







Bahasa
Halaman
Hukum

REVIEW CONVERTING WASTE PLASTICS TO
PLASTIC ORE
Semester 6
Disusun oleh
Tia Utari (11210028)
M. Rizqi Fadjriand (11210001)
Darma Adhi Wardana (11210009)
Mukida (11210006)
Rudy Gurnarso (11210018)
FAKULTAS TEKNIK
SEKOLAH TINGGI TEKNOLOGI INDOCEMENT
2014
A. Tata Letak Pabrik
Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan fasilitas-
fasilitas pabrik guna menunjang kelancaran proses produksi. Pengaturan tersebut
memanfaatkan luas area yang tersedia untuk penempatan mesin atau fasilitas penunjang
produksi lainnya, perpindahan material, penyimpanan material baik bersifat temporer
maupun permanen, dan sebagainya.
Wilayah Jababeka merupakan kawasan industri yang didesain dengan
mempertimbangkan keadaan lingkungan sekitarnya. Wilayah tersebut dikembangkan
dengan ProLH GTZ, yaitu suatu program kolaborasi teknis kerjasama antara
Kementrian Lingkungan Hidup dan Pemerintahan Jerman. Saat ini, wilayah Jababeka
menjadi rumah bagi sekitar 1235 perusahaan baik lokal maupun multinasional yang
berasal dari 23 negara di dunia seperti, ICI Paints, Mattel, Unilever, United Tractors,
dan sebagainya. Adanya pabrik-pabrik tersebut, sekaligus menjamin faktor keamanan,
suplai air dan suplai energi.
Kawasan industri ini juga menawarkan solusi pengembangan industri terpadu
yang menguntungkan perusahaan yang terdapat di dalam kompleks. Perusahaan dapat
langsung memilih bangunan pabrik yang telah tersedia, di mana sudah meliputi fasilitas
seperti bangunan pabrik standar atau SFB (Standard Factory Building, bangunan tiga
fungsi atau TOB (Three–in-One Building), bangunan industri yang dapat dimodifikasi
atau CIB (Customized Industrial Building), Hom&Biz Building, gudang, dan
sebagainya. Hal ini sangat memudahkan pendirian suatu pabrik karena perusahaan
hanya perlu memilih lokasi yang sesuai dengan denah yang diinginkan. Selain itu,
kawasan ini juga menyajikan ketersediaan berbagai fasilitas bagi para karyawan yang
bekerja di daerah tersebut, seperti lapangan bola, lapangan tenis, lapangan basket dan
kafetaria. Hal ini tentunya akan menjadi sarana rekreasi yang nyaman bagi para
karyawannya.
Terkait dengan pendirian pabrik tersebut, harga tanah yang ditawarkan di
kawasan ini juga bervariasi terhadap kondisi lokasinya. Selain dengan pembelian lahan,
dalam rangka pengembangan UKM, Kawasan Jababeka memberikan penawaran berupa
penyewaan pabrik yang harganya berkisar dari 500 juta rupiah hingga 2 miliar rupiah
perbulan dengan penyewaan minimum selama tiga bulan.
2 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Untuk pengolahan limbah yang dihasilkan, Jababeka telah menyediakan fasilitas
Waste Water Treament Plant (WWTP) sehingga menjamin kebersihan lingkungan
sekitarnya.
Secara umum, pengaturan dari keseluruhan fasilitas produksi ini direncanakan
sedemikian sehingga untuk memperoleh:
1. transportasi perpindahan material yang minimum
2. pemakaian area tanah yang minimum
3. pola aliran produksi yang terbaik
4. keseimbangan penggunaan area tanah yang dimiliki
5. kemungkinan dan fleksibilitas untuk ekspansi di masa mendatang.
Dalam proses daur ulang plastik, proses yang berlangsung ialah manufakturing
berdasarkan arah aliran (flow line), dimana proses berjalan secara bertahap dan tidak
dapat dikelompokkan ke dalam kelompok-kelompok proses tertentu sehingga tata letak
pabrik yang dapat diaplikasikan ialah tata letak fasilitas berdasarkan aliran produksi
(production line lay-out).
Selanjutnya, detail tata letak pabrik dapat dideskripsikan dengan outside battery
limit dan inside battery limit. Inside battery limit membatasi fasilitas proses dengan
peralatan yang terdapat di dalamnya, sedangkan outside battery limit merupakan
fasilitas tambahan yang terletak dalam pabrik seperti lokasi penyimpanan bahan baku
dan produk, lokasi penyuplai make up water, kantin, sarana ibadah, sarana olahraga, dan
kantor utama. Pembuatan outside battery limit dilakukan berdasarkan pertimbangan-
pertimbangan sebagai berikut (sumber: Process Plant Layout).
1. Transportasi
Jaringan transportasi untuk memfasilitasi pergerakan ke dalam, keluar, dan di
sekitar tempat bahan, personel dan jalur darurat merupakan bagian yang sangat penting
dalam pertimbangan pembuatan tata letak pabrik. Pada sebagian industri, aliran material
lebih mempengaruhi proses perencanaan tata letak pabrik dibandingkan transportasi
karyawan atau pun jalur darurat. Berikut adalah beberapa poin pertimbangan dalam
merencanakan jalur transportasi dalam suatu pabrik.
3 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
a. Fluida-fluida yang digunakan dalam proses mengalir dengan menempuh
jarak yang diusahakan seminim mungkin.
b. Transportasi yang bukan untuk keperluan proses tidak boleh melewati plant
dan harus disediakan jalur lain.
c. Bahan baku yang diangkut ke dalam pabrik tidak boleh berinteraksi dengan
produk yang diangkut ke luar pabrik.
d. Pabrik-pabrik yang berbahaya harus memiliki pagar pembatas dan tertutup
dari jalur transportasi luar.
e. Meskipun aliran bahan adalah faktor dominan, jalur darurat dan akses bagi
pejalan kaki tetap harus diperhitungkan pada desain akhir tata letak pabrik.
2. Tangki Penyimpanan Fluida
Tangki-tangki penyimpanan sebaiknya diletakkan pada satu area yang terbuka
dan tidak lebih dari dua sisi pada area proses. Pengaturan ini memungkinkan terjadinya
pemisahan dan perluasan baik area tangki maupun area proses. Area tangki sebaiknya
diletakkan pada tanah yang padat dan kokoh serta lebih baik berada di atas permukaan
tanah. Tangki yang berada di bawah tanah sebaiknya tidak diletakkan di bawah area
proses.
3. Unit Produksi
Unit produksi merupakan bagian utama dari plant. Didalamnya terdiri dari
storage feed, warehousing, receiving dan shipping. Letak unit produksi ini harus
ditunjang dengan unit lainnya seperti unit utilitas, pemadam kebakaran dan gudang
maintenance. Dengan kata lain ketiga unit ini harus berada dekat dengan plant utama.
4. Utilitas
Utilitas yang digunakan hanya oleh satu pabrik sebaiknya dipusatkan pada satu
tempat yaitu di sekitar pabrik dengan pertimbangan untuk memudahkan perluasan
pabrik di masa depan. Jalur distribusi utilitas yang terpusat sebaiknya tidak melewati
area pabrik dan mengikuti (paralel) sistem jalanan.
5. Administrasi
Administrasi suatu pabrik membutuhkan kantor utama untuk mengatur
operasional, keuangan, pegawai, dan jaringan komunikasi. Para tamu biasanya diterima
4 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
di kantor administrasi sehingga bangunan ini harus didisain sebaik mungkin untuk
memberikan kesan yang baik terhadap perusahaan. Operator, supervisor produksi dan
teknisi yang bertanggung jawab dengan jalannya pabrik biasanya memiliki kantor di
dekat pabrik. Pegawai dengan tanggung jawab yang lebih umum bertugas di gedung
administrasi yang berada di di area tidak berbahaya di dekat gerbang utama. Sehingga,
letak gedung administrasi harus aman dari ledakan, kebakaran, asap yang bersumber
dari pabrik serta suara berisik dari jalan utama.
6. Fasilitas-fasilitas
Kantin, pusat kesehatan dan fasilitas umum lainnya juga merupakan bagian
penting dari suatu pabrik. Fasilitas-fasilitas tersebut sebaiknya ditempatkan bersama
dalam satu area yang aman dari asap dan debu dari pabrik serta memiliki jalan keluar
darurat yang mengarah ke luar area pabrik.
7. Gudang alat berat
Merupakan tempat penyimpanan alat-alat proses cadangan dan juga tempat
memperbaiki alat yang rusak. Selain itu didalamnya harus terdapat alat transportasi
yang dapat mengangkut alat-alat tersebut. Letaknya harus dekat dengan plant utama dan
juga ditunjang dengan pemadam kebakaran
8. Pos keamanan
Pos keamanan letaknya berada di paling depan pabrik. Pos keamanan ini
mengawasi jalur keluar masuk plant, jadi setiap tamu asing yang ingin masuk haruslah
lapor terlebih dahulu. Sedangkan untuk karyawan wajib menggunakan badge untuk
memasuki area pabrik ini. Pos keamanan ini juga merupakan pusat koordinasi
keamanan untuk satu pabrik.
B. PRODUK
Produk yang dihasilkan berupa bijih plastik dalam bentuk pellet (silindris)
dengan ukuran 1 cm×0.5 cm, berwarna bening agak buram dengan tingkat kemurnian
PET mencapai 99.83%. Untuk tiap 1 kg botol plastik PET bekas yang diproses
dihasilkan produk bijih plastik sebesar 0.99 kg dan sampah sebesar 50 gr. Produk akan
dijual dalam bentuk kemasan karung plastik ukuran 20 kg dan 30 kg dengan harga jual
5 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Rp 10.000/kg. Harga tersebut lebih murah apabila dibandingkan dengan produk sejenis
kompetitor yang dijual seharga Rp 13.500/kg. Kemasan plastik dipilih karena sifatnya
yang resistent dan tidak mudah rusak, meskipun beban pengisian cukup besar. Adapun
massa 20 kg dan 30 kg dipilih karena pada umumnya bijih plastik dijual dalam ukuran
tersebut.
C. KAPASITAS DAN PENYIMPANAN PRODUK
Di Indonesia sudah terdapat pabrik daur ulang sampah plastik, namun dengan
kapasitas yang tidak terlalu besar, sekitar 30 ton per bulan. Proses pemisahan sampah
plastik yang membutuhkan tenaga kerja yang banyak, dan menjadi masalah bagi negara
maju justru akan memberikan lapangan kerja yang lebih banyak bagi jutaan penduduk
Indonesia yang berstatus pengangguran. Sehingga perkembangan pabrik daur ulang
sampah plastik sangat berpotensi di Indonesia.
Namun, saat ini di Indonesia jumlah industri daur ulang plastik masih sangat kecil
dibandingkan dengan jumlah sampah plastik yang dihasilkan. Berdasarkan data
INAplas, pada tahun 2002, dari 1.008.000 MTPA sampah plastik yang dihasilkan hanya
sekitar 40%-nya saja yang didaur ulang sedangkan sisanya dibuang ke landfill. Hal ini
menunjukkan masih tingginya peluang untuk usaha daur ulang plastik di Indonesia.
Dalam menentukan besarnya kapasitas plant, asumsi yang digunakan ialah bahwa
sampah plastik PET merupakan sampah plastik yang sudah sangat umum di daur ulang
dan memiliki presentase persebaran yang cenderung cukup besar di daerah perkotaan
maka kami memperkirakan mampu mengumpulkan maksimal 10% dari total immediate
waste yang dihasilkan. Berdasarkan asumsi-asumsi tersebut, maka kapasitas pengolahan
limbah plastik dari plant yang akan didirikan ialah sebesar 900 ton per tahun atau 75
ton per bulan.
Kapasitas plant yang dirancang adalah 75 ton per bulan. Dalam satu bulan, plant
dioperasikan selama 20 hari, dan dalam satu hari plant beroperasi selama 12 jam.
Sehingga dapat dihitung laju alir pemrosesan sebagai berikut:
F=75000 kg/bulan20 hari/bulan×12 jam/hari
=312 . 5 kg/jam
6 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Diperoleh laju air umpan adalah sekitar 320 kg/jam. Nilai ini akan digunakan
sebagai basis perancangan untuk proses produksi.
Storage bin digunakan sebagai alat penyimpanan sementara material plastik yang
akan diolah dalam unit selanjutnya, untuk memastikan laju alirnya agar tetap konstan.
Sehingga, proses pengolahan dapat berlangsung dengan efisien.
Bin silo merupakan alat penyimpan produk akhir, yaitu pellet plastik daur ulang.
Bin silo sebaiknya diletakkan bersama dengan sistem packaging dan berdekatan dengan
gudang penyimpanan produk akhir agar transportasi material yang dilakukan efisien.
Umpan:
Botol plastik bening, bekas kemasan minuman
Ukuran 10-30 cm dengan diameter 5-8 cm
Kandungan pengotor 2%
Laju umpan sebesar 320 kg/jam
Produk :
•Bijih plastik berbentuk pellet silindris bening agak keruh
•Ukuran 1 cm x 0.5 cm
•Kemurnian pellet 99.83%
•Dikemas dalam karung dengan massa 30 kg
D. KUALITAS
Di Indonesia, sampah plastik memberikan kontribusi yang cukup besar dalam
jumlah sampah yang meningkat setiap harinya, maka dari itu Lama kelamaan sampah
dari plastik yang terbuat dari bahan polimer ini menjadi masalah tersendiri mengingat
sifatnya yang tidak dapat terdegradasi seperti bahan sampah lain.
Untuk itu, dilakukan proses pegolahan sampah dengan menggunakan konsep
daur ulang, dapat dilakukan pengolahan kembali sampah plastik yang terbuang menjadi
produk yang lebih bermanfaat, misalnya bijih plastik daur ulang. Selain dapat
mengurangi jumlah sampah plastik yang dibuang ke landfill, konsep daur ulang dapat
memberikan keuntungan lainnya seperti:
7 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
1. konservasi bahan bakar fosil yang tidak dapat diperbaharui, karena industri
plastik hampir menghabiskan sekitar 8% dari produksi minyak dunia
2. mengurangi konsumsi energi
3. mengurangi jumlah sampah padat yang dibuang ke landfill atau Tempat
Pembuangan Sampah (TPS)
4. mengurangi emisi karbon dioksida (CO2), nitrogen oksida (NO) dan sulfur
dioksida (SO2)
Aplikasi konsep daur ulang seharusnya menjadi salah satu alternatif pengelolaan
sampah yang layak untuk dilaksanakan. Hal ini disebabkan adanya ketersediaan akan
raw material atau sampah plastik dan beragamnya produk yang dapat dihasilkan dengan
menggunakan plastik daur ulang ini, tetapi tidak semua plastik daur ulang bisa dipakai
untuk pembuatan bijih plastik ini, ada beberapa kriteria yg harus dilihat untuk memnuhi
kualitasnya. Jenis plastik yang dapat di daur ulang adalah PET, HDPE, PVC, LDPE, PP,
PS, dan lain-lain.
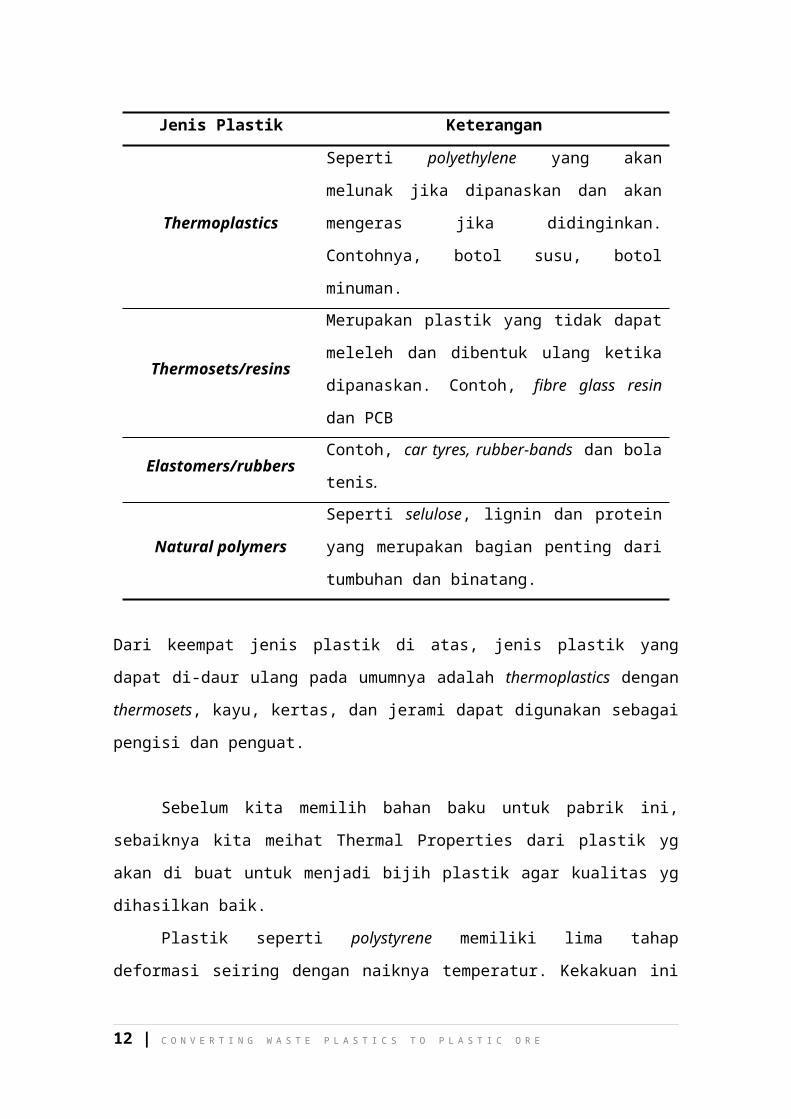
Tabel 1. 1 Jenis-jenis plastik
Jenis Plastik Keterangan
Thermoplastics
Seperti polyethylene yang akan melunak jika
dipanaskan dan akan mengeras jika didinginkan.
Contohnya, botol susu, botol minuman.
Thermosets/resins
Merupakan plastik yang tidak dapat meleleh dan
dibentuk ulang ketika dipanaskan. Contoh, fibre
glass resin dan PCB
Elastomers/rubbers Contoh, car tyres, rubber-bands dan bola tenis.
Natural polymersSeperti selulose, lignin dan protein yang merupakan
bagian penting dari tumbuhan dan binatang.
Dari keempat jenis plastik di atas, jenis plastik yang dapat di-daur ulang pada umumnya
adalah thermoplastics dengan thermosets, kayu, kertas, dan jerami dapat digunakan
sebagai pengisi dan penguat.
8 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Sebelum kita memilih bahan baku untuk pabrik ini, sebaiknya kita meihat
Thermal Properties dari plastik yg akan di buat untuk menjadi bijih plastik agar kualitas
yg dihasilkan baik.
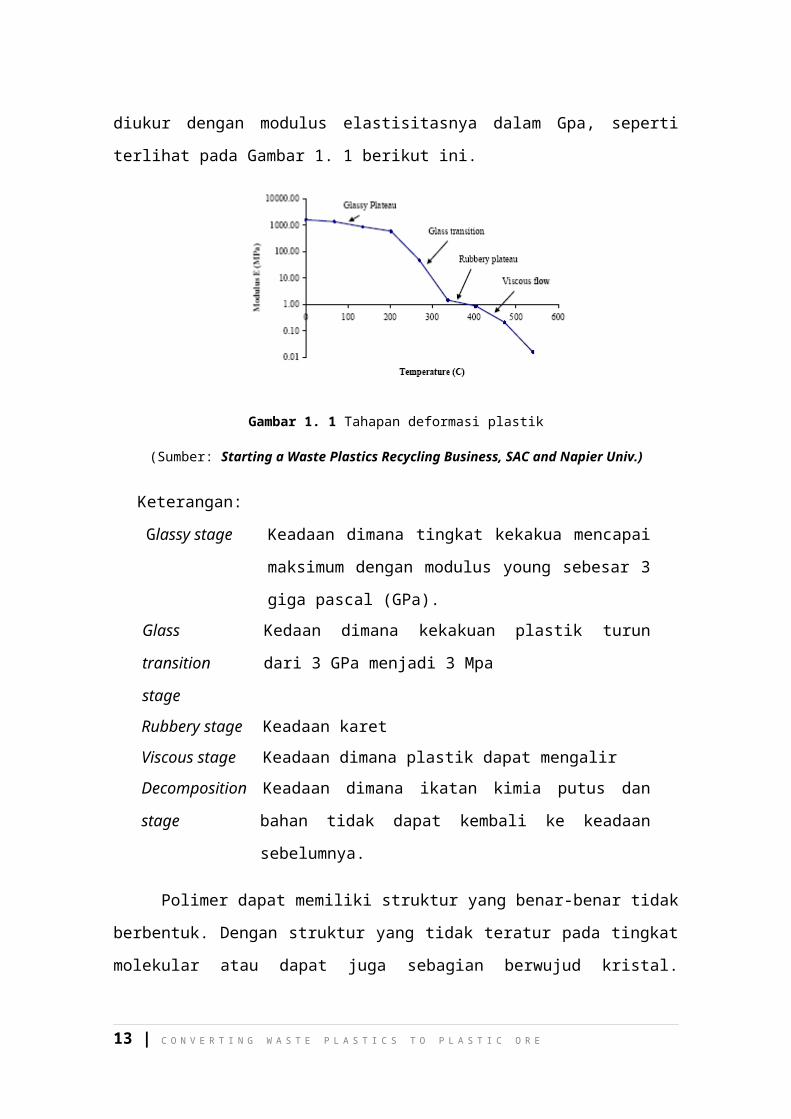
Plastik seperti polystyrene memiliki lima tahap deformasi seiring dengan
naiknya temperatur. Kekakuan ini diukur dengan modulus elastisitasnya dalam Gpa,
seperti terlihat pada Gambar 1. 1 berikut ini.
Gambar 1. 1 Tahapan deformasi plastik
(Sumber: Starting a Waste Plastics Recycling Business, SAC and Napier Univ.)
Keterangan:
Glassy stage Keadaan dimana tingkat kekakua mencapai maksimum
dengan modulus young sebesar 3 giga pascal (GPa).
Glass transition
stage
Kedaan dimana kekakuan plastik turun dari 3 GPa menjadi
3 Mpa
Rubbery stage Keadaan karet
Viscous stage Keadaan dimana plastik dapat mengalir
Decomposition
stage
Keadaan dimana ikatan kimia putus dan bahan tidak dapat
kembali ke keadaan sebelumnya.
Polimer dapat memiliki struktur yang benar-benar tidak berbentuk. Dengan
struktur yang tidak teratur pada tingkat molekular atau dapat juga sebagian berwujud
kristal. Derajat kekristalan bergantung dari jenis polimer dan laju pendinginan. Semakin
pelan laju pendinginan akan semakin besar derajat kekristalannya.
9 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Hal-Hal yang Diperhatikan Dalam Memilih Bahan Baku
Ekspansi dan Kontraksi
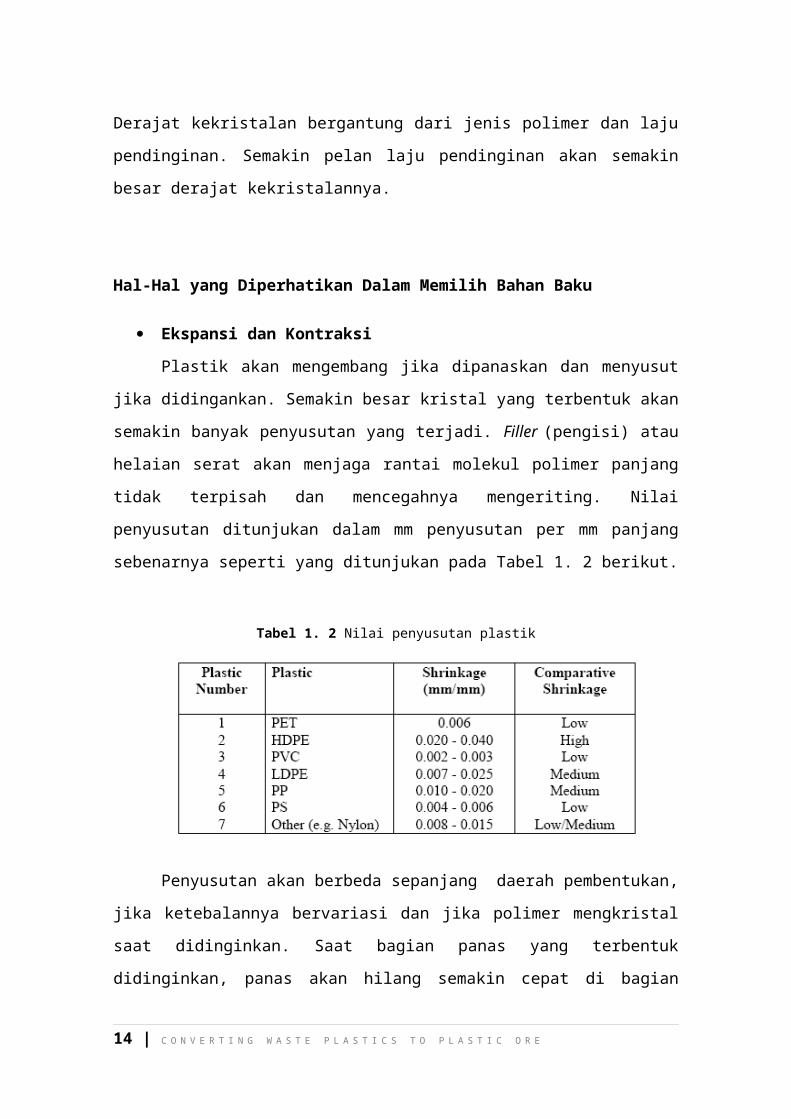
Plastik akan mengembang jika dipanaskan dan menyusut jika didingankan.
Semakin besar kristal yang terbentuk akan semakin banyak penyusutan yang terjadi.
Filler (pengisi) atau helaian serat akan menjaga rantai molekul polimer panjang tidak
terpisah dan mencegahnya mengeriting. Nilai penyusutan ditunjukan dalam mm
penyusutan per mm panjang sebenarnya seperti yang ditunjukan pada Tabel 1. 2 berikut.
Tabel 1. 2 Nilai penyusutan plastik
Penyusutan akan berbeda sepanjang daerah pembentukan, jika ketebalannya
bervariasi dan jika polimer mengkristal saat didinginkan. Saat bagian panas yang
terbentuk didinginkan, panas akan hilang semakin cepat di bagian tipis daripada bagian
tebal. Penurunan panas yang pelan pada bagian tebal menyebabkan terbentuknya
lubang. Oleh karena itu disainer produk plastik harus memastikan keseragaman tiap
bagian untuk mencegah penyusutan.
Specific Heat dan Konduktivitas Thermal
Spesific heat dari polimer adalah jumlah panas yang dibutuhkan unuk menaikan
temperatur 1 kg polimer sebesat 1C. Semakin tinggi spesific heatnya akan semakin
banyak pula panas yang dibutuhkan untuk menaikan temperaturnya.
Konduktivitas termal polimer adalah laju energi panas yang melewati polimer
sepanjang 1 meter dalam 1 detik, ketika ujung-ujungnya memiliki perbedaan temperatur
sebesar 1C.
10 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
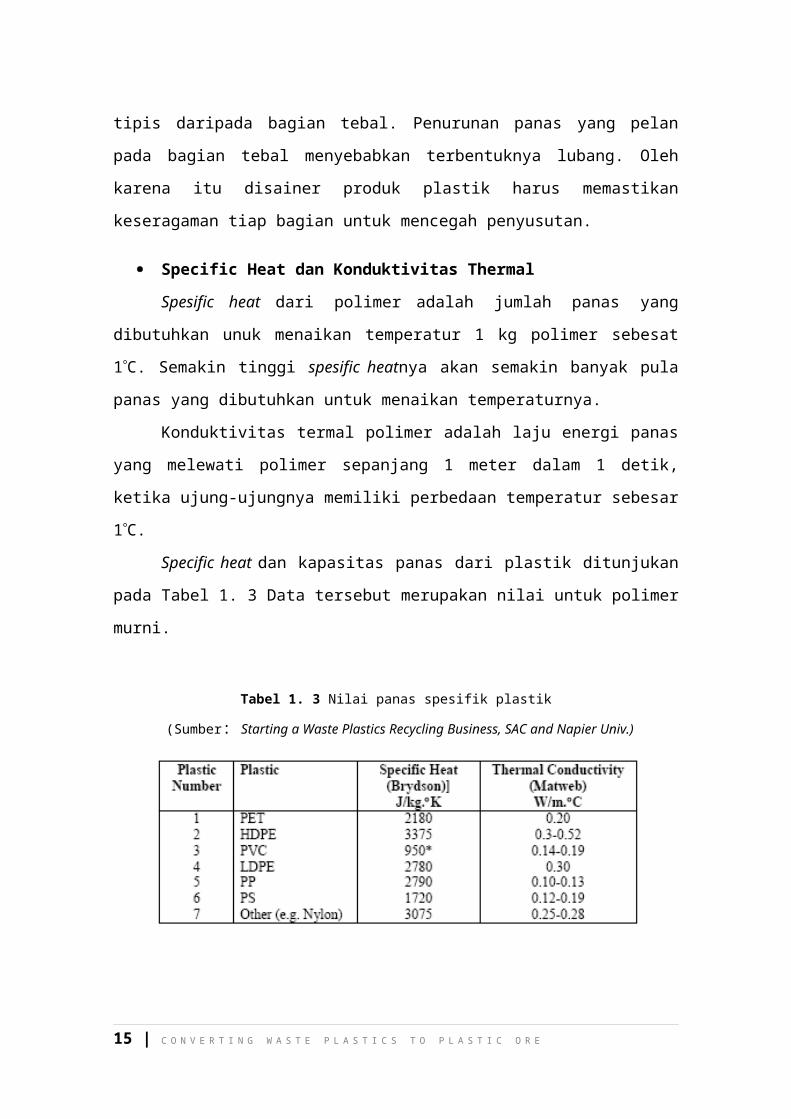
Specific heat dan kapasitas panas dari plastik ditunjukan pada Tabel 1. 3 Data
tersebut merupakan nilai untuk polimer murni.
Tabel 1. 3 Nilai panas spesifik plastik
(Sumber: Starting a Waste Plastics Recycling Business, SAC and Napier Univ.)
Specific heat bervariasi dari 1720 – 3375 J/kg.0K dengan perbandingan 1 : 2.
Jika limbah plastik campuran di proses (kecuali PVC), dan perbandingan campuran
berubah maka waktu yang dibutuhkan untuk mendinginkan produk juga berubah.
Sedangkan konduktivitas termal polimer bervariasi antara 0,1 – 0,52 W/m0C dengan
perbandingan 1 : 5,2
Physical Properties Plastic
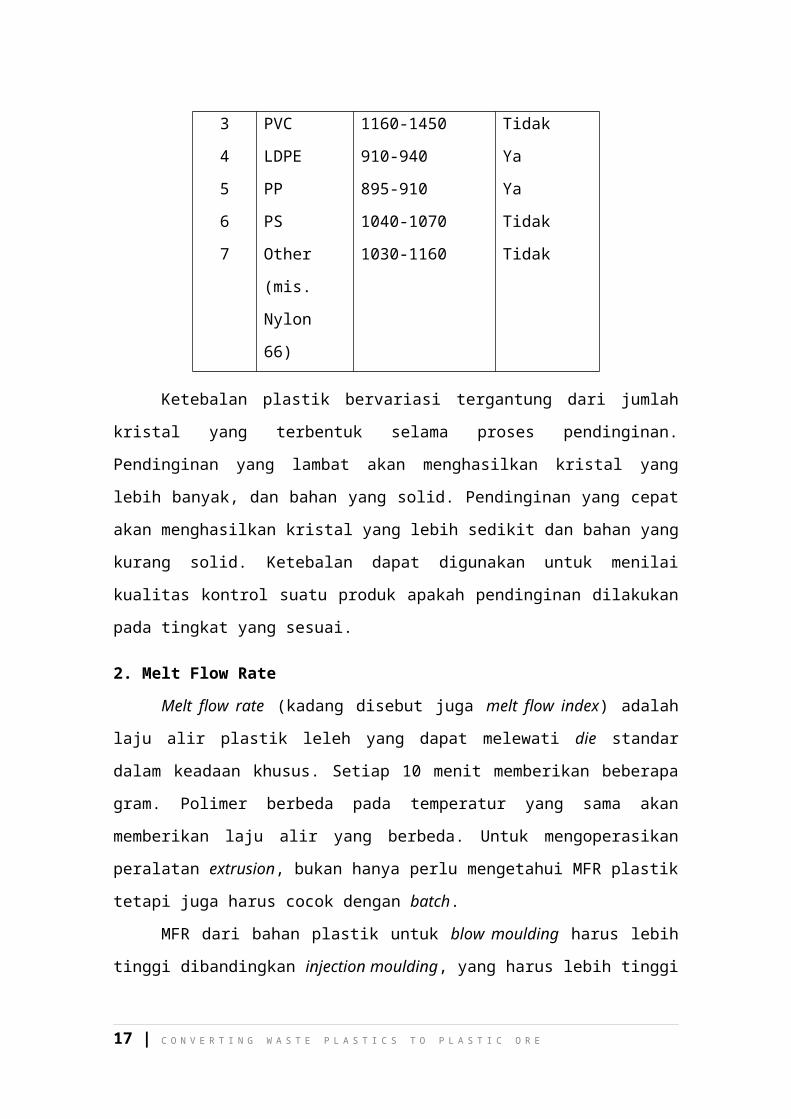
1. Ketebalan Plastik
Ketebalan dari campuran plastik memberikan petunjuk komponen plastik dan
dapat digunakan untuk mengontrol kualitas. Ketebalan juga menunjukkan apakah
plastik akan mengapung. Plastik dengan ketebalan kurang dari 1000 kg/m3 akan
mengapung.
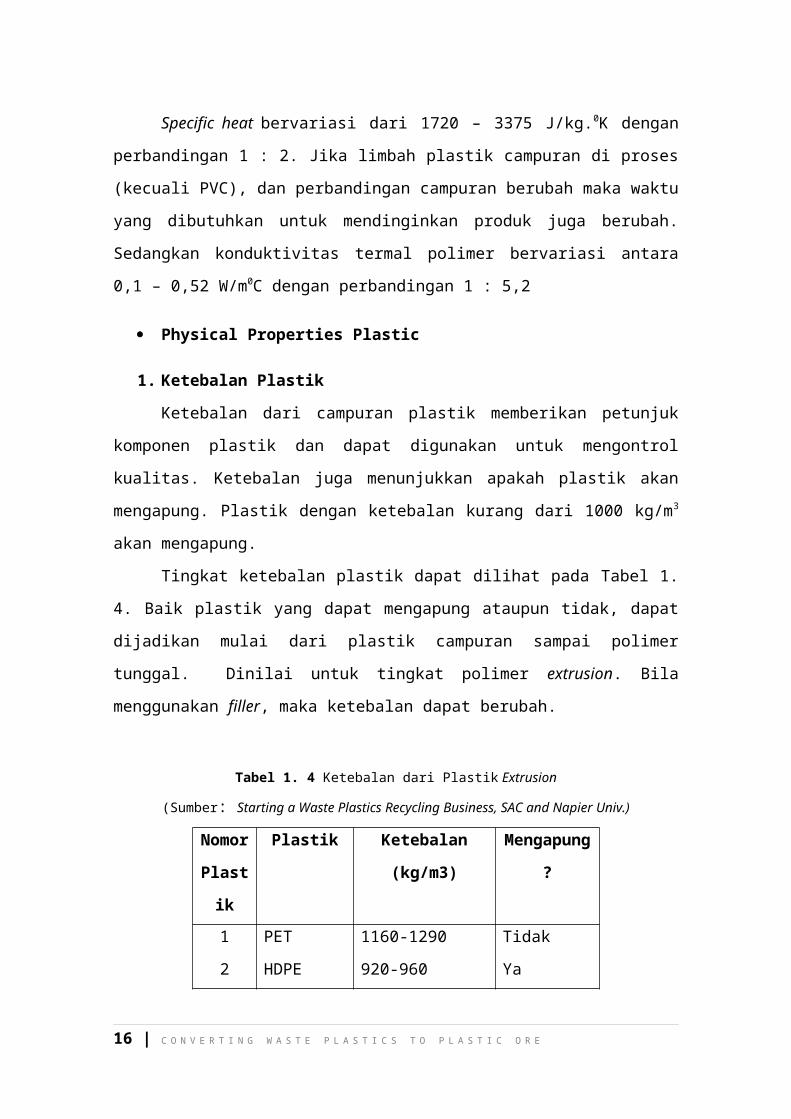
Tingkat ketebalan plastik dapat dilihat pada Tabel 1. 4. Baik plastik yang dapat
mengapung ataupun tidak, dapat dijadikan mulai dari plastik campuran sampai polimer
tunggal. Dinilai untuk tingkat polimer extrusion. Bila menggunakan filler, maka
ketebalan dapat berubah.
Tabel 1. 4 Ketebalan dari Plastik Extrusion
(Sumber: Starting a Waste Plastics Recycling Business, SAC and Napier Univ.)
11 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Nomor
Plastik
Plastik Ketebalan (kg/m3) Mengapung?
1
2
3
4
5
6
7
PET
HDPE
PVC
LDPE
PP
PS
Other (mis.
Nylon 66)
1160-1290
920-960
1160-1450
910-940
895-910
1040-1070
1030-1160
Tidak
Ya
Tidak
Ya
Ya
Tidak
Tidak
Ketebalan plastik bervariasi tergantung dari jumlah kristal yang terbentuk
selama proses pendinginan. Pendinginan yang lambat akan menghasilkan kristal yang
lebih banyak, dan bahan yang solid. Pendinginan yang cepat akan menghasilkan kristal
yang lebih sedikit dan bahan yang kurang solid. Ketebalan dapat digunakan untuk
menilai kualitas kontrol suatu produk apakah pendinginan dilakukan pada tingkat yang
sesuai.
2. Melt Flow Rate
Melt flow rate (kadang disebut juga melt flow index) adalah laju alir plastik leleh
yang dapat melewati die standar dalam keadaan khusus. Setiap 10 menit memberikan
beberapa gram. Polimer berbeda pada temperatur yang sama akan memberikan laju alir
yang berbeda. Untuk mengoperasikan peralatan extrusion, bukan hanya perlu
mengetahui MFR plastik tetapi juga harus cocok dengan batch.
MFR dari bahan plastik untuk blow moulding harus lebih tinggi dibandingkan
injection moulding, yang harus lebih tinggi dari extrusion (Murphy, 1996). Semakin
tinggi MFR plastik maka semakin rendah ketebalannya.
3. Kestabilan UV
Plastik baru dapat menghambat efek dari sinar ultraviolet. Radiasi ulatrviolet
dapat mengubah plastik kuat dan tahan lama menjadi mudah rusak dan patah. Proses ini
bersifat non reversibel. Kerusakan material dapat terjadi lama setelah produk dihasilkan,
yang terjadi sewaktu-waktu tanpa peringatan.
12 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Efek yang disebabkan oleh sinar ultraviolet terjadi sangat lambat, maka
dilakukan tes dengan sinar tiruan untuk menguji kestabilan. Plastik yang dilapisi
memiliki stabiliser UV didalamnya, tetapi ini tidak dapat dijadikan sebagai jaminan.
Karena sulit untuk diketahui jenis dari stabiliser UV yang terdapat dalam plastik. Maka
akan lebih disukai menggunakan plastik daur ulang dengan komposisi tertentu untuk
membuat komponen plastik baru agar resiko kerusakan akibat sinar UV minimal. Untuk
menjaga kerusakan akibat sinar UV pada penggunaan plastik daur ulang dalam jumlah
besar, digunakan karbon hitam.
4. Kestabilan Warna
Warna dapat dipengaruhi oleh sinar matahari. Untuk menilai kestabilan warna
dapat dilakukan dengan menjemur bahan dan setiap bahan setengahnya dilindungi dari
sinar matahari. Perbedaan warna dapat dilihat 6 bulan sampai 1 tahun. Bagian yang
sama untuk menguji perubahan warna dapat juga dinilai perubahan tekstur permukaan.
Namun, pada saat tes telah selesai dilakukan, hasilnya sudah terlambat untuk digunakan.
5. Konduktifitas
Setiap plastik yang digunakan sebagai penghubung dengan peralatan listrik bekerja
sebagai insulator.
Sebagai contoh, pada pembuatan pagar listrik, digunakan plastik dengan konduksi
rendah untuk memelihara voltage pada jalur pagar. Beberapa plastik mengabsorpsi air
lebih baik dibandingkan dengan lainnya, penggunaan plastik sebagai insulator, saat
cuaca hujan, harus dipertimbangkan. Dengan voltage lebih dari 5000 V pada pagar
listrik, setelah konduktif dipasang pada tanah saat cuaca basah maka akan menghasilkan
kekuatan yang sama saat cuaca kering. Pagar listrik dapat berkurang kemampuan untuk
mengontrol livestock, karena voltage pada kawat menurun secara bertahap akibat
kerusakan.
6. Ketahanan Terhadap Panas
Plastik yang digunakan pada rumah tangga atau kantor harus memiliki standar
ketahanan terhadap panas. Berbagai campuran termasuk bahan kimia rentan panas
ditambahkan pada pembentukan plastik. Maka diperlukan tes untuk menilai ketahanan
terhadap panas. Ketahanan terhadap panas meningkatkan nilai kegunaan plastik dengan
karakteristik tertentu dari sumber yang koheren, dan dapat diperoleh produk yang baik.
13 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
7. Ketahanan Terhadap Pelarut
Tiap jenis plastik memiliki kemungkinan untuk menahan pelarut tertentu. Oleh
karena itu, pengecekan mengenai ketahanan pelarut penting dilakukan sebelum plastik
akan diolah
Zat Aditif Pada Plastik
Zat kimia ditambahkan pada plastik untik merubah sifat-sifatnya menjadi sesuai
dengan yang diinginkan. Bagi pengusaha daur ulang hal ini akan menambah kerumitan,
karena walaupun sebuah kontainer yang berlabel 2 (HDPE) belum tentu sifat dan
karakteristiknya sama dengan plastik dalam kontainer lain yang berlabel sama.
Bahan aditif yang dapat memperbaiki performa produk plastik meliputi fillers,
plasticisers, couling agnets, antioksidan, UV stabilizers, pewarna, impact modifiers,
anti-static agents, flame retardants dan preservatives (RAPRA dan BRE, 1994). Untuk
proses daur ulang fillers digunakan untuk mengurangi jumlah polimer bernilai tinggi
yang digunakan. Filiers juga digunakan untuk mengurangi pemuluran bahan dan
memberikan plastik sifat yang seperti kayu, lebih kaku dan dapat dipaku.
Plasticisers meningkatkan fleksibilitas dari plastik. Coupling agents memperbaiki
ikatan antara polimer yang berbeda dalam campuran antara polimer dan fillers.
Pewarna atau pigmen ditambahkan untuk merubah warna dari plastik sesuai dengan
produk yang diinginkan. Pewarna seperti karbon hitam juga memberi keuntungan lain
yaitu sebagai penahan sinar UV. Impact modifiers ditambahkan untuk mengurangi
kemungkinan untuk patah karena rapuh. Anti-static agents ditambahkan untuk
mencegah adanya listrik statis pada produk plastik. Flame retardants merupakan
standar bagi perabot rumah tangga untuk mengurangi proses pembakaran.
Blowing agent yang memberikan tekstur seperti sarang lebah ditambahkan pada
plastik untuk :
1. Menambah kekakuan, contohnya pada kemasan polistiren.
2. Untuk menginsulasi bahan, contohnya pada foam poliuretan.
Deskripsi Proses
Secara garis besar, daur ulang plastik selalu terdiri dari dua bagian besar, yaitu
tahap persiapan dan tahap pengolahan. Semua tahap pengolahan ini dibawah
14 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
pengawasan quality control agar mendapatkan produk yg baik. Tahap persiapan
meliputi pre-sorting, size reduction, serta in process sorting. Umpan dari tahap ini
adalah sampah plastik yang telah dikumpulkan dan dipisahkan secara kasar berdasarkan
bentuk penggunaan sebelumnya. Sedangkan hasil dari proses tahap pertama ini adalah
serpihan plastik dengan ukuran tertentu yang sudah bersih dan siap dibentuk menjadi
bijih plastik.
Tahap pengolahan terdiri dari extruding dan pelletizing. Umpan tahap ini adalah
hasil dari tahap persiapan. Tahap ini menghasilkan bijih plastik yang berupa pellet-
pellet berukuran seragam yang siap dijual sebagai bijih plastik.
1. Pre-Sorting
Pre-sorting adalah proses pemisahan yang bertujuan memilah-milah sampah
plastik dari jenis plastik lain serta pengotornya yang terlihat secara visual. Proses ini
sekaligus menginspeksi plastik yang digunakan untuk umpan ke proses. Tahap sorting
pada umunya terbagi menjadi dua cara yaitu, manual sorting system dan automated
sorting system.
Pada metode manual, plastik yang dilewatkan oleh conveyor belt akan dipisahkan
secara manual oleh pekerja pabrik yang mengidentifikasi plastik berdasarkan bentuk
fisiknya. Sorting secara manual mempekerjakan inspektor terlatih untuk
mengidentifikasi plastik yang diinginkan dari aliran material yang melewati conveyor
belt. Sedangkan metode automated sorting menggunakan sistem deteksi atau kombinasi
dari sistem deteksi yang akan menganalisa properties plastik yang melewatinya. Plastik
lalu dipisah secara otomatis berdasarkan beberapa kategori, misalnya jenis resin, warna
atau keduanya.
Manual sorting sendiri terbagi menjadi dua tipe, yaitu postive manual sorting dan
negative manual sorting. Pada postive manual sorting plastik yang diinginkan
dipisahkan dari conveyor belt berisi aliran material menuju conveyor belt kedua yang
menuju ke grinding section. Sistem ini biasanya menghasilkan kualitas kemurnian yang
lebih tinggi, namun prosesnya memakan waktu lebih lama dibanding negative sorting
system.
Sedangkan pada negative manual sorting material yang tidak diinginkan
dipisahkan dari conveyor belt. Sistem ini memiliki kelemahan yaitu proses pemisahan
harus benar-benar baik, jika tidak kontaminan yang tidak diinginkan akan terbawa
15 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
masuk ke grinding section dan akan mengurangi kualitas produk. Namun sistem ini
dapat bekerja dengan baik jika umpan yang masuk telah mengalami presorted.
Umpan yang masuk ke dalam plant yang akan kita desain berupa sampah plastik
yang telah dipisah berdasarkan jenisnya secara kasar, sehingga proses pre-sorting
diperlukan hanya untuk memastikan bahwa tidak ada sampah jenis lain yang masuk ke
dalam proses. Ini membuat proses presorting tidak terlalu berat dan dapat dikerjakan
oleh manusia, sehingga kita memilih proses pre-sorting secara manual. Karena
diharapkan sampah jenis lain atau pengotor yang masuk ke dalam feed awal tidak
terlalu banyak, maka akan lebih efektif menggunakan sistem negative manual sorting,
dimana bahan yang tidak diinginkan diambil dari aliran utama, sehingga kebutuhan
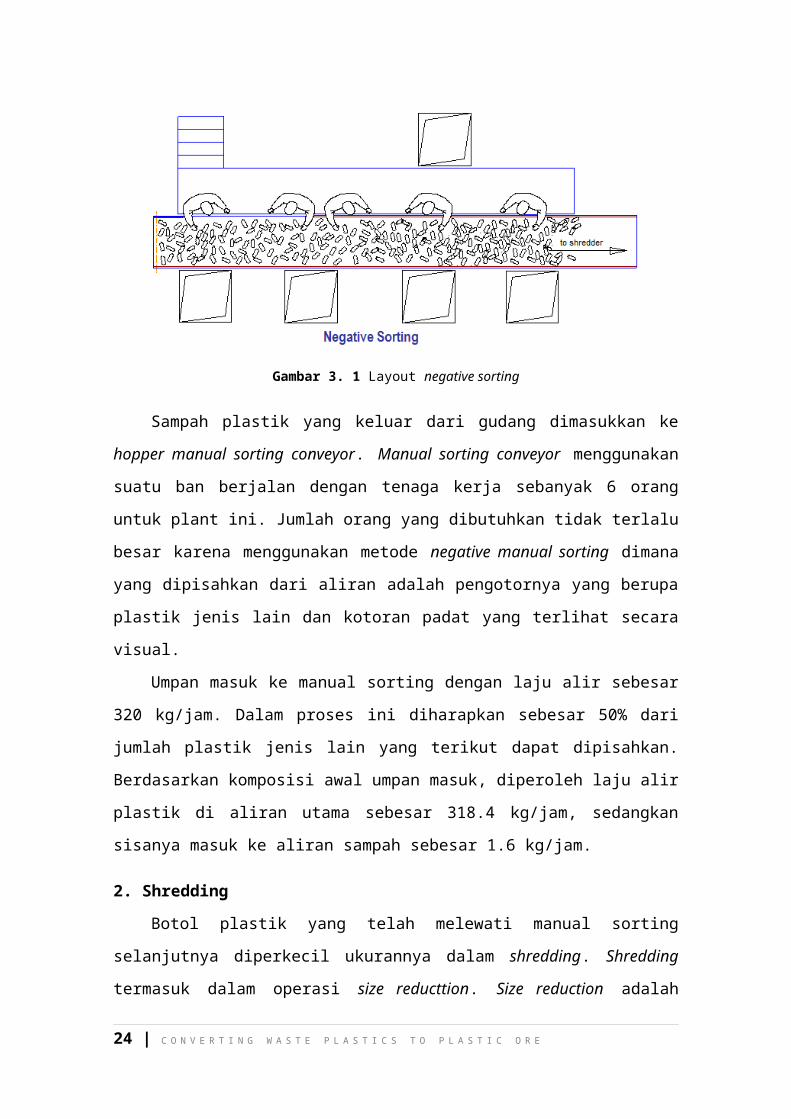
pekerja untuk proses ini tidak terlalu banyak. Gambar 3. 1 menunjukkan layout dari
negative sorting.
Gambar 3. 1 Layout negative sorting
Sampah plastik yang keluar dari gudang dimasukkan ke hopper manual sorting
conveyor. Manual sorting conveyor menggunakan suatu ban berjalan dengan tenaga
kerja sebanyak 6 orang untuk plant ini. Jumlah orang yang dibutuhkan tidak terlalu
besar karena menggunakan metode negative manual sorting dimana yang dipisahkan
dari aliran adalah pengotornya yang berupa plastik jenis lain dan kotoran padat yang
terlihat secara visual.
Umpan masuk ke manual sorting dengan laju alir sebesar 320 kg/jam. Dalam
proses ini diharapkan sebesar 50% dari jumlah plastik jenis lain yang terikut dapat
dipisahkan. Berdasarkan komposisi awal umpan masuk, diperoleh laju alir plastik di
16 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
aliran utama sebesar 318.4 kg/jam, sedangkan sisanya masuk ke aliran sampah sebesar
1.6 kg/jam.
2. Shredding
Botol plastik yang telah melewati manual sorting selanjutnya diperkecil
ukurannya dalam shredding. Shredding termasuk dalam operasi size reducttion. Size
reduction adalah proses pemotongan yang bertujuan untuk membuat plastik yang masuk
menjadi butir-butir kecil. Proses ini diperlukan untuk memudahkan penghilangan
kotoran dari plastik dan untuk memudahkan proses pembentukanya menjadi pellet.
Proses pemotongan merupakan salah satu tahap paling mahal dalam proses daur ulang.
Alasan pertama adalah karena hampir semua jenis plastik bersifat abrasif dan dapat
mengikis semua jenis baja. Lalu karena sebagian besar sampah plastik masih kotor dan
hal ini membuat mata pisau dari shredder atau grinder semakin cepat aus atau tumpul.
Alasan terakhir karena jika diperlukan adanya penggantian mata pisau dari shredder
atau grinder, maka keseluruhan sistem harus dihentikan dan hal ini tentunya
membutuhkan waktu dan biaya.
Umpan masuk shredder dalam bentuk botol plastik yang mempunyai ukuran rata-
rata 10-20 cm. Proses shredding merobek botol plastik menjadi serpihan yang ukuran
dan bentuknya tidak beraturan, yang bervariasi antara 0.5-1 cm, yang disebut sebagai
flakes. Meskipun ukurannnya telah siap untuk diolah, flakes harus dibersihkan dari
pengotor terlebih dahulu sebelum memasuki proses ekstrusi agar diperoleh kemurnian
produk akhir yang kita inginkan.
Dalam proses ini selain menghasilkan serpihan plastik, kadang terjadi
pemotongan yang terlalu kecil sehingga dihasilkan serbuk plastik, dan dianggap hilang
pada proses pencucian. Sekitar 1% dari umpan masuk shredder yang terpotong terlalu
kecil dan nantinya hilang (LedaRecycling). Dalam proses shredding jumlah aliran
masuk sama dengan jumlah aliran keluar.
3. Washing
Setelah plastik dipotong menjadi serpihan kecil selanjutnya plastik mengalami
proses pencucian (washing). Washing adalah proses pencucian yang bertujuan
memisahkan PET dari pengotorya seperti tanah, debu, lem, sisa-sisa isi kemasan yang
tidak terlihat atau sukar dipisahkan secara manual pada proses pre-sorting. Prosesnya
17 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
dilakukan secara otomatis menggunakan mesin. Washing dilakukan setelah PET
dihancurkan menjadi serpihan-serpihan kecil (flakes).
Proses ini terbagi menjadi 2 bagian. Bagian pertama adalah pencucian
menggunakan air deterjen. Proses ini menghilangkan kotoran, sisa isi kemasan yang
menempel, label botol yang belum terlepas beserta perekatnya, serta serbuk plastik yang
terbentuk saat shredding. Kotoran-kotoran tersebut akan terikut ke dalam air buangan
sisa pencucian yang nantinya akan diproses dalam unit water treatment.
Adapun jenis deterjen yang digunakan ialah deterjen kationik alkali. Deterjen ini
berbeda dengan deterjen anionik yang digunakan secara umum. Penggunaan deterjen
jenis ini disebabkan karena sifat permukaan plastik yang bermuatan positif, sehingga
diperlukan deterjen kationik yang dapat menghilangkan kotoran sekaligus menberikan
permukaan plastik yang bersih.
Pencucian kedua adalah pembilasan (rinsing) yang menggunakan air bersih tanpa
campuran apapun. Pencucian ini bertujuan untuk membilas deterjen yang terbawa dari
pencucian pertama. Air buangan pencucian pertama selanjutnya akan diproses juga
dalam unit water treatment.
Air masuk mengandung deterjen dengan konsentrasi 5%, dan keluar dari unit
dengan membawa kotoran. Kebutuhan deterjen untuk washing ialah sebesar 100 gr
untuk tiap kg flakes. Sehingga untuk proses pencucian dengan kapasitas plant ini
dibutuhkan air sekitar 700 liter/jam untuk masing-masing pencucian dan 300 liter/jam
untuk pembilasannya.
Proses pecucian dapat menghilangkan sampai 90% dari seluruh kotoran yang
menempel. Sekeluarnya proses pencucian, selain berkurangnya kotoran, PET akan
membawa sejumlah air yang menempel di serpihan plastik. Dari 1 kg serpihan akan
terbawa 50 gr air. Sehingga laju alir dari aliran utama sekeluar proses pencucian adalah
sebesar 331.4 kg/jam.
4. Floatation
Setelah dipotong menjadi ukuran yang lebih kecil, plastik masuk ke unit flotasi.
Floatation adalah proses pemisahan yang bertujuan membuang plastik jenis lain selain
PET. Proses ini memastikan tidak ada plastik jenis lain yang nantinya terikut ke dalam
proses extruding. Prinsip pemisahan dengan flotasi adalah berdasarkan perbedaan
densitas. Serpihan plastik dilewatkan melalui suatu bak dengan air yang mengalir. Dari
18 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
ketujuh jenis plastik yang dapat didaur ulang, sebagian besar mempunyai densitas yang
lebih kecil dari air kecuali PET. Karena densitas PET lebih besar dari air, maka serpihan
PET akan tenggelam sedangkan plastik-plastik jenis lain akan terapung.
Pemisahan menggunkan flotasi mampu memisahkan pengotor plastik jenis lain
sampai 90%. Aliran air dalam proses flotasi selain memisahkan plastik jenis lain, juga
menghilangkan serbuk PET dari proses shredding.
Sebagaimana dalam washing, sebagian air dalam flotasi juga terbawa oleh
serpihan PET yang keluar sehingga laju air keluaran kolam flotasi menjadi sekitar 329.9
kg/jam.
5. Drying
Sebelum masuk ke proses ekstrusi, air yang terbawa oleh serpihan dari proses
pencucian harus dihilangkan terlebih dahulu. Penghilangan ini dilakukan dengan proses
drying. Dalam plant ini, drying menggunakan sistem rotary dryer dengan shell drum
yang berputar serta diberikan aliran udara panas. Udara panas memberikan panas
kepada air untuk menguap. Udara yang panas juga mempunyai kapasitas membawa air
yang cukup besar, sehingga menurunkan jumlah kebutuhan udara yang harus
disediakan.
Seluruh air yang terikut dari proses pencucian dapat dihilangkan di sini sehingga
aliran utama keluaran drying dapat dianggap bebas dari air. Laju alir serpihan plastik
yang keluar dari drier sebesar 314.1 kg/jam.
Serpihan PET yang keluar proses ini selanjutnya ditampung dalam penampungan
sementara sebelum masuk ke tahap pemrosesan. Hal ini dilakukan untuk memastikan
ketersediaan clean flakes yang akan diumpankan ke dalam extruder.
6. Extruding
Clean flakes selanjutnya masuk ke tahap extruding. Tahap ini adalah tahap
pemrosesan utama dalam pembuatan bijih plastik sehingga akan dijelaskan secara lebih
rinci.
Lelehan plastik keluaran extruder mempunyai komposisi yang seragam. Lelehan
ini berupa fluida yang sangat kental dengan suhu mencapai 200 oC. Karena suhunya
yang tingggi, pada umumnya alat setelah extruder dirangkai secara langsung dengan
pelletizer tanpa jeda.
19 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
7. Pelletizing
Pelletizing adalah proses yang bertujuan untuk membentuk butiran bijih plastik dari
lelehannya. Pelletizing temasuk dalam operasi size enlargment. Pelletizing dalam daur
ulang plastik umumnya menggunakan pemotongan (cutting). Pemotongan resin dapat
dilakukan saat masih panas (Hot Cut) atau setelah dingin dan mengeras (Cold Cut).
Pemotongan menggunakan Cold Cut terlebih dahulu mendinginkan resin menjadi
bentuk panjang menggunakan cetakan. Lelehan resin dari extruder memasuki dies
(cetakan) dengan ukuran tertentu. Lelehan ini dibiarkan mengambil bentuk cetakan
tanpa dipotong sehingga memanjang. Bentuk silinder panjang ini dilewatkan dalam air
pendingin sehingga mengeras. Setelah mengeras, resin yang berbentuk silinder panjang
dipotong menggunakan pemotong mekanis dengan frekuensi putaran tertentu
bergantung dimensi pellet yang diinginkan.
Skema Cold Cut terlihat dalam Gambar 3. 2.
Gambar 3. 2 Skema cold cut (Sumber:Erema Recycling)
Kekurangan utama dalam Cold Cut adalah kebutuhan daya untuk alat pemotong
yang cukup besar karena rasin yang telah mengeras.
Berkebalikan dengan Cold Cut, metode Hot Cut terlebih dahulu memotong
lelehan resin menjadi pellet sebelum mendinginkannya. Dibutuhkan pisau khusus untuk
metode ini.
Lelehan resin plastik dilewatkan melalui lubang-lubang dalam cetakan
sebagaimana dalam Cold Cut, tetapi lelehan ini langsung dipotong menggunakan pisau
berputar yang ada di depan lubang. Potongan yang masih lembek ini langsung
memasuki aliran air pendingin yang ada melingkar di sekitar pisau. Air ini
mendinginkan pellet yang dihasilkan sekaligus membawanya keluar menuju saringan
untuk ditiriskan. Pellet bebas air lalu siap dikemas sedangkan air pendingin akan
20 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
menuju penampungan yang selanjutnya dipompa ke fasilitas penyaring dan menara
pendingin.
Ilustrasi metode Hot Cut terlihat pada Gambar 3. 3.
Gambar 3. 3 Skema hot cut (Sumber:Erema Recycling)
Dalam plant yang kami rancang digunakan teknologi hot cut karena lebih mudah
dan lebih murah penggunaan daya listriknya untuk pisau. Alat ini menggunakan aliran
air pendingin untuk memadatkan plastik yang terpotong. Kebutuhan air pendingin
disuplay dari utilitas air. Bahan keluaran pelletizing mempunyai properti yang sudah
memenuhi syarat sebagai produk.
8. Packaging
Produk dikemas secara manual memggunakan kemasan karung plastik berukuran
20 sampai 30 kg. Produk yang telah dikemas selanjutnya disimpan dalam gudang
penyimpanan dan siap didistribusikan.
Spesifikasi Produk
Adapun produk yang dihasilkan berupa bijih plastik dalam bentuk pellet
(silindris) dengan ukuran 1 cm×0.5 cm, berwarna bening agak buram dengan tingkat
kemurnian PET mencapai 99.83%. Tabel 3. 1 berikut menunjukkan properties yang
dimiliki oleh produk.
21 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Tabel 3. 1 Properties produk
Property Specification Test Method
Intrinsic Viscosity (dL/gm) 0.70 - 0.72 min ASTM D4603
Particle Size (inch) 0.1 cube Internal
Bulk Density (lbs/ft3) 50 - 55 ASTM D1895
Moisture Content (%) < 0.5 Internal
Color
L > 73
b < 3.0Hunter Scale
E. PENYIMPANAN BAHAN BAKU
Bahan baku utama dalam daur ulang sampah plastic menjadi bijih plastic ini
adalah PET atau Polyethylene Terephthalate yang biasanya didapat pada botol-botol
kemasan minuman ringan. Berdasarkan keterangan diatas, bahan baku ini didapat
dengan cara membeli dari pengepul atau pengumpul sampah plastic. Namun, karena
dinilai kurang efektif, maka dibuatlah site pengumpulan sampah yang dekat dengan
Tempat Penampungan Akhir (TPA) sampah yaitu TPA Bantar Gebang. Selain itu,
dengan menyediakan pos-pos pengumpulan sampah di beberapa daerah strategis yang
dekat dengan TPS-TPS daerah. Hal ini bertujuan untuk mengakomodasi pembelian
sampah plastik secara langsung dari para pemulung selain dari para pengepul sehingga,
dapat membeli bahan baku dengan harga yang relatif lebih murah.
22 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Bahan baku yang sudah terkumpul dibawa ke lokasi plant untuk dapat diproses
lebih lanjut. Transportasi yang digunakan biasanya adalah dengan mobil truk dengan
kapasitas tertentu. Bahan baku tersebut kemudian disimpan (loading/unloading)
ditempat yang dinamakan Feed Storage yang kemudian akan di transportasikan ke
storage bin dengan menggunakan belt conveyor. Pemakaian belt conveyor ini
diharapkan dapat mengefisienkan waktu transportasi material agar proses produksi
dapat berjalan dengan baik dan cepat. Seperti telah disebutkan, Storage bin digunakan
sebagai alat penyimpanan sementara material plastik yang akan diolah dalam unit
selanjutnya, untuk memastikan laju alirnya agar tetap konstan. Sehingga, proses
pengolahan dapat berlangsung dengan efisien. Adapun spesifikasi storage bin untuk
bahan baku yang berupa botol-botol ini yaitu material storage bin terbuat dari carbon
steel dengan tinggi 2 meter, panjang 3.2 meter, lebar 3.2 meter, dan memiliki rate 500
kg/hr, serta dengan kapasitas 20 m3.
Denah Pabrik “Inside Battery Limit”
Selain dari segi proses, Raw Material Storage juga perlu didukung oleh faktor-
faktor keselamatan bagi para pekerjanya. Salah satu contohnya adalah dengan
menerapkan sistem K3 di perusahaan dan mempublikasikan mengenai MSDS dari
material atau bahan baku. Fungsi dari diperlukannya MSDS ialah sebagai dasar
penggunaan bahan/material (material handling). MSDS dibuat untuk
mengkomunikasikan dan menginformasikan kepada setiap orang yang bekerja dengan
23 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
material tersebut sehingga dapat menggunakannya/memperlakukannya dengan tepat
serta bertindak dengan cepat & tepat jika terjadi ancaman bahaya. Selain itu
penggunaan PPE (Personal Protective Equipment) sepeti safety helmet, safety shoes,
sarung tangan, terutama masker agar bau yang berasal dari sisa-sisa sampah yang
menempel pada bahan baku daur ulang ini tidak mengganggu pernafasan karyawan.
PPE ini juga digunakan untuk meminimalisir kecelakaan kerja dan penyakit akibat
kerja.
24 | C O N V E R T I N G W A S T E P L A S T I C S T O P L A S T I C O R E
Top Related
Copyright © 2022 FDOKUMEN

