







Bahasa
Halaman
Hukum

ww.sciencedirect.com
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2
Available online at w
http: / /www.elsevier .com/locate/biombioe
Implementation of lignin-based biorefinery into aCanadian softwood kraft pulp mill: Optimalresources integration and economic viabilityassessment
Marzouk Benali a,*, Zoe Perin-Levasseur a, Luciana Savulescu a,Lamfeddal Kouisni b, Naceur Jemaa b, Tadeusz Kudra a,Michael Paleologou b
aNatural Resources Canada, CanmetENERGY, 1615 Lionel-Boulet Blvd., P.O. 4800, Varennes J3X 1S6, Quebec,
Canadab FPInnovations, 570 St-Jean Blvd., Pointe-Claire H9R 3J9, Quebec, Canada
a r t i c l e i n f o
Article history:
Received 2 October 2012
Received in revised form
4 July 2013
Accepted 16 August 2013
Available online 12 September 2013
Keywords:
Kraft process
Lignin recovery
Advanced process integration
Biorefinery
Biomass conversion
Acidification of black liquor
Abbreviations: adt, air dry metric tonne;exchanger; HHV, higher heating value; MEA,SC, solids content.* Corresponding author. Tel.: þ1 450 652 553E-mail address: [email protected]
0961-9534/$ e see front matter Crown Copyhttp://dx.doi.org/10.1016/j.biombioe.2013.08.
a b s t r a c t
Implementation of a lignin-based biorefinery into one of the existing kraft pulp mills calls
for increased consumption of resources such as steam (by up to 21.5%), water (by up to 3%),
carbon dioxide (by up to 16.2%), and sulphuric acid (by up to 11.3%). To compensate for
these extra demands on resources, an advanced process integration method was used to
identify steam, water, and chemicals savings options and resource recovery opportunities
within the kraft process. Given the importance of the lignin-based biorefinery, an economic
viability assessment was carried out toward four scenarios, namely: a reference case
relating to a stand-alone kraft pulp mill without a pulp production increase but with/
without advanced process integration (scenarios #1 and #2) as well as to an integrated
biorefinery with a pulp production increase by 5, 10 and 15% (scenarios #3 and #4).
Crown Copyright ª 2014 Published by Elsevier Ltd. All rights reserved.
1. Introduction
Over the last ten years, Canadian kraft pulp has faced stiff
competition from low-cost producers in tropical countries. As
a result, 10 out of 43 suchmills have been closed over the last 7
API, advanced process inmonoethanolamine; OPE
3; fax: þ1 450 652 5918.c.ca (M. Benali).right ª 2014 Published by022
years. In an effort to improve financial performance and
competitiveness, the currently operating mills are revising
their business models to include new sources of revenue from
a diversified product portfolio. In this context, biorefinery-
based technologies are being considered for the production
tegration; BL, black liquor; CAPEX, capital expenses; HEX, heatX, operating expenses; PBP, payback period; P&P, pulp and paper;
Elsevier Ltd. All rights reserved.
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2474
of bioenergy, biochemicals and biomaterials. However, each
biorefinery option involves a unique and/or novel technology
which might pose technological, market and environmental
risks to any mill under consideration. Therefore, it is impor-
tant to develop energy-efficient and cost-effective biorefinery
design strategies and assessment tools for technology selec-
tion and implementation as well as for optimal allocation of
resources (i.e., biomass, energy, utilities, water, and chemical
reactants). Within this context, the production capacity of
about 70% of North-American kraft pulp mills is constrained
by the operational limits of the recovery boiler. The offloading
of the recovery boiler by precipitating a portion of the lignin
contained in the mill’s black liquor is one of the main solu-
tions leading to immediate benefit from the resulting incre-
mental increase in pulp production. Acid precipitation
technology using CO2 as a precipitating agent has been iden-
tified as the most promising biorefinery route for lignin re-
covery from kraft black liquor in terms of yield [1e4] and cost
[5,6]. The recovered lignin can, prospectively, be used in
several high-value applications, including the replacement of
phenol in phenol formaldehyde resins, polyols in rigid poly-
urethane foams, and carbon black in rubber (e.g., tires). In
addition, lignin could be used as a component of thermo-
plastic materials, an adhesive in various applications, and a
feedstock to make specialty activated carbons and carbon
fiber. The profitability of such a lignin recovery process de-
pends highly on the cost of CO2 as the precipitation agent,
process energy requirements, and the end use of lignin.
Fig. 1 illustrates the separation process of lignin from kraft
black liquor comprising in combination: a black liquor reser-
voir, a multiple-effect evaporator from which black liquor is
Fig. 1 e General flowchart for th
withdrawn at about 30e40% solids, an acidification reactor to
precipitate lignin using CO2 as an acidic reactant to lower pH
from 12e14 to 9e10 at 72e75 �C, a lignin coagulation vessel in
which the temperature and pH are, respectively, maintained
at 60e70 �C and 9e10, a washing-filtration train in which the
liquor with coagulated lignin is filtered and the cake is washed
with H2SO4 and water, a crusher to reduce the size of filtered
and washed lignin, a conveyor, a dryer, and a collector in
which the dried pure lignin is stored before being sold as a
feedstock or transformed by chemical and/or pharmaceutical
plants into high-value biochemical products. The filtered li-
quor containing mainly water, small amounts of lignin, and
inorganic salts (i.e., Na2CO3 and Na2SO4) is entirely or partly
recycled to the weak kraft black liquor reservoir. The purity of
the recovered lignin can reach 98% on a dry solids basis with a
solids content ranging from 50 to 70%,w/w and an ash content
from 1 to 3%, w/w. Recent research and development efforts
were focused on: (a) optimizing the washing-filtration train
[7,8], and (b) integrating a black liquor oxidizer prior to lignin
precipitation to destroy the total reduced sulphur compounds
(i.e., hydrogen sulphide, methyl mercaptan, dimethyl sul-
phide, and dimethyl disulfide) and to convert a part of the
organic compounds into carboxylic acids [8].
The implementation of a lignin recovery process into a
kraft mill, as depicted in Fig. 1, certainly offers new opportu-
nities to improve the competitiveness of the mill. However, it
requires additional use of steam and chemical reactants such
as CO2 and H2SO4 as well as NaOH to maintain Na/S balance
which affects the control of kraft liquor cycle in the mill. In
particular, any Na/S unbalances will influence the chemical
composition of the white liquor and its quality in terms of
e lignin recovery process.

Table 1 e Scenarios examined.
Reference case e Kraft pulp mill and lignin extractionprocess (10, 25, and 50 tonne of extracted lignin/day)
Stand-alonescenarios
Integratedscenarios
Scenario#1
Scenario#2
Scenario#3
Scenario#4
Pulp
production
increase (%)
0 0 5e10e15 5e10e15
Advanced
process
integration
No Yes No Yes
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2 475
total alkali, active alkali, effective alkali, sulfidity, and caus-
ticity. These properties are critical for the quality of the kraft
pulp. Also, it requires a thorough understanding of the com-
plex system interactions within the integrated lignin plant-
kraft pulp mill to develop the optimal implementation path-
ways. Thus, a conceptual approach has been initiated for a
systematic assessment of the interrelations between the pulp
production variations and the energy, water and chemical
systems. Such a conceptual approach is termed a multi-level
assessment methodology for an optimal design of the inte-
grated biorefinery. The purpose of this paper is to: (i) describe
themulti-level assessment framework and the related system
interactions; (ii) evaluate several plausible scenarios for lignin
recovery; (iii) assess the impacts on the steam and water
systems, and demands for biomass and chemical reactants.
The optimization of the heat exchanger and water networks
has been investigated using the advanced process integration
method to find the optimal solutions for the best system
integration. In this manuscript, the “advanced process inte-
gration” stands for an extended analysis that incorporates not
only the energy component but also biomass, water, chemical
reactants and their interactionswith the utility system. It uses
a multi-level process integration methodology to decrease the
chemical reactants demand by the integration of chemical
recycling loops, and to perform energy benchmarking and
analysis to identify potential heat and water recovery options.
Besides, the “advanced process integration” considers
reducing the overall energy and water consumptions, and
evaluating the impacts of lignin extraction on the energy and
water profiles of the integrated kraft pulp process-lignin re-
covery process. More specifically, a systematic assessment
approach which looks at the implications of production vari-
ations onto the energy, water and chemical systems and their
interrelations is a key feature of the so-called “advanced
process integration” [5]. Traditional process integration was
focusing on the heat integration in a whole plant or an entire
site driven by the “Pinch” concept consisting of establishing
objective performance targets before going into the system
design phase [9]. The scope of process integration has been
considerably expanded to use heat recovery techniques to
study mass transfer processes and water management
[10e15]. Recently, researchers from Sweden have applied
process integration in the context of forestry biorefinery with
a focus on using pinch analysis tools and techniques in order
to find energy-efficient designs for bioethanol production
plant [16]. Other studies have been carried out in the context
of uncertainties in future European market conditions of
electricity and CO2 emissions charges, which affect the de-
cisions on investments in process integration measures for
increased energy efficiency of pulp mills [17,18]. Overall,
evaluating potential savings prior to design is a key feature
that process integration is providing, being a global system
approach. Also, this approach allows identifying energy bot-
tlenecks such as steam usage for warm water production and
waste heat losses.
The published studies on integration of biorefineries into
kraft mills are often focused on the impact on evaporator
fouling [19] due to lignin extraction fromblack liquor aswell as
on the production of electricity and steam generation [20,21],
and the quality of lignin [22] and the pulp mill capacity [23].
2. Multi-level assessment for optimalbiorefinery design
The proposed assessment methodology is built on the
following six levels:
- Level 1 e Screening and selection of lignin recovery tech-
nology, and assembling data and knowledge from the kraft
pulping process;
- Level 2 e Definition, characterization and categorization of
“what-if” integration options, based on the plausible sce-
narios for lignin recovery and the increase in pulp
production;
- Level 3 e Analysis of the interactions between the kraft
pulping process and the lignin recovery process to deter-
mine the operational limits;
- Level 4e Impact assessment of resources utilization in order
to study how the multistage consumptions/productions
would change when implementing biorefinery;
- Level 5 e Economic assessment to ascertain the most cost-
effective solutions; and
- Level 6 e Environmental assessment to determine the im-
pacts on the overall GHG emissions from the integrated
pulping mill.
The Levels 1e4 are sequential while the tasks assigned to
Levels 5 and6 are carried out in parallel. The tasksof Level 4 are
performed using advanced process integration driven by data
extraction and non-isothermal mixing screening, steam and
waste heat mapping, and water-energy based assessment.
The characterization of system interactions has been per-
formed through a sensitivity analysis. Consequently, repre-
sentative correlations have been derived to elaborate a
simplified model for a lignin-based scenarios evaluation. The
aim of the proposed assessment is to examine and evaluate
the trade-offs that hide beneath the multitude of potential
scenarios, and to screen out only themost cost-effectively and
environmentally-attractive lignin-based biorefinery produc-
tion scenarios, from GHG reduction standpoint. Table 1 pro-
vides the conditions related to the four scenarios considered
in this work: scenarios #1 and #2 correspond to a reference
case relating to a stand-alone kraft pulp mill without a pulp
production increase and with/without advanced process
Lignin extracted (tonne/day)
0 20 40 60 80 100
Hig
her h
eatin
g va
lue
of th
e bl
ack
liquo
rfe
d in
to th
e re
cove
ry b
oile
r (G
J/to
nne)
11.812.012.212.412.612.813.013.213.413.613.814.0
5% pulp production increase10% pulp production increase15% pulp production increaseReference case (350-400 adt/d)
Operational limits
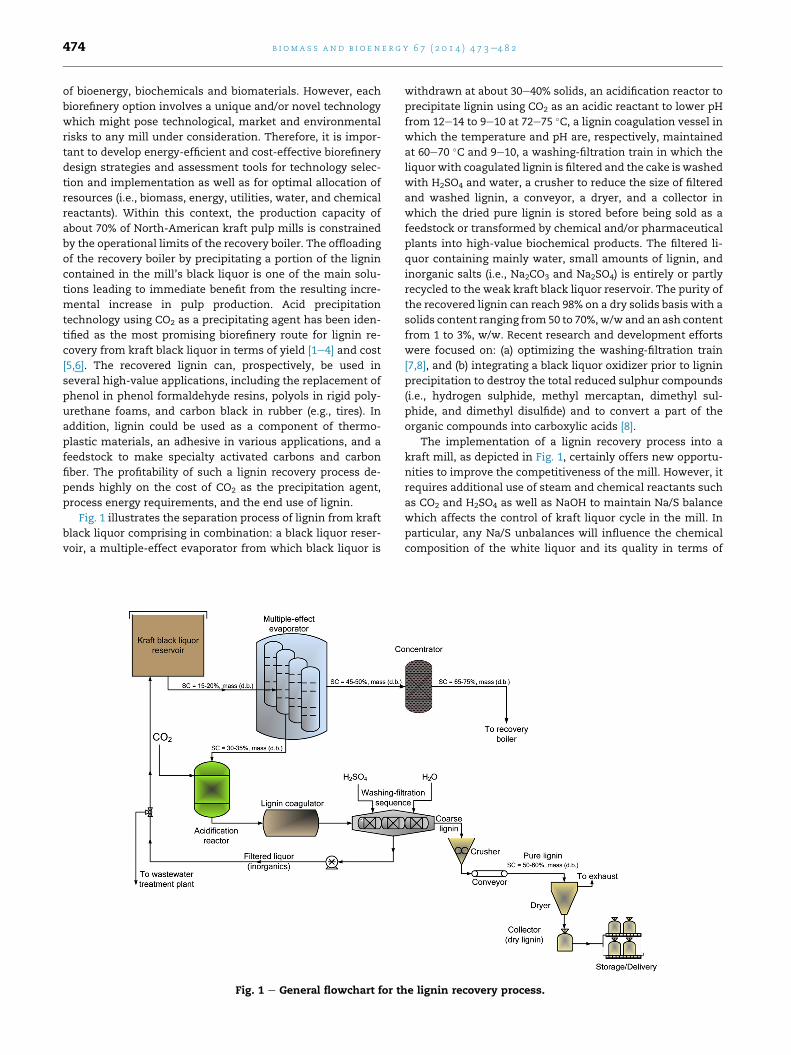
Fig. 2 e Variations of HHV of weak black liquor with
process conditions.
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2476
integration while scenarios #3 and #4 conform to an imple-
mented lignin-based biorefinery within the kraft pulping
process with an increase in pulp production from 5 through 10
to 15%.
The general multi-level assessment framework includes
the Cadsim Plus�-based simulation of the kraft pulping pro-
cess as well as an Aspen Plus�-based simulation of the acid
precipitation process. As Cadsim Plus� does not include the
aqueous electrolyte modeling capability and the various
classes of reactor models, it is used only for pulp process
simulation. To carry out the integration study a representative
kraft process has been developed on the Cadsim Plus� soft-
ware. A simulation model of the complete lignin recovery
process has been developed on the Aspen Plus� software.
Special modeling was developed and implemented in this
software to accurately represent the precipitation and the
deionization steps over a range of conditions. As there are
strong interactions between ions and organic and inorganic
molecules during CO2-based lignin precipitation, ionic equi-
librium models have been developed and implemented in
Aspen Plus� software. The transfer of information between
Aspen Plus and Cadsim Plus� is executed via Excel linkage.
3. Results and discussions
The potential implementation of a lignin-based biorefinery
within a Canadian softwood kraft pulp mill producing up to
400 adt/day of bleached pulp was considered. The operational
limits of the recovery boiler and the evaporation train as well
as an impact assessment on the resources demand, targeting
the resources utilization and evaluation of the economic
viability are presented in this section.
3.1. Operational limits
3.1.1. Recovery boilerThe economic viability of kraft pulp mills is highly dependent
upon the performance of its recovery boiler which should
operate at maximum thermal efficiency. The extraction of
lignin from 30e40% solids black liquor lowers the higher
heating value of the as-fired black liquor and affects nega-
tively the thermal efficiency in the recovery boiler. This has a
large impact on the steam generation rate and the maximum
pulp production rate that the recovery boiler can sustain. Fig. 2
illustrates the impact of the extracted lignin on the higher
heating value (HHV) of black liquor when the pulp production
is increased from 0 (reference case) through 5 and 10 to 15%.
The data provided in Fig. 2 can be fitted satisfactorily with a
three-parameter exponential decay model:
ðHHVÞBL ¼ 11:85þ 1:954exp�� 0:016mlignin
�(1)
where (HHV)BL is in GJ/tonne and mlignin is in tonne/day.
Eq. (1) allows HHV to be obtained at an average standard
error of 0.158 and coefficient of determination of 0.991. To pass
the ShapiroeWilk test for normality and exponentiality (i.e.,
principal goodness of fit test for normal and uniform data
sets), seven iterations were needed to get the final form of
correlation presented as Eq. (1). The analysis of variance and
the standard error give low values (0.022 and 0.158, respec-
tively) which confirm the predictive ability of Eq. (1). In prac-
tice, for a targeted lignin recovery rate, the user of such a
correlation will be able to predict the corresponding HHV of
black liquor entering the recovery boiler. If the calculated
value of HHV does not match the desired value fixed by the
recovery boiler operator, then the user should adjust the
amount of lignin to be recovered.
As compared to the reference mill, the HHV decreases by
up to 12.41% and the steam production diminishes by up to
6.13% when up to 100 tonne/day of lignin is extracted. To
maintain an acceptable thermal efficiency in the recovery
boiler in the context of the targeted kraft pulpmill, the HHV of
black liquor should not be lower than 12.5e12.8 GJ/tonne of
black liquor solids (bone dry basis), which corresponds to the
maximum lignin production rate at the mill under study of
46e66 tonne/day (Fig. 2). These minimum values of HHV
depend, however, on the type of wood used in themill and the
operating limits of the existing recovery boiler, i.e., these
values can vary from kraft pulp mil to another.
3.1.2. Evaporation trainWashing the precipitated lignin generates an inorganic-
loaded filtrate that is partly recirculated to the weak black li-
quor tank prior to being sent to the evaporation train. This
filtrate contains mostly sodium carbonate (Na2CO3), and so-
dium sulphate (Na2SO4). As compared to the reference case,
for a 10% pulp production increase, lignin recovery from black
liquor creates 0.24 to 1.30% more sodium carbonate, and 4.15
to 11.22% more sodium sulphate (Table 2). The carbonate-to-
sulphate ratio varies from 1.43 to 1.59 whereas the total
solids content of the black liquor remains constant at 51.07%
w/w, which is close to the precipitation limit (Table 2). Thus,
scaling can potentially occur due to sodium salt crystallization
in the form of insoluble deposits (e.g., burkeite) on the internal
walls of the multiple-effect evaporators [24]. Monitoring the
carbonate-to-sulphate ratio in the incoming black liquor is,
therefore, a critical step during the combined lignin/pulp
production. The multiple-effect evaporation train should be
operated below the critical solids concentration at which
Table 2 e Characterization of sodium inorganics entering the evaporator train for the 10% pulp production increasescenario.
Ligninextracted(tonne/day)
Concentration ofblack liquor (%)
NaOH(tonne/day)
Na2CO3
(tonne/day)Na2SO4
(tonne/day)Na2CO3/Na2SO4
(e)
0 51.07 14.77 145.67 91.67 1.59
10 51.06 12.96 146.02 95.64 1.53
25 51.07 11.06 146.79 101.00 1.45
50 51.06 9.33 147.57 103.25 1.43
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2 477
burkeite formation can occur. One convenient way to keep the
sodium carbonate-to-sodium sulphate ratio at the desired
level is to return less sodium sulphate saltcake from the
chlorine dioxide generator as make-up to the recovery cycle.
and
(%)
100
120Reference case
100% 100.5% 101.3% 102.5%
9.9% 10.1% 10.4% 10.9%
5.3% 5.4% 5.5% 5.8%
1%
Process water Water required for lignin extraction Cooling water Demineralized water
3.2. Impact assessment of the resources used in the kraftpulping mill
3.2.1. Impact on the steam demandThe impact on the steamdemand can be seen in Table 3 for all
examined scenarios. The intensification of shifted-up steam
demand is mostly due to the increase in process steam
required for enhanced pulp production. The peak of steam
consumption in the drying system contributes to 30e50% of
the total steam demand growth, depending on pulp produc-
tion and the amount of extracted lignin. Since up to 5.0 m3 of
water is used for washing 1 tonne of extracted lignin and the
inorganic-loaded filtrate is recirculated to the evaporation
section, there is a need for additional steam. The chemical
composition of black liquor exiting the evaporation section is
also affected, which lowers steam production in the recovery
boiler by up to 4%.
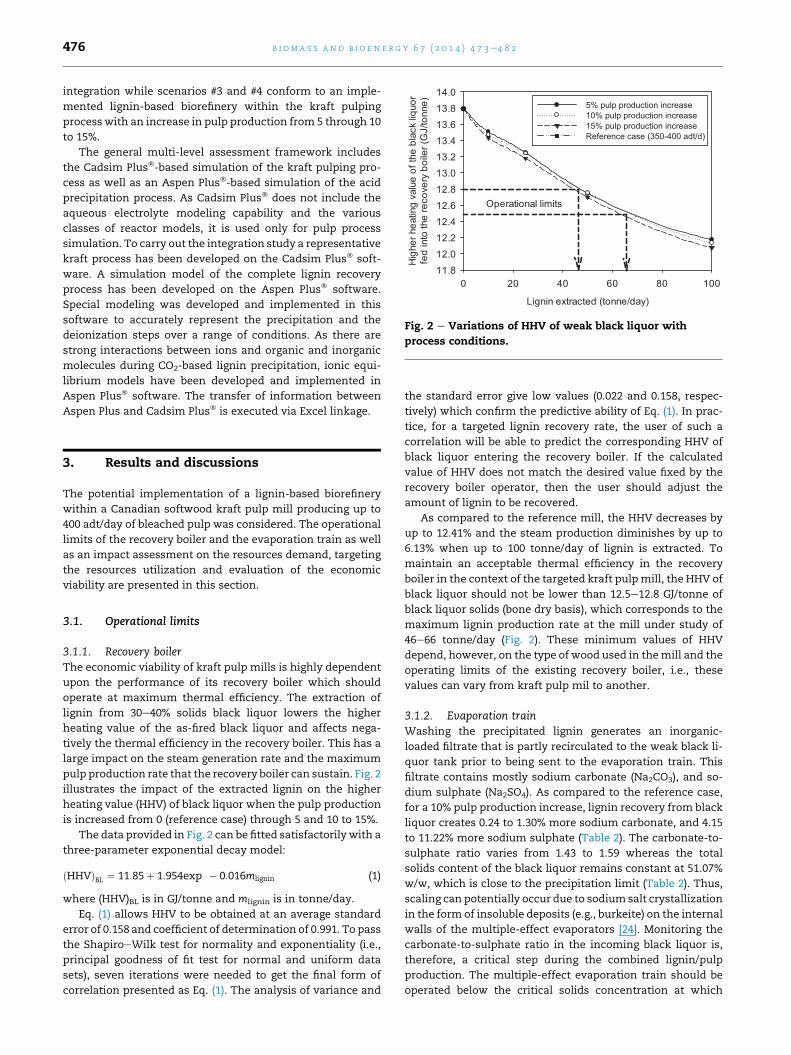
3.2.2. Impact on water consumptionThe amount of water consumed by the targeted Canadian
kraft pulp mill prior to biorefinery implementation is in the
order of 17,550 m3/day. Of this volume, close to 85% is used as
the process water while about 10% is used as cooling water
(Fig. 3). As illustrated in Fig. 3, the water demand increases
only by 2.5% when recovering up to 50 tonne of lignin per day.
This extra water is used for the washing of the recovered
lignin as well as for cooling and steam production.
Table 3 e Impact on the steam demand.
Pulpproductionincrease (%)
Ligninextracted
(tonne/day)
Total steamdemand
increase (%)
5 10 3.8
25 6.2
50 10.4
10 10 6.8
25 20.6
50 24.7
15 10 8.3
25 22.9
50 27.0
3.2.3. Impact on biomass and chemical reactantsThe change in the demand for biomass and chemical re-
actants is important to consider since it affects the profit-
ability of the biorefinery implementation (Table 4). The
biomass needed for boosting the pulp production can increase
by up to 15%. The carbon dioxide and sulphuric acid flowrates
used in the acid precipitation process are specific to the black
liquor composition in a given mill and can vary up to 16.2%
and 11.3%, respectively.
3.3. Targeting resources utilization
3.3.1. Potential reduction of steam and water demandsThe performed site-wide analysis showed that the steam and
water consumption increased by up to 27% (Table 3) and 2.5%
(Fig. 3), respectively, when the pulp production was increased
by 15% and 50 tonne of pure lignin per day (dry basis). Op-
portunities to reduce water and energy demands have been
investigated using advanced process integration methodol-
ogy. Mapping of steam and waste heat profiles was per-
formed to facilitate screening of opportunities for energy
recovery and upgrading. The rules to evaluate the steam
Lignin extracted (tonne/day)
0 10 25 50
Rep
artit
ion
of to
tal w
ater
dem
0
20
40
60
80
84.8% 84.8% 84.8% 84.8%
Fig. 3 e Repartition of water demand versus flowrate of
extracted lignin.
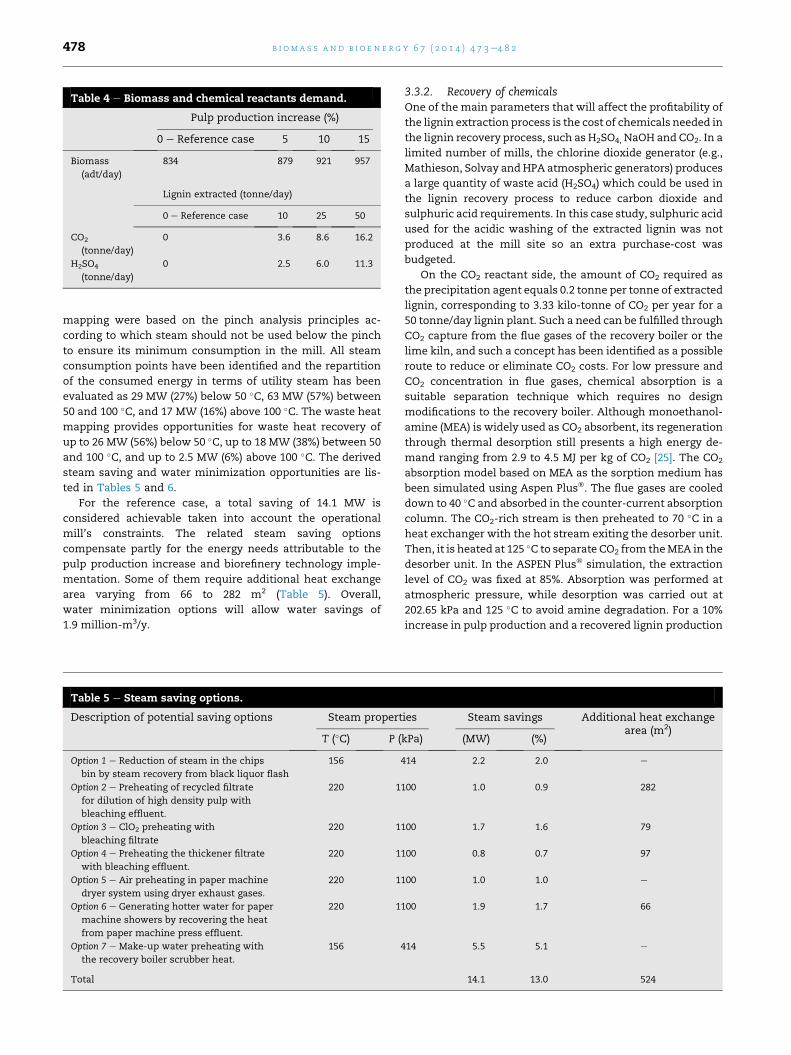
Table 4 e Biomass and chemical reactants demand.
Pulp production increase (%)
0 e Reference case 5 10 15
Biomass
(adt/day)
834 879 921 957
Lignin extracted (tonne/day)
0 e Reference case 10 25 50
CO2
(tonne/day)
0 3.6 8.6 16.2
H2SO4
(tonne/day)
0 2.5 6.0 11.3
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2478
mapping were based on the pinch analysis principles ac-
cording to which steam should not be used below the pinch
to ensure its minimum consumption in the mill. All steam
consumption points have been identified and the repartition
of the consumed energy in terms of utility steam has been
evaluated as 29 MW (27%) below 50 �C, 63 MW (57%) between
50 and 100 �C, and 17 MW (16%) above 100 �C. The waste heat
mapping provides opportunities for waste heat recovery of
up to 26 MW (56%) below 50 �C, up to 18 MW (38%) between 50
and 100 �C, and up to 2.5 MW (6%) above 100 �C. The derived
steam saving and water minimization opportunities are lis-
ted in Tables 5 and 6.
For the reference case, a total saving of 14.1 MW is
considered achievable taken into account the operational
mill’s constraints. The related steam saving options
compensate partly for the energy needs attributable to the
pulp production increase and biorefinery technology imple-
mentation. Some of them require additional heat exchange
area varying from 66 to 282 m2 (Table 5). Overall,
water minimization options will allow water savings of
1.9 million-m3/y.
Table 5 e Steam saving options.
Description of potential saving options Steam propert
T (�C) P (
Option 1 e Reduction of steam in the chips
bin by steam recovery from black liquor flash
156
Option 2 e Preheating of recycled filtrate
for dilution of high density pulp with
bleaching effluent.
220 1
Option 3 e ClO2 preheating with
bleaching filtrate
220 1
Option 4 e Preheating the thickener filtrate
with bleaching effluent.
220 1
Option 5 e Air preheating in paper machine
dryer system using dryer exhaust gases.
220 1
Option 6 e Generating hotter water for paper
machine showers by recovering the heat
from paper machine press effluent.
220 1
Option 7 e Make-up water preheating with
the recovery boiler scrubber heat.
156
Total
3.3.2. Recovery of chemicalsOne of the main parameters that will affect the profitability of
the lignin extraction process is the cost of chemicals needed in
the lignin recovery process, such as H2SO4, NaOH and CO2. In a
limited number of mills, the chlorine dioxide generator (e.g.,
Mathieson, Solvay andHPA atmospheric generators) produces
a large quantity of waste acid (H2SO4) which could be used in
the lignin recovery process to reduce carbon dioxide and
sulphuric acid requirements. In this case study, sulphuric acid
used for the acidic washing of the extracted lignin was not
produced at the mill site so an extra purchase-cost was
budgeted.
On the CO2 reactant side, the amount of CO2 required as
the precipitation agent equals 0.2 tonne per tonne of extracted
lignin, corresponding to 3.33 kilo-tonne of CO2 per year for a
50 tonne/day lignin plant. Such a need can be fulfilled through
CO2 capture from the flue gases of the recovery boiler or the
lime kiln, and such a concept has been identified as a possible
route to reduce or eliminate CO2 costs. For low pressure and
CO2 concentration in flue gases, chemical absorption is a
suitable separation technique which requires no design
modifications to the recovery boiler. Although monoethanol-
amine (MEA) is widely used as CO2 absorbent, its regeneration
through thermal desorption still presents a high energy de-
mand ranging from 2.9 to 4.5 MJ per kg of CO2 [25]. The CO2
absorption model based on MEA as the sorption medium has
been simulated using Aspen Plus�. The flue gases are cooled
down to 40 �C and absorbed in the counter-current absorption
column. The CO2-rich stream is then preheated to 70 �C in a
heat exchanger with the hot stream exiting the desorber unit.
Then, it is heated at 125 �C to separate CO2 from theMEA in the
desorber unit. In the ASPEN Plus� simulation, the extraction
level of CO2 was fixed at 85%. Absorption was performed at
atmospheric pressure, while desorption was carried out at
202.65 kPa and 125 �C to avoid amine degradation. For a 10%
increase in pulp production and a recovered lignin production
ies Steam savings Additional heat exchangearea (m2)
kPa) (MW) (%)
414 2.2 2.0 e
100 1.0 0.9 282
100 1.7 1.6 79
100 0.8 0.7 97
100 1.0 1.0 e
100 1.9 1.7 66
414 5.5 5.1 e
14.1 13.0 524
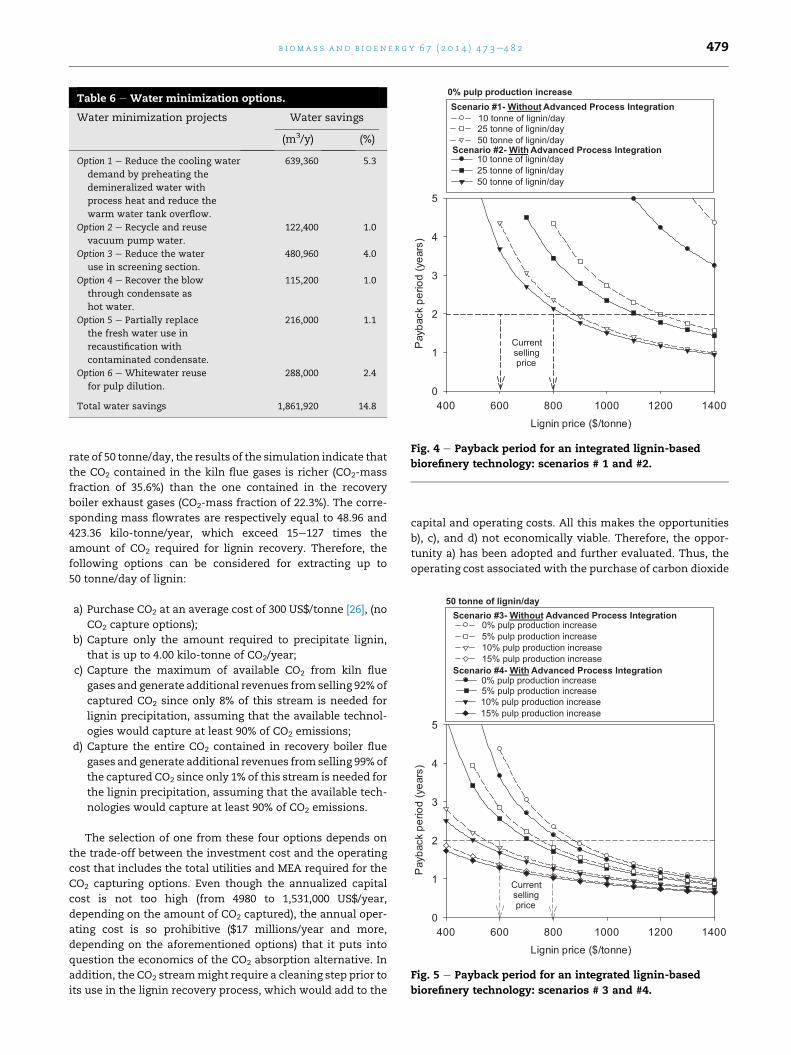
Lignin price ($/tonne)400 600 800 1000 1200 1400
Pay
back
per
iod
(yea
rs)
0
1
2
3
4
5
0% pulp production increase
10 tonne of lignin/day 25 tonne of lignin/day 50 tonne of lignin/day
10 tonne of lignin/day 25 tonne of lignin/day 50 tonne of lignin/day
Scenario #1- Without Advanced Process Integration
Scenario #2- With Advanced Process Integration
Currentsellingprice
Fig. 4 e Payback period for an integrated lignin-based
biorefinery technology: scenarios # 1 and #2.
Lignin price ($/tonne)400 600 800 1000 1200 1400
Pay
back
per
iod
(yea
rs)
0
1
2
3
4
5
50 tonne of lignin/day
Scenario #3- Without Advanced Process Integration
Scenario #4- With Advanced Process Integration
0% pulp production increase 5% pulp production increase 10% pulp production increase 15% pulp production increase
0% pulp production increase5% pulp production increase 10% pulp production increase 15% pulp production increase
Currentsellingprice
Fig. 5 e Payback period for an integrated lignin-based
biorefinery technology: scenarios # 3 and #4.
Table 6 e Water minimization options.
Water minimization projects Water savings
(m3/y) (%)
Option 1 e Reduce the cooling water
demand by preheating the
demineralized water with
process heat and reduce the
warm water tank overflow.
639,360 5.3
Option 2 e Recycle and reuse
vacuum pump water.
122,400 1.0
Option 3 e Reduce the water
use in screening section.
480,960 4.0
Option 4 e Recover the blow
through condensate as
hot water.
115,200 1.0
Option 5 e Partially replace
the fresh water use in
recaustification with
contaminated condensate.
216,000 1.1
Option 6 e Whitewater reuse
for pulp dilution.
288,000 2.4
Total water savings 1,861,920 14.8
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2 479
rate of 50 tonne/day, the results of the simulation indicate that
the CO2 contained in the kiln flue gases is richer (CO2-mass
fraction of 35.6%) than the one contained in the recovery
boiler exhaust gases (CO2-mass fraction of 22.3%). The corre-
sponding mass flowrates are respectively equal to 48.96 and
423.36 kilo-tonne/year, which exceed 15e127 times the
amount of CO2 required for lignin recovery. Therefore, the
following options can be considered for extracting up to
50 tonne/day of lignin:
a) Purchase CO2 at an average cost of 300 US$/tonne [26], (no
CO2 capture options);
b) Capture only the amount required to precipitate lignin,
that is up to 4.00 kilo-tonne of CO2/year;
c) Capture the maximum of available CO2 from kiln flue
gases and generate additional revenues from selling 92% of
captured CO2 since only 8% of this stream is needed for
lignin precipitation, assuming that the available technol-
ogies would capture at least 90% of CO2 emissions;
d) Capture the entire CO2 contained in recovery boiler flue
gases and generate additional revenues from selling 99% of
the captured CO2 since only 1% of this stream is needed for
the lignin precipitation, assuming that the available tech-
nologies would capture at least 90% of CO2 emissions.
The selection of one from these four options depends on
the trade-off between the investment cost and the operating
cost that includes the total utilities and MEA required for the
CO2 capturing options. Even though the annualized capital
cost is not too high (from 4980 to 1,531,000 US$/year,
depending on the amount of CO2 captured), the annual oper-
ating cost is so prohibitive ($17 millions/year and more,
depending on the aforementioned options) that it puts into
question the economics of the CO2 absorption alternative. In
addition, the CO2 streammight require a cleaning step prior to
its use in the lignin recovery process, which would add to the
capital and operating costs. All this makes the opportunities
b), c), and d) not economically viable. Therefore, the oppor-
tunity a) has been adopted and further evaluated. Thus, the
operating cost associated with the purchase of carbon dioxide
Lignin price ($/tonne)
400 600 800 1000 1200 1400
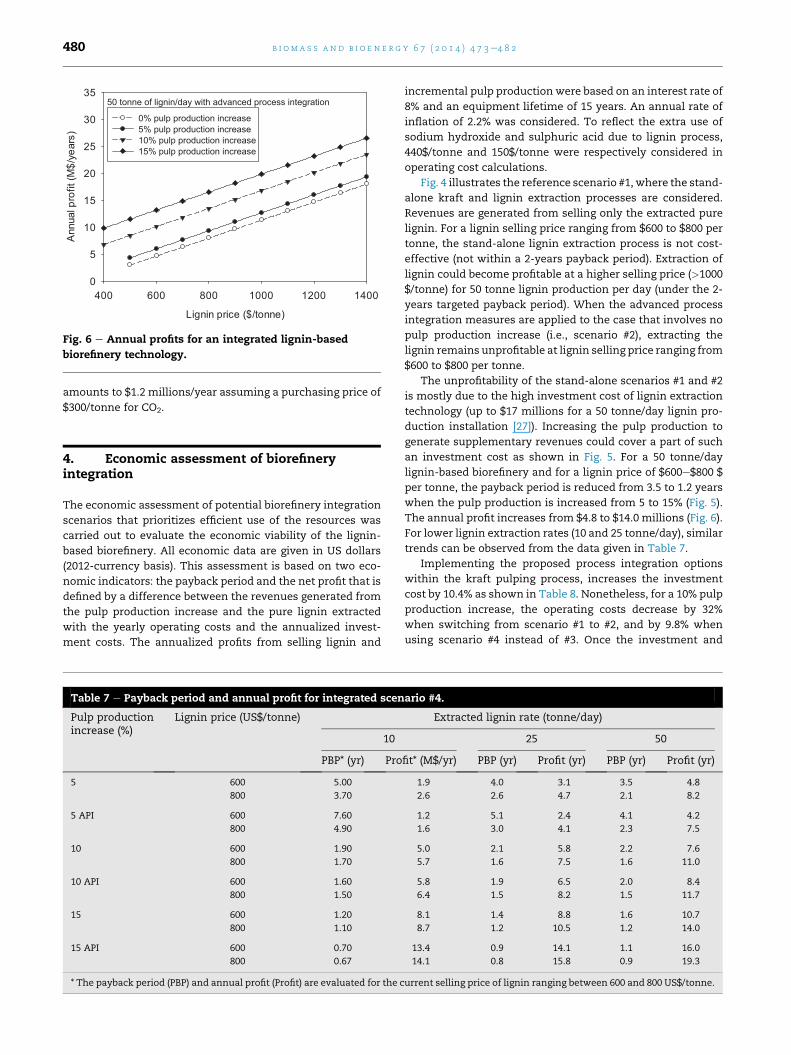
Ann
ual p
rofit
(M$/
year
s)
0
5
10
15
20
25
30
35
0% pulp production increase5% pulp production increase10% pulp production increase15% pulp production increase
50 tonne of lignin/day with advanced process integration
Fig. 6 e Annual profits for an integrated lignin-based
biorefinery technology.
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2480
amounts to $1.2 millions/year assuming a purchasing price of
$300/tonne for CO2.
4. Economic assessment of biorefineryintegration
The economic assessment of potential biorefinery integration
scenarios that prioritizes efficient use of the resources was
carried out to evaluate the economic viability of the lignin-
based biorefinery. All economic data are given in US dollars
(2012-currency basis). This assessment is based on two eco-
nomic indicators: the payback period and the net profit that is
defined by a difference between the revenues generated from
the pulp production increase and the pure lignin extracted
with the yearly operating costs and the annualized invest-
ment costs. The annualized profits from selling lignin and
Table 7 e Payback period and annual profit for integrated scen
Pulp productionincrease (%)
Lignin price (US$/tonne)
10
PBP* (yr) Pro
5 600 5.00
800 3.70
5 API 600 7.60
800 4.90
10 600 1.90
800 1.70
10 API 600 1.60
800 1.50
15 600 1.20
800 1.10
15 API 600 0.70
800 0.67
* The payback period (PBP) and annual profit (Profit) are evaluated for the c
incremental pulp production were based on an interest rate of
8% and an equipment lifetime of 15 years. An annual rate of
inflation of 2.2% was considered. To reflect the extra use of
sodium hydroxide and sulphuric acid due to lignin process,
440$/tonne and 150$/tonne were respectively considered in
operating cost calculations.
Fig. 4 illustrates the reference scenario #1, where the stand-
alone kraft and lignin extraction processes are considered.
Revenues are generated from selling only the extracted pure
lignin. For a lignin selling price ranging from $600 to $800 per
tonne, the stand-alone lignin extraction process is not cost-
effective (not within a 2-years payback period). Extraction of
lignin could become profitable at a higher selling price (>1000
$/tonne) for 50 tonne lignin production per day (under the 2-
years targeted payback period). When the advanced process
integration measures are applied to the case that involves no
pulp production increase (i.e., scenario #2), extracting the
lignin remains unprofitable at lignin selling price ranging from
$600 to $800 per tonne.
The unprofitability of the stand-alone scenarios #1 and #2
is mostly due to the high investment cost of lignin extraction
technology (up to $17 millions for a 50 tonne/day lignin pro-
duction installation [27]). Increasing the pulp production to
generate supplementary revenues could cover a part of such
an investment cost as shown in Fig. 5. For a 50 tonne/day
lignin-based biorefinery and for a lignin price of $600e$800 $
per tonne, the payback period is reduced from 3.5 to 1.2 years
when the pulp production is increased from 5 to 15% (Fig. 5).
The annual profit increases from $4.8 to $14.0 millions (Fig. 6).
For lower lignin extraction rates (10 and 25 tonne/day), similar
trends can be observed from the data given in Table 7.
Implementing the proposed process integration options
within the kraft pulping process, increases the investment
cost by 10.4% as shown in Table 8. Nonetheless, for a 10% pulp
production increase, the operating costs decrease by 32%
when switching from scenario #1 to #2, and by 9.8% when
using scenario #4 instead of #3. Once the investment and
ario #4.
Extracted lignin rate (tonne/day)
25 50
fit* (M$/yr) PBP (yr) Profit (yr) PBP (yr) Profit (yr)
1.9 4.0 3.1 3.5 4.8
2.6 2.6 4.7 2.1 8.2
1.2 5.1 2.4 4.1 4.2
1.6 3.0 4.1 2.3 7.5
5.0 2.1 5.8 2.2 7.6
5.7 1.6 7.5 1.6 11.0
5.8 1.9 6.5 2.0 8.4
6.4 1.5 8.2 1.5 11.7
8.1 1.4 8.8 1.6 10.7
8.7 1.2 10.5 1.2 14.0
13.4 0.9 14.1 1.1 16.0
14.1 0.8 15.8 0.9 19.3
urrent selling price of lignin ranging between 600 and 800 US$/tonne.
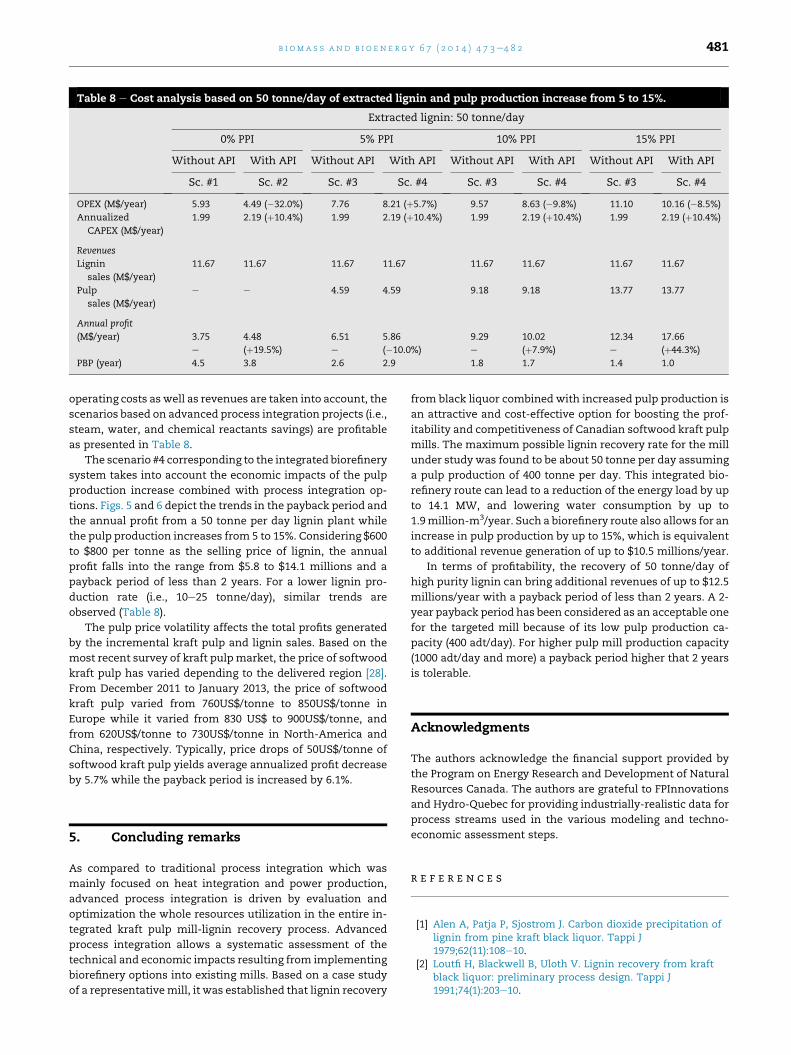
Table 8 e Cost analysis based on 50 tonne/day of extracted lignin and pulp production increase from 5 to 15%.
Extracted lignin: 50 tonne/day
0% PPI 5% PPI 10% PPI 15% PPI
Without API With API Without API With API Without API With API Without API With API
Sc. #1 Sc. #2 Sc. #3 Sc. #4 Sc. #3 Sc. #4 Sc. #3 Sc. #4
OPEX (M$/year) 5.93 4.49 (�32.0%) 7.76 8.21 (þ5.7%) 9.57 8.63 (�9.8%) 11.10 10.16 (�8.5%)
Annualized
CAPEX (M$/year)
1.99 2.19 (þ10.4%) 1.99 2.19 (þ10.4%) 1.99 2.19 (þ10.4%) 1.99 2.19 (þ10.4%)
Revenues
Lignin
sales (M$/year)
11.67 11.67 11.67 11.67 11.67 11.67 11.67 11.67
Pulp
sales (M$/year)
e e 4.59 4.59 9.18 9.18 13.77 13.77
Annual profit
(M$/year) 3.75 4.48 6.51 5.86 9.29 10.02 12.34 17.66
e (þ19.5%) e (�10.0%) e (þ7.9%) e (þ44.3%)
PBP (year) 4.5 3.8 2.6 2.9 1.8 1.7 1.4 1.0
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2 481
operating costs as well as revenues are taken into account, the
scenarios based on advanced process integration projects (i.e.,
steam, water, and chemical reactants savings) are profitable
as presented in Table 8.
The scenario #4 corresponding to the integrated biorefinery
system takes into account the economic impacts of the pulp
production increase combined with process integration op-
tions. Figs. 5 and 6 depict the trends in the payback period and
the annual profit from a 50 tonne per day lignin plant while
the pulp production increases from 5 to 15%. Considering $600
to $800 per tonne as the selling price of lignin, the annual
profit falls into the range from $5.8 to $14.1 millions and a
payback period of less than 2 years. For a lower lignin pro-
duction rate (i.e., 10e25 tonne/day), similar trends are
observed (Table 8).
The pulp price volatility affects the total profits generated
by the incremental kraft pulp and lignin sales. Based on the
most recent survey of kraft pulpmarket, the price of softwood
kraft pulp has varied depending to the delivered region [28].
From December 2011 to January 2013, the price of softwood
kraft pulp varied from 760US$/tonne to 850US$/tonne in
Europe while it varied from 830 US$ to 900US$/tonne, and
from 620US$/tonne to 730US$/tonne in North-America and
China, respectively. Typically, price drops of 50US$/tonne of
softwood kraft pulp yields average annualized profit decrease
by 5.7% while the payback period is increased by 6.1%.
5. Concluding remarks
As compared to traditional process integration which was
mainly focused on heat integration and power production,
advanced process integration is driven by evaluation and
optimization the whole resources utilization in the entire in-
tegrated kraft pulp mill-lignin recovery process. Advanced
process integration allows a systematic assessment of the
technical and economic impacts resulting from implementing
biorefinery options into existing mills. Based on a case study
of a representativemill, it was established that lignin recovery
from black liquor combined with increased pulp production is
an attractive and cost-effective option for boosting the prof-
itability and competitiveness of Canadian softwood kraft pulp
mills. The maximum possible lignin recovery rate for the mill
under study was found to be about 50 tonne per day assuming
a pulp production of 400 tonne per day. This integrated bio-
refinery route can lead to a reduction of the energy load by up
to 14.1 MW, and lowering water consumption by up to
1.9million-m3/year. Such a biorefinery route also allows for an
increase in pulp production by up to 15%, which is equivalent
to additional revenue generation of up to $10.5 millions/year.
In terms of profitability, the recovery of 50 tonne/day of
high purity lignin can bring additional revenues of up to $12.5
millions/year with a payback period of less than 2 years. A 2-
year payback period has been considered as an acceptable one
for the targeted mill because of its low pulp production ca-
pacity (400 adt/day). For higher pulp mill production capacity
(1000 adt/day and more) a payback period higher that 2 years
is tolerable.
Acknowledgments
The authors acknowledge the financial support provided by
the Program on Energy Research and Development of Natural
Resources Canada. The authors are grateful to FPInnovations
and Hydro-Quebec for providing industrially-realistic data for
process streams used in the various modeling and techno-
economic assessment steps.
r e f e r e n c e s
[1] Alen A, Patja P, Sjostrom J. Carbon dioxide precipitation oflignin from pine kraft black liquor. Tappi J1979;62(11):108e10.
[2] Loutfi H, Blackwell B, Uloth V. Lignin recovery from kraftblack liquor: preliminary process design. Tappi J1991;74(1):203e10.
b i om a s s a n d b i o e n e r g y 6 7 ( 2 0 1 4 ) 4 7 3e4 8 2482
[3] Ohman F, Wallmo H, Theliander H. An improved method forwashing lignin precipitated from kraft black liquor e the keyto a new biofuel. Filtration 2007;7(4):309e15.
[4] Kim DH, Pu Y, Chandra RP, Dyer TJ, Ragauskas AJ, Singh PM.A novel method for enhanced recovery of lignin fromaqueous process streams. J Wood Chem Technol2007;27:219e24.
[5] Perin-Levasseur Z, Savulescu L, Benali M. Lignin productionpath assessment: energy, water and chemicals integrationperspective. J Sci Technol Forest Prod Process2011;1(3):25e30.
[6] Paleologou M, Radiotis T, Kouisni L, Jemaa N, Mahmood T,Browne T, et al. New and emerging biorefinery technologiesand products for the Canadian forest industry. J Sci TechnolForest Prod Process 2011;1(3):6e14.
[7] Tomani P, Ohman F, Theliander H, Axegard P. Separatinglignin from black liquor by precipitation, suspension andseparation. US Patent No. 8,172,981 B2, 2012.
[8] Kouisni L, Paleologou M. Method for separating lignin fromblack liquor. US Patent application 2011; Publication numberUS2011/0297340 A1: 1e10.
[9] Smith R. State of the art in process integration. Appl ThermalEng 2000;20(15e16):1337e45.
[10] Kapil A, Bulatov I, Smith R, Kim JK. Site-wide processintegration for low grade heat recovery. Comput Aided ChemEng 2011;29:1859e63.
[11] Kapil A, Bulatov I, Smith R, Kim JK. Site-wide low-grade heatrecovery with a new cogeneration targeting method. ChemEng Res Design 2012;90(5):677e89.
[12] Leewongwanawit B, Kim JK, Smith R. Design andoptimisation of combined water and energy systems.Comput Aided Chem Eng 2004;18:439e4444.
[13] Mateos-Espejel E, Savulescu L, Marechal F, Paris J. Base caseprocess development for energy efficiency improvement,application to a Kraft pulping mill. Part I: Definition andcharacterization. Chem Eng Res Design 2011;89(6):742e52.
[14] Leng Chew IM, Foo DCY, Bonhivers JC, Stuart P, Alva-Argaez A, Savulescu LE. A model-based approach forsimultaneous water and energy reduction in a pulp andpaper mill. Appl Thermal Eng 2013;51(1e2):393e400.
[15] Mateos-Espejel E, Savulescu L, Marechal F, Paris J. Systemsinteractions analysis for the energy efficiency improvementof a Kraft process. Energy 2010;35(12):5132e42.
[16] Fornell R, Berntsson T. Process integration study of a kraftpulp mill converted to an ethanol production plant e Part A:
Potential for heat integration of thermal separation units.Appl Thermal Eng 2012;35:81e90.
[17] Svensson E, Berntsson T, Stromberg AB. Benefits of using anoptimization methodology for identifying robust processintegration investments under uncertaintyda pulp millexample. Energy Policy 2009;37(3):813e24.
[18] Svensson E, Berntsson T. Economy and CO2 emissions trade-off: a systematic approach for optimizing investments inprocess integration measures under uncertainty. ApplThermal Eng 2010;30(1):23e9.
[19] Kannangara M, Marinova M, Fradette L, Paris J. Removal oflignin by acid precipitation: impact on evaporation fouling.In: 8th International black liquor colloquium e black liquorand biomass to bioenergy and biofuels, May 19e23, 2013,Belo Horizonte, Brazil.
[20] Hamaguchi M, Cardoso M, Vakkilainen EK. Alternativetechnologies for biofuels production in kraft pulp mills e
potential and prospects. Energies 2012;5:2288e309.[21] Jonsson J, Petterson K, Harvey S, Berntsson T. Comparison of
options for debottlenecking the recovery boiler at kraft pulpmills e economic performance and CO2 emissions. In:Proceedings of ECOS 2012, 25th international conference onefficiency, cost, optimization, simulation and environmentalimpact on energy systems, June 26e29 2011449/1e449/17.Perugia, Italy.
[22] Maki K, Holt-Hindle P, Kouisni L, Paleologou M. TheFPInnovations lignin demonstration plant: processdescription and lignin products. In: Proceedings of TAPPI-PEERS Conference, October 14e18 2012. p. 1863e71.Savannah, USA.
[23] Tomani P, Axegard P, Berglin N, Lovell A, Nordgren D.Integration of lignin removal into a kraft pulp mill and use oflignin as a biofuels. Cellulose Chem Technol2011;45(7e8):533e40.
[24] Adams T. Sodium salt scaling in black liquor evaporators andconcentrators. TAPPI J 2001;84(6):1e18.
[25] Mollersten K, Gao L, Yan J. Energy efficient systems with CO2
capture and storage from renewable biomass in pulp andpaper mills. Energy 2004;29(9):1583e98.
[26] ICIS www.icispricing.com.[27] Browne T. An economic analysis of energy, fuels and
chemicals from forest biomass. In: Nordic wood biorefineryconference proceedings 2011. p. 100e5. Stockholm, Sweden.
[28] RISI. Analysis and forecasts of the international pulp market.www.risi.com/chinapulp; January 2013.
Top Related
Copyright © 2022 FDOKUMEN

