v13n°1_2014
Transcript of v13n°1_2014
1
PORTADADepartamento de Ingeniería Industrial de la Universidad del Bío-Bío, Chile.
Indizada en:
- DOAJ. Directory of Open Access Journals- EBSCO- LATINDEX- DIALNET - Academic Search Complete- Fuente Académica
Publicación Semestral. Junio y DiciembreISSN 0717-9103 versión impresaISSN 0718-8307 versión en línea
SuscripcionesChile: $ 30.000 por añoExtranjero: US$100 por añoIncluye franqueo por correo ordinario.
Revista Ingeniería IndustrialUniversidad del Bío-Bío
Avda. Collao 1202Casilla 5-C,
4081112, Concepción – ChileTeléfono: (56-41) 3111182
Fax: (56-41)3111021http://www.revistaingenieriaindustrial.cl/
Revista Ingeniería Industrial
Año 13 Nº 1 – Primer Semestre 2014
Es una revista de divulgación científica responsabilidad del Departamento de Ingeniería Industrial, Facultad de Ingeniería de la Universidad del Bío-Bío, Concepción, CHILE
REPRESENTANTE LEGALDr. Héctor Gaete Feres
DECANO FACULTAD DE INGENIERIAMg. Peter Backhouse Erazo
DIRECTOR DEPARTAMENTO DE INGENIERIA INDUSTRIALMg. Claudia Bañados Castro
DIRECTOR EDITOR RESPONSABLEIng. Iván Santelices Malfanti
COMITÉ EDITOR• Mg.Alejandro Andalaft Chacur Universidad de Concepción, Chile.• Dr.LuisMiguelArrecheBedia Universidad Politécnica de Madrid, España.• PhD.LuizF.AutranM.Gomes Ibmec Business School, Brasil.• PhD.ClaribelBonilla University of San Diego, United States.• Dr.JoãoHélvioRighideOliveira Universidad Federal de Santa María, Brasil.• Ing.LeticiaGalleguillosPeralta Universidad del Bío-Bío, Chile.• MSc.SergioFloresUrquiza Pontificia Universidad Católica de
Valparaíso, Chile.• PhD.EricN.Hansen Oregon State University, United States.• Mg.VíctorAndrésKowalski Universidad Nacional de Misiones,
Argentina• Dr.AgustínAlexanderMejiasAcosta Universidad de Carabobo, Venezuela.• Dr.GermánMéndezGiraldo Universidad Distrital Francisco José de
Caldas, Colombia.• Dr.JoséMoyanoFuentes Universidad de Jaén, España.• Dr.FranciscoNúñezCerda Universidad del Bío-Bío, Chile.• Dr.VíctorParadaDaza Universidad de Santiago de Chile, Chile.• Dr.SergioQuijadaFigueroa Centro de Modelación y Simulación del
Ejército, Chile.• MSc.GuillermoSchaffeldGraniffo Universidad Autónoma de Chile, Chile.• PhD.JoséAlejandroSepúlveda University of Central Florida, United States.• Dr.MinervaArzolaHamilton Universidad Nacional Experimental
Politécnica Antonio José de Sucre, Venezuela
PRODUCCIÓN EDITORIALMSc. Linette Salvo Sepúlveda
2
revista Ingeniería Industrial-Año. 13 Nº1, 2014 ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
POLÍTICA EDITORIAL TEMÁTICA Y ALCANCELa revista INGENIERÍA INDUSTRIAL permite la publicación de artículos en todos los ámbitos de la Ingeniería Industrial y sus aplicaciones; también se publican, previa aceptación del Comité Editor, resúmenes de tesis de magíster y doctorado, opiniones técnicas, revisión de libros y artículos de congresos.
La revista se publica semestralmente en español y portugués, en formato impreso y digital, siendo esta última presentación libre y gratuita para cualquier persona interesada. Los artículos que se sometan al arbitraje de la revista INGENIERÍA INDUSTRIAL deben ser originales e inéditos, y no pueden estar sometidos para consideración simultánea de evaluación en otra revista académica o profesional, como tampoco haber sido publicados parcial o totalmente en otra revista. Si un artículo es aceptado para publicación, los autores ceden todos los derechos de impresión y/o reproducción a la revista INGENIERÍA INDUSTRIAL, editada por la UNIVERSIDAD DEL BÍO-BÍO.
La revista está dirigida a un público formado por investigadores, docentes y profesionales en el ámbito de la ingeniería, con un alcance y participación internacional. PROCESODEREVISIÓNPORPARESRecibido el manuscrito, el comité editorial evalúa el mérito del documento para enviarlo ciego a un arbitraje compuesto por a lo menos dos pares de expertos en el área temática. El proceso de evaluación es doblemente ciego; árbitros y autores desconocen a la contraparte. Sin embargo, cuando sea pertinente, el autor podrá enviar información sobre conflicto de intereses para la evaluación de artículos.
Evaluado el manuscrito es devuelto a la Producción Editorial, quien evalúa los comentarios y sugerencias de los pares, y en base a esa información deciden comunicar a los autores la decisión de continuar o no con el proceso de publicación.
POLÍTICA DE ACCESO ABIERTOEsta revista provee acceso libre e inmediato a su contenido, bajo el principio de que la investigación debe estar disponible gratuitamente al público para apoyar al intercambio del conocimiento global y la generación de desarrollo e innovación.
Revista INGENIERIA INDUSTRIAL se encuentra bajo una Licencia Creative Commons Atribución-NoComercial-SinDerivadas 3.0 Unported.
La revista se reserva los derechos de reproducción del contenido de los artículos.
El contenido de los artículos publicados en esta revista no necesariamente representan el pensamiento de la Universidad, como tampoco de la revista.
3
EDITORIAL
revista Ingeniería Industrial-Año. 13 Nº1, 2014 ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
Ingeniería Industrial. Si quisiéramos definir esta área de conocimientos, podríamos quedarnos simplemente en la palabra Ingeniería, como la aplicación profesional de la ciencia y todo el conocimiento humano para la optimización de los recursos naturales, en beneficio tanto económico como social de la comunidad; por otro lado, la palabra Industrial involucra todo aquello que está asociado a procesos y actividades que tienen como finalidad transformar las materias primas en productos elaborados de manera masiva en bienes materiales o inmateriales, como fueron llamados antiguamente los servicios.
No obstante lo anterior, podría aventurarme en una definición genérica para la profesión que se ha desarrollado al alero de esta área; primero, afirmando que más que una disciplina, que por esencia se orienta hacia su propio desarrollo, la Ingeniería Industrial busca su crecimiento más allá de sí misma y opera como una “integradora” de las distintas disciplinas y tecnologías existentes. La Ingeniería Industrial, de esta manera, debe tener un carácter transdisciplinario, técnico y cercano a las ciencias experimentales, para que así no sólo englobe aspectos de la gestión empresarial y la producción, sino también la de otros variados campos disciplinarios.
Esto último es relevante, ya que la unidisciplinariedad se origina a partir del proceso de acumulación y clasificación de conocimientos especializados, que en el siglo XIX permitieron encontrar soluciones específicas, implicando el análisis, interpretación y explicación de un fenómeno desde una perspectiva única, asumiendo que los parámetros y variables exógenas se mantienen inalterables. Durante el siglo XX, sin embargo, surge el concepto de multidisciplinariedad, como una mezcla integradora de distintas disciplinas, donde cada profesional involucrado colabora en pos de objetivos comunes, en forma de colaboración mutua y acumulativa, pero no interactiva, normalmente bajo la descomposición del problema en subproblemas unidisciplinarios y la consecuente agregación de sus subsoluciones obtenidas en forma independiente, en una solución integral que no garantiza la solución al problema en su totalidad. Esto dio origen, junto con el pensamiento sistémico, a la pluridisciplinariedad, que no es más que la unión no integrativa de disciplinas cercanas, que conservan sus métodos y modelos propios, como ocurre en la multidisciplinariedad, pero en la que se busca mejorar la relación entre ellas, existiendo una complementariedad entre las disciplinas, sin la existencia de sistematización o integración.
Posteriormente, a estos enfoques, surge el reconocimiento de la interdisciplinariedad, donde el problema no se descompone disciplinariamente, sino que se trata como una totalidad por profesionales de diferentes disciplinas, los que trabajan en forma coordinada para obtener la solución al problema global, entendiendo la necesidad de transferir métodos de una disciplina a otra en pos de un propósito común.
4
Iván Santelices MalfantiDirector – Editor Responsable
Revista Ingeniería Industrial
Otro enfoque a tener en cuenta es la intradisciplinariedad, la que entendemos como las interrelaciones dentro de una disciplina en función de su lógica interna; y la transdisciplinariedad, que asume que los sistemas son complejos y abiertos, y el problema es considerado como un todo en el que los diferentes campos se entrelazan.
En resumen, podríamos decir que la Ingeniería Industrial en esencia es unidisciplinaria, multidisciplinaria, pluridisciplinaria, interdisciplinaria, y transdisciplinaria. Una muestra de aquello son los distintos artículos que la revista ha venido publicando en los más diversos temas.
5
EDITORIAL
APLICACIÓN DEL MÉTODO DE SELECCIÓN DEL MEJOR SUBCONJUNTO EN PROBLEMAS DE OPTIMIZACIÓN MEDIANTE SIMULACIÓNSergio Daniel Ochoa Buitrago, Ciro Alberto Amaya Guio
COMPARACIÓN DE TÉCNICAS ESTADÍSTICAS DE PRONÓSTICO PARA LA DEMANDA DE ENERGÍA ELÉCTRICAJosé Fernando Tabares Muñoz, Carlos Andrés Velásquez Galvis, Marisol Valencia Cárdenas
LOGÍSTICA INVERSA USANDO SIMULACION EN LA RECOLECCIÓN DEENVASESDEPLAGUICIDAS:ESTADODELARTEEduin Dionisio Contreras Castañeda, Julián David Silva Rodríguez
MINIMIZACIÓN DE LA TARDANZA EN PROBLEMAS DE PROGRAMACIÓN DE TAREASENMAQUINASPARALELASCONDETERIORODELOSRECURSOSAlex J. Ruiz-Torres, José H. Ablanedo-Rosas, Nelson Alomoto, Diana Jadan Avilés
DISEÑO DE UN MODELO ESCALONADO DE CALIDAD PARA EMPRESAS DE TRANSPORTE URBANO DE PASAJEROSCarlos Torres Navarro, Ramón Sanhueza Cruces
ESTUDODOSMÉTODOSDEPREVISÃODEDEMANDAAPLICADOEMUMAEMPRESA DE AUDITORIAS MÉDICASAline Castello Branco Mancuso, Liane Werner
INSTRUCCIONES PARA AUTORES
03
07
19
33
51
77
99
113
INDICE
revista Ingeniería IndustrialUniversidad del Bío-Bío, Concepción. Chilehttp://www.revistaingenieriaindustrial.cl/
revista Ingeniería Industrial-Año. 13 Nº1, 2014 ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío

6

7
1Departamento de Ingeniería Industrial, Universidad de los Andes , Bogotá, Colombia
♦Autor para correspondencia: [email protected]
Recibido: 24.09.2013 Aceptado: 20.01.2014
APLICACIÓN DEL MÉTODO DE SELECCIÓN DEL MEJOR SUBCONJUNTO EN PROBLEMAS DE OPTIMIZACIÓN
MEDIANTE SIMULACIÓN
USINGTHEMETHODOFSELECTINGTHEBESTSYSTEMFOROPTIMIZATIONVIASIMULATION
Sergio Daniel Ochoa Buitrago1, Ciro Alberto Amaya Guio1,♦
RESUMEN
Dentro del proceso de optimización vía simulación (OvS) se utilizan procedimientos de búsqueda y exploración del espacio solución, así como etapas de costeo y depuración, con el fin de obtener una alternativa que optimice el desempeño del sistema en cuestión.La obtención de un conjunto de soluciones muy buenas enriquece el proceso de toma de decisión, ya que permite evaluar alternativas a la luz de la experiencia y situaciones puntuales del sistema. En este trabajo se desarrolló una aplicación que permite obtener un subconjunto de alternativas que apoyen el proceso de toma de decisión en la mejora de un sistema.La aplicación se desarrolló a partir de análisis de sensibilidad del método de selección frente a tamaños de muestra y parámetros iniciales, así como el efecto de inclusión de técnicas como Common Random Numbers (CRN). El método de selección empleado (Selección del mejor subconjunto - BSS) se comparó con otro de similares características (Selección del mejor - NSGS), obteniendo resultados favorables en desempeño y robustez. Como resultado de la metodología propuesta, en el subconjunto final se encontró la mejor solución explorada bajo un parámetro de riesgo definido, así como una serie de alternativas competentes para la maximización del desempeño del sistema.
Palabras clave: Evaluación de escenarios, sistemas complejos, diseño de experimentos, optimización vía simulación, BSS, multi-etapa, CRN.
ABSTRACT
There are many algorithms and methods used in order to optimize systems using simulation procedures. These methods involve local search algorithms and solution space exploration methods, and additional costing stages. The main objective of these procedures is to obtain the best configuration in order to maximize the system performance. However, solutions must be analyzed through expertise and criteria of decision makers, and obtaining a set of possible solutions instead of only one is more valuable. An entire methodology was developed based on sensitivity analysis of input parameters and sample sizes in order to obtain a subset of very good alternatives from a big set of possible scenarios. As an additional sensitivity analysis, an experiment of the effect of Common Random Numbers (CRN) in the selection method performance was conducted. The selection method used on this work (Best Subset Selection – BSS) was compared to other with similarspecifications (Selection of the best – NSGS) obtaining higher performance results. As a result of the suggested methodology, there will
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya

8
be at the final set a few high competitive alternatives that could significantly improve system performance.
Keywords: Evaluation of scenarios, complex systems, design of experiments, optimization by simulation, BSS, multi-stage, CRN.
INTRODUCCIÓN
Al proceso de encontrar la mejor configuración para un sistema determinado usando simulación se lo conoce como Optimización vía Simulación (OvS). En la literatura se encuentran diversas aplicaciones (Bianchi et al., 2006); en general se observa la aplicación de métodos multi-etapa (Hong et al.,2009). Generalmente, la primera de las etapas consiste en explorar o barrer el espacio solución y descartar escenarios significativamente poco competitivos (Gutjahr, 2011). Es común encontrar en la literatura que en la primera etapa se realiza un barrido rápido, sin mayor replicación, y se eliminan escenarios con base en valores sin ponderar el efecto de variabilidad. Esto implica la utilización de métodos que no consumen recursos computacionales significativos. Como segunda gran etapa se utilizan algoritmos de búsqueda local, que permiten recorrer el espacio solución, encontrar diferentes escenarios y costearlos hasta obtener el mejor de ellos (Hoos et al., 2009). Dentro de los diferentes algoritmos usados se encuentran Búsqueda Tabú (TS), Algoritmos Genéticos (GA), Colonia de Hormigas (AC), y métodos asociados de selección y ordenamiento (R&S) (Wanget al.,2011) (Carson et al.,1997). Es en esta fase donde se realiza el mayor consumo de recursos computacionales, ya que es necesario considerar la variabilidad como factor determinante a la hora de eliminar o mantener un escenario frente a otro (Gutjahr, 2011).
Los métodos de R&S, (por las siglas en inglés de selección y ordenamiento) tienen como objetivo principal la obtención de la mejor población o subconjunto de posibilidades que contenga al mejor escenario o configuración. Se dividen principalmente en dos grupos, en relación a su enfoque esencial: Bayesianos y frecuentistas (Wang et al., 2011). En los primeros se busca maximizar la probabilidad de elección correcta de la mejor alternativa dentro del subconjunto o subpoblación final, y en algunas variaciones se intenta minimizar el costo de oportunidad de no incluir algún escenario dentro de la población final acotada (Carson et al.,1997). Este enfoque presenta la dificultad de asegurar la probabilidad de encontrar la mejor alternativa, por lo que no hay garantía de selección de la mejor configuración dentro de la población final. En cuanto a los métodos pertenecientes al grupo frecuentista, son conservadores, ya que parten de una probabilidad como parámetro inicial, con la que se quiere obtener la mejor alternativa dentro de la población final, de tal modo que se asegura un nivel de significancia fijo desde el inicio de la búsqueda (Wang et al., 2011) (Kim & Nelson, 2003). El método propuesto por Wang et al. (2011) se centra en procedimientos frecuentistas, garantizando un nivel de probabilidad de selección preestablecido; este último método es conocido como BSS (Best Sub Set procedure)
Dentro de las diferentes formulaciones del problema de comparación de alternativas en R&S, se encuentran dos: Formulaciones basadas en Zona de Indiferencia (Dudewicz et al.,1975) y basadas en Selección de Subconjuntos (Gupta, 1965; Kim & Nelson, 2003). Las formulaciones relacionadas con Zona de Indiferencia proveen la garantía de seleccionar el mejor sistema, donde el parámetro de indiferencia δ se define como el rango en que el experimentador se considera “indiferente” frente a alternativas dentro de δ de la mejor. La Selección de Subconjuntos encuentra un subconjunto de las alternativas definiendo una probabilidad que garantice que dentro del subconjunto se encuentre la mejor alternativa (Wang et al., 2011).
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
9
Dado que en problemas de toma de decisión se quiere saber la mejor alternativa para un sistema real, y los modelos son simplemente abstracciones de la realidad que pueden no corresponder totalmente al sistema real, encontrar la mejor alternativa mediante herramientas de simulación puede llevar a que su implementación en la realidad sea imposible. Los analistas han supuesto que existe una preferencia a obtener la mejor alternativa de la simulación; sin embargo, obtener un conjunto de soluciones competitivas, y dentro de este conjunto la mejor alternativa bajo un parámetro de riesgo conocido, podría enriquecer mucho más el proceso de toma de decisión. Esta discusión es presentada en el trabajo de (Wang et al., 2011), que ilustra cómo es más ventajoso para quienes deben tomar las decisiones optar por un grupo de escenarios muy buenos y contrastarlos detalladamente con su implementación en la realidad, más allá de comprometerse con una única solución. Como alternativa, estos investigadores generaron un algoritmo que permite obtener sistemáticamente un subconjunto solución que contiene la mejor alternativa fijando una probabilidad de confianza de antemano y partiendo de un conjunto finito de alternativas base. Sugieren que, dado que existen diferencias entre la mejor alternativa encontrada en simulación y la que se podría tener en la realidad, es mejor obtener un subconjunto de muy buenas alternativas que contenga la mejor, explorada, con cierta probabilidad y que se pueda aplicar al sistema real fácilmente. Dicho método recibe el nombre de Selección del Mejor Subconjunto (BSS). Adicionalmente se plantea la posibilidad de incorporar técnicas de simulación como Common Random Numbers(CRN) para mejorar el rendimiento del algoritmo.
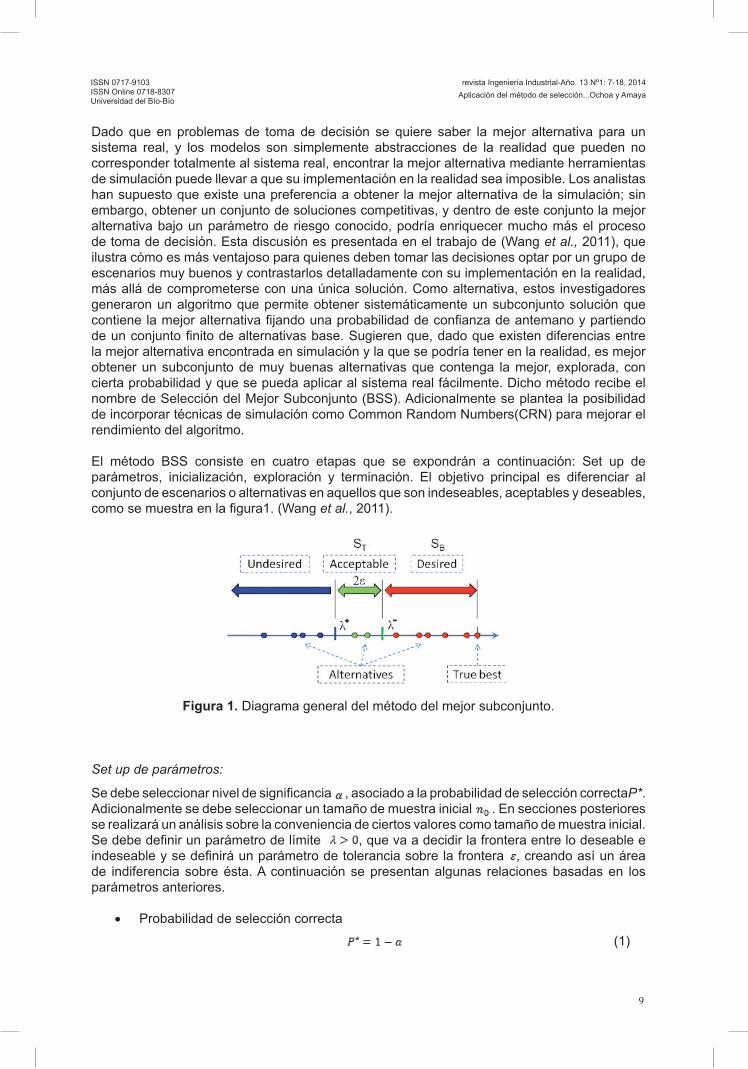
El método BSS consiste en cuatro etapas que se expondrán a continuación: Set up de parámetros, inicialización, exploración y terminación. El objetivo principal es diferenciar al conjunto de escenarios o alternativas en aquellos que son indeseables, aceptables y deseables, como se muestra en la figura1. (Wang et al., 2011).
Figura 1. Diagrama general del método del mejor subconjunto.
Set up de parámetros:
Se debe seleccionar nivel de significancia , asociado a la probabilidad de selección correctaP*. Adicionalmente se debe seleccionar un tamaño de muestra inicial . En secciones posteriores se realizará un análisis sobre la conveniencia de ciertos valores como tamaño de muestra inicial. Se debe definir un parámetro de límite , que va a decidir la frontera entre lo deseable e indeseable y se definirá un parámetro de tolerancia sobre la frontera , creando así un área de indiferencia sobre ésta. A continuación se presentan algunas relaciones basadas en los parámetros anteriores.
Probabilidad de selección correcta •
(1)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya

10
Parámetro de límite •
Ancho de intervalo •
Factor •
Donde k es el número de escenarios a evaluar. El factor se utilizará para estimación de la varianza en la comparación de escenarios y se explicará en pasos posteriores dentro del modelo.
Inicialización:Se definirá como el conjunto de escenarios a evaluar, y N como el conjunto de los mejores escenarios. Se debe obtener salidas de cada escenario , estimar su promedio y la varianza de las diferencias entre cada par de escenarios. La variable r será el contador de observaciones en cada paso del método. Las ecuaciones se presentan de la siguiente manera:
• Promedio de las salidas de cada escenario
• Estimación de la varianza de las diferencias de cada par de escenarios
• Cálculo del factor
• Definir contador de observaciones
Exploración:En esta etapa se realiza la comparación de alternativas, de tal modo que si el escenario se encuentra por fuera del límite frente al resto, será excluido. Se continúa con el procedimiento hasta que no haya posibilidad de excluir a ningún otro escenario.
• Definir , el vector de comparación de medias entre escenarios
• Definir , la diferencia frente al límite de tolerancia
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
11
Parámetro de límite •
Ancho de intervalo •
Factor •
Donde k es el número de escenarios a evaluar. El factor se utilizará para estimación de la varianza en la comparación de escenarios y se explicará en pasos posteriores dentro del modelo.
Inicialización:Se definirá como el conjunto de escenarios a evaluar, y N como el conjunto de los mejores escenarios. Se debe obtener salidas de cada escenario , estimar su promedio y la varianza de las diferencias entre cada par de escenarios. La variable r será el contador de observaciones en cada paso del método. Las ecuaciones se presentan de la siguiente manera:
• Promedio de las salidas de cada escenario
• Estimación de la varianza de las diferencias de cada par de escenarios
• Cálculo del factor
• Definir contador de observaciones
Exploración:En esta etapa se realiza la comparación de alternativas, de tal modo que si el escenario se encuentra por fuera del límite frente al resto, será excluido. Se continúa con el procedimiento hasta que no haya posibilidad de excluir a ningún otro escenario.
• Definir , el vector de comparación de medias entre escenarios
• Definir , la diferencia frente al límite de tolerancia
• Si se elimina el escenario l del conjunto I.
Terminación:Si se cumple que:•
Se devuelve el conjunto I como el mejor conjunto N. De otro modo se actualiza r =r+1; y se vuelve a la etapa de exploración.
Se ha demostrado que el modelo es bastante preciso para tamaños de conjunto de escenarios moderados, es decir, alrededor de cien. Si el número de escenarios crece desproporcionadamente, también lo hará el error de estimación y, por tanto, disminuirá la precisión del modelo (Wang et al., 2011). Debido a la estructura de la comparación, los resultados a nivel de consumo computacional, tiempo y eficacia de la solución son buenos.
Los métodos R & S atacan principalmente problemas en los que el número de soluciones factibles se supone pequeño; por ejemplo, menos de 20. Para hacer frente a problemas más grandes, se necesitan mejoras; éste es un tema de investigación en la comunidad de simulación. Un método simple de selección de la mejor alternativa (NSGC) fue propuesto por Nelson, (Nelson et al., 2001), el cual es válido si cada solución factible es independiente e idénticamente distribuido como una Normal.
Este estudio busca establecer las bondades del método BSS para su aplicación en problemas de optimización vía simulación, mediante el estudio experimental y la comparación con el método NSGC.La siguiente sección presenta la metodología, y los resultados se presentan en sección posterior.
METODOLOGÍA
Para el estudio se llevaron a cabo diferentes pruebas. En primera instancia se comparó el método BSS con el método NSGC, que tiene por objetivo encontrar el mejor de los escenarios posibles bajo criterios de riesgo y tolerancia. En segundo lugar se realizó un análisis del desempeño de BSS frente a cambios en los parámetros iniciales de tamaño de muestra, límite de indiferencia y error. Se realizaron pruebas del efecto de uso de técnicas de reducción de varianza como CRN en el desempeño de BSS. Todo lo anterior, para definir la viabilidad y utilidad del método en una aplicación de solución de problemas de optimización vía simulación.Se tomó un modelo de simulación base de una sala de urgencias tipo, en que se contaba con diferentes escenarios que dependían de la cantidad de personal asignado en diferentes procesos del sistema. Se quiere encontrar los escenarios que permitan el menor tiempo de atención posible para un tipo de paciente específico (Crítico). Las variables o controles del proceso se tomaron como la cantidad de auxiliares, enfermeras y médicos del centro de atención. Los límites de cada recurso se presentan en la tabla 1.
En el desarrollo de esta prueba se tomaron 12 escenarios (fijando auxiliares y Triage en el menor valor), donde el mejor corresponde al que tenga menor tiempo de atención a un tipo de usuario específico.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
12
Tabla 1. Escenarios contemplados.
RESULTADOS
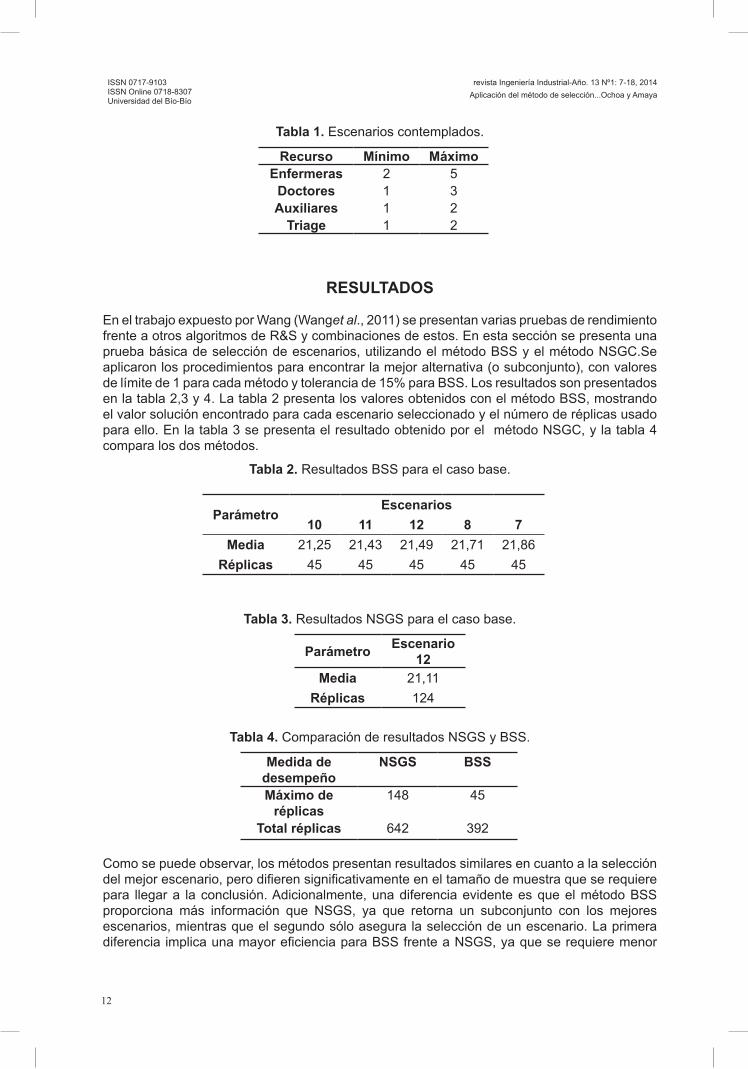
En el trabajo expuesto por Wang (Wanget al., 2011) se presentan varias pruebas de rendimiento frente a otros algoritmos de R&S y combinaciones de estos. En esta sección se presenta una prueba básica de selección de escenarios, utilizando el método BSS y el método NSGC.Se aplicaron los procedimientos para encontrar la mejor alternativa (o subconjunto), con valores de límite de 1 para cada método y tolerancia de 15% para BSS. Los resultados son presentados en la tabla 2,3 y 4. La tabla 2 presenta los valores obtenidos con el método BSS, mostrando el valor solución encontrado para cada escenario seleccionado y el número de réplicas usado para ello. En la tabla 3 se presenta el resultado obtenido por el método NSGC, y la tabla 4 compara los dos métodos.
Tabla 2. Resultados BSS para el caso base.
Tabla 3. Resultados NSGS para el caso base.
Tabla 4. Comparación de resultados NSGS y BSS.
Como se puede observar, los métodos presentan resultados similares en cuanto a la selección del mejor escenario, pero difieren significativamente en el tamaño de muestra que se requiere para llegar a la conclusión. Adicionalmente, una diferencia evidente es que el método BSS proporciona más información que NSGS, ya que retorna un subconjunto con los mejores escenarios, mientras que el segundo sólo asegura la selección de un escenario. La primera diferencia implica una mayor eficiencia para BSS frente a NSGS, ya que se requiere menor
Recurso Mínimo MáximoEnfermeras 2 5
Doctores 1 3Auxiliares 1 2
Triage 1 2
ParámetroEscenarios
10 11 12 8 7Media 21,25 21,43 21,49 21,71 21,86
Réplicas 45 45 45 45 45
Parámetro Escenario 12
Media 21,11Réplicas 124
Medida de desempeño
NSGS BSS
Máximoderéplicas
148 45
Totalréplicas 642 392
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
13
consumo computacional para llegar a la misma conclusión. La segunda diferencia indica que la decisión estará mejor soportada y se podrá enriquecer con un conjunto de escenarios altamente competitivos. En el trabajo desarrollado por Wang (Wang et al., 2011) se presentan pruebas adicionales con procedimientos R&S, donde se evidencian las grandes ventajas del uso de BSS en OvS.
Análisis de sensibilidad de BSS frente a cambios en los parámetros iniciales
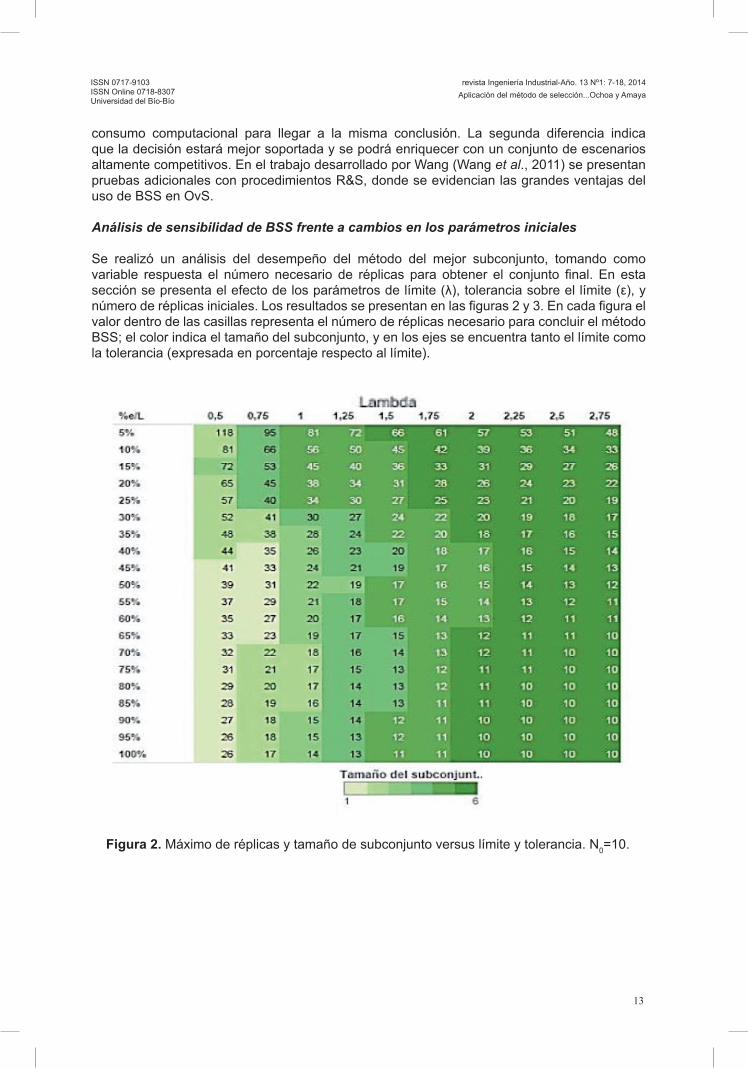
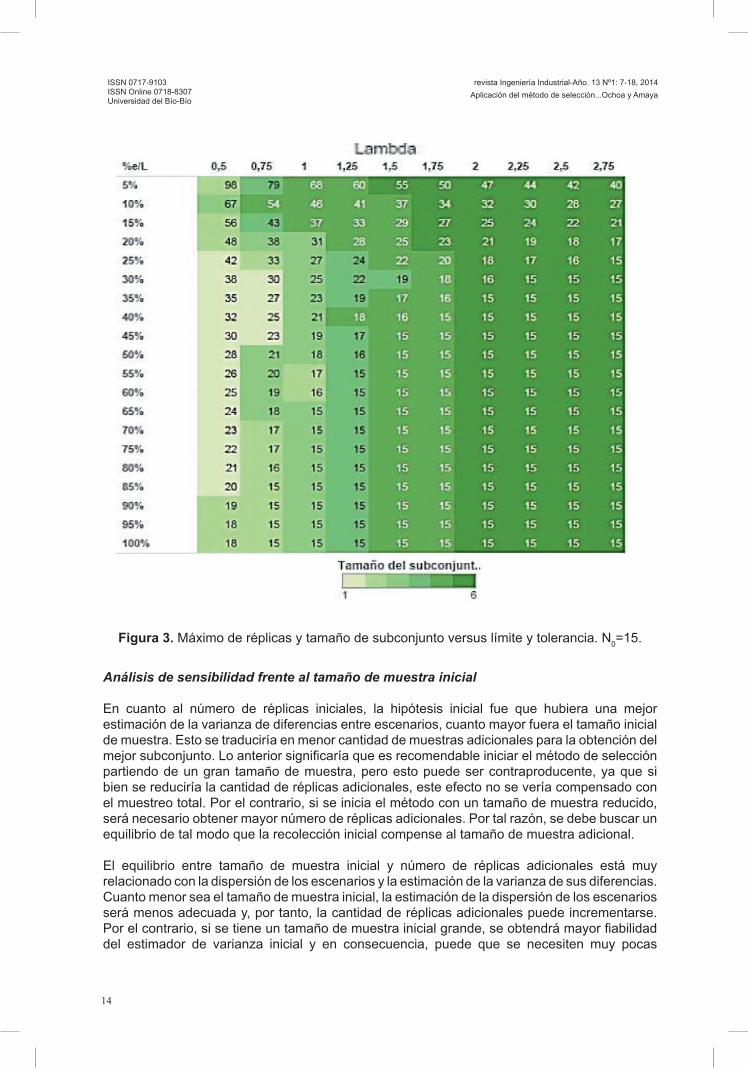
Se realizó un análisis del desempeño del método del mejor subconjunto, tomando como variable respuesta el número necesario de réplicas para obtener el conjunto final. En esta sección se presenta el efecto de los parámetros de límite (λ), tolerancia sobre el límite (ε), y número de réplicas iniciales. Los resultados se presentan en las figuras 2 y 3. En cada figura el valor dentro de las casillas representa el número de réplicas necesario para concluir el método BSS; el color indica el tamaño del subconjunto, y en los ejes se encuentra tanto el límite como la tolerancia (expresada en porcentaje respecto al límite).
Figura 2. Máximo de réplicas y tamaño de subconjunto versus límite y tolerancia. N0=10.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
14
Figura 3. Máximo de réplicas y tamaño de subconjunto versus límite y tolerancia. N0=15.
Análisis de sensibilidad frente al tamaño de muestra inicial
En cuanto al número de réplicas iniciales, la hipótesis inicial fue que hubiera una mejor estimación de la varianza de diferencias entre escenarios, cuanto mayor fuera el tamaño inicial de muestra. Esto se traduciría en menor cantidad de muestras adicionales para la obtención del mejor subconjunto. Lo anterior significaría que es recomendable iniciar el método de selección partiendo de un gran tamaño de muestra, pero esto puede ser contraproducente, ya que si bien se reduciría la cantidad de réplicas adicionales, este efecto no se vería compensado con el muestreo total. Por el contrario, si se inicia el método con un tamaño de muestra reducido, será necesario obtener mayor número de réplicas adicionales. Por tal razón, se debe buscar un equilibrio de tal modo que la recolección inicial compense al tamaño de muestra adicional.
El equilibrio entre tamaño de muestra inicial y número de réplicas adicionales está muy relacionado con la dispersión de los escenarios y la estimación de la varianza de sus diferencias. Cuanto menor sea el tamaño de muestra inicial, la estimación de la dispersión de los escenarios será menos adecuada y, por tanto, la cantidad de réplicas adicionales puede incrementarse. Por el contrario, si se tiene un tamaño de muestra inicial grande, se obtendrá mayor fiabilidad del estimador de varianza inicial y en consecuencia, puede que se necesiten muy pocas
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya

15
réplicas adicionales para determinar el subconjunto de las mejores alternativas. Adicional a esto, es conveniente evaluar métodos de reducción de varianza, ya que estos permitirían una mayor precisión, y por tanto, se esperaría menor generación de réplicas adicionales. Uno de estos métodos es Common Random Numbers (CRN), y su efecto será analizado en secciones posteriores.
Análisis de sensibilidad frente a los parámetros de indiferencia
Se esperaba que cuanto mayor fuera el parámetro de límite, el número de réplicas adicionales para seleccionar el subconjunto de escenarios disminuya. Lo anterior, porque se amplía la zona de tolerancia y por tal razón el criterio de selección se relaja, permitiendo la entrada de escenarios menos competitivos.
Se observó que efectivamente, tanto el número máximo de corridas como el máximo para cada punto, disminuyen significativamente con el aumento del límite, para la mayoría de casos de tamaño inicial de muestra. El efecto en el aumento del tamaño inicial hacia valores altos es mayor que el efecto de variación en el límite de tolerancia. Se observa también que a medida que crece la tolerancia para cualquier límite, el número máximo de réplicas para el método disminuye. Este efecto es concordante con la intuición que se tenía, ya que si se quiere un grado de precisión mayor, se necesitarán mayores tamaños de muestra para lograrlo. De manera similar a lo comentado anteriormente, el efecto de tamaño de muestra inicial comienza a pesar significativamente a medida que aumenta.
Los efectos observados en las figuras 2 y 3 se extienden para el resto de tamaños iniciales contemplados (hasta 50). Aunque a simple vista es mejor elegir un valor límite pequeño junto con un porcentaje alto de tolerancia, se debe tener en cuenta que esta decisión afecta el tamaño del subconjunto. Por tal razón, se debe balancear adicionalmente el número deseado de escenarios en el subconjunto final, ya que justamente el interés principal del modelo de selección del mejor subconjunto es obtener una reducida gama de posibilidades muy buena, de tal modo que se pueda decidir a la luz de la experiencia del evaluador. De poco serviría, para el propósito mencionado, la obtención de un subconjunto de tamaño unitario, ya que no enriquecería el proceso de selección. Tampoco sería de gran utilidad la consecución de un conjunto de tamaño muy grande, ya que la evaluación final tomaría bastante tiempo y resultaría en un proceso poco práctico.
Como se puede observar, en puntos donde se requiere menor cantidad de réplicas adicionales, es posible obtener subconjuntos de tamaño reducido si la disminución de réplicas se da por aumento significativo de tolerancia. Si la tolerancia es muy pequeña, es posible encontrar subconjuntos de mayor tamaño, pero es necesario hacer un consumo computacional mucho más grande para lograrlo, ya que el número máximo de réplicas puede llegar a ser bastante mayor. Si el límite es muy amplio y la tolerancia es grande, se obtiene un subconjunto de mayor tamaño, pero a costa de relajar el criterio de selección, pues escenarios que se creían poco competitivos podrían ser seleccionados como los mejores. Escoger un tamaño de muestra inicial cercano a 10 y 15 es una buena opción para el caso de estudio, ya que presenta poca variabilidad a factores subjetivos como el límite y la tolerancia. Este tamaño de muestra permite obtener buenos resultados a nivel de tamaño de subconjunto y número de réplicas necesarias para su obtención. Tamaños de muestra iniciales cercanos a 50 parecen poco eficientes, ya que se pueden obtener los mismos resultados con menor muestreo para ciertos niveles de tolerancia y de límite.
Efecto de número de escenarios en BSS
La hipótesis inicial consistió en que cuanto mayor es el número de escenarios evaluados,
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
16
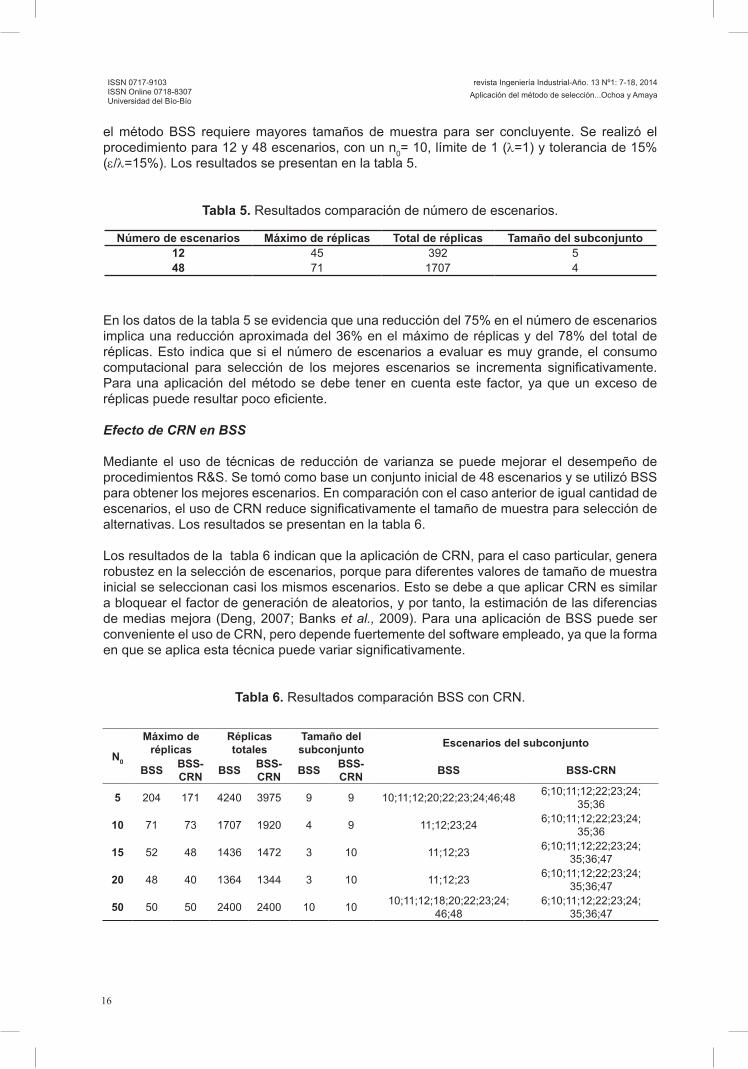
el método BSS requiere mayores tamaños de muestra para ser concluyente. Se realizó el procedimiento para 12 y 48 escenarios, con un n0= 10, límite de 1 (λ=1) y tolerancia de 15% (ε/λ=15%). Los resultados se presentan en la tabla 5.
Tabla 5. Resultados comparación de número de escenarios.
En los datos de la tabla 5 se evidencia que una reducción del 75% en el número de escenarios implica una reducción aproximada del 36% en el máximo de réplicas y del 78% del total de réplicas. Esto indica que si el número de escenarios a evaluar es muy grande, el consumo computacional para selección de los mejores escenarios se incrementa significativamente. Para una aplicación del método se debe tener en cuenta este factor, ya que un exceso de réplicas puede resultar poco eficiente.
Efecto de CRN en BSS
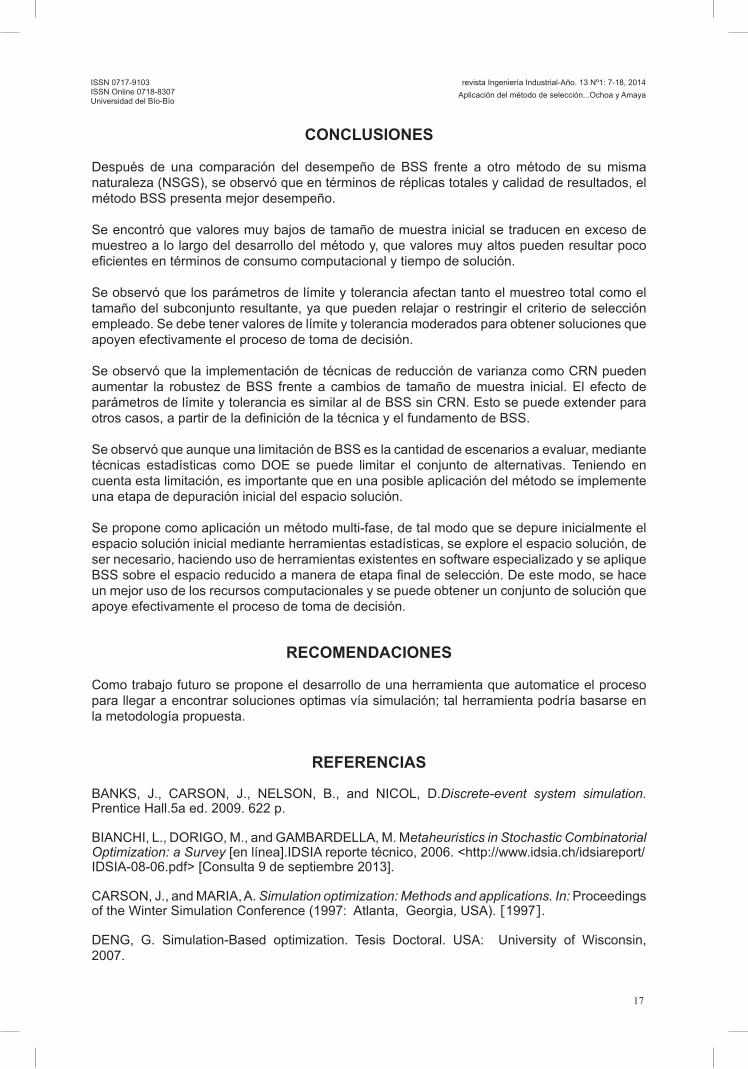
Mediante el uso de técnicas de reducción de varianza se puede mejorar el desempeño de procedimientos R&S. Se tomó como base un conjunto inicial de 48 escenarios y se utilizó BSS para obtener los mejores escenarios. En comparación con el caso anterior de igual cantidad de escenarios, el uso de CRN reduce significativamente el tamaño de muestra para selección de alternativas. Los resultados se presentan en la tabla 6.
Los resultados de la tabla 6 indican que la aplicación de CRN, para el caso particular, genera robustez en la selección de escenarios, porque para diferentes valores de tamaño de muestra inicial se seleccionan casi los mismos escenarios. Esto se debe a que aplicar CRN es similar a bloquear el factor de generación de aleatorios, y por tanto, la estimación de las diferencias de medias mejora (Deng, 2007; Banks et al., 2009). Para una aplicación de BSS puede ser conveniente el uso de CRN, pero depende fuertemente del software empleado, ya que la forma en que se aplica esta técnica puede variar significativamente.
Tabla 6. Resultados comparación BSS con CRN.
Númerodeescenarios Máximoderéplicas Totalderéplicas Tamaño del subconjunto12 45 392 548 71 1707 4
N0
Máximoderéplicas
Réplicastotales
Tamaño del subconjunto Escenarios del subconjunto
BSS BSS-CRN BSS BSS-
CRN BSS BSS-CRN BSS BSS-CRN
5 204 171 4240 3975 9 9 10;11;12;20;22;23;24;46;48 6;10;11;12;22;23;24; 35;36
10 71 73 1707 1920 4 9 11;12;23;24 6;10;11;12;22;23;24; 35;36
15 52 48 1436 1472 3 10 11;12;23 6;10;11;12;22;23;24; 35;36;47
20 48 40 1364 1344 3 10 11;12;23 6;10;11;12;22;23;24; 35;36;47
50 50 50 2400 2400 10 10 10;11;12;18;20;22;23;24; 46;48
6;10;11;12;22;23;24; 35;36;47
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
17
CONCLUSIONES
Después de una comparación del desempeño de BSS frente a otro método de su misma naturaleza (NSGS), se observó que en términos de réplicas totales y calidad de resultados, el método BSS presenta mejor desempeño.
Se encontró que valores muy bajos de tamaño de muestra inicial se traducen en exceso de muestreo a lo largo del desarrollo del método y, que valores muy altos pueden resultar poco eficientes en términos de consumo computacional y tiempo de solución.
Se observó que los parámetros de límite y tolerancia afectan tanto el muestreo total como el tamaño del subconjunto resultante, ya que pueden relajar o restringir el criterio de selección empleado. Se debe tener valores de límite y tolerancia moderados para obtener soluciones que apoyen efectivamente el proceso de toma de decisión.
Se observó que la implementación de técnicas de reducción de varianza como CRN pueden aumentar la robustez de BSS frente a cambios de tamaño de muestra inicial. El efecto de parámetros de límite y tolerancia es similar al de BSS sin CRN. Esto se puede extender para otros casos, a partir de la definición de la técnica y el fundamento de BSS.
Se observó que aunque una limitación de BSS es la cantidad de escenarios a evaluar, mediante técnicas estadísticas como DOE se puede limitar el conjunto de alternativas. Teniendo en cuenta esta limitación, es importante que en una posible aplicación del método se implemente una etapa de depuración inicial del espacio solución.
Se propone como aplicación un método multi-fase, de tal modo que se depure inicialmente el espacio solución inicial mediante herramientas estadísticas, se explore el espacio solución, de ser necesario, haciendo uso de herramientas existentes en software especializado y se aplique BSS sobre el espacio reducido a manera de etapa final de selección. De este modo, se hace un mejor uso de los recursos computacionales y se puede obtener un conjunto de solución que apoye efectivamente el proceso de toma de decisión.
RECOMENDACIONES
Como trabajo futuro se propone el desarrollo de una herramienta que automatice el proceso para llegar a encontrar soluciones optimas vía simulación; tal herramienta podría basarse en la metodología propuesta.
REFERENCIAS
BANKS, J., CARSON, J., NELSON, B., and NICOL, D.Discrete-event system simulation. Prentice Hall.5a ed. 2009. 622 p.
BIANCHI, L., DORIGO, M., and GAMBARDELLA, M. Metaheuristics in Stochastic Combinatorial Optimization: a Survey [en línea].IDSIA reporte técnico, 2006. <http://www.idsia.ch/idsiareport/IDSIA-08-06.pdf> [Consulta 9 de septiembre 2013].
CARSON, J., and MARIA, A. Simulation optimization: Methods and applications. In: Proceedings of the Winter Simulation Conference (1997: Atlanta, Georgia, USA). [1997].
DENG, G. Simulation-Based optimization. Tesis Doctoral. USA: University of Wisconsin, 2007.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya

18
DUDEWICZ, E. J., and Dalal, S. Allocation of Observations in Ranking and Selection with Unequal Variances.Sankhya. The Indian Journal of Statistics, 1975, Series B 37, no.1, p. 28–78.
GUPTA, S. S. On Some Multiple Decision (Selection and Ranking) Rules. Technometrics, 1965, vol. 7, no.2, p. 225–245.
GUTJAH, W. Recent trends in metaheuristics for stochastic combinatorial optimization. Central European Journal of Computer Science, 2011, vol.1, p. 58-66.
HONG, L., and NELSON, B. A brief introduction to optimization via simulation. In: Proceedings of the 2009 Winter Simulation Conference (2009: Austin, Texas, USA). [2009].
HOOS, H., and SÜTZLE, T. Stochastic local search. Foundations and applications. Morgan Kaufmann Publishers Inc. San Francisco, CA, USA. 2004.
KIM, H., and NELSON, B. Selecting the best system: Theory and methods.Proceedings of the 2003 Winter Simulation Conference.New Orleans, Louisiana, USA. 2003.
NELSON, B., SWANN, J.,GOLDSMAN, D., and Song, W. Simple procedures for selecting the bestsimulated system when the number of alternatives is large. Operations Research, 2001, vol. 49, no.6, p. 950–963. 2001
YU W., LUANGKESORN L., and SHUMAN L. Best-subset selection procedure. In: Proceedings of the 2011 Winter SimulationConference. (2011: Phoenix, Arizona, USA) [ 2011]
revista Ingeniería Industrial-Año. 13 Nº1: 7-18, 2014 Aplicación del método de selección...Ochoa y Amaya
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío

19
1Ingeniero Industrial, Universidad Pontificia Bolivariana. Medellín. Colombia.2MSc en Estadística. PhD(C) en Ingeniería-Industria y organizaciones. Universidad Nacional de Colombia. Medellín. Colombia.
♦Autor para correspondencia: [email protected]
Recibido: 26.08.2013 Aceptado: 25.01.2014
COMPARACIÓN DE TÉCNICAS ESTADÍSTICAS DE PRONÓSTICO PARA LA DEMANDA DE ENERGÍA ELÉCTRICA
COMPARISONOFSTATISTICALFORECASTINGTECHNIQUESFORELECTRICAL ENERGY DEMAND
JoséFernandoTabaresMuñoz1,CarlosAndrésVelásquezGalvis1,MarisolValenciaCárdenas2,♦
RESUMEN
En este artículo se muestra una comparación de tres métodos para realizar pronóstico, aplicados sobre la demanda de energía eléctrica diaria de Colombia. La caracterización del comportamiento y pronóstico de la demanda energética diaria tiene gran importancia para las entidades reguladoras de la energía en Colombia. Cada vez son más las técnicas exploradas con el fin de mejorar los pronósticos de consumo de energía del país; por ello, en este trabajo se muestra una comparación de tres técnicas estadísticas aplicadas a su pronóstico, determinando las ventajas y desventajas de cada una, a partir de sus resultados y cuál es la más eficiente acorde con el indicador de error absoluto medio porcentual (MAPE). Entre los resultados se encuentran eficientes los modelos: econométrico y bayesiano utilizado, pero no muy acertado el modelo estimado SARIMA.
Palabras Clave: Demanda de Energía, series de tiempo, regresión Gaussiana bayesiana, Colombia, método MCMC.
ABSTRACT
This paper shows a comparison of three methods to do forecasts, applied to electric energy daily demand of Colombia. The characterization of the behavior and forecast of daily energy demand of the country is very important for energy regulators in Colombia. Increasingly explored techniques are created in order to improve forecasts of energy consumption in the country, so this work is a comparison of three statistical techniques applied to forecast it, determining the advantages and disadvantages of each of these from their results and the most efficient according to the indicator: mean absolute percentage error (MAPE). SARIMA techniques are found to be inadequate, whereas econometric and Bayesian method are efficient.
Keywords: Energy demand, time series, bayesian Gaussian regression, Colombia, MCMC method.
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
20
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
INTRODUCCIÓN
Existen diversas investigaciones sobre el comportamiento habitual de la energía en Colombia (Medina & Garcia, 2005; Gómez et al., 2011; Rueda et al., 2011); sin embargo, se han encontrado en algunas de ellas falencias como: la falta de acierto, falta de integración de variables exógenas, la falta de datos para estimar modelos, entre otras.
En Colombia, el Centro Nacional de Despacho (CND), departamento de XM Compañía de Expertos en Mercados S.A.E.S.P, filial de ISA, es el encargado de la operación y administración de todo el Sistema Interconectado Nacional de Colombia (SIN) (Gómez et al., 2011). Es decir, su tarea es planear, supervisar y controlar los recursos de generadores, transmisores, distribuidores y comercializadores de energía. El CND debe realizar un plan de maniobras para las empresas generadora, indicando la cantidad de potencia que deben producir diariamente; por este motivo, el pronóstico de demanda energética es uno de los suministros más importantes de este proceso. Por ello es realmente necesaria una predicción efectiva, garantizando calidad, seguridad y confiabilidad en el servicio de los usuarios. Al respecto, Rueda et al. (2010) expresan: “La predicción de la demanda es un problema de gran importancia para el sector eléctrico, ya que, a partir de sus resultados, los agentes del mercado de energía toman las decisiones más adecuadas para su labor”. Por su parte, Codensa S.A ESP, empresa distribuidora y comercializadora de energía eléctrica en Colombia, ha elaborado pronósticos basados en regresión lineal, suavización exponencial y media móvil (Gómez et al., 2011), comparándolos por medio del criterio el MAPE.
En la última década se han realizado investigaciones muy importantes con relación al pronóstico de energía en Colombia. Murillos et al. (2003) llevaron a cabo un proyecto cuya finalidad era predecir la demanda de energía eléctrica, con modelos ARIMA, basado en datos históricos que van desde el primero de enero hasta el 31 de diciembre de 2001, y el paquete estadístico SPSS.
Los modelos de pronóstico tradicionales han sido ampliamente usados para la toma de decisiones a nivel de producción, finanzas y la energía, como se ha mencionado; tal es el caso de los modelos ARIMA, desarrollados en los años 70 por George Box y Gwilym Jenkins (Box & Jenkins, 1976; Makridakis et al., 2011); estos modelos incorporan características del pasado de la misma serie, acorde con su autocorrelación.
La filial de ISA, XM utiliza los modelos ARIMA estacionales multiplicativos para efectuar pronósticos a corto plazo; por ello se incluirá el estudio de un modelo SARIMA para compararlo con otros dos. En este trabajo se efectuará una caracterización, análisis y comparación de los modelos: modelo SARIMA, modelo econométrico (Caridad y Ocerin, 1998; Montgomery et al., 2012), y una técnica bayesiana: regresión gaussiana con simulación Monte Carlo por Cadenas de Markov (MCMC) (Andrieu et al., 2003; Martin et al., 2013), que permitan luego de la estimación de pruebas, validación y la medición del indicador de error absoluto medio porcentual (MAPE) con datos de ajuste y de pronóstico para cada uno, y con estos dos determinar la mejor para efectuar la predicción de dicha demanda para el país.
Modelo ARIMA estacional multiplicativo
El modelo ARIMA estacional multiplicativo ARIMA(p,d,q)x(P,D,Q)s, (Box & Jenkins, 1976) se representa habitualmente en la forma:
(1)
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
21
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
INTRODUCCIÓN
Existen diversas investigaciones sobre el comportamiento habitual de la energía en Colombia (Medina & Garcia, 2005; Gómez et al., 2011; Rueda et al., 2011); sin embargo, se han encontrado en algunas de ellas falencias como: la falta de acierto, falta de integración de variables exógenas, la falta de datos para estimar modelos, entre otras.
En Colombia, el Centro Nacional de Despacho (CND), departamento de XM Compañía de Expertos en Mercados S.A.E.S.P, filial de ISA, es el encargado de la operación y administración de todo el Sistema Interconectado Nacional de Colombia (SIN) (Gómez et al., 2011). Es decir, su tarea es planear, supervisar y controlar los recursos de generadores, transmisores, distribuidores y comercializadores de energía. El CND debe realizar un plan de maniobras para las empresas generadora, indicando la cantidad de potencia que deben producir diariamente; por este motivo, el pronóstico de demanda energética es uno de los suministros más importantes de este proceso. Por ello es realmente necesaria una predicción efectiva, garantizando calidad, seguridad y confiabilidad en el servicio de los usuarios. Al respecto, Rueda et al. (2010) expresan: “La predicción de la demanda es un problema de gran importancia para el sector eléctrico, ya que, a partir de sus resultados, los agentes del mercado de energía toman las decisiones más adecuadas para su labor”. Por su parte, Codensa S.A ESP, empresa distribuidora y comercializadora de energía eléctrica en Colombia, ha elaborado pronósticos basados en regresión lineal, suavización exponencial y media móvil (Gómez et al., 2011), comparándolos por medio del criterio el MAPE.
En la última década se han realizado investigaciones muy importantes con relación al pronóstico de energía en Colombia. Murillos et al. (2003) llevaron a cabo un proyecto cuya finalidad era predecir la demanda de energía eléctrica, con modelos ARIMA, basado en datos históricos que van desde el primero de enero hasta el 31 de diciembre de 2001, y el paquete estadístico SPSS.
Los modelos de pronóstico tradicionales han sido ampliamente usados para la toma de decisiones a nivel de producción, finanzas y la energía, como se ha mencionado; tal es el caso de los modelos ARIMA, desarrollados en los años 70 por George Box y Gwilym Jenkins (Box & Jenkins, 1976; Makridakis et al., 2011); estos modelos incorporan características del pasado de la misma serie, acorde con su autocorrelación.
La filial de ISA, XM utiliza los modelos ARIMA estacionales multiplicativos para efectuar pronósticos a corto plazo; por ello se incluirá el estudio de un modelo SARIMA para compararlo con otros dos. En este trabajo se efectuará una caracterización, análisis y comparación de los modelos: modelo SARIMA, modelo econométrico (Caridad y Ocerin, 1998; Montgomery et al., 2012), y una técnica bayesiana: regresión gaussiana con simulación Monte Carlo por Cadenas de Markov (MCMC) (Andrieu et al., 2003; Martin et al., 2013), que permitan luego de la estimación de pruebas, validación y la medición del indicador de error absoluto medio porcentual (MAPE) con datos de ajuste y de pronóstico para cada uno, y con estos dos determinar la mejor para efectuar la predicción de dicha demanda para el país.
Modelo ARIMA estacional multiplicativo
El modelo ARIMA estacional multiplicativo ARIMA(p,d,q)x(P,D,Q)s, (Box & Jenkins, 1976) se representa habitualmente en la forma:
Siendo B el operador de retardos.
Modeloeconométrico
Según Caridad y Ocerin (1998), un modelo econométrico uniecuacional está formado por una ecuación, en la que la variable explicada o endógena depende de una o más variables explicativas (p.3). La estimación se realiza mediante el método de máxima verosimilitud, estudiado, entre otros, para los modelos de regresión comunes Montgomery et al. (2002).
La siguiente es una ecuación general del modelo:
(2)Dónde:
: es el efecto de la variable explicativa Xt sobre sobre la respuesta Yt.: es el efecto de la variable explicativa Yt-1(retardo de la endógena) sobre la respuesta Yt.
Los supuestos básicos de los modelos clásicos de series de tiempo se establecen sobre las perturbaciones εt,, que son variables aleatorias y que se supone tendrán: esperanza cero varianza constante, no autocorrelacionadas y con distribución normal (Jarque & Bera, 1987; Ljung, 1978).
La prueba de Ljung Box es la prueba usada para determinar incorrelación en los residuos, que son los valores numéricos obtenidos posterior a la estimación.
Proceso Bayesiano
Las técnicas bayesianas son muy aplicables a procesos de pronósticos, como el utilizado en este trabajo. La estadística bayesiana parte de supuestos que difieren sólo un poco con respecto a modelos clásicos (Barrera & Correa 2008; Gill, 2002; Martin et al., 2011), por ejemplo, consideran parámetros de distribuciones de probabilidad o coeficientes específicos de modelos como variables aleatoriasθ, sobre la que se dispone de una información a priori cuantificada en una distribución de probabilidad, cuya función de densidad, ξ(θ), se supone conocida, y, además, se dispone de información muestral, y1, y2, …, yn, tomada en la población y objeto de estudio, información que se resume en su función de verosimilitud L(y1, y2, …, yn| θ). Con el producto de la distribución de probabilidad a priori ξ(θ) y la función de verosimilitud y utilizando el teorema de bayes, es posible la estimación de la función a posteriori ξ(θІdatos), como se detalla a continuación.
La función densidad posterior del parámetro θ: ξ(θІdatos) es proporcional al producto entre la a priori ξ(θ) y la verosimilitud f(datosІθ) .
Finalmente, el denominador será siempre un número constante que no dependerá del parámetro; por tanto, el teorema queda como sigue:
(3)
(4)
Lo cual constituye una distribución a posteriori de la variable aleatoria θ, a partir de la cual se realizan inferencias.
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,

22
En muchas ocasiones esta distribución final tiene formas que a menudo son complejas o imposibles de resolver analíticamente; por ello se recurre a procesos de muestreo de la variable aleatoria θ, así como para la distribución usada para hacer inferencia predictiva bayesiana.
En este trabajo se usará la distribución a priori normal para los parámetros de un modelo de regresión gaussiana bayesiana, y la gamma inversa para las perturbaciones aleatorias.
MonteCarloporCadenasdeMarkov(MCMC)
La simulación de Montecarlo realiza una elección aleatoria de muestras para reducir un problema combinatorio complejo a uno más simple (Andrieu et al., 2003). Dicha simulación genera valores independientes, tomando como base una distribución de probabilidad deseada. Por otro lado, las cadenas de Markov postulan que los estados anteriores son irrelevantes para la predicción de los estados siguientes, con conocimiento del estado actual, pero existe dependencia entre los valores simulados consecutivamente. Monte Carlo por Cadenas de Markov (MCMC) consiste en generar un muestreo a partir de distribuciones de probabilidad basadas en la construcción de cadenas de Markov, donde cada valor simulado tiene dependencia con el dato anterior, llegando a una convergencia a la distribución deseada (Gill, 2002). Después de una larga cantidad de corridas, estos resultados constituyen una muestra incorrelacionada de la distribución deseada. En algunas ocasiones, la generación de variables aleatorias bajo una distribución de probabilidad compleja, se hace muy difícil; para ello, se recurre a algoritmos de apoyo basados en MCMC, como el de Gibbs o el de Metropolis Hastings (Geyer & Thompson, 1995; Gill, 2002), cuya eficacia en la simulación puede apoyarse en la elaboración de pruebas específicas.
Muestreador de Gibbs
El muestreador Gibbs es un algoritmo iterativo de Monte Carlo por Cadenas de Markov, diseñado para extraer muestras de los parámetros bajo la distribución a posteriori de cada uno, a partir de una cadena estocástica. Este algoritmo es flexible y confiable para generar cadenas de valores. Este es un kernel de transición (Gill, 2002), creado por una serie de distribuciones condicionales en un esquema Markoviano. Si la distribución límite de interés es f(b), donde b es un vector k dimensional de coeficientes a estimar, entonces el objetivo es producir una cadena de Markov que genere ciclos alrededor de estas condicionales y que converja a dicha distribución.
RegresióngaussianabayesianaporCadenasdeMarkov
El modelo general de regresión gaussiana bayesiana toma la siguiente forma (Martin et al. 2011):
Para realizar el modelo específico para este trabajo, el programa R cuenta con un paquete: MCMCPack, que con la función MCMC regress estima los parámetros, aplicando el muestreador de Gibbs, bajo las siguientes distribuciones:
• Distribución a priori Normal para los betas (coeficientes del modelo de regresión).• Distribución normal para los datos.• Distribución a priori Gamma inversa para la varianza del error condicional.
• Distribución Normal para las perturbaciones εt
(5)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
23
MATERIALES Y MÉTODOS
El proceso partió del análisis exploratorio de la serie de tiempo descrita como un conjunto de datos históricos de la demanda energética diaria en Colombia, desde el 15 de diciembre de 2010 hasta el 31 de diciembre de 2012, facilitados por el departamento encargado de pronósticos de demanda de energía en XM filial de ISA, información de carácter público. Se compararon tres modelos para determinar el mejor: modelo SARIMA, modelo econométrico con variables exógenas, modelo de regresión gaussiana bayesiana.
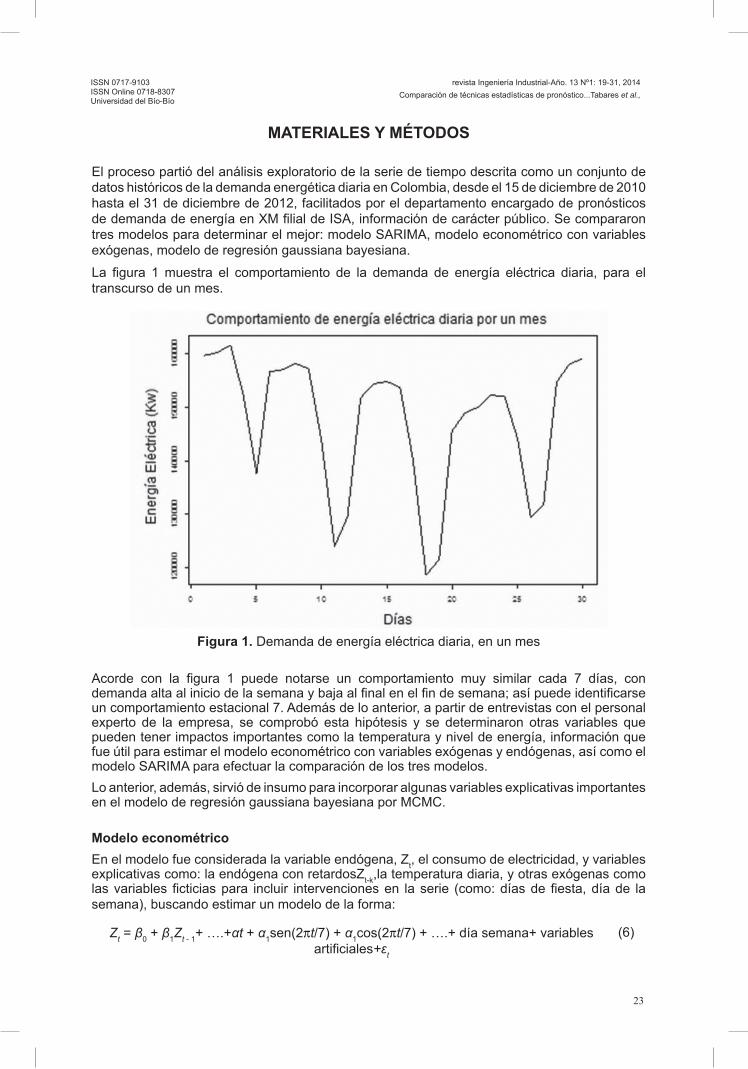
La figura 1 muestra el comportamiento de la demanda de energía eléctrica diaria, para el transcurso de un mes.
Figura 1. Demanda de energía eléctrica diaria, en un mes
Acorde con la figura 1 puede notarse un comportamiento muy similar cada 7 días, con demanda alta al inicio de la semana y baja al final en el fin de semana; así puede identificarse un comportamiento estacional 7. Además de lo anterior, a partir de entrevistas con el personal experto de la empresa, se comprobó esta hipótesis y se determinaron otras variables que pueden tener impactos importantes como la temperatura y nivel de energía, información que fue útil para estimar el modelo econométrico con variables exógenas y endógenas, así como el modelo SARIMA para efectuar la comparación de los tres modelos. Lo anterior, además, sirvió de insumo para incorporar algunas variables explicativas importantes en el modelo de regresión gaussiana bayesiana por MCMC.
ModeloeconométricoEn el modelo fue considerada la variable endógena, Zt, el consumo de electricidad, y variables explicativas como: la endógena con retardosZt-k,la temperatura diaria, y otras exógenas como las variables ficticias para incluir intervenciones en la serie (como: días de fiesta, día de la semana), buscando estimar un modelo de la forma:
(6)Zt = β0 + β1Zt - 1+ ….+αt + α1sen(2pt/7) + α1cos(2pt/7) + ….+ día semana+ variables artificiales+εt
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
24
En el proceso se exploraron otros, agregando o eliminando variables si éstas fuesen significativas o no al nivel del 5%.
ModelodeRegresiónGaussianaBayesianaporCadenasdeMarkov
El modelo general de regresión gaussiana bayesiana usado fue:
Zt = β0 + β1Zt - 1+ ….+αt + ….+ día semana+εt
Donde: Ztes la demanda de energía eléctrica Zt -1 es la variable con retardo de la demanda de energía eléctricat es la tendencia temporalDía de la semana: son variables indicadoras (0/1) acorde con el día, para que se agreguen a la constante β0 para el día respectivo.
Las estadísticas que fueron usadas para la estimación de cada coeficiente corresponden al valor medio del muestreo MCMC realizado.
CriteriodeevaluaciónfinaldelosmodelosEn este análisis de los modelos se usaron pruebas de hipótesis para analizar la significancia de los parámetros de los modelos clásicos, basados en los supuestos de normalidad, pruebas para determinar el cumplimiento de los supuestos en los residuales. Estas no fueron las mismas para los procesos bayesianos, en los que fue necesario determinar si la simulación generó muestras independientes, como se espera. Pero sí se estimó otro indicador como el criterio de elección final del mejor modelo.
Se midió entonces el indicador MAPE (ecuación (8), de dos tipos: de ajuste, con datos usados para estimación y de pronóstico; con datos no usados para estimar, ya que, debido a que el objetivo final era encontrar un modelo con adecuada capacidad para pronosticar, se consideró un adecuado indicador de capacidad de acierto en los modelos y, por tanto, el criterio final de elección. El MAPE fue calculado de la siguiente manera:
Donde:=Valor pronosticado de energía eléctrica en el periodo t=Valor real de energía eléctrica en el periodo t
Siendo N el total de datos final para el ajuste, sean N-k acorde a los retardos o para los pronósticos, los que se dejaron para pronosticar.
RESULTADOS
Se presentan aquí las estimaciones de los modelos estadísticos usados, con la respectiva caracterización del consumo energético diario de Colombia, usando las pruebas de validación y criterios de comparación necesarios para un adecuado análisis y elección del que permite optimizar de manera más integral, el pronóstico al mostrar menor nivel de error absoluto relativo.
(8)
(7)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
25
En el proceso se exploraron otros, agregando o eliminando variables si éstas fuesen significativas o no al nivel del 5%.
ModelodeRegresiónGaussianaBayesianaporCadenasdeMarkov
El modelo general de regresión gaussiana bayesiana usado fue:
Zt = β0 + β1Zt - 1+ ….+αt + ….+ día semana+εt
Donde: Ztes la demanda de energía eléctrica Zt -1 es la variable con retardo de la demanda de energía eléctricat es la tendencia temporalDía de la semana: son variables indicadoras (0/1) acorde con el día, para que se agreguen a la constante β0 para el día respectivo.
Las estadísticas que fueron usadas para la estimación de cada coeficiente corresponden al valor medio del muestreo MCMC realizado.
CriteriodeevaluaciónfinaldelosmodelosEn este análisis de los modelos se usaron pruebas de hipótesis para analizar la significancia de los parámetros de los modelos clásicos, basados en los supuestos de normalidad, pruebas para determinar el cumplimiento de los supuestos en los residuales. Estas no fueron las mismas para los procesos bayesianos, en los que fue necesario determinar si la simulación generó muestras independientes, como se espera. Pero sí se estimó otro indicador como el criterio de elección final del mejor modelo.
Se midió entonces el indicador MAPE (ecuación (8), de dos tipos: de ajuste, con datos usados para estimación y de pronóstico; con datos no usados para estimar, ya que, debido a que el objetivo final era encontrar un modelo con adecuada capacidad para pronosticar, se consideró un adecuado indicador de capacidad de acierto en los modelos y, por tanto, el criterio final de elección. El MAPE fue calculado de la siguiente manera:
Donde:=Valor pronosticado de energía eléctrica en el periodo t=Valor real de energía eléctrica en el periodo t
Siendo N el total de datos final para el ajuste, sean N-k acorde a los retardos o para los pronósticos, los que se dejaron para pronosticar.
RESULTADOS
Se presentan aquí las estimaciones de los modelos estadísticos usados, con la respectiva caracterización del consumo energético diario de Colombia, usando las pruebas de validación y criterios de comparación necesarios para un adecuado análisis y elección del que permite optimizar de manera más integral, el pronóstico al mostrar menor nivel de error absoluto relativo.
Modelo SARIMA
Al analizar los valores de autocorrelación de la serie de consumo energético, se detectó una estacionalidad de orden s=7 muy evidente, ya que en los períodos 7 y 14 tomó valores muy altos (0,7639 y 0,7070 respectivamente). Asímismo, la autocorrelación de orden 1 es muy alta (0,4527). Esto indica que los retardos más evidentes que tienen efectos sobre la serie son Zt-1, Zt-7 y Zt-14. Además de estas evidencias, se usó el método automático de R para detectar de mejor forma los parámetros indicados para el modelo. Se probará qué tan adecuado puede ser el análisis con este modelo; posteriormente se introducen cambios usando el modelo econométrico.
Luego de estimar varios modelos, se obtuvo que el ARIMA (1,1,1)X(2,0,1) fue el de menor valor de MAPE.
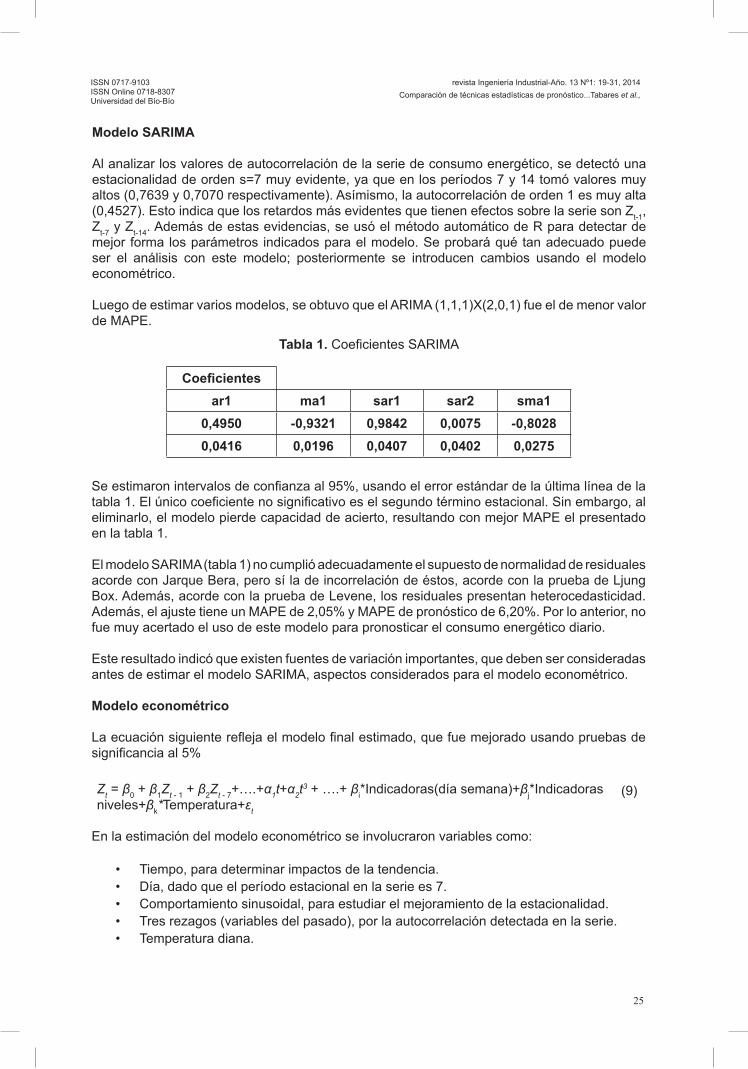
Tabla 1. Coeficientes SARIMA
Se estimaron intervalos de confianza al 95%, usando el error estándar de la última línea de la tabla 1. El único coeficiente no significativo es el segundo término estacional. Sin embargo, al eliminarlo, el modelo pierde capacidad de acierto, resultando con mejor MAPE el presentado en la tabla 1.
El modelo SARIMA (tabla 1) no cumplió adecuadamente el supuesto de normalidad de residuales acorde con Jarque Bera, pero sí la de incorrelación de éstos, acorde con la prueba de Ljung Box. Además, acorde con la prueba de Levene, los residuales presentan heterocedasticidad. Además, el ajuste tiene un MAPE de 2,05% y MAPE de pronóstico de 6,20%. Por lo anterior, no fue muy acertado el uso de este modelo para pronosticar el consumo energético diario.
Este resultado indicó que existen fuentes de variación importantes, que deben ser consideradas antes de estimar el modelo SARIMA, aspectos considerados para el modelo econométrico.
Modeloeconométrico
La ecuación siguiente refleja el modelo final estimado, que fue mejorado usando pruebas de significancia al 5%
Zt = β0 + β1Zt - 1 + β2Zt - 7+….+α1t+α2t3 + ….+ βi*Indicadoras(día semana)+βj*Indicadoras
niveles+βk*Temperatura+εt En la estimación del modelo econométrico se involucraron variables como:
• Tiempo, para determinar impactos de la tendencia.• Día, dado que el período estacional en la serie es 7.• Comportamiento sinusoidal, para estudiar el mejoramiento de la estacionalidad.• Tres rezagos (variables del pasado), por la autocorrelación detectada en la serie.• Temperatura diana.
Coeficientesar1 ma1 sar1 sar2 sma1
0,4950 -0,9321 0,9842 0,0075 -0,80280,0416 0,0196 0,0407 0,0402 0,0275
(9)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
26
Las variables artificiales exploradas fueron:
En la variable “Nivel”, se catalogó la demanda en 4 intervalos (1, 2, 3, 4) de menor a 1. mayor respectivamente. Estos intervalos tienen un rango de más o menos 14000 MWh cada uno.
En la variable Nivel 2 se catalogaron las fechas especiales, que son: 24, 25 y 31 de 2. diciembre. Esto se hizo con el fin de que el modelo identificara los picos de la demanda energética Colombiana.En Nivel 3 se identificaron los picos más bajos de los datos; generalmente lo representó 3. el día domingo.
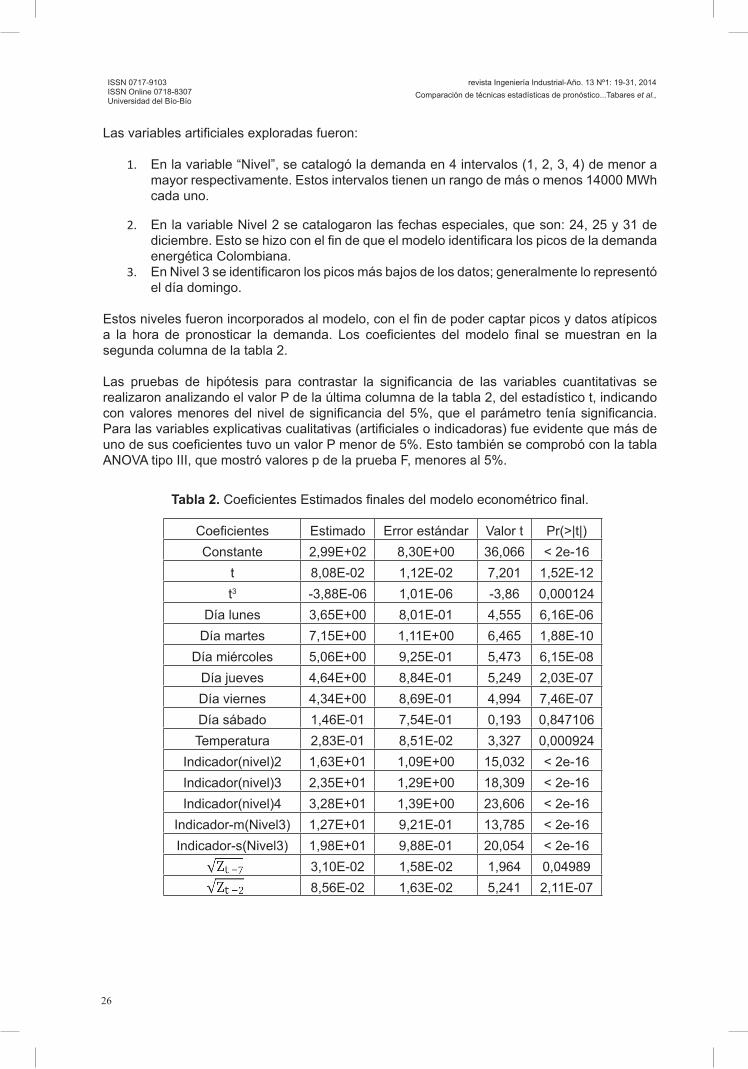
Estos niveles fueron incorporados al modelo, con el fin de poder captar picos y datos atípicos a la hora de pronosticar la demanda. Los coeficientes del modelo final se muestran en la segunda columna de la tabla 2.
Las pruebas de hipótesis para contrastar la significancia de las variables cuantitativas se realizaron analizando el valor P de la última columna de la tabla 2, del estadístico t, indicando con valores menores del nivel de significancia del 5%, que el parámetro tenía significancia. Para las variables explicativas cualitativas (artificiales o indicadoras) fue evidente que más de uno de sus coeficientes tuvo un valor P menor de 5%. Esto también se comprobó con la tabla ANOVA tipo III, que mostró valores p de la prueba F, menores al 5%.
Tabla 2. Coeficientes Estimados finales del modelo econométrico final.
Coeficientes Estimado Error estándar Valor t Pr(>|t|)Constante 2,99E+02 8,30E+00 36,066 < 2e-16
t 8,08E-02 1,12E-02 7,201 1,52E-12t3 -3,88E-06 1,01E-06 -3,86 0,000124
Día lunes 3,65E+00 8,01E-01 4,555 6,16E-06Día martes 7,15E+00 1,11E+00 6,465 1,88E-10
Día miércoles 5,06E+00 9,25E-01 5,473 6,15E-08Día jueves 4,64E+00 8,84E-01 5,249 2,03E-07Día viernes 4,34E+00 8,69E-01 4,994 7,46E-07Día sábado 1,46E-01 7,54E-01 0,193 0,847106Temperatura 2,83E-01 8,51E-02 3,327 0,000924
Indicador(nivel)2 1,63E+01 1,09E+00 15,032 < 2e-16Indicador(nivel)3 2,35E+01 1,29E+00 18,309 < 2e-16Indicador(nivel)4 3,28E+01 1,39E+00 23,606 < 2e-16
Indicador-m(Nivel3) 1,27E+01 9,21E-01 13,785 < 2e-16Indicador-s(Nivel3) 1,98E+01 9,88E-01 20,054 < 2e-16
3,10E-02 1,58E-02 1,964 0,049898,56E-02 1,63E-02 5,241 2,11E-07
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
27
Las variables que tienen la palabra indicador, toman valor 0 ó 1; esto lleva a que los coeficientes estimados sean desviaciones con respecto al consumo energético de los domingos, pues se suman al intercepto.
Sin embargo, los residuos de este modelo no resultaron ser incorrelacionados; por ello fue necesario realizar una corrección. Este proceso fue realizado al modelar los residuales con un modelo SARIMA y, posteriormente, su estimación se unificó al modelo econométrico estimado para la respuesta Yt.
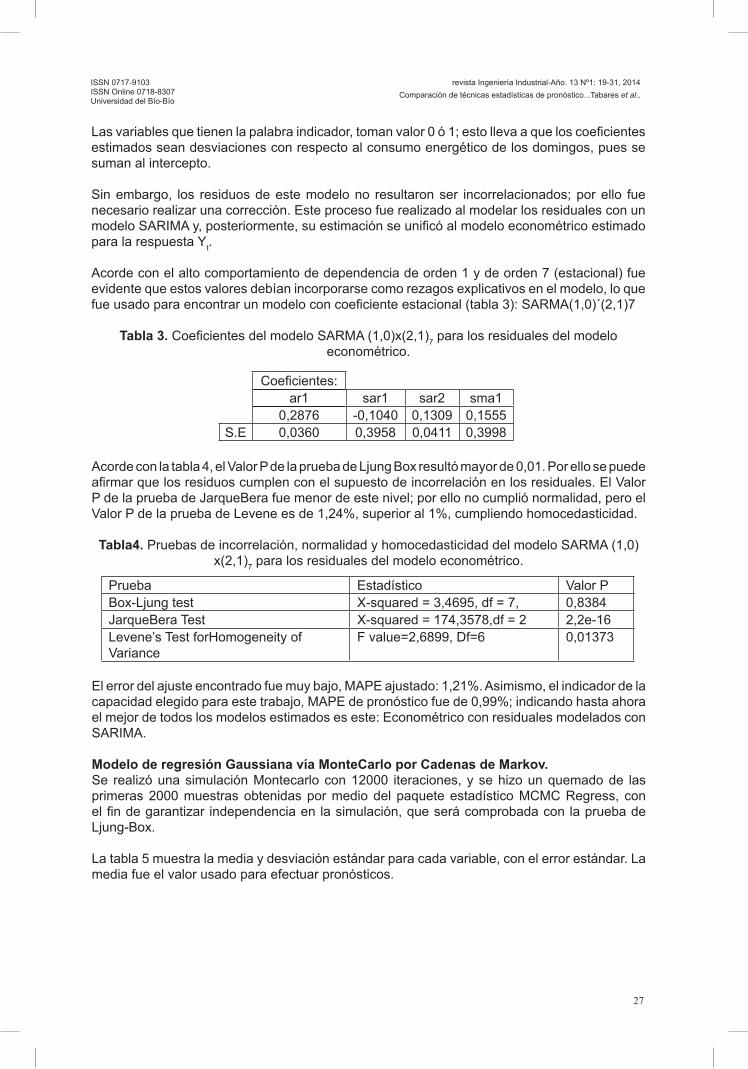
Acorde con el alto comportamiento de dependencia de orden 1 y de orden 7 (estacional) fue evidente que estos valores debían incorporarse como rezagos explicativos en el modelo, lo que fue usado para encontrar un modelo con coeficiente estacional (tabla 3): SARMA(1,0)´(2,1)7
Tabla 3. Coeficientes del modelo SARMA (1,0)x(2,1)7 para los residuales del modelo econométrico.
Coeficientes:ar1 sar1 sar2 sma1
0,2876 -0,1040 0,1309 0,1555S.E 0,0360 0,3958 0,0411 0,3998
Acorde con la tabla 4, el Valor P de la prueba de Ljung Box resultó mayor de 0,01. Por ello se puede afirmar que los residuos cumplen con el supuesto de incorrelación en los residuales. El Valor P de la prueba de JarqueBera fue menor de este nivel; por ello no cumplió normalidad, pero el Valor P de la prueba de Levene es de 1,24%, superior al 1%, cumpliendo homocedasticidad.
Tabla4. Pruebas de incorrelación, normalidad y homocedasticidad del modelo SARMA (1,0)x(2,1)7 para los residuales del modelo econométrico.
El error del ajuste encontrado fue muy bajo, MAPE ajustado: 1,21%. Asimismo, el indicador de la capacidad elegido para este trabajo, MAPE de pronóstico fue de 0,99%; indicando hasta ahora el mejor de todos los modelos estimados es este: Econométrico con residuales modelados con SARIMA.
ModeloderegresiónGaussianavíaMonteCarloporCadenasdeMarkov.Se realizó una simulación Montecarlo con 12000 iteraciones, y se hizo un quemado de las primeras 2000 muestras obtenidas por medio del paquete estadístico MCMC Regress, con el fin de garantizar independencia en la simulación, que será comprobada con la prueba de Ljung-Box.
La tabla 5 muestra la media y desviación estándar para cada variable, con el error estándar. La media fue el valor usado para efectuar pronósticos.
Prueba Estadístico Valor PBox-Ljung test X-squared = 3,4695, df = 7, 0,8384JarqueBera Test X-squared = 174,3578,df = 2 2,2e-16Levene’s Test forHomogeneity of Variance
F value=2,6899, Df=6 0,01373
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
28
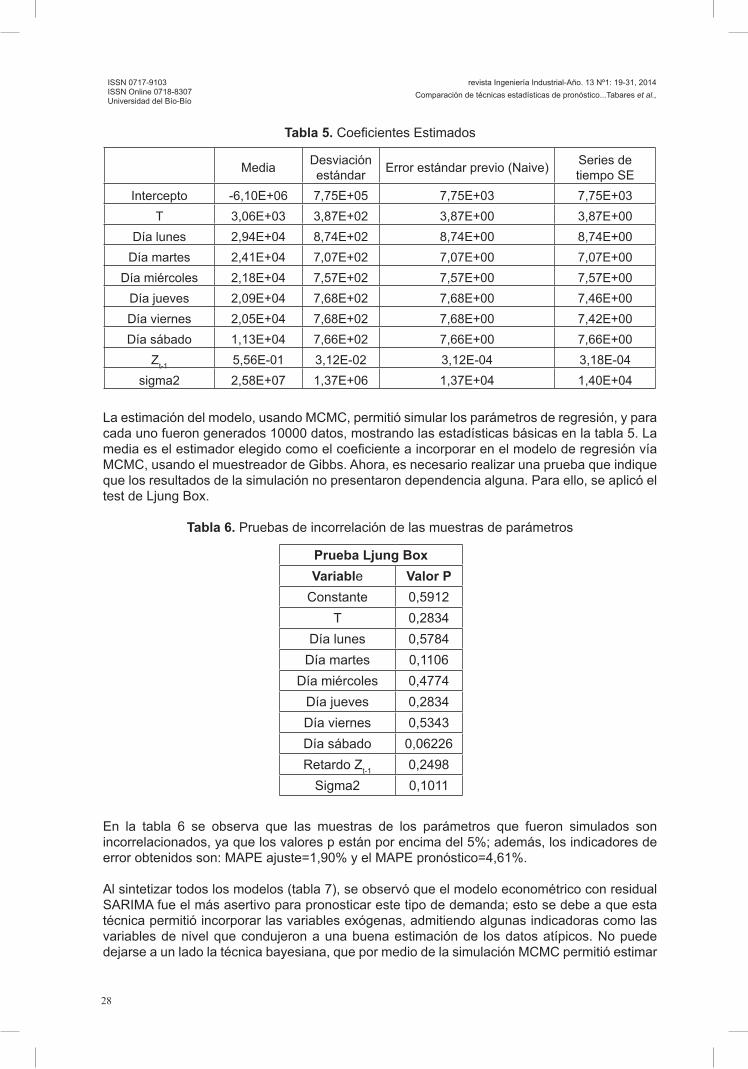
Tabla 5. Coeficientes Estimados
La estimación del modelo, usando MCMC, permitió simular los parámetros de regresión, y para cada uno fueron generados 10000 datos, mostrando las estadísticas básicas en la tabla 5. La media es el estimador elegido como el coeficiente a incorporar en el modelo de regresión vía MCMC, usando el muestreador de Gibbs. Ahora, es necesario realizar una prueba que indique que los resultados de la simulación no presentaron dependencia alguna. Para ello, se aplicó el test de Ljung Box.
Tabla 6. Pruebas de incorrelación de las muestras de parámetros
Media Desviación estándar Error estándar previo (Naive) Series de
tiempo SEIntercepto -6,10E+06 7,75E+05 7,75E+03 7,75E+03
T 3,06E+03 3,87E+02 3,87E+00 3,87E+00Día lunes 2,94E+04 8,74E+02 8,74E+00 8,74E+00
Día martes 2,41E+04 7,07E+02 7,07E+00 7,07E+00Día miércoles 2,18E+04 7,57E+02 7,57E+00 7,57E+00
Día jueves 2,09E+04 7,68E+02 7,68E+00 7,46E+00Día viernes 2,05E+04 7,68E+02 7,68E+00 7,42E+00Día sábado 1,13E+04 7,66E+02 7,66E+00 7,66E+00
Zt-1 5,56E-01 3,12E-02 3,12E-04 3,18E-04sigma2 2,58E+07 1,37E+06 1,37E+04 1,40E+04
PruebaLjungBoxVariable ValorP
Constante 0,5912T 0,2834
Día lunes 0,5784Día martes 0,1106
Día miércoles 0,4774Día jueves 0,2834Día viernes 0,5343Día sábado 0,06226Retardo Zt-1 0,2498
Sigma2 0,1011
En la tabla 6 se observa que las muestras de los parámetros que fueron simulados son incorrelacionados, ya que los valores p están por encima del 5%; además, los indicadores de error obtenidos son: MAPE ajuste=1,90% y el MAPE pronóstico=4,61%.
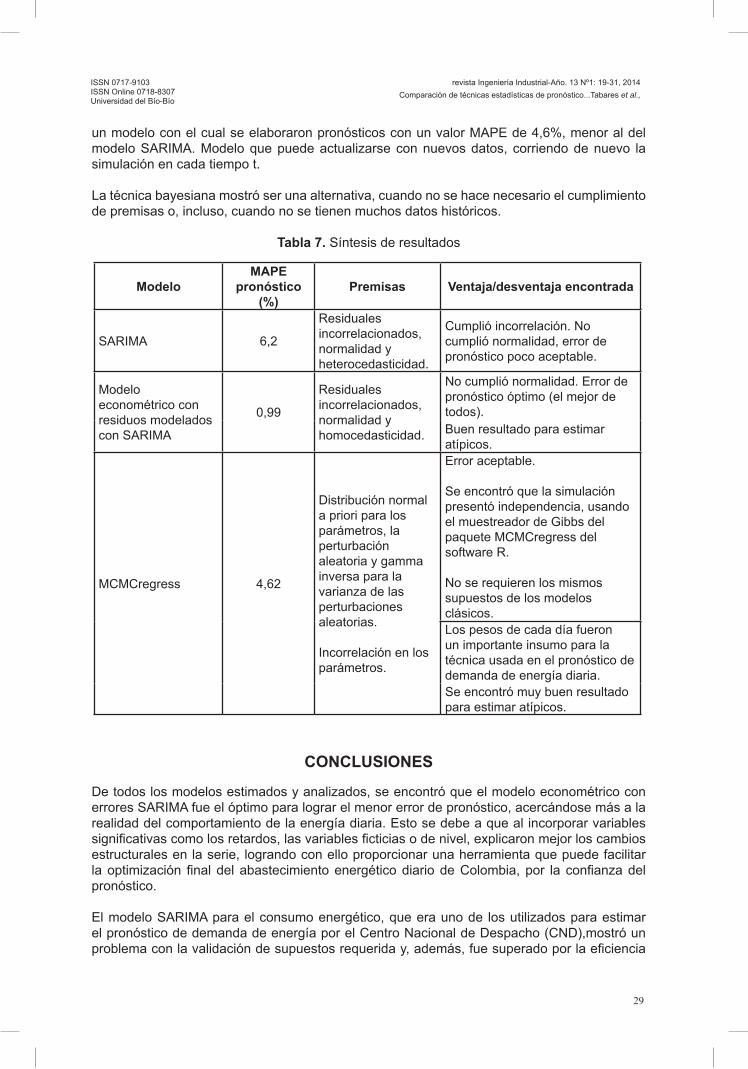
Al sintetizar todos los modelos (tabla 7), se observó que el modelo econométrico con residual SARIMA fue el más asertivo para pronosticar este tipo de demanda; esto se debe a que esta técnica permitió incorporar las variables exógenas, admitiendo algunas indicadoras como las variables de nivel que condujeron a una buena estimación de los datos atípicos. No puede dejarse a un lado la técnica bayesiana, que por medio de la simulación MCMC permitió estimar
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
29
un modelo con el cual se elaboraron pronósticos con un valor MAPE de 4,6%, menor al del modelo SARIMA. Modelo que puede actualizarse con nuevos datos, corriendo de nuevo la simulación en cada tiempo t.
La técnica bayesiana mostró ser una alternativa, cuando no se hace necesario el cumplimiento de premisas o, incluso, cuando no se tienen muchos datos históricos.
Tabla 7. Síntesis de resultados
CONCLUSIONES
De todos los modelos estimados y analizados, se encontró que el modelo econométrico con errores SARIMA fue el óptimo para lograr el menor error de pronóstico, acercándose más a la realidad del comportamiento de la energía diaria. Esto se debe a que al incorporar variables significativas como los retardos, las variables ficticias o de nivel, explicaron mejor los cambios estructurales en la serie, logrando con ello proporcionar una herramienta que puede facilitar la optimización final del abastecimiento energético diario de Colombia, por la confianza del pronóstico.
El modelo SARIMA para el consumo energético, que era uno de los utilizados para estimar el pronóstico de demanda de energía por el Centro Nacional de Despacho (CND),mostró un problema con la validación de supuestos requerida y, además, fue superado por la eficiencia
ModeloMAPE
pronóstico (%)
Premisas Ventaja/desventajaencontrada
SARIMA 6,2
Residuales incorrelacionados, normalidad y heterocedasticidad.
Cumplió incorrelación. No cumplió normalidad, error de pronóstico poco aceptable.
Modelo econométrico con residuos modelados con SARIMA
0,99
Residuales incorrelacionados, normalidad y homocedasticidad.
No cumplió normalidad. Error de pronóstico óptimo (el mejor de todos).Buen resultado para estimar atípicos.
MCMCregress 4,62
Distribución normal a priori para los parámetros, la perturbación aleatoria y gamma inversa para la varianza de las perturbaciones aleatorias.
Incorrelación en los parámetros.
Error aceptable.
Se encontró que la simulación presentó independencia, usando el muestreador de Gibbs del paquete MCMCregress del software R.
No se requieren los mismos supuestos de los modelos clásicos.Los pesos de cada día fueron un importante insumo para la técnica usada en el pronóstico de demanda de energía diaria.Se encontró muy buen resultado para estimar atípicos.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
30
del modelo econométrico, lo cual sugiere replantearlo, con la herramienta proporcionada en este trabajo.
Una gran ventaja del método de regresión bayesiana gaussiana por MCMC, es que no requiere un cumplimiento de los mismos supuestos de un modelo clásico, y facilita la actualización de datos nuevos con la simulación para cada tiempo t+1 que desee pronosticarse. En este trabajo, el método simuló los parámetros de un modelo de regresión, llegando a generarlos sin dependencia temporal. Se mostró, además, una eficiencia en el pronóstico aceptable, brindando una alternativa cuando existen pocos datos y modelos difíciles de ajustar.
Recomendaciones
Las alternativas de pronósticos en la industria no siempre son fácilmente aplicables. Este trabajo puede extenderse al pronóstico de demanda energética de regiones específicas del país, incluso aquellas que apenas inician con la distribución energética controlada por ISA.
Sobre los modelos bayesianos, aún quedan otros por explorar, donde se consideren otras distribuciones a priori o procesos que incorporen las no informativas, extendiendo una posibilidad de aumentar la investigación en un campo de alta necesidad y cuidado para la regulación económica: la demanda de energía eléctrica.
REFERENCIAS
ANDRIEU, Christophe., et al. An Introduction to MCMC for machine learning. Machine learning [en línea], 2003, vol. 50, p. 5–43. [citado Octubre, 2013]. Disponible en internet: http://link.springer.com/article/10.1023/A:1020281327116
BARRERA, Carlos Javier., and CORREA, Juan Carlos. Distribución predictiva bayesiana para modelos de pruebas de vida vía MCMC. Revista Colombiana de Estadística. 2008. vol. 31, no 2, p. 145–155.
BOX, George., and JENKINS, Gwilym. Time Series Analysis: Forecasting and Control.San Francisco: Holden-Day.1976
CARIDAD Y OCERIN, José M. Econometria: Modelos Econométricos y series temporales .Ed. Reverté S.A.1998.
GEYER, Charles., and THOMPSON, Elizabeth. Annealing Markov Chain Monte Carlo withapplications to ancestral inference. Journal of the American Statistical Association [En línea].1995, vol. 90, no. 431, p. 909–920. [citado octubre, 2013]. [en linea] <http://amstat.tandfonline.com/doi/full/10.1080/01621459.1995.10476590>
GILL, Jeff. Bayesian Methods-A social and Behavioral Sciences Approach. 2002. 459 p.
GÓMEZ, Gonzalo., CARREÑO, Juan Carlos., and ZAMBRANO, Juan. Herramienta de software para el pronóstico de demanda horaria de potencia eléctrica en el sistema eléctrico de Codensa S.A. ESP. Tecnura. 2011, vol. 15, no. 28, p. 7-22.
JARQUE, Carlos.,and BERA, AK. Test for Normality of Observations and Regression Residuals. International Statistical, 1987, p.163-172.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,
31
LJUNG, Box. On a Measure of a Lack of Fit in Time Series Models. Biometrika, 1978. p. 297-303.
MAKRIDAKIS, Spyros., HIBON, Michel., and MOSER, Claus. Accuracy of Forecasting : An Empirical Investigation of Forecasting : An Empirical Accuracy Investigation. Journal of the Royal Statistical Society, 2011. vol.142, no. 2, p.97–145.
MARTIN, Andrew., QUINN, Kevin., and PARK, Jong Hee. MCMC pack: Markov Chain Monte Carlo in R. En: Journal of Statistical Software, [en línea] 2011. vol. 42, no 9, p. 1–21. [citado 2013]. [en linea] < https://www.law.berkeley.edu/files/jstatsoftMCMCpack.pdf>
MEDINA, Santiago.,andGARCIA, Josefina. Predicción de demanda de energía en Colombia mediante un sistema de inferencia difuso neurona. 2005. ISSN 0120-9833, p. 15-24.
MONTGOMERY, Douglas., PECK, Elizabeth., and VINNING, Geoffry. Introduction to Linear Regression Analysis. John Wiley and Sons. 2012. 5th Ed.
MURILLOS, Joaquín., TREJOS, Alvaro., and CARVAJAL, Patricia. Estudio del pronóstico de la demanda de energia electrica, utilizando modelos de series de tiempo. Scientia et Technica, 2003, vol. 23, p. 37-40.
RUEDA, Viviana, VELÁSQUEZ, Juan David. and FRANCO, Carlos Jaime. Avances recientes en la predicción de la demanda de electricidad usando modelos no lineales. DYNA, 2011. vol. 78, no. 167, p. 36–43.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 19-31, 2014 Comparación de técnicas estadísticas de pronóstico...Tabares et al.,

32

33
1Facultad de Ciencias e Ingeniería, Universidad de Boyacá, Tunja, Colombia. Autor Corresponsal [email protected] de Ciencias e Ingeniería, Universidad de Boyacá, Tunja, Colombia. [email protected]
♦Autor Correspondencia: [email protected]
Recibido: 13.09.2013 Aceptado: 10.02.2014
LOGÍSTICAINVERSAUSANDOSIMULACIONENLARECOLECCIÓNDEENVASESDEPLAGUICIDAS:ESTADO
DEL ARTE
REVERSELOGISTICSUSINGSIMULATIONINTHECOLLECTIONOFPESTICIDECONTAINERS:REVIEW
Eduin Dionisio Contreras Castañeda1,♦,JuliánDavidSilvaRodríguez2
RESUMEN
Este artículo tiene como objetivo presentar una visión sobre las investigaciones que se han adelantado en los diferentes aspectos y aplicaciones de la Logística Inversa (LI), y aquellas herramientas y nuevos campos del conocimiento donde se puede aplicar LI. La revisión se llevó a cabo bajo tres temas de estudio: LI en empresas, Simulación de LI y Procesos de Recolección, Tratamiento y Disposición de Envases de Plaguicidas, este último viéndolo desde un concepto de recuperación o reciclaje de producto fuera de uso. La revisión se realiza a través del análisis de contenido de bibliografía publicada. Se hizo uso de varias bases de datos para la búsqueda de artículos de investigación relacionados con los temas bajo estudio, los cuales fueron clasificados de acuerdo al tema tratado. En la revisión bibliográfica se puede evidenciar que el 50% de la bibliografía consultada corresponde a LI aplicada o desarrollada en empresas, por medio de estudios tanto cualitativos como cuantitativos. Además, el 32% de los artículos revisados se enfoca en la simulación de LI, pero en la mayoría de casos no se utiliza como herramienta principal de investigación, sino como una herramienta de verificación y validación de la misma. Finalmente, las investigaciones actuales en cuanto a tratamiento y disposición de envases de plaguicidas carecen de los conceptos de LI como proceso.
Palabras clave: Logística Inversa, simulación, envases de plaguicidas.
ABSTRACT
This article has as an objective to present a vision about the research made in the different aspects and applications of the inverse logistics (LI) and the tools and new fields in which the LI knowledge may be applied. The review was conducted under three areas of study: Reverse Logistics (RL) in companies, RL and Process Simulation, Collection, Treatment and Disposal of Pesticide Containers, the latter seeing it from a concept of recovery or recycling products out of use. The review is done through content analysis of published literature. Use was made of multiple databases to search for research articles related to the topics under study, which were classified according to the subject. In the literature review, it can be demonstrated that 50% of the consulted bibliography corresponds to the LI applied or developed in companies, through studies either
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
34
qualitative and quantitative. Furthermore, 32% of the reviewed articles the focus of the research is based on the simulation of LI, but in most cases it is not used as a main tool in the research, but as a tool of verification and validation of it. Finally, the current research about treatment and final disposal of pesticides lack of the concepts of LI as a process.
Keywords: Reverse Logistics, simulation, pesticide containers.
INTRODUCCIÓN
En la actualidad, las empresas se han venido incentivando en diseñar e implementar sistemas de Logística Inversa (LI) (Diabat et al., 2013a); según Gallo et al. (2010) las principales razones por las cuales las empresas realizan LI son: beneficios económicos, presiones legales y la creciente cultura ciudadana respecto al tema de devolución de productos, razones que coinciden con lo expuesto por Rogers & Tibben-Lembke (1999) y Alvarez-Gil et al. (2007),quienes afirman que al practicar LI se obtiene enormes beneficios económicos para la empresa.Muchos autores han realizado sus investigaciones con el fin de lograr una definición de LI, Stock (1992) define LI como el papel de la logística en la devolución de productos, el reciclaje, la sustitución de materiales, reutilización de materiales, eliminación de residuos, así como la renovación, reparación y refabricación. La definición más utilizada de LI es la propuesta por Rogers (2007) en el Reverse Logistics Executive Council, la cual es definida como “El proceso de planificación, ejecución y control eficiente y rentable del flujo de materias primas, inventario en proceso, productos terminados e información relacionada desde el punto de consumo hasta el punto de origen, con el fin de recuperar valor o realizar una correcta eliminación”. Fleischmann et al. (1997) clasificaron tres dimensiones de la logística inversa: la red de distribución inversa, sistemas de control de inventario con los flujos de retorno, y la planificación de la producción con la reutilización de piezas y materiales.
LI ha sido un tema que ha crecido poco a poco y ha dado origen a muchas investigaciones sobre el tema (Carter & Ellram, 1998; Stock & Mulki, 2009). Además, autores como Carter & Ellram (1998), Jayaraman et al. (1999), Rogers & Tibben-Lembke (1999), Dowlatshahi (2000), Stock & Mulki (2009), y Guide & Van wassenhove (2009), han descrito una extensa lista de sistemas de LI y sus estructuras, analizando la variedad de los problemas que surgen a raíz de ésta. Asimismo, según Rogers et al. (2012), la simulación es una herramienta útil que ayuda a la solución de los problemas de LI. Sin embargo, aparte de que las empresas y los investigadores hasta ahora están empezando a diferenciar la logística normal o hacia adelante de la LI, existe una gran oportunidad de aplicar metodologías de modelado para la gestión de los problemas en LI.
Por otra parte, según Silva et al. (2013), los factores ambientales han cobrado una mayor importancia en la sociedad y han sido objeto de estudio no solo por parte de investigadores sino por parte del gobierno y las empresas. Fraj & Martínez (2007) y D’Souza et al. (2007) resaltan que existe una clara relación entre la sociedad y el medio ambiente, la cual ha evolucionado debido al aumento de exploración de los recursos naturales donde se genera una conciencia de sostenibilidad ambiental. Debido a lo anterior, las empresas deben centrar sus esfuerzos en mejorar sus procesos para llegar a alcanzar una producción sostenible antes referida producción más limpia; ya que LI ha recibido cada vez más atención por razones económicas, de competitividad, marketing y por cumplimento de requisitos ambientales (Ravi & Shankar, 2005).Una manera correcta de lograr esto es a través de la mejora ambiental de productos y procesos a través de la aplicación de sistemas de LI, como por ejemplo la aplicación en los procesos de disposición y tratamiento de envases de plaguicidas.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva

35
De igual manera, Elfvendahl et al. (2004), Sivanesan et al. (2004) y Buczynska & Szadkowska-Stanczyk (2005), afirman que ha aumentado la preocupación por los riesgos que pueden generar; tanto en los seres humanos como en el medio ambiente, la mala eliminación o tratamiento de los residuos de plaguicidas, lo que se vuelve un riesgo para la salud humana, debido a que los agricultores reutilizan estos envases para uso doméstico (Clarke et al., 1997; Sinzogan et al., 2004; Ibitayo,2006). En Colombia, el Decreto 4741 de 2005, expedido por el Ministerio de Ambiente, Vivienda y Desarrollo Territorial, regula la clasificación y previene el manejo de los residuos peligrosos, donde expone que los envases de plaguicidas se encuentran catalogados dentro de éstos y que, además, dichos residuos se deben eliminar de forma segura.
Dado lo anterior, este artículo tiene como objetivo analizar y dar una visión sobre las investigaciones que se han desarrollado en los diferentes aspectos y aplicaciones de LI, en especial en aquellas que aplican simulación y/o realizan recolección de envases vacíos de plaguicidas. Asimismo, presentar tendencias de cómo la simulación puede ser una herramienta de gran ayuda a la hora de aplicar o resolver problemas de LI. Todo esto como base para investigaciones futuras, asociadas con el diseño de procesos de LI en la recolección de envases vacíos de plaguicidas usando simulación.
Por otra parte, es importante crear un estado del arte sobre LI que muestre los antecedentes y tendencias aplicadas en diferentes sectores Industriales, y haciendo énfasis en un tema que a la fecha no ha sido lo suficientemente explorado desde LI, como es la recolección de envases vacíos de plaguicidas. En ese orden de ideas, esta revisión será un punto de partida para que otros investigadores desarrollen nuevos proyectos encaminados en el tema de LI.
MATERIAL Y METODOS
El método utilizado para la revisión bibliográfica es el denominado “Análisis de contenido”, que según Krippendorff (2012) es una técnica para estudiar y analizar la comunicación de una manera objetiva, sistemática y cuantitativa; es utilizada para analizar artículos, libros entre otros. Específicamente, se utiliza el método de análisis de designaciones que corresponde a una división del análisis de contenido y que, según el mismo autor, es equivalente al análisis temático que se realiza para referencias de un tema específico.
Según Pokharel & Mutha (2009), diferentes autores han utilizado esta metodología para el desarrollo de sus investigaciones. Autores como Byrd & Davidson (2003) usaron la metodología de análisis de contenido en su investigación para examinar el impacto de las tecnologías de la información en la cadena de suministro. Asimismo, fue utilizada por Ellinger et al. (2003) en su trabajo sobre la industria del transporte en los EE.UU. Por último, Marasco (2008) también utilizó un método similar para la revisión de la literatura sobre la logística de terceros.
La búsqueda de los artículos se realizó en bases de datos como Science Direct, ProQuest y EBSCOHOST - Business Source Complete, Agriculture Journals, Redalyc, Scielo, MEDLINE, enfocándose en artículos publicados en revistas científicas y conferencias que se han hecho en eventos internacionales de los temas bajo estudio. Para ubicación de los artículos se usaron palabras claves como “reverse logistics”, “reverse distribution”, “greenlogistics”, “pesticidescontainers”, “disposal of pesticidescontainers”, “pesticides”, “simulation of reverse logistics”, “modeling of reverse logistics”.
En la revisión de literatura del presente artículo se han incluido 50 artículos de las diferentes temáticas bajo estudio. En la figura 1 se observa que el mayor número de referencias se refiere a LI aplicada a la empresa, contando en esta área 25 artículos (50%); también se observa que el 32% de las referencias abarca el tema de simulación de LI, tanto artículos de revisión como
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
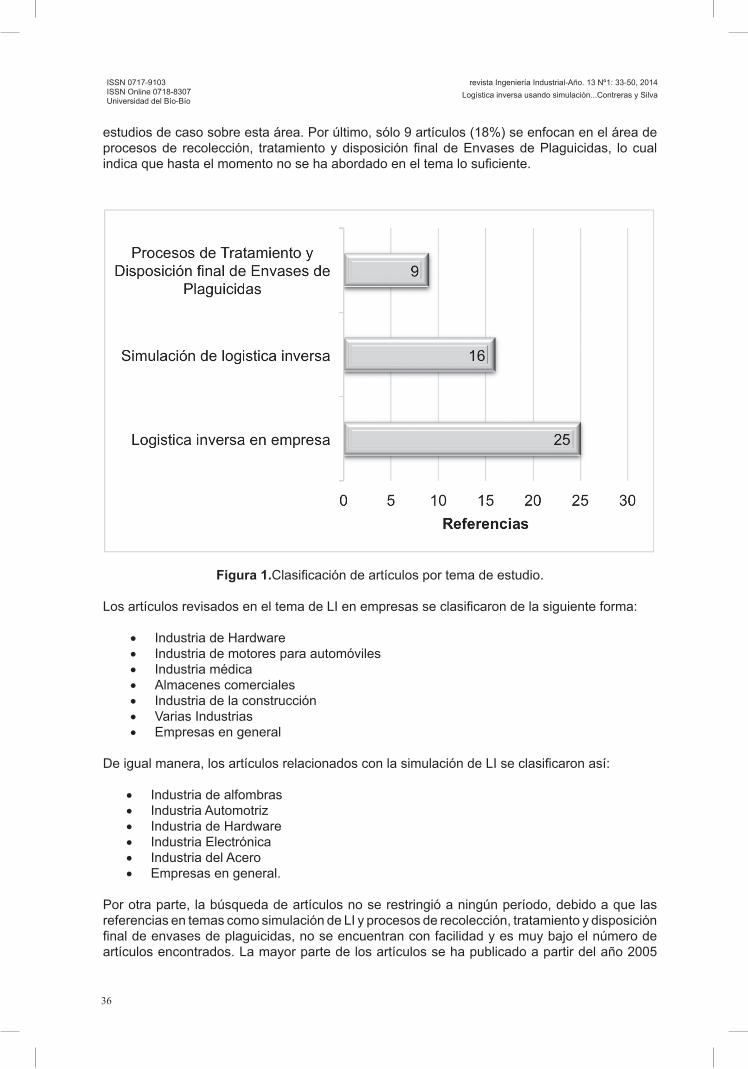
36
estudios de caso sobre esta área. Por último, sólo 9 artículos (18%) se enfocan en el área de procesos de recolección, tratamiento y disposición final de Envases de Plaguicidas, lo cual indica que hasta el momento no se ha abordado en el tema lo suficiente.
Figura 1.Clasificación de artículos por tema de estudio.
Los artículos revisados en el tema de LI en empresas se clasificaron de la siguiente forma:
Industria de Hardware•Industria de motores para automóviles•Industria médica•Almacenes comerciales•Industria de la construcción•Varias Industrias•Empresas en general•
De igual manera, los artículos relacionados con la simulación de LI se clasificaron así:
Industria de alfombras•Industria Automotriz•Industria de Hardware•Industria Electrónica•Industria del Acero•Empresas en general.•
Por otra parte, la búsqueda de artículos no se restringió a ningún período, debido a que las referencias en temas como simulación de LI y procesos de recolección, tratamiento y disposición final de envases de plaguicidas, no se encuentran con facilidad y es muy bajo el número de artículos encontrados. La mayor parte de los artículos se ha publicado a partir del año 2005
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
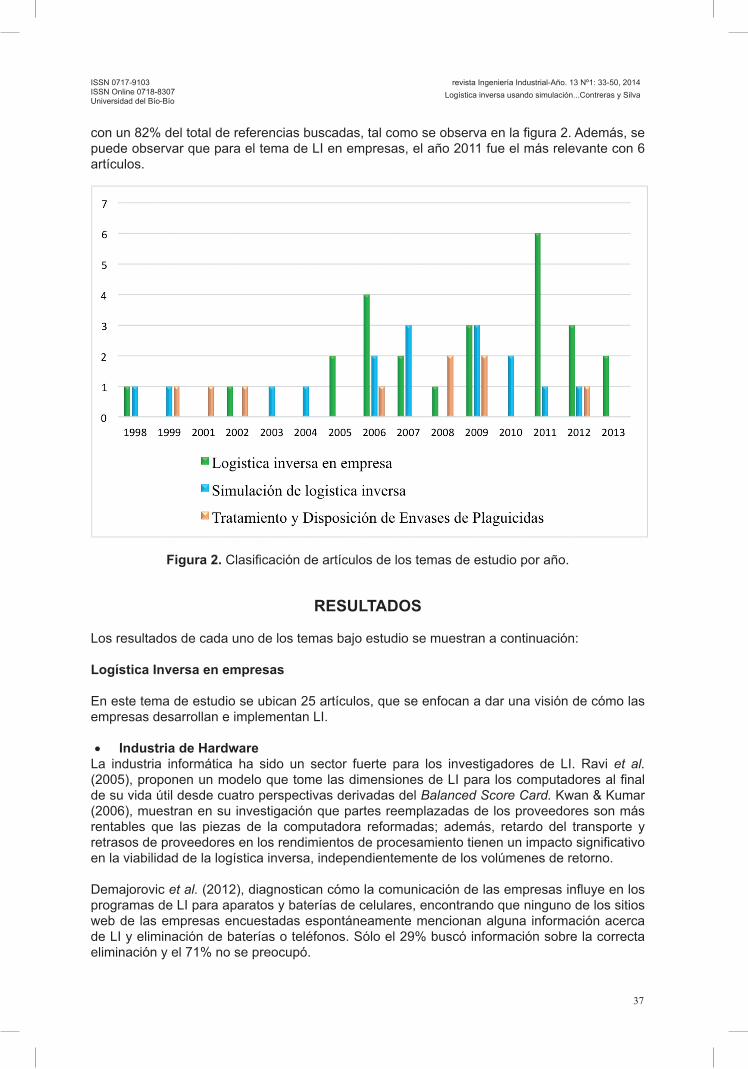
37
con un 82% del total de referencias buscadas, tal como se observa en la figura 2. Además, se puede observar que para el tema de LI en empresas, el año 2011 fue el más relevante con 6 artículos.
Figura 2. Clasificación de artículos de los temas de estudio por año.
RESULTADOS
Los resultados de cada uno de los temas bajo estudio se muestran a continuación:
Logística Inversa en empresas
En este tema de estudio se ubican 25 artículos, que se enfocan a dar una visión de cómo las empresas desarrollan e implementan LI.
IndustriadeHardware•La industria informática ha sido un sector fuerte para los investigadores de LI. Ravi et al. (2005), proponen un modelo que tome las dimensiones de LI para los computadores al final de su vida útil desde cuatro perspectivas derivadas del Balanced Score Card. Kwan & Kumar (2006), muestran en su investigación que partes reemplazadas de los proveedores son más rentables que las piezas de la computadora reformadas; además, retardo del transporte y retrasos de proveedores en los rendimientos de procesamiento tienen un impacto significativo en la viabilidad de la logística inversa, independientemente de los volúmenes de retorno.
Demajorovic et al. (2012), diagnostican cómo la comunicación de las empresas influye en los programas de LI para aparatos y baterías de celulares, encontrando que ninguno de los sitios web de las empresas encuestadas espontáneamente mencionan alguna información acerca de LI y eliminación de baterías o teléfonos. Sólo el 29% buscó información sobre la correcta eliminación y el 71% no se preocupó.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
38
Asimismo, para los equipos informáticos y periféricos, una investigación fue realizada por Diabat et al. (2013 b), donde desarrollan una red de LI multi-escalón para las devoluciones de productos con el fin de minimizar el costo total de LI, que consiste en el alquiler, mantenimiento de inventario, manejo de materiales, la instalación y los gastos de envío.
• Industria de motores para automóviles.En la Industria de motores se han adelantado varias investigaciones: por ejemplo, Seitz (2007), examina si los motivos “clásicos” para la recuperación del producto se aplican a la re manufactura de motores, donde se investigaron tres niveles de la cadena de suministro: la planta de re manufactura, el principal centro de distribución y oficinas centrales de la empresa (centro administrativo).
Adlmaier y Sellito (2007), realizaron un estudio de caso sobre LI en los envases retornables, adecuado para el transporte internacional de piezas para los motores diesel, donde los resultados demuestran que traen beneficios financieros, reducción de impactos ambientales y beneficios logísticos. Silva et al. (2013) presentaron un estudio de caso, siguiendo lo expuesto por Yin (1994), relacionado con el flujo inverso de envases retornables para reemplazar un sistema de embalaje desechable, utilizado por una empresa ubicada en Joinville, Santa Catarina, Brasil para exportar cabezas de motor mecanizadas a Peterborough, Reino Unido.
• IndustriamédicaAmini et al.(2005), analizan el valor competitivo de las actividades de gestión de servicios, en particular los servicios de reparación, así como la importancia de la función de apoyo de las operaciones efectivas de LI para la ejecución exitosa y rentable de las actividades de reparación de un fabricante de diagnóstico médico.
• Almacenes comercialesChaves & Batalha (2006), estudian el papel y la relevancia de centros de recogida de envases reciclables como factor de atracción de clientes a los supermercados de Brasil, el cual concluyó que LI no es un factor influyente en la decisión del lugar de compra. Los resultados de la encuesta muestran que la mayoría de los clientes de la cadena de hipermercados en Belo Horizonte y São Paulo no conocen los Centros de Acopio, a diferencia de los clientes de la tienda, en Río de Janeiro. Sin embargo, en todas las ciudades se ha encontrado que la existencia de centros de recogida no es un factor que influye en la elección del lugar de compra de los consumidores.
• Industria de la construcciónBarros et al. (2011) proponen un modelo de localización de dos niveles para el problema de LI de la construcción y, en particular de la arena, y consideran su optimización mediante procedimientos heurísticos.
• Variasindustrias González – Torre y Adenso - Díaz (2006), realizan un estudio de caso de dos sectores económicos: alimenticio y bebidas, para observar la relación entre cliente – proveedor en cuanto a las exigencias ambientales para empresas que utilizan el vidrio en sus procesos de embalaje y envasado. En primera instancia se realizó una encuesta y una entrevista a los encargados del medio ambiente o de la logística de las empresas para, posteriormente, analizarlo a través del software SPSS.
• Empresas en generalHu et al. (2002), plantean un modelo de minimización de costos para un sistema de LI de residuos peligrosos de tipo múltiple, que consta de los siguientes pasos: (1) recolección, (2) almacenamiento, (3) tratamiento, y (4) distribución. Korchi & Millet (2011), presentan un marco
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
39
que permita generar y evaluar las diferentes estructuras de canales de LI; el marco se aplica a un caso de refabricación de producto, luego se analiza la estructura del canal de LI actual y propone estructuras alternativas con un menor impacto ambiental y aumento de los beneficios económicos.
Srivastava (2008), propone un marco conceptual holístico integrado, que combina el modelado descriptivo, con técnicas de optimización a nivel metodológico para el diseño de redes de LI. La red de LI está compuesta por: retorno de los consumidores, centros de recolección y sitios de reproceso. Los clientes reciben un pago sobre la aceptación de la devolución.
Wadhwa et al. (2009),presentan una visión global integrada de LI, enfocada a un sistema empresarial con el fin de proponer aspectos que sirvan de apoyo al momento de tomar decisiones, siempre encaminadas a la mejora continua. Autores como Logozar et al. (2006), Lee & Chan (2009), Mutha & Pokharel (2009), Tuzkaya et al. (2011), Cheet al. (2012) y Hosseinzadeh & Roghanian (2012), enfocan sus investigaciones al desarrollo de modelos matemáticos, tanto para el diseño de redes de LI como para optimizar programas de LI ya implementados.
Wilcox et al. (2011), adelantaron una investigación cuyo objetivo principal era plantear una solución que abordara los vacíos en el flujo de LI, orientada económicamente con un modelo diseñado para ayudar a las empresas en la contabilización de la cantidad impredecible de los rendimientos y los costos de procesamiento y los flujos de efectivo en cada etapa del proceso de LI, donde a través de un modelo de Markov se describe el proceso de LI a nivel de empresa, que empieza con un mantenimiento previo, recolección de los productos, clasificación y disposición final, ya sea interna, por canales externos o en inventario normal.
Wright et al. (2011),discuten la idea del reciclaje como parte de LI, y sugieren que la intervención gubernamental en el lado de la demanda puede ayudar a fomentar el desarrollo del reciclaje en el contexto de un sistema de LI, donde la oferta y la demanda están más estrechamente alineados.Además, concluyen que las entidades gubernamentales pueden favorecer un mejor desarrollo de los canales de LI mediante el desarrollo de un sistema de incentivos o sanciones para aumentar la demanda de materiales reciclables.
Parada (2012), elaboró un modelo de referencia o conjunto estructurado de prácticas organizativas, que permite a las empresas conocer un modelo organizativo que ofrezca una fácil adaptación a las necesidades derivadas de la gestión de LI. Liu et al. (2011), realizaron una optimización de la red de ubicación de ruta de LI, utilizando la teoría de sistemas grises para información incierta, donde existe una red de LI de tres niveles, en la cual, el centro de reciclaje evalúa los productos reciclados en cuanto a si se deben revender o enviar de vuelta al centro de procesamiento.
Simulación en Logística Inversa
En esta sección se encuentran ubicados 16 artículos que orientan sus objetivos de investigación a la simulación en LI o utilizan la simulación como medio para la verificación y validación de redes o programas de LI. Rogers et al.(2012), afirman que la simulación puede ser una herramienta muy útil para modelar los problemas de LI y sus procesos, debido a la complejidad que estos poseen.
• Industria de alfombrasBielh et al.(2007), realizaron una simulación de una cadena de suministro de LI para alfombras.Los resultados de la simulación indican que la mejor inversión en esta cadena de suministro debe enfocarse en el mejoramiento de la tecnología para el reciclaje. También mostró que, incluso, en el mejor de los casos, es poco probable que la industria de las alfombras pueda
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
40
cumplir sus objetivos sin un gran aumento en la velocidad de los flujos de retorno y reciclado de sus productos.
• Industria Automotriz Schultmann et al.(2006), enfocan su investigación en modelar las tareas de LI dentro de la cadena de suministro de ciclo cerrado para automóviles al final de su vida útil en Alemania, donde se afirma que el modelo presentado se puede adaptar a otras aplicaciones mediante la redefinición de las limitaciones del modelo, haciendo el enfoque transferible a otros productos de recuperación en las tareas de diseño de red.
Jayant et al. (2011), modelaron una red de LI para la recolección de productos fuera de uso de la compañía limitada XYZ en India del norte, que produce baterías de ácido para uso comercial.El modelo se diseñó para que pudiera calcular el tiempo de ciclo, tiempo de transferencia, costo de transferencia y la utilización de recursos de manera predecible.
• IndustriadeHardwareMatsumoto (2010), presenta un modelo de simulación para cuatro casos de estudios en Japón: 1) Reutilización del teléfono móvil con panel de cristal líquido, 2) Reutilización de cartuchos de tinta y autopartes usadas, 3) Fotocopiadoras y cámaras de un solo uso y 4) Reutilización de automóviles.
•Industria ElectrónicaKara et al. (2007), realizaron un modelo de simulación de una red de LI para la recogida de electrodomésticos de línea blanca al final de su vida útil en el área metropolitana de Sydney.El modelo desarrollado sirve para ser aplicado a redes de LI de otros productos fuera de uso, realizando los ajustes necesarios para cada red.
Guerra et al. (2009), describen un modelo de simulación de LI para los Aparatos Eléctricos y Electrónicos (AEE) en Italia. Las actividades que se tienen en cuenta en la investigación abarca la recolección, transporte, almacenamiento, tratamiento y eliminación / recuperación de los productos. Además, afirman que el manejo de los AEE se hace más difícil, ya que estos productos al final de su ciclo de vida son enviados en su mayor parte a los vertederos o incineradoras, sin importar el pre-tratamiento o medida de seguridad que se le haya realizado.
Gallo et al. (2010), desarrollaron un modelo de simulación con la lógica hibrida para una red de LI de residuos de AEE, donde se concluye que el tiempo medio de espera de los residuos en el centro de recogida es la actividad principal de “no valor añadido” que afecta al tiempo total. Los resultados demuestran que una reducción en la línea de tiempo, y en particular en el tiempo de espera de los AEE en el supermercado, hace que el sistema sea más robusto para el aumento del flujo de residuos previstos en los próximos años.
• Industria del AceroSchultmann et al. (2006), presentan un enfoque de simulación que ilustra un ejemplo de la industria de la fabricación de acero y de hierro en donde se investiga la inyección de los residuos plásticos en un alto horno. Se utiliza para la simulación KOSIMEUS, que es un software que combina modelos de programas de simulación y apoyo a las decisiones. El objetivo de los desarrolladores de KOSIMEUS es dar apoyo a los tomadores de decisiones en la industria y la administración para la evaluación de nuevas estrategias de producción y reciclaje.
• Empresas en generalHirsch et al. (1998), realizan una simulación de la logística de las redes de reciclaje a través de una herramienta llamada “LOCOMOTORA”, la cual permite realizar una evaluación ambiental de las redes y sirve de apoyo a los gerentes para planificar sus actividades logísticas. La
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
41
simulación logística abarca todo el ciclo de vida y se puede evaluar el impacto ambiental de los diversos procedimientos logísticos involucrados en una red de producción distribuida a nivel mundial.
Amini & Retzlaff-Roberts (1999), adelantaron una investigación que, además de proporcionar una visión general de los diferentes tipos de LI y describir un estudio de reingeniería para una importante empresa de marketing directo, desarrollan modelos de simulación por ordenador para comparar el proceso actual con un nuevo proceso de LI propuesto en diferentes escenarios operacionales. En el modelo propuesto se evidenció que puede reducirse significativamente el tiempo de ciclo en el proceso de devolución del cliente, aumentando de este modo el servicio al mismo.
Rubio (2003), describe y analiza la LI, estudiando las principales consideraciones que una empresa debe tener presente en el diseño, desarrollo y control de esta actividad. Dentro de las conclusiones más importantes, se encontró que el diseño y desarrollo de los sistemas de LI conlleva una importante carga de incertidumbre acerca de la cantidad y calidad de los Productos Fuera de Uso (PFU), así como del momento en el que se recuperarán dichos productos. Por eso resulta necesario profundizar en el diseño de modelos de sistemas logísticos, que ayuden a despejar estas incógnitas asociadas con la recuperación física de los PFU.
Fernandez et al. (2006), en su investigación pretenden facilitar la toma de decisiones entre posibles alternativas de recuperación mediante la simulación de dos situaciones por separado. En la primera simulación se pretende decidir sobre la cantidad de ítems que se destinan a cada una de las dos opciones de recuperación consideradas (Canibalización y Refabricación). La segunda pretende determinar en qué situación resulta más adecuado recurrir a la recuperación en contraste con la adquisición de nuevos productos desde el exterior.
Hamza et al. (2007), aplicaron un método de Montecarlo de segundo orden para simular y estudiar el costo total de propiedad, con base a un marco general de una cadena de suministro inversa donde existen cuatro opciones de recuperación: reparación, re manufactura, reciclaje y reutilización.
Para ayudar a mitigar los impactos negativos al medio ambiente, Köhne et al. (2009), analizaron cómo la simulación puede apoyar para establecer cadenas de suministro verdes flexibles, con especial énfasis en la disminución de CO2 y el consumo de energía. Con el modelo propuesto, los resultados numéricos indican que los costos agregados de LI pueden ser reducidos en 58%, comparado con los costos actuales, además de que hace falta profundizar sobre funciones sofisticadas de riesgo y tener en cuenta medidas de reducción en la fuente.
Finalmente, Kondoh et al. (2009), proponen un método de evaluación para la reutilización centrada en el equilibrio entre el valor para el usuario, la carga ambiental y el costo de los dos puntos de vista sociales e individuales durante todo el ciclo de vida del producto, para identificar los factores clave que hacen que el medio ambiente sea económicamente eficiente y factible. Los resultados muestran que la reutilización adecuada de componentes aumenta el valor total de utilidad para todos los productos.
Proceso de Recolección, tratamiento y Disposición de Envases de Plaguicidas
En esta área se identificaron 9 artículos, que se enfocan en investigar los procesos que se llevan a cabo para la recolección, tratamiento y disposición final de los envases de plaguicidas.
El aspecto financiero es un factor importante, cuando se desea abordar el tema de envases de plaguicidas; es por esto que autores como Centner & Gunter (1999), adelantan investigación,
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
42
primero, con el objetivo de revisar las disposiciones federales para la eliminación de residuos peligrosos. Luego analizan los costos de eliminación de los plaguicidas, así como las diferentes opciones de financiamiento para los programas de recolección y eliminación de plaguicidas.
Varias investigaciones se enfocan en estudiar cómo se adelantan los programas de recolección; por ejemplo, Denny (2001), en su investigación discute cómo los administradores de las plagas en Walt Disney World disponen de envases de plaguicidas, evidenciando que a través de la capacitación de las personas a cargo de estas operaciones, se generan aspectos significativos y coherentes con la imagen de Disney. Asimismo, cada técnico recibe continuamente información actualizada sobre productos y técnicas para el manejo de plagas.
Veiga (2008), examina los defectos del programa de recogida de envases vacíos de plaguicidas aplicados por la industria química brasileña, que a pesar de su éxito global no funciona en la pequeña comunidad rural seleccionada, y afirma que el programa de recogida de Brasil es uno de los programas más exitosos de su tipo en el mundo.
Farrera et al. (2002), adelantaron un programa cuyo objetivo era concientizar a los agricultores y escolares de las zonas altas del estado Táchira sobre el uso y manejo seguro de plaguicidas, para reducir los riesgos de contaminación agrícola presentes, en el cual se pudo observar que el 54% de las personas arroja los envases en los cortes o áreas adyacentes. Por el contrario, el 100% de la población conoce por lo menos un caso de intoxicación, y el 80% toma precauciones al almacenar los plaguicidas.
Aqiel Dalvie et al. (2006), pusieron en marcha una auditoría previa de los plaguicidas no deseados y caducados en las granjas en un distrito rural de Sudáfrica, la cual se llevó a cabo seis años después en un Proyecto Nacional de Recuperación (PNR). Dentro de los resultados se halló que en el 83% de las fincas se encontraron envases vacíos que nunca fueron devueltos para un tratamiento adecuado. De hecho, ninguna de las granjas participó en el PNR, aunque el 47% sabía de la iniciativa. La encuesta encontró que a pesar del PNR, el problema de los plaguicidas no deseados en el área de estudio, y probablemente en toda Sudáfrica, ha empeorado.
Varios autores han estudiado cuáles son los factores que llevan a los agricultores a devolver los plaguicidas o cuál es el tratamiento que ellos dan a estos residuos. Por ejemplo, Damalas et al. (2008), evaluaron las prácticas más comunes relacionadas con la eliminación de los residuos de plaguicidas después de su uso entre los agricultores de la zona rural de Pieria, en el norte de Grecia. Los resultados demuestran que existen diferentes actitudes de los agricultores a la hora de desechar un envase vacío de plaguicida, como lo son: 1) Arrojar los envases vacíos a los canales de riego o corriente (33,3%), 2) Arrojar los envases vacíos al campo (30,2%), 3) Recoger los envases vacíos y quemarlos (17,9%), 4) Arrojar los envases vacíos en los lugares habituales de residuos (11,1%), 5) Recoger los envases vacíos y enterrarlos (3,1%) y 6) Mantener los recipientes vacíos para otros usos (1,9%).
Miles et al. (1983), estudiaron los problemas asociados con la eliminación de contenedores de pesticidas en una pequeña zona de producción de hortalizas en el suroeste de Ontario, Canadá. Los resultados indicaron que, si bien las cantidades inaceptables de residuos de plaguicidas permanecen en contenedores sin lavar, los envases de plaguicidas con triple lavado serán aceptables para su eliminación en vertederos sanitarios municipales.
Haylamicheal & Dalvie (2009), describen el problema de la acumulación de plaguicidas obsoletos y discuten las actividades de eliminación emprendidas en Etiopía, así como las iniciativas que se han tomado y se deben tomar para la prevención de la acumulación de existencias de plaguicidas en el futuro. Existen varias prácticas de los agricultores frente a la
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
43
eliminación de los envases vacíos, como arrojar los envases vacíos de plaguicidas en el campo (30,2%), arrojar cerca o en los canales de riego y corrientes (33,3%) y la quema a fuego abierto (17,9%).
Ladeira et al. (2012), verifican cuáles son los factores que llevan a los agricultores a realizar LI de los envases de plaguicidas. En la investigación se puede observar que existen muchos factores influyentes en el agricultor al momento de tomar esta decisión; en particular, las cuestiones relacionadas con las presiones legales y una mayor preocupación social por el medio ambiente y su preservación, son algunos de ellos.
Por otra parte, a diferencia de las investigaciones que se han realizado para el tema concerniente a los residuos de plaguicidas que se enfocan a evaluar los procesos de recolección, autores como Contreras et al. (2013), combinan LI con la recolección y disposición de los envases de plaguicidas, desarrollando una investigación con el objetivo de diseñar un sistema de LI para la recolección de envases y empaques vacíos de plaguicidas en una unidad de riego del departamento de Boyacá – Colombia.
En la tabla 1 se muestra un resumen de los artículos referenciados en este artículo, los cuales han sido objeto de revisión en cada una de las temáticas tratadas.
Tabla 1. Estructura contenido revisión de literatura.
TEMA LITERATURA
LOGÍSTICAINVERSAENEMPRESAS Silva et al. (2013), Diabat et al. (2013), Hosseinzadeh & Roghanian (2012), Parada (2012), Che et al. (2012), Wright et al. (2011), Tuzkaya et al. (2011), Barros et al. (2011), Liu et al.(2011), Korchi & Millet (2011), Wilcox et al. (2011), Gouveia et al. (2011), Wadhwa et al. (2009), Mutha & Pokharel (2009), Lee & Chan (2009), Srivastava (2008), Seitz (2007), Adlmaier & Sellito (2007), Logozar et al. (2006), González – Torre & Díaz (2006), Kwan Tan & Kumar (2006), Chaves & Batalha (2006), Amini et al. (2005), Ravi et al. (2005), Hu et al. (2002).
SIMULACIÓN EN LI Rogers et al. (2012), Jayant et al. (2011), Matsumoto (2010), Gallo et al. (2010), Köhne et al. (2009), Kondoh et al. (2009), Guerra et al. (2009), Bielh et al. (2007), Kara et al. (2007), Hamza et al. (2007), Fernandez et al. (2006), Schultmann et al. (2006), Schultmann et al. (2006), Lacoba (2003), Amini & Retzlaff-Roberts (1999), Hirsch et al. (1998).
PROCESO DE RECOLECCIÓN, TRATAMIENTO Y DISPOSICIÓN DE ENVASES DEPLAGUICIDAS
Ladeira et al. (2012), Veiga (2008), Haylamicheal & Dalvie (2009), Miles et al. (2008), Damalas et al. (2008), Aqiel Dalvie et al. (2006), Farrera et al. (2002), Denny (2001), Centner & Gunter (1999).
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
44
CONCLUSIONES
La revisión muestra que la publicación de la mayoría de las investigaciones en LI ha aumentado a partir del año 2005, y evidencia una creciente aplicación en empresas de diferentes sectores económicos. Además, se observa en las revisiones de literatura e investigaciones en cuanto a LI, que existe una carencia de artículos relacionados con los residuos de plaguicidas; además, estas revisiones se realizaron con investigaciones publicadas hasta el año 2007. En consecuencia, el presente artículo muestra nuevos tópicos en cuanto a la aplicación de LI en diferentes sectores económicos, haciendo énfasis en el proceso de recolección y disposición final de los residuos de plaguicidas como un proceso de LI, citando investigaciones desarrolladas hasta el año 2013.
Igualmente, se pudo observar que tanto en el tema de LI en empresas como simulación de LI, la mayor cantidad de artículos se refiere a empresas en general, con 13 y 7 respectivamente. Es decir, orientan sus investigaciones hacia la ampliación de marcos teóricos o diseñan metodologías para la aplicación de LI en diferentes sectores económicos. Asimismo, se puede inferir que las investigaciones en LI implementadas en empresas utilizando o no simulación, se realizan con el objetivo de mejorar sus procesos y obtener beneficios económicos, logísticos, ambientales, financieros y legales. También, las investigaciones relacionadas con los residuos de plaguicidas se realizan con el fin de evaluar las prácticas más comunes relacionadas con la eliminación de los residuos de plaguicidas después de su uso entre los agricultores. Sin embargo, dentro de la revisión realizada, ninguno se orienta a diseñar o diagnosticar el proceso de recolección y disposición final de residuos de plaguicidas como un proceso de LI.
De la misma forma, se evidenció que existe una mayor cantidad de artículos relacionados con LI aplicada o desarrollada en empresas, siendo investigaciones tanto de tipo cualitativo como cuantitativo. En concordancia con lo anterior, las empresas han venido tomando conciencia de la importancia de desarrollar LI, debido a los beneficios no sólo económicos, si no los orientados a la protección del medio ambiente y todos los beneficios logísticos que LI trae.
Dentro de las investigaciones referentes a simulación de LI, la tendencia apunta a modelar sistemas de eventos continuos, además que según lo observado la herramienta más utilizada para la simulación es el software ARENA, utilizando otras herramientas como SIMULAT, KOSIMEUS, FLEXSIM, LOCOMOTORA, entre otros. También se encontró que se pueden fortalecer las investigaciones en cuanto a LI y, más específicamente, hacia el área de simulación, ya que algunas de las investigaciones desarrolladas en esta área no utilizan como herramienta principal la simulación, si no por el contrario se apoyan en ella para verificar y validar los estudios que realizan; además que la simulación se ha convertido en una herramienta importante y eficaz para resolver problemas de LI.
De acuerdo a lo anterior, el tratamiento y disposición de los envases de plaguicidas puede estar catalogado dentro de los problemas de LI, ya que maneja una cadena de suministro inversa, para que dichos residuos puedan ser introducidos nuevamente en la cadena productiva o ser eliminados de forma segura. A pesar de la importancia que tiene el tema, tanto para el medio ambiente como para la salud humana, no se le ha prestado mucha atención en adelantar investigaciones que aporten al mejoramiento de este proceso, lo cual se evidencia en la baja cantidad de artículos (9) encontrados en el tema, lo que sirve como apoyo para que futuras investigaciones tengan como objetivo evaluar o diseñar procesos de recolección, tratamiento y disposición final de envases de plaguicidas bajo unos estándares de calidad y siempre mitigando el impacto negativo hacia el medioambiente.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
45
REFERENCIAS
ADLMAIER, Diogo., and SELLITTO, Miguel Afonso. Embalagensretornáveis para transporte de bensmanufaturados: umestudo de caso em logística reversa. Revista Produção, 2007, vol. 17, no 2, p. 395-406.
ÁLVAREZ-GIL, Ma José, et al. Reverse logistics, stakeholders’ influence, organizational slack, and managers’ posture. Journal of Business Research, 2007, vol. 60, no 5, p. 463-473.
AMINI, Mehdi et al. Designing a reverse logistics operation for short cycle time repair services. International Journal of Production Economics, 2005, vol. 96, no 3, p. 367-380.
AMINI, Mohammad M., and RETZLAFF-ROBERTS, Donna. Reverse logistics process reengineering: improving customer service quality. Issues in Supply Chain Management, 1999, vol. 5, no 1, p. 31-41.
AQIEL DALVIE, Mohamed., AFRICA, Algernon., and LONDON, Leslie. Disposal of unwanted pesticides in Stellenbosch, South Africa. Science of the total environment, 2006, vol. 361, no 1, p. 8-17.
BARROS, A., DEKKER, R., and SCHOLTEN, V.A two-level network for recycling sand: A case study. European Journal of Operational Research. 2011, vol. 110, p. 199-214
BIEHL, Markus., PRATER, Edmund., and REALFF, Matthew J. Assessing performance and uncertainty in developing carpet reverse logistics systems. Computers & Operations Research, 2007, vol. 34, no 2, p. 443-463.
BUCZYŃSKA, Alina., and SZADKOWSKA-STAŃCZYK, Irena. Identification of health hazards to rural population living near pesticide dump sites in Poland. International Journal of Occupational Medicine and Environmental Health, 2005, vol. 18, no 4, p. 331-339.
BYRD, Terry Anthony., and DAVIDSON, Nancy W. Examining possible antecedents of IT impact on the supply chain and its effect on firm performance. Information & Management, 2003, vol. 41, no 2, p. 243-255.
CARTER, Craig., and ELLRAM, Lisa. Reverse logistics--a review of the literature and framework for future investigation. Journal of business logistics, 1998, vol. 19, no. 1, p. 85-102.
CENTNER, Terence., and GUNTER, Lewell. Financing the disposal of unwanted agriculturalpesticides. Environment international, 1999, vol. 25, no 5, p. 635-646.
CHAVES, Gisele de Lorena Diniz., and BATALHA, Mário Otávio. Os consumidores valorizam a coleta de embalagens recicláveis: Um estudo de caso da logística reversa em uma rede de hipermercados. Gestão & Produção, 2006, vol. 13, no 3, p. 423-434.
CHE, Zhen-Hua., CHIANG, Tzu-An., and KUO, Yu-Chun. Multi-echelon reverse supply chain network design with specified returns using particle swarm optimization. International Journal of Innovative Computing, Information and Control, 2012, vol. 8, no. 10, p. 6719-6731.
CLARKE, E. E. K., et al. The problems associated with pesticide use by irrigation workers in Ghana. Occupational Medicine, 1997, vol. 47, no 5, p. 301-308.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
46
CONTRERAS, Eduin., FRAILE, Ana., and SILVA., Julián. Diseño de un sistema de logística inversa parala recolección de envases y empaques vacíos de Plaguicidas. Revista Ingeniería Industrial. 2013, vol. 12, no. 2, p. 29-42.
DAMALAS, Christos., TELIDIS, Georgios., and THANOS, Stavros. Assessing farmers’ practices on disposal of pesticide waste after use. Science of the total environment, 2008, vol. 390, no 2, p. 341-34.
Decreto 4741/2005. Por el cual se reglamenta parcialmente la prevención y manejó de los residuos o desechos peligrosos generados en el marco de la gestión integral. Diario Oficial de la República de Colombia, 30 de Diciembre de 2005, núm. 46.137, 29p.
DEMAJOROVIC, Jacques, et al. Logística reversa: como as empresas comunicam o descarte de baterias e celulares.Revista de Administração de Empresas, 2012, vol. 52, no 2.
DENNY, Robert. How to: Dispose of pesticide containers. Grounds Maintenance. 2001, vol. 36, no. 4, p. 40-51.
DIABAT, Ali, et al. An optimization model for product returns using genetic algorithms and artificial immune system. Resources, Conservation and Recycling, 2013a, vol. 74, no. 1, p. 156-169.
DIABAT, Ali, et al. Strategic closed-loop facility location problem with carbon market trading. IEEE Transactions on Engineering Management, 2013b, vol. 60, no. 2, p. 398-408.
DOWLATSHAHI, Shad. Developing a theory of reverse logistics. Interfaces, 2000, vol. 30, no 3, p. 143-155.
D’SOUZA, Clare, et al. Green decisions: demographics and consumer understanding of environmental labels. International Journal of Consumer Studies, 2007, vol. 31, no 4, p. 371-376.
ELFVENDAHL, Sara, et al. Pesticide pollution remains severe after cleanup of a stockpile of obsolete pesticides at Vikuge, Tanzania. AMBIO: A Journal of the Human Environment, 2004, vol. 33, no 8, p. 503-508.
ELLINGER, Alexander E., LYNCH, Daniel F., and HANSEN, John D. Firm size, web site content, and financial performance in the transportation industry. Industrial Marketing Management, 2003, vol. 32, no 3, p. 177-185.
FARRERA, René, et al. Educación para el manejo y uso de plaguicidas en los municipios rurales: Jáuregui y Vargas, Táchira. Geoenseñanza, 2002, vol. 7, no 1-2, p. 38-53.
FERNÁNDEZ, Isabel., PRIORE, Paolo., and GÓMEZ, Alberto. Análisis entre distintas alternativas de recuperación de valor a través de la simulación. En X Congreso de Ingeniería de Organización. 2006.
FLEISCHMANN, Moritz, et al. Quantitative models for reverse logistics: a review. European journal of operational research, 1997, vol. 103, no 1, p. 1-17.
FRAJ, Elena., and MARTINEZ, Eva. Ecological consumer behaviour: an empirical analysis. International Journal of Consumer Studies, 2007, vol. 31, no 1, p. 26-33.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
47
GALLO, Mosè., MURINO, Teresa., and ROMANO, Elpidio. The Simulation of Hybrid Logic in Reverse Logistics Network. Selected Topics in System Science and Simulation Engineering, 2010, p. 378-384.
GONZÁLEZ-TORRE, Pilar L., and ADENSO-DÍAZ, Belarmino. Reverse logistics practices in the glass sector in Spain and Belgium. International Business Review, 2006, vol. 15, no 5, p. 527-546.
GUERRA, L., MURINO, T., and ROMANO, E. Reverse Logistics for Electrical and Electronic Equipment: a modular simulation model. Proceeding of the 8th Recent Advances in System Science and Simulation in Engineering ICOSSSE, 2009, p. 307-312.
GUIDE, Daniel., and VAN WASSENHOVE, Luk. OR FORUM—The evolution of closed-loop supply chain research. Operations Research, 2009, vol. 57, no 1, p. 10-18.
HAMZA, Heba., WANG, Yan., and BIDANDA, Bopaya. Modeling total cost of ownership utilizing interval-based reliable simulation technique in reverse logistics management. En IIE Annual conference and Exposition. 2007. p. 19-23.
HAYLAMICHEAL, Israel D., and DALVIE, Mohamed A. Disposal of obsolete pesticides, the case of Ethiopia. Environment international, 2009, vol. 35, no 3, p. 667-673.
HIRSCH, Bernd E., KUHLMANN, Thorsten., and SCHUMACHER, Jens. Logistics simulation of recycling networks. Computers in Industry, 1998, vol. 36, no 1, p. 31-38
HOSSEINZADEH, Mostafa., and ROGHANIAN, Emad. An Optimization Model for Reverse Logistics Network under Stochastic Environment Using Genetic Algorithm. International Journal of Business and Social Science, 2012, vol. 3, no. 12, p. 1-17.
HU, Tung-Lai., SHEU, Jiuh-Biing., and HUANG, Kuan-Hsiung. A reverse logistics cost minimization model for the treatment of hazardous wastes. Transportation Research Part E: Logistics and Transportation Review, 2002, vol. 38, no 6, p. 457-473.
IBITAYO, Olurominiyi O. Egyptian farmers’ attitudes and behaviors regarding agricultural pesticides: implications for pesticide risk communication. Risk analysis, 2006, vol. 26, no 4, p. 989-995.
JAYANT, A., GUPTA, P. and GARG, S.K.Design and Simulation of Reverse LogisticsNetwork: A Case Study. Proceedings of the World Congress on Engineering. Julio 2011, vol. 1.
JAYARAMAN, V., GUIDE J. V.D.R., and SRIVASTAVA, R., A closed loop logistics model for use within a recoverable manufacturing environment. Journal of Operational Research Society. 1999, vol. 50, no. 5, p. 497–509.
KARA, S., RUGRUNGRUANG, F., and KAEBERNICK, H. Simulation modelling of reverse logistics networks. International Journal of Production Economics, 2007, vol. 106, no 1, p. 61-69.
KÖHNE, John Maximilian., KÖHNE, Sigrid., and ŠIMŮNEK, Jirka. A review of model applications for structured soils: b) Pesticide transport. Journal of Contaminant Hydrology, 2009, vol. 104, no 1, p. 36-60.
KONDOH, Shinsuke., TATENO, Toshitake., and MATSUMOTO, Mitsutaka. Multi-agent simulation of component reuse focusing on variations in user preference. CIRP Journal of Manufacturing Science and Technology, 2009, vol. 1, no 4, p. 287-293.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
48
KORCHI, A., and MILLET, D.Designing a sustainable reverse logistics channel: the 18 generic structuresframework. Journal of Cleaner Production. 2011, vol. 19, p. 588-597.
KRIPPENDORFF, Klaus. Content analysis: An introduction to its methodology. Sage, 2012.
KWAN, Tan A., and KUMAR, A. A decision-making model for reverse logistics in the computer industry.International Journal of Logistics Management. 2006, vol. 17, no. 3, p. 331 - 354
LADEIRA, Wagner Junior., MAEHLER, Alisson Eduardo., and NASCIMENTO, Luís Felipe Machado do. Logística reversa de defensivos agrícolas: fatores que influenciamnaconsciência ambiental de agricultores gaúchos e mineiros. Revista de Economia e Sociologia Rural, 2012, vol. 50, no 1, p. 157-174.
LEE, C. K. M., and CHAN, T. M. Development of RFID-based reverse logisticssystem. Expert Systems with Applications, 2009, vol. 36, no 5, p. 9299-9307.
LIU, Hong., ZHANG, Qishan., and WANG, Wenping. Research on location-routing problem of reverse logistics with grey recycling demands based on PSO. Grey Systems: Theory and Application, 2011, vol. 1, no 1, p. 97-104.
LOGOŽAR, Klavdij., RADONJIČ, Gregor., and BASTIČ, Majda. Incorporation of reverse logistics model into in-plant recycling process: A case of aluminium industry. Resources, Conservation and Recycling, 2006, vol. 49, no 1, p. 49-67.
MARASCO, Alessandra. Third-party logistics: a literature review. International Journal of Production Economics, 2008, vol. 113, no 1, p. 127-147.
MATSUMOTO, Mitsutaka. Development of a simulation model for reuse businesses and case studies in Japan. Journal of Cleaner Production, 2010, vol. 18, no 13, p. 1284-1299.
MILES, J. R. W., HARRIS, C. R., and MORROW, D. C. Assessment of hazards associated with pesticide container disposal and of rinsing procedures as a means of enabling disposal of pesticide containers in sanitary landfills. Journal of Environmental Science & Health Part B, 1983, vol. 18, no 3, p. 305-315.
MUTHA, Akshay., and POKHAREL, Shaligram. Strategic network design for reverse logistics and remanufacturing using new and old product modules. Computers & Industrial Engineering, 2009, vol. 56, no 1, p. 334-346.
PARADA, José. Incorporación de la Logística Inversa en la Cadena de Suministros y su influencia en la estructura organizativa de las empresas. Universitat de Barcelona, 2010.
POKHAREL, Shaligram., and MUTHA, Akshay. Perspectives in reverse logistics: A review. Resources, Conservation and Recycling, 2009, vol. 53, no 4, p. 175-182
RAVI, V., and SHANKAR, Ravi. Analysis of interactions among the barriers of reverse logistics. Technological Forecasting and Social Change, 2005, vol. 72, no 8, p. 1011-1029.
RAVI, V., SHANKAR, Ravi., and TIWARI, M. K. Analyzing alternatives in reverse logistics for end-of-life computers: ANP and balanced scorecard approach. Computers & Industrial Engineering, 2005, vol. 48, no 2, p. 327-356.
ROGERS, Dale. Glossary. Reverse Logistics Executive Council. 2007. [On line]: <http://www.rlec.org/glossary.html>.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva

49
ROGERS, Dale S., MELAMED, Benjamin., and LEMBKE, Ronald S. Modeling and Analysis of Reverse Logistics. Journal of Business Logistics, 2012, vol. 33, no 2, p. 107-117.
ROGERS, Dale S., and TIBBEN-LEMBKE, Ronald S. Going backwards: reverse logistics trends and practices. Pittsburgh, PA: Reverse LogisticsExecutive Council, 1999.
RUBIO, Sergio., CHAMORRO, Antonio., and MIRANDA, Francisco J. Characteristics of theresearchon reverse logistics (1995–2005). International Journal of Production Research, 2008, vol. 46, no 4, p. 1099-1120.
RUBIO, Sergio. El sistema de logística inversa en la empresa: análisis y aplicaciones. Universidad de Extremadura. Tesis doctoral, 2003.
SCHULTMANN, Frank., ZUMKELLER, Moritz., and RENTZ, Otto. Modeling reverse logistic tasks within closed-loop supply chains: An example from the automotive industry. European Journal of Operational Research, 2006, vol. 171, no 3, p. 1033-1050.
SEITZ, Margarete A. A critical assessment of motives for product recovery: the case of engine remanufacturing. Journal of Cleaner Production, 2007, vol. 15, no 11, p. 1147-1157.
SILVA, Diogo et al. Comparison of disposable and returnable packaging: a case studyof reverse logistics in Brazil. Journal of Cleaner Production, 2013, vol 47, p. 377-387.
SINZOGAN, A. A. C., et al. Farmers’ knowledge and perception of cotton pests and pest control practices in Benin: results of a diagnostic study. NJAS-Wageningen Journal of Life Sciences, 2004, vol. 52, no 3, p. 285-303.
SIVANESAN, S. D., et al. Genotoxicity of pesticide waste contaminated soil and its leachate. Biomedical and Environmental Sciences, 2004, vol. 17, no 3, p. 257-265.
SRIVASTAVA, Samir K. Network design for reverse logistics. Omega, 2008, vol. 36, no 4, p. 535-548.
STOCK, James R., and MULKI, Jay P. Product returns processing: an examination of practices of manufacturers, wholesalers/distributors, and retailers. Journal of Business Logistics, 2009, vol. 30, no 1, p. 33-62.
STOCK, James. Reverse Logistics. Oak Brook: Council of Logistics Management.1992.
TAN, Albert Wee Kwan., and KUMAR, Arun. A decision-making model for reverse logistics in the computer industry. International Journal of Logistics Management, 2006, vol. 17, no 3, p. 331-354.
TUZKAYA, Gülfem., GÜLSÜN, Bahadır., and ÖNSEL, Şule. A methodology for the strategic design of reverse logistics networks and its application in the Turkish white goods industry. International Journal of Production Research, 2011, vol. 49, no 15, p. 4543-4571.
VEIGA, Marcelo Motta. Flaws in Brazilian take-back program for pesticide containers in a small rural community. Management Research News, 2008, vol. 32, no 1, p. 62-77.
WADHWA, S., MADAAN, J., and CHAN, F. T. S. Flexible decision modeling of reverse logistics system: A value adding MCDM approach for alternative selection. Robotics and Computer-Integrated Manufacturing, 2009, vol. 25, no 2, p. 460-469
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva

50
WILCOX, William, et al. A Markov model of liquidity effects in reverse logistics processes: The effects of random volume and passage. International Journal of Production Economics, 2011, vol. 129, no 1, p. 86-101.
WRIGHT, Robert E., et al. Recycling and Reverse Logistics. Journal of Applied Business & Economics, 2011, vol. 12, no 5, p. 9-20.
YIN, Robert K. Case study research: Design and methods. Sage, 1994.
BIOGRAFIA
EDUIN DIONISIO CONTRERAS Ingeniero Industrial de la Universidad de Boyacá. Magíster en Diseño y Gestión de Procesos, Universidad de la Sabana. Especialista en Gestión de Productividad y Calidad, Universidad Autónoma Colombia. Diplomado en Sistemas de Gestión de Calidad ISO 9001:2000, Universidad Pedagógica y Tecnológica de Colombia. Tunja. Auditor Interno en ISO 9001:2000 certificado por HJ & Asociados y el IRCA. Diplomado en Docencia Universitaria, Universidad de Boyacá. Docente e investigador en las áreas de Ingeniería de Métodos y Tiempos, Investigación de Mercados, Gestión de Calidad, Logística e Investigación de Operaciones. Actualmente se desempeña como Director del Programa de Ingeniería Industrial, Universidad de Boyacá. Tunja – Boyacá – Colombia.
JULIÁNDAVIDSILVARODRÍGUEZIngeniero Industrial de la Universidad de Boyacá. Candidato a Magister en Ingeniería con énfasis en Industrial en la Universidad Pedagógica y Tecnológica de Colombia. Actualmente se desempeña como Joven Investigador del programa de Ingeniería Industrial en convenio con el Departamento Administrativo de Ciencia, Tecnología e Innovación COLCIENCIAS y la Universidad de Boyacá y Docente de la Universidad de Boyacá.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 33-50, 2014 Logística inversa usando simulación...Contreras y Silva
51
MINIMIZACIÓN DE LA TARDANZA EN PROBLEMAS DE PROGRAMACIÓNDETAREASENMAQUINASPARALELAS
CON DETERIORO DE LOS RECURSOS
MINIMIZINGTARDINESSINPARALLELMACHINESCHEDULINGWITHRESOURCE DETERIORATION
AlexJ.Ruiz-Torres1,♦,JoséH.Ablanedo-Rosas2, Nelson Alomoto3,DianaJadanAvilés4
RESUMEN
En ambientes de manufactura y de servicios es frecuente encontrar diferentes tareas que son realizadas en paralelo empleando recursos heterogéneos, los cuales tienen la característica de sufrir deterioro a medida que transcurre el tiempo. Ese deterioro tiene un impacto significativo en el desempeño de dichos recursos, lo que se puede medir de diferentes formas tales, como: calidad, tiempo de proceso, entre otros. Esta investigación científica utiliza un modelo donde el deterioro de los recursos es una función de las tareas específicas previamente realizadas por el recurso. La formulación del problema se presenta por medio de un modelo de programación matemática. Este trabajo presenta dos heurísticas para resolver el problema en un tiempo razonable, donde cada heurística emplea diferentes reglas y criterios para identificar la mejor solución. Un análisis de sensibilidad, que comprende 2700 casos, es llevado a cabo para evaluar la eficacia de las heurísticas. Los resultados comprueban que las heurísticas son eficientes y generan soluciones útiles para el tomador de decisiones.
Palabras Claves: Deterioro de máquinas, fechas de entrega, tardanza, máquinas paralelas, programación de operaciones, heurísticas.
ABSTRACT
In manufacturing and service environments it is common to find processes that are performed in parallel by different resources, which have the characteristic that their performance deteriorates with time. This deterioration has a significant effect on the performance of the resources that can be measured in different forms such as quality and process time. This research utilizes a model where resource deterioration is a function of the specific jobs previously completed by the resource. The problem’s formulation is presented as a mathematical program. The paper presents two heuristics to solve the problem, where each has different rules to find the best solution. A sensitivity analysis that includes 2700 cases is performed to evaluate the performance
1Facultad de Administración de Empresas. Universidad de Puerto Rico – Rio Piedras. San Juan, PR 00931-3332, USA. [email protected] of Marketing and Management.College of Business Administration.University of Texas at El Paso.TX 79968, USA. [email protected] de Ciencias Administrativas. Escuela Politécnica Nacional. Quito, 17-01-2759 Ecuador. [email protected] 4Carrera de Ingeniería Industrial. Facultad de Ciencias Químicas. Universidad de Cuenca. Ecuador. [email protected]
♦Autor para correspondencia:[email protected]
Recibido: 26.08.2013 Aceptado: 28.02.2014
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
52
of the heuristics. The results demonstrate that the heuristics are efficient and generate useful solutions for decision makers.
Keywords: Resource deterioration, due dates, tardiness, parallel machines, scheduling, heuristics.
INTRODUCCIÓN
Una característica importante de los sistemas de producción es el deterioro que sufren los recursos utilizados, lo cual resulta en un desgaste que se transforma en una inferior capacidad de desempeño a medida que se utiliza el recurso o transcurre el tiempo. En algunos sistemas, este deterioro requiere de mucho tiempo para ser significativo, por lo cual no es un elemento importante en la programación de las tareas (programación de producción). Sin embargo, en otros sistemas este deterioro ocurre de manera rápida y su efecto crea complejidad y costos adicionales, si no es manejado de manera apropiada. Por ejemplo, en el caso de los seres humanos, el cansancio se acumula a medida que transcurre el día, requiriendo mayores niveles de esfuerzo y tiempo para realizar una misma labor. No sólo el deterioro puede resultar en un mayor tiempo de proceso, sino que también provoca un aumento de la probabilidad de error. En el caso de máquinas, los procesos mecánicos y de corte desgastan el equipo; por lo tanto, considerar el deterioro es muy importante.Los componentes de las máquinas se consumen o se vuelven más “lentos”, lo que resulta en problemas de calidad, ya que se requieren ajustes y/o reparaciones en el equipo.
Otra característica común en los sistemas de producción, sea en servicios o en manufactura, es la estrategia de procesamiento en paralelo. Por ejemplo, en el caso de servicios, los cajeros en un banco son recursos paralelos que procesan transacciones de clientes, donde cada cliente requiere un “trabajo” con un contenido diferente, pero donde cada cajero tiene las capacidades para atender a cualquiera de los clientes en la fila. Similarmente, en procesos de manufactura se pueden observar máquinas, por ejemplo de inyección de plástico, cada una procesando “órdenes” diferentes, pero donde cada una de esas máquinas (asumiendo un tonelaje idéntico) tiene la capacidad de procesar cualquiera de estas órdenes (lo diferente en cada máquina es el molde instalado).
Esta investigación se origina de observaciones de campo en diferentes ambientes de manufactura combinadas con una revisión de la literatura, donde se establece el problema de programación de tareas en recursos paralelos cuando estos recursos de producción se deterioran con el tiempo. Estudios que consideran el deterioro en los recursos de producción son abundantes en la literatura científica; los primeros trabajos fueron reportados por Gupta & Gupta (1988) y por Browne & Yechiali (1990); un par de artículos enfocados a la revisión de la literatura sobre el tema han sido publicados por Alidaee & Womer (1999) y Cheng et al. (2004). Los estudios previos revelan que el problema del deterioro en los recursos es relevante, ya que aumenta considerablemente el tiempo requerido para completar una tarea y, por consiguiente, se reduce la eficiencia operacional y la capacidad de satisfacer la especificaciones requeridas por el cliente.
El servicio al cliente, modelado por el tiempo promedio de la tardanza, es el objetivo de negocio que se investiga en este artículo. Por lo tanto, cada tarea a ser procesada tiene un tiempo de entrega comprometido, y el objetivo es minimizar la suma de los retrasos en los tiempos de entrega. Investigaciones relacionadas a la minimización de la tardanza total y otros objetivos relacionados han recibido la atención de muchos investigadores; revisiones de la literatura sobre problemas de programación de tareas, considerando fechas de entrega, han sido completadas por Biskup y Herrmann (2008), Sterna (2011) y Xu et al. (2010). El problema es muy relevante,
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
53
ya que es un caso frecuente que se observa en ambientes de manufactura y de servicios, y que tiene como prioridad el cumplimiento de los tiempo de entrega comprometidos con el cliente.
Existen numerosas investigaciones que estudian la programación de tareas y consideran el deterioro de los recursos de producción. Una suposición común en estos artículos publicados es que el deterioro se modela como una función del tiempo o del número de tareas que han sido procesadas por el recurso. Por ejemplo, a las 2 pm, el recurso X va a funcionar a un 90% de su nivel óptimo,independientemente de las tareas que haya completado desde las 8am; o el recurso S va a funcionar a un 76% de su nivel óptimo luego de completar 5 solicitudes de empleo, sin importar el contenido de éstas. Nuestro modelo de deterioro de recursos de producción está basado en el propuesto por Ruiz-Torres et al.(2013), donde el deterioro de los recursos es una función de las tareas específicas realizadas por el recurso.Si por la mañana al recurso S sólo le fueron asignadas tareas“fáciles”, es posible que a las 2 pm esté funcionando a un 95% de su nivel óptimo, mientras que, si por la mañana el recurso S invirtió su tiempo en la solución de problemas complicados y discusiones acaloradas, es posible que a las 2 pm esté a un 70% de su nivel óptimo. Similarmente, en el caso de manufactura, si una celda se dedicó a ensamblar un producto complicado/nuevo, es posible que la celda se haya desgastado más que si se hubiera asignado un trabajo más sencillo o muy conocido.
Este artículo continúa y mejora la investigación de Ruiz-Torres et al. (2013) al estudiar el problema de programación de tareas en máquinas paralelas, considerando el deterioro de los recursos y teniendo como objetivo el minimizar la tardanza total. El objetivo en el estudio de Ruiz-Torres et al. (2013) es diferente y está enfocado a la minimización del tiempo total en el que se terminan todas las tareas (conocido como “makespan”). El “makespan” es una medida relacionada al uso eficiente de los recursos de producción y no toma en consideración las fechas de entrega; sólo se utilizan los tiempos de proceso de las tareas en cada máquina. Al no considerar las fechas de entrega, y por consiguiente la tardanza, coma parte de la función objetivo, una programación particular de tareas puede ser óptima para el “makespan”, y a la vez ser ineficiente con respecto al nivel de servicio al cliente al presentar una tardanza total muy alta. Se entiende que en ambientes competitivos de manufactura y servicios es estratégico analizar problemas con deterioro de recursos y con una función objetivo enfocada en el servicio al cliente.
Los investigadores han utilizado diversos enfoques para abordar el efecto de deterioración de los recursos de producción. Unos de estos enfoques es caracterizar el tiempo de proceso como una función del tiempo de inicio de la tarea. Definimos pj, p’j, ej, y bjcomo el tiempo de procesamiento básico, el tiempo de proceso efectivo, el factor de deterioro, y el tiempo de inicio de la tarea j,respectivamente. Basado en estas definiciones, el tiempo de proceso efectivo ha sido modelado como una función lineal del tiempo de inicio; p’j = pj + ejbj o p’j = ejbj. Algunos de los estudios recientes que consideran el tiempo de proceso como una función lineal son: Toksari & Güner (2010), Mazdeh et al. (2010), Huang & Wang (2011), Joo & Kim (2012), Liu et al. (2013), Cheng et al. (2014) y Wu et al. (2013a).Toksari & Güner (2010) estudiaron el caso de máquinas paralelas con el objetivo de minimizar una fecha de entrega común, y considerando aprendizaje (tasa de aumento) y deterioro (tasa de decremento) simultáneamente; el factor de aumento o decremento es idéntico para todas las tareas (así ej = epara todas las tareas). Mazdehet al. (2010) analizaron el deterioro de trabajos en forma lineal, además de incluir el costo del deterioro de las máquinas; la función objetivo es la minimización de ambos, la tardanza total y el costo de deterioro de las máquinas. Joo & Kim (2013) investigaron el caso de deterioro lineal en máquinas paralelas donde existen actividades que modifican el desgaste (i.e. actividad de mantenimiento); la función objetivo es minimizar el “makespan”. Liu et al. (2013) desarrollaron dos heurísticas para el problema de minimizar el “makespan” en el caso de máquinas paralelas, e investigaron diferentes relaciones entre grados de deterioro y el número de máquinas; estos autores reportan un límite fijo para el caso en que el número
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
54
de máquinas es menor que cinco. Cheng et al. (2014) estudiaron el sistema conocido como “flow shop”, donde existen dos máquinas con el objetivo de minimizar la suma de los tiempos de terminación de las tareas, sujeto al mínimo makespan; este estudio propuso un modelo matemático y unos algoritmos para resolver el problema. Wu et al. (2013b) analizaron el caso de una sola máquina, pero donde los trabajos tienen dos agentes, y el tiempo de proceso en cada agente se deteriora independientemente con el tiempo; el objetivo es la minimización del número de trabajos finalizados tarde debido al primer agente en combinación con una tardanza debida al segundo agente, la cual tiene un límite superior.
Otros trabajos de investigación han caracterizado el tiempo del proceso como una función de la posición de la tarea en la secuencia de la máquina. Definamos p’jrh como el tiempo de proceso de la tarea jque es procesada en la posición r de la máquina h;en esta caracterización, el tiempo de proceso de una tarea se define por p’jrh = pjh + r × ejh, o por p’jrh = pjh × rejh,dónde ejh es el efecto de deterioro de la tareajen la máquina h, y la posición r depende del número de tareas después de un evento de mantenimiento. Dentro de las investigaciones recientes que consideran modelos de deterioro basados en la posición de la tarea se encuentran:Yang (2011), Mosheiov (2012),Yang et al. (2012) y Yang (2013). Yang (2011) investigó la minimización de las sumas de los tiempos de terminación de tareas en cada máquina, tomando en cuenta la frecuencia de mantenimiento, donde r depende del plan de mantenimiento de cada máquina. Mosheiov (2012) estudió el mismo objetivo, pero el deterioro es determinado por una matriz basada en la posición de las tareas. Yang et al.(2012) también investigaron la suma de los tiempos de terminación de tareas en todas las máquinas, pero en este caso modelaron máquinas no relacionadas (no idénticas). Yang et al.(2013) expandieron los modelos anteriores al considerar la programación conjunta de las tareas y del mantenimiento para el caso de máquinas paralelas; el tiempo de mantenimiento de cada máquina depende del tiempo que ésta haya estado procesando tareas, la función objetivo es minimizar la suma del tiempo de finalización de todas las tareas.
La literatura científica que estudia la programación de tareas con criterios relacionados a fechas de entrega es bastante extensa, por lo cual nos limitamos a revisar la literatura que analiza la suma de las tardanzas en máquinas paralelas y está enfocada a problemas asociados a fechas de vencimiento,además de incluir la condición de deterioro de recursos. Artículos que estudian problemas con una sola máquina son abordados por varios investigadores. Eren & Güner (2007), incorporaron el efecto de aprendizaje a este tipo de problema y plantearon un modelo de programación entera para menos de 25 trabajos, mientras que para problemas grandes propusieron tres heurísticas basadas en búsqueda aleatoria, búsqueda tabú (TS) y recocido simulado (SA), respectivamente. Cheng et al. (2011), a través de un algoritmo de ramificación y acotamiento (Branch & Boundo BAB) resolvieron el problema para trabajos con deterioro y tiempos de preparación lineales, con la particularidad de que el objetivo es minimizar la tardanza máxima. Wu et al. (2013b) investigaron el problema de una sola máquina con deterioro lineal y tiempos distintos de emisión de las tareas, desarrollaron un algoritmo de ramificación y acotamiento (BAB) y propusieron una hibridación con un algoritmo de colonia de abejas para encontrar una solución cercana al óptimo.
Trabajos que abordan problemas de la suma de las tardanzas en máquinas paralelas muestran diversos enfoques. Los estudios de Azizoglu & Kirkca (1998), Yalaoui & Chu (2002), y Shim & Kim (2007) utilizaron algoritmos de ramificación y acotamiento (BAB); el primero presenta propiedades que caracterizan la solución óptima, el segundo expone esquemas de acotamiento superior e inferior para la solución, y el tercero utiliza cotas superior e inferior obtenidas heurísticamente. Para el mismo tipo de problema,Tanaka & Araki (2008) desarrollaron un algoritmo BABy para determinar una cota inferior utilizaron el método de relajación de Lagrange; este algoritmo se utilizó para resolver problemas con alrededor de 25 tareas y cualquier número de máquinas. Biskup et al. (2008) propusieron una nueva heurística, la cual se sometió a
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

55
prueba con tres algoritmos conocidos: TPI (índice de prioridad de tráfico), MDD (fecha de vencimiento modificada) y KPM (descomposición y heurística híbrida);los resultados mostraron un desempeño superior de la heurística propuesta; de igual forma, con los datos de prueba se determinó un mejor desempeño de MDD sobre TPI y KPM al minimizar la tardanza total para problemas de máquinas paralelas idénticas. El caso de máquinas paralelas idénticas, con fechas de vencimiento común y pesos o penalidades proporcionales, fue analizado por Sun & Wang (2003). En este trabajo, la minimización de la suma ponderada de tiempos tempranos y tardanzas se examinó a través de un algoritmo de programación dinámica; además, se desarrollaron dos heurísticas basadas en listas de programación (LS) para enfrentar la problemática y analizar las cotas de error para el peorescenario. En un problema relacionado, Vélez & López (2011) presentaron un algoritmo para programar un conjunto de n tareas en una máquina de procesamiento por lotes con capacidad específica, de tal manera que la tardanza total ponderada sea mínima. El método utilizado es un heurístico de búsqueda de entorno variable descendiente (BEVC), que parte de una solución inicial para luego mejorarla por medio de la exploración sistemática de múltiples vecindarios. Para mejorar el desempeño del algoritmo se propuso ejecutarlo múltiples veces, cada una con una solución inicial diferente, y almacenar la mejor solución encontrada por el algoritmo durante las múltiples ejecuciones.Della Croce et al. (2012), abordaron la minimización de la tardanza total ponderada, desarrollando un algoritmo que se basa en el intercambio generalizado de pares, optimización de búsqueda dinámica y vecindades de máquinas paralelas. El problema con tiempos diferentes de emisión de las tareas fue investigado por Jouglet & Savourey (2011); ellos describieron reglas de dominancia y métodos de filtrado; además, mostraron como deducir si una tarea puede ser procesada en una máquina determinada.
Los problemas de máquinas paralelas no-relacionadas son un caso más complicado que el problema de máquinas paralelas idénticas (Zhang et al. 2012). Bank y Werner (2001)estudiaron el caso donde los tiempos de proceso dependen de la máquina que los procesa; las fechas de inicio están definidas para cada tarea, y se asume una fecha de vencimiento común. El objetivo es minimizar la suma ponderada de los tiempos tempranos lineales y las tardanzas penalizadas. En el estudio se probaron varios algoritmos para casos de hasta 50 tareas y 200 máquinas, y los resultados no revelaron ninguna superioridad de un algoritmo sobre otro.Liaw et al. (2003), investigaron el problema de máquinas paralelas no-relacionadas, que tiene dificultad-NP en sentido fuerte, y plantearon dos cotas, una inferior resultante de un problema de asignación, y una superior obtenida con una heurística de dos fases; además, probaron un algoritmo BAB que usa reglas de dominancia. Se obtuvieron buenos resultados para problemas con un máximo de 18 tareas y 4 máquinas.Bilge et al. (2004) analizaron una versión generalizada de máquinas paralelas, donde las tareas tienen fechas de vencimiento y tiempos de arribo distintos, y presentaron un algoritmo TS que se probó con algunos problemas disponibles en la literatura. El algoritmo propuesto presentó un desempeño superior a los algoritmos reportados hasta ese momento. De igual forma, Anghinolfi & Paolucci (2007) estudiaron el problema con tiempos de preparación diferentes de cero y configuraciones dependientes de una secuencia. Para este caso plantearon un enfoque meta-heurístico híbrido, que incluye los siguientes algoritmos: TS, SA y búsqueda local variable. Los experimentos muestrearon que el algoritmo propuesto tiene un desempeño aceptable frente al problema generalizado.
El Problema
En esta sección se describe el problema de forma detallada. El modelo de programación matemática que se presenta tiene como base el desarrollado por Ruiz-Torres et al. (2013), en el cual existen n tareas a ser asignadas a m recursos en paralelo.Se definen N y M como los conjuntos de tareas y recursos (máquinas), respectivamente; N = {1, …, n} y M = {1 …m}. Las tareas no pueden ser divididas entre los recursos en paralelo, es decir, cada tareadebe ser asignada a un solo recurso. Además, una vez que comienza la tarea en el recurso, no
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

56
se puede detener su procesamiento. Se asume que todas las tareas están disponibles en el tiempo 0. Cada recurso tiene la capacidad de procesar una sola tarea a la vez. Estos recursos se consideran no-idénticos, por lo que el tiempo base de procesamiento de la tarea depende del recurso en donde se procesa la tarea; el tiempo de procesamiento base de la tareajen el recurso kespjk.
A diferencia del problema estudiado por Ruiz-Torres et al. (2013), este trabajo asume que cada tarea tiene su fecha de entrega; se define djcomo la fecha de entrega de la tarea j. Se define ejkcomo el efecto del deterioro de la tarea j en el recurso k. Se asume que ejk puede asumir un valor de 0 o mayor, pero menor que 1. Un efecto de deterioro de 0 (ie. ejk = 0) indica que la tarea j no deteriora el recurso k, en otras palabras, seguirá funcionando al mismo nivel que cuando se comenzó la tarea j. Un valor de ejk> 0 indica el porcentaje de desgaste sobre el nivelde la “pre-tarea actual” que el recurso tendrá luego de completar la tarea j. Por ejemplo, un valor de ejk = 0,1 indica que el recurso k se desgastará un 10% al terminar la tarea j.
Se asume que n>m y que por lo menos se le asigna una tarea a cada recurso, por lo cual la asignación máxima a cualquiera de los recursos es de n – m + 1 tareas. Se define g = n – m + 1 como el número de posibles posiciones en la programación de cualquier recurso y seaG = {1, …, g}. Se especifica xjkh como una variable binaria que define si la tarea j fue asignada al recurso k en la posición h, y es una condición básica que ∑h∈G, k∈Mxjkh= 1∀j∈N, de forma que que cada tarea es asignada sólo a un recurso y a una sola posición en la programación.
Se identifica la variable qkh como el nivel de rendimiento del recurso k para la tarea en la posición h. Al comienzo del plan de trabajo, cada recurso comienza a su nivel “óptimo”. En otras palabras, con ningún deterioro; por consiguiente, qk1 = 1 para todos los recursos k en M. El rendimiento del recurso k en la posición h (h> 1) se determina por la multiplicación del rendimiento en la posición anterior por el deterioro causado por la tarea en la posición anterior: qkh =∑j∈N (1 –ejk)×xjk(h – 1)× qk(h – 1). El tiempo de proceso actual de la tarea j asignada a la posición h en recurso k es igual a pjk/qkh.
La función objetivo analizada en el trabajo de Ruiz-Torres et al. (2013) es la minimización del makespan, el cual es un objetivo relacionado con la eficiencia y utilización de los recursos. El enfoque de la investigación actual es la programación de tareas que maximizan el servicio al cliente, el cual puede ser modelado con la minimización del promedio de todas las tardanzas. Se define cj como el período de tiempo para que la tarea j sea terminada. La tardanza de una tarea es tj, tj= max. [cj – dj, 0], es decir, un valor positivo si la tarea es terminada después de la fecha de entrega, y 0 si la tarea está a tiempo.Se define la tardanza promedio como tave = (1/n) × ∑j∈Ntj. En la formulación matemática que se presenta a continuación no se definen los índices por tarea (ie. índice j), sino por el equivalente, que es la tarea asignada en la posición h en el recurso k.
Minimizar tave= (1/n) ×∑h∈G, k∈Mthk (1)∑j∈Nxjkh≤ 1 ∀h∈G, k∈M (2)∑h∈G, k∈Mxjkh= 1 ∀j∈N (3)xjkh ≤ ∑j∈Nxjk(h-1) ∀j∈N,k∈M,h∈G\{1} (4)qkh =∑j∈N (1 –ejk)×qk(h – 1)× xjk(h – 1) ∀h∈G\{1},k∈M (5)qk1 = 1 ∀k∈M (6)tkh≥ ∑j∈N, l = 1..hpjk/qkl × xjkl – ∑j∈Ndj × xjkh ∀k ∈M,h∈G (7)tkh≥ 0 ∀k ∈M,h∈G (8)qkh≥ 0 ∀k ∈M,h∈G (9)xjkh∈ {0, 1} ∀j∈N,k∈M,h∈G (10)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
57
En el modelo matemático, la ecuación (1) es la función objetivo. La desigualdad (2) indica que,a cada posición en cada recurso puede asignársele máximo una tarea, mientras que la ecuación (3) indica que cada tarea debe asignarse a una posición en un recurso. La desigualdad (4) garantiza las asignaciones continuas. Las ecuaciones (5-6) definen el nivel de rendimiento de cada recurso para cada posición de la tarea. Las desigualdades (7-8) establecen el valor de la tardanza de las tareas. En la desigualdad (7), la componente ∑j∈N, l = 1..hpjk/qkl× xjklrepresenta el tiempo en que se termina la tarea asignada a la posición/recurso kh, y cuando ninguna tarea está asignada a esa posición, el valor es 0. La componente ∑j∈Ndj × xjkh establece la fecha de entrega, y de igual manera si ninguna tarea está asignada a la posición/recurso kh, el valor es 0. La desigualdad (9) establece que el nivel de rendimiento no puede tener un valor negativo. La ecuación (10) define las variables binarias. El problema tiene nm(n-m+1) variables binarias, haciéndolo ”computacionalmente difícil”cuando n y m aumentan.
MétodosdeSolución
Esta sección presenta los métodos de solución para el problema presentado en la sección anterior. Como base de estos métodos se consideran varias heurísticas que se describen en el artículo de Biskup et al. (2008). Nuestra investigación considera sistemas donde los tiempos de proceso de cada tarea pueden ser diferentes para cada recurso, mientras que los trabajos anteriores consideran tiempos de proceso idénticos para cada recurso; por tanto, las heurísticas propuestas anteriormente no pueden ser aplicadas directamente en la solución del problema propuesto.
Como método de solución proponemos dos estrategias “básicas”: asignar las tareas considerando simultáneamente todos los recursos y asignar las tareas a los recursos uno por uno. Igual que en heurísticas presentadas en trabajos anteriores que consideran el promedio de las tardanzas y el deterioro de los recursos, se deben examinar todas las posibles posiciones dentro de una secuencia cuando se añade una tarea a una secuencia existente. Además, se utilizan estrategias similares en la selección de tareas a heurísticas propuestas anteriormente.
Reglas de prioridad
Un sinnúmero de heurísticas de programación de tareas se basa en la asignación de tareas a los recursos basándose en reglas de prioridad, las cuales están relacionadas a características de las tareas y/o de los recursos. De las reglas de prioridad más conocidas estála SPT (por sus siglas en inglés para “shor test processing time”) y la EDD (por sus siglas en inglés para “earliestdue date”). La regla SPT simplemente le da la prioridad a la tarea con el tiempo de proceso más corto, mientras que la regla EDD le da prioridad a la tarea con fecha de entrega más próxima. En el caso de la minimización del promedio de las tardanzas, una regla frecuentemente utilizada es la TPI (por sus siglas en inglés para “traffic priorit yindex”) que caracteriza la congestión del sistema para darle peso al tiempo de proceso y a la fecha de entrega, creando un índice de prioridad para cada tarea, basándose en esta información. En adición a estas tres reglas de prioridad, en esta investigación se considera el parámetro de deterioro de las tareas (ejk), donde se le da prioridad a las tareas con menor deterioro.
Dado que nuestra investigación considera recursos no relacionados (o no idénticos), se determina un TPI particular para cada recurso y uno general, como se describe a continuación. Se define el tiempo mínimo de proceso de una tarea como p*
j= min. k∈M[pjk]. El total de los tiempos de proceso en un recurso esPk = ∑j∈Npjky el total de los tiempos mínimos es P* = ∑j∈Np*j. Se define el total de los tiempos de entrega como D = ∑j∈N dj. Para cada recurso k se determina el nivel de congestión, NCk = n × Pk/ (m × D)y para el sistema en general NC* = n × P*/ (m × D) ∀k∈M. Utilizando la constante 3 como en Ho and Chang (1991) and Biskup et al. (2008), el
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

58
peso de las fechas de entrega para el recurso k es WDk = max. [0, min [0.5 +(3 – NCk)/ NCk, 1]] y el peso para los tiempos de proceso esWPk = 1 – WDk. De igual manera, el peso de las fechas de entrega para el sistema en general es WD* = max. [0, min [ (3 – NC*) / NC*], 1]] y el peso para los tiempos de proceso es WP* = 1 – WD*.
Se define el tiempo máximo de proceso en un recurso como pmaxk= max. j∈N[pjk] ∀k∈M y el
máximo de los tiempos mínimos como pmax*= max. j∈N[p*j]. La fecha de entrega máxima es dmax= max. j∈N[dj]. Se define zjkcomo el TPI de la tareaj en el recurso k y z*j como el TPI de la tarea j para el sistema en general donde zjk= dj×WDk/ d
max + pjk×WPk/ pmax
k mientras que z*j = (dj×WD* / dmax)+( p*j×WP* / pmax*).
HeurísticaTR-ω
El objetivo de la heurística TR-ω es considerar todos los recursos de manera simultánea al crear la programación. La heurística tiene cuatro versiones, cada una considerando cuatro reglas para la selección de tareas.
Definición de las variablesN’ Conjunto de tareas pendientes para asignar a un recurso.α Tarea en consideración para asignación a los recursos en M.ω Define la regla a utilizarse para la selección de las tareas.W Conjunto de posibles programaciones.w Programa seleccionado.Nk Conjunto de las tareas asignadas al recurso k.rck El tiempo cuando el recurso k termina todas las tareas asignadas en el programa
actual.
Definir1. N’ = N.Seleccionar la tareaα usando la reglaω. Definir 2. N’ = N’– α.
regla ω = a. p, tareaα = j: min. j ∈N’k∈M[pjk]regla ω = b. d, tareaα = j: min. j ∈N’[dj].regla ω= c. e, tareaα = j: min. j ∈N’k ∈M[ejk].regla ω= d. z,tareaα = j: min. j ∈N’[z*j].Nota: En el caso de un empate se escoge entre éstas de manera aleatoria.
Definir3. W como el conjunto de programaciones temporalmente generadas al: a) insertar la tareaα antes que cada una de las tareas en cada una de las secuencia originales de los m recursos y b) añadiendo la tareaα al final de la secuencia original de cada uno de los m recursos. Seleccionar la programación 4. w de W con el valor mínimo de ∑j ∈Nk ,k ∈M[tj]. En el caso de empates se escoge la programación con menor ∑k ∈Mrck. En el caso de empates se escoge la programación donde la tarea esté asignada a la máquina que tenga el menor ejk. Si 5. N’≠∅ regresar al paso 3.Fin de la heurística.6.
HeurísticaLa estrategia básica de la heurística UR-ω es considerar la asignación de tareas a un recurso a la vez. Esta heurística tiene dos fases; en la primera se asignan todos las tareas posibles al recurso seleccionado (con base en el tiempo total de proceso de las tareas sin asignar), con la restricción de que ninguna tarea asignada puede retrasarse. En la segunda fase se asignan aquellas tareas que no fueron asignadas en la fase 1, donde cada tarea es temporalmente insertada en cada posible posición del programa y de esas alternativas se
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
59
asigna a la posición/recurso donde el aumento en tave es menor.
Definición de las variablesL Conjunto de tareas consideradas y no asignadas.M’ Conjunto de recursos sin tareas asignadas.Pk Suma de los tiempos de las tareas pendientes si son asignados al recurso k.μ Recurso seleccionado por el proceso para asignación de tareas.Vμ Conjunto de posibles secuencias en el recurso μ.Vμ * Conjunto de posibles secuencias en el recurso μque cumplen con restricción de β.v* Secuencia seleccionada.
Fase 1.Definir1. L= ∅,M’ = M yN’ = N.Definir2. Pk = ∑j∈N’pjk∀k∈M’ Seleccionar el recurso 3. μ = k: max. k ∈M’[Pk] y definir M’ = M’ – μ.Seleccionar la tareaα usando la regla ω.Definir 4. N’ = N’– α.
regla ω = a. p, tareaα = j: min. j ∈N’[pjμ]. regla ω = b. d, tareaα = j: min. j ∈N’[dj].regla ω= c. e, tareaα = j: min. j ∈N’[ejμ].regla ω= d. z, tareaα = j: min. j ∈N’[zjμ].Nota: En el caso de un empate entre tareas, se escoge entre estas de manera aleatoria.
Definir5. Vμ como el conjunto de secuencias temporalmente generadas al:a) insertar la tareaα antes que cada uno de las tareas en la secuencia original del recurso μ, y b) añadiendo la tareaα al final de la secuencia original del recursoμ. Definir6. Vμ * como las secuencias enVμdondemax.j ∈Nμ[tj] = 0.Si 7. Vμ* = ∅, entonces definir L = L + α y regresar al paso 5.Seleccionar 8. v* de Vμ* con el valor mínimo de ∑j ∈Nμ[tj]. En el caso de empates, seleccionar la secuencia con el valor mínimo de rcμ.Si 9. N’≠∅ regresar al paso 5.Si 10. M’≠∅ y L≠∅ entonces se define N’= L y regresar al paso 2.Final de la fase 1. Si 11. L = ∅ final de la heurística.
Fase 2Definir12. N’ = L.Igual al paso 2 de la Heurística TR-ω13. Igual al paso 3 de la Heurística TR-ω14. Igual al paso 4 de la Heurística TR-ω15. Si 16. N’≠∅ regresar al paso 13.Final de la heurística.17.
EjemploLa ilustración del problema y de las heurísticas propuestas se presenta en esta sección a través de la solución de un ejemplo. Se tienen dos recursos de producción (i.e. m = 2) y doce tareas por programar (i.e. n = 12). En la tabla 1 se presentan las características de las tareas: tiempo base de proceso, efecto de deterioro en cada recurso y el tiempo de entrega requerido. Por ejemplo, la tarea 2 puede ser procesada en 8 unidades de tiempo y en 2 unidades de tiempo en la máquina 1 y 2, respectivamente; el efecto de deterioro en la máquina 1 y 2 al realizar esta tarea es de 3,57% y 4,98%, respectivamente; finalmente la fecha de entrega de la tarea 2 es en la unidad de tiempo 9.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
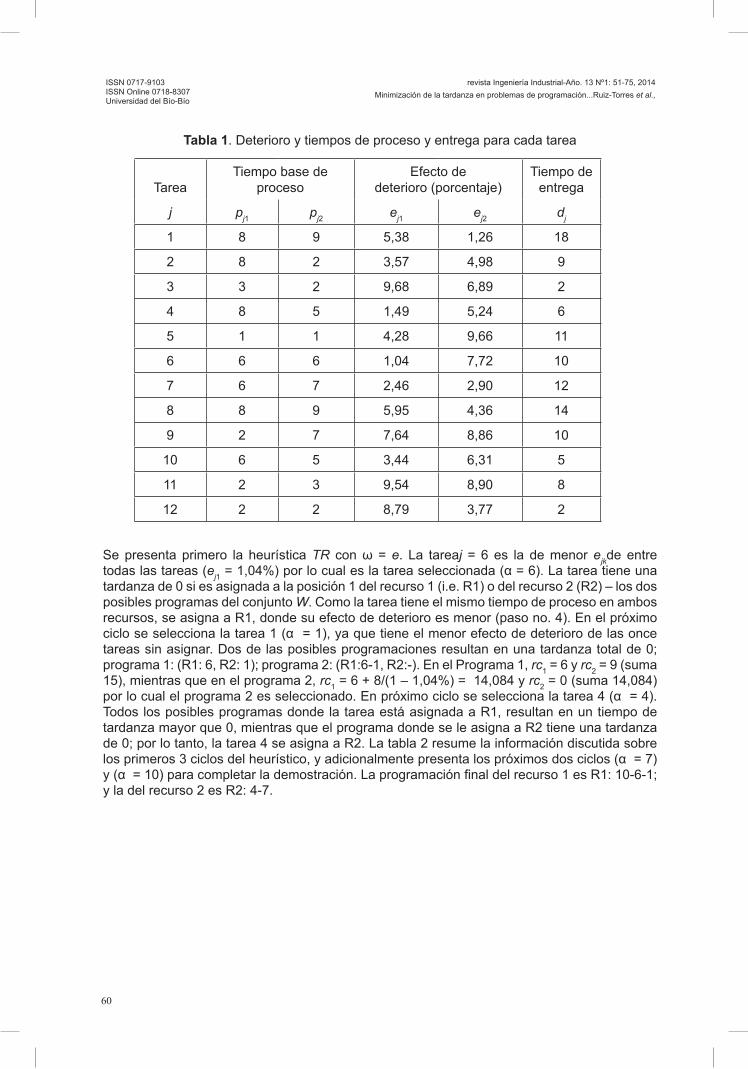
60
Tabla 1. Deterioro y tiempos de proceso y entrega para cada tarea
TareaTiempo base de
procesoEfecto de
deterioro (porcentaje)Tiempo de
entrega
j pj1 pj2 ej1 ej2 dj
1 8 9 5,38 1,26 18
2 8 2 3,57 4,98 9
3 3 2 9,68 6,89 2
4 8 5 1,49 5,24 6
5 1 1 4,28 9,66 11
6 6 6 1,04 7,72 10
7 6 7 2,46 2,90 12
8 8 9 5,95 4,36 14
9 2 7 7,64 8,86 10
10 6 5 3,44 6,31 5
11 2 3 9,54 8,90 8
12 2 2 8,79 3,77 2
Se presenta primero la heurística TR con ω = e. La tareaj = 6 es la de menor ejkde entre todas las tareas (ej1 = 1,04%) por lo cual es la tarea seleccionada (α = 6). La tarea tiene una tardanza de 0 si es asignada a la posición 1 del recurso 1 (i.e. R1) o del recurso 2 (R2) – los dos posibles programas del conjunto W. Como la tarea tiene el mismo tiempo de proceso en ambos recursos, se asigna a R1, donde su efecto de deterioro es menor (paso no. 4). En el próximo ciclo se selecciona la tarea 1 (α = 1), ya que tiene el menor efecto de deterioro de las once tareas sin asignar. Dos de las posibles programaciones resultan en una tardanza total de 0; programa 1: (R1: 6, R2: 1); programa 2: (R1:6-1, R2:-). En el Programa 1, rc1 = 6 y rc2 = 9 (suma 15), mientras que en el programa 2, rc1 = 6 + 8/(1 – 1,04%) = 14,084 y rc2 = 0 (suma 14,084) por lo cual el programa 2 es seleccionado. En próximo ciclo se selecciona la tarea 4 (α = 4). Todos los posibles programas donde la tarea está asignada a R1, resultan en un tiempo de tardanza mayor que 0, mientras que el programa donde se le asigna a R2 tiene una tardanza de 0; por lo tanto, la tarea 4 se asigna a R2. La tabla 2 resume la información discutida sobre los primeros 3 ciclos del heurístico, y adicionalmente presenta los próximos dos ciclos (α = 7) y (α = 10) para completar la demostración. La programación final del recurso 1 es R1: 10-6-1; y la del recurso 2 es R2: 4-7.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
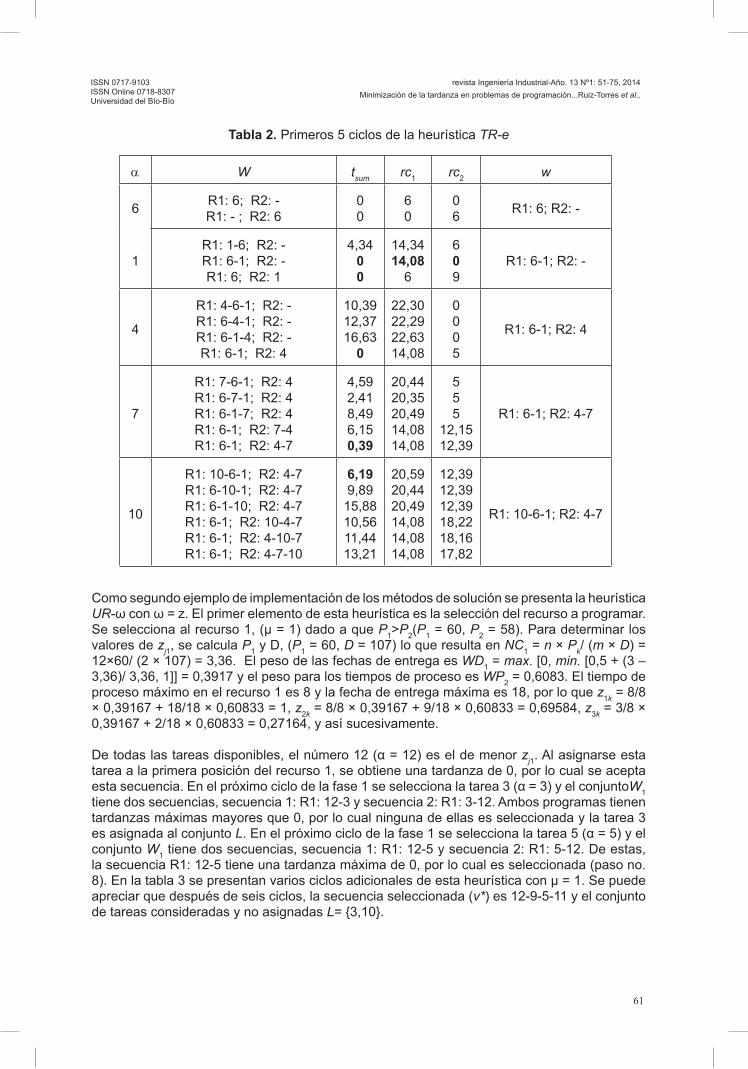
61
Tabla 2. Primeros 5 ciclos de la heurística TR-e
α W tsum rc1 rc2 w
6 R1: 6; R2: -R1: - ; R2: 6
00
60
06 R1: 6; R2: -
1R1: 1-6; R2: -R1: 6-1; R2: -R1: 6; R2: 1
4,3400
14,3414,08
6
609
R1: 6-1; R2: -
4
R1: 4-6-1; R2: -R1: 6-4-1; R2: -R1: 6-1-4; R2: -R1: 6-1; R2: 4
10,3912,3716,63
0
22,3022,2922,6314,08
0005
R1: 6-1; R2: 4
7
R1: 7-6-1; R2: 4R1: 6-7-1; R2: 4R1: 6-1-7; R2: 4R1: 6-1; R2: 7-4R1: 6-1; R2: 4-7
4,592,418,496,150,39
20,4420,3520,4914,0814,08
555
12,1512,39
R1: 6-1; R2: 4-7
10
R1: 10-6-1; R2: 4-7R1: 6-10-1; R2: 4-7R1: 6-1-10; R2: 4-7R1: 6-1; R2: 10-4-7R1: 6-1; R2: 4-10-7R1: 6-1; R2: 4-7-10
6,199,8915,8810,5611,4413,21
20,5920,4420,4914,0814,0814,08
12,3912,3912,3918,2218,1617,82
R1: 10-6-1; R2: 4-7
Como segundo ejemplo de implementación de los métodos de solución se presenta la heurística UR-ω con ω = z. El primer elemento de esta heurística es la selección del recurso a programar. Se selecciona al recurso 1, (μ = 1) dado a que P1>P2(P1 = 60, P2 = 58). Para determinar los valores de zj1, se calcula P1 y D, (P1 = 60, D = 107) lo que resulta en NC1 = n × Pk/ (m × D) = 12×60/ (2 × 107) = 3,36. El peso de las fechas de entrega es WD1 = max. [0, min. [0,5 + (3 – 3,36)/ 3,36, 1]] = 0,3917 y el peso para los tiempos de proceso es WP2 = 0,6083. El tiempo de proceso máximo en el recurso 1 es 8 y la fecha de entrega máxima es 18, por lo que z1k = 8/8 × 0,39167 + 18/18 × 0,60833 = 1, z2k = 8/8 × 0,39167 + 9/18 × 0,60833 = 0,69584, z3k = 3/8 × 0,39167 + 2/18 × 0,60833 = 0,27164, y así sucesivamente.
De todas las tareas disponibles, el número 12 (α = 12) es el de menor zj1. Al asignarse esta tarea a la primera posición del recurso 1, se obtiene una tardanza de 0, por lo cual se acepta esta secuencia. En el próximo ciclo de la fase 1 se selecciona la tarea 3 (α = 3) y el conjuntoW1 tiene dos secuencias, secuencia 1: R1: 12-3 y secuencia 2: R1: 3-12. Ambos programas tienen tardanzas máximas mayores que 0, por lo cual ninguna de ellas es seleccionada y la tarea 3 es asignada al conjunto L. En el próximo ciclo de la fase 1 se selecciona la tarea 5 (α = 5) y el conjunto W1 tiene dos secuencias, secuencia 1: R1: 12-5 y secuencia 2: R1: 5-12. De estas, la secuencia R1: 12-5 tiene una tardanza máxima de 0, por lo cual es seleccionada (paso no. 8). En la tabla 3 se presentan varios ciclos adicionales de esta heurística con μ = 1. Se puede apreciar que después de seis ciclos, la secuencia seleccionada (v*) es 12-9-5-11 y el conjunto de tareas consideradas y no asignadas L= {3,10}.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

62
Tabla 3. Primeros 6 ciclos de la heurística UR-z
α V2 V*2 v* L
12 12 12 12 { - }
3 12-33-12 {3}
5 5-1212-5 12-5 12-5 {3}
1111-12-512-11-512-5-11
12-11-5 (rc1 = 5.40)12-5-11 (rc1 = 5.39) 12-5-11 {3}
9
9-12-5-1112-9-5-1112-5-9-1112-5-11-9
12-9-5-11 (rc1 = 7.86)12-5-9-11 (rc1 = 7.87)12-5-11-9 (rc1 = 7.92) 12-9-5-11 {3}
10
10-12-9-5-1112-10-9-5-1112-9-10-5-1112-9-5-10-1112-9-5-11-10
{3, 10}
En el caso del recurso 1, ninguno de los ciclos posteriores a los presentados en la tabla 2 resulta en una secuencia con tardanza máxima igual a cero, por lo que la secuencia en el recurso 1 es R1: 12-9-5-11 para la fase 1. Para el recurso 2, la secuencia que resulta de la fase 1 es R2: 3-2-1. De esta fase el conjunto de tareas no asignadas es L = {4, 6, 7, 8, 10}. Dado que la fase 2 de la heurística UR es similar a la heurísticaTR, no detallamos su implementación en esta sección. La figura 1 presenta la programación de todas las tareas que resulta de implementar las heurísticasTR-ey UR-z, con una tardanza promediotave igual a 5,74 y 6,28,respectivamente. Se presentan los programas por recursos, incluyendo la secuencia de las tareas;al final de cada tarea se especifica el nivel de rendimiento del recurso (se indica arriba de la tarea que se completa), y la tardanza de cada tarea (se indica debajo de cada tarea). Es interesante notar cómo en el programa generado por TR-e, diez de las doce tareas tienen una tardanza mayor a 0, mientras que en el programa generado por UR-z sólo cinco de las doce tareas tienen una tardanza mayor a 0; sin embargo, el programa UR-z tiene una tardanza total mayor a la del programa TR-e. Estos resultados claramente indican diferencias entre los programas que se traducen en ventajas y desventajas que directamente impactan el nivel de servicio al cliente.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
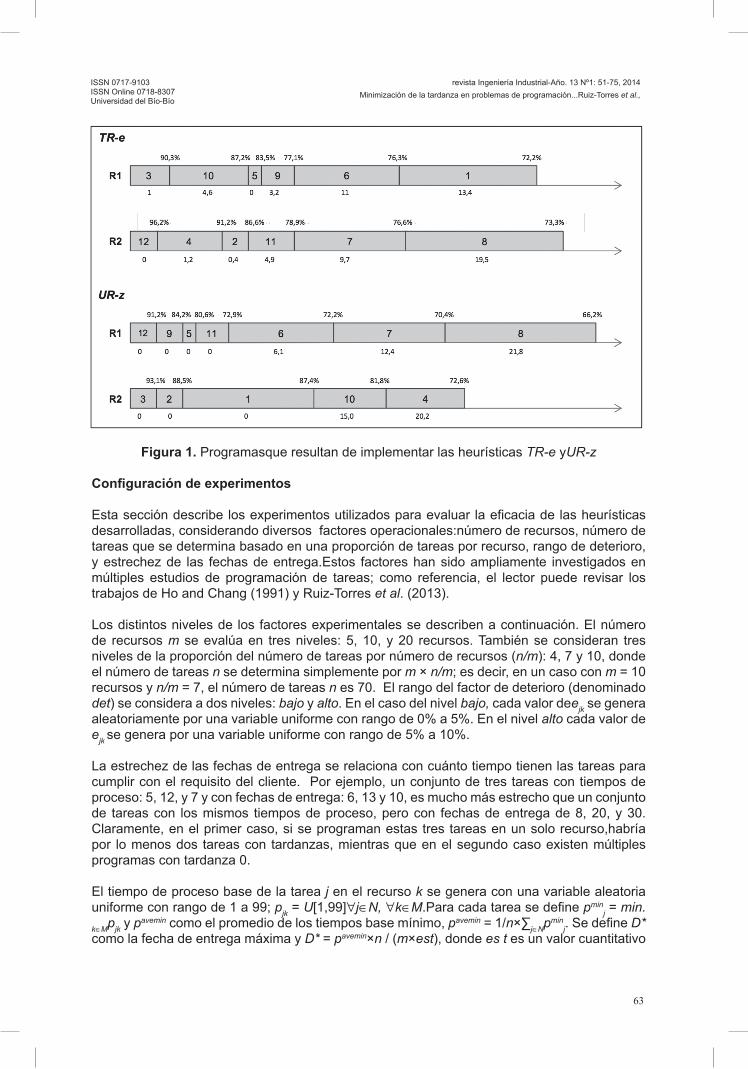
63
Figura 1. Programasque resultan de implementar las heurísticas TR-e yUR-z
Configuracióndeexperimentos
Esta sección describe los experimentos utilizados para evaluar la eficacia de las heurísticas desarrolladas, considerando diversos factores operacionales:número de recursos, número de tareas que se determina basado en una proporción de tareas por recurso, rango de deterioro, y estrechez de las fechas de entrega.Estos factores han sido ampliamente investigados en múltiples estudios de programación de tareas; como referencia, el lector puede revisar los trabajos de Ho and Chang (1991) y Ruiz-Torres et al. (2013).
Los distintos niveles de los factores experimentales se describen a continuación. El número de recursos m se evalúa en tres niveles: 5, 10, y 20 recursos. También se consideran tres niveles de la proporción del número de tareas por número de recursos (n/m): 4, 7 y 10, donde el número de tareas n se determina simplemente por m × n/m; es decir, en un caso con m = 10 recursos y n/m = 7, el número de tareas n es 70. El rango del factor de deterioro (denominado det) se considera a dos niveles: bajo y alto. En el caso del nivel bajo, cada valor deejk se genera aleatoriamente por una variable uniforme con rango de 0% a 5%. En el nivel alto cada valor de ejk se genera por una variable uniforme con rango de 5% a 10%.
La estrechez de las fechas de entrega se relaciona con cuánto tiempo tienen las tareas para cumplir con el requisito del cliente. Por ejemplo, un conjunto de tres tareas con tiempos de proceso: 5, 12, y 7 y con fechas de entrega: 6, 13 y 10, es mucho más estrecho que un conjunto de tareas con los mismos tiempos de proceso, pero con fechas de entrega de 8, 20, y 30. Claramente, en el primer caso, si se programan estas tres tareas en un solo recurso,habría por lo menos dos tareas con tardanzas, mientras que en el segundo caso existen múltiples programas con tardanza 0.
El tiempo de proceso base de la tarea j en el recurso k se genera con una variable aleatoria uniforme con rango de 1 a 99; pjk = U[1,99]∀j∈N, ∀k∈M.Para cada tarea se define pmin
j = min.k∈Mpjk y pavemin como el promedio de los tiempos base mínimo, pavemin = 1/n×∑j∈Npmin
j. Se define D* como la fecha de entrega máxima y D* = pavemin×n / (m×est), donde es t es un valor cuantitativo
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

64
asociado al nivel de estrechez; mientras est aumenta, D* es menor. Las fechas de entrega se estiman de la siguiente forma: para cada tarea se genera una variable aleatoria uniforme con rango de 0 a D* y esta variable se suma al tiempo de proceso base mínimo de cada tarea para obtener la fecha de entrega: dj = min.k∈Mpjk+ U(0, D*). El valor de es t se evalúa en tres niveles: 2, 3, y 4. Hay entonces 3 ×2× 3 × 3 niveles experimentales y para cada uno se generan cincuenta repeticiones, lo cual representa un total de 2700 casos analizados.
RESULTADOS
Los resultados de los experimentos se evaluaron basados en tres medidas de desempeño: tardanza promedio por tarea, el error de la heurística contra la mejor solución obtenida, y el porcentaje de ocasiones donde una heurística obtuvo la menor tardanza promedio.El error estimado para cada problema se basa en el mejor resultado de las ocho versiones de la heurística:
t*ave= min. [tave(TR-d), tave(UR-d), …, tave(UR-z)] yerror (heurística) = tave(heurística)/t*ave– 1.
El porcentaje de ocasiones donde una heurística obtiene el mejor resultado, caracteriza en cuantas ocasiones de las 50 repeticiones cada una de las heurísticas generó t*ave. Debido a la posibilidad de que más de una heurística genere una programación con exactamente el mismo valor de tave, es posible que exista más de una heurística “ganadora” para cada repetición.
Resultados: Tardanza promedio
La tabla 4 presenta los resultados de tave =tsum/n para cada una de las condiciones experimentales. Los resultados en “negritas” indican el valor menor de la tardanza promedio para esa combinación de condiciones. Cuatro de las ocho heurísticas obtuvieron el valor mínimo en por lo menos una combinación experimental: UR-d, TR-p, UR-p, y UR-z. La heurística que obtuvo el mayor número de valores mínimos de la tardanza promedio fue UR-p con 25, seguida por UR-z con 18.
La figura 2 presenta los efectos que tienen los factores experimentales en tave(el eje verticales tave) y los resultados de un análisis de varianza (ANOVA por sus siglas en inglés). Como se puede observar en las gráficas y en los resultados del ANOVA, los factores m y n/m son los más significativos, aunque todos los factores principales son significativos. Todos los resultados presentados en las gráficas son intuitivos: al aumentar el número de recursos (m), la tardanza promedio baja; mientras que al aumentar la relación de tareas al número de recursos (n/m), la deterioración (det), y la estrechez (est), la tardanza promedio aumenta. Respecto a la eficacia de las heurísticas (heu), se observa que UR-e generó el valor más grande de la tardanza promedio, mientras que UR-d, UR-p y UR-z generaron los valores más bajos. Notamos aquí que, aunque sólo se presentan en la tabla de ANOVA los efectos principales, las interacciones fueron incluidas en el modelo y son significativas. El modelo alcanzó un valor de R2 = 91,8%.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
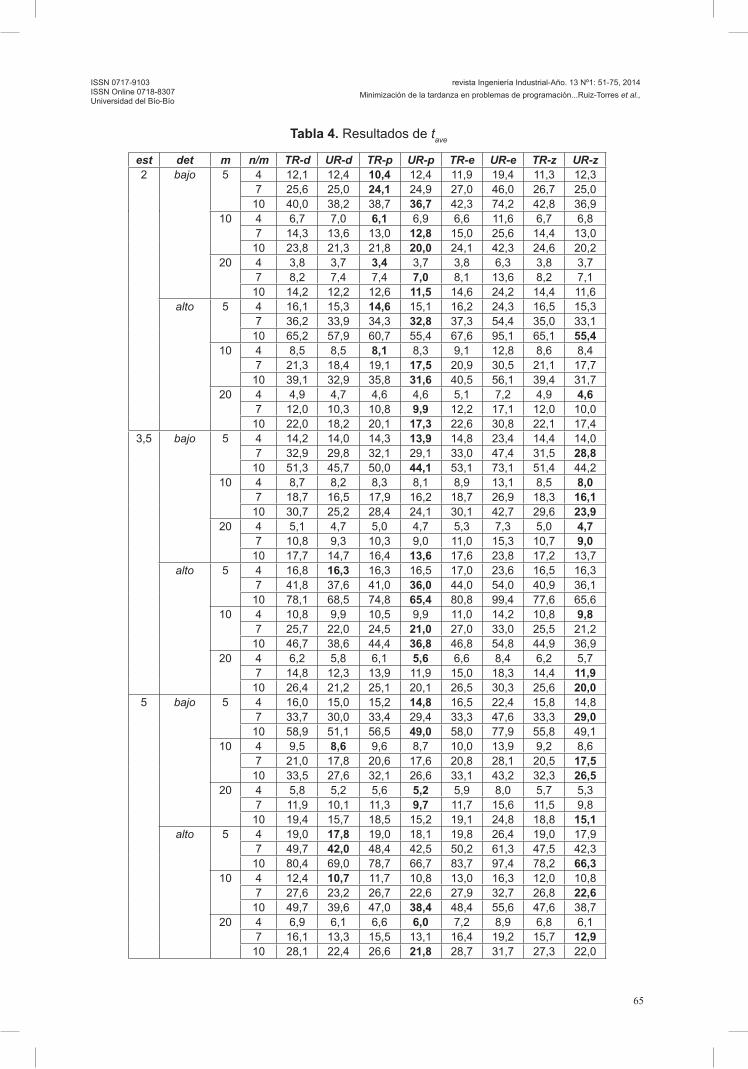
65
Tabla 4. Resultados de tave
est det m n/m TR-d UR-d TR-p UR-p TR-e UR-e TR-z UR-z2 bajo 5 4 12,1 12,4 10,4 12,4 11,9 19,4 11,3 12,3
7 25,6 25,0 24,1 24,9 27,0 46,0 26,7 25,010 40,0 38,2 38,7 36,7 42,3 74,2 42,8 36,9
10 4 6,7 7,0 6,1 6,9 6,6 11,6 6,7 6,87 14,3 13,6 13,0 12,8 15,0 25,6 14,4 13,0
10 23,8 21,3 21,8 20,0 24,1 42,3 24,6 20,220 4 3,8 3,7 3,4 3,7 3,8 6,3 3,8 3,7
7 8,2 7,4 7,4 7,0 8,1 13,6 8,2 7,110 14,2 12,2 12,6 11,5 14,6 24,2 14,4 11,6
alto 5 4 16,1 15,3 14,6 15,1 16,2 24,3 16,5 15,37 36,2 33,9 34,3 32,8 37,3 54,4 35,0 33,1
10 65,2 57,9 60,7 55,4 67,6 95,1 65,1 55,410 4 8,5 8,5 8,1 8,3 9,1 12,8 8,6 8,4
7 21,3 18,4 19,1 17,5 20,9 30,5 21,1 17,710 39,1 32,9 35,8 31,6 40,5 56,1 39,4 31,7
20 4 4,9 4,7 4,6 4,6 5,1 7,2 4,9 4,67 12,0 10,3 10,8 9,9 12,2 17,1 12,0 10,0
10 22,0 18,2 20,1 17,3 22,6 30,8 22,1 17,43,5 bajo 5 4 14,2 14,0 14,3 13,9 14,8 23,4 14,4 14,0
7 32,9 29,8 32,1 29,1 33,0 47,4 31,5 28,810 51,3 45,7 50,0 44,1 53,1 73,1 51,4 44,2
10 4 8,7 8,2 8,3 8,1 8,9 13,1 8,5 8,07 18,7 16,5 17,9 16,2 18,7 26,9 18,3 16,1
10 30,7 25,2 28,4 24,1 30,1 42,7 29,6 23,920 4 5,1 4,7 5,0 4,7 5,3 7,3 5,0 4,7
7 10,8 9,3 10,3 9,0 11,0 15,3 10,7 9,010 17,7 14,7 16,4 13,6 17,6 23,8 17,2 13,7
alto 5 4 16,8 16,3 16,3 16,5 17,0 23,6 16,5 16,37 41,8 37,6 41,0 36,0 44,0 54,0 40,9 36,1
10 78,1 68,5 74,8 65,4 80,8 99,4 77,6 65,610 4 10,8 9,9 10,5 9,9 11,0 14,2 10,8 9,8
7 25,7 22,0 24,5 21,0 27,0 33,0 25,5 21,210 46,7 38,6 44,4 36,8 46,8 54,8 44,9 36,9
20 4 6,2 5,8 6,1 5,6 6,6 8,4 6,2 5,77 14,8 12,3 13,9 11,9 15,0 18,3 14,4 11,910 26,4 21,2 25,1 20,1 26,5 30,3 25,6 20,0
5 bajo 5 4 16,0 15,0 15,2 14,8 16,5 22,4 15,8 14,87 33,7 30,0 33,4 29,4 33,3 47,6 33,3 29,0
10 58,9 51,1 56,5 49,0 58,0 77,9 55,8 49,110 4 9,5 8,6 9,6 8,7 10,0 13,9 9,2 8,6
7 21,0 17,8 20,6 17,6 20,8 28,1 20,5 17,510 33,5 27,6 32,1 26,6 33,1 43,2 32,3 26,5
20 4 5,8 5,2 5,6 5,2 5,9 8,0 5,7 5,37 11,9 10,1 11,3 9,7 11,7 15,6 11,5 9,810 19,4 15,7 18,5 15,2 19,1 24,8 18,8 15,1
alto 5 4 19,0 17,8 19,0 18,1 19,8 26,4 19,0 17,97 49,7 42,0 48,4 42,5 50,2 61,3 47,5 42,3
10 80,4 69,0 78,7 66,7 83,7 97,4 78,2 66,310 4 12,4 10,7 11,7 10,8 13,0 16,3 12,0 10,8
7 27,6 23,2 26,7 22,6 27,9 32,7 26,8 22,610 49,7 39,6 47,0 38,4 48,4 55,6 47,6 38,7
20 4 6,9 6,1 6,6 6,0 7,2 8,9 6,8 6,17 16,1 13,3 15,5 13,1 16,4 19,2 15,7 12,9
10 28,1 22,4 26,6 21,8 28,7 31,7 27,3 22,0
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
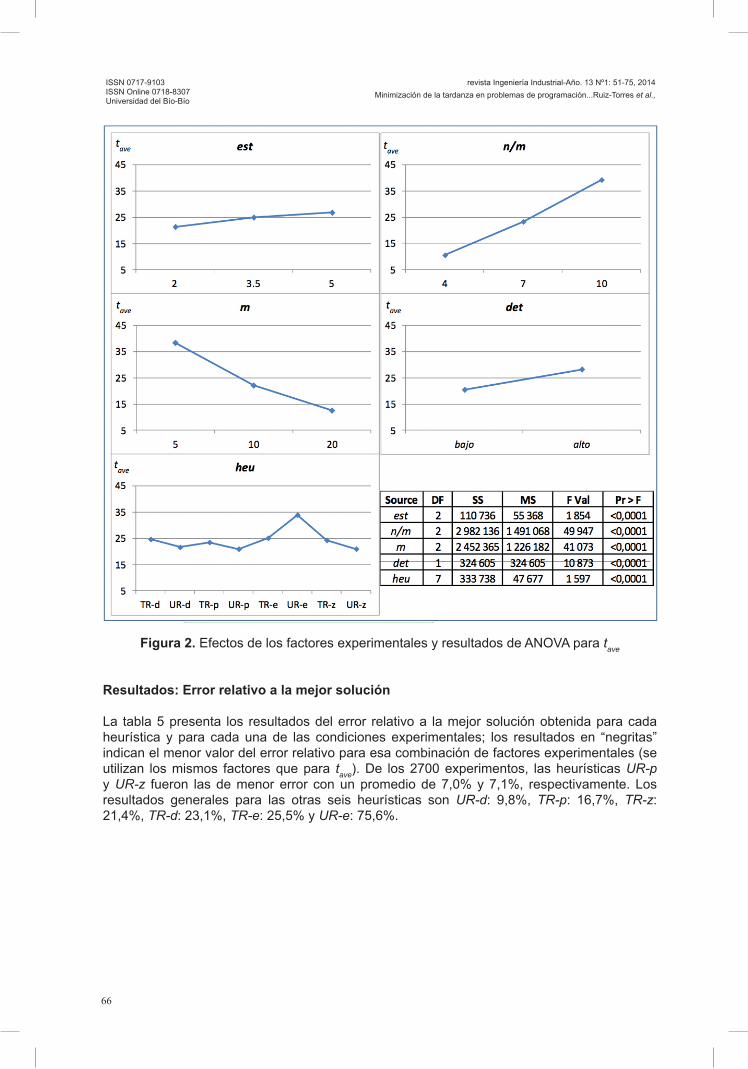
66
Figura 2. Efectos de los factores experimentales y resultados de ANOVA para tave
Resultados: Error relativo a la mejor solución
La tabla 5 presenta los resultados del error relativo a la mejor solución obtenida para cada heurística y para cada una de las condiciones experimentales; los resultados en “negritas” indican el menor valor del error relativo para esa combinación de factores experimentales (se utilizan los mismos factores que para tave). De los 2700 experimentos, las heurísticas UR-p y UR-z fueron las de menor error con un promedio de 7,0% y 7,1%, respectivamente. Los resultados generales para las otras seis heurísticas son UR-d: 9,8%, TR-p: 16,7%, TR-z: 21,4%, TR-d: 23,1%, TR-e: 25,5% y UR-e: 75,6%.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
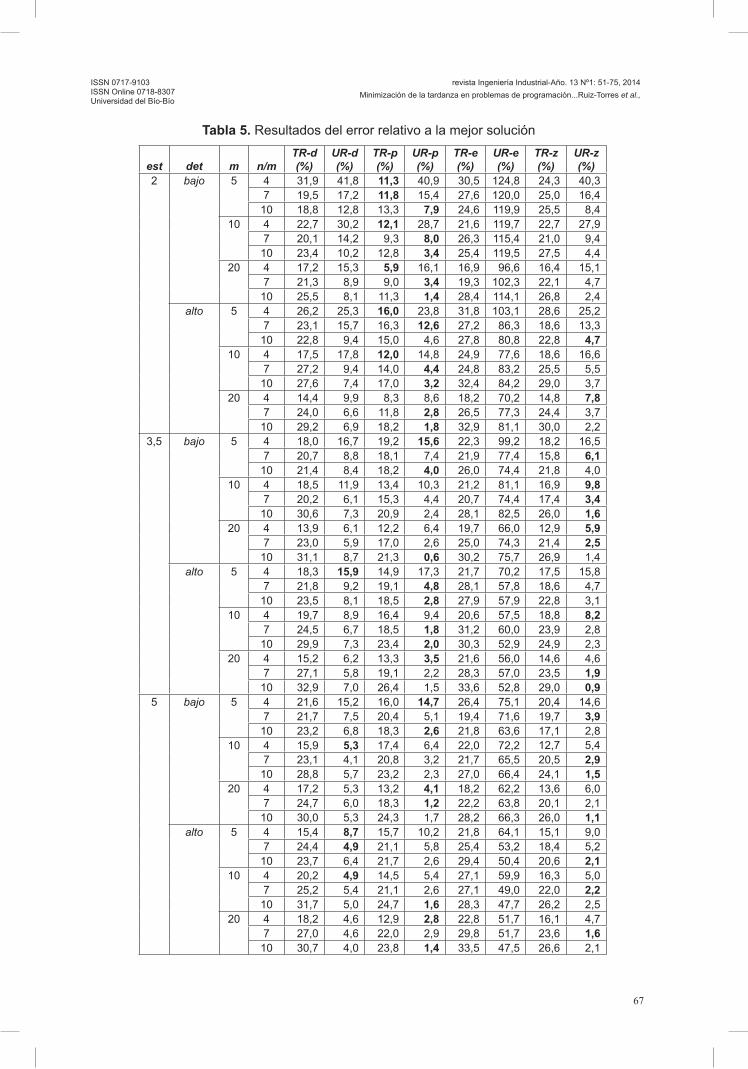
67
Tabla 5. Resultados del error relativo a la mejor solución
est det m n/mTR-d(%)
UR-d(%)
TR-p(%)
UR-p(%)
TR-e(%)
UR-e(%)
TR-z(%)
UR-z(%)
2 bajo 5 4 31,9 41,8 11,3 40,9 30,5 124,8 24,3 40,37 19,5 17,2 11,8 15,4 27,6 120,0 25,0 16,410 18,8 12,8 13,3 7,9 24,6 119,9 25,5 8,4
10 4 22,7 30,2 12,1 28,7 21,6 119,7 22,7 27,97 20,1 14,2 9,3 8,0 26,3 115,4 21,0 9,410 23,4 10,2 12,8 3,4 25,4 119,5 27,5 4,4
20 4 17,2 15,3 5,9 16,1 16,9 96,6 16,4 15,17 21,3 8,9 9,0 3,4 19,3 102,3 22,1 4,710 25,5 8,1 11,3 1,4 28,4 114,1 26,8 2,4
alto 5 4 26,2 25,3 16,0 23,8 31,8 103,1 28,6 25,27 23,1 15,7 16,3 12,6 27,2 86,3 18,6 13,3
10 22,8 9,4 15,0 4,6 27,8 80,8 22,8 4,710 4 17,5 17,8 12,0 14,8 24,9 77,6 18,6 16,6
7 27,2 9,4 14,0 4,4 24,8 83,2 25,5 5,510 27,6 7,4 17,0 3,2 32,4 84,2 29,0 3,7
20 4 14,4 9,9 8,3 8,6 18,2 70,2 14,8 7,87 24,0 6,6 11,8 2,8 26,5 77,3 24,4 3,710 29,2 6,9 18,2 1,8 32,9 81,1 30,0 2,2
3,5 bajo 5 4 18,0 16,7 19,2 15,6 22,3 99,2 18,2 16,57 20,7 8,8 18,1 7,4 21,9 77,4 15,8 6,110 21,4 8,4 18,2 4,0 26,0 74,4 21,8 4,0
10 4 18,5 11,9 13,4 10,3 21,2 81,1 16,9 9,87 20,2 6,1 15,3 4,4 20,7 74,4 17,4 3,410 30,6 7,3 20,9 2,4 28,1 82,5 26,0 1,6
20 4 13,9 6,1 12,2 6,4 19,7 66,0 12,9 5,97 23,0 5,9 17,0 2,6 25,0 74,3 21,4 2,510 31,1 8,7 21,3 0,6 30,2 75,7 26,9 1,4
alto 5 4 18,3 15,9 14,9 17,3 21,7 70,2 17,5 15,87 21,8 9,2 19,1 4,8 28,1 57,8 18,6 4,710 23,5 8,1 18,5 2,8 27,9 57,9 22,8 3,1
10 4 19,7 8,9 16,4 9,4 20,6 57,5 18,8 8,27 24,5 6,7 18,5 1,8 31,2 60,0 23,9 2,810 29,9 7,3 23,4 2,0 30,3 52,9 24,9 2,3
20 4 15,2 6,2 13,3 3,5 21,6 56,0 14,6 4,67 27,1 5,8 19,1 2,2 28,3 57,0 23,5 1,910 32,9 7,0 26,4 1,5 33,6 52,8 29,0 0,9
5 bajo 5 4 21,6 15,2 16,0 14,7 26,4 75,1 20,4 14,67 21,7 7,5 20,4 5,1 19,4 71,6 19,7 3,910 23,2 6,8 18,3 2,6 21,8 63,6 17,1 2,8
10 4 15,9 5,3 17,4 6,4 22,0 72,2 12,7 5,47 23,1 4,1 20,8 3,2 21,7 65,5 20,5 2,910 28,8 5,7 23,2 2,3 27,0 66,4 24,1 1,5
20 4 17,2 5,3 13,2 4,1 18,2 62,2 13,6 6,07 24,7 6,0 18,3 1,2 22,2 63,8 20,1 2,110 30,0 5,3 24,3 1,7 28,2 66,3 26,0 1,1
alto 5 4 15,4 8,7 15,7 10,2 21,8 64,1 15,1 9,07 24,4 4,9 21,1 5,8 25,4 53,2 18,4 5,210 23,7 6,4 21,7 2,6 29,4 50,4 20,6 2,1
10 4 20,2 4,9 14,5 5,4 27,1 59,9 16,3 5,07 25,2 5,4 21,1 2,6 27,1 49,0 22,0 2,210 31,7 5,0 24,7 1,6 28,3 47,7 26,2 2,5
20 4 18,2 4,6 12,9 2,8 22,8 51,7 16,1 4,77 27,0 4,6 22,0 2,9 29,8 51,7 23,6 1,610 30,7 4,0 23,8 1,4 33,5 47,5 26,6 2,1
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
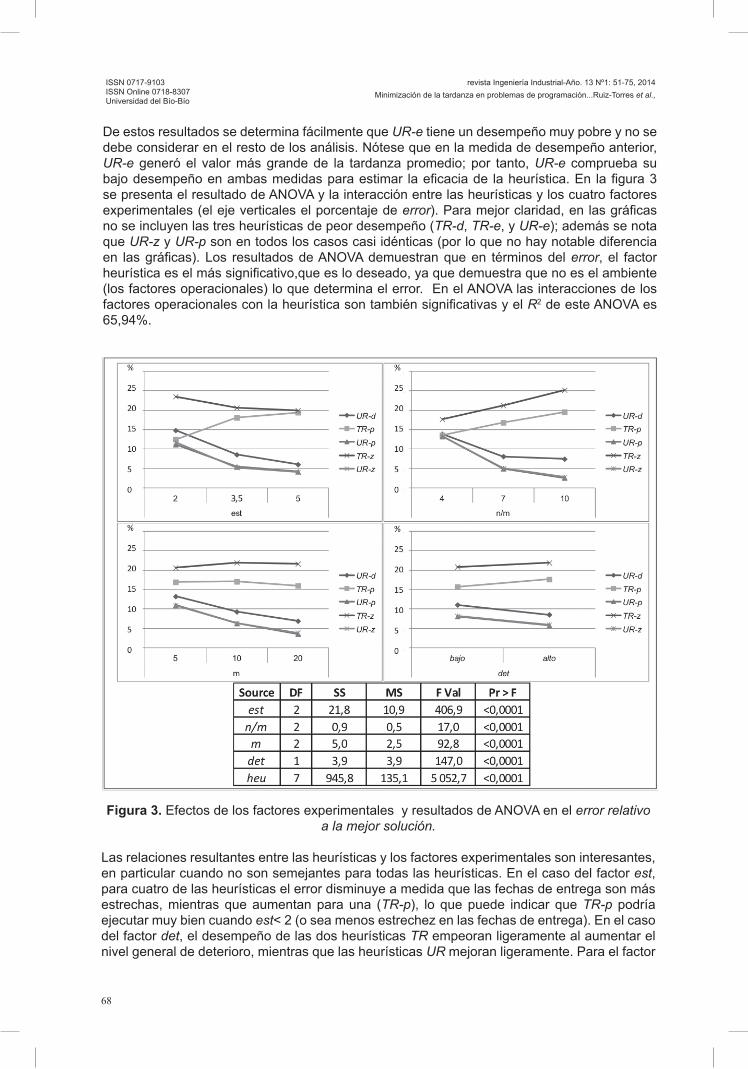
68
De estos resultados se determina fácilmente que UR-e tiene un desempeño muy pobre y no se debe considerar en el resto de los análisis. Nótese que en la medida de desempeño anterior, UR-e generó el valor más grande de la tardanza promedio; por tanto, UR-e comprueba su bajo desempeño en ambas medidas para estimar la eficacia de la heurística. En la figura 3 se presenta el resultado de ANOVA y la interacción entre las heurísticas y los cuatro factores experimentales (el eje verticales el porcentaje de error). Para mejor claridad, en las gráficas no se incluyen las tres heurísticas de peor desempeño (TR-d, TR-e, y UR-e); además se nota que UR-z y UR-p son en todos los casos casi idénticas (por lo que no hay notable diferencia en las gráficas). Los resultados de ANOVA demuestran que en términos del error, el factor heurística es el más significativo,que es lo deseado, ya que demuestra que no es el ambiente (los factores operacionales) lo que determina el error. En el ANOVA las interacciones de los factores operacionales con la heurística son también significativas y el R2 de este ANOVA es 65,94%.
Figura 3. Efectos de los factores experimentales y resultados de ANOVA en el error relativo a la mejor solución.
Las relaciones resultantes entre las heurísticas y los factores experimentales son interesantes, en particular cuando no son semejantes para todas las heurísticas. En el caso del factor est, para cuatro de las heurísticas el error disminuye a medida que las fechas de entrega son más estrechas, mientras que aumentan para una (TR-p), lo que puede indicar que TR-p podría ejecutar muy bien cuando est< 2 (o sea menos estrechez en las fechas de entrega). En el caso del factor det, el desempeño de las dos heurísticas TR empeoran ligeramente al aumentar el nivel general de deterioro, mientras que las heurísticas UR mejoran ligeramente. Para el factor
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
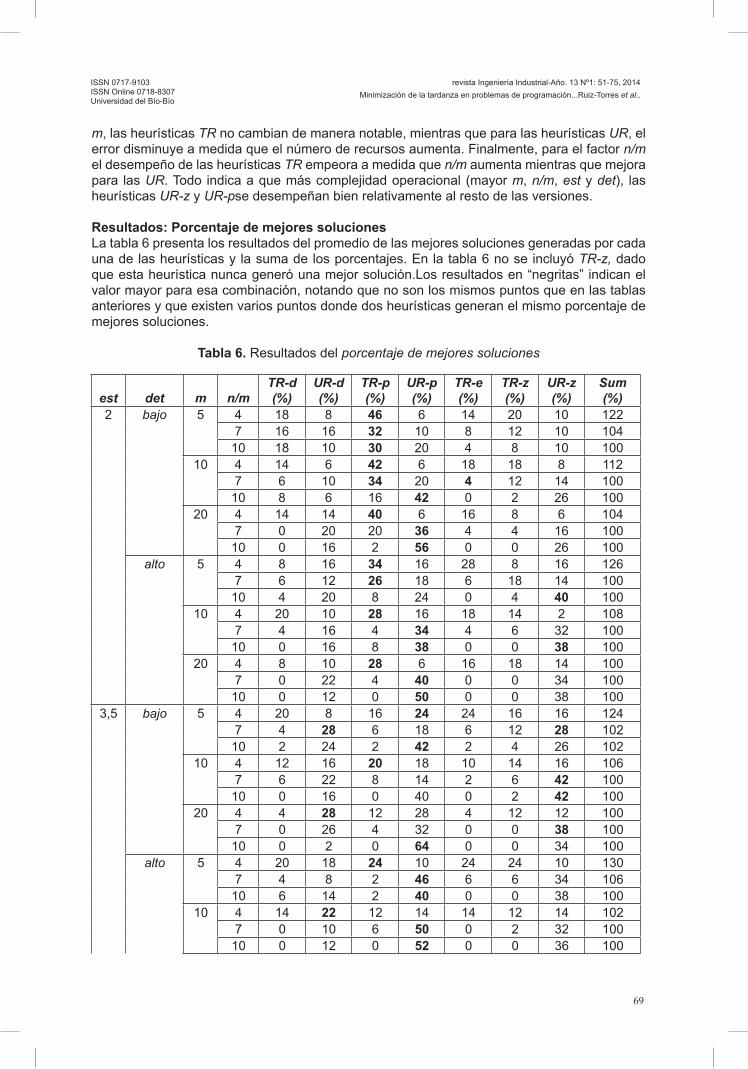
69
m, las heurísticas TR no cambian de manera notable, mientras que para las heurísticas UR, el error disminuye a medida que el número de recursos aumenta. Finalmente, para el factor n/m el desempeño de las heurísticas TR empeora a medida que n/m aumenta mientras que mejora para las UR. Todo indica a que más complejidad operacional (mayor m, n/m, est y det), las heurísticas UR-z y UR-pse desempeñan bien relativamente al resto de las versiones.
Resultados: Porcentaje de mejores solucionesLa tabla 6 presenta los resultados del promedio de las mejores soluciones generadas por cada una de las heurísticas y la suma de los porcentajes. En la tabla 6 no se incluyó TR-z, dado que esta heurística nunca generó una mejor solución.Los resultados en “negritas” indican el valor mayor para esa combinación, notando que no son los mismos puntos que en las tablas anteriores y que existen varios puntos donde dos heurísticas generan el mismo porcentaje de mejores soluciones.
Tabla 6. Resultados del porcentaje de mejores soluciones
est det m n/mTR-d(%)
UR-d(%)
TR-p(%)
UR-p(%)
TR-e(%)
TR-z(%)
UR-z(%)
Sum (%)
2 bajo 5 4 18 8 46 6 14 20 10 1227 16 16 32 10 8 12 10 10410 18 10 30 20 4 8 10 100
10 4 14 6 42 6 18 18 8 1127 6 10 34 20 4 12 14 10010 8 6 16 42 0 2 26 100
20 4 14 14 40 6 16 8 6 1047 0 20 20 36 4 4 16 10010 0 16 2 56 0 0 26 100
alto 5 4 8 16 34 16 28 8 16 1267 6 12 26 18 6 18 14 10010 4 20 8 24 0 4 40 100
10 4 20 10 28 16 18 14 2 1087 4 16 4 34 4 6 32 10010 0 16 8 38 0 0 38 100
20 4 8 10 28 6 16 18 14 1007 0 22 4 40 0 0 34 10010 0 12 0 50 0 0 38 100
3,5 bajo 5 4 20 8 16 24 24 16 16 1247 4 28 6 18 6 12 28 10210 2 24 2 42 2 4 26 102
10 4 12 16 20 18 10 14 16 1067 6 22 8 14 2 6 42 10010 0 16 0 40 0 2 42 100
20 4 4 28 12 28 4 12 12 1007 0 26 4 32 0 0 38 10010 0 2 0 64 0 0 34 100
alto 5 4 20 18 24 10 24 24 10 1307 4 8 2 46 6 6 34 10610 6 14 2 40 0 0 38 100
10 4 14 22 12 14 14 12 14 1027 0 10 6 50 0 2 32 10010 0 12 0 52 0 0 36 100
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

70
Consistente con los resultados anteriores, las heurísticas UR-p y UR-z fueron las de mejor desempeño, generando para los 2700 problemas un 30,3% y 27,7% de las mejores soluciones, respectivamente. Como se mencionó anteriormente, estos porcentajes incluyen casos donde más de una heurística encontró el mismo resultado. Por ejemplo, en la primera línea (m = 5, n/m = 4, est= 2 y det = bajo) la suma de los porcentajes es 122%, por lo que se generaron 11 soluciones repetidas (mejores programas). Igualmente, hay múltiples combinaciones de los niveles experimentales donde cada mejor solución fue generada por sólo una heurística; por ejemplo, en la tercera línea de la tabla (m = 5, n/m = 10, est = 2 ydet = bajo), donde los promedios suman a 100%. Para todos los 2700 problemas la suma de los promedios es 106%, por lo que relativamente existen pocos casos de múltiples heurísticas generando la mejor solución. Este resultado es también relevante, porque indica que ninguna de las heurísticas es absolutamente dominante y que el utilizar múltiples heurísticas resulta en la obtención de mejores programas de tareas.
La figura 4 presenta el efecto que tienen los factores operacionales en el desempeño de las heurísticas para la métrica de porcentaje de mejores soluciones. Las cuatro gráficas demuestran efectos diferentes para las heurísticas. En el caso del factor, est, el porcentaje de mejores soluciones generadas por UR-p, UR-d y UR-z incrementa cuando la estrechez incrementa, mientras que empeora para las otras cuatro heurísticas presentadas. Aquí es notable el deterioro de la heurística TR-p, que generó sobre 20% de las mejores soluciones cuando est = 2, pero se redujo a menos de 5% cuando est> 2. En el caso del factor n/m, el efecto es notable; cuando n/m = 4 todas las heurísticas “contribuyen” generando entre 10-23% de las mejores soluciones, mientras que cuando n/m = 10 sólo tres de las heurísticas están generando las mejores soluciones (UR-p, UR-d, y UR-z). El efecto de los factores m y de tes menos notable, al aumentar m, UR-p y UR-z mejoran en desempeño, mientras que las otras cinco empeoran; al incrementar det, UR-p, UR-z y UR-d mejoran ligeramente, mientras que el resto de las heurísticas empeoran. Claramente esto reitera que mientras la complejidad operacional aumenta (mayor m, n/m, est y det), las heurísticas UR-p y UR-z son las de mejor desempeño, generando la mayoría de las mejores soluciones.
20 4 10 18 8 36 4 4 20 1007 0 18 0 44 0 0 38 10010 0% 6 0 36 0 0 58 100
5 bajo 5 4 22 22 28 18 12 22 16 1407 4 20 2 30 4 14 46 12010 2 28 2 44 2 0 32 110
10 4 6 42 8 18 4 12 26 1167 0 28 2 20 6 2 44 10210 0 18 0 38 0 0 44 100
20 4 8 28 12 22 2 14 14 1007 0 14 0 52 0 0 34 10010 0 12 0 32 0 0 56 100
alto 5 4 20 28 12 20 16 24 12 1327 0 44 2 28 0 4 34 11210 0 22 0 36 0 0 52 110
10 4 0 40 12 28 6 4 22 1127 0 20 0 34 2 0 46 10210 0 22 0 46 0 0 34 102
20 4 4 24 10 46 0 6 12 1027 0 22 2 26 0 0 50 10010 0 22 0 46 0 0 32 100
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
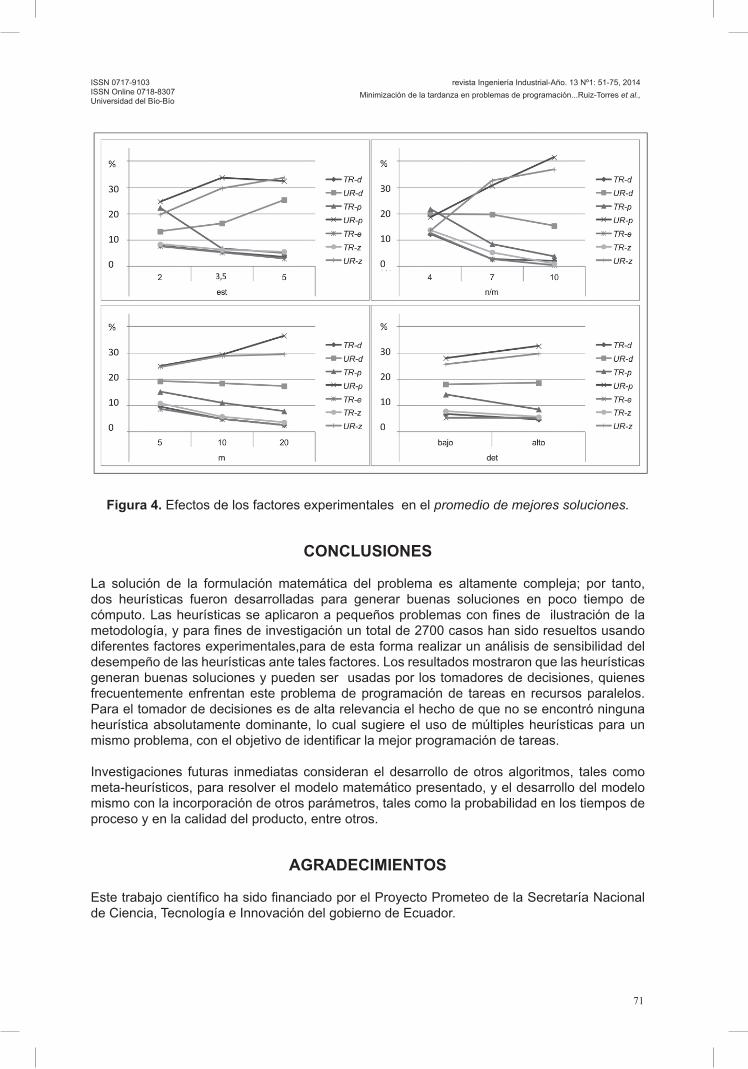
71
Figura 4. Efectos de los factores experimentales en el promedio de mejores soluciones.
CONCLUSIONES
La solución de la formulación matemática del problema es altamente compleja; por tanto, dos heurísticas fueron desarrolladas para generar buenas soluciones en poco tiempo de cómputo. Las heurísticas se aplicaron a pequeños problemas con fines de ilustración de la metodología, y para fines de investigación un total de 2700 casos han sido resueltos usando diferentes factores experimentales,para de esta forma realizar un análisis de sensibilidad del desempeño de las heurísticas ante tales factores. Los resultados mostraron que las heurísticas generan buenas soluciones y pueden ser usadas por los tomadores de decisiones, quienes frecuentemente enfrentan este problema de programación de tareas en recursos paralelos. Para el tomador de decisiones es de alta relevancia el hecho de que no se encontró ninguna heurística absolutamente dominante, lo cual sugiere el uso de múltiples heurísticas para un mismo problema, con el objetivo de identificar la mejor programación de tareas.
Investigaciones futuras inmediatas consideran el desarrollo de otros algoritmos, tales como meta-heurísticos, para resolver el modelo matemático presentado, y el desarrollo del modelo mismo con la incorporación de otros parámetros, tales como la probabilidad en los tiempos de proceso y en la calidad del producto, entre otros.
AGRADECIMIENTOS
Este trabajo científico ha sido financiado por el Proyecto Prometeo de la Secretaría Nacional de Ciencia, Tecnología e Innovación del gobierno de Ecuador.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
72
BIBLIOGRAFIA
ALIDAEE, B., and WOMER, N.K. Scheduling with time dependent processing times: review and extensions. Journal of the Operational Research Society, 1999, vol. 50, no. 7, p. 711-720.
ANGHINOLFI, D., and PAOLUCCI, M. Parallel machine total tardiness scheduling with a new hybrid metaheuristic approach. Computers & Operations Research, 2007, vol. 34, no. 11, p. 3471-3490.
AZIZOGLU, M., and KIRCA, O. Tardiness minimization on parallel machines.International Journal of Production Economics, 1998, vol. 55, no. 2, p. 163-168.
BANK, J., and WERNER, F. Heuristic algorithms for unrelated parallel machine scheduling with a common due date, release dates, and linear earliness and tardiness penalties. Mathematical and Computer Modelling, 2001, vol. 33, no. 4, p. 363-383.
BILGE, Ü., KIRAç, F., KURTULAN, M., and PEKGÜN, P. A tabu search algorithm for parallel machine total tardiness problem. Computers & Operations Research, 2004, vol. 31, no. 3, p. 397-414.
BISKUP, D., and HERRMANN, J. Single-machine scheduling against due dates with past-sequence-dependent setup times. European Journal of Operational Research, 2008, vol. 191, no. 2, p. 587-592.
BISKUP, D., HERRMANN, J., and GUPTA, J.N. Scheduling identical parallel machines to minimize total tardiness. International Journal of Production Economics, 2008, vol. 115, no. 1, p. 134-142.
BROWNE, S., and YECHIALI, U. Scheduling deteriorating jobs on a single processor. Operations Research, 1990, vol. 38, no. 3, p. 495-498.
CHENG, T.E., DING, Q., and LIN, B.M. A concise survey of scheduling with time-dependent processing times. European Journal of Operational Research, 2004, vol. 152, no. 1, p. 1-13.
CHENG, T.E., HSU, C.J., HUANG, Y.C., and LEE, W.C. Single-machine scheduling with deteriorating jobs and setup times to minimize the maximum tardiness. Computers & Operations Research, 2011, vol. 38, no. 12, p. 1760-1765.
CHENG, M., TADIKAMALLA, P.R., SHANG, J., and ZHANG, S. Bicriteria hierarchical optimization of two-machine flow shop scheduling problem with time-dependent deteriorating jobs. European Journal of Operational Research, 2014, vol. 234, no. 3, p. 650-667.
DELLA CROCE, F., GARAIX, T., and GROSSO, A. Iterated local search and very large neighborhoods for the parallel-machines total tardiness problem.Computers & Operations Research, 2012, vol. 39, no. 6, p. 1213-1217.
EREN, T., and GÜNER, E. Minimizing total tardiness in a scheduling problem with a learning effect. Applied Mathematical Modelling, 2007, vol. 31, no. 7, p. 1351-1361.
GUPTA, J.N., and GUPTA, S. K. Single facility scheduling with nonlinear processing times. Computers & Industrial Engineering, 1988, vol. 14, no. 4, p. 387-393.
HO, J.C., and CHANG, Y.L. Heuristics for minimizing mean tardiness for m parallel machines. Naval Research Logistics (NRL), 1991, vol. 38, no. 3, p. 367-381.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

73
HUANG, X., and WANG, M. Z. Parallel identical machines scheduling with deteriorating jobs and total absolute differences penalties. Applied Mathematical Modelling, 2011, vol. 35, no. 3, p. 1349-1353.
JOO, C.M., and KIM, B.S. Genetic algorithms for single machine scheduling with time-dependent deterioration and rate-modifying activities.Expert Systems with Applications, 2013, vol. 40, no. 8,p. 3036–3043.
JOUGLET, A., and SAVOUREY, D. Dominance rules for the parallel machine total weighted tardiness scheduling problem with release dates. Computers & Operations Research, 2011, vol. 38, no. 9, p. 1259-1266.
LIAW, C.F., LIN, Y.K., CHENG, C.Y., and CHEN, M. Scheduling unrelated parallel machines to minimize total weighted tardiness. Computers & Operations Research, 2003, vol. 30, no. 12, p. 1777-1789.
LIU, M., ZHENG, F., WANG, S., and XU, Y. Approximation algorithms for parallel machine scheduling with linear deterioration. Theoretical Computer Science, 2013, vol. 497, no. 29, p.108–111.
MAZDEH, M. M., ZAERPOUR, F., ZAREEI, A., and HAJINEZHAD, A. Parallel machines scheduling to minimize job tardiness and machine deteriorating cost with deteriorating jobs. Applied Mathematical Modelling, 2010, vol. 34, no. 6, p. 1498-1510.
MOSHEIOV, G.A note: Multi-machine scheduling with general position-based deterioration to minimize total load. International Journal of Production Economics, 2012, vol. 135, no. 1, pp. 523-525.
RUIZ-TORRES, A. J., PALETTA, G., and PéREZ, E. Parallel machine scheduling to minimize the makespan with sequence dependent deteriorating effects.Computers & Operations Research, 2013, vol. 40, no. 8, p. 2051–2061.
SHIM, S.O., and KIM, Y.D. Scheduling on parallel identical machines to minimize total tardiness. European Journal of Operational Research, 2007, vol. 177, no. 1, p. 135-146.
STERNA, M.A survey of scheduling problems with late work criteria.Omega, 2011, vol. 39, no. 2, p. 120-129.
SUN, H., and WANG, G. Parallel machine earliness and tardiness scheduling with proportional weights. Computers & Operations Research, 2003, vol. 30, no. 5, p. 801-808.
TANAKA, S., and ARAKI, M.A branch-and-bound algorithm with Lagrangian relaxation to minimize total tardiness on identical parallel machines.International Journal of Production Economics, 2008, vol. 113, no. 1, p. 446-458.
TOKSARI, M. D., and GÜNER, E. The common due-date early/tardy scheduling problem on a parallelmachine under the effects of time-dependent learning and linear and nonlinear deterioration. Expert Systems with Applications, 2010, vol. 37, no. 1, p. 92-112.
VELEZ, M., and LÓPEZ, J.A. Variable neighborhood search algorithm to minimize the total weighted tardiness on a batch processing machine.Revista Ingenieria Industrial, 2011, vol. 10, no. 1, p 5-18.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,
74
WU, C. C., CHENG, S. R., WU, W. H., YIN, Y., and WU, W. H. The single-machine total tardiness problem with unequal release times and a linear deterioration. Applied Mathematics and Computation, 2013a, vol. 219, no. 20, p. 10401–10415.
WU, W. H., XU, J., WU, W. H., YIN, Y., CHENG, I. F., and WU, C. C. A tabu method for a two-agent single-machine scheduling with deterioration jobs.Computers & Operations Research, 2013b, vol. 40, no. 8, p. 2116–2127.
XU, K., FENG, Z., and JUN, K. A tabu-search algorithm for scheduling jobs with controllable processing times on a single machine to meet due-dates.Computers & Operations Research, 2010, vol. 37, no. 11, p. 1924-1938.
YALAOUI, F., and CHU, C. Parallel machine scheduling to minimize total tardiness. International Journal of Production Economics, 2002, vol. 76, no. 3, p. 265-279.
YANG, S. J. Parallel machines scheduling with simultaneous considerations of position-dependent deterioration effects and maintenance activities. Journal of the Chinese Institute of Industrial Engineers, 2011, vol. 28, no. 4, p. 270-280.
YANG, D. L., CHENG, T. C. E., YANG, S. J., and HSU, C. J. Unrelated parallel-machine scheduling with aging effects and multi-maintenance activities.Computers & Operations Research, 2012, vol. 39, no. 7, p. 1458-1464.
YANG, S. J. Unrelated parallel-machine scheduling with deterioration effects and deteriorating multi-maintenance activities for minimizing the total completion time.Applied Mathematical Modelling, 2013, vol. 37, no. 5, p. 2995–3005.
ZHANG Z., ZHENG, L., LI, N., WANG, W., ZHONG, S., and HU, K. Minimizing mean weighted tardiness in unrelated parallel machine scheduling with reinforcement learning. Computers & Operations Research, 2012, vol. 39, no. 7, pp. 1315-1324.
BIOGRAFÍAS
Alex Ruiz-Torres: Ruiz-Torres es Catedrático Asociado en la Facultad de Administración de Empresas, Universidad de Puerto Rico – Rio Piedras. Estudió la licenciatura, maestría y doctorado en ingeniería Industrial en Georgia Tech, Stanford, y PennState respectivamente. Ha recibido becas de la NASA, la Fundación Nacional de Ciencias de EEUU (NSF), y la Comisión Fulbright. Sus estudios de investigación se enfocan en modelos de cadenas de suministros, planificación de producción, y sistemas de decisión. Sus publicaciones han aparecido en revistas académicas internacionales incluyendo International Journal of Production Research, European Journal of Operational Research, International Journal of Production Economics, Computers and Operations Research, Journal of the Operational Research Society, Computers and Industrial Engineering, y OMEGA.
José H. Ablanedo Rosas: Ablanedo Rosas es Catedrático Asistente en la Escuela de Administración de Empresas de la Universidad de Texas en El Paso. El realizó sus estudios doctorales en la Universidad de Mississippi. Sus áreas de investigación son los modelos de la cadena de suministro, logística, planificación de producción, meta-heurísticas y la gerencia de la calidad. Sus trabajos se han publicado en revistas como European Journal of Operational Research, Computers and Operations Research, International Journal of Production Research, Expert Systems, OMEGA, e International Journal of Shipping and Transport Logistics.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

75
Nelson Alomoto. Alomoto es Catedrático en la Facultad de Administración de Empresas, Escuela Politécnica Nacional localizada en Quito, Ecuador. él tiene una licenciatura en Matemáticas y una Maestría en Ingeniería Industrial de la Escuela Politécnica Nacional. Sus áreas de investigación son la gerencia de los sistemas de producción, simulación de procesos, y la competitividad. El profesor Alomoto ha presentado sus investigaciones en conferencias internacionales y ha sido consultor para agencias gubernamentales y el sector privado en Ecuador.
DianaJadanAvilés:Diana Jadan Avilés es Catedrática en las Carreras de Ingeniería Industrial e Ingeniería Química de la Facultad de Ciencias Químicas de la Universidad de Cuenca – Ecuador. La Ing. Jadan obtuvo su título como Ingeniera Industrial en la Universidad de Cuenca en el 2009 y su título de Máster en Ciencias en Sistemas de Producción y Logística en la “Ecole des Mines de Nantes” de Francia en el año 2012.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 51-75, 2014 Minimización de la tardanza en problemas de programación...Ruiz-Torres et al.,

76

77
DISEÑO DE UN MODELO ESCALONADO DE CALIDAD PARA EMPRESAS DE TRANSPORTE URBANO DE PASAJEROS
DESIGNOFAQUALITYSTEPWISEMODELFORBUSINESSESURBANPASSENGER TRANSPORT
Carlos Torres Navarro1,♦, Ramón Sanhueza Cruces1
RESUMEN
El objetivo de este estudio fue proponer un modelo escalonado de calidad para el sector del transporte urbano de pasajeros de la provincia de Concepción, Chile, de modo de certificar las prácticas de calidad de empresas de transporte urbano de pasajeros a través del otorgamiento de un sello de calidad. La metodología utilizada consideró la revisión y análisis de modelos de gestión de calidad, modelos escalonados de calidad, normas técnicas de sistemas de gestión de calidad y sistemas de transporte disponibles en la literatura especializada. Los principales resultados fueron un modelo escalonado de calidad que consiste en cuatro niveles de calidad, organizados según un grado ascendente de exigencias reglamentarias y de calidad. El modelo ofrece una metodología de implementación organizada y coherente para indicar un camino que oriente el mejoramiento de las capacidades de gestión en empresas de transporte urbano de pasajeros, con reconocimiento público, a través del otorgamiento de un sello de calidad que reconoce el nivel de gestión alcanzado por una empresa y que pueda ser implementado por una entidad pública o privada.
Palabras claves: Gestión de calidad, modelo escalonado de calidad, sello de calidad, sistemas de gestión, transporte urbano de pasajeros.
ABSTRACT
The aim of this study was to propose a quality stepwise model for the urban passenger transport sector for the province of Concepción, Chile, in order to certify the degree of development of quality management practices of transport companies through a seal of quality. The methodology considered the review and analysis of models of quality management, Quality stepwise models, technical standards for quality management systems and transportation systems available in the literature. The main results were a quality stepwise model consisting of four quality level organized by an ascending degree of quality requirement and of regulatory requirements. The model provides an implementation methodology organized and coherent to indicate a path to guide the improvement of business management skills in urban passenger transport, with public recognition, through the delivery of a quality seal that recognizes the level reached by a company and that can be implemented by a public or private entity.
Keywords: Quality management, quality stepwise model, quality systems, seal of quality, urban passenger transport.
1Departamento de Ingeniería Industrial, Facultad de Ingeniería, Universidad del Bío-Bío, Concepción, Chile.
♦Autor para correspondencia: [email protected]
Recibido: 11.10.2013 Aceptado: 30.03.2014
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
78
INTRODUCCIÓN
El tema nace ante la oportunidad de explorar la factibilidad de diseñar criterios para certificar empresas de transporte urbano de pasajeros en la provincia de Concepción, Chile, según criterios debidamente organizados y enfocados con una realidad local, y, a la vez, analizar la conveniencia de implementar un sello de calidad distintivo para las empresas de transporte que sea valorado por los usuarios y, por ende, éstos puedan privilegiar a aquellas empresas que ofrezcan mejores condiciones en los servicios que le entregan a la comunidad.
En la actualidad no existen normas de calidad que certifiquen el desempeño de los servicios de transporte urbano de pasajeros en Chile; sin embargo, se ha tratado de promover un movimiento por la mejora continua de la gestión de las empresas a través del Modelo Chileno de Gestión de Excelencia (CNPC, 2012a) y las normas ISO 9001; no obstante, en ninguno de los casos participan empresas del sector transporte colectivo de pasajeros.
Las pequeñas empresas, en general, no disponen de herramientas formales de gestión, como planificación estratégica, gestión de procesos, gestión de recursos humanos y otras, que les sirvan de base para el desarrollo de una gestión competitiva. Lo anterior explica por qué en nuestro país la implementación de estos modelos de excelencia aún es escasa, comparada con la de países más desarrollados. (Sanhueza, 2012). La industria del transporte urbano de pasajeros es una industria fundamental dentro de la gestión de la movilidad en las grandes ciudades (Martín et al., 2012) y, por tal razón, merece ser explorada en el contexto de los modelos de gestión de calidad. La Provincia de Concepción tiene una población de 1010950 habitantes (Censo del año 2002), posee una superficie de 3439 km², su capital es la ciudad de Concepción; está conformada por doce comunas, donde los medios de transporte colectivo tienen un desplazamiento dentro y entre diversas comunas, y es una oportunidad para explorar la implementación de nuevos mecanismos que contribuyan con la entrega de servicios de mayor calidad.
Características del sistema de transporte de pasajeros
Se entiende por servicios urbanos de transporte público de pasajeros, aquellos que se prestan al interior de las ciudades o de conglomerados de ciudades, cuyos contornos urbanos se han unido y son determinados por las respectivas municipalidades.
La reglamentación que regula el sistema de transporte urbano de pasajeros en Chile está contenida en Ley 18290 (2009), Ley 18696 (1988), Ley 20378 (2009), Decreto 212 (1992) y Decreto 80 (2004). Del análisis de las reglamentaciones precedentes se deduce que la reglamentación no plantea exigencias explícitas en relación a la calidad de la gestión y entrega de los servicios de transporte; éstas exigencias sólo son de carácter general y están dirigidas principalmente al ámbito operacional de las empresas (frecuencia, horas punta y exigencias mínimas para el servicio). Las principales instituciones gubernamentales que intervienen en el control del sistema de transporte urbano en el país, se indican en la tabla 1.
El transporte colectivo está organizado en empresas asociativas; existe un total de 69 servicios de buses concesionados, concentrados en 35 empresas de transporte público, con una flota total de 1897 vehículos.
Según un estudio realizado el año 2010 por la Universidad del Bío-Bío, para un programa de políticas públicas y ciudadanía, la demanda global en transporte público asciende a los 690610 viajes por día, de los cuales el bus representa el 85%. Un 73% son viajes en buses licitados y el 12% en Taxi Colectivo. (Universidad del Bío-Bío, 2010)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
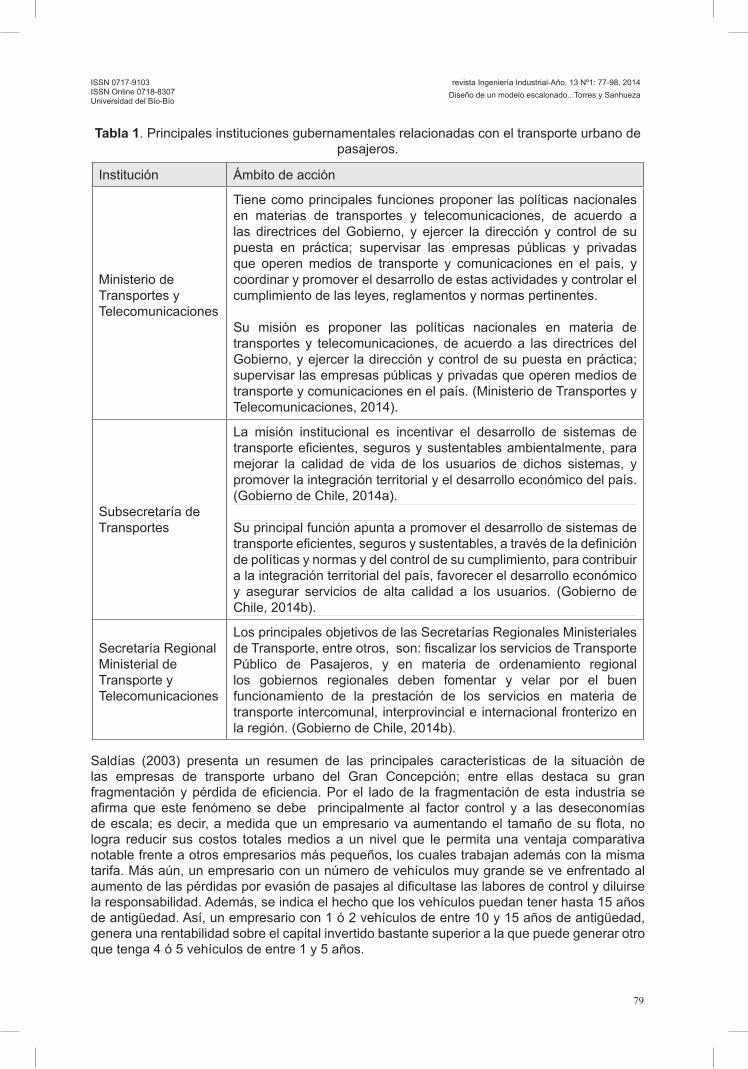
79
Tabla 1. Principales instituciones gubernamentales relacionadas con el transporte urbano de pasajeros.
Saldías (2003) presenta un resumen de las principales características de la situación de las empresas de transporte urbano del Gran Concepción; entre ellas destaca su gran fragmentación y pérdida de eficiencia. Por el lado de la fragmentación de esta industria se afirma que este fenómeno se debe principalmente al factor control y a las deseconomías de escala; es decir, a medida que un empresario va aumentando el tamaño de su flota, no logra reducir sus costos totales medios a un nivel que le permita una ventaja comparativa notable frente a otros empresarios más pequeños, los cuales trabajan además con la misma tarifa. Más aún, un empresario con un número de vehículos muy grande se ve enfrentado al aumento de las pérdidas por evasión de pasajes al dificultase las labores de control y diluirse la responsabilidad. Además, se indica el hecho que los vehículos puedan tener hasta 15 años de antigüedad. Así, un empresario con 1 ó 2 vehículos de entre 10 y 15 años de antigüedad, genera una rentabilidad sobre el capital invertido bastante superior a la que puede generar otro que tenga 4 ó 5 vehículos de entre 1 y 5 años.
Institución Ámbito de acción
Ministerio de Transportes y Telecomunicaciones
Tiene como principales funciones proponer las políticas nacionales en materias de transportes y telecomunicaciones, de acuerdo a las directrices del Gobierno, y ejercer la dirección y control de su puesta en práctica; supervisar las empresas públicas y privadas que operen medios de transporte y comunicaciones en el país, y coordinar y promover el desarrollo de estas actividades y controlar el cumplimiento de las leyes, reglamentos y normas pertinentes.
Su misión es proponer las políticas nacionales en materia de transportes y telecomunicaciones, de acuerdo a las directrices del Gobierno, y ejercer la dirección y control de su puesta en práctica; supervisar las empresas públicas y privadas que operen medios de transporte y comunicaciones en el país. (Ministerio de Transportes y Telecomunicaciones, 2014).
Subsecretaría de Transportes
La misión institucional es incentivar el desarrollo de sistemas de transporte eficientes, seguros y sustentables ambientalmente, para mejorar la calidad de vida de los usuarios de dichos sistemas, y promover la integración territorial y el desarrollo económico del país. (Gobierno de Chile, 2014a).
Su principal función apunta a promover el desarrollo de sistemas de transporte eficientes, seguros y sustentables, a través de la definición de políticas y normas y del control de su cumplimiento, para contribuir a la integración territorial del país, favorecer el desarrollo económico y asegurar servicios de alta calidad a los usuarios. (Gobierno de Chile, 2014b).
Secretaría Regional Ministerial de Transporte y Telecomunicaciones
Los principales objetivos de las Secretarías Regionales Ministeriales de Transporte, entre otros, son: fiscalizar los servicios de Transporte Público de Pasajeros, y en materia de ordenamiento regional los gobiernos regionales deben fomentar y velar por el buen funcionamiento de la prestación de los servicios en materia de transporte intercomunal, interprovincial e internacional fronterizo en la región. (Gobierno de Chile, 2014b).
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza

80
Por el lado de la pérdida de eficiencia, ésta se fundamenta principalmente en la aplicación de un estilo de gestión artesanal que se refleja en los siguientes hechos: a) la sociedad regional debe aceptar una sobreoferta del servicio durante gran parte del día y en horarios que no son punta, lo que genera externalidades negativas tales como la contaminación y congestión vehicular; b) la inexistencia de servicios regulares con tiempos de viaje definidos y pre establecidos organizadamente y, c) una competencia generada entre los mismos microbuses, que se traduce en una elevada dispersión en los tiempos, costos operacionales más altos de los que deberían ser debido a un consumo excesivo de insumos por conducción deficiente, sobreoferta de vehículos y pérdidas por evasión en el pago de pasajes.
Saldías (2003) y Sanhueza (2012) resaltan escasa preocupación por el cliente para entregar un servicio cada vez de mejor calidad, profesionalismo y confiabilidad. Sobre este mismo aspecto, en Volkmer de Azambuja (2002) se promueve la necesidad de mejorar la calidad de los servicios de transporte, de modo que pueda expresarse en diversos ámbitos, especialmente en los aspectos tecnológicos (vehículos), gestión (clasificación de operadores), la salud (física y cobertura, la integración y la información de usuario temporal).
En el ámbito administrativo, los resultados del trabajo de campo resumidos por Sanhueza (2012) indican que: a) las empresas del transporte no cuentan con un esquema (organigrama) de la empresa bien definido, por lo que es difícil analizar la estructura y las características de estas organizaciones; b) no cuentan con procedimientos documentados para organizar y programar la entrega de sus servicios; c) el personal a cargo del ámbito técnico, operativo y de mantenimiento de los vehículos de transporte son personas que han estado mucho tiempo en el rubro y, por ende, conocen el funcionamiento operacional a través de la práctica más que recibir algún tipo de capacitación o preparación profesional y, d) el personal de conductores sí se muestra permeable para recibir capacitaciones en pro de la entrega de un mejor servicio y para respetar la reglamentación vigente.
Acevedo (2009) resalta el rol que juega el transporte colectivo, argumentando que “la extinción del transporte colectivo es indeseable para grandes grupos de población (niños, ancianos, discapacitados); por lo que estas ciudades deberán hacer un gran esfuerzo de apoyo y mejoramiento de su transporte colectivo para evitar esa desaparición”.
Característica de los sistemas de calidad
Como producto del trabajo exploratorio, se confirma que la literatura presenta diversos sistemas y normas de gestión que ofrecen la posibilidad de introducir una disciplina o estrategia de gestión en las organizaciones de transporte. Sin pretender que esta investigación sea exhaustiva, los sistemas de gestión de calidad analizados se pueden segmentar en dos grandes categorías: por un lado, los sistemas que no establecen requisitos normativos y que solo exigen que las organizaciones expresen la forma de cómo hacen sus actividades y/o qué tipo de datos tienen para posteriormente valorar y calificar el estado de desarrollo de sus prácticas de gestión. Y, por otro lado, se encuentran los sistemas de calidad normativos (o prescriptivos) donde su característica principal es el uso del término debe o deberá, resaltando de esta forma la necesidad de que las organizaciones demuestren el cumplimiento tácito de las exigencias normativas.
Un ejemplo para el primer caso lo conforman los modelos de gestión de calidad, como los modelos de Premios de Calidad de países y de regiones: Premio chileno de calidad, Premio ANTP de Calidad de Brasil y Premio Europeo de calidad, por ejemplo. Para el segundo caso, se identifican los sistemas de gestión normativos como los sistemas ISO 9001, UNE-EN 13816/ 2003, donde este último está orientado hacia el ámbito de transporte terrestre de pasajeros. Sin embargo, ambos enfoques de sistemas de calidad son beneficiosos, porque
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
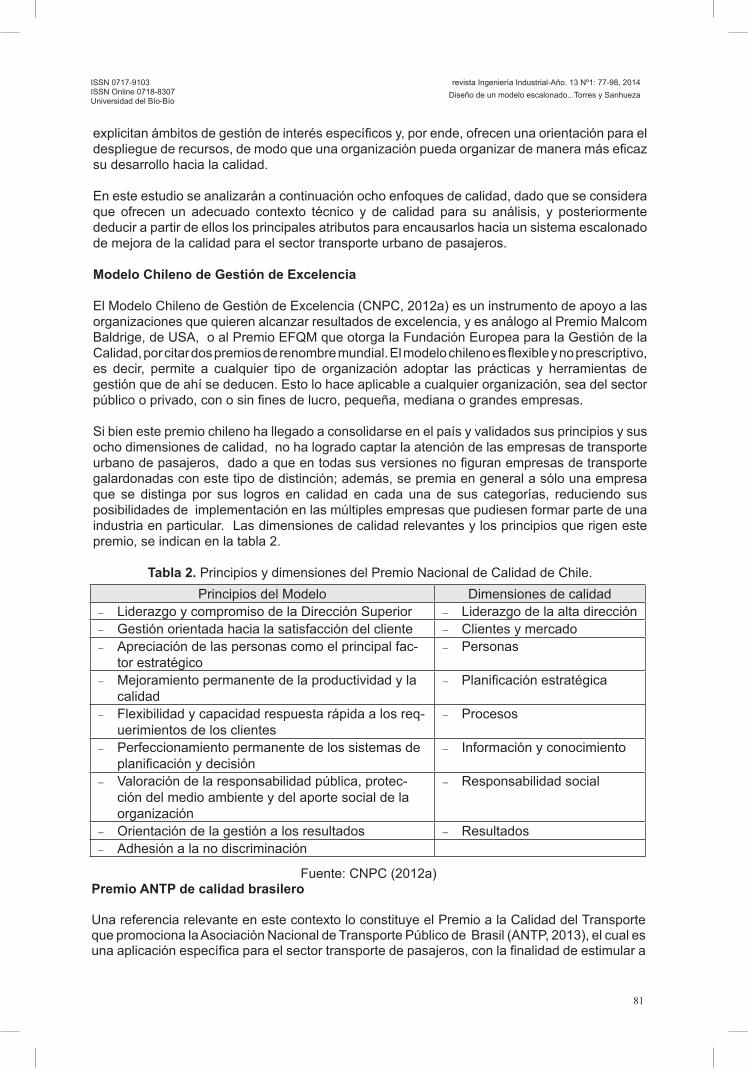
81
explicitan ámbitos de gestión de interés específicos y, por ende, ofrecen una orientación para el despliegue de recursos, de modo que una organización pueda organizar de manera más eficaz su desarrollo hacia la calidad.
En este estudio se analizarán a continuación ocho enfoques de calidad, dado que se considera que ofrecen un adecuado contexto técnico y de calidad para su análisis, y posteriormente deducir a partir de ellos los principales atributos para encausarlos hacia un sistema escalonado de mejora de la calidad para el sector transporte urbano de pasajeros. ModeloChilenodeGestióndeExcelencia
El Modelo Chileno de Gestión de Excelencia (CNPC, 2012a) es un instrumento de apoyo a las organizaciones que quieren alcanzar resultados de excelencia, y es análogo al Premio Malcom Baldrige, de USA, o al Premio EFQM que otorga la Fundación Europea para la Gestión de la Calidad, por citar dos premios de renombre mundial. El modelo chileno es flexible y no prescriptivo, es decir, permite a cualquier tipo de organización adoptar las prácticas y herramientas de gestión que de ahí se deducen. Esto lo hace aplicable a cualquier organización, sea del sector público o privado, con o sin fines de lucro, pequeña, mediana o grandes empresas.
Si bien este premio chileno ha llegado a consolidarse en el país y validados sus principios y sus ocho dimensiones de calidad, no ha logrado captar la atención de las empresas de transporte urbano de pasajeros, dado a que en todas sus versiones no figuran empresas de transporte galardonadas con este tipo de distinción; además, se premia en general a sólo una empresa que se distinga por sus logros en calidad en cada una de sus categorías, reduciendo sus posibilidades de implementación en las múltiples empresas que pudiesen formar parte de una industria en particular. Las dimensiones de calidad relevantes y los principios que rigen este premio, se indican en la tabla 2.
Tabla 2. Principios y dimensiones del Premio Nacional de Calidad de Chile.Principios del Modelo Dimensiones de calidad
Liderazgo y compromiso de la Dirección Superior− Liderazgo de la alta dirección−
Gestión orientada hacia la satisfacción del cliente− Clientes y mercado−
Apreciación de las personas como el principal fac-−tor estratégico
Personas−
Mejoramiento permanente de la productividad y la −calidad
Planificación estratégica−
Flexibilidad y capacidad respuesta rápida a los req-−uerimientos de los clientes
Procesos−
Perfeccionamiento permanente de los sistemas de −planificación y decisión
Información y conocimiento−
Valoración de la responsabilidad pública, protec-−ción del medio ambiente y del aporte social de la organización
Responsabilidad social−
Orientación de la gestión a los resultados− Resultados−
Adhesión a la no discriminación−
Fuente: CNPC (2012a)Premio ANTP de calidad brasilero
Una referencia relevante en este contexto lo constituye el Premio a la Calidad del Transporte que promociona la Asociación Nacional de Transporte Público de Brasil (ANTP, 2013), el cual es una aplicación específica para el sector transporte de pasajeros, con la finalidad de estimular a
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
82
las organizaciones de transporte para que adopten modelos de gestión orientados al transporte de excelencia y para mejorar la calidad de los servicios de forma continua y sostenida. Sin embargo, tanto el modelo de gestión de excelencia de Chile como el premio de Brasil son restrictivos dado que anualmente premian a unas pocas empresas del total de empresas interesadas; no así una estrategia de certificación o de sello de calidad, que premiaría a todas las empresas interesadas y que cumplan ciertas condiciones mínimas para su certificación.
Sistema Escalonado de Mejora Continua de ChileCalidad
El Sistema Escalonado de Mejora Continua (CNPC, 2010) es otra estrategia para implementar calidad en las organizaciones; busca guiar, incentivar y apoyar el proceso de mejora continua de las empresas de menor tamaño, a través de ciclos sucesivos de evaluación de la gestión e implementación de planes de acción de mejora, elevando así la calidad de sus productos y/o servicios. Para esto, su metodología de aplicación dispone de dos guías de autoevaluación, que son herramientas de diagnóstico esencialmente analíticas, que permiten a una empresa, por medio de la utilización de un cuestionario con parámetros y estándares internacionalmente aceptados, conocer sus principales fortalezas y oportunidades de mejora de su gestión. Este diagnóstico le provee de una metodología y obtención de un puntaje representativo de su nivel de gestión, el cual puede compararse con evaluaciones anteriores, con otras empresas que deseen compartir esta información o con promedios estadísticos administrados por ChileCalidad, que es la organización que coordina la aplicación de este sistema escalonado de mejora para las organizaciones interesadas en adoptarlo.
El principal atributo que presenta este sistema escalonado es que distingue los temas básicos de gestión, que debe considerar cualquier organización en una etapa inicial ésta gestión, para que posteriormente, dado su desarrollo, vaya organizando su gestión hacia niveles más exigentes y de mayor cobertura en el contexto de las ocho dimensiones del Premio nacional de calidad de Chile comentado en el apartado anterior. El sistema escalonado cuenta con las mismas ocho dimensiones del Premio Nacional de Calidad, pero con mayor grado de detalle en cada una de sus dimensiones, de modo de poder valorar y calificar a una organización en una escala que considera tres niveles escalonados de desarrollo en el ámbito de la gestión de calidad: niveles básico, intermedio y avanzado.
El Sistema Escalonado permitiría a una pequeña y mediana empresa (Pymes) alcanzar, en un plazo de tres a cinco años, altos niveles de excelencia o competitividad, dejándola en condiciones de postular y eventualmente ganar el Premio Nacional a la Calidad. Un atributo importante de este sistema escalonado es su simplicidad para lograr la incorporación de las Pymes, y en particular a las empresas del transporte de pasajeros para que puedan organizar procesos de mejora continua.
Modelo Mejoramiento Progresivo de la Calidad de la Gestión Municipal
El Modelo Mejoramiento Progresivo de la Calidad de la Gestión Municipal es una aplicación específica del Modelo Chileno de Gestión de Excelencia a la gestión municipal, promovido por la Subsecretaría de Desarrollo Regional y Administrativo (SUBDERE). Constituye una guía de apoyo a las municipalidades del país para alcanzar los niveles de excelencia que requiere el país, en materia de servicios municipales de calidad y, por ende, en un referente de interés para organizar exigencias en el ámbito de la gestión de calidad. (SUBDERE, s.f. ; SUBDERE, 2012a y SUBDERE, 2012b).
Los conceptos y principios esenciales de este modelo están incorporados en cinco categorías o criterios. Estos criterios agrupan un conjunto de prácticas que debiera aplicar una municipalidad para mejorar su desempeño. Los cinco grandes criterios son los siguientes: Estrategia y Liderazgo, Personas, Recursos, Servicios y Usuarios (as). Cada criterio, a su vez,
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
83
está conformado por sub criterios (12 en total) y elementos de gestión (78 en total).
Este modelo también es no prescriptivo y presenta una metodología particular para valorar el grado de desarrollo que presenta cada municipalidad respecto de cada categoría y sub categoría con objetividad. La metodología para evaluar cada elemento de gestión se caracteriza por una escala entre cero y tres puntos, donde cero punto indica que no hay prácticas planificadas (o no hay datos) para las actividades (o elementos de gestión), y una valoración de tres puntos indica que en una actividad hay un evidente despliegue de prácticas sistemáticas (o hay datos que evidencian una mejora ascendente). Por otra parte, el puntaje máximo teórico es de 234 puntos y distinguiendo tres niveles de desarrollo: inicial, intermedio y avanzado. Este modelo también posee un método práctico para evaluar el grado de desarrollo de organizaciones reconociendo dimensiones de interés.
Sistema Escalonado de Gestión de Calidad para una empresa de Turismo
Torres y Villegas (2010) proponen un sistema escalonado de mejora continua de la calidad para empresas de la industria hotelera de la Región del Bío-Bío. Esta propuesta de sistema escalonado integra una norma nacional específica para moteles y cabañas de esparcimiento (NCh 2964, 2005), con otras tres normas de gestión prescriptivas que son: norma de gestión para la pequeña y mediana empresa (NCh 2909, 2004), norma de gestión de calidad (ISO 9001, 2008) y la norma internacional que integra inocuidad y gestión de calidad (ISO 22000, 2007). Con esta propuesta se reconoce la factibilidad de armonizar distintas normas de gestión, pero con un foco común orientado hacia un sistema particular de escalonamiento.
Normadegestiónparapequeñasymedianasempresas(Pymes)
La norma chilena de gestión para pequeña y mediana empresas (NCh 2909, 2004) está orientada para empresas que no tienen una trayectoria en calidad; fue diseñada específicamente de acuerdo a la realidad de las Pymes chilenas, y entre las expectativas que se declara está la de “generar una cultura organizacional, capaz de comprometer a su personal con el logro de los objetivos propuestos, respetando sus derechos y brindándole oportunidades de desarrollo permanente”; además, esta normativa orienta a las pequeñas y medianas empresas a establecer un sistema documental mínimo para organizar mejor sus capacidades de gestión constituidas principalmente por exigir: un sistema de gestión de calidad específico, objetivos de calidad y un conjunto específico de procedimientos y registros documentados. Además, la implementación de esta norma en las Pymes aumentaría la imagen de confianza ante sus clientes, que es una de las debilidades que presenta el transporte urbano en relación a la calidad de su servicio y su gestión. También, permitiría un crecimiento constante y ordenado de las empresas, constituyendo un paso preliminar para la implementación de otras normas de gestión más exigentes como ISO 9001 (Torres & Villegas, 2010). Las áreas que enfatiza la norma chilena NCh 2909 y que resalta como prioritarias para este tipo de empresas, son las siguientes: sistema de gestión documental, estrategia y liderazgo, revisión de información para la toma de decisiones, procesos relacionados con el cliente, gestión de las personas, gestión de recursos financieros y físicos, realización del servicio, compras inventarios, medio ambiente y mantener el funcionamiento del respectivo sistema de gestión.
Norma de gestión de calidad ISO 9001 La norma ISO 9001 es de carácter prescriptivo y resalta de manera explícita la necesidad de que las organizaciones dispongan de un sistema documental eficaz conformado, donde como mínimo se mantengan los siguientes tipos de documentos para garantizar una disciplina administrativa: Un manual de calidad, objetivos de calidad ad hoc a la naturaleza del proceso u organización, seis procedimientos documentados claramente definidos y, también veintiún
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
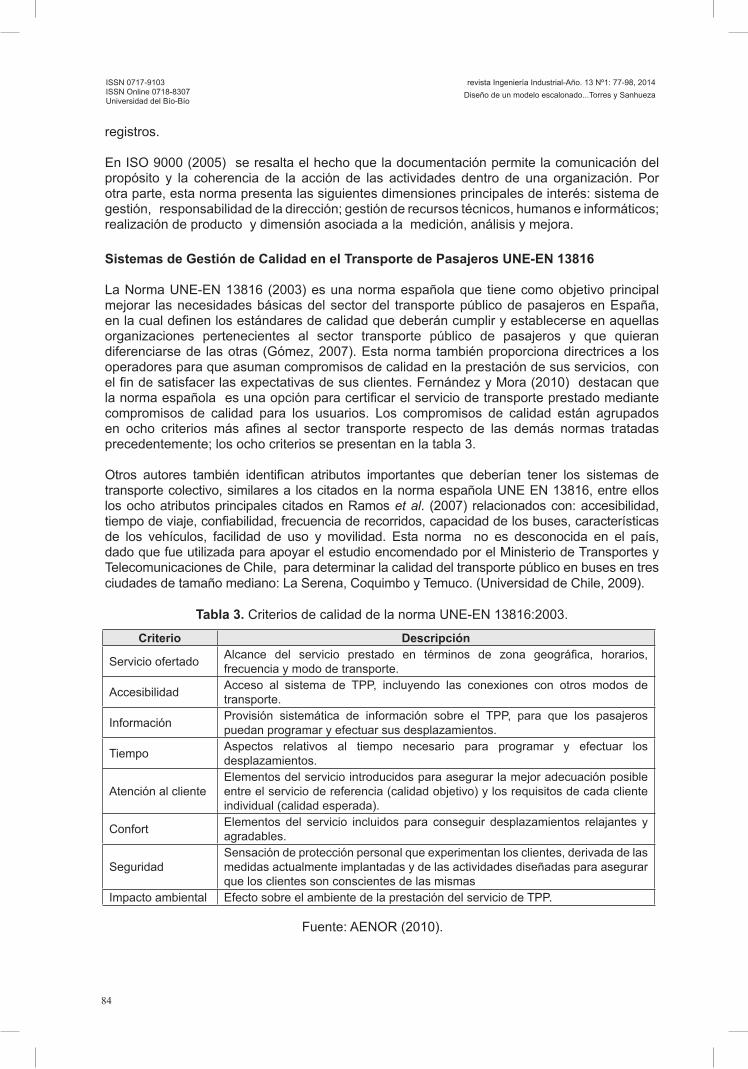
84
registros.
En ISO 9000 (2005) se resalta el hecho que la documentación permite la comunicación del propósito y la coherencia de la acción de las actividades dentro de una organización. Por otra parte, esta norma presenta las siguientes dimensiones principales de interés: sistema de gestión, responsabilidad de la dirección; gestión de recursos técnicos, humanos e informáticos; realización de producto y dimensión asociada a la medición, análisis y mejora.
Sistemas de Gestión de Calidad en el Transporte de Pasajeros UNE-EN 13816
La Norma UNE-EN 13816 (2003) es una norma española que tiene como objetivo principal mejorar las necesidades básicas del sector del transporte público de pasajeros en España, en la cual definen los estándares de calidad que deberán cumplir y establecerse en aquellas organizaciones pertenecientes al sector transporte público de pasajeros y que quieran diferenciarse de las otras (Gómez, 2007). Esta norma también proporciona directrices a los operadores para que asuman compromisos de calidad en la prestación de sus servicios, con el fin de satisfacer las expectativas de sus clientes. Fernández y Mora (2010) destacan que la norma española es una opción para certificar el servicio de transporte prestado mediante compromisos de calidad para los usuarios. Los compromisos de calidad están agrupados en ocho criterios más afines al sector transporte respecto de las demás normas tratadas precedentemente; los ocho criterios se presentan en la tabla 3.
Otros autores también identifican atributos importantes que deberían tener los sistemas de transporte colectivo, similares a los citados en la norma española UNE EN 13816, entre ellos los ocho atributos principales citados en Ramos et al. (2007) relacionados con: accesibilidad, tiempo de viaje, confiabilidad, frecuencia de recorridos, capacidad de los buses, características de los vehículos, facilidad de uso y movilidad. Esta norma no es desconocida en el país, dado que fue utilizada para apoyar el estudio encomendado por el Ministerio de Transportes y Telecomunicaciones de Chile, para determinar la calidad del transporte público en buses en tres ciudades de tamaño mediano: La Serena, Coquimbo y Temuco. (Universidad de Chile, 2009).
Tabla 3. Criterios de calidad de la norma UNE-EN 13816:2003.
Criterio Descripción
Servicio ofertado Alcance del servicio prestado en términos de zona geográfica, horarios, frecuencia y modo de transporte.
Accesibilidad Acceso al sistema de TPP, incluyendo las conexiones con otros modos de transporte.
Información Provisión sistemática de información sobre el TPP, para que los pasajeros puedan programar y efectuar sus desplazamientos.
Tiempo Aspectos relativos al tiempo necesario para programar y efectuar los desplazamientos.
Atención al clienteElementos del servicio introducidos para asegurar la mejor adecuación posible entre el servicio de referencia (calidad objetivo) y los requisitos de cada cliente individual (calidad esperada).
Confort Elementos del servicio incluidos para conseguir desplazamientos relajantes y agradables.
SeguridadSensación de protección personal que experimentan los clientes, derivada de las medidas actualmente implantadas y de las actividades diseñadas para asegurar que los clientes son conscientes de las mismas
Impacto ambiental Efecto sobre el ambiente de la prestación del servicio de TPP.
Fuente: AENOR (2010).
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
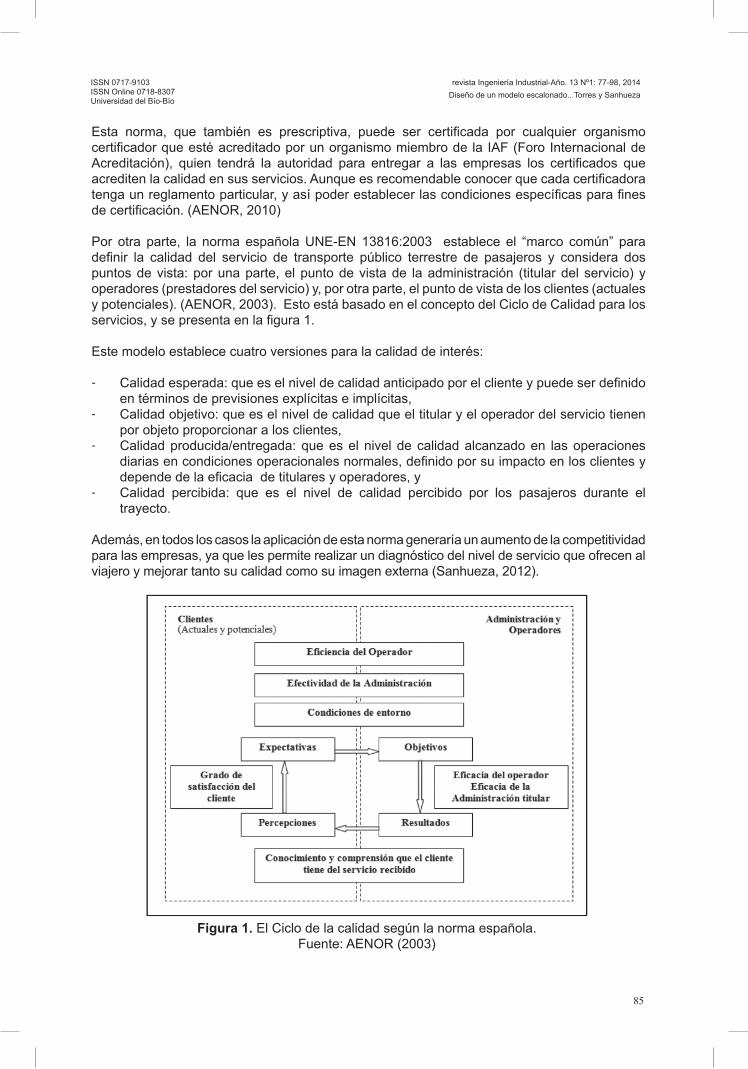
85
Esta norma, que también es prescriptiva, puede ser certificada por cualquier organismo certificador que esté acreditado por un organismo miembro de la IAF (Foro Internacional de Acreditación), quien tendrá la autoridad para entregar a las empresas los certificados que acrediten la calidad en sus servicios. Aunque es recomendable conocer que cada certificadora tenga un reglamento particular, y así poder establecer las condiciones específicas para fines de certificación. (AENOR, 2010)
Por otra parte, la norma española UNE-EN 13816:2003 establece el “marco común” para definir la calidad del servicio de transporte público terrestre de pasajeros y considera dos puntos de vista: por una parte, el punto de vista de la administración (titular del servicio) y operadores (prestadores del servicio) y, por otra parte, el punto de vista de los clientes (actuales y potenciales). (AENOR, 2003). Esto está basado en el concepto del Ciclo de Calidad para los servicios, y se presenta en la figura 1.
Este modelo establece cuatro versiones para la calidad de interés:
Calidad esperada: que es el nivel de calidad anticipado por el cliente y puede ser definido - en términos de previsiones explícitas e implícitas, Calidad objetivo: que es el nivel de calidad que el titular y el operador del servicio tienen - por objeto proporcionar a los clientes,Calidad producida/entregada: que es el nivel de calidad alcanzado en las operaciones - diarias en condiciones operacionales normales, definido por su impacto en los clientes y depende de la eficacia de titulares y operadores, y Calidad percibida: que es el nivel de calidad percibido por los pasajeros durante el - trayecto.
Además, en todos los casos la aplicación de esta norma generaría un aumento de la competitividad para las empresas, ya que les permite realizar un diagnóstico del nivel de servicio que ofrecen al viajero y mejorar tanto su calidad como su imagen externa (Sanhueza, 2012).
Figura 1. El Ciclo de la calidad según la norma española. Fuente: AENOR (2003)
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
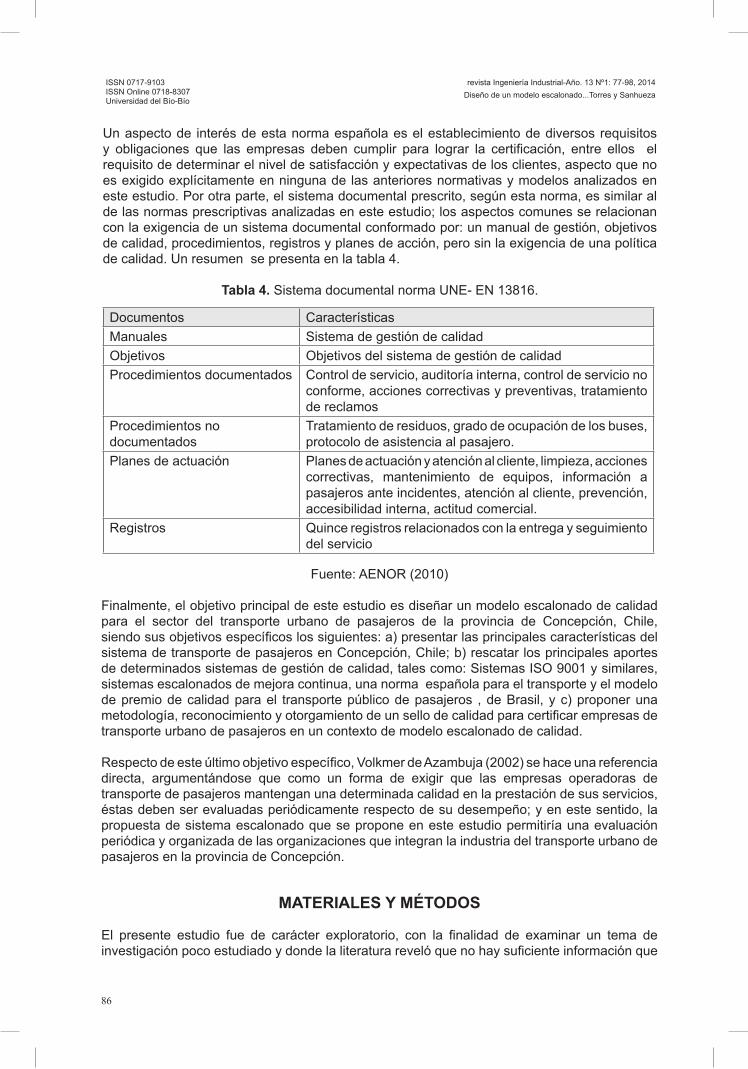
86
Un aspecto de interés de esta norma española es el establecimiento de diversos requisitos y obligaciones que las empresas deben cumplir para lograr la certificación, entre ellos el requisito de determinar el nivel de satisfacción y expectativas de los clientes, aspecto que no es exigido explícitamente en ninguna de las anteriores normativas y modelos analizados en este estudio. Por otra parte, el sistema documental prescrito, según esta norma, es similar al de las normas prescriptivas analizadas en este estudio; los aspectos comunes se relacionan con la exigencia de un sistema documental conformado por: un manual de gestión, objetivos de calidad, procedimientos, registros y planes de acción, pero sin la exigencia de una política de calidad. Un resumen se presenta en la tabla 4.
Tabla 4. Sistema documental norma UNE- EN 13816.
Fuente: AENOR (2010)
Finalmente, el objetivo principal de este estudio es diseñar un modelo escalonado de calidad para el sector del transporte urbano de pasajeros de la provincia de Concepción, Chile, siendo sus objetivos específicos los siguientes: a) presentar las principales características del sistema de transporte de pasajeros en Concepción, Chile; b) rescatar los principales aportes de determinados sistemas de gestión de calidad, tales como: Sistemas ISO 9001 y similares, sistemas escalonados de mejora continua, una norma española para el transporte y el modelo de premio de calidad para el transporte público de pasajeros , de Brasil, y c) proponer una metodología, reconocimiento y otorgamiento de un sello de calidad para certificar empresas de transporte urbano de pasajeros en un contexto de modelo escalonado de calidad.
Respecto de este último objetivo específico, Volkmer de Azambuja (2002) se hace una referencia directa, argumentándose que como un forma de exigir que las empresas operadoras de transporte de pasajeros mantengan una determinada calidad en la prestación de sus servicios, éstas deben ser evaluadas periódicamente respecto de su desempeño; y en este sentido, la propuesta de sistema escalonado que se propone en este estudio permitiría una evaluación periódica y organizada de las organizaciones que integran la industria del transporte urbano de pasajeros en la provincia de Concepción.
MATERIALES Y MÉTODOS
El presente estudio fue de carácter exploratorio, con la finalidad de examinar un tema de investigación poco estudiado y donde la literatura reveló que no hay suficiente información que
Documentos CaracterísticasManuales Sistema de gestión de calidadObjetivos Objetivos del sistema de gestión de calidad Procedimientos documentados Control de servicio, auditoría interna, control de servicio no
conforme, acciones correctivas y preventivas, tratamiento de reclamos
Procedimientos no documentados
Tratamiento de residuos, grado de ocupación de los buses, protocolo de asistencia al pasajero.
Planes de actuación Planes de actuación y atención al cliente, limpieza, acciones correctivas, mantenimiento de equipos, información a pasajeros ante incidentes, atención al cliente, prevención, accesibilidad interna, actitud comercial.
Registros Quince registros relacionados con la entrega y seguimiento del servicio
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
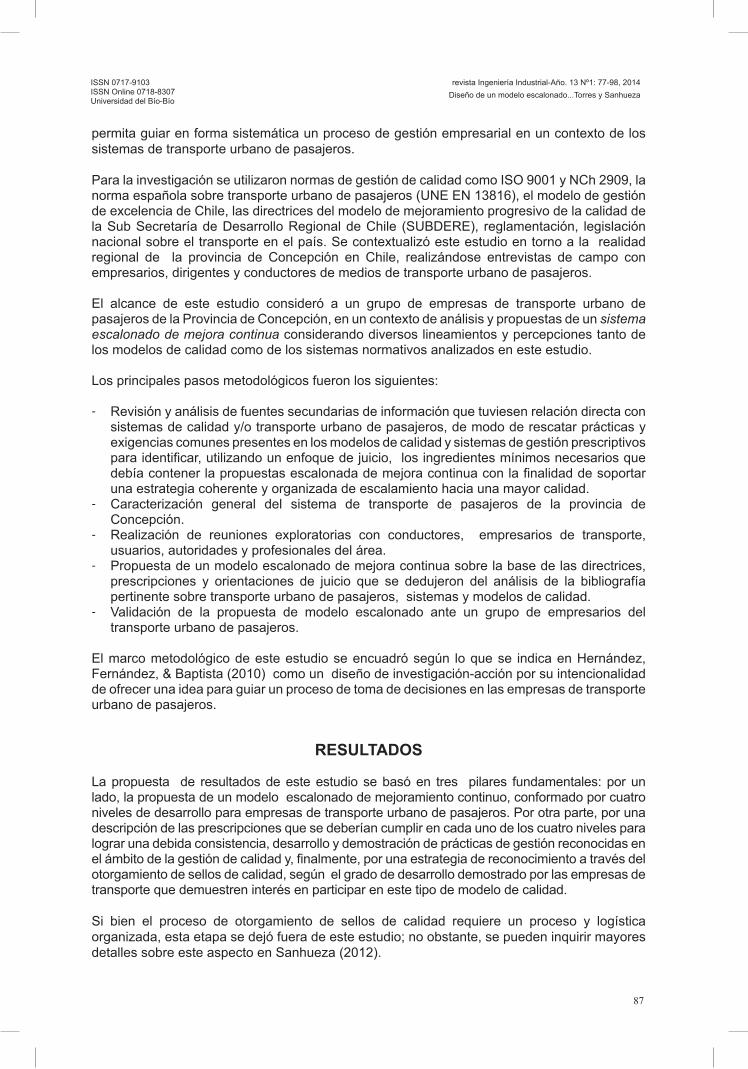
87
permita guiar en forma sistemática un proceso de gestión empresarial en un contexto de los sistemas de transporte urbano de pasajeros.
Para la investigación se utilizaron normas de gestión de calidad como ISO 9001 y NCh 2909, la norma española sobre transporte urbano de pasajeros (UNE EN 13816), el modelo de gestión de excelencia de Chile, las directrices del modelo de mejoramiento progresivo de la calidad de la Sub Secretaría de Desarrollo Regional de Chile (SUBDERE), reglamentación, legislación nacional sobre el transporte en el país. Se contextualizó este estudio en torno a la realidad regional de la provincia de Concepción en Chile, realizándose entrevistas de campo con empresarios, dirigentes y conductores de medios de transporte urbano de pasajeros.
El alcance de este estudio consideró a un grupo de empresas de transporte urbano de pasajeros de la Provincia de Concepción, en un contexto de análisis y propuestas de un sistema escalonado de mejora continua considerando diversos lineamientos y percepciones tanto de los modelos de calidad como de los sistemas normativos analizados en este estudio.
Los principales pasos metodológicos fueron los siguientes:
Revisión y análisis de fuentes secundarias de información que tuviesen relación directa con - sistemas de calidad y/o transporte urbano de pasajeros, de modo de rescatar prácticas y exigencias comunes presentes en los modelos de calidad y sistemas de gestión prescriptivos para identificar, utilizando un enfoque de juicio, los ingredientes mínimos necesarios que debía contener la propuestas escalonada de mejora continua con la finalidad de soportar una estrategia coherente y organizada de escalamiento hacia una mayor calidad.Caracterización general del sistema de transporte de pasajeros de la provincia de - Concepción.Realización de reuniones exploratorias con conductores, empresarios de transporte, - usuarios, autoridades y profesionales del área.Propuesta de un modelo escalonado de mejora continua sobre la base de las directrices, - prescripciones y orientaciones de juicio que se dedujeron del análisis de la bibliografía pertinente sobre transporte urbano de pasajeros, sistemas y modelos de calidad.Validación de la propuesta de modelo escalonado ante un grupo de empresarios del - transporte urbano de pasajeros.
El marco metodológico de este estudio se encuadró según lo que se indica en Hernández, Fernández, & Baptista (2010) como un diseño de investigación-acción por su intencionalidad de ofrecer una idea para guiar un proceso de toma de decisiones en las empresas de transporte urbano de pasajeros.
RESULTADOS
La propuesta de resultados de este estudio se basó en tres pilares fundamentales: por un lado, la propuesta de un modelo escalonado de mejoramiento continuo, conformado por cuatro niveles de desarrollo para empresas de transporte urbano de pasajeros. Por otra parte, por una descripción de las prescripciones que se deberían cumplir en cada uno de los cuatro niveles para lograr una debida consistencia, desarrollo y demostración de prácticas de gestión reconocidas en el ámbito de la gestión de calidad y, finalmente, por una estrategia de reconocimiento a través del otorgamiento de sellos de calidad, según el grado de desarrollo demostrado por las empresas de transporte que demuestren interés en participar en este tipo de modelo de calidad.
Si bien el proceso de otorgamiento de sellos de calidad requiere un proceso y logística organizada, esta etapa se dejó fuera de este estudio; no obstante, se pueden inquirir mayores detalles sobre este aspecto en Sanhueza (2012).
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
88
Conceptualización del sistema escalonado de mejora continua
De acuerdo al análisis de las directrices que postulan los diferentes modelos y sistemas de gestión prescriptivos, se propone juiciosamente una estrategia escalonada de mejora continua que contiene un aumento paulatino en el nivel de exigencia entre los cuatro niveles del modelo. Como primera prerrogativa se estableció la necesidad de demostrar un cumplimiento legal de la normativa vigente, a modo de requisito básico para seguir avanzando en el modelo propuesto; posteriormente se estableció un nivel de cumplimiento de requisitos técnicos de los buses de transporte. Un tercer nivel conformado por una serie de exigencias de gestión básicas y sistemáticas y, finalmente, un nivel de gestión robusto, compuesto por una serie de requisitos con mayor exigencia respecto a lo exigido en los niveles anteriores. La representación gráfica del modelo escalonado de mejora continua se presenta en la figura 2, y un detalle del contexto de exigencias en cada nivel, se indica en la tabla 5.
Figura 2. Modelo escalonado de mejora continua
Tabla 5. Contexto de las exigencias para el modelo escalonado de mejora continuaNiveles Alcance Contexto de las exigencias
Nivel 1 De cumplimiento legal
Exigencias de cumplimiento de los requisitos de la legislación chilena sobre el transporte urbano de pasajeros, tuteladas por el Ministerio de Transportes y Telecomunicaciones, además de otros requisitos básicos de carácter legal contemplados en la norma UNE-EN 13816
Nivel 2 De cumplimiento TécnicoExigencias operacionales propias de un servicio de transporte urbano de pasajeros extraídas principalmente de la norma UNE EN 13816.
Nivel 3De cumplimiento de prácticas básicas sistemáticas de gestión
Exigencias del ámbito de la gestión de una organización extraídas principalmente de la norma NCh 2909.
Nivel 4
De cumplimiento robusto o avanzado de prácticas de gestión sistemáticas y enfocadas en el transporte
Exigencias relacionadas con ámbitos más robustos de gestión ISO 9001 y demostración de despliegue de directrices relacionadas con el modelo chileno de gestión de excelencia (CNPC, 2012a).
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
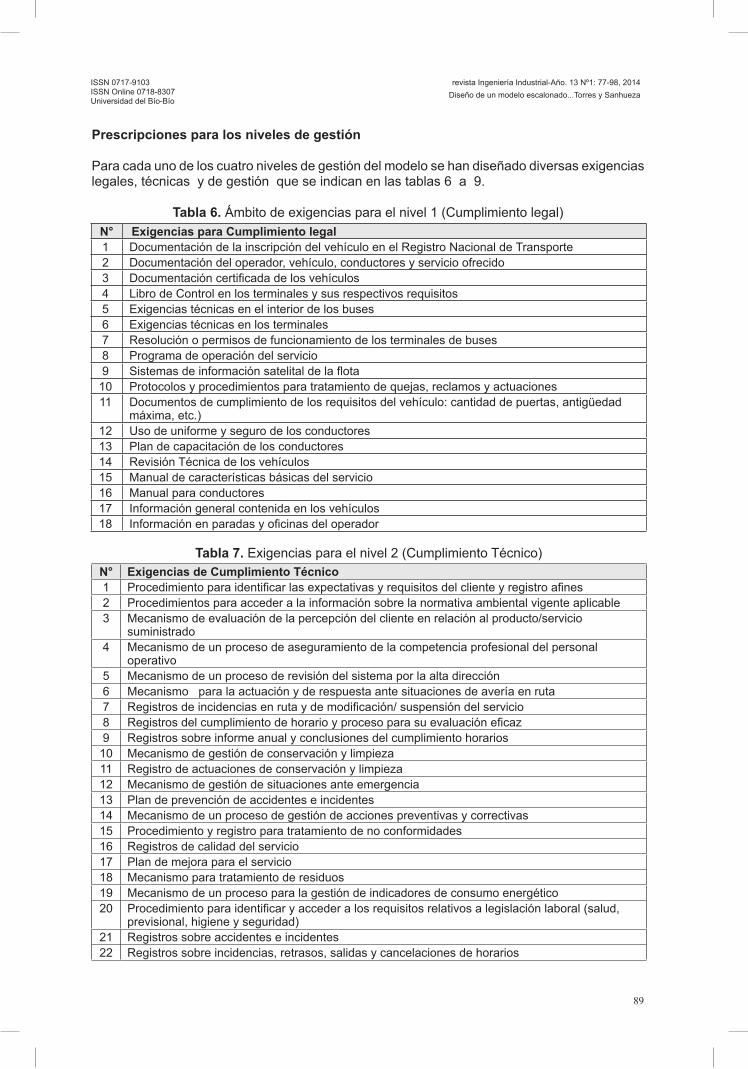
89
Prescripciones para los niveles de gestión
Para cada uno de los cuatro niveles de gestión del modelo se han diseñado diversas exigencias legales, técnicas y de gestión que se indican en las tablas 6 a 9.
Tabla 6. Ámbito de exigencias para el nivel 1 (Cumplimiento legal)N° ExigenciasparaCumplimientolegal1 Documentación de la inscripción del vehículo en el Registro Nacional de Transporte2 Documentación del operador, vehículo, conductores y servicio ofrecido3 Documentación certificada de los vehículos 4 Libro de Control en los terminales y sus respectivos requisitos5 Exigencias técnicas en el interior de los buses6 Exigencias técnicas en los terminales7 Resolución o permisos de funcionamiento de los terminales de buses8 Programa de operación del servicio 9 Sistemas de información satelital de la flota 10 Protocolos y procedimientos para tratamiento de quejas, reclamos y actuaciones 11 Documentos de cumplimiento de los requisitos del vehículo: cantidad de puertas, antigüedad
máxima, etc.)12 Uso de uniforme y seguro de los conductores13 Plan de capacitación de los conductores14 Revisión Técnica de los vehículos15 Manual de características básicas del servicio16 Manual para conductores17 Información general contenida en los vehículos18 Información en paradas y oficinas del operador
Tabla 7. Exigencias para el nivel 2 (Cumplimiento Técnico)N° ExigenciasdeCumplimientoTécnico1 Procedimiento para identificar las expectativas y requisitos del cliente y registro afines2 Procedimientos para acceder a la información sobre la normativa ambiental vigente aplicable3 Mecanismo de evaluación de la percepción del cliente en relación al producto/servicio
suministrado4 Mecanismo de un proceso de aseguramiento de la competencia profesional del personal
operativo5 Mecanismo de un proceso de revisión del sistema por la alta dirección6 Mecanismo para la actuación y de respuesta ante situaciones de avería en ruta7 Registros de incidencias en ruta y de modificación/ suspensión del servicio8 Registros del cumplimiento de horario y proceso para su evaluación eficaz9 Registros sobre informe anual y conclusiones del cumplimiento horarios10 Mecanismo de gestión de conservación y limpieza11 Registro de actuaciones de conservación y limpieza12 Mecanismo de gestión de situaciones ante emergencia13 Plan de prevención de accidentes e incidentes14 Mecanismo de un proceso de gestión de acciones preventivas y correctivas15 Procedimiento y registro para tratamiento de no conformidades16 Registros de calidad del servicio17 Plan de mejora para el servicio18 Mecanismo para tratamiento de residuos19 Mecanismo de un proceso para la gestión de indicadores de consumo energético20 Procedimiento para identificar y acceder a los requisitos relativos a legislación laboral (salud,
previsional, higiene y seguridad)21 Registros sobre accidentes e incidentes22 Registros sobre incidencias, retrasos, salidas y cancelaciones de horarios
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
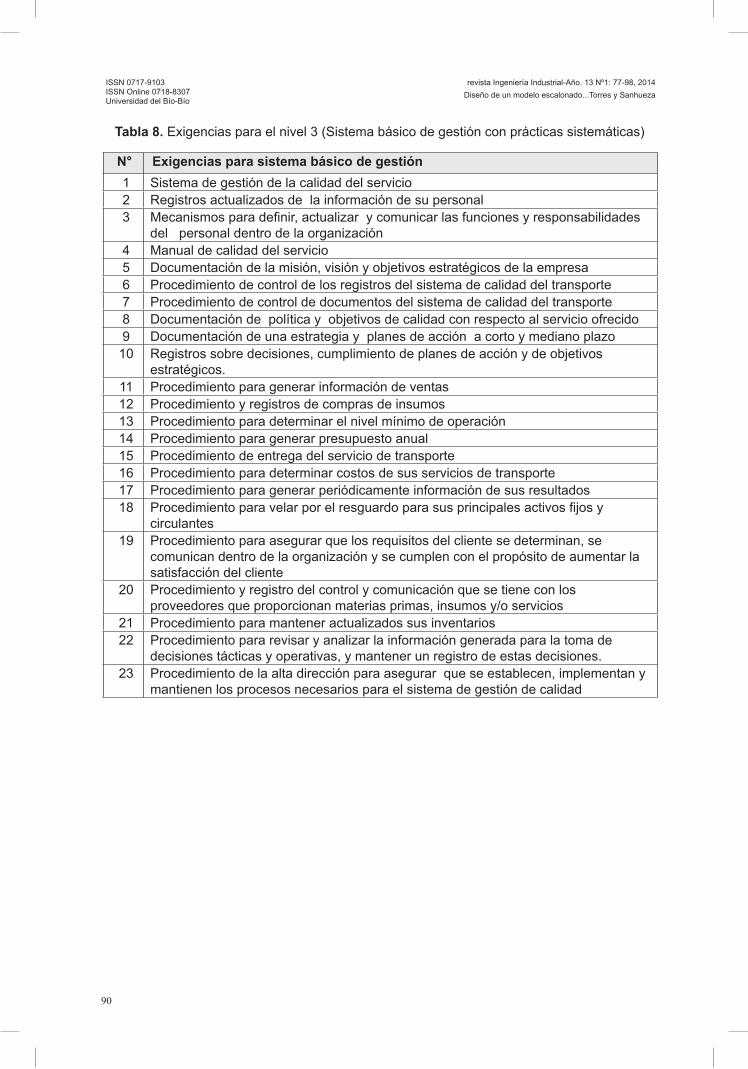
90
Tabla 8. Exigencias para el nivel 3 (Sistema básico de gestión con prácticas sistemáticas)
N° Exigenciasparasistemabásicodegestión1 Sistema de gestión de la calidad del servicio2 Registros actualizados de la información de su personal3 Mecanismos para definir, actualizar y comunicar las funciones y responsabilidades
del personal dentro de la organización4 Manual de calidad del servicio5 Documentación de la misión, visión y objetivos estratégicos de la empresa 6 Procedimiento de control de los registros del sistema de calidad del transporte7 Procedimiento de control de documentos del sistema de calidad del transporte8 Documentación de política y objetivos de calidad con respecto al servicio ofrecido9 Documentación de una estrategia y planes de acción a corto y mediano plazo10 Registros sobre decisiones, cumplimiento de planes de acción y de objetivos
estratégicos. 11 Procedimiento para generar información de ventas12 Procedimiento y registros de compras de insumos 13 Procedimiento para determinar el nivel mínimo de operación 14 Procedimiento para generar presupuesto anual15 Procedimiento de entrega del servicio de transporte16 Procedimiento para determinar costos de sus servicios de transporte17 Procedimiento para generar periódicamente información de sus resultados18 Procedimiento para velar por el resguardo para sus principales activos fijos y
circulantes19 Procedimiento para asegurar que los requisitos del cliente se determinan, se
comunican dentro de la organización y se cumplen con el propósito de aumentar la satisfacción del cliente
20 Procedimiento y registro del control y comunicación que se tiene con los proveedores que proporcionan materias primas, insumos y/o servicios
21 Procedimiento para mantener actualizados sus inventarios22 Procedimiento para revisar y analizar la información generada para la toma de
decisiones tácticas y operativas, y mantener un registro de estas decisiones.23 Procedimiento de la alta dirección para asegurar que se establecen, implementan y
mantienen los procesos necesarios para el sistema de gestión de calidad
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza

91
Tabla 9. Exigencias para el nivel 4 (Sistema robusto de prácticas de gestión sistemáticas y enfocadas en el transporte)
N° Exigenciasparasistemarobusto1 Registros del seguimiento, análisis y medición de los objetivos de calidad2 Registros del seguimiento, análisis y medición de la Política de calidad.3 Procedimientos para poner la información a disposición de sus usuarios4 Registros de revisión y medición de la estrategia, y de los planes de acción de corto
y mediano plazo5 Registros de seguimiento y medición de los reclamos y quejas6 Registros de retroalimentación del cliente, utilización de esta información para la
mejora de la organización.7 Registros de revisión del sistema de gestión de calidad de la organización por la
alta gerencia8 Registros del estado de las acciones correctivas y preventivas9 Registros de seguimiento de los planes de mejora y recomendaciones para estos10 Registros de cumplimiento de la calidad objetivo de la empresa.11 Mecanismos de seguimiento y medición sistemáticos del desempeño de los
procesos12 Mecanismos de seguimiento sistemático de la conformidad del producto en
relación con los requisitos del cliente13 Mecanismos de seguimiento, medición y resultados de auditoría interna14 Mecanismos de seguimiento del control del producto no conforme15 Mecanismos de medición de la satisfacción de los empleados y clima laboral16 Mecanismos de seguimiento y evaluación sistemática de las competencias,
formación y toma de conciencia de las personas de la organización17 Registros de mantenimiento de la infraestructura y equipamiento para el servicio18 Procedimiento para mantener y gestionar el ambiente de trabajo necesario para
lograr la conformidad con los requisitos del producto19 Procedimiento para ordenar e integrar los datos, y así utilizar la información para
medir el desempeño de la organización20 Procedimiento para promover dentro de la organización la protección del medio
ambiente y recursos naturales, mantener una conducta ética y legal, y apoyo a la comunidad.
21 Procedimiento para comunicar los resultados de los análisis, las prioridades y oportunidades de mejora, a los diferentes grupos de trabajo a través de toda la organización
22 Procedimiento para identificar, medir y gestionar el conocimiento organizacional, para aumentar el valor agregado de los productos/servicios
23 Procedimientos y registros de revisión de los requisitos del sistema de gestión de calidad del servicio.
Estrategia de reconocimiento
El reconocimiento del nivel de calidad alcanzada por una empresa de transporte urbano de pasajeros se concibe como el otorgamiento de un sello de calidad y de conocimiento público, según el nivel de calidad determinado por una entidad reconocida para evaluar la gestión de la empresa objeto de evaluación. Un ejemplo de sello de calidad, donde se resalta el concepto de Sistema Escalonado de Mejora Continua – Transporte Urbano de Pasajeros (SEMC-TUP), se presenta en la figura 3.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza

92
Figura 3. Ejemplo de Sello de calidad
Por otra parte, este reconocimiento se entiende como parte de un proceso mayor que involucra diversas actividades, tales como: Disponer de una organización y financiamiento, un proceso de postulación y evaluación de solicitudes por parte de los interesados, un proceso de auditoría de tercera parte por una entidad competente, una reglamentación conocida entre las partes involucradas, etc. Una representación de los diferentes procesos que forman parte de las actividades del sistema escalonado de mejora continua en el contexto de la entrega de un servicio de transporte urbano de pasajeros (SEMC-TUP), se presenta en la figura 4.
Figura 4. Procesos del sistema escalonado de mejora continua
DISCUSIÓN
Analizar los diferentes enfoques de calidad (normas técnicas sobre sistemas de gestión de calidad, modelos de excelencia, premios de calidad para el transporte, sistemas escalonados de mejora continua y modelo progresivo de la calidad de la gestión municipal), permitió configurar el contexto para diseñar y proponer, como objetivo de este estudio, un modelo escalonado de mejora continua para ser implementado en el sector transporte urbano de pasajeros en la provincia de Concepción ee Chile, con la finalidad de contribuir con la eficiencia del sistema.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
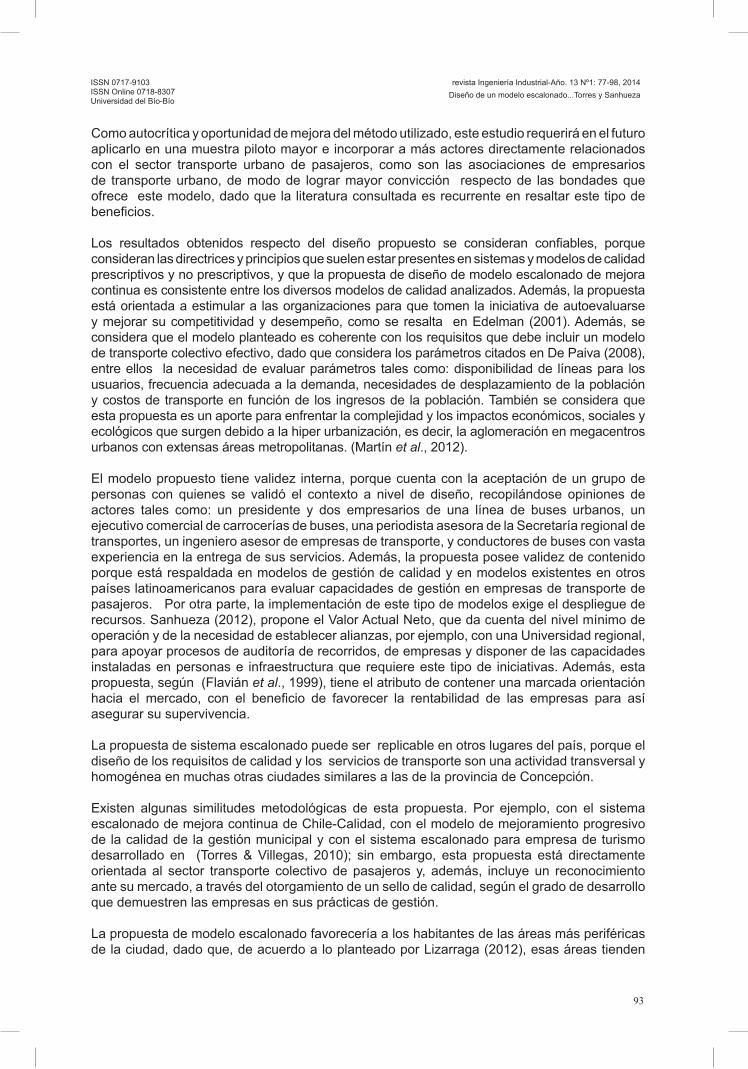
93
Como autocrítica y oportunidad de mejora del método utilizado, este estudio requerirá en el futuro aplicarlo en una muestra piloto mayor e incorporar a más actores directamente relacionados con el sector transporte urbano de pasajeros, como son las asociaciones de empresarios de transporte urbano, de modo de lograr mayor convicción respecto de las bondades que ofrece este modelo, dado que la literatura consultada es recurrente en resaltar este tipo de beneficios.
Los resultados obtenidos respecto del diseño propuesto se consideran confiables, porque consideran las directrices y principios que suelen estar presentes en sistemas y modelos de calidad prescriptivos y no prescriptivos, y que la propuesta de diseño de modelo escalonado de mejora continua es consistente entre los diversos modelos de calidad analizados. Además, la propuesta está orientada a estimular a las organizaciones para que tomen la iniciativa de autoevaluarse y mejorar su competitividad y desempeño, como se resalta en Edelman (2001). Además, se considera que el modelo planteado es coherente con los requisitos que debe incluir un modelo de transporte colectivo efectivo, dado que considera los parámetros citados en De Paiva (2008), entre ellos la necesidad de evaluar parámetros tales como: disponibilidad de líneas para los usuarios, frecuencia adecuada a la demanda, necesidades de desplazamiento de la población y costos de transporte en función de los ingresos de la población. También se considera que esta propuesta es un aporte para enfrentar la complejidad y los impactos económicos, sociales y ecológicos que surgen debido a la hiper urbanización, es decir, la aglomeración en megacentros urbanos con extensas áreas metropolitanas. (Martín et al., 2012).
El modelo propuesto tiene validez interna, porque cuenta con la aceptación de un grupo de personas con quienes se validó el contexto a nivel de diseño, recopilándose opiniones de actores tales como: un presidente y dos empresarios de una línea de buses urbanos, un ejecutivo comercial de carrocerías de buses, una periodista asesora de la Secretaría regional de transportes, un ingeniero asesor de empresas de transporte, y conductores de buses con vasta experiencia en la entrega de sus servicios. Además, la propuesta posee validez de contenido porque está respaldada en modelos de gestión de calidad y en modelos existentes en otros países latinoamericanos para evaluar capacidades de gestión en empresas de transporte de pasajeros. Por otra parte, la implementación de este tipo de modelos exige el despliegue de recursos. Sanhueza (2012), propone el Valor Actual Neto, que da cuenta del nivel mínimo de operación y de la necesidad de establecer alianzas, por ejemplo, con una Universidad regional, para apoyar procesos de auditoría de recorridos, de empresas y disponer de las capacidades instaladas en personas e infraestructura que requiere este tipo de iniciativas. Además, esta propuesta, según (Flavián et al., 1999), tiene el atributo de contener una marcada orientación hacia el mercado, con el beneficio de favorecer la rentabilidad de las empresas para así asegurar su supervivencia.
La propuesta de sistema escalonado puede ser replicable en otros lugares del país, porque el diseño de los requisitos de calidad y los servicios de transporte son una actividad transversal y homogénea en muchas otras ciudades similares a las de la provincia de Concepción.
Existen algunas similitudes metodológicas de esta propuesta. Por ejemplo, con el sistema escalonado de mejora continua de Chile-Calidad, con el modelo de mejoramiento progresivo de la calidad de la gestión municipal y con el sistema escalonado para empresa de turismo desarrollado en (Torres & Villegas, 2010); sin embargo, esta propuesta está directamente orientada al sector transporte colectivo de pasajeros y, además, incluye un reconocimiento ante su mercado, a través del otorgamiento de un sello de calidad, según el grado de desarrollo que demuestren las empresas en sus prácticas de gestión.
La propuesta de modelo escalonado favorecería a los habitantes de las áreas más periféricas de la ciudad, dado que, de acuerdo a lo planteado por Lizarraga (2012), esas áreas tienden
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
94
a estar más desprotegidas respecto de recibir servicios de mejor calidad. Además, el sistema propuesto debería estar reglamentado, porque implica asumir una responsabilidad estatal por la garantía, uniformidad y continuidad de los servicios en pro del mejoramiento de la calidad, según se resalta en Talvard (2008) y Petit (2007), donde lo anterior es coherente con las funciones y objetivos de las tres principales instituciones gubernamentales relacionadas con el transporte urbano de pasajeros individualizadas en la tabla 1. Una propuesta de esta naturaleza para asegurar su rentabilidad económica en un horizonte de planificación de, por ejemplo diez años, exigirá la disponibilidad de una inversión inicial de aproximadamente US$ 10000, el apoyo por parte de instituciones púbicas y privadas del orden de US$ 20000 anuales y la implementación de un sistema de cobro a las empresas interesadas en participar de este programa, de modo de recaudar ingresos de aproximadamente US$ 20220 anuales.
Del presente estudio se han encontrado nuevas oportunidades de investigación para estudiar la factibilidad de establecer alianzas con las principales instituciones gubernamentales relacionadas con el transporte urbano de pasajeros, instituciones de investigación como la Universidad del Bío-Bío, y entidades privadas como las asociaciones de buses de la provincia de Concepción.
CONCLUSIONES
De los resultados mostrados, de su análisis y discusión, se pueden obtener las siguientes conclusiones:
El modelo - escalonado de calidad para el sector transporte urbano de pasajeros de la provincia de Concepción, permite disponer de una metodología de implementación organizada y coherente para orientar el mejoramiento de las capacidades de gestión en empresas de transporte urbano de pasajeros.
El sistema actual del transporte de pasajeros en la ciudad de Concepción, posee las - condiciones para desarrollar y promover la calidad de los servicios ante la comunidad a través del reconocimiento, difusión y otorgamiento de un sello de calidad patrocinado por instituciones privadas y/o gubernamentales.
La literatura investigada ofrece una plataforma válida y suficiente de modelos y normas de - calidad para organizar un nuevo modelo de calidad escalonado, enfocado hacia la industria del transporte colectivo de pasajeros en beneficio directo de sus usuarios.
La propuesta de sistema escalonado propicia de manera organizada un camino para el - mejoramiento de las capacidades de gestión en las empresas de transporte urbano de pasajeros debido a que en un primer nivel exige sólo cumplimiento de la reglamentación propia del sector transporte, hasta un cuarto nivel que exige la implementación de un sistema de gestión más avanzado y a la altura de los sistemas de gestión de calidad tipo ISO 9001 y de modelos de gestión de excelencia.
La propuesta de implementar un modelo y sello de calidad, que reconozca el grado de - mejoramiento continuo de la calidad alcanzado por las empresas de transporte colectivo de pasajeros, puede ser implementado eficazmente si se logra establecer alianzas estratégicas entre el ámbito público y privado, y en un horizonte de planificación de diez años, de modo de reunir los recursos económicos suficientes para alcanzar un valor actual neto de aproximadamente US$ 4500 y garantizar su continuidad en el tiempo.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
95
REFERENCIAS
ACEVEDO, J. El transporte como soporte al desarrollo de Colombia. Una visión al 2040. Revista de Ingeniería Universidad de los Andes [en línea]. 2009, N° 29, p. 156- 162 [Citado 2014.05.16]. Disponible en: https://revistaing.uniandes.edu.co/pdf/A17%2029.pdf
ASOCIACIÓN ESPAÑOLA DE NORMALIZACIÓN Y CERTIFICACIÓN. Reglamento particular de la marca Aenor de servicios para el transporte público de pasajeros: RP A37.01. España: AENOR, 2010, 31p.
ASOCIACIÓN ESPAÑOLA DE NORMALIZACIÓN Y CERTIFICACIÓN. Transporte, Logística y servicios, Transporte público de pasajeros, Definición de la calidad del servicio, objetivos y mediciones: UNE-EN 13816. España: AENOR, 2003, 25p.
ASSOCIAÇÃO NACIONAL DE TRANSPORTES PÚBLICOS. Prêmio ANTP de Qualidade 2013. Critérios para avaliação e diagnóstico da gestão das organizações de transporte público e trânsito. São Paulo. Brasil: ANTP [en línea]. 2013. [Citado 2014.05.16]. Disponible en: http://www.premioantp.espiritolivre.org/
CENTRO NACIONAL DE PRODUCTIVIDAD Y CALIDAD. Auto diagnóstico de Situación de la Gestión Actual de la Empresa Organización. Chile. CNPC. 2012b.
CENTRO NACIONAL DE PRODUCTIVIDAD Y CALIDAD. Los mejores en las 15 versiones del Premio. Chile: CNPC [en línea]. 2013. [Citado 2014.05.16]. Disponible en: http://www.chilecalidad.cl/#!ganadores-premio-nacional-a-la-calidad/c1hhc
CENTRO NACIONAL DE PRODUCTIVIDAD Y CALIDAD. Premio Nacional de Calidad y gestión de excelencia. Modelo de gestión de excelencia año 2012-2013. Chile. CNPC [en línea]. 2012a. [Citado 2014.05.16]. Disponible en: http://www.chilecalidad.cl/#!products/cfvg
CENTRO NACIONAL DE PRODUCTIVIDAD Y CALIDAD. Sistema Escalonado de Mejora Continua de la Gestión. Cuadernillo SEMC 1 a 5, de la serie De la Gestión de Calidad a la Gestión de Excelencia. Chile. CNPC. 2010.
DE PAIVA, C. Análise do transporte coletivo urbano sob a ótica dos riscos e carências sociais. (Tese de Doutorado, Programa de Pós-graduação em Serviço Social, Pontifícia Universidade Católica de São Paulo, São Paulo. p-5.) [en línea]. 2008. [Citado 2014.05.16]. Disponible en: http://www.sapientia.pucsp.br/tde_busca/arquivo.php?codArquivo=7056
DECRETO N° 212. Reglamento de los servicios nacionales de transporte público de pasajeros. Biblioteca del Congreso Nacional de Chile. [en línea]. 1992. [Citado 2014.05.16]. Disponible en: http://www.leychile.cl/Navegar?idNorma=11043
DECRETO N° 80. Reglamenta el transporte privado remunerado de pasajeros. Biblioteca del Congreso Nacional de Chile [en línea]. 2004. [Citado 2014.05.16]. Disponible en:http://www.leychile.cl/Navegar?idNorma=230180
EDELMAN, A. Modelos de excelencia en la gestión. Memoria de trabajos de difusión científica y técnica, Núm. 1. [en línea]. 2001. Facultad de Ingeniería de la Universidad de Montevideo. p5. [Citado 2014.05.16]. Disponible en: http://www.um.edu.uy/_upload/_descarga/web_descarga_171_ModelosdeCalidadEdelmanMemoriaN1.pdf
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
96
FERNÁNDEZ, C., and MORA, M. Evidencia Empírica sobre los modelos ISO 9001 y 14001 en el Transporte Urbano de Autobuses, BICE 2989. Boletín económico de ICE Nº 2989 del 16 al 31 de mayo de 2010. [en línea]. 2010 [Citado 2014.05.16]. Disponible en:http://www.revistasice.com/cachepdf/BICE_2989___981D1D545EB78610ABF0FF1878FBF3CA.pdf
FLAVIÁN, C., JIMéNEZ, J., and LOZANO, J. Algunas consideraciones sobre la relación entre orientación al mercado y rentabilidad. Investigación y Marketing , 34-39 [en línea]. 1999. [Citado 2014.05.16]. Disponible en:http://www.aedemo.es/aedemo3/socios/revista64/ad-64-05.pdf
GOBIERNO DE CHILE. ChileAtiende. [en línea]. 2014a. [Citado 2014.05.16]. Disponible en: http://www.chileatiende.cl/servicios/ver/AN001
GOBIERNO DE CHILE. Subsecretaría de Transportes. [en línea]. 2014b. [Citado 2014.05.16]. Disponible en: http://www.subtrans.gob.cl/
GÓMEZ, C. Sistemas Específicos para la Gestión de Calidad en el Transporte Público de Pasajeros, Consultoría Prysma. [en línea] 2007. Disponible en:[Citado 2014.05.16]http://www.fundacioncetmo.org/fundacion/seminarios2007/cesar.martin.pdf
HERNÁNDEZ, R., FERNÁNDEZ, C., and BAPTISTA, M. del P. Metodología de investigación (5ta. ed.). México: MC Graw Hill, 2010.
INSTITUTO NACIONAL DE NORMALIZACIÓN. Alojamiento turístico, moteles o cabañas, requisitos para su calificación: NCh 2964. Santiago, Chile: INN, 2005, 27p.
INSTITUTO NACIONAL DE NORMALIZACIÓN. Requisitos fundamentales para la gestión Pyme: NCh 2909. Santiago, Chile: INN, 2004, 17p.
INSTITUTO NACIONAL DE NORMALIZACIÓN. Sistema de análisis de peligros y de puntos críticos de control (HACCP). Directrices para su aplicación: NCh 2861. Santiago, Chile: INN, 2004, 25p.
INSTITUTO NACIONAL DE NORMALIZACIÓN. Sistema de gestión de inocuidad de los alimentos. Requisitos para cualquier organización en la cadena alimenticia: NCh ISO 22000. Santiago, Chile: INN, 2007, 48p.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION. Sistemas de Gestión de la Calidad, Requisitos: ISO 9001:2008. Suiza: ISO, 2008, 42p. LEY N° 18.696. Autoriza importación de vehículos que señala y establece normas sobre transporte de pasajeros. Biblioteca del Congreso Nacional de Chile. [en línea]. 1988. [Citado 2014.05.16]. Disponible en: http://www.leychile.cl/Navegar?idNorma=30078&idParte=0
LEY N°18.290. Ley de tránsito. Ministerio de Justicia. Biblioteca del Congreso Nacional de Chile. 2009. [en línea].[ Citado 2014.05.16]. Disponible en: http://www.leychile.cl/Navegar?idNorma=29708
LEY Nº 20.378. Crea un subsidio nacional para el transporte público remunerado de pasajeros. Biblioteca del Congreso Nacional de Chile. 2009. [en línea]. [Citado 2014.05.16]. Disponible en: http://www.leychile.cl/Navegar?idNorma=1005871&idParte=0#203780
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
97
LIZARRAGA, C. Expansión metropolitana y movilidad: el caso de Caracas. EURE (Santiago), 38(113), 99-125. [en línea]. 2012. [Citado 2014.05.16]. Disponible en:h t t p : / / w w w . s c i e l o . c l / s c i e l o . p h p ? s c r i p t = s c i _ a r t t e x t & p i d = S 0 2 5 0 -71612012000100005&lng=es&tlng=es. 10.4067/S0250-71612012000100005.
MARTÍN, P., RUIZ, A., and SÁNCHEZ, J. I. El sistema de transporte público en España: una perspectiva interregional. Cuadernos de Economía, 2012, vol. 31, no. 58, p. 195-228. 2012.
MINISTERIO DE TRANSPORTES Y TELECUMUNICACIONES. [en línea]. 2014. [Citado 2014.05.16]. Disponible en: http://www.mtt.cl/resenainstitucional.html
PETIT, C. La mejora de la calidad en los sistemas de transporte público como pilar de una movilidad más sostenible. Universitat Politècnica de Catalunya. Departament d’Infraestructura del Transport i del Territori. Enginyeria de Camins, Canals i Ports. [en línea]. 2007. [Citado 2014.05.16]. Disponible en: http://www.ciccp.es/biblio_digital/V_Congreso/congreso/pdf/010406.pdf
RAMOS, B., LIMA, O., and SAMPAIO, Y. Revista Análise Econômica, Porto Alegre. Faculdade de Ciências Económicas da UFRGS [en línea]. 2007. [Citado 2014.05.16]. Disponible en: http://seer.ufrgs.br/AnaliseEconomica/article/view/10864/6457
SALDÍAS, N. Micro análisis del Transporte Colectivo urbano en el Gran Concepción. revista Ingeniería Industrial, 2003, no.2, p. 99-97.
SANHUEZA, R. Diseño de un sistema escalonado de mejora continua para una empresa de transporte público de pasajeros en la provincia de Concepción. [Tesis de grado, Dpto. Ing. Industrial, Univ. del Bío-Bío]. Concepción, Chile. 2012.
SUBSECRETARÍA DE DESARROLLO REGIONAL Y ADMINISTRATIVO. Programa Mejoramiento Progresivo de la Calidad de la Gestión Municipal. Chile: SUBDERE. [en línea]. 2010ª. [Citado 2014.05.16]. Disponible en:http://mejoramientoprogresivo.calidadmunicipal.cl/modelo_calidad_municipal
SUBSECRETARÍA DE DESARROLLO REGIONAL Y ADMINISTRATIVO. Programa mejoramiento progresivo de la calidad de la gestión municipal. Ministerio del Interior y Seguridad Pública. (1ra Ed.). Chile: SUBDERE. [en línea]. 2012a. [Citado 2014.05.16]. Disponible en:http://www.subdere.gov.cl/sites/default/files/documentos/programa_mejoramiento_progresivo_de_la_calidad_de_la_gestion_municipal.pdf
SUBSECRETARÍA DE DESARROLLO REGIONAL Y ADMINISTRATIVO. Modelo Mejorami-ento Progresivo Calidad de la Gestión Municipal. Chile: SUBDERE [en línea]. (s.f). [Citado 2014.05.16]. Disponible en:https://docs.google.com/viewer?a=v&pid=sites&srcid=Y2FsaWRhZG11bmljaXBhbC5jbHxtZWpvcmFtaWVudG9wcm9ncmVzaXZvfGd4OmNiZGE4OTg0NWIzMTc5
TALVARD, A. I. Las políticas de desregulación del transporte en el orden nacional y subnacional: aspectos de eficiencia y equidad. Doc. aportes adm. pública gest. estatal n.10. [en línea]. 2008. [Citado 2014.05.16]. Disponible en:h t t p : / / w w w . s c i e l o . o r g . a r / s c i e l o . p h p ? s c r i p t = s c i _ a r t t e x t & p i d = S 1 8 5 1 -37272008000100006&lng=es&nrm=iso>. ISSN 1851-3727.
TORRES, C., and VILLEGAS, Á. Diseño de un sistema escalonado de gestión de calidad para una empresa de turismo. Revista ADMpg Gestão Estratégica, 2010, vol. 3, no. 1, p. 152-160.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
98
UNIVERSIDAD DE CHILE. Informe ejecutivo: análisis y diseño de metodología de evaluación de calidad de servicios de transportes en ciudades de tamaño medio, La Serena, Coquimbo y Temuco. Ministerio de Transportes y Telecomunicaciones. [en línea]. 2009. [Citado 2014.05.16]. Disponible en:http://www.subtrans.gob.cl/upload/estudios/CALIDAD_LSQ_TEM_RE.pdf
UNIVERSIDAD DEL BÍO-BÍO. Levantamiento de Información Secundaria sobre la situación de transporte público en el Gran Concepción. [en línea]. 2010. [Citado 2014.05.16]. Disponible en:http://www.transporte.ubiobio.cl/final/Levantamiento_Informacion_Secundaria.pdf
VOLKMER DE AZAMBUJA, A. . Análise de eficiência na gestão do transporte urbano por ônibus em municípios brasileiros. [Tese de doutor em Engenharia de Produção) Programa de Pós-Graduação em Engenharia de Produção da Universidade Federal de Santa Catarina. p.13]. [en línea]. 2002. [Citado 2014.05.16]. Disponible en:http://aspro02.npd.ufsc.br/arquivos/180000/184600/18_184675.htm
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 77-98, 2014 Diseño de un modelo escalonado...Torres y Sanhueza
99
1Universidade Federal do Rio Grande do Sul (UFRGS), Programa de Pós Graduação em Engenharia de Produção (PPGEP). CEP 90.035-190 Brasil, Porto Alegre /RS. [email protected]
♦Autor para correspondência: [email protected]
Recebido: 25.11.2013 Aceitado: 15.04.2014
ESTUDODOSMÉTODOSDEPREVISÃODEDEMANDAAPLICADO EM UMA EMPRESA DE AUDITORIAS MÉDICAS
STUDYOFMETHODSOFFORECASTINGDEMANDAPPLIEDINAMEDICAL COMPANY AUDITS
Aline Castello Branco Mancuso1,♦,LianeWerner1
RESUMEN
A previsão de demanda é um dos principais fatores para a eficiência do gerenciamento das organizações, afetando diretamente a lucratividade do negócio. Quanto maior a acurácia da previsão de demanda melhor será o desempenho empresarial. Neste ideal, métodos de combinação de previsões e suas previsões individuais vêm sendo constantemente comparados. O objetivo principal deste trabalho é averiguar como as redes neurais artificiais (RNA) e o modelo de combinação por regressão se comportam frente a uma série de dados reais (divergentes), métodos encontrados como melhores no estudo de simulação (séries estacionárias) em Mancuso (2013). Aplicado aos dados de demanda dos serviços na área de auditoria médica, três técnicas de previsão foram avaliadas: RNA, Box-Jenkins (ARIMA), alisamento exponencial; e três combinações foram consideradas: média simples (aritmética), variância mínima e regressão. Os resultados demonstram a superioridade dos métodos de combinação, em termos precisão, comparados às previsões individuais.Acombinação por regressão obteve as previsões mais acuradas, mas as previsões obtidas com RNA não apresentaram o mesmo destaque.
Palavra Chave: Previsão de demanda, combinação de previsões, auditoria médica.
ABSTRACT
Demand forecasting is a major factor for the efficiency of the management of organizations, directly affecting business profitability. Higher accuracy of the prediction, better the business performance. In this ideal, methods of combining individual forecasts and their forecasts are being constantly compared. The main objective of this work is to investigate how artificial neural networks (ANN) and regression model combination behave in the face of a series of real data (divergent), better methods found in the simulation study (stationary series) in Mancuso (2013). Applied to demand data services in the area of medical audit, three forecasting techniques were evaluated: ANN, Box-Jenkins (ARIMA), exponential smoothing, and three combinations were considered: simple average (arithmetic mean), minimum variance and regression. The resultsdemonstrate the superiority of combination methods, in terms precision, compared to individual forecasts.The combining regression obtained the most accurate predictions, but the predictions obtained with RNA did not show the same prominence.
Keywords: Demand forecasting, combined forecast, medical audit.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner

100
INTRODUÇÃO
A competição empresarial se desenvolveu significativamente nas últimas décadas. Muitas empresas, se não todas, precisam lidar com novos e crescentes critérios para concorrer e garantir a própria sobrevivência. Neste contexto, a previsão de demanda se tornou um dos principais fatores na gestão das empresas, revelando-se como uma alternativa estratégica para enfrentar as oscilações da demanda e, assim, evitar prejuízos.
A previsão de demanda é, portanto, fundamental para o planejamento da demanda e, por extensão, para a cadeia produtiva (Wang & Chang, 2010). No entanto, esta alternativa estratégica não é exclusiva das indústrias, empresas prestadoras de serviços também exigem organização e planejamento. Em setores que possuem grande rotatividade e flexibilidade de serviços, com “lead times” variados, exige-se uma habilidade dinâmica de resposta. O negócio que possui estas características necessita de um elevado nível de precisão na previsão de demanda, para evitar o desbalanceamento dos recursos (tanto humanos como de equipamentos) e, consequentemente, os gastos desnecessários. Além de buscar um atendimento eficaz aos clientes.
Este é o caso da área de auditoria médica, onde a previsão de demanda é um desafio. Os dados históricos disponíveis para a previsão nesta área da saúde apresentam tendência, sazonalidade e fatores não controláveis (fatores naturais). Busca-se, então, como alternativa para o gerenciamento eficiente, a utilização de modelos estocásticos de previsão de séries temporais.
Neste sentido, o presente trabalho busca verificar se o método combinação de previsão por regressão e a utilização de redes neurais artificiais (RNA), encontrados como mais acurados na simulação de Mancuso (2013), também são os mais precisos quando aplicados a uma série real. A diferença segue no comportamento dos dados, a simulação avalia séries estacionárias, enquanto uma série real apresenta dados divergentes. Aplicado aos dados de demanda dos serviços na área de auditoria médica, são comparadas, em termos de acurácia, as seguintes técnicas de previsão: redes neurais artificiais (RNA), alisamento exponencial (AE), Box-Jenkins (ARIMA) e combinações. Calculando-se as previsões combinadas obtidas por meio da média simples, da variância mínima e por regressão. Assim como em Mancuso (2013), as medidas empregadas para a escolha do método mais preciso são MAE, MAPE, RMSE e o coeficiente U de Theil.
Este artigo está estruturado em cinco seções, sendo esta introdução a primeira. A seção dois contextualiza alguns métodos de previsão de demanda. A seção três descreve os dados utilizados e os procedimentos metodológicos desenvolvidos. Os resultados e discussões estão apresentados na seção quatro. E por último, na seção cinco, encontram-se as principais conclusões deste estudo.
PrevisãodeDemanda
Realizar previsões é necessário, pois as organizações operam em uma atmosfera de incerteza. As decisões afetam o futuro da organização, porém devem ser tomadas com base nas informações do presente. Uma suposição ponderada sobre o futuro se torna mais valiosa do que uma suposição não ponderada. Além do mais, a previsão de demanda desempenha um importante papel em diversas áreas da organização como, por exemplo, na área de recursos humanos, planejando o nível da força de trabalho, e no setor financeiro, planejando o uso de recursos (Fogliatto et al., 2005).
Contudo, a questão segue em que tipo de previsão (modelo) utilizar. Dado um conjunto de dados
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
101
históricos disponíveis, percebem-se na literatura diversos critérios a considerar na seleção dos métodos, entre eles o padrão dos dados existentes e o grau de acurácia desejado. Visto que, busca-se uma avaliação dos melhores métodos para previsão, aplicados em uma série real, o presente referencial teórico será subdivido em duas partes: (i) métodos de previsão e medidas de acurácia e (ii) previsão de demanda em auditorias médicas.
MétodosdeprevisãoeMedidasdeacuráciaA previsão pode ser definida como um processo quantitativo ou qualitativo para a determinação de dados futuros. Dentre os métodos quantitativos, dois tipos básicos de modelos são usados: modelos de séries temporais (foco deste estudo) e modelos causais. Conforme Kerkkänen et al. (2009), existem pelo menos 70 diferentes técnicas para previsão de séries temporais. Entende-se por série temporal uma sequência de observações históricas sobre uma variável de interesse.
Em séries temporais, a metodologia Box-Jenkins é uma das mais conhecidas e utilizadas para previsões (Chen & Wang, 2007; Xuet al., 2010). Segundo Chen & Wang (2007) a vantagem desta técnica é sua flexibilidade, outros autores apontam o fato de serem simples e de baixo custo (Makridakis et al., 1998; Martínez & Zamprogno, 2003; Morettin & Toloi, 2006). Já para Armstrong & Brodie (1999) o alisamento exponencial é o método mais popular e com o melhor custo/benefício entre as técnicas de séries temporais. Taylor (2003) também valoriza o alisamento exponencial por sua robustez e praticidade nas aplicações em que um grande número de séries é considerado. No entanto, estes métodos sofrem a limitação de serem técnicas lineares, isto é, inadequadas para muitos problemas do mundo real. Neste ponto, Zhang (2003) sugere que as RNA podem ser uma alternativa promissora aos tradicionais métodos lineares por sua capacidade de modelação não-linear.
Todavia, desde Bates & Granger (1969) as técnicas de previsões deixaram de ser estudas apenas de forma individual. Diversos métodos de combinação de previsões foram ganhando destaque por seu desempenho. No entanto, ainda não há um consenso de que algum método seja superior aos demais.
A média simples é um dos métodos mais conhecidos para combinação de previsões (Clemen, 1989; Menezes et al., 2000). Para diversos autores este método é muitas vezes preferível à combinação ponderada (Figlewski & Urich, 1983; Jeong & Kim, 2009; Hsiao & Wan, 2011). Stock & Watson (2004) já definem o desempenho da média simples como um enigma da combinação de previsões. Jeong & Kim (2009) comparam teórica e empiricamente a média simples e a média ponderada e Menezes et al. (2000) discutem o desempenho da média aritmética em algumas situações específicas.
Superando o desempenho da média aritmética, Martins & Werner (2012) apontam a combinação de previsões pelo método da variância mínima como mais acurado. Mas, além dos métodos considerados usuais, a literatura apresenta uma grande variedade de estudos com outros enfoques. Poncela et al. (2011), por exemplo, propõem a utilização de técnicas de redução da dimensão, apontando a previsão de mínimos quadrados parciais (PLS), de regressão por componentes principais e de análise fatorial como superiores aos modelos usuais. Wang & Chang (2010) destacam a combinação por redes neurais (fuzzy neural networks). Já Hsiao & Wan (2011) apresentam um enfoque Bayesiano como superior ao clássico. Contudo, ainda no enfoque clássico, além da combinação via variância mínima, ajustes por regressão também têm ganhado destaque pelo potencial apresentado em termos de acurácia (Weatherford & Kimes, 2003; Chen, 2011; Mancuso, 2013).
Diversos estudos que comparam o desempenho de diferentes combinações concluem que nem sempre os métodos mais sofisticados são superiores aos mais simples (Stock & Watson,
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
102
2004; Koning et al., 2005). Contudo, uma conclusão é unânime: a precisão das previsões pode ser substancialmente melhorada através da combinação de previsões individuais (Clemen, 1989). Segundo Hibon & Evgeniou (2005), a vantagem da combinação está na seleção de diferentes técnicas ao invés de escolher uma única previsão, além do melhor desempenho.
Em suma, a intenção é uma maior eficiência do sistema de previsão de demanda, reduzindo a incerteza e os erros. Assim, quanto maior for o grau de precisão associado às previsões melhor será o desempenho da organização. Para tanto, são utilizadas medidas de acurácia como indicadores dessa imprecisão e, também, como critério para seleção de métodos. A maioria das técnicas de previsão é fundamentada em minimizar a soma de quadrados ou de valores absolutos dos erros de previsão, e esta é uma maneira de medir a acurácia dos modelos. Entretanto, existem várias formas de medir a acurácia, dentre elas: o valor médio dos erros absolutos (MAE - Mean Absolute Error), o valor médio dos erros absolutos percentuais (MAPE - Mean Absolute Perceptual Error), a raiz do erro médio quadrático (RMSE – Root Mean Squared Error) e o coeficiente U de Theil.
As medidas relativas, baseadas em percentuais, independem de escala (ordem de grandeza dos dados), enquanto as medidas absolutas se caracterizam por serem dependentes da escala. Neste primeiro grupo, o MAPE é a medida mais utilizada nos estudos com comparação de métodos (Armstrong & Collopy, 1992). No segundo grupo, o RMSE tem sido considerado um dos mais populares para comparação de métodos, porém criticado por ser mais sensível à outliers do que o MAE (Armstrong & Collopy, 1992; Hyndman & Koehler, 2006). Hyndman e Koehler (2006) indicam a medida MAE quando todas as séries estão na mesma escala, pois sua compreensão é mais simples. Para Theil & Scholes (1967), a avaliação das previsões está frequentemente condicionada à heterogeneidade dos dados subjacentes, sendo algumas observações mais fáceis de prever que outras. Para tanto, Henri Theil propôs o coeficiente de desigualdade U.
PrevisãodedemandaemauditoriasmédicasA auditoria em serviços de saúde é um tema dos mais relevantes às instituições de saúde, porquanto essencial à manutenção da própria “saúde financeira” de tais organizações (Paes & Maia, 2005). Para tanto, no momento em que a saúde no Brasil apresentou um quadro onde os serviços públicos não tinham como atender às demandas da população e o acesso ao setor privado se tornou cada vez mais restrito, empresas foram criadas e desenvolvidas com foco na gestão destas organizações.
De acordo com a Agência Nacional de Saúde (ANS), a auditoria médica abrange um conjunto de atividades que consiste na revisão, perícia, intervenção ou exame de contas de serviços ou procedimentos realizados por organizações prestadoras de serviços de saúde. Para garantir a eficiência da prestação dos serviços de saúde, a auditoria médica é realizada com o objetivo de sinalizar as situações de não conformidade, tornando possível a intervenção no processo, além de se certificar sobre o cumprimento dos procedimentos padrões das rotinas (Nascimento, 2010).
Contudo, empresas deste nicho de mercado necessitam de uma ação gerencial voltada a garantir a segurança das operadoras de saúde associadas. Sendo a previsão de demanda recurso fundamental ao seu gerenciamento.
MATERIAIS E MÉTODOS
De forma aplicada a dados quantitativos reais de uma empresa de auditoria na área da saúde, esta pesquisa se caracteriza como exploratória e descritiva: explora o uso dos métodos de
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
103
previsão em uma série temporal divergente (não estacionária), procurando descrever o conjunto de dados com máxima precisão possível, descobrindo suas relações e conexões, sua natureza e características, sem manipulá-los. Definindo-se um estudo de caso, por ser um procedimento de pesquisa em um contexto local.
A análise dos dados e dos métodos foi realizada com os softwares R-Project versão 2.15.0. Esta seção descreve o estudo de caso considerado e a metodologia empregada, detalhando os passos básicos para a realização da análise comparativa dos métodos de previsão (técnicas e combinações).
EstudodeCaso:AuditoriaMédica
Este estudo de caso foi fundamentado nos dados disponibilizados por uma empresa de auditorias e consultorias na área da saúde, sendo estes transformados matematicamente devido a questões de sigilo. Trata-se de uma empresa de pequeno porte que atualmente conta com aproximadamente 30 operadoras de saúde associadas. Assim, a demanda da empresa é estabelecida pelo total mensal de solicitações efetuadas no sistema.
EtapasdePesquisa
A fase inicial deste estudo contemploua seleção dos dados históricos das solicitações médicas registradas pela empresa, ou seja, a quantidade de auditorias e consultorias prestadas (demanda real); assim como sua análise descritiva. Tais dados serão obtidos diretamente da fonte oficial, compreendendo o período de setembro de 2006 a maio de 2012, resultando em 69 observações mensais. Após a análise preliminar dos dados, foramrealizadas as três etapas descritas a seguir.
Etapa 1: Realização das modelagens individuais e obtenção das previsões
Optou-se pelas técnicas tradicionais e de inteligência artificial dentre as diversas técnicas quantitativas de previsão baseadas em séries temporais. Por tradicional se definiu as técnicas de alisamento exponencial e de Box-Jenkins, pois ambas são amplamente difundidas (Armstrong & Brodie, 1999; Morettin & Toloi, 2006; Chen & Wang, 2007; Xu et al., 2010). Segundo Abdel-Aal & Al-Garni (1997), os modelos Box-Jenkins são largamente utilizados tanto na medicina como na engenharia (Werner & Ribeiro, 2003). Dentro da inteligência artificial, optou-se pela previsão baseada em redes neurais artificiais, pois esta técnica tem apresentado um crescimento em suas aplicações e mostrado vantagens sobre as técnicas tradicionais (Calôba et al., 2002; Paliwal & Kumar, 2009; Martins, 2011; Mancuso, 2013).
A rede neural utilizada neste trabalho será do tipo feedforward(direta)com Perceptrons de múltiplas camadas (Multilayer Perceptrons – MLP)e seu ajuste foirealizado com o pacote neuralnet. Para a definição dos parâmetros dos modelos,foiutilizada a opção de escolha automática, disponibilizada pelo programa computacional, a qual visa minimizar os erros.
Etapa 2: Cálculo das combinações de previsões
Com as previsões individuas das três técnicas selecionadas na etapa anterior, foramcalculadas as previsões combinadas. Para tanto, considerou-se o grupo de modelos de combinação listados na tabela1.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
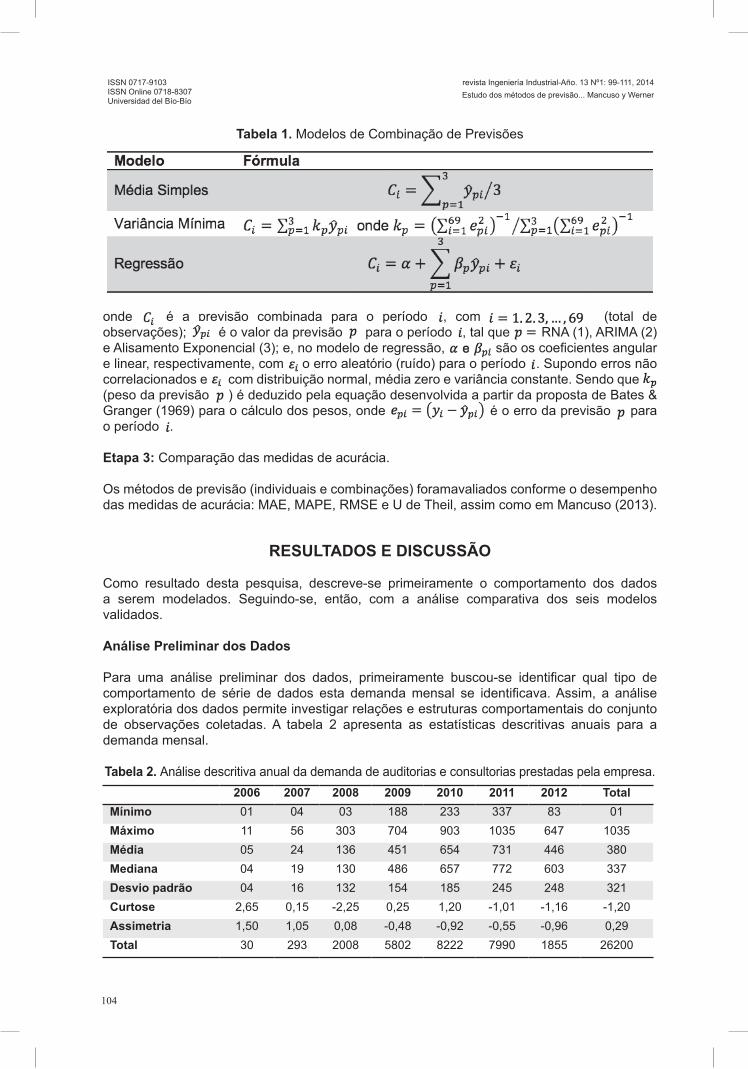
104
Tabela 1. Modelos de Combinação de Previsões
onde é a previsão combinada para o período , com (total de observações); é o valor da previsão para o período , tal que RNA (1), ARIMA (2) e Alisamento Exponencial (3); e, no modelo de regressão, são os coeficientes angular e linear, respectivamente, com o erro aleatório (ruído) para o período . Supondo erros não correlacionados e com distribuição normal, média zero e variância constante. Sendo que (peso da previsão ) é deduzido pela equação desenvolvida a partir da proposta de Bates & Granger (1969) para o cálculo dos pesos, onde é o erro da previsão para o período .
Etapa 3: Comparação das medidas de acurácia.
Os métodos de previsão (individuais e combinações) foramavaliados conforme o desempenho das medidas de acurácia: MAE, MAPE, RMSE e U de Theil, assim como em Mancuso (2013).
RESULTADOSEDISCUSSÃO
Como resultado desta pesquisa, descreve-se primeiramente o comportamento dos dados a serem modelados. Seguindo-se, então, com a análise comparativa dos seis modelos validados.
AnálisePreliminardosDados
Para uma análise preliminar dos dados, primeiramente buscou-se identificar qual tipo de comportamento de série de dados esta demanda mensal se identificava. Assim, a análise exploratória dos dados permite investigar relações e estruturas comportamentais do conjunto de observações coletadas. A tabela 2 apresenta as estatísticas descritivas anuais para a demanda mensal.
Tabela 2. Análise descritiva anual da demanda de auditorias e consultorias prestadas pela empresa.2006 2007 2008 2009 2010 2011 2012 Total
Mínimo 01 04 03 188 233 337 83 01Máximo 11 56 303 704 903 1035 647 1035Média 05 24 136 451 654 731 446 380Mediana 04 19 130 486 657 772 603 337Desviopadrão 04 16 132 154 185 245 248 321Curtose 2,65 0,15 -2,25 0,25 1,20 -1,01 -1,16 -1,20Assimetria 1,50 1,05 0,08 -0,48 -0,92 -0,55 -0,96 0,29Total 30 293 2008 5802 8222 7990 1855 26200
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
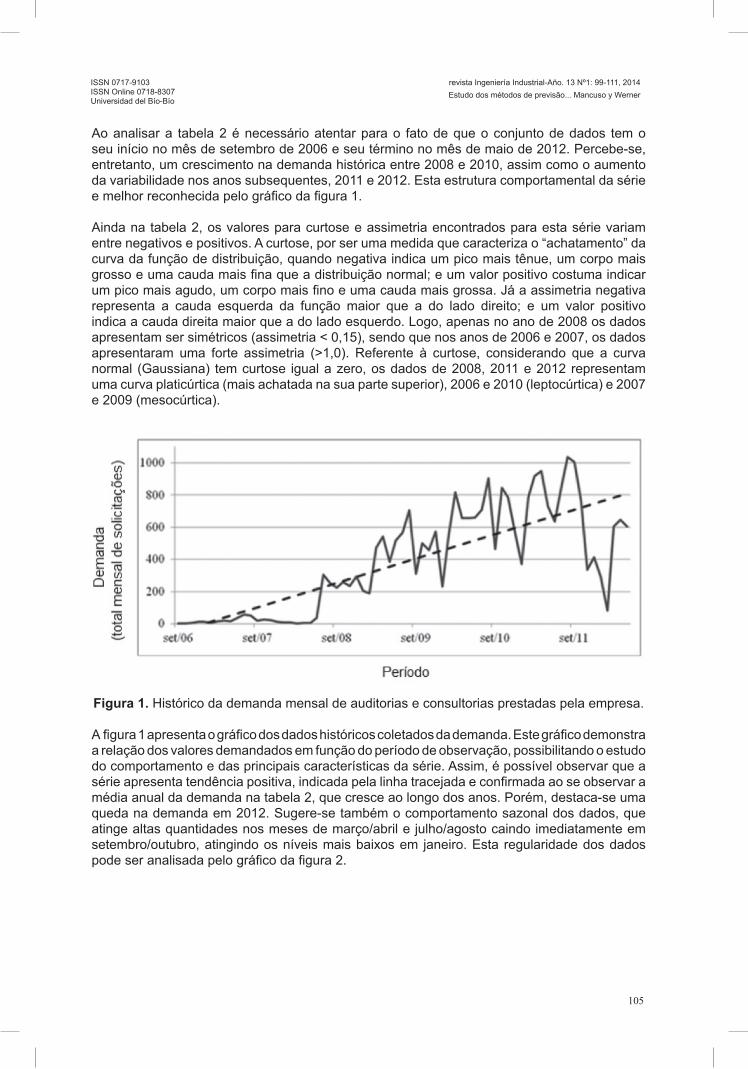
105
Ao analisar a tabela 2 é necessário atentar para o fato de que o conjunto de dados tem o seu início no mês de setembro de 2006 e seu término no mês de maio de 2012. Percebe-se, entretanto, um crescimento na demanda histórica entre 2008 e 2010, assim como o aumento da variabilidade nos anos subsequentes, 2011 e 2012. Esta estrutura comportamental da série e melhor reconhecida pelo gráfico da figura 1.
Ainda na tabela 2, os valores para curtose e assimetria encontrados para esta série variam entre negativos e positivos. A curtose, por ser uma medida que caracteriza o “achatamento” da curva da função de distribuição, quando negativa indica um pico mais tênue, um corpo mais grosso e uma cauda mais fina que a distribuição normal; e um valor positivo costuma indicar um pico mais agudo, um corpo mais fino e uma cauda mais grossa. Já a assimetria negativa representa a cauda esquerda da função maior que a do lado direito; e um valor positivo indica a cauda direita maior que a do lado esquerdo. Logo, apenas no ano de 2008 os dados apresentam ser simétricos (assimetria < 0,15), sendo que nos anos de 2006 e 2007, os dados apresentaram uma forte assimetria (>1,0). Referente à curtose, considerando que a curva normal (Gaussiana) tem curtose igual a zero, os dados de 2008, 2011 e 2012 representam uma curva platicúrtica (mais achatada na sua parte superior), 2006 e 2010 (leptocúrtica) e 2007 e 2009 (mesocúrtica).
Figura 1. Histórico da demanda mensal de auditorias e consultorias prestadas pela empresa.
A figura 1 apresenta o gráfico dos dados históricos coletados da demanda. Este gráfico demonstra a relação dos valores demandados em função do período de observação, possibilitando o estudo do comportamento e das principais características da série. Assim, é possível observar que a série apresenta tendência positiva, indicada pela linha tracejada e confirmada ao se observar a média anual da demanda na tabela 2, que cresce ao longo dos anos. Porém, destaca-se uma queda na demanda em 2012. Sugere-se também o comportamento sazonal dos dados, que atinge altas quantidades nos meses de março/abril e julho/agosto caindo imediatamente em setembro/outubro, atingindo os níveis mais baixos em janeiro. Esta regularidade dos dados pode ser analisada pelo gráfico da figura 2.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
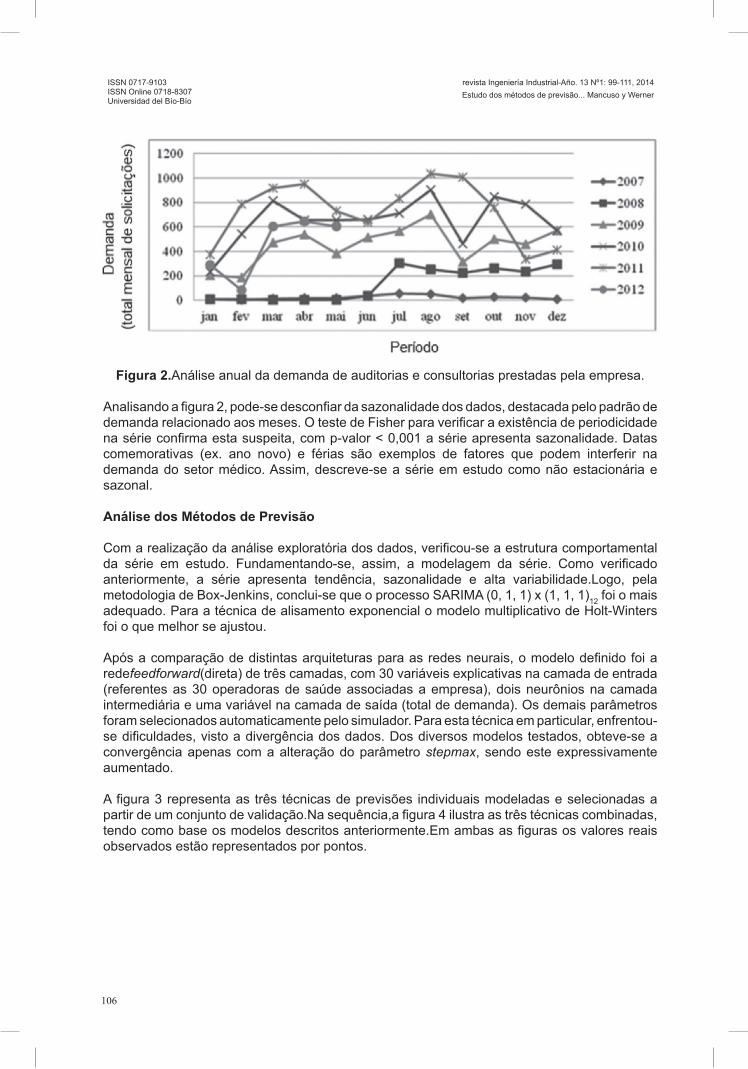
106
Figura 2.Análise anual da demanda de auditorias e consultorias prestadas pela empresa.
Analisando a figura 2, pode-se desconfiar da sazonalidade dos dados, destacada pelo padrão de demanda relacionado aos meses. O teste de Fisher para verificar a existência de periodicidade na série confirma esta suspeita, com p-valor < 0,001 a série apresenta sazonalidade. Datas comemorativas (ex. ano novo) e férias são exemplos de fatores que podem interferir na demanda do setor médico. Assim, descreve-se a série em estudo como não estacionária e sazonal.
AnálisedosMétodosdePrevisão
Com a realização da análise exploratória dos dados, verificou-se a estrutura comportamental da série em estudo. Fundamentando-se, assim, a modelagem da série. Como verificado anteriormente, a série apresenta tendência, sazonalidade e alta variabilidade.Logo, pela metodologia de Box-Jenkins, conclui-se que o processo SARIMA (0, 1, 1) x (1, 1, 1)12 foi o mais adequado. Para a técnica de alisamento exponencial o modelo multiplicativo de Holt-Winters foi o que melhor se ajustou.
Após a comparação de distintas arquiteturas para as redes neurais, o modelo definido foi a redefeedforward(direta) de três camadas, com 30 variáveis explicativas na camada de entrada (referentes as 30 operadoras de saúde associadas a empresa), dois neurônios na camada intermediária e uma variável na camada de saída (total de demanda). Os demais parâmetros foram selecionados automaticamente pelo simulador. Para esta técnica em particular, enfrentou-se dificuldades, visto a divergência dos dados. Dos diversos modelos testados, obteve-se a convergência apenas com a alteração do parâmetro stepmax, sendo este expressivamente aumentado.
A figura 3 representa as três técnicas de previsões individuais modeladas e selecionadas a partir de um conjunto de validação.Na sequência,a figura 4 ilustra as três técnicas combinadas, tendo como base os modelos descritos anteriormente.Em ambas as figuras os valores reais observados estão representados por pontos.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
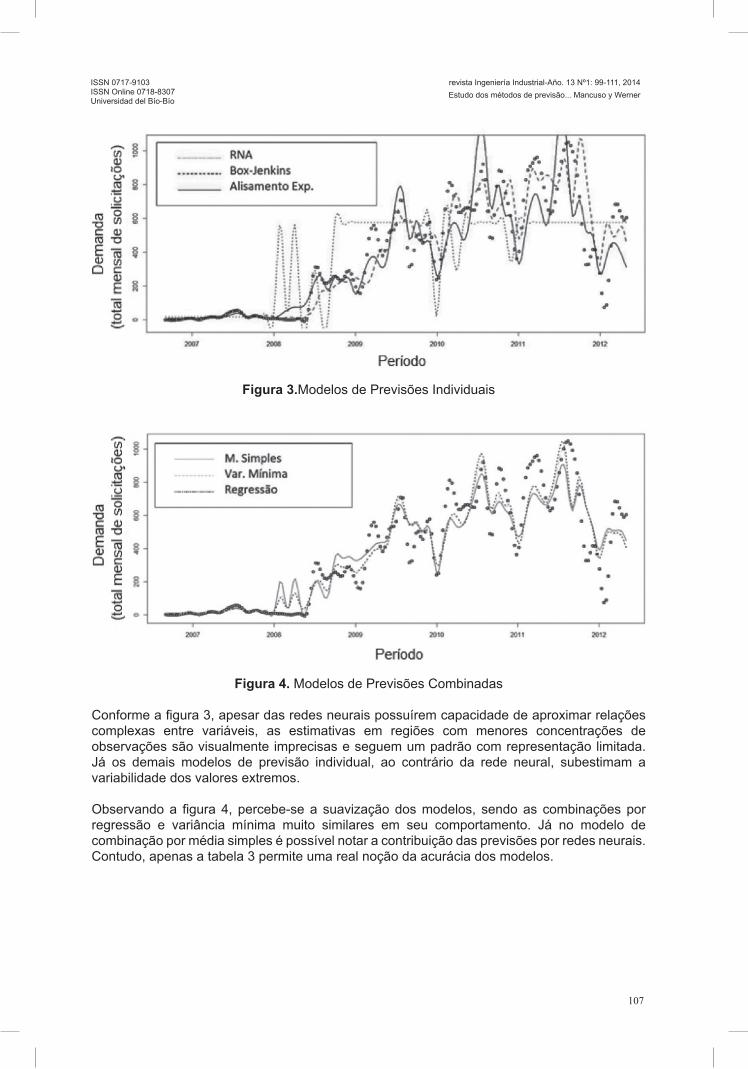
107
Figura 3.Modelos de Previsões Individuais
Figura 4. Modelos de Previsões Combinadas
Conforme a figura 3, apesar das redes neurais possuírem capacidade de aproximar relações complexas entre variáveis, as estimativas em regiões com menores concentrações de observações são visualmente imprecisas e seguem um padrão com representação limitada. Já os demais modelos de previsão individual, ao contrário da rede neural, subestimam a variabilidade dos valores extremos.
Observando a figura 4, percebe-se a suavização dos modelos, sendo as combinações por regressão e variância mínima muito similares em seu comportamento. Já no modelo de combinação por média simples é possível notar a contribuição das previsões por redes neurais. Contudo, apenas a tabela 3 permite uma real noção da acurácia dos modelos.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
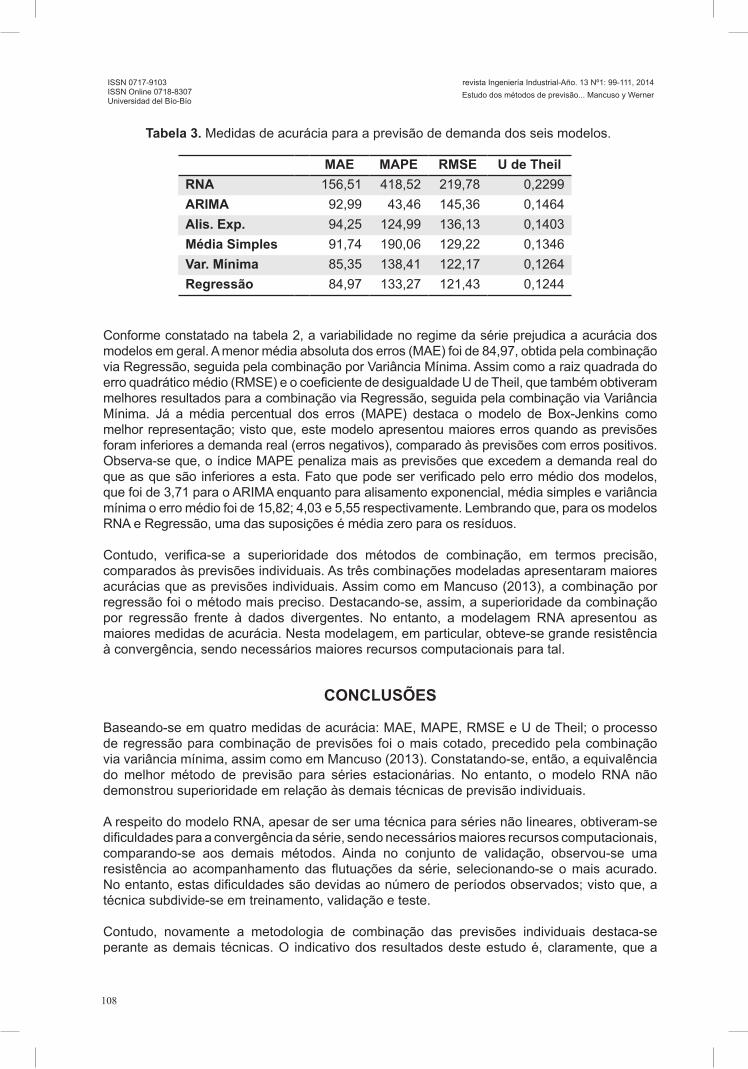
108
Tabela 3. Medidas de acurácia para a previsão de demanda dos seis modelos.
Conforme constatado na tabela 2, a variabilidade no regime da série prejudica a acurácia dos modelos em geral. A menor média absoluta dos erros (MAE) foi de 84,97, obtida pela combinação via Regressão, seguida pela combinação por Variância Mínima. Assim como a raiz quadrada do erro quadrático médio (RMSE) e o coeficiente de desigualdade U de Theil, que também obtiveram melhores resultados para a combinação via Regressão, seguida pela combinação via Variância Mínima. Já a média percentual dos erros (MAPE) destaca o modelo de Box-Jenkins como melhor representação; visto que, este modelo apresentou maiores erros quando as previsões foram inferiores a demanda real (erros negativos), comparado às previsões com erros positivos. Observa-se que, o índice MAPE penaliza mais as previsões que excedem a demanda real do que as que são inferiores a esta. Fato que pode ser verificado pelo erro médio dos modelos, que foi de 3,71 para o ARIMA enquanto para alisamento exponencial, média simples e variância mínima o erro médio foi de 15,82; 4,03 e 5,55 respectivamente. Lembrando que, para os modelos RNA e Regressão, uma das suposições é média zero para os resíduos.
Contudo, verifica-se a superioridade dos métodos de combinação, em termos precisão, comparados às previsões individuais. As três combinações modeladas apresentaram maiores acurácias que as previsões individuais. Assim como em Mancuso (2013), a combinação por regressão foi o método mais preciso. Destacando-se, assim, a superioridade da combinação por regressão frente à dados divergentes. No entanto, a modelagem RNA apresentou as maiores medidas de acurácia. Nesta modelagem, em particular, obteve-se grande resistência à convergência, sendo necessários maiores recursos computacionais para tal.
CONCLUSÕES
Baseando-se em quatro medidas de acurácia: MAE, MAPE, RMSE e U de Theil; o processo de regressão para combinação de previsões foi o mais cotado, precedido pela combinação via variância mínima, assim como em Mancuso (2013). Constatando-se, então, a equivalência do melhor método de previsão para séries estacionárias. No entanto, o modelo RNA não demonstrou superioridade em relação às demais técnicas de previsão individuais.
A respeito do modelo RNA, apesar de ser uma técnica para séries não lineares, obtiveram-se dificuldades para a convergência da série, sendo necessários maiores recursos computacionais, comparando-se aos demais métodos. Ainda no conjunto de validação, observou-se uma resistência ao acompanhamento das flutuações da série, selecionando-se o mais acurado. No entanto, estas dificuldades são devidas ao número de períodos observados; visto que, a técnica subdivide-se em treinamento, validação e teste.
Contudo, novamente a metodologia de combinação das previsões individuais destaca-se perante as demais técnicas. O indicativo dos resultados deste estudo é, claramente, que a
MAE MAPE RMSE U de TheilRNA 156,51 418,52 219,78 0,2299ARIMA 92,99 43,46 145,36 0,1464Alis.Exp. 94,25 124,99 136,13 0,1403MédiaSimples 91,74 190,06 129,22 0,1346Var.Mínima 85,35 138,41 122,17 0,1264Regressão 84,97 133,27 121,43 0,1244
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
109
combinação de previsões pelo método de regressão não deve ser ignorado pelos previsores. Em suma, ainda que os ganhos da combinação sejam limitados, os riscos associados ao se incorporar previsões de diferentes fontes a um modelo parecem ser baixos frente aos ganhos em absorver informações complementares, desde que tratadas de forma adequada.
REFERÊNCIAS
ABDEL-AAL, Radwan., and AL-GARNI, Ahmed. Forecasting monthly electric energy consumption in eastern Saudi Arabia using univariate time-series analysis. Energy,1997, vol. 22, no. 11, p. 1059-1069.
ARMSTRONG, Jeff S., and COLLOPY, Fred. Error Measures for Generalizing About Forecasting Methods: Empirical Comparisons. International Journal of Forecasting,1992, vol. 8, no. 1, p. 69-80.
ARMSTRONG, Jeff S., and BRODIE, Roderick J. Forecasting for Marketing. [A. do livro] Graham J. Hooley e Michael K. Hussey. Quantitative Methods in Marketing. London: International Thompson Business Press, 1999, p. 92-119.
BATES, John M., and GRANGER, Clive WJ. The Combining of Forecasts. Operational Research Quarterly, 1969, vol. 20, no. 4, p. 451-468.
CALôBA, Guilherme Marques., CALôBA, Luiz Pereira., and SALIBY, Eduardo. Cooperação entre Redes Neurais Artificiais e técnicas ‘clássicas’ para previsão de demanda de uma série de vendas de cerveja na Austrália. Pesquisa Operacional, 2002, vol. 22, no. 3, p. 345-358.
CHEN, Kuan-Yu. Combining linear and nonlinear model in forecasting tourism demand. Expert Systems with Aplications, 2011, vol.38, p. 10368-10376.
CHEN, Kuan-Yu., and WANG, Cheng-Hua. A hybrid SARIMA and suport vector machines in forecasting the production values of the machinery industry in Taiwan. Expert Systems with Aplications, 2007, vol. 32, p. 254-264.
CLEMEN, Robert T. Combining forecasts: A review and annotated bibliography. International Journal of Forecasting, 1989, vol. 5, p. 559-583.
FIGLEWSKI, Stephen., and URICH, Thomas. Optimal Aggregation of Money Suply Forecasts: Accuracy, Profitability and Market Efficiency. The Journal of Finance,1983, vol. 38, no 3, p. 695-710.
FOGLIATTO, Flávio S., et al. Previsão de demanda por energia elétrica: método e aplicação.In XXV Encontro Nacional de Eng. de Produção (ENEGEP),p. 3100-3107. ( 2005: Porto Alegre), [2005].
HIBON, Michèle., and EVGENIOU, Theodoros. Combine or not to combine: selecting among forecasts and their combinations. International Journal of Forecasting, 2005, vol. 21, p. 15-24.
HSIAO, Cheng., and WAND, Shui Ki. Comparison of forecasting methods with an aplication to predicting excess equity premium. Mathematics and Computers in Simulation, 2011, vol. 81, p. 1235-1246.
HYNDMAN, Rob J., and KOEHLER, Anne B. Another look at measures os forecast accuracy. International Journal of Forecasting,2006, vol. 22, p. 284-299.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
110
JEONG, Dae., and KIM, Young-Oh. Combining single-value streamflow forecasts: A review and guidelines for selecting techniques. Journal of Hydrology, 2009, vol. 377, p. 284-299.
KERKKâNEN, Annastiina., KORPELA, Jukka., and HUISKONEN, Janne. Demand forecasting errors in industrial context: Measurement and impacts. Int. J. Production Economics, 2009, vol. 118, p. 43-48.
KONING, Alex J., et al. The M3 competition: Statistical tests of the results. International Journal of Forecasting, 2005, vol. 21, p. 397-409.
MAKRIDAKIS, Spyros., WHEELWRIGHT, S., and HYNDMAN, Rob J. 1998.Forecasting: Methods and Aplications. 3ª ed. New York : John Wiley & Sons, 1998.
MANCUSO, Aline Castello Branco. Uma investigação do desempenho de métodos de Combinação de Previsões: simulado e aplicado. Dissertação de Mestrado, UFRGS/ PGEP, Porto Alegre, 2013.
MARTINEZ, Raydonal Ospina., and ZAMPROGNO, Bartolomeu. Comparação de algumas técnicas de previsão em análise de séries temporais. Revista Colombiana de Estadística, 2003, vol. 26, no. 2, p. 129-157.
MARTINS, Vera Lúcia. Comparações de combinação de previsões correlacionadas e não correlacionadas com as suas previsões individuais: um estudo com séries industriais. Dissertação de Mestrado, UFRGS/ PGEP, Porto Alegre, 2011.
MARTINS, Vera Lúcia., and WERNER, Liane. Forecast combination in industrial series: A comparison between individual forecasts and its combinations with and without correlated errors. Expert Systems with Aplications, 2012, vol. 39, p. 11479-11486.
MENEZES, Lilian M., BUNN, Derek W., and TAYLOR, James W. Review of guidelines for the use of combined forecasts. European Journal of Operational Research, 2000, vol. 120, p. 190-204.
MORETTIN, Pedro Alberto., and TOLOI, Clelia Maria de Castro. Análise de Séries Temporais. 2ª ed. São Paulo: Edgard Blucher, 2006. ISBN 852-12-0389-6.
NASCIMENTO, Francirene Maria Sousa. A auditoria médica como referência para melhoria da qualidade da prestação dos serviços de saúde. . Dissertação de Mestrado. Universidade Anhanguera/Uniderp, Belém, 2010.
HOSPITAL GERAL DE JUÍZ DE FORA. Manual de Auditoria de Contas Médicas. PAES, Pedro Paulo Lima., and MAIA, Juliana Ribeiro.Juiz de Fora (MG), 2005 [consultado em abril, 2014]. Disponível em: http://dsau.dgp.eb.mil.br/arquivos/PDF/qualidade_gestao/manual_Auditoria.pdf.
PALIWAL, Mukta., and KUMAR, Usha A. A Neural networks and statistical techniques: A review of aplications. Expert Systems with Aplications, 2009, vol. 36, p. 2-17.
PONCELA, Pilar., et al. Forecast combination through dimension reduction techniques. International Journal of Forecasting, 2011, vol. 27, p. 224-237.
STOCK, James H., and WATSON, Mark W. Combination Forecasts of Output Growth in a Seven-Country Data Set. Journal of Forecasting, 2004, vol. 23, p. 405-430.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner
111
TAYLOR, James W. Exponential smoothing with a damped multiplicative trend. International Journal of Forecasting, 2003, vol. 19, p. 715-725.
THEIL, Henri., and SCHOLES, Myron. Forecasting Evaluation Based on a Multiplicative Decomposition of Mean Square Errors. Econometrica, 1967, vol. 35, no. 1, p. 70-88.
WANG, Fu-Kwun., and CHANG, Ku-Kuang. Adaptive neuro-fuzzy inference system for combined forecasts in a panel manufacturer. Expert Systems with Aplications, 2010, vol. 37, p. 8119-8126.
WEATHERFORD, Larry R., and KIMES, Sheryl. A comparison of forecasting methods for hotel revenue management. International Journal of Forecasting, 2003, vol. 19, p. 401-415.
WERNER, Liane., and RIBEIRO, José Luís Duarte. Previsão de Demanda: Uma aplicação dos Modelos Box-Jenkins na área de Assistência Técnica de Computadores Pessoais. Gestão & Produção, 2003, vol. 10, no. 1, p. 47-67.
XU, Xiaoyan., QI, Yuqing., and HUA, Zhongsheng. Forecasting demand of commodities after natural disasters. Expert Systems with Aplications, 2010, vol. 37, p. 4313-4317.
ZHANG, Guoqiang Peter. Time series forecasting using a hybrid ARIMA and neural network model. Neurocomputing, 2003, vol. 50, p. 159-175.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial-Año. 13 Nº1: 99-111, 2014 Estudo dos métodos de previsão... Mancuso y Werner

112
113
INSTRUCCIONES GENERALES A LOSAUTORES PARA LA PRESENTACION DE TRABAJOS
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial
El Editor y/o Comité Editorial podrá considerar en Español y/o Portugués artículos originales e inéditos, trabajos presentados en congresos y/o reuniones científicas nacionales e internacionales. El Editor evalúa la pertinencia del artículo con la línea editorial de la revista y junto al Comité Editorial son los responsables de autorizar la publicación final de los trabajos, cuyo contenido será de responsabilidad exclusiva del autor o autores. Los originales son evaluados por al menos dos integrantes del Comité Editorial o evaluadores externos en arbitraje ciego, pudiendo en caso de discrepancia ser enviados a un tercer evaluador. Las modificaciones o rechazos se notificarán una vez concluido el proceso de evaluación a través de un informe con notas explicativas para que en el caso de los artículos aceptados, los autores sigan con el proceso de corrección si es el caso.
Los artículos deben ser enviados al correo electrónico de la revista ([email protected]) con las siguientes consideraciones: procesador de texto Microsoft Word, empleando letra Arial de 11 puntos, e interlineado sencillo. Los artículos no podrán tener una extensión mayor a 15 páginas.
Estructura del Documento
Titulo del TrabajoDebe ser claro e informativo, no debe incluir abreviaturas, neologismos ni fórmulas y debe llevar una traducción al Inglés. Ambos escritos en negritas con letra mayúscula tipo Arial 14.Los títulos de cada sección en el texto deberán ir centrados con letra tipo Arial 12 y no ser enumerados. Los subtítulos del texto deberán ir justificados a la izquierda, en negritas, con mayúsculas y minúsculas, y letra Arial 11 puntos. Cada párrafo deberá ir seguido de una línea en blanco después de la última línea del abstract.
Nombre de los AutoresSe señalarán todos los autores que hayan participado directamente en la ejecución del trabajo. Cada autor se identificará mediante: nombre completo, apellidos paterno y materno.
Institución(es)Se indicará: Departamento, Facultad, Universidad, Ciudad, País. Para señalar la afiliación de los autores a diferentes instituciones, se usarán números superíndice 1,2,3... tras el nombre de cada autor.Debe indicarse al autor que recibirá la correspondencia precisando: dirección completa deCorreo postal y correo electrónico.
ResumenConsignará en forma concisa el propósito de la contribución, el marco teórico, los procedimientos básicos empleados en el estudio, principales hallazgos y conclusiones. Debe ser inteligible, sin necesidad de consultar el texto del trabajo y deben evitarse las abreviaturas y términos excesivamente especializados.Al final del resumen deberá incluirse entre 3 a 6 palabras claves, en lo posible evitando repetir las del título.Debe incluirse, a continuación del resumen, la traducción del mismo al idioma inglés, encabezado por la palabra Abstract.
TextoEl texto constará de las siguientes secciones:- Introducción: esta sección debe brindar referencias bibliográficas estrictamente pertinentes
114
y no una revisión acabada del tema. Incluirá además, el propósito del trabajo y la hipótesis (a ser probada).
- Material y Métodos: la descripción debe ser breve pero lo suficientemente explícita para permitir la eventual reproducción de los resultados. El diseño experimental debe indicar el número de sujetos involucrados en el estudio, número de mediciones en cada caso. Se incluirá información precisa de los análisis estadísticos aplicados y cómo se expresan los resultados.
- Resultados: En esta sección se describirán los logros sin discutir su significado. El autor debe presentar evaluaciones cuantitativas de sus resultados siempre cuando sea posible hacerlo e información acerca de la variabilidad y significación estadística de los resultados obtenidos. Los datos deben presentarse en tablas o figuras sin repetir en el texto los datos que aparecen en ellas.
- Discusión: Esta debe ser clara, enfatizando aspectos novedosos e importantes del estudio. El autor debe centrar la discusión en la interpretación de los resultados logrados en el estudio, y contrastarlo con los obtenidos por otros autores en temas afines.
- Conclusiones: Se deben presentar de acuerdo al analisis de los resultados, dando respuesta a los objetivos planteados.
AgradecimientosIndicar si el artículo es parte de un proyecto de investigación. Especificar entidad financiadora, código proyecto y nombre del proyecto.
ReferenciasTodas las publicaciones citadas en el texto deberían ser presentadas en una lista de referencias, siguiente al manuscrito. Las referencias deberían ser dadas de acuerdo a la Normas ISO 690 (1987) recursos impresos y Norma ISO 690-2 (1997) recursos electrónicos.
En el texto referir al apellido del autor (sin iniciales) y año de publicación, ejemplo, “Como Peterson (1993) ha mostrado que...” o “Esto concuerda con resultados obtenidos más tarde (Kramer, 1994)”. Para dos autores utilizar &. Para más de dos autores, usar et al. en el texto. La lista de referencias debería ser arreglada alfabéticamente por nombre de autores. El manuscrito debería ser cuidadosamente chequeado para asegurar que el nombre de los autores y fechas correspondan exactamente a las de la lista de referencia.
BiografíaPequeña reseña curricular de los autores podrá ser incorporada a continuación de la referencia bibliográfica
Fotografías, Gráficos, Figuras y TablasLas fotografías y gráficos, recibirán la denominación de figuras, siendo citadas en el texto en orden correlativo. Se reproducirán en blanco y negro, siempre que reúnan características de contraste, brillo y nitidez (>96dpi).
Tablas y cuadros, recibirán la denominación de tablas y deberán estar citadas en el texto y presentadas en orden correlativo.
EcuacionesPresentar en orden correlativo.Confeccionar en el editor de ecuaciones de word.
ISSN 0717-9103ISSN Online 0718-8307Universidad del Bío-Bío
revista Ingeniería Industrial

115

116
Mayores antecedentes respecto al contenido de esta revista, dirigirse a:
Revista Ingeniería IndustrialUniversidad del Bío-Bío
Avda. Collao 1202Casilla 5-C,
4081112, Concepción – ChileTeléfono: (56-41) 3111182
Fax: (56-41) 3111021www.revistaingenieriaindustrial.cl

