ANALISIS PERBAIKAN PRODUKSI LAMPU INCANDESCENT...
47
10/08/2013 1 ANALISIS PERBAIKAN PRODUKSI LAMPU INCANDESCENT MENGGUNAKAN PENDEKATAN LEAN MANUFACTURING (STUDI KASUS: PT X) Pembimbing: Prof. Ir. Moses L. Singgih, M.Sc., M.Reg.Sc., Ph.D. Ko pembimbing: Bambang Syairudin, Ir., MT., Dr. Sidang Tugas Akhir Aldino Hendrian Putra 2509100043
Transcript of ANALISIS PERBAIKAN PRODUKSI LAMPU INCANDESCENT...

10/08/2013
1
ANALISIS PERBAIKAN PRODUKSI LAMPU INCANDESCENT
MENGGUNAKAN PENDEKATAN LEAN MANUFACTURING
(STUDI KASUS: PT X) Pembimbing: Prof. Ir. Moses L. Singgih, M.Sc., M.Reg.Sc., Ph.D.
Ko pembimbing: Bambang Syairudin, Ir., MT., Dr.
Sidang Tugas Akhir
Aldino Hendrian Putra
2509100043

10/08/2013
2
PENDAHULUAN
METODOLOGI
PENGUMPULAN,
PENGOLAHAN DATA
KESIMPULAN,
SARAN
REFERENSI
Presentation Outline

10/08/2013
3
LATAR BELAKANG
Perkembangan industri
Value Delivery Kinerja Perusahaan
Competitive Advantage

10/08/2013
4
LATAR BELAKANG
Minggu Up Time Tingkat
Reject
W1301 78,5% 13,25%
W1302 81,6% 5,12%
W1303 84,2% 10,02%
W1304 81,8% 7,67%
W1305 80,7% 5,48%
W1306 80,6% 6,79%
W1307 80,2% 7,09%
W1308 83,7% 5,58%
W1309 79,0% 9,36%
W1310 81,3% 8,99%
W1311 77,6% 4,91%
W1312 75,1% 5,35%
W1313 72,1% 6,51%
Kinerja Quartal I 2013 Perusahaan Amatan

10/08/2013
5
LATAR BELAKANG
Perkembangan industri
Value Delivery Kinerja Perusahaan
Indikasi Waste
Competitive Advantage
KONSEP LEAN

10/08/2013
6
Perumusan Masalah
Bagaimana mengatasi waste yang terjadi pada lini produksi perusahaan amatan menggunakan konsep lean sehingga waste yang terjadi pada perusahaan dapat diminimalisasi.

10/08/2013
7
Tujuan Penelitian
Mengidentifikasi waste yang terjadi pada proses produksi lampu incandescent
Mengidentifikasi waste yang paling sering terjadi
Mengidentifikasi penyebab terjadinya waste dan memberikan alternatif perbaikan terhadap waste yang paling berpengaruh
Memberikan rekomendasi perbaikan yang bertujuan untuk mengurangi waste pada produksi perusahaan amatan

10/08/2013
8
Manfaat Penelitian
1
2 Perusahaan dapat mengetahui waste yang yang paling
berpengaruh terhadap kualitas produk, sehingga
dapat mengidentifikasi penyebab dan menentukan
langkah untuk mengeliminasi waste tersebut
Perusahaan dapat mengetahui waste yang
sebenarnya terjadi pada proses produksi yang
merupakan penyebab terjadinya proses produksi
yang kurang efisien dan efektif
3 Perusahaan dapat melakukan rencana perbaikan
dengan mereduksi waste pada proses produksi

10/08/2013
9
Ruang Lingkup
• Pengamatan hanya dilakukan pada salah satu lini produksi departemen yang ada pada perusahaan amatan
• Waste yang menjadi objek penelitian adalah yang termasuk di dalam 7 Waste
Batasan
• Selama proses penelitian berlangsung proses produksi berjalan dengan normal
• Kebijakan perusahaan selama dilakukannya penelitian tidak mengalami perubahan secara signifikan sehingga dapat merubah alur proses produksi.
Asumsi

10/08/2013
10
Metodologi Penelitian
Studi Pustaka Studi Lapangan
COIL
Exhaustube/Stengel
Flare /Stem Tube
BULB
MO (Support )
CAP (Bayonet/Edison)
Solder Samping
Solder Atas
Leading in wire /Elektrode

10/08/2013
1
Metodologi Penelitian
Studi Pustaka Studi Lapangan
pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan waste atau aktivitas-aktivitas yang non-value added melalui continuous improvement dengan cara
mengalirkan produk dan informasi menggunakan pull system (gasperz, 2006)
Lean
Manfacturing

10/08/2013
2
Metodologi Penelitian
Studi Pustaka Studi Lapangan
Value Added
Non Value Added (NVA)
Necessary but Non -
Value Adding
DEFECT
OVER
PRODUCTION
WAITING
TRANSPORTATION
INVENTORY
MOTION
EXCESS PROCESSING
Macam-Macam
Aktivitas
7 waste

10/08/2013
3
Metodologi Penelitian
Studi Pustaka Studi Lapangan
Identifikasi kondisi eksisting
Pemetaan proses produksi

10/08/2013
4
Metodologi Penelitian
Pemetaan proses produksi
menggambarkan kinerja dari suatu proses produksi dan sistem secara keseluruhan serta value stream yang ada di dalamnya dengan cara memvisualisasikan aliran material dan informasi, mengidentifikasi dimana terdapat waste, serta mengetahui keterkaitan antara aliran informasi dengan aliran material (Hines, 2000).

10/08/2013
5
Metodologi Penelitian
Studi Pustaka Studi Lapangan
Identifikasi kondisi eksisting
Pemetaan proses produksi
Sesuai?
tidak
Ya
A

10/08/2013
6
Metodologi Penelitian
A
Identifikasi waste dan penentuan waste yang paling berpengaruh
Analisa waste yang paling berpengaruh

10/08/2013
7
Metodologi Penelitian
Analisa waste yang paling berpengaruh
Root Cause Analysis (RCA)

10/08/2013
8
Metodologi Penelitian
Analisa waste yang paling berpengaruh
metode yang digunakan untuk mengidentifikasi dan memberikan prioritas kegagalan potensial yang terjadi pada sebuah proses atau
produk (Kosasih, 2009)
Failure Mode and Analysis Analysis (FMEA)

10/08/2013
9
Metodologi Penelitian
Analisa waste yang paling berpengaruh
A
Identifikasi waste dan penentuan waste yang paling berpengaruh
Kesimpulan dan Saran
Selesai
Pembuatan dan pemilihan alternatif perbaikan

10/08/2013
10
Pengumpulan & Pengolahan Data
Proses Produksi
Process Mapping
Activity Classification
Waste identification
Waste Measurement
Root Cause Analysis (RCA)
FMEA
Altternatif Perbaikan

10/08/2013
1
Process flow
Front End area Back End area
STEM MACHINE STEM MACHINE MONTAGE MONTAGE
MACHINE MACHINE
SEALING SEALING – – PUMPING PUMPING
MACHINE MACHINE THREADING THREADING
MACHINE MACHINE

10/08/2013
2
Value Stream Mapping (VSM)
308,5 minute per day
66000 pieces per day
TAKT TIME 0,005 pieces per day
16,83 piece per second
133,3 0,9
CT : 117 sec
OPE
UT :
CO :
1/2 1/2
CT : 27,4 sec CT : 108,9 sec CT : 17,1 sec
OPE : OPE - OPE
4 LR : LR LR :
CO : 0 CO : 0 CO : 0 sec
2,25
2,558
SUPERMARKET
"SUPERMARKET"
3,86 Hrs CAP
8,77 Hrs
rework ex coated 2,143 hour
1/2
1,25
Put in the box
Hooper Bulb +inventory holding loading to pack stagging transit WH warehouse
1,5 0,01
Hooper Bulb+inventory
SUPERMARKET1
BUL
B 1/2 1/2 1/2 1/2 1/22
2,5 days CT : 49,5 sec CT : 20,7 sec CT : 27,9 sec CT : 27 sec CT : 10,8 sec CT : Sec CT : 1,4 sec 4 days
1,4 LR : 4 % LR : LR : LR LR LR : LR ####
OPE: 72 % OPE: OPE: OPE: OPE: OPE: OPE: 78,9%
CO : 1,4 CO : - CO : - CO : 0 sec CO : 0 sec CO : - 1,5 Hrs 8 Hrs 1,5 CO :
LIW
COIL
78,58% 78,58% 78,58%
3 sfift operation
Demand
Sub-store (LIW,
COIL)
78,58%
Front End
Stem process Annealing Mounted coilMounting Stock
Chain
135,0
7,00% 7,00% 7,00% 7,00% 7,00%
14,20% 11,3%
FLAREEXHAUSE
TUBE
Back End
Sealing Pumping Uncap Chain Threading Finishing
Cap Filler
78,58% 78,58% 78,58% 78,58% 78,58%
Packing processESC process
Current GLS-B VSM
II
1
2
BULB
LIW, Coil, LIW : 32.000 (4Hours)Coil: 16.000 (4Hours)
5470( 1,4 hrs)
400000025280(4jam)
Customers
GLS Supply Planning
MRP
LIW & Coils Supplier Caps
Supplier
Glass Factory
I
I
I
5470 (0,2hrs)6000
( 1,5 hrs)
FLARE : 9000 (2,25 Hours)ET: 10230 (2,6 Hours)
I I
5600
I I
25280(8jam)
6000
( 1,5 hrs)
I
1000 (1.5hrs)
Monthly FC & Weekly Order
1-7 days order
12 months Forecast
Monthly FC & Weekly Order
FIFO
3
Cap
Monthly FC & Weekly Order
Daily order

10/08/2013
3
Activity Classification Cap Filling VA NNVA VA
Operator menuang cap ke dalam cap
vibratory bowl feeder1
Cap dialirkan ke piringan cap 1
Operator membenarkan aliran cap yang
tersumbat1
Operator mengisi ulang semen 1
Operator mengaduk semen 1
Cap diisi semen 1
Operator mensetting mesin threading 1
Uncap dibalik dengan kantel tang 1
Menegakkan posisi uncap 1
Membengkokkan LIW samping 1
Mengarahkan LIW atas 1
Cap masuk ke rangkaian threading 1
Memasukkan LIW ke lubang cap 1
memindahkan Lampu ke mesin finishing 1
Total 4 8 2
Presentase 29% 57% 14%
Proses Threading
Persiapan Cap
Persiapan Pemberian Semen pada Cap
Finishing VA NNVA VA
Operator mensetting mesin finishing 1
Memeriksa kondisi lampu dengan mengalirkan
listrik ke lampu1
Sortir lampu baik dan buruk 1
Lampu dipanaskan pada bagian cap 1
Membakar LIW 1
Menyolder LIW samping 1
Menyolder LIW atas 1
Melakukan glow test 1
Sorting hasil dari glow test 1
Menguji lampu dengan klos 1
Operator menyortir Lampu dengan hasil klos
jelek1
Operator menyortir hasil solder lampu 1
Memasukkan lampu ke dalam kardus 1
Operator menyediakan kardus untuk lampu
jadi1
Operator memindahkan kardus yang telah
penuh ke atas palet1
Operator menghubungi transporter packing
palet siap diangkut1
Transporter packing membawa lampu hasil
produksi menuju packing center1
Operator melakukan rework terhadap gagal
solder1
Operator melakukan pengamatan terhadap
hasil proses tiap jam1
Operator melakukan pencatatan logbook
produksi shift1
Total 4 15 1
Presentase 20% 75% 5%
Proses Inspeksi
Proses Akhir
Persiapan
Pengeringan Semen pada Cap
Proses Penyolderan
total value added activity adalah sejumlah 51 aktivitas (35,2%) total necessary non value added activity adalah sejumlah 81 aktivitas (55,8%) dan total non value added activity adalah sejumlah 13 aktivitas (9,0%).

10/08/2013
4
Identifikasi Waste
DEFECT WASTE Defect merupakan salah satu jenis waste yang cukup sering terjadi di pada proses produksi perusahaan. Jumlah Defect yang terjadi di setiap mesin dicatat setiap shift kerja. Jumlah produk Defect dapat ditunjukkan pada tabel berikut
Week Output/week
(Unit)
Reject/week
(Unit) Reject
(%)
W1301 2.866.807 327.543 11,43%
W1302 5.102.618 217.182 4,26%
W1303 4.877.239 430.612 8,83%
W1304 4.907.097 351.544 7,16%
W1305 3.641.837 172.831 4,75%
W1306 5.701.797 326.708 5,73%
W1307 5.039.787 361.557 7,17%
W1308 5.149.828 360.612 7,00%
W1309 3.536.392 276.100 7,81%
W1310 6.045.923 576.973 9,54%
W1311 5.554.824 264.984 4,77%
W1312 5.096.650 221.568 4,35%
W1313 3.764.894 242.943 6,45%
Total 61.285.693 4.131.157 6,74%

10/08/2013
5
Identifikasi Waste
WAITING WASTE Waste ini berkaitan erat dengan waktu downtime untuk setiap mesin produksi. Downtime yang terjadi di dalam proses dapat diklasifikasikan menjadi dua jenis downtime, yakni planned downtime dan unplanned downtime. Planned downtime merupakan downtime yang terencana sedangkan unplanned downtime merupakan downtime yang terjadi tanpa ada rencana sebelumya
Week
Unplanned Downtime
(Unit)
Actual Production
(Unit) %
W1301 374.412 2.866.807 13,06%
W1302 627.279 5.102.618 12,29%
W1303 563.508 4.877.239 11,55%
W1304 605.675 4.907.097 12,34%
W1305 458.583 3.641.837 12,59%
W1306 777.208 5.701.797 13,63%
W1307 730.824 5.039.787 14,50%
W1308 603.825 5.149.828 11,73%
W1309 555.935 3.536.392 15,72%
W1310 874.283 6.045.923 14,46%
W1311 1.279.046 5.554.824 23,03%
W1312 1.231.888 5.096.650 24,17%
W1313 1.180.079 5.764.894 20,47%
Total 9.862.547 63.285.693 15,58%

10/08/2013
6
Identifikasi Waste
TRANSPORTATION WASTE Terjadi kegiatan transportasi yang berlebih, hal ini biasa diakibatkan karena
• operator memindahkan box penampungan bulb ke ujung mesin untuk menampung hasil lampu yang belum di packing.
• return dari lini produksi. Return terjadi ketika lini produksi tidak dapat memproses material dikarenakan terjadi downtime ataupun permasalahan yang lain
OVER PRODUCTION WASTE Selama pengamatan di lantai prosuksi perusahaan, Overproduction jarang terjadi di proses produksi perusahaan. Kalaupun terjadi, overproduction terjadi akibat standar 1 pallet (6000 lampu) yang digunakan oleh perusahaan. Artinya jika pesanan kurang dari 1 pallet maka terjadi overproduction
INVENTORY WASTE Terjadi inventory yang berlebih, hal ini biasa diakibatkan karena : • Mesin mounting mengalami downtime sehingga stem bertumpuk di
oven lehr • Jika oven lehr sudah penuh, operator akan menampung stem untuk
diletakkan di papan khusus • Terjadinya rework pada mesin finishing

10/08/2013
7
Identifikasi Waste
MOTION WASTE Waste ini biasa diakibatkan karena: • ketika terjadi kerusakan atau proses yang tidak sesuai, maka operator
akan melakukan pengamatan dan melakukan perubahan setting (adjustment) dari proses-proses yang perlu diperbaiki.
EXCESS PROCESSING Penyebab utamanya adalah terjadinya rework. Rework merupakan proses berlebih yang diterima oleh produk karena produk tidak terproses sesuai dengan ketentuan. Jenis rework yang terjadi meliputi: • rework terhadap uncap di mesin threading • rework terhadap hasil solder dari mesin finishing • tidak tergulungnya MO

10/08/2013
8
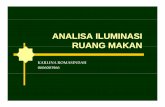
Waste Measurement
DEFECT WASTE Dari sudut pandang financial waste, Defect mesin finishing memegang peranan yang terbesar. Hal ini disebabkan oleh banyaknya material yang terlibat di mesin finishing.
Penyebab Kejadian (unit)
LBS (Lampu Buang Samping) 55.062
Lampu Bocor 53.314
Defect bak A 25.387
Lampu repair solder (Atas /Samping) 21.166
Lampu baik jatuh dari Transfer 4 /CBB 17.139
Total 172.068
Kejadian 55062 53314 25387 21166 17139
Percent 32,0 31,0 14,8 12,3 10,0
Cum % 32,0 63,0 77,7 90,0 100,0
Penyebab
Jatu
h dari
Tra
ns fer 4
Repair s
older
Def
ect b
ak A
Lampu B
ocorLBS
180000
160000
140000
120000
100000
80000
60000
40000
20000
0
100
80
60
40
20
0
Kej
adia
n
Perc
ent
Pareto Chart Defect Finishing
Seperti terlihat pada pareto chart di atas, ada tiga Defect utama yang menyebabkan terjadinya Defect pada mesin finishing. Jenis Defect tersebut adalah LBS, lampu bocor dan LIW putus/terbakar. Tiga jenis Defect tersebut mempunyai peranan di lebih dari 75% jumlah kejadian

10/08/2013
9
Waste Measurement
DEFECT WASTE (Cont’) Jumlah Defect pada mesin finishing adalah 4.131.157 unit dari total 61.285.693 unit yang diamati atau sebesar 6,74%. Maka kemungkinan jumlah Defect dari mesin finishing adalah sebesar 278.474 unit. Dengan menggunakan biaya produksi sebuah lampu sebesar Rp. 1000. Karena proses finishing melibatkan kesuluruhan biaya, maka financial waste yang diakibatkan oleh Defect dari mesin finishing ini setiap minggu adalah sebesar:
278.474 unit X 𝑅𝑝 1000 = 𝑅𝑝 278.474.000
Dan di dalam satu bulan, biaya yang harus ditanggung perusahaan akibat Defect finishing ini adalah sebesar:
𝑅𝑝 278.474.000 X 4 = 𝑅𝑝 1.113.896.000

10/08/2013
10
Waste Measurement
WAITING WASTE Unplanned waste yang diakibatkan oleh adanya waiting ini adalah hilangnya waktu proses yang sebenarnya bisa digunakan untuk memproduksi lampu. Secara umum, unplanned downtime yang terjadi untuk lini B group adalah sebesar 15,58 % dari total kapasitas produksi. Jika kapasitas produksi rata-rata total mingguan adalah 4.868.130 buah, maka waktu terbuang karena unplanned downtime adalah sebesar:
Maka besar kerugian yang harus ditanggung oleh perusahaan setiap minggu adalah sebesar:
15,58% X 4.868.130 unit = 758.657 𝑢𝑛𝑖𝑡
𝑅𝑝 1.000 X 758.657 = 𝑅𝑝 758.657.000
Dan kerugian yang harus ditanggung oleh perusahaan setiap bulan adalah sebesar:
𝑅𝑝 758.657.000 X 4 = 𝑅𝑝 3.034.628.000

10/08/2013
1
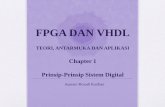
Waste Measurement
WAITING WASTE (Cont’) Ada beberapa permasalahan yang menyebabkan waste waiting ini terjadi. Dalam tiga bulan pertama tahun 2013 ini, didapatkan data jumlah kejadian dan waktu perbaikan yang berbeda-beda antara tiap mesi produksi.
Downtime Kejadian (unit)
Mounting 27746
Stem Making 27024
Pumping 17801
Capping Finishing 16482
Sealing 14005
BulbHopper Conveyor 11727
Cap Filler 11171
Threading 7986
Marking 4909
Rantai stock stel 2094
Rantai UnCap 2018
Kejadian 4909 411227746 27024 17801 16482 14005 11727 11171 7986
Percent 3,4 2,919,4 18,9 12,5 11,5 9,8 8,2 7,8 5,6
Cum % 97,1 100,019,4 38,3 50,8 62,3 72,1 80,3 88,1 93,7
Downtime
Oth
er
Mar
king
Thre
adin
g
Cap F
iller
Bulb
Hopper
Con
veyor
Sealin
g
Cappin
g Fin
ishin
g
Pum
ping
Stem M
akin
g
Mountin
g
160000
140000
120000
100000
80000
60000
40000
20000
0
100
80
60
40
20
0
Kej
adia
n
Perc
ent
Pareto Chart of Downtime
Dari pareto chart di atas, dapat diketahui permasalahan yang merupakan penyebab utama breakdown pada proses produksi, yaitu mesin mounting

10/08/2013
2
Root Cause Analysis (RCA)
DEFECT WASTE Waste Sub Waste Why 1 Why 2 Why 3 Why 4
Sensor Ttidak
mendeteksi adanya
arus
Lampu tanpa cap
di threading
Cap bersemen
tidak terambil
Sucker cap
Pipa Instalasi
sucker cap
berlubang (Less
Vacuum)
Posisi stel bercoil di
piringan tidak stabil
Pesawat stem
aligner tidak
optimal
LIW bengkok saat
loading sealing
Pesawat inztang jari-
jari pemegang flare
aus
settingan gunting
pumping tidak
sesuai
gunting pumping
rusak
LIW bengkok
Bulb retakMaterial bulb
kurang baik
material flare
kurang baik
Proses penanganan
kurang hati-hati
Gunting pinching
renggang
Setting pinching
burner kurang tepat
Setting gas pengisi
kurang tepat
Coil tidak sesuai
sepesifikasiCoil lolos sortir
Jumlah jenis coil
yang dibutuhkan
banyak
Tegangan arus
listrik yang dialirkan
terlalu besar
Setting uji nyala
lampu kurang
sesuai
Pisau pemotong
kotor
Pisau pemotong
renggang
LIW gagal
diarahkan oleh
gunting pumping
Coil lampu putus
LIW tidak terputus
Pisau pemotong
tidak mampu
memotong LIW
Defect bak A
Defect
LIW putus
terbakar
LIW terbakar di
mesin Sealing
Flare retak
Retak hasil pinching
Lampu Buang
Samping (LBS)
Lampu BocorLampu yang
dihasilkan retak
LIW terbakar di
mesin pumping

10/08/2013
3
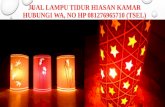
Root Cause Analysis (RCA)
WAITING WASTE Seperti yang telah dijelaskan sebelumnya, penyumbang terbesar dari waste waiting ini terletak pada mesin mounting.
Machine Part Kejadian (Unit)
Roller element 4991
Sucker coil 3816
Inserting element 3786
Stem loader 2125
Electric 1485
Burner kron 1450
Separator 1445
Stem unloader 1350
Others 1240
Hammer/clamping coil 1135
Pemencar elektro 855
Klep Bak 809
Pemuntir LIW 770
Drum coil 765
Tang montage 680
Penutul Zirconium 355
Penekuk LIW 275
Penggepeng 229
Bak phosphor 80
Detektor LIW 80
FREQUENCY 1240 1135 855 809 770 765 680 10194991 3816 37862125 14851450 1445 1350
Percent 4 4 3 3 3 3 2 418 14 14 8 5 5 5 5
Cum % 78 82 85 88 91 94 96 10018 32 45 53 58 64 69 74
MACHINE PART
Oth
er
Tan
g mon
tage
Dru
m coil
Pemun
tir L
IW
Klep
Bak
Pem
encar e
lektro
Ham
mer/cla
mpin
g co
il
Oth
ers
Stem
unlo
ader
Sep
arator
Burner
kro
n
Electric
Stem load
er
Inserti
ng elem
ent
S ucke
r coil
Rol
ler el e
men
t
30000
25000
20000
15000
10000
5000
0
100
80
60
40
20
0
FREQ
UEN
CY
Perc
ent
Pareto Chart of MACHINE PART
Dari pareto chart di atas, dapat diketahui bahwa permasalahan yang merupakan penyebab utama breakdown pada mesin mounting, yakni roller element, coil sucker dan Inserting element

10/08/2013
4
Root Cause Analysis (RCA)
WAITING WASTE (cont’) Waste Sub Waste Why 1 Why 2 Why 3 Why 4
Stuck up roller rusak
Setting pacul
kurang sesuai
Sudut MO kurang
sesuai
Bentuk penghisap
tidak "V"setting longgar
Gerakan coil
sucker tidak sesuai
Setting gerakan coil
sucker tidak sesuai
Coil longgarTekanan coil
sucker kurang
Coil suckerkotor
Sudut inserting
element tidak 45
derajat
posisi insertang
elemen tergeser
karena getaran
MO telah habis
Tidak ada
peringatan MO
telah habis
Setting insertang
element kurang
tepat
Insertang element
kotor
MO tidak
terpegang penjepitMO tidak tergulung
Waiting Mounting
Coil sucker tidak
berfungsi
Inserting element
tidak berfungsi
Gerakan insertang
element tidak
sesuai
Roller element
tidak berfungsi

10/08/2013
5
Failure Mode and Effect Analysis (FMEA)
Nilai RPN untuk defect waste waste sub waste potensial effect
Seve
rity
Potential Cause
Occ
uren
ce
Control
Det
ectio
n
RPN
Lampu tanpa
cap di threading
Lampu reject,
dapat diperbaiki5
Pipa Instalasi sucker
cap berlubang (Less
Vacuum)
3 Maintenance 4 60
6Pesawat stem aligner
tidak optimal2
adjustment,
cleaning5 60
6
Pesawat inztang jari-
jari pemegang flare
aus
2 Maintenance 4 48
6settingan gunting
pumping tidak sesuai4
adjustment,
cleaning5 120
6 gunting pumping rusak 3 Maintenance 5 90
6 LIW bengkok 5
rework,
meluruskan
kembali LIW,
membersihkan
semen
4 120
Lampu yang
dihasilkan retak
Lampu menyala
gelap (biru atau
hitam), umur
lampu pendek,
lampu reject,
tidak dapat
diperbaiki
6Material bulb kurang
baik7
Diperlukan
analisis lebih
lanjut,
perbaikan
kualitas
material
5 210
Defect
LIW putus
terbakar
Lampu reject,
tidak dapat
diperbaiki

10/08/2013
6
Failure Mode and Effect Analysis (FMEA)
Nilai RPN untuk defect waste (cont’) waste sub waste potensial effect
Seve
rity
Potential Cause
Occ
uren
ce
Control
Det
ectio
n
RPN
6material flare kurang
baik7
Diperlukan
analisis lebih
lanjut,
perbaikan
kualitas
material
5 210
6Proses penanganan
kurang hati-hati4
Perbaikan
SOP penangan
material,
pelatihan
kepada
operator
2 48
6Gunting pinching
renggang2
adjustment,
maintenance4 48
6Setting pinching
burner kurang tepat4 adjustment 4 96
6Setting gas pengisi
kurang tepat3 adjustment 3 54
Coil lampu
putus
Lampu reject,
tidak dapat
diperbaiki
7Jumlah jenis coil yang
dibutuhkan banyak3
Diperlukan
analisis lebih
lanjut
6 126
5 Pisau pemotong kotor 3 cleaning 3 45
5Pisau pemotong
renggang3
adjustment,
maintenance3 45
Defect
Lampu yang
dihasilkan retak
Lampu menyala
gelap (biru atau
hitam), umur
lampu pendek,
lampu reject,
tidak dapat
diperbaiki
Lampu reject,
dapat diperbaiki
LIW tidak
terputus

10/08/2013
7
Failure Mode and Effect Analysis (FMEA)
Nilai RPN untuk waiting waste
waste sub waste potensial effect
Sev
erity
Potential Cause
Occ
ure
nce
Control
Det
ectio
n
RPN
4 roller rusak 7 maintenance 3 84
4Setting penjepit
kurang sesuai5
adjustment,
analisa lebih
lanjut
5 100
4Sudut MO kurang
sesuai5 adjustment 3 60
5 setting longgar 6adjustment,
setting ulang2 60
5Setting gerakan coil
sucker tidak sesuai5
adjustment,
setting ulang2 50
5Tekanan coil sucker
kurang5
adjustment,
setting ulang2 50
5 Coil sucker kotor 5 cleaning 2 50
Waiting
Roller element
tidak berfungsi
MO tidak
tergulung, mount
reject, perlu
dirework
Coil keluar,
mount tidak
bercoil, mount
reject, tidak
dapat diperbaiki
Coil sucker
tidak berfungsi

10/08/2013
8
Alternatif Perbaikan
Dapat dilihat pada Tabel diatas bahwa, terdapat beberapa alternatif yang memiliki kesamaan. Oleh karena itu, dapat disimpulkan ada 3 alternatif perbaikan utama yang dapat dilakukan, yaitu. 1. Pelatihan serta pembentukan tim Total productive Maintenance. 2. Melakukan penelitian untuk memperbaiki kualitas bulb dan flare guna
meningkatkan kapabilitas proses produksi. 3. Melakukan penelitian untuk mengurangi jumlah jenis coil yang digunakan.
Akar Penyebab Alternatif Perbaikan
Settingan gunting pumping
tidak sesuai
Melakukan pengecekan berkala terhadap
gunting pumping
LIW bengkokMenambahkan alat pelurus LIW di uncap
chain
Material bulb kurang baik
Melakukan penelitian untuk memperbaiki
kualitas material yang dilakukan oleh glass
factory
Material flare kurang baik
Melakukan penelitian untuk memperbaiki
kualitas material yang dilakukan oleh glass
factory
Setting pinching burner kurang
tepat
Melakukan pengecekan berkala terhadap
pinching burner
Jumlah jenis coil yang
dibutuhkan banyak
Melakukan penyamaan penggunaan coil
tertentu (commonality coil )
Roller rusak Pengecekan kondisi roller secara berkala
Setting penjepit kurang sesuaiPengecekan kondisi penjepit secara
berkala
Setting inserting element
kurang tepat
Pengecekan berkala pada inserting
element

10/08/2013
9
Alternatif Perbaikan
Alternatif Biaya (Rp)
Alternatif 1 444.172.515
Alternatif 2 404.393.523
Alternatif 3 404.878.000
Rekap Biaya Alternatif
Pemilihan Alternatif Perbaikan Pemilihan alternatif perbaikan dilakukan dengan menggunakan konsep value based management
No Alternatif
Bobot Kriteria
Per
form
ance
Cost (Rp)
Biaya
Performansi
(Rp)
Value
Def
ect
Dow
nti
me
Outp
ut
0,4 0,4 0,2
0 Kondisi Awal 3 3 5 3,4 4.148.524.000 4.148.524.000 1
1 1 5 5 5 5 4.592.696.515 6.100.770.588 1,33
2 2 6 3 6 4,8 4.997.090.038 5.856.739.765 1,17
3 3 4 4 5 4,2 5.401.968.038 5.124.647.294 0,95
4 1,2 7 6 7 6,6 4.997.090.038 8.053.017.176 1,61
5 1,3 5 5 5 5 4.997.574.515 6.100.770.588 1,22
6 2,3 6 4 7 5,4 4.957.795.523 6.588.832.235 1,33
7 1,2,3 6 5 7 5,8 5.401.968.038 7.076.893.882 1,31

10/08/2013
10
Alternatif Perbaikan
Kelebihan Alternatif Perbaikan Terpilih • Dengan adanya pembentukan dan pelatihan tim total productive
maintenance, maka operator dalam proses produksi dapat lebih memahami cara kerja mesin maupun proses produksi sehingga dapat segera melakukan tindakan apabila terjadi indikasi error pada mesin maupun perlengkapan dan peralatan produksi.
• Dengan memperbaiki kualitas bulb dan flare. Secara otomatis kualitas dari lampu yang dihasilkan juga kan meningkat. Manfaat dari peningkatan kualitas lampu ini tidak hanya dirasakan oleh perusahaan, yaitu dengan berkurangnya tingkat reject perusahaan, namun secara tidak langsung juga dirasakan oleh konsumen karena mendapatkan lampu yang lebih berkualitas.
Kekurangan Alternatif Perbaikan Terpilih • Pelatihan yang dilakukan akan menyebabkan 2 lini produksi tidak
melakukan proses produksi dikarenakan operator yang bertanggung jawab sedang mengikuti pelatihan. Hal ini mengakibatkan target produksi kurang bisa terealisasi dengan baik dan beban produksi lini yang lain semakin meningkat.

10/08/2013
1
Kesimpulan
1. Berdasarkan hasil penelitian, penyebab waste yang terjadi pada proses produksi lampu incandescent perusahaan amatan adalah • Untuk kategori defect waste, penyebab utamanya adalah defect yang
terjadi pada mesin finishing, yaitu LBS (Lampu Buang Samping), lampu bocor dan Lead in Wire (LIW) putus/terbakar
• Tidak terjadi produksi yang berlebihan karena pada dasarnya perusahaan amatan selalu melakukan optimalisasi terhadap kapasitas produksi yang ada.
• Untuk waiting waste, penyumbang terbesar waste ini dalam proses produksi perusahaan berasal dari besarnya waktu breakdown pada mesin mounting. Penyebab utama waiting waste pada mesin mounting adalah breakdown part, yaitu roller element, coil sucker dan Inserting elemenlampu yang lebih berkualitas.
• Kegiatan transportasi di dalam lini produksi tidak terlalu banyak berpengaruh. Waste transportasi ini terjadi ketika operator memindahlan box penampungan bulb ke ujung mesin untuk menampung hasil lampu yang belum di packing

10/08/2013
2
Kesimpulan (Cont’)
• Inventory work in process (WIP) terjadi untuk stem dan uncap. Untuk stem Inventory, terjadi di aliran balik oven lehr. Sedangkan uncap inventory terjadi ketika terdapat uncap yang reject dari mesin threading tetapi masih bisa diperbaiki
• Untuk motion waste terjadi ketika ada lampu yang harus di rework, operator harus memindahkan lampu ke tempat rework. Selain itu, motion waste terjadi karena perubahan setting (adjustment) dari proses-proses yang perlu diperbaiki.
• Untuk Excessive processing waste terjadi ketika ada lampu yang reject namun masih bisa diperbaiki, maka operator akan melakukan rework pada lampu tersebut lalu meletakkan kembali lampu tersebut ke proses produksi apabila adal rantai yang kosong.
2. Berdasarkan hasil penelitian, waste yang paling berpengaruh pada proses produksi perusahaan amatan adalah defect waste dan waiting waste
3. Berdasarkan hasil RCA, terdapat tiga penyebab defect waste yaitu LBS, lampu bocor dan jatuh di bak A.

10/08/2013
3
Kesimpulan (Cont’)
3. Berdasarkan hasil RCA, terdapat tiga penyebab defect waste yaitu LBS, lampu bocor dan jatuh di bak A. • Untuk defect LBS, penyebab utamanya antara lain Pipa Instalasi sucker
cap berlubang (Less Vacuum), Pesawat stem aligner tidak optimal, Pesawat inztang jari-jari pemegang flare aus, settingan gunting pumping tidak sesuai, gunting pumping rusak dan LIW bengkok.
• Untuk Lampu bocor, penyebab utamanya antara lain, material bulb kurang baik, material flare kurang baik, proses penanganan kurang hati-hati, gunting pinching renggang, setting pinching burner kurang tepat, setting gas pengisi kurang tepat
• Untuk defect bak A, disebabkan oleh Jumlah jenis coil yang dibutuhkan banyak, setting uji nyala lampu kurang sesuai, pisau pemotong kotor, pisau pemotong renggang
Sedangkan penyebab utama untuk waiting antara lain • Roller element tidak berfungsi diakibatkan oleh roller rusak, setting
penjepit yang kurang sesuai, dan juga setting dari sudut MO.

10/08/2013
4
Kesimpulan (Cont’)
• coil sucker tidak berfungsi. Penyebab tidak berfungsinya coil sucker meliputi setting yang longgar, setting gerakan yang tidak sesuai, dan tekanan coil sucker yang kurang. Kondisi coil sucker yang kotor juga menjadi penyebab tidak berfungsinya coil sucker
• Inserting element tidak berfungsi. Penyebab tidak berfungsinya Inserting element adalah tergesernya posisi Inserting element, tidak adanya peringatan MO habis, setting Inserting element kurang tepat, dan Inserting element yang kotor.
4. Setelah dilakukan penelitian alternatif yang dapat diberikan ada 3, yaitu • Pelatihan serta pembentukan tim Total productive Maintenance • Melakukan penelitian untuk memperbaiki kualitas bulb dan flare • Melakukan penelitian untuk mengurangi jumlah jenis coil yang
digunakan
Sedangkan alternatif perbaikan terpilih yaitu dengan pelatihan serta pembentukan tim Total Productive Maintenance dan juga melakukan penelitian untuk memperbaiki kualitas bulb dan flare.

10/08/2013
5
Saran
1. Agar tingkat defect serta downtime dapat dikurangi, perusahaan sebaiknya melakukan alternatif perbaikan yang sesuai dengan kondisi aktual perusahaan
2. Untuk mencapai continous improvement, perusahaan dapat melakukan control terhadap proses produksi secara berkala pada periode tertentu
3. Masih banyak pengembangan yang dapat dilakukan kepannya untuk penelitian ini, salah satunya adalah dengan melakukan simulasi terhadap hasil lean yang dilakukan oleh perusahaan

10/08/2013
6
Daftar Pustaka
Abdulmalek, F. A. & Rajgopal, J., 2006. Analyzing the benefits of lean manufacturing and value stream. Int. J. Production Economics 107 (2007), p. 223–236. Aldridge, J. & Dale, B., 2003. Managing Quality. Fourt Edition penyunt. Berlin: Blackwell Publishing Ltd. Anthony, J., 2008. Some Pros and Cons of Six Sigma. Arthur, J., 2011. Lean Six Sigma Demystified : Hard Stuff Made Easy. 2nd Edition penyunt. New York: Mc Graw Hill. Austin, T. E., 2006. Application of Six Sigma Methodologies to Improve Requirements. Detroit, Michigan, US: SAE Technical Paper Series. Brunt, D., 2000. From Current State to Future State: The Steek to Component Supply Chain. London, International Thomson Business Process. Foster, S. T., 2004. Managing Quality : An Integrative Approach. New Jersey: Prentice Hall. Gaspers, V., 2008. The Executive Guide to Implementing Lean Six Sigma. Jakarta: Gramedia Pustaka Utama. Gasperz, V., 2006. Continuous Cost Reduction Through Lean. Bogor: Gramedia Pustaka Utama. Hines, P. & Rich, N., 1997. The Seven Value Stream Mapping Tools. International Journal of Operation & Production Management, Volume 17, No. 1, pp. 46-94. Kodradi, Y., Soewignyo, P. & Rusdiansyah, A., 2008. Analisis Beban Kerja dalam Rangka Restrukturisasi. Surabaya, Prosiding Seminar Nasional Manajemen Teknologi VIII. Program Studi MMT-ITS. Kosasih, W., 2009. Peningkatan Kualitas, s.l.: Fakultas Teknik Universitas Indonesia. Pyzdek, T. &. K. P. A., 2010. The Six Sigma Handbook. A Complete Guide for Green Belts, Black Belts, and Managers at All Levels, New York: Mc. Graw Hill. Inc. Ross, G., 2013. Fishbone Diagram. [Online] Available at: http://www.leankaizen.co.uk/fishbone-diagram-i-ishikawa-diagram.html [Diakses 9 Juli 2013]. Wang, H., 2008. A Review of Six Sigma Approach: s.l.:IEEE. Wedgwood, I., 2006. Lean Sigma: A Practitioner's Guide. s.l.:Prentice Hall. Womack, J. & Jones, D., 2003. Lean Thinking, Banish Waste and Create Wealth in your Corporation. Revised and Updated penyunt. s.l.:Free Press.

10/08/2013
7