2. DASAR TEORI 2.1 Toyota Produstion System
13
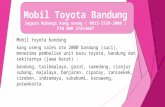
4 Universitas Kristen Petra 2. DASAR TEORI 2.1 Toyota Produstion System Toyota Production System merupakan suatu filosofi yang digunakan Toyota untuk mengatur suatu perusahaan dan untuk mengatur perhitungan bahan baku yang akan digunakan. TPS juga sering dikenal sebagai Lean manufacturing yang didalamnya terus ada continuous improvement yang dilakukan dengan cara mengeliminasi atau mengurangi waste di semua aspek yang berkaitan dengan aliran produk dari supplier sampai ke tangan customer, sehingga didapatkan metode yang paling efisien. Gambar 2.1 Toyota House Sumber: TMMIN TPS modul Hasil yang ingin dicapai dengan adanya TPS adalah mendapatkan kualitas yang baik dengan cost yang rendah serta waktu proses yang lebih pendek.
Transcript of 2. DASAR TEORI 2.1 Toyota Produstion System

4 Universitas Kristen Petra
2. DASAR TEORI
2.1 Toyota Produstion System
Toyota Production System merupakan suatu filosofi yang digunakan
Toyota untuk mengatur suatu perusahaan dan untuk mengatur perhitungan bahan
baku yang akan digunakan. TPS juga sering dikenal sebagai Lean manufacturing
yang didalamnya terus ada continuous improvement yang dilakukan dengan cara
mengeliminasi atau mengurangi waste di semua aspek yang berkaitan dengan
aliran produk dari supplier sampai ke tangan customer, sehingga didapatkan
metode yang paling efisien.
Gambar 2.1 Toyota House
Sumber: TMMIN TPS modul
Hasil yang ingin dicapai dengan adanya TPS adalah mendapatkan
kualitas yang baik dengan cost yang rendah serta waktu proses yang lebih pendek.

5 Universitas Kristen Petra
2.1.1 Just In Time
Just in time adalah konsep dimana bahan baku dimana bahan baku untuk
produksi didatangkan dari pemasok atau supplier tepat pada waktu bahan itu
dibutuhkan oleh proses produksi, sehingga akan menghemat bahkan meniadakan
biaya persediaan barang atau stocking cost (TMMIN, 2007).
Beberapa hal yang harus diperhatikan dalam JIT, adalah
1. Aliran Material yang lancar
Sederhanakan pola aliran material. Untuk itu dibutuhkan pengaturan total pada
line produksi. Ini juga membutuhkan akses langsung dengan dan dari bagian
penerimaan dan pengiriman. Tujuannya adalah untuk mendapatkan aliran
material yang tidak terputus dari bagian penerimaan dan kemudian antar tiap
tingkat produksi yang saling berhubungan secara langsung, sampai pada bagian
pengiriman. Apapun yang menghalangi aliran yang merupakan target yang
harus diselidiki dan dieliminasi.
2. Pengurangan waktu set-up
Sesuai dengan JIT, terdapat beberapa bagian produksi diskret yang memilki
waktu set-up mesin yang kadang-kadang membutuhkan waktu beberapa jam.
Hal ini tidak dapat ditoleransi dalam sistem JIT. Pengurangan waktu setup
yang dramatis telah dapat dicapai oleh berbagai perusahaan, kadang dari 4-7
jam menjadi 3-7 menit. Ini membuat ukuran batch dapat dikurangi menjadi
jumlah yang sangta kecil, yang mengijinkan perusahaan menjadi sangat
fleksibel dan responsif dalam menghadapi perubahan permintaan konsumen.
3. Pengurangan lead time vendor
Sebagai pengganti dari pengiriman yang sangat besar dari komponen-
komponen yang harus dibeli setiap 2/3 bulan, dengan sistem JIT, harapannya
adalah dapat menerima komponen tepat pada saat operasi produksi
membutuhkan. Untuk itu perusahaan kadang-kadang harus membuat kontrak
jangka panjang dengan vendor untuk mendapatkan kondisi seperti ini.
4. Komponen zero defect
Sistem JIT tidak dapat mentolelir komponen yang cacat, baik itu yang
diproduksi maupun yang dibeli. Untuk komponen yang diproduksi, teknis

6 Universitas Kristen Petra
kontrol statistik harus digunakan untuk menjamin bahwa semua proses sedang
memproses komponen dalam toleransi setiap waktu. Untuk komponen yang
dibeli, vendor diminta untuk menjamin bahwa semua produk yang mereka
sediakan telah diproduksi dalam sistem produksi yang diawasi secara satistik.
Perusahaan selalu memiliki program sertifikasi vendor untuk menjamin
terlaksananya hal ini.
5. Kontrol lantai produksi yang disiplin.
Dalam sistem pengawasan lantai produksi tradisional, penekanan diberikan
pada utilitas mesin, waktu produksi yang panjang yang dapat mengurangi biaya
set-up dan juga pengurangan waktu pekerja. Untuk itu, order produksi
dikeluarkan dengan memperhatikan faktor-faktor ini. Dalam JIT, perhitungan
performansi tradisional ini sangat jauh dari keinginan untuk membentuk
persediaan yang rendah dan menghilangkan hal-hal yang menghalangi operasi
yang responsif. Hal ini membuat waktu awal pelepasan order yang tepat harus
dilakukan setiap saat. Ini juga berarti, kadangkadang mesin dan operator mesin
dapat saja menganggur. Banyak manajer produksi yang telah menghabiskan
sebagian besar waktunya untuk menjaga agar mesin dan tenaga kerja tetap
sibuk, mendapat kesulitan membuat penyesuaian-penyesuaian yang dibutuhkan
agar berhasil menggunakan operasi JIT. Perusahaan yang telah berhasil
mengimplementasikan filosofi JIT akan mendapatkan manfaat yang besar.
Elemen-elemen dari JIT-TPS dapat dijabarkan sebagai berikut:
a. Flow process
b. Tack time
c. Standardlized work
d. Pull system
2.1.1.1 Shipping Operation Diagram (SOD)
Shipping Operation Diagram (SOD) adalah diagram yang berisi urutan
proses yang dilakukan beserta waktu untuk memenuhi order dari customer.
Shipping operation diagram digunakan sebagai acuan atau standar menuju operasi
JIT mulai dari informasi datang, setting heijunka (tempat untuk meratakan kanban
pulling), pulling, preparation delivery, bahkan sampai kendaraan kembali.

7 Universitas Kristen Petra
Langkah-langkah membuat SOD adalah sebagai berikut:
1. Tulis semua proses mulai dari informasi diterima, barang dikirim, sampai truk
kembali, tulis lama waktu proses
2. Gambarkan lama proses berupa kotak persegi sesuai waktu yang dibutuhkan
dari kiri ke kanan.
3. Hubungkan proses sebelum dan sesudah dengan menggunakan garis lurus
4. Untuk proses menunggu gambarkan dengan garis solid dari kiri ke kanan
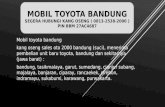
2.1.1.2 Part Information Flow Chart (PIFC)
Merupakan diagram yang berisi aliran informasi dan aliran barang
sebagai pemetaan suatu proses.
Pemetaan ini bertujuan untuk mengetahui (The Toyota Way, Jeffrey K.
Liker):
1. Stagnasi informasi & material
2. Sistem produksi
3. kondisi proses apakah sudah kondisi actual sudah sesuai standard
4. Lead time
Step pembuatan PIFC current :
1. Genba
2. Gambarkan semua proses dari RM sampai FG
3. Gambarkan aliran material antar proses
4. Gambarkan aliran informasi antar proses sesuai jenis sesuai jenis
informasinya
5. Lengkapi keterangan infomasi & material meliputi :
a. Kapan
b. Berapa banyak
c. Siapa
d. Apa/ Berupa apa
e. Bagaimana
Antara kondisi standard dan actual
6. Hitung Lead time

8 Universitas Kristen Petra
Gambar 2.2 Contoh Part Information Flow Chart (PIFC)
Sumber: PT AOP AWP Plant 1
2.1.2 Jidoka
Jidoka didefinisikan dalam TPS sebagai suatu alat atau sistem yang
digunakan untuk mengetahui atau mendeteksi ketidaknormalan proses jika terjadi
sesuatu yang abnormal, dan proses akan terhenti secara otomatis. Prinsip Jidoka
adalah otomasi peralatan yang bekerja secara harmonis dengan operator (machine-
human automation). Jidoka memiliki tujuan sebagai berikut:
a. Menjamin kualitas produksi untuk mencapai hasil kualitas 100% baik.
b. Menghemat atau menyederhanakan Man Power.
c. Mencegah terjadinya down time akibat adanya kelainan pada proses
operasional produksi.
Dengan adanya prinsip Jidhoka ini, TPS mengajak seluruh operator untuk
senantiasa memiliki kepekaan dan rasa tanggung jawab terhadap kualitas
produksi.
2.1.3 7 Muda

9 Universitas Kristen Petra
Muda (waste) dapat didefinisikan semua hal yang melebihi jumlah
peralatan, bahan, ruangan, dan waktu yang secara tidak absolute diperlukan untk
memberikan nilai tambah pada produk.
Macam-macam muda dalam TPS ada 7, yaitu:
1. Muda produksi yang berlebihan
Produksi lebih cepat atau kelebihan produksi untuk menutupi masalah
2. Muda pergerakan
Gerakan manusia atau mesin yang tidak memberikan nilai tambah
3. Muda menunggu
Keterlambatan atau perbedaan cycle time proses sebelumnya
4. Muda transportasi
Pengangkutan yang tidak JIT
5. Muda proses
Melakukan proses yang tidak dibutuhkan
6. Muda stock
Melebihi jumlah minimum yang dibutuhkan
7. Muda defect
Terdapat produk yang cacat atau rusak.
2.2 Kaizen and Standardized Work
2.2.1 Kaizen
Kaizen adalah improvement yang dilakukan secara terus menerus agar
sistem produksi yang ada bisa terus menjadi lebih baik lagi. Salah satu kegiatan
yang menjalankan kaizen ini adalah jishuken. Jishuken adalah implementasi TPS
secara mandiri untuk mengeliminasi in-efisiensi dalam proses produksi meliputi
sisi kualitas, sistem, metode, dan sebagainya. Improvement yang dilakukan
kemudian distandardisasi sebagai acuan untuk proses improvement berikutnya
dimasa yang akan datang. Target dari TPS jishuken ini adalah:
a. Meningkatkan kondisi safety melalui standardisasi safety.
b. Mengurangi lead time produksi.
c. Peningkatan kemampuan dan kontribusi SDM.
d. Quality assurance.

10 Universitas Kristen Petra
e. Maintenance equipment.
f. Meningkatkan produktivitas.
g. Keterlibatan supplier.
Dalam melaksanakan jishuken ini, ada 17 step yang bisa diikuti. 17 step
ini dibagi berdasarkan 4 fase dari PDCA (Plan Do Check Act). 17 step ini adalah:
Tabel 2.1 17 Step dalam Jishuken
Fase Step
PLAN
Safety assurance
Theme selection
Make part flow chart before
Arrange smooth flow(seiryuka)
Set temporary standard
Confirmation trial
Make Part information flow chart before
Make Part information flow chart ideal
Gap/problem analysis
Set up jishuken target
Make part information flow chart target
Set up jishuken group & schedule
DO Kaizen activity
Training and trial
CHECK Trial result evaluation
ACT Make standardized work
Set next step kaizen target
2.2.2 Standarized Work
Standarized Work adalah sebuah metode kerja agar bisa memproduksi
seefisien mungkin dengan urutan kerja dan cara pengerjaannya dalam waktu yang
sudah ditetapkan yang betul-betul menjamin safety dan quality. Ada 2 alasan
mengapa standard kerja harus digunakan, yaitu (The Toyota Way, Jeffrey K.
Liker):

11 Universitas Kristen Petra
1. Standar kerja menjelaskan metode pelaksanaan produksi dalam membuat
produk yang berkualitas dengan aman dan murah.
2. Standar kerja adalah langkah pertama menuju perbaikan(kaizen), dan akan
selalu dirubah oleh langkah perbaikan, penambahan atau pengurangan man
power serta jumlah produksi. Tidak akan ada improvement jika tidak ada
standar.
Ada 3 persyaratan yang harus diperhatikan dalam membuat Standarized
Work, yaitu:
1. Segi pekerjaan: persyaratan ketentuan waktu yang memusatkan pada gerakan
orang dan pekerjaan yang berulang.
2. Segi perlengkapan: gangguan perlengkapan dan jalur harus seminimum
mungkin.
3. Segi kualitas: gaangguan kualitas proses part dan produksi harus seminimum
mungkin.
Tiga unsur dalam Standarized Work:
a. Takt time.
Takt time menunjukan kecepatan penjualan kepada pelanggan, sedangkan
untuk bagian produksi itu berarti kecepatan untuk membuat 1 unit produk.
Kebutuhan volume perhari adalah kebutuhan volume per bulan dibagi dengan
jumlah hari kerja dalam 1 bulan. Sedangkan, takt time adalah waktu proses
per hari (tanpa lembur) dibagi dengan kebuhtuhan volume per hari.
b. Urutan kerja
Urutan kerja menunjukan urutan tindakan untuk melakukan suatu pekerjaan
hingga menjadi barang jadi.
c. Standar stock dalam proses
Merupakan jumlah minimum stock part yang dibutuhkan atau yang selalu ada
untuk melaksanakan suatu proses kerja.
2.3 5-S
Merupakan sistem atau cara untuk mencapai suatu keteraturan,
ketertiban, kebersihan, kebersihan, kedisiplinan, kelestarian dalam melaksanakan
proses kerja. Kriteria dalam 5-S adalah sebagai berikut:

12 Universitas Kristen Petra
1. Seiri (ringkas, keteraturan)
Mengatur, merapikan serta memisahkan yang perlu dan yang tidak perlu.
2. Seiton (rapi, kerapian)
Penyusunan, pengaturan serta pengurutan untuk ditempatan di tempat yang
mudah dilihat serta dimengerti untuk digunakan.
3. Seiso (resik, kebersihan)
Membersihkan ruangan, sarana serta segala sesuatu yang kotor.
4. Seiketsu (rawat, kelestarian)
Menyediakan tempat penampungan sampah, bocoran oil, air, dan lain-lain
agar tempat tesebut lebih terlihat terawat.
5. Shitsuke (rajin, kedisiplinan)
Melaksananakan ketentuan dan peratuaran yang berlaku.
2.4 Supply Chain Management
Istilah Supply Chain Management (SCM) pertama kali dikemukakan oleh
Oliver dan Weberp pada tahun 1982. Jika supply chain adalah jaringan fisiknya,
yakni perusahaan-perusahaan yang terlibat dalam memasokan bahan baku,
memproduksi barang, maupun mengirimkannya ke pemakai akhir (end user),
SCM) adalah metode, alat, atau pendekatan pengolahannya.
Definisi dari SCM adalah sebuah pendekatan yang dipakai untuk
mengintegrasikan aktivitas supplier, vendor, pabrik, pergudangan dan end user
atau konsumen agar produk dan jasa yang dihasilkan dapat didistribusikan dengan
jumlah yang tepat, pada waktu yang tepat dan pada tempat yang tepat dengan
sasaran akhir meminimalkan keseluruhan biaya dan meningkatkan kualitas
pelayanan kepada konsumen. SCM adalah perencanaan, desain dan kontrol aliran
informasi dan material dalam sebuah rantai pasok untuk memenuhi kebutuhan
sekarang dan masa yang akan datang secara efisien.(Supply Chain Management in
The Retail Industry, Michael Hugos and Chris Thomas).
Untuk memperbaiki masalah-masalah tentang ketersediaan material
tersebut, dengan berdasarkan definisi di atas, dapat dilihat dan mengevaluasi
kembali semua aktivias pengadaan barang dan jasa yang dilakukan dalam
kegiatan operasional sehari-hari dengan pertanyaan-pertanyaan sebagai berikut :

13 Universitas Kristen Petra
• Apakah aktivitas supplier, vendor, pabrik, pergudangan dan end user sudah
terintegrasi dengan baik?
• Apakah produk dan jasa dapat sampai kepada end user dalam jumlah yang
tepat, pada waktu yang tepat, dan pada lokasi yang tepat?
• Apakah biaya yang dikeluarkan oleh perusahaan sudah cukup efisien?
• Apakah kualitas pelayanan terhadap end user atau konsumen sudah menjadi
lebih baik?
Langkah menuju perbaikan sistem rantai pasok (supply chain) itupun
dapat dimulai dengan strategi untuk mengintegrasikan aktivitas semua komponen
yang terlibat dalam supply chain itu sendiri, mulai dari pabrik, supplier,
transportasi, sampai kepada end user, dalam hal ini petugas pelaksanaan
penanganan gangguan di unit terdepan.
Dalam mengaplikasikan SCM di suatu perusahaan, komitmen dan
dukungan dari manajemen puncak mutlak diperlukan, karena aplikasi SCM ini
mencakup tiga level penting di dalam kegiatan perusahaan yaitu:
1. Level strategis berhubungan dengan keputusan-keputusan yang mempunyai
dampak jangka panjang terhadap perusahaan. Termasuk dalam level ini adalah
keputusan mengenai penentuan jumlah, lokasi dan kapasitas dari fasilitas-
fasilitas atau aset perusahaan, serta aliran material atau jasa di seluruh sistem.
2. Level taktis, berhubungan dengan keputusan yang harus dievaluasi setiap tiga
bulan sampai dengan satu tahun. Termasuk di dalam katagori ini adalah
keputusan tentang pengadaan, kapasitas produksi, kebijakan inventori,
transportasi dan sebagainya.
3. Operasional level, berhubungan dengan keputusan harian yang berdampak
jangka pendek seperti penjadwalan kegiatan, bongkar muat barang dan
sebagainya.
2.4.1 Area Cakupan Supply Chain Management
Kegiatan-kegiatan utama yang masuk dalam klasifikasi Supply Chain
Management, adalah:
Tabel 2.2 Empat Bagian Utama dalam Sebuah Perusahaan Manufaktur yang
Terkait dengan Fungsi-fungsi Utama Supply Chain.

14 Universitas Kristen Petra
Bagian Cakupan Kegiatan
Pengembangan Produk Melakukan riset pasar, merancang produk baru,
melibatkan supplier dalam perancangan produk baru.
Pengadaan
Memilih supplier, mengevaluasi kinerja supplier,
melakukan pembelian bahan baku dan komponen,
memonitor supply risk, membina dan memelihara
hubungan dengan supplier.
Perencanaan dan
Pengendalian
Demand planning, peramalan permintaan,
perencanaan kapasitas, perencanaan produksi dan
persediaan.
Operasi atau Produksi Eksekusi produksi, pengendalian kualitas
Pengiriman atau
Distribusi
Perancangan jaringan distribusi, penjadwalan
pengiriman, mencari dan memelihara hubungan
dengan perusahaan jasa pengiriman, memonitor
service level di tiap pusat distribusi.
Sumber : Supply Chain Management. I Nyoman Pujawan.
a. Perencanaan dan Pengendalian (Planning and Control)
Pada bagian perencanaa dan pengendalian memainkan peran untuk
menciptakan koordinasi taktis maupun operasional, sehingga kegiatan produksi,
pengadaan material, maupun pengiriman barang dapat dilakukan dengan efisien
dan tepat waktu. Dengan banyaknya perusahaan-perusahaan yang beroperasi
secara global dan memiliki pabrik di beberapa temapt, koordinasi rencana
produksi menjadi sangat penting.
b. Operasi atau Produksi
Bagian ini bertugas secara fisik melakukan tranformasi dari bahan baku,
bahan setengah jadi, atau komponen menjadi produk jadi. Kegiatan produksi
dalam konteks supply chain tidak harus dilakukan dalam perusahaan. Telah
banyak perusahaan yang telah melakukan outsourcing, yakni memindahkan
kegiatan produksi ke pihak subkontraktor.

15 Universitas Kristen Petra
Dalam kegiatan produksi, banyak hal yang harus diperhatikan. Terdapat
dua hal penting dalam mengelola sistem produksi, yaitu:
1. Konsep-konsep lean manufacturing yang mementingkan efisiensi.
2. Agile manufacturing yang menekankan pada fleksibilitas dan ketangkasan
merespon perubahan.
c. Pengiriman atau Distribusi
Pada saat produk telah selesai diproduksi, maka tugas berikutnya dalam
lingkup supply chain adalah mengirimkan produk tersebut agar sampai di tangan
pelanggan (customer) pada waktu dan tempat yang tepat. Pengiriman produk ke
pelanggan (customer) atau end user tentunya akan melibatkan jasa transportasi.
Dalam cakupan kegiatan distribusi, perusahaan harus dapat merancang
jaringan distribusi yang tepat. Keputusan tentang perancangan jaringan distribusi
harus mempertimbangkan tradeoff antara aspek biaya, aspek fleksibilitas, dan
aspek kecepatan respon terhadap pelanggan.
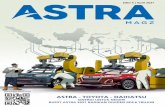
2.5 Milkrun
Gambar 2.3 Perbedaan Sistem Direct Delivery dan Sistem Milkrun Delivery
Sumber: PT AOP AWP Plant 1
Milkrun adalah sistem logistik yang mengupayakan penarikan komponen
sehingga dapat memberikan kepastian supply dari supplier atau vendor dengan

16 Universitas Kristen Petra
quality perfomance yang terbaik (Erna Mulyati, 2008). Tujuan dari milkrun
adalah:
1. Menurunkan level stock Raw Material dan komponen.
2. Mengurangi kebutuhan space Warehouse.
3. Memberikan kepastian pengiriman ( JIT).
4. Quality level up ( Zero Defect ).
5. Optimalisasi penggunaan truck.
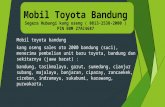
Ketentuan-ketentuan yang ada di Milkrun, adalah (Erna Mulyati, 2008):
1. Truck yang digunakan adalah truck perusahaan yang order.
2. Truck berangkat dari perusahaan tersebut sesuai jadwal dan rute yang
ditentukan.
3. Supplier harus sudah menyiapkan part pada area persiapan delivery.
4. Supplier juga menyiapkan alat handling pada waktu pick up atau loading .
5. Loading di supplier dilakukan oleh Manpower dari perusahaan yang
melakukan order.
6. Apabila terjadi keterlambatan persiapan oleh supplier melebihi waktu pick up
kanban, supplier harus delivery ke perusahaan yang mengorder menggunakan
armada delivery supplier pada hari yang sama.
Gambar 2.4 Flow Sistem Milkrun
Sumber: PT AOP AWP Plant 1