






Bahasa
Halaman
Hukum

i
MANAJEMEN PERSEDIAAN DAN PENATAAN GUDANG SPARE PART BUS DI PO. SAFARI EKA KAPTI
Skripsi Sebagai Persyaratan Untuk Memperoleh Gelar Sarjana Teknik
RANDI ANTAKA ARIYADI I 1305039
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA 2010
ii
LEMBAR PENGESAHAN Judul Skripsi :
MANAJEMEN PERSEDIAAN DAN PENATAAN GUDANG SPARE PART BUS DI PO. SAFARI EKA KAPTI
Ditulis oleh:
RANDI ANTAKA ARIYADI I 1305039
Mengetahui, Dosen Pembimbing I Dosen Pembimbing II
Wakhid Ahmad Jauhari, ST, MT Ilham Priadythama, ST, MT NIP 19791005 200312 1 003 NIP 19801124 200812 1 002
Ketua Program S-1 Non Reguler Jurusan Teknik Industri
Fakultas Teknik UNS
Taufiq Rochman, STP, MT NIP. 19701030 199802 1 001
Pembantu Dekan I Ketua Jurusan Fakultas Teknik Teknik Industri UNS Ir. Noegroho Djarwanti, MT Ir. Lobes Herdiman, MT NIP 19561112 198403 2 007 NIP 19641007 199702 1 001
iii
LEMBAR VALIDASI Judul Skripsi :
MANAJEMEN PERSEDIAAN DAN PENATAAN GUDANG SPARE PART BUS DI PO. SAFARI EKA KAPTI
Ditulis oleh:
RANDI ANTAKA ARIYADI I 1305039
Telah disidangkan pada hari Rabu tanggal 21 April 2010
Di Jurusan Teknik Industri Fakultas Teknik Universitas Sebelas Maret Surakarta,
dengan
Dosen Penguji
1. Rahmaniyah Dwi Astuti, ST, MT NIP. 19760122 199903 2 001
2. Fakhrina Fahma, STP, MT NIP. 19741008 200003 2 001
Dosen Pembimbing
1. Wakhid Ahmad Jauhari, ST, MT NIP. 19791005 200312 1 003
2. Ilham Priadythama, ST, MT NIP. 19801124 200812 1 002
iv
SURAT PERNYATAAN
ORISINALITAS KARYA ILMIAH
Saya mahasiswa Jurusan Teknik Industri UNS yang bertanda tangan di bawah ini,
Nama : Randi Antaka Ariyadi
Nim : I 1305039
Judul tugas akhir : Manajemen Persediaan Dan Penataan Gudang Spare part
Bus Di PO. Safari Eka Kapti
Menyatakan bahwa Tugas Akhir (TA) atau Skripsi yang saya susun tidak
mencontoh atau melakukan plagiat dari karya tulis orang lain. Jika terbukti bahwa
Tugas Akhir yang saya susun mencontoh atau melakukan plagiat dapat dinyatakan
batal atau gelar Sarjana yang saya peroleh dengan sendirinya dibatalkan atau
dicabut.
Demikian surat pernyataan ini saya buat dengan sebenar-benarnya dan apabila
dikemudian hari terbukti melakukan kebohongan maka saya sanggup
menanggung segala konsekuensinya.
Surakarta, 03 Mei 2010
Randi Antaka Ariyadi I 1305039
v
SURAT PERNYATAAN
PUBLIKASI KARYA ILMIAH
Saya mahasiswa Jurusan Teknik Industri UNS yang bertanda tangan di bawah ini,
Nama : Randi Antaka Ariyadi
Nim : I 1305039
Judul tugas akhir : Manajemen Persediaan Dan Penataan Gudang Spare part
Bus Di PO. Safari Eka Kapti
Menyatakan bahwa Tugas Akhir (TA) atau Skripsi yang saya susun sebagai syarat
lulus Sarjana S1 disusun secara bersama-sama dengan Pembimbing 1 dan
Pembimbing 2. Bersamaan dengan syarat pernyataan ini bahwa hasil penelitian
dari Tugas Akhir (TA) atau Skripsi yang saya susun bersedia digunakan untuk
publikasi dari proceeding, jurnal, atau media penerbit lainnya baik di tingkat
nasional maupun internasional sebagaimana mestinya yang merupakan bagian
dari publikasi karya ilmiah
Demikian surat pernyataan ini saya buat dengan sebenar-benarnya.
Surakarta, 03 Mei 2010
Randi Antaka Ariyadi I 1305039
vi
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT atas limpahan rahmat
dan hidayah-Nya sehingga Tugas Akhir dengan judul “Manajemen Persediaan
Dan Penataan Gudang Spare part Bus Di PO. Safari Eka Kapti“ dapat
diselesaikan untuk memenuhi syarat kelulusan tingkat sarjana di Fakultas Teknik
Jurusan Teknik Industri Universitas Sebelas Maret Surakarta. Dengan penelitian
ini, penulis berharap dapat memberi masukan secara umum bagi PO. Safari Eka
Kapti Semarang dan khususnya bagian gudang spare part PO. Safari Eka Kapti
tanpa terhalang oleh tempat dan waktu.
Tidak lupa pada kesempatan kali ini, penulis ingin menyampaikan ucapan
terima kasih yang sebesar- besarnya atas pihak- pihak yang turut membantu dalam
penyelesaian tugas akhir ini, yaitu :
1. Bapak Ir. Lobes Herdiman, MT selaku Ketua Jurusan Teknik Industri
fakultas teknik UNS.
2. Bapak Wakhid Ahmad Jauhari, ST, MT selaku pembimbing I, atas segala
bimbingan, arahan, motivasi, pengertian dan doa.
3. Bapak Ilham Priadythama, ST, MT selaku pembimbing II, atas segala
bimbingan, arahan, motivasi, pengertian dan doa.
4. Ibu Rahmaniyah Dwi Astuti, ST, MT selaku penguji, atas kesediaannya
memberikan masukan, gagasan dan saran atas perbaikan tugas akhir ini.
5. Ibu Fakhrina Fahma, ST, MT selaku penguji, atas kerelaan dalam
membimbing, mengarahkan dan memberikan ide maupun gagasan dalam
tugas akir ini.
6. Bapak Sujimin Ariyadi dan Ibu Umi Suprihatin selaku orang tua saya,
selalu memberi dukungan dan doa yang tak pernah putus sehingga dapat
menyelesaikan laporan ini. Saya bangga menjadi anak dari bapak dan ibu.
7. Ibu Iin selaku Kepala Manajemen PO.Safari Eka Kapti, dan Pak Win
selaku Kepala Gudang Spare part PO. Safari Eka Kapti, terima kasih atas
bimbingannya selama penelitian di PO. Safari Eka Kapti.
8. Seluruh kru bus PO. Safari Eka Kapti, terima kasih telah memberikan
nasehat yang berharga untuk menghadapi kehidupan ini.
vii
9. Mas Harso selaku montir Mandiri Karya, terima kasih atas bimbingannya
selama ini.
10. Mbak Yayuk, Mbak Rina, Mbak Tuti, Pak Agus , dan semua tim TU,
terima kasih atas segala urusan administrasi selama kuliah di Teknik
Industri ini.
11. Alex, Afiq, Rangga, Bang Narso, Pitcil, Hanafi, Danur, Edi, Haryono,
Zulmi, Sudadi, Panca, Dzakiyah, Hari, Lutfie, Erdi, Agwin, Dodot, Agus,
Dedi, Deny, Ajheng, Afla, Ahmad, Sa’diyah, Pitndut, Ita, Intan, Tri, Ayu.
Penulis akan merindukan kebersamaan kita selama ini, terima kasih buat
semua persahabatan pengertian, waktu, dukungan, semangat, hati tulus,
semuanya yang aku tidak mampu lagi untuk menyebutkannya, 4,5 tahun
ini menjadi waktu yang berharga bagiku.
12. Teman-teman Teknik Industri angkatan 2005, yang selalu mendukung dan
membantuku, kalian semua teman-teman terbaikku, tetep jaga
persahabatan kita we are the best forever
13. Teman-teman kos Akendaruna (Mas Dedi, Mbak Anik, Mas Sampek, Mas
Brama, Mas Danang, Sidiq, Kewer, Geonk, Jajang, Tian) dan kos Pondok
Mulya (Mas Aji, Bayu, Hari, Fery, Danang, Wawan) terima kasih telah
memberikan saya tempat berteduh dari hujan dan panasnya mentari, tetap
jaga persahabatan kita.
14. Dan semua pihak yang tidak dapat disebutkan satu per satu yang telah
membantu penulis dalam menyelesaikan laporan ini.
Penulis menyadari bahwa laporan ini masih belum sempurna, oleh karena
itu penulis mengharapkan kritik dan saran membangun yang dapat membantu
penulis di masa yang akan datang. Semoga apa yang penulis sampaikan dalam
laporan ini dapat berguna bagi penulis, rekan-rekan mahasiswa maupun semua
pihak yang membutuhkan.
Surakarta, Mei 2010
Penulis

viii
ABSTRAK
Randi Antaka Ariyadi, NIM : I 1305039, MANAJEMEN PERSEDIAAN DAN PENATAAN GUDANG SPARE PART BUS DI PO. SAFARI EKA KAPTI, Skripsi. Surakarta : Jurusan Teknik Industri Fakultas Teknik, Universitas Sebelas Maret, April 2010.
PO. Safari Eka Kapti merupakan suatu perusahaan jasa transportasi bus. Perusahaan ini masih memiliki permasalahan overstock dan kehabisan stock dalam pengelolaan stock item spare part yang jumlahnya lebih dari 7000 dan terbagi dalam 80 jenis. Permasalahan tersebut juga terkait dengan penataan gudang yang belum teratur. Oleh karena itu, penelitian ini membahas tentang perbaikan manajemen persediaan sekaligus penataan fisik gudang.
Untuk masalah manajemen persediaan spare part akan digunakan pendekatan model persediaan single item dengan mengakomodasi adanya backorder policy sehingga mampu meminimalkan biaya total persediaan spare part. Sedangkan untuk masalah penataan gudang akan digunakan pendekatan standar 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) yang sekaligus dapat memberikan standarisasi terhadap sistem penerimaan atau pengambilan spare part. Terkait dengan diterapkannya seiketsu, program ini juga merancang program aplikasi yang mendukung manajemen persediaan.
Output dari penelitian ini adalah perbaikan terhadap manajemen persediaan spare part berupa penetapan jumlah pemesanan optimum (Q) dan reorder point (ROP). Sehingga didapat peningkatan yang didukung oleh program aplikasi manajemen persediaan yang dapat memeberikan penghematan biaya total persediaan 41,27%. Sedangkan dalam penataan gudang spare part didapatkan hasil penataan terhadap tata letak spare part yang mampu meminimalkan searching time, pembuatan prosedur kebersihan gudang, dan standarisasi sistem di gudang dengan pembuatan SOP yang baru. Kata kunci : persediaan, spare part, metode 5S, biaya total persediaan xvi + 158 halaman; 45 gambar; 26 tabel; 16 lampiran; Daftar pustaka : 11 (1990-2006)
ix
ABSTRACT Randi Antaka Ariyadi, NIM : I 1305039, INVENTORY MANAGEMENT AND BUS SPARE PART WAREHAOUSE ARRANGEMENT OF PO. SAFARI EKA KAPTI, Thesis. Surakarta : Industrial Engineering, Faculty of Engineering, Sebelas Maret University, April 2010.
PO. Safari Eka Kapti is a bus transportation service company. The company had problems in overstock and the lack of stock in the management of spare part item stock which is more than 7000 and devided into 80 types. Those problems are also related to the warehouse arrangement. For the reason, the research discusses the improvement of the management both of inventory and of warehouse physical composing.
This research uses item inventory model which is applied to the problem of spare part inventory management by accommodating backorder policy to minimize the total cost of spare part inventory. For the meantime, 5S standard approach (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) is employed to the warehouse arrangement problem which provide standardization toward acceptance system or spare part removal. Related to the seiketsu implementation a monitoring application program is designed to support inventory management system.
The output of the research is the improvements toward spare part inventory management by determining optimum ordering (Q) and reorder point (ROP). The improvement is supported by the inventory monitoring application program which can bring total cost saving of inventory by 41,27%. Meanwhile, the result for the spare part warehouse management are the composing of the spare part layout which is able to minimize the searching time, the composing of warehouse cleanliness procedure and system standardization of the warehouse by composing the new SOP Kata kunci : inventory, spare part, 5S method, total cost of inventory xvi + 158 pages; 45 figures; 26 tables; 16 appendixes; Bibliography : 11 (1990-2006)
x
DAFTAR ISI
HALAMAN JUDUL……………………………………………………………
LEMBAR PENGESAHAN................................................................................
LEMBAR VALIDASI.........................................................................................
SURAT PERNYATAAN ORISINALITAS KARYA ILMIAH…………….
SURAT PERNYATAAN PUBLIKASI KARYA ILMIAH…………………
KATA PENGANTAR.........................................................................................
ABSTRAK……………………………………………………………………….
ABSTRACT……………………………………………………………………..
DAFTAR ISI .......................................................................................................
DAFTAR TABEL ...............................................................................................
DAFTAR GAMBAR ..........................................................................................
DAFTAR LAMPIRAN …………………………………………………………
BAB I PENDAHULUAN....................................................................................
1.1 Latar Belakang……….......................................................................
1.2 Perumusan Masalah...........................................................................
1.3 Tujuan Penelitian..............................................................................
1.4 Manfaat Penelitian.............................................................................
1.5 Batasan Masalah................................................................................
1.6 Asumsi Penelitian..............................................................................
1.7 Sistematika Penulisan........................................................................
BAB II TINJAUAN PUSTAKA……………………………………………….
2.1 Persediaan…………………….........................................................
2.1.1 Pengertian Persediaan.............................................................
2.1.2 Sistem Persediaan...................................................................
2.1.3 Biaya Dalam Sistem Persediaan.............................................
2.1.4 Spare Part..............................................................................
2.2 Manajemen Spare Part Saat Ini.......................................................
2.3 Metode-Metode Dalam Manajemen Persediaan..............................
2.3.1 Metode Continous Review.....................................................
2.3.2 Metode Periodic Review........................................................
2.4 Peramalan (Forecasting)..................................................................
i
ii
iii
iv
v
vi
viii
ix
x
xiii
xiv
xvi
I - 1
I - 1
I - 3
I - 3
I - 4
I - 4
I - 4
I - 5
II - 1
II - 1
II - 1
II - 2
II - 3
II - 4
II - 4
II - 5
II - 5
II -11
II -15
xi
2.4.1 Pengertian Peramalan..............................................................
2.4.2 Manfaat Peramalan Permintaan...............................................
2.4.3 Prinsip-Prinsip Peramalan........................................................
2.4.4 Langkah-Langkah Peramalan..................................................
2.4.5 Metode-Metode Peramalan......................................................
2.4.6 Metode Peramalan Kuantitaif Time Series..............................
2.4.7 Pengukuran Kesalahan Peramalan...........................................
2.4.8 Validasi Model Peramalan.......................................................
2.4.9 Peramalan Dengan Metode Croston........................................
2.5 Klasifikasi ABC ...............................................................................
2.6 Simulasi Montecarlo..........................................................................
2.7 Konsep 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke)........................
2.7.1 S1-Ringkas (Seiri)...................................................................
2.7.2 S2-Kerapian (Seiton)...............................................................
2.7.3 S3-Kebersihan (Seiso).............................................................
2.7.4 S4-Standarisasi (Seiketsu).......................................................
2.7.5 S5-Rajin-Disiplin (Shitsuke)...................................................
2.8 Penelitian Sebelumnya…………………………………………….
BAB III METODOLOGI PENELITIAN..........................................................
3.1 Metodologi Penelitian……............................................................
3.2 Penjelasan Diagram Alir……………….............……...................
3.2.1 Tahap Pendahuluan………………......................................
3.2.2 Tahap Pengumpulan dan Pengolahan Data.........................
3.2.3 Tahap Analisis dan Kesimpulan ……................................
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA…………………
4.1 Pengumpulan Data.........................................................................
4.1.1 Data Historis Permintaan dan Pengadaan Spare part
Tahun 2008........................................................................
4.1.2 Data Lead Time Pemesanan Tiap Spare part.....................
4.1.3 Komponen Holding Cost, Ordering Cost Dan Shortage
Cost…………....................................................................
4.1.4 Data Jenis Spare Part Yang Berada Pada Gudang............
II -15
II -16
II -16
II -17
II- 18
II -20
II -22
II -23
II -23
II -25
II -27
II -28
II -28
II -30
II -33
II -35
II -38
II -39
III - 1
III - 1
III - 2
III - 2
III - 5
III-16
IV - 1
IV - 1
IV - 1
IV - 1
IV - 2
IV - 4
xii
4.1.5 Data Barang Inventaris Gudang .......................................
4.1.6 Tata Letak Awal Spare part di Gudang
4.2 Pengolahan Data.........................................................................
4.2.1 Uji Distribusi Kenormalan Data Permintaan Spare part...
4.2.2 Perhitungan Holding Cost, Ordering Cost Dan Shortage
Cost………………………………………………………
4.2.3 Pengelompokan Spare Part Berdasarkan Metode ABC…
4.2.4 Peramalan Jumlah Permintaan…………………………...
4.2.5 Penentuan Jumlah Permintaan (Q) dan Reorder Point
(ROP)…………………………………………………….
4.2.6 Penentuan Total Biaya Persediaan Spare Part Berdasarkan
Kebijakan Usulan………………………………….………
4.2.7 Penentuan Total Biaya Persediaan Spare Part Berdasarkan
Kebijakan Perusahaan..........................................................
4.2.8 Penataan Ulang Tata Letak Spare Part Pada Gudang…….
4.2.9 Pembuatan Aplikasi Software Pemantauan Posisi
Persediaan Spare Part……………………………………..
BAB V ANALISIS...............................................................................................
5.1 Analisis Hasil Pengelompokan Spare Part Berdasarkan Metode
ABC……............................................................
5.2 Analisis Perbandingan Biaya Total Persediaan Berdasarkan
Kebijakan Usulan Dengan Biaya Total Persediaan Berdasarkan
Kebijakan Perusahaan……………….............……........................
5.3 Analisis penataan gudang spare part……......................................
BAB V KESIMPULAN DAN SARAN..............................................................
6.1 Kesimpulan…….............................................................................
6.2 Saran……………….............……..................................................
DAFTAR PUSTAKA
LAMPIRAN
IV - 4
IV - 5
IV - 5
IV - 6
IV - 8
IV-10
IV-15
IV-18
IV-25
IV-27
IV-29
IV-63
V - 1
V - 1
V - 2
V - 7
V - 2
VI - 1
VI - 1
xiii
DAFTAR TABEL
Tabel 4.1 Tabel harga spare part...................................................... IV - 2
Tabel 4.2 Tabel shortage cost........................................................... IV - 3
Tabel 4.3 Daftar barang inventaris gudang........................................ IV - 4
Tabel 4.4
Tabel 4.5
Tabel 4.6
Tata letak awal spare part di gudang
Uji distribusi kenormalan data permintaan spare part
Tabel holding cost setiap item spare part……………….
IV - 5
IV - 6
IV- 8
Tabel 4.7 Tabel persentase pemakaian setiap item spare part…….. IV-12
Tabel 4.8 Tabel pengelompokan spare part dengan metode ABC… IV-14
Tabel 4.9 Tabel peramalan jumlah permintaan tiap item spare part. IV-17
Tabel 4.10 Tabel demand tahunan tiap spare part………………….. IV-18
Tabel 4.11 Tabel standard deviasi tahunan tiap spare part…………. IV-19
Tabel 4.12 Tabel nilai safety factor ( k ) dan lot pemesanan ( q ) tiap
spare part………………………………………………...
IV-23
Tabel 4.13 Tabel nilai ROP tiap spare part…………………………. IV-24
Tabel 4.14
Tabel probabilitas kumulatif spare part packing timing
tipis 911/917/OH…………………………………………
IV-26
Tabel 4.15
Tabel 4.16
Tabel 4.17
Tabel 4.18
Tabel 4.19
Tabel 4.20
Tabel 4.21
Tabel 4.22
Tabel 4.23
Tabel 4.24
Tabel 5.1
Tabel 5.2
Tabel biaya total persediaan tiap spare part (usulan)….....
Tabel biaya total persediaan tiap spare part (perusahaan)..
Tabel letak spare part yang berada di bawah meja 1 dan
2………………………………………………………....
Prosedur kebersihan……………………………………...
Contoh 5S audition checklist……………………………
Tabel pendataan spare part……………………………...
Tabel pendataan montir…….……………………………
Tabel pendataan armada…………………………………
Tabel pendataan spare part masuk gudang………………
Tabel pendataan spare part keluar gudang………………
Besarnya biaya total persediaan usulan dan perusahaan….
Letak spare part sebelum dan sesudah dilakukan penataan.
IV-27
IV-28
IV-53
IV-54
IV-62
IV-64
IV-64
IV-64
IV-64
IV-65
V - 4
V - 7
xiv
DAFTAR GAMBAR
Gambar 2.1
Gambar 2.2
Reorder Point (ROP)……………………………………
Pola data time series…………………………………….
II - 6
II -19
Gambar 3.1
Gambar 3.1
Metodologi penelitian……………………………………
Flowchart pembuatan program aplikasi manajemen
persediaan………………………………………………..
III - 1
III-15
Gambar 4.1 Diagram tulang ikan penyebab searching time yang
lama…………………………………………………….
IV-32
Gambar 4.2 Layout gudang spare part……………………………… IV-35
Gambar 4.3 Rak besar A…………………………………………….. IV-37
Gambar 4.4 Penamaan bagian rak besar A………………………….. IV-37
Gambar 4.5 Rak besar B…………………………………………….. IV-39
Gambar 4.6 Penamaan bagian rak besar B………………………….. IV-40
Gambar 4.7 Rak kecil C…………………………………………….. IV-41
Gambar 4.8 Penamaan bagian rak kecil C………………………….. IV-42
Gambar 4.9 Meja 1………………………………………………….. IV-43
Gambar 4.10 Penamaan bagian meja 1………………………………. IV-43
Gambar 4.11 Meja 2………………………………………………….. IV-45
Gambar 4.12 Penamaan bagian meja 2………………………………. IV-45
Gambar 4.13 Meja 3………………………………………………….. IV-47
Gambar 4.14 Penamaan bagian meja 3………………………………. IV-47
Gambar 4.15 Kotak kayu kecil……………………………………….. IV-49
Gambar 4.16 Penamaan bagian kotak kayu kecil…………………….. IV-50
Gambar 4.17 Ember............................................................................... IV-50
Gambar 4.18 Penamaan bagian ember………………………………… IV-51
Gambar 4.19 Gantungan besi dan penamaan bagiannya………………. IV-52
Gambar 4.20 Gantungan tembok dan penamaan bagiannya…………... IV-52
Gambar 4.21
Gambar 4.22
Flowchart penerimaan dan pengambilan spare part…….
Flowchart perbaikan penerimaan spare part……………
IV-56
IV-58
Gambar 4.23 Flowchart perbaikan pengambilan spare part………….. IV-60
Gambar 4.24 Form pengambilan spare part…………………………... IV-61
xv
Gambar 4.25
Gambar 4.26
Gambar 4.27
Alur logika pembuatan form penadataan jenis spare part.
Form pendataan spare part………………………………
Alur logika pembuatan form penadataan montir………...
IV-66
IV-67
IV-69
Gambar 4.28 Form pendataan montir…………………………………. IV-70
Gambar 4.29 Alur logika pembuatan form pencarian spare part .……. IV-71
Gambar 4.30 Form pencarian spare part……………………………… IV-72
Gambar 4.31 Alur logika pembuatan form pendataan spare part masuk
gudang……………………………………………………
IV-74
Gambar 4.32 Form pendataan spare part masuk gudang …..………... IV-75
Gambar 4.33
Gambar 4.34
Gambar 4.35
Gambar 4.36
Alur logika pembuatan form pendataan spare part keluar
gudang……………………………………………………
Form pendataan spare part keluar gudang………………
Peringatan stock spare part kurang………………..…….
Tampilan cek stock………………………………………
IV-77
IV-78
IV-79
IV-79
Gambar 4.37 Peringatan stock spare part dibawah stock minimal……. IV-80
Gambar 4.38 Daftar stock spare part dibawah stock minimal………… IV-81
Gambar 4.39 Laporan stock spare part……………………………….. IV-82
Gambar 4.40 Laporan pembelian spare part………………………….. IV-84
Gambar 4.41 Laporan pengeluaran spare part………………………... IV-85
xvi
DAFTAR LAMPIRAN Lampiran 1
Lampiran 2
Data Awal………………………………………………
Jenis Spare part di Gudang……………………………..
L- 1
L- 5
Lampiran 3.1 Peramalan waktu antar permintaan.................................. L-10
Lampiran 3.2 Peramalan jumlah permintaan.......................................... L-14
Lampiran 4 Perhitungan Q dan ROP dengan MATLAB..................... L-18
Lampiran 5.1 Jumlah permintaan harian spare part............................. L-23
Lampiran 5.2 Perhitungan probabilitas kumulatif spare part............... L-34
Lampiran 6.1 Simulasi montecarlo spare part (usulan)......................... L-36
Lampiran 6.2 Simulasi montecarlo spare part (perusahaan)................. L-47
Lampiran 7.1 Spare part yang terletak di rak besar A........................... L-58
Lampiran 7.2 Spare part yang terletak di rak besar B………………... L-61
Lampiran 7.3 Spare part yang terletak di rak kecil C………………. L-63
Lampiran 7.4 Spare part yang terletak di meja 1…………………….. L-65
Lampiran 7.5 Spare part yang terletak di meja 2…………………….. L-67
Lampiran 7.6 Spare part yang terletak di meja 3…………………….. L-69
Lampiran 7.7
Lampiran 8
Spare part yang terletak di kotak kayu kecil, ember,
dan gantungan…………………………………………..
Buku Cacatan Harian Penelitian (BCHP)
L-71
L-72
1
BAB I
PENDAHULUAN
Pada bab ini dijelaskan mengenai latar belakang dan perumusan masalah
yang akan diangkat, tujuan, dan manfaat dari penelitian. Selanjutnya diuraikan
mengenai batasan masalah, asumsi yang digunakan dalam membahas
permasalahan dan sistematika penulisan untuk menyelesaikan penelitian ini.
1.1 LATAR BELAKANG
Manajemen persediaan berpengaruh terhadap besarnya biaya operasi,
sehingga kesalahan dalam mengelola persediaan akan mengurangi keuntungan.
Perusahaan sering kali mengalami masalah persediaan. Persediaan yang terlalu
banyak menimbulkan modal yang tertanam untuk pengadaan terlalu besar.
Sebaliknya jika terjadi kekurangan persediaan proses operasional akan terganggu
dan produktivitas perusahaan akan menurun. Kedua kondisi tersebut memiliki
konsekuensi biaya yang besar. Oleh karena itu diperlukan manajemen persediaan
yang tepat untuk mengkondisikan tingkat persediaan yang optimum.
PO. Safari Eka Kapti merupakan suatu perusahaan yang bergerak dalam
bidang jasa transportasi publik menggunakan bus. Jumlah armada bus yang
dimiliki perusahaan sebanyak 280 unit. Spare part yang dimiliki oleh perusahaan
dibagi menjadi dua jenis, yaitu spare part jenis stocked item dan non stocked item.
Spare part jenis stocked item lebih dari 7000 spare part terdiri dari 80 jenis
sedangkan untuk spare part non stocked item lebih dari 34000 item. Pihak
perusahaan harus mempunyai manajemen persedian spare part yang baik untuk
mengatur persediaan spare part agar tidak mengganggu proses operasional bus.
Namun pada kenyataannya perusahaan belum dapat merealisasikan hal tersebut.
Terbukti dengan sering terjadinya masalah tentang persediaan spare part,
misalnya habisnya stock persediaan spare part di gudang pada saat dibutuhkan.
Bahkan, kadang kala bus harus berhenti beroperasi beberapa hari untuk menunggu
spare part yang dibutuhkan. Sehingga perusahaan harus mengalami kerugian
yang besar dan membengkaknya biaya total persediaan. Selain itu di PO. Safari

2
Eka Kapti, jumlah spare part yang dipesan ditentukan oleh montir berdasarkan
pengalamannya, baik spare part yang langsung digunakan maupun yang akan
disimpan di gudang. Hal ini bisa menyebabkan jumlah stock di gudang menjadi
tidak seimbang dalam pemesanan persedian spare part. Dengan kata lain, ada
potensi yang besar terjadi kelebihan dan kekurangan stock. Selain itu, jumlah
stock yang keluar dari gudang tidak dimonitor dengan baik sehingga pemesanan
bisa dilakukan pada spare part yang masih banyak tersedia. Kekurangan dan
kelebihan stock terjadi pada beberapa jenis spare part. Untuk lebih jelasnya dapat
dilihat pada lampiran 1.
Berdasarkan observasi lebih lanjut selain masalah manajemen persediaan
spare part, fisik gudang spare part di PO. Safari Eka Kapti juga mengalami
masalah. Jika hal ini tidak diperhatikan, perbaikan sistem manajemen persediaan
tidak akan optimum. Sebab kondisi gudang yang buruk juga akan berpengaruh
terhadap tingkat persediaan spare part. Masalah seperti kondisi gudang yang
kotor telah menyebabkan spare part yang disimpan berkurang keandalannya,
bahkan ada yang rusak. Jarang dibersihkannya gudang menyebabkan banyaknya
kotoran, seperti: serbuk besi, tetesan oli dan vaselin, dan debu. Sebagai contoh
serbuk besi yang menempel pada spare part jenis bearing dan bouring
menyebabkan spare part tersebut mudah aus dan berkurang umur pakainya.
Selain masalah kebersihan, jumlah dan kondisi spare part yang disimpan di
gudang belum dimonitor dan didata dengan baik. Spare part yang diterima tidak
di periksa, baik kuantitas maupun kualitasnya. Tidak adanya pengecekan kuantitas
dan kualitas spare part yang di pesan menyebabkan pihak gudang tidak
mengetahui berapa jumlah spare part yang diterima dan siap digunakan atau
disimpan dalam kondisi baik. Selain kurangnya pengawasan, pendataan semua
spare part yang masuk atau keluar gudang masih dilakukan secara manual dengan
pencatatan dalam buku kendali stock. Cara pendataan spare part ini menyulitkan
pihak gudang dalam mengetahui posisi persediaan. Karena pencarian informasi
posisi persediaan spare part memakan waktu lama.
Tidak hanya dari segi pendataan dan kebersihan, penataan spare part di
gudang PO. Safari Eka kapti juga masih tergolong buruk sehingga
mengakibatkan persediaan di gudang sulit dikontrol. Contohnya banyak spare
3
part yang tertumpuk dan tercampur oleh spare part yang lain. Dampak dari hal
tersebut pihak gudang sering kali memesan spare part yang sebenarnya masih ada
di dalam gudang, sehingga terjadi overstock. Dampak lain dari penataan gudang
yang buruk adalah lamanya waktu pencarian (searching time) jenis spare part
tertentu oleh pihak gudang. Sebagai ilustrasi, biasanya pegawai gudang dalam
pencarian spare part yang diminta oleh montir memerlukan waktu lebih dari 5
menit. Padahal jika spare part langsung ditemukan, waktu yang dibutuhkan bisa
kurang dari 3 menit saja.
Berdasarkan penjelasan di atas, penelitian ini berusaha untuk menyelesaikan
masalah tentang manajemen persediaan dan penataan gudang spare part di PO.
Safari Eka Kapti. Untuk masalah manajemen persediaan spare part akan
digunakan pendekatan model persediaan single item dengan mengakomodasi
adanya backorder policy sehingga mampu meminimalkan biaya total persediaan
spare part. Sedangkan untuk masalah penataan gudang akan digunakan
pendekatan standar 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke). Metode ini telah
dipakai sebagai standard penataan gudang di beberapa perusahaan otomotif grup
Astra. Metode 5S tidak hanya menata tata letak spare part saja, tetapi juga bisa
memberikan standarisasi terhadap sistem-sistem yang ada pada gudang dengan
perbaikan terhadap sistem yang ada di gudang, baik sistem penerimaan atau
pengambilan spare part.
1.2 PERUMUSAN MASALAH
Berdasarkan latar belakang masalah di atas, maka perumusan masalah
pada penelitian ini adalah:
1. Bagaimana melakukan perbaikan manajemen persediaan spare part pada bus
PO. Safari Eka Kapti yang mampu meminimalkan biaya total persediaan
2. Bagaimana malakukan penataan fisik gudang spare part PO. Safari Eka
Kapti.
1.3 TUJUAN PENELITIAN
Adapun tujuan yang ingin dicapai dalam penelitian ini adalah:
1. Melakukan manajemen persediaan yang meliputi penentuan:
4
- Jumlah pemesanan optimum
- Titik pemesanan ulang (ROP)
- Pembuatan alat bantu program aplikasi manajemen persediaan
2. Memperbaiki sistem fisik gudang yang meliputi:
- Penataan ulang tata letak spare part
- Pembuatan prosedur kebersihan gudang
- Pembuatan standarisasi terhadap sistem yang ada di gudang spare part
1.4 MANFAAT PENELITIAN
Agar memenuhi suatu unsur manfaat maka perlu ditentukan terlebih
dahulu manfaat yang akan didapatkan dari suatu penelitian. Manfaat yang
diharapkan dari penelitian ini adalah :
1. Meminimalkan biaya total persediaan spare part .
2. Menjamin ketersediaan spare part saat dibutuhkan.
1.5 BATASAN MASALAH
Agar penelitan ini memiliki lingkup pembahasan yang jelas, maka
diperlukan mempertimbangkan prioritisasi masalah dan kapasitas penelitian.
Batasan masalah penelitian ini sebagai berikut :
1. Spare part yang dihitung adalah spare part Marcedez-benz (OF/OH) dan
Mitsubishi fuso (FM/FR).
2. Spare part yang diteliti jenis stocked item sebanyak 30 item yang didasarkan
pada tingginya frekuensi permintaan sehingga spare part perlu distock.
3. Data pengadaan dan permintaan spare part yang digunakan adalah data pada
bulan Januari hingga Desember 2008.
4. Harga spare part yang dipakai adalah harga spare part bulan Desember 2008 .
5. Lead time pemesanan sebesar 2 hari.
6. Perancangan tata ulang spare part ini tidak mengubah tata letak tempat
penyimpanan spare part di gudang.
1.5 ASUMSI
5
Asumsi-asumsi masalah yang digunakan dalam penelitian ini adalah
sebagai berikut:
1. Spare part yang dipesan dalam keadaan baik sehingga bisa diasumsikan tidak
terjadi retur.
2. Permintaan spare part diasumsikan mengikuti distribusi normal
I.6 SISTEMATIKA PENULISAN
Penulisan penelitian dalam laporan tugas akhir ini mengikuti uraian yang
diberikan pada setiap bab yang berurutan untuk mempermudah pembahasannya.
Dari pokok-pokok permasalahan dapat dibagi menjadi enam bab seperti
dijelaskan, di bawah ini.
BAB I : PENDAHULUAN
Bab ini meliputi latar belakang masalah yang terdapat di PO. Safari
Eka Kapti, perumusan masalah manajemen persediaan spare part bus
di PO. Safari Eka Kapti dan penataan gudang, tujuan dan manfaat
penelitian untuk memperbaiki manajemen persediaan spare part di
PO. Safari Eka Kapti dan penataan gudang, batasan masalah, asumsi
dan sistematika penulisan.
BAB II : STUDI PUSTAKA
Bab ini berisi teori-teori yang berhubungan dengan materi penulisan
yang diambil dari beberapa referensi baik buku, jurnal maupun
internet. Materi penulisan adalah pengertian persediaan, model
persediaan, peramalan (forecasting), reorder point (ROP), order
quantity (Q), dan biaya total persediaan dan metode 5S.
BAB III : METODOLOGI PENELITIAN
Bagian ini berisi urut-urutan/tahapan yang dilalui selama penelitian
mulai dari observasi awal, identifikasi masalah manajemen persediaan
dan penyebab serching time yang lama spare part bus, melakukan
proses perbaikan manajemen persediaan spare part dan penataan
gudang, melakukan penarikan kesimpulan, dan memberikan saran
perbaikan.
6
BAB IV : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi tentang pengumpulan data berupa data pemesanan spare
part kepada supplier meliputi jenis spare part, jumlah, waktu, harga,
dan data jumlah serta waktu permintaan spare part dari montir kepada
gudang, data spare part di gudang, kemudian dilakukan pengolahan
data sesuai dengan perumusan masalah. Tahap-tahap pengolahan data
dilakukan berdasarkan metodologi penelitian.
BAB V : ANALISIS DAN INTERPRETASI HASIL
Analisis berisi penjelasan dari output yang didapatkan pada tahapan
pengumpulan dan pengolahan data, interpretasi hasil merupakan
ringkasan singkat dari hasil penelitian.
BAB VI : PENUTUP
Berisi tentang kesimpulan dan saran yang diperoleh dari pengolahan
data dan analisis yang telah dilakukan serta rekomendasi yang
diberikan untuk perbaikan.
7
BAB II
TINJAUAN PUSTAKA
Bab ini membahas mengenai konsep dan teori yang digunakan dalam
penelitian, sebagai landasan dan dasar pemikiran untuk membahas serta
menganalisa permasalahan yang ada.
2. 1 Persediaan
2.1.1 Pengertian Persediaan
Persediaan adalah bahan atau barang yang disimpan yang akan digunakan
untuk memenuhi tujuan tertentu, misalnya untuk proses produksi atau perakitan,
untuk dijual kembali, dan untuk suku cadang dan suatu peralatan atau
mesin (Herjanto, 1999). Persediaan dapat berupa bahan mentah, bahan
pembantu, barang dalam proses, barang jadi, ataupun suku cadang.
Persediaan merupakan suatu hal yang tak terhindarkan.
Penyebab timbulnya persediaan sebagai berikut:
1. Mekanisme pemenuhan atas permintaan. Permintaan terhadap suatu
barang tidak dapat terpenuhi seketika bila barang tersebut tidak tersedia
sebelumnya. Untuk menyiapkan barang tersebut, diperlukan waktu untuk
pembuatan dan pengiriman, maka adanya persediaan merupakan hal yang
sulit dihindarkan.
2. Keinginan untuk meredam ketidakpastian. Ketidakpastian terjadi
akibat permintaan yang bervariasi dan tidak pasti dalam jumlah maupun
kedatangan, waktu pembuatan yang tidak cenderung konstan antara satu
produk dengan produk berikutnya, waktu tenggang (lead time) yang
cenderung tidak pasti karena banyak faktor yang tidak dapat dikendalikan.
Ketidakpastian ini dapat diredam dengan mengadakan persediaan.
3. Keinginan melakukan spekulasi yang bertujuan mendapatkan
keuntungan besar dari kenaikan harga di mass mendatang.
8
2.1.2 Sistem Persediaan
Sistem pengendalian persediaan adalah mekanisme mengenai bagaimana
mengelola masukan yang berhubungan dengan persediaan menjadi
output, sehingga diperlukan umpan balik agar output memenuhi standar tertentu.
Mekanisme ini adalah pembuatan serangkaian kebijakan yang memonitor tingkat
persediaan, menentukan persediaan yang harus dijaga, kapan reorder point harus
dilakukan, dan berapa besar order quantity. Sistem ini bertujuan menetapkan dan
menjamin tersedianya produk jadi, barang dalam proses, komponen, dan
bahan baku secara optimal, dalam kuantitas dan pada waktu yang optimal.
Kriteria optimal adalah minimasi biaya total yang terkait dengan persediaan,
yaitu biaya penyimpanan, biaya pemesanan, dan biaya kekurangan persediaan.
Variabel keputusan dalam pengendalian sistem persediaan sebagai berikut:
1. Berapa banyak jumlah barang yang akan dipesan atau dibuat.
2. Bagan pemesanan atau pembuatan harus dilakukan.
3. Berapa jumlah persediaan pengaman.
4. Bagaimana mengendalikan persediaan.
Klasifikasi model persediaan berdasarkan karakteristik demand
(Elsayed, 1994) sebagai berikut:
1. Static deterministic inventory model: pada model ini, permintaan bersifat
deterministic (jumlah total persediaan yang terjadi pada periode waktu yang
tetap, nilainya diketahui dan konstan) dan tingkat permintaan sama setiap
periode.
2. Dynamic deterministic inventory model: permintaan setiap periode
diketahui dan konstan, tetapi tingkat permintaan bervariasi setiap periodenya.
3. Static probabilistic inventory model: permintaan merupakan variabel random,
memiliki distribusi probabilitas yang bergantung pada panjangnya periode.
Distribusi probabilitas permintaan adalah sama setiap periode.
4. Dynamic probabilistic inventory model: sama seperti model
static probabilistic inventory model, tetapi distribusi probabilitas permintaan
setiap periode bervariasi.
9
2.1.3 Biaya Dalam Sistem Persediaan
Unsur biaya yang terdapat dalam persediaan dapat digolongkan menjadi
tiga, yaitu biaya pemesanan, biaya penyimpanan, dan biaya kekurangan
persediaan.
1. Biaya pemesanan
Biaya pemesanan (ordering costs, set up cost, procurement costs) adalah
biaya yang dikeluarkan sehubungan dengan kegiatan pemesanan part, sejak dari
penempatan pemesanan sampai tersedianya barang di gudang. Biaya
pemesanan ini meliputi semua biaya yang dikeluarkan dalam rangka
mengadakan pemesanan barang tersebut, yang dapat mencakup biaya
administrasi dan penempatan order, biaya pemilihan vendor atau pemasok, biaya
pengangkutan dan bongkar muat, biaya penerimaan dan biaya pemeriksaan
barang. Biaya pemesanan tidak tergantung dari jumlah yang dipesan, tetapi
tergantung dari berapa kali pesanan dilakukan.
2. Biaya penyimpanan
Biaya penyimpanan (carrying costs, holding costs) adalah biaya
yang dikeluarkan berkenaan dengan diadakannya persediaan barang.
Yang termasuk biaya ini, antara lain biaya sewa gudang, biaya
administrasi pergudangan, gaji pegawai gudang, biaya listrik, biaya modal yang
tertanam dalam persediaan, biaya asuransi, ataupun biaya kerusakan,
kehilangan atau penyusutan barang selama dalam penyimpanan. Biaya modal
merupakan komponen biaya penyimpanan yang terbesar, baik itu berupa biaya
bunga kalau modalnya berasal dan pinjaman maupun biaya oportunitas apabila
modalnya milik sendiri. Biaya penyimpanan dapat dinyatakan dalam dua
bentuk, yaitu sebagai persentase dari nilai rata-rata persediaan per-tahun dan
dalam bentuk rupiah per-tahun per-unit barang.
3. Biaya kekurangan persediaan
Biaya kekurangan persediaan. (shortage costs, stock out costs) adalah
biaya yang timbul sebagai akibat tidak tersedianya barang pada waktu
diperlukan. Biaya kekurangan persediaan ini pada dasarnya bukan biaya
nyata (riil), melainkan berupa biaya kehilangan kesempatan. Termasuk dalam
biaya ini, antara lain semua biaya kesempatan yang timbul karena terhentinya
10
proses produksi sebagai akibat tidak adanya bahan yang diproses, biaya
administrasi tambahan, biaya tertundanya penerimaan keuntungan,
bahkan biaya kehilangan pelanggan.
2.1.4 Spare part
Spare part atau suku cadang adalah alat-alat (dalam peralatan teknik) yang
merupakan bagian dari mesin (Kamus Besar bahasa Indonesia, 1990).
Spare part dapat dikategorikan menjadi :
a. Consumable
Spare part yang pemakaiannya rutin, baik untuk di area produksi, utilitas dll.
Contoh: sarung tangan, bolt, nut, elektroda las, bearing, oli, grease, filter dll.
b. OEM (Original Equipment Manufacturing)
Spare part – spare part yang hanya dapat diorder atau dibeli dari produsen
mesin tersebut.
Contoh: - piston pada mesin homogenizer
Piston ini hanya bisa didapat dari produsen mesin homogenizer itu
sendiri. Mesin homogenizer terdapat pada area produksi.
- Spare part IGNITION pada burner boiler
Spare part ini hanya bisa didapat dari produsen Boiler itu sendiri,
yaitu OMNICAL yang direpresentativekan ke PT. Grasso
Indonesia.
c. Spesific
Spare part yang hanya bisa digunakan pada mesin-mesin tertentu dan tidak
termasuk pada point 1 dan 2 di atas (dapat dipesan tidak hanya pada 1 agen
atau pabrik dan jarang digunakan).
Contoh: angular bearing, grease dan oli yang food grade
2. 2 Manajemen Persediaan Spare part Saat Ini
Banyaknya jumlah armada yang dimiliki oleh perusahaan, harus
diimbangi dengan manajemen persediaan spare part yang baik pula. Selama ini
perusahaan memesan spare part hanya berdasarkan permintaan dari montir saja.
Biasanya perusahaan memesan spare part dengan jumlah lebih dari yang diminta
11
oleh montir. kelebihan jumlah tersebut akan disimpan di gudang dan digunakan
lagi jika ada permintaan spare part oleh montir. Tetapi kenyataannya, pihak
gudang sering mengalami kekurangan stock spare part. Hal ini disebabkan
karena terkadang montir meminta spare part dengan jumlah yang lebih banyak
dibanding dengan jumlah stock yang ada. Sehingga banyak bus yang rusak tidak
bisa segera diperbaiki.
Lamanya waktu tunggu pengiriman spare part (lead time) juga
menyebabkan bus yang rusak tidak bisa segera diperbaiki. Sehingga pihak
perusahaan mengalami kerugian operasional yang cukup besar. Perusahaan
memesan spare part dari supplier dari Jakarta, Semarang, Kudus, Surabaya, dan
Malang. Untuk pengiriman spare part biasanya menggunakan jasa pengiriman
(travel) dan juga dititipkan kepada armada bus milik PO. Safari Eka Kapti.
Perusahaan membayar biaya pembelian spare part tersebut dengan system kredit,
yaitu menyicilnya selama tiga bulan sekali.
2. 3 Metode-Metode Dalam Manajemen Persediaan
Pada sub bab ini akan dijelaskan tentang metode persediaan Continous
Review dan Periodic Review. Continous Review merupakan metode persediaan
dimana tingkat persediaan dimonitor secara terus-menerus, sehingga bila tingkat
persediaan telah mencapai titik ROP (reorder point) pemesanan harus segera
dilakukan. Sedangkan metode Periodic Review merupakan metode persediaan
dimana tingkat persediaan dimonitor pada interval waktu yang tetap dan teratur.
2.3.1 Metode Continous Review
Metode continous review merupakan metode persediaan dimana tingkat
persediaan dimonitor secara terus-menerus, sehingga bila tingkat persediaan telah
mencapai titik ROP (reorder point) pemesanan harus segera dilakukan. ROP
ditetapkan untuk setiap stock keeping unit sebagai ramalan permintaan selama
waktu tunggu pengisisan (panjang waktu tunggu untuk resupply dari wholesale,
atau area warehouse ditambah stok pengaman. ROP dan stok pengaman
ditentukan secara konvensional.
12
Pada dasarnya metode ROP merupakan suatu teknik pengisian kembali
inventori apabila total stock on-hand plus on-order jatuh atau berada di bawah
titik pemesanan kembali. ROP merupakan metode inventori yang menempatkan
suatu pesanan untuk lot tertentu apabila kuantitas on-hand berkurang sampai
tingkat yang ditentukan terlebih dahulu yang dikenal sebagai titik pemesanan
kembali (ROP).
Gambar 2.1 Reorder point (ROP)
Sumber : Yamit, 1999 Asumsi yang digunakan dalam metode continous review
a. Harga setiap unit tetap dan tidak dipengaruhi oleh ukuran pemesanan.
b. Reorder point (ROP) didasarkan pada persediaan bersih dan besarnya harus
positif.
c. Biaya backorder independen terhadap lamanya waktu backorder.
d. Tidak pernah dilakukan pemesanan labih dari satu kali selama pemesanan
sebelumnya diterima.
e. Biaya sekali pesan adalah tetap dan independen terhadap ukuran pemesanan.
f. Permintaan item adalah satu demi satu sehingga reorder point tidak pernah
terlampaui.
g. Sekali pengiriman dalam satu paket.
h. Supplier tidak membatasi ukuran pesanan.
i. Warehouse space, ketersdiaan modal, dan kapasitas supplier mencukupi
kebutuhan.
Unit persediaan
ROP
LT LT Waktu
13
1. Pengembangan Model Persediaan Continous Review Dengan
Mempertimbangkan Terjadinya Backorder
Biaya persediaan pada umumnya terdiri dari biaya pemesanan, biaya
penyimpanan dan biaya backorder. Adapun notasi yang dipakai sebagai berikut:
D = Permintaan tahunan
s = Standar deviasi permintaan
A = Biaya pemesanan
SS = Safety stock
X = Permintaan selama lead time
bh = Biaya penyimpanan
p = Biaya backorder
ROP = Reorder point
q = Lot pemesanan
L = Lead time
k = Safety factor
TotalTC = Biaya total persediaan
1BTC = Biaya total pemesanan
2BTC = Biaya total penyimpanan
3BTC = Biaya total backorder
Besarnya biaya pemesanan dalam kurun waktu tertentu merupakan
perkalian antara ekspektasi frekuensi pemesanan ÷÷ø
öççè
æqD
dengan biaya setiap kali
pesan ( )A , sehingga dapat dirumuskan:
AqD
TCB =1 ……………………………………………………...(2.1)
Besarnya biaya penyimpanan produk merupakan perkalian antara rata-rata
persediaan ditambah dengan safety stock, dengan biaya penyimpanan selama
waktu tertentu ( bh ). Safety stock dapat dirumuskan sebagai perkalian antara faktor
pengaman ( k ) dengan standar deviasi selama periode pengiriman. Sehingga biaya
penyimpanan dapat dirumuskan (Tersine, 1994):

14
÷øö
çèæ += Lk
qhTC bB s
22 ……………………………………………...(2.2)
Besarnya biaya backorder dapat dicari dengan mengalikan biaya per unit
backorder (p ) dengan ekspetasi jumlah backoreder selam kurun waktu tertentu.
Misalkan variabel random kontinyu x berdistribusi normal dengan rata-rata m dan
standar deviasi 0>s , maka probability density function dari variabel tersebut
dapat dirumuskan ( Chopra dan Meindl, 2001) :
( )
úû
ùêë
é --=
2
2
2exp
2
1)(
sm
psx
xf ……………………………………...(2.3)
Jika permintaan selama periode L dirumuskan sebagai DL dengan standar
deviasi Ls , reorder point dapat dirumuskan sebagai SSDLROP += .
Shortage terjadi ketika permintaan selama kurun waktu L lebih besar dari
persediaan ( )ROPx > sehingga ekspetasi terjadinya shortage per siklus dapat
dirumuskan:
( )ò¥
=
-=Px
dxxfROPxES )(
( )( )( )ò
¥
+=
--
+-=SSqx
L
DLx
dxeL
SSDLxES2
2
2
2
1 s
sp……………………...(2.4)
Dengan mensubstitusikan ( )
L
DLxz
s-
= dan dzLdx s= pada persamaan 2.4,
maka:
( )ò¥
=
-
-=
L
SSz
z
dzeSSLzES
s
ps 2
2
2
1
ò ò¥
=
¥
=
--
+-=
L
SSz
L
SSz
zz
dzezLdzeSSES
s s
ps
p22
22
2
1
2
1……………...(2.5)
Misalkan ( )zFs adalah cumulative distribution function dan ( )zf s adalah
probability density function untuk distribusi normal standard dengan rata-rata 0
dan standard deviasi 1. Dengan menggunakan persamaan 2.5 dan definisi dari
distribusi normal standar maka akan diperoleh:

15
( ) ( )ò¥
=
=-yz
ss dzzfyF1
ò¥
=
-
=yz
z
dze 2
2
2
1
p…………………………………………...(2.6)
dengan mensubtitusikan 2
2zw = pada persamaan 2.6, maka akan diperoleh:
( )
ò¥
=
-+úû
ùêë
é÷ø
öçè
æ--=
2
2
2
2
11
l
SSw
ws dweL
L
SSFSSES
s
ps
s
( )LSSfLL
SSFSSES ss ss
s/1 +ú
û
ùêë
é÷ø
öçè
æ--=
[ ]{ })(1)( kFkkfLES ss --= s
)(kLES ys= ……………………………………………………...(2.7)
Sehingga biaya backorder selama kurun waktu tertentu dapat dirumuskan:
)(3 kLqD
TCB yps÷÷ø
öççè
æ= ……………………………………………...(2.8)
Adapun total biaya persediaan dapat dirumuskan (Jauhari, 2006) sebagai berikut:
totalTC = Biaya pemesanan + Biaya penyimpanan + Biaya backorder
321 BBBtotal TCTCTCTC ++=
( ) )(2
, kLqD
Lkq
hAqD
kqTC btotal ypss ÷÷ø
öççè
æ+÷øö
çèæ ++= ……………...(2.9)
2. Pencariaan Solusi Model
a. Variabel Keputusan q
Variabel keputusan q dapat dicari dengan melakukan turunan parsial
pertama persamaan 2.9 terhadap q sama dengan nol. Sehingga nilai q optimal
akan diperoleh seperti persamaan berikut (Silver & Peterson, 1998):
0),(=
¶¶
k
kqTCTotal
)(2 22
kLqDh
Aq
D b yps-+-

16
( )bh
kLADq
)(2 yps+=* ………………………………………...(2.10)
Dimana (Chopra dan Meindl, 2001):
[ ]{ })(1)()( kFkkfk ss --=y ; sf berdistribusi normal, -
x = 0 ,s = 1
)0,,,()( s-
= xkNORMDISTkf s
b. Variabel Keputusan k
Variabel keputusan k dapat dicari dengan melakukan turunan parsial
pertama persamaa 2.11 terhadap k sama dengan nol. Dari Silver dan Paterson
(1998) didapatkan bahwa [ ]( )
1)()(1)(
-=¶
--¶kF
k
kFkkfs
ss , sehingga nilai k
optimal akan diperoleh seperti berikut:
0),(=
¶¶
k
kqTCTotal
( )0
1)(=
-+
q
kFLDLh s
b
sps
D
qhkF b
s p-= 1)( ……………………………………………………...(2.11)
k )(1 kFs-= )(kNORMSINV=
c. Algoritma Penyelesaian Model
Pencarian solusi terhadap nilai q* dan k* yang dapat meminimumkan total
biaya persediaan dapat dilakukan dengan menggunakan suatu algoritma.
Algoritma tersebut dikembangkan oleh Hariga (2004) menjadi algoritma baru
untuk menyelesaikan model penelitian ini. Adapun algoritma tersebut
selengkapnya dapat dilihat sebagai berikut:
1. Langkah 1:Mulai dengan q =bhD2
2. Langkah 2:Gunakan nilai q untuk mendapatkan nilai k dengan persamaan
2.11
3. Langkah 3:Hitung q dengan persamaan 2.10.
4. Langkah 4:Ulangi langkah 2 sampai 3 hingga nilai q dan k tidak berubah.

17
5. Langkah 5:Tetapkan bahwa *q = q dan *k = k
2.3.2 Metode Periodic Review
Metode periodic review adalah salah satu metode untuk menentukan
kebijakan perusahaan. Dengan metode periodic review, status persediaan
digudang ditentukan pada interval yang teratur atau tetap, dan memesan order
quantity yang dibutuhkan sampai mencapai level persediaan maksimum.
Persediaan pengaman (safety stock) yang disediakan di gudang harus lebih besar
daripada metode continuous review karena dalam system periodic review
persediaan pengaman harus mencakup variasi permintaan selama periode review
dan selama waktu tunggu (lead time).
Metode periodic review merupakan system pemesanan kembali secara
periodik, dimana interval waktu diantara pesanan-pesanan adalah tetap (misalnya:
mingguan, bulanan, atau triwulan), tetapi ukuran pemesanan bervariasi sesuai
dengan pemakaian pada saat review terkhir. Adopsi metode periodic review
disarankan untuk diterapkan dalam kondisi-kondis berikut (Gasperz, 2001):
1. Produk-produk inventory berada dalam situasi independent demand.
2. Kelompok produk dibeli dari supplier yang sama.
3. Produk-produk yang memiliki daya tahan terbatas adalah ideal dengan
menggunakan metode periodic review.
4. Pertimbangan economic advantage dalam membangun full truckload shipment
atau penggunaan secara penuh kapasitas yang tersedia.
Pengendalian persediaan menggunakan metode periodic review yang
sering digunakan adalah dengan menggunakan model persediaan periodic review
order-up-to-level (R,S). Dalam model persediaan periodic review order-up-to-
level (R,S), pemesanan dilakukan pada tiap R unit waktu (Silver et al, 1998). Nilai
dari R telah ditetapkan sebelumnya untuk menghitung S yang optimal. Dua
komponen penting dalam model persediaan periodic review order-up-to-level
(R,S) adalah:
a. Interval Review (R)

18
Dalam pengendalian persediaan sistem (R,S), pemenuhan order dilakukan pada
tiap R unit waktu. Nilai dari R telah ditetapkan sebelumnya untuk menghitung
S yang optimal.
b. Order-up-to-level (S)
Order-up-to-level adalah maksimum persediaan yang diijinkan. Dalam sistem
(R,S), order-up-to-level S harus dapat memenuhi permintaan selama periode R
+ L. kekeurangan dapat terjadi bila total permintaan dalam interval R + L
melebihi order-up-to-level S.
Model persediaan periodic review order-up-to-level (R,S) menggunakan
asumsi-asumsi sebagai berikut (Silver et al, 1998):
1. Walaupun permintaan bersifat probabilistik, tetapi perubahan laju permintaan
terhadap waktu sangat kecil.
2. Pemesanan dilakukan pada setiap periode pemeriksaan.
3. Bila ada 2 atau lebih order untuk produk yang sama belum terpenuhi, maka
produk tersebut harus diterima bersamaan dengan produk yang lain yang
diorder bersama. Untuk dapat memenuhi asumsi ini maka lead time L harus
konstan.
4. Nilai dari R telah ditetapkan sebelumnya untuk mendapatkan nilai S yang
optimal.
5. Biaya untuk pengendalian sistem tidak tergantung pada nilai S yang
digunakan.
1. Notasi Yang Digunakan
Adapun notasi yang digunakan dalam sistem (R,S) (Silver & Peterson,
1998) sebagai berikut:
D = Laju permintaan (unit/tahun)
)(kGu = ( ) 0
20
0 2exp
2
1du
uku
kò¥
÷÷ø
öççè
æ--
p……………………………………...(2.12)
Suatu fungsi khusus dari unit variabel normal (mean 0, standar deviasi 1)
k = Safety factor
L = Lead time (tahun)
)(kPu = Probabilitas 1 unit variabel normal mempunyai nilai k atau lebih
19
r = Biaya persediaan (Rp/tahun)
R = Interval review (tahun)
S = order-up-to-level (unit)
SS = Safety stock (unit)
v = biaya variabel (Rp/unit)
LRx + = Peramalan permintaan selama periode pemeriksaan dan lead time (unit)
LR+s = standard deviasi dari kesalahan peramalan (unit)
2. Turunan Dasar
Karena adanya asumsi bahwa pemesanan dilakukan pada tiap periode
pemeriksaan, maka:
Jumlah pemeriksaan per tahun = R1
Dan
Jumlah pemesanan yang dilakukan per tahun = R1
Kekurangan (stockout) terjadi apabila total permintaan selama interval
waktu R + L melebihi order-up-to-level S. Bila permintaan (x) selama R + L
mempunyai sebuah fungsi probabilitas density yang didefinisikan sebagai:
( ) 00 dxf x = Probabilitas {total persediaan selama R+L antara 0x dan 00 dxx + },
maka akan menghasilkan (Silver & Peterson, 1998):
a. Safety stock = E (net stock sebelum pemesanan berikutnya tiba)
= ( ) ( )ò¥
-0
0000 dxxfxS
Maka, LRxSSS +-= …………………………………………………...(2.13)
b. Probabilitas (stockout selama siklus pemesanan)
= Prob { Sx ³ }
= ò¥
xx dxxf 00 )(
c. Ekspetasi kekurangan per siklus pemesanan order, ESPRC
20
= ( )ò¥
-x
x dxxfSx 000 )(
E (persediaan yang dimiliki menjelang waktu pemesanan),
» safety stock (SS)
= LRxS +- ………………………………………………………..…...(2.14)
Karena pemesanan dilakukan tiap R unit waktu, maka ukuran rata-rata tiap
pemesanan DR. oleh karena itu,
E (persediaan yang dimiliki saat pesanan tiba) » DRxS LR +- +
Dari kedua kondisi ekstrim di atas dapat dihitung rata-rata persediaan yang
dimiliki, yaitu:
E(OH) »2
DRxS LR +- +
Dengan demikian,
LRkSS +´= s ………………………………………………………...(2.15)
Bila kesalahan peramalan berdistribusi normal, maka
Probabilitas (kekurangan selama siklus pemesanan) = )(kPu ³
Dan
ESPRC = )(kGuLR ´+s ……………………………………………...(2.16)
3. Sistem Keputusan Untuk Specified Fraction (P2) Of Demand Satisfied
Directly From Shelf
Langkah-langkah yang dilakukan (Silver & Peterson, 1998) adalah sebagai
berikut:
· Memilih safety factor (k) yang memenuhi persyaratan
)1()( 2PDR
kGLR
u -=+s
………………………………..……………...(2.17)
Dimana D adalah permintaan per tahun (unit/tahun).
· Menghitung reorder point (s)
LRLR kxs +
Ù
+ += s ……………………………………………………...(2.18)
21
2. 4 Peramalan (Forecasting)
2.4.1 Pengertian Peramalan
Berdasarkan Gasperz (2001), peramalan adalah suatu kegiatan yang
menggunakan data masa lalu sebagai dasar untuk meramalkan kejadian yang akan
terjadi pada masa datang. hasil dari peramalan hanya merupakan suatu yang tidak
pasti atau hanya merupakan suatu perkiraan yang bersifat ilmiah. Peramalan
digunakan saat pengambilan keputusan. Peramalan dibutuhkan oleh perusahaan
untuk memberikan informasi kepada pimpinan dalam membuat keputusan
berbagai kegiatan, antara lain perencanaan produksi, perencanaan persediaan dan
anggaran keuangan.
Perusahaan perlu mengetahui tingkat perkembangan kebutuhan
masyarakat, baik terhadap jenis kebutuhannya maupun tingkat permintaan produk
di masa yang akan datang. Analisis mengenai perkembangan pasar suatu produk
ini diwujudkan dalam bentuk peramalan permintaan.
Dalam sistem peramalan, penggunaan model peramalan akan memberikan
nilai peramalan yang berbeda dan derajat galat ramalan (forecast error) yang
berbeda pula. Salah satu hal yang terpenting dalam peramalan adalah memilih
model peramalan yang sesuai dan mampu mendentifikasi serta menanggapi pola
aktivitas historis dari data.
Tujuan utama dari peramalan permintaan adalah untuk meramalkan
permintaan dari produk-produk independent demand (misalnya produk akhir) di
masa yang akan datang. Pemilihan produk-produk independent demand yang akan
diramalkan tergantung pada situasi dan kondisi aktual dari masing-masing industri
manufaktur.
Penetuan horizon waktu peramalan akan tergantung pada situasi dan
kondisi aktual dari masing-masing industri manufaktur. Alternative interval
ramalan yang umum dipilih adalah menggunakan interval waktu: harian,
mingguan, bulanan, triwulan, semesteran, dan tahunan. Selain memilih interval
ramalan, harus juga ditentukan banyaknya periode dimasa yang akan datang yang
akan diramalkan, misalnya 12 atau 24 bulan mendatang, atau periode 8, 12, 16,
atau 20 triwulan mendatang. Dalam sistem peramalan berlaku bahwa semakin
jauh periode di masa yang akan datang yang diramalkan (dengan asumsi faktor
22
lain tetap), hasil ramalan akan semakin kurang akurat. Dengan demikian, semakin
panjang horizon waktu peramalan, hasi ramalan akan semakin kurang akurat.
2.4.2 Manfaat Peramalan Permintaan
Peramalan permintaan sangat bermanfaat bagi perusahaan karena
berhubungan dengan pengambilan keputusan. Manfaat dari peramalan permintaan
adalah sebagai berikut:
1. Untuk menentukan kebijakan dalam persoalan penyusunan anggaran untuk
segala aktivitas yang dilaksanakan, seperti anggaran penjualan dan
sebagainya.
2. Pedoman untuk pengendalian persediaan, karena bila persediaan terlalu besar
maka akan menimbulkan biaya penyimpanan yang tinggi dan sebaliknya bila
persediaan terlalu kecil maka akan berpengaruh pada tingkat pelayanan
terhadap konsumen. Oleh karena itu, peramalan dapat digunakan sebagai
pedoman untuk mengendalikan persediaan.
3. Merupakan langkah evaluasi yang baik untuk mengatur tingkat pelayanan
(kemampuan memenuhi permintaan) terhadap konsumen.
2.4.3 Prinsip-Prinsip Peramalan
Peramalan mempunyai prinsip-prinsip yang perlu dipertimbangkan,
diantaranya:
1. Secara umum, teknik peramalan berasumsi bahwa sesuatu yang berlandaskan
pada sebab yang sama yang terjadi dimasa lalu akan berlanjut dimasa yang
akan datang.
2. Tidak ada peramalan yang sempurna, peramalan hanya tidak mengurangi
ketidakpastian dari dari suatu kondisi yang akan terjadi dimasa yang akan
dating. Dengan demikian hasil peramalan mengandung nilai kesalahan.
3. Peramalan untuk family item cenderung lebih akurat dari pada peramalan
untuk produk individu.
4. Peramalan jangka pendek mengandung ketidakpastian yang lebih sedikit dari
pada peramalan untuk jangka waktu yang lebih lama. Dengan demikian
peramalan untuk jangka waktu yang lebih pendek cenderung lebih akurat.
23
2.4.4 Langkah-Langkah Peramalan
Langkah-langkah yang harus diperhatikan untuk menjamin efektivitas dan
efisiensi dari system peramalan dalam manajemen permintaan, yaitu:
1. Menetukan tujuan dari peramalan
Tujuan utama dari peramalan permintaan adalah untuk menentukan
permintaan dari produk-produk independent demand dimasa yang akan
datang.
2. Memilih produk independent demand yang akan diramalkan
Pemilihan produk independent demand tergantung pada situasi dan kondisi
actual dari masing-masing industry manufaktur dan tujuan peramalan itu
sendiri.
3. Menetukan horizon waktu peramalan semakin jauh periode dimasa datang
yang diramalkan (dengan asumsi faktor lain tetap) maka hasil ramalan akan
semakin kurang akurat.
4. Mengumpulakan data yang diperlukan untuk melakukan peramalan
Data yang diperlukan untuk melakukan peramalan adalah data permintaan,
lead time, persediaan dan lain sebagainya. Jangka waktu untuk proses
peramalan secara normal minimal 1 tahun.
5. Memilih model-model peramalan
Pemilihan model peramalan bergantung pada pola data dan horizon waktu
peramalan. Pola data dibedakan menjadi 4, yaitu:
· Pola horizontal (H), terjadi bilamana nilai data berfluktuasi di sekitar rata-
rata yang konstan. Deret seperti ini stasioner terhadap nilai rata-rata.
· Pola musiman (S), terjadi bilamana suatu deret dipengaruhi oleh factor
musiman, misalnya tahun, minggu, atau hari tertentu.
· Pola siklis (C), merupakan pola musiman dengan periode waktu jangka
panjang, biasanya berhubungan dengan siklus bisnis.
· Pola tern (T), terjadi bilamana ada kenaikan atau penurunan jangka
panjang dalam data.
Dari identifikasi pola dasar maka akan ditemukan formulasi model matematis
(dengan asumsi yang diperlukan) sehingga pola tersebut dapat diteruskan dan
diperbaharui untuk masa yang akan datang.
24
6. Penentuan model peramalan
Model peramalan yang baik adalah model peramalan yang dapat memberikan
hasil ramalan yang tidak jauh berbeda dengan kenyataan yang terjadi. Dengan
kata lain model peramalan yang baik adalah yang dapat memberikan
simpangan terkecil antara hasil peramalan dengan nilai kenyataanya.
7. Validasi model peramalan
Validasi model peramalan dapat dilakukan dengan menggunakan tracking
signal. Tracking signal adalah suatu ukuran bagaimana baiknya suatu
ramalan memperkirakan nialai-nilai actual.
8. Membuat peramalan
2.4.5 Metode-metode Peramalan
Secara garis besar ada 2 macam metode peramalan yang dapat digunakan:
1. Peramalan dengan menggunakan metode kualitatif
Peramalan dengan metode kualitatif dilakukan dengan beberapa alasan
sebagai berikut:
· Data masa lalu belum pernah ada atau susah diperoleh.
· Trend data masa lalu diperkirakan berbeda dengan trend masa yang
akan datang.
2. Peramalan dengan menggunakan metode kuantitatif.
Peramalan dengan kuantitatif dapat dilakukan dengan beberapa
persyaratan sebagai berikut:
· Data masa lalu bisa diperoleh dan dapat dikuantifikasi.
· Data masa lalu diperkirakan memiliki trend yang sama dengan data
yang akan datang.
Metode peramalan kuantitatif dapat digolongkan pada dua bagian, yaitu:
a. Teknik deret berkala (time series), yaitu memperlakukan proses untuk
memperoleh output atau taksiran sebagai sistem yang tidak bisa
diketahui atau black box dan tidak perlu dilakukan usaha untuk
menelusurinya. Berdasar pola datanya, metode time series ada 4 tipe
yaitu : pola stasioner, musiman (seasonal), siklik, trend. Gambar 2.2
merupakan gambar dari masing-masing pola data time series :
25
Pola Data Horizontal
Pola Data Horizontal
Pola Data Horizontal
Pola Data Musiman
Pola Data Horizontal
Pola Data Trend
Pola Data Horizontal
Pola Data Siklus
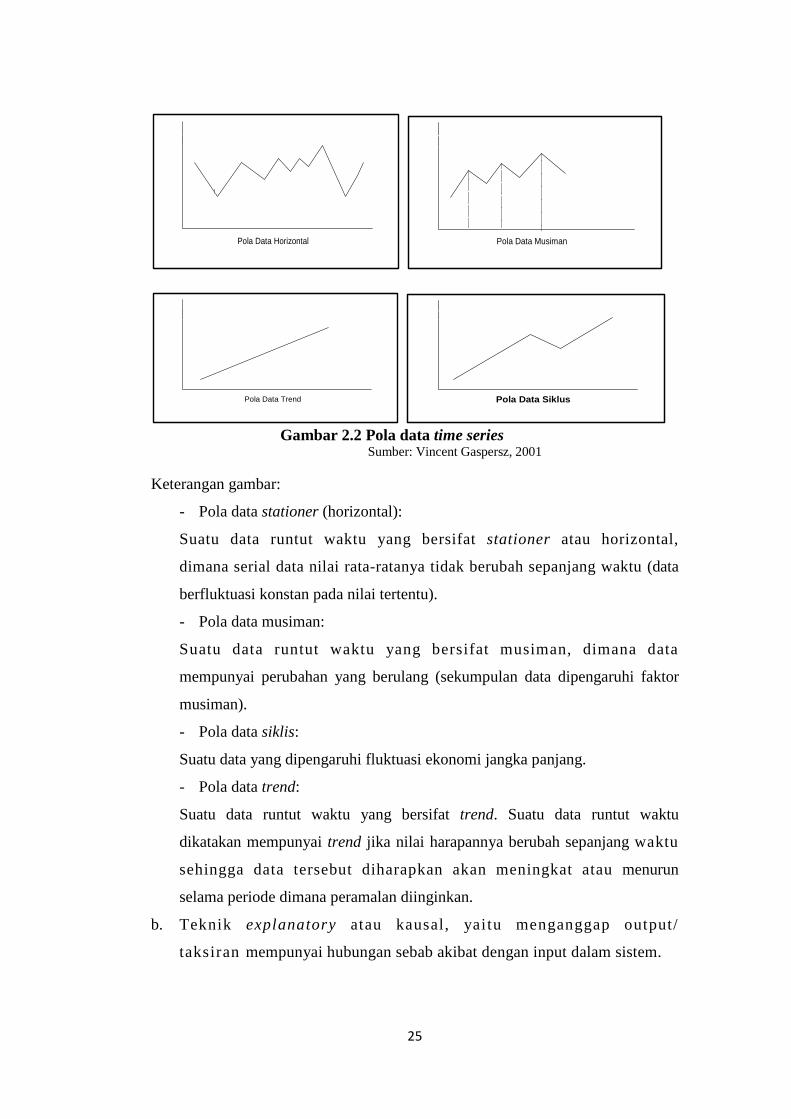
Gambar 2.2 Pola data time series
Sumber: Vincent Gaspersz, 2001
Keterangan gambar:
- Pola data stationer (horizontal):
Suatu data runtut waktu yang bersifat stationer atau horizontal,
dimana serial data nilai rata-ratanya tidak berubah sepanjang waktu (data
berfluktuasi konstan pada nilai tertentu).
- Pola data musiman:
Suatu data runtut waktu yang bersifat musiman, dimana data
mempunyai perubahan yang berulang (sekumpulan data dipengaruhi faktor
musiman).
- Pola data siklis:
Suatu data yang dipengaruhi fluktuasi ekonomi jangka panjang.
- Pola data trend:
Suatu data runtut waktu yang bersifat trend. Suatu data runtut waktu
dikatakan mempunyai trend jika nilai harapannya berubah sepanjang waktu
sehingga data tersebut diharapkan akan meningkat atau menurun
selama periode dimana peramalan diinginkan.
b. Teknik explanatory atau kausal, yaitu menganggap output/
taksiran mempunyai hubungan sebab akibat dengan input dalam sistem.
26
2.4.6 Metode-Metode Peramalan Kuantitatif Time Series
Berikut ini adalah beberapa metode peramalan yang digolongkan model
kuantitatif untuk model deret berkala (time series) yaitu: rata-rata bergerak
(moving averages model), pemulusan exponential (exponential smoothing), dan
adaptive exponential smoothing.
1. Model Rata-rata Bergerak (Moving Averages Model)
Berdasarkan Gaspersz (2001), model rata-rata bergerak menggunakan
sejumlah data aktual permintaan yang baru untuk membangkitkan nilai ramalan
untuk permintaan di masa yang akan datang. Metode rata-rata bergerak akan
efektif bila kita dapat mengasumsikan bahwa permintaan pasar terhadap produk
akan tetap stabil sepanjang waktu.
Teknik ini akan bekerja secara sempurna bila pola data yang digunakan
stasioner atau relative steady, tidak ada lonjakan atau penurunan terlalu tajam.
Teknik ini atau metode ini tidak dapat digunakan untuk menangani data yang
memiliki komponen trend dan musiman. Model rata-rata bergerak diperoleh
dengan menghitung rata-rata suatu nilai runtut waktu dan kemudian
menggunakannya untuk meramal periode selanjutnya. Persamaan metode ini
dapat dilihat dibawah ini:
Mt=Yt + 1=(Yt + Yt-1 + Yt-2 + ….. + Yt-n + 1):n……………...(2.19)
2. Model Pemulusan Eksponensial (Exponential Smoothing)
Berdasarkan Gasperz (2001), model peramalan pemulusan eksponensial
bekerja hampir sama dengan alat thermostat, dimana bila galat ramalan (forecast
error) adalah positif, yang berarti nilai actual permintaan lebih tinggi dari pada
nilai ramalan (A-F>0). Sebaliknya apabila galat ramalan adalah negatif, berarti
nilai actual permintaan lebih rendah daripada nilai ramalan (A-F<0), maka model
pemulusan eksponensial akan secara otomatis menurunkan nilai ramalan. Proses
penyesuaian ini berlangsung terus-menerus, kecuali galat ramalan telah mencapai
nol. Model peramalan biasa digunakan apabila pola data historis dari data actual
permintaan bergejolak atau tidak stabil dari waktu ke waktu.
a. Metode Single Exponensial Smoothing
Berdasarkan Gaspersz (2001), metode ini adalah suatu prosedur yang terus
menerus memperbaiki peramalan dengan merata-rata (menghaluskan atau
27
smoothing) nilai masa lalu dari suatu runtut data dengan exponential. Persamaan
yang dipakai dalam metode ini adalah:
ttt FXF )1(1 aa -+=+ …………………………………….…………...(2.20)
Dimana:
1+tF = Peramalan untuk periode t +1
a = konstanta pemulusan, nilainya berkisar antara 0<a <1
tX = data aktual periode t
tF = peramalan untuk periode t jika t=1
Pada metode ini nilai yang lebih baru diberikan bobot yang relatif besar dari yang
lama. Metode ini cocok untuk data stasioner. Kelebihan dari metode ini adalah
tidak memerlukan data yang terlalu banyak dan dapat mengurangi masalah
penyimpangan data.
b. Metode Double Exponential Smoothing
Pada metode double exponential secara teoritis akan sesuai jika serial data
memiliki pola horizontal (tidak memiliki trend). Jika data tersebut dipakai untuk
serial data yang memiliki trend yang konsisten, ramalan yang dibuat akan berada
dibelakan trend itu. Metode double exponential smoothing ini menghindari
masalah tersebut dengan cara explisit mengenali dan mempertimbangkan adanya
trend. Metode ini menggunakan dua konstanta pemulusan. Konstanta tersebut
adalah a dan b .
S’t = aXt + (1-a) S’t-1 ………………………………………....…...(2.21)
S’’t = b*S’t+(1-b) S’t-1…………………………………….….…...(2.22)
c. Adaptive Exponential Smoothing
Metode ini dimulai dengan menetapkan nilai a , pads setiap periode,
pengecekan terhadap, nilai a dengan 3 nilai, a -0.05, a , a +0.05, akan
diperoleh nilai F(t) dengan error absolut terkecil. Formula untuk metode ini
adalah
F(0)= A(1)
F(t) =a A (t) + (I - a ) F(t –1) ………………………………...(2.23)
Dimana:
F(t) = peramalan untuk periode t

28
A (t) = actual data dalam periode t
I = seasonal index untuk periode t
2.4.7 Pengukuran Kesalahan Peramalan
Peramalan yang baik mempunyai berbagai kriteria yang penting antara
lain akurasi, biaya dan kemudahan. Akurasi dari suatu hasil peramalan diukur
dengan bias dan konsistensi peramalan. Hasil peramalan dikatakan bias bila
peramalan tersebut terlalu tinggi atau terlalu rendah dibandingkan dengan
kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten jika
besar kesalahan peramalan relatif kecil. Ukuran akurasi hasil peramalan
merupakan tingkat perbedaan antara hasil peramalan dengan permintaan yang
sebenarnya terjadi. Ukuran akurasi peramalan yang biasa digunakan yaitu:
1. Mean Error : ME = n
eiå ……………...…...(2.24)
2. Mean Absolute Error : MAE = n
eiå ………………...(2.25)
3. Sum of Square Error : SSE = å 2ie ….……………...(2.26)
4. Mean Squared Error : MSE = ( )n
eiå 2
………...…...(2.27)
5. Standard Deviation of Error : SDE = ( )12
-ån
ei …………...(2.28)
6. Percentage Error : PE = %100xX
e
i
i ………...(2.29)
7. Mean Percentage Error : MPE = n
PEiå ………….…...(2.30)
8. Mean Absolute Percentage Error : MAPE = n
PEiå …………...(2.31)
dimana ei merupakan kesalahan (error) pada periode i yang
nilainya didapat dari selisih antara nilai aktual dengan nilai ramalan periode
i. Secara matematis ei dinyatakan sebagai berikut
ei=Xi-Fi……………………………………………………..………...(2.32)
29
Xi : data aktual pada periode i
Fi: hasil forecasting pada periode ke-i
2.4.8 Validasi Model Peramalan
Tracking signal adalah suatu ukuran bagaimana baiknya suatu ramalan
memperkirakan nilai-nilai aktual. Suatu ramalan diperbaharui setiap minggu,
bulan, atau triwulan, sehingga data permintaan yang baru dibandingkan
terhadap nilai-nilai ramalan. Tracking signal dihitung sebagai running sum of
the forecast error (RFSE) dibagi dengan mean absolute deviation (MAD).
Persamaan untuk menentukan tracking signal adalah:
Tracking signal =MAD
YY
MADRFSE tå
Ù
-…………………………………...(2.33)
Keterangan:
RFSE : Running sum of the forecast error
tY : Nilai actual pada periode t
Ù
Y : Nilai peramalan pada periode t
Tracking signal yang positif menunjukkan bahwa nilai aktual
permintaan lebih besar daripada ramalan, sedangkan tracking signal yang
negatif berarti nilai aktual permintaan lebih kecil daripada ramalan. Suatu
tracking signal disebut baik apabila memiliki RFSE yang rendah, dan
mempunyai positif error yang sama banyak atau seimbang dengan negative error,
sehingga pusat dari tracking signal mendekati nol. Apabila tracking signal
telah dihitung, pets kontrol tracking signal dapat dibangun dengan nilai tracking
signal maksimum ± 4, sebagai batas-batas pengendalian untuk tracking
signal, yang memiliki batas kontrol atas dan batas kontrol bawah.
2.4.9 Peramalan dengan Metode Croston
Metode croston pada dasarnya memisahkan permintaan suatu item yang
intermitten menjadi 2 bagian, yaitu ukuran permintaan dan waktu antar
kedatangan permintaan. Misalkan suatu proses *zD dapat dirumuskan dengan:
*zD = za e+ dimana E( ze ) = 0, Var ( ze ) = 2s

30
Intermittent demand adalah permintaan yang terjadi dalam waktu yang terputus-
putus, misalnya spare part. intermittent demand mempunyai sifat:
1. Permintaan mungkin terjadi secara terus-menerus, tetapi terdapat beberapa
periode dengan sedikit atau tanpa permintaan yang diikuti dengan periode yang
mempunyai permintaan tinggi.
2. Waktu terjadinya permintaan tidak dapat diprediksikan seperti regular demand
atau bisa dikatakan mempunyai tingkat ketidakpastian tinggi.
3. Standar deviasi dari permintaan atau hasil peramalan mempunyai nilai yang
lebih tinggi daripada rata-rata permintaan.
Jika permintaan posistif pada periode t terjadi dengan probabilitas p, maka
distribusi dari zA adalah
P( zA = k) = (1-p)k-1 p,k>1
Dengan
2
)1()(,
1)(
pp
AVarp
AE zz
-==
Nilai proses *zD dan zA dalam hal ini diasumsikan independent. Dengan
menggunakan prosedur single exponential smoothing untuk proses *zD dan zA
(Strijbosch et al, 1998), maka akan didapatkan:
*
-*
*
-+= 1
^^
)1( zzz AAA bb ………………………………….…………...(2.34) *
-*
*
-+= 1
^^
)1( zzz DDD aa ……………………………………………...(2.35)
Dimana:
*
zD^
= forecast ukuran permintaan untuk periode z
*zD = ukuran permintaan periode ke z-1
*
zA^
= forecast ukuran waktu antar permintaan untuk periode z
*zA = ukuran waktu antar permintaan periode ke z-1
a = parameter ukuran permintaan (0.1-0.9)
b = parameter ukuran waktu antar kedatangan permintaan (0.1-0.9)
*
-1
^
zD = forecast permintaan sebelum *zD
31
*
-1
^
zA = forecast waktu antar kedatangan permintaan sebelum *zA
Parameter smoothing pada umumnya memenuhi 0<a <0,3 dan 0< b <0,3. Nilai
estimasi dari standar deviasi forecast error dari *zD diperoleh dengan melakukan
smoothing terhadap rata-rata deviasi absolute dari forecast error (dan dikalikan
1,25):
11 )1( -
*
-
Ù* -+-= zzz MADDDMAD ww
Sehingga hasil forecast permintaan pada suatu periode dapat dihitung dengan
menggunakan rumus:
z
zt
A
DD
^
^^
)(
*
=t ………………………………………………………...(2.36)
Dimana
)(^
ttD =forecast jumlah permintaan untuk satu periode (hari)
2. 5 Klasifikasi ABC
Metode klasifikasi ABC didasarkan pada hubungan distribusi pendapatan
yang dikemukakan oleh Pareto bahwa distribusi sebagian pendapatan (80%)
terpusat pada sebagian kecil individu (20%) dari total populasi. Hubungan
serupa juga terjadi dalam persediaan. Sebagian kecil item
persediaan menyebabkan sebagian besar ongkos persediaan keseluruhan.
Pengendalian ketat atas part-part dengan biaya yang tinggi akan membawa
kepada pengendalian yang efektif atas seluruh biaya persediaan. Ongkos
administrasi pada saat yang sama jugs akan dapat ditekan.
Metode pengendalian persediaan untuk menangani hal ini dikenal sebagai
metode ABC, menurut klasifikasi persediaan. Persediaan yang bemilai tinggi
digolongkan ke dalam kelas A, persediaan yang bemilai sedang digolongkan ke
dalam kelas B, dan persediaan bemilai rendah digolongkan ke dalam kelas C.
Perbedaan kebijaksanaan persediaan untuk ketiga kelas ini. Investasi harus
ditekan untuk item persediaan kelas A dan B sehingga kebijaksanaan minimasi
ongkos harus dilakukan dengan ketat. Item persediaan kelas C dapat disediakan
32
agak berlebihan dan dengan pengendalian longgar untuk mengurangi
resiko kehabisan persediaan.
Penggunaan klasifikasi ABC (Gaspersz, 2001) adalah untuk menetapkan:
1. .Frekuensi penghitungan inventori (cycle counting), dimana material-
material Kelas A harus diuji lebih sering dalam hal akurasi catatan inventori
dibandingkan material-material kelas B atau C.
2. Prioritas rekayasa (engineering), di mana material-material kelas A dan B
memberikan petunjuk pada bagian rekayasa dalam peningkatan
program reduksi biaya ketika mencari material-material tertentu yang perlu
difokuskan.
3. Prioritas pembelian (perolehan), dimana aktifitas pembelian
seharusnya difokuskan pada bahan-bahan baku bernilai tinggi (high cost)
dan penggunaan dalam jumlah tinggi (high usage). Fokus pada material-
material kelas A untuk pemasokan (sourcing) dan negoisasi.
4. Keamanan: meskipun nilai biaya per unit merupakan merupakan
indikator yang lebih baik dibandingkan nilai penggunaan (usage value),
namun analisis ABC boleh digunalan sebagai indikator dari material-material
mana (kelas A dan B) yang seharusnya lebih aman disimpan dalam ruangan
terkunci untuk mencegah kehilangan, kerusakan atau pencurian.
5. Sistem pengisian kembali (replenishment system), dimana klasifikasi
ABC akan membantu mengidentifikasikan metode pengendalian yang
digunakan. Akan lebih ekonomis apabila mengendalikan material-
material kelas C dengan simple two-bin system of replenisment (bin
reserve system or visual review system) dan metode-metode yang lain untuk
material-matarial kelas A dan B.
6. Keputusan investasi, karena material-material kelas A menggambarkan
investasi yang lebih besar dalam inventory, maka perlu lebih berhati-hati
dalam membuat keputusan tentang kuantitas pesanan dan stock pengaman
terhadap material-material kelas A dibandingkan terhadap material-material
kelas B dan C.
33
2. 6 Simulasi Montecarlo
Simulasi montecarlo (Tersine, 1994) adalah tipe simulasi probabilistic
yang memberikan solusi masalah menggunakan sampling dari suatu proses
random. Hal ini dilakukan dengan terlebih dahulu menentukan distribusi
probabilitas dari variabel dan kemudian diambil sampling secara random dari
distribusi untuk mengumpulkan data. Rangkaian bilangan random digunakan
untuk menjelaskan bahwa setiap variabel adalah random dari waktu ke waktu.
Simulasi montecarlo mengembangkan model stokasitik dari situasi nyata
dan kemudian menampilakan percobaan sampling pada model. Langkah utama
dalam simulasi montecarlo adalah.
1. Mendefinisikan distribusi probabilitas dari variabel kunci tertentu. Data
dapat berdistribusi standar, seperti Poisson, Normal atau Eksponensial atau
dapat berdistribusi empiris dari data masa lalu. Distribusi dapat dihasilkan
dari data masa lampau atau dari percobaan.
2. Sampel random digunakan untuk menentukan nilai variabel yang spesifik
dalam simulasi. Cara mengambil sampel antara lain dengan tabel bilangan
random. Urutan bilangan random akan mengikuti pola dari variasi yang
diharapkan.
3. Mensimulasikan prosesn dan menganalisa observasi dalam jumlah yang
banyak. Jumlah yang tepat dari replikasi ditentukan dengan cara yang sama
dengan ukuran yang sesuai dari sampel dalam eksperimen yang aktual.
Sampel dari system dalam simulasi montecarlo ditentukan dengan
bilangan random. Bilangan random adalah sekumpulan nilai numeric yang terjadi
dengan kemungkinan sama dan tanpa pola yang diketahui. Cara yang paling
mudah dalam membangkitkan bilangan random adalah mengambil sampel
random dari semangkuk koin yang ditandai angka 1-100. Kebanyakan bilangan
random dibangkitkan oleh komputer dan disebut sebagai bilangan random
pseudo. Kelemahan dari bilangan random ini adalah tidak random secara
sempurna tetapi cukup random untuk tujuan simulasi. Bilangan random ada yang
tersedia dalam tabel. Bilangan ini dibangkitkan oleh perangkat elektronik dan
dapat menghasilkan bilangan random yang sempurna. Kelemahan dari peralatan
ini adalah harganya yang mahal. Oleh karena itu, dalam simulasi computer lebih
34
umum digunakan bilangan random pseudo yang dibangkitkan oleh program
komputer.
2. 7 Konsep 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke)
Pada bagian ini akan dijelaskan tentang konsep penerapan metode 5S
dalam penataan tata letak spare part. Adapun penjelasan masing-masing faktor 5S
(Monden, 2000) adalah sebagai berikut
2.7.1 S1 – Ringkas (Seiri)
Seiri berarti membedakan dengan jelas barang yang bermanfaat dari
barang sisa sampah dan membuang barang yang tidak berguna. Seiri secara
langsung berarti mengatur segala sesuatu dengan rapi. Di tempat kerja banyak
sekali benda yang seringkali dapat menyebabkan timbulnya gangguan operasional
dalam bekerja, antara lain tentang keluhan setiap orang yang mengeluhkan
sempitnya ruang kerja mereka karena terlalu banyak barang.
Menyimpan barang yang tidak berguna ataupun barang berguna namun
berlebihan dapat menimbukan kerugian sebagai berikut:
1. Di tempat kerja yang sempit hal ini akan semakin menimbulkan kesan ruangan
terasa lebih sempit dan kurang nyaman.
2. Penggunaan area kerja menjadi tidak produktif.
3. Rak dan lemari penyimpanan, penggunaannya tidak efisien.
4. Semakin kesulitan untuk membedakan mana barang yang dibutuhkan di tempat
kerja dan mana yang tidak.
5. Menyimpan barang yang berlebihan bagaikan mempunyai banyak uang namun
tidak tersimpan di bank (kehilangan bunga bank).
6. Membiarkan kondisi barang yang berkarat, rusak atau kuno sama saja dengan
menghamburkan uang.
7. Mempunyai barang yang berlebihan dalam proses produksi dapat berdampak
pada berbagai faktor seperti turunnya mutu, kerusakan mesin, keterlambatan
bahan baku dan kerugian pada saat set-up mesin.
8. Mengalokasikan lebih banyak waktu dalam pemeriksaan inventaris akan
meningkatkan pengeluaran dan menyebabkan reaksi berantai atas kerugian di
masa depan.
35
Prosedur untuk mengetahui bahwa kita sebenarnya menyimpan barang
yang tidak diperlukan atau pun kita menyimpan barang secara berlebihan:
1. Memeriksa tempat-tempat berikut ini:
a. Periksa Rak-rak
- Periksa barang yang tidak dipakai dan tidak berguna
- Cek barang lain selain barang yang sudah ditetapkan
- Rak paling atas dan bawah merupakan tempat utama menyimpan barang-
barang ini.
b. Periksa Lemari dinding perkakas/laci/kabinet
- Cek semua perkakas seperti palu, pemotong dan lain-lain.
- Cek alat pengukur seperti kompas, jangka geser (vernier) dan meteran
penunjuk (dial gauge).
- Periksa barang pribadi yang biasanya tersimpan di sini, seperti majalah,
komik kartun dan lain-lain.
c. Periksa Lantai
- Bagian paling ujung atau sudut lantai merupakan tempat yang perlu
mendapat perhatian.
- Cek alat berat yang tidak dipakai dan tidak berguna, trolley/kereta dorong.
- Umumnya di antara barang produksi ada tumpukan bahan baku atau sisa
material yang cenderung mengalami penurunan mutu.
- Cek, di antara barang produksi yang tidak diketahui mutunya biasanya
ditumpuk di tempat tersembunyi. Misalnya yang tersimpan di bawah
conveyor, di bawah jendela, di bawah meja kerja dan di sekitar jalur jalan.
- Periksa tempat pembuangan oli (oil bin), yaitu jenis pembuangan yang
dilarang untuk digunakan di pabrik.
2. Cek penyimpanan suku cadang dan bahan baku:
Periksa suku cadang dan bahan baku yang selama bertahun-tahun tidak
pernah dipindahkan dan berdebu, perlu diperhatikan.
3. Periksa di luar area kerja
- Periksa bahan baku yang tidak dipindahkan selama 5 tahun dan telah
berkarat
36
- Cek palet kereta dorong dan container yang tidak dipakai namun masih
saja disimpan.
- Periksa sisa-sisa tumpukan bahan baku.
- Periksa mesin dan peralatan yang tidak dipakai namun masih saja
disimpan.
4. Periksa Kantor (termasuk kantor yang terletak di dalam area kerja).
- Cek rak, lemari dinding tempat dokumen dan lemari dinding tempat
dokumen yang tidak dipakai.
- Cek produk sample atau produk demo.
2.7.2 S2 – Kerapian (Seiton)
Seiton berarti menemukan cara untuk menyimpan peralatan dengan
menekankan pada aspek keamanan, mutu dan efektifitas. Menjaga kerapian
barang bahkan pada saat tergesa-gesa sekalipun yang berarti kita harus selalu
meletakkan barang di tempatnya sehingga jika diperlukan mendadak maka mudah
dicari dan dapat langsung diperoleh dengan mudah untuk digunakan.
Mengapa kita harus menghabiskan waktu untuk “mencari”?
· Kita mencari, jika banyak berserakan barang yang tidak berguna di sekeliling
kita, yang menyebabkan kita harus mencari barang yang sedang diperlukan.
· Tidak adanya tempat penyimpanan yang memadai.
· Tidak adanya label penunjuk
· Salah simpan
Prosedur mengeliminir tindakan “mencari” ini dapat dibagi menjadi 7
(tujuh) langkah sebagai berikut:
1. Buanglah segala sesuatu yang tidak berguna.
2. Bersihkan tempat penyimpanan
Penggunaan ruang untuk rak dan tempat penyimpanan file yang telah
ditetapkan dalam bagian “SEIRI” harus di-sub kelompok-kan kembali. Selain itu
rak tambahan dibuat seminim mungkin dengan mempertimbangkan adanya
kebutuhan dan pengaturan yang tepat.
37
3. Tentukan tempat penyimpanan.
Atur pertemuan untuk menentukan cara menyimpan yang mudah dan
sederhana dengan mempertimbangkan beberapa hal berikut ini:
- Barang yang sering dipakai harus disimpan di dekat pengguna.
- Barang yang sering dipakai harus disimpan di tempat setinggi antara
bagian siku dan bahu.
- Barang yang jarang dipakai harus disimpan di tempat lain dengan
membedakannya menurut penggunaan (kumpulkan semua barang yang
jarang dipakai tersebut di tempat yang sama). Simpan barang dengan
penggunaan yang sama pada tempat yang telah ditentukan misalnya obeng
harus disimpan bersama dengan obeng, kumpulkan pada saat digunakan
bagian-bagian yang diperlukan dari masing-masing tempat untuk
dipasangkan.
4. Buatlah tanda yang menunjukkan tempat penyimpanan.
§ Mengapa kita perlu membuat tanda yang menunjukkan tempat
penyimpanan?
Bayangkan Anda mencari koin pada sebuah laci di tempat
penyimpanan koin yang tidak mempunyai nomor laci atau kamar pasien di
rumah sakit besar yang tidak mempunyai nomor kamar yang Anda harus
mengunjungi seorang sahabat di rumah sakit tersebut, dapat Anda
bayangkan bagaimana jadinya.
§ Tanda tempat penyimpanan dapat dibagi menjadi 2 kategori (secara teknis
kedua bagian ini penting). Kategori pertama tanda lokasi dan yang kedua
adalah label peralatan.
a. Tanda Lokasi
- Nomor rak dan nomor yang ada pada lantai menunjukkan tempat
rak tersebut.
- Ruang meeting, tempat parkir atau locker sebaiknya mempunyai
nomor.
- Kapan saja kita perlu mengambil sesuatu kita harus mengetahui di
mana tempat penyimpanannya.
- Cara penentuan nomor tanda lokasi.
38
Penentuan nomor haruslah sederhana dan tidak terlalu rumit
sehingga setiap orang dapat mengingatnya dengan mudah.
Misalnya rak yang saling berdekatan letaknya diberi nomor 1, 2, 3,
… dimulai dari sisi kiri dan masing-masing rak harus diberi label
dengan huruf A, B, C … secara berurutan secara vertikal.
b. Label Peralatan
- Sebuah symbol yang menunjukkan jenis peralatan akan diletakkan
pada bagian rak di mana tempat rak itu berada.
- Mengapa kita membutuhkan label?
1. Para professional menyangsikan pendapat bahwa walau pun rak
tidak diberi label namun apa pun yang terdapat di sana dapat
menetapkan “seperti apa bentuknya” dan mengatakan apa
isinya.
2. Peralatan yang telah dipakai harus dikembalikan ke tempat
penyimpanannya secara konsisten.
3. Jika rak tersebut belum diberi label, tidakkah Anda pasti
mengomel karena ada orang yang tidak menyimpannya di
tempatnya kembali apa yang telah digunakan?
- Barang-barang yang telah disimpan juga harus diberi label. Dengan
label ini kita dapat mengetahui apa yang disimpan.
- Jika barang tersebut berupa “barang demo” buatlah catatan
mengenai demo yang menjelaskan jenis pekerjaan yang
didemonstrasikan tersebut. Contoh lain, misalnya karyawan harus
pakai kartu tanda pengenal dan mobil mempunyai nomor
kendaraan. Hal ini diperlukan untuk memastikan kembali apa pun
yang disimpan pada rak itulah yang kita butuhkan.
- Cara menampilkan label
1. Label yang ditempel pada bagian depan suatu alat hendaknya
mudah dilihat, dibedakan dan mudah dipahami bahkan oleh
seorang pekerja yang sama sekali tidak mengetahui cara kerja
mesin tersebut.
39
2. Peralatan yang digunakan bersama tanpa label yang
membedakan, sebaiknya mempunyai nomor atau symbol yang
menunjukkan ukuran yang berbeda (cobalah Anda bayangkan
jika tidak ada nomor yang membedakan yang ada di belakang
punggung seorang atlet).
3. Gunakan berbagai warna yang sesuai
- Lokasi rak perlu dicatat dalam tabel
a. Untuk membedakan secara tepat suatu lokasi untuk
menyimpan apa, yaitu dengan mendaftar barang apa saja yang
ada pada rak di dalam tabel sesuai dengan jenis produk dan
proses produksi. Misalnya tabel penyetelan mesin, standard
produksi dan tabel pemeriksaan.Salah seorang teman dibawa
ke sebuah rumah sakit untuk mendapatkan perlakuan medis.
Jika ada orang mengunjunginya maka ia akan mencatat nama
rumah sakit, tempat dan nomor kamar pasien sehingga siapa
saja di antara kita dapat dengan mudah mengunjunginya di
kamar yang tepat.
b. Jika terdaftar dalam format tabel, walaupun tanpa penjelasan
yang lengkap kita masih dapat mudah mencari dan
memperoleh apa yang dibutuhkan.
c. Kapan saja kita perlu mengambil barang yang diperlukan dari
berbagai tempat untuk digunakan, maka kita dapat menghemat
waktu jika kita mengikuti urutan yang ditunjukkan dalam tabel
tersebut. Oleh karena itu tampilannya harus mudah dikenali
sehingga dapat menghemat banyak waktu pencarian suatu
barang.
2.7.3 S3 – Kebersihan (Seiso)
Seiso berarti menjaga tempat kerja dalam kondisi bersih dan rapi
sepenuhnya tanpa sisa kotoran dan sampah yang berserakan. Langkah-langkah
penting dalam seiso:
1. Mulailah membersihkan dengan menggunakan sapu.
40
- Setidaknya sapulah area kerja sampai tuntas dan membuang segala
sesuatu yang tidak berguna
- Sambil memegang sapu, si atasan bisa menyapu ruang kerjanya sendiri
untuk memberikan contoh kepada bawahan.
2. Tetapkan batasan untuk membagi area.
- Garis pemisah untuk tempat berjalan.
- Tetapkan symbol di lantai misalnya tidak ada penghalang di area tersebut
dan sebagainya.
- Gambar di lantai menunjukkan lokasi yang biasanya terdapat benda
berukuran kecil misalnya tempat sampah, alat pemadam kebakaran dan
sebagainya.
3. Hilangkan penyebab timbulnya kotoran yang mengotori area tersebut.
- Kebocoran oli mesin telusuri kebocoran tersebut dan perbaiki.
- Kebocoran air dari tangki air atau saluran pipa
- Buatlah catatan peristiwa dan perbaiki kerusakan tersebut berturut-turut
mulai dari sumbernya.Debu dan partikel yang menyebar.
- Gunakan tutup, perbaiki tutup atau pindahkan tutup ke tempat yang sesuai.
- Periksa produk dan sistem transportasi material (apakah bocor, tumpah
atau pengisian yang berlebihan).
- Perbaiki atau pasang sistem ventilasi debu.
- Sapu dan bersihkan area kecil yang sering terabaikan.
- Bersihkan bekas oli di lantai dengan cairan pembersih.
- Lakukan pengecetan atau gosok dengan lilin untuk mencegah debu
menebal.
- Di area di mana ketepatan dan presisi alat kerja dibutuhkan misalnya
laboratorium harus diambil tindakan pencegahan yang sangat ekstrim
terhadap kotoran seperti debu dan sisa pembuangan. Oleh karena itu
disarankan Anda menggunakan tangan langsung untuk meraba debu yang
melekat di atas lantai.
4. Lakukan pembersihan dengan seksama dan bangunlah lingkungan yang lebih
baik di area-area berikut:
- Di sekitar lantai, partisi dinding, dinding dan sudut.
41
- Di bagian atas, di dalam dan di bawah mesin.
- Di atas atap, sudut dan sisi lain sepanjang pipa.
- Tabung bola lampu dan sudut-sudutnya.
- Di bagian atas dan bawah meja termasuk sekeliling rak.
- Di atas bagian luar dan dalam sisi container atau kotak, rak penyimpanan.
5. Pemeriksaan mesin melalui pembersihan
Membersihkan (menyeka dengan tangan) merupakan cara yang sederhana
untuk memeriksa. Walaupun tidak begitu menguasai mesin secara professional,
jika Anda mengelap dengan tangan, Anda dapat merasakan adanya “sesuatu yang
tidak beres” pada mesin tersebut. Hal ini membuat kita dapat mendeteksi
kerusakan apa pun yang umum diabaikan oleh kebanyakan orang. Inilah yang
dinamakan dengan “Pemeriksaan mesin melalui pembersihan”.
Mesin yang dibiarkan kotor menyulitkan perawatan
- Mesin Kotor adalah konsekuensi dari kelalaian
- Mesin yang dibiarkan kotor umumnya selalu terlewat dan tidak diperiksa
secara teliti
- Jika pemeriksaan tuntas tidak dilaksanakan, kerusakan yang tidak,
kerusakan yang tidak diprediksi sebelumnya akan terjadi dan cenderung
menimbulkan lebih banyak masalah
- Karena itu mesin yang kurang dibersihkan biasanya menyebabkan masalah
terulang kembali.
2.7.4 S4 – Standarisasi (Seiketsu)
Standarisasi merupakan sebuah kegiatan di mana setiap orang harus
berupaya mempertahankan kemajuan yang telah dicapai melalui S1, S2 dan S3
(Osada, 2002). Pada waktu yang sama penerapan control visual (visual control
photograph) sebagai sarana perbaikan juga dianggap sebagai standarisasi karena
dapat membantu meningkatkan alat bantu visual guna memastikan implementasi
bergerak ke arah yang benar. Karena itu, S4 dapat dibagi menjadi 2 bagian utama
yaitu:
1. Standarisasi untuk mempertahankan kestabilan S1, S2 dan S3.
- Langkah-langkah dalam standarisasi:
42
a. Set standar area
b. Membahas standar yang ditetapkan oleh masing-masing small group
dan memperbaiki perbedaan untuk memenuhi standar departemen.
c. Mengumpulkan standar departemen untuk dikembangkan sebagai
standar bersama perusahaan.
d. Membuat perbaikan sehingga sesuai dengan standar baru yang
ditetapkan oleh administrator (standar perusahaan). Kemudian
menerapkan standar tersebut dalam kelompok.
- Prinsip prinsip menetapkan standar.
a. Tetapkan standar pada area-area seperti lantai, tempat berjalan, dinding,
langit-langit, pintu, jendela dan tirai.
b. Tetapkan standar juga pada objek atau peralatan yang digunakan di
lokasi berbeda yang mungkin tidak dapat diterapkan, seperti di bagian
kantor, toilet, ruang P3K, bengkel kerja, tempat penyimpanan, mesin
dan sebagainya.
- Contoh: Peralatan yang memerlukan penetapan standar di dalam kantor:
1. Meja kerja.
2. Kursi
3. Lemari dinding dan tempat penyimpanan file
4. Papan tulis
5. Telepon
6. Mesin tik
7. Mesin fotokopi
8. Mesin fax
9. Rak-rak
10. Elektrikal, sinar lampu, stop kontak, konektor dan ceret.
11. Kipas angin
12. Pendingin udara (AC)
13. Gantungan kunci dan sebagainya.
- Contoh: Peralatan atau item yang memerlukan penetapan standar dalam
sebuah area toilet.
1. Tempat cuci tangan.
43
2. Barang barang yang bersih
3. Kertas gulungan
4. Cermin
5. Pengering tangan/pengering angin.
6. Tempat sampah
7. Sabun dan sebagainya
2. Standarisasi melalui visualisasi sehingga implementasi berjalan dengan tepat
dan memenuhi standar (control visual).
Di antara seluruh panca indra manusia, mata dianggap sebagai penerima
sinyal terbaik sebelum pesan dipindahkan ke otak. Jadi, berbagai metode
komunikasi diuji untuk memastikan metode visualisasi paling efektif yang akan
diterapkan agar dapat memahami pesan cepat dan akurat. Di pabrik manufaktur,
kemampuan untuk memahami dengan cepat cara pengoperasian mesin, dapat
memastikan berkurangnya kerusakan yang akan terjadi. Inilah alasan utama
mengapa kontrol visual dilakukan di pabrik manufaktur saat ini. Untuk gedung
perkantoran kontrol visual akan membantu mengurangi waktu yang dihabiskan
sia-sia untuk pencarian peralatan / barang yang tersimpan di suatu tempat. Dengan
menerapkan kontrol visual seluruh organisasi akan meningkatkan kemampuanya
untuk menghasilkan dan melakukan pengoperasian secara efektif dan efisien.
Jenis-jenis control visual:
1. Label, baik simbol atau huruf, misalnya:
- Gunakan simbol stiker warna untuk menunjukkan kontrol minyak
pelumas.
- Gunakan label/tanda saat menangani proses pekerjaan yang rumit.
- Gunakan tanda atau stiker untuk menunjukkan pemeriksaan
peralatan dalam masa penilaian.
- Tanda yang menunjukkan suhu mesin.
- Gunakan tanda untuk menunjukkan tanggungjawab.
2. Batas control.
- Gunakan simbol yang menunjukkan status pengukuran seperti
kondisi normal/ abnormal dan kondisi yang sebenarnya.
44
- Gunakan atau tunjukkan penggunaan symbol-simbol tertentu yang
mengacu pada keadaan normal seperti Tanda Sesuai (Match Mark)
- Gunakan simbol seperti garis atau titik untuk mencari tempat
penyimpanan.
Kepintaran visual
1. Gunakan material yang transparan sehingga dapat melihat ke dalam
mesin guna dapat memahami cara mesin beroperasi dengan lebih baik.
2. Buat indikator yang menunjukkan kondisi mesin.
3. Buat sebuah peta yang menyatakan area yang bermasalah atau lokasi
yang harus diperlakukan secara hati-hati di pabrik.
4. Ciptakan cara yang lebih efektif dan cepat dalam menelusuri tingkat
penyimpanan peralatan.
Jenis kontrol visual yang berbeda:
1. Tanda atau symbol yang mengacu pada keselamatan.
2. Tanda atau simbol yang mencegah kesalahan penggunaan mesin.
3. Tanda atau simbol tempat penyimpanan peralatan.
4. Garis-garis yang menunjukkan wilayah atau pembagian area
5. Indikasi kondisi atau keadaan yang tidak biasa.
6. Label-label pada mesin, peralatan dan lokasi.
7. Gambaran prosedur alur kerja (Work flow process chart).
8. Tanda-tanda yang menunjukkan arah.
2.7.5 S5-Rajin-Disiplin (Shitsuke)
Agar 5S dapat memberikan hasil memuaskan, faktor-faktor berikut di
bawah ini harus dapat terpenuhi:
1. Kemampuan membangun S4 (Penetapan standar) yaitu mampu untuk
memperoleh kerjasama sepenuhnya dalam menetapkan standar dasar. Jadi,
dengan menetapkan dasar yang kuat maka penerapan 5S akan dapat
dilaksanakan dengan cara yang paling efektif.
2. Membuat Lembaran Pemeriksaan 5S Bulanan yang diambil dari prosedur
standar yang telah ditetapkan dalam S4.
45
3. Melakukan revisi 5S secara ketat setiap bulan dengan merencanakan jadwal
tahunan berupa tanggal, waktu, area dan pemeriksa untuk melakukan
penilaian (audit). Jangan lakukan pembatalan atau penundaan dan kunjungan
kecuali jika kondisi yang amat tidak biasa terjadi.
4. Melakukan pertemuan bulanan small group, departemen dan organisasi.
Pertemuan ini akan memastikan kembali bahwa kegiatan tersebut berjalan
lancar karena masalah-masalah yang dapat diprediksi terbuka untuk dibahas
yang mencakup brainstorming kelompok dalam menangani masalah,
sehingga mengurangi hambatan komunikasi di antara anggota kelompok.
2. 8 PENELITIAN SEBELUMNYA
Penelitian penunjang yang digunakan dalam penelitian ini adalah
penelitian tentang penentuan tingkat persediaan spare part forklift merk
KOMATSU dengan pendekatan model persediaan single item (Wahid, 2006).
Tujuan yang ingin dicapai dalam penelitian ini adalah menetapkan tingkat
persediaan spare part forklift merk KOMATSU yang mampu meminimalakan
biaya total persediaan dan meningkatkan service level. Ada beberapa langkah atau
tahapan yang dilakukan dalam penelitian ini. Pada langkah awal diperlukan
pengumpulan data yang berhubungan dengan objek penelitian, yaitu spare part.
Beberapa data yang diperlukan diantaranya : data permintaan histories, data lead
time, data permintaan selama lead time dan biaya pengadaan spare part. Setelah
beberapa data yang diperlukan terkumpul, maka pertama kali yang dilakukan
adalah melakukan pemilihan spare part untuk diikutkan dalam perhitungan. Pada
penelitian ini untuk memilih spare part digunakan metode ABC. Kemudian
dilakukan uji distribusi permintaan selama lead time terhadap spare part yang
telah dipilih. Uji ini dilakukan untuk mencocokkan apakah data permintaan
selama lead time yang ada sudah sesuai dengan asumsi berdistribusi gamma yang
dipakai dalam model persediaan. Selanjutnya perhitungan reorder point dan order
quantity dilakukan dengan menggunakan algoritma (Q,r) policy yang
dikembangkan oleh Kal Namit dan Jim Chen (1998). Sedangkan untuk
menghitung biaya total persediaan dilakukan dengan simulasi Monte Carlo. Hasil
yang diperoleh dari penelitian ini adalah jumlah pemesanan dan reorder point tiap

46
spare part yang mampu meminimalkan biaya total persediaan dan meningkatkan
service level.
Selain penelitian diatas, penelitian lain yang digunakan sebagai penunjang
penelitian ini adalah penelitian tentang perencanaan perbaikan penataan spare part
pada rak di technical store PT. Kievit Friesland Foods Indonesia dengan metode
5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) (Dzakiyah, 2009). Tujuan dari
penelitian ini adalah menata kembali letak spare part di technical store untuk
meminimalkan serching time dan membuat standarisasi terhadap sistem di
technical store serta pembuatan prosedur kebersihan berupa jadwal piket dan tata
cara pelaksanaannya. Ada beberapa langkah atau tahapan yang dilakukan dalam
penelitian ini. Pada langkah awal dilakukan pengambilan data awal berupa daftar
spare part dan layout technical store. Setelah dilakukan pengumpulan data,
selanjutnya dilakukan pengidentifikasian penyebab serching time spare part yang
lama. Tahap selanjutnya penerapan metode 5S untuk penataan ulang letak spare
part. Dalam tahap ini akan dilakukan beberapa hal, yaitu: pemilahan terhadap
spare part berdasarkan kategori (seiri), menata spare part berdasarkan abjad dan
jenis spare part (seiton), membuat prosedur kebersihan dan tata cara pelaksanaan
(seiso), membuat standarisasi atas proses kerja yang ada agar menjadi sebuah
ketetapan (seiketsu), pengusulan adanya internal audit untuk menjaga kedisiplinan
atas penerapan tindakan yang telah dilakukan sebelumnya (shitsuke).
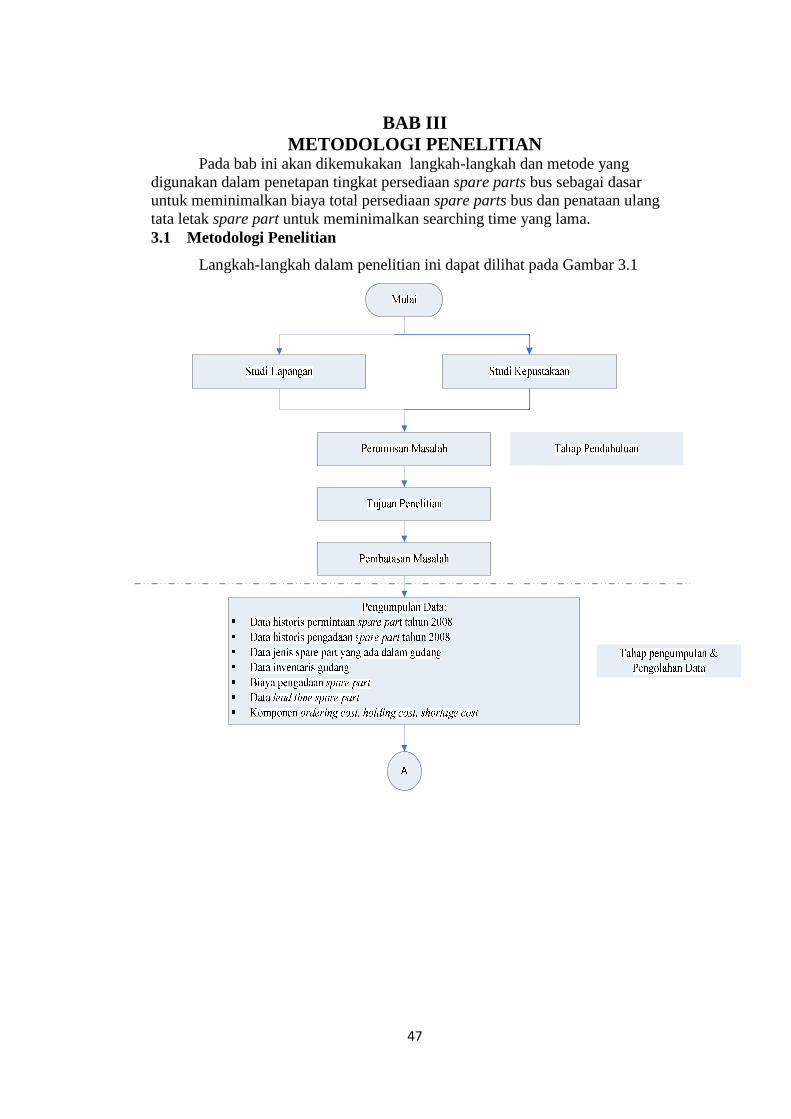
47
BAB III METODOLOGI PENELITIAN
Pada bab ini akan dikemukakan langkah-langkah dan metode yang digunakan dalam penetapan tingkat persediaan spare parts bus sebagai dasar untuk meminimalkan biaya total persediaan spare parts bus dan penataan ulang tata letak spare part untuk meminimalkan searching time yang lama. 3.1 Metodologi Penelitian
Langkah-langkah dalam penelitian ini dapat dilihat pada Gambar 3.1
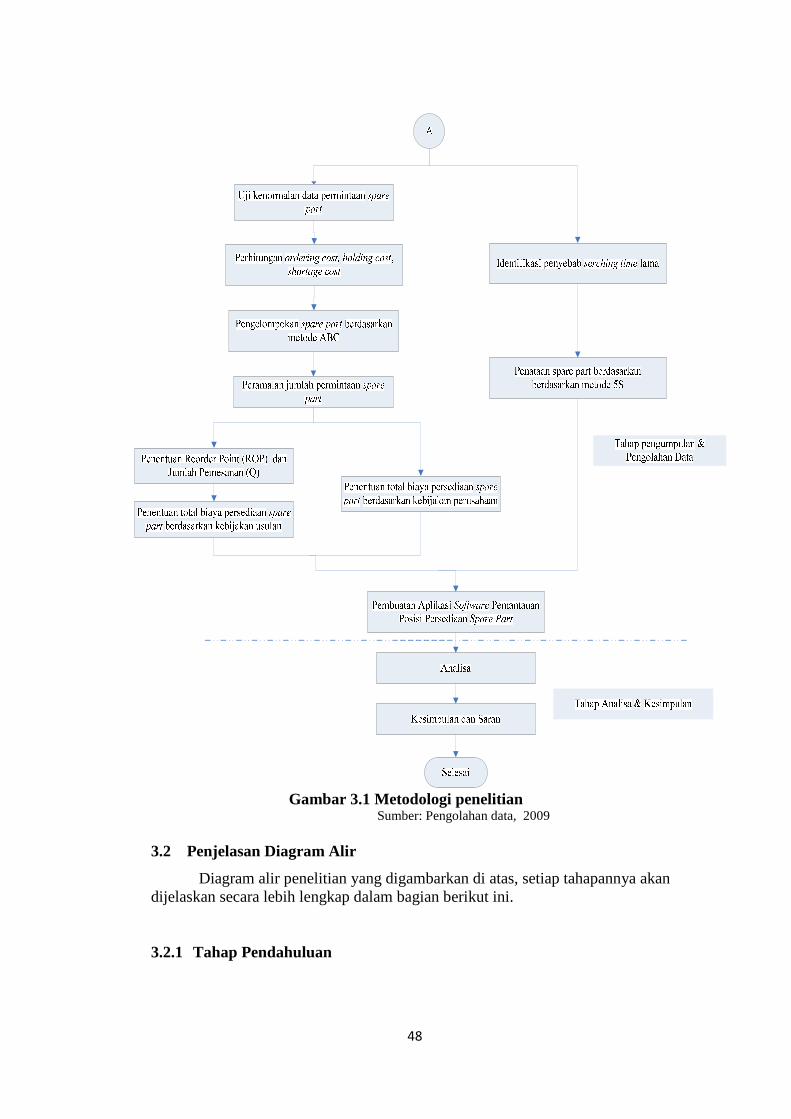
48
Gambar 3.1 Metodologi penelitian Sumber: Pengolahan data, 2009
3.2 Penjelasan Diagram Alir
Diagram alir penelitian yang digambarkan di atas, setiap tahapannya akan dijelaskan secara lebih lengkap dalam bagian berikut ini. 3.2.1 Tahap Pendahuluan
49
Tahap ini dilakukan sebagai studi awal sebelum melakukan penelitian yang terdiri dari: 1. Studi Lapangan
Studi Lapangan dilakukan sebagai observasi awal untuk mengetahui lebih jelas permasalahan yang diangkat dalam penelitian. Observasi awal dalam penelitian ini yaitu melakukan pengamatan langsung terhadap manajemen persediaan spare part dan penataan letak spare part pada gudang di PO. Safari Eka Kapti. Pengamatan tersebut dilakukan untuk mengetahui permasalahan tentang manajemen persediaan spare part dan penataan spare part pada gudang. Permasalahan yang muncul adalah kurang terealisasinya manajemen persediaan spare part yang baik karena sering terjadinya kekurangan dan kelebihan stock spare part serta kurang tertatanya letak spare part.
Selain pengamatan secara langsung, dalam studi lapangan ini juga dilakukan wawancara dengan pihak gudang dan para montir. Dari wawancara tersebut didapat informasi tentang masalah yang sering timbul dalam manajemen persediaan spare part yaitu kurang termonitoringnya stock spare part yang keluar dari gudang. Sehingga kurang teraturnya pihak gudang untuk melakukan pengadaan spare part. Dari wawancara tersebut juga diperoleh informasi sering mengeluhnya pihak gudang dalam pencarian spare part yang diminta montir karena kurang teraturnya letak spare part di gudang yang berakibat pada lamanya searching time.
2. Studi Kepustakaan
Tahap ini merupakan tahap pemahaman dan pencarian teori-teori yang mendasari penelitian ini. Studi literatur dilakukan untuk mencari ide-ide, rumusan-rumusan, dan konsep-konsep teoritis. Selain itu dari studi literatur dapat diketahui langkah-langkah apa saja yang harus dilakukan dalam penelitian.
3. Perumusan Masalah
Perumusan masalah digunakan untuk mengidentifikasi dan merumuskan permasalahan yang akan diteliti. Perumusan masalah dilakukan dengan menetapkan sasaran-sasaran yang akan dibahas untuk kemudian dicari solusi pemecahan masalahnya. Perumusan masalah juga dilakukan agar dapat fokus dalam membahas permasalahan yang dihadapi. Perumusan masalah pada penelitian ini disusun berdasarkan permasalahan-permasalahan yang ada di perusahaan, yaitu masalah manajemen persediaan spare part dan kondisi gudang.
4. Tujuan Penelitian
Setelah perumusan masalah, langkah selanjutnya adalah penetapan tujuan. Tujuan penelitian ditetapkan agar penelitian yang dilakukan dapat menjawab dan menyelesaikan rumusan masalah yang dihadapi. Tujuan dari dilakukannya penelitian ini adalah melakukan perbaikan terhadap manajemen persediaan spare part sehingga mampu menimalkan biaya total persediaan spare part dan melakukan penataan terhadap gudang spare part yang meliputi: penataan ulang tata letak spare part, pembersihan giudang, dan standarisasi tetrhadap sistem yang ada di gudang.
50
5. Pembatasan Masalah
Agar masalah yang dibahas tidak menyimpang dari pokok permasalahan dan tujuan yang telah ditetapkan maka dilakukan pembatasan masalah. Pada bagian ini akan dijelaskan hal-hal yang melatarbelakangi penetapan batasan masalah dalam penelitian ini.
Perusahaan memiliki tiga jenis armada bus, yaitu Marcedez-benz (OF/OH), Mitsubishi fuso (FM/FR) dan Hino Ranger (AK). Dalam penelitian ini, spare part yang dihitung adalah spare part Marcedez-benz (OF/OH) dan Mitsubishi fuso (FM/FR). Hal ini dikarenakan jenis armada yang dimiliki perusahaan kebanyakan Marcedez-benz (OF/OH) dan Mitsubishi fuso (FM/FR). Sebagian besar spare part yang di stock pada gudang merupakan spare part untuk jenis armada ini. Spare part tersebut dipesan dari satu supplier saja dengan waktu pengiriman (lead time) yang berbeda-beda, karena spare part tersebut di datangkan dari kota yang berbeda.
Pada gudang banyak sekali jenis spare part yang disimpan, akan tetapi ada beberapa spare part yang jarang disimpan (semi stock item). Oleh karena itu, data spare part yang diambil merupakan data spare part yang sering disimpan dan mempunyai frekuensi permintaan tinggi. Data spare part yang diambil adalah data pengadaan dan permintaan spare part pada bulan Januari hingga Desember 2008. Hal ini dikarenakan penelitian dilakukan pada bulan September 2009 dan penelitian ini memerlukan data dalam periode tahunan. Harga spare part yang dipakai juga harga spare part bulan Desember 2008, karena harga pada bulan ini paling mendekati dengan harga spare part pada tahun 2009.
Banyaknya spare part yang disimpan menyebabkan letak spare part pada gudang tidak teratur. Oleh sebab itu diperlukan penataaan ulang letak spare part tanpa mengubah tata letak tempat spare part. hal ini dikarenakan perusahaan tidak menghendaki adanya perubahan tata letak tempat penyimpanan spare part.
3.2.2 Tahap Pengumpulan Dan Pengolahan Data
1. Pengumpulan Data
Pengumpulan data yang dilakukan meliputi pengumpulan data primer dan data sekunder. Data primer diperoleh melalui pengamatan dan wawancara sedangkan data sekunder diperoleh dari dokumentasi perusahaan. Data primer yang dikumpulkan adalah data komponen ordering cost, holding cost, dan shortage cost. Sedangkan data sekunder yang dikumpulkan adalah:
· Data historis permintaan dan pengadaan serta biaya pengadaan spare part
tahun 2008
· Data lead time pemesanan tiap spare part.
· Data jenis spare part yang berada dalam gudang.
· Data inventaris gudang.
2. Pengolahan Data
51
Pada tahap ini dilakukan pengolahan data dari data-data yang telah dikumpulkan. Adapun pengolahan data tersebut meliputi langkah-langkah sebagai berikut:
a. Uji Distribusi Kenormalan Data Permintaan Spare part
Untuk uji distribusi kenormalan data permintaan spare part, akan digunakan uji Kolmogorov-Smirnov. Uji Kolmogorov-Smirnov disini akan menguji dua buah hipotesis, yaitu
H0: Data permintaan spare part yang diuji berdistribusi normal H1: Data permintaan spare part yang diuji tidak berdistribusi normal
Untuk kriteria pengambilan keputusannya yaitu jika Signifikansi > 0,05 maka terima H0 dan disimpulkan data tersebut berdistribusi normal. Sedangkan jika Signifikansi < 0,05 maka tolak H0 dan terima H1 serta disimpulkan data tersebut tidak normal. Dalam pengujian kenormalan data permintaan spare part disini akan digunakan bantuan software SPSS Statistic 17.0. b. Perhitungan Holding Cost, Ordering Cost, Shortage Cost
Biaya-biaya yang digunakan untuk penentuan total biaya persediaan spare part adalah holding cost, ordering cost, shortage cost. Berikut ini adalah uraian dari masing-masing komponen biaya-biaya tersebut:
- Holding Cost
Holding cost adalah biaya yang digunakan untuk merawat persediaan spare part selama dalam gudang. Dalam menentukan holding cost, terdapat 2 komponen yaitu interest rate dan biaya operasional gudang. Biaya operasional gudang terdiri gaji pegawai gudang dan biaya listrik. Berikut adalah uraian perhitungan holding cost:
bh = I + B…………………………………………………………..(3.1) Dimana: I = Interest rate B= Biaya operasional gudang Keteranagan : I = bunga pinjam bank x harga spare part per
item………………..(3.2) B = {
distockyangpartspareJumlahtahunsatulistrikBiayabulantiappegawaigaji
_______)12___( +´ ……….(3.3)
- Ordering Cost
Ordering cost merupakan biaya yang dikeluarkan oleh perusahaan untuk memperoleh item persediaan. Ordering cost dapat diperoleh dari:
A = j
bf t´…………………………………………………………(3.4)
Dimana: A = Ordering cost
52
f = Proporsi penggunaan telepon untuk pemesanan spare part
tb = Biaya telepon selama selama satu tahun j = Jumlah seluruh order dalam satu tahun
- Shortage Cost
Shortage cost merupakan biaya yang dikeluarkan perusahaan karena terjadi kekurangan stock. Shotage cost terdiri dari biaya transportasi extra (travel) yang sudah ditetapkan oleh perusahaan untuk masing-masing spare part.
c. Pengelompokan Spare part Berdasarkan Metode ABC
Pengelompokan spare part ini dilakukan untuk mengetahui tingkat kepentingan dari masing-masing item spare part. Secara umum dapat dikatakan bahwa pengelompokkan persediaan ABC didasar pada pemahaman bahwa, dalam perusahaan ada item persediaan yang meskipun jumlahnya tidak banyak, namun nilainya tinggi (A), dan sebalinya ada item persediaan yang jumlahnya sangat banyak namun nilainya tidak besar (C), dan diantara itu dikelompokkan dalam kelompok B. Tahap-tahap yang dilakukan dalam pengklasifikasian persediaan berdasarkan konsep ABC adalah:
1. Membuat daftar semua item yang akan diklasifikasikan dan harga beli
masing-masing item spare part.
2. Menentukan jumlah pemakaian rata-rata per tahun untuk setiap item spare
part tersebut.
3. Menentukan nilai pemakaian per tahun setiap item spare part dengan cara
mengalikan jumlah pemakaian rata-rata per tahun dengan harga beli
masing-masing item spare part.
4. Menjumlahkan nilai pemakaian tahunan semua item spare part untuk
memperoleh nilai pemakaian total.
5. Menghitung persentase pemakaian setiap item spare part dari hasil bagi
antara nilai pemakaian per tahun setiap item spare part dengan total nilai
pemakaian per tahun.
6. Mengurutkan sedemikian rupa nilai pemakaian tahunan semua persediaan
yang memiliki nilai uang yang palingbesar sampai yang terkecil agar
mempermudah pembagian persediaan atas kelas A, B, atau C sesuai dengan
aturan pengklasifikasian yang dipakai, yaitu kelompok A memiliki persentase
jumlah barang 10% dan persentase nilai barang 70%, kelompok B memiliki
persentase jumlah barang 20% dan persentase nilai barang 20%, dan
kelompok C memiliki persentase jumlah barang 70% dan persentase nilai
barang 10%.
53
d. Peramalan Jumlah Permintaan
Permintaan spare part umumnya bersifat intermitten. Oleh karena itu pengelolaannya perlu mempertimbangkan sifat intermitten tersebut. Strijbosch et al (1998) menyarankan untuk menggunakan metode peramalan Croston dalam meramalkan tingkat permintaan suatu spare part. Integrasi model peramalan yang sesuai dengan sifat intermitten ke dalam manajemen persediaan akan memudahkan pihak manajemen dalam mengambil keputusan yang tepat.
Metode Croston pada dasarnya memisahkan permintaan suatu item yang intermitten menjadi 2 bagian, yaitu ukuran permintaan ( *
zD ) dan waktu antar
kedatangan permintaan ( zA ). Dengan mengacu pada persamaan 2.34 dan 2.35,
maka akan di dapatkan nilai *zD dan zA . Sehingga hasil forecast permintaan
pada suatu periode dapat dihitung dengan menggunakan persamaan 2.36.
e. Penentuan Jumlah Pemesanan (Q) Dan Reorder Point (ROP)
Dalam penentuan reorder point dan jumlah pemesanan disini akan menggunakan model persediaan continuos review dengan kebijakan backorder. Model Continous Review merupakan model pengendalian persediaan yang dapat mengakomodasi distribusi probabilistik dari sistem persediaan. Di dalam model Continous Review, tingkat persediaan selalu diawasi dan jumlah order Q = ROP-I (dimana ROP=reorder point dan I= tingkat persediaan pada akhir periode) selalu dilakukan ketika tingkat persediaan I mencapai tingkat persediaan kembali ROP atau dibawahnya. Kemudian dengan adanya kebijakan backorder ini memungkinkan permintaan yang tidak dipenuhi pada periode tertentu akan dipenuhi pada periode berikutnya.
Sebelum menentukan reorder point dan jumlah pemesanan, terlebih dahulu mencari nilai lot pemesanan (q) dan safety factor (k) yang dapat diperoleh dari persamaan 2.9. Berikut adalah uraian dari langkah-langkah penentuan nilai lot pemesanan (q) dan safety factor (k).
1. Penentuan Lot Pemesanan (q)
Lot pemesanan merupakan jumlah item yang dipesan oleh perusahaan agar persediaan spare part digudang tetap aman dengan biaya total persediaan yang minimal. Lot pemesanan juga mampu meminimasi jumlah backorder. Lot pemesanan dapat dicari dengan melakukan turunan parsial pertama persamaan 2.9 terhadap q sama dengan nol. Sehingga nilai q optimal akan diperoleh dengan menggunakan persamaan 2.10.
2. Penentuan Safety Factor ( k )
Safety factor merupakan suatu variable keputsan yang digunakan untuk meminimasi jumlah backorder dengan meningkatkan jumlah safety stock. Dengan safety factor dapat diketahui nilai safety stock untuk masing-masing spare part. Safety factor dapat dicari dengan melakukan turunan parsial pertama terhadap persamaan 2.9 terhadap k sama dengan nol. Sehingga nilai k akan diperoleh dengan menggunakan persamaan 2.11
3. Penentuan Nilai Jumlah Pemesanan (Q)
54
Untuk menentukan nilai jumlah pemesanan (Q) atau jumlah order spare part yang optimal, maka terlebih dahulu menghitung nilai safety factor ( k ) dan lot pemesanan ( q ). Jumlah permintaan (Q) adalah sama dengan nilai lot pemesanan ( q ). Untuk penghitungan nilai k dan q dapat dilakukan dengan menggunakan suatu algoritma. Algoritma yang dipakai adalah algoritma yang telah dikembangkan oleh Hariga et al (2004). Adapun algoritma tersebut adalah sebagai berikut:
6. Langkah 1 :Mulai dengan q =bhD2
…………………….………(3.5)
7. Langkah 2 :Gunakan nilai q untuk mendapatkan nilai k dengan
persamaan 2.11
8. Langkah 3 :Hitung q dengan persamaan 2.10.
9. Langkah 4 :Ulangi langkah 2 sampai 3 hingga nilai q dan k tidak
berubah.
10. Langkah 5 :Tetapkan bahwa *q = q dan *k = k
Jumlah pemesanan ditentukan dari nilai lot pemesanan ( *q ) optimal. Untuk memudahkan perhitungan algoritma, disini digunakan software MATLAB agar dapat diperoleh perhitungan yang lebih sederhana dan mampu menghemat waktu pengerjaan laporan.
4. Penentuan Reorder Point (ROP)
Reorder point (ROP) atau pemesanan kembali merupakan suatu saat dimana harus diadakan pemesanan kembali untuk mencegah terjadinya kekurangan stock. ROP dapat diperoleh dari: ROP=DxL+SS…………………………………………….……….…(3.6) Dimana: SS= Lk thn ´´* s …………………………………………..…....….(3.7) Keterangan: SS= Safety stock
f. Penentuan Total Biaya Persediaan Spare part Berdasarkan Kebijakan
Usulan
Dalam menentukan total biaya persediaan spare part sebagai langkah awal adalah melakukan simulasi montecarlo untuk mengetahui persediaan rata-rata spare part selama satu tahun, jumlah order, dan banyaknya stockout. Simulasi montecarlo merupakan simulasi dengan model probabilistic, dimana data degenerate dari bilangan random yang kemudian disusun suatu distribusi probabilitas. Langkah-langkah dalam Simulasi Montecarlo:
- Menentukan parameter yang diamati dalam sistem
- Membuat distribusi frekuensi dan frekuensi kumulatifnya.

55
- Membuat distribusi probabilitas kumulatif.
- Mengkaitkan nilai parameter dengan bilangan random.
- Menggenerate sebuah stream dari bilangan bilangan random.
- Dapatkan nilai parameter dari setiap bilangan random.
Untuk nilai jumlah pemesanan (Q) dan reorder point (ROP) yang digunakan adalah hasil dari perhitungan algoritma. Setelah dilakukan simulasi maka akan diketahui persediaan rata-rata spare part selama satu tahun, jumlah order, dan banyaknya stockout sehingga total biaya persedian spare part dapat dihitung dengan menggunakan persamaan sebagai berikut:
)()()( s´+´+´= spbpTotal jAjhrTC ………………………….…...(3.15)
Dimana:
pr = Rata-rata persediaan
pj = Jumlah order
sj = Jumlah stockout g. Penentuan Total Biaya Persediaan Spare part Berdasarkan Kebijakan
Perusahaan
Untuk penentuan total biaya persediaan spare part berdasarkan kebijakan perusahaan sama dengan penentuan total biaya persediaan spare part berdasarkan usulan. Hanya untuk nilai ROP dan Q berdasarkan dari nilai ROP dan Q yang sering muncul pada perusahaan.
h. Penataan Ulang Tata Letak Spare part Pada Gudang
Penataan ulang tata letak spare part pada gudang dilakukan karena selama ini tata letak spare part pada gudang kurang teratur. Hal ini menyebabkan pihak gudang mengalami kesulitan dalam mencari lokasi tempat spare part yang akan digunakan. Pihak gudang juga tidak mengetahui apakah spare part yang diminta masih ada stocknya atau tidak karena lokasi spare part yang kurang teratur dan kadang tertutup oleh spare part yang lain.
Dalam penataan ulang tata letak spare part ini akan menerapkan metode 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke). Metode 5S ini digunakan karena disamping mampu menata tata letak spare part dengan lebih efektif dan efisien juga mampu membuat gudang spare part lebih bersih dari barang-barang yang tidak bermanfaat, rapi, dan memberikan kebiasaan kepada pihak gudang untuk melakukan perawatan guudang dan isinya. Adapun langkah-langkah penataan ulang tata letak spare part pada gudang dengan menerapkan metode 5S sebagai berikut. - Identifikasi Penyebab Searching Time Spare part Yag Lama
Untuk mengidentifikasi faktor-faktor penyebab searching time spare part yang lama di gudang, maka menggunakan digunakan diagram tulang ikan (fishbone diagram). Tujuan dari fishbone diagram adalah untuk mengetahui penyebab searching time spare part yang lama di gudang sehingga dapat segera diatasi. Pengidentifikasian faktor-faktor ini dilihat dari lima segi, yaitu
56
seiri (keringkasan), seiton (kerapian), seiso (kebersihan), seiketsu (standarisasi), shitsuke (disiplin).
- Penerapan 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) Dalam Penataan
Ulang Tata Letak Spare part Pada Gudang
Pada tahapan ini akan dilakukan penerapan metode 5S dalam penataan ulang tata letak spare part pada gudang. Metode ini tidak hanya menata tata letak spare part saja, tetapi juga bisa memberikan standarisasi terhadap sistem-sistem yang ada pada gudang. Dengan diterapkannya metode ini, diharapkan gudang spare part menjadi rapi, bersih, teratur dan mampu meningkatkan kedisplinan dan kesadaran pegawai gudang dalam memelihara gudang dalam jangka waktu yang lama. Adapun penjelasan metode 5S adalah sebagai berikut 1. Seiri
Pada tahap ini akan dilakukan proses penyortiran atau pemilahan spare part, apakah spare part di gudang diperlukan lagi atau tidak. Langkah awal yang dilakukan adalah pembersihan lantai gudang spare part. Jadi spare part yang ada di lantai gudang dibersihkan. Setelah itu dilakukan pendataan fasilitas-fasilitas apa saja yang ada di gudang. Langkah terkahir dalam tahap ini adalah mengelompokkan dan mengurutkan spare part dalam kategori masing-masing jenis spare part. Semua spare part yang sejenis dikelompokkan menjadi satu untuk memudahkan penempatan spare part pada tempat penyimpanan spare part.
2. Seiton
Pada tahap ini, dilakukan penempatan spare part pada tempat penyimpanan spare part yang tersedia di gudang. Menempatkannya secara berurutan semua spare part yang telah dikelompokkan pada tempat penyimpanan spare part. Kemudian dimasukkan ke dalam wadah bila perlu dan dilengkapi dengan label yang berisi informasi mengenai spare part yang berada di lokasi tersebut. Untuk itu diperlukan penghitungan jumlah lokasi, diperlukan penghitungan jumlah spare part, sehingga akan diketahui apakah jumlah lokasi dengan jumlah spare part seimbang, jika tidak maka dicari solusinya.
Dalam penempatan spare part disini dikelompokkan berdasarkan kesamaan jenis, sifat, dan karakteristik dari spare part tersebut. Misalnya spare part jenis baut dikelompokkan menjadi satu dalam beberapa tempat yang berdekatan, spare part jenis bulb dan switch di tempatkan berdekatan karenan memiliki kesamaan sifat. Sebelum dilakukan penempatan spare part pada tempat yang telah tersedia di gudang, maka terlebih dahulu dilakukan penamaan atau memberi kode terhadap tempat-tempat untuk spare part seperti rak, meja, ember, dan gantungan agar letak spare part di gudang menjadi lebih jelas. Sehingga mempermudah dalam pencarian spare part dan meminimalkan searching time.
3. Seiso
Setelah seiri dan seiton dilaksanakan, maka seiso atau kebersihan merupakan tahap selanjutnya. Pada tahap ini akan dilakukan pembuatan prosedur kebersihan atau jadwal piket pegawai gudang untuk membersihkan gudang. Langkah-langkah yang dilakukan dalam pembuatan prosedur adalah menentukan hal-hal apa saja yang akan dilakukan dalam pembersihan

57
gudang, misalnya pembersihan lantai, pembuangan sampah pada tempatnya, dan penataan spare part yang masuk ke gudang.
4. Seiketsu
Pembuatan standarisasi sangat diperlukan agar apa yang telah dirancang dapat terlaksana dengan baik. Untuk itu maka diperlukan alur prosedur untuk perbaikan sistem yang ada, yakni administrasi dan dokumentasi dengan penggunaan laporan T/L (Transaksi dan Lokasi), kartu stok, dan penggunaan data berbasis komputer. Perlu dibakukan juga format atas pembukuan, penginputan dan komputasi, stok dan sebagainya. Oleh karena itu diperlukan sebuah standar atas prosedur yang dilakukan di gudang spare part PO. Safari Eka Kapti, yaitu dengan pembuatan Standard Operational Procedure (SOP) sehingga setiap langkah yang dilakukan mempunyai aturan yan jelas yang telah ditetapkan oleh perusahaan. Standarisasi lokasi penempatan material sangat diperlukan, yaitu dengan melakukan pelabelan atas lokasi material yang ada. Selain itu, guna mempermudah dan mempercepat pencarian spare part maka diperlukan suatu program komputer (software). Software ini bisa digunakan dalam proses pencariaan lokasi spare part, sehingga mampu mempermudah dan mempercepat proses pencarian spare part.
5. Shitsuke
Shitsuke meruapakan tahap akhir dari penerapan sistem 5S yang dilakukan. Disiplin merupakan kunci yang harus dijalankan atas sistem dan penataan yang telah dilakukan sebelumnya. Pada tahap ini dibuat 5S Audition Checklist sebagai panduan melakukan audit, kemudian ditentukan jadwal audit berkala yang dapat dilakukan oleh officer maupun manajemen.
i. Pembuatan Aplikasi Software Pemantauan Posisi Persediaan Spare part
Selama ini perusahaan merasa kesulitan dalam memantau posisi persediaan spare part. oleh karena itu maka diperlukan alat bantu yang bisa digunakan untuk memantau posisi persediaan spare part. Alat bantu tersebut berupa program pada komputer (software). Software tersebut memiliki fungsi untuk memantau posisi persedian dan mengetahui letak spare part yang berada dalam gudang. Dengan adanya software ini, pegawai gudang bisa memantau posisi persedian semua spare part yang disimpan setiap saat dan mengetahui semua letak spare part di gudang sehingga mampu meminimalkan searching time. Software ini dibuat dengan menggunakan program VIBI 06 yang di integrasikan dengan Microsoft Acces 2007 untuk databasenya. Adapun langkah-langkah dalam pembuatan aplikasi manajemen persediaan ini dapat dilihat pada Gambar 3.2.
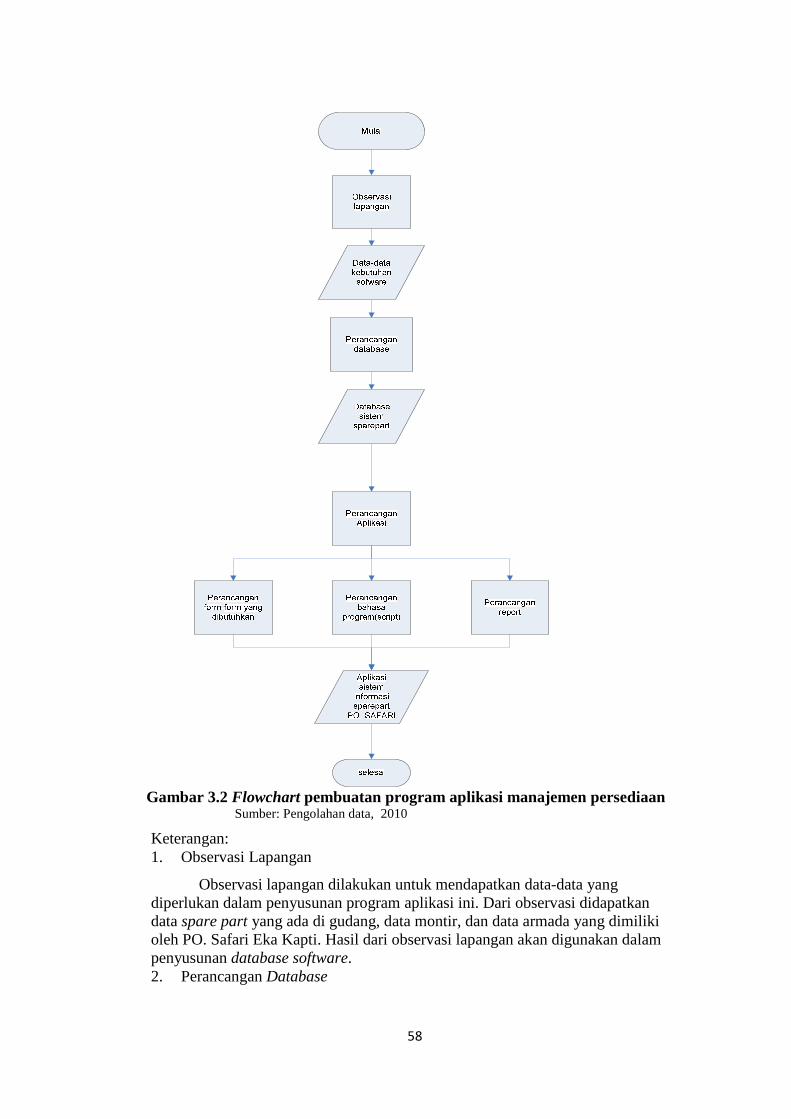
58
Gambar 3.2 Flowchart pembuatan program aplikasi manajemen persediaan
Sumber: Pengolahan data, 2010
Keterangan: 1. Observasi Lapangan
Observasi lapangan dilakukan untuk mendapatkan data-data yang diperlukan dalam penyusunan program aplikasi ini. Dari observasi didapatkan data spare part yang ada di gudang, data montir, dan data armada yang dimiliki oleh PO. Safari Eka Kapti. Hasil dari observasi lapangan akan digunakan dalam penyusunan database software. 2. Perancangan Database
59
Setelah dilakukan pengumpulan data dengan observasi lapangan, maka selanjutnya adalah perancangan database untuk program aplikasi ini dengan menggunakan Microsoft accses 2007. Untuk perancangan database, akan dilakukan perancangan fisik (tabel)., yaitu dengan merancang tabel database yang meliputi komponen tabel beserta ukuran dan tipe datanya. 3. Perancangan Program Aplikasi Manajemen Persediaan
Yang dimaksud dengan perancangan program aplikasi manajemen persediaan adalah perancangan form yang dibutuhkan dan penulisan bahasa program sesuai dengan sistem yang telah dirancang. Pada tahap ini dilakukan perancanagan program apliksi berdasarkan pada database yang telah di buat. Untuk pembuatan program aplikasi ini akan digunakan software Microsoft Visual Basic 6.0 Enterprise Edition. 4. Pengaplikasian program aplikasi manajemen persediaan
Setelah program aplikasi manajemen selesai dibuat, maka selanjutnya adalah pengaplikasian program aplikasi tersebut ke perusahaan.
3.2.3 Tahap Analisis Dan Kesimpulan
a. Analisis
Pada tahap ini dilakukan analisis terhadap hasil pengumpulan dan pengolahan data. b. Kesimpulan Dan Saran
Tahap akhir dari penelitian ini adalah menarik kesimpulan dari hasil analisis yang telah dilakukan sesuai dengan tujuan penelitian dengan diikuti penyampaian saran-saran yang dapat ditindaklanjuti oleh pembaca ataupun peneliti sesudahnya.
60
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
4.1 PENGUMPULAN DATA
Pada sub bab ini disajikan data-data yang dibutuhkan untuk pengolahan data yang berasal dari perusahaan. Data yang di sajikan meliputi data historis permintaan dan pengadaan spare part tahun 2008, data lead time tiap spare part, data komponen holding cost, ordering cost, dan shortage cost.
4.1.1 Data Historis Permintaan Dan Pengadaan Spare part Tahun 2008
Data histories permintaan dan pengadaan spare part tahun 2008 merupakan data permintaan dan pembelian atau pengadaan dari tiap-tiap spare part. Data permintaan didapat dari hasil pencatatan harian spare part yang diminta oleh para montir. Sedangkan data pengadaan spare part diperoleh dari hasil rekap nota pembelian spare part harian oleh pihak gudang selama satu tahun. Data ini berisi jumlah dan waktu permintaan dan pengadaan spare part selama satu tahun. Data ini juga menyajikan harga dari tiap item spare part yang. Dari data ini dapat dilihat rata-rata persediaan tiap-tiap item spare part. dari data ini juga dapat diketahui spare part mana saja yang bermasalah baik kekurangan maupun kelebihan stock. Data ini digunakan untuk melakukan peramalan jumlah permintaan spare part tahunan. Data ini juga bisa digunakan untuk mengelompokkan biaya berdasarkan tingkat kepentingan penggunaannya dengan metode ABC. Adapun data permintaan dan pengadaan spare part tahun 2008 selengkapnya dapat di lihat pada lampiran 1.
4.1.2 Data Lead Time Pemesanan Tiap Spare part
Data lead time pemesanan tiap spare part digunakan untuk penentuan jumlah pemesanan optimal (Q) ,penetuan titik pemesanan kembali (ROP) dan penghitungan biaya total persediaan spare part. untuk lead time pemesanan tiap spare part diasumsikan dua hari untuk semua spare part 4.1.3 Komponen Holding Cost, Ordering Cost Dan Shortage Cost
1. Holding Cost
Dalam menentukan besarnya holding cost terdapat 2 komponen, yaitu interest rate dan biaya operasional gudang. Untuk menentukan interest rate diperlukan bunga pinjam bank dan harga masing-masing spare part. Bunga pinjam bank pada saat itu sebesar 12%. 2. Harga Spare part
Harga masing-masing spare part yang diambil adalah harga spare part bulan Desember 2008. Harga masing-masing spare part ini digunakan untuk menghitung biaya simpan spare part (holding cost). Adapun daftar harga masing-masing spare part dapat dilihat pada Tabel 4.1
Tabel 4.1 Tabel harga spare part No Nama Sparepart Harga Spare part (Rp)
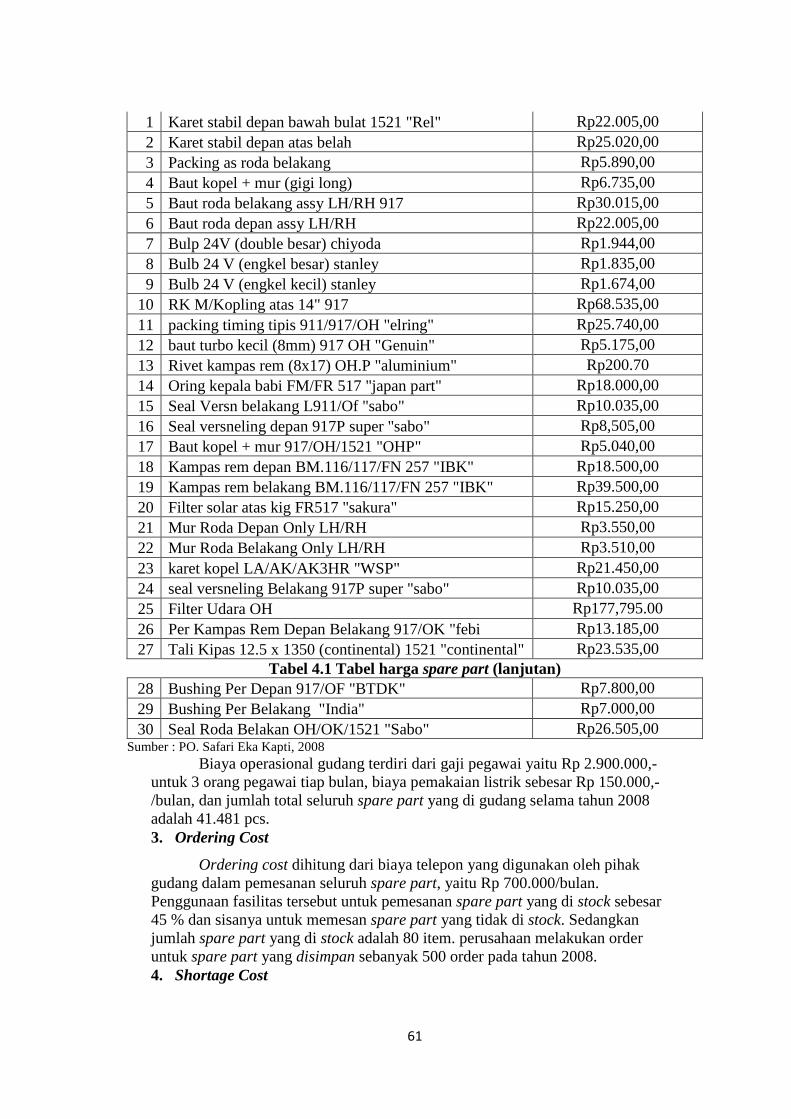
61
1 Karet stabil depan bawah bulat 1521 "Rel" Rp22.005,00 2 Karet stabil depan atas belah Rp25.020,00 3 Packing as roda belakang Rp5.890,00 4 Baut kopel + mur (gigi long) Rp6.735,00 5 Baut roda belakang assy LH/RH 917 Rp30.015,00 6 Baut roda depan assy LH/RH Rp22.005,00 7 Bulp 24V (double besar) chiyoda Rp1.944,00 8 Bulb 24 V (engkel besar) stanley Rp1.835,00 9 Bulb 24 V (engkel kecil) stanley Rp1.674,00
10 RK M/Kopling atas 14" 917 Rp68.535,00 11 packing timing tipis 911/917/OH "elring" Rp25.740,00 12 baut turbo kecil (8mm) 917 OH "Genuin" Rp5.175,00 13 Rivet kampas rem (8x17) OH.P "aluminium" Rp200.70 14 Oring kepala babi FM/FR 517 "japan part" Rp18.000,00 15 Seal Versn belakang L911/Of "sabo" Rp10.035,00 16 Seal versneling depan 917P super "sabo" Rp8,505,00 17 Baut kopel + mur 917/OH/1521 "OHP" Rp5.040,00 18 Kampas rem depan BM.116/117/FN 257 "IBK" Rp18.500,00 19 Kampas rem belakang BM.116/117/FN 257 "IBK" Rp39.500,00 20 Filter solar atas kig FR517 "sakura" Rp15.250,00 21 Mur Roda Depan Only LH/RH Rp3.550,00 22 Mur Roda Belakang Only LH/RH Rp3.510,00 23 karet kopel LA/AK/AK3HR "WSP" Rp21.450,00 24 seal versneling Belakang 917P super "sabo" Rp10.035,00 25 Filter Udara OH Rp177,795.00 26 Per Kampas Rem Depan Belakang 917/OK "febi Rp13.185,00 27 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" Rp23.535,00
Tabel 4.1 Tabel harga spare part (lanjutan) 28 Bushing Per Depan 917/OF "BTDK" Rp7.800,00 29 Bushing Per Belakang "India" Rp7.000,00 30 Seal Roda Belakan OH/OK/1521 "Sabo" Rp26.505,00
Sumber : PO. Safari Eka Kapti, 2008 Biaya operasional gudang terdiri dari gaji pegawai yaitu Rp 2.900.000,-
untuk 3 orang pegawai tiap bulan, biaya pemakaian listrik sebesar Rp 150.000,-/bulan, dan jumlah total seluruh spare part yang di gudang selama tahun 2008 adalah 41.481 pcs. 3. Ordering Cost
Ordering cost dihitung dari biaya telepon yang digunakan oleh pihak gudang dalam pemesanan seluruh spare part, yaitu Rp 700.000/bulan. Penggunaan fasilitas tersebut untuk pemesanan spare part yang di stock sebesar 45 % dan sisanya untuk memesan spare part yang tidak di stock. Sedangkan jumlah spare part yang di stock adalah 80 item. perusahaan melakukan order untuk spare part yang disimpan sebanyak 500 order pada tahun 2008. 4. Shortage Cost
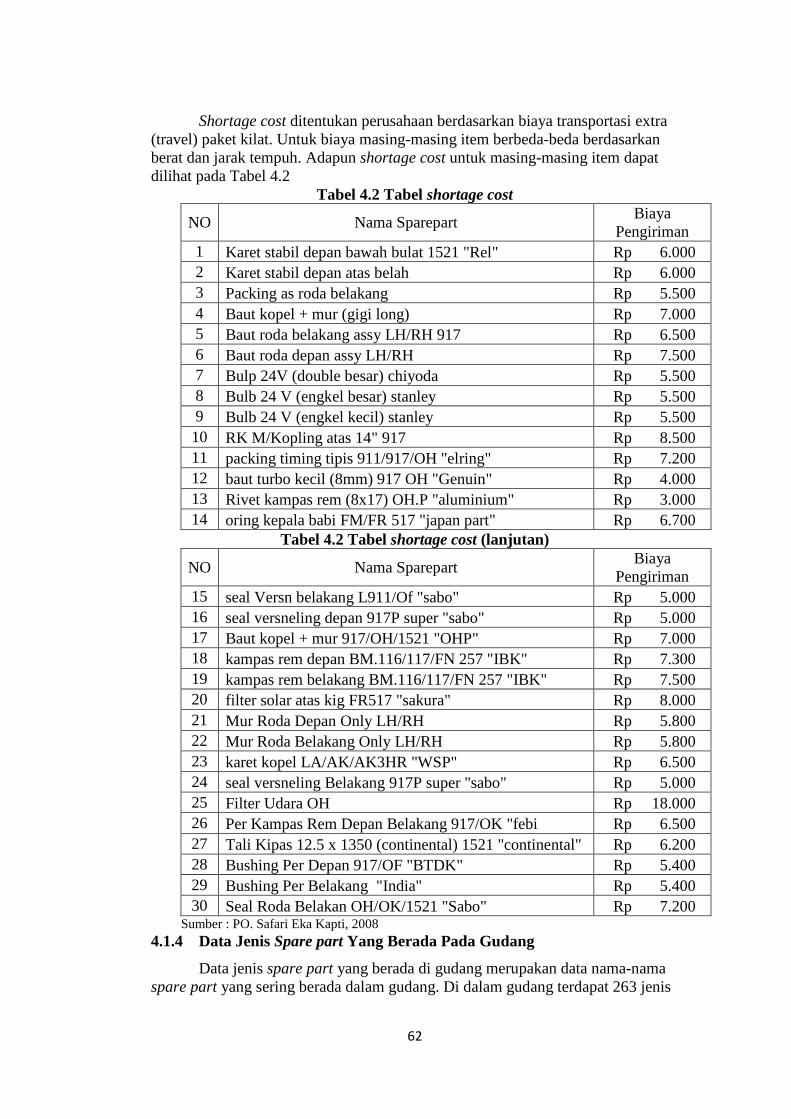
62
Shortage cost ditentukan perusahaan berdasarkan biaya transportasi extra (travel) paket kilat. Untuk biaya masing-masing item berbeda-beda berdasarkan berat dan jarak tempuh. Adapun shortage cost untuk masing-masing item dapat dilihat pada Tabel 4.2
Tabel 4.2 Tabel shortage cost
NO Nama Sparepart Biaya Pengiriman
1 Karet stabil depan bawah bulat 1521 "Rel" Rp 6.000 2 Karet stabil depan atas belah Rp 6.000 3 Packing as roda belakang Rp 5.500 4 Baut kopel + mur (gigi long) Rp 7.000 5 Baut roda belakang assy LH/RH 917 Rp 6.500 6 Baut roda depan assy LH/RH Rp 7.500 7 Bulp 24V (double besar) chiyoda Rp 5.500 8 Bulb 24 V (engkel besar) stanley Rp 5.500 9 Bulb 24 V (engkel kecil) stanley Rp 5.500 10 RK M/Kopling atas 14" 917 Rp 8.500 11 packing timing tipis 911/917/OH "elring" Rp 7.200 12 baut turbo kecil (8mm) 917 OH "Genuin" Rp 4.000 13 Rivet kampas rem (8x17) OH.P "aluminium" Rp 3.000 14 oring kepala babi FM/FR 517 "japan part" Rp 6.700
Tabel 4.2 Tabel shortage cost (lanjutan)
NO Nama Sparepart Biaya Pengiriman
15 seal Versn belakang L911/Of "sabo" Rp 5.000 16 seal versneling depan 917P super "sabo" Rp 5.000 17 Baut kopel + mur 917/OH/1521 "OHP" Rp 7.000 18 kampas rem depan BM.116/117/FN 257 "IBK" Rp 7.300 19 kampas rem belakang BM.116/117/FN 257 "IBK" Rp 7.500 20 filter solar atas kig FR517 "sakura" Rp 8.000 21 Mur Roda Depan Only LH/RH Rp 5.800 22 Mur Roda Belakang Only LH/RH Rp 5.800 23 karet kopel LA/AK/AK3HR "WSP" Rp 6.500 24 seal versneling Belakang 917P super "sabo" Rp 5.000 25 Filter Udara OH Rp 18.000 26 Per Kampas Rem Depan Belakang 917/OK "febi Rp 6.500 27 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" Rp 6.200 28 Bushing Per Depan 917/OF "BTDK" Rp 5.400 29 Bushing Per Belakang "India" Rp 5.400 30 Seal Roda Belakan OH/OK/1521 "Sabo" Rp 7.200
Sumber : PO. Safari Eka Kapti, 2008 4.1.4 Data Jenis Spare part Yang Berada Pada Gudang
Data jenis spare part yang berada di gudang merupakan data nama-nama spare part yang sering berada dalam gudang. Di dalam gudang terdapat 263 jenis
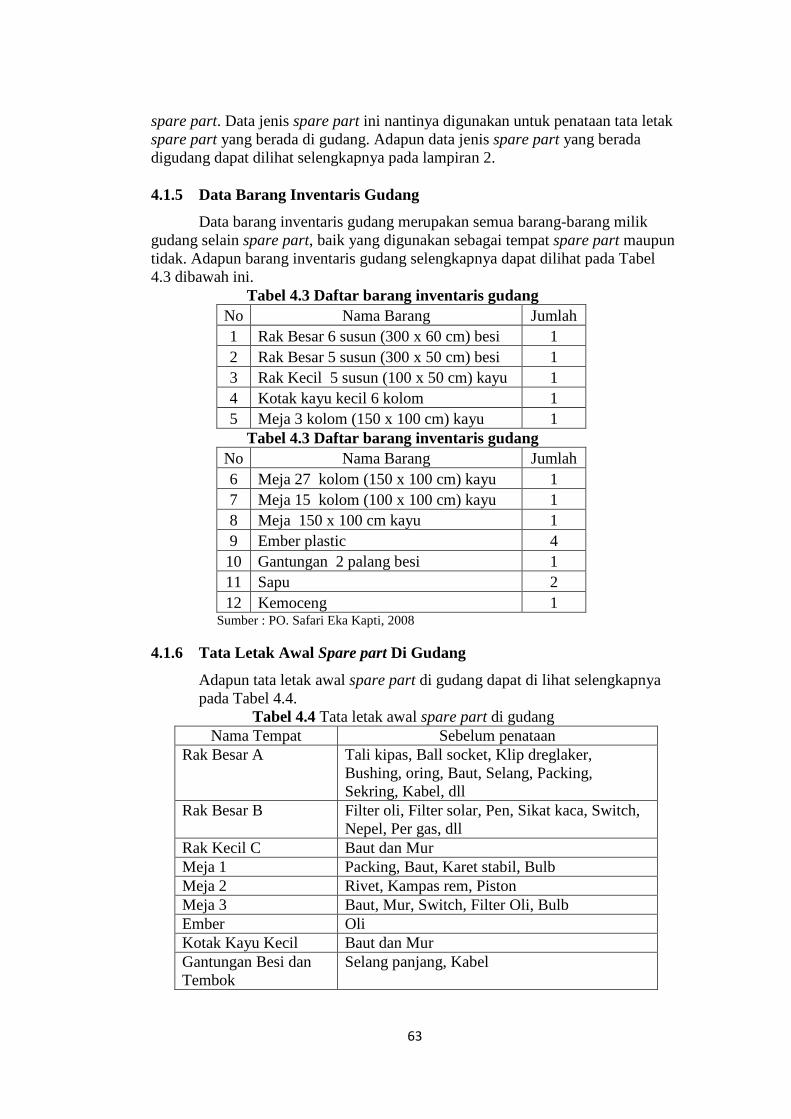
63
spare part. Data jenis spare part ini nantinya digunakan untuk penataan tata letak spare part yang berada di gudang. Adapun data jenis spare part yang berada digudang dapat dilihat selengkapnya pada lampiran 2.
4.1.5 Data Barang Inventaris Gudang
Data barang inventaris gudang merupakan semua barang-barang milik gudang selain spare part, baik yang digunakan sebagai tempat spare part maupun tidak. Adapun barang inventaris gudang selengkapnya dapat dilihat pada Tabel 4.3 dibawah ini.
Tabel 4.3 Daftar barang inventaris gudang No Nama Barang Jumlah 1 Rak Besar 6 susun (300 x 60 cm) besi 1 2 Rak Besar 5 susun (300 x 50 cm) besi 1 3 Rak Kecil 5 susun (100 x 50 cm) kayu 1 4 Kotak kayu kecil 6 kolom 1 5 Meja 3 kolom (150 x 100 cm) kayu 1
Tabel 4.3 Daftar barang inventaris gudang No Nama Barang Jumlah 6 Meja 27 kolom (150 x 100 cm) kayu 1 7 Meja 15 kolom (100 x 100 cm) kayu 1 8 Meja 150 x 100 cm kayu 1 9 Ember plastic 4 10 Gantungan 2 palang besi 1 11 Sapu 2 12 Kemoceng 1
Sumber : PO. Safari Eka Kapti, 2008
4.1.6 Tata Letak Awal Spare part Di Gudang
Adapun tata letak awal spare part di gudang dapat di lihat selengkapnya pada Tabel 4.4.
Tabel 4.4 Tata letak awal spare part di gudang Nama Tempat Sebelum penataan
Rak Besar A Tali kipas, Ball socket, Klip dreglaker, Bushing, oring, Baut, Selang, Packing, Sekring, Kabel, dll
Rak Besar B Filter oli, Filter solar, Pen, Sikat kaca, Switch, Nepel, Per gas, dll
Rak Kecil C Baut dan Mur Meja 1 Packing, Baut, Karet stabil, Bulb Meja 2 Rivet, Kampas rem, Piston Meja 3 Baut, Mur, Switch, Filter Oli, Bulb Ember Oli Kotak Kayu Kecil Baut dan Mur Gantungan Besi dan Tembok
Selang panjang, Kabel
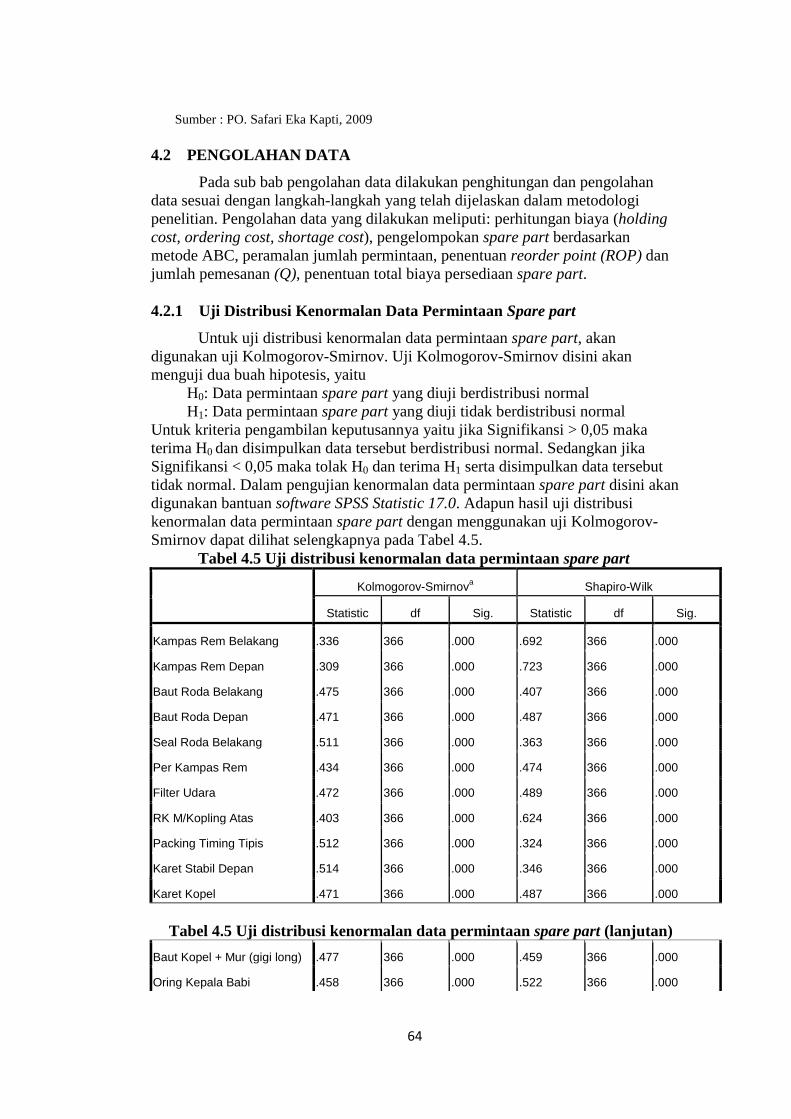
64
Sumber : PO. Safari Eka Kapti, 2009 4.2 PENGOLAHAN DATA
Pada sub bab pengolahan data dilakukan penghitungan dan pengolahan data sesuai dengan langkah-langkah yang telah dijelaskan dalam metodologi penelitian. Pengolahan data yang dilakukan meliputi: perhitungan biaya (holding cost, ordering cost, shortage cost), pengelompokan spare part berdasarkan metode ABC, peramalan jumlah permintaan, penentuan reorder point (ROP) dan jumlah pemesanan (Q), penentuan total biaya persediaan spare part.
4.2.1 Uji Distribusi Kenormalan Data Permintaan Spare part
Untuk uji distribusi kenormalan data permintaan spare part, akan digunakan uji Kolmogorov-Smirnov. Uji Kolmogorov-Smirnov disini akan menguji dua buah hipotesis, yaitu
H0: Data permintaan spare part yang diuji berdistribusi normal H1: Data permintaan spare part yang diuji tidak berdistribusi normal
Untuk kriteria pengambilan keputusannya yaitu jika Signifikansi > 0,05 maka terima H0 dan disimpulkan data tersebut berdistribusi normal. Sedangkan jika Signifikansi < 0,05 maka tolak H0 dan terima H1 serta disimpulkan data tersebut tidak normal. Dalam pengujian kenormalan data permintaan spare part disini akan digunakan bantuan software SPSS Statistic 17.0. Adapun hasil uji distribusi kenormalan data permintaan spare part dengan menggunakan uji Kolmogorov-Smirnov dapat dilihat selengkapnya pada Tabel 4.5.
Tabel 4.5 Uji distribusi kenormalan data permintaan spare part Kolmogorov-Smirnova Shapiro-Wilk
Statistic df Sig. Statistic df Sig.
Kampas Rem Belakang .336 366 .000 .692 366 .000
Kampas Rem Depan .309 366 .000 .723 366 .000
Baut Roda Belakang .475 366 .000 .407 366 .000
Baut Roda Depan .471 366 .000 .487 366 .000
Seal Roda Belakang .511 366 .000 .363 366 .000
Per Kampas Rem .434 366 .000 .474 366 .000
Filter Udara .472 366 .000 .489 366 .000
RK M/Kopling Atas .403 366 .000 .624 366 .000
Packing Timing Tipis .512 366 .000 .324 366 .000
Karet Stabil Depan .514 366 .000 .346 366 .000
Karet Kopel .471 366 .000 .487 366 .000
Tabel 4.5 Uji distribusi kenormalan data permintaan spare part (lanjutan)
Baut Kopel + Mur (gigi long) .477 366 .000 .459 366 .000
Oring Kepala Babi .458 366 .000 .522 366 .000
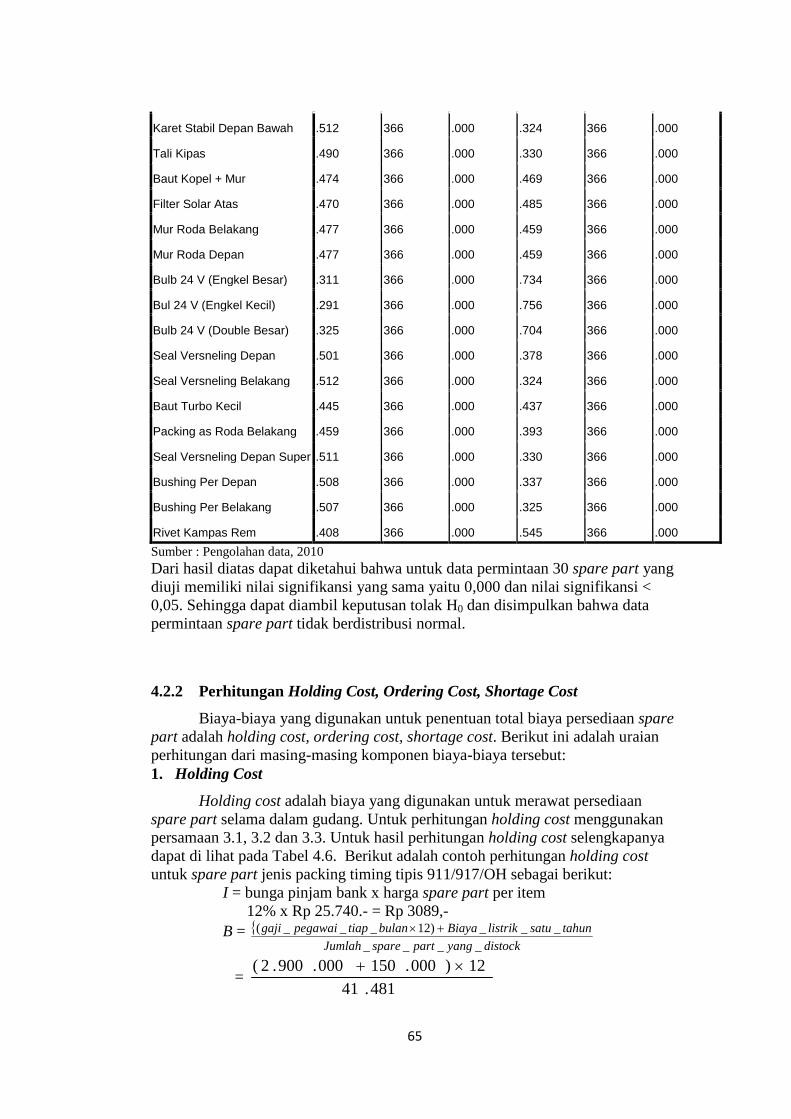
65
Karet Stabil Depan Bawah .512 366 .000 .324 366 .000
Tali Kipas .490 366 .000 .330 366 .000
Baut Kopel + Mur .474 366 .000 .469 366 .000
Filter Solar Atas .470 366 .000 .485 366 .000
Mur Roda Belakang .477 366 .000 .459 366 .000
Mur Roda Depan .477 366 .000 .459 366 .000
Bulb 24 V (Engkel Besar) .311 366 .000 .734 366 .000
Bul 24 V (Engkel Kecil) .291 366 .000 .756 366 .000
Bulb 24 V (Double Besar) .325 366 .000 .704 366 .000
Seal Versneling Depan .501 366 .000 .378 366 .000
Seal Versneling Belakang .512 366 .000 .324 366 .000
Baut Turbo Kecil .445 366 .000 .437 366 .000
Packing as Roda Belakang .459 366 .000 .393 366 .000
Seal Versneling Depan Super .511 366 .000 .330 366 .000
Bushing Per Depan .508 366 .000 .337 366 .000
Bushing Per Belakang .507 366 .000 .325 366 .000
Rivet Kampas Rem .408 366 .000 .545 366 .000
Sumber : Pengolahan data, 2010 Dari hasil diatas dapat diketahui bahwa untuk data permintaan 30 spare part yang diuji memiliki nilai signifikansi yang sama yaitu 0,000 dan nilai signifikansi < 0,05. Sehingga dapat diambil keputusan tolak H0 dan disimpulkan bahwa data permintaan spare part tidak berdistribusi normal. 4.2.2 Perhitungan Holding Cost, Ordering Cost, Shortage Cost
Biaya-biaya yang digunakan untuk penentuan total biaya persediaan spare part adalah holding cost, ordering cost, shortage cost. Berikut ini adalah uraian perhitungan dari masing-masing komponen biaya-biaya tersebut: 1. Holding Cost
Holding cost adalah biaya yang digunakan untuk merawat persediaan spare part selama dalam gudang. Untuk perhitungan holding cost menggunakan persamaan 3.1, 3.2 dan 3.3. Untuk hasil perhitungan holding cost selengkapanya dapat di lihat pada Tabel 4.6. Berikut adalah contoh perhitungan holding cost untuk spare part jenis packing timing tipis 911/917/OH sebagai berikut:
I = bunga pinjam bank x harga spare part per item 12% x Rp 25.740.- = Rp 3089,- B = {
distockyangpartspareJumlahtahunsatulistrikBiayabulantiappegawaigaji
_______)12___( +´
= 481.41
12)000.150000.900.2( ´+
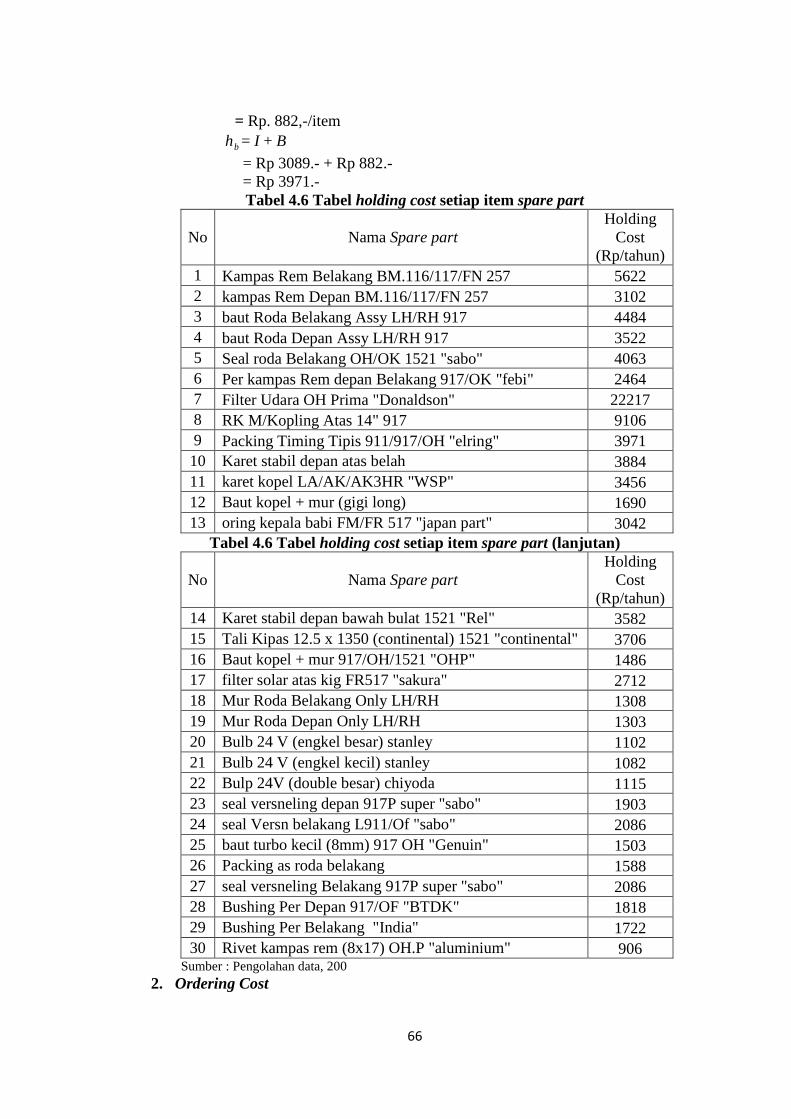
66
= Rp. 882,-/item
bh = I + B = Rp 3089.- + Rp 882.- = Rp 3971.-
Tabel 4.6 Tabel holding cost setiap item spare part
No Nama Spare part Holding
Cost (Rp/tahun)
1 Kampas Rem Belakang BM.116/117/FN 257 5622 2 kampas Rem Depan BM.116/117/FN 257 3102 3 baut Roda Belakang Assy LH/RH 917 4484 4 baut Roda Depan Assy LH/RH 917 3522 5 Seal roda Belakang OH/OK 1521 "sabo" 4063 6 Per kampas Rem depan Belakang 917/OK "febi" 2464 7 Filter Udara OH Prima "Donaldson" 22217 8 RK M/Kopling Atas 14" 917 9106 9 Packing Timing Tipis 911/917/OH "elring" 3971 10 Karet stabil depan atas belah 3884 11 karet kopel LA/AK/AK3HR "WSP" 3456 12 Baut kopel + mur (gigi long) 1690 13 oring kepala babi FM/FR 517 "japan part" 3042
Tabel 4.6 Tabel holding cost setiap item spare part (lanjutan)
No Nama Spare part Holding
Cost (Rp/tahun)
14 Karet stabil depan bawah bulat 1521 "Rel" 3582 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 3706 16 Baut kopel + mur 917/OH/1521 "OHP" 1486 17 filter solar atas kig FR517 "sakura" 2712 18 Mur Roda Belakang Only LH/RH 1308 19 Mur Roda Depan Only LH/RH 1303 20 Bulb 24 V (engkel besar) stanley 1102 21 Bulb 24 V (engkel kecil) stanley 1082 22 Bulp 24V (double besar) chiyoda 1115 23 seal versneling depan 917P super "sabo" 1903 24 seal Versn belakang L911/Of "sabo" 2086 25 baut turbo kecil (8mm) 917 OH "Genuin" 1503 26 Packing as roda belakang 1588 27 seal versneling Belakang 917P super "sabo" 2086 28 Bushing Per Depan 917/OF "BTDK" 1818 29 Bushing Per Belakang "India" 1722 30 Rivet kampas rem (8x17) OH.P "aluminium" 906
Sumber : Pengolahan data, 200 2. Ordering Cost
67
Ordering cost merupakan biaya yang dikeluarkan oleh perusahaan untuk memperoleh item persediaan. Ordering cost untuk semua jenis spare part adalah sama. Perhitungan ordering cost menggunakan persamaan 3.4 Berikut adalah perhitungan ordering cost untuk tiap-tiap spare part:
A = j
bf t´
= 500
12000.7008030
%45 ´´´
= Rp 2.835,-/order 3. Shortage Cost
Shortage cost merupakan biaya yang dikeluarkan perusahaan karena terjadi kekurangan stock. Shortage cost terdiri dari biaya transportasi extra (travel) yang sudah ditetapkan oleh perusahaan untuk masing-masing spare part. Adapun penentuan shortage cost untuk masing-masing spare part dapat dilihat pada Tabel 4.2 sub bab pengumpulan data. 4.2.3 Pengelompokan Spare part Berdasarkan Metode ABC
Pengelompokan spare part ini dilakukan untuk mengetahui tingkat kepentingan dari masing-masing item spare part. Tahap-tahap yang dilakukan dalam pengklasifikasian persediaan berdasarkan konsep ABC adalah: 1. Membuat daftar semua item yang akan diklasifikasikan dan harga beli masing-
masing item spare part. Adapun daftar semua item yang akan diklasifikasikan
dan harga beli masing-masing item spare part dapat dilihat pada Tabel 4.6.
2. Menentukan jumlah pemakaian rata-rata per tahun untuk setiap item spare
part tersebut. Adapun daftar jumlah pemakaian rata-rata per tahun untuk
setiap item spare part dapat dilihat pada Tabel 4.6.
3. Menentukan nilai pemakaian per tahun setiap item spare part dengan cara
mengalikan jumlah pemakaian rata-rata per tahun dengan harga beli masing-
masing item spare part. Berikut adalah contoh perhitungan nilai pemakaian
per tahun untuk spare part jenis packing timing tipis 911/917/OH.
Annual Investment= Annual Usage x Item Investment Cost = 94 x Rp 25.740.- = Rp 2.419.560.-
Adapun hasil selengkapnya dapat dilihat pada Tabel 4.6. 4. Menjumlahkan nilai pemakaian tahunan semua item spare part untuk
memperoleh nilai pemakaian total. Adapun hasil selengkapnya dapat dilihat
pada Tabel 4.6.

68
5. Menghitung persentase pemakaian setiap item spare part dari hasil bagi antara
nilai pemakaian per tahun setiap item spare part dengan total nilai pemakaian
per tahun. Berikut adalah contoh perhitungan nilai pemakaian per tahun untuk
spare part jenis packing timing tipis 911/917/OH.
% Investement= %100__
_´
InvestmentAnnualTotalInvestmentAnnual
= %10050,888.473.101
560.419.2´
= 2,38% Adapun hasil selengkapnya dapat dilihat pada Tabel 4.7.
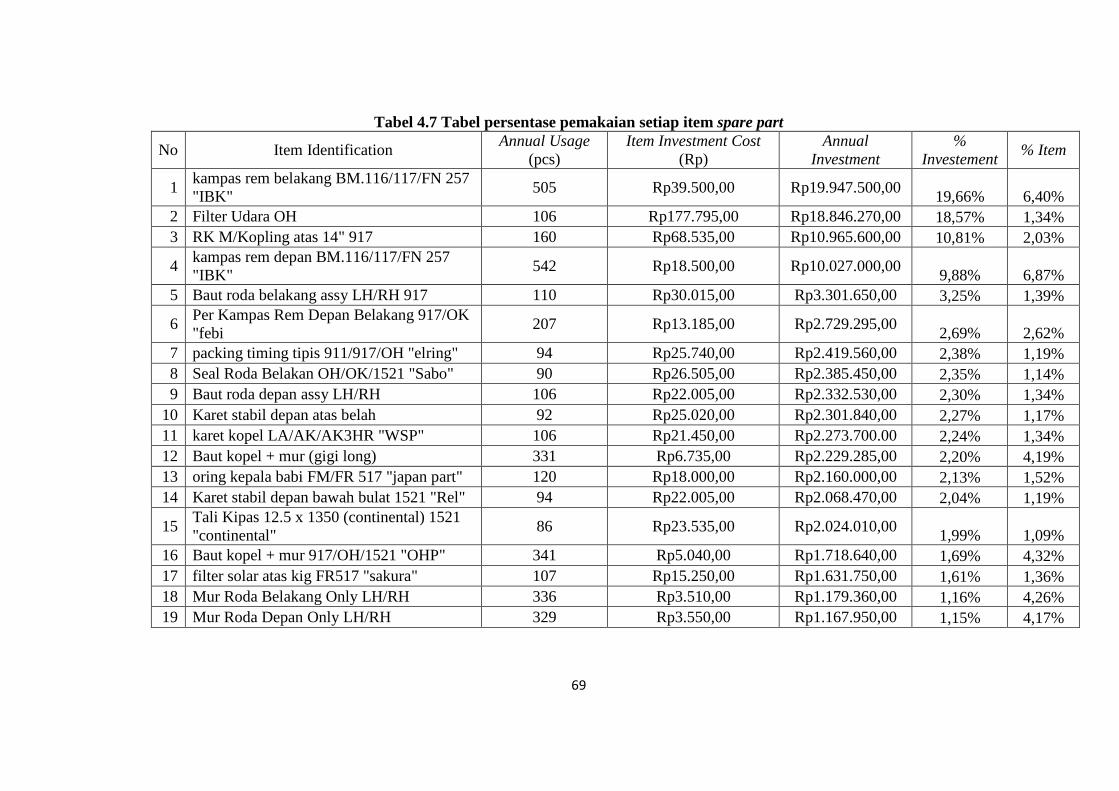
69
Tabel 4.7 Tabel persentase pemakaian setiap item spare part
No Item Identification Annual Usage (pcs)
Item Investment Cost (Rp)
Annual Investment
% Investement
% Item
1 kampas rem belakang BM.116/117/FN 257 "IBK" 505 Rp39.500,00 Rp19.947.500,00 19,66% 6,40%
2 Filter Udara OH 106 Rp177.795,00 Rp18.846.270,00 18,57% 1,34% 3 RK M/Kopling atas 14" 917 160 Rp68.535,00 Rp10.965.600,00 10,81% 2,03%
4 kampas rem depan BM.116/117/FN 257 "IBK"
542 Rp18.500,00 Rp10.027.000,00 9,88% 6,87%
5 Baut roda belakang assy LH/RH 917 110 Rp30.015,00 Rp3.301.650,00 3,25% 1,39%
6 Per Kampas Rem Depan Belakang 917/OK "febi
207 Rp13.185,00 Rp2.729.295,00 2,69% 2,62%
7 packing timing tipis 911/917/OH "elring" 94 Rp25.740,00 Rp2.419.560,00 2,38% 1,19% 8 Seal Roda Belakan OH/OK/1521 "Sabo" 90 Rp26.505,00 Rp2.385.450,00 2,35% 1,14% 9 Baut roda depan assy LH/RH 106 Rp22.005,00 Rp2.332.530,00 2,30% 1,34%
10 Karet stabil depan atas belah 92 Rp25.020,00 Rp2.301.840,00 2,27% 1,17% 11 karet kopel LA/AK/AK3HR "WSP" 106 Rp21.450,00 Rp2.273.700.00 2,24% 1,34% 12 Baut kopel + mur (gigi long) 331 Rp6.735,00 Rp2.229.285,00 2,20% 4,19% 13 oring kepala babi FM/FR 517 "japan part" 120 Rp18.000,00 Rp2.160.000,00 2,13% 1,52% 14 Karet stabil depan bawah bulat 1521 "Rel" 94 Rp22.005,00 Rp2.068.470,00 2,04% 1,19%
15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 86 Rp23.535,00 Rp2.024.010,00 1,99% 1,09%
16 Baut kopel + mur 917/OH/1521 "OHP" 341 Rp5.040,00 Rp1.718.640,00 1,69% 4,32% 17 filter solar atas kig FR517 "sakura" 107 Rp15.250,00 Rp1.631.750,00 1,61% 1,36% 18 Mur Roda Belakang Only LH/RH 336 Rp3.510,00 Rp1.179.360,00 1,16% 4,26% 19 Mur Roda Depan Only LH/RH 329 Rp3.550,00 Rp1.167.950,00 1,15% 4,17%
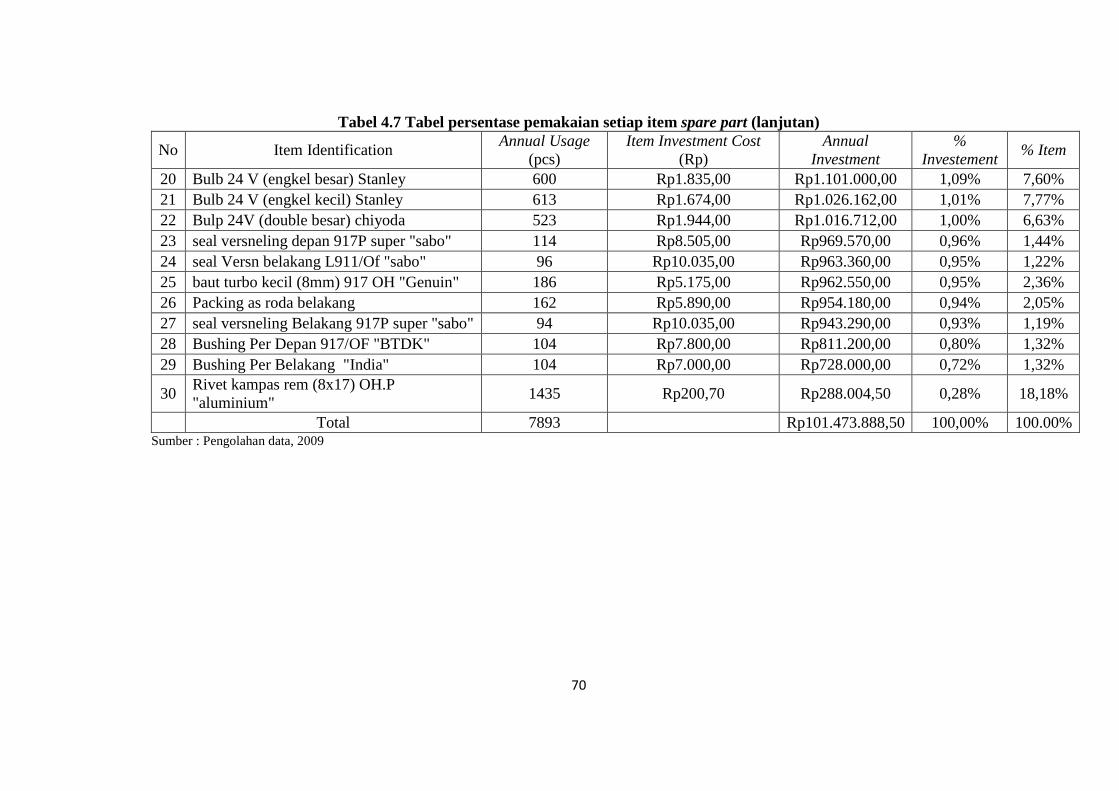
70
Tabel 4.7 Tabel persentase pemakaian setiap item spare part (lanjutan)
No Item Identification Annual Usage (pcs)
Item Investment Cost (Rp)
Annual Investment
% Investement
% Item
20 Bulb 24 V (engkel besar) Stanley 600 Rp1.835,00 Rp1.101.000,00 1,09% 7,60% 21 Bulb 24 V (engkel kecil) Stanley 613 Rp1.674,00 Rp1.026.162,00 1,01% 7,77% 22 Bulp 24V (double besar) chiyoda 523 Rp1.944,00 Rp1.016.712,00 1,00% 6,63% 23 seal versneling depan 917P super "sabo" 114 Rp8.505,00 Rp969.570,00 0,96% 1,44% 24 seal Versn belakang L911/Of "sabo" 96 Rp10.035,00 Rp963.360,00 0,95% 1,22% 25 baut turbo kecil (8mm) 917 OH "Genuin" 186 Rp5.175,00 Rp962.550,00 0,95% 2,36% 26 Packing as roda belakang 162 Rp5.890,00 Rp954.180,00 0,94% 2,05% 27 seal versneling Belakang 917P super "sabo" 94 Rp10.035,00 Rp943.290,00 0,93% 1,19% 28 Bushing Per Depan 917/OF "BTDK" 104 Rp7.800,00 Rp811.200,00 0,80% 1,32% 29 Bushing Per Belakang "India" 104 Rp7.000,00 Rp728.000,00 0,72% 1,32%
30 Rivet kampas rem (8x17) OH.P "aluminium"
1435 Rp200,70 Rp288.004,50 0,28% 18,18%
Total 7893 Rp101.473.888,50 100,00% 100.00% Sumber : Pengolahan data, 2009
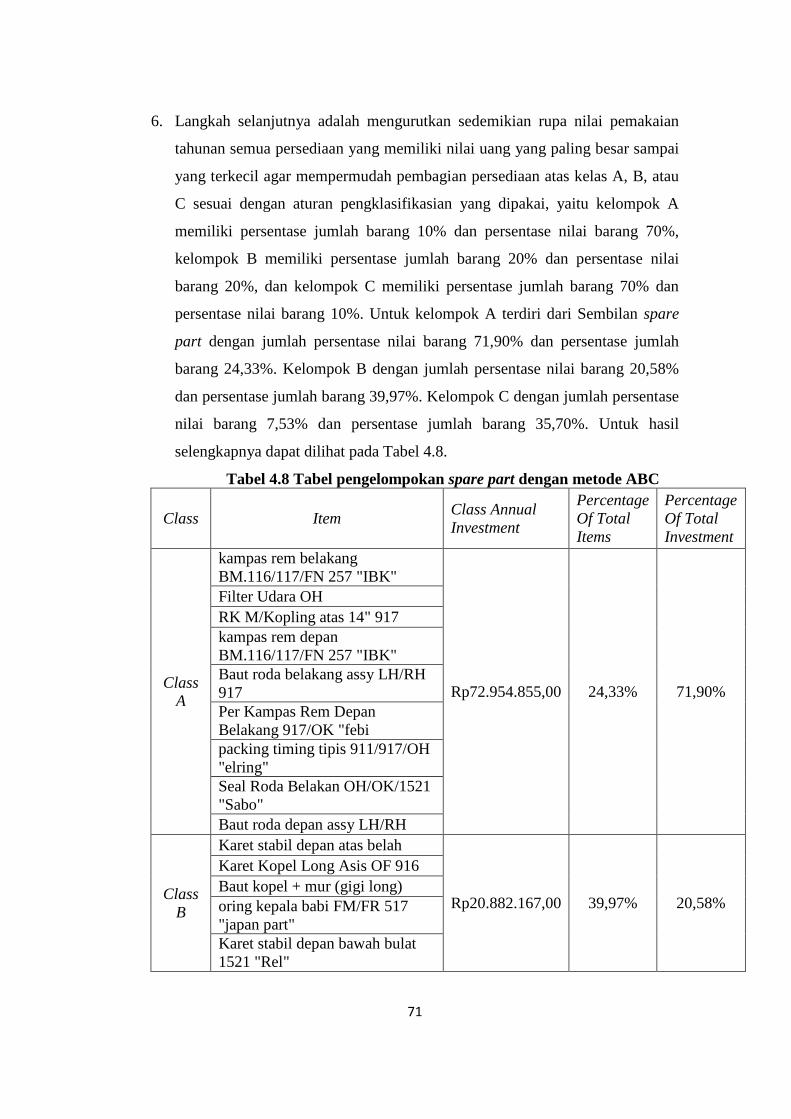
71
6. Langkah selanjutnya adalah mengurutkan sedemikian rupa nilai pemakaian
tahunan semua persediaan yang memiliki nilai uang yang paling besar sampai
yang terkecil agar mempermudah pembagian persediaan atas kelas A, B, atau
C sesuai dengan aturan pengklasifikasian yang dipakai, yaitu kelompok A
memiliki persentase jumlah barang 10% dan persentase nilai barang 70%,
kelompok B memiliki persentase jumlah barang 20% dan persentase nilai
barang 20%, dan kelompok C memiliki persentase jumlah barang 70% dan
persentase nilai barang 10%. Untuk kelompok A terdiri dari Sembilan spare
part dengan jumlah persentase nilai barang 71,90% dan persentase jumlah
barang 24,33%. Kelompok B dengan jumlah persentase nilai barang 20,58%
dan persentase jumlah barang 39,97%. Kelompok C dengan jumlah persentase
nilai barang 7,53% dan persentase jumlah barang 35,70%. Untuk hasil
selengkapnya dapat dilihat pada Tabel 4.8.
Tabel 4.8 Tabel pengelompokan spare part dengan metode ABC
Class Item Class Annual Investment
Percentage Of Total Items
Percentage Of Total Investment
Class A
kampas rem belakang BM.116/117/FN 257 "IBK"
Rp72.954.855,00 24,33% 71,90%
Filter Udara OH RK M/Kopling atas 14" 917 kampas rem depan BM.116/117/FN 257 "IBK" Baut roda belakang assy LH/RH 917 Per Kampas Rem Depan Belakang 917/OK "febi packing timing tipis 911/917/OH "elring" Seal Roda Belakan OH/OK/1521 "Sabo" Baut roda depan assy LH/RH
Class B
Karet stabil depan atas belah
Rp20.882.167,00 39,97% 20,58%
Karet Kopel Long Asis OF 916 Baut kopel + mur (gigi long) oring kepala babi FM/FR 517 "japan part" Karet stabil depan bawah bulat 1521 "Rel"
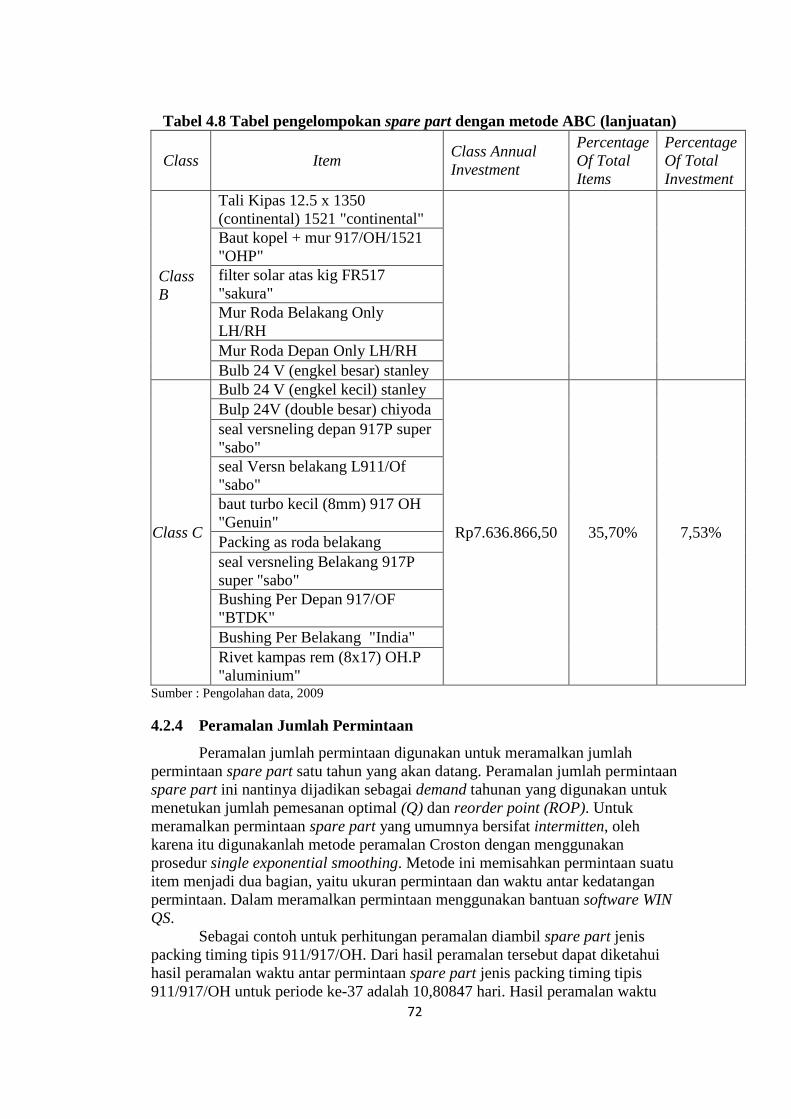
72
Tabel 4.8 Tabel pengelompokan spare part dengan metode ABC (lanjuatan)
Class Item Class Annual Investment
Percentage Of Total Items
Percentage Of Total Investment
Class B
Tali Kipas 12.5 x 1350 (continental) 1521 "continental"
Baut kopel + mur 917/OH/1521 "OHP" filter solar atas kig FR517 "sakura" Mur Roda Belakang Only LH/RH Mur Roda Depan Only LH/RH Bulb 24 V (engkel besar) stanley
Class C
Bulb 24 V (engkel kecil) stanley
Rp7.636.866,50 35,70% 7,53%
Bulp 24V (double besar) chiyoda seal versneling depan 917P super "sabo" seal Versn belakang L911/Of "sabo" baut turbo kecil (8mm) 917 OH "Genuin" Packing as roda belakang seal versneling Belakang 917P super "sabo" Bushing Per Depan 917/OF "BTDK" Bushing Per Belakang "India" Rivet kampas rem (8x17) OH.P "aluminium"
Sumber : Pengolahan data, 2009
4.2.4 Peramalan Jumlah Permintaan
Peramalan jumlah permintaan digunakan untuk meramalkan jumlah permintaan spare part satu tahun yang akan datang. Peramalan jumlah permintaan spare part ini nantinya dijadikan sebagai demand tahunan yang digunakan untuk menetukan jumlah pemesanan optimal (Q) dan reorder point (ROP). Untuk meramalkan permintaan spare part yang umumnya bersifat intermitten, oleh karena itu digunakanlah metode peramalan Croston dengan menggunakan prosedur single exponential smoothing. Metode ini memisahkan permintaan suatu item menjadi dua bagian, yaitu ukuran permintaan dan waktu antar kedatangan permintaan. Dalam meramalkan permintaan menggunakan bantuan software WIN QS. Sebagai contoh untuk perhitungan peramalan diambil spare part jenis packing timing tipis 911/917/OH. Dari hasil peramalan tersebut dapat diketahui hasil peramalan waktu antar permintaan spare part jenis packing timing tipis 911/917/OH untuk periode ke-37 adalah 10,80847 hari. Hasil peramalan waktu
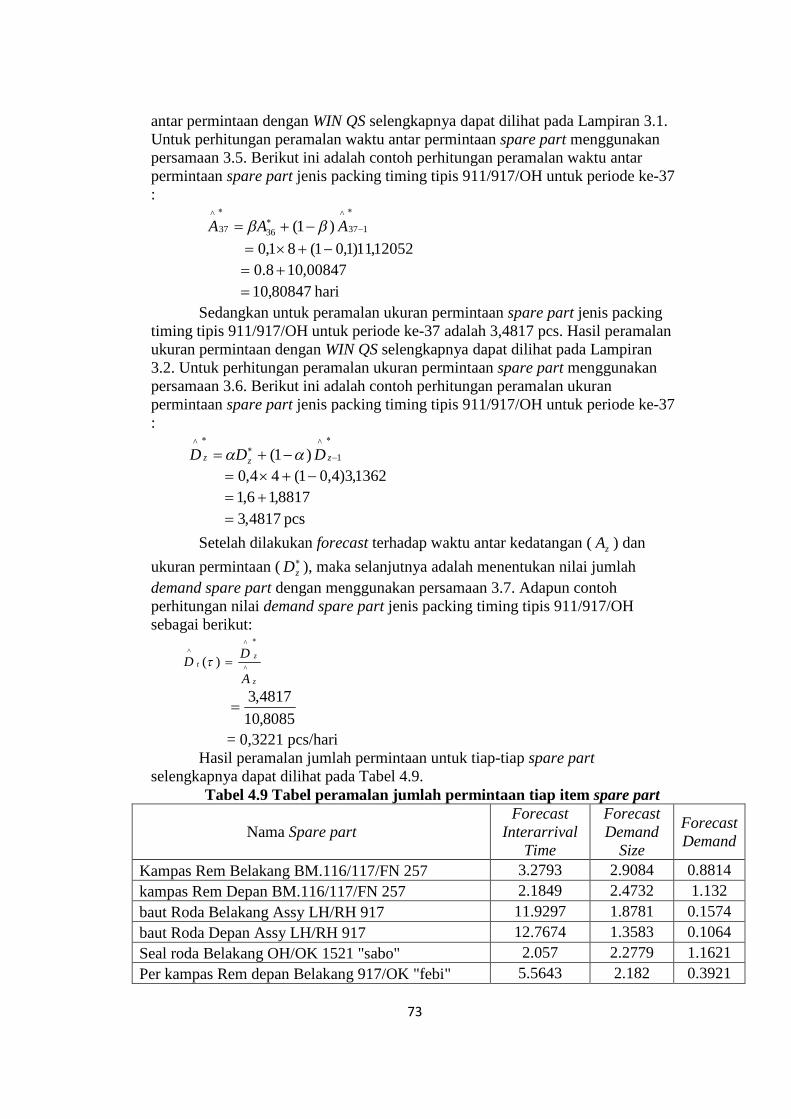
73
antar permintaan dengan WIN QS selengkapnya dapat dilihat pada Lampiran 3.1. Untuk perhitungan peramalan waktu antar permintaan spare part menggunakan persamaan 3.5. Berikut ini adalah contoh perhitungan peramalan waktu antar permintaan spare part jenis packing timing tipis 911/917/OH untuk periode ke-37 :
*
-*
*
-+= 137
^
3637
^
)1( AAA bb 12052,11)1,01(81,0 -+´= 00847,108.0 += 80847,10= hari
Sedangkan untuk peramalan ukuran permintaan spare part jenis packing timing tipis 911/917/OH untuk periode ke-37 adalah 3,4817 pcs. Hasil peramalan ukuran permintaan dengan WIN QS selengkapnya dapat dilihat pada Lampiran 3.2. Untuk perhitungan peramalan ukuran permintaan spare part menggunakan persamaan 3.6. Berikut ini adalah contoh perhitungan peramalan ukuran permintaan spare part jenis packing timing tipis 911/917/OH untuk periode ke-37 :
*
-*
*
-+= 1
^^
)1( zzz DDD aa 1362,3)4,01(44,0 -+´= 8817,16,1 += 4817,3= pcs
Setelah dilakukan forecast terhadap waktu antar kedatangan ( zA ) dan
ukuran permintaan ( *zD ), maka selanjutnya adalah menentukan nilai jumlah
demand spare part dengan menggunakan persamaan 3.7. Adapun contoh perhitungan nilai demand spare part jenis packing timing tipis 911/917/OH sebagai berikut:
z
zt
A
DD
^
^^
)(
*
=t
8085,104817,3
=
= 0,3221 pcs/hari Hasil peramalan jumlah permintaan untuk tiap-tiap spare part
selengkapnya dapat dilihat pada Tabel 4.9. Tabel 4.9 Tabel peramalan jumlah permintaan tiap item spare part
Nama Spare part Forecast
Interarrival Time
Forecast Demand
Size
Forecast Demand
Kampas Rem Belakang BM.116/117/FN 257 3.2793 2.9084 0.8814 kampas Rem Depan BM.116/117/FN 257 2.1849 2.4732 1.132 baut Roda Belakang Assy LH/RH 917 11.9297 1.8781 0.1574 baut Roda Depan Assy LH/RH 917 12.7674 1.3583 0.1064 Seal roda Belakang OH/OK 1521 "sabo" 2.057 2.2779 1.1621 Per kampas Rem depan Belakang 917/OK "febi" 5.5643 2.182 0.3921
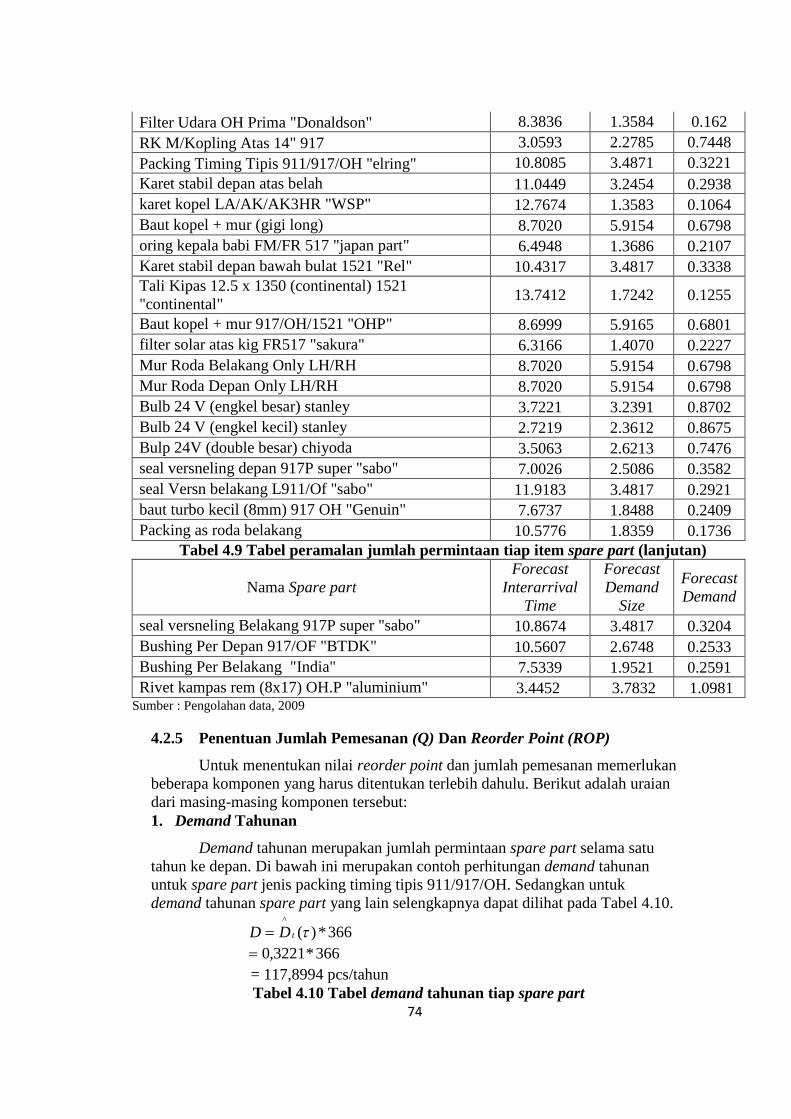
74
Filter Udara OH Prima "Donaldson" 8.3836 1.3584 0.162 RK M/Kopling Atas 14" 917 3.0593 2.2785 0.7448 Packing Timing Tipis 911/917/OH "elring" 10.8085 3.4871 0.3221 Karet stabil depan atas belah 11.0449 3.2454 0.2938 karet kopel LA/AK/AK3HR "WSP" 12.7674 1.3583 0.1064 Baut kopel + mur (gigi long) 8.7020 5.9154 0.6798 oring kepala babi FM/FR 517 "japan part" 6.4948 1.3686 0.2107 Karet stabil depan bawah bulat 1521 "Rel" 10.4317 3.4817 0.3338 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 13.7412 1.7242 0.1255
Baut kopel + mur 917/OH/1521 "OHP" 8.6999 5.9165 0.6801 filter solar atas kig FR517 "sakura" 6.3166 1.4070 0.2227 Mur Roda Belakang Only LH/RH 8.7020 5.9154 0.6798 Mur Roda Depan Only LH/RH 8.7020 5.9154 0.6798 Bulb 24 V (engkel besar) stanley 3.7221 3.2391 0.8702 Bulb 24 V (engkel kecil) stanley 2.7219 2.3612 0.8675 Bulp 24V (double besar) chiyoda 3.5063 2.6213 0.7476 seal versneling depan 917P super "sabo" 7.0026 2.5086 0.3582 seal Versn belakang L911/Of "sabo" 11.9183 3.4817 0.2921 baut turbo kecil (8mm) 917 OH "Genuin" 7.6737 1.8488 0.2409 Packing as roda belakang 10.5776 1.8359 0.1736
Tabel 4.9 Tabel peramalan jumlah permintaan tiap item spare part (lanjutan)
Nama Spare part Forecast
Interarrival Time
Forecast Demand
Size
Forecast Demand
seal versneling Belakang 917P super "sabo" 10.8674 3.4817 0.3204 Bushing Per Depan 917/OF "BTDK" 10.5607 2.6748 0.2533 Bushing Per Belakang "India" 7.5339 1.9521 0.2591 Rivet kampas rem (8x17) OH.P "aluminium" 3.4452 3.7832 1.0981
Sumber : Pengolahan data, 2009 4.2.5 Penentuan Jumlah Pemesanan (Q) Dan Reorder Point (ROP)
Untuk menentukan nilai reorder point dan jumlah pemesanan memerlukan beberapa komponen yang harus ditentukan terlebih dahulu. Berikut adalah uraian dari masing-masing komponen tersebut: 1. Demand Tahunan
Demand tahunan merupakan jumlah permintaan spare part selama satu tahun ke depan. Di bawah ini merupakan contoh perhitungan demand tahunan untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan untuk demand tahunan spare part yang lain selengkapnya dapat dilihat pada Tabel 4.10.
366*)(^
ttDD = 366*3221,0=
= 117,8994 pcs/tahun Tabel 4.10 Tabel demand tahunan tiap spare part
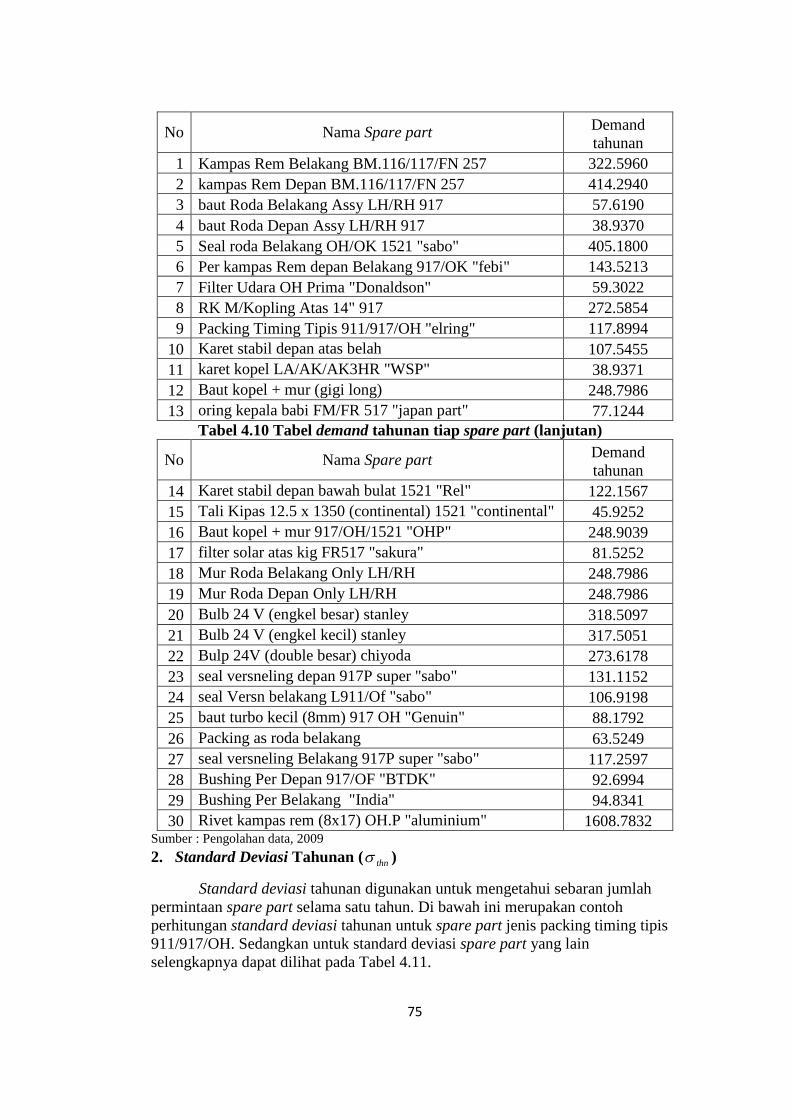
75
No Nama Spare part Demand tahunan
1 Kampas Rem Belakang BM.116/117/FN 257 322.5960 2 kampas Rem Depan BM.116/117/FN 257 414.2940 3 baut Roda Belakang Assy LH/RH 917 57.6190 4 baut Roda Depan Assy LH/RH 917 38.9370 5 Seal roda Belakang OH/OK 1521 "sabo" 405.1800 6 Per kampas Rem depan Belakang 917/OK "febi" 143.5213 7 Filter Udara OH Prima "Donaldson" 59.3022 8 RK M/Kopling Atas 14" 917 272.5854 9 Packing Timing Tipis 911/917/OH "elring" 117.8994
10 Karet stabil depan atas belah 107.5455 11 karet kopel LA/AK/AK3HR "WSP" 38.9371 12 Baut kopel + mur (gigi long) 248.7986 13 oring kepala babi FM/FR 517 "japan part" 77.1244
Tabel 4.10 Tabel demand tahunan tiap spare part (lanjutan)
No Nama Spare part Demand tahunan
14 Karet stabil depan bawah bulat 1521 "Rel" 122.1567 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 45.9252 16 Baut kopel + mur 917/OH/1521 "OHP" 248.9039 17 filter solar atas kig FR517 "sakura" 81.5252 18 Mur Roda Belakang Only LH/RH 248.7986 19 Mur Roda Depan Only LH/RH 248.7986 20 Bulb 24 V (engkel besar) stanley 318.5097 21 Bulb 24 V (engkel kecil) stanley 317.5051 22 Bulp 24V (double besar) chiyoda 273.6178 23 seal versneling depan 917P super "sabo" 131.1152 24 seal Versn belakang L911/Of "sabo" 106.9198 25 baut turbo kecil (8mm) 917 OH "Genuin" 88.1792 26 Packing as roda belakang 63.5249 27 seal versneling Belakang 917P super "sabo" 117.2597 28 Bushing Per Depan 917/OF "BTDK" 92.6994 29 Bushing Per Belakang "India" 94.8341 30 Rivet kampas rem (8x17) OH.P "aluminium" 1608.7832
Sumber : Pengolahan data, 2009
2. Standard Deviasi Tahunan ( thns )
Standard deviasi tahunan digunakan untuk mengetahui sebaran jumlah permintaan spare part selama satu tahun. Di bawah ini merupakan contoh perhitungan standard deviasi tahunan untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan untuk standard deviasi spare part yang lain selengkapnya dapat dilihat pada Tabel 4.11.
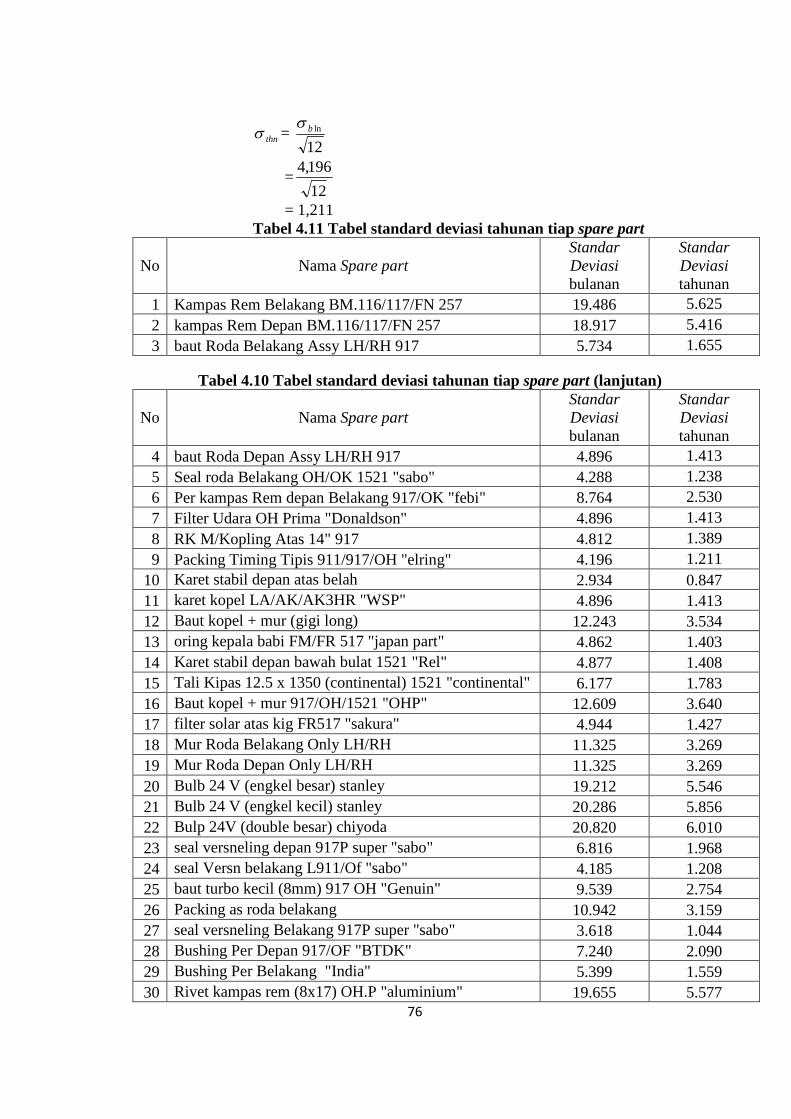
76
thns = 12
lnbs
=12
196,4
= 1,211 Tabel 4.11 Tabel standard deviasi tahunan tiap spare part
No Nama Spare part Standar Deviasi bulanan
Standar Deviasi tahunan
1 Kampas Rem Belakang BM.116/117/FN 257 19.486 5.625 2 kampas Rem Depan BM.116/117/FN 257 18.917 5.416 3 baut Roda Belakang Assy LH/RH 917 5.734 1.655
Tabel 4.10 Tabel standard deviasi tahunan tiap spare part (lanjutan)
No Nama Spare part Standar Deviasi bulanan
Standar Deviasi tahunan
4 baut Roda Depan Assy LH/RH 917 4.896 1.413 5 Seal roda Belakang OH/OK 1521 "sabo" 4.288 1.238 6 Per kampas Rem depan Belakang 917/OK "febi" 8.764 2.530 7 Filter Udara OH Prima "Donaldson" 4.896 1.413 8 RK M/Kopling Atas 14" 917 4.812 1.389 9 Packing Timing Tipis 911/917/OH "elring" 4.196 1.211
10 Karet stabil depan atas belah 2.934 0.847 11 karet kopel LA/AK/AK3HR "WSP" 4.896 1.413 12 Baut kopel + mur (gigi long) 12.243 3.534 13 oring kepala babi FM/FR 517 "japan part" 4.862 1.403 14 Karet stabil depan bawah bulat 1521 "Rel" 4.877 1.408 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 6.177 1.783 16 Baut kopel + mur 917/OH/1521 "OHP" 12.609 3.640 17 filter solar atas kig FR517 "sakura" 4.944 1.427 18 Mur Roda Belakang Only LH/RH 11.325 3.269 19 Mur Roda Depan Only LH/RH 11.325 3.269 20 Bulb 24 V (engkel besar) stanley 19.212 5.546 21 Bulb 24 V (engkel kecil) stanley 20.286 5.856 22 Bulp 24V (double besar) chiyoda 20.820 6.010 23 seal versneling depan 917P super "sabo" 6.816 1.968 24 seal Versn belakang L911/Of "sabo" 4.185 1.208 25 baut turbo kecil (8mm) 917 OH "Genuin" 9.539 2.754 26 Packing as roda belakang 10.942 3.159 27 seal versneling Belakang 917P super "sabo" 3.618 1.044 28 Bushing Per Depan 917/OF "BTDK" 7.240 2.090 29 Bushing Per Belakang "India" 5.399 1.559 30 Rivet kampas rem (8x17) OH.P "aluminium" 19.655 5.577
77
Sumber : Pengolahan data, 2009 3. Penentuan Jumlah Pemesanan (Q)
Untuk menetukan nilai jumlah pemesanan (Q) atau jumlah pemesanan spare part yang optimal, maka terlebih dahulu menghitung nilai safety factor ( k ) dan lot pemesanan ( q ). Jumlah pemesanan (Q) adalah sama dengan nilai lot pemesanan ( q ). Untuk perhitungan nilai k dan q dapat dilakukan dengan menggunakan algoritma dari Hariga et al (2004) dengan melibatkan persamaan 3.9, 3.10, dan 3.11. Untuk memudahkan dalam penghitungan, maka digunakan software MATLAB 2008. Perhitungan nilai k , q , Q dengan software MATLAB 2008 selengkapnya dapat dilihat pada Lampiran 4. Di bawah ini adalah contoh perhitungan nilai k , q , Q secara matematis untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan untuk perhitungan nilai k , q , Q spare part yang lain selengkapnya dapat dilihat pada Tabel 4.12.
Langkah 1: q =bhD2
=3971
8994.1172´= 0.2437
Langkah 2: D
qhkF b
s p-= 1)( = 0.9991
k )(1 kFs-= )(kNORMSINV= )9991.0(NORMSINV= =
3.1007 Langkah 3: Hitung terlebih dahulu nilai )(ky dengan persamaan sbb
[ ]{ })(1)()( kFkkfk ss --=y , dengan sf berdistribusi normal, mean = 0 dan s = 1
[ ]{ })1007.3(11007.3)0,1,0,1007,3( NORMSDISTNORMDIST --= =0.0003
bhkLAD
q))((2 yps+
=*
3971
)0003.00055.0211.1500,8835,2(8994.1172 ´´+´=
= 12.97517 = 12.9752
Langkah 4: D
qhkF b
s p-= 1)(
8994.117500,89752.12971,3
1´´
-= = 0.9486
k )(1 kFs-= )(kNORMSINV= )9486.0(NORMSINV=
= 0.631294 = 0.6313 Ternyata nilai q dan k masih berubah, maka ulangi
langkah 2 dan 3.
Langkah 2: D
qhkF b
s p-= 1)(
8994.117500,89752.12971,3
1´´
-= = 0.9486
k )(1 kFs-= )(kNORMSINV= )9486.0(NORMSINV=
= 0.631294 = 0.6313 Langkah 3: [ ]{ })(1)()( kFkkfk ss --=y
78
[ ]{ })6313.0(16313.0)0,1,0,6313.0( NORMSDISTNORMDIST --= =0.0216
bhkLAD
q))((2 yps+
=*
3971
)0216.00055.0211.1500,8835,2(8994.1172 ´´+´=
= 13.01235= 13.0124
Langkah 4: D
qhkF b
s p-= 1)(
8994.117500,80124.13971,3
1´´
-= = 0.9485
k )(1 kFs-= )(kNORMSINV= )9485.0(NORMSINV=
= 1.629899 = 1.6299 Ternyata nilai q dan k masih berubah, maka ulangi langkah 2 dan 3.
Langkah 2: D
qhkF b
s p-= 1)(
8994.117500,80124.13971,3
1´´
-= = 0.9485
k )(1 kFs-= )(kNORMSINV= )9485.0(NORMSINV=
= 1.629899 = 1.6299 Langkah 3: [ ]{ })(1)()( kFkkfk ss --=y
[ ]{ })6299.1(16299.1)0,1,0,6299.1( NORMSDISTNORMDIST --= =0.0217
bhkLAD
q))((2 yps+
=*
3971
)0217.00055.0211.1500,8835,2(8994.1172 ´´+´=
= 13.01247 = 13.0125
Langkah 4: D
qhkF b
s p-= 1)(
8994.117500,80125.13971,3
1´´
-= = 0.9485
k )(1 kFs-= )(kNORMSINV= )9485.0(NORMSINV=
= 1.629899 = 1.6299 Ternyata nilai q dan k sudah tidak berubah pada q =13.0125 dan k = 1.6299.
Langkah 5: nilai q =13.0125 dan k = 1.6299 Karena nilai q dan k sudah tidak berubah, maka jumlah pemesanan
optimal (Q) untuk spare part jenis packing timing tipis 911/917/OH bisa ditetapkan sebasar nilai q yaitu 13.0125 pcs.
Tabel 4.12 Tabel nilai safety factor ( k ) dan lot pemesanan ( q ) tiap spare part
No Nama Spare part Safety Faktor
(k)
Lot Pemesanan
(q) 1 Kampas Rem Belakang BM.116/117/FN 257 1,7244 18,2081
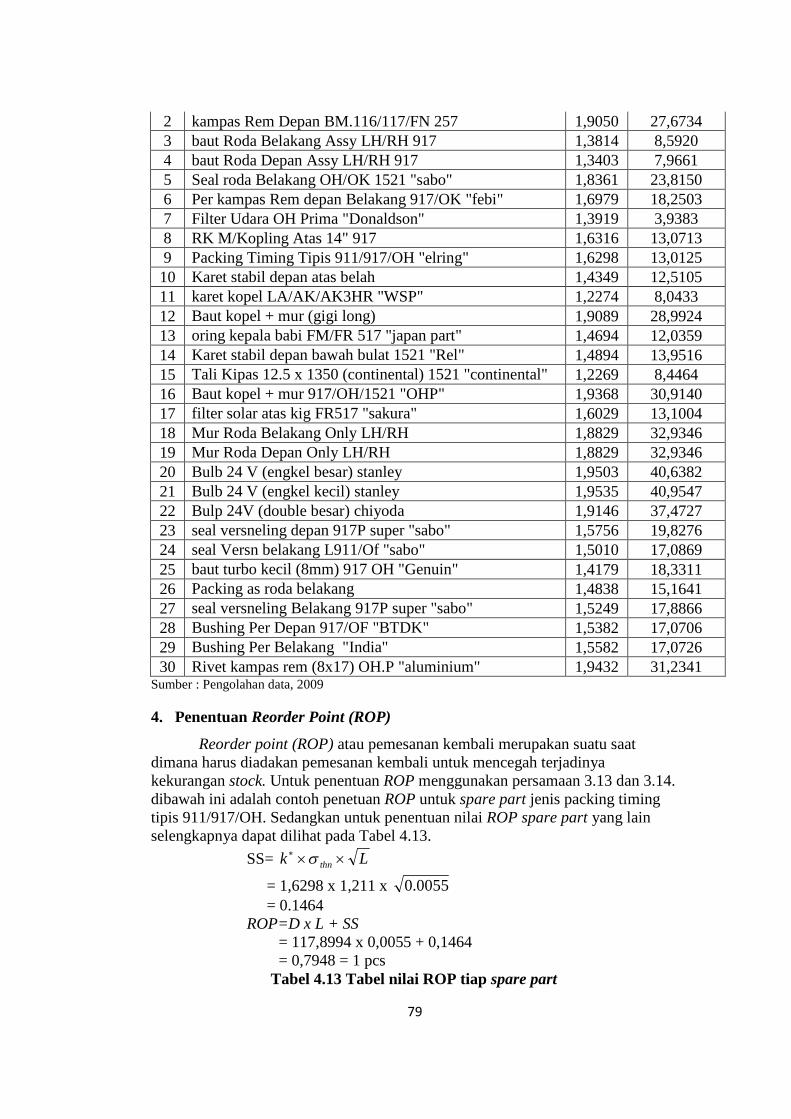
79
2 kampas Rem Depan BM.116/117/FN 257 1,9050 27,6734 3 baut Roda Belakang Assy LH/RH 917 1,3814 8,5920 4 baut Roda Depan Assy LH/RH 917 1,3403 7,9661 5 Seal roda Belakang OH/OK 1521 "sabo" 1,8361 23,8150 6 Per kampas Rem depan Belakang 917/OK "febi" 1,6979 18,2503 7 Filter Udara OH Prima "Donaldson" 1,3919 3,9383 8 RK M/Kopling Atas 14" 917 1,6316 13,0713 9 Packing Timing Tipis 911/917/OH "elring" 1,6298 13,0125 10 Karet stabil depan atas belah 1,4349 12,5105 11 karet kopel LA/AK/AK3HR "WSP" 1,2274 8,0433 12 Baut kopel + mur (gigi long) 1,9089 28,9924 13 oring kepala babi FM/FR 517 "japan part" 1,4694 12,0359 14 Karet stabil depan bawah bulat 1521 "Rel" 1,4894 13,9516 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 1,2269 8,4464 16 Baut kopel + mur 917/OH/1521 "OHP" 1,9368 30,9140 17 filter solar atas kig FR517 "sakura" 1,6029 13,1004 18 Mur Roda Belakang Only LH/RH 1,8829 32,9346 19 Mur Roda Depan Only LH/RH 1,8829 32,9346 20 Bulb 24 V (engkel besar) stanley 1,9503 40,6382 21 Bulb 24 V (engkel kecil) stanley 1,9535 40,9547 22 Bulp 24V (double besar) chiyoda 1,9146 37,4727 23 seal versneling depan 917P super "sabo" 1,5756 19,8276 24 seal Versn belakang L911/Of "sabo" 1,5010 17,0869 25 baut turbo kecil (8mm) 917 OH "Genuin" 1,4179 18,3311 26 Packing as roda belakang 1,4838 15,1641 27 seal versneling Belakang 917P super "sabo" 1,5249 17,8866 28 Bushing Per Depan 917/OF "BTDK" 1,5382 17,0706 29 Bushing Per Belakang "India" 1,5582 17,0726 30 Rivet kampas rem (8x17) OH.P "aluminium" 1,9432 31,2341
Sumber : Pengolahan data, 2009 4. Penentuan Reorder Point (ROP)
Reorder point (ROP) atau pemesanan kembali merupakan suatu saat dimana harus diadakan pemesanan kembali untuk mencegah terjadinya kekurangan stock. Untuk penentuan ROP menggunakan persamaan 3.13 dan 3.14. dibawah ini adalah contoh penetuan ROP untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan untuk penentuan nilai ROP spare part yang lain selengkapnya dapat dilihat pada Tabel 4.13.
SS= Lk thn ´´* s
= 1,6298 x 1,211 x 0055.0 = 0.1464 ROP=D x L + SS = 117,8994 x 0,0055 + 0,1464 = 0,7948 = 1 pcs
Tabel 4.13 Tabel nilai ROP tiap spare part
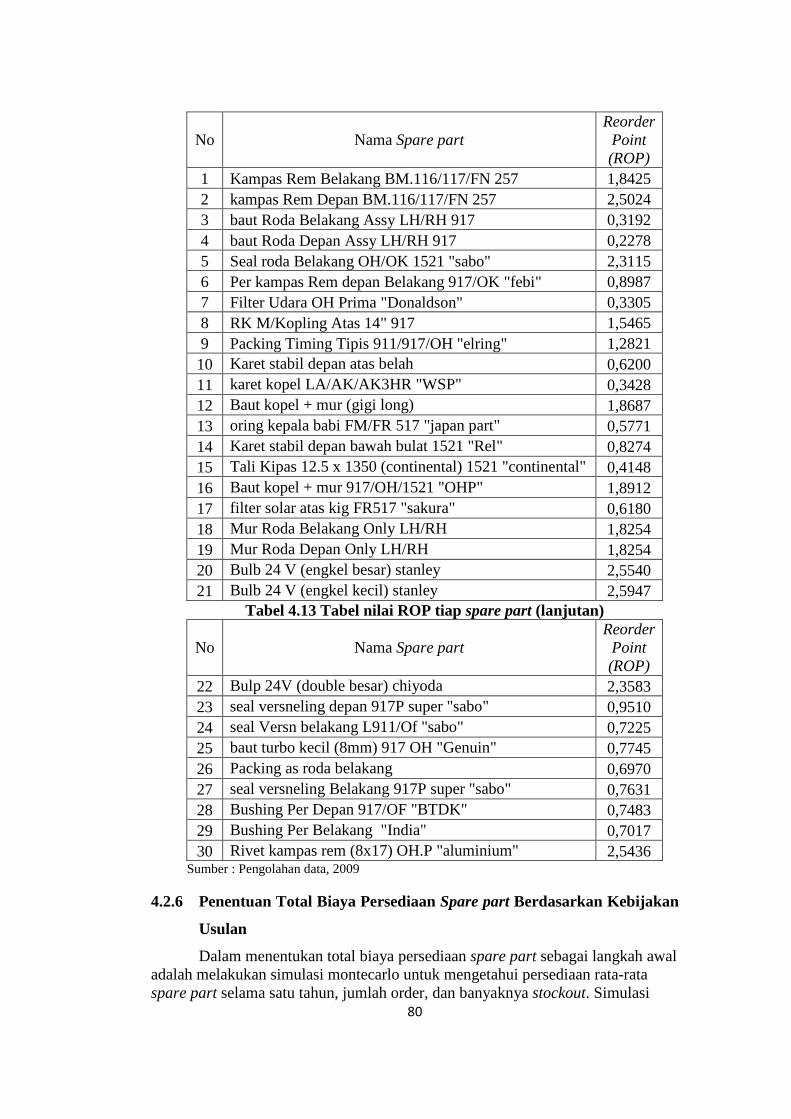
80
No Nama Spare part Reorder
Point (ROP)
1 Kampas Rem Belakang BM.116/117/FN 257 1,8425 2 kampas Rem Depan BM.116/117/FN 257 2,5024 3 baut Roda Belakang Assy LH/RH 917 0,3192 4 baut Roda Depan Assy LH/RH 917 0,2278 5 Seal roda Belakang OH/OK 1521 "sabo" 2,3115 6 Per kampas Rem depan Belakang 917/OK "febi" 0,8987 7 Filter Udara OH Prima "Donaldson" 0,3305 8 RK M/Kopling Atas 14" 917 1,5465 9 Packing Timing Tipis 911/917/OH "elring" 1,2821 10 Karet stabil depan atas belah 0,6200 11 karet kopel LA/AK/AK3HR "WSP" 0,3428 12 Baut kopel + mur (gigi long) 1,8687 13 oring kepala babi FM/FR 517 "japan part" 0,5771 14 Karet stabil depan bawah bulat 1521 "Rel" 0,8274 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 0,4148 16 Baut kopel + mur 917/OH/1521 "OHP" 1,8912 17 filter solar atas kig FR517 "sakura" 0,6180 18 Mur Roda Belakang Only LH/RH 1,8254 19 Mur Roda Depan Only LH/RH 1,8254 20 Bulb 24 V (engkel besar) stanley 2,5540 21 Bulb 24 V (engkel kecil) stanley 2,5947
Tabel 4.13 Tabel nilai ROP tiap spare part (lanjutan)
No Nama Spare part Reorder
Point (ROP)
22 Bulp 24V (double besar) chiyoda 2,3583 23 seal versneling depan 917P super "sabo" 0,9510 24 seal Versn belakang L911/Of "sabo" 0,7225 25 baut turbo kecil (8mm) 917 OH "Genuin" 0,7745 26 Packing as roda belakang 0,6970 27 seal versneling Belakang 917P super "sabo" 0,7631 28 Bushing Per Depan 917/OF "BTDK" 0,7483 29 Bushing Per Belakang "India" 0,7017 30 Rivet kampas rem (8x17) OH.P "aluminium" 2,5436
Sumber : Pengolahan data, 2009 4.2.6 Penentuan Total Biaya Persediaan Spare part Berdasarkan Kebijakan
Usulan
Dalam menentukan total biaya persediaan spare part sebagai langkah awal adalah melakukan simulasi montecarlo untuk mengetahui persediaan rata-rata spare part selama satu tahun, jumlah order, dan banyaknya stockout. Simulasi
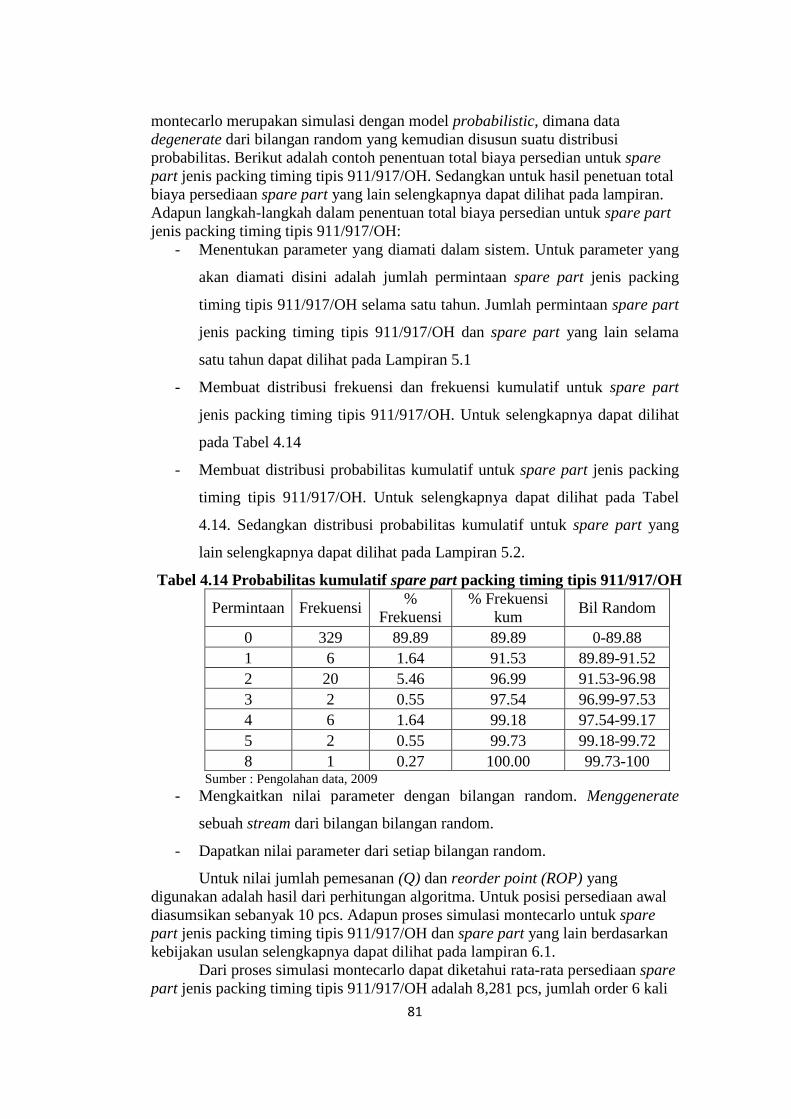
81
montecarlo merupakan simulasi dengan model probabilistic, dimana data degenerate dari bilangan random yang kemudian disusun suatu distribusi probabilitas. Berikut adalah contoh penentuan total biaya persedian untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan untuk hasil penetuan total biaya persediaan spare part yang lain selengkapnya dapat dilihat pada lampiran. Adapun langkah-langkah dalam penentuan total biaya persedian untuk spare part jenis packing timing tipis 911/917/OH:
- Menentukan parameter yang diamati dalam sistem. Untuk parameter yang
akan diamati disini adalah jumlah permintaan spare part jenis packing
timing tipis 911/917/OH selama satu tahun. Jumlah permintaan spare part
jenis packing timing tipis 911/917/OH dan spare part yang lain selama
satu tahun dapat dilihat pada Lampiran 5.1
- Membuat distribusi frekuensi dan frekuensi kumulatif untuk spare part
jenis packing timing tipis 911/917/OH. Untuk selengkapnya dapat dilihat
pada Tabel 4.14
- Membuat distribusi probabilitas kumulatif untuk spare part jenis packing
timing tipis 911/917/OH. Untuk selengkapnya dapat dilihat pada Tabel
4.14. Sedangkan distribusi probabilitas kumulatif untuk spare part yang
lain selengkapnya dapat dilihat pada Lampiran 5.2.
Tabel 4.14 Probabilitas kumulatif spare part packing timing tipis 911/917/OH
Permintaan Frekuensi % Frekuensi
% Frekuensi kum
Bil Random
0 329 89.89 89.89 0-89.88 1 6 1.64 91.53 89.89-91.52 2 20 5.46 96.99 91.53-96.98 3 2 0.55 97.54 96.99-97.53 4 6 1.64 99.18 97.54-99.17 5 2 0.55 99.73 99.18-99.72 8 1 0.27 100.00 99.73-100
Sumber : Pengolahan data, 2009 - Mengkaitkan nilai parameter dengan bilangan random. Menggenerate
sebuah stream dari bilangan bilangan random.
- Dapatkan nilai parameter dari setiap bilangan random.
Untuk nilai jumlah pemesanan (Q) dan reorder point (ROP) yang digunakan adalah hasil dari perhitungan algoritma. Untuk posisi persediaan awal diasumsikan sebanyak 10 pcs. Adapun proses simulasi montecarlo untuk spare part jenis packing timing tipis 911/917/OH dan spare part yang lain berdasarkan kebijakan usulan selengkapnya dapat dilihat pada lampiran 6.1.
Dari proses simulasi montecarlo dapat diketahui rata-rata persediaan spare part jenis packing timing tipis 911/917/OH adalah 8,281 pcs, jumlah order 6 kali
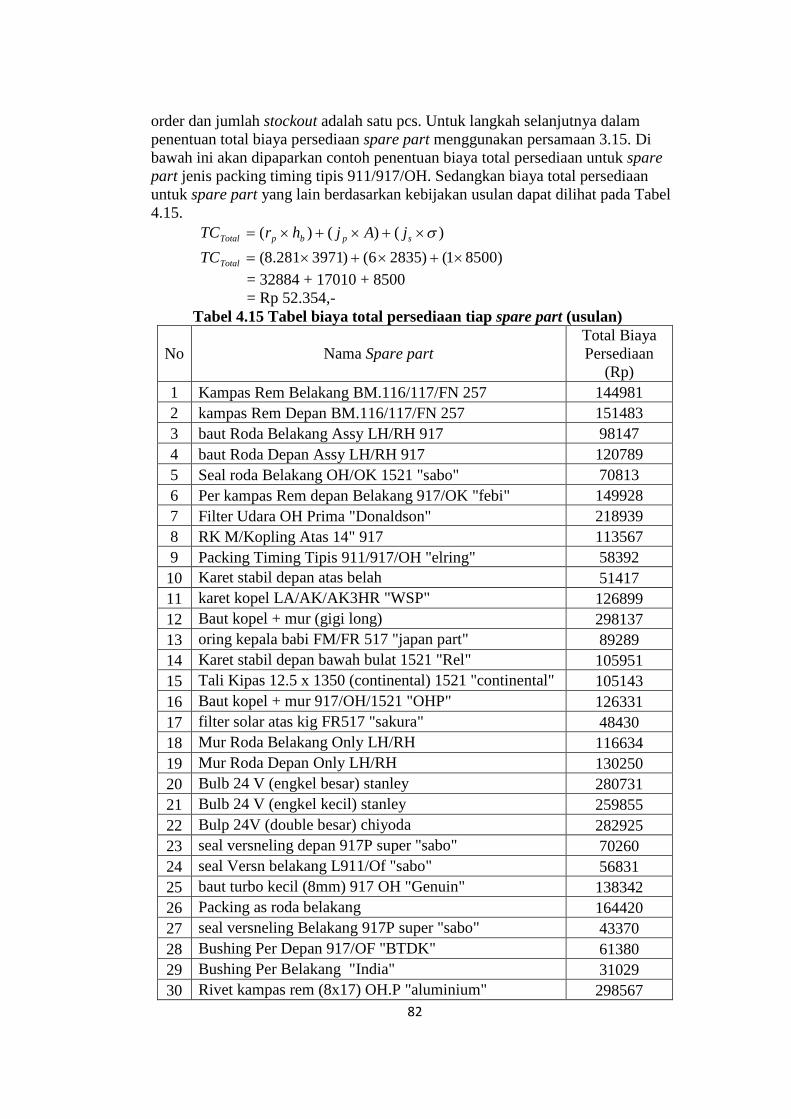
82
order dan jumlah stockout adalah satu pcs. Untuk langkah selanjutnya dalam penentuan total biaya persediaan spare part menggunakan persamaan 3.15. Di bawah ini akan dipaparkan contoh penentuan biaya total persediaan untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan biaya total persediaan untuk spare part yang lain berdasarkan kebijakan usulan dapat dilihat pada Tabel 4.15.
)()()( s´+´+´= spbpTotal jAjhrTC
)85001()28356()3971281.8( ´+´+´=TotalTC = 32884 + 17010 + 8500 = Rp 52.354,-
Tabel 4.15 Tabel biaya total persediaan tiap spare part (usulan)
No Nama Spare part Total Biaya Persediaan
(Rp) 1 Kampas Rem Belakang BM.116/117/FN 257 144981 2 kampas Rem Depan BM.116/117/FN 257 151483 3 baut Roda Belakang Assy LH/RH 917 98147 4 baut Roda Depan Assy LH/RH 917 120789 5 Seal roda Belakang OH/OK 1521 "sabo" 70813 6 Per kampas Rem depan Belakang 917/OK "febi" 149928 7 Filter Udara OH Prima "Donaldson" 218939 8 RK M/Kopling Atas 14" 917 113567 9 Packing Timing Tipis 911/917/OH "elring" 58392
10 Karet stabil depan atas belah 51417 11 karet kopel LA/AK/AK3HR "WSP" 126899 12 Baut kopel + mur (gigi long) 298137 13 oring kepala babi FM/FR 517 "japan part" 89289 14 Karet stabil depan bawah bulat 1521 "Rel" 105951 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 105143 16 Baut kopel + mur 917/OH/1521 "OHP" 126331 17 filter solar atas kig FR517 "sakura" 48430 18 Mur Roda Belakang Only LH/RH 116634 19 Mur Roda Depan Only LH/RH 130250 20 Bulb 24 V (engkel besar) stanley 280731 21 Bulb 24 V (engkel kecil) stanley 259855 22 Bulp 24V (double besar) chiyoda 282925 23 seal versneling depan 917P super "sabo" 70260 24 seal Versn belakang L911/Of "sabo" 56831 25 baut turbo kecil (8mm) 917 OH "Genuin" 138342 26 Packing as roda belakang 164420 27 seal versneling Belakang 917P super "sabo" 43370 28 Bushing Per Depan 917/OF "BTDK" 61380 29 Bushing Per Belakang "India" 31029 30 Rivet kampas rem (8x17) OH.P "aluminium" 298567
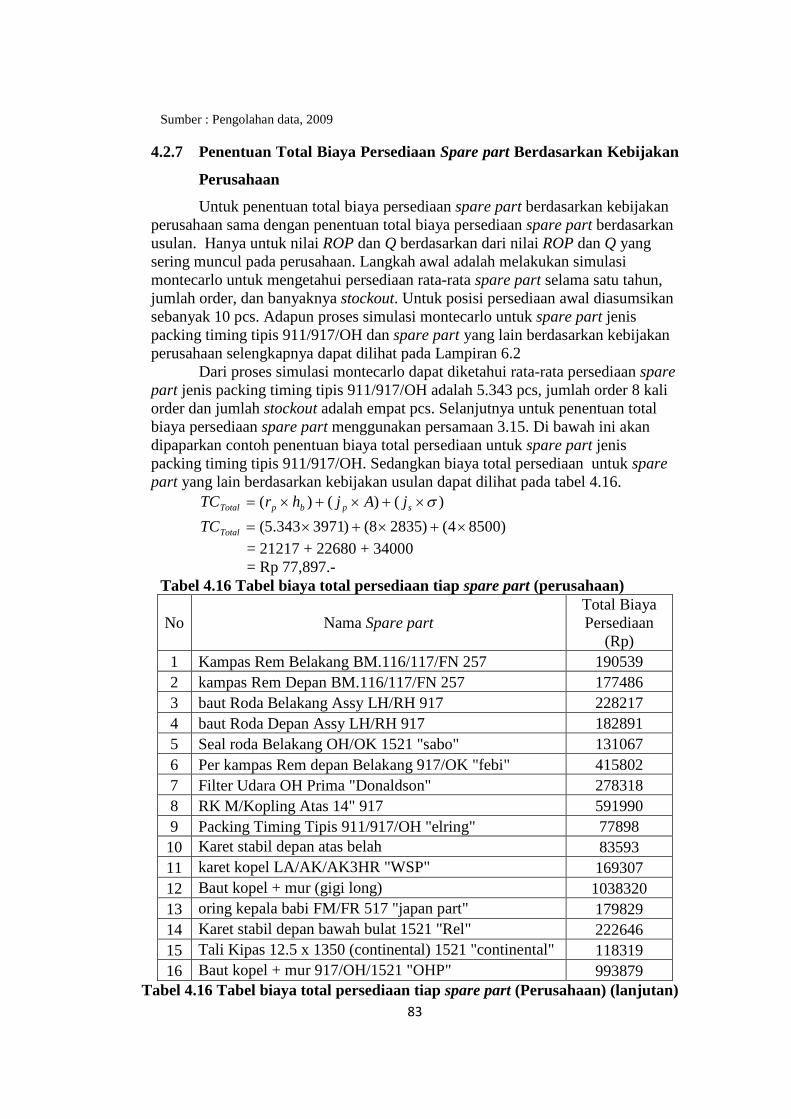
83
Sumber : Pengolahan data, 2009
4.2.7 Penentuan Total Biaya Persediaan Spare part Berdasarkan Kebijakan
Perusahaan
Untuk penentuan total biaya persediaan spare part berdasarkan kebijakan perusahaan sama dengan penentuan total biaya persediaan spare part berdasarkan usulan. Hanya untuk nilai ROP dan Q berdasarkan dari nilai ROP dan Q yang sering muncul pada perusahaan. Langkah awal adalah melakukan simulasi montecarlo untuk mengetahui persediaan rata-rata spare part selama satu tahun, jumlah order, dan banyaknya stockout. Untuk posisi persediaan awal diasumsikan sebanyak 10 pcs. Adapun proses simulasi montecarlo untuk spare part jenis packing timing tipis 911/917/OH dan spare part yang lain berdasarkan kebijakan perusahaan selengkapnya dapat dilihat pada Lampiran 6.2
Dari proses simulasi montecarlo dapat diketahui rata-rata persediaan spare part jenis packing timing tipis 911/917/OH adalah 5.343 pcs, jumlah order 8 kali order dan jumlah stockout adalah empat pcs. Selanjutnya untuk penentuan total biaya persediaan spare part menggunakan persamaan 3.15. Di bawah ini akan dipaparkan contoh penentuan biaya total persediaan untuk spare part jenis packing timing tipis 911/917/OH. Sedangkan biaya total persediaan untuk spare part yang lain berdasarkan kebijakan usulan dapat dilihat pada tabel 4.16.
)()()( s´+´+´= spbpTotal jAjhrTC
)85004()28358()3971343.5( ´+´+´=TotalTC = 21217 + 22680 + 34000 = Rp 77,897.-
Tabel 4.16 Tabel biaya total persediaan tiap spare part (perusahaan)
No Nama Spare part Total Biaya Persediaan
(Rp) 1 Kampas Rem Belakang BM.116/117/FN 257 190539 2 kampas Rem Depan BM.116/117/FN 257 177486 3 baut Roda Belakang Assy LH/RH 917 228217 4 baut Roda Depan Assy LH/RH 917 182891 5 Seal roda Belakang OH/OK 1521 "sabo" 131067 6 Per kampas Rem depan Belakang 917/OK "febi" 415802 7 Filter Udara OH Prima "Donaldson" 278318 8 RK M/Kopling Atas 14" 917 591990 9 Packing Timing Tipis 911/917/OH "elring" 77898
10 Karet stabil depan atas belah 83593 11 karet kopel LA/AK/AK3HR "WSP" 169307 12 Baut kopel + mur (gigi long) 1038320 13 oring kepala babi FM/FR 517 "japan part" 179829 14 Karet stabil depan bawah bulat 1521 "Rel" 222646 15 Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 118319 16 Baut kopel + mur 917/OH/1521 "OHP" 993879
Tabel 4.16 Tabel biaya total persediaan tiap spare part (Perusahaan) (lanjutan)
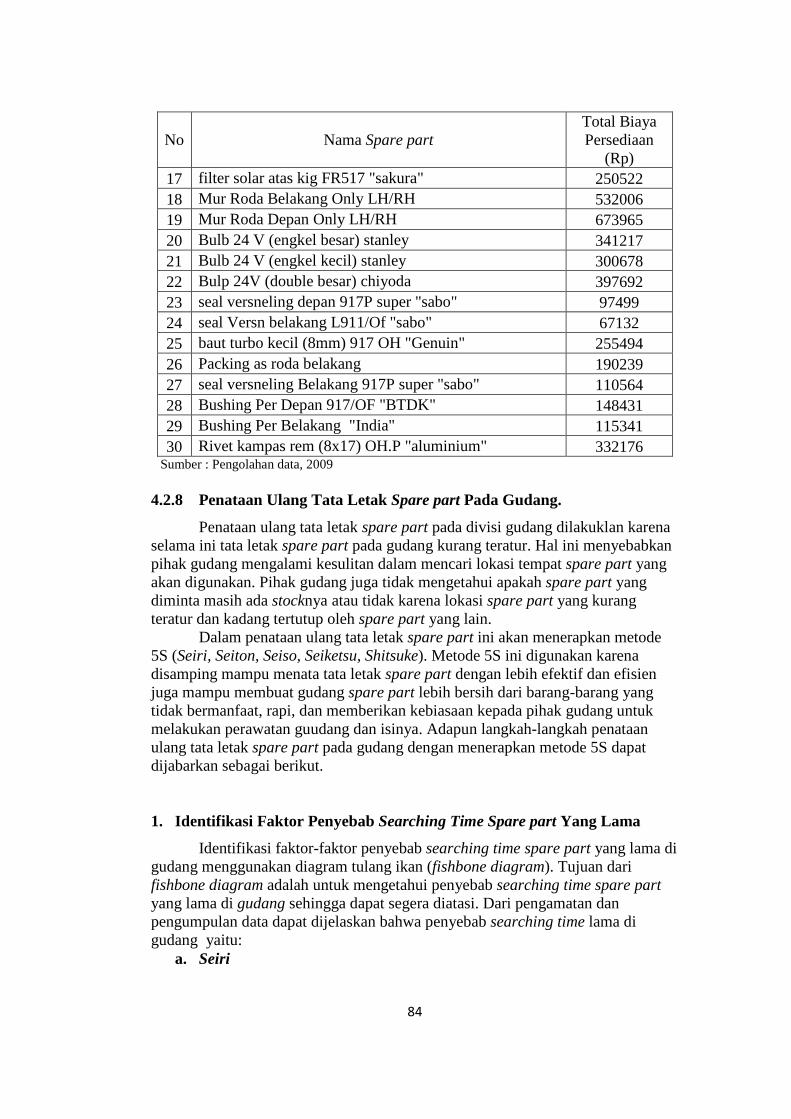
84
No Nama Spare part Total Biaya Persediaan
(Rp) 17 filter solar atas kig FR517 "sakura" 250522 18 Mur Roda Belakang Only LH/RH 532006 19 Mur Roda Depan Only LH/RH 673965 20 Bulb 24 V (engkel besar) stanley 341217 21 Bulb 24 V (engkel kecil) stanley 300678 22 Bulp 24V (double besar) chiyoda 397692 23 seal versneling depan 917P super "sabo" 97499 24 seal Versn belakang L911/Of "sabo" 67132 25 baut turbo kecil (8mm) 917 OH "Genuin" 255494 26 Packing as roda belakang 190239 27 seal versneling Belakang 917P super "sabo" 110564 28 Bushing Per Depan 917/OF "BTDK" 148431 29 Bushing Per Belakang "India" 115341 30 Rivet kampas rem (8x17) OH.P "aluminium" 332176
Sumber : Pengolahan data, 2009 4.2.8 Penataan Ulang Tata Letak Spare part Pada Gudang.
Penataan ulang tata letak spare part pada divisi gudang dilakuklan karena selama ini tata letak spare part pada gudang kurang teratur. Hal ini menyebabkan pihak gudang mengalami kesulitan dalam mencari lokasi tempat spare part yang akan digunakan. Pihak gudang juga tidak mengetahui apakah spare part yang diminta masih ada stocknya atau tidak karena lokasi spare part yang kurang teratur dan kadang tertutup oleh spare part yang lain.
Dalam penataan ulang tata letak spare part ini akan menerapkan metode 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke). Metode 5S ini digunakan karena disamping mampu menata tata letak spare part dengan lebih efektif dan efisien juga mampu membuat gudang spare part lebih bersih dari barang-barang yang tidak bermanfaat, rapi, dan memberikan kebiasaan kepada pihak gudang untuk melakukan perawatan guudang dan isinya. Adapun langkah-langkah penataan ulang tata letak spare part pada gudang dengan menerapkan metode 5S dapat dijabarkan sebagai berikut.
1. Identifikasi Faktor Penyebab Searching Time Spare part Yang Lama
Identifikasi faktor-faktor penyebab searching time spare part yang lama di gudang menggunakan diagram tulang ikan (fishbone diagram). Tujuan dari fishbone diagram adalah untuk mengetahui penyebab searching time spare part yang lama di gudang sehingga dapat segera diatasi. Dari pengamatan dan pengumpulan data dapat dijelaskan bahwa penyebab searching time lama di gudang yaitu:
a. Seiri
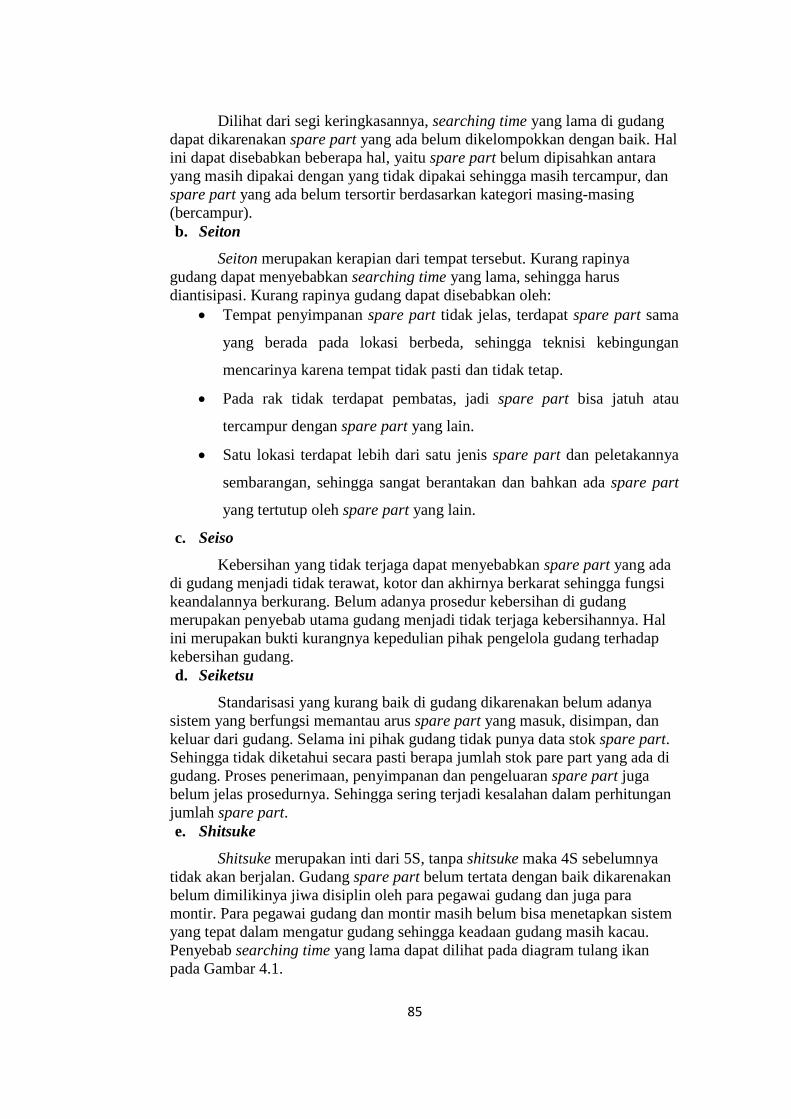
85
Dilihat dari segi keringkasannya, searching time yang lama di gudang dapat dikarenakan spare part yang ada belum dikelompokkan dengan baik. Hal ini dapat disebabkan beberapa hal, yaitu spare part belum dipisahkan antara yang masih dipakai dengan yang tidak dipakai sehingga masih tercampur, dan spare part yang ada belum tersortir berdasarkan kategori masing-masing (bercampur). b. Seiton
Seiton merupakan kerapian dari tempat tersebut. Kurang rapinya gudang dapat menyebabkan searching time yang lama, sehingga harus diantisipasi. Kurang rapinya gudang dapat disebabkan oleh:
· Tempat penyimpanan spare part tidak jelas, terdapat spare part sama
yang berada pada lokasi berbeda, sehingga teknisi kebingungan
mencarinya karena tempat tidak pasti dan tidak tetap.
· Pada rak tidak terdapat pembatas, jadi spare part bisa jatuh atau
tercampur dengan spare part yang lain.
· Satu lokasi terdapat lebih dari satu jenis spare part dan peletakannya
sembarangan, sehingga sangat berantakan dan bahkan ada spare part
yang tertutup oleh spare part yang lain.
c. Seiso
Kebersihan yang tidak terjaga dapat menyebabkan spare part yang ada di gudang menjadi tidak terawat, kotor dan akhirnya berkarat sehingga fungsi keandalannya berkurang. Belum adanya prosedur kebersihan di gudang merupakan penyebab utama gudang menjadi tidak terjaga kebersihannya. Hal ini merupakan bukti kurangnya kepedulian pihak pengelola gudang terhadap kebersihan gudang. d. Seiketsu
Standarisasi yang kurang baik di gudang dikarenakan belum adanya sistem yang berfungsi memantau arus spare part yang masuk, disimpan, dan keluar dari gudang. Selama ini pihak gudang tidak punya data stok spare part. Sehingga tidak diketahui secara pasti berapa jumlah stok pare part yang ada di gudang. Proses penerimaan, penyimpanan dan pengeluaran spare part juga belum jelas prosedurnya. Sehingga sering terjadi kesalahan dalam perhitungan jumlah spare part. e. Shitsuke
Shitsuke merupakan inti dari 5S, tanpa shitsuke maka 4S sebelumnya tidak akan berjalan. Gudang spare part belum tertata dengan baik dikarenakan belum dimilikinya jiwa disiplin oleh para pegawai gudang dan juga para montir. Para pegawai gudang dan montir masih belum bisa menetapkan sistem yang tepat dalam mengatur gudang sehingga keadaan gudang masih kacau. Penyebab searching time yang lama dapat dilihat pada diagram tulang ikan pada Gambar 4.1.
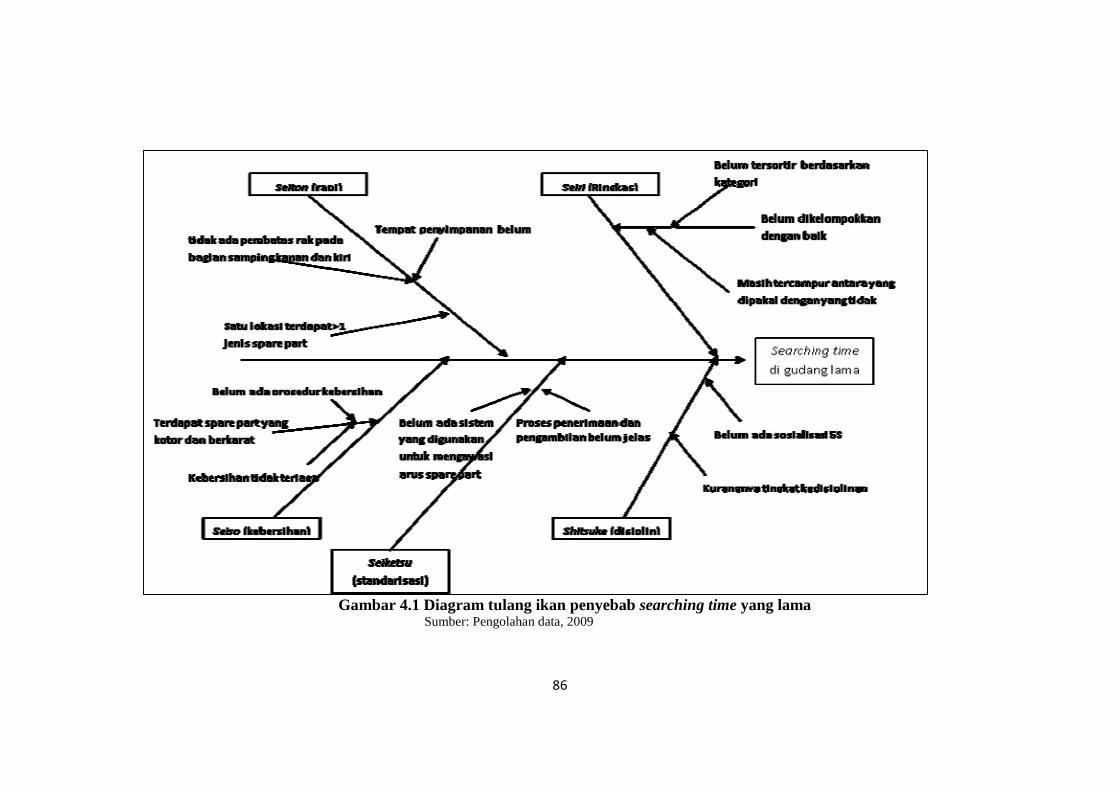
86
Gambar 4.1 Diagram tulang ikan penyebab searching time yang lama
Sumber: Pengolahan data, 2009

87
2. Penerapan 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) Dalam Penataan
Ulang Tata Letak Spare part Pada Gudang
Setelah dilakukan penataan ulang layout gudang dan pengidentifikasian faktor-faktor penyebab searching time spare part yang lama di gudang maka selanjutnya akan dilakukan penerapan metode 5S pada gudang untuk penataan ulang tata letak spare part. berikut adalah penjelasan dari masing-masing faktor 5S tersebut. a. Seiri
Pada tahap ini dilakukan proses penyortiran atau pemilahan spare part, apakah spare part di gudang diperlukan lagi atau tidak. Untuk penempatan spare part ke dalam lokasi masing-masing akan didapatkan pada tahap kedua dari sistem 5S, yaitu Seiton. Tindakan-tindakan yang harus dilakukan pada tahap ini di gudang, yaitu: · Membersihkan lantai gudang dari spare part. Semua spare part yang ada
di lantai gudang dibersihkan dari lantai. Hal ini untuk menghindari adanya
spare part yang masih diperlukan ternyata tercecer di lantai.
· Mendata fasilitas apa saja yang ada di gudang. Dengan melakukan
inventarisasi, maka akan didapatkan pengkondisian peralatan dan berkas-
berkas sesuai dengan fungsi dari masing-masing barang inventaris.
Fasilitas yang dimasukkan ke dalam daftar inventaris merupakan barang
dan perlengkapan milik perusahaan yang ada di gudang yang masih
diperlukan. Sehingga dari situ diketahui mana yang seharusnya ada di
gudang dan yang seharusnya dibuang atau dipindahkan.
· Mengelompokkan dan mengurutkan spare part dalam kategori masing-
masing jenis spare part. Pengurutan spare part berdasarkan jenis spare
part merupakan cara pengelompokan yang sederhana dan umum dipakai.
Pengelompokan ini berusaha mengelompokkan dan menentukan letak
spare part yang memiliki jenis, fungsi dan karakteristik yang sama. Hal ini
akan memudahkan pegawai gudang dalam pencarian spare part, sehingga
bisa mengurangi searching time yang lama.
b. Seiton
Adapun tindakan yang harus dilakukan pada tahap ini adalah: · Menghitung jumlah lokasi
Jumlah lokasi = (6*7*2) + (5*7) + (3+27+15+2 +6+15+4+16) = 207 lokasi

88
· Menghitung jumlah spare part
Jumlah total spare part = 262 jenis spare part · Penempatan spare part ke dalam lokasi-lokasi penyimpanan
- Menghitung jumlah kekurangan atau kelebihan lokasi penyimpanan.
Dari perhitungan jumlah total lokasi penyimpanan dan jumlah total
spare part diketahui bahwa jumlah lokasi penyimpanan spare part
lebih sedikit dibanding jumlah total spare part.
Jumlah kekurangan lokasi = 207-262 = 55 lokasi
- Cara penempatan
Karena terdapat kekurangan lokasi, yaitu 56 lokasi, maka penempatan harus efektif dan efisien dengan tetap memperhatikan jenis, sifat, dan karakteristik dari spare part. Penataan dapat dilakukan dengan cara menempatkan 1 spare part atau lebih pada 1 lokasi. Untuk spare part yang berpasangan, misalnya mur dan baut dapat diletakkan pada satu lokasi saja. Disini bukan berarti bisa sembarangan menempatkan, karena terdapat spare part dengan dimensi besar yang tidak cukup ditempatkan dalam 1 lokasi sehingga memerlukan beberapa lokasi.
Sebelum melakukan penataan spare part, terlebih dahulu diberikan gambaran layout gudang spare part, agar kita lebih mudah dalam menata spare part di gudang. Layout gudang memuat gambar barang yang ada di dalam gudang. Dalam layout gudang ini terdapat beberapa gambar, yaitu: rak besar, rak kecil, meja, gantungan, dan kotak kayu kecil. Adapun layout gudang spare part selengkapnya dapat dilihat pada gambar 4.2.
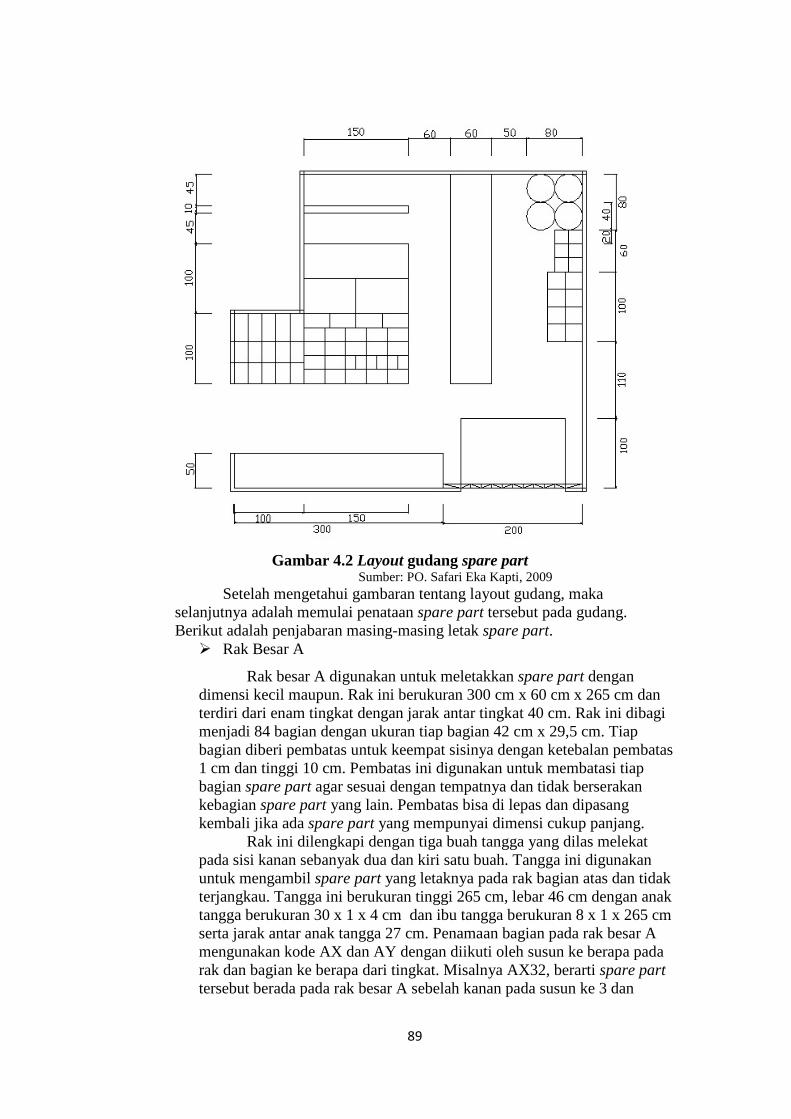
89
Gambar 4.2 Layout gudang spare part
Sumber: PO. Safari Eka Kapti, 2009 Setelah mengetahui gambaran tentang layout gudang, maka
selanjutnya adalah memulai penataan spare part tersebut pada gudang. Berikut adalah penjabaran masing-masing letak spare part. Ø Rak Besar A
Rak besar A digunakan untuk meletakkan spare part dengan dimensi kecil maupun. Rak ini berukuran 300 cm x 60 cm x 265 cm dan terdiri dari enam tingkat dengan jarak antar tingkat 40 cm. Rak ini dibagi menjadi 84 bagian dengan ukuran tiap bagian 42 cm x 29,5 cm. Tiap bagian diberi pembatas untuk keempat sisinya dengan ketebalan pembatas 1 cm dan tinggi 10 cm. Pembatas ini digunakan untuk membatasi tiap bagian spare part agar sesuai dengan tempatnya dan tidak berserakan kebagian spare part yang lain. Pembatas bisa di lepas dan dipasang kembali jika ada spare part yang mempunyai dimensi cukup panjang.
Rak ini dilengkapi dengan tiga buah tangga yang dilas melekat pada sisi kanan sebanyak dua dan kiri satu buah. Tangga ini digunakan untuk mengambil spare part yang letaknya pada rak bagian atas dan tidak terjangkau. Tangga ini berukuran tinggi 265 cm, lebar 46 cm dengan anak tangga berukuran 30 x 1 x 4 cm dan ibu tangga berukuran 8 x 1 x 265 cm serta jarak antar anak tangga 27 cm. Penamaan bagian pada rak besar A mengunakan kode AX dan AY dengan diikuti oleh susun ke berapa pada rak dan bagian ke berapa dari tingkat. Misalnya AX32, berarti spare part tersebut berada pada rak besar A sebelah kanan pada susun ke 3 dan
90
bagian ke 2 pada susun ke 3. Penamaan bagian rak besar A dimulai dari AX11-AX67 untuk sebelah kanan dan AY11-AY67 pada bagian kiri. Adapun gambar rak besar A dan penamaan tiap bagian rak selengkapnya dapat dilihat pada gambar 4.3 dan gambar 4.4
Dalam rak besar A ini akan ditempatkan spare part yang berdimensi kecil maupun sedang dan biasanya di stock dalam jumlah yang banyak serta cenderung sering digunakan. Misalnya: bulb, bushing, mur, bearing, dll. Pertimbangan lain penempatan spare part pada rak ini adalah kesamaan jenis dan fungsi dari spare part. Hal ini akan lebih memudahkan pegawai gudang dalam pencarian spare part dan memperpendek searching time.
Rak besar A ini dibagi menjadi 84 bagian agar mampu menampung spare part yang lebih banyak. Tiap bagian rak diberi pembatas samping agar mencegah tidak tercecernya spare part. Tiap bagian rak tidak diperlukan kotak atau keranjang untuk tempat spare part, karena spare part sudah ada kemasannya sendiri dari supplier. Sehingga tinggal menempatkan spare part pada rak saja sesuai dengan lokasinya. Apabila terdapat spare part yang berdimensi besar, maka pembatas samping pada bagian rak bisa dicopot sehingga bisa menggunakan lebih dari satu lokasi. Adapun spare part yang ditempatkan pada rak besar A dan lokasi spare part selengkapnya dapat dilihat Lampiran 7.1.
Gambar 4.3 Rak besar A
Sumber: PO. Safari Eka Kapti, 2009
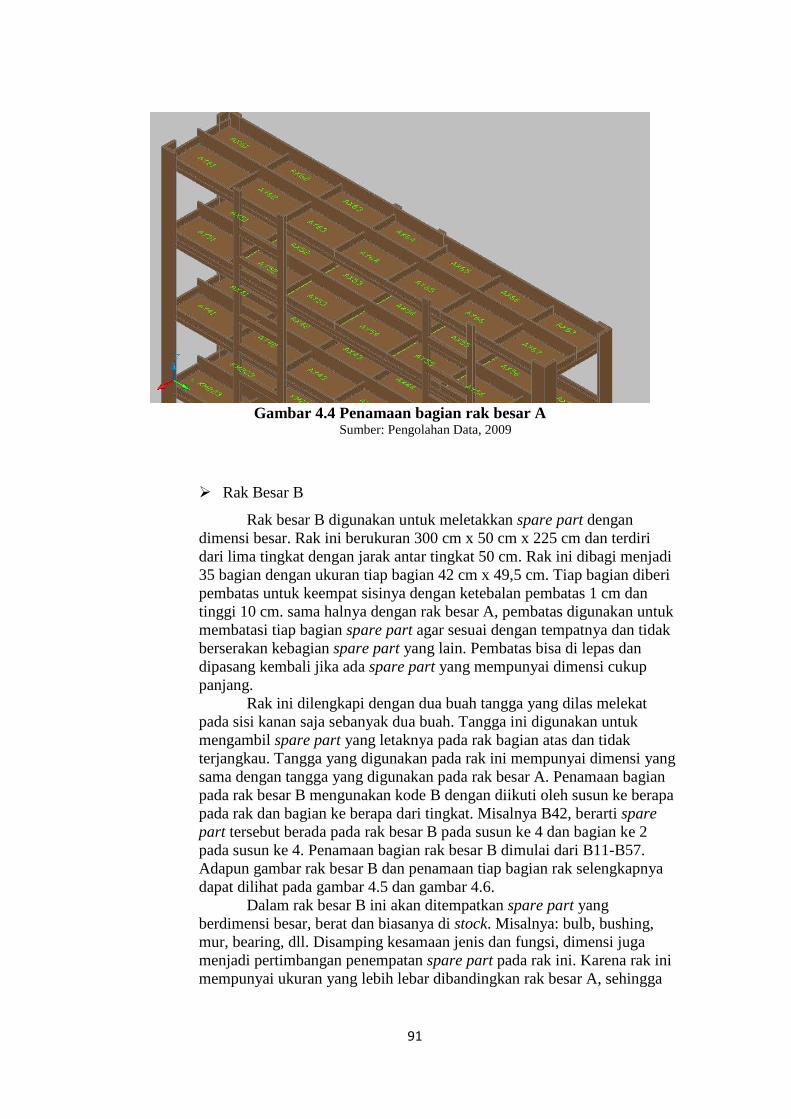
91
Gambar 4.4 Penamaan bagian rak besar A
Sumber: Pengolahan Data, 2009
Ø Rak Besar B
Rak besar B digunakan untuk meletakkan spare part dengan dimensi besar. Rak ini berukuran 300 cm x 50 cm x 225 cm dan terdiri dari lima tingkat dengan jarak antar tingkat 50 cm. Rak ini dibagi menjadi 35 bagian dengan ukuran tiap bagian 42 cm x 49,5 cm. Tiap bagian diberi pembatas untuk keempat sisinya dengan ketebalan pembatas 1 cm dan tinggi 10 cm. sama halnya dengan rak besar A, pembatas digunakan untuk membatasi tiap bagian spare part agar sesuai dengan tempatnya dan tidak berserakan kebagian spare part yang lain. Pembatas bisa di lepas dan dipasang kembali jika ada spare part yang mempunyai dimensi cukup panjang.
Rak ini dilengkapi dengan dua buah tangga yang dilas melekat pada sisi kanan saja sebanyak dua buah. Tangga ini digunakan untuk mengambil spare part yang letaknya pada rak bagian atas dan tidak terjangkau. Tangga yang digunakan pada rak ini mempunyai dimensi yang sama dengan tangga yang digunakan pada rak besar A. Penamaan bagian pada rak besar B mengunakan kode B dengan diikuti oleh susun ke berapa pada rak dan bagian ke berapa dari tingkat. Misalnya B42, berarti spare part tersebut berada pada rak besar B pada susun ke 4 dan bagian ke 2 pada susun ke 4. Penamaan bagian rak besar B dimulai dari B11-B57. Adapun gambar rak besar B dan penamaan tiap bagian rak selengkapnya dapat dilihat pada gambar 4.5 dan gambar 4.6.
Dalam rak besar B ini akan ditempatkan spare part yang berdimensi besar, berat dan biasanya di stock. Misalnya: bulb, bushing, mur, bearing, dll. Disamping kesamaan jenis dan fungsi, dimensi juga menjadi pertimbangan penempatan spare part pada rak ini. Karena rak ini mempunyai ukuran yang lebih lebar dibandingkan rak besar A, sehingga
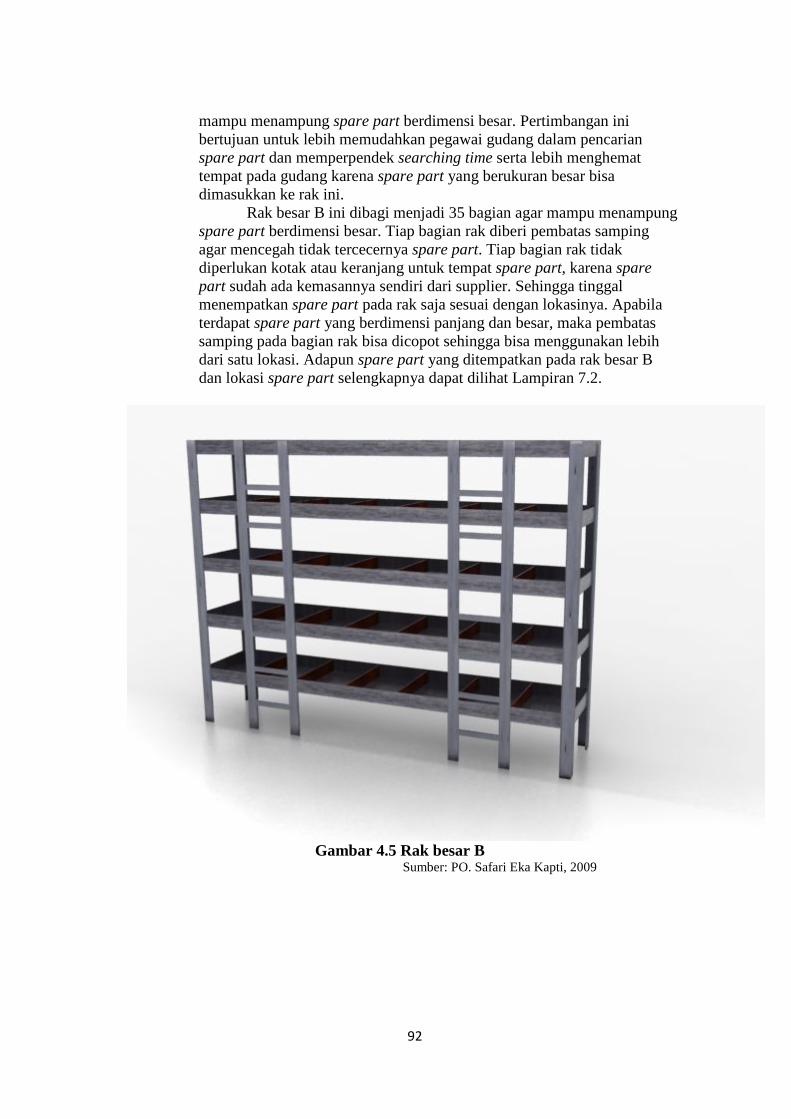
92
mampu menampung spare part berdimensi besar. Pertimbangan ini bertujuan untuk lebih memudahkan pegawai gudang dalam pencarian spare part dan memperpendek searching time serta lebih menghemat tempat pada gudang karena spare part yang berukuran besar bisa dimasukkan ke rak ini.
Rak besar B ini dibagi menjadi 35 bagian agar mampu menampung spare part berdimensi besar. Tiap bagian rak diberi pembatas samping agar mencegah tidak tercecernya spare part. Tiap bagian rak tidak diperlukan kotak atau keranjang untuk tempat spare part, karena spare part sudah ada kemasannya sendiri dari supplier. Sehingga tinggal menempatkan spare part pada rak saja sesuai dengan lokasinya. Apabila terdapat spare part yang berdimensi panjang dan besar, maka pembatas samping pada bagian rak bisa dicopot sehingga bisa menggunakan lebih dari satu lokasi. Adapun spare part yang ditempatkan pada rak besar B dan lokasi spare part selengkapnya dapat dilihat Lampiran 7.2.
Gambar 4.5 Rak besar B
Sumber: PO. Safari Eka Kapti, 2009
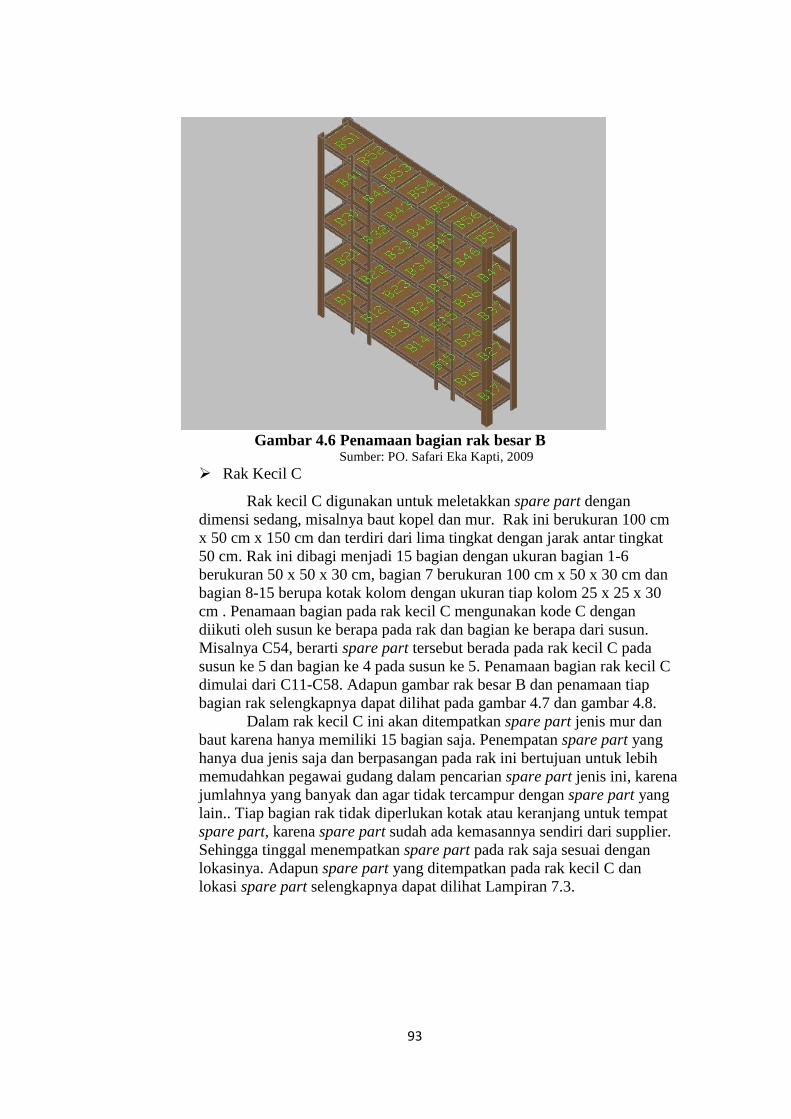
93
Gambar 4.6 Penamaan bagian rak besar B
Sumber: PO. Safari Eka Kapti, 2009 Ø Rak Kecil C
Rak kecil C digunakan untuk meletakkan spare part dengan dimensi sedang, misalnya baut kopel dan mur. Rak ini berukuran 100 cm x 50 cm x 150 cm dan terdiri dari lima tingkat dengan jarak antar tingkat 50 cm. Rak ini dibagi menjadi 15 bagian dengan ukuran bagian 1-6 berukuran 50 x 50 x 30 cm, bagian 7 berukuran 100 cm x 50 x 30 cm dan bagian 8-15 berupa kotak kolom dengan ukuran tiap kolom 25 x 25 x 30 cm . Penamaan bagian pada rak kecil C mengunakan kode C dengan diikuti oleh susun ke berapa pada rak dan bagian ke berapa dari susun. Misalnya C54, berarti spare part tersebut berada pada rak kecil C pada susun ke 5 dan bagian ke 4 pada susun ke 5. Penamaan bagian rak kecil C dimulai dari C11-C58. Adapun gambar rak besar B dan penamaan tiap bagian rak selengkapnya dapat dilihat pada gambar 4.7 dan gambar 4.8.
Dalam rak kecil C ini akan ditempatkan spare part jenis mur dan baut karena hanya memiliki 15 bagian saja. Penempatan spare part yang hanya dua jenis saja dan berpasangan pada rak ini bertujuan untuk lebih memudahkan pegawai gudang dalam pencarian spare part jenis ini, karena jumlahnya yang banyak dan agar tidak tercampur dengan spare part yang lain.. Tiap bagian rak tidak diperlukan kotak atau keranjang untuk tempat spare part, karena spare part sudah ada kemasannya sendiri dari supplier. Sehingga tinggal menempatkan spare part pada rak saja sesuai dengan lokasinya. Adapun spare part yang ditempatkan pada rak kecil C dan lokasi spare part selengkapnya dapat dilihat Lampiran 7.3.
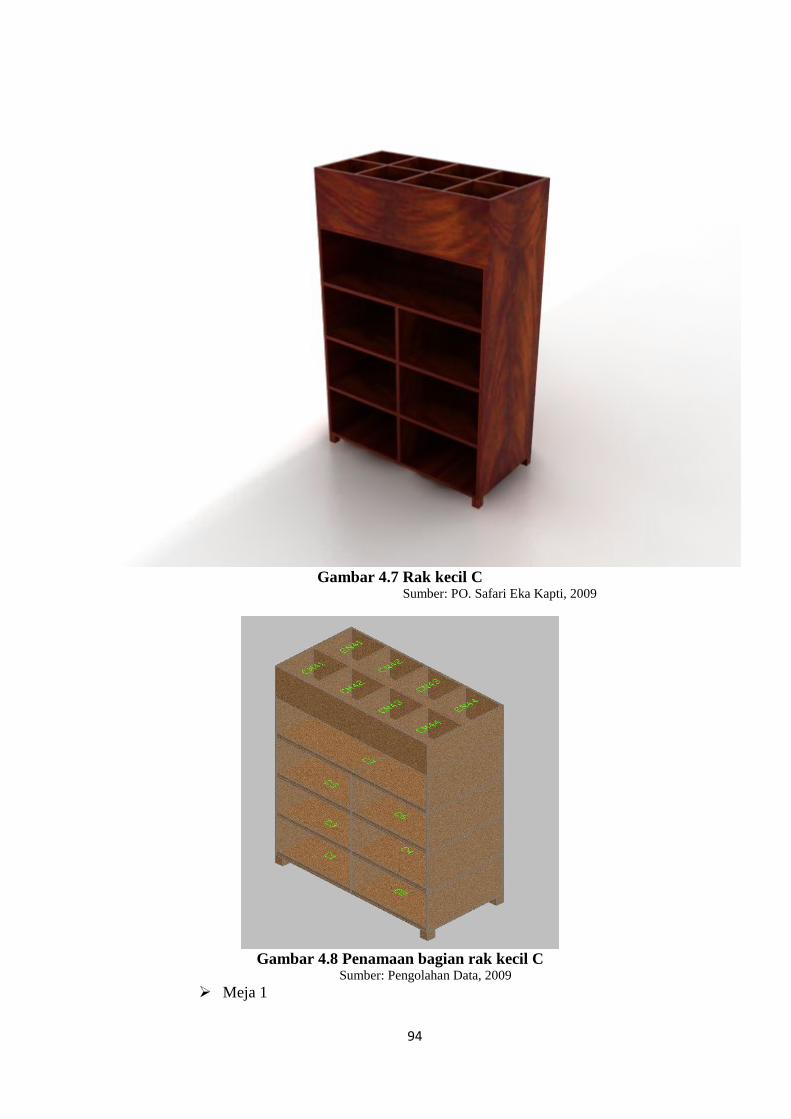
94
Gambar 4.7 Rak kecil C
Sumber: PO. Safari Eka Kapti, 2009
Gambar 4.8 Penamaan bagian rak kecil C
Sumber: Pengolahan Data, 2009 Ø Meja 1
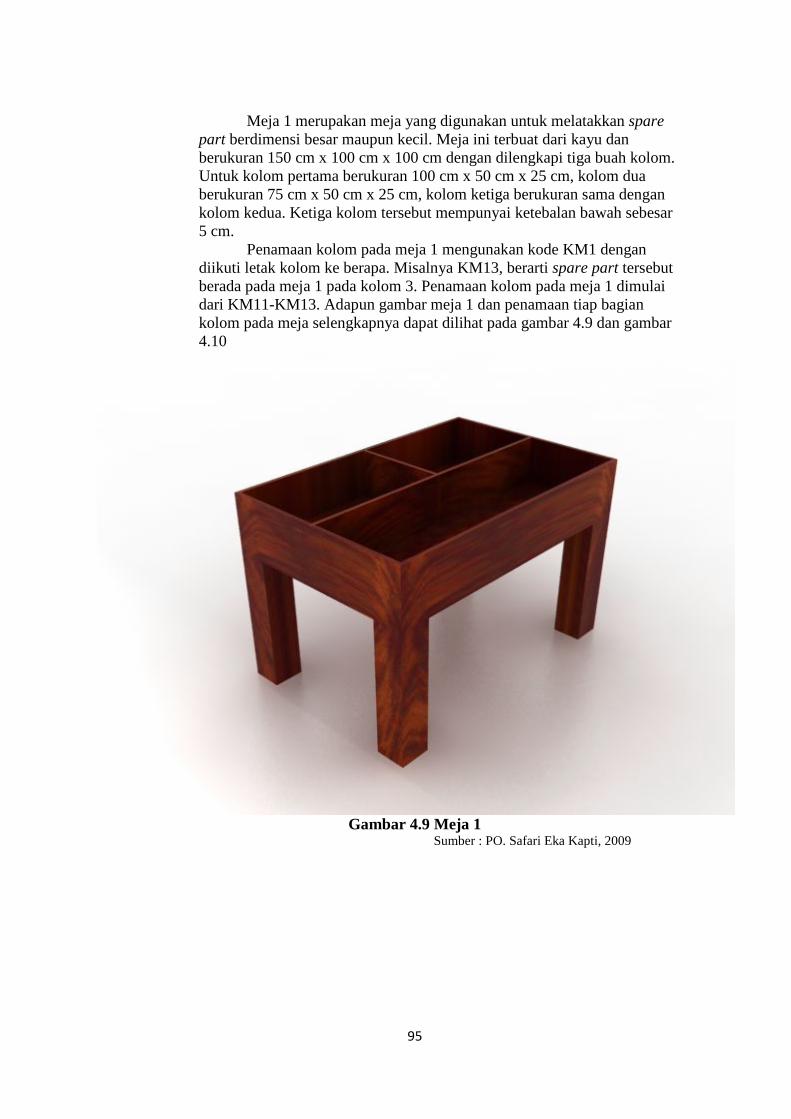
95
Meja 1 merupakan meja yang digunakan untuk melatakkan spare part berdimensi besar maupun kecil. Meja ini terbuat dari kayu dan berukuran 150 cm x 100 cm x 100 cm dengan dilengkapi tiga buah kolom. Untuk kolom pertama berukuran 100 cm x 50 cm x 25 cm, kolom dua berukuran 75 cm x 50 cm x 25 cm, kolom ketiga berukuran sama dengan kolom kedua. Ketiga kolom tersebut mempunyai ketebalan bawah sebesar 5 cm.
Penamaan kolom pada meja 1 mengunakan kode KM1 dengan diikuti letak kolom ke berapa. Misalnya KM13, berarti spare part tersebut berada pada meja 1 pada kolom 3. Penamaan kolom pada meja 1 dimulai dari KM11-KM13. Adapun gambar meja 1 dan penamaan tiap bagian kolom pada meja selengkapnya dapat dilihat pada gambar 4.9 dan gambar 4.10
Gambar 4.9 Meja 1
Sumber : PO. Safari Eka Kapti, 2009
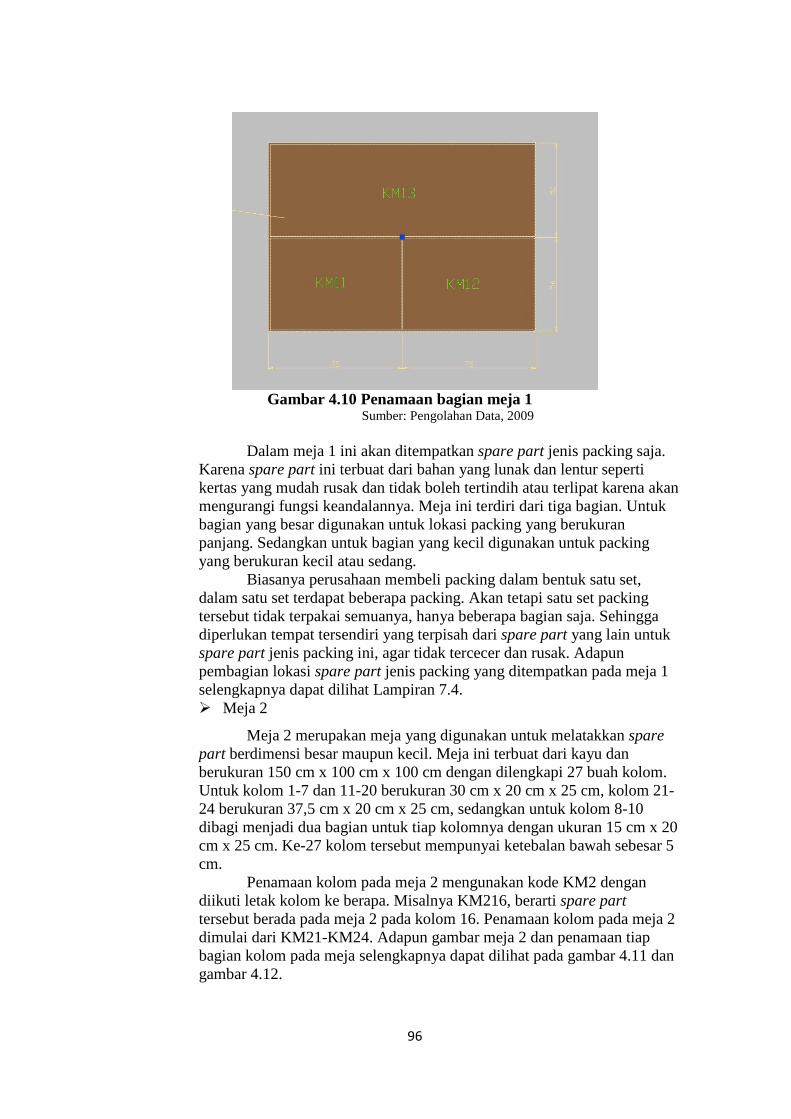
96
Gambar 4.10 Penamaan bagian meja 1
Sumber: Pengolahan Data, 2009 Dalam meja 1 ini akan ditempatkan spare part jenis packing saja.
Karena spare part ini terbuat dari bahan yang lunak dan lentur seperti kertas yang mudah rusak dan tidak boleh tertindih atau terlipat karena akan mengurangi fungsi keandalannya. Meja ini terdiri dari tiga bagian. Untuk bagian yang besar digunakan untuk lokasi packing yang berukuran panjang. Sedangkan untuk bagian yang kecil digunakan untuk packing yang berukuran kecil atau sedang.
Biasanya perusahaan membeli packing dalam bentuk satu set, dalam satu set terdapat beberapa packing. Akan tetapi satu set packing tersebut tidak terpakai semuanya, hanya beberapa bagian saja. Sehingga diperlukan tempat tersendiri yang terpisah dari spare part yang lain untuk spare part jenis packing ini, agar tidak tercecer dan rusak. Adapun pembagian lokasi spare part jenis packing yang ditempatkan pada meja 1 selengkapnya dapat dilihat Lampiran 7.4. Ø Meja 2
Meja 2 merupakan meja yang digunakan untuk melatakkan spare part berdimensi besar maupun kecil. Meja ini terbuat dari kayu dan berukuran 150 cm x 100 cm x 100 cm dengan dilengkapi 27 buah kolom. Untuk kolom 1-7 dan 11-20 berukuran 30 cm x 20 cm x 25 cm, kolom 21-24 berukuran 37,5 cm x 20 cm x 25 cm, sedangkan untuk kolom 8-10 dibagi menjadi dua bagian untuk tiap kolomnya dengan ukuran 15 cm x 20 cm x 25 cm. Ke-27 kolom tersebut mempunyai ketebalan bawah sebesar 5 cm.
Penamaan kolom pada meja 2 mengunakan kode KM2 dengan diikuti letak kolom ke berapa. Misalnya KM216, berarti spare part tersebut berada pada meja 2 pada kolom 16. Penamaan kolom pada meja 2 dimulai dari KM21-KM24. Adapun gambar meja 2 dan penamaan tiap bagian kolom pada meja selengkapnya dapat dilihat pada gambar 4.11 dan gambar 4.12.
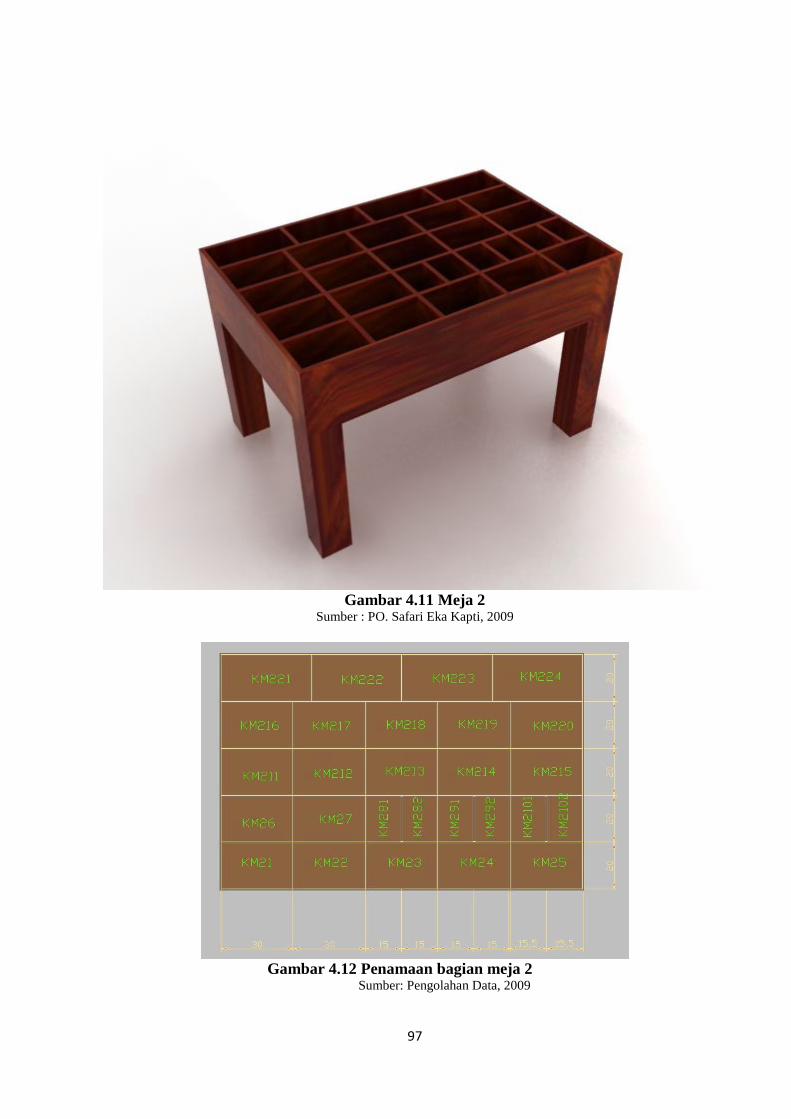
97
Gambar 4.11 Meja 2
Sumber : PO. Safari Eka Kapti, 2009
Gambar 4.12 Penamaan bagian meja 2
Sumber: Pengolahan Data, 2009

98
Dalam meja 2 ini akan ditempatkan spare part yang berdimensi
kecil maupun sedang. Misalnya: seal, turn baut, selang radiator, tali kipas ukuran pendek dll. Pertimbangan lain penempatan spare part pada meja 2 adalah kesamaan jenis dan fungsi. Sebagian spare part pada meja 2 merupakan spare part pelengkap dari spare part rak besar A dan rak besar B. Sebagai contoh RK oring filter oli fuso dengan filter oli susun dan switch lampu depan dengan relay lampu depan 24V. Akan tetapi spare part pelengkap pada meja 2 bukan menjadi satu-satunya spare part pelengkap spare part pada rak besar A dan B sehingga penempatannya harus dipisah. Karena ukuran yang terlalu kecil dan jumlahnya yang sedikit, maka spare part pelengkap tersebut tetap harus diletakkan pada meja 2. Apabila diletakkan pada rak besar A atau B kurang efektif karena masih banyak ruangan yang akan tersisa. Disamping itu juga pertimbangan kesamaan jenis spare part. meja 2 ini dibagi menjadi 27 bagian, dimana untuk 23 bagian yang berukuran kecil dipakai untuk tempat spare part berukuran kecil dan 4 bagian yang berukuran besar digunakan untuk tempat spare part jenis selang radiator dan selang solar. Adapun spare part yang ditempatkan pada meja 2 dan lokasi spare part selengkapnya dapat dilihat Lampiran 7.5. Ø Meja 3
Meja 3 merupakan meja yang digunakan untuk melatakkan spare part berdimensi besar maupun kecil. Meja ini terbuat dari kayu dan berukuran 100 cm x 100 cm x 100 cm dengan dilengkapi 15 buah kolom. Untuk kolom 1-10 berukuran 30 cm x 20 cm x 25 cm, kolom 11-15 berukuran 40 cm x 20 cm x 25 cm,. Ke-15 kolom tersebut mempunyai ketebalan bawah sebesar 5 cm. Penamaan kolom pada meja 3 mengunakan kode KM3 dengan diikuti letak kolom ke berapa. Misalnya KM38, berarti spare part tersebut berada pada meja 3 pada kolom 8. Penamaan kolom pada meja 3 dimulai dari KM31-KM215. Adapun gambar meja 3 dan penamaan tiap bagian kolom pada meja selengkapnya dapat dilihat pada Gambar 4.13 dan Gambar 4.14.
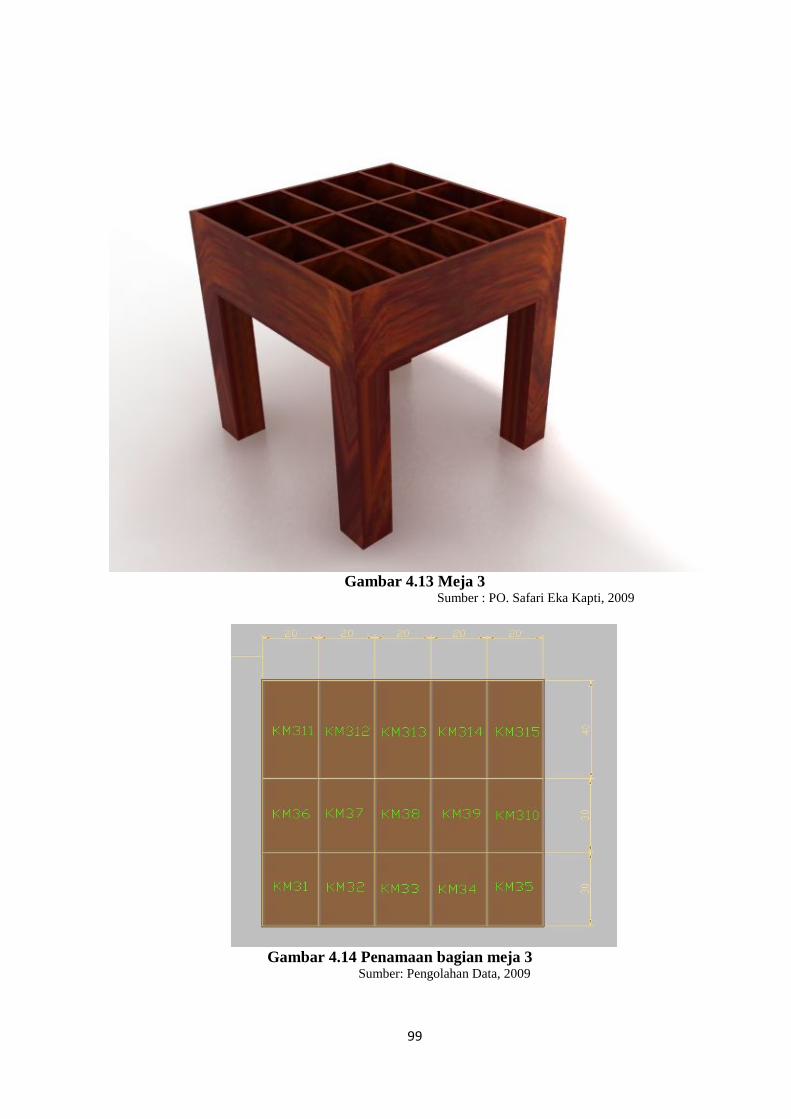
99
Gambar 4.13 Meja 3
Sumber : PO. Safari Eka Kapti, 2009
Gambar 4.14 Penamaan bagian meja 3
Sumber: Pengolahan Data, 2009
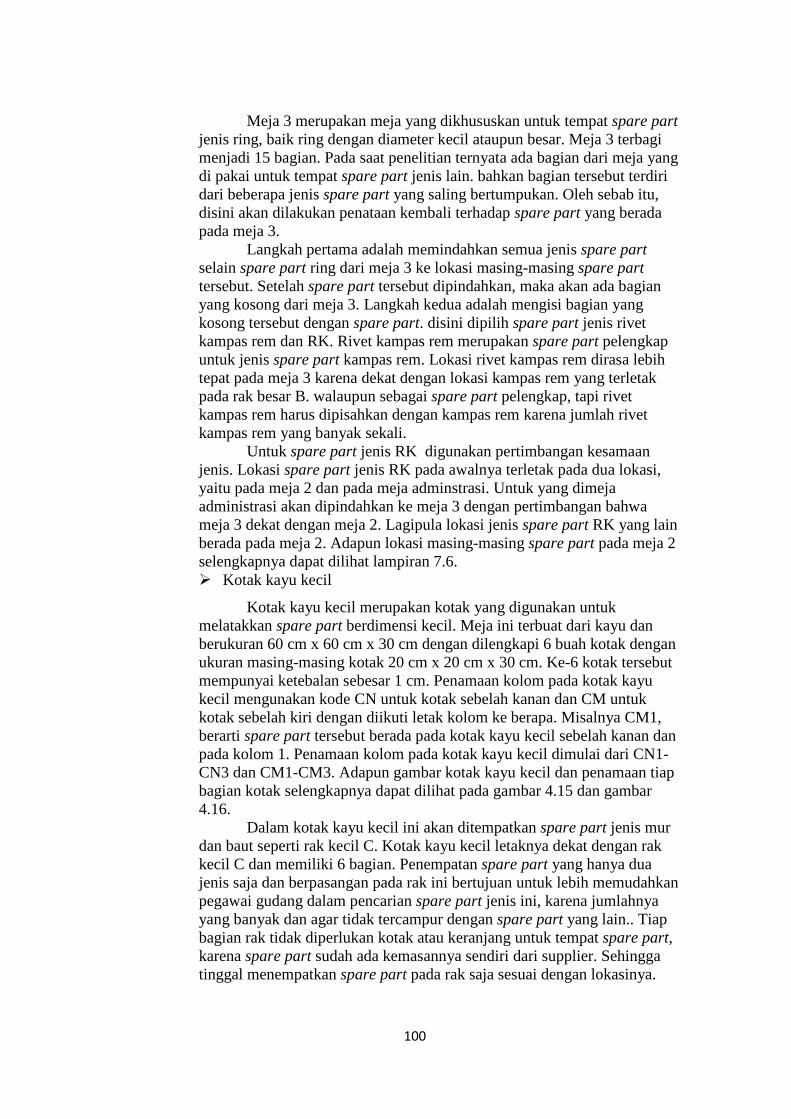
100
Meja 3 merupakan meja yang dikhususkan untuk tempat spare part jenis ring, baik ring dengan diameter kecil ataupun besar. Meja 3 terbagi menjadi 15 bagian. Pada saat penelitian ternyata ada bagian dari meja yang di pakai untuk tempat spare part jenis lain. bahkan bagian tersebut terdiri dari beberapa jenis spare part yang saling bertumpukan. Oleh sebab itu, disini akan dilakukan penataan kembali terhadap spare part yang berada pada meja 3.
Langkah pertama adalah memindahkan semua jenis spare part selain spare part ring dari meja 3 ke lokasi masing-masing spare part tersebut. Setelah spare part tersebut dipindahkan, maka akan ada bagian yang kosong dari meja 3. Langkah kedua adalah mengisi bagian yang kosong tersebut dengan spare part. disini dipilih spare part jenis rivet kampas rem dan RK. Rivet kampas rem merupakan spare part pelengkap untuk jenis spare part kampas rem. Lokasi rivet kampas rem dirasa lebih tepat pada meja 3 karena dekat dengan lokasi kampas rem yang terletak pada rak besar B. walaupun sebagai spare part pelengkap, tapi rivet kampas rem harus dipisahkan dengan kampas rem karena jumlah rivet kampas rem yang banyak sekali.
Untuk spare part jenis RK digunakan pertimbangan kesamaan jenis. Lokasi spare part jenis RK pada awalnya terletak pada dua lokasi, yaitu pada meja 2 dan pada meja adminstrasi. Untuk yang dimeja administrasi akan dipindahkan ke meja 3 dengan pertimbangan bahwa meja 3 dekat dengan meja 2. Lagipula lokasi jenis spare part RK yang lain berada pada meja 2. Adapun lokasi masing-masing spare part pada meja 2 selengkapnya dapat dilihat lampiran 7.6. Ø Kotak kayu kecil
Kotak kayu kecil merupakan kotak yang digunakan untuk melatakkan spare part berdimensi kecil. Meja ini terbuat dari kayu dan berukuran 60 cm x 60 cm x 30 cm dengan dilengkapi 6 buah kotak dengan ukuran masing-masing kotak 20 cm x 20 cm x 30 cm. Ke-6 kotak tersebut mempunyai ketebalan sebesar 1 cm. Penamaan kolom pada kotak kayu kecil mengunakan kode CN untuk kotak sebelah kanan dan CM untuk kotak sebelah kiri dengan diikuti letak kolom ke berapa. Misalnya CM1, berarti spare part tersebut berada pada kotak kayu kecil sebelah kanan dan pada kolom 1. Penamaan kolom pada kotak kayu kecil dimulai dari CN1-CN3 dan CM1-CM3. Adapun gambar kotak kayu kecil dan penamaan tiap bagian kotak selengkapnya dapat dilihat pada gambar 4.15 dan gambar 4.16.
Dalam kotak kayu kecil ini akan ditempatkan spare part jenis mur dan baut seperti rak kecil C. Kotak kayu kecil letaknya dekat dengan rak kecil C dan memiliki 6 bagian. Penempatan spare part yang hanya dua jenis saja dan berpasangan pada rak ini bertujuan untuk lebih memudahkan pegawai gudang dalam pencarian spare part jenis ini, karena jumlahnya yang banyak dan agar tidak tercampur dengan spare part yang lain.. Tiap bagian rak tidak diperlukan kotak atau keranjang untuk tempat spare part, karena spare part sudah ada kemasannya sendiri dari supplier. Sehingga tinggal menempatkan spare part pada rak saja sesuai dengan lokasinya.
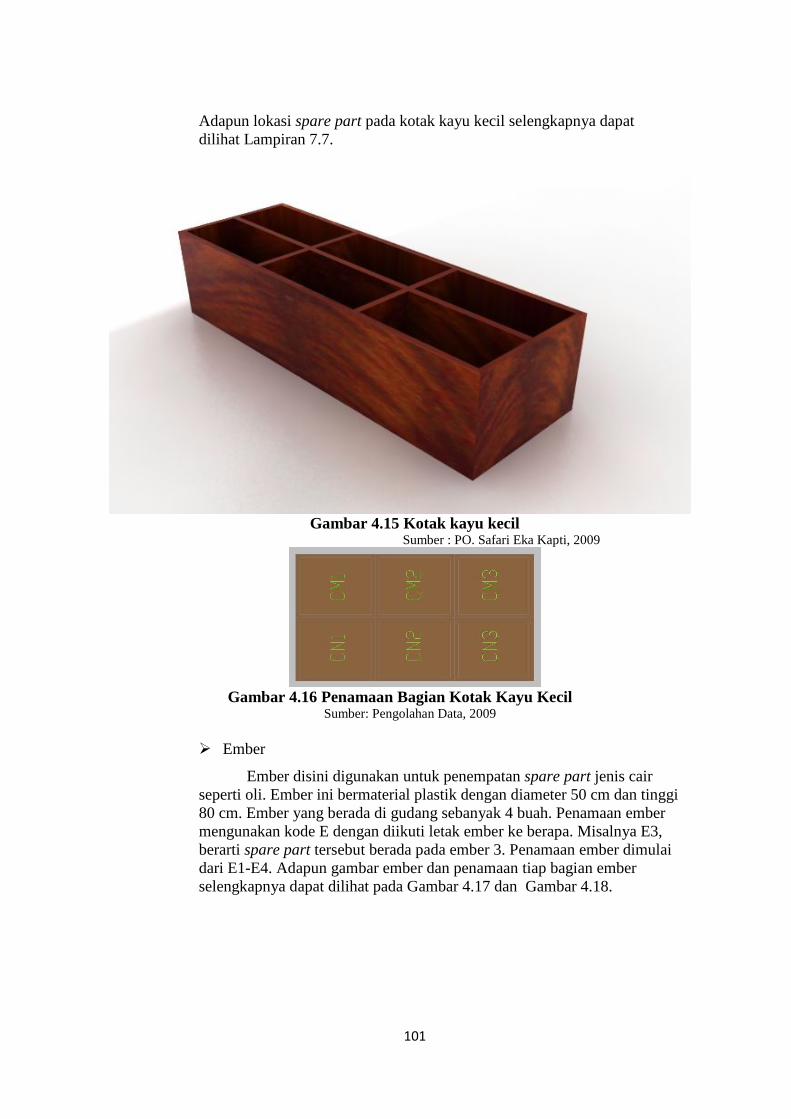
101
Adapun lokasi spare part pada kotak kayu kecil selengkapnya dapat dilihat Lampiran 7.7.
Gambar 4.15 Kotak kayu kecil
Sumber : PO. Safari Eka Kapti, 2009
Gambar 4.16 Penamaan Bagian Kotak Kayu Kecil
Sumber: Pengolahan Data, 2009
Ø Ember
Ember disini digunakan untuk penempatan spare part jenis cair seperti oli. Ember ini bermaterial plastik dengan diameter 50 cm dan tinggi 80 cm. Ember yang berada di gudang sebanyak 4 buah. Penamaan ember mengunakan kode E dengan diikuti letak ember ke berapa. Misalnya E3, berarti spare part tersebut berada pada ember 3. Penamaan ember dimulai dari E1-E4. Adapun gambar ember dan penamaan tiap bagian ember selengkapnya dapat dilihat pada Gambar 4.17 dan Gambar 4.18.
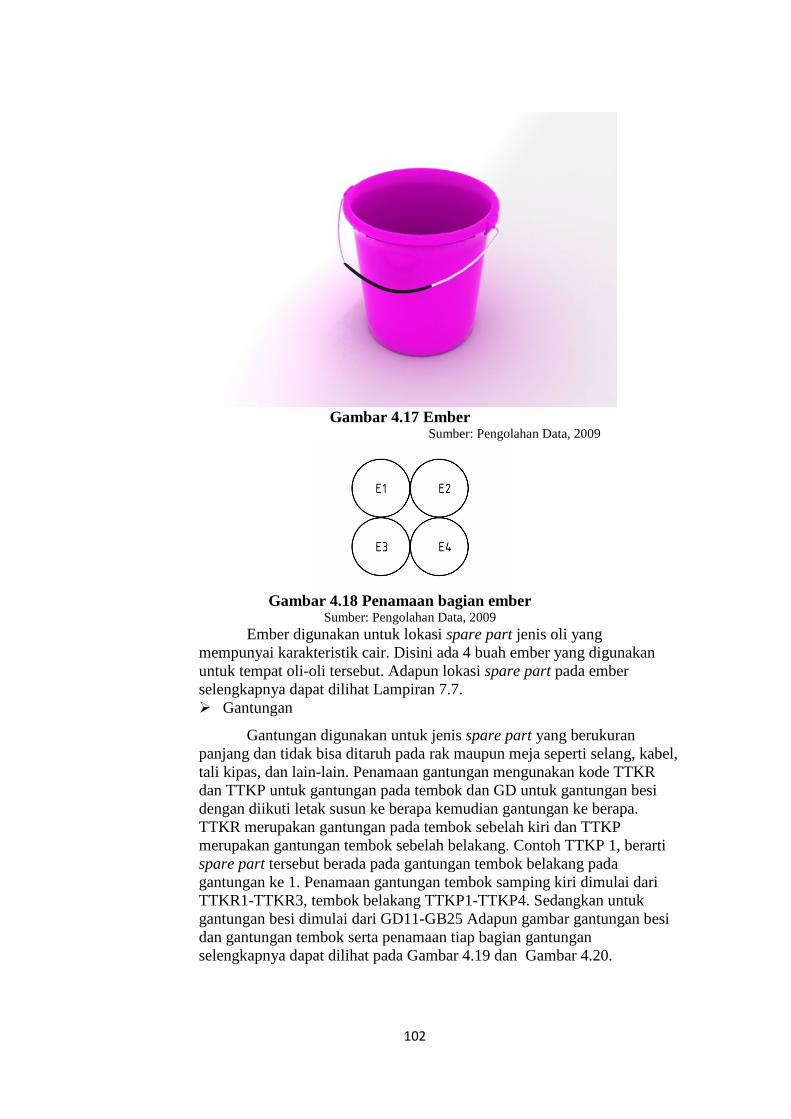
102
Gambar 4.17 Ember
Sumber: Pengolahan Data, 2009
Gambar 4.18 Penamaan bagian ember
Sumber: Pengolahan Data, 2009 Ember digunakan untuk lokasi spare part jenis oli yang
mempunyai karakteristik cair. Disini ada 4 buah ember yang digunakan untuk tempat oli-oli tersebut. Adapun lokasi spare part pada ember selengkapnya dapat dilihat Lampiran 7.7. Ø Gantungan
Gantungan digunakan untuk jenis spare part yang berukuran panjang dan tidak bisa ditaruh pada rak maupun meja seperti selang, kabel, tali kipas, dan lain-lain. Penamaan gantungan mengunakan kode TTKR dan TTKP untuk gantungan pada tembok dan GD untuk gantungan besi dengan diikuti letak susun ke berapa kemudian gantungan ke berapa. TTKR merupakan gantungan pada tembok sebelah kiri dan TTKP merupakan gantungan tembok sebelah belakang. Contoh TTKP 1, berarti spare part tersebut berada pada gantungan tembok belakang pada gantungan ke 1. Penamaan gantungan tembok samping kiri dimulai dari TTKR1-TTKR3, tembok belakang TTKP1-TTKP4. Sedangkan untuk gantungan besi dimulai dari GD11-GB25 Adapun gambar gantungan besi dan gantungan tembok serta penamaan tiap bagian gantungan selengkapnya dapat dilihat pada Gambar 4.19 dan Gambar 4.20.
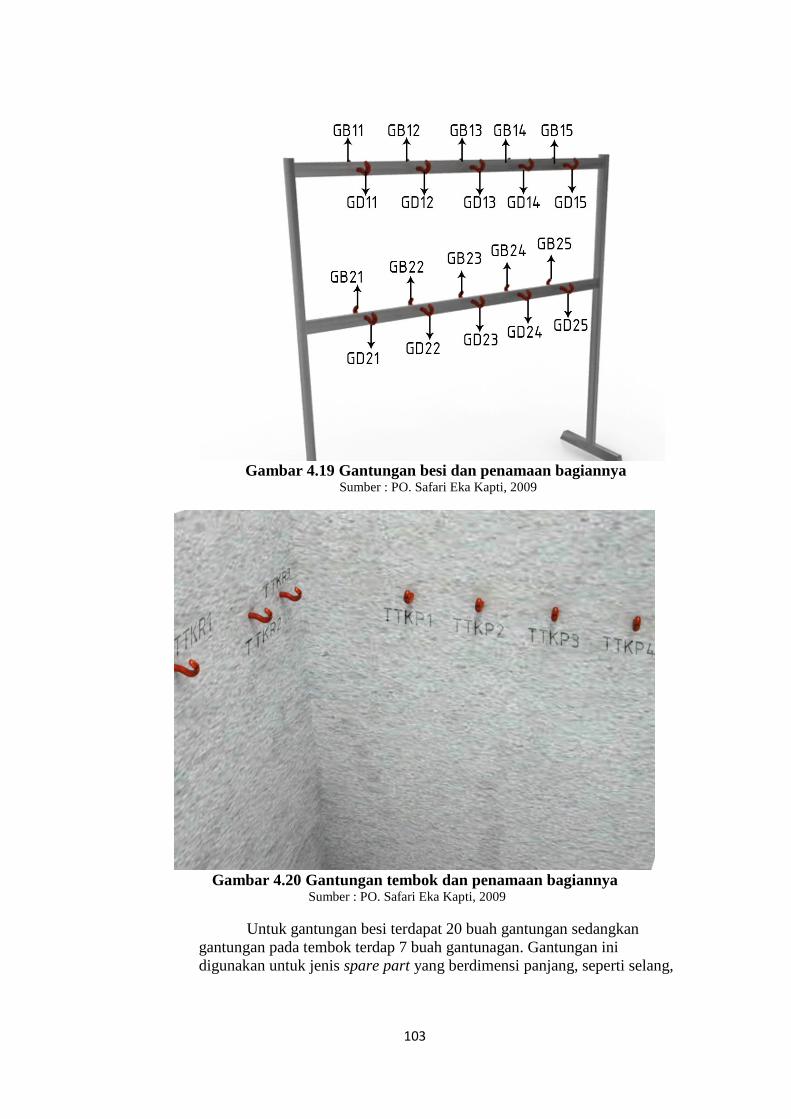
103
Gambar 4.19 Gantungan besi dan penamaan bagiannya
Sumber : PO. Safari Eka Kapti, 2009
Gambar 4.20 Gantungan tembok dan penamaan bagiannya
Sumber : PO. Safari Eka Kapti, 2009
Untuk gantungan besi terdapat 20 buah gantungan sedangkan gantungan pada tembok terdap 7 buah gantunagan. Gantungan ini digunakan untuk jenis spare part yang berdimensi panjang, seperti selang,

104
kabel, kalkson dll. Adapun spare part yang ditempatkan pada gantungan dan lokasi spare part selengkapnya dapat dilihat Lampiran 7.7. Ø Tempat Lain
Tempat lain disini maksudnya adalah tempat selain tempat-tempat diatas yang masih bisa digunakan untuk menaruh spare part. tempat lain ini misalnya seperti pada bawah meja 1 dan 2, laci meja adminstrasi gudang. Spare part yang ditaruh pada lokasi ini adalah spare part yang berukuran besar dan berat, serta bersifat membahayakan orang. Adapun spare part yang ditempatkan pada tempat ini selengkapanya dapat dilihat pada Tabel 4.17. Tabel 4.17 Tabel letak spare part yang berada di bawah meja 1 dan 2 No Kode Nama Jumlah Lokasi Penempatan 1 S006 Bateray 150 z all "inoe" 3 MBI1 Kardus 2 S007 Batery 120Z all "incoe" 3 MBI2 Kardus
Sumber: Pengolahan data, 2009 c. Seiso
Adapun tindakan yang harus dilakukan pada tahap ini adalah: · Penentuan prosedur kebersihan
Prosedur ini diperlukan sebagai dasar ketertiban dan kebersihan di wilayah kerja, khususnya di gudang spare part. Prosedur ini akan membuat gudang spare part dibersihkan secara rutin, bukan sekehendak hati ataupun saling mengandalkan.
· Penggunaan alat-alat kebersihan
Alat-alat kebersihan diperlukan untuk menunjang pelaksanaan prosedur kebersihan yang telah dibuat. Alat-alat kebersihan yang digunakan berupa alat-alat kebersihan secara umum, seperti sapu dan kemoceng.
· Penentuan jadwal piket kebersihan di technical store
Pada saat dilakukan observasi di lapangan, belum terdapat susunan jadwal piket. Gudang spare part hanya dibersihkan sesekali saja jika diperlukan. Untuk itu, penentuan jadwal piket kebersihan sangat diperlukan digudang. Penentuan jadwal piket didasarkan pada ketentuan berikut: - Petugas piket diambil dari pegawai gudang, hal ini dikarenakan tidak
adanya petugas cleaning service dan jumlah pegawai gudang spare
part sebanyak 3 orang. .
- Petugas gudang melakukan piket di gudang spare part.
- Petugas piket berjumlah 1 orang / hari. Hal ini berdasarkan pada
ruangan technical store yang hanya terdiri satu ruangan saja.
- Petugas piket memiliki tugas sebagai berikut:
Þ Bertanggung jawab pada kebersihan technical store menurut area
kerja masing-masing
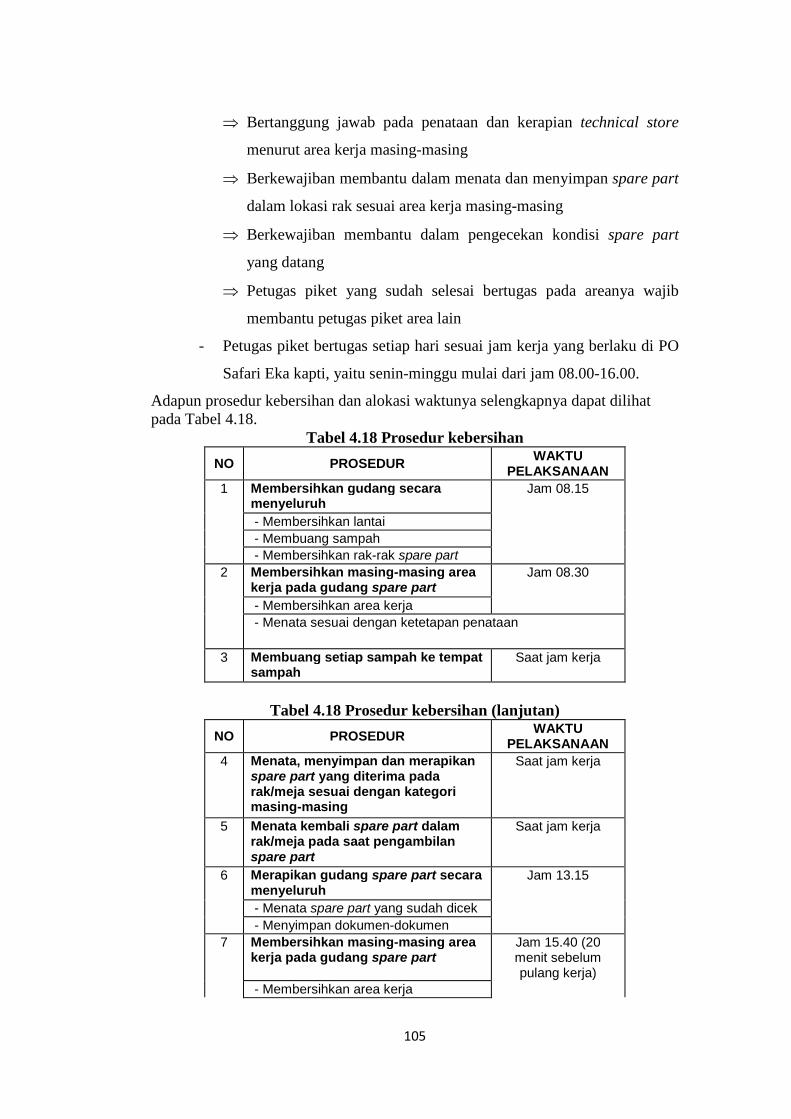
105
Þ Bertanggung jawab pada penataan dan kerapian technical store
menurut area kerja masing-masing
Þ Berkewajiban membantu dalam menata dan menyimpan spare part
dalam lokasi rak sesuai area kerja masing-masing
Þ Berkewajiban membantu dalam pengecekan kondisi spare part
yang datang
Þ Petugas piket yang sudah selesai bertugas pada areanya wajib
membantu petugas piket area lain
- Petugas piket bertugas setiap hari sesuai jam kerja yang berlaku di PO
Safari Eka kapti, yaitu senin-minggu mulai dari jam 08.00-16.00.
Adapun prosedur kebersihan dan alokasi waktunya selengkapnya dapat dilihat pada Tabel 4.18.
Tabel 4.18 Prosedur kebersihan
NO PROSEDUR WAKTU
PELAKSANAAN 1 Membersihkan gudang secara
menyeluruh Jam 08.15
- Membersihkan lantai - Membuang sampah - Membersihkan rak-rak spare part 2 Membersihkan masing-masing area
kerja pada gudang spare part Jam 08.30
- Membersihkan area kerja - Menata sesuai dengan ketetapan penataan
3 Membuang setiap sampah ke tempat sampah
Saat jam kerja
Tabel 4.18 Prosedur kebersihan (lanjutan)
NO PROSEDUR WAKTU
PELAKSANAAN 4 Menata, menyimpan dan merapikan
spare part yang diterima pada rak/meja sesuai dengan kategori masing-masing
Saat jam kerja
5 Menata kembali spare part dalam rak/meja pada saat pengambilan spare part
Saat jam kerja
6 Merapikan gudang spare part secara menyeluruh
Jam 13.15
- Menata spare part yang sudah dicek - Menyimpan dokumen-dokumen 7 Membersihkan masing-masing area
kerja pada gudang spare part Jam 15.40 (20 menit sebelum pulang kerja)
- Membersihkan area kerja
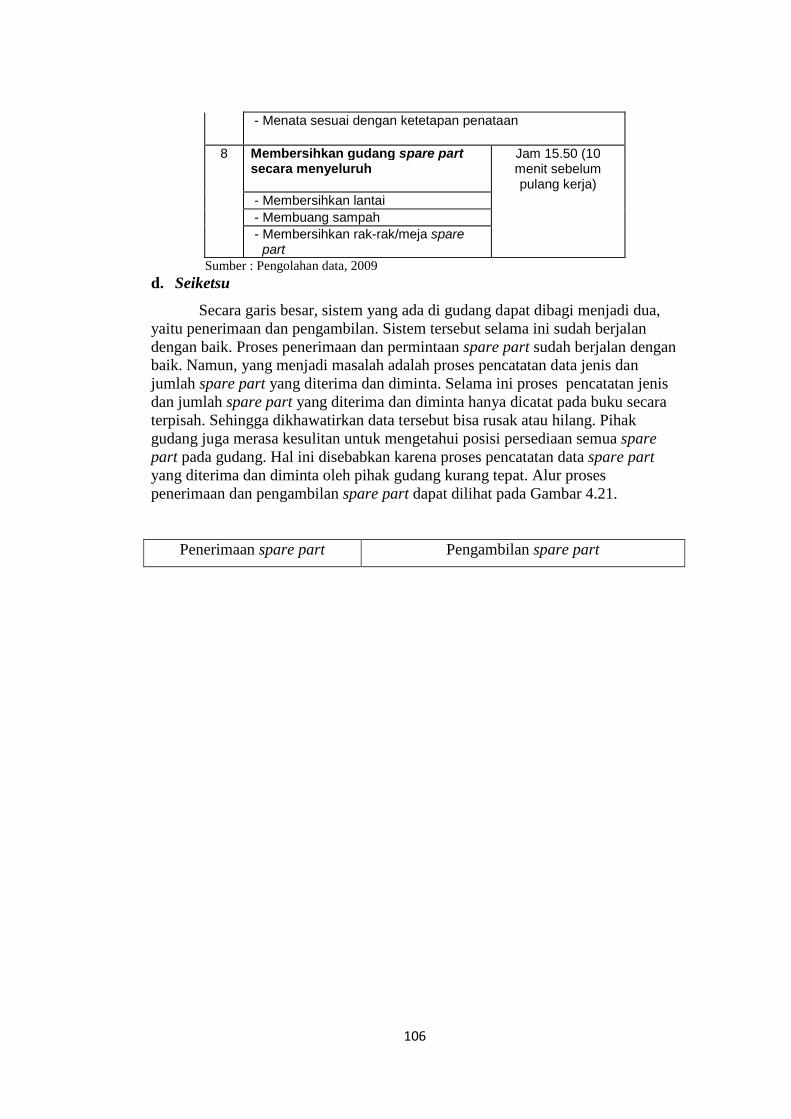
106
- Menata sesuai dengan ketetapan penataan
8 Membersihkan gudang spare part secara menyeluruh
Jam 15.50 (10 menit sebelum pulang kerja)
- Membersihkan lantai - Membuang sampah - Membersihkan rak-rak/meja spare
part
Sumber : Pengolahan data, 2009 d. Seiketsu
Secara garis besar, sistem yang ada di gudang dapat dibagi menjadi dua, yaitu penerimaan dan pengambilan. Sistem tersebut selama ini sudah berjalan dengan baik. Proses penerimaan dan permintaan spare part sudah berjalan dengan baik. Namun, yang menjadi masalah adalah proses pencatatan data jenis dan jumlah spare part yang diterima dan diminta. Selama ini proses pencatatan jenis dan jumlah spare part yang diterima dan diminta hanya dicatat pada buku secara terpisah. Sehingga dikhawatirkan data tersebut bisa rusak atau hilang. Pihak gudang juga merasa kesulitan untuk mengetahui posisi persediaan semua spare part pada gudang. Hal ini disebabkan karena proses pencatatan data spare part yang diterima dan diminta oleh pihak gudang kurang tepat. Alur proses penerimaan dan pengambilan spare part dapat dilihat pada Gambar 4.21.
Penerimaan spare part Pengambilan spare part
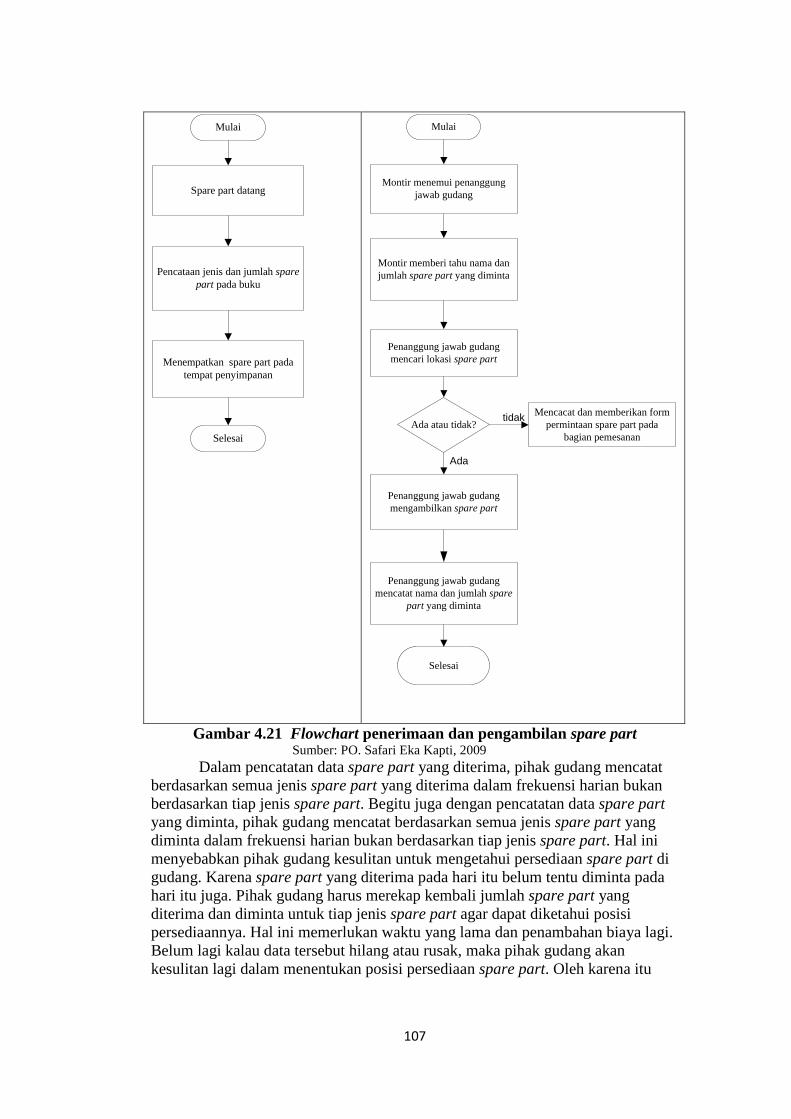
107
Spare part datang
Menempatkan spare part pada tempat penyimpanan
Mulai
Pencataan jenis dan jumlah spare part pada buku
Selesai
Montir menemui penanggung jawab gudang
Penanggung jawab gudang mencari lokasi spare part
Penanggung jawab gudang mengambilkan spare part
Ada atau tidak?Mencacat dan memberikan form
permintaan spare part pada bagian pemesanan
Mulai
Montir memberi tahu nama dan jumlah spare part yang diminta
Selesai
Ada
tidak
Penanggung jawab gudang mencatat nama dan jumlah spare
part yang diminta
Gambar 4.21 Flowchart penerimaan dan pengambilan spare part Sumber: PO. Safari Eka Kapti, 2009
Dalam pencatatan data spare part yang diterima, pihak gudang mencatat berdasarkan semua jenis spare part yang diterima dalam frekuensi harian bukan berdasarkan tiap jenis spare part. Begitu juga dengan pencatatan data spare part yang diminta, pihak gudang mencatat berdasarkan semua jenis spare part yang diminta dalam frekuensi harian bukan berdasarkan tiap jenis spare part. Hal ini menyebabkan pihak gudang kesulitan untuk mengetahui persediaan spare part di gudang. Karena spare part yang diterima pada hari itu belum tentu diminta pada hari itu juga. Pihak gudang harus merekap kembali jumlah spare part yang diterima dan diminta untuk tiap jenis spare part agar dapat diketahui posisi persediaannya. Hal ini memerlukan waktu yang lama dan penambahan biaya lagi. Belum lagi kalau data tersebut hilang atau rusak, maka pihak gudang akan kesulitan lagi dalam menentukan posisi persediaan spare part. Oleh karena itu

108
diperlukan perbaikan terhadap proses pencatatan penerimaan dan permintaan spare part dengan menggunakan suatu software pada komputer.
Software ini digunakan untuk mencatat jumlah dan jenis tiap spare part yang diterima atau diminta sehingga posisi persediaan tiap spare part dapat diketahui. Software ini juga digunakan untuk mengetahui lokasi spare part pada gudang sehingga pihak gudang tidak kesulitan dalam pencarian lokasi spare part. Karena selama ini gudang belum menerapkan penggunaan data berbasis komputer, maka akan dilakukan perbaikan terhadap sistem penerimaan dan permintaan spare part yang telah ada.
· Perbaikan sistem penerimaan spare part
Adapun perbaikan langkah-langkah sistem penerimaan spare part selengkpanya dapat dilihat pada Gambar 4.22
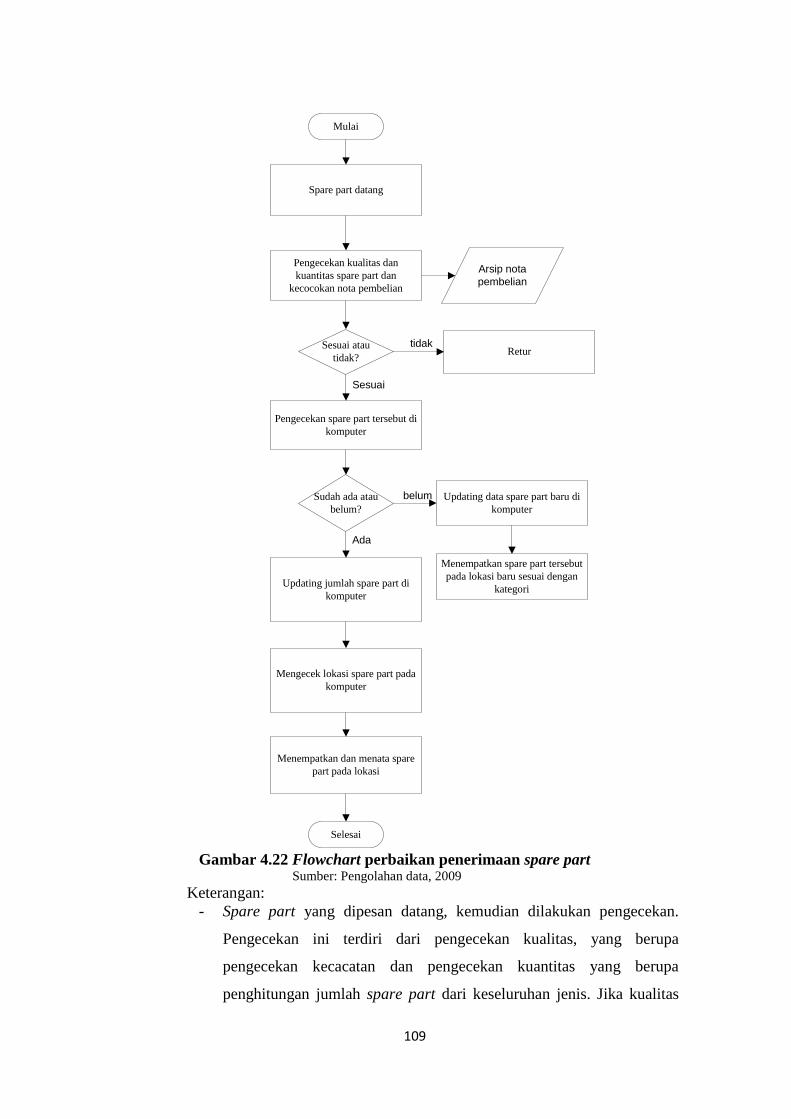
109
Spare part datang
Pengecekan spare part tersebut di komputer
Menempatkan dan menata spare part pada lokasi
Sudah ada atau belum?
Updating data spare part baru di komputer
Mulai
Mengecek lokasi spare part pada komputer
Sesuai atau tidak?
Retur
Ada
belum
Sesuai
tidak
Updating jumlah spare part di komputer
Pengecekan kualitas dan kuantitas spare part dan
kecocokan nota pembelian
Menempatkan spare part tersebut pada lokasi baru sesuai dengan
kategori
Arsip nota pembelian
Selesai
Gambar 4.22 Flowchart perbaikan penerimaan spare part Sumber: Pengolahan data, 2009
Keterangan: - Spare part yang dipesan datang, kemudian dilakukan pengecekan.
Pengecekan ini terdiri dari pengecekan kualitas, yang berupa
pengecekan kecacatan dan pengecekan kuantitas yang berupa
penghitungan jumlah spare part dari keseluruhan jenis. Jika kualitas
110
dan kuantitas spare part sesuai dengan pesanan maka nota pembelian
disimpan sebagai arsip.
- Kemudian, dilakukan pengecekan pada komputer, apakah spare part
tersebut sudah dimiliki oleh gudang atau merupakan spare part baru.
Jika sudah ada, maka dilakukan updating jumlah spare part, yaitu
jumlah spare part yang ada di gudang ditambahkan dengan spare part
yang baru saja diterima. Namun jika belum dimiliki spare part
tersebut, maka dilakukan updating yang berbeda, yaitu
pendokumentasian data spare part baru dan kemudian ditentukan
lokasi penempatan pada lokasi yang masih kosong tetapi masih dalam
satu kategori.
- Setelah lokasi sudah diketahui (untuk spare part yang sudah ada) atau
sudah ditentukan (untuk spare part baru) maka spare part ditempatkan
dan ditata sesuai dengan lokasi masing-masing.
· Perbaikan sistem permintaan spare part
Adapun perbaikan langkah-langkah sistem permintaan spare part selenkpanya dapat dilihat pada Gambar 4.23
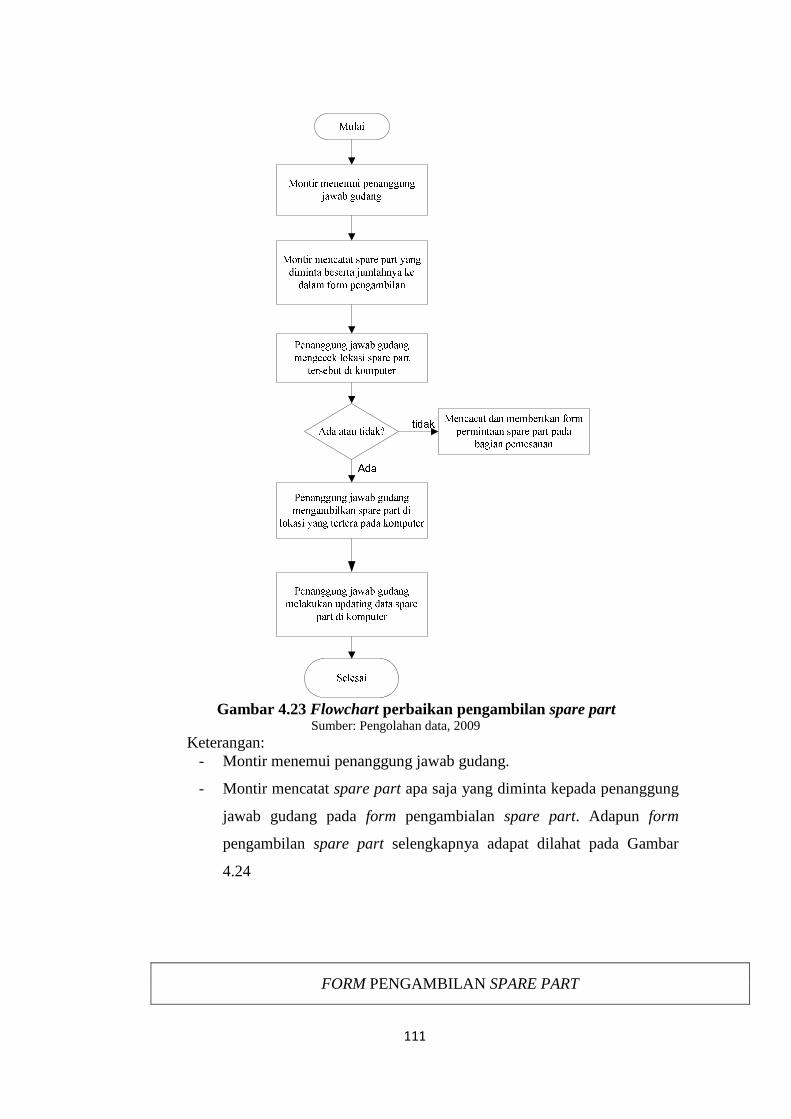
111
Gambar 4.23 Flowchart perbaikan pengambilan spare part
Sumber: Pengolahan data, 2009 Keterangan:
- Montir menemui penanggung jawab gudang.
- Montir mencatat spare part apa saja yang diminta kepada penanggung
jawab gudang pada form pengambialan spare part. Adapun form
pengambilan spare part selengkapnya adapat dilahat pada Gambar
4.24
FORM PENGAMBILAN SPARE PART
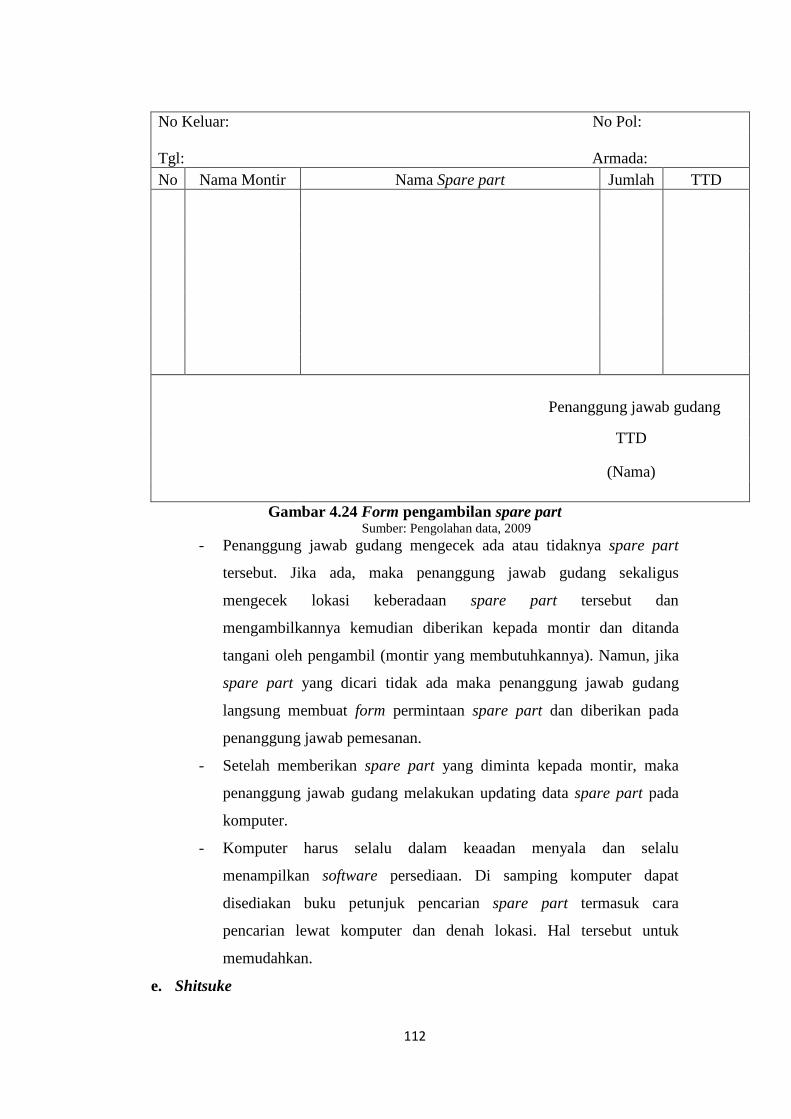
112
No Keluar: No Pol: Tgl: Armada: No Nama Montir Nama Spare part Jumlah TTD
Penanggung jawab gudang
TTD
(Nama)
Gambar 4.24 Form pengambilan spare part Sumber: Pengolahan data, 2009
- Penanggung jawab gudang mengecek ada atau tidaknya spare part
tersebut. Jika ada, maka penanggung jawab gudang sekaligus
mengecek lokasi keberadaan spare part tersebut dan
mengambilkannya kemudian diberikan kepada montir dan ditanda
tangani oleh pengambil (montir yang membutuhkannya). Namun, jika
spare part yang dicari tidak ada maka penanggung jawab gudang
langsung membuat form permintaan spare part dan diberikan pada
penanggung jawab pemesanan.
- Setelah memberikan spare part yang diminta kepada montir, maka
penanggung jawab gudang melakukan updating data spare part pada
komputer.
- Komputer harus selalu dalam keaadan menyala dan selalu
menampilkan software persediaan. Di samping komputer dapat
disediakan buku petunjuk pencarian spare part termasuk cara
pencarian lewat komputer dan denah lokasi. Hal tersebut untuk
memudahkan.
e. Shitsuke
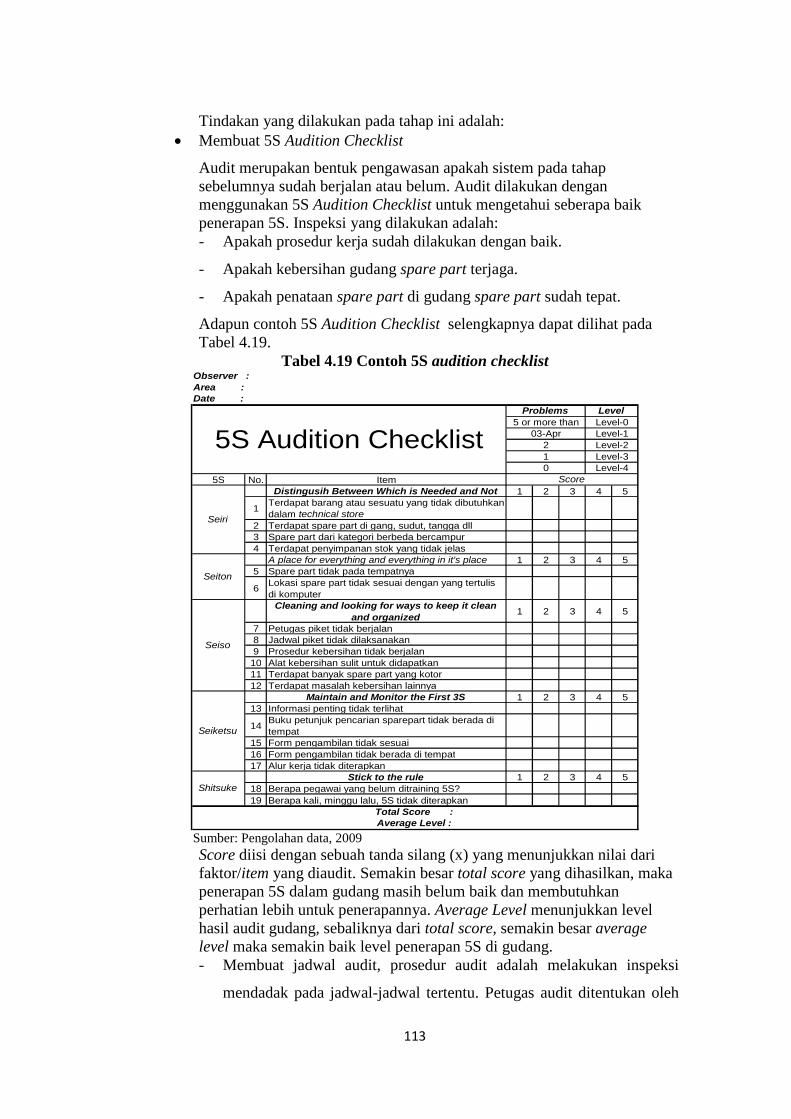
113
Tindakan yang dilakukan pada tahap ini adalah: · Membuat 5S Audition Checklist
Audit merupakan bentuk pengawasan apakah sistem pada tahap sebelumnya sudah berjalan atau belum. Audit dilakukan dengan menggunakan 5S Audition Checklist untuk mengetahui seberapa baik penerapan 5S. Inspeksi yang dilakukan adalah: - Apakah prosedur kerja sudah dilakukan dengan baik.
- Apakah kebersihan gudang spare part terjaga.
- Apakah penataan spare part di gudang spare part sudah tepat.
Adapun contoh 5S Audition Checklist selengkapnya dapat dilihat pada Tabel 4.19.
Tabel 4.19 Contoh 5S audition checklist Observer :Area :Date :
5S No. ItemDistingusih Between Which is Needed and Not 1 2 3 4 5
1Terdapat barang atau sesuatu yang tidak dibutuhkan dalam technical store
2 Terdapat spare part di gang, sudut, tangga dll3 Spare part dari kategori berbeda bercampur4 Terdapat penyimpanan stok yang tidak jelas
A place for everything and everything in it's place 1 2 3 4 55 Spare part tidak pada tempatnya
6Lokasi spare part tidak sesuai dengan yang tertulis di komputer
Cleaning and looking for ways to keep it clean and organized
1 2 3 4 5
7 Petugas piket tidak berjalan8 Jadwal piket tidak dilaksanakan9 Prosedur kebersihan tidak berjalan
10 Alat kebersihan sulit untuk didapatkan11 Terdapat banyak spare part yang kotor12 Terdapat masalah kebersihan lainnya
Maintain and Monitor the First 3S 1 2 3 4 513 Informasi penting tidak terlihat
14Buku petunjuk pencarian sparepart tidak berada di tempat
15 Form pengambilan tidak sesuai16 Form pengambilan tidak berada di tempat17 Alur kerja tidak diterapkan
Stick to the rule 1 2 3 4 518 Berapa pegawai yang belum ditraining 5S?19 Berapa kali, minggu lalu, 5S tidak diterapkan
Level-2
Seiketsu
Shitsuke
Score
Seiri
Seiton
Seiso
03-Apr5 or more than Level-0
Level-15S Audition Checklist0
Total Score :Average Level :
Level-3Level-4
Problems Level
12
Sumber: Pengolahan data, 2009 Score diisi dengan sebuah tanda silang (x) yang menunjukkan nilai dari faktor/item yang diaudit. Semakin besar total score yang dihasilkan, maka penerapan 5S dalam gudang masih belum baik dan membutuhkan perhatian lebih untuk penerapannya. Average Level menunjukkan level hasil audit gudang, sebaliknya dari total score, semakin besar average level maka semakin baik level penerapan 5S di gudang. - Membuat jadwal audit, prosedur audit adalah melakukan inspeksi
mendadak pada jadwal-jadwal tertentu. Petugas audit ditentukan oleh
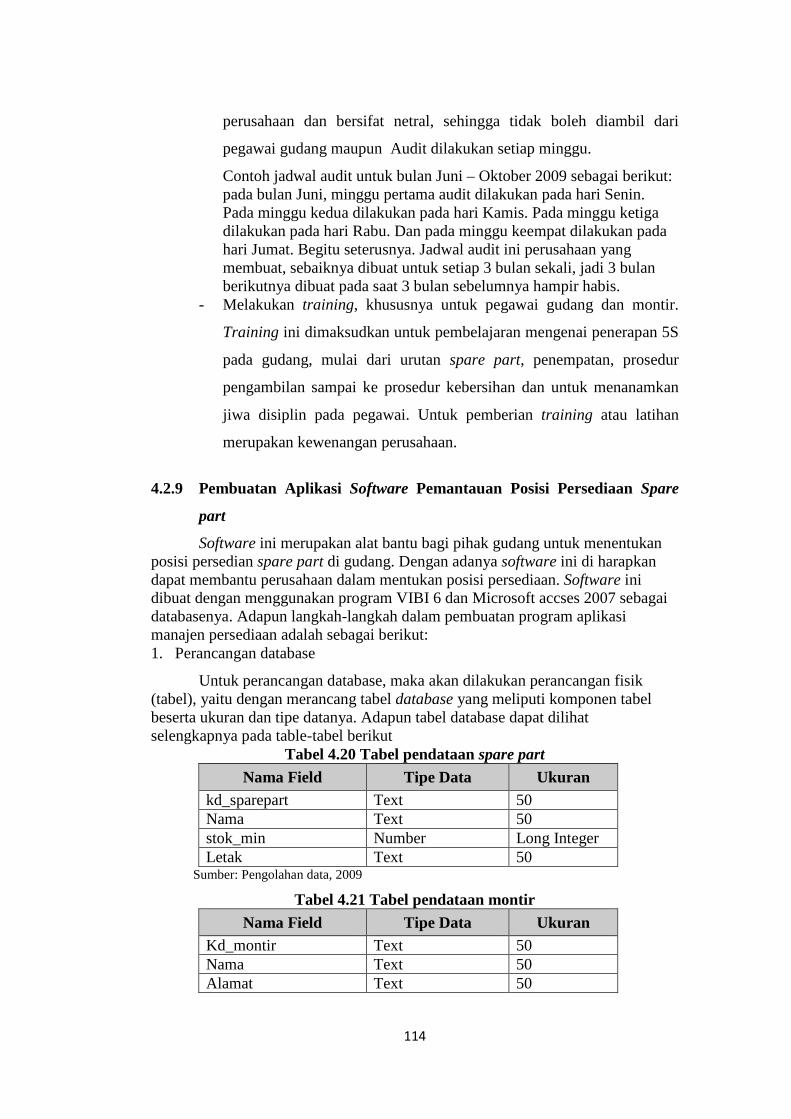
114
perusahaan dan bersifat netral, sehingga tidak boleh diambil dari
pegawai gudang maupun Audit dilakukan setiap minggu.
Contoh jadwal audit untuk bulan Juni – Oktober 2009 sebagai berikut: pada bulan Juni, minggu pertama audit dilakukan pada hari Senin. Pada minggu kedua dilakukan pada hari Kamis. Pada minggu ketiga dilakukan pada hari Rabu. Dan pada minggu keempat dilakukan pada hari Jumat. Begitu seterusnya. Jadwal audit ini perusahaan yang membuat, sebaiknya dibuat untuk setiap 3 bulan sekali, jadi 3 bulan berikutnya dibuat pada saat 3 bulan sebelumnya hampir habis.
- Melakukan training, khususnya untuk pegawai gudang dan montir.
Training ini dimaksudkan untuk pembelajaran mengenai penerapan 5S
pada gudang, mulai dari urutan spare part, penempatan, prosedur
pengambilan sampai ke prosedur kebersihan dan untuk menanamkan
jiwa disiplin pada pegawai. Untuk pemberian training atau latihan
merupakan kewenangan perusahaan.
4.2.9 Pembuatan Aplikasi Software Pemantauan Posisi Persediaan Spare
part
Software ini merupakan alat bantu bagi pihak gudang untuk menentukan posisi persedian spare part di gudang. Dengan adanya software ini di harapkan dapat membantu perusahaan dalam mentukan posisi persediaan. Software ini dibuat dengan menggunakan program VIBI 6 dan Microsoft accses 2007 sebagai databasenya. Adapun langkah-langkah dalam pembuatan program aplikasi manajen persediaan adalah sebagai berikut: 1. Perancangan database
Untuk perancangan database, maka akan dilakukan perancangan fisik (tabel), yaitu dengan merancang tabel database yang meliputi komponen tabel beserta ukuran dan tipe datanya. Adapun tabel database dapat dilihat selengkapnya pada table-tabel berikut
Tabel 4.20 Tabel pendataan spare part
Nama Field Tipe Data Ukuran kd_sparepart Text 50 Nama Text 50 stok_min Number Long Integer Letak Text 50
Sumber: Pengolahan data, 2009
Tabel 4.21 Tabel pendataan montir
Nama Field Tipe Data Ukuran Kd_montir Text 50 Nama Text 50 Alamat Text 50
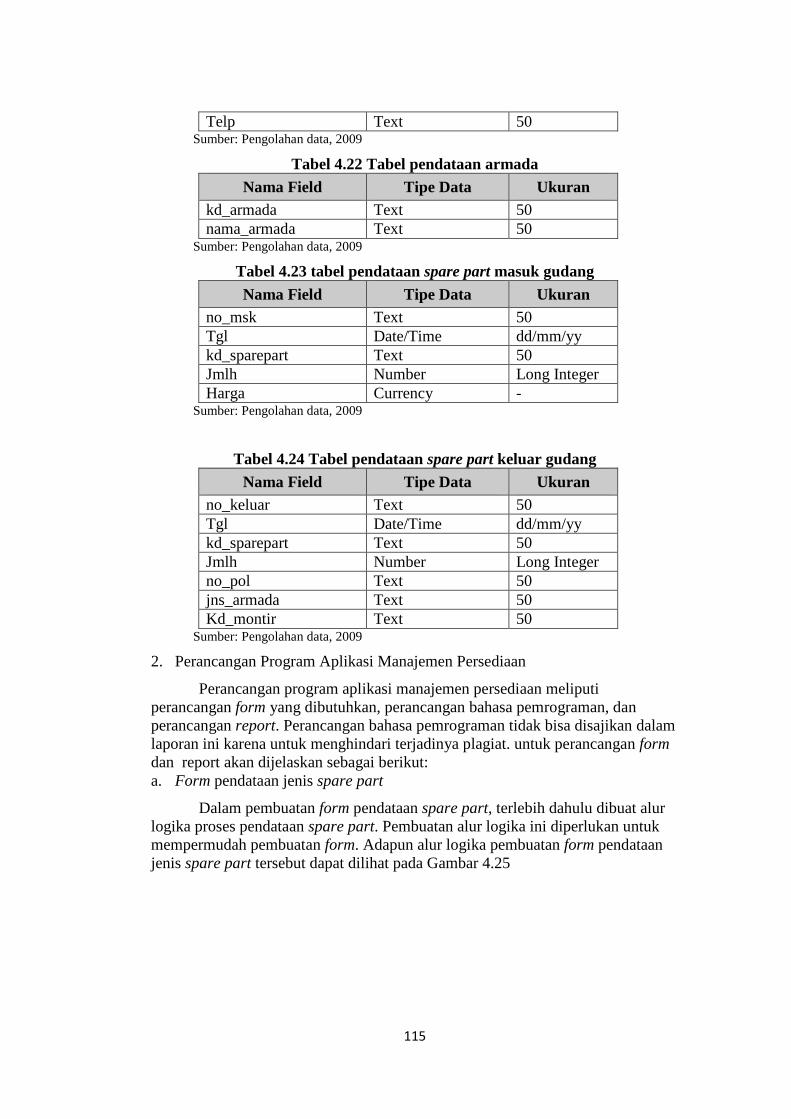
115
Telp Text 50 Sumber: Pengolahan data, 2009
Tabel 4.22 Tabel pendataan armada
Nama Field Tipe Data Ukuran kd_armada Text 50 nama_armada Text 50
Sumber: Pengolahan data, 2009
Tabel 4.23 tabel pendataan spare part masuk gudang
Nama Field Tipe Data Ukuran no_msk Text 50 Tgl Date/Time dd/mm/yy kd_sparepart Text 50 Jmlh Number Long Integer Harga Currency -
Sumber: Pengolahan data, 2009
Tabel 4.24 Tabel pendataan spare part keluar gudang
Nama Field Tipe Data Ukuran no_keluar Text 50 Tgl Date/Time dd/mm/yy kd_sparepart Text 50 Jmlh Number Long Integer no_pol Text 50 jns_armada Text 50 Kd_montir Text 50
Sumber: Pengolahan data, 2009
2. Perancangan Program Aplikasi Manajemen Persediaan
Perancangan program aplikasi manajemen persediaan meliputi perancangan form yang dibutuhkan, perancangan bahasa pemrograman, dan perancangan report. Perancangan bahasa pemrograman tidak bisa disajikan dalam laporan ini karena untuk menghindari terjadinya plagiat. untuk perancangan form dan report akan dijelaskan sebagai berikut: a. Form pendataan jenis spare part
Dalam pembuatan form pendataan spare part, terlebih dahulu dibuat alur logika proses pendataan spare part. Pembuatan alur logika ini diperlukan untuk mempermudah pembuatan form. Adapun alur logika pembuatan form pendataan jenis spare part tersebut dapat dilihat pada Gambar 4.25

116
Data spare part
Input data, hapus data dan editing data spare part
Rekapitulasi data spare part di
gudang
Gambar 4.25 Alur logika pembuatan form pendataan jenis spare part
Sumber: Pengolahan data, 2009
Pembuatan form pendataan jenis spare part memerlukan data spare part yang ada di gudang yang didapat dari observasi awal. Setelah di dapat data spare part, selanjutnya adalah melakukan proses pendataan jenis spare part. Proses yang diperlukan dalam form ini adalah proses pengimputan data, penghapusan, dan pengeditan data jenis spare part. Sehingga form pendataan jenis spare part harus mengakomodasi ketiga proses tersebut dan mampu memberikan informasi kepada pihak gudang tentang semua jenis spare part yang ada di gudang. Adapun form pendataan jenis spare part dapat dilihat pada Gambar 4.26
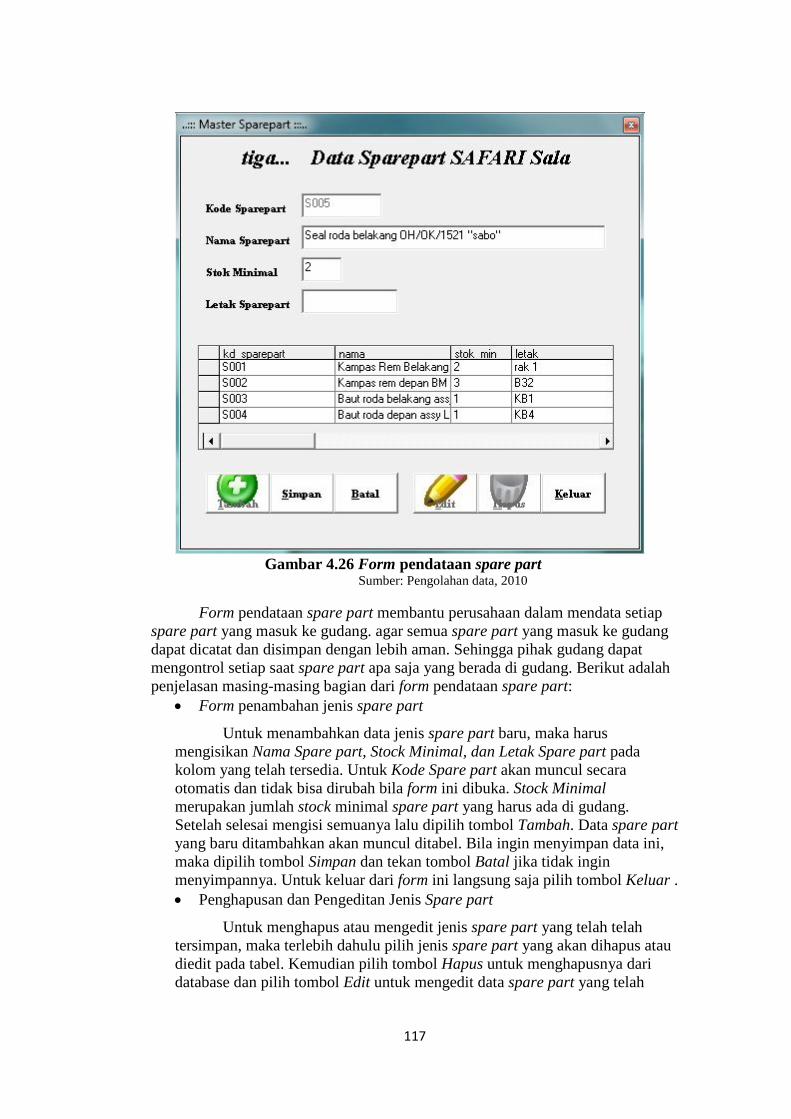
117
Gambar 4.26 Form pendataan spare part
Sumber: Pengolahan data, 2010
Form pendataan spare part membantu perusahaan dalam mendata setiap spare part yang masuk ke gudang. agar semua spare part yang masuk ke gudang dapat dicatat dan disimpan dengan lebih aman. Sehingga pihak gudang dapat mengontrol setiap saat spare part apa saja yang berada di gudang. Berikut adalah penjelasan masing-masing bagian dari form pendataan spare part:
· Form penambahan jenis spare part
Untuk menambahkan data jenis spare part baru, maka harus mengisikan Nama Spare part, Stock Minimal, dan Letak Spare part pada kolom yang telah tersedia. Untuk Kode Spare part akan muncul secara otomatis dan tidak bisa dirubah bila form ini dibuka. Stock Minimal merupakan jumlah stock minimal spare part yang harus ada di gudang. Setelah selesai mengisi semuanya lalu dipilih tombol Tambah. Data spare part yang baru ditambahkan akan muncul ditabel. Bila ingin menyimpan data ini, maka dipilih tombol Simpan dan tekan tombol Batal jika tidak ingin menyimpannya. Untuk keluar dari form ini langsung saja pilih tombol Keluar . · Penghapusan dan Pengeditan Jenis Spare part
Untuk menghapus atau mengedit jenis spare part yang telah telah tersimpan, maka terlebih dahulu pilih jenis spare part yang akan dihapus atau diedit pada tabel. Kemudian pilih tombol Hapus untuk menghapusnya dari database dan pilih tombol Edit untuk mengedit data spare part yang telah
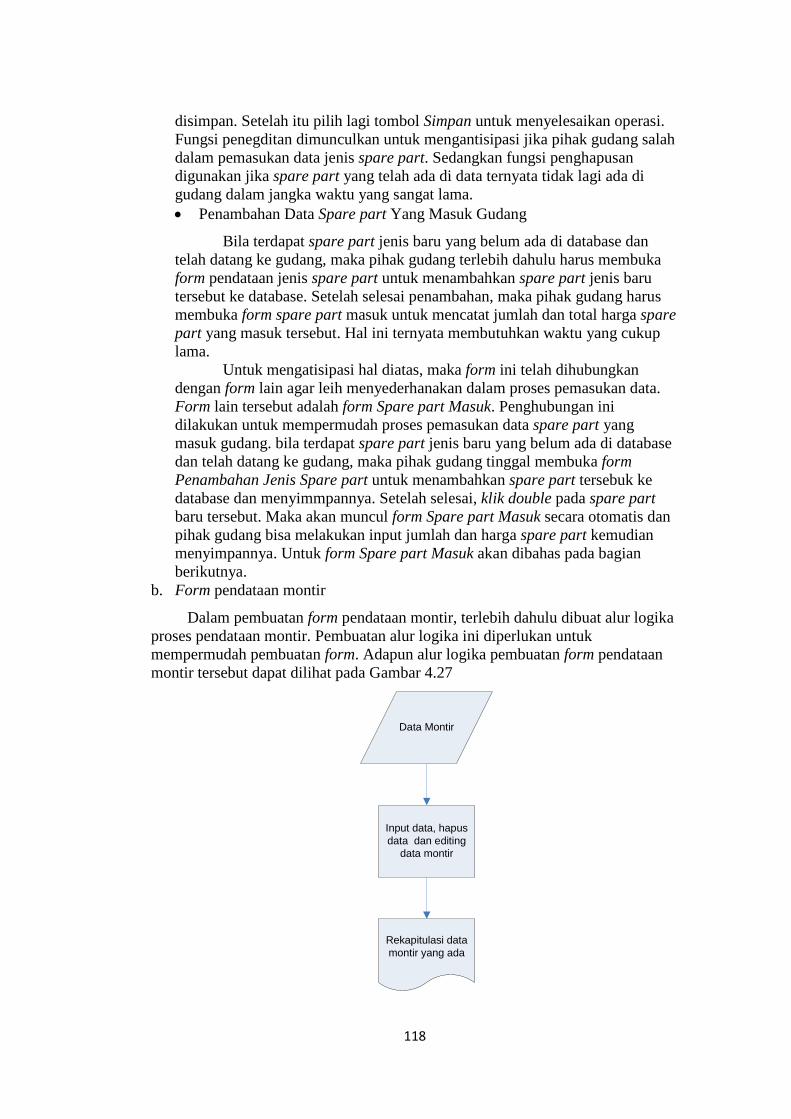
118
disimpan. Setelah itu pilih lagi tombol Simpan untuk menyelesaikan operasi. Fungsi penegditan dimunculkan untuk mengantisipasi jika pihak gudang salah dalam pemasukan data jenis spare part. Sedangkan fungsi penghapusan digunakan jika spare part yang telah ada di data ternyata tidak lagi ada di gudang dalam jangka waktu yang sangat lama. · Penambahan Data Spare part Yang Masuk Gudang
Bila terdapat spare part jenis baru yang belum ada di database dan telah datang ke gudang, maka pihak gudang terlebih dahulu harus membuka form pendataan jenis spare part untuk menambahkan spare part jenis baru tersebut ke database. Setelah selesai penambahan, maka pihak gudang harus membuka form spare part masuk untuk mencatat jumlah dan total harga spare part yang masuk tersebut. Hal ini ternyata membutuhkan waktu yang cukup lama.
Untuk mengatisipasi hal diatas, maka form ini telah dihubungkan dengan form lain agar leih menyederhanakan dalam proses pemasukan data. Form lain tersebut adalah form Spare part Masuk. Penghubungan ini dilakukan untuk mempermudah proses pemasukan data spare part yang masuk gudang. bila terdapat spare part jenis baru yang belum ada di database dan telah datang ke gudang, maka pihak gudang tinggal membuka form Penambahan Jenis Spare part untuk menambahkan spare part tersebuk ke database dan menyimmpannya. Setelah selesai, klik double pada spare part baru tersebut. Maka akan muncul form Spare part Masuk secara otomatis dan pihak gudang bisa melakukan input jumlah dan harga spare part kemudian menyimpannya. Untuk form Spare part Masuk akan dibahas pada bagian berikutnya.
b. Form pendataan montir
Dalam pembuatan form pendataan montir, terlebih dahulu dibuat alur logika proses pendataan montir. Pembuatan alur logika ini diperlukan untuk mempermudah pembuatan form. Adapun alur logika pembuatan form pendataan montir tersebut dapat dilihat pada Gambar 4.27
Data Montir
Input data, hapus data dan editing
data montir
Rekapitulasi data montir yang ada
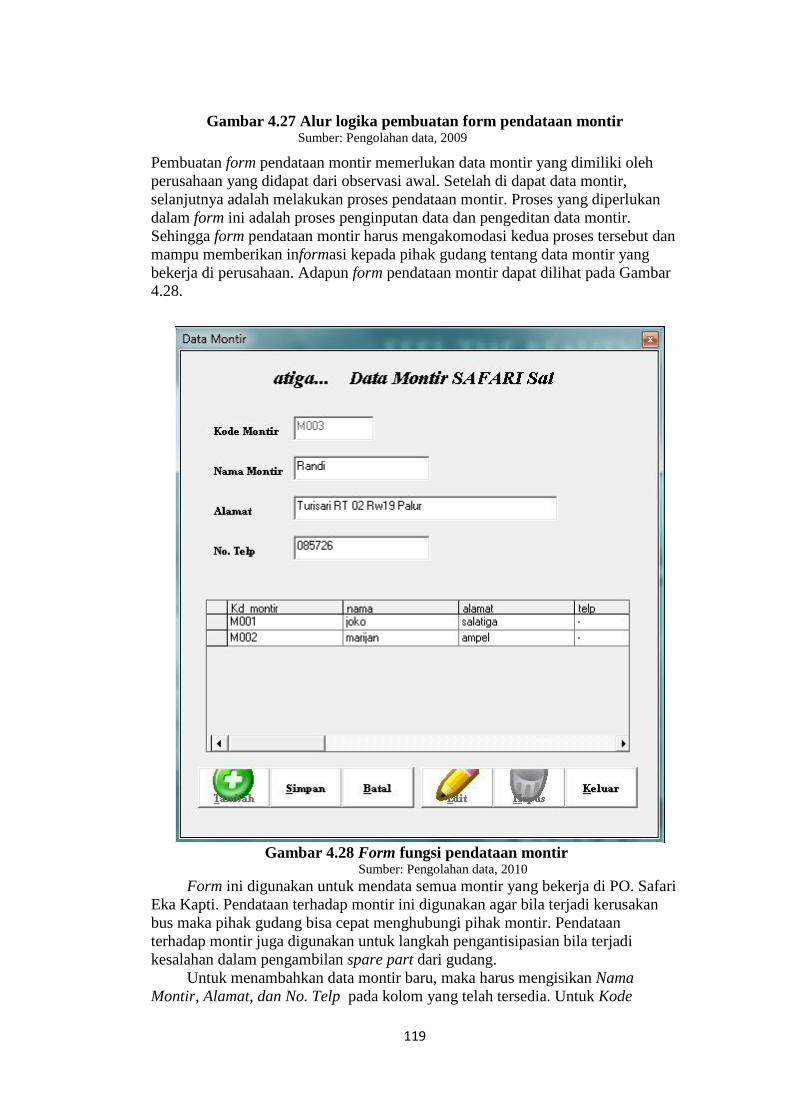
119
Gambar 4.27 Alur logika pembuatan form pendataan montir Sumber: Pengolahan data, 2009
Pembuatan form pendataan montir memerlukan data montir yang dimiliki oleh perusahaan yang didapat dari observasi awal. Setelah di dapat data montir, selanjutnya adalah melakukan proses pendataan montir. Proses yang diperlukan dalam form ini adalah proses penginputan data dan pengeditan data montir. Sehingga form pendataan montir harus mengakomodasi kedua proses tersebut dan mampu memberikan informasi kepada pihak gudang tentang data montir yang bekerja di perusahaan. Adapun form pendataan montir dapat dilihat pada Gambar 4.28.
Gambar 4.28 Form fungsi pendataan montir
Sumber: Pengolahan data, 2010 Form ini digunakan untuk mendata semua montir yang bekerja di PO. Safari
Eka Kapti. Pendataan terhadap montir ini digunakan agar bila terjadi kerusakan bus maka pihak gudang bisa cepat menghubungi pihak montir. Pendataan terhadap montir juga digunakan untuk langkah pengantisipasian bila terjadi kesalahan dalam pengambilan spare part dari gudang.
Untuk menambahkan data montir baru, maka harus mengisikan Nama Montir, Alamat, dan No. Telp pada kolom yang telah tersedia. Untuk Kode
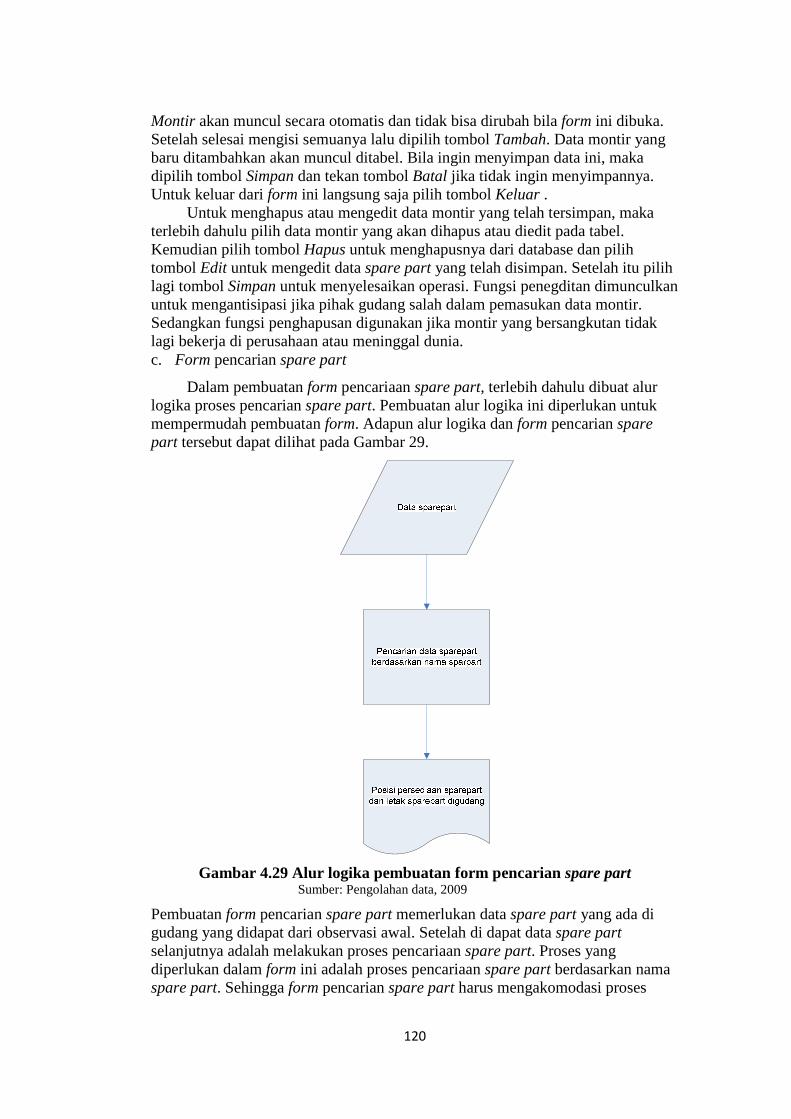
120
Montir akan muncul secara otomatis dan tidak bisa dirubah bila form ini dibuka. Setelah selesai mengisi semuanya lalu dipilih tombol Tambah. Data montir yang baru ditambahkan akan muncul ditabel. Bila ingin menyimpan data ini, maka dipilih tombol Simpan dan tekan tombol Batal jika tidak ingin menyimpannya. Untuk keluar dari form ini langsung saja pilih tombol Keluar .
Untuk menghapus atau mengedit data montir yang telah tersimpan, maka terlebih dahulu pilih data montir yang akan dihapus atau diedit pada tabel. Kemudian pilih tombol Hapus untuk menghapusnya dari database dan pilih tombol Edit untuk mengedit data spare part yang telah disimpan. Setelah itu pilih lagi tombol Simpan untuk menyelesaikan operasi. Fungsi penegditan dimunculkan untuk mengantisipasi jika pihak gudang salah dalam pemasukan data montir. Sedangkan fungsi penghapusan digunakan jika montir yang bersangkutan tidak lagi bekerja di perusahaan atau meninggal dunia. c. Form pencarian spare part
Dalam pembuatan form pencariaan spare part, terlebih dahulu dibuat alur logika proses pencarian spare part. Pembuatan alur logika ini diperlukan untuk mempermudah pembuatan form. Adapun alur logika dan form pencarian spare part tersebut dapat dilihat pada Gambar 29.
Gambar 4.29 Alur logika pembuatan form pencarian spare part
Sumber: Pengolahan data, 2009
Pembuatan form pencarian spare part memerlukan data spare part yang ada di gudang yang didapat dari observasi awal. Setelah di dapat data spare part selanjutnya adalah melakukan proses pencariaan spare part. Proses yang diperlukan dalam form ini adalah proses pencariaan spare part berdasarkan nama spare part. Sehingga form pencarian spare part harus mengakomodasi proses
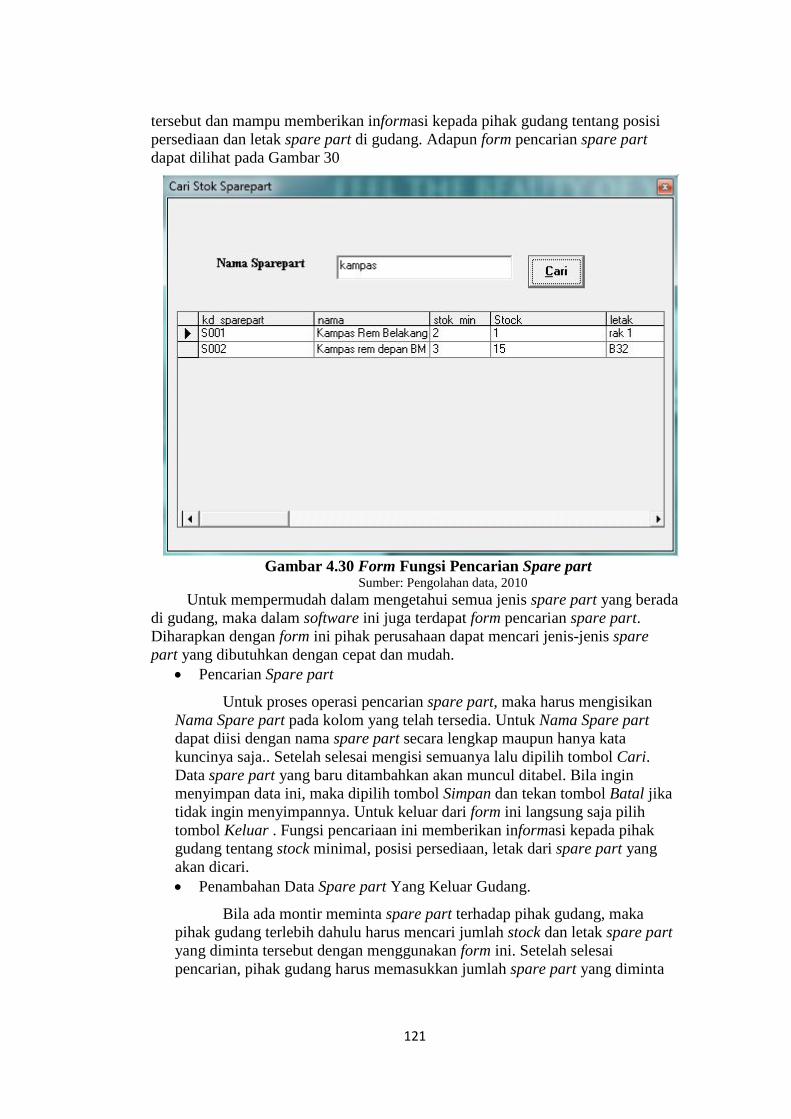
121
tersebut dan mampu memberikan informasi kepada pihak gudang tentang posisi persediaan dan letak spare part di gudang. Adapun form pencarian spare part dapat dilihat pada Gambar 30
Gambar 4.30 Form Fungsi Pencarian Spare part
Sumber: Pengolahan data, 2010 Untuk mempermudah dalam mengetahui semua jenis spare part yang berada
di gudang, maka dalam software ini juga terdapat form pencarian spare part. Diharapkan dengan form ini pihak perusahaan dapat mencari jenis-jenis spare part yang dibutuhkan dengan cepat dan mudah.
· Pencarian Spare part
Untuk proses operasi pencarian spare part, maka harus mengisikan Nama Spare part pada kolom yang telah tersedia. Untuk Nama Spare part dapat diisi dengan nama spare part secara lengkap maupun hanya kata kuncinya saja.. Setelah selesai mengisi semuanya lalu dipilih tombol Cari. Data spare part yang baru ditambahkan akan muncul ditabel. Bila ingin menyimpan data ini, maka dipilih tombol Simpan dan tekan tombol Batal jika tidak ingin menyimpannya. Untuk keluar dari form ini langsung saja pilih tombol Keluar . Fungsi pencariaan ini memberikan informasi kepada pihak gudang tentang stock minimal, posisi persediaan, letak dari spare part yang akan dicari. · Penambahan Data Spare part Yang Keluar Gudang.
Bila ada montir meminta spare part terhadap pihak gudang, maka pihak gudang terlebih dahulu harus mencari jumlah stock dan letak spare part yang diminta tersebut dengan menggunakan form ini. Setelah selesai pencarian, pihak gudang harus memasukkan jumlah spare part yang diminta
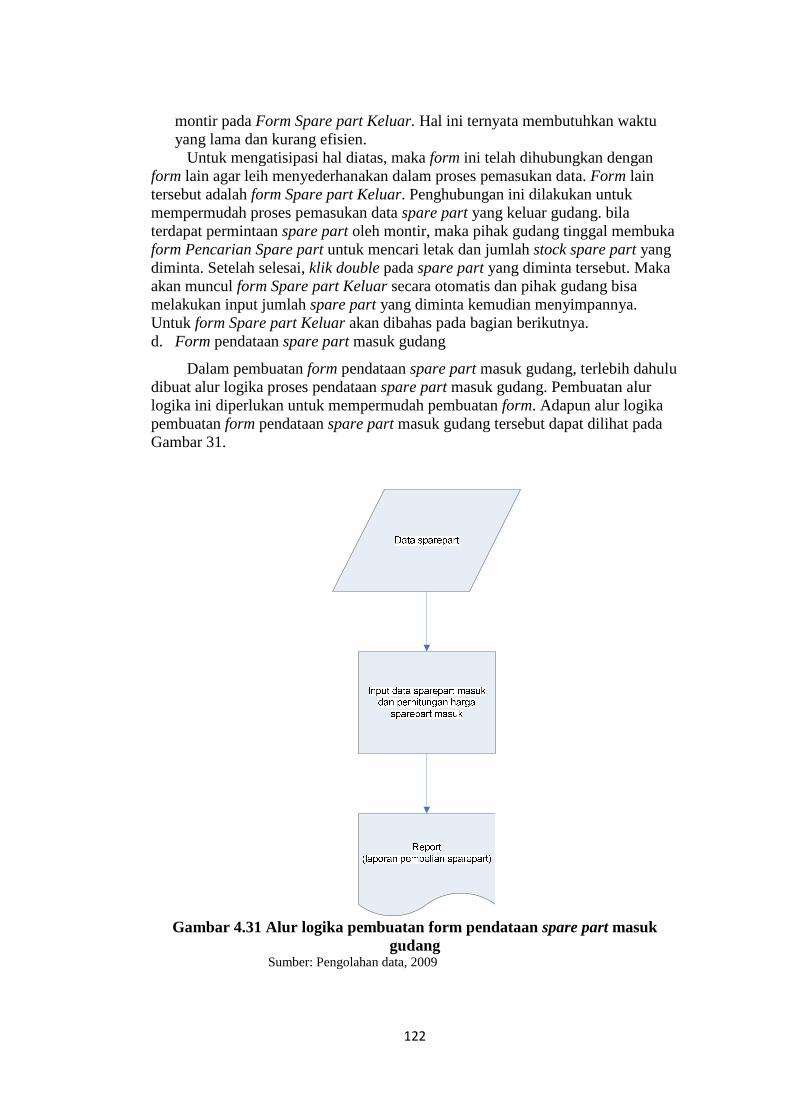
122
montir pada Form Spare part Keluar. Hal ini ternyata membutuhkan waktu yang lama dan kurang efisien.
Untuk mengatisipasi hal diatas, maka form ini telah dihubungkan dengan form lain agar leih menyederhanakan dalam proses pemasukan data. Form lain tersebut adalah form Spare part Keluar. Penghubungan ini dilakukan untuk mempermudah proses pemasukan data spare part yang keluar gudang. bila terdapat permintaan spare part oleh montir, maka pihak gudang tinggal membuka form Pencarian Spare part untuk mencari letak dan jumlah stock spare part yang diminta. Setelah selesai, klik double pada spare part yang diminta tersebut. Maka akan muncul form Spare part Keluar secara otomatis dan pihak gudang bisa melakukan input jumlah spare part yang diminta kemudian menyimpannya. Untuk form Spare part Keluar akan dibahas pada bagian berikutnya. d. Form pendataan spare part masuk gudang
Dalam pembuatan form pendataan spare part masuk gudang, terlebih dahulu dibuat alur logika proses pendataan spare part masuk gudang. Pembuatan alur logika ini diperlukan untuk mempermudah pembuatan form. Adapun alur logika pembuatan form pendataan spare part masuk gudang tersebut dapat dilihat pada Gambar 31.
Gambar 4.31 Alur logika pembuatan form pendataan spare part masuk
gudang Sumber: Pengolahan data, 2009
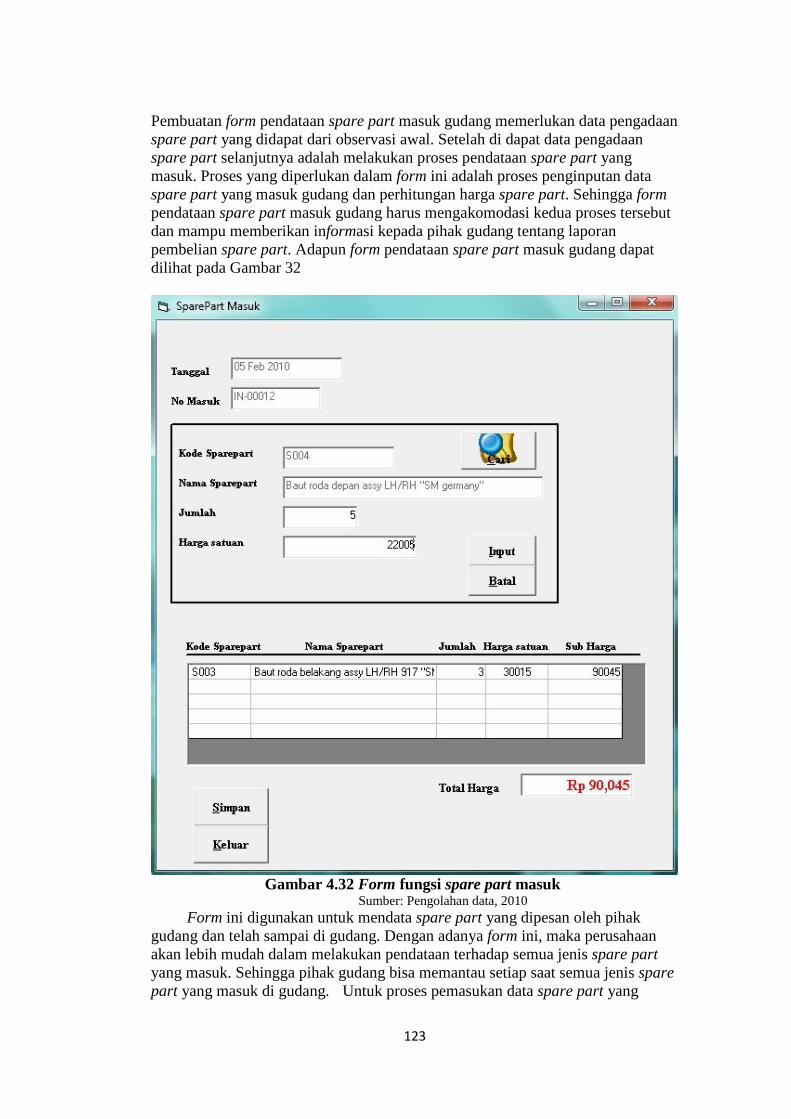
123
Pembuatan form pendataan spare part masuk gudang memerlukan data pengadaan spare part yang didapat dari observasi awal. Setelah di dapat data pengadaan spare part selanjutnya adalah melakukan proses pendataan spare part yang masuk. Proses yang diperlukan dalam form ini adalah proses penginputan data spare part yang masuk gudang dan perhitungan harga spare part. Sehingga form pendataan spare part masuk gudang harus mengakomodasi kedua proses tersebut dan mampu memberikan informasi kepada pihak gudang tentang laporan pembelian spare part. Adapun form pendataan spare part masuk gudang dapat dilihat pada Gambar 32
Gambar 4.32 Form fungsi spare part masuk
Sumber: Pengolahan data, 2010 Form ini digunakan untuk mendata spare part yang dipesan oleh pihak
gudang dan telah sampai di gudang. Dengan adanya form ini, maka perusahaan akan lebih mudah dalam melakukan pendataan terhadap semua jenis spare part yang masuk. Sehingga pihak gudang bisa memantau setiap saat semua jenis spare part yang masuk di gudang. Untuk proses pemasukan data spare part yang

124
masuk gudang, maka terlebih dahulu klik tombol Cari untuk melihat daftar spare part yang ada di database. Jika jenis spare part tersebut sudah ada di daftar spare part maka selanjutnya klik double pada jenis spare part. Secara otomatis Kode Spare part dan Nama Spare part akan terisi setelah dilakukan pemilihan spare part pada daftar. Untuk Tanggal dan No Masuk akan muncul secara otomatis dan tidak bisa dirubah bila form ini dibuka. Kemudian isikan Jumlah dan Harga Satuan pada kolom yang telah tersedia. Pilih tombol Input, maka data yang dimasukkan tadi akan muncul pada tabel bawah dan tombol Batal untuk membatalkan operasi. Kolom Total Harga akan terisi secara otomatis jika data sudah diinput. Pilih tombol Simpan untuk menyimpan data tersebut dan Keluar untuk keluar dari form ini.
Jika jenis spare part tersebut belum ada di daftar spare part maka terlebih dahulu memasukkan data jenis spare part baru tersebut melalui form Penambahan Jenis Spare partmengisikan. Setelah selesai menambahkan jenis spare, klik double pada spare part baru tersebut. Maka akan muncul form Spare part Masuk secara otomatis dan langkah pengimputan data sama dengan langkah pengimputan data spare masuk diatas. e. form pendataan spare part keluar gudang
Dalam pembuatan form pendataan spare part masuk gudang, terlebih dahulu dibuat alur logika proses pendataan spare part masuk gudang. Pembuatan alur logika ini diperlukan untuk mempermudah pembuatan form. Adapun alur logika pembuatan form pendataan spare part masuk gudang tersebut dapat dilihat pada Gambar 33
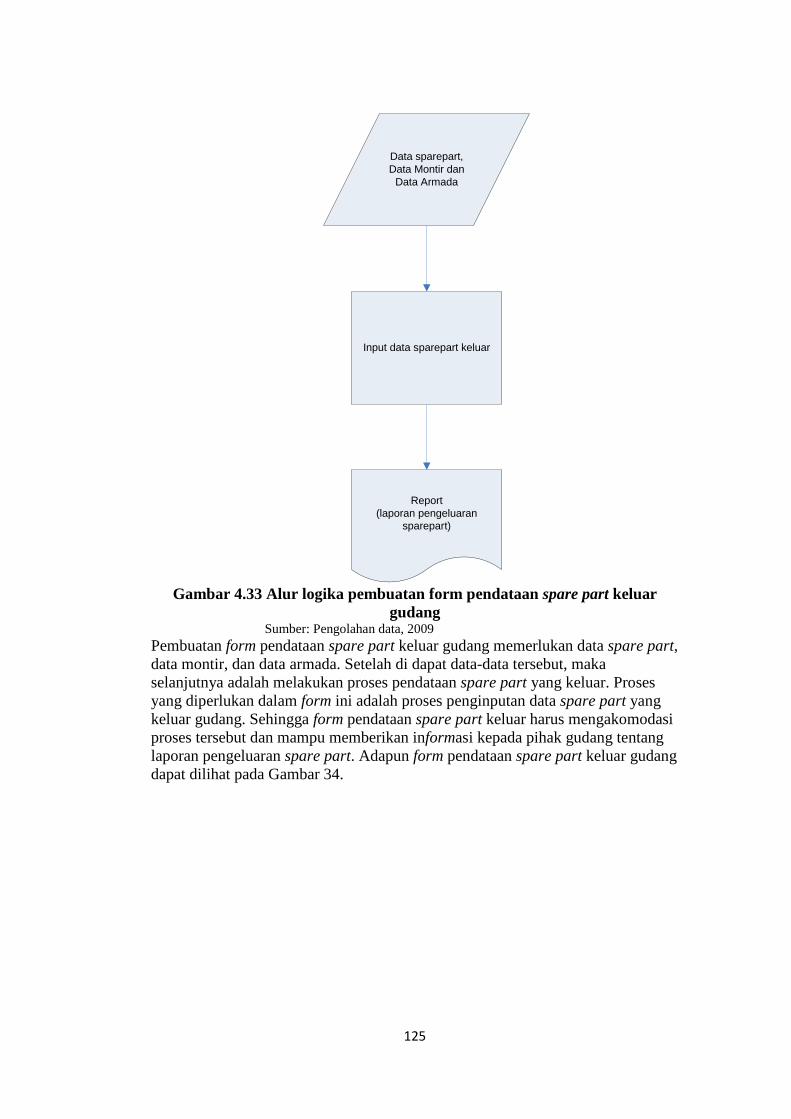
125
Data sparepart, Data Montir dan
Data Armada
Input data sparepart keluar
Report(laporan pengeluaran
sparepart)
Gambar 4.33 Alur logika pembuatan form pendataan spare part keluar
gudang Sumber: Pengolahan data, 2009
Pembuatan form pendataan spare part keluar gudang memerlukan data spare part, data montir, dan data armada. Setelah di dapat data-data tersebut, maka selanjutnya adalah melakukan proses pendataan spare part yang keluar. Proses yang diperlukan dalam form ini adalah proses penginputan data spare part yang keluar gudang. Sehingga form pendataan spare part keluar harus mengakomodasi proses tersebut dan mampu memberikan informasi kepada pihak gudang tentang laporan pengeluaran spare part. Adapun form pendataan spare part keluar gudang dapat dilihat pada Gambar 34.
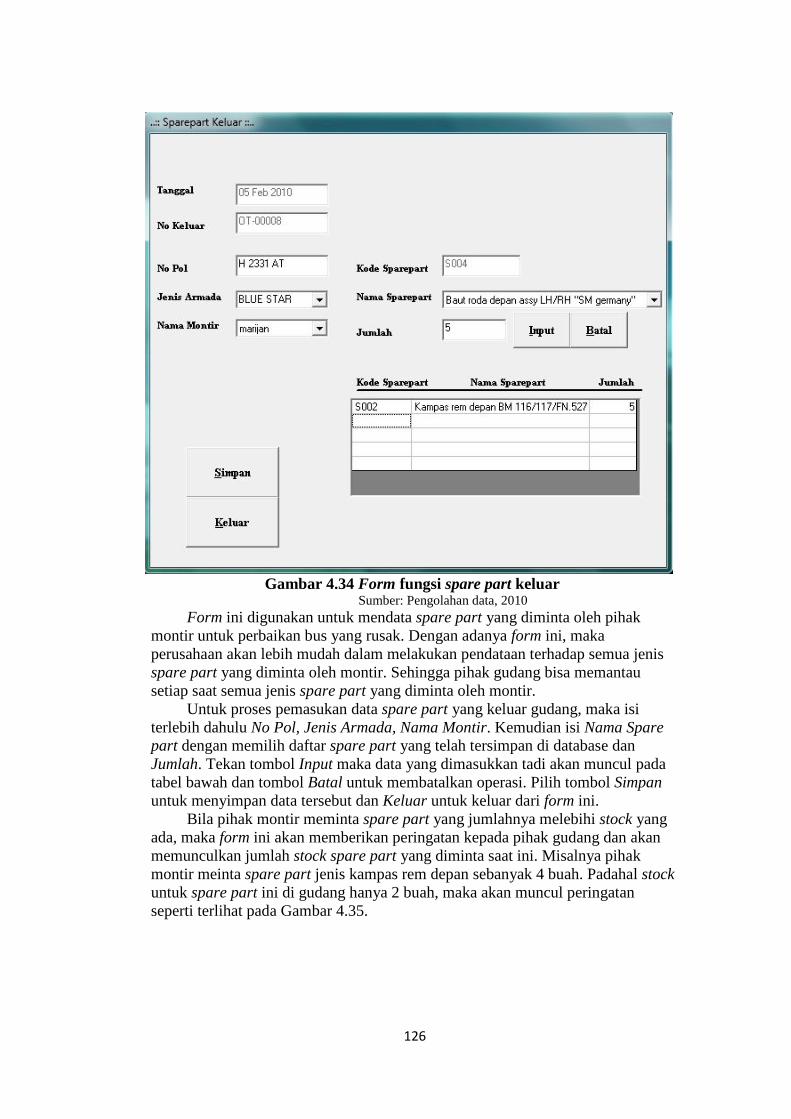
126
Gambar 4.34 Form fungsi spare part keluar
Sumber: Pengolahan data, 2010 Form ini digunakan untuk mendata spare part yang diminta oleh pihak
montir untuk perbaikan bus yang rusak. Dengan adanya form ini, maka perusahaan akan lebih mudah dalam melakukan pendataan terhadap semua jenis spare part yang diminta oleh montir. Sehingga pihak gudang bisa memantau setiap saat semua jenis spare part yang diminta oleh montir.
Untuk proses pemasukan data spare part yang keluar gudang, maka isi terlebih dahulu No Pol, Jenis Armada, Nama Montir. Kemudian isi Nama Spare part dengan memilih daftar spare part yang telah tersimpan di database dan Jumlah. Tekan tombol Input maka data yang dimasukkan tadi akan muncul pada tabel bawah dan tombol Batal untuk membatalkan operasi. Pilih tombol Simpan untuk menyimpan data tersebut dan Keluar untuk keluar dari form ini.
Bila pihak montir meminta spare part yang jumlahnya melebihi stock yang ada, maka form ini akan memberikan peringatan kepada pihak gudang dan akan memunculkan jumlah stock spare part yang diminta saat ini. Misalnya pihak montir meinta spare part jenis kampas rem depan sebanyak 4 buah. Padahal stock untuk spare part ini di gudang hanya 2 buah, maka akan muncul peringatan seperti terlihat pada Gambar 4.35.
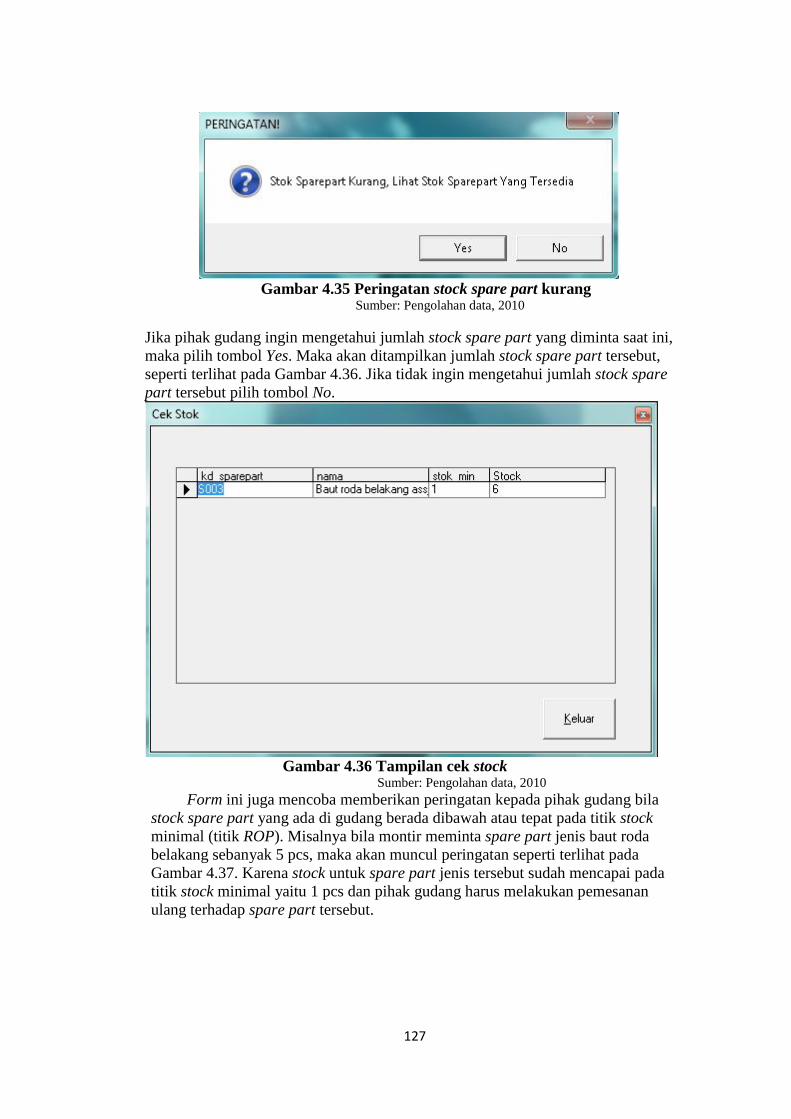
127
Gambar 4.35 Peringatan stock spare part kurang
Sumber: Pengolahan data, 2010
Jika pihak gudang ingin mengetahui jumlah stock spare part yang diminta saat ini, maka pilih tombol Yes. Maka akan ditampilkan jumlah stock spare part tersebut, seperti terlihat pada Gambar 4.36. Jika tidak ingin mengetahui jumlah stock spare part tersebut pilih tombol No.
Gambar 4.36 Tampilan cek stock
Sumber: Pengolahan data, 2010 Form ini juga mencoba memberikan peringatan kepada pihak gudang bila
stock spare part yang ada di gudang berada dibawah atau tepat pada titik stock minimal (titik ROP). Misalnya bila montir meminta spare part jenis baut roda belakang sebanyak 5 pcs, maka akan muncul peringatan seperti terlihat pada Gambar 4.37. Karena stock untuk spare part jenis tersebut sudah mencapai pada titik stock minimal yaitu 1 pcs dan pihak gudang harus melakukan pemesanan ulang terhadap spare part tersebut.
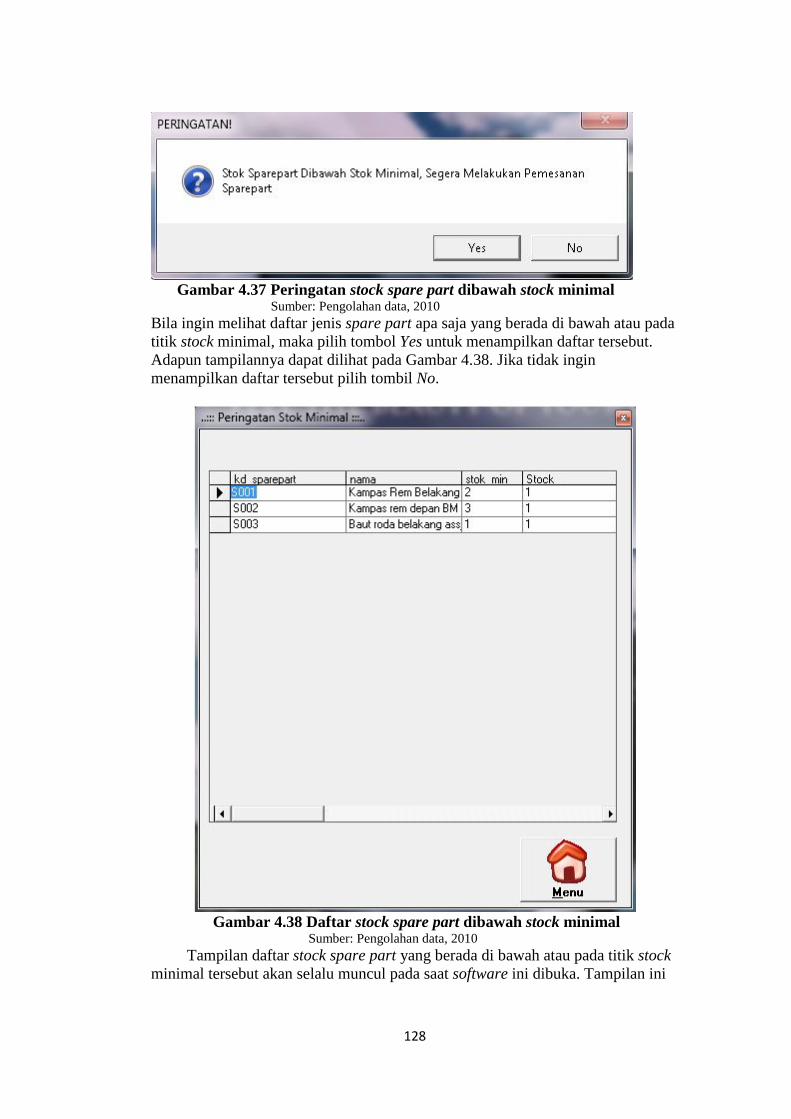
128
Gambar 4.37 Peringatan stock spare part dibawah stock minimal
Sumber: Pengolahan data, 2010 Bila ingin melihat daftar jenis spare part apa saja yang berada di bawah atau pada titik stock minimal, maka pilih tombol Yes untuk menampilkan daftar tersebut. Adapun tampilannya dapat dilihat pada Gambar 4.38. Jika tidak ingin menampilkan daftar tersebut pilih tombil No.
Gambar 4.38 Daftar stock spare part dibawah stock minimal
Sumber: Pengolahan data, 2010 Tampilan daftar stock spare part yang berada di bawah atau pada titik stock
minimal tersebut akan selalu muncul pada saat software ini dibuka. Tampilan ini

129
akan hilang jika sudah tidak ada stock spare part yang berada di bawah atau pada titik stock minimal. f. Form laporan-laporan transaksi
Laporan-laporan transaksi merupkan output dari software ini. Laporan-laporan ini biasanya dicetak dan disimpan sebagai arsip perusahaan. Laporan transaksi terdiri dari laporan stock spare part, laporan pembelian spare part, laporan permintaan spare part. Penjabaran dari masing-masing laporan-laporan transaksi adalah sebagai berikut.
· Form laporan stock spare part
Laporan stock spare part berisi tentang semua data jumlah spare part yang masuk, keluar dan jumlah stock spare part. Pihak gudang dapat memantau setiap saat posisi persediaan semua jenis spare part yang ada di gudang. Untuk menampilakan fiitur laporan stock spare part, pilih tombol Cetak Laporan Stock pada menu utama. Setelah itu akan muncul tampilan laporan stock spare part seperti pada Gambar 4.39 dibawah ini.
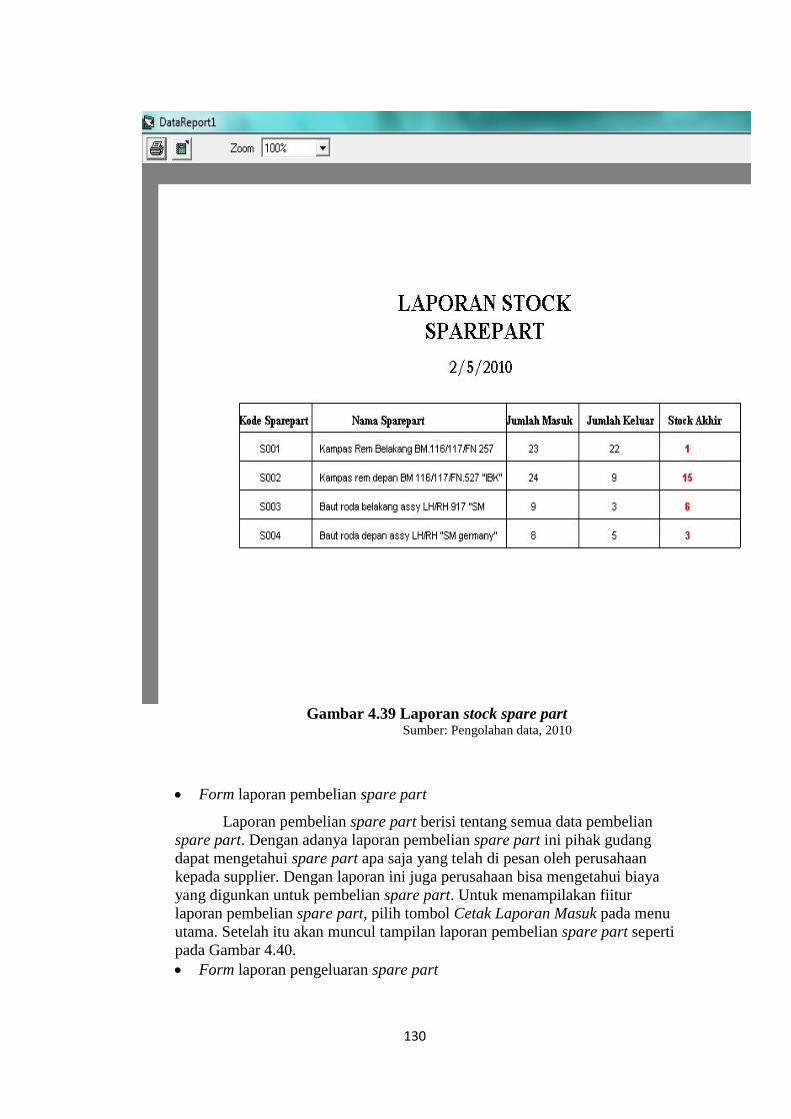
130
Gambar 4.39 Laporan stock spare part
Sumber: Pengolahan data, 2010
· Form laporan pembelian spare part
Laporan pembelian spare part berisi tentang semua data pembelian spare part. Dengan adanya laporan pembelian spare part ini pihak gudang dapat mengetahui spare part apa saja yang telah di pesan oleh perusahaan kepada supplier. Dengan laporan ini juga perusahaan bisa mengetahui biaya yang digunkan untuk pembelian spare part. Untuk menampilakan fiitur laporan pembelian spare part, pilih tombol Cetak Laporan Masuk pada menu utama. Setelah itu akan muncul tampilan laporan pembelian spare part seperti pada Gambar 4.40. · Form laporan pengeluaran spare part
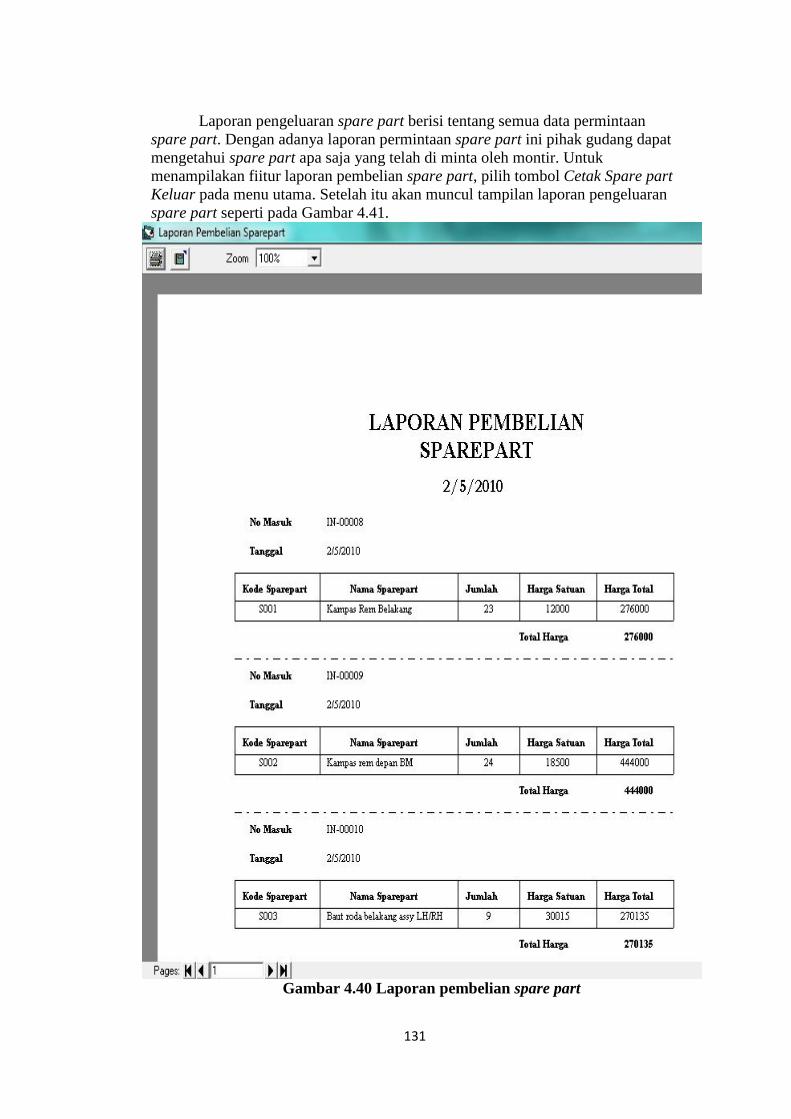
131
Laporan pengeluaran spare part berisi tentang semua data permintaan spare part. Dengan adanya laporan permintaan spare part ini pihak gudang dapat mengetahui spare part apa saja yang telah di minta oleh montir. Untuk menampilakan fiitur laporan pembelian spare part, pilih tombol Cetak Spare part Keluar pada menu utama. Setelah itu akan muncul tampilan laporan pengeluaran spare part seperti pada Gambar 4.41.
Gambar 4.40 Laporan pembelian spare part
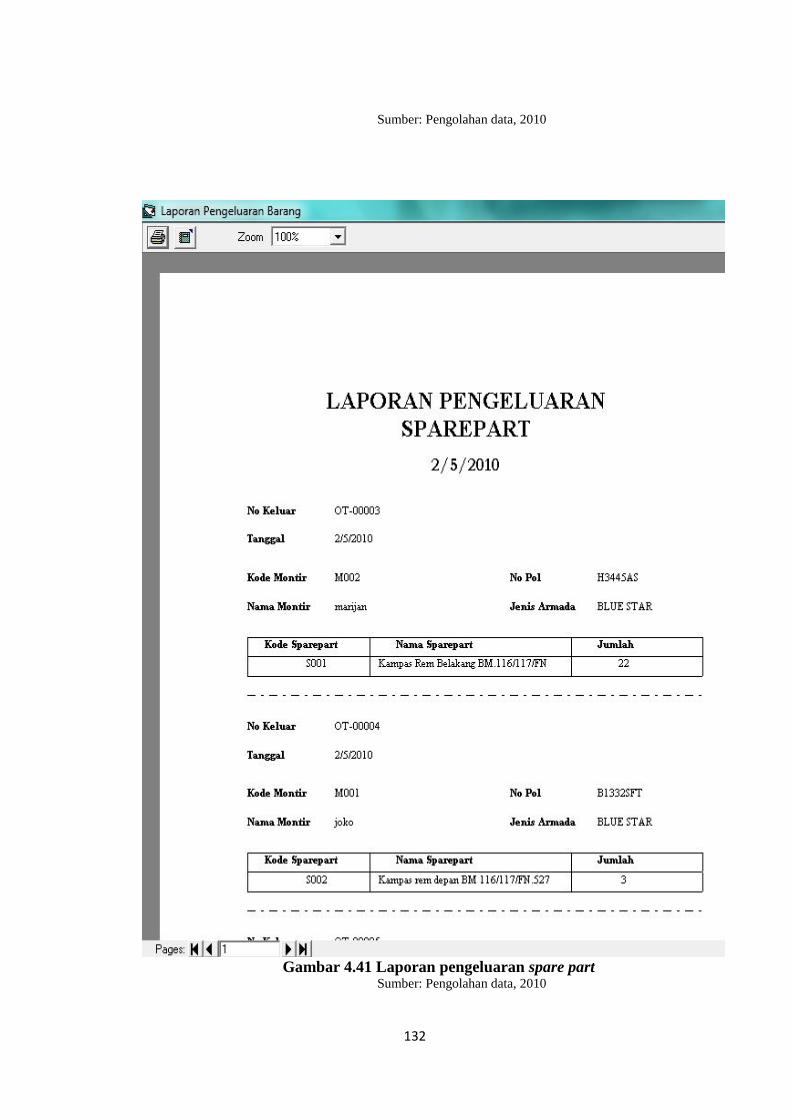
132
Sumber: Pengolahan data, 2010
Gambar 4.41 Laporan pengeluaran spare part
Sumber: Pengolahan data, 2010
133
BAB V
ANALISIS
5.1 Analisis Hasil Pengelompokan Spare part Berdasarkan Metode ABC
Pengelompokan spare part berdasarkan metode ABC dilakukan untuk
mengetahui tingkat kepentingan dari masing-masing item spare part. Aturan
pengelompokan yang dipakai, yaitu kelompok A memiliki persentase jumlah
barang 10% dan persentase nilai barang 70%, kelompok B memiliki persentase
jumlah barang 20% dan persentase nilai barang 20%, dan kelompok C memiliki
persentase jumlah barang 70% dan persentase nilai barang 10%. Pengelompokan
ini didasarkan pada besarnya persentase nilai barang bukan jumlah barang. Jadi
bila ada spare part yang mempunyai jumlah permintaan tinggi namun nilai barang
(harga) rendah, maka spare part tersebut bukan dalam kategori kelas A (kritis)
tetapi termasuk ke dalam kelas C.
Dari hasil pengolahan data diketahui sembilan spare part masuk dalam
kategori kelas A dengan jumlah persentase nilai barang 71,90%, sebelas spare
part masuk dalam kategori kelas B dengan jumlah persentase nilai barang
20,58%, dan sepuluh spare part masuk dalam kategori kelas C dengan jumlah
persentase nilai barang 7,53%. Dari hasil di atas ternyata jumlah spare part yang
berada pada kelas A, B, dan C ternyata hampir seimbang. Spare part yang masuk
dalam kategori kelas A merupakan spare part yang penting dalam hal
pengaruhnya terhadap biaya persediaan. Oleh sebab itu perusahaan harus lebih
berhati-hati dalam membuat keputusan tentang kuantitas pesanan dan stock
pengaman terhadap material-material kelas A dibandingkan terhadap material-
material kelas B dan C. Perusahaan harus melakukan pemantauan posisi
persediaan spare part pada kelas A, B, dan C, karene spare part yang termasuk
dalam kelas A, B, dan C merupakan spare part yang kritis yang penting dalam
perbaikan bus.

134
5.2 Analisis perbandingan biaya total persediaan berdasarkan kebijakan
usulan dengan biaya total persediaan berdasarkan kebijakan
perusahaan
Biaya total persediaan terdiri dari tiga komponen yaitu: biaya pemesanan
(ordering cost), biaya perawatan (holding cost), biaya shortage (shortage cost)..
Perbedaan besar-kecilnya biaya total persediaan usulan dan perusahaan
disebabkan karena perbedaan besarnya jumlah pemesanan (Q) dan besarnya
reorder point (ROP).
Pada biaya total persediaan berdasarkan kebijakan usulan, besarnya jumlah
pemesanan (Q) dan reorder point (ROP) cenderung mengikuti jumlah permintaan.
Semakin tinggi jumlah permintaan maka semakin tinggi pula jumlah pemesanan
(Q) dan reorder point (ROP). Misalnya pada spare part jenis Kampas Rem
Belakang BM.116/117/FN 257 dan kampas Rem Depan BM.116/117/FN 257.
Untuk spare part jenis kampas rem belakang memiliki permintaan sebesar 322
pcs dan Q sebesar 18 pcs serta ROP sebesar 2 pcs. Sedangkan untuk spare part
jenis kampas rem depan memiliki permintaan sebesar 414 pcs dan Q sebesar 28
pcs serta ROP sebesar 3 pcs. Begitu juga sebaliknya jika semakin kecil jumlah
permintaan maka semakin kecil pula jumlah pemesanan (Q) dan reorder point
(ROP).
Untuk biaya total persediaan berdasarkan kebijakan perusahaan, besarnya
jumlah pemesanan (Q) dan reorder point (ROP) tidak pasti mengikuti jumlah
permintaan. Karena besarnya jumlah jumlah pemesanan (Q) dan reorder point
(ROP) ditentukan oleh nilai Q dan ROP yang sering digunakan oleh perusahaan.
Sehingga, terkadang jumlah permintaan yang tinggi tidak diikuti oleh nilai Q dan
ROP yang tinggi. Misalnya pada spare part jenis Karet stabil depan bawah bulat
1521 "Rel" dan Baut kopel + mur 917/OH/1521 "OHP". Spare part jenis karet
stabil depan bawah bulat memiliki permintaan sebesar 122 pcs dan Q sebesar 10
pcs serta ROP sebesar 0. Sedangkan pada spare part jenis baut kopel + mur
memiliki permintaan sebesar 249 pcs dan memiliki nilai Q dan ROP sama dengan
spare part karet stabil yaitu sebesar 10 dan 0. Perbedaan penentuan nilai Q dan
ROP ini yang menyebabkan perbedaan besarnya biaya total persediaan usulan dan

135
perusahaan. Perbedaan besarnya biaya total persediaan usulan dan perusahaan
dapat dilihat selengkapnya pada Tabel 5.1.
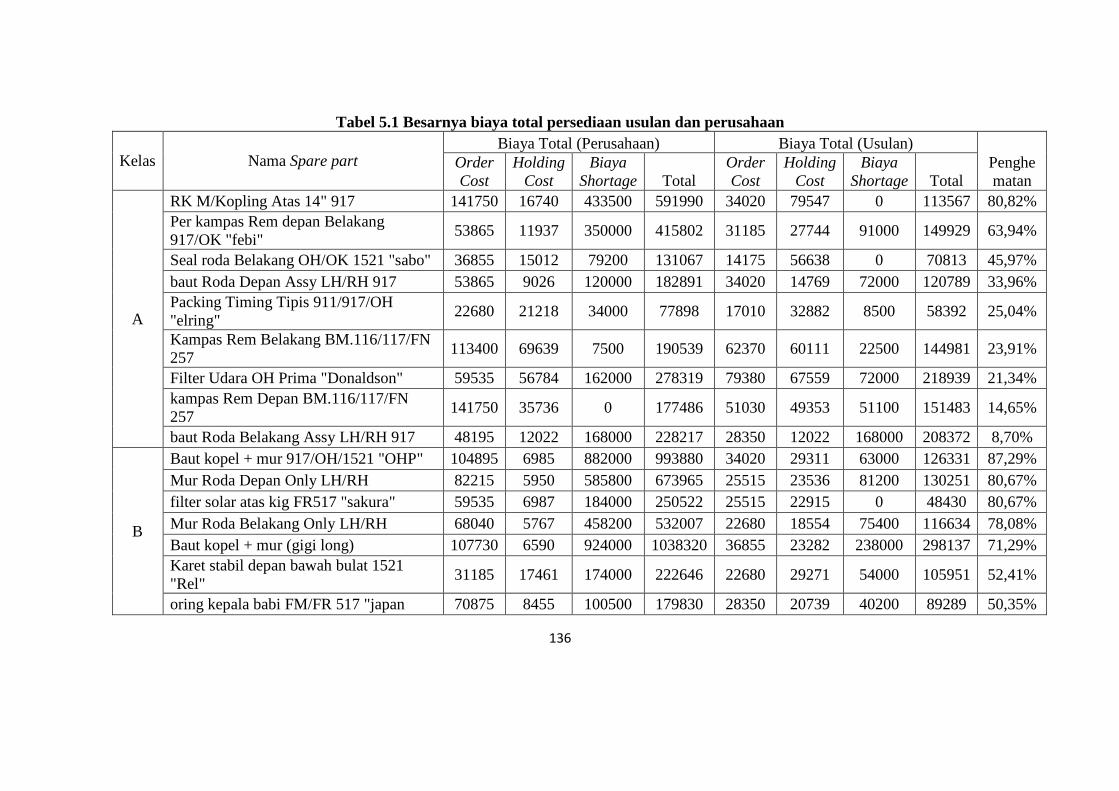
136
Tabel 5.1 Besarnya biaya total persediaan usulan dan perusahaan
Kelas Nama Spare part Biaya Total (Perusahaan) Biaya Total (Usulan)
Penghematan
Order Cost
Holding Cost
Biaya Shortage Total
Order Cost
Holding Cost
Biaya Shortage Total
A
RK M/Kopling Atas 14" 917 141750 16740 433500 591990 34020 79547 0 113567 80,82% Per kampas Rem depan Belakang 917/OK "febi"
53865 11937 350000 415802 31185 27744 91000 149929 63,94%
Seal roda Belakang OH/OK 1521 "sabo" 36855 15012 79200 131067 14175 56638 0 70813 45,97% baut Roda Depan Assy LH/RH 917 53865 9026 120000 182891 34020 14769 72000 120789 33,96% Packing Timing Tipis 911/917/OH "elring"
22680 21218 34000 77898 17010 32882 8500 58392 25,04%
Kampas Rem Belakang BM.116/117/FN 257 113400 69639 7500 190539 62370 60111 22500 144981 23,91%
Filter Udara OH Prima "Donaldson" 59535 56784 162000 278319 79380 67559 72000 218939 21,34% kampas Rem Depan BM.116/117/FN 257
141750 35736 0 177486 51030 49353 51100 151483 14,65%
baut Roda Belakang Assy LH/RH 917 48195 12022 168000 228217 28350 12022 168000 208372 8,70%
B
Baut kopel + mur 917/OH/1521 "OHP" 104895 6985 882000 993880 34020 29311 63000 126331 87,29% Mur Roda Depan Only LH/RH 82215 5950 585800 673965 25515 23536 81200 130251 80,67% filter solar atas kig FR517 "sakura" 59535 6987 184000 250522 25515 22915 0 48430 80,67% Mur Roda Belakang Only LH/RH 68040 5767 458200 532007 22680 18554 75400 116634 78,08% Baut kopel + mur (gigi long) 107730 6590 924000 1038320 36855 23282 238000 298137 71,29% Karet stabil depan bawah bulat 1521 "Rel" 31185 17461 174000 222646 22680 29271 54000 105951 52,41%
oring kepala babi FM/FR 517 "japan 70875 8455 100500 179830 28350 20739 40200 89289 50,35%
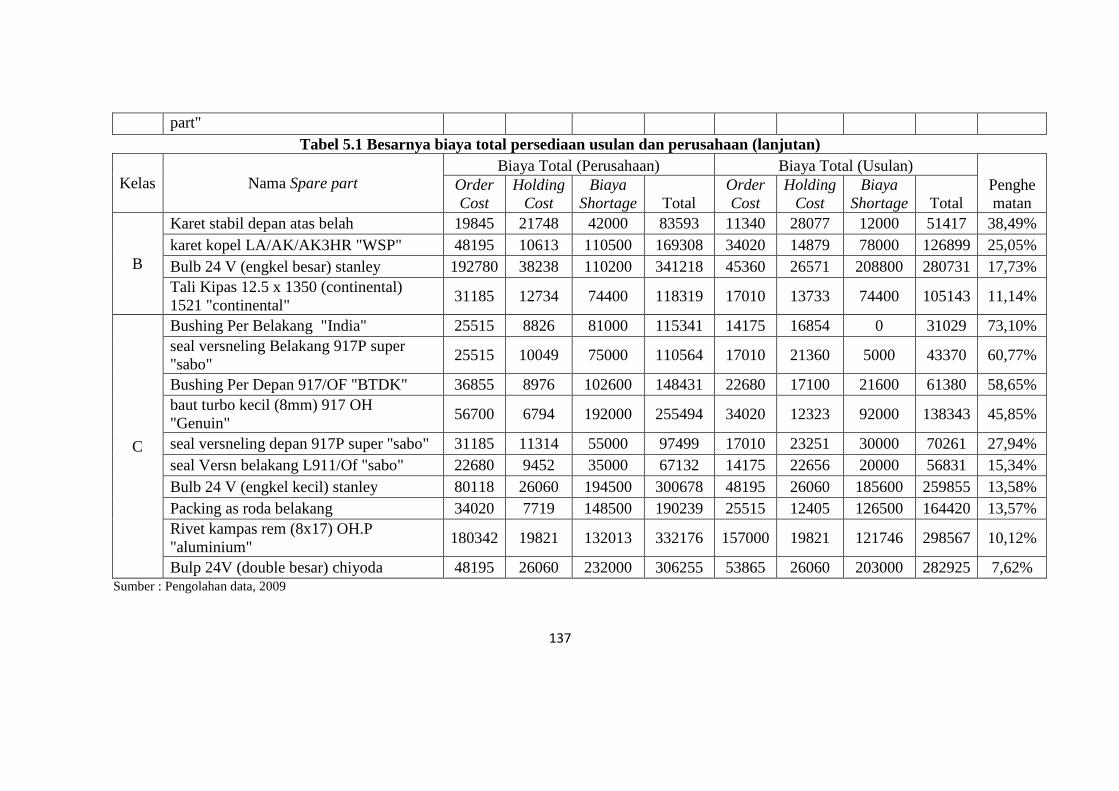
137
part" Tabel 5.1 Besarnya biaya total persediaan usulan dan perusahaan (lanjutan)
Kelas Nama Spare part Biaya Total (Perusahaan) Biaya Total (Usulan)
Penghematan
Order Cost
Holding Cost
Biaya Shortage Total
Order Cost
Holding Cost
Biaya Shortage Total
B
Karet stabil depan atas belah 19845 21748 42000 83593 11340 28077 12000 51417 38,49% karet kopel LA/AK/AK3HR "WSP" 48195 10613 110500 169308 34020 14879 78000 126899 25,05% Bulb 24 V (engkel besar) stanley 192780 38238 110200 341218 45360 26571 208800 280731 17,73% Tali Kipas 12.5 x 1350 (continental) 1521 "continental" 31185 12734 74400 118319 17010 13733 74400 105143 11,14%
C
Bushing Per Belakang "India" 25515 8826 81000 115341 14175 16854 0 31029 73,10% seal versneling Belakang 917P super "sabo"
25515 10049 75000 110564 17010 21360 5000 43370 60,77%
Bushing Per Depan 917/OF "BTDK" 36855 8976 102600 148431 22680 17100 21600 61380 58,65% baut turbo kecil (8mm) 917 OH "Genuin" 56700 6794 192000 255494 34020 12323 92000 138343 45,85%
seal versneling depan 917P super "sabo" 31185 11314 55000 97499 17010 23251 30000 70261 27,94% seal Versn belakang L911/Of "sabo" 22680 9452 35000 67132 14175 22656 20000 56831 15,34% Bulb 24 V (engkel kecil) stanley 80118 26060 194500 300678 48195 26060 185600 259855 13,58% Packing as roda belakang 34020 7719 148500 190239 25515 12405 126500 164420 13,57% Rivet kampas rem (8x17) OH.P "aluminium" 180342 19821 132013 332176 157000 19821 121746 298567 10,12%
Bulp 24V (double besar) chiyoda 48195 26060 232000 306255 53865 26060 203000 282925 7,62% Sumber : Pengolahan data, 2009

138
139
Dari tabel diatas dapat diketahui bahwa secara keseluruhan biaya total
persediaan usulan lebih kecil dibandingkan dengan biaya total persediaan
perusahaan dan memberikan penghematan yang besar. Spare part kelas A
mempunyai rata-rata penghematan sebesar 35,37% dengan penghematan terbesar
terdapat pada spare part jenis RK M/Kopling Atas 14" 917 sebesar 80,82%. Hal
ini terjadi karena spare part jenis RK M/Kopling Atas 14" 917 memiliki biaya
total persediaan usulan yang lebih kecil yaitu sebesar Rp.113.567,- daripada biaya
total persediaan perusahaan sebesar Rp.591.990,-. Perbedaan yang cukup besar ini
terjadi karena biaya pemesanan, biaya simpan, dan biaya shortage usulan lebih
kecil daripada biaya perusahaan. Bahkan untuk usulan tidak terjadi shortage,
artinya biaya shortage juga tidak ada. Penghematan terkecil pada kelas A terjadi
pada spare part jenis Baut Roda Belakang Assy LH/RH 917 sebesar 8,70%. Hal
ini terjadi karena pada spare part jenis ini hanya terdapat perbedaan pada biaya
pemesanan usulan sebesar Rp. 28.350,- dan biaya pemesanan perusahaan sebesar
Rp 48.195,-. Perbedaan yang kecil inilah yang menyebabkan penghematan spare
part jenis ini kecil.
Untuk spare part kelas B mempunyai rata-rata penghematan sebesar
53,92% dengan penghematan terbesar terdapat pada spare part jenis Baut kopel +
mur 917/OH/1521 "OHP" sebesar 87,29%. Penghematan yang besar ini terjadi
karena pengaruh biaya shortage usulan jauh lebih kecil sebesar Rp 63.000,-
dibandingkan dengan biaya shortage perusahaan yang besarnya Rp 882.000,-.
Besarnya biaya shortage perusahaan dikarenakan jumlah shortage yang tinggi.
Jumlah shortage yang tinggi disebabkan nilai Q dan ROP spare part ini rendah
yaitu 10 dan 0. Padahal jumlah permintaan spare part ini tinggi. Penghematan
terkecil pada kelas B terjadi pada spare part jenis Tali Kipas 12.5 x 1350
(continental) 1521 "continental" sebesar 11,14%. Hal ini disebabkan karena biaya
pemesanan usulan spare part ini lebih besar yaitu Rp13.733,- dibandingkan
dengan biaya pemesanan perusahaan yang besarnya Rp 12.734,-. Sedangkan
untuk biaya perawatan dan shortage usulan lebih kecil daripada biaya perawatan
dan shortage perusahaan.
Spare part kelas C mempunyai rata-rata penghematan sebesar 32,65%
penghematan terbesar terdapat pada spare part jenis Bushing Per Belakang
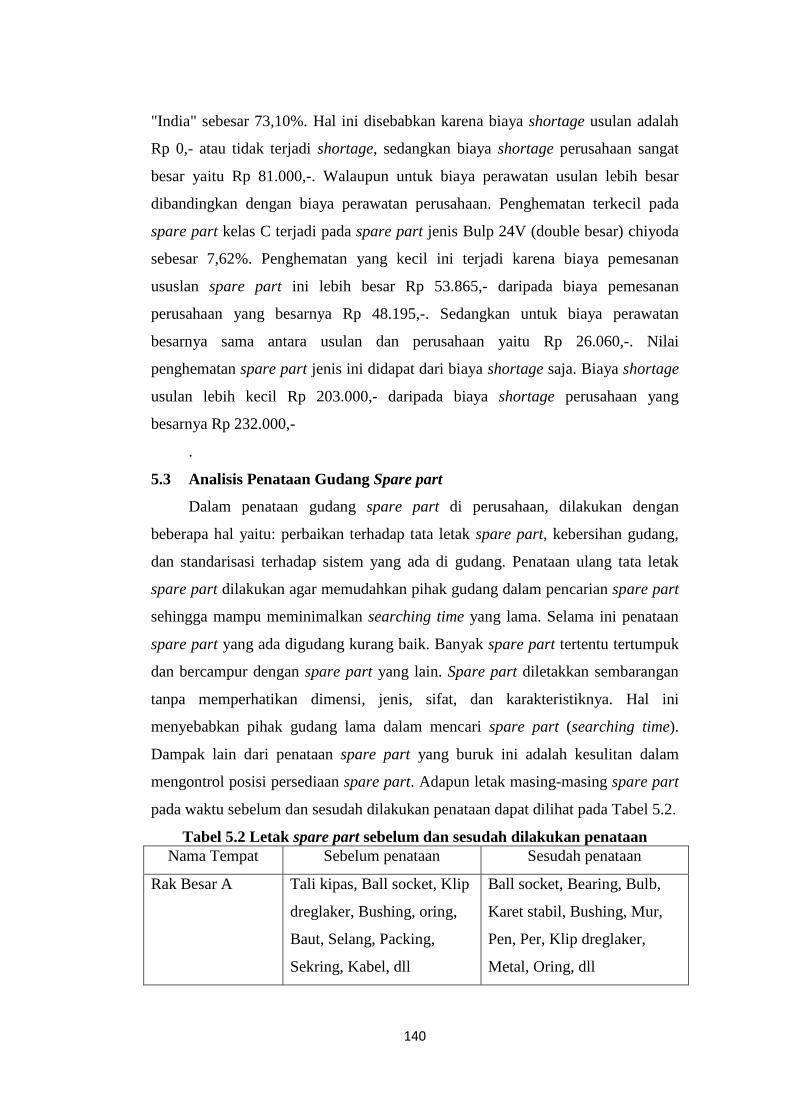
140
"India" sebesar 73,10%. Hal ini disebabkan karena biaya shortage usulan adalah
Rp 0,- atau tidak terjadi shortage, sedangkan biaya shortage perusahaan sangat
besar yaitu Rp 81.000,-. Walaupun untuk biaya perawatan usulan lebih besar
dibandingkan dengan biaya perawatan perusahaan. Penghematan terkecil pada
spare part kelas C terjadi pada spare part jenis Bulp 24V (double besar) chiyoda
sebesar 7,62%. Penghematan yang kecil ini terjadi karena biaya pemesanan
ususlan spare part ini lebih besar Rp 53.865,- daripada biaya pemesanan
perusahaan yang besarnya Rp 48.195,-. Sedangkan untuk biaya perawatan
besarnya sama antara usulan dan perusahaan yaitu Rp 26.060,-. Nilai
penghematan spare part jenis ini didapat dari biaya shortage saja. Biaya shortage
usulan lebih kecil Rp 203.000,- daripada biaya shortage perusahaan yang
besarnya Rp 232.000,-
.
5.3 Analisis Penataan Gudang Spare part
Dalam penataan gudang spare part di perusahaan, dilakukan dengan
beberapa hal yaitu: perbaikan terhadap tata letak spare part, kebersihan gudang,
dan standarisasi terhadap sistem yang ada di gudang. Penataan ulang tata letak
spare part dilakukan agar memudahkan pihak gudang dalam pencarian spare part
sehingga mampu meminimalkan searching time yang lama. Selama ini penataan
spare part yang ada digudang kurang baik. Banyak spare part tertentu tertumpuk
dan bercampur dengan spare part yang lain. Spare part diletakkan sembarangan
tanpa memperhatikan dimensi, jenis, sifat, dan karakteristiknya. Hal ini
menyebabkan pihak gudang lama dalam mencari spare part (searching time).
Dampak lain dari penataan spare part yang buruk ini adalah kesulitan dalam
mengontrol posisi persediaan spare part. Adapun letak masing-masing spare part
pada waktu sebelum dan sesudah dilakukan penataan dapat dilihat pada Tabel 5.2.
Tabel 5.2 Letak spare part sebelum dan sesudah dilakukan penataan Nama Tempat Sebelum penataan Sesudah penataan
Rak Besar A Tali kipas, Ball socket, Klip
dreglaker, Bushing, oring,
Baut, Selang, Packing,
Sekring, Kabel, dll
Ball socket, Bearing, Bulb,
Karet stabil, Bushing, Mur,
Pen, Per, Klip dreglaker,
Metal, Oring, dll
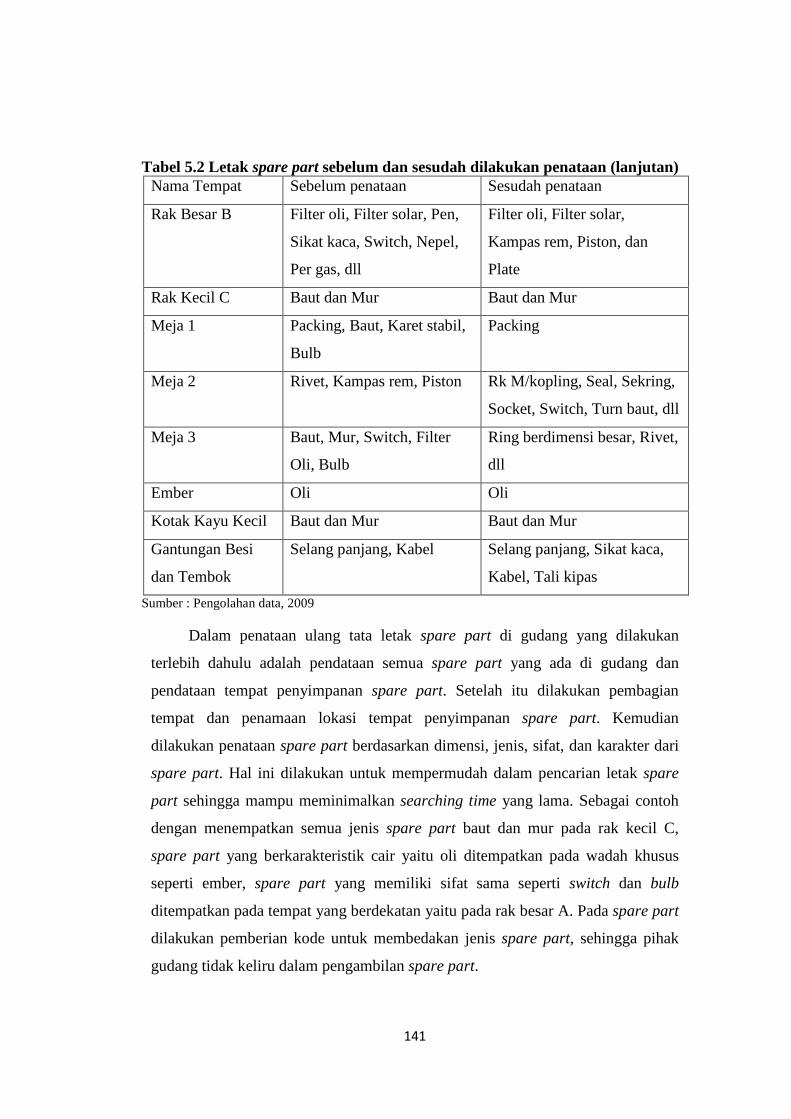
141
Tabel 5.2 Letak spare part sebelum dan sesudah dilakukan penataan (lanjutan)
Nama Tempat Sebelum penataan Sesudah penataan
Rak Besar B Filter oli, Filter solar, Pen,
Sikat kaca, Switch, Nepel,
Per gas, dll
Filter oli, Filter solar,
Kampas rem, Piston, dan
Plate
Rak Kecil C Baut dan Mur Baut dan Mur
Meja 1 Packing, Baut, Karet stabil,
Bulb
Packing
Meja 2 Rivet, Kampas rem, Piston Rk M/kopling, Seal, Sekring,
Socket, Switch, Turn baut, dll
Meja 3 Baut, Mur, Switch, Filter
Oli, Bulb
Ring berdimensi besar, Rivet,
dll
Ember Oli Oli
Kotak Kayu Kecil Baut dan Mur Baut dan Mur
Gantungan Besi
dan Tembok
Selang panjang, Kabel Selang panjang, Sikat kaca,
Kabel, Tali kipas
Sumber : Pengolahan data, 2009
Dalam penataan ulang tata letak spare part di gudang yang dilakukan
terlebih dahulu adalah pendataan semua spare part yang ada di gudang dan
pendataan tempat penyimpanan spare part. Setelah itu dilakukan pembagian
tempat dan penamaan lokasi tempat penyimpanan spare part. Kemudian
dilakukan penataan spare part berdasarkan dimensi, jenis, sifat, dan karakter dari
spare part. Hal ini dilakukan untuk mempermudah dalam pencarian letak spare
part sehingga mampu meminimalkan searching time yang lama. Sebagai contoh
dengan menempatkan semua jenis spare part baut dan mur pada rak kecil C,
spare part yang berkarakteristik cair yaitu oli ditempatkan pada wadah khusus
seperti ember, spare part yang memiliki sifat sama seperti switch dan bulb
ditempatkan pada tempat yang berdekatan yaitu pada rak besar A. Pada spare part
dilakukan pemberian kode untuk membedakan jenis spare part, sehingga pihak
gudang tidak keliru dalam pengambilan spare part.
142
Selain pemberian kode pada spare part, tempat penyimpanan spare part
juga diberikan kode. Hal ini dilakukan untuk memperjelas letak spare part dan
memudahkan pegawai gudang dalam mengambil dan meletakkan spare part.
Sebagai contoh, jika pegawai gudang ingin mengambil spare part jenis Bulb 24
(engkel besar) “Stanley” dengan kode S044 terletak pada lokasi AX35 (rak besar
A, bagian X pada lantai 3 dan urutan ke-5). Sebelumnya spare part bulb 24 V ini
terletak di rak besar A dan tercampur dengan spare part yang lain yaitu jenis bulb
dan socket. Hal ini membuat pihak gudang terkadang salah dalam mengambil
spare part dan banyak spare part jenis ini tercecer ke bagian lain. Sehingga
membuat lama waktu pencarian yaitu sekitar lebih dari 5 menit. Padahal setelah
dilakukan penataan, waktu yang di perlukan untuk pencarian spare part ini kurang
dari 2 menit saja. Untuk mendukung kelancaran pengaplikasian perbaikan tata
letak spare part yang telah dibuat di perusahaan, maka perlu adanya sosialisasi
tata letak penempatan spare part yang baru terhadap semua pegawai gudang. Hal
ini bertujuaan agar mengetahui semua letak spare part yang baru, sehingga tidak
membingungkan pihak gudang dalam pencarian spare part.
Setelah dilakukan perbaikan terhadap tata letak spare part, maka
selanjutnya dilakukan pembuatan prosedur kebersihan gudang. Hal ini dilakukan
untuk merawat semua spare part yang ada di gudang. Karena kondisi gudang
yang kotor akan menyebabkan beberapa spare part rusak atau berkurang
keandalannya. Selain itu, pembuatan prosedur kebersihan dimaksudkan untuk
lebih mengoptimalkan lagi perbaikan manajemen persediaan spare part di PO.
Safari Eka Kapti. Sebab tingkat persediaan spare part juga dipengaruhi oleh spare
part yang rusak saat disimpan. Prosedur kebersihan ini berisi tentang tata cara dan
jadwal kebersihan gudang. Jadi prosedur ini merupakan langkah-langkah yang
harus dilakukan pihak gudang untuk membersihkan gudang, mulai dari
membersihkan gudang secara menyeluruh sampai pengecekan terhadap spare
part, yang meliputi kualitas, kuantitas, dan ketepatan letak spare part.
Standarisasi terhadap sistem di gudang yaitu sistem penerimaan dan
pengambilan spare part juga perlu dilakukan. Karena selama ini sistem yang ada
di gudang memiliki banyak kekurangan. Sebagai contoh pada sistem penerimaan
spare part belum ada pengecekan kualitas dan kuantitas terhadap spare part yang
143
dipesan oleh gudang. Kekurangan lain dari sistem di gudang adalah cara
pendataan spare part yang msuk dan keluar gudang. Selama ini pendataan semua
spare part yang masuk dan keluar gudang masih dilakukan secara manual dengan
pencatatan dalam buku kendali stock. Cara pendataan spare part ini menyulitkan
pihak gudang dalam mengetahui posisi persediaan. Karena pencarian informasi
posisi persediaan spare part memakan waktu lama.
Standarisasi terhadap sistem di gudang dilakukan dengan pembuatan
prosedur operasional (SOP). SOP ini berisi langkah-langkah apa saja yang harus
dilakukan pihak gudang, baik dalam penerimaan atau pengambilan spare part.
SOP ini harus dilakukan secara serius oleh pihak gudang agar sistem di gudang
dapat berjalan dengan baik. Untuk mendukung kelancaran sistem di gudang, maka
dibuat alat bantu berupa program aplikasi manajemen persediaan. Program
aplikasi ini akan sangat membantu dalam proses pendataan spare part yang
masuk dan keluar gudang, pencarian letak spare part, dan pemberian informasi
tentang posisi persediaan. Jadi, bila ada spare part yang diterima gudang, maka
langkah pertama adalah melakukan pengecekan kualitas dan kuantitas spare part
yang diterima. Jika tidak kualitas dan kuantitas tidak sesuai dengan nota, maka
pihak gudang harus segera melakukan retur. Selanjutnya dilakukan input data
pada komputer meliputi jenis, jumlah, dan lokasi penempatan spare part. Jika
jenis spare part telah ada di database komputer, maka hanya tinggal melakukan
updating saja. Langkah selanjutnya, pihak gudang meletakkan spare part pada
tempat penyimpanan sesuai dengan lokasi yang tertera pada komputer. Sedangkan
bila ada permintaan spare part, maka langkah pertama adalah montir mengisi
form pengambilan spare part. Montir harus menulis nama dan jumlah spare part
yang diminta pada form pengambilan. Kemudian pihak gudang mengecek jumlah
stock dan lokasi spare part pada komputer. Jika spare part yang diminta sudah
habis, maka pihak gudang segera meminta bagian pemesanan untuk melakukan
pemesanan spare part yang habis. Jika masih ada, maka pihak gudang mengambil
spare part yang diminta berdasarkan letak spare part yang tertera di komputer.
Setelah memberikan spare part yang diminta kepada montir, maka penanggung
jawab gudang melakukan updating data spare part pada komputer.
144
BAB VI
KESIMPULAN DAN SARAN
Bab ini menjelaskan kesimpulan mengenai hasil dari pembahasan tentang
perbaikan manajemen persediaan spare part dan penataan gudang di PO. Safari
Eka Kapti. Sedangkan saran berisi tentang hal-hal yang harus dipertimbangkan
untuk penelitian selanjutnya.
6.1 KESIMPULAN
Kesimpulan yang dapat ditarik berdasarkan hasil penelitian di PO. Safari
Eka Kapti yang telah dilakukan dan sesuai dengan tujuan penelitian di adalah
sebagai berikut:
1. Penlitian ini telah melakukan perbaikan terhadap manajemen persediaan dan
penataan gudang spare part di PO.Safari Eka Kapti.
2. Hasil dari perbaikan manajemen persediaan spare part adalah didapatkannya
jumlah pemesanan optimal (Q) dan titik pemesanan ulang (ROP) spare part
pada kelas A, B maupun C serta telah dibuat alat bantu berupa program
aplikasi manajemen persediaan.
3. Hasil dari penataan gudang adalah penataan terhadap tata letak spare part
yang mampu meminimalkan searching time, prosedur kebersihan gudang, dan
standarisasi sistem di gudang dengan pembuatan SOP yang baru.
6.2 Saran
Saran untuk penelitian selanjutnya berdasarkan penelitian ini adalah:
1. Untuk penelitian selanjutnya disarankan untuk menggunakan model
persediaan yang sesuai dengan karakteristik distribusi permintaan spare
part.
2. Perlu dilakukan penelitiaan lanjutan yang mengakomodasi adanya lead
time variabel dalm model persediaan yang digunakan. sehingga sesuai
dengan karakteristik lead time yang sesungguhnya di perusahaan.
3. Perlu dilakukan penelitiaan lanjutan mengenai penataan gudang dalam hal
simulasi, prototyping, hingga modifikasi tata letak.
145
DAFTAR PUSTAKA
Ben-Daya, M. and Hariga, M., 2004. Integrated Vendor-Buyer Cooperative Inventory Models With Stochastic Demand And Variable Lead Time. International Journal Of Production Economic 92: 75-80.
Chopra, Sunil. 2004. Supply Chain Management: Strategy, Planning, and
Operation. Ney Jersey : Prentice Hall. Gaspersz, Vincent. 2001. Production and Inventory Control Berdasarkan
Pendekatan Sistem Terintegrasi MRP II dan JIT Menuju Manufacturing 21. Jakarta: Gramedia Pustaka Utama.
Jauhari, Wakhid. A. 2006. Penetuan Model Persediaan Spare Part Dengan
Mempertimbangkan Terjadinya Backorder (Gema Teknik). Solo. Teknik Industri UNS.
Monden, Yoshiro. 2000. Sistem Produksi Toyota. Jakarta: CV Teruna Grafika. Osada, Takashi. 2002. Sikap Kerja 5S. Jakarta Pusat : PPM. Silver, E.A. and Peterson, R. 1998. Decision Sistems for Inventory Management
And Production Planning. John Willey & Sons: Ed 2. Strijbosch, L. W. G., Heuts. and Van Der Scoot, E. H. M. 1998. Improved Spare
Parts Inventory Management (Case Study). Netherlands: Tillburg University.
Tersine, R.J. 1994. Principles Of Inventory And Material Management. Prentice
Hall Int: Edisi 84. Tim Penyusun Kamus Pusat Bimbingan Dan Pengembangan Bahasa. 1990.
Kamus Besar Bahasa Indonesia. Jakarta: Balai Pustaka. Yamit, Zulian. 1999. Manajemen Persediaan. Yogyakarta: EKONISIA Fakultas
Ekonomi UII.
Top Related
Copyright © 2022 FDOKUMEN

