2.Elektroda ( Filller Metal )
38
Elektroda Las ( Filler Metal ) Oleh RASNAF KALMAN
description
filler for welding process
Transcript of 2.Elektroda ( Filller Metal )

Elektroda Las ( Filler Metal )
Oleh
RASNAF KALMAN
I. Pendahuluan
1. Umum
Pemilihan Elektroda las / filler wire metal sebagai logam pengisi dalam proses
las sangat menentukan mutu hasil pengelasan. Begitu juga fluks dan gas sebagi
pelindung / shielding semua itu berkaitan erat dengan sifat mekanis logam las
yang dihendaki.
Untuk itu perlu pemilihan elektroda / filler wire yang tepat, pemilihan ini sangat
berkaitan dengan ;
Jenis proses las yang digunakan
Jenis material yang akan di las, juga jenis filler metal (elektroda)
Desain sambungan
Perlakuan panas, preheat, phostheat
Apabila salah dalam pemilihan akan menyebabkan kegagalan hasil las
2. Tujuan
Agar dapat memilih elektroda / filler wire metal yang tepat sesuai standar / code,
dalam menghasilkan las yang dapat diterima sesuai persyaratan standar / code,
terutama sifat-sifat mekanis yang dihendaki.
3. Lingkup
Fungsi, jenis, klasifikasi, karakteristik dan pengujian, electrode / filler pada proses
pengelasan : SMAW, GMAW, GTAW, FCAW, SAW.
II. Elektroda Las
Salah satu jenis elektroda terumpan ialah elektroda terbungkus sebagai logam
pengisi dalam proses pengelasan SMAW : lazim disebut elektroda las.
1. Fungsi
Elektoda las berfungsi sebagai logam pengisi dalam proses pengelasan
menggunakan busur api listrik .
Elektroda las terdiri dari
Logam inti (core wire)
Coating (pembungkus) yang terdiri dari bahan flux
2. Kawat inti (core wire)
Logam pengisi pokok dari bahan low carbon steel / mild steel mempunyai ukuran
diameter 1,5 – 6 (8) mm dan panjang 250 s/d 450 mm.
Komposisi kimia kawat inti tidak banyak berpengaruh terhadap sifat mekanik
logam las, tapi yang paling berpengaruh adalah coating (pembungkus) terhadap
sifat mekanik logam las dan semua logam las (All Weld Metal).
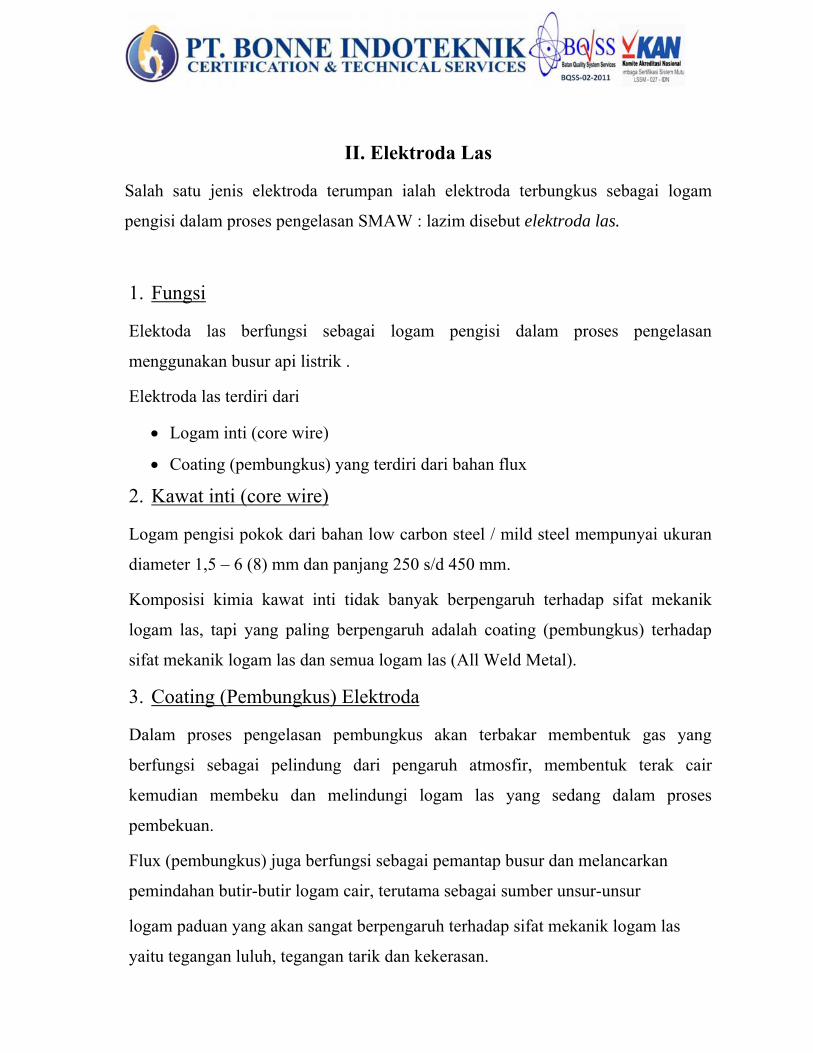
3. Coating (Pembungkus) Elektroda
Dalam proses pengelasan pembungkus akan terbakar membentuk gas yang
berfungsi sebagai pelindung dari pengaruh atmosfir, membentuk terak cair
kemudian membeku dan melindungi logam las yang sedang dalam proses
pembekuan.
Flux (pembungkus) juga berfungsi sebagai pemantap busur dan melancarkan
pemindahan butir-butir logam cair, terutama sebagai sumber unsur-unsur
logam paduan yang akan sangat berpengaruh terhadap sifat mekanik logam las
yaitu tegangan luluh, tegangan tarik dan kekerasan.
Bahan – bahan yang digunakan pada pembungkus dapat digolongkan sebagai
bahan :
Pemantap busur
Pembentuk terak
Penghasil gas deoksidator
Penambah unsur paduan dan
Pengikat
Bahan – bahan tersebut antara lain :
Oksida logam karbonat. Silikat, Fluorida logam paduan, serbuk besi dan zat-zat
organic.
Karakteristik Coating
Menambah conductivity pada panjang busur
Menghasilkan gas (H2, O2, H2O, CO, CO2, N2) asap metallic, asap organic.
Menyebabkan slag sebagai proteksi, isolasi melawan panas, reaksi metalurgi
penghasil komposisi yang pasti, berpengaruh pada kristalisasi.
Core wire
Coating
4. Pemanufaktur Elektroda Las
Tahapan Prosees :
Persiapan
Pelapisan
Pengeringan
Pengepakan
Penyimpanan
Persiapan bahan kawat inti :
Penentuan jenis kawat inti
Pemeriksaan visual
Pelurusan Pemotongan dan pembersihan
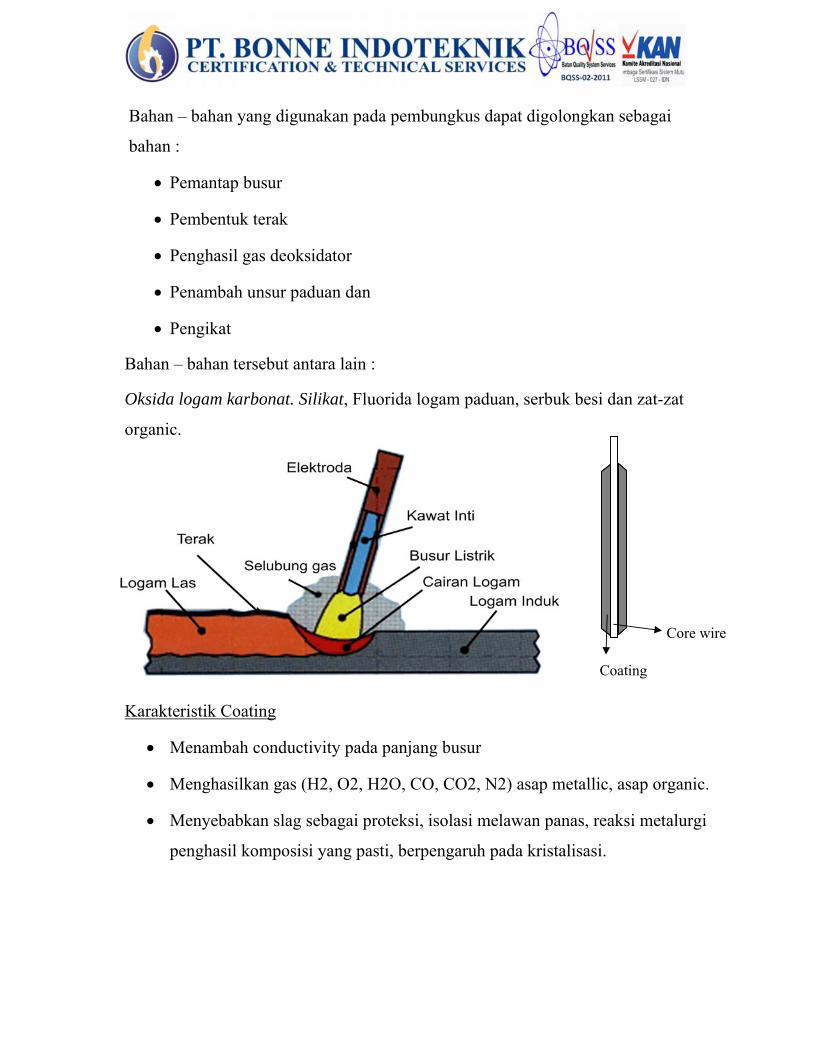
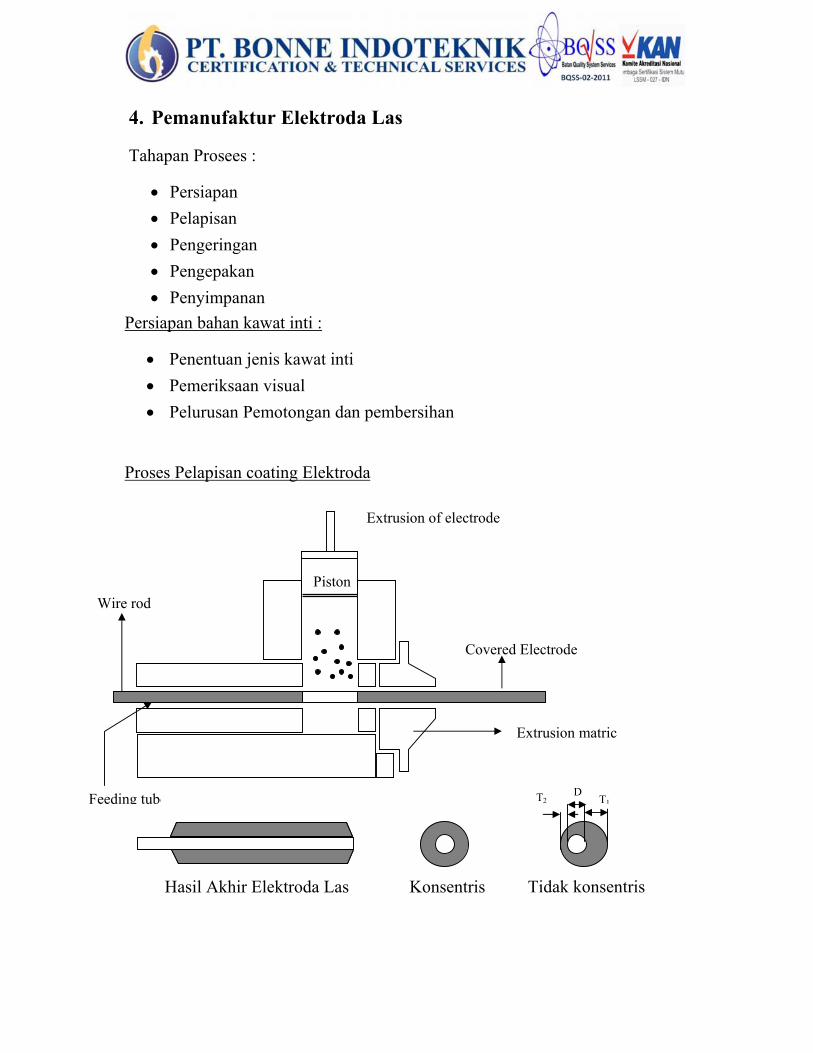
Proses Pelapisan coating Elektroda
Extrusion of electrode
Wire rod
Covered Electrode
Piston
Feeding tube
Extrusion matric
Tidak konsentris Hasil Akhir Elektroda Las Konsentris
D T1T2
Toleransi ketidak konsentris (TK)
TK = (t1 – t2 / D) x 100%
Toleransi max yang diijinkan sesuai spesifikasi pabrik pembuat dan standard.
Untuk coating / pembungkus yang normal ketebalan antara 10 s/d 50% diameter
kawat inti.
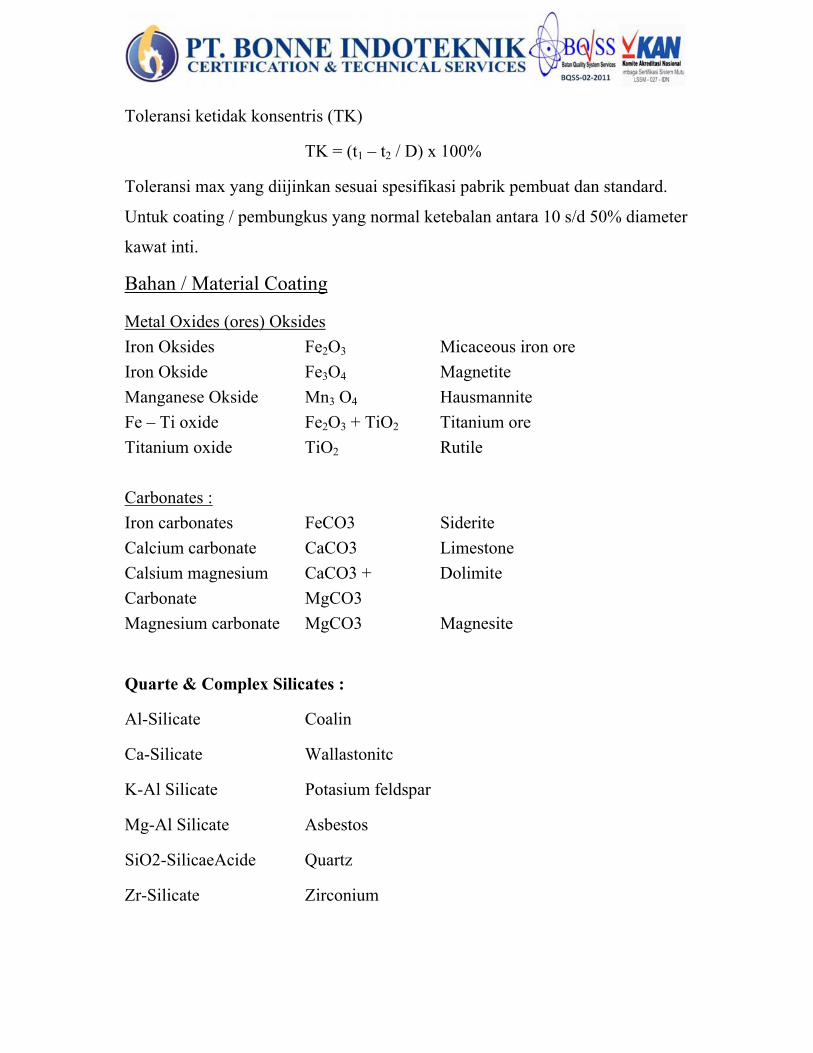
Bahan / Material Coating
Metal Oxides (ores) Oksides
Iron Oksides Fe2O3 Micaceous iron ore
Iron Okside Fe3O4 Magnetite
Manganese Okside Mn3 O4 Hausmannite
Fe – Ti oxide Fe2O3 + TiO2 Titanium ore
Titanium oxide TiO2 Rutile
Carbonates :
Iron carbonates FeCO3 Siderite
Calcium carbonate CaCO3 Limestone
Calsium magnesium CaCO3 + Dolimite
Carbonate MgCO3
Magnesium carbonate MgCO3 Magnesite
Quarte & Complex Silicates :
Al-Silicate Coalin
Ca-Silicate Wallastonitc
K-Al Silicate Potasium feldspar
Mg-Al Silicate Asbestos
SiO2-SilicaeAcide Quartz
Zr-Silicate Zirconium
Ferro alloys
Fe-Mn Ferro manganese
Fe-Si Ferro Silicon
Fe-Ti Ferro Titanium
Fe-Si-Mn Ferro Silicon Manganese
Fe-Si-Ti Ferro Silicon Titanium
Fe-Cr Ferro Chronium
Fe-Mo Ferro Molibdenium
Fe-Ta/Cb Ferro Titanium columbium
Pure Metals :
Cr, Fe, Mn, Mo, Ni, Ta/Cb, V, W
Metalic Salts :
Calcium fluoride CaF2 Fliorspar
Sodium alumunium fluoride Na3ALF3 Cryolite
Organic substances Binders
Wood flour
Cellulose
Silicate of potassium
Silicate of sodium
5. Elektrode Coating : Reqiurements
a. Welding technology requirement :
Good striking and restriking characteristic
Good gap ability
Position weldability
Arc stability
Coating elastic, resistant
Low tendency to develove fumes
b. Economy
High rates of deposition
High recovery
Low spatter losses
Easy removal of slag
Over load cavacity
High welding speed
Great length of bead deposited
Good upsetting ability
Good bead surface
c. Metallurgical :
High level of mechanical properties
No porosity in weld
Insensitive to : rust, scale, oil on the surface of BM
Insensitive to regregation
Resistance to hot and cold cracking
Coating insensitive to moisture
6. Type Elektrode (EN Clasification)
Symbol : A : Acide
R : Rutile (tipis, medium)
RR : Rutile (Tebal)
AR : Rutile / Acide (mixed type)
C : Cellulose
R(c) : Rutile Cellulose
RR (c) : Rutile Cellulose (Tebal)
B : Basic
B (R) : Basic dgn non basic (R)
RR (B) : Rutile basic (tebal)
Dasar Memilih Coating
Slag a shielding gas forms (lime, rutile)
Deoxidizing (Fe Si-B, Fe-A, R)
Pengikat (silikat potassium – dan perbedaan viskositas sodium)
Alat extrusi
Sifat mekanik weld deposite dikuasai / didominasi oleh :
Type Coating
Tebal Coating
- Tipis 120 % dari diameter kawat inti
- Medium 120 – 150 % dari diameter kawat inti
- Tebal > 155% dari diameter kawat inti.
Acide Coating (A)
Mempunyai komposisi :
40 % FeO + MnO (iron ore + manganese)
20 % SiO2 (Silicate)
30 % FeMn (Ferro Manganese)
10 % Plasticizer
- Acide coating biasanya tebal
- Sifat mekanik weld metal yield strength (kuat tarik), lebih baik tebal daripada yang tipis untuk type yang sama
- Metal transfer membentuk spray
- Sangat cocok untuk posisi Horizontal
- Bead surface smooth
- DC / AC
- Elektroda hot running dapat digunakan untuk cutting jika ampere tinggi
- Riskan terhadap porosity dan hot cracking jika di gunakan pada material carbon tinngi > 0,25 % juga phosphor dan sulpur tinggi
Rutile Coating (R)
Mempunyai komposisi
50 % TiO2 (Rutile)
15 % Si O2 (silicate)
10 % CaCO3 (Limestone)
15 % FeMn Ferro Manganese)
10 % Plasticizer
Coating didominasi Ti O2 berbentuk rutile, coating tebal berpengaruh pada metal
transfer dan arc (busur).
Coating tipis droplet besar dan sebaliknya.
Rutile coated
Arus bisa Dc / Ac
All position
Sangat baik bila coating tipis & medium. Lebih baik untuk setiap kasus untuk tebal coating yang sama
Bead smooth
Slag lebih mudah untuk dibuang
Sangat kecil terjadinya hot Cracking dari pada Acid
Slag yang dihasilkan Good Conductivity
Basic Coating
Mempunyai komposisi :
40 % Ti O2 (lime)
35 % Ca F2 (Calcium fluoride)
5 % Si O2 / Ti O2
10 % Fe Si (Deoxsidieer)
3 % Fe Mn
7 % Plasticizer
Elektroda biasanya coating tebal
Arus DCEP
Untuk semua posisi pengelasan
Metal transfer medium droplet
Lebih susah melepas slag
Sifat mekanik lebih baik dari pada coating yang lain, impact strength pada temperature dibawah 00C
Lebih cocok component yang besar, berat dan rigid struktur (konstruksi)
Hygros copiesharus disimpan ditempat kering dan dikeringkan dioven (rebacking)
Mudah terkena hydrogen-micro crack
Untuk special teknik
- Arc / busur harus pendek
- Exssecive weaving
- High welding speed
Untuk posisi vertical down dapat dilakukan dengan high speed.
Cellelose coating
Mempunyai komposisi :
40 % Cellelose
20 % Ti O2 (rutile)
15 % Si O2 (silicate)
10 % Fe O2 (magnetite)
15 % Fe Mn (Ferro Manganese)
Dibuat untuk osisi vertical down Ø Elektroda yang dipakai besar, ampere tinggi dan welding speed tinggi, dengan coating khusus, Ø > 5 mm – weldabelity.
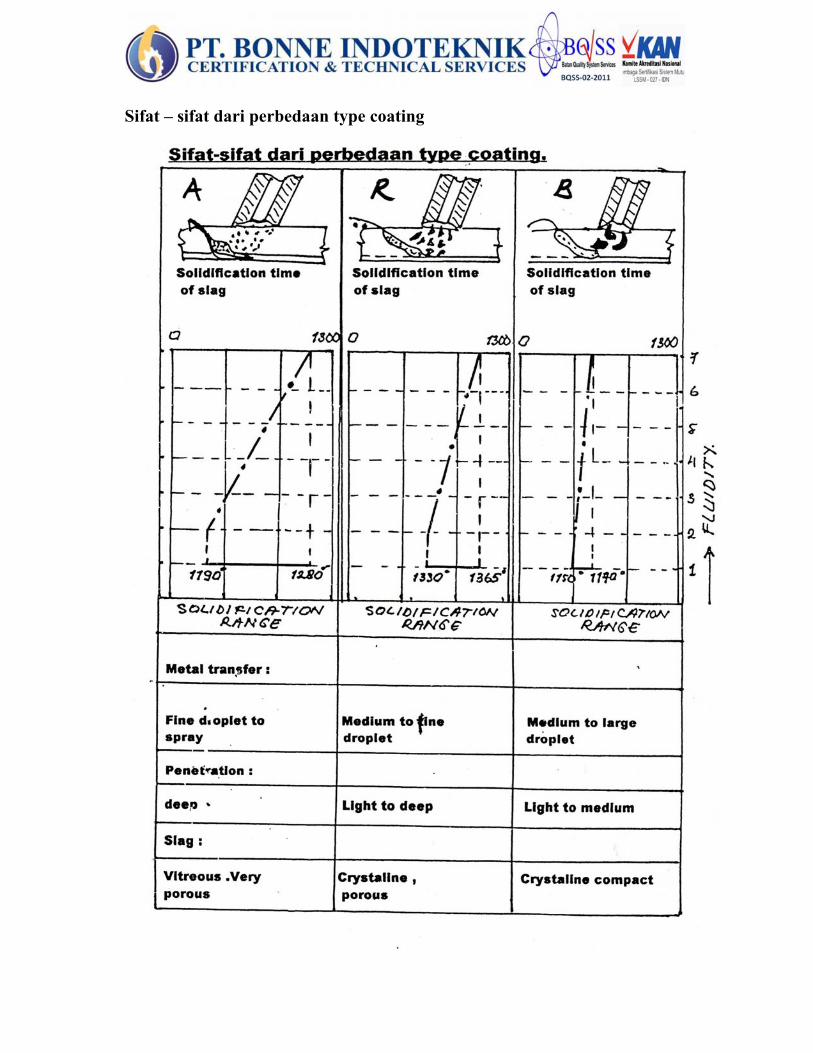
Sifat – sifat dari perbedaan type coating
Type Elektroda Special
Elektroda dibuat khusus misalnya :
Untuk Hardfacing / penebalan tahan aus
Untuk penebalan tahan korosi
Untuk besi tuang / baja tuang, baja paduan
Dibuat dengan komposisi coating berbeda sesuai dengan kebutuhan.
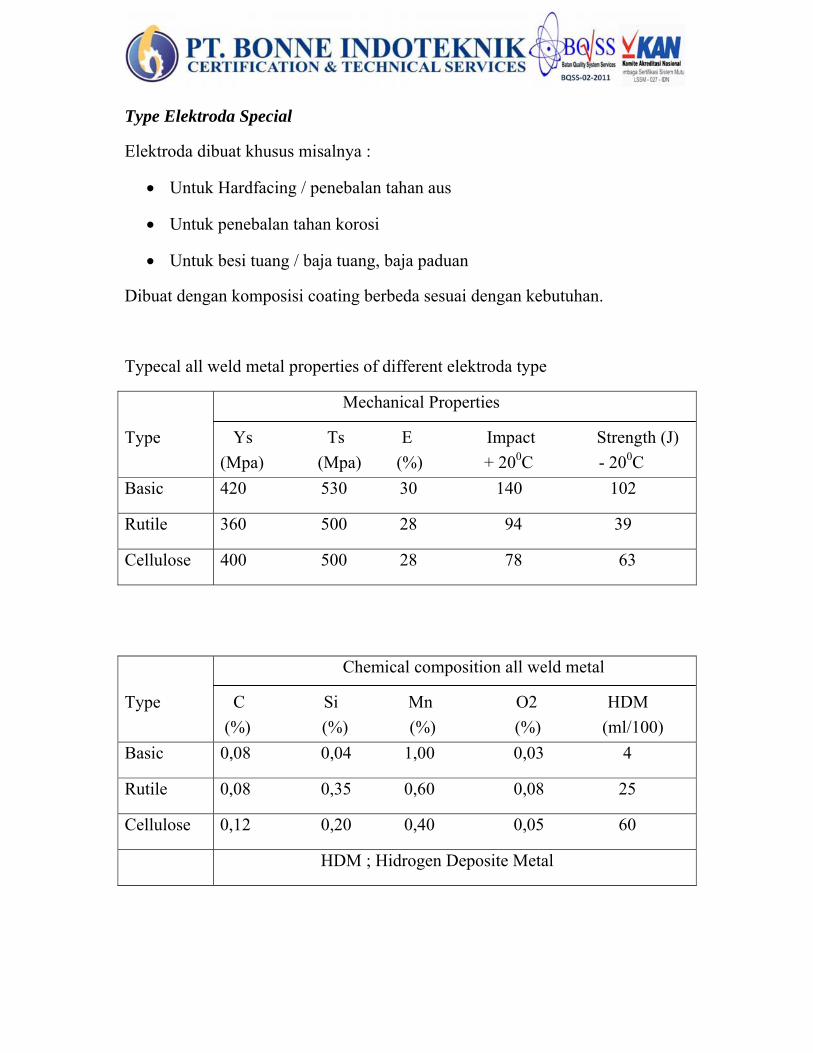
Typecal all weld metal properties of different elektroda type
Type
Mechanical Properties
Ys Ts E Impact Strength (J)
(Mpa) (Mpa) (%) + 200C - 200C
Basic 420 530 30 140 102
Rutile 360 500 28 94 39
Cellulose 400 500 28 78 63
Type
Chemical composition all weld metal
C Si Mn O2 HDM
(%) (%) (%) (%) (ml/100)
Basic 0,08 0,04 1,00 0,03 4
Rutile 0,08 0,35 0,60 0,08 25
Cellulose 0,12 0,20 0,40 0,05 60
HDM ; Hidrogen Deposite Metal
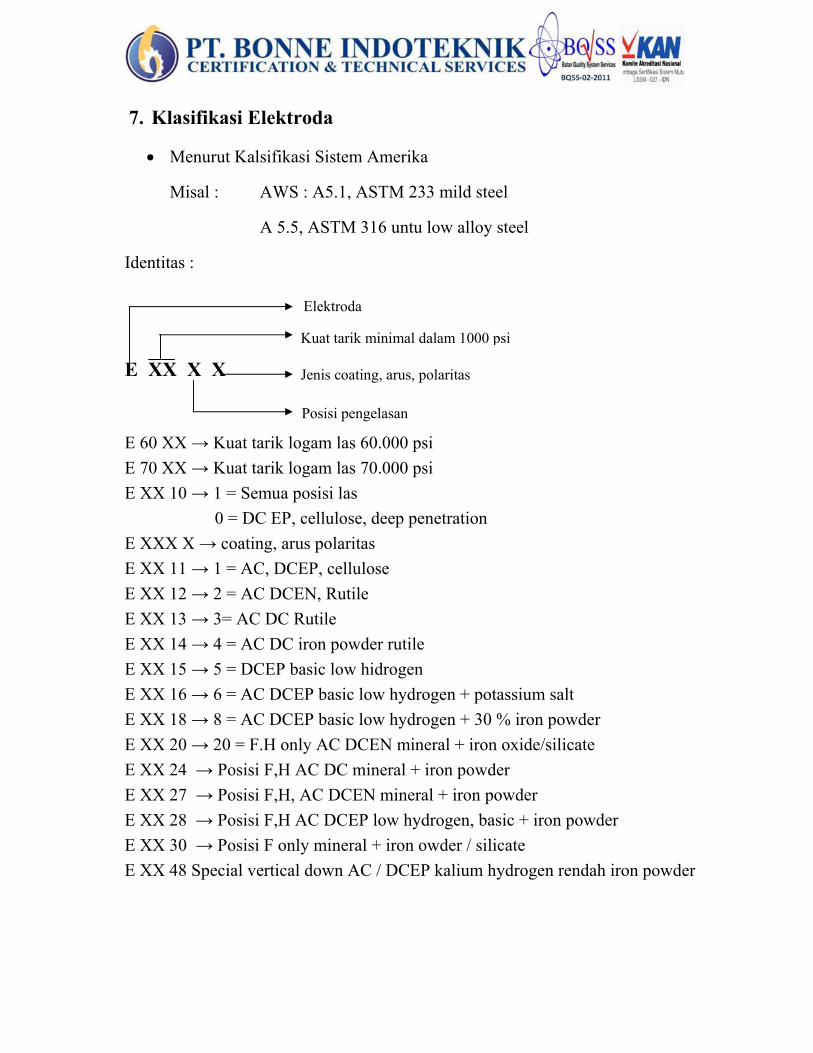
7. Klasifikasi Elektroda
Menurut Kalsifikasi Sistem Amerika
Misal : AWS : A5.1, ASTM 233 mild steel
A 5.5, ASTM 316 untu low alloy steel
Identitas :
E XX X X
E 60 XX → Kuat tarik logam las 60.000 psi
E 70 XX → Kuat tarik logam las 70.000 psi
E XX 10 → 1 = Semua posisi las
0 = DC EP, cellulose, deep penetration
E XXX X → coating, arus polaritas
E XX 11 → 1 = AC, DCEP, cellulose
E XX 12 → 2 = AC DCEN, Rutile
E XX 13 → 3= AC DC Rutile
E XX 14 → 4 = AC DC iron powder rutile
E XX 15 → 5 = DCEP basic low hidrogen
E XX 16 → 6 = AC DCEP basic low hydrogen + potassium salt
E XX 18 → 8 = AC DCEP basic low hydrogen + 30 % iron powder
E XX 20 → 20 = F.H only AC DCEN mineral + iron oxide/silicate
E XX 24 → Posisi F,H AC DC mineral + iron powder
E XX 27 → Posisi F,H, AC DCEN mineral + iron powder
E XX 28 → Posisi F,H AC DCEP low hydrogen, basic + iron powder
E XX 30 → Posisi F only mineral + iron owder / silicate
E XX 48 Special vertical down AC / DCEP kalium hydrogen rendah iron powder
Elektroda
Kuat tarik minimal dalam 1000 psi
Jenis coating, arus, polaritas
Posisi pengelasan
8. Pemilihan Elektroda Las
Berdasarkan :
Material (base metal ) komposisi
Posisi pengelasan vertical up / down
Desain bentuk sambungan
Proses las AC / DC, polaritas EP, EN
Persyaratan penetrasi, heat input
Biaya operasional, deposition rate bentuk sambungan, jens pekerjaan
Juru las (welder qualification), Spacial proses
9. Pengaruh Kebasahan dan Kandungan H2
Apabila elektroda mengandung hydrogen (H2) akan merugikan hasil las,
humidity lebih besar dari 50 % pada temperature kamar akan mengakitkan cold
cracking hasil las.
Penyimpanan Elektroda Las
Penyimpanan elektroda untuk mendapatkan hasil las yang baik adalah essential.
Disimpan ditempat kering, terutama untuk low hydrogen basic elektroda
Pengepakan dari pabrik sebagai proteksi untuk menghindari pengaruh
humidity harus baik
Elektroda yang mempunyai humidity > 50 % diharuskan disimpan dioven
(sesuai rekomendasi pabrik)
Elektroda low hydrogen → contoh : E7016 & E 7015 dan low hydrogen iron
powder E 7018, E 7028 sangat kritis sangat mudah menyerap moisture
Jika container / pack dibuka hanya untuk digunakan periode 8 jam, apabila
ada sisa harus disimpan kembali dioven.
Jika electrode, container dibuka electrode basic harus disimpan pada oven
temperature 100 s/d 150o C selama 8 jam untuk mild steel electrode.
Ruang penyimpanan electrode basic harus decontrol dengan humidity < 50%
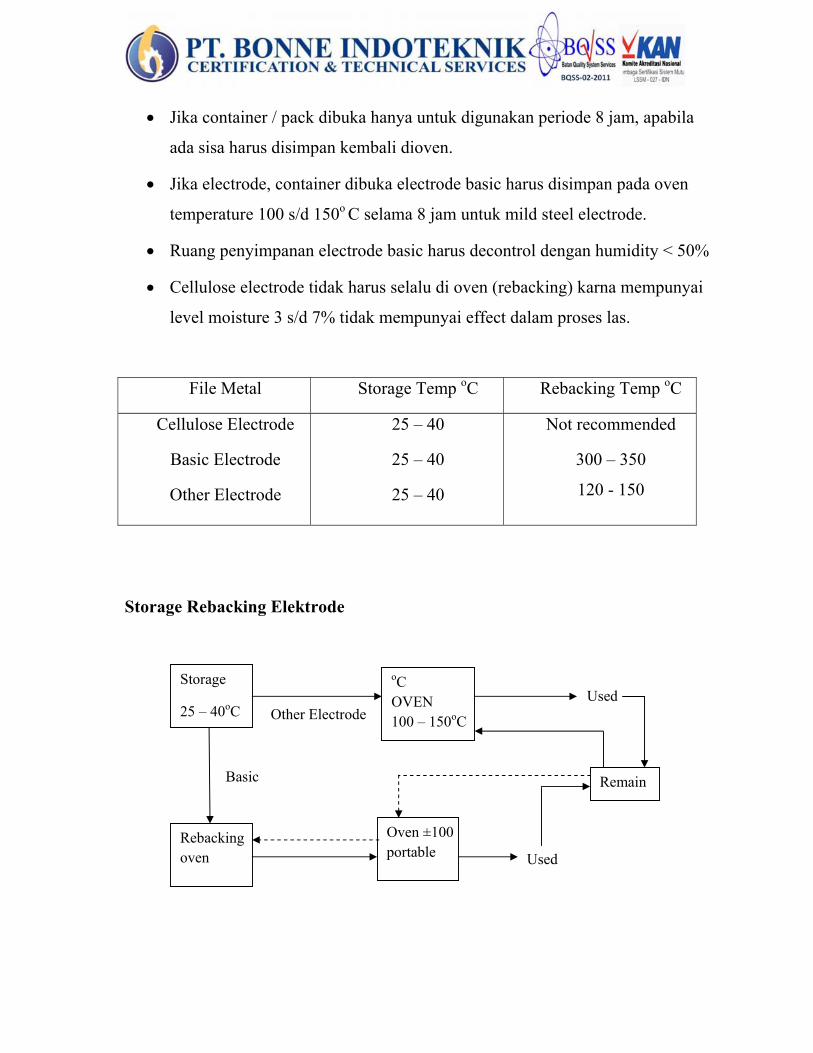
Cellulose electrode tidak harus selalu di oven (rebacking) karna mempunyai
level moisture 3 s/d 7% tidak mempunyai effect dalam proses las.
File Metal Storage Temp oC Rebacking Temp oC
Cellulose Electrode
Basic Electrode
Other Electrode
25 – 40
25 – 40
25 – 40
Not recommended
300 – 350
120 - 150
Storage Rebacking Elektrode
Storage
25 – 40oC
Rebacking oven
oC OVEN 100 – 150oC
Oven ±100 portable
Remain
Used
Used
Other Electrode
Basic
III. FILLER METAL (WIRE ROD)
Filer Wire Metal ialah logam pengisi dalam proses pengelasan berupa wire rod
lajim digunakan pada proses brpelindung gas
Berupa batangan → proses GTAW
Berupa wire roll → proses GMAW
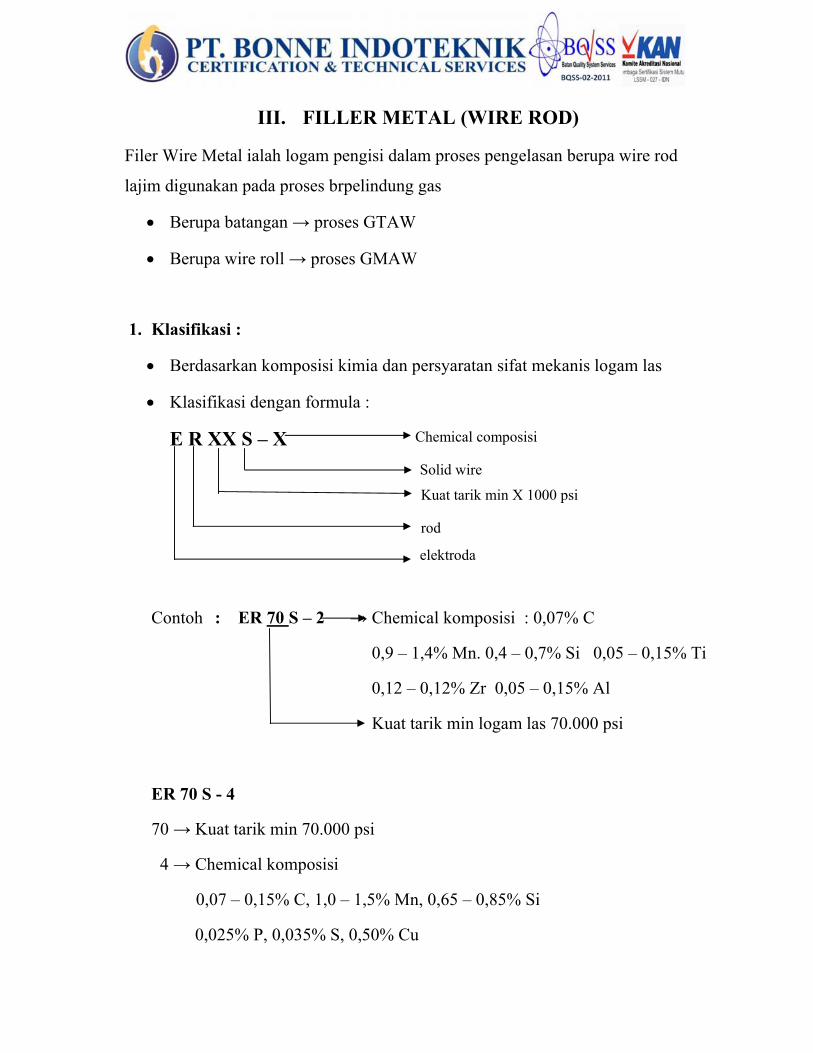
1. Klasifikasi :
Berdasarkan komposisi kimia dan persyaratan sifat mekanis logam las
Klasifikasi dengan formula :
E R XX S – X
Contoh : ER 70 S – 2 → Chemical komposisi : 0,07% C
0,9 – 1,4% Mn. 0,4 – 0,7% Si 0,05 – 0,15% Ti
0,12 – 0,12% Zr 0,05 – 0,15% Al
Kuat tarik min logam las 70.000 psi
ER 70 S - 4
70 → Kuat tarik min 70.000 psi
4 → Chemical komposisi
0,07 – 0,15% C, 1,0 – 1,5% Mn, 0,65 – 0,85% Si
0,025% P, 0,035% S, 0,50% Cu
Chemical composisi
Solid wire
Kuat tarik min X 1000 psi
rod
elektroda
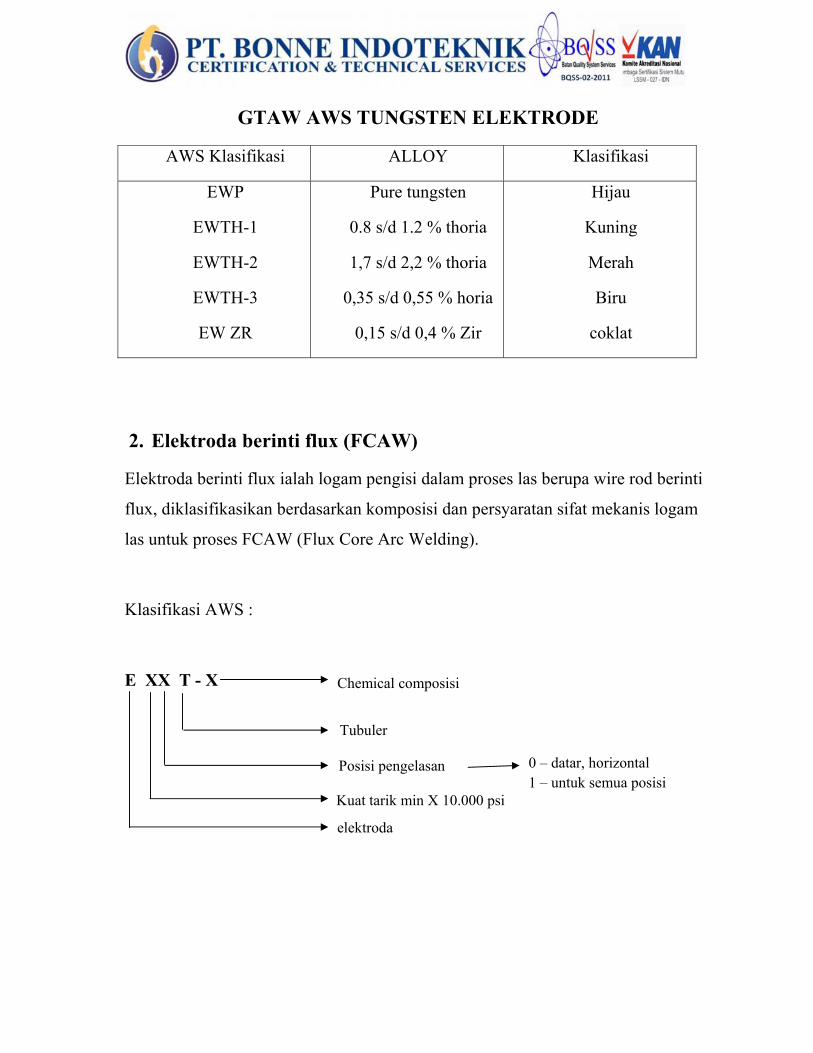
GTAW AWS TUNGSTEN ELEKTRODE
AWS Klasifikasi ALLOY Klasifikasi
EWP
EWTH-1
EWTH-2
EWTH-3
EW ZR
Pure tungsten
0.8 s/d 1.2 % thoria
1,7 s/d 2,2 % thoria
0,35 s/d 0,55 % horia
0,15 s/d 0,4 % Zir
Hijau
Kuning
Merah
Biru
coklat
2. Elektroda berinti flux (FCAW)
Elektroda berinti flux ialah logam pengisi dalam proses las berupa wire rod berinti
flux, diklasifikasikan berdasarkan komposisi dan persyaratan sifat mekanis logam
las untuk proses FCAW (Flux Core Arc Welding).
Klasifikasi AWS :
E XX T - X
Chemical composisi
Tubuler
Kuat tarik min X 10.000 psi
elektroda
Posisi pengelasan 0 – datar, horizontal 1 – untuk semua posisi
3. Filler Wire Metal & Flux
Dalam pengelasan SAW, logam pengisi filler metal dengan pelindung powder flux.
Elektroda filler metal terdiri dari 2 jenis :
1. Berbentuk kawat (wire rod)
2. Berbentuk pelat strip
Klasifikasi :
Filler metal untuk proses pengelasan SAW selalu diklasifikasikan bersama flux. Flux diklasifikasikan sesuai persyaratan siat mekanis logam las klasifikasi flux dan filler metal SAW :
F XXX – E XXX
1. Menyatakan flux
2. Kuat tarik min X 10.000 psi
3. Kondisi perlakuan panas
4. Suhu terendah, impack strength 20 j atau lebih
5. Menyatakan Elektroda (filler metal)
6. Kelas Elektroda / Kalasifikasi
Contoh : F 7A6 – E M12 K
Kuat tarik min 70.000 psi
Impact Strength 27 j pada temperature -60 0F
Bila dilas dengan kondisi spesifikasi EM12K (0,05 – 0,15% C, 0,8 – 1,25% Mn, 0,1 – 0,35% Si, 0,035% P, 0,035 % Cu)
1 2 3 4 5 1 6
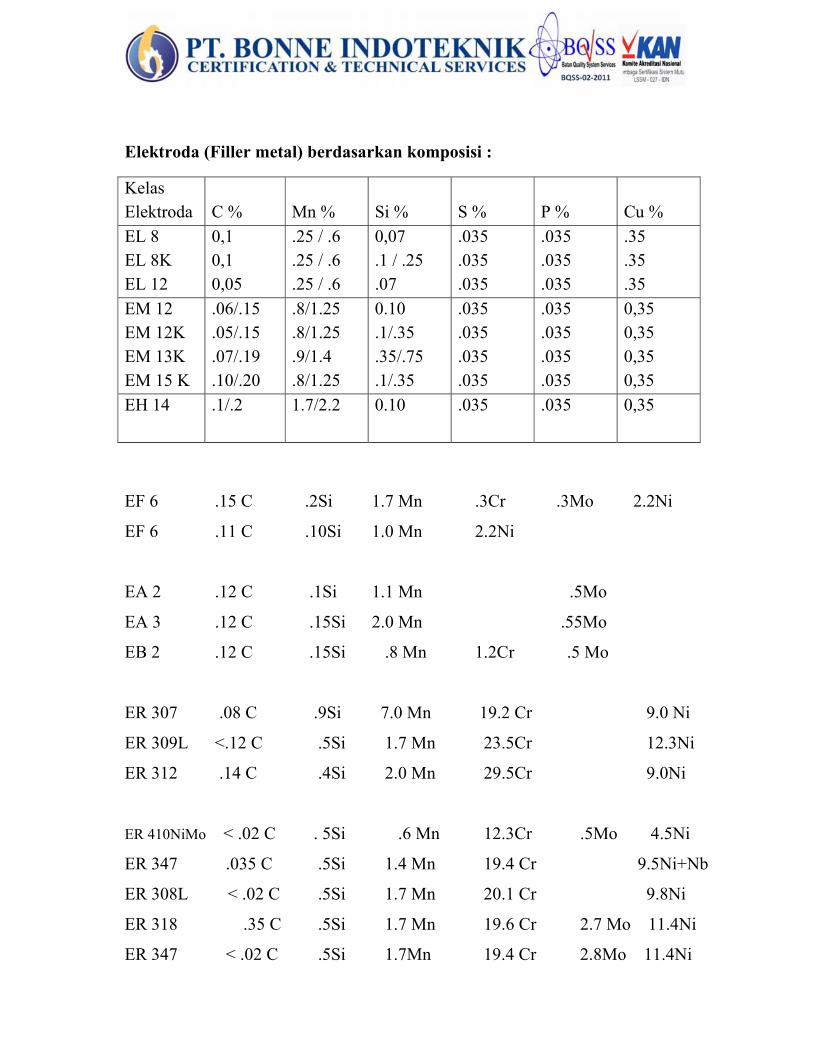
Elektroda (Filler metal) berdasarkan komposisi :
Kelas Elektroda
C %
Mn %
Si %
S %
P %
Cu %
EL 8 EL 8K EL 12
0,1 0,1 0,05
.25 / .6
.25 / .6
.25 / .6
0,07 .1 / .25 .07
.035
.035
.035
.035
.035
.035
.35
.35
.35
EM 12 EM 12K EM 13K EM 15 K
.06/.15
.05/.15
.07/.19
.10/.20
.8/1.25
.8/1.25
.9/1.4
.8/1.25
0.10 .1/.35 .35/.75 .1/.35
.035
.035
.035
.035
.035
.035
.035
.035
0,35 0,35 0,35 0,35
EH 14 .1/.2 1.7/2.2
0.10 .035 .035 0,35
EF 6 .15 C .2Si 1.7 Mn .3Cr .3Mo 2.2Ni
EF 6 .11 C .10Si 1.0 Mn 2.2Ni
EA 2 .12 C .1Si 1.1 Mn .5Mo
EA 3 .12 C .15Si 2.0 Mn .55Mo
EB 2 .12 C .15Si .8 Mn 1.2Cr .5 Mo
ER 307 .08 C .9Si 7.0 Mn 19.2 Cr 9.0 Ni
ER 309L <.12 C .5Si 1.7 Mn 23.5Cr 12.3Ni
ER 312 .14 C .4Si 2.0 Mn 29.5Cr 9.0Ni
ER 410NiMo < .02 C . 5Si .6 Mn 12.3Cr .5Mo 4.5Ni
ER 347 .035 C .5Si 1.4 Mn 19.4 Cr 9.5Ni+Nb
ER 308L < .02 C .5Si 1.7 Mn 20.1 Cr 9.8Ni
ER 318 .35 C .5Si 1.7 Mn 19.6 Cr 2.7 Mo 11.4Ni
ER 347 < .02 C .5Si 1.7Mn 19.4 Cr 2.8Mo 11.4Ni
4.
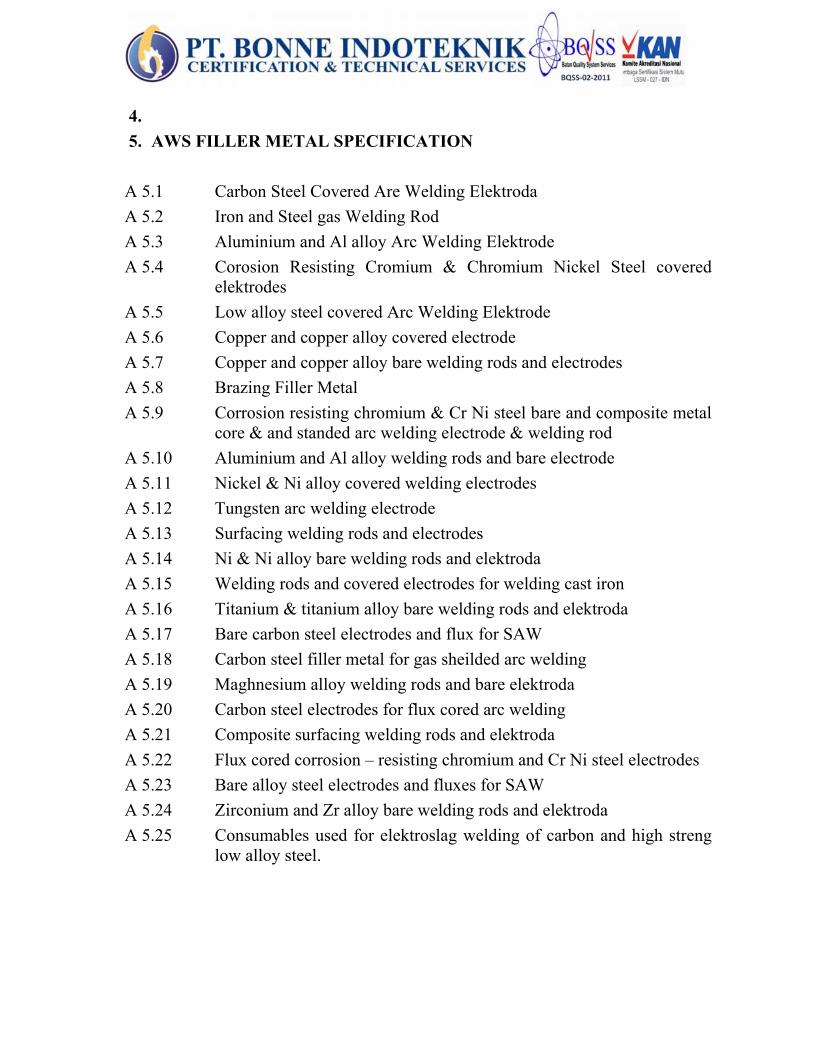
5. AWS FILLER METAL SPECIFICATION
A 5.1 Carbon Steel Covered Are Welding Elektroda
A 5.2 Iron and Steel gas Welding Rod
A 5.3 Aluminium and Al alloy Arc Welding Elektrode
A 5.4 Corosion Resisting Cromium & Chromium Nickel Steel covered elektrodes
A 5.5 Low alloy steel covered Arc Welding Elektrode
A 5.6 Copper and copper alloy covered electrode
A 5.7 Copper and copper alloy bare welding rods and electrodes
A 5.8 Brazing Filler Metal
A 5.9 Corrosion resisting chromium & Cr Ni steel bare and composite metal core & and standed arc welding electrode & welding rod
A 5.10 Aluminium and Al alloy welding rods and bare electrode
A 5.11 Nickel & Ni alloy covered welding electrodes
A 5.12 Tungsten arc welding electrode
A 5.13 Surfacing welding rods and electrodes
A 5.14 Ni & Ni alloy bare welding rods and elektroda
A 5.15 Welding rods and covered electrodes for welding cast iron
A 5.16 Titanium & titanium alloy bare welding rods and elektroda
A 5.17 Bare carbon steel electrodes and flux for SAW
A 5.18 Carbon steel filler metal for gas sheilded arc welding
A 5.19 Maghnesium alloy welding rods and bare elektroda
A 5.20 Carbon steel electrodes for flux cored arc welding
A 5.21 Composite surfacing welding rods and elektroda
A 5.22 Flux cored corrosion – resisting chromium and Cr Ni steel electrodes
A 5.23 Bare alloy steel electrodes and fluxes for SAW
A 5.24 Zirconium and Zr alloy bare welding rods and elektroda
A 5.25 Consumables used for elektroslag welding of carbon and high streng low alloy steel.
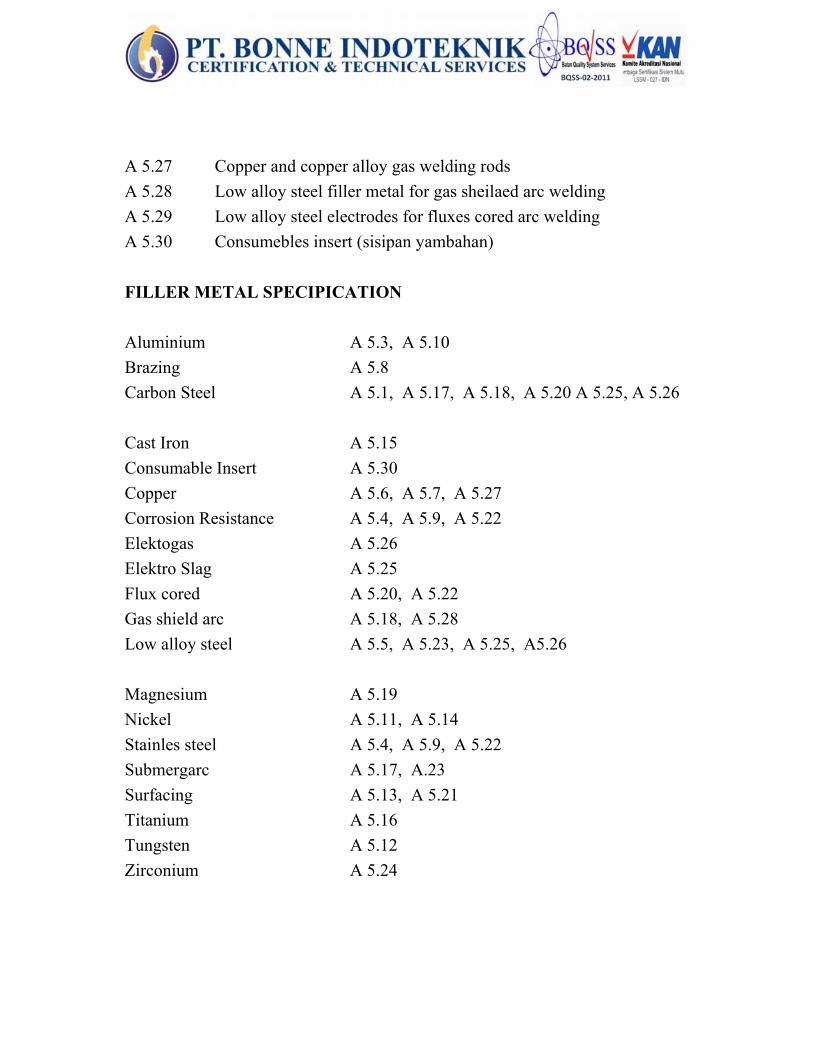
A 5.27 Copper and copper alloy gas welding rods
A 5.28 Low alloy steel filler metal for gas sheilaed arc welding
A 5.29 Low alloy steel electrodes for fluxes cored arc welding
A 5.30 Consumebles insert (sisipan yambahan)
FILLER METAL SPECIPICATION
Aluminium A 5.3, A 5.10
Brazing A 5.8
Carbon Steel A 5.1, A 5.17, A 5.18, A 5.20 A 5.25, A 5.26
Cast Iron A 5.15
Consumable Insert A 5.30
Copper A 5.6, A 5.7, A 5.27
Corrosion Resistance A 5.4, A 5.9, A 5.22
Elektogas A 5.26
Elektro Slag A 5.25
Flux cored A 5.20, A 5.22
Gas shield arc A 5.18, A 5.28
Low alloy steel A 5.5, A 5.23, A 5.25, A5.26
Magnesium A 5.19
Nickel A 5.11, A 5.14
Stainles steel A 5.4, A 5.9, A 5.22
Submergarc A 5.17, A.23
Surfacing A 5.13, A 5.21
Titanium A 5.16
Tungsten A 5.12
Zirconium A 5.24
ASME CODE SECT II, PART C WELDING MATERIALS
ASME CODE SECT IX, F & A NUMBER
Sect II. Specification untuk material las diadop dari AWS untuk klasifikasi
identifikasi berbagai material las.
Contoh : SFA 5.1 Elektroda C5 untuk proses SMAW SFA 5.14 elektroda
telanjang (bare) rod untuk proses GTAW, GMAW, SAW
Sistem Klasifikasi :
Contoh : SA 5.1 & SFA 5.5 kuat tarik minimal bag base meta elektroda
SFA 5.4 electrode alloy characteristic
Sect IX F & A Number tambahan membantu mereview WPS, WPQ
F dan A number
Step 1. Gunakan AWS No. SFA Spesifikasi filler metal
Step 2. Menetapkan F & A number.
Contoh : Elektroda E 70S-3 SFA 5.11 mempunyai F No.6 A No.1
SFA Spesifikation :
DCEP – Revers Polarity
DCEN – Straight polarity
F No. – QW 432
A No. – QW 442
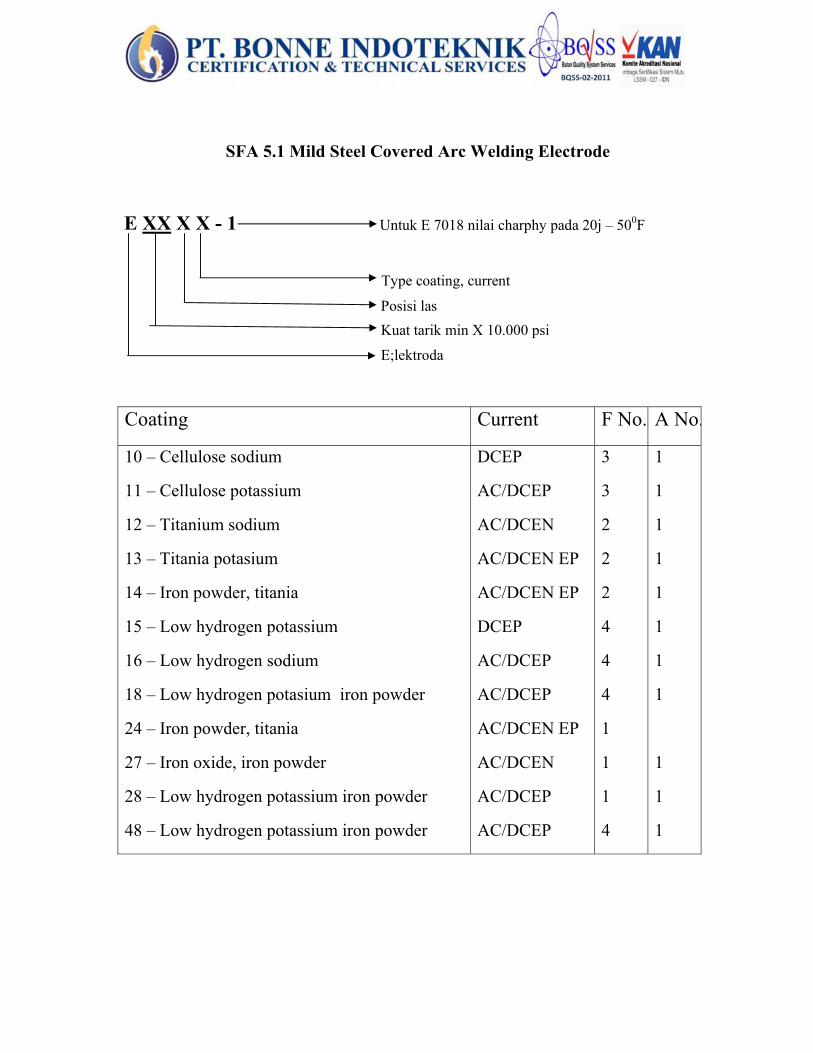
SFA 5.1 Mild Steel Covered Arc Welding Electrode
E XX X X - 1
Coating Current F No. A No.
10 – Cellulose sodium
11 – Cellulose potassium
12 – Titanium sodium
13 – Titania potasium
14 – Iron powder, titania
15 – Low hydrogen potassium
16 – Low hydrogen sodium
18 – Low hydrogen potasium iron powder
24 – Iron powder, titania
27 – Iron oxide, iron powder
28 – Low hydrogen potassium iron powder
48 – Low hydrogen potassium iron powder
DCEP
AC/DCEP
AC/DCEN
AC/DCEN EP
AC/DCEN EP
DCEP
AC/DCEP
AC/DCEP
AC/DCEN EP
AC/DCEN
AC/DCEP
AC/DCEP
3
3
2
2
2
4
4
4
1
1
1
4
1
1
1
1
1
1
1
1
1
1
1
Untuk E 7018 nilai charphy pada 20j – 500F
Posisi las
Kuat tarik min X 10.000 psi
E;lektroda
Type coating, current
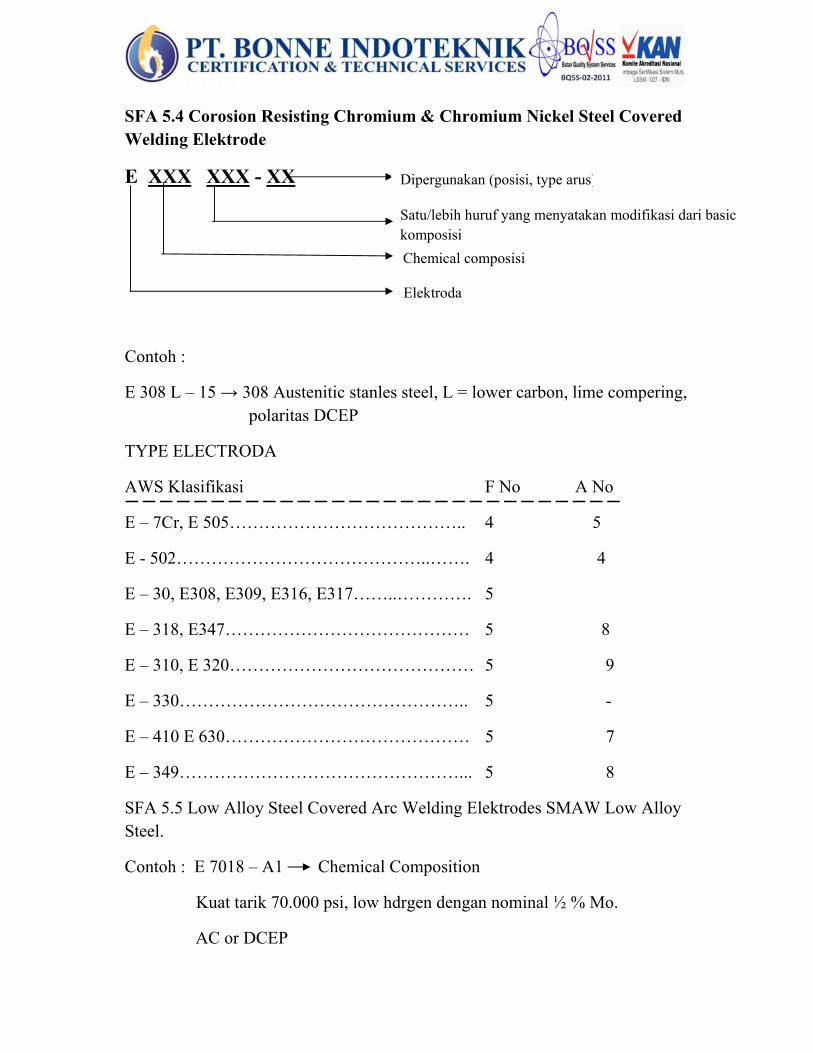
SFA 5.4 Corosion Resisting Chromium & Chromium Nickel Steel Covered Welding Elektrode
E XXX XXX - XX
Contoh :
E 308 L – 15 → 308 Austenitic stanles steel, L = lower carbon, lime compering, polaritas DCEP
TYPE ELECTRODA
AWS Klasifikasi F No A No
E – 7Cr, E 505………………………………….. 4 5
E - 502……………………………………..……. 4 4
E – 30, E308, E309, E316, E317……..…………. 5
E – 318, E347…………………………………… 5 8
E – 310, E 320…………………………………… 5 9
E – 330………………………………………….. 5 -
E – 410 E 630…………………………………… 5 7
E – 349…………………………………………... 5 8
SFA 5.5 Low Alloy Steel Covered Arc Welding Elektrodes SMAW Low Alloy Steel.
Contoh : E 7018 – A1 Chemical Composition
Kuat tarik 70.000 psi, low hdrgen dengan nominal ½ % Mo.
AC or DCEP
Satu/lebih huruf yang menyatakan modifikasi dari basic komposisi
Dipergunakan (posisi, type arus)
Chemical composisi
Elektroda
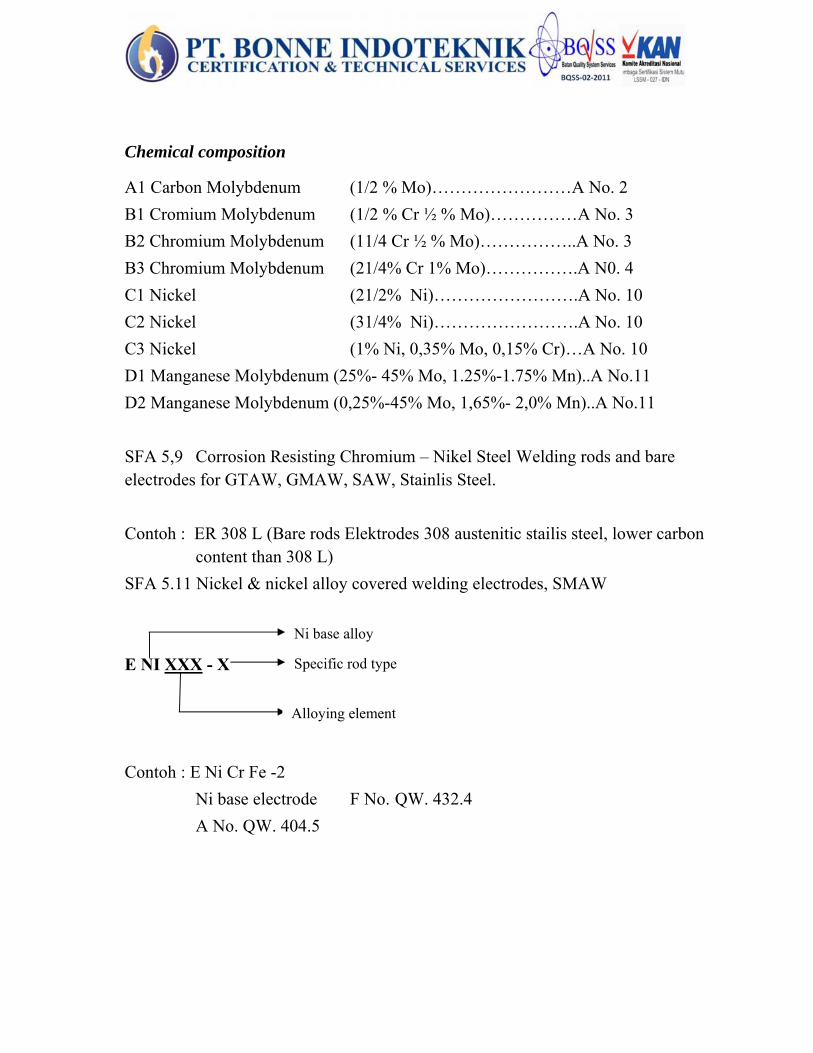
Chemical composition
A1 Carbon Molybdenum (1/2 % Mo)……………………A No. 2
B1 Cromium Molybdenum (1/2 % Cr ½ % Mo)……………A No. 3
B2 Chromium Molybdenum (11/4 Cr ½ % Mo)……………..A No. 3
B3 Chromium Molybdenum (21/4% Cr 1% Mo)…………….A N0. 4
C1 Nickel (21/2% Ni)…………………….A No. 10
C2 Nickel (31/4% Ni)…………………….A No. 10
C3 Nickel (1% Ni, 0,35% Mo, 0,15% Cr)…A No. 10
D1 Manganese Molybdenum (25%- 45% Mo, 1.25%-1.75% Mn)..A No.11
D2 Manganese Molybdenum (0,25%-45% Mo, 1,65%- 2,0% Mn)..A No.11
SFA 5,9 Corrosion Resisting Chromium – Nikel Steel Welding rods and bare electrodes for GTAW, GMAW, SAW, Stainlis Steel.
Contoh : ER 308 L (Bare rods Elektrodes 308 austenitic stailis steel, lower carbon content than 308 L)
SFA 5.11 Nickel & nickel alloy covered welding electrodes, SMAW
E NI XXX - X
Contoh : E Ni Cr Fe -2
Ni base electrode F No. QW. 432.4
A No. QW. 404.5
Ni base alloy
Specific rod type
Alloying element
SFA 5.14 Ni & Ni alloy bare welding rods & electrode for GTAW, GMAW, & SMAW sama seperti SFA 5.11
SFA 5.17 Bare carbon steel electrodes & Fluxes for SAW
Contoh : EM 12 K
Submerged arc elektroda, medium manganese content 0,07 - 0,15 carbon content and silicon killed.
L = Low, 0,6% Mn max F No. 6 A No. 1
M = Medium, 1,4% Mn max F No.6 A No. 1
H = High, 2,25% Mn max No. A No.
Contoh : F 60 – EH 14
Flux dengan kuat tarik minimal 60.000 psi 20 j nilai charphy pada 00FQualified dengan EH 14 elektrode.
SFA 5.18 Carbon steel filler metal for gas shielded Arc Welding GMAW, GTAW, PAW
Contoh : ER 70S – 3
Chemical composition classification manufacture 70.000 psi kuat tarik min gas CO2 atau Argon – Oxigen.
SFA 5.20
Mild steel Elektrodes for flux – Cored Arc Welding (Carbon Steel FCAW)
Contoh : E70T – 1
70.0 psi kuat tarik min
70.1 psi recommended gas CO2, flat, Horizontal filler
SFA 5.22
Flux Cored Corrosion – Resisting Chromium x Cr Ni Steel Elektrode (Stainles Steel FCAW)
Contoh : E 316 T – 3
316 austenitic stainlis steel alloy no shielding gas.
SFA 5.23 Bare low Alloy steel Elektrodes And Fluxes for SAW.
Elektroda : Solid (1) EL 12 EM K only
(2) Solid selain (1) di atas →EXX
EA 1 → (3)Cored Wire → E C XX
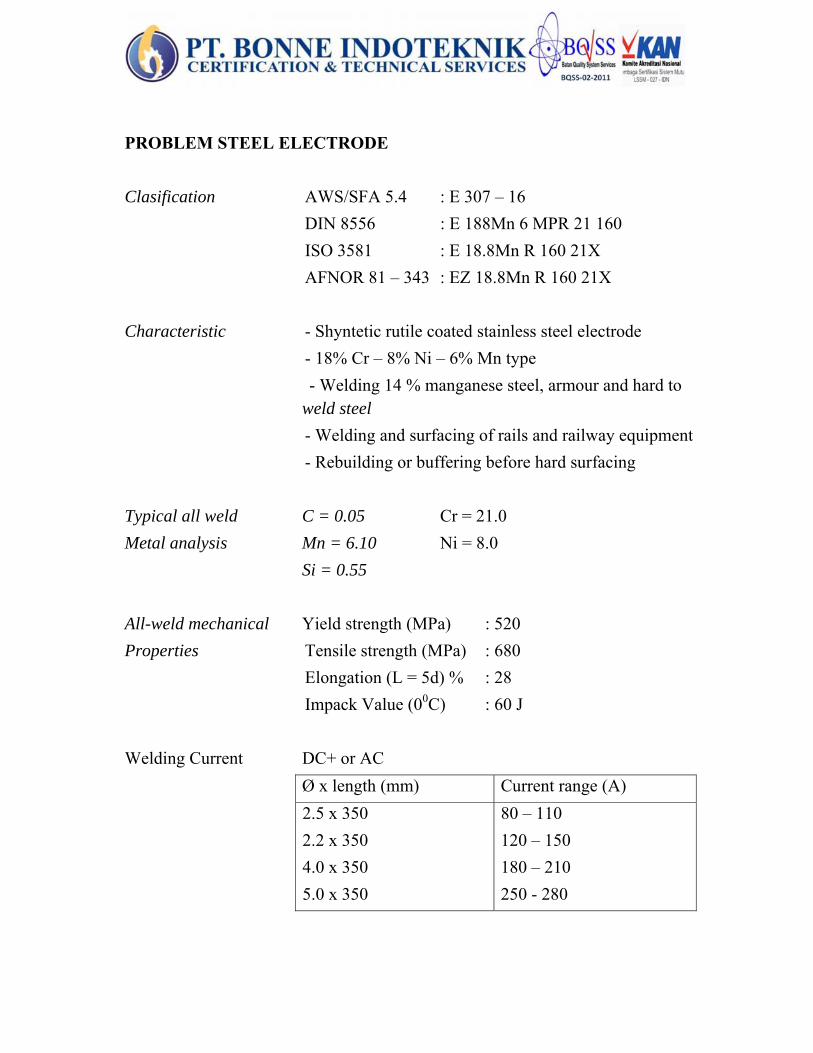
PROBLEM STEEL ELECTRODE
Clasification AWS/SFA 5.4 : E 307 – 16
DIN 8556 : E 188Mn 6 MPR 21 160
ISO 3581 : E 18.8Mn R 160 21X
AFNOR 81 – 343 : EZ 18.8Mn R 160 21X
Characteristic - Shyntetic rutile coated stainless steel electrode
- 18% Cr – 8% Ni – 6% Mn type
- Welding 14 % manganese steel, armour and hard to weld steel
- Welding and surfacing of rails and railway equipment
- Rebuilding or buffering before hard surfacing
Typical all weld C = 0.05 Cr = 21.0
Metal analysis Mn = 6.10 Ni = 8.0
Si = 0.55
All-weld mechanical Yield strength (MPa) : 520
Properties Tensile strength (MPa) : 680
Elongation (L = 5d) % : 28
Impack Value (00C) : 60 J
Welding Current DC+ or AC
Ø x length (mm) Current range (A)
2.5 x 350
2.2 x 350
4.0 x 350
5.0 x 350
80 – 110
120 – 150
180 – 210
250 - 280
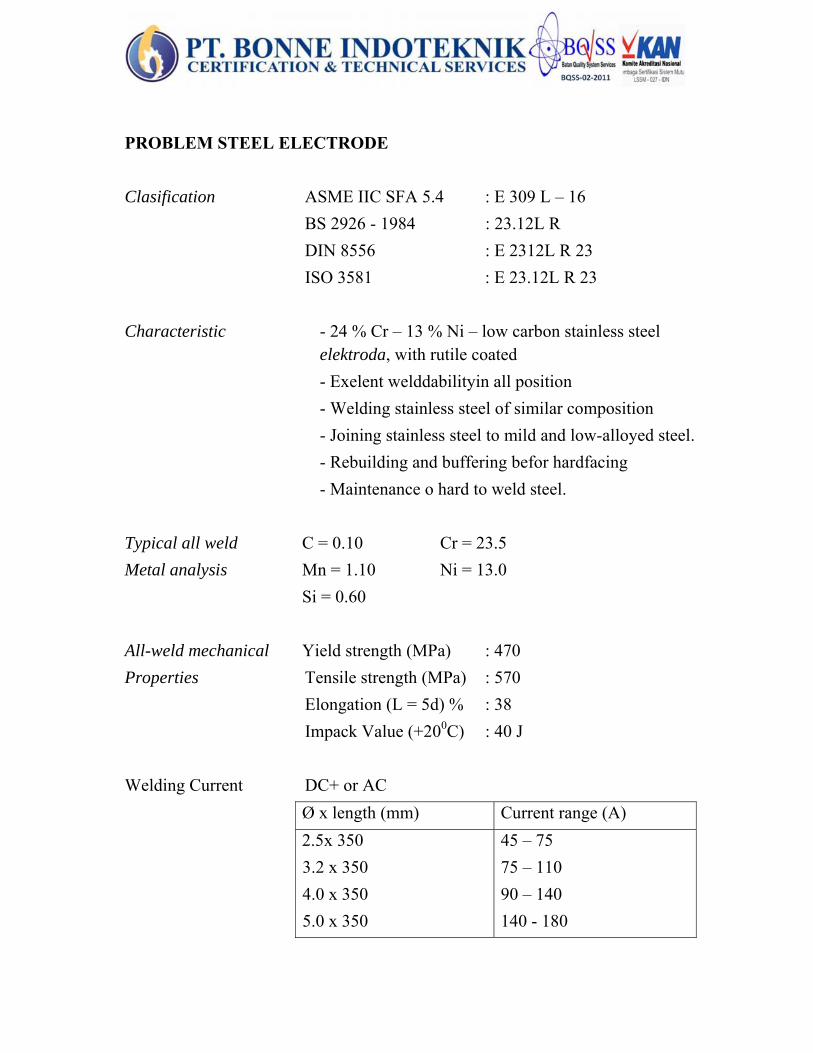
PROBLEM STEEL ELECTRODE
Clasification ASME IIC SFA 5.4 : E 309 L – 16
BS 2926 - 1984 : 23.12L R
DIN 8556 : E 2312L R 23
ISO 3581 : E 23.12L R 23
Characteristic - 24 % Cr – 13 % Ni – low carbon stainless steel elektroda, with rutile coated
- Exelent welddabilityin all position
- Welding stainless steel of similar composition
- Joining stainless steel to mild and low-alloyed steel.
- Rebuilding and buffering befor hardfacing
- Maintenance o hard to weld steel.
Typical all weld C = 0.10 Cr = 23.5
Metal analysis Mn = 1.10 Ni = 13.0
Si = 0.60
All-weld mechanical Yield strength (MPa) : 470
Properties Tensile strength (MPa) : 570
Elongation (L = 5d) % : 38
Impack Value (+200C) : 40 J
Welding Current DC+ or AC
Ø x length (mm) Current range (A)
2.5x 350
3.2 x 350
4.0 x 350
5.0 x 350
45 – 75
75 – 110
90 – 140
140 - 180
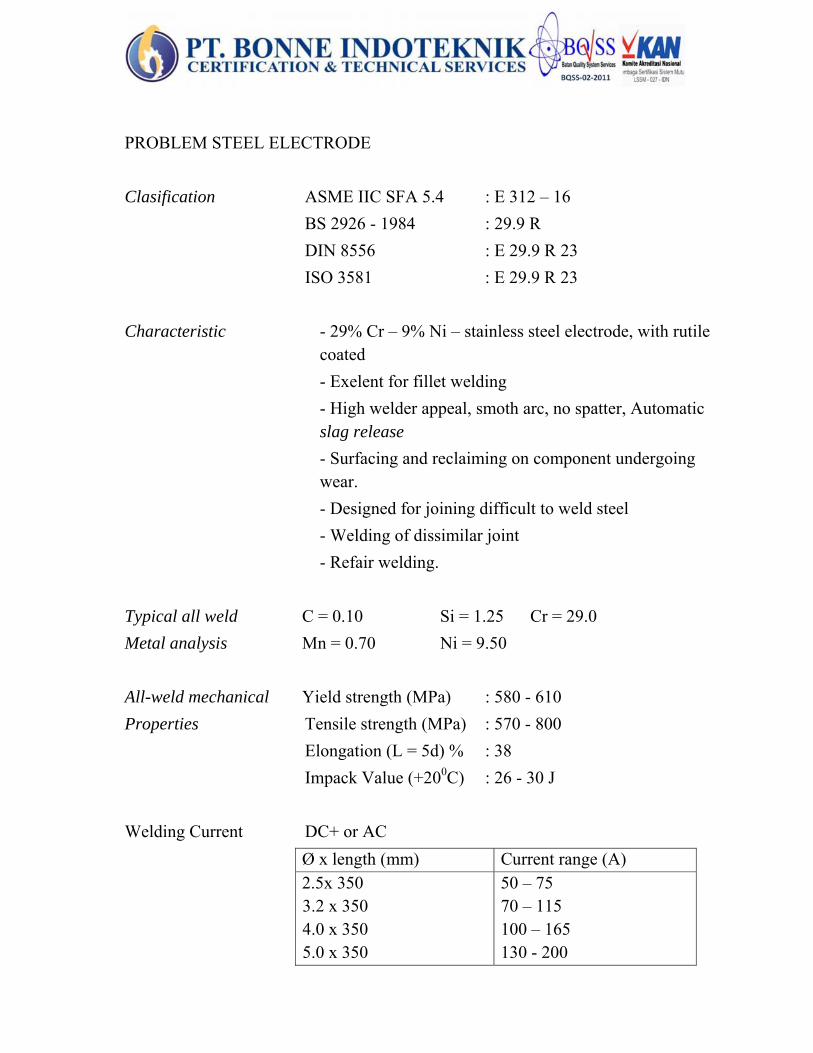
PROBLEM STEEL ELECTRODE
Clasification ASME IIC SFA 5.4 : E 312 – 16
BS 2926 - 1984 : 29.9 R
DIN 8556 : E 29.9 R 23
ISO 3581 : E 29.9 R 23
Characteristic - 29% Cr – 9% Ni – stainless steel electrode, with rutile coated
- Exelent for fillet welding
- High welder appeal, smoth arc, no spatter, Automatic slag release
- Surfacing and reclaiming on component undergoing wear.
- Designed for joining difficult to weld steel
- Welding of dissimilar joint
- Refair welding.
Typical all weld C = 0.10 Si = 1.25 Cr = 29.0
Metal analysis Mn = 0.70 Ni = 9.50
All-weld mechanical Yield strength (MPa) : 580 - 610
Properties Tensile strength (MPa) : 570 - 800
Elongation (L = 5d) % : 38
Impack Value (+200C) : 26 - 30 J
Welding Current DC+ or AC
Ø x length (mm) Current range (A) 2.5x 350 3.2 x 350 4.0 x 350 5.0 x 350
50 – 75 70 – 115 100 – 165 130 - 200
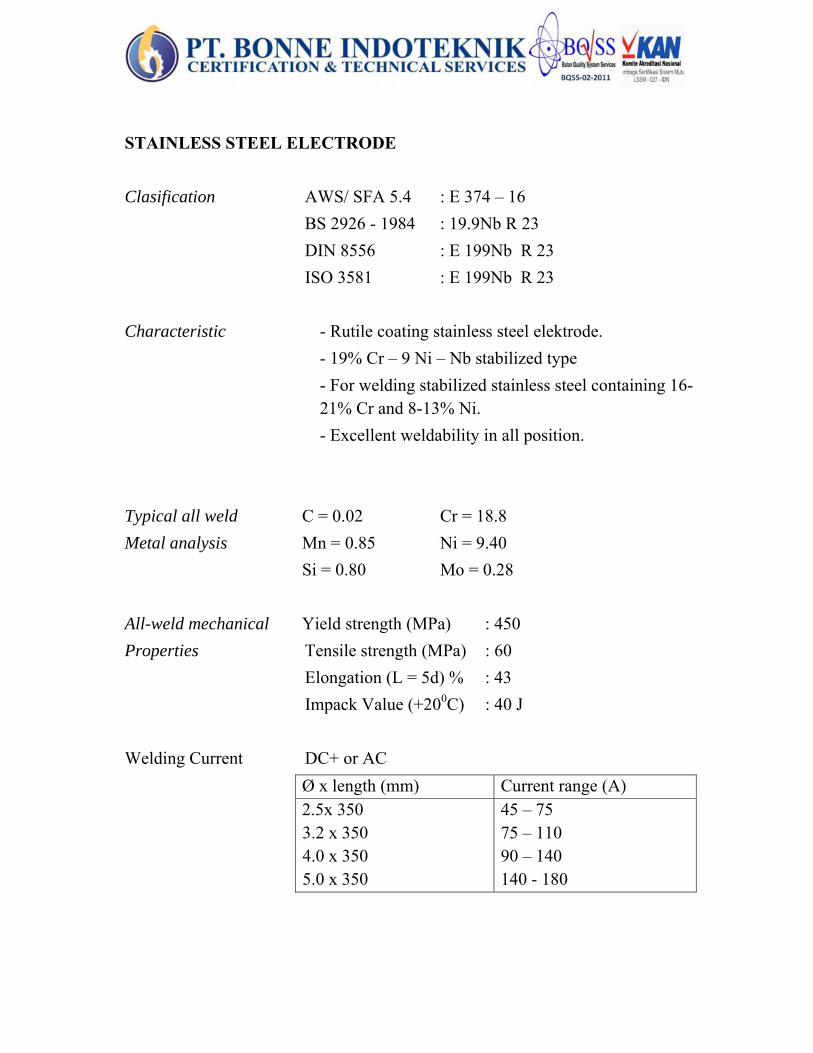
STAINLESS STEEL ELECTRODE
Clasification AWS/ SFA 5.4 : E 374 – 16
BS 2926 - 1984 : 19.9Nb R 23
DIN 8556 : E 199Nb R 23
ISO 3581 : E 199Nb R 23
Characteristic - Rutile coating stainless steel elektrode.
- 19% Cr – 9 Ni – Nb stabilized type
- For welding stabilized stainless steel containing 16-21% Cr and 8-13% Ni.
- Excellent weldability in all position.
Typical all weld C = 0.02 Cr = 18.8
Metal analysis Mn = 0.85 Ni = 9.40
Si = 0.80 Mo = 0.28
All-weld mechanical Yield strength (MPa) : 450
Properties Tensile strength (MPa) : 60
Elongation (L = 5d) % : 43
Impack Value (+200C) : 40 J
Welding Current DC+ or AC
Ø x length (mm) Current range (A) 2.5x 350 3.2 x 350 4.0 x 350 5.0 x 350
45 – 75 75 – 110 90 – 140 140 - 180
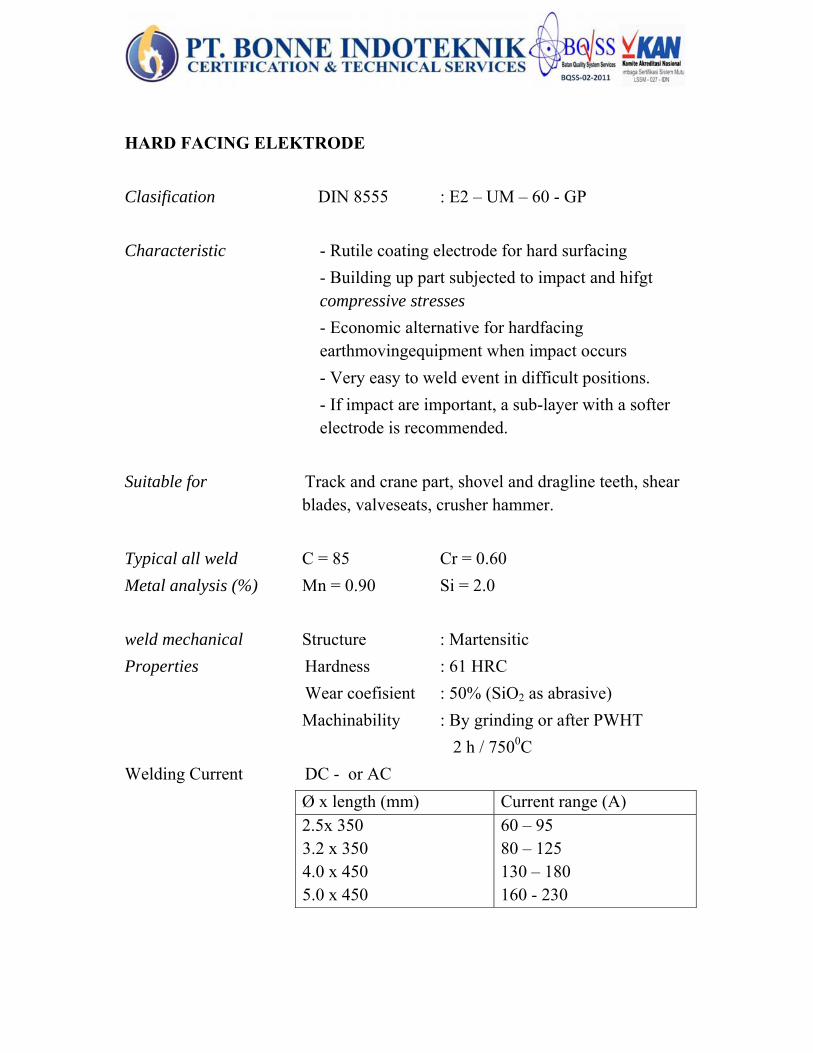
HARD FACING ELEKTRODE
Clasification DIN 8555 : E2 – UM – 60 - GP
Characteristic - Rutile coating electrode for hard surfacing
- Building up part subjected to impact and hifgt compressive stresses
- Economic alternative for hardfacing earthmovingequipment when impact occurs
- Very easy to weld event in difficult positions.
- If impact are important, a sub-layer with a softer electrode is recommended.
Suitable for Track and crane part, shovel and dragline teeth, shear blades, valveseats, crusher hammer.
Typical all weld C = 85 Cr = 0.60
Metal analysis (%) Mn = 0.90 Si = 2.0
weld mechanical Structure : Martensitic
Properties Hardness : 61 HRC
Wear coefisient : 50% (SiO2 as abrasive)
Machinability : By grinding or after PWHT
2 h / 7500C
Welding Current DC - or AC
Ø x length (mm) Current range (A) 2.5x 350 3.2 x 350 4.0 x 450 5.0 x 450
60 – 95 80 – 125 130 – 180 160 - 230
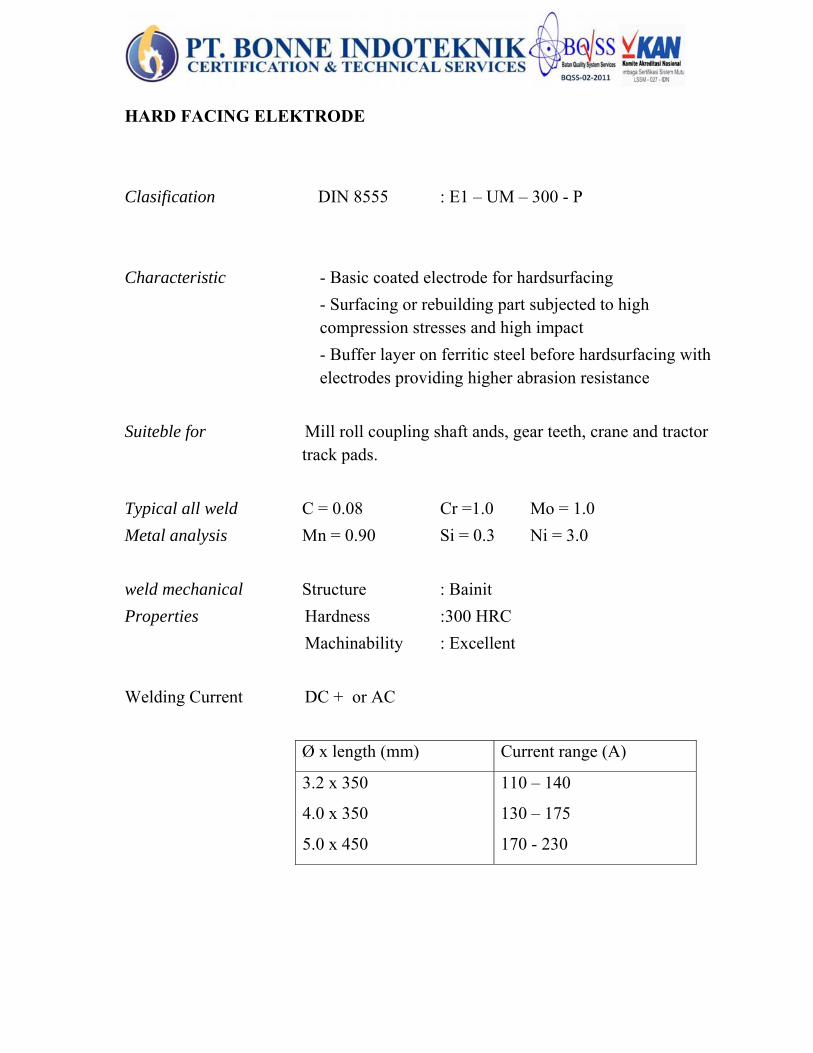
HARD FACING ELEKTRODE
Clasification DIN 8555 : E1 – UM – 300 - P
Characteristic - Basic coated electrode for hardsurfacing
- Surfacing or rebuilding part subjected to high compression stresses and high impact
- Buffer layer on ferritic steel before hardsurfacing with electrodes providing higher abrasion resistance
Suiteble for Mill roll coupling shaft ands, gear teeth, crane and tractor track pads.
Typical all weld C = 0.08 Cr =1.0 Mo = 1.0
Metal analysis Mn = 0.90 Si = 0.3 Ni = 3.0
weld mechanical Structure : Bainit
Properties Hardness :300 HRC
Machinability : Excellent
Welding Current DC + or AC
Ø x length (mm) Current range (A)
3.2 x 350
4.0 x 350
5.0 x 450
110 – 140
130 – 175
170 - 230
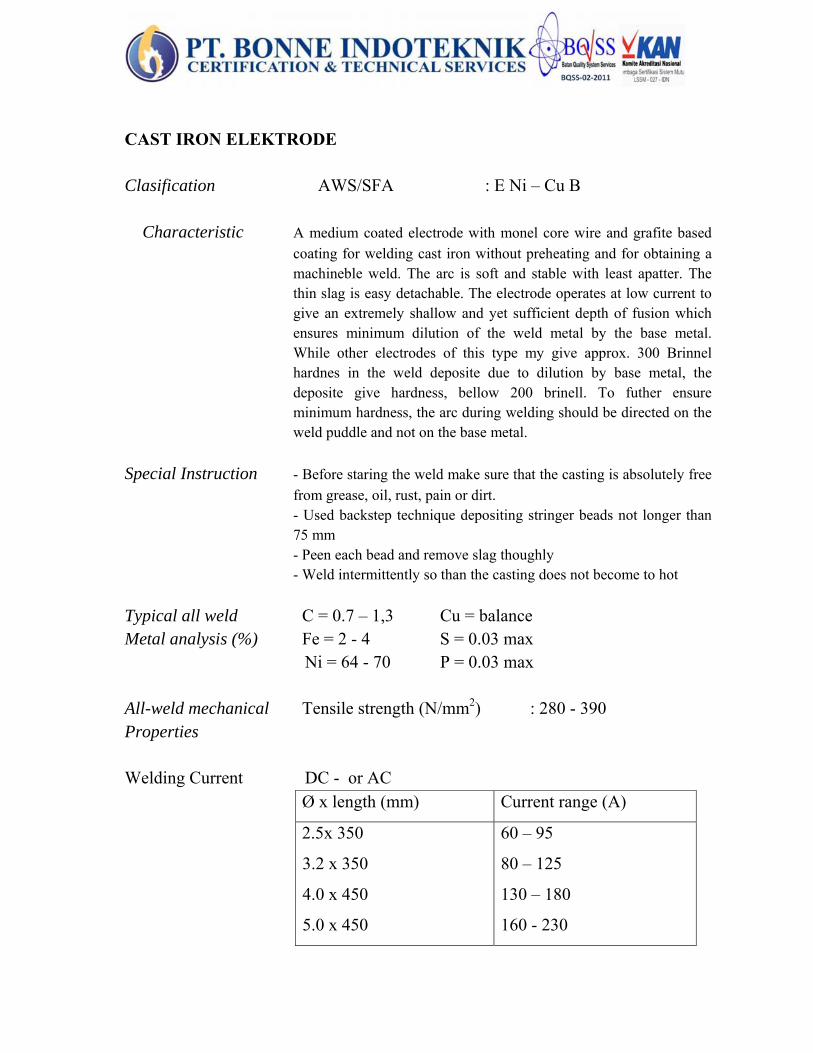
CAST IRON ELEKTRODE Clasification AWS/SFA : E Ni – Cu B
Characteristic A medium coated electrode with monel core wire and grafite based coating for welding cast iron without preheating and for obtaining a machineble weld. The arc is soft and stable with least apatter. The thin slag is easy detachable. The electrode operates at low current to give an extremely shallow and yet sufficient depth of fusion which ensures minimum dilution of the weld metal by the base metal. While other electrodes of this type my give approx. 300 Brinnel hardnes in the weld deposite due to dilution by base metal, the deposite give hardness, bellow 200 brinell. To futher ensure minimum hardness, the arc during welding should be directed on the weld puddle and not on the base metal.
Special Instruction - Before staring the weld make sure that the casting is absolutely free
from grease, oil, rust, pain or dirt. - Used backstep technique depositing stringer beads not longer than
75 mm - Peen each bead and remove slag thoughly - Weld intermittently so than the casting does not become to hot
Typical all weld C = 0.7 – 1,3 Cu = balance Metal analysis (%) Fe = 2 - 4 S = 0.03 max Ni = 64 - 70 P = 0.03 max All-weld mechanical Tensile strength (N/mm2) : 280 - 390 Properties Welding Current DC - or AC
Ø x length (mm) Current range (A)
2.5x 350
3.2 x 350
4.0 x 450
5.0 x 450
60 – 95
80 – 125
130 – 180
160 - 230
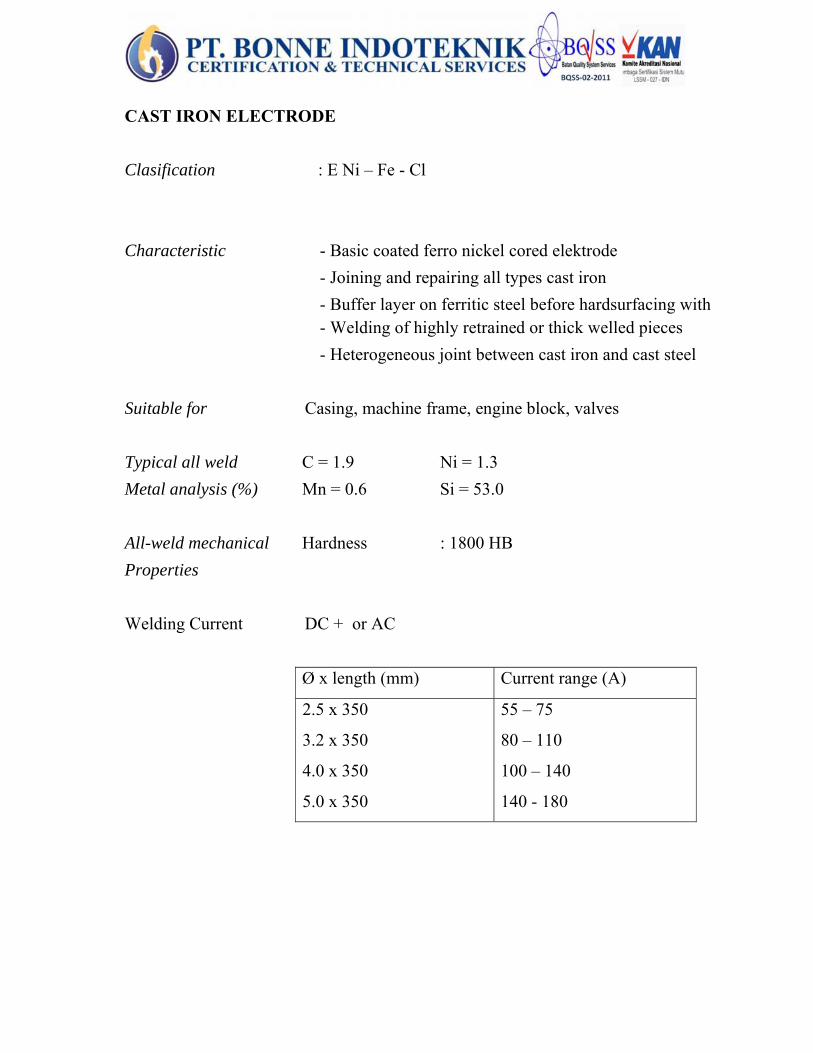
CAST IRON ELECTRODE
Clasification : E Ni – Fe - Cl
Characteristic - Basic coated ferro nickel cored elektrode
- Joining and repairing all types cast iron
- Buffer layer on ferritic steel before hardsurfacing with - Welding of highly retrained or thick welled pieces
- Heterogeneous joint between cast iron and cast steel
Suitable for Casing, machine frame, engine block, valves
Typical all weld C = 1.9 Ni = 1.3
Metal analysis (%) Mn = 0.6 Si = 53.0
All-weld mechanical Hardness : 1800 HB
Properties
Welding Current DC + or AC
Ø x length (mm) Current range (A)
2.5 x 350
3.2 x 350
4.0 x 350
5.0 x 350
55 – 75
80 – 110
100 – 140
140 - 180
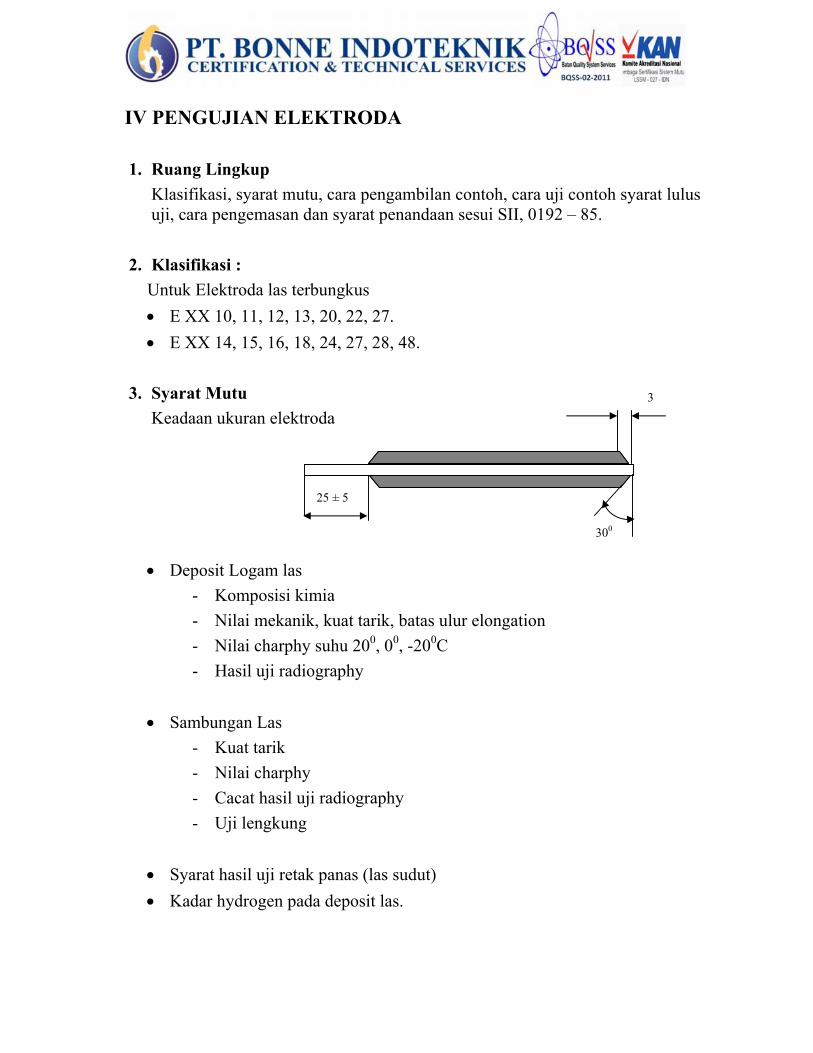
IV PENGUJIAN ELEKTRODA
1. Ruang Lingkup
Klasifikasi, syarat mutu, cara pengambilan contoh, cara uji contoh syarat lulus uji, cara pengemasan dan syarat penandaan sesui SII, 0192 – 85.
2. Klasifikasi :
Untuk Elektroda las terbungkus
E XX 10, 11, 12, 13, 20, 22, 27.
E XX 14, 15, 16, 18, 24, 27, 28, 48.
3. Syarat Mutu
Keadaan ukuran elektroda
Deposit Logam las
- Komposisi kimia
- Nilai mekanik, kuat tarik, batas ulur elongation
- Nilai charphy suhu 200, 00, -200C
- Hasil uji radiography
Sambungan Las
- Kuat tarik
- Nilai charphy
- Cacat hasil uji radiography
- Uji lengkung
Syarat hasil uji retak panas (las sudut)
Kadar hydrogen pada deposit las.
25 ± 5
3
300
4. Cara pengambilan ontoh
1. Kemasan harus belum terbuka
2. Pengambilan dilakukan oleh badan yang berwenang
5. Cara uji
1. Persiapan uji
- Elektroda las
- Material yang akan dilas
- Benda uji untuk uji retak panas
- Benda uji untuk penentuan kadar H2
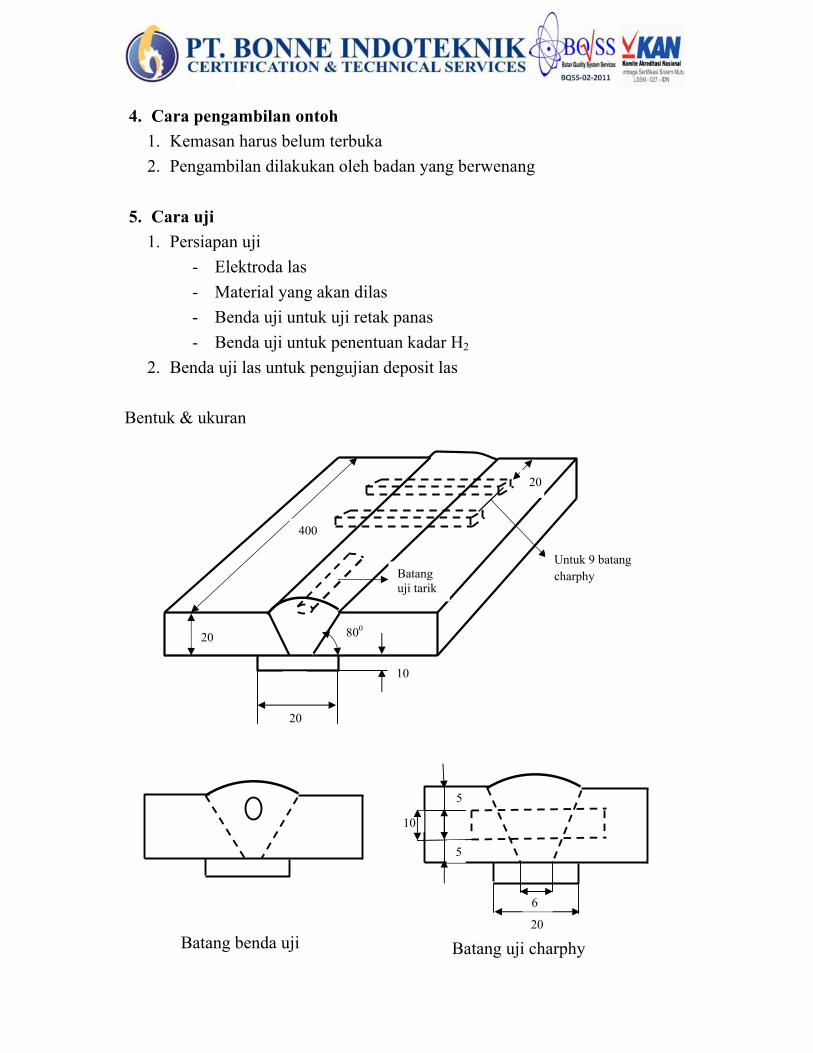
2. Benda uji las untuk pengujian deposit las
Bentuk & ukuran
400
Untuk 9 batang charphy
20
Batang uji tarik
20 800
20
10
5
10
5
Batang uji charphy Batang benda uji 20
6
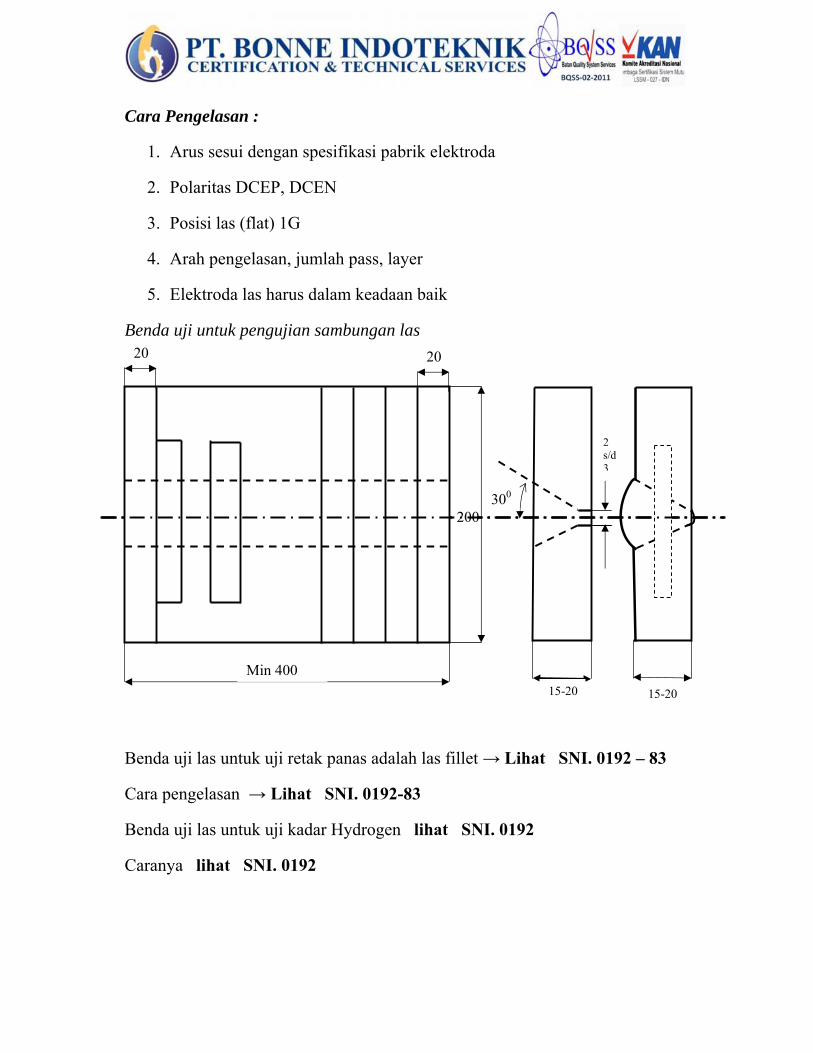
Cara Pengelasan :
1. Arus sesui dengan spesifikasi pabrik elektroda
2. Polaritas DCEP, DCEN
3. Posisi las (flat) 1G
4. Arah pengelasan, jumlah pass, layer
5. Elektroda las harus dalam keadaan baik
Benda uji untuk pengujian sambungan las
Benda uji las untuk uji retak panas adalah las fillet → Lihat SNI. 0192 – 83
Cara pengelasan → Lihat SNI. 0192-83
Benda uji las untuk uji kadar Hydrogen lihat SNI. 0192
Caranya lihat SNI. 0192
9 Batang uji charphy 9 Batang uji charphy
20 20
Min 400
2 s/d 3
300
15-20 15-20
200