US 2008/0078694 A1
10
(19) United States (12) Patent Application Publication (10) Pub. No.: US 2008/0078694 A1 Sexton et al. US 2008.0078694A1 (54) (75) (73) Assignee: METHOD AND APPARATUS FOR CONTROLLING FCC EFFLUENT WITH NEAR-INFRARED SPECTROSCOPY Inventors: Jeff Sexton, Findlay, OH (US); Brian K. Wilt, Flatwoods, KY (US) Correspondence Address: EMCH, SCHAFFER, SCHAUB & PORCELLO CO PO BOX 916, ONE SEAGATE SUITE 1980 TOLEDO, OH 43697 Marathon Petroleum Company LLC 74 (21) (22) (51) (52) (57) (43) Pub. Date: Apr. 3, 2008 Appl. No.: 11/541,339 Filed: Sep. 29, 2006 Publication Classification Int. C. CIOG II/00 (2006.01) U.S. Cl. .................................................... 208/120.1 ABSTRACT On-line controlling of catalytic cracking processing is pro vided which uses near infrared (NIR) analysis to character ize FCC effluent and the resulting characterization thereof. The NIR results can be used in FCC software to control on-line unit yields and qualities. 30
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of US 2008/0078694 A1

(19) United States (12) Patent Application Publication (10) Pub. No.: US 2008/0078694 A1
Sexton et al.
US 2008.0078694A1
(54)
(75)
(73) Assignee:
METHOD AND APPARATUS FOR CONTROLLING FCC EFFLUENT WITH NEAR-INFRARED SPECTROSCOPY
Inventors: Jeff Sexton, Findlay, OH (US); Brian K. Wilt, Flatwoods, KY (US)
Correspondence Address: EMCH, SCHAFFER, SCHAUB & PORCELLO CO PO BOX 916, ONE SEAGATE SUITE 1980 TOLEDO, OH 43697
Marathon Petroleum Company LLC
74
(21)
(22)
(51)
(52)
(57)
(43) Pub. Date: Apr. 3, 2008
Appl. No.: 11/541,339
Filed: Sep. 29, 2006
Publication Classification
Int. C. CIOG II/00 (2006.01) U.S. Cl. .................................................... 208/120.1
ABSTRACT
On-line controlling of catalytic cracking processing is pro vided which uses near infrared (NIR) analysis to character ize FCC effluent and the resulting characterization thereof. The NIR results can be used in FCC software to control on-line unit yields and qualities.
30

Patent Application Publication Apr. 3, 2008 Sheet 1 of 3 US 2008/0078694 A1
74
58
72 : A 54
to: 7O se 68 y V 50
76 m 22
18 ". . /20 CE. : :S-24 ----------------- - - - - - - arti... N 26
Figure 1

Apr. 3, 2008 Sheet 2 of 3 US 2008/0078694 A1 Patent Application Publication
Z ?Infil
Patent Application Publication Apr. 3, 2008 Sheet 3 of 3 US 2008/0078694 A1
asa
Ye
e
so s
A.
- o
s e
O als
s
aZ
(WT) autosoe

US 2008/0078694 A1
METHOD AND APPARATUS FOR CONTROLLING FCC EFFLUENT WITH NEAR-INFRARED SPECTROSCOPY
TECHNICAL FIELD
0001. This invention relates to controlling FCC reactor effluent yields with near infrared spectroscopy. More spe cifically, the present invention relates to the use of NIR to conduct RMS testing on-line.
BACKGROUND OF THE INVENTION
0002 Near IR spectroscopy has been used in the past to determine physical properties of petroleum hydrocarbon mixtures. This includes using the NIR results to control refinery processes including gasoline blenders and catalytic reforming units. It is a quick, non-destructive analytical technique that is correlated to primary test methods using a multivariate regression analysis algorithm such as partial least squares or multiple linear regression. It has been used in a laboratory to predict properties of refinery blender streams and finished gasoline and diesel fuel. 0003 Optimization, design and control of catalytic crack ing process units all benefit from kinetic models which describe the conversion of feeds to products. In order to properly describe the effects of changes in feed composition, such models require descriptions of the feed in terms of constituents which undergo similar chemical reactions in the cracking unit. For design and optimization studies, a proto col which involves off-line feed analysis taking weeks or even months to provide a feed description. 0004. A Near IR (NIR) spectrophotometer can be used to collect spectra on Fluid Catalytic Cracking (FCC) feed stocks and products. When seeking to optimize the perfor mance of the FCC unit, it is critical to accurately define the operation as it exists before decisions regarding significant process or equipment changes are finalized. This involves careful and precise measurement of FCC yields as well as key process parameters including feed quality; feed rate, FCC operating conditions and FCC product properties. NIR represents a tool to accurately define feedstock quality and reactor effluent yields to facilitate FCC unit optimization. 0005 Reaction Mixing Sampling (RMS) is a technique that has been developed by the refining industry to measure reactor effluent yields from a Fluid Catalytic Cracking (FCC) unit. NIR is a new tool that can be applied on the reactor vapor line of a commercial FCC unit to measure yields on-line. 0006. Other objects and advantages of the present inven tion will become apparent to those skilled in the art upon a review of the following detailed description of the preferred embodiments and the accompanying drawings.
SUMMARY OF THE INVENTION
0007. The novel of NIR is the ability to conduct RMS testing on-line. The NIR will provide a near instantaneous prediction of unit yields and does not require the physical collection of samples for distillation and analysis by an outside laboratory. This facilitates all the benefits of the current RMS objectives and allows for more frequent opti mization. 0008. In order to verify that feed quality remains constant over the duration of the test run period, various methods were developed for the collection of reaction effluent
Apr. 3, 2008
samples directly from the overhead line from the FCC reactor vessel to the fractionator. One such method is referred to as the FCC Reaction Mix Sampling (RMS) test U.
0009. The collection of effluent sample from the over head line essentially decouples the reactor-regenerator sec tion from the main fractionator, often making it unnecessary to line out the fractionator and gas plant before taking the next sequential set of RMS samples. Typically, less than one hour of equilibration time is required between making an adjustment in FCC operating conditions and the Subsequent collection of a reactor effluent sample. If FCC light cycle oil (LCO), heavy cycle oil (HCO) or decanted oil is recycled back to the riser, additional time may be required to stabilize the fractionator operation, although it is still not necessary to line out the towers in the FCC gas plant. 0010. The present invention provides a process for con trolling on-line FCC effluent exhibiting absorption in the near infrared (NIR) region. The process steps include:
0.011 a) measuring absorbances of the effluent using a spectrometer measuring absorbances at wavelengths within the range of about 780-4000 nm, e.g., 780-2500 nm, and outputting an emitted signal indicative of said absorbance;
0012 b) subjecting the NIR spectrometer signal to a mathematical treatment (e.g. derivative, Smooth, base line correction) of the emitted signal.
0013 c) processing the emitted signal or the math ematical treatment using a defined model to determine the chemical or physical properties of the effluent and outputting a processed signal; and
0.014 d) controlling on-line in response to the pro cessed signal, at least one parameter of a FCC process generating the effluent.
BRIEF DESCRIPTION OF THE DRAWINGS
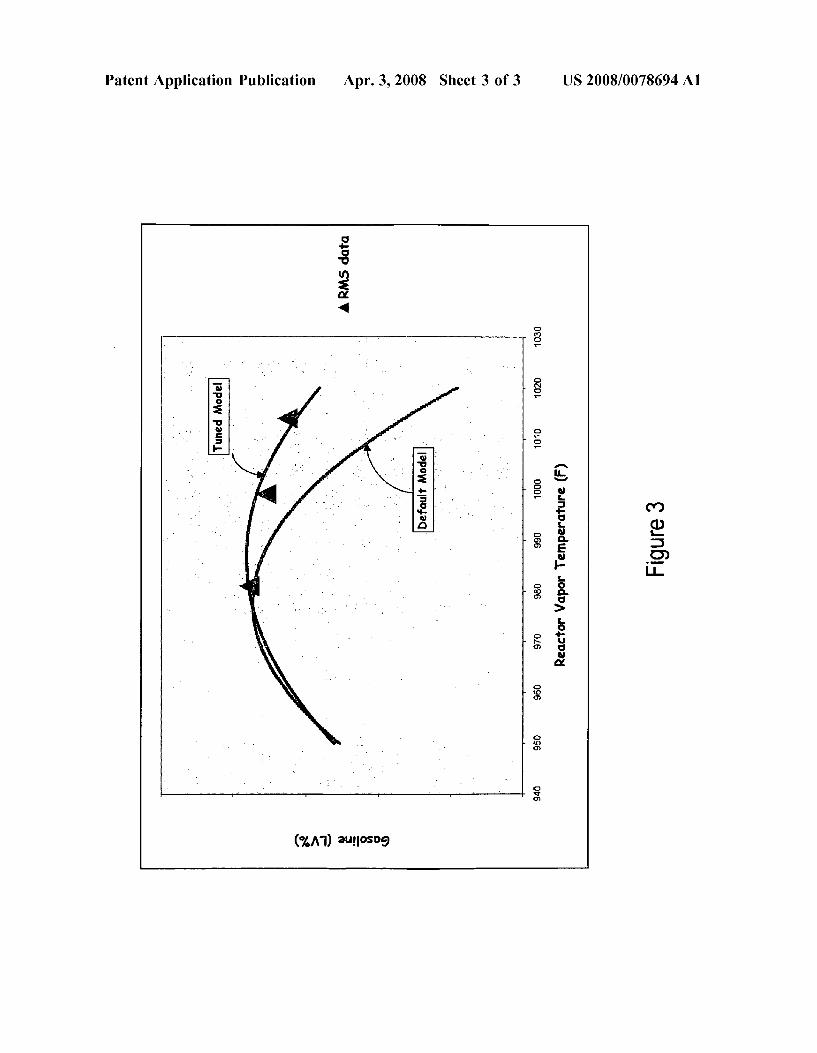
0015 FIG. 1 is a schematic diagram of an FCC unit comprising a reactor and a regenerator showing the control system of the present invention in place for operating that FCC unit. 0016 FIG. 2 is a Table which shows samples, including hydrotreater charges and products and FCC feeds used to control on-line weight percents of each hydrocarbon class. (0017 FIG. 3 is an on-line, FCC model tuning with RMS data.
DETAILED DESCRIPTION OF THE INVENTION
0018. The process of this invention verifies that feed quality remains constant over the duration of the test run period, various methods were developed for the collection of reaction effluent samples directly from the overhead line from the FCC reactor vessel to the fractionator. One such method is referred to as the FCC Reaction Mix Sampling (RMS) test run. 0019. To perform RMS testing, a small diameter pipe probe is inserted into an available tap at Some point along the reactor overhead transfer line. A small stream of reaction effluent vapor is withdrawn through the pipe probe and into an air-cooled condenser, where the mixture is cooled to a temperature that is only 20° F. to 30° F. above ambient. The cooled reaction effluent now consists of two-phase flow with the LCO, bottoms and most of the FCC gasoline condensed

US 2008/0078694 A1
to the liquid phase. This two-phase total reaction mixture flows from the condensing coil into specialized 90 liter sampling bags. The bags in a laboratory and are then analyzed for the information required to calculate FCC unit yields. 0020. The collection of effluent sample from the over head line essentially decouples the reactor-regenerator sec tion from the main fractionator, often making it unnecessary to line out the fractionator and gas plant before taking the next sequential set of RMS samples. Typically, less than one hour of equilibration time is required between making an adjustment in FCC operating conditions and the Subsequent collection of a rector effluent sample. If FCC light cycle oil (LCO), heavy cycle oil (HCO) or decanted oil is recycled back to the riser, additional time may be required to stabilize the fractionator operation, although it is still not necessary to line out the towers in the FCC gas plant. 0021 Petroleum refining is a never-ending quest for higher throughputs, better yields, higher onstream factors, improved reliability, cheaper feedstocks and cleaner fuels. At the heart of this effort is the fluid catalytic cracking or FCC process. The FCC process is undergoing waves of evolutionary change with improvements in feed injection, riser termination, catalyst Stripping, spent catalyst distribu tion, cracking catalyst and additive performance, emissions reduction and FCC naphtha sulfur reduction technology. 0022. When seeking to optimize the performance of the FCC unit, it is critical to accurately define the operation as it exists before decisions regarding significant process or equipment changes are finalized. This involves careful and precise measurement of FCC yields as well as key process parameters including feed quality; feed rate, FCC operating conditions and FCC product properties. 0023. We use a Near IR (NIR) spectrophotometer to collect spectra on Fluid Catalytic Cracking (FCC) feed stocks and products. Improved FCC kinetic models and computer simulations have resulted in use of an optimizer program to select operating parameters of the FCC unit to maximize processing against unit constraints. This is typi cally done off-line using a discrete set of data. NIR mea surement of feed and products enables this process to be done on-line allowing the process to operate at maximum efficiency. 0024. Once an FCC reaction effluent sample is collected and the FCC operating variables are subsequently adjusted to the next desired set of operating conditions, less than 60 minutes are typically required for the reactor-regenerator operation to reach a new equilibrium state. For a well coordinated series of FCC test runs, it is possible to collect reaction effluent samples at as many as four different sets of FCC operating conditions in an eight-hour shift. This creates the opportunity to eliminate feedstock variation and the data adjustments that will ultimately have to be made in order to directly compare test run results. The use of reaction effluent testing makes it more convenient to complete the following types of variable studies and to interpret the results of changing process variables on FCC yields.
(0025. Effect of riser outlet temperature (0026. Effect of feed temperature 0027 Effect of feed rate 0028. Effect of dispersion steam rate 0029. Effect of extraneous light feed streams such as process naphthas and middle distillates.
Apr. 3, 2008
0.030. Effect of percentage of deasphalted oil, atmo spheric and vacuum reside in feed blend.
0.031) Effect of lift gas or riser lift steam rate.
FCC PROCESS
0032 Catalytic cracking is the backbone of many refin eries. It converts heavy feeds (600°-1050° F.) such as atmospheric gas oil, vacuum gas oil, coker gas oil, lube extracts, and slop streams, into lighter products such as light gases, olefins, gasoline, distillate and coke, by catalytically cracking large molecules into Smaller molecules. Catalytic cracking operates at low pressures (15 to 30 psig), in the absence of externally supplied H, in contrast to hydroc racking, in which H is added during the cracking step. Catalytic cracking is inherently safe as it operates with very little oil actually in inventory during the cracking process. 0033 FCC feedstocks include that fraction of crude oil which boils at 650° to 1000° F., such fractions being relatively free of coke precursors and heavy metal contami nation. Such feedstock, known as “vacuum gas oil” (VGO) is generally prepared from crude oil by distilling off the fractions boiling below 650 F. at atmospheric pressure and then separating by further vacuum distillation from the heavier fractions a cut boiling between 650° F. and 900° to 1025° F. The fractions boiling above 900° to 1025° F are normally employed for a variety of other purposes, such as asphalt, residual fuel oil, #6 fuel oil, or marine Bunker C fuel oil. However, some of these higher boiling cuts can be used as feedstocks in conjunction with FCC processes which utilize carbo-metallic oils by Reduced Crude Conversion (RCC) using a progressive flow type reactor having an elongated reaction chamber. 0034 FIG. 1 is a schematic diagram of an FCC unit comprising a reactor and a regenerator showing the control system of the present invention in place for operating that FCC unit. 0035 FIG. 1 shows feed 20 is heated by fired heater 22 which is heated by gas burner 24, fuel to which is controlled by automatic valve 26. Just before the fuel enters the fired heater 22, a sample 30 is withdrawn and conducted by tubing into NIR unit 32. In an alternate embodiment (not shown), a fiber optic probe inserted directly into the feed line before fired heater 22 can obviate the need for withdrawing sample. 0036 NIR unit 32 can be located on-line and can include a sample conditioning means for controlling the tempera ture, and for extracting bubbles and dirt from the sample. The NIR unit also comprises a spectrometer means which may be a spectrometer of the NIR, Fourier Transform Near Infrared (FTNIR), Fourier Transform Infrared (FTIR), or Infrared (IR) type, ruggedized for process service and oper ated in a temperature-controlled, explosion-proof cabinet. A photometer with present optical filters moving Successively into position, can be used as a special type of spectrometer. 0037 NIR spectrometer 32 outputs a signal to computer 40 which preferably takes a derivative of the signal from the spectrometer, and Subjects it to a defined model to generate the properties of interest. The model is optionally derived from signals obtained from NIR measurement of cracking products. 0038. In operation, the FCCU operates conventionally with feed being fired in heater 22 entering riser 50, together with catalyst descending through the catalyst return line 52 and entering riser 50. The vaporized products ascend riser 50

US 2008/0078694 A1
and are recovered in the reactor by cyclone 54 with product vapors 58 exiting to the main column for fractionation and recovery of various products. Naphtha product can be recycled through line 60. Spent catalyst descends from the reactor through lines 64 into the regenerator 68 and contacts air to burn off carbon and produce flue gas which exits through flue cyclone 72 and flue gas line 72. Various other components are shown, but not described. For example, computer 40 controls catalyst cooler 76 through catalyst temperature line 78. Injection water line 80 also is shown. 0039. Optionally or alternatively, a second sample taken from the reactor product vapors 58 can be input through line 59 to spectrometer 32, permitting the spectrometer to ana lyze the products so that computer 40 can compare the group type analysis of the products against the optimum products slate desired for maximum economy.
EXAMPLE 1.
0040. Different feedstocks will result in different yields from the FCC process. If the unit is operating against a constraint, the process will need to adjust to avoid exceeding an equipment limitation. Typical process variables include feed rate, reactor temperature, feed preheat and pressure. The process response from each of the variables is non linear. The optimum set of conditions to maximize profit ability to unit constraints will typically vary depending upon the feed quality. The following is an example of different operating conditions required to maximize profitability for a change in feed:
New Feed New Feed New Feed with with Only with Only
Normal Multivariable Rate ROT Operation Optimization Varied Varied
Feed Properties
API 24.6 21.8 21.8 21.8 UOPK 11.69 11.77 11.77 11.77 Concarbon (%) O.15 O.S9 O.S9 O.S9 Nitrogen (ppm) 11SO 162 162 162 Sulfur (%) O.34 0.55 0.55 0.55 1-ring Aromatics 35 29 29 29 (%) 2-ring Aromatics 34 26 26 26 (%) 3-ring Aromatics 17 25 25 25 (%) 4-ring 14 2O 2O 2O Aromatics--(%) Process Conditions
Feed Rate 100 95.3 83.8 100 (% Capacity) Reactor 1010 992 1006 986 Temperature (F) Reactor Pressue 34.7 33.6 32.3 34.2 (psig) Equipment Constraints Wet Gas 100 100 100 100 Compressor (%) Main Air Blower 100 90 84 94 (%) Yields
Conversion (lv%) 77.55 74.33 76.83 73.59
Apr. 3, 2008
0041. The results show the application of RTO using NIR allows the FCC process to automatically adjust processing conditions to maximize processing as feedstock quality changes. Without the feedstock quality via NIR and RTO, the process will operate at a non-optimum condition until a model optimizer can be run and the results implemented. Conventional practice is limited to use of APC where typically only 1 variable an be manipulated to push the unit against constraints. On-line RTO chooses a set of operating conditions to maximize value.
EXAMPLE 2
0042 FIG. 2 is a Table which shows samples, including hydrotreater chargers and products and FCC feeds used to control weight percents of each hydrocarbon class. 0043. Two hundred fifty samples, including hydrotreater charges and products and FCC feeds were used to create a PLS model for predicting weight percents of each hydro carbon class. The samples were analyzed using the online NIR. Wavelengths were chosen for each group and a sum mary appears in FIG. 2.
EXAMPLE 3
The Effect or Riser Temperature
0044 One of the most common types of process variable studies completed via the use of reaction effluent testing is the impact of riser outlet temperature on FCC reactor yields. This is one of the most fundamental sets of data required to optimize the performance of the FCC unit. Table 1 contains results from a riser temperature test runs series. For this study, reactor effluent samples were collected at three dif ferent riser outlet temperatures, with the maximum riser temperature constrained by the ability to handle gas Volumes in the FCC gas plant.
TABLE 1.
Effect of Riser Outlet Temperature on FCC Product Yields
Riser Outlet Temperature: F. +15° F. Base -18°F. Unit Conversion: Volume 96 FF +1.4 Base -3.2 Gasoline Yield: Volume 96 -0.3 Base +0.2 Total C3 plus C4 Yield: Volume % FF +1.3 Base -3.8 Ethane and Lighter Yield: Weight % FF +0.51 Base -0.63 Coke Yield: Weight % FF +0.17 Base -0.18
EXAMPLE 4
The Effect of Riser Lift Velocity
0045. In order to truly optimize the performance of the FCC unit, it is important to understand the interaction of all reaction process variables on FCC product yields. Recently, reaction effluent testing was used to explore the impact of riser lift steam rate on unityields. In this case riser Steam rate was increased by 165% with riser velocity increasing from ~10 fps to ~17 fps. Increasing the rate of lift steam injection at constant feed rate results in the following effects. 0046. The heat requirement on the reactor side increases because of the need to heat the steam from the injection temperature to the riser outlet temperature. This results in a call for increased catalyst circulation to maintain the riser outlet temperature constant.

US 2008/0078694 A1
0047 l. The increased catalyst-to-oil ratio results in a greater degree of catalytic cracking relative to thermal cracking. This is evident because of the higher yield of catalytically racked gasoline and the lower yield of ethane and lighter gas, which is generally the result of thermal cracking in the riser and reactor. 0.048 2. There is a reduction in the feed residence time in the riser because of the increased riser volumetric vapor flow resulting from increased amount of riser lift steam. 0049. 3. The increased velocity creates a more uniform distribution of catalyst near the wall of the riser where feed is injected. This improves feed contacting allowing for improved riser hydrodynamics. This particular unit utilized a J-bend with modern feed nozzles.
TABLE 2
Effect of Riser Lift Steam Rate on FCC Product Yields
Riser Injection Steam Rate: PPH Base --165% Catalyst Circulation Rate: TPM Base +4.5% Unit Conversion: Volume 96 FF Base -0.3 Gasoline Yield: Volume 96 Base +1.3 Total C3 plus C4 Yield: Volume % FF Base -1.6 Ethane and Lighter Yield: Weight % FF Base -0.2 Coke Yield: Weight % FF Base --O.O7
EXAMPLE 5
Ability to Sample Multiple Points in the FCC Unit
0050. The FCC reaction effluent sampling technique is called Reaction Mix Sampling (RMS). One key advantage of RMS testing is that the technique has now been adapted for collection of reaction mixture or vapor stream samples from points in the reactor other than the overhead line. 0051. When collecting effluent sample from the reactor overhead line to the fractionator, the probe is open on the sampling end because the reaction effluent has already been disengaged from the catalyst via the riser termination device and the reactor cyclones. However, the RMS sample probe is now fabricated so that a sintered metal filter can be installed on the collection end of the probe. This allows for samples to be collected from areas of high catalyst density such as the FCC riser, reactor and stripper. Described below are series of alternate RMS sampling positions and the purpose for collecting RMS vapor samples from each. 0052 1. Riser at multiple elevations above the feed injection point to monitor the extent of reaction as the oil/catalyst mixture flowed up the riser and to explore the impact of reaction contact time. 0053 2. Outlet of the riser to determine the cracking yields before the effects of any thermal cracking that would take place in the reactor vessel. 0054 3. Outlet of the riser termination device. 0055 4. Simultaneously, the riser outlet and the reactor effluent line to determine the degree of conversion and thermal cracking that occurs in the reactor vessel. 0056 5. Riser at multiple points across the diameter to explore the consistency of oil/catalyst distribution above the feed injectors. 0057 6. Riser at the transition from horizontal to vertical flow to explore the impact of the transition on oil/catalyst distribution.
Apr. 3, 2008
0.058 7. Catalyst stripper bed and stripper transition into the spent catalyst standpipe to determine stripper vapor composition and explore stripping efficiency.
EXAMPLE 6
0059 Currently, refiners are particularly interested in exploring FCC catalyst stripping efficiency. The RMS sam pling technique has been used to extract vapor samples from the stripper bed and the transition from the stripper into the spent catalyst standpipe. Presented in Table 3 are results from RMS sampling of three strippers. One of these stripers was operating very poorly and one of them was operating very efficiently.
TABLE 3
FCC Stripper Outlet RMS Vapor Composition
FCC Catalyst Stripper Unit A Unit B Unit C
Total Water in RMS Sample: Wt % 35% 84% 91.5% Total Hydrocarbon in RMS Sample: Wt % 65% 16% 8.5% Gasoline in RMS Sample: Wt 9% 23.8% O.08% 0.9% 650 F. + Bottoms in RMS Sample: Wt 9% 6.1% O.04% 1.8% Ethane + Lighter in RMS Sample: Wt % 11.2% 14.8% 2.8%
0060. This data can then be used in conjunction with an engineering calculation to estimate the amount of hydrocar bon flowing from the stripper to the regenerator. More importantly, the stripper vapor composition provides signifi cant clues as to what is going on in the stripper. The first critical factor is the percentages of water and total hydro carbon in the recovered vapor stream. Obviously, as stripper efficiency increases, the percentage of water in the stripper vapor sample will increase as well. 0061. The second critical factor is the distribution of hydrocarbon in the RMS sample. There are basically three sources of hydrocarbon into the FCC stripper. 0062 1. Reaction effluent in the interstitial spaces between catalysts. 0063. 2. Reaction effluent in the pores of the catalyst. 0064 3. Unreacted (and unvaporized) oil on the catalyst Surface and in the catalyst pore. 0065. If the stripper outlet vapor contains more than a very Small percentage of gasoline on a total sample weight basis, then it is likely that all of the reaction effluent trapped with catalyst does not disengage and flow upward into the reactor. For example, the Unit A Stripper vapor sample contained 24% by weight gasoline. This stripper had no internals of any type and it was clear that some significant portion of reaction effluent flowing to the stripper was reaching the regenerator. At the opposite end of the spec trum, Unit C contained only 0.9 weight % gasoline in the stripper vapor, which probably represents reaction effluent diffused out of the catalyst pores. 0066. Another critical factor in reviewing stripper results
is the content of ethane and lighter gas in the Stripper vapor. The production of light gases in FCC, especially methane and hydrogen, is recognized as a by-product of thermal cracking. For these samples, the weight percentage of sample consisting of ethane and lighter gas ranged from a low of 2.8 weight % to a high of 14.8 weight %. The production of light gases in the FCC stripper is believed to result from the thermal decomposition of heavy unvaporized hydrocarbon molecules on the Surface of the catalyst along

US 2008/0078694 A1
with condensation and polymerization of multi-ring aromat ics. High levels of light gas in the absence of C5+ hydro carbon in the FCC stripper effluent may actually indicate a problem with the poor feed atomization and vaporization, not a stripper mechanical problem. If an oil molecule will not vaporize in the presence of 1250 F.+ catalyst at the bottom of the riser, it will certainly not vaporize in an FCC stripper at 960° F. to 980° F.
EXAMPLE 7
FCC Model Tuning and LP Update
0067. Several refineries use an FCC process model to determine optimum operating parameters to maximize prof itability and push the unit to multiple constraints. Typical process variables include feed rate, reactor temperature, feed preheat and catalyst activity. The ability of any model to estimate these optimum conditions is contingent upon its ability to accurately predict the true process response. Most models will allow the user to adjust “tuning factors to match the model response with commercial data. 0068 Unit technology will play a major role in determine yield shifts associated with process changes. A unit with a poor stripper such as unit A above, will have a very different response due to feed preheat changers than a unit with a modern stripper such as unit C. This is due to the effect of entrained hydrocarbon on delta coke with changers in cata lyst circulation. Another example is reactor temperature. Modern rise termination devices have reduced the post-riser contact time and minimized secondary reactions changing the yield response to process variables. FIG. 1 shows this effect for a modern reactor system. The default model was tuned to an open riser termination design that exhibited gasoline overcracking with increasing reactor temperature. The modern design exhibited less overcracking. The model was tuned to match the commercial data and provide greater confidence in optimizing unit profitability. 0069 FIG.3 shows a FCC Model Tuning with RMS data. Another application requiring accurate prediction of process variable effects is the refinery linear program (LP). Most refineries will use the LP to set global operating conditions for the FCC with the process model used to determine location optimums. The LP is also used to evaluate different crudes and feed streams. If the vectors in the LP do not accurately reflect the process, poor economics decisions may be made.
EXAMPLE 8
FCC Revamp Audit
0070 Driven by the evolutionary nature of FCC process technology, refiners are continually assessing the perfor mance of the FCC and contemplating implementation of the latest developments. FCC reaction effluent testing can play a major role in an FCC revamp analysis study. Reaction effluent testing represents a convenient method for devel oping the FCC base operating case data by isolating the reactor section yields. This is especially important when modifications are anticipated for the FCC product recovery section. Further, only reaction effluent testing is suitable for exploring conditions at various points in the FCC reaction section where catalyst is present. 0071. One recent revamp study was undertaken to deter mine the impact of upgrading riser termination to one of the
Apr. 3, 2008
advanced designs available. Reaction effluent testing was performed just before and right after completion of the revamp. Careful planning was undertaken to insure that there were minimal differences in feed quality between the two runs. Key results from the two test runs are presented in Table 4. These results indicate that there was significant yield benefit achieved with the revamp.
TABLE 4
FCC Revamp Audit Results
FCC Case Pre-Revamp Post-Revamp
Riser Outlet Temperature: F. Base +2 Catalyst MAT Base +2 Unit Conversion: Volume 96 FF Base -0.4 Gasoline Yield: Volume 96 Base +3.8 Total C3 plus C4 Yield: Volume % FF Base -3.0 Ethane and Lighter Yield: Weight % FF Base -0.13 Hydrogen Yield: Weight % FF Base -0.03 Coke Yield: Weight % FF Base -0.18
0072 Accurate yield determination and process variable response are critical to FCC unit optimization. Reaction Mix Sampling is an efficient tool to define these parameters. The results can be used to tune the FCC process model, update LP vectors, audit revamp or catalyst changes and determine optimum process conditions to maximize unit profitability at multiple constraints.
Modifications
0073 Specific compositions, methods, or embodiments discussed are intended to be only illustrative of the invention disclosed by this specification. Variation on these composi tions, methods, or embodiments are readily apparent to a person of skill in the art based upon the teachings of this specification and are therefore intended to be included as part of the inventions disclosed herein. 0074 The above detailed description of the present invention is given for explanatory purposes. It will be apparent to those skilled in the art that numerous changes and modifications can be made without departing from the scope of the invention. Accordingly, the whole of the fore going description is to be construed in an illustrative and not a limitative sense, the scope of the invention being defined solely by the appended claims.
We claim: 1. A process for controlling on line FCC effluent exhib
iting asorption in the near infrared (NIR) region comprising: a) measuring absorbances of the effluent using an NIR
spectrometer measuring absorbances at wavelengths within the range of about 780-4000 nm, and outputting an emitted signal indicative of said absorbance;
b) Subjecting the NIR spectrometer signal to a mathemati cal treatment (e.g. derivative, Smooth, baseline correc tion) of the emitted signal;
c) processing the emitted signal or the mathematical treatment using a defined model to determine the chemical or physical properties of the effluent and outputting a processed signal; and
d) controlling on-line in response to the processed signal, at least one parameter of an FCC process generating the effluent.

US 2008/0078694 A1
2. The process of claim 1 including the step of using NIR measuring on line to control reaction mixing sampling (RMS) on line.
3. The process of claim 2 wherein the NIR measuring of RMS provides near instantaneous prediction of FCC unit yields.
4. The process of claim 2 wherein the NIR measuring of RMS verifies FCC feed quality.
5. The process of claim 1 including the step of using NIR measuring on line of reaction effluent to control riser outlet temperature on FCC processing yields.
6. The process of claim 1 including the step of using NIR measuring of reaction effluent to control riser lift velocity.
7. The process of claim 1 including the step of using NIR measuring on line of reactor effluent to control riser lift steam rates to control FCC product yields.
8. The process of claim 1 including the step of using NIR measuring of reaction effluent to control riser lift velocity.
9. The process of claim 1 including the step of using NIR measuring on line of reactor stripper effluent to control FCC catalyst stripping.
10. The process of claim 1 including the step of using NIR measuring of reaction effluent to provide on-line modeling of FCC processing.
11. The process of claim 1 wherein said absorbances are measured at wavelengths within the range of about 780 2500 nm.
12. The process of claim 1 wherein said absorbances are measured at wavelengths within the range of 1100-2200 nm.
13. The process of claim 1 wherein said absorbance is measured in at least one wavelength and includes the steps of:
a) periodically or continuously outputting a periodic or continuous signal indicative of the intensity of said absorbance in said wavelength, or wavelengths in said two or more bands or a combination of mathematical functions thereof,
b) mathematically converting the signal to an output signal indicative of the mathematical function; and controlling the FCC process on-line in response to the
output signal.
Apr. 3, 2008
14. The process of claim 1 wherein the step of controlling on-line allows for real time optimization processing.
15. The process of claim 1 including the steps of: obtaining a first data set of NIR spectroscopic data
samples by subjecting the effluent to NIR spectroscopy; generating a second data set of NIR spectroscopic data
samples by processing the first data set using a second technique;
identifying a component of the effluent by performing a NIR analysis on the second data set; and
controlling the FCC process on-line in response thereto. 16. The process of claim 1 including the step of: mathematically converting the signal to an output signal
indicative of the parameter. 17. The process of claim 7 including the steps of: periodically or continuously outputting a periodic or
continuous signal indicative of the intensity of the NIR absorbance in the wavelength, or wavelengths in the two or more bands or a combination of mathematical functions thereof,
mathematically converting said signal to an output signal indicative of the mathematical function; and
controlling on-line in response thereto. 18. The process of claim 1 including the step of using the
NIR results in FCC simulation software to control on-line unit yields and qualities.
19. The process of claim 1 which allows sampling of various locations in the reactor Such as catalyst stripper vapor, reactor dilute vapor, riser vapor and reactor effluent to quantify yields and optimize the process.
20. The process of claim 1 which allows an audit of a process or mechanical change on the unit to quantify the magnitude of the change on yields, performance and eco nomics.
21. The process of claim 1 including the step of using NIR measuring on-line of reactor dilute vapors to control riser outlet conditions and vapor quench.
22. The process of claim 3 where yields are used to tune an FCC simulation model and benchmark LP predicted yields.




![US Secret Service (USSS) 2008 [Presidential] Campaign ...](https://static.fdokumen.com/doc/165x107/633200b0ba79697da5100e4f/us-secret-service-usss-2008-presidential-campaign-.jpg)