
sebaliknya. Sedangkan untuk biaya pemeliharaan (preventive cost) akan semakin
besar seiring dengan meningkatnya maintenance level, begitu pula sebaliknya.
79
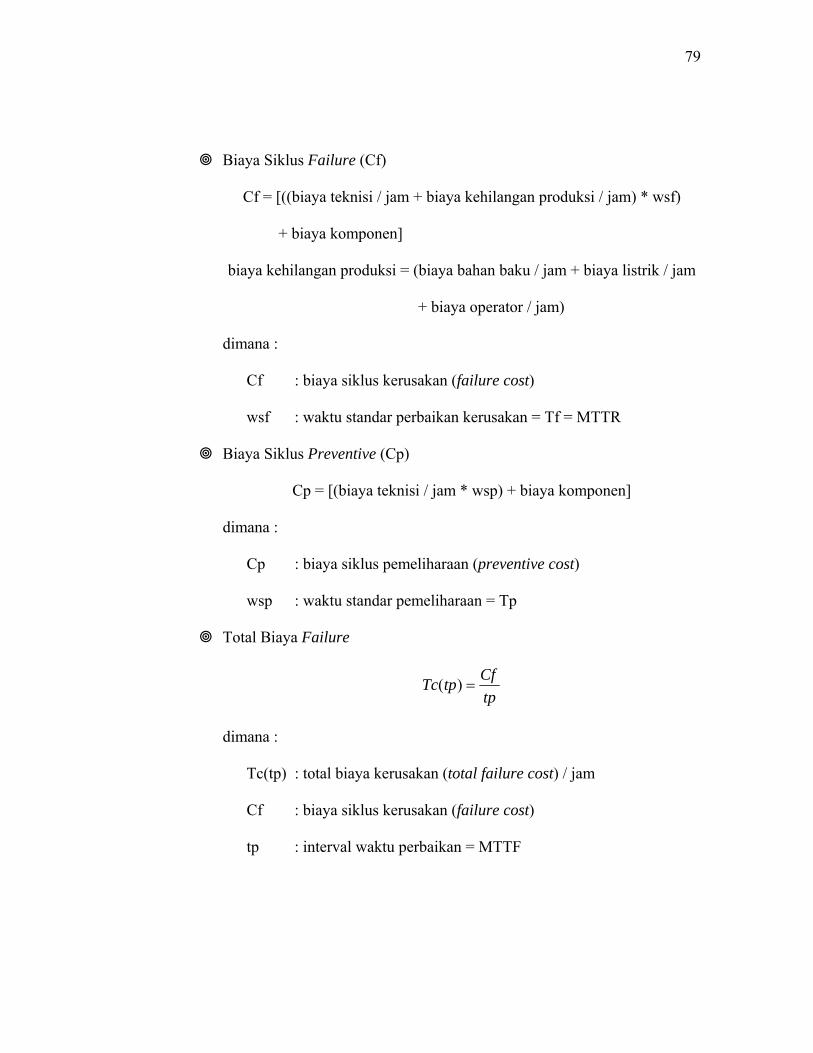
Biaya Siklus Failure (Cf)
Cf = [((biaya teknisi / jam + biaya kehilangan produksi / jam) * wsf)
+ biaya komponen]
biaya kehilangan produksi = (biaya bahan baku / jam + biaya listrik / jam
+ biaya operator / jam)
dimana :
Cf : biaya siklus kerusakan (failure cost)
wsf : waktu standar perbaikan kerusakan = Tf = MTTR
Biaya Siklus Preventive (Cp)
Cp = [(biaya teknisi / jam * wsp) + biaya komponen]
dimana :
Cp : biaya siklus pemeliharaan (preventive cost)
wsp : waktu standar pemeliharaan = Tp
Total Biaya Failure
tpCftpTc =)(
dimana :
Tc(tp) : total biaya kerusakan (total failure cost) / jam
Cf : biaya siklus kerusakan (failure cost)
tp : interval waktu perbaikan = MTTF

80
Total Biaya Preventive
( ) ( )( )( ) ( )( )tpRtftpRtp
tpRCftpRCptpTc−+×−+×
=11)(
dimana :
Tc(tp) : total biaya pemeliharaan (total preventive cost) / jam
Cf : biaya siklus kerusakan (failure cost)
Cp : biaya siklus pemeliharaan (preventive cost)
tp : interval waktu preventive = T = Age Replacement
tf : merupakan nilai MTTF
R(tp) : merupakan nilai reliability saat tp




















