1041_prosiding Digital Snttm Ix

of 6
-
Upload
ibnu-khamdani -
Category
Documents
-
view
223 -
download
0
Transcript of 1041_prosiding Digital Snttm Ix
-
8/3/2019 1041_prosiding Digital Snttm Ix
1/6
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9
Palembang, 13-15 Oktober 2010
ISBN 978-602-97742-0-7 MIV-127
PENGARUH TEMPERATUR LARUTAN DAN WAKTU PELAPISANELEKTROLES PADA PROSES METALISASI PLASTIK ABS TERHADAP
KEKERASAN LAPISAN
Ir. I Gst. Ngr. Nitya Santhiarsa, MT.Jurusan Teknik Mesin Universitas Udayana, kampus Bukit Jimbaran
Email : [email protected]
ABSTRACT
Plastical stuff have some excellence, that is: light, strength, easy to formed, anti corrosive and hold up tochemicals. But at the opposite of its excess, plastic also own the weakness that is its ability to hold up toincise and low hardness. As component of vehicle body, one of nature product wanted is a hardness surface. Along with technological growth in technical field of non metal coating process, the improvement of hardness of plastical stuff can be done with the process of metalization plastic through process elektroless Research use the plastic ABS upon which arranged in layers, with the variation of temperature, 30
C, 40
C and 50
C, and also variation of time elektroles 5 minute, 10 minute, and 15 minute. Examination conducted
cover the examination of hardness vickers . Result of research indicate that the temperature and time at process of electroless plating have an effect onto hardness where at temperature 50
C and time elektroles 15 minute got a hardest result equal to VHN =17,57.The lowest result which got temperature 30
C and time elektroles 5 minute equal to VHN = 14,08Keyword : Elektroless coatings, Temperature, Time, Hardness
1. PendahuluanMelihat potensi bahan plastic sebagai bahan
substitusi bagi logam, maka berbagai cara dilakukanoleh manusia dalam rangka meningkatkan sifat mekanik dari bahan plastik. Seiring dengan perkembanganteknologi di bidang teknik pelapisan non logam, prosespeningkatan sifat kekerasan bahan plastik dapatdilakukan dengan proses metalisasi plastik melaluiproses elektroles yaitu proses pelapisan yang tidak menggunakan sumber arus listrik, suatu prosesotokatalitik dimana terjadinya endapan yang kontinukarena reduksi kimia dari ion logam yang berasal daridalam larutan dengan bantuan zat reduktor yang jugaterkandung di dalam larutan. Selain dapat menambahkemampuan plastik dalam menghantar listrik proses ini
juga dapat menambah kekerasan permukaaan, juga dapatmenambah nilai dekoratif dari bahan tersebut. Padapenelitian ini akan dibahas pemanfaatan proseselektroles pada bahan plastik khususnya pada bahanplastik ABS. Plastik Acrylonitrile Butadiene Styrene(ABS) termasuk kelompok engineering thermoplastic yang berisi 3 monomer pembentuk. Akrilonitril bersifattahan terhadap bahan kimia dan stabil terhadap panas.Butadiene memberi perbaikan terhadap sifat ketahananpukul dan sifat liat ( toughness ), sedangkan stirenamenjamin kekakuan ( rigidity ) dan mudah diproses(Mujiarto,2005). Pada penelitian sebelumnya yangpernah dilakukan oleh M.N Mohamad IbrahimPenyaduran Nikel Tanpa Elektrik ke Atas Plastik ABS
Bergred Tidak Boleh Disadur , dimana pada penelitianini proses elektroless dilakukan pada pH 7,5-8 dengan
waktu pelapisan 10 menit, berhasil melapisi plastik dengan baik. Pengujian dilakukan dengan uji kekerasanVickers ( Vickers Hardness Test ) yang mendapati nilaikekerasan yaitu 11,8 HV/0.5.Angka 11.8 merupakannilai kekerasan yang diperoleh sedangkan 0.5merupakan beban spesimen yang digunakan yaitu 0.5kgf. Penelitian ini mengembangkan penelitiansebelumnya dimana proses elektroles yang dilakukan
adalah elektroles nikel dengan melihat pengaruh daritemperatur larutan dan waktu pelapisan terhadapkekerasan hasil lapisan pada proses metalisasi plastik ABS.
2. Dasar TeoriPelapisan Elektroles
Electroless plating merupakan proses pelapisanyang tidak menggunakan listrik dalam prosespelapisannya. Pelapisan yang terjadi karena adanyareaksi oksidasi dan reduksi pada permukaan bahan,sehingga terbentuk lapisan logam yang berasal darigaram logam tersebut. Karena tidak menggunakan
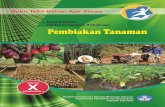
bantuan arus listrik dalam pertukaran elektron, prosespelapisan yang terjadi berjalan lebih lambat, sehinggauntuk mempercepat pelapisan, temperature proses harusdinaikkan sesuai batas yang dianjurkan dengan bantuanalat pemanas. Peralatan utama pada proses pelapisanelektroles berbeda dengan pelapisan secara elektropatingdimana pada proses elektroles ini tidak menggunakanarus listrik dalam prosesnya. Seperti terlihat padagambar 1 di bawah.
-
8/3/2019 1041_prosiding Digital Snttm Ix
2/6
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9
Palembang, 13-15 Oktober 2010
ISBN 978-602-97742-0-7 MIV-128
Gambar 1: Skema Proses Pelapisan Plastik
Keterangan :1. Bak Plating2. Larutan Elektroles Nikel3. Bahan yang dilapis (Plastik ABS)4. Pemanas (Heater)
5.
Termometer
Pengembangan pelapisan plastik melalui prosesetsa ( etching ) pada proses elektroles memberikankekuatan daya lekat lapisan yang cukup baik, karenadapat membersihkan lapisan tipis dan membuat pori-porihalus sebagai tumpuhan lapisan berikutnya. Dalampelaksanaan pelapisan plastik, pada pengerjaanpendahuluan atau persiapannya, satu sama lainprosesnya juga berbeda, karena sangat dipengaruhi oleh
jenis plastik yang akan dilapisi, sehingga permukaanbahan kimia untuk larutan pencuci dan etsa jugaberbeda .
Proses Pelapisan PlastikPada umumnya pelapisan plastik selalu
dikombinasikan dengan proses elektroles yang dilakukansetelah proses etsa ( etching ) dan sebelum prosespelapisan dengan cara listrik ( electroplating ). Secaraumum, rangkaian tahapan proses elektroles plating padaplastik ABS terdiri atas beberapa proses dan fungsinyayaitu:
a. Soak CleaningFungsi tahap ini adalah membersihkan
permukaan plastik ABS dari berbagai pengotor sepertigram bekas bor, debu, oli, lemak maupun tapak tangan.Permukaan plastik ABS harus bersih agar efektifitasreaksi kimia pada tahap berikutnya dapat lebih besarsehingga peluang keberhasilan proses plating logamnyapun akan menjadi lebih besar pula. Adapun bahan dankondisi larutan pada tahap ini dapat dilihat pada tabel 1di bawah.
Tabel 1 Bahan dan Kondisi Proses Soak Cleaning
Bahan dan Kondisi KonsentrasiLarutan
PS Clean 1 50 grAqua DM Ditambahkan
hingga volume 1liter
Suhu 60 0CWaktu proses 10 menit
b. Chemical etchingFungsi tahap chemical etching adalah mengikis
permukaan plastik ABS agar terbentuk pori-pori. Fungsidari pori-pori tersebut adalah untuk meningkatkan dayalekat lapisan dan lebih memudahkan terbentuknyalapisan. Bahan dan kondisi larutan pada proses ini dapatdilihat pada tabel 2.
Tabel 2. Bahan dan Kondisi Larutan pada ProsesChemical Etching
Bahan dan Kondisi KonsentrasiLarutan
Chromic acid 400 grAsam sulfat 380 ml
Aqua DMDitambahkanhingga volume 1liter
Suhu 60 70 0CWaktu 5 - 15 menit
c. Netralisasi / acid dipFungi tahap netralisasi adalah untuk
menghilangkan bekas larutan chemical etching yangmasih ada di pori-pori permukaan plastik ABS. Bahandan kondisi larutan dapat dilihat pada tabel 3
Tabel 3 Bahan dan Kondisi Larutan pada ProsesNetralisasi
Bahan dan Kondisi KonsentrasiLarutan
Asam khlorida 55 mlAqua DM Ditambahkan
hingga volume 1liter
Suhu Suhu ruanganWaktu proses 0,5 - 1 menit
d. Pre dipFungsi tahap pre dip adalah untuk benar-benar
menghilangkan bekas larutan etsa yang masih ada dipermukaan plastik ABS serta meningkatkan efisiensireaksi kimia ditahap katalisasi palladium. Bahan dankondisi larutan proses pre dip dapat dilihat pada tabel 4.
4
3
2 1
5
-
8/3/2019 1041_prosiding Digital Snttm Ix
3/6
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9
Palembang, 13-15 Oktober 2010
ISBN 978-602-97742-0-7 MIV-129
Tabel 4 Bahan dan Kondisi Larutan pada proses Pre dip
Bahan dan Kondisi KonsentrasiLarutanPS pre dip 235 grAsam khlorida 60 ml
Aqua DMDitambahkanhingga volume 1liter
Suhu Suhu ruanganWaktu 0,5 - 1 menit
e. Katalisasi PalladiumFungsi tahap katalisasi adalah untuk
menghasilkan permukaan plastik ABS yang bersifatkatalis. Permukaan plastik dinyatakan telah bersifatkatalis jika permukaan plastik tersebut terlapisiPalladium. Larutan yang digunakan dalam tahapkatalisai palladium merupakan gabungan dari tahapsensitasi dan aktivasi yang mana dalam prosedur yangkonvensional kedua tahap tersebut dilakukan terpisah.Reaksi kimia yang terjadi dalam tahap katalisasipalladium adalah :
Sn 2+ + Pd 2+ Pd (koloid) + Sn4+
Dari reaksi kimia tersebut diketahui bahwadihasilkan partikel palladium dalam bentuk koloid yangmenempel di permukaan plastik ABS. Partikel Pdtersebut dikelilingi oleh ion Sn (Sn 4+). Keberadaan ionSn tersebut saat benda kerja selesai dari tahap katalisasipalladium masih akan ada menyelimuti Pd. Hal tersebutakan menghilangkan sifat katalis dari permukaan plastik ABS. oleh karenanya, ion Sn yang menyelimuti Pd harusdihilangkan. Proses menghilangkan ion Sn terjadi ditahap selanjutnya yaitu proses akselerasi. Bahan dankondisi proses katalisasi palladium dapat dilihat padatabel 5.
Tabel 5 Bahan dan Kondisi Larutan pada ProsesKatalisasi Palladium
Bahan dan KondisiKonsentrasi
LarutanPS katalis 2 140 mlAsam khlorida 150 ml
Aqua DMDitambahkanhingga volume 1liter
Suhu Suhu ruanganWaktu 2 - 10 menit
f. AkselerasiFungsi tahap akselerasi adalah sebagai berikut:
Melarutkan lapisan tipis Sn yang menutupilapisan Pd. Lapisan tipis Sn terbentuk secara
simultan pada proses katalisasi palladiumberlangsung. Lapisan tipis Sn yang terbentuk dapat menjadi penghambat bagi terbentuknyalapisan logam saat proses elektroles platingberlangsung.
Menghilangkan bahan pencemar logam yangmasih berada di permukaan benda kerja.Keberadaan bahan pencemar logam tersebutdapat mengurangi efektivitas reaksi di tahapelektroles plating dan dapat mempercepatrusaknya larutan elektroles plating .Bahan dan kondisi larutan pada prosesakselerasi ini dapat dilihat pada tabel 6.
Tabel 6 Bahan dan Kondisi Larutan pada ProsesAkselerasi
Bahan dan Kondisi KonsentrasiLarutan
PS Akselerator 75 grAqua DM Ditambahkan
hingga volume1 liter
Suhu Suhu ruanganWaktu proses 2 - 3 menit
g. Elektroles platingFungsi tahap elektroless plating adalah untuk
menghasilkan lapisan logam yang akan menjadi lapisandasar yang konduktor agar benda kerja dapat terlapisilogam lain pada tahap elektroplating.Jenis elektrolesplating yang dapat diterapkan setelah tahap katalisasipalladium adalah :
Elektroles plating tembaga produknya adalahlapisan logam tembaga.
Elektroles plating nikel produknya adalahlapisan logam nikel. Lapisan logam nikelnyaberupa paduan Ni-P (nikel phospor) yangmempunyai karakteristik lebih keras dan tahankorosi di bandingkan dengan lapisan logamtembaga produk elektroles plating tembaga.
Dalam proses pelapisan pada permukaan plastik ABS, jenis elektroles plating yang umum digunakanadalah elektroles plating nikel. Larutan elektroles nikelmembutuhkan bahan kimia yang berfungsi sebagaireduktor. Bahan kimia reduktor yang umum digunakanadalah sodium hypophosphite (NaH 2PO 2). Reduktortersebut berfungsi mereduksi ion nikel (Ni 2+) menjadilogam nikel (Ni 0).Reaksi reduksi terbentuknya lapisanlogam dipermukaan benda kerja akibat adanya bahanreduktor dalam larutan elektroles nikel plating adalah :
-
8/3/2019 1041_prosiding Digital Snttm Ix
4/6
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9
Palembang, 13-15 Oktober 2010
ISBN 978-602-97742-0-7 MIV-130
Dari reaksi kimia tersebut diketahui bahwaterbentuknya lapisan nikel dari proses elektroles nikeldapat terjadi jika permukaan plastik ABS bersifat katalis,reaksi lainnya adalah terbentuknya gas hydrogen danlapisan elektroles nikel yang dihasilkan merupakanpaduan dari Ni dan P. Bahan dan kondisi larutan pada
proses elektroles dapat dilihat pada tabel 7 di bawah.
Tabel 7 Bahan dan Kondisi Proses Elektroles Nikel
Bahan dan Kondisi KonsentrasiLarutanPS elesni 1-A 30 mlPS elesni 1-B 100 mlAmmnoniumhidroksida 5 ml
Aqua DM
Ditambahkanhingga volumemencapai 1liter
Suhu larutan 40 60 0CpH larutan 8,8 9,2Waktu proses 5 20 menit
h. RinseRinse (pembilasan) adalah proses untuk
menghilangkan sisa larutan tahap sebelumnya yangmenempel dipermukaan benda kerja denganmenggunakan air.
Plastik ABS
Acrylonitrile butadiene styrene (ABS) termasuk kelompok engineering thermoplastic yang berisi 3
monomer pembentuk. Akrilonitril, bersifat tahanterhadap bahan kimia dan stabil terhadap panas.Butadiene, memberi perbaikan terhadap sifat ketahananpukul dan sifat liat (toughness). Sedangkan stirena,menjamin kekakuan ( rigidity ) dan mudah diproses.Beberapa grade ABS ada juga yang mempunyaikarakteristik yang bervariasi, dari kilap tinggi sampairendah dan dari yang mempunyai impact resistance tinggi sampai rendah. Berbagai sifat lebih lanjut jugadapat diperoleh dengan penambahan aditif sehinggadiperoleh grade ABS yang bersifat menghambat nyalaapi, transparan, tahan panas tinggi, tahan terhadap sinarUV, dan lain-lain .ABS mempunyai sifat-sifat :tahanbahan kimia,biaya proses rendah,liat, keras, kaku ,dapat
direkatkan,tahan korosi ,dapat didesain menjadi berbagaibentuk, dan memberi kilap permukaan yang baik
3. Metodologi PenelitianMetode penelitian yang digunakan pada
pengaruh temperatur larutan dan waktu pelapisanelektroles pada proses metalisasi plastik ABS terhadapkekerasan adalah metode eksperimen dimana pada
metode eksperimen ini dilakukan pengujian kekerasan.Hasil dari penelitian ini akan ditampilkan berupa analisagrafik.
Alat
Didalam melakukan penelitian memerlukan alatyang sesuai dengan tujuan dari penelitian, dijelaskansebagai berikut :
1. Bak platingBak plating diperlukan untuk menampunglarutan elektrolit. Bak plating terbuat dari bahankaca karena tahan terhadap korosi yangdiakibatkan oleh larutan plating, juga tahanterhadap suhu larutan, serta tidak mencemarilarutan yang di tampung. Ukuran bak disesuaikan dengan jenis kerja dan besar bendakerja yang dikerjakan.
2. Bak pembersihSetelah spesimen diplating, spesimen dibilasdengan air bersih pada bak pembersih yangtelah disiapkan. Bak pembersih ini berfungsiuntuk membersihkan spesimen sisa larutan.
3. TermometerDigunakan untuk mengukur suhu larutanplating sehingga diketahui temperatur darilarutan tersebut dan disesuaikan dengan suhuyang digunakan.
4. pH meterDigunakan untuk mengukur derajat keasamanlarutan.
5. StopwatchDigunakan untuk menghitung waktupencelupan
6. AgitatorDigunakan untuk menghasilkan gelembung-gelembung udara atau agitasi.
7. Alat PemanasPemanas digunakan sebagai sumber panas yangmemanaskan larutan sehingga diperoleh suhuyang sesuai.
8. Gelas kimiaDigunakan untuk mengukur volume larutan.
9. Mesin Uji KekerasanAlat yang digunakan dalam pengujiankekerasan Vickers adalah alat uji kekerasan
Micro Hardness Tester
Bahan
Adapun bahan-bahan yang digunakan dalampenelitin ini adalah sebagai berikut spesimen uji berupaplastik ABS dengan ukuran 50cm x 40cm dipotongsebanyak 27 buah dengan ukuran masing-masingspesimen adalah 60 mm, lebar 20 mm dan tebal 2 mm,seperti terlihat pada gambar berikut:
-
8/3/2019 1041_prosiding Digital Snttm Ix
5/6
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9
Palembang, 13-15 Oktober 2010
ISBN 978-602-97742-0-7 MIV-131
Gambar 2. Bentuk dan Ukuran Spesimen Uji
Langkah-Langkah Penelitian
Adapun langkah-langkah dalam melakukanpenelitian adalah sebagai berikut:
1. Menyiapkan alat dan bahan yang akandigunakan selama penelitian
2. Mempersiapkan larutan yang dipakai selamapenelitian.
3. Memasang semua alat untuk proses pelapisan.4. Mempersiapkan bahan yang dilapisi yaitu
plastik yang sudah dipotong sesuai denganukuran yang telah ditentukan.
5. Proses pertama, yaitu soak cleaning.
Mencelupkan plastik ABS kedalam larutan soak cleaning dengan tujuan untuk membersihkanpermukaan plastik dari berbagai pengotorseperti debu, oli, lemak maupun tapak tangan.Kemudian plastik dibersihkan dengan airbersih.
6. Proses kedua, yaitu proses chemical etching.Plastik dicelupkan kedalam larutan etsa dengantujuan untuk mengikis permukaan plastik agarterbentuk pori-pori. Kemudian plastik dibersihkan dengan air bersih.
7. Proses ketiga, yaitu proses netralisasi. Plastik dicelupkan kedalam larutan netralisasi dengantujuan untuk menghilangkan bekas larutan etsayang masih ada di pori-pori permukaan plastik.Kemudian dibilas dengan air bersih.
8. Proses keempat, yaitu proses pre dip. Plastik dicelupkan kedalam larutan pre dip dengantujuan untuk menghilangkan bekas larutan etsayang masih ada di pori-pori permukaan plastik serta meningkatkan efisiensi reaksi kimia ditahap katalisasi palladium.
9. Proses kelima, yaitu proses katalisasipalladium. Plastik dicelupkan kedalam larutankatalisasi untuk menghasilkan permukaanplastik yang bersifat katalis. Kemudian plastik dibilas menggunakan air bersih.
10. Proses pelapisan dengan elektroles. Jenis
pelapisan yang digunakan adalah elektrolesnikel dengan komposisi larutan yang telahditentukan.
11. Pelapisan dilakukan dengan memvariasikanwaktu pencelupan spesimen pada waktu 5menit, 10 menit, dan 15 menit kedalam larutandengan temperatur 30 0 C. Dilakukan masing-masing tiga kali pengulangan pada tiap waktupencelupan.
12. Pelapisan dilakukan dengan memvariasikanwaktu pencelupan spesimen pada waktu 5menit, 10 menit, dan 15 menit kedalam larutan dengan temperatur 40 0 C. Dilakukan masing-masing tiga kali pengulangan pada tiapwaktu pencelupan.
13. Pelapisan dilakukan dengan memvariasikanwaktu pencelupan spesimen pada waktu 5 menit, 10 menit, dan 15 menit kedalam larutandengan temperatur 50 0 C. Dilakukan masing-masing tiga kali pengulangan pada tiap waktupencelupan.
14. Pembersihan spesimen sebelum melakukan ujikekerasan.
15. Pengujian kekerasan dilakukan padapermukaan spesimen yang datar.
16. Pengolahan data-data hasil penelitian dimananantinya data-data hasil penelitian tersebut akandimasukkan ke dalam tabel untuk selanjutnyadianalisis.
Hasil dan Pembahasan
Pengujian kekerasan dilakukan di LaboratoriumBahan Teknik Diploma Mesin Fakultas Teknik Universitas Gadjah Mada, data yang di dapatkankemudian diolah dan dimasukkan ke dalam grafik dalamhal ini memperlihatkan hubungan antara kekerasanpermukaan hasil pelapisan dengan temperatur dan waktupelapisan yang dipakai.
Gambar 3 Grafik hubungan pengaruh temperatur dan
waktu proses elektroles terhadap kekerasanDari gambar grafik 3 dapat dilihat peningkatan
kekerasan dari lama waktu elektroles yaitu (5 menit, 10menit, dan 15 menit), dan peningkatan temperatur dari(30 0C, 40 0C, dan 50 0C). Kekerasan terendah terdapatpada proses elektroles dengan temperature 30 0C, waktuelektroles 5 menit dengan VHN = 14,08 dan kekerasanpaling tinggi terdapat pada proses elektroles dengan
-
8/3/2019 1041_prosiding Digital Snttm Ix
6/6
Seminar Nasional Tahunan Teknik Mesin (SNTTM) ke-9
Palembang, 13-15 Oktober 2010
ISBN 978-602-97742-0-7 MIV-132
temperatur 50 0C, waktu elektroles 15 menit denganVHN = 17,57. Dapat dinyatakan bahwa lama waktuelektroles dan peningkatan temperatur dari larutanberpengaruh terhadap kekerasan lapisan.
Peningkatan kekerasan dari plastik ABS yangtelah dilapisi disebabkan oleh kenaikan temperatur dan
lama waktu proses elektroles. Kenaikan temperaturmempercepat laju reaksi dari larutan elektroles karenadengan naiknya temperatur energi kinetik partikel zat-zat meningkat sehingga memungkinkan semakin banyaknya tumbukan efektif yang menghasilkanperubahan. Partikel-partikel dari logam nikel yangterdapat didalam larutan elektroles akan semakin cepatbereaksi terikat pada permukaan plastik yang telahterlapisi oleh logam paladium. Namun pada proseselektroles ini, untuk memperoleh hasil yang baik disarankan peningkatan temperatur dilakukan didalambatas yang telah ditentukan. Dari grafik juga dapatdilihat lama proses pencelupan plastik dalam larutanelektroles juga berpengaruh terhadap nilai kekerasan.
Hal ini disebabkan oleh banyaknya logam nikel yangmenempel pada plastik seiring dengan pertambahanwaktu yang diberikan. Semakin lama waktu pencelupanplastik di dalam larutan elektroles maka semakin banyak logam nikel yang menempel pada plastik tersebut.
Kesimpulan
Dari hasil penelitian terlihat bahwa penggunaantemperatur mulai dari 30 0C, 40 0C sampai 50 0C,menghasilkan kekerasan terendah sebesar VHN = 14,08dan kekerasan tertinggi sebesar VHN = 17,57 sedangkanpenggunaan waktu elektroles mulai dari 5 menit, 10menit, sampai 15 menit, menghasilkan kekerasanterendah sebesar VHN = 14,08 dan kekerasan tertinggisebesar VHN 17,57
Ucapan Terimakasih
Pada kesempatan ini saya menghaturkanterimakasih kepada Ir I Ketut Suarsana,MT dan AndryHarris atas bantuan dan kerjasama yang baik selamapenelitian ini berlangsung.
DAFTAR PUSTAKA
Anonimus. Plastik . http://id.wikipedia.org/wiki/Plastik .Diakses tanggal 26 Mei 2009.
Anonimus. ABS.http://en.wikipedia.org/wiki/Acrylonitrile_butadie
ne_styrene . Diakses tanggal 29 Mei 2009.Beurner, B.J.M, 1978, Ilmu Bahan Logam . PT. BhrataraKarya Aksara, Jakarta.BPPT. 1998. Teknologi Pelapisan Logam Secara Listrik .
Program Penerapan IPTEK di Daerah: Jakarta.Harper, Charles A. Handbook of Plastic Materials and
Processes . A Concise EncyclopediaHartono, J. Anton dan Tomijiro Kaneko. 1992.
Mengenal Pelapisan Logam (Elektroplating) .Andi Offset: Yogyakarta.
Hasan, Iqbal. 2004. Analisis Data Penelitian denganStatistik . PT Bumi Aksara : Jakarta
Ibrahim, M.N Mohamad. 2006. Penyaduran Nikel Tanpa Elektrik Keatas Plastik ABS Bergred Tidak Boleh
Disadur . Jurnal Teknologi: University TeknologiMalaysia
Mujiarto, Imam. 2005. Sifat dan Karakteristik MaterialPlastik dan Bahan Aditif . Traksi Vol.3 No 2.
Saleh, AA. Pelapisan Logam . Balai BesarPengembangan Industri Logam dan Mesin:Jakarta.
Santosa, Bambang dan Martijanti Syamsa. 2007.Pengaruh Parameter Proses Pelapisan NikelTerhadap Ketebalan Lapisan . Jurnal Teknik Mesin Vol. 9, No. 1, April 2007: 25 30
http://www.petra.ac.id/~puslit/journals/dir.php?DepartmentID=MES












![[DOCUMENT TITLE] - ridwan.staff.gunadarma.ac.idridwan.staff.gunadarma.ac.id/Downloads/files/35919/Abstrak... · Teknik Mesin (SNTTM XII) menyajikan makalah yang berkualitas yang berasal](https://static.fdokumen.com/doc/165x107/5abcc1247f8b9ab1118e934b/document-title-mesin-snttm-xii-menyajikan-makalah-yang-berkualitas-yang-berasal.jpg)