
BAB 1 , 2, 3 Daftar pustaka new bgt.docx
39
BAB I PENDAHULUAN A. Latar Belakang Kerja Industri (Prakerin) Batam adalah kota industri dengan kemajuan pesat. Melihat perkembangan kota Batam dari tahun ke tahun , pemerintah mengeluarkan keputusan bahwa Batam mendapat hak istimewa dengan dikeluarkan FTZ demi mendorongnya perusahaan asing untuk menanam modalnya di Batam dan untuk meningkatkan taraf hidup Masyarakat Batam. Untuk menuju dunia perindustrian dan perdagangan yang lebih maju, banyak dibutuhkan tenaga-tenaga kerja yang berkualitas, yaitu tenaga kerja yang terdidik, memilki keterampilan, kemampuan, pengalaman, dan pendidikan serta loyalitas yang tinggi terhadap pekerjanya.
-
Upload
abyan-adam-harazuku -
Category
Documents
-
view
106 -
download
5
Transcript of BAB 1 , 2, 3 Daftar pustaka new bgt.docx

BAB I
PENDAHULUAN
A. Latar Belakang Kerja Industri (Prakerin)
Batam adalah kota industri dengan kemajuan pesat. Melihat perkembangan kota
Batam dari tahun ke tahun , pemerintah mengeluarkan keputusan bahwa Batam
mendapat hak istimewa dengan dikeluarkan FTZ demi mendorongnya perusahaan
asing untuk menanam modalnya di Batam dan untuk meningkatkan taraf hidup
Masyarakat Batam.
Untuk menuju dunia perindustrian dan perdagangan yang lebih maju, banyak
dibutuhkan tenaga-tenaga kerja yang berkualitas, yaitu tenaga kerja yang terdidik,
memilki keterampilan, kemampuan, pengalaman, dan pendidikan serta loyalitas yang
tinggi terhadap pekerjanya.
B. Tujuan Siswa Prakerin
Untuk m emenuhi tunutan dunia industri, maka pemerintah bekerjasama dengan
Sekolah Menengah Kejuruan yang ada di seluruh Indonesia menerapkan kegaiatan
Praktek Kerja Industri atau Prakerin.
Sekolah Menengah Kejuruan Negeri (SMKN) 1 Batam merupakan salah satu
Sekolah Menengah Kejuruan yang juga bekerjasama dengan pemerintah dan
perusahaan. Tujuan pokok dari SMKN 1 Batam yaitu menghasilkan tenaga kerja muda
yang terampil, berwawasan, dan siap pakai agar dapat langsung bekerja untuk
memenuhi tuntutan dunia industry.
Program Praktek Kerja Industri (PRAKERIN) selam enan bulan yang dilakukan olek
SMKN 1 Batam bertujuan untuk :
1. Memberikan latihan dan pengalaman kerja, agar siswa mamiliki pengalaman
dan keterampilan dalam melakukan setiap pekerjaan.
2. Salah satu syarat untuk mengikuti Ujian Nasional (UN) produktif.
3. Untuk memenuhi program belajar di Sekolah Menengah Kejuruan (SMK).
4. Dapat membandingkan antara teori yang diberikan disekolah dengan ilmu yang
di dapat didunia industry.
5. Menciptakan tenaga kerja yang terampil dan siap pakai yang dapat dijadikan
modal utama memasuki dunia industry.
C. Alasan Pemilihan Judul
Saat ini kemajuan teknologi merupakan sesuatu yang tidak dapat dihindarkan.
Semuanya ini menuntut dan memerlukan sumber daya manusia yang terampil dan
professional serta mampu berinteraksi dalam dunia industry seperti prakerin.
Prakerin adalah salah satu program menengah kejuruan (SMK) yang wajib
dilaksanakan. Kegiatan ini bertujuan supaya siswa-siswi dapat membandingkan antara
teori yang dipelajari sekolah dengan praktek kerja yang dilaksanakan di perusahan.
Siswa-siswi yang telah melaksanakan praktek keja industri diwajibkan untuk
menyusun karya tulis yang berfungsi sebagai salah satu pertanggung jawaban penulis
selama prakerin.
Penulis memilih judul “PROSES PENGECEKAN HOUSING IB-CE-YO188 PADA
MESIN NISSEI INJECTION MOULDING”.
D. Pembatasan Masalah
Setelah mencari dan menimbang pada saat Praktek Kerja Industri di PT Noble Batam
selama enam bulan, maka penulis memilih judul “PROSES PENGECEKAN HOUSING IB-
CE-YO118 PADA MESIN NISSEI INJECTION MOULDING” . Dengan alasan materi yang
penulis sajikan laporan selama di PT Noble Batam.
Pada laporan ini, penulis membatasi masalah yang disajikan, sehingga masalah tidak
terlalu luas. Oleh karena itu penulis akan membahas hal-hal sebagai berikut :
1. Mengenal mesin Nissei Injection Moulding.
2. Proses kerja dan langkah kerja.
E. Tujuan Penulisan
Di buatnya laporan ini agar para siswa prakerin dapat mengerti akan pekerjaan
yang dilakukan. Dengan tujuan untuk mengetahui apa saja yang dilakukan selama
prakerin yang ditempatkan sesuai instruksi selama di perusahaan untuk menambah
pengetahuan.
Tujuan panulis tentang cara kerja pada mesin nissei injection moulding tersebut , untuk
mengetahui bagaimana cara kerja atau langkah kerja pada mesin tersebut.
F. Teknik Pengumpulan Data
Agar laporan ini dapat tersusun dengan data yang baik dan akurat, maka data
dikumpulkan dengan cara :
1. Mencari sumber-sumber buku.
2. Melihat dan mengamati system kerja mesin.
3. Mengikuti intruksi yang dijelaskan.
Dari data tersebut terkadang ada yang harus di perhatikan untuk ketelitian selama
pengecekan housing dari cetakan mesin setelah pendingin atau aging.

BAB II
TINJAUAN UMUM PT NOBLE BATAM
A. Sejarah Singkat Berdirinya PT Noble Batam
PT Noble Batam berdiri pada tahun 1994. Pada mulanya PT Noble Batam
menyewa sebuah gedung pada tanggal 18 Februari 1994. PT Noble Batam berdomisili
dikawasan Industri Batamindo Muka Kuning yang terletak di Jl.Gaharu Lot.103-103A.
Mulai berdiri sampai saat ini PT Noble Batam mengalami empat kali pergantian
Presiden Direktur, Presiden Direktur yang pertama bernama Mr.Nobuyuki Kitamura,
kemudian digantikan oleh Mr.Akira Kurihara, setelah itu dipimpin oleh Mr.Hiroshi
Horaguchi, kemudian Mr.Fumio Yuzawa, dan kini Mr.Takeuchi Hiroyuki yang menjadi
Presiden Direktur di PT Noble Batam.
Induk peusahaan PT Noble Batam berada di Jepang, dengan nama TEIKOKU
TSUSHIN KOGYO CO. LTD Jepang, PT Noble Batam berdiri pada tanggal 18 February
1994 atas dasar Hukum Notaris :
1. Maria Anastasia Halim,SH (07 Maret 1994) Keputusan RI pada tanggal 28 Desember
1993 No. 13232/pres/12/93(Januari 1994)
2. Persetujuan RI No.34/i/pma/94
Atas Dasar Hukum Anastasia Halim,SH. Pada bulan Maret 2000 PT Noble Batam
mempunyai dua buah gedung dan mempunyai sekitar 771 karyawan, diantaranya 187
karyawan permanen dan sisanya kontrak.
B. Stuktur Organisasi
Yang dimaksud Struktur Oraganisasi adalah Suatu pengelompokan aktifitas
yang menunjukkan penjabat / karyawan maupun bidang kerja satu sama lain,
sehinnga dapat menunjukkan kedudukan / wewenang serta tanggung jawab yang
lain atau kapada individu tertentu.
Pada umumnya setiap perusahaan baik yang kecil maupun yang besar, tentu
memiliki struktur organisasi tersebut. Maka penjabat / karyawan akan mengetahui
kedudukan masing-masing di dalam perusahaan atau kepada siapa harus
bertanggung jawab atas pekerjaan yang telah dikerjakan.
Struktur Organisasi PT Noble Batam yang terbentuk (line organisasi)
mempunyai cirri-ciri sebagai berikut :
1. Garis otoritas atau komando langsung dari pipmpinan tertinggi ke bagian
operatif.
2. Masing-masing pekerja bertanggung jawab penuh terhadap pekerjaannya.
Untuk mengetahui suatu jabatan, PT Noble Batam telah membedakan badge yang
dipakai oleh karyawan berdasarkan warna badge. Adapun pembagian warna tersebut adalah :
Warna Biru muda : Presiden Direktur, Factory Manager, Manager, Asistant
Manager
Warna Hijau tua : Supervisor
Warna Orange : Asistant Supervisor
Warna Abu-abu : Teknisi
Warna Hijau Lumut : Leader
Warna Kuning : Sub leader

Warna Coklat susu : Driver
Warna putih : Operator, Scurity, dan Gardener

C. Pedoman Kebijakan Mutu PT Noble Batam
PT Noble Batam adalah suatu unit usaha yang bergerak dibidang industry
elektronika dan instrument listrik. Tujuan perusahaan adalah menacapai kesejahteraan
bersama untuk seluruh anggota PT Noble Batam Group. Untuk mencapai tujuan tersebut
perusahaan membina kerja dalam kelompok kerja guna meningkatkan produktifitas.
Perusahaan juga berusaha untuk mencapai produksi yang terbaik dalam produksi komponen
elektronika dan memberikan pelayanan terbaik kepada pelanggan.
PT Noble Batam menerapkan system management mutu sejak tahun 1998,
mendapatkan sertifikat ISO 9001 versi 2000 sejak 22 Oktober 2001 dan ISO 14001 versi 1996
tentang lingkungan sejak 10 February 2005.
D.Kebijakan Lingkungan
PT Noble Batam adalah suatu unit usaha yang bergerak dibidang industry elektronika
dan instrument listrik dengan kegiatan produksi yang peduli terhadap kelestarian lingkungan
yang merupakan salah satu prioritas utama dan menjadi tanggung jawab pimpinan dan seluruh
karyawan.
Sebagai tindak lanjut penerapan system management lingkungan ISO 14001 dan
memenuhi persyaratan standart lingkungan dari Customer, maka PT Noble Batam bertekad
untuk :
1. Memenuhi peraturan perundangan dan persyaratan lainnya yang relevan
dengan kegiatan produksi yang bersifat Regional, Nasional, dan
Internasional.
2. Melaksanakan pencegahan terhadap pencemaran dan minimalisasi limbah
serta perbaikan dan penyempurnaan secara berkelanjutan.
3. Menerapkan prinsip Efesiensi Energi terhadap penggunaan sumber daya
alam.
4. Membuat, menjalankan dan mengkaji semua tujuan, sasaran dan program
manajemen lingkungan serta yang telah ditetapkan.
5. Memberikan pelatihan kepada seluruh karyawan yang berhubungan dengan
keselamatan, kesehatan dan lingkungan termasuk kepada mitra kerja.
6. Mensosialisasikan dan mempublikasikan kepada seluruh karyawan dan
pihak-pihak terkait yang memerlukan.
D. Tata Tertib / Disiplin bekerja di PT Noble Batam
Untuk menjamin terpeliharanya tata tertib dan disiplin karyawan serta untuk
kelancaran dan melaksanakan tugas, Perusahaan perlu menetapkan peraturan dan tata tertib
bekerja diperusahaan.
Adapun tata tertib waktu bekerja di PT Noble Batam adalah sebagai berikut :
1. Waktu kerja adalah lima hari dalam seminnggu, dengan jam kerja delapan jam perhari
dan empat puluh jam dalam seminggu, tidak termasuk istirahat selama satu jam
perhari.
2. Dalam hal ini perusahaan memerlukan seseorang karyawan bekerja lebih dari delapan
jam sehari dan empat puluh jam seminggu, maka selebih nya diakui sebagai jam
lembur bagi yang berhak lembur.
3. Pengaturan dimulainya pekerjaan sampai akhir dan istirahat sehari-hari dapat
ditetapkan berdasarkan kebijaksanaan masing-masing pimpinan sesuai dengan
kebutuhan dan kebiasaan kota setempat dengan persetujuan Presiden Direktur.
4. Bagi karyawan tertentu yang berhubungan dengan sifat pekerjaaan dan tugas, mereka
mengharuskan diadakannya jam kerja khusus dan ditemukan satu jadwal khusus
sepanjang jumlah delapan jam kerja.
5. Khusus bagi umat yang beragama Islam, diberikan kesempatan untuk melaksanakan
shalat jum’at dengan isrirahat lebih panjang selama satu setengah jam.

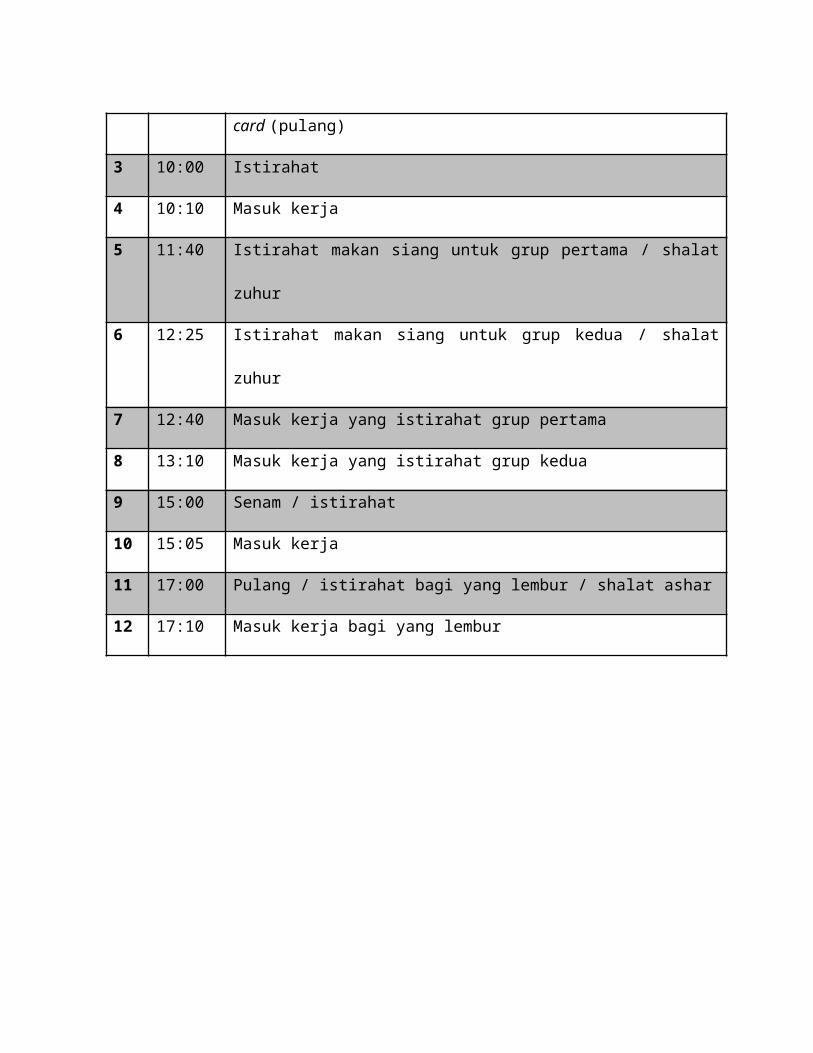
Adapun rincian jam kerja tersebut seperti tabel dibawah ini :
No. JAM KETERANGAN
1 8:00 Persiapan pergantian Shift malam ke pagi
2 8:15 Mulai bekerja untuk Shift pagi , Shift malam time card (pulang)
3 10:00 Istirahat
4 10:10 Masuk kerja
5 11:40 Istirahat makan siang untuk grup pertama / shalat zuhur
6 12:25 Istirahat makan siang untuk grup kedua / shalat zuhur
7 12:40 Masuk kerja yang istirahat grup pertama
8 13:10 Masuk kerja yang istirahat grup kedua
9 15:00 Senam / istirahat
10 15:05 Masuk kerja
11 17:00 Pulang / istirahat bagi yang lembur / shalat ashar
12 17:10 Masuk kerja bagi yang lembur
E. Departemen Perusahaan
PT Noble Batam dalam menjalankan system selain General Departemen juga terdapat
beberapa departemen yang penting untuk menggerakkan operasi perusahaan. Departemen
perusahaan ini bekerja sama dan mempunyai hubungan yang sangat erat, sehingga
menghasilkan suatu operasi yang baik.
Jadi, keberhasilan perusahaan ini benar-benar bergantung pada hasil tindakan kerja sama
yang dilakukan oleh masing-masing departemen, diantaranya :
1. Injection Moulding
2. InMould
3. Printing
4. Press Metal
5. Store
6. PC (production control)
7. QC (quality control)
8. Kanagata
9. Engineering Departemen.
BAB III

CARA KERJA PADA MESIN NISSEI INJECTION MOULDING
A.Landasan Teori
Housing adalah suatu tempat dimana tempat ini akan diberi komponen program seperti
Stationary Contact yang akan diberi komponen-komponen elektronika dibagian dalamnya.
Proses tersebut akan dilakukan di bagian Assembly. Kekuatan turun Housing ABCE ialah 30
ton, dalam suhu sekitar kurang lebih 220°C. Setelah di program dan di cetak oleh kanagata,
maka mesin akan mencetak Housing yang sesuai dengan model dan type nya, kemudian
dipanaskan sekitar 2 jam untuk melakukan pengerrasan agar product bertahan lama dan tidak
mudah rusak atau rapuh.
Housing terdiri dari bermacam-macam jenis, diantaranya :
1) IB-CE-YO117
2) IB-CE-YO118
3) IB-CE-YO121
4) IB-CE-YO122
5) IB-CE-YO123
B. Mesin Nissei Injection Moulding
Injection moulding berasal dari kata inject dan mould. Inject artinya adalah
memasukkan atau menyemprotkan, sedangkan mould artinya adalah cetakkan. Jadi pengertian
injection moulding adalah suatu tempat yang digunakan untuk membuat atau mencetak serta
memproduksi produk yang materialnya terbuat dari butiran-butiran plastic sebagai bahan dasar
yang digunakan untuk membuat produk sesuai dengan kanagata yang diprogramkan oleh
mesin Nissei.
Mesin Nissei 40 ton ini digunakan untuk kegiatan industry khususnya dalam industry
automotif. Mesin Nissei 40 ton banyak digunakan sebagai sarana mesin produksi, adapun
salah satu produk yang dihasilkan pada mesin ini adalah Housing IB-CE-YO118.
Dengan pembuatan produk di Injection Moulding pada umumnya menggunakan
beberapa dan berbagai macam merk mesin serta tonase yang berbeda-beda atau (kemampuan
maksimal mesin). Adapun jenis-jenis yang digunakan adalah :
SUMITOMO TONASENYA 15 TON
FANUC TONASENYA 30 TON
JSW J18 E II TONASENYA 18 TON
NISSEI NS 40 TONASENYA 40 TON
VR-40 (TAIWAN) TONASENYA 40 TON
NETSTAL TONASENYA 75 TON

Dari berbagai macam merk mesin dan tonasenya, mesin ini memiliki fungsi dan
kegunaan yang tergantung dari besar kecilnya produk yang diinginkan, makin besar
tonase mesin yang digunakan sesuai perhitungan diameter produk yang diinginkan.
Adapun runner atau sampah produk memiliki bentuk yang berbeda-beda, tergantung
dari bentuk cetakan atau kanagata mesin tersebut.
C.Bagian-bagian Mesin Nissei Injection Moulding
1. Mould Clamping Cylinder : yaitu bagian penggerak untuk Moving Platern
2. Tie Bar : yaitu poros atau penyangga untuk Mould Clamping Unit
3. Moul Tool : yaitu cetakan product
4. Moving Platern : yaitu bagian plate yang bias bergerak untuk membuka dan
menutup yang juga berfungsi tempat pengikat cetakan bagian Ejector.
5. Fixed Platern : yaitu bagian plate yang tidak bergerak dan juga berfungsi
sebagai tempat pengikat cetakan bagian Cafity.
6. Barrel : yaitu lempengan tembaga untuk penghantar panas
7. Screw : yaitu alat yang berfungsi untuk menghancurkan biji-biji plastic.
8. Plastic Granules : yaitu bahan-bahan biji plastic
9. Hopper : yaitu tempat penampung biji-biji plastic.
10. Drive Unit : yaitu tempat pengikat sambungan antara screw dengan Injection
Cylinder.
11. Injection Cylinder : yaitu bagian penggerak maju mundur dari Injection
Unit.
12. Heater Bands : yaitu bagian yang berfungsi sebagai area atau zona-zona
control temperature.
13. Check Valve : yaitu bagian yang berfungsi sebagai penahan tekanan minimal
kebelakang sewaktu proses injeksi.
14. Molton Plastic : yaitu biji-biji plastic yang sudah lumer atau cair yang akan
di injeksi ke dalam cetakan untuk dibentuk menjadi product.
D. Langkah Kerja Penggunaan Mesin Nissei Injection Moulding
Langkah kerja dalam menggunakan Mesin Nissei Injection Moulding adalah sebagai
berikut :
1. Menyediakan material yang digunakan
2. Supply ke Dryer
Supply ke Dryer digunakan untuk mengeringkan material
Pengeringan dilakukan sekitar 0-3 jam / 0-6 jam
3. Penyuplaian ke Hopper agar masuk ke Cylinder
Suhunya sekitar 200°C / 400°C di dalam Cylinder
4. Di dalam Cylinder produk dipanas kan yang diatur oleh program pada mesin.

5. Injection atau suntikan dari material kedalam cetakan dan diatur oleh program pada
mesin.
6. Proses pendingin
Proses pendingin ini dilakukan agar bentuknya menjadi lebih padat. Pada proses
pendingin ini produk tidak boleh terlalu panas dan terlalu dingin. Harus sesuai dengan
tekanan, suhu, dan penggerak.
7. Proses pengambilan produk dan sampah / Runner.
Proses pengambilan produk dan sampah / Runner dilakukan oleh Rob
E. Sistem Kerja Robot pada Mesin Nissei Injection Moulding
1. Pengenalan Robot Mesin Nissei Injection Moulding
Robot merupakan bagian dari mesin moulding yang bergerak dengan
menggunakan system pneumatic yaitu dengan menggunakan udara sebagai media transfer.
Udara tersebut dikempa dan disimpan diadalam tanki kompresor untuk setiap saat digunakan
oleh robot. Untuk menjadikan kelangsungan dan keamanan pada robot, maka udara kempa
tersebut harus memenuhi syarat yaitu: bersih, kering, tekanan sesuai dengan ketentuan tidak
melebihi batas maksimal.
Peralatan robot seperti valve, cylinder, dan lain umumnya dirancang untuk tekanan
anatara 8-10 bar, dari pengalaman yang sudah ada bahwa tekanan sekitar 6 bar akan lebih
ekonomis, kehilangan tekanan dalam perjalanan udara kempa karena bending, bocor,

restriction gesekan pada pipa diperkirakan antara 0,1 s/d 0,5 bar. Apabila udara kempa tidak
sesuai dengan syarat-syarat tersebut diatas maka akan berakibat kerusakan sebagai berikut :
a) Terjadi oiled pada valve.
b) Terjadi kontraminasi pada cylinder.
2. Keselamatan Kerja pada system pneumatic robot.
Disamping penerapan aturan keselamatan kerja secara umum, secara khusus pada
robot perlu juga mendapatkan perhatian. Hal-hal perlu untuk keselamatan adalah sebagai
berikut:
1) Keselamatan pada clamping device.
2) Peralatan clamping untuk cylinder harus benar-benar dapat mengklem dengan
kuat dan diberi tutup pelindung untuk menghindari kecelakaan.
3) Peringatan / tanda bahaya perlu diberikan polusi lingkungan.
4) Noisy (bising) yang disebabkan udara buang, hal ini dapat diatasi dengan
pemasangan exhause silinder / dengan menggunakan manipolt.
5) Oil mist yaitu kabut oli yang ikut keluar gas buang dapat terhisap oleh
lingkungan itu.
6) Perawatan mesin injection moulding dalam seminnggu di cek dan selalu
diperhatikan dalam pengoperasian product.
F. Proses Kerja
Petunjuk Pelaksanaan Kerja
Nama Produk : IB-CE-YO118/I
Material : PBT-1101G-30B
Kanagata : F19-692-2441
1) Persiapan Sebelum Bekerja
a) Pakailah finger cots
b) Pastikan mesin sudah bersih dari part yang lain
c) Pastikan material resin sesuai dengan Drawing,Planning Produksi, dan
Inmould Punching Slip
2) Urutan Kerja
a) Tekan Foot SW dengan kaki kiri, Vacum jig akan menghisap
b) Pasang terminal satu-persatu dengan tangan kiri, tepat pada
hand jig yang disarungkan ditangan kanan.
c) Pastikan terminal tidak berubah bentuk dan tidak ada scrap yang
nempel diantara kaki terinal.
d) Buka pintu mesin, dan masukkan hand jig ke Kanagata. Injak
foot SW dengan kaki kanan, maka kanagata akan menghisap,
tarik kembali hand jig, dan tutup pintu mesin (Mesin akan auto
akan bekerja).
e) Untuk proses kedua, sebelum memasukkan hand jig ke
kanagata, tampung dulu product dengan tangan kiri, baru
lakukan proses selanjutnya seperti yang dijelaskan di point d.
f) Lakukanlah hal yang sama mulai dari Point 2a sampai Point 2e.
g) Pastikan pada saat robot mengambil runner :
- Tidak ada runner yang patah
- Tidak ada runner yang tertinggal di kanagata
- Runner tidak tersumbat
h) Lanjutkan ke proses berikutnya.
Persiapan Sebelum Bekerja
a) Pakailah finger cots
b) Pastikan mesin sudah bersih dari part yang lain
3) Proses Tester
a) Ambil produk dari baki
b) Check kaki terminal dengan memasangkannya ke Tester kaki
pendek, sambil memperhatikan apakah kaki terminal tersebut
tepat bersentuhan dengan sensor atau tidak. Jika OK, lampu

pada tester akan menyala. Jika NG lampu tidak menyala,
masukkan produk ke box NG.
c) Pastikan kaki terminal tidak bari dan tidak ada sampah (Ibutsu)
d) Lanjutkan ke proses berikutnya.
Urutan Setelah Bekerja
Rapikan dan bersihkan area kerja saat istirahat dan setelah
selesai bekerja
4) Proses Visual
a) Ambil produk, sikat terlebih dahulu terminal dan bawah
dengan mengarah kepangkal terminal lalu semprot untuk
menghilangkan bari.
b) Check satu-persatu produk baik bagian depan maupun bagian
belakang.
c) Raba gate cut dengan ibu jari atau telunjuk. Apabila sudah
melebihi permukaan Housing product “NG” (Claim
18/11/09 Gate Cut Over)
Pastikan Produk Tidak NG :

a. Bending
b. Not Cut
c. Short Shoot
d. Pin patah
e. Serbuk
f. Bari
g. Dakon
h. Kaki terminal pendek
i. Gate Cut Bari (Over)
j. Permukaan kasar
5) Proses Packing Produk
a) Susun product kedalam tray sesuai dengan Qty yang telah ditentukan
mulai dari sudut kiri atas sampai sudut kanan bawah.
b) Susun tray berlawanan arah sampai 8 tray lalu masukkan tray yang
sudah berisi produk kedalam polybag dan beri satu-persatu lable.
c) Masukkan kedua polybag yang berisi produk kedalam box, kemudian
tutup bagian atas dengan layer pad, beri loytape kemudian pasang lable
pada box.
Standart Packing
1 Tray (CE-118) = 54 pcs
1 Polybag = 378 pcs (54x7 Tray)
Qty / Box = 756 pcs (378x2 Polybag)
Urutan Setelah Bekerja
Rapikan dan bersihkan area kerja.
BAB IV
PENUTUP
A.Kesimpulan
Selama lebih kurang enam bulan penulis melakukan praktek kerja industry di PT
Noble Batam, banyak pengalaman baru yang didapatkan diperusahaan yang mungkin tidak
didapatkan penulis disekolah. Selama berada di perusahaan penulis ditempatkan di department
injection moulding. Banyak ilmu elektronika yang didapatkan penulis dari sekolah diterapkan
di perusahaan. Dan menambah pengetahuan dan pengalaman yang belum pernah didapat kan
disekolah. Dari kegiatan praktek kerja industry ini dapat ditarik beberapa kesimpulan:
1. Prakerin adalah suatu system pendidikan ganda yang dilakukan Sekolah Menengah
Kejuruan dengan tujuan untuk memperluas wawasan dan mendapatkan pengalaman di
dunia industry.
2. PT Noble Batam adalah perusahaan yang bergerak di bidang pembuatan komponen-
komponen elektronika.
3. Housing adalah suatu tempat dimana tempat ini akan diberi komponen program seperti
Stationary Contact yang akan diberi komponen-komponen elektronika dibagian dalam
nya. Proses tersebut akan dialkukan dibagian Assembly.
4. Mesin Nissei Injection Moulding adalah suatu tempat yang digunakan untuk membuat
atau mecetak serta memproduksi produk yang material nya terbuat dari butiran-butiran
plastikm sebagai bahan dasar yang digunakan untuk membuat produk sesuai dengan
kanagata yang di programkan oleh mesin Nissei.
5. Urutan kerja menggunakan mesin Injection Moulding adalah proses In Mould, proses
Tester, proses Visual, dan proses Packing produk.
B. Saran
Setelah tersusunnya laporan ini, berakhirlah waktu penulis melaksanakan Prakerin di
Industri. Penulis ingin memberikan beberapa saran agar saran tersebut dapat bermanfaat bagi
untuk penulis maupun untuk siswa-siswi yang akan mengikuti Prakerin pada periode
berikutnya.
Adapun saran yang ingin penulis kemukakan adalah :
1. Untuk menjaga agar kondisi mesin Nissei Injection Moulding dalam keadaan baik,
diharapkan kepada Maintenance agar selalu menjaga kebersihan dan keamanan Mesin
Nissei Injection Moulding, hal ini dimaksudkan untuk menjaga kualitas material yang
akan dikeluarkan / dicetak oleh Mesin Nissei.
2. Unutk kedepannya, diharapkan perusahaan dan sekolah dapat bekerjasama dalam
membimbing siswa-siswi yang akan melakukan Prkterk Kerja Industri (Prakerin).
3. Diharapkan kepada siswa siswi yang akan mengikuti Prakerin agar bias menjaga nama
baik sekolah, dengan tujuan agar tidak menjadi kendala terhadap siswa yang akan
mengikuti Prakerin pada periode berikutnya.
4. siswa juga harus menjaga nama baik Perusahaan.
5. Jika diberi tugas, hendaknya siswa / siswi mengerjakannya dengan baik walaupun
tidak sesuai dengan program kehliannya atau tujuan praktek (jurusan).
6. Siswa-siswi harus mengikuti semua peraturan yang berlaku pada perusahaah tersebut,
agar tidak terjadi hal-hal yang tidak diinginkan.

DAFTAR PUSTAKA
Dokumen file sample dan drawing department PT Noble Batamm
Pedoman maintenance PT Noble Batam
Buku NISSEI, NS-TYPE/INJECTION MOULDING MACHINE
NISSEI PLASTIC INDUSTRIAL CO.LTD.
Sakaki – machi,nagano.ken, Japan.




















