9. PROSES PRODUKSI
49
PRODUKSI
-
Upload
megaa-fasicha -
Category
Documents
-
view
270 -
download
2
description
lecture
Transcript of 9. PROSES PRODUKSI

PRODUKSI

Peralatan MaterialMaterial
Personil
Bangunan & fasilitas
Metodeanalisis
Proses Produksi
• Tata letak• AHU / HVAC• Kualifikasi• Sanitasi
• Organisasi• Uraian tugas• Kualifikasi• Kesehatan • Pelatihan
• Spesifikasi• Pemasok• Stabilitas• Penanganan
• Validasi
• Kalibrasi• Kualifikasi• Verifikasi• Sanitasi• Pemeliharaan
PROSES PRODUKSIPROSES PRODUKSI
• Validasi

PRINSIP
PRODUKSI
JAMINANMUTU
PROSEDURTETAP
JELAS
CPOB
IZIN EDAR
MUTU

UMUM
PRODUKSI
SUPERVISI
PERSONILKOMPETEN
KERUSAKAN
INVESTIGASILAPORAN,CATATAN
BAHAN &PRODUK
PROTAP,CATATAN
BAHANDATANG
PENANGAN-AN
KESESUAIANDGN ORDER
PMBRSIHANWADAH

UMUM
PRODUKSI
BAHAN DARIPESANAN
BAHANAWAL
HASIL
REKONSILIASISESUAI
LIMIT
PENYIM-PANAN
SESUAIKONDISI
BAHAN DTNG& PROD JADI
PEMISAHAN,ROTASI STOK
KARANTINA
LULUS UJI,PELULUSAN

UMUM
PRODUKSI
SATUPRODUK
SATU RUANG
LABEL
BAHAN, PRODUK, WADAH, ALAT & RUANG PROSES
BHN & PRODKERING
PENGUMPULDEBU
PRLNDUNGNDLM PROSES
PRODUK PEN-SENSITISASI
MIKROBA
KONTAMINASI

UMUM
PRODUKSI
PERSETUJU-AN QA & QC
DEVIASIDARI PROTAP
LABEL
JELAS, BERWARNA
FORMATSESUAI
AKSES KEPRODUKSI
PERLUOTORISASI
PEMIPAAN
PENGECEK-AN
TERSAM-BUNG
PRODUKSINON FRMASI
PERLU PE-MISAHAN

BAHAN AWAL
BAHANAWAL
APPROVEDSUPPLIER
PENGADAAN
BAHAN DATANGKELUAR & SISA
TERCATAT: SUPPLIER, NO LOT/BETS, TGL DTNG & LULUS UJI, ED
PEMAKAIAN
LABELSESUAI
SESUAISPESIFIKASI
SINGKATAN,KODE, NAMA
RESMI
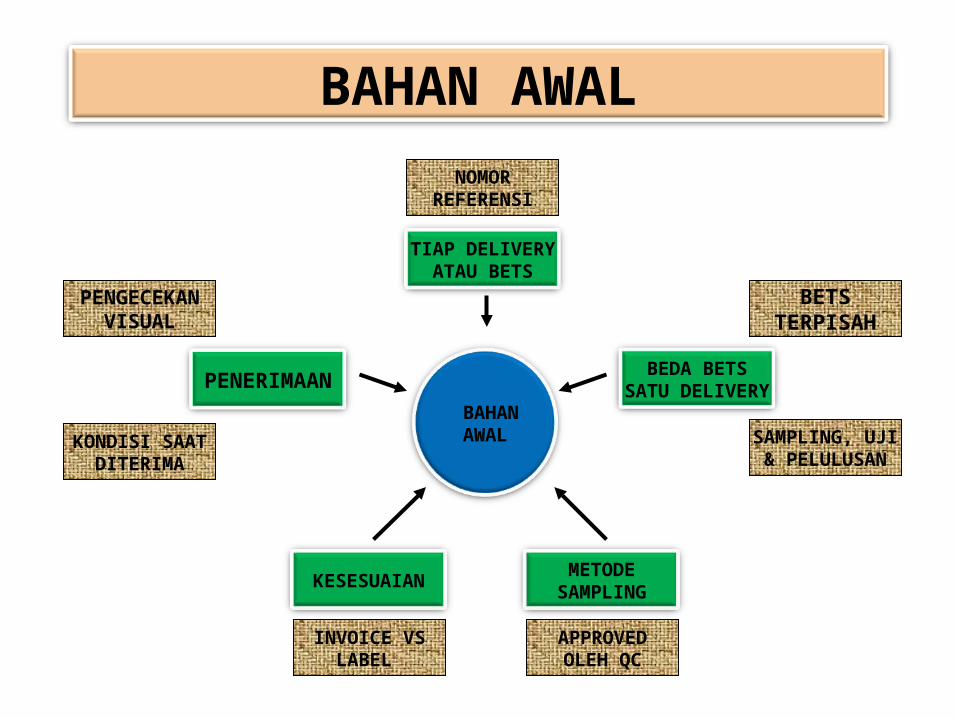
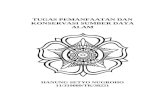
BAHAN AWAL
BAHANAWAL
NOMORREFERENSI
TIAP DELIVERYATAU BETS
KESESUAIAN
PENERIMAAN
KONDISI SAATDITERIMA
PENGECEKANVISUAL
BEDA BETSSATU DELIVERY
BETSTERPISAH
SAMPLING, UJI& PELULUSAN
INVOICE VSLABEL
METODESAMPLING
APPROVEDOLEH QC

BAHAN AWAL
BAHANAWAL
SESUAISPESIFIKASI
SAMPEL
KARANTINA
PELULUSANOLEH QC
PENAHANANMENUNGGU UJI
JAMINANWADAH
ISI SESUAI
LABEL SESUAI
SESUAICOA

BAHAN AWAL
LABEL DI AREA PENYIM-
PANAN
NAMAPRODUK
ED
NO. BETS/NO. KONTROL
KODEINTERNAL
INFO DI LABELTDK SEMUA
UJI ULANG
STATUS
KARANTINA/MS/ TMS
SISTEM KOMPU TER TRVALIDSI

BAHAN AWAL
BAHANAWAL
SAMPLING &UJI ULANG
INSPEKSI TERATUR WADAH
PETUGAS QCBEDA DGN LABEL PEMASOK
KELEMBABANSUHU CAHAYA

BAHAN AWAL
BAHANAWAL
IDENTIFIKASI &PEMISAHAN
UNTUKREKONSILIASI
PROTAPPETUGAS YG
DITUNJUK
KESESUAIANKAPASITAS
KALIBRASI &VERIFIKASI
AKURAT &PRESISI
PEMUSNAHAN/PENGEMBALIAN

VALIDASI PROSES PRODUKSI
VALIDASIPROSES
MULAI DGNRIV
REVALIDASIPERIODIK
PROTAPCHANGE
CONTROL
DOKUMENTASI

PENCEGAHAN ‘CROSS-CONTAMINATION’ SELAMA PRODUKSI
Kontaminasi bahan baku atau produk oleh bahan baku atau produk lain harus dicegah. Sumber risiko: • Pelepasan debu, gas, uap, semprotan atau organisme yang tak
terkendali; Bahan dan produk dalam proses; Residu di peralatan; Pakaian operator.
Tingkat risiko bervariasi tergantung: • Jenis kontaminan dan jenis produk yang terkontaminasi.
Kontaminan yang sangat berbahaya: • Bahan pensensitisasi kuat; Sediaan biologis yang
mengandung organisme hidup; Produk hormon; Obat kanker (cytotoxics); dll.
Produk yg sangat berisiko jika terkontaminasi: • Sediaan injeksi terutama dosis besar; dan/atau
pemberiannya lama.
Proteksi bahan baku dan produk terhadap mikroba dan kontaminan lain • Harus dilakukan pada setiap tahap proses.

Tindakan teknis atau terorganisasi utk mencegah kontaminasi silang, misal:1. Produksi pd bangunan terpisah
penisilin, hormon seks, produk sitotoksik, vaksin hidup, sediaan bakteri hidup, produk biologis dan produk biologis
2. Adanya air-locks dan pembersihan udara (air extraction);3. Meminimalkan risiko kontaminasi akibat sistem resirkulasi udara
atau udara masuk yang tidak dikendalikan atau dikendalikan tetapi tidak memadai;
4. Menjaga pakaian pelindung di area produksi;5. Menerapkan protap pembersihan dan dekontaminasi peralatan
yg efektif.;6. Menerapkan sistem “self containment”;7. Memeriksa residu dan pemberian label status bersih pada
peralatan.
Tindakan-tindakan untuk mencegah kontaminasi silang dan efektivitasnya: dievaluasi secara berkala sesuai protap.
PENCEGAHAN ‘CROSS-CONTAMINATION’ SELAMA PRODUKSI

SISTEM PENOMORAN BETS & LOT
Kegunaan Sistem • Utk menjelaskan secara detil penomoran bets dan lot • Utk menjamin bahwa tiap bets atau lot produk antara, produk
ruahan dan produk jadi dpt diidentifikasi melalui nomor ini
Sistem penomoran• ada keterkaitan antara tahap pengolahan dan pengemasan.
Sistem harus menjamin • nomor lot atau bets tidak boleh digunakan 2 kali.
Pemberian nomor lot atau bets• didokumentasi (ada logbook); • termasuk data: Tanggal penomoran, identitas produk, ukuran
lot/bets.

• Proper air supply
• Dust control measures (including extraction of dust and air)
• Easily cleanable surfaces
• No areas for dust accumulation
• Protection of material, product and operator
Design of areas for weighing of materials
Penimbangan atau penghitungan dan dispensing • bahan baku, bahan kemasan, produk antara, dan produk
ruahan• dianggap sebagai bagian dari siklus produksi dan • perlu dokumentasi dan rekonsiliasi yg lengkap.
Perlu kontrol pengeluaran• bahan-bahan utk produksi dari gudang, area dispensing,
maupun dari bagian produksi.
Perlu protap tertulis • cara utk menangani, menimbang, menghitung, dan dispensing
bahan-bahan dan produk-produk tersebut.
Pengeluaran dan penggunaan bahan dan produk serta bhn penolong/tambahan utk order produksi yg telah didispensing • didokumentasi dgn baik.
PENIMBANGAN & DISPENSING

PENIMBANGAN & DISPENSING
Bahan dan produk yg sdh memenuhi syarat QC • dpt didispensing.
Utk mencegah mix-up, cross-contamination, hilangnya identitas dan terjadi hal yg membingungkan, • hanya bahan awal, produk antara dan produk ruahan yg terkait
saja yg boleh ada di area dispensing.
Setelah penimbangan, dispensing dan pelabelan, maka bahan-bahan dan produk-produk tsb
• dipindahkan dan disimpan dgn cara dan di tempat yg aman
Utk mencegah mix-up, • hanya satu bhn kemas cetak di tempat pemberian kode
(coding station) di saat yang sama. • Pemisahan yg memadai terkendali di antara coding stations.

Sebelum weighing and dispensing: • tiap wadah dicek kebenaran labelnya, juga pengesahan label
dari QC.
Alat timbang mempunyai: • kapasitas, akurasi dan presisi
Saat penimbangan atau pengukuran • perlu 2 orang utk pengecekan dan pengecekan ulang
(verifikasi).
Tempat weighing dan dispensing • dijaga kondisi kebersihannya.
Bahan baku steril utk produk steril • ditimbang dan didispensing di sterile clean area .
PENIMBANGAN & DISPENSING

Aktivitas operasional penimbangan dan dispensing• dilakukan menggunakan peralatan yg bersih.
Bhn awal, produk antara dan produk ruahan yg didispensing • dicek ulang akurasinya dan diparaf oleh supervisor
produksi sebelum diserahkan ke area produksi.
Bahan-bahan yg didispensing • sebaiknya 1 bets satu palet atau dikumpul bersamaan
serta diberi label yg jelas.
PENIMBANGAN & DISPENSING

PENGEMBALIAN KE GUDANG
Semua bhn awal, bhn kemas, produk antara & produk ruahan yg dikembalikan• didokumentasi dan direkonsiliasi.
Hanya bhn awal, bhn kemas, produk antara & produk ruahan • yg masih memenuhi syarat saja

PROSES
Semua bahan yg digunakan dlm proses • diperiksa sebelum dipakai.
Pengerjaan produk yg berbeda • tidak dilakukan secara simultan atau berurutan di ruang yang sama,
kecuali tidak terdapat risiko mix-up atau cross-contamination.
Lingkungan produksi • dimonitor dan dikontrol sampai tingkat yg diinginkan, misal kelas
partikel 100000 untuk ruang proses produk non steril.
Sebelum memulai proses produksi • area kerja dan peralatan bersih dari bahan awal, produk, atau dokumen yg
tidak diperlukan utk proses saat itu.
Semua peralatan yg digunakan dlm proses • diperiksa sebelum dipakai. • dicantumkan label yg menyatakan bersih sebelum dipakai.

Semua operasional • sesuai prosedur tertulis. • setiap penyimpangan (deviasi): dijustifikasi dan dilaporkan.
Wadah dan tutupnya (containers and closures) yg digunakan utk bahan yg menunggu proses, • utk produk antara dan produk ruahan harus bersih; dan • sifat dan jenisnya dpt mencegah kontaminasi atau kerusakan produk
atau bahan.
Semua bahan dan peralatan yg menyimpan produk antara • diberi label yg memadai sebagai identitas tahapan proses.• label-label yg ada sebelumnya dibersihkan.
Semua produk antara dan ruahan • diberi label, dan • dikarantina sampai dinyatakan memenuhi syarat oleh QC
PROSES

Semua in-process controls yg diperlukan • dicatat secara akurat pd saat proses.
Hasil tiap tahap proses bets produksi • dicatat dan diperiksa dibandingkan dengan hasil teoritis.
Di semua tahap proses, • ada perhatian terhadap masalah cross-contamination.
Batasan waktu dan kondisi simpan bahan in-process• ditetapkan dan dijalankan.
Sistem berbasis komputer (Critical computer-dependent systems) • ada back-up, terutama jika terjadi kegagalan sistem.
PROSES

BAHAN & PRODUK KERING
Utk mengatasi masalah kontrol debu dan cross-contamination yg dihasilkan dlm penanganan bhn & produk kering • perlu perhatian dlm hal desain, pemeliharaan dan penggunaan
bangunan/fasilitas dan peralatan/mesin. • Jika mungkin, gunakan sistem produksi tertutup atau cara lain yg
sesuai.
Sistem ekstraksi udara yg efektif • dipasang dgn tempat pembuangan pd tempat tertentu utk mencegah
kontaminasi produk atau proses yg lain.
Filtrasi atau sistem lain yg efektif • dipasang utk mengumpulkan debu.
Dedusting devices • perlu pd pembuatan tablet dan kapsul.

Produk harus dilindungi dari kontaminasi • fragmen/serpihan logam, kaca atau kayu.
Penggunaan mesin/ peralatan yg bisa pecah/ kaca/ gelas• sebaiknya dihindari.
Ayakan, saringan, punches dan dies • sebelum dan sesudah pakai perhatikan kondisinya.
Cek ulang terhadap kemungkinan adanya • tablet atau kapsul yg terselip/tersembunyi/tertinggal pd mesin cetak,
mesin hitung/counters, atau wadah produk ruahan.
BAHAN & PRODUK KERING

ALUR PROSES PRODUKSI TABLET/KAPSULIPC Dispensing
Pengayakan (Azo)
Premixing (Thumbler)
Granulation Basah(Battagion)
Pengeringan Granulat (Fluid Bed Dryer)
IPC
Granulanasi Kering (Granulator)
IPC Final Mixing
IPC Cetak/Filling
Coating IPC
IPC Packaging
IPC Primer Sekunder/Tersier
Obat Jadi
Produk Antara
Produk Ruahan
Direct C
om
presio
n
Wet G
ranu
lation
Finished Product
Release Product
Gudang Transito
Final Inspection (QA)
Bahan Awal

ALUR PROSES PRODUKSI SALEP, SIRUP & SERBUK
Bahan Awal IPCDispensing
Vesel Salep (Basis Salep)
Vessel Syrup (Larutan Sirup) AZO (Serbuk)
IPCFinal Mixing
(Vesel)Final Mixing
(vesel)Final mixing
(Diosna)
Produk Ruahan
IPC Filling
Packaging
IPC Primer Sekunder/Tersier
Finished Product
Release Product
Gudang Transito
Final Inspection (QA)
Produk Antara
Obat Jadi

PENCAMPURAN & GRANULASI Jika tidak dioperasikan sebagai suatu sistem tertutup,
• peralatan mixing, sifting dan blending dilengkapi dgn suatu sistem pengendalian debu.
Parameter proses yg kritis (misal, waktu, kecepatan, dan suhu) • utk setiap proses mixing, blending dan pengeringan dicantumkan dlm
dokumen produksi induk, • dimonitor selama proses dan dicatat dlm batch record.
Kantong filter (Filter bags) pd fluid bed dryer (FBD) • tdk digunakan utk produk yg berbeda, kecuali sudah dicuci. • diperlukan validasi pembersihan (cleaning validation).
Utk produk pensensitisasi atau potensi tinggi • satu kantong satu produk.
Udara tekan yg masuk dan keluar FBD • difilter.
Pembuatan larutan atau suspensi • hati-hati terhadap risiko kontaminasi atau pertumbuhan mikroba.

Fig. 8 Schematic of a typical fluid bed dryer installation.

Fig. 1 Schematic drawing of the typical fluid bed processors.
(A) Simple fluid bed; (B) tumbling fluid bed; and (C) spouted bed processor assisted with a draft tube.

Figure 12 Process air bag filter systems. Source: Courtesy of the
Glatt Group. Figure 13 Process air bag filter systems. Source: Courtesy of
Vector Corporation.
Figure 14 PTFE cartridge filter system. Source: Courtesy of
Vector Corporation.
Figure 15 Stainless steel cartridge filters. Source: Courtesy of the Glatt Group.
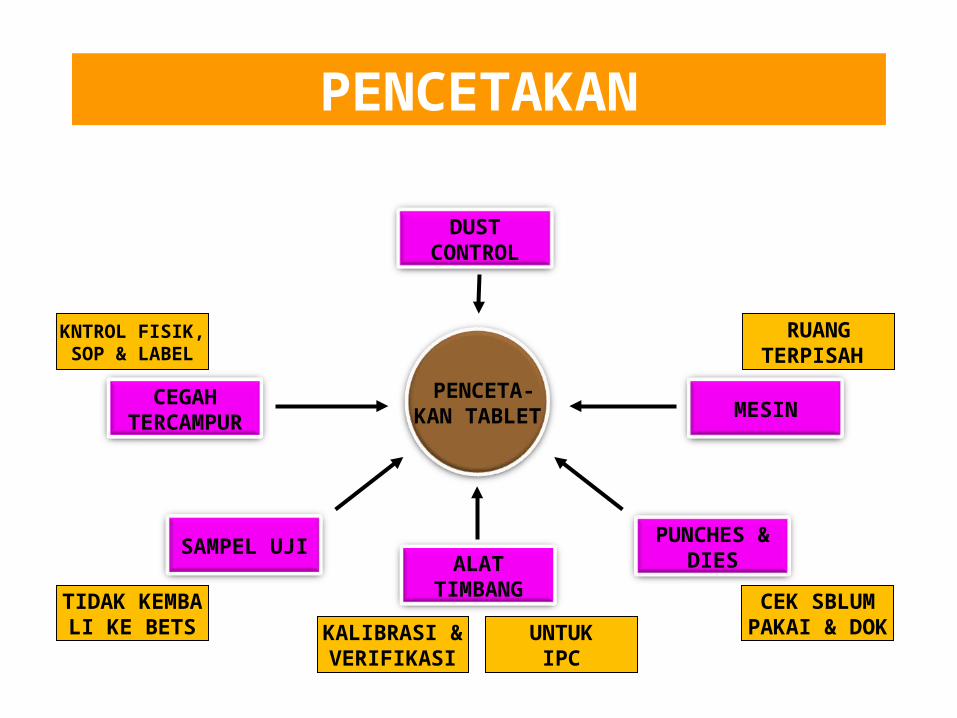
PENCETAKAN
PENCETA-KAN TABLET
DUSTCONTROL
ALATTIMBANG
KNTROL FISIK,SOP & LABEL
MESIN
RUANGTERPISAH
CEGAHTERCAMPUR
KALIBRASI &VERIFIKASI
UNTUKIPC
SAMPEL UJI
TIDAK KEMBALI KE BETS
PUNCHES &DIES
CEK SBLUMPAKAI & DOK

PENYALUTAN
COATING
DIFILTER
UDARA PE-NGERINGAN
DOKUMEN-TASI
PEMBUATAN
LARUTANPENYALUT
CEGAHMIKROBA
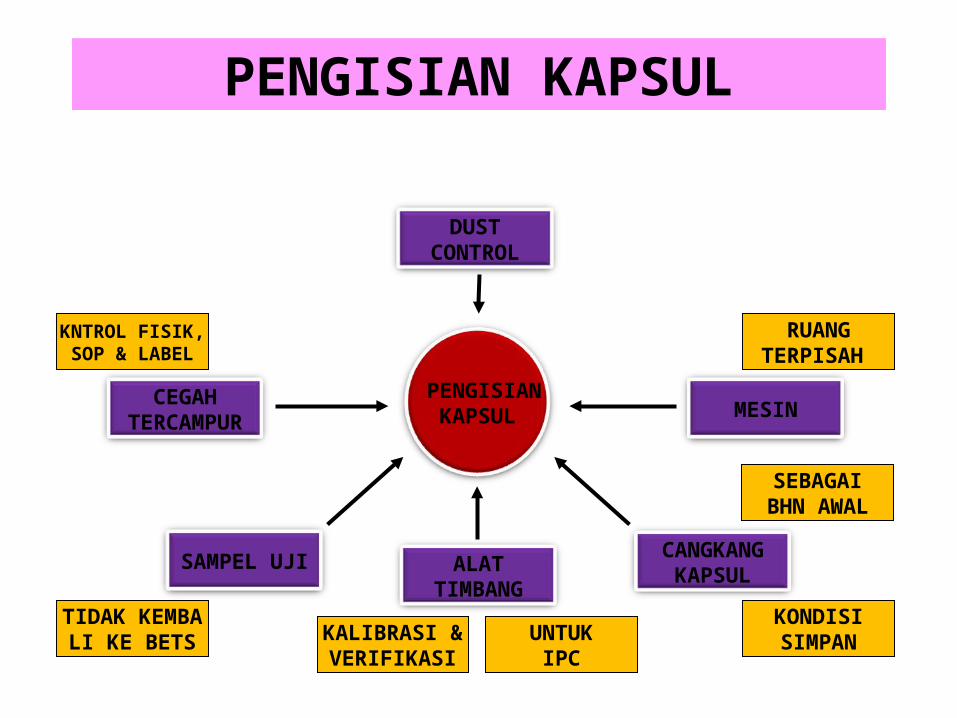
PENGISIAN KAPSUL
PENGISIANKAPSUL
DUSTCONTROL
ALATTIMBANG
KNTROL FISIK,SOP & LABEL
MESIN
RUANGTERPISAH
CEGAHTERCAMPUR
KALIBRASI &VERIFIKASI
UNTUKIPC
SAMPEL UJI
TIDAK KEMBALI KE BETS
CANGKANGKAPSUL
SEBAGAIBHN AWAL
KONDISISIMPAN

PRINTING KAPSUL & TAB SALUT
PRINTING
SELAMAPRINTING
CEGAHTERCAMPUR
TINTA
TINTA EDIBEL
CEGAHTERCAMPUR
SELAMAINSPEKSI
SELAMA SELEKSI & POLISHING
BEDA BETS/PRODUK
PEMISAHAN

PRODUKSI CAIRAN, KRIM & SALEP
CAIRAN, KRIM & SALEP
Mikroba, cemaran lain
Closed & transfersystem
Tangki, wadah,pipa & pompa
Pembersihan, & sanitasi
Deadlegs
Alat
Kaca & SS
Air
Kimia & mikrobiologi
Sanitasi &validasi
Alat & sistempengukur
Verifikasi &kalibrasi
Homogenitaspengisian
Validasi
Produk ruahan
Lama simpan

BAHAN PENGEMAS
BAHANPENGEMAS
Satu jenis
Printing
Penerimaan
SOP
No/penandaan identitas
Cetak
Akses orang
Pengadaan,Penanganan, QC
Bahan awal
Wadah tertutup
Pemisah
Obsolet Musnahkan

PENGEMASAN
PENGE-MASAN
Proses
Produk ruahanke produk jadi
Prosedur Pengemasan Induk
SOP
Penerimaan& identifikasi
IPC
Peralatan Area kerja
Bersih dariproduk & dok
Penerimaanbahan
Periksa &verifikasi
Catatan Penge-masan Induk
Bersih dariproduk & dok
Lineclearance

PENGEMASAN
PRAKTEKPENGE-MASAN
Perkecil
Resiko kesalahan
Wadah produk
Identitas, jml,no bets, status
Bersih,penandaan
Alat
Bersih
Debu
Dust collector,vacuum cleaner
JanganCom-pressor & sikat
Personalia
Pelatihan
Produk yangmirip
Pemisah
Nama & no.bets
Pelumas, lem, tinta, pembersih
Penandaan

PENGEMASAN
PENYELE-SAIAN KE-
GIATANPENGE-MASAN
Sesuai SOP
Kemasanakhir
Karantina
Setelahrekonsiliasi
Penyimpangan
Investigasi
Supervisor
Penghitungan,pemusnahan
Pencatatan(CKB)
Pemusnahansisa
Setelahrekonsiliasi
Satu bets satu palet
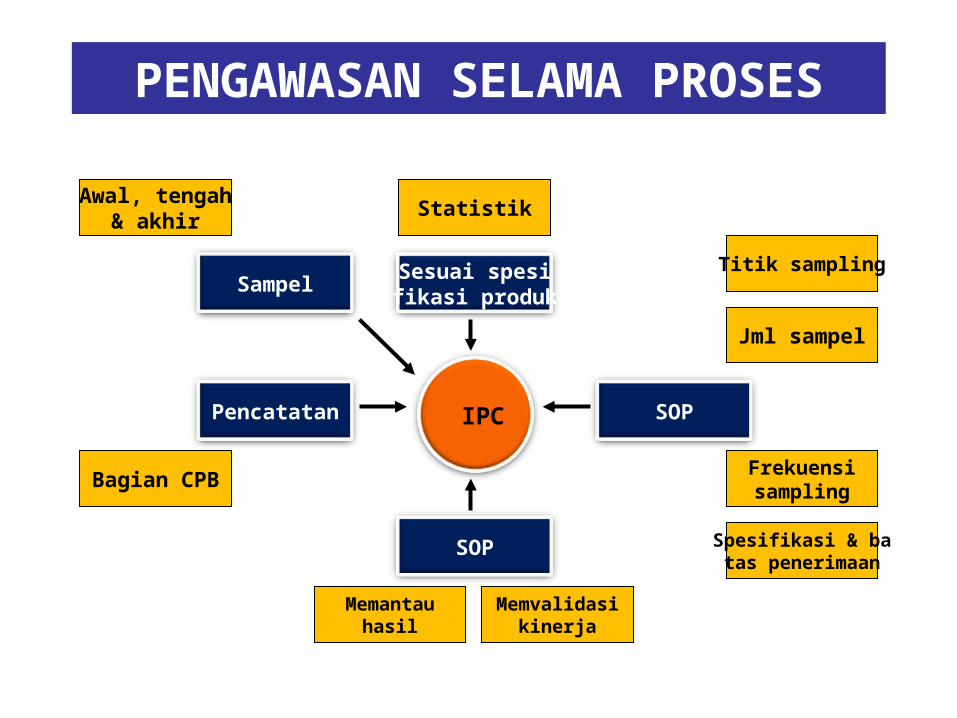
PENGAWASAN SELAMA PROSES
IPC
Statistik
Sesuai spesifikasi produk
SOP
Frekuensisampling
Titik sampling
Spesifikasi & batas penerimaan
SOP
Memantauhasil
Memvalidasikinerja
Sampel
Awal, tengah& akhir
Pencatatan
Bagian CPB
Jml sampel
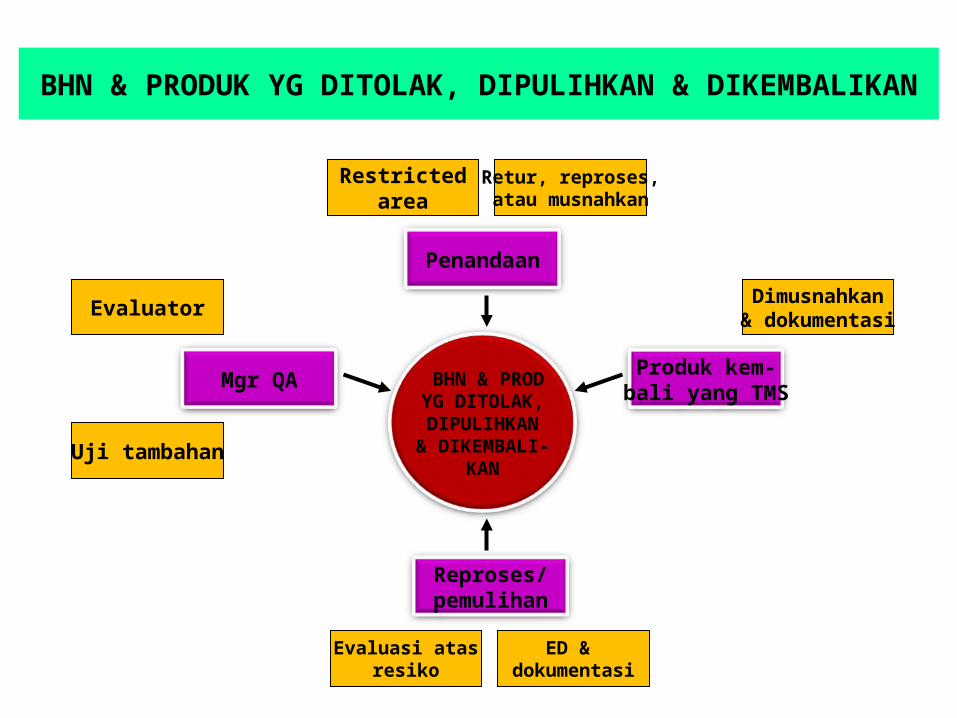
BHN & PRODUK YG DITOLAK, DIPULIHKAN & DIKEMBALIKAN
BHN & PRODYG DITOLAK,DIPULIHKAN
& DIKEMBALI-KAN
Restrictedarea
Penandaan
EvaluatorDimusnahkan
& dokumentasi
Reproses/pemulihan
Evaluasi atasresiko
ED & dokumentasi
Mgr QA
Uji tambahan
Produk kem-bali yang TMS
Retur, reproses,atau musnahkan

KARANTINA & PENYERAHAN PRODUK JADI
KARANTINA& PENYERAHANPRODUK JADI
Sebelum distribusi
Tahap akhir
Kondisipenyimpanan
Serahterima kegudang p. jadi
Syaratpelulusan
PelulusanProd akhir
Sesuai spsfikasipengolahan &pengemasan
SOP
Serahterima ke karantina
Cara simpan
Sampling
Hanya bolehUntuk QC
Mgr QA
Otoritaspelulusan
Akses terbatasSampel
pertinggal
Penandaan &jml sesuai
Released
Kartu stokGudang p. jadi
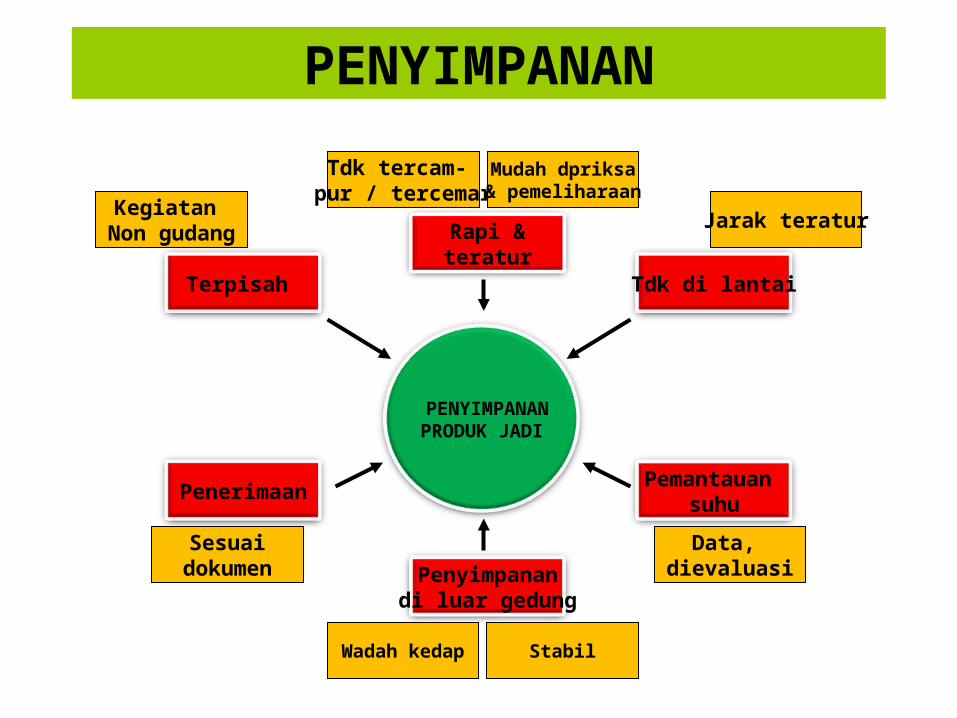
PENYIMPANAN
PENYIMPANANPRODUK JADI
Tdk tercam- pur / tercemar
Rapi &teratur
Pemantauan suhu
Data, dievaluasiPenyimpanan
di luar gedung
Wadah kedap Stabil
Terpisah
Kegiatan Non gudang
Tdk di lantai
Jarak teratur
Penerimaan
Mudah dpriksa& pemeliharaan
Sesuaidokumen
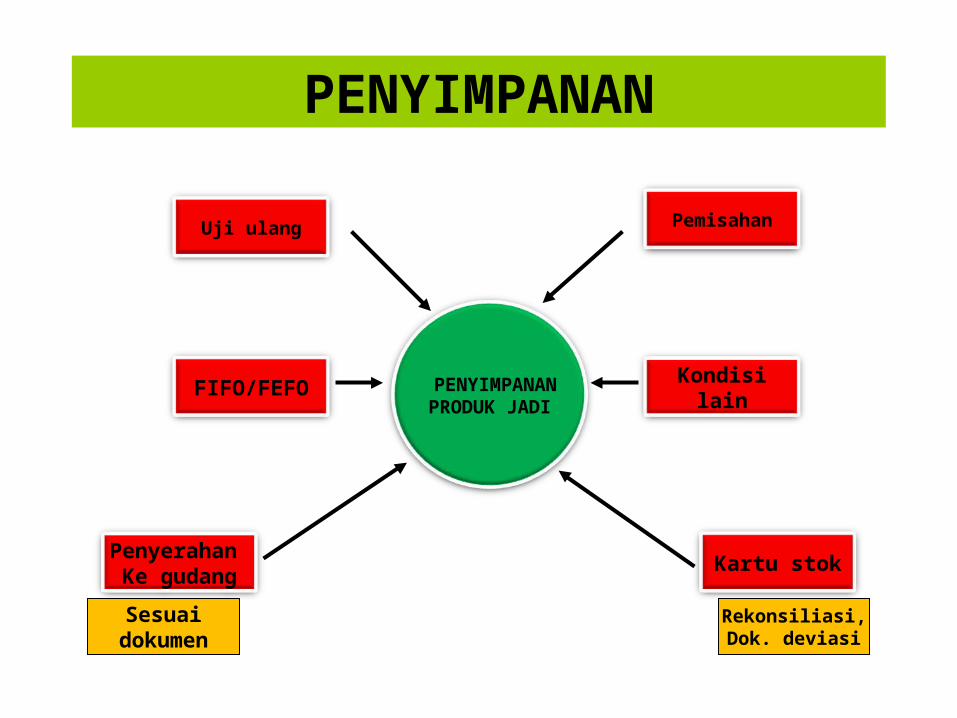
PENYIMPANAN
PENYIMPANANPRODUK JADI
FIFO/FEFOKondisi
lain
Sesuaidokumen
Penyerahan Ke gudang
Kartu stok
Rekonsiliasi,Dok. deviasi
Uji ulang Pemisahan

CATATAN PEGENDALIAN PENGIRIMAN OBAT
CATATANPENGENDALIAN
PENGIRIMANOBAT
SistemDistribusi
(GDP)
FIFO, FEFO
Catatandistribusi
SOPdistribusi
Penyimpangan dari FIFO / FEFO sesingkat mungkin dan atas persetujuan Mgr