Untitled - Apparel Resources
52
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Untitled - Apparel Resources


CMYK
2 StitchWorld JULY 2014

CMYK
3 StitchWorld JULY 2014

CMYK
4 StitchWorld JULY 2014

CMYK
JULY 2014 StitchWorld 5
StitchWorldTechnology and Management in Sewn Product Industry
vol. xII • Issue 5www.stitchworld.net
TechBytes 8 Is IndUstrIaL EngInEErIng
(IE) dEpartmEnt a sUpport dEpartmEnt for prodUctIon or an IntEgraL part of prodUctIon fUnctIons?
TechTalk10 concEpt notE on nEw sErIEs on
IndUstrIaL EngInEErIng In apparEL IndUstrY
12 IndUstrIaL EngInEErIng: rEtracIng concEpts covErEd ovEr thE Last dEcadE
mEthods ImprovEmEnts throUgh workpLacE EngInEErIng
mEthods standardIzatIon crItIcaL to EffIcIEnt sEwIng and cUttIng sEctIon
compUtErIzEd tImE stUdY hELps IE
IE for fLoor LaYoUt ImprovEmEnt
work mEasUrEmEnt hELpEd ImprovE pErformancE
crItIcaL path mEthod rEdUcEs work In procEss In a sEwIng LInE
ErgonomIcs pLaY crUcIaL roLE In workpLacE dEsIgn
gIvE IEd a frIEndLY facE
ImprovE prodUctIvItY bY ovErhEad matErIaL handLIng sYstEm
mEthod ImprovEmEnt In fInIshIng room
To subscribe online, visit our website www.stitchworld.net or call 91-11-47390000
NewsTrack44 IndIa: coats LaUnchEs adhEsIvE
thrEad for hEms
TechEvent30 tEXprocEss amErIcas 2014
confIrms a rEcovErIng Us EconomY, markIng thE ‘madE In Usa’ trEnd as thE kEY to thE amErIcan fUtUrE…
TechInnovation42 ‘cooL’ tEchnoLogIEs for cost-
EffEctIvE rE-shorIng grab attEntIon at cooL zonE, tEXprocEss
Editor-in-Chief DEEPAK MOHINDRA
Technical Editors PAUL COLLYER (UK)
CLAUDIA OLLENHAUER-RIES (GERMANY)
Copy Editor VEERESHWAR SOBTI
Asst. Editor (Technical) TUSSHAR KUMAR
Design & Production RAJ KUMAR CHAHAL
PEEUSH JAUHARI SATYAPAL BISHT
Photo Editor JITENDER MEERWAL
Manager Advertising RAGHAV SOOD - 08826000378
Subscription Enquiry RANI MAHENDRU - 011-47390000
Publisher & Managing Director RENU MOHINDRA - 09810058986
Head Office Apparel Resources Pvt. Ltd.
B-32, South Extension, Part-I, New Delhi-110 049
Phone: 011-47390000, 24602283 Fax: 91-11-24604597
E-mail: [email protected], [email protected]
Web associate: www.stitchworld.net
Editorial Enquiry E-mail: [email protected],
[email protected] Phone: 41646999, 24602283
Printing Ask Advertising Aids Pvt. Ltd.
88, DSIDC, Okhla Indl. Area, Phase-I, New Delhi-110 020 Phone : 26816824
All Rights Reserved © 2009 by Apparel Resources Pvt. Ltd.
No part of this magazine may be reproduced or transmitted in any form or by any means, graphic, electronic, or mechanical, including
photocopying, recording, taping, or by any information storage retrieval system, without
the written permission of the publisher.
The organizers of the event, the Sewn Product Equipments & Suppliers of America (SPESA) and Messe Frankfurt, at the inauguration ceremony (Page 31)
Baxter is the world’s first interactive and manually trainable production robot (Page 43)
Special workplace tables for garment examination (Page 21)
TechManagement22 dEvELopIng fLow manUfactUrIng
In apparEL factorY: barrIErs In dEvELopIng contInUoUs fLow manUfactUrIng
CMYK
6 StitchWorld JULY 2014
JULY 2014 StitchWorld 6
CMYK
JULY 2014 StitchWorld 7
E D I T O R I A L
Skill development is a very ‘in’ topic for the industry today, especially as most centres face shortage of labour… Understanding the critical need, an integrated skill development scheme was initiated by the Textile Ministry in 2010 under the National Skill Development Policy (NSDP) with the intent to skill 30 lakh persons in 5 years with much fanfare.
Sadly, the scheme failed in its objective of 100% placement. According to official data, out of 2,47,812 persons enrolled under the scheme, only 2,33,848 completed their perspective training of which only 35,859 have been placed, while another 1,97,989 people are still to be placed and the rest are not seeking employment at all... A very poor record! Perhaps this was a reason for the scheme to be put on hold in 2012, just two years after its launch and is since then pending clearance. I feel it is imperative that placements should be made mandatory in the skill development program before funds are released to ensure optimal utilization of the scheme.
While the first priority should be to restart the skill development scheme, there is need for clarity on which ministry shall be responsible for the scheme. Earlier the industry was getting funds through the Textile Ministry scheme (ISDS) and the scheme under the Ministry of Rural Development (SGSY), but now with the appointment of Sarbananda Sonowal, as Union Minister of State with Independent Charge for Skill Development, besides other portfolios like Entrepreneurship, Sports & Youth Affairs, it would seem that all skill development related initiative will now be clubbed together under one ministry… but is this the reality, no one seems to know!
When, and if the scheme is restarted, there is requirement for few more appropriate changes to be made, as on the surface many discrepancies are apparent in the scheme. For one, most of the training centres have been setup in regions that do not even have a garment manufacturing industry defeating the whole purpose of skill development as energy is wasted in convincing people to take the training!
Another major flaw of the current skill development efforts is that training is primarily for operators, with little or no emphasis on other important areas of garment manufacturing like supervisor, pattern making, checking, cutting, etc. Even the methodology for training is traditional with no thought of upgrading to meet fresh needs of automation and use of attachments and folders.
Industry oriented or industry supported training should be evolved – Why not extend the “Apprenticeship” culture, to say 2 to 3 years, whereby the worker is benefited by learning the skill and the industry gets a worker with less than minimum wages. This will be beneficial to both the industry and employees.
Even as we debate skill development at the operator level, which was discussed in detail in our StitchWorld May 2014 issue, it is also important to optimize role and responsibilities of IE personnel.
In this issue of StitchWorld, we present a recap of articles on many of the activities of Industrial Engineering and how it can improve the process carried by us over the last decade, along with views from the industry on the conflict of responsibilities between the IE and Quality Production team, in our Tech Byte section.
A detailed review of Texprocess Americas is another interesting read… it is very obvious that the much hyped ‘Made in USA’ trend is still not a real threat, but is good for technology providers with high-end automated solutions.
Read and comment on my blog at
http://stitchworldmagazine.blogspot.com
Deepak MohindraEditor-in-Chief

CMYK
8 StitchWorld JULY 2014
Is Industrial Engineering (IE) Department a support department for production or integral part of production functions? Like Quality Department, should IE Department also be reporting parallel to GM?
Why IE Department and Production Department are at loggerhead over production target that can be achieved?
IE Department uses scientific management technique to measure work content? Why Production Department often does not agree with those measurements? How can such conflicts be minimized?
TECH BYTES
I feel the current scenario requires the methods applied by IE to be more production-friendly. To minimize conflicts between the production and IE teams, the latter should be a part of the implementation project for the first few months so that the critical bottlenecks can be identified by them and worked upon in the later stages. The IE department tends to ignore practical issues and continues its work on fixed parameters. A case in point is training, especially in the context that the overall operator turnover is very high these days and this affects the stability of the overall factory. Suppose an operator is trained on the lines of typical IE concepts and given the current situation, he decides to leave, the new operator will again be moulded in a similar fashion and this cycle continues which is very time-consuming and can hamper day-to-day production activities. Deskilling the operations is very much necessary to tackle these situations. I am also from an industrial engineering background and have observed that it is very easy to give suggestions but difficult to maintain practically so. IE department should be involved in implementation so that they understand the practical aspect and can mould accordingly.
Sanjay anandProduction Head, Mohan Clothing Co. Pvt. Ltd., Gurgaon
The IE department is an integral part of the production functions. The reporting part depends on the area of responsibility the organization has allocated to the factory manager. Conflicts arise due to the fact that IE department is not fully able to convince the production people with their methods of arriving at the target. Production department generally doesn’t agree with IE as the scientific management techniques are not openly discussed and debated along with the production team. The need for these discussions arises because the Factory Manager has to be convinced, IE and managements targets should be correlated for overall functioning of the organization.
Gifi GopalakriShnanProduction Head, Wildcraft India Pvt. Ltd., Bangalore
IE department is considered as a support division for production functions but at the same time it is an integral part of all the production functions. Like other departments, IE department also reports directly to the higher management. In our factory there are no such conflicts between the two departments as we review opinions from both sides of the system and choose the ideal step according to the situation, also we have a strong IE department, a lot of internal activities are converted into external activities which makes the whole production process a lot easier to manage once the line is up and running. The bulk of our focus goes into training our production team on the lines of IE.
Benu philipSProduction Head, English Blazer (A Division of Gokaldas Images Pvt. Ltd.), Bangalore
IE department is considered as an integral part of the production operations nowadays. Of course, like other departments, IE department should also be reporting to the higher management. It is observed in many factories that there are a few ego problems within the departments. IE department works on standardising the techniques/processes whereas production department has the ‘target to be achieved’ as the topmost priority. If there are delays in the production process or any other unforeseen problems, then the production people tend to look for the easy way out. Rules and regulations set by the IE department take a back seat in these circumstances, as at the end of the day they need to deliver, so the system is overruled to meet the target by hook or by crook. These conflicts arise due to improper pre-production planning which delays the whole system, and once this cycle starts it is difficult to restore order. So, activities which delay the production process should be identified and taken care of to ensure smooth functioning between both the departments which would lead to overall benefit of the organization.
kumar purnendu raoGM – Operations, Paramount Clothing, Ludhiana
Tech Bytes

CMYK
JULY 2014 StitchWorld 9
Most of the Indian apparel industries consider IE as a support department but this depends heavily on how the organization wants to use their IEs. In many manufacturing units IE is expected to carry out basic tasks like ‘operation breakdown’ preparation, manpower allocation, line balancing, costing of garments, calculating thread consumption, etc. These tasks limit them to the stature of a support department. Whereas IE can operate in different levels which include setting up new factories, adding new production floors to existing factories, process re-engineering, do value stream mapping, reducing lead-time, cost, improve productivity, and so on… They can act as consultants for putting the organization on the right track. So all in all it depends on how the organization takes it.
Conflicts between production and IE arise when production department is not clear about the logic behind targets. Transparency between these two departments plays a major role in resolving the conflicts. One of the major problems faced by production department nowadays is the inadequacy of trained manpower. This leads to increased pressure on the production department to meet the targets to quality, production, delivery and cost. IE department needs to make it clear to the production personnel the logic and the calculation behind the targets. The production department needs to come out with what resources they have, what problems they face, what support they want from IE to meet the targets and deadlines. The IEs and production departments need to resolve the issues on the shop floor working together. The issues will be different in various organizations based on the business they are into and how they are utilizing their IEs.
pm devadaSGM – Industrial Engineering, Aditya Birla Nuvo Ltd., Bangalore
Tech Bytes
Write your comments to us by 20th July 2014 at: [email protected] or post your views online through our website: www.stitchworld.net/techbytes
TechBytes StitchWorld August 2014 Question
Is technical knowledge important for a production manager in apparel manufacturing factories… How much knowledge is good enough? Is people management/organization behaviour/human resource/soft skill etc. more important today than domain expertise in delivering results in garment manufacturing? What is the right combination for success?

CMYK
10 StitchWorld JULY 2014
Ever since the advent of civilization, man has always attempted to develop upon his methods, processes and tools to improve the productivity of his resources by eliminating waste in order to maximize his earnings and enhance his living standards. This continued pursuit for higher productivity, gave birth to Industrial Engineering. Hugo Diemar coined the term Industrial Engineering in 1900 to describe the fusion of engineering and business disciplines and established world’s first Industrial Engineering, Professor, NIFT Delhi Department in Pennsylvania State University in 1909. Industrial Engineering is concerned with the design, improvement and installation of integrated system of men, material and machines for the benefit of mankind. It draws upon specialized knowledge and skills in the mathematical and physical sciences together with the principles and methods of engineering analysis and design to specify, predict and evaluate the results to be obtained from such systems. In this new series of articles, Dr. Prabir Jana, Professor, NIFT Delhi along with Team StitchWorld and industry experts would discuss topics of their speciality and explain different activities that IE does in apparel manufacturing, the tools/techniques used for completing the activities and actual case examples.
Concept Note on New Series on Industrial Engineering in Apparel Industry
The basic objectives of Industrial Engineering are to improve operating methods and control
costs, as also reducing these costs through cost reduction programmes. The basic activities of Industrial Engineering in context of apparel manufacturing can be listed as:
Method improvement; sewing operator’s right and left hand sequential movements are analyzed through Method Study and converted into parallel/overlapping movement to reduce time.
Unavoidable allowances like personal, fatigue, etc. and avoidable allowances like machine breakdown, waiting for pieces, etc. are estimated through work sampling.
Evaluate rating of operators by levelling/Westinghouse/synthetic method.
Develop work content of any operation in terms of standard allowed minutes by Time Study and incorporating unavoidable allowances.
Operation breakdown of a garment to determine sequence, stitch type and seam type of every operation and prepare operation flow chart.
Selection of machine bed type and feed type, attachment and work aids for every operation.
Design and fabrication of attachment and work aids for any operation/process, if required.
Selection of appropriate needle type, needle size, threads count and thread consumption for each garment.
Calculation of machine and manpower requirement based on target, or calculation of achievable target based on available machine and
manpower keeping in mind the constraints like absenteeism, average rating of workers and line utilization.
Planning of machine layout for maximizing unidirectional material movement (minimizing criss-cross material movement). Optimum handling and storage of cut parts, half-finished parts and complete garment for easy retrieval.
Management of Work in Process (WIP) in sewing line to maximize production, balance efficiency, and operator utilization through Line Balancing technique.
Style changeover planning to minimize start up loss.
Maintaining workplace health and safety through ergonomic vulnerability assessment and safety audit.
Identify and specify use of Personal Protective Equipment
Tech Talk

CMYK
JULY 2014 StitchWorld 11
(PPE) like mask for overlock operator, wire mesh gloves for band knife operator, needle guard for sewing machines.
The development of techniques like Critical Path Method (CPM) and Program Evaluation & Review Technique (PERT), value engineering, human factor engineering, statistical and mathematical tools have expanded the scope of Industrial Engineering. Computer applications in Industrial Engineering have also added new dimension to the IE functions. Apart from above activities, there are several other activities which are
Statistical analysis and technique like SPC, SQC, Six Sigma for product and process quality assessment and improvement.
Implementation of Lean tools like 5S, Value Stream Mapping (VSM), etc.
Scheduling and control of cutting, sewing and finishing through PERT, CPM, Gantt chart.
The above list of ever-conceivable activities on one hand exemplifies the importance of IE in an organization, and on the other probably makes us think if all these activities are to be done by
engineering goods are exception) is a late adopter of Industrial Engineering technique in its factories. Although with peer experience and buyer pressure lot of organizations started Industrial Engineering practices by setting up IE departments. However, it is also open secret that IE department is often considered too theoretical by production department and reduced to mere formality (showpiece) by the management.
StitchWorld has in past carried many intriguing articles on Industrial Engineering and its benefit for apparel manufacturing industry. In
supposed to be responsibilities of
HR, quality and planning executives,
but often comes under IE umbrella.
They are:
Development and
implementation of job
evaluation system for operator
and supervisory level workers.
Development and
implementation of wage
incentive schemes for operator
and supervisory level workers.
industrial engineers, then what the other guys in manufacturing are supposed to do? The true power of Industrial Engineering technique in manufacturing industry may be evident from the fact that early industrialist countries like US has increased its per capita manufacturing output by more than three times during last 60 years.
It is true that Indian apparel industry (automobile and
an ode to the industrial engineers working in the industry and to clear the doubts over its usefulness in apparel industry, the magazine plans to carry a series of articles on IE, explaining each and every activity that it executes and the tools and techniques that are used giving examples/cases of application.
The following pages discuss in brief the topics already covered in SW in the last decade which fall under the preview of IE.
Frank and Lillian Gilbreth: Inventor of Motion Study
Henry L. Gantt: The originator of Gantt Chart
Henry Ford: Contributed to the Development of Mass Production and Assembly Line
Henry Fayol: Studied the Division of Labour
Frederick W. Taylor: Father of Scientific Management
Leonardo da Vinci:First Industrial Engineer (studied how fast a man could shovel dirt, which could be interpreted as motion study)
StitchWorld invites readers to share queries on IE and case examples of IE implementation for consideration of publication.
Tech Talk

CMYK
12 StitchWorld JULY 2014
There is never enough being said about Industrial Engineering (IE), especially in the garment manufacturing domain. There are conceptions and misconceptions, there are viewpoints and sideline views, there are promoters and detractors, but Industrial Engineering (IE) is like a wholesome drink for the much sought-after balanced growth of any garment manufacturer. Before starting a new series, addressing this most relevant issue in a more organized manner, it is equally important to revisit the articles published in StitchWorld on the subject during the last decade. While the new series can be a ready reckoner for the industry, this is an awakener to realize your own strength and potential area that needs to be addressed. All articles have issue dates mentioned against them, so that those interested to read the detailed article can do so...
Industrial Engineering: Retracing concepts covered over the last decade
Methods Improvements Through Workplace EngineeringPaul Collyer StitchWorld March 2008
Sewing workplace can be defined as sewing machine, material input and output bin, operator seating area and the horizontal and vertical space in-between. Workplace engineering involves scientific placement of man, material and machine to facilitate easy and quick execution of the operation. Not only the big manufacturers with huge resources, but even the smaller manufacturers with limited resources can utilize the basic principles of movement and with little imagination make significant reduction in garment work content at minimal cost. Given below are key principles of method improvement:
• Thecomponentmustbestored as close to the needle point as possible ensuring that it does not interfere with the sewing operation.
• Itshouldbestoredinapositionso that it can be presented to the needlepoint ready to travel in the direction required, i.e. it does not need to be turned through 90 degrees or more.
• Wheremorethanonecomponent is involved, then wherever possible the operator should be able to pick them up simultaneously.
• Whereverpossible,theoperatorshould be able to grasp and release a component by only moving his arm from the elbow joint or failing that by engaging his whole arm from the shoulder and not having to move his upper body.
• Componentsshouldbestoredinor as near to the same plane as the machine table.
• Inpractice,however,whatevertheoperation, many operators tend to store components:
a) On their knees – usually because they do not have the facility to keep them anywhere else or through habit. It is therefore necessary to lift the work to the level of
the machine bench. As fabric is not rigid, when a piece is lifted it goes ‘out of control’ and requires extra handling to position it again.
b) On tables or upturned boxes, to the right of the machine. It is not possible to load components to the machine foot from the right. Therefore, the operator has to bring
Tech Talk
Figure 2. Modified machines layout – component 1 on raised shelf 7 to 9 cm above table slightly sloping towards machine. Shelf secured to edge of bench
Figure 1. Existing machines layout – first sleeve seam
Completed front
fronts are stacked on machine
pre-cut dart to be sewn
front in pairsX
disposed to knee

CMYK
JULY 2014 StitchWorld 13
13 S
titch
Wor
ld
JUL
Y 2
014

CMYK
14 StitchWorld JULY 2014
Tech Talk
work to the entire length of the machine, transfer it to the left hand and re-grasp it before presenting it to the needlepoint.
Examples of how to use low cost improvements in an existing machine layout for sew dart/front seam in jacket front are shown in Figure 1 and Figure 2.
The operator picks up with right hand at point indicated X. Note that it is grasped on the edge but not at the point to be placed under the machine foot, thereby necessitating a reposition and re-grasp. In this operation the fronts (in pairs) are on a table to the operator’s right. The movement sequence includes:
• Movethepanelacrossthebody,turning to right side.
• Repositiononbench.
• Aligndartedges.
• Movetomachinefoot.
• Backtackandsewdartinoneburst of sewing, auto cut threads.
• Disposeofbyslidingontoknees.
• Move8-10frontstostorageonleft.
Of the cycle time of 0.095 minute, the dispose of/load was taking 0.046 minute. The existing layout breaks the ‘rules’ as panels have to be moved across the body and up a different level panel. Additionally the panel has to be moved through 90 degrees twice as it cannot be moved across the body in any other manner. By changing the workstation layout to Figure 2, the dispose of/load time is reduced to 0.027minutes, a reduction of 41.3% and 20% on the overall cycle time. In this layout the operator collects from the machine table to the left (with extension) and can therefore pick up on the same plane, work on the garment and then dispose of to his knees as before. Usually work would be stacked nearer to the machine foot but in this instance, as the fronts are laid in pairs, it is necessary to give sufficient space for every other one to be turned through 180 degrees. The only additional cost in this case is a small melamine extension to the table.
Methods Standardization Critical to Efficient Sewing and Cutting SectionReema Agarwal StitchWorld March 2003
Today the use of PMTS systems is rampant; however the real benefit of using PMTS in sewing floor is still elusive. More often than not, more than one method of handling the materials, presenting the components to the machine foot, pivoting, re-grasping, aligning and folding are possible and PMTS is a tool to standardise the methods. If the exact method is not explained in the PMTS and if the same method is not explained to the operator, there can be variations in methods. And slight variations in the method could lead to variations in time taken to perform the operations such as line balancing, piece rate calculation, target setting and productivity calculation. In such cases, the whole purpose of standardization of methods using this modern technique thus gets lost.
A simple sewing operation of attaching coin pocket to the facing in a denim trouser requires a facing and coin pocket (pre-hemmed).
In this case, we can start either at point 1 or at point 2. If we start at point 1, the stitches I can be followed either by stitch II or by stitch III. And accordingly we have three different operation sequences possible and their respective cycle times are:
Thus, it is clear from the above example that one simple motion analysis can have more than one possible motion sequence, each of which may have different cycle time. So in order to maintain the essence of the sophisticated PMTS and derive the desired results
out of it, it is very necessary to ensure standardization of methods by explaining the method step by step which is to be strictly followed by the operators without any deviation.
Operation sequence Time taken (min.)
a) I II III IV 0.604
b) I III II IV 0.593
c) I III IV II 0.823
While GSD is well known PMTS for standardization of methods in sewing room, its lesser known cousin GCD (General Cutting Data) does the same for spreading and cutting operations. The “Matrix” within GCD uses a base operation analysis and re-calculates the standard time for similar operations using the variables of lay length and depth. Increments for lay length and depth are simply entered by the user and the calculation process initiated. From any GCD operation, standards time can be produced for the given variables, thereby eliminating the need to measure and produce individual time standards for every operation. It gives Industrial Engineers expertise to analyze and measure the cutting room activities, resulting in more accurate planning and loading which has the potential to increase cutting room output by 15%.
operation sequence
facing and coin pocket
finished piece
1
23 4
iii
ivii
i

CMYK
15 StitchWorld JULY 2014

CMYK
16 StitchWorld JULY 2014
Tech Talk
Computerized Time Study Helps IETeam StitchWorld StitchWorld August 2003, April 2007 and November 2013
Observing operation live and recording time from analogue or digital stopwatch by time study engineers are subject to manual error. In a videographic option, instead of recording time from live operations, the engineers first capture the operation cycle in video and then observe the video to record the time. Here engineers can record the time at leisure and can rewind any operation, if required. This method ensures perfection, increases speed, reduces subjectivity and easy storage and retrieval of records.
In the traditional time study technique, the important aspect
of motion study is being ignored. The latest level of technology involves integrated video imaging using any inexpensive, basic digital video camera, loading the video file in the PC or a Laptop, doing the Video Time Study [VTS] to get the activity description and timing for each activity. The speed of the movie can be adjusted to accurately separate and document the motion elements, the time unit which can be either in seconds or in TMU (time measurement units; 1,00,000 TMU = 1 hour). Another software option is to analyze the multiple still picture wherein the frame interval selection is possible.
The computerized solution eliminates any need for a stopwatch, clipboard, calculator, charts, paper or pencil in doing a time study. All one needs is portable PC running Windows software. The major advantage is
that all calculations are completed instantly, and even partial results can also be observed on-screen as the study is proceeding. It reviews any existing work standard that you have, regardless of whether it was developed from one of today’s predetermined motion time systems (PMTS), from a traditional subjective time study or from historical data.
Requiring no subjective performance rating for a review all one is required to do is to enter a personal, fatigue and delay allowance, and the optional PF&D Wizard™ (Personal Fatique and Delay) will walk you through the process of establishing a new PF&D allowance or updating an old one, even if you’ve never done a time study before. You can take all the results away from the worksite for more extensive analysis. But in most cases, you’ll immediately be able to see and interpret results at the worksite! You can print the results whenever you need hard copy. The optional Database Output feature offers even more capability for analysis.
The IT technology has progressed at a lightning speed during last decade and with the result there are lot of open source software solutions available in the market which can simplify the method study operation analysis. There are video of time and motion study software which not only makes the process 95% faster, but also increases consistency and traceability and improves costing and planning.
Then there are next levels of computerization, where motion analysis software can be used to automatically track and accurately measure the movement of different body parts of sewing operator. Time study application can also be completely deskilled and computerized in a revolutionary method where sewing speed data are directly captured from machine in a non-evasive process. To top it up, the smartphone based time study using android application may become popular among new generation time study engineers.
IE for Floor Layout ImprovementAmit Anand StitchWorld August 2003
A simple work measurement exercise brings out the reasons for loss of production and a simple work on layout planning can result in better material and man movement thereby increasing efficiency. This type of small improvement is embedded in daily work practice and workers should be empowered to carry out such practices.
The IE department of ABC Incorporates, examined the layout of the ground floor of the factory and found many faults in its layout.
Cutting room Sewing
linesCutting room
area occupied by
The inefficient layout
The idle machines were transferred to this room
Sewing lines
Cutting room-1, now a centralised cutting zone
Cutting tables were brought from cutting room-2 and were arranged here
The layout after changes were made by the IED
Adjacent to the cutting room-1 there was another cutting room at a distance of 50 metres. On the other hand there was an area of 20 sq. metres adjacent to the cutting room-1 that was being used to keep idle machines. The practical problems arising out of such layout was that the cutting master had to be on a continuous move from one cutting room to another to oversee the work. And because of this the operators in one of the rooms used to sit idle or while away their time when the supervisor was in the other room. The layout was also resulting in unnecessary movement of fabric and cutting machines. After taking into consideration facts like the total area occupied by idle machines, area

CMYK
JULY 2014 StitchWorld 17
occupied by cutting tables kept in the cutting room-2, and the area of the cutting room-2, the IED proposed some small changes in the layout. The changes resulted in better utilization of productive time.
The cutting room was relocated to central production which made it easier for the cutting master to supervise the work. Also there was no need to carry the fabric and cutting machines from one cutting room to another. Such faulty layouts are commonly found in most of the Indian factories and probably it takes an IED to notice these and suggest relevant changes that improve productivity.
Work Measurement Helped Improve PerformanceAmit Anand StitchWorld October 2003
What cannot be measured cannot be managed, controlled or improved. Estimation of work is thus the first step in any target setting and/or performance improvement program. Work measurement is the application of techniques designed to establish the time for an average worker to carry out a specified manufacturing task at a defined level of performance. It is concerned with the length of time it takes to complete a work task assigned to a specific job.
A company that has a fully functional IED found a unique way of identifying the impediments in the way of normal production. It was done with an understanding to improve productivity. The modus operandi was to record the targets for each operation on the hourly production card and the moment it is identified that an operator has failed to achieve the target in a particular hour; the supervisor was expected to ask him/her the reasons for it. It was found the operator failed to achieve the target because of:
a) Factory failure like power breakdown, unavailability of cut pieces or accessories, etc.,
b) Slow feeding of pieces from the operation prior to that operation,
c) Machine breakdown, or
d) His inability to do that operation.
Thus, at the end of the day there is a record that informs why in a particular operation the targets could not be achieved; what was the impediment (or the cause that killed the productive time) and based on this the management plans the production for the next day. Thus work measurement helps in comparing, knowing and improving upon the productivity performances within a factory.
Critical Path Method Reduces Work in Progress in a Sewing LinePradeep Jha StitchWorld May 2004
Simple operation research principle of Critical Path Method (CPM) can be judiciously used for reducing WIP and throughput time in progressive bundle unit system of sewing operations. While consultants play a major role in helping the manufacturers improve their bottomline performance, adoption of proven scientific principles still remain elusive to garment manufacturing.
In a typical shirt (checks) manufacturing unit in India, the structure of the front section may be as given below. In such a structure,
both the front panels move as a pair. Hence, before each operation, they need to be segregated and after execution of the operation, they need to be paired, bundled and passed to the next operator. In this situation the front bundle consists of all parts of the front, i.e. front block and pocket, and this bundle with all the parts moves across all operations of the front section. This makes conducting any operation on each piece more time consuming and cumbersome for the operator.
Now the same front is produced by following a slightly different procedure, viz. simultaneous parallel processing. In the new procedure the front panels are separated, pocket placements marked and pockets matched in the cutting department only. Further, instead of having one front bundle three bundles and three feeding points in the frontal section are created, each consisting
Operation Sr.no SMV
Front opening 1 0.25
Hem button placket 2 0.7
Hem button hole placket 3 0.7
Top stitch button hole placket 4 0.45
Mark for pocket and neck opening on front
5 0.55
Open neck 6 0.4
Match and set pocket on front 7 0.3
Hem pocket 8 0.4
Iron pocket 9 0.9
Stitch pocket 10 0.9
All operations are in sequence; no of operations on critical path 10
Total SMV of critical path operations 5.55 mins.
Total No. of operations on critical path 4Total SMV of critical path operations 2.3 mins.
Hem button placket 0.7
Hem pocket 0.3
Hem button hole placket 0.5
Top stitch button hole placket 0.35
Iron pocket 0.7
Stitch pocket 0.75
Effect of improvisation on the configuration of critical path
Tech Talk

CMYK
18 StitchWorld JULY 2014
of left panel, right panel and pocket respectively. While operating various pieces in the bundle, it is a must to adhere to sequence discipline; ascending or descending will not make much difference, but consistency does make a difference. Change in sequence order will only create confusion and quality issues.
The above process results in SMV reduction.
Benefit of simultaneous parallel processing is the smaller critical path, which means lesser throughput time for front section, hence quality problems will be identified earlier and also one will get much less number of damaged fronts, therefore rectification of the damage will be faster and reflection of this on the production will be minimal. However, the identification of bottlenecks is easier in the second case, since the front is divided into three small groups. In case of low production, a supervisor can easily trace which section is under-performing and accordingly take corrective action. Even the line balancing is easier in this case because it is easier for supervisor to see which sub-group is under performing and can be supported by an over performing sub-group. Supervisor or production executive easily gets to know the output of each sub-group. With these changes the productivity of the group will be optimum and operators better utilized.
It will also be easier to balance the line as less deviation from pitch time is noticeable in the second case which makes balancing a less difficult task. This was basically the outcome of elimination of helpers from the production floor and their relocation in cutting. When the helper for operations 1,5,6,7 were dedicated for a batch they were substantially underutilized; now with their relocation in cutting they can feed two or more batches and this enhances their individual performance as well as the unit productivity.
Ergonomics Play Crucial Role in Workplace DesignSuresh Dureja Ravi Vidyanathan StitchWorld September 2003
Workplace ergonomics is an integral part of Industrial Engineering. There are many different ergonomic principles for productivity and efficiency improvement of the operator. Although tangible returns on such initiatives are difficult to accrue in short term, manufacturers have started adopting numerous such initiatives, sometimes for long-term commercial benefits and sometimes for scoring points in compliance parameters.
Poor design of sewing machine systems, besides reducing productivity, can lead to many health problems for the operators. The angle of the head, lower than
its natural position cause strain on the neck and shoulder muscles, and may lead to headaches and some cumulative trauma disorders (CTDs). Normally, in the industry the operator is made to pick up parts from greater heights than recommended which can lead to back pain and strain on the shoulder and elbow joints. Repetitive motion caused by the foot pedal can lead to CTDs in the foot. Excessive noise and poor lighting can also lead to hearing and vision problems. The frequency of persistent neck and shoulder injuries increase with years of work and can cause permanent health issue.
Ergonomics in workplace design includes:
Principles of moving parts of the human body.
Principles of ranking the extent of movement of finger to shoulder, the smaller the movement the higher the rank.
Principles of arranging shop floor.
Principles of designing equipments and tools.
To analyze body part’s motion and posture, risk analysis of such motions, and/or postures available are various software like Peak Motus® (www.peakperform.com), Ergo Master® and ErgoIntelligence® (www.nexgenergo.com), which can be used to study motions and their effective optimization.
Some of the proven work-aids, which affect a lot of ergonomic comfort and greatly contribute to operator performance, are illustrated below. Some of these workaids have been able to cut down the operator fatigue level up to 18%. These work-aids have proven to be widely used throughout the industry effecting savings in material handling reduction and minimum operator displacement. There are no work-aids which fit well under all conditions. They need to be e(r)gineered to suit the purpose.
1. Denotes the operator (hand preference, height) and the operator seating (height, width, back rest, width).
2. Denotes the machine type, folder position, knee lift position, needle positioning.
3. Denotes the machine bed (flat, submerged, raised, width, length, surface.
4. Denotes the centre bench (material pick-up position, distance from operator).
5. Denotes workaid provided (extensions, carousels, trolleys, clamp, stands, trays etc).
6. Denotes disposal equipment (stackers, stands, bins)
Industrial engineer plans the workplace in such a way that the operator is provided with maximum ease, minimum displacement and focused operating technique (maximizing needle time).
Tech Talk

CMYK
JULY 2014 StitchWorld 19

CMYK
20 StitchWorld JULY 2014
Give IED a Friendly FaceAmit Anand StitchWorld October 2003
The conflict between IE department and production department persists. Resolving the conflict will increase the contribution and effectiveness of IE in manufacturing in a big way. It’s an undisputed fact that an IED manager needs to be technologically sound, but besides that, he also needs to be an excellent communicator, as he would need to communicate with the line supervisors and operators on the one side and on the other he would be reporting to the top-most management of the company. In nutshell, he should also have a good understanding of human psychology and human behaviour. The primary duty of IED manager is to get the job done, remove all the apprehensions of the workers and give them a better understanding of the entire process of target setting, encourage them to express their doubts and make them understand the process by which the IED set targets (of course, in the simplest and lay man’s terms). He should emphasize the person on whom time study was performed was also human just like them and not a machine and if he can perform an operation in a particular time frame, so can they. He should emphasize that as an operator they have more advantage in the sense that they perform the same operation in the sewing line for a long period of time (as they run large quantity orders) unlike the operator on whom time study was performed. Thus, they have the opportunity of getting more and more perfect with the operation, as their learning curve swells with time and hence they could have not only met the target but even beat it.
Thus IE should revaluate and revise the grade of the operator from time to time and ensure that they get salaries matching to their rating.
The IE manager should also highlight that while setting targets the IED would take a minimum of 10 readings per operation, thus developing a pool of data, so that it could arrive at an average figure and negate any chance of relying on a maximum or minimum value.
They should be properly informed about the type of allowances that was given to them and convince them that all their natural needs will be taken care of while setting targets for them.
Once the targets are set, the IED should coordinate with their production counterparts and find out whether the targets were being achieved on the production floor. Industrial Engineer should try to find out the operations where the targets had remained elusive for the production team and should also try identifying into the factors responsible for it and either change the target or guide them.
The job of IE does not end here, but it is just tip of the iceberg... IE is also responsible to investigate deeply into the reasons for lower production, extending a helping hand in analysing whether the problem is related to men, machine or material.
Industrial Engineers when using PMTS system should be careful and particular about mentioning the workplace, location of components and methods being performed by the operator while setting the target. More often than not same style is being sewn in multiple lines in multiple factories; centralized IE department gives same target for all lines/factories. But either workplace or location of components or both changes due to factory and/or operational constraints which leads to variation of timings. Reasons that lead to variation of methods are the different types of machine layouts, different lighting arrangements, different types of seating of operators, and the likes. The variations of timings create doubts over authenticity of the targets being set by industrial engineers and conflict starts between production and IE department.
Improve Productivity by Overhead Material Handling SystemTeam StitchWorld StitchWorld January 2008
Studies showed that in garment manufacturing industries, material handling and other associated non-value added activities accounted for 80% of operator’s time, leaving only 20% of the time for adding value and for actually sewing the garment. It became evident that efficiency in the apparel industry could be improved upon by eliminating the highly unproductive material handling procedures. It could be achieved by developing systems to convey garment parts from one workstation to another, in a coordinated manner.
The use of overhead material handling system in sewing enables sewing in hanging condition thus reduces handling time during sewing. The hanger acts like someone is holding the garment component to be sewn at right distance from the needlepoint and at right height from the sewing bed, operator simply concentrates on the sewing area without getting bothered about the rest of the component handling. The system does not waste valuable floor space and required no major modification to the existing machines. The system eliminates ‘bundle handing’ (tying and un-tying of bundles) and allows all the material needed for a specific garment to be transported as a unit directly to the sewing machine of any workstation. The system also ensures crease-free, soil-free transporting of cut parts and half-sewn components amongst sewing stations in a organized transparent manner. Improved transparency reduces the need for more WIP thus lesser throughput time. Study claims that implementation of this reduces the direct labour cost component by 9.7%.
Tech Talk

CMYK
JULY 2014 StitchWorld 21
Tech Talk
Method Improvement in Finishing RoomRoger Thomas StitchWorld October 2010
Typically, finishing involves post sewing operations like ironing/packing, however there are also several non value added operations such as inspection and corrective operations like thread trimmings, spotting and duplication of process to ensure there is no lapse in quality. At times the
ensure that every part of the garment is processed prior to its completion. Special wire top workplaces are also recommend for thread cutting which allows removed threads to fall into a trough built into the table so that they do not land on the next garment to be trimmed, a bag is fixed to the bottom so that the thread are collected and not deposited on the floor. Similarly inspection also should follow standard method of start and finish.
If a standardized method of eye movement is followed,
Special workplace tables for garment examination
the time taken for inspecting a defective and a non-defective garment would be approximately same. To eliminate creasing after ironing, the garments should be hung and continue to be worked on from a hanger. This will remove the final pressing process before bagging. Garments can have the odd thread removed on the hanger whilst doing the final check. The measurements should also be confirmed at this time. This process flow serves to eliminate duplication of operations and will dramatically reduce handling of the garments.
garments are examined up to five times, the threads are cut twice and the pressing is done twice. In all, the garments pass through 13 processes before completion.
Standardization of method is not only important in sewing but also in finishing reducing non value added work while maintaining the process quality. Operators who trim the threads should be trained to work methodically to a set pattern so that each garment is handled in exactly the same way, starting at the same point and progressing around the garment in a predetermined sequence to

CMYK
22 StitchWorld JULY 2014
Developing Flow Manufacturing in Apparel FactoryBarriers in Developing Continuous Flow Manufacturing
One of the key attributes in lean manufacturing is the continuous flow manufacturing system, which is expected to develop an optimally balanced production line to produce on time, defect-free products with very little waste at minimum possible production cost. Unfortunately, with very little knowledge on the utility of this tool in public domain, continuous flow systems are rarely visible in the needle trade, says Chandrark Karekatti, an industry consultant. In this article CK tries to demystify the methodology for developing continuous flow system for apparel industry.
Even then, it is not an easy process to implement and some of the key obstacles faced by factories when moving from traditional assembly line manufacturing to flow manufacturing are:
1. Variation (product, process, schedule),
2. Machine capability (reliability and capacity),
3. Facilities tuned to produce large batch quantities,
4. Work place layout.
Since the above issues are common to most of the apparel factories, it is highly recommended to implement process enhancement tools such as 5S (visual control), Heijunka (product and process levelling), TPM (machine reliability and capacity) and SMED (style changeover performance) while implementing flow manufacturing system.
In most of the units which pride themselves of using continuous flow
installations, it is nothing more than a U-shaped process layout. Another common practice observed is grouping of machines that perform processing steps in a sequence termed as a ‘cell’, however rarely seen to achieve a real continuous flow. Technically an ideal continuous flow system should enable cut panels and finished garments to flow continuously all the way from cutting to carton packing. However, this will be too elaborate an exercise for any factory to start with; it is therefore advisable to develop the flow system initially at sewing assembly operations aided with a pacemaker process to set the pace of upstream and downstream operations and intermittent supermarkets (buffer) to facilitate flow of production from upstream operations.
Flow Manufacturing does not end with designing a ‘U’-shaped layout, or grouping of machines performing processing steps. It requires work centres and processes to be arranged in different configuration as compared to traditional assembly line configuration. It also requires demand dependent scheduling (pull type) as compared to traditionally practiced independent scheduling (push type).
Tech Management

CMYK
INDIA’S NO 1 SELLING BRAND IN VISCOSE EMBROIDERY THREAD IN 600 COLOURS
FLAT / AARI VISCOSE RAYON FILAMENT YARN DYED IN 1000 COLOURS
* MORE DEALER ENQUIRIES SOLICITED
Radhey Sham Tandon Mfg Pte Ltd(512, Pace City, Part-II, Sector-37, Gurgaon-122001, India, Tel: 91-124-4100564, 91-124-4100565 Fax: 91-124-4019370Email: [email protected] & [email protected], Website: www.colourrayon.com/in. www.rstrayons.in/com
B.M. Processing Industries - Unit)
Marketing Head : 00 91 9350868540 / 00 91 9350148881Customer Care : 0124 - 4100565 / 564, 9310894977 / 9311413357
Offices : Delhi, Panipat, Gurgaon, Amritsar, Kolkatta - 09831043625, MUMBAI - 09323198384
®
Meet us at Booth No. “BB-16”
GTE 2014, Convention Centre, Tumkur Road, Yeshwanthpur, Bengaluru on 22-24th August 2014
Dr Prabhakar Kore
Introducing Colour i 7 spectrophotometer to meet and control the Dyed Yarns confined to International standards
23 StitchWorld JULY 2014

CMYK
24 StitchWorld JULY 2014
process 1 process 2 fifo
pacemaker process
fifo
Customer
pull
process 3 process 4
Exhibit 1.1: Pacemaker Process in Apparel Operations
Implementing Flow ManufacturingFlow manufacturing aims to achieve continuous production flow, where a single unit of garment flows from processes to process (bundle quantity is one). Hence it requires work centres and processes to be arranged in different configuration as compared to traditional assembly line configuration. This also requires demand dependent scheduling (pull type) as compared to traditionally practiced independent scheduling (push type). In demand depended scheduling, the production schedule is triggered by a pull signal from the customer order and this pull system links the upstream and downstream operations across the entire value stream (processes).
As an example a continuous flow system for a full sleeve shirt is demonstrated in Exhibit 1.6 made using a line plan (Exhibit 1.4) using cellular manufacturing principles against the conventional line plan (Exhibit 1.3), with an objective to achieve an efficient flow, improved efficiency and lower waste.
Steps adapted for developing flow manufacturing system:
1. Identify and schedule pacemaker process,
2. Develop work cells (work stations and equipments configured such that they facilitate flow manufacturing),
3. Develop intermittent supermarkets.
Identify and Schedule Pacemaker Process It is important to set the pace for upstream and downstream operations in an apparel factory and cutting process set the ‘pace’ for the processes.
While the upstream operations include activities related to fabric and trim sourcing, the vertically integrated setup upstream activities also include production scheduling for fabric manufacturing and wet processing departments, whereas the downstream process include cutting room, garment manufacturing and finishing and packing. Technically the pacemaker process is identified as the most downstream process in the factory, and the way it is managed impacts all the upstream processes in the value stream. It is the point where customers order enters the apparel manufacturing value chain to control the rate of production of all upstream processes. Thus the cutting process in garment operations qualifies to be the pacemaker process, and since the way it is managed can impact all upstream operations such as sourcing and production scheduling at fabric manufacturing and wet processing departments. To convert the cutting process into a pacemaker process, the cutting process has to be scheduled to set the “pace” for all processes upstream and downstream of the value stream (Refer
Grade Required Efficieny
a+ 80%a 75%B 65%C 60%
Grade Number of Operators
a+ 7a 8B 7C 4Total 26
Exhibit 1.2A: Available conventional skill sets
Exhibit 1.2B: Skill Set Requirement for Flow Manufacturing
Grade Required Efficieny
a+ 80%a 75%B 65%C 60%
Grade Number of Operators
a+ 9a 6B 7C 3Total 25
Exhibit 1.1). A well designed pacemaker in cutting creates a pull effect between cutting section and fabric sourcing function, thereby preventing inventory stockpiles. Here the cutting schedule (derived from master schedule) triggers the pull for sourcing and scheduling activities upstream the value stream. All downstream operations, viz. sewing, finishing and packaging work on ‘first in first out’ principle (FIFO). Thus the sewing and finishing schedule automatically conforms to master schedule (pull driven), since the cutting is triggered by master scheduled.
Develop Work Cells Work cell comprises of work stations and equipments are configured in such a way that they facilitate single piece flow.
It is necessary that Industrial Engineering department develop line plan for each style that provides improved resource utilization, higher efficiency and facilitate single piece flow. An ideal configuration need not provide single piece flow on all workstations, a combination of bundle system (preparatory/sub-assembly stage) and single piece flow (final assembly stage) works satisfactorily for apparel industry. One of the pre-requisite for developing work cells are the availability of multi skilled workforce with high skill grades which facilitates clubbing/splitting of operations. The clubbing/
fabric inspection Cutting Sewing finishing
Higher Grade Operators are preferred for Work Cell Layout to facilitate productivity
Tech Management
CMYK
25 S
titch
Wor
ld
JUL
Y 20
14
CMYK
26 StitchWorld JULY 2014
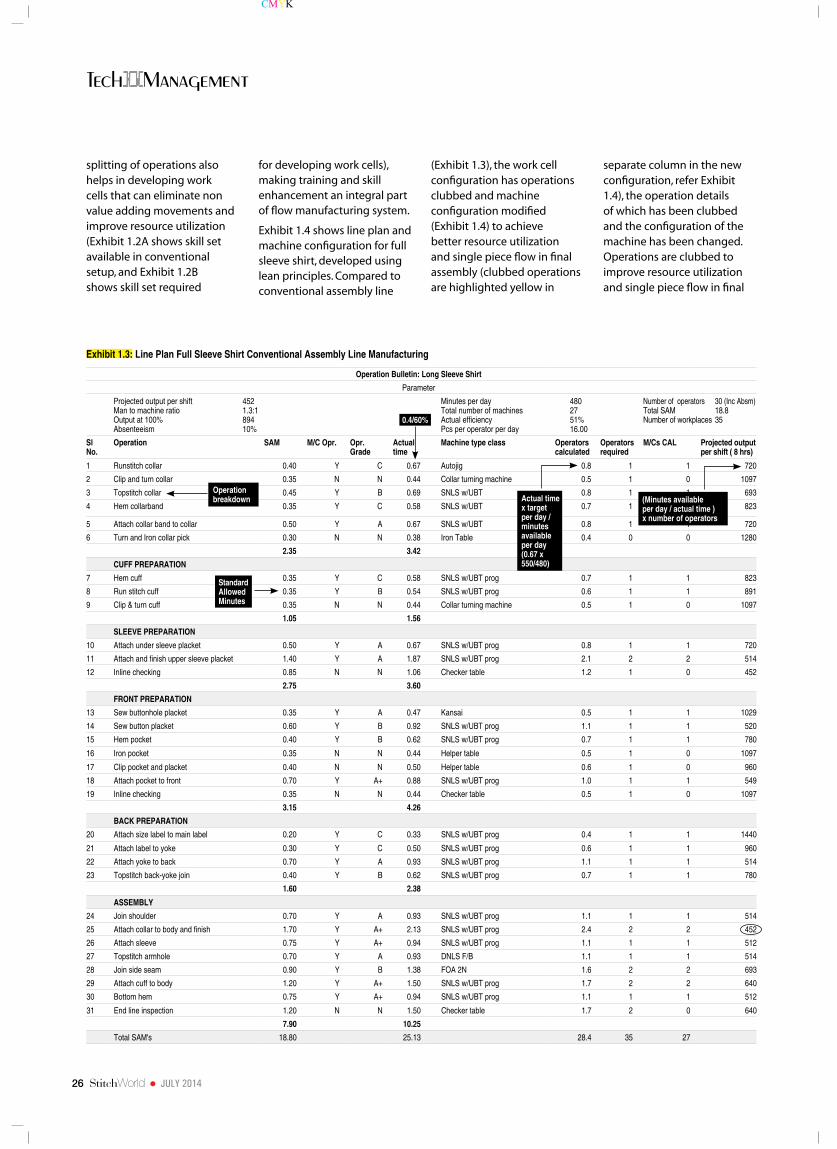
Exhibit 1.3: Line Plan Full Sleeve Shirt Conventional Assembly Line Manufacturing
Operation Bulletin: Long Sleeve Shirt
Parameter
Projected output per shift 452Man to machine ratio 1.3:1Output at 100% 894Absenteeism 10%
Minutes per day 480Total number of machines 27Actual efficiency 51%Pcs per operator per day 16.00
Number of operators 30 (Inc Absm)Total SAM 18.8 Number of workplaces 35
Sl No.
Operation SAM M/C Opr. Opr. Grade
Actual time
Machine type class Operators calculated
Operators required
M/Cs CAL Projected output per shift ( 8 hrs)
1 Runstitch collar 0.40 Y C 0.67 Autojig 0.8 1 1 720
2 Clip and turn collar 0.35 N N 0.44 Collar turning machine 0.5 1 0 1097
3 Topstitch collar 0.45 Y B 0.69 SNLS w/UBT 0.8 1 1 693
4 Hem collarband 0.35 Y C 0.58 SNLS w/UBT 0.7 1 1 823
5 Attach collar band to collar 0.50 Y A 0.67 SNLS w/UBT 0.8 1 1 720
6 Turn and Iron collar pick 0.30 N N 0.38 Iron Table 0.4 0 0 1280
2.35 3.42
CUFF PREPARATION
7 Hem cuff 0.35 Y C 0.58 SNLS w/UBT prog 0.7 1 1 823
8 Run stitch cuff 0.35 Y B 0.54 SNLS w/UBT prog 0.6 1 1 891
9 Clip & turn cuff 0.35 N N 0.44 Collar turning machine 0.5 1 0 1097
1.05 1.56
SLEEVE PREPARATION
10 Attach under sleeve placket 0.50 Y A 0.67 SNLS w/UBT prog 0.8 1 1 720
11 Attach and finish upper sleeve placket 1.40 Y A 1.87 SNLS w/UBT prog 2.1 2 2 514
12 Inline checking 0.85 N N 1.06 Checker table 1.2 1 0 452
2.75 3.60
FRONT PREPARATION
13 Sew buttonhole placket 0.35 Y A 0.47 Kansai 0.5 1 1 1029
14 Sew button placket 0.60 Y B 0.92 SNLS w/UBT prog 1.1 1 1 520
15 Hem pocket 0.40 Y B 0.62 SNLS w/UBT prog 0.7 1 1 780
16 Iron pocket 0.35 N N 0.44 Helper table 0.5 1 0 1097
17 Clip pocket and placket 0.40 N N 0.50 Helper table 0.6 1 0 960
18 Attach pocket to front 0.70 Y A+ 0.88 SNLS w/UBT prog 1.0 1 1 549
19 Inline checking 0.35 N N 0.44 Checker table 0.5 1 0 1097
3.15 4.26
BACK PREPARATION
20 Attach size label to main label 0.20 Y C 0.33 SNLS w/UBT prog 0.4 1 1 1440
21 Attach label to yoke 0.30 Y C 0.50 SNLS w/UBT prog 0.6 1 1 960
22 Attach yoke to back 0.70 Y A 0.93 SNLS w/UBT prog 1.1 1 1 514
23 Topstitch back-yoke join 0.40 Y B 0.62 SNLS w/UBT prog 0.7 1 1 780
1.60 2.38
ASSEMBLY
24 Join shoulder 0.70 Y A 0.93 SNLS w/UBT prog 1.1 1 1 514
25 Attach collar to body and finish 1.70 Y A+ 2.13 SNLS w/UBT prog 2.4 2 2 452
26 Attach sleeve 0.75 Y A+ 0.94 SNLS w/UBT prog 1.1 1 1 512
27 Topstitch armhole 0.70 Y A 0.93 DNLS F/B 1.1 1 1 514
28 Join side seam 0.90 Y B 1.38 FOA 2N 1.6 2 2 693
29 Attach cuff to body 1.20 Y A+ 1.50 SNLS w/UBT prog 1.7 2 2 640
30 Bottom hem 0.75 Y A+ 0.94 SNLS w/UBT prog 1.1 1 1 512
31 End line inspection 1.20 N N 1.50 Checker table 1.7 2 0 640
7.90 10.25
Total SAM's 18.80 25.13 28.4 35 27
Operation breakdown
Standard Allowed Minutes
0.4/60%
Actual time x target per day / minutes available per day (0.67 x 550/480)
(Minutes available per day / actual time ) x number of operators
splitting of operations also helps in developing work cells that can eliminate non value adding movements and improve resource utilization (Exhibit 1.2A shows skill set available in conventional setup, and Exhibit 1.2B shows skill set required
for developing work cells), making training and skill enhancement an integral part of flow manufacturing system.
Exhibit 1.4 shows line plan and machine configuration for full sleeve shirt, developed using lean principles. Compared to conventional assembly line
(Exhibit 1.3), the work cell configuration has operations clubbed and machine configuration modified (Exhibit 1.4) to achieve better resource utilization and single piece flow in final assembly (clubbed operations are highlighted yellow in
separate column in the new configuration, refer Exhibit 1.4), the operation details of which has been clubbed and the configuration of the machine has been changed. Operations are clubbed to improve resource utilization and single piece flow in final
Tech Management

CMYK
JULY 2014 StitchWorld 27
Flow Manufacturing System developed utilizing pacemaker process, work cells and intermittent supermarkets helps achieve efficient flow, improved efficiency, lower WIP and reduced wastages (‘Muda’).
Clubbed operations (7 clubbed with 6)
Exhibit 1.4: Line Plan Full Sleeve Shirt for Flow System, using Cellular Manufacturing Principles
Operation Bulletin: Long Sleeve Shirt
Parameter
Projected output per shift 452Man to machine ratio 1.4:1Output at 100% 825Absenteeism 10%
Minutes Per day 480Total number of machines 25Actual efficiency 55%Pcs per operator per day 18
Number of operators 28 (Inc Absm)Total SAM 18.6 Number of workplaces 32
Clubbed Sl No.
Operation SAM M/C Opr. Opr. Grade
Actual time
Machine type class Operators calculated
Operators required
M/Cs CAL Projected output per shift ( 8 hrs)
COLLAR
1 Runstitch collar 0.40 Y C 0.67 Autojig 0.8 1 1 720
2 Clip and turn collar and cuff 0.70 N N 0.88 Collar turning machine 1.0 1 0 549
3 Topstitch collar 0.45 Y B 0.69 SNLS w/UBT 0.8 1 1 693
4 Hem collar band 0.35 Y C 0.58 SNLS w/UBT 0.7 1 1 823
5 Attach collar band to collar and top stitch 0.80 Y A+ 1.00 SNLS w/UBT 1.1 1 1 480
2.70 3.82
CUFF PREPARATION
6 Hem and run stitch cuff 0.60 Y B 0.92 SNLS w/UBT prog 1.1 1 1 520
7,6 7 Run stitch cuff 0.00 Y B 0.00 SNLS w/UBT prog 0.0 0 0
8,2 8 Clip & turn cuff 0.00 N N 0.00 Collar turning machine 0.0 0 0
0.60 0.92
SLEEVE PREPARATION
9 Attach under sleeve placket 0.50 Y A 0.67 SNLS w/UBT prog 0.8 1 1 720
10 Attach and finish upper sleeve placket 1.40 Y A+ 1.75 SNLS w/UBT prog 2.0 2 2 549
11 Inline checking 0.85 N N 1.06 Checker Table 1.2 1 0 452
2.75 3.48
FRONT PREPARATION
12 Sew buttonhole placket 0.35 Y A 0.47 Kansai 0.5 1 1 1029
13 Sew button placket 0.60 Y B 0.92 SNLS w/UBT prog 1.1 1 1 520
14 Hem pocket and attach pocket pkt to front 1.30 Y B 2.00 SNLS w/UBT prog 2.3 2 2 480
15 Iron pocket 0.35 N N 0.44 Helper table 0.5 1 0 1097
16 Clip pocket and placket 0.40 N N 0.50 Helper table 0.6 1 0 960
17,14 17 Attach pocket to front 0.00 Y A+ 0.00 SNLS w/UBT prog 0.0 0 0
18 Inline checking and matching front and back 0.00 N N 0.00 Helper table 0.0 0 0
3.00 4.33
BACK PREPARATION
19 Attach size label to main label 0.50 Y C 0.83 SNLS w/UBT prog 1.0 1 1 576
20,19 20 Attach label to yoke 0.00 Y C 0.00 SNLS w/UBT prog 0.0 0 0
21 Attach yoke to back and top stitch 1.00 Y A 1.33 SNLS w/UBT prog 1.5 2 2 720
22,21 22 Topstitch back-yoke join 0.00 Y B 0.00 SNLS w/UBT prog 0.0 0 0
23 Inline checking 0.35 N N 0.44 Checker table 0.5 1 0 1097
1.50 2.17
ASSEMBLY
24 Join shoulder and Top Stitch 0.70 Y A 0.93 SNLS w/UBT prog 1.1 1 1 514
25 Attach collar to body and finish 1.70 Y A+ 2.13 SNLS w/UBT prog 2.4 2 2 452
26 Attach sleeve 0.75 Y A+ 0.94 SNLS w/UBT prog 1.1 1 1 512
27 Topstitch armhole 0.70 Y A 0.93 DNLS F/B 1.1 1 1 514
28 Join side seam 0.90 Y B 1.38 FOA 2N 1.6 2 2 693
29 Attach cuff to body (attach and finish) 1.20 Y A+ 1.50 SNLS w/UBT prog 1.7 2 2 640
30 Bottom Hem 0.75 Y A+ 0.94 SNLS w/UBT prog 1.1 1 1 512
31 End Line inspection 1.20 N N 1.50 Checker table 1.7 2 0 640
7.90 10.25
Total SAM's 18.63 25.18 29 32 25
Operations highlighted yellow are clubbed & SAM computed accordingly Y – Sewing work station
(Example, Operation No. 17 clubbed with Operation No. 14) N – Non sewing workstation
Tech Management

CMYK
28 StitchWorld JULY 2014
assembly (Exhibit 1.6). Work centres are divided into three sections (work cells), viz. assembly, pre assembly and preparatory section.
The preparatory stage comprises of collar, cuff and sleeve section. The two pre assembly sections comprise back and front preparatory/sub assembly sections respectively. Cut parts will be received from cutting section in rack A. The maximum permissible WIP in rack A is defined at one hour. Simultaneous feeding will start for back, collar, and cuff and sleeve section. Material movement for collar, cuff and sleeve sections will be in bundle form. Material movement at sub assembly section (front and back) and final assembly section will be in a single piece form. After operation number 11 (in back section), the pieces will be transferred to operation number 18 (in the front section) for matching. Maximum of one bundle is allowed between two work stations. Bundle size is kept limited to 15 pieces. Work stations number 11, 18 and 22 are intermediate super markets where intermediate WIP is allowed. Exhibit 1.5 highlights projected advantages of flow setup against traditional assembly line setup. Flow manufacturing is projected to give 12 per cent higher pieces per operator per day and one per cent improvement in SAM as compared to conventional assembly line manufacturing.
Develop Intermittent SupermarketsA provision of intermediate supermarket (buffer) controls the flow of production & minimum sufficient inventory between processes.
Since it is not practically possible to design a continuous flow system, where a single piece flows from cutting section to packing section (largely on account of unbalanced production capacities in chained manufacturing system), a provision of intermediate supermarket is provided to control the flow of production. The provision of supermarket helps to control production, where continuous flow does not extend to upstream processes. It also helps to maintain minimum sufficient inventory between processes/sections to ward against contingency (breakdowns, absenteeism, etc.) and to hold the system together. In Exhibit 1.6, work stations number 11, 18 and 22 demonstrate intermediate supermarkets where maximum WIP is allowed. Exhibit 1.7 demonstrates supermarket buffer post cutting section that facilitates the flow of cut panels to sewing section. However, it is necessary to define and maintain buffer quantity at the supermarket stages, so that they facilitate the production flow in the event of contingency and do not turn into inventory stock
Intermittent supermarkets help to negate the effect of unbalanced production capacities in a chained manufacturing process. They also help to maintain minimum sufficient inventory between processes to ward against contingency.
Parameter Conventional Flow manufacturing Remark
Number of workstations 35 32
Efficiency (452 pcs/day 51% 55%
SAM 18.8 18.6 Reduced by 1%
Man to machine ratio 1.3:1 1.4:1
Pcs/opr/daty 16 18 Increased by 12%
Exhibit 1.5: Quantifiable advantages of Flow Manufacturing over Conventional Assembly Line Manufacturing
Exhibit 1.6: Work Station Layout illustrating developing Work Cells for Flow Manufacturing System at Sewing Section Flow Manufacturing
Assembly section (single piece) Front section (single piece with back)
LEAN LAYOUT FOR LONG SLEEVE SHIRTmanpower : 32Sewing operators : 25projected production : 452Projected efficiency : 55%
PROCESS FLOW1. Cut parts will be received from cutting section in rack a.
2. maximum Wip allowed in the rack a = 1 hour.
3. Simultaneous feeding will start for back and collar cuff and sleeve.
4. for collar, cuff and sleeve sections the material movement will be in bundle.
5. after operation # 11 in back section, the pieces will be transferred to operation # 18 in the front section for matching.
6. maximum of 1 bundle is allowed between 2 work stations.
7. Bundle size = 15.
8. at workstations number 11,18 and 22, maximum Wip is allowed.
SEWING OPERATORS SEWING OPERATORS
31 30 29 28 27 25
242526282931
11
10 10 4 3 1 19, 20
19, 20
21
226, 7
8, 259
18
15Super market
Super marketSuper market
Collar, cuff and sleeve section (bundle)
rack a
Back (single piece with front)
received cut parts from cutting
14, 17
14, 17
16 13
12
Tech Management

CMYK
JULY 2014 StitchWorld 29
parts-Cutting parts-Sewing assembly finishing
Withdraw
BatchSupermarket
Supermarket
Withdrawproduce
flow flow flow
fifo
Exhibit 1.7: Designing Intermittent Supermarket for Flow Manufacturing in Apparel Factory
points. It is recommended to design integrated individual finishing and packing stations for each sewing line with supermarket in-between assembly, finishing and packing. Finally, as lean manufacturing revolves around the philosophy of continuous improvement, further efforts should be directed in initiating Kaizen events for eliminating supermarkets where and when possible.
ConclusionThe exercise on dummy style has successfully demonstrated the methodology for developing flow manufacturing in apparel operations. It can also be highlighted that flow manufacturing can bring advantages such as single piece flow (assembly stage), leading to low WIP and reduced wastage.
(Flow Manufacturing aims for single piece flow system on all work stations. Prerogative for deciding between single piece and bundle system for each section depends on ease it offers for production flow and operational control. As a thumb rule, more the sections facilitate single piece flow, the more the layout conforms to flow manufacturing system, it is for individual factory to decide layout that approaches closest to flow system).
Depending on the ease the new configuration offers in production flow and operational control, it is for individual factory to decide on the layout that approaches closest to flow system. Efforts should be further directed in initiating Kaizen events for eliminating supermarkets where and when possible.
Tech Management

CMYK
30 StitchWorld JULY 2014
Confirms a recovering US economy, marking the ‘MADE IN USA’ trend as the key to the American future…The 3rd edition of Texprocess Americas will be held on May 3-5, 2016 at the Georgia World Congress Center in Atlanta, Georgia
TEXPROCESS AMERICAS 2014
he increased visitation at the recently concluded Texprocess Americas 2014 only validated the steady growth of the “Made in USA” wave in the American subcontinent which though presently only just intrigues the rest of the world, is definitely going to make an impact. Many of the technology providers accepted that the trend is a reality, but the consensus remained that the progress of re-shoring was slow, the categories envisaged to be produced in the region is more high-value and China would be the first country to face the shift because of higher wages and growing domestic market.
Back in the 1960’s roughly 95 per cent of apparel worn in the USA was made domestically, since then a lot has changed, but over the last two year business is trickling back. In fact, in the past few years major designers and retailers such as Brooks Brothers and Saks, as well as dozens of smaller companies, have moved some production back to the US. Walmart has pledged to buy additional US $ 50 billion US-made products including clothing over 10 years, partly by re-shoring. Industry analysts believe that an increasing number of clothing brands and retailers are considering re-shoring in the future.
On the flip side, a recent report by SPESA indicates that although local production has gone up by 12 per cent, no new jobs have been created. Most industry watchers agree that there is
no real chance of complete re-shoring, but what people do feel will flourish in the future is technical textiles and its processes, robotic applications in manufacturing and high-end products for sectors like automobiles and US Army. As for the clothing industry, since ‘Made in USA’ products are being perceived with a certain luxury quotient to them and also the customer is willing to pay a higher price for it, it is mostly the high quality fashion in medium quantities which is likely to be produced in the states.
While there is a lot of political influence which is backing the ‘Made in USA’ movement, it is also true that the US President wants to increase the minimum wages by 20 per cent to help the workers. If that happens, garment business will continue to move out of the continent in the future as well to other countries. Another bottleneck in the re-shoring trend is that the supply is still a feeble link and to get even a quote could take a week, additionally since manufacturers are scattered all over the US it makes it difficult to get the material quickly, defeating the purpose of re-shoring.
In the wake of these constraints, what will definitely pick-up and support the garment business is near-shoring with products like knits and fashion that have a short turnaround time moving to Central America and Mexico, both cheaper than mainland
Held for the second time in Atlanta, Georgia and co-located with JEC Americas, the show created a dynamic synergy of technical textiles, nonwovens, textile machinery, composites, sewn products and equipments under one roof. With over 759 exhibitors from 29 countries the event attracted around 9,039 visitors a 45.8% increase from 2012. Dennis Smith, President of Messe Frankfurt North America, was happy at the burgeoning business in the US. �The US sewn products industry is improving and the technical textiles industry continues to prosper, is all good news for the technology companies,” said Smith. Adding strength to the belief that the US garment industry is looking up was a 50 per cent growth of the Supply Chain USA pavilion with 34 exhibitors. “The growth of the pavilion is proof that the US textile and apparel industry is making a positive resurgence in the world market,” reasoned Kristy Meade, Group Show Director, Messe Frankfurt, Inc.
Tech Event

CMYK
JULY 2014 StitchWorld 31
He Ye (L), Chairman, China Sewing Machinery Association with Renu Mohindra, Publisher and MD, Apparel Resources Pvt. Ltd., are enthused with the way the event was organized
Xueqin Xu, International Trade Department Manager, Highlead content to be a part of Texprocess 2014
Overview of Texprocess Americas 2014 with over 759 exhibitors
The organizers of the event, the Sewn Product Equipments & Suppliers of America (SPESA) and Messe Frankfurt, at the inauguration ceremony
Paul Timson (R), MD, GSD Ltd. and Ulrich Veith (at the centre), MD, Veith Systems GmbH are accompanied by their agency representative, Sajith Kumar (L), Vice President, IIGM
America and which can deliver finished goods in 48 hours. Yet, even though companies are re-shoring for speed, most believe that Asia will continue to remain a force. The consensus is that while mass product will still be sourced from Asia – Vietnam, China,
Bangladesh and India, menswear will be produced more and more in Mexico and Central America, and also knitwear will step by step shift to the Caribbean and Peru in South America.
For technology providers the trend marks an opportunity
to sell automation and very high-end machines, but the volume business still remains in the East, a fact most companies admitted to. The following pages discuss some of the important technologies on display.
Tech Event

CMYK
32 StitchWorld JULY 2014
Vibemac, a well known name in offering
specialized machines for the jeans industry, has a very strong foothold in the Asian market with its range of machines, which though sturdy offer flexibility of operations. Among the core team responsible for the deep penetration of the Asian market, Simone Bianchi, Sales & Marketing Manager
big factories are based, with an office in Central America very soon.
Making a mark in a fairly new market is tough, but the first thing that Simone did was to visit the existing customers to understand the market. “From our interactions we realized that many customers felt abandoned by the local dealers. So we started to visit them regularly, taking along a technician to check and fix their machines, this effort paid off and we got a firm footing in the area,” informs Simone.
Simone admits that the market is still small for them
has now taken the challenge to develop the US market for Vibemac.
The company has a strong R&D to regularly innovate its technologies and solutions. It also has a young marketing team, expert technicians and consolidated partnership with its distributors around the world to support for a better customer support. Simone is one such young dedicated member who is looking to develop the market in Mexico, Columbia, Peru, Ecuador and some countries in Central America where few of the
and though Vibemac has 10 customers in Los Angeles alone, the companies in the region still don’t buy machines like in Asia or the Middle East. Whereas in Bangladesh, the way the demand is increasing, Vibemac’s customer base is expected to exceed 100 companies by 2015. With the three big Asian apparel manufacturing giants – China, India and Bangladesh – facing major labour crisis, the Vibemac management believes that there is an opportunity
lurking in the crisis because of its economical automated machines.
Simone is positive that this year will be very important for them globally. As they now have an advantage of a local company in the US. Vibemac has been developing machines for Levis since the last two years based on their specific and unique requirements. “We made a back pocket hemmer lockstitch and modified loop setter for the 3D loop for Levis and which has given us great recognition in the market. Our machines are in use at True Religion, some huge factories in Central America and different local customers as well. In Columbia we have PERMODA, which has more than 300 stores, and produces about 7,000 jeans a day,” informs Simone.
The 4650 EV7 RR – Automatic belt loop setter unit, V701 – Automatic pocket hemming unit, 2516 V4 DCT – Automatic back pocket setter (Double colour technology), V100 HA – Double head pocket creasing unit, 2262 HP – 3 Needle reverse feed of the arm unit and the 3022 WB 201 – Automatic waistband unit piece by piece, were some of the machines on display at Texprocess. With minimum time required to change the setting of a machine and that too without any technical help because the common settings are already programmed and stored for easy and quick recall by the operator.
Vibemac developed machines for Levis since the last two years based on their specific and unique requirements. The company made a back pocket hemmer lockstitch and modified loop setter for the 3D loop for Levis and which has given them great recognition in the market.
Vibemac looks to capture US market after establishing stronghold in Asia
Enrico Guerreschi (L), Sales Director and Co-Owner with Simone Bianchi, Sales & Marketing Manager, Vibemac looks forward to strong customer base in US
Tech Event

CMYK
JULY 2014 StitchWorld 33
Ram Sareen (R), President, Tukatech was happy that the company made a mark on home turf
Tukatech design solutions a hit with US customers
very satisfied Ram Sareen, President of Tukatech.
Tukatech offers award-winning 2-D and 3-D pattern making, design, and manufacturing software as well as large format inkjet plotters, and automatic cutters and spreaders for production. All of their systems include unlimited training, consulting, process engineering, and implementation of their technologies.
At Texprocess Americas, Tukatech exhibited the latest technology for the apparel industry, with a focus on 3D virtual prototyping with real-time motion simulation. The apparel industry is now embracing virtual prototyping, and Tukatech’s TUKA3D – 3D virtual prototyping with real-time motion simulator, was one of the highlights of the exhibition. “The technology
allows users to see how a garment looks while it’s moving on the fit model’s body as she walks, jumps, or is in any other motion, with tension mapping showing the tight and loose areas – all in the program while you make adjustments to the pattern and visualize the changes,” informed Sareen.
In addition to the TUKA3D virtual prototyping, Tukatech also exhibited TUKAcad for 2D patterns, SMARTmark for automatic spreading, as well as 2 different models of TUKAjet plotters. Through live demonstrations, the plotters continuously printed patterns and markers showing speed and accuracy to the visitors. “Attendees were pleasantly surprised by the small footprint required by the plotters and by how quiet they were,” concludes Sareen.
Making a mark on home turf, Texprocess Americas
was very successful for Tukatech. The company and its IT design solutions attracted many large apparel companies, and with key decision makers a part of the visitation team,
actual sales were finalized on the floor of the show for various products. “We were able to meet with many manufacturers, brands, retailers, freelancers, and executives from apparel and other sewn products segments,” said a
Tech Event

CMYK
34 StitchWorld JULY 2014
The company wants to take the expertise that they have in the US to different countries. “We are trying to identify the needs of various regions, and merge our expertise with it accordingly. For example, there is a big growth in Bangladesh in footwear, and we want to participate in that market, and we also have
A&E has 31 manufacturing centres and 76 distribution points across 41 countries. On home ground at the recently held Texprocess Americas in Atlanta, Mark Hatton, Director Marketing and Sales Administration and Phil Freese, Director Global Retail Solutions shared with Team StitchWorld the
A firm believer of innovation, US based
American & Efird (A&E) develops and manufactures sewing threads and industrial yarns that have a global appeal. With a history going back to 120 years, A&E is among the few companies that still maintain production in the US with five units in the country, mostly dedicated to the non-apparel business like automotives, mattress, beddings, and other home product categories. In all,
strategy behind a successful global operation.
As a global leader in its core business A&E places firm belief on the old adage of “Think global and act local” and to ensure that this diverse, yet convergent approach to business is successful, the company empowers its country-wise management with ample decision making authority. “I think having local people to make the fundamental decisions to run their businesses smoothly is vital to a global operation,” says Freese. The logic is simple, if the infrastructure exists and the product manufactured is on global benchmarks, then those managing locally can get an edge by addressing the local demands directly and also arranging for material they may need, swiftly and smoothly.
A&E to tap the potential of South East Asian countries with extensive promotion
Firm believers of innovation – Mark Hatton (L), Director Marketing and Sales Administration with Phil Freese, Director Global Retail Solutions, American & Efird
Navis TubeTex confirms the American recovery; ready to launch new technologies in the next ITMA show
Navis TubeTex, a leader in textile finishing machinery
vouches for the growing recovery of the garment manufacturing industry in America. “In the last six months to a year, things in the United States do appear to be picking up relative to some of the other places. We have seen a lot of companies looking at some expansions here, also some very good projects have come-up in the US, which we haven’t seen in the past three to four years,” claims Jeffrey T Dixon, Senior Director International Sales. Jeffrey also stated that not only can one produce in the US again, but the costing is also better and with less transport time, speed to market increases.
Working on some new things, which are to be launched at the upcoming ITMA fair in 2015, the main focus of the company based in Lexington, North Carolina for the local US market remains primarily on its stentors, for which they already have a lot of customers existing in the market, Glen Raven being one of its biggest clients.
Jeffrey is also happy with its compactor sales in Asia and shares that India is doing well. “We have got a lot of projects in the pipeline in India, but in contrast the Bangladesh market has been pretty slow for us,” adds Jeffrey.
Bookmarking the Indian market as fertile but slow in decision making, Will J Motchar, CEO and President, Navis TubeTex adds, “I think the business is good in India; it’s just a matter of timing their investments on equipments.
The textile finishing machine leader, TubeTex is aligning its R&D for machines that contribute to sustainability. “We have come up with some heat recovery units for our dryers that save energy. We are working on certain projects that will reduce water and chemical usage in bleaching. We are also going to introduce a steam box to our compactors; to ensure the steam isn’t wasted during the process.” reveals Will.
Will J Motchar (L), CEO and President; and Jeffrey T Dixon, Senior Director International Sales, Navis TubeTex, say India is doing well
Tech Event

CMYK
JULY 2014 StitchWorld 35
products to service that market,” says Hatton.
Constantly looking to capture bigger market share in different countries/regions, Mark emphasizes on the significance of extensive brand promotion, especially in the South East Asian market which still holds extensive potential. “For A&E, the biggest challenge is to promote our brand. People should know why they should buy A&E and where can they buy it,” reason Mark.
On a consolidated basis, Asia accounts for around 60-75% of A&E and while Sri Lanka, India, and Bangladesh are already developed markets for the brand, countries like Vietnam and Cambodia are very much on company's radar. The company has taken its journey ahead by acquiring Gütermann, Europe, highly regarded brand name. The management is very upbeat to expand strength in the industrial and consumer sewing thread markets, and better fulfil customer’s global requirements. Equally relevant is the increasing business coming from the automotive sector, along with other markets like interior, appliqué business and also leather goods.
Among the products on display, Aneflex is developed specially to deliver highly elastic seams, without compromising seam strength or sewing performance and Anesoft is designed specially to improve the softness of seams in multiple applications including activewear, yogawear, swimwear, intimate apparel, and other garments where seam softness is critical.
Dietrich Eickhoff, Executive Manager – Industrial Division.
At the fair, special attention was given to KSL, bearing in mind that the market for KSL and its special solutions particularly in the US is good. Attracting footfall for the brand was its robot, which is now two years old, doing the fully automatic top stitching of a complete dashboard of a car. The company believes that the competitive automotive industry is now constantly trying to differentiate with its interiors, and therefore one can find more and more stitching within the automotive, done with a robot. Already dealing with some successful manufacturers, Inteva, a producer of complete range of interiors and dashboards for the American car manufacturers, is one of the company’s most important clients using the KSL robots in their facilities.
“We have seen good business driven by the automotive industry for the last two-and-a-half to three years. Though the automotive sales here in the US are dull, but they are still amongst the biggest markets in the world for automotives. Every time the labour cost increases, the know-how becomes limited and therefore you need to automate. There are many complicated types of stitching that only a robot can do and going forward we see growing sales for our automotive equipment,” claimed Eickhoff.
The growth strategy for the company is to continue focus on the automotive industry, increase focus on the technical textile segment and expand the denim business, all of which have growth potentials in the coming future.
which was 5 years old. With the merger of the two in 2011, marketing and distribution to the North of America which includes Canada, US and Mexico has been combined. Twenty-five people are based in Atlanta, serving the core sector markets, from garmenting, upholstery and automotive industry to the shoe industry. With a major presence at Texprocess 2014, the combined entity was geared to cover wider market needs. “The automotive industry is very important for us, especially here in the US, and we have now also identified the jeans segment for sales growth, which is the responsibility of PFAFF, as DA has been rather weak in the past in this sector and now together with PFAFF we can offer a broader product line. We are also present in welding, offering support to the technical textile segment,” said
An integrated and targeted approach
to marketing is the only way to get the attention of companies in an industry where technology providers are vying for bigger market share with automation and robotics. And the recent takeover of Duerkopp Adler, PFAFF and KSL, by Shanggong (Europe) Holding Corp. GmbH is an effort to not only bring innovation, but value of synergies in production, sales and marketing. In the US, the local presence of the two garment technology giants from Germany, Duerkopp and PFAFF have been combined for the extra thrust in sales with the creation of ‘Duerkopp Adler Pfaff’ America, now popularly called DAP America.
While Duerkopp Adler has had its subsidiary in America since 1984, PFAFF had a subsidiary based in Atlanta
Duerkopp Adler Pfaff (DAP) America to redefine itself with new synergies and growing in the automotive industry substantially
Bernd Brauer (L), Executive Area Sales Manager with Dietrich Eickhoff, Executive Manager – Industrial Division, DAP America were pleased at the response from the show
Tech Event

CMYK
36 StitchWorld JULY 2014
Johnny Wang, Vice President and General Manager Asia Pacific, Gerber Technology promises to deliver better products in the coming years
Gerber continues to focus on process integration from design to cutting
“Through continued focus on R&D, Gerber promises to deliver better products in the coming years and customers can expect to see updated versions of Paragon and Taurus in about a year’s time.” Michael R. Elia, President and CEO, Gerber Scientific
As the industry becomes increasingly complex
on design and delivery, with lead times for product delivery reducing, the use of automation is on the rise to aid the process. The true pioneer of automated design and cutting systems, Gerber Technology featured at the Texprocess Americas 2014, with focus on showcasing the company’s ability to execute as well as track work throughout the entire process from order entry to cutting room. Supporting its global operations are manufacturing units in the US, Asia and Europe. “We are the only company that has capability to manufacture in both hemispheres. Since all regions have different needs, our technology fits in perfectly, addressing the customized need of each region individually,” says Michael R. Elia, President and CEO, Gerber Scientific.
Having a base in the US has more importance today than ever before, as more
and more retailers look for re-shoring and near-shoring options. “We see some of our customers trying to get closer to their clients and a lot of it has to do with the speed to market and of fast changing designs. No doubt time is critical in fashion today and going forward, brands will continue to manufacture close to the consumers,” opines Samuel F. Simpson, Jr., Vice President, Global Strategic Accounts, Gerber Technology. Interestingly, America which was earlier not so fashion-conscious, is now going the European way with consumers looking for differentiation. “My opinion is that the buying pattern of the American Consumers has changed for good, they want more fashion content. They put off buying till they get an impulse. When they get that impulse, they want to buy right than. And the only way that is going to happen is for that type of manufacturing to be done closer to the consumer which may not be the United States but Central America,” adds Simpson.
Gerber realizes that the only way the US can manufacture those impulse garments for the price that the consumer wants to pay, is through technology whether it is the robotics technology or
tracking and monitoring the product lifecycle. Targeting this need Gerber showcased its Paragon multi-ply cutter with a new intuitive user interface, advanced cutting head
and reporting capabilities. “Our new cutting platform does not need dedicated operators any longer. One operator does what earlier was being done by 3 persons. With intelligence imbibed into the control system, the system automatically adjusts itself and cuts the fabric accordingly,” informs Simpson.
Also on display was a cutting solution dedicated to leather, the Taurus II, with enhanced nesting and digital image capturing tools. “Taurus II employs nesting capabilities that are 250 times more powerful than previous offerings. When compared to manual or die cutting of leather, field tests have shown as much as 10 per cent yield improvements,” says Simpson. Other technologies that attracted attention were AccuMark V9.0 furnished with advanced pattern design techniques and a new cutting room planning solution, and AccuNest, a multi-core automatic marking software that delivers improved material utilization added to the extensive catalogue of Gerber. “With a lot of manual entries eliminated, errors and mundane operations are taken away and a new style is put into production quicker,” concludes Elia.
Michael R. Elia (L), President and CEO with Samuel F. Simpson Jr., Vice President, Global Strategic Accounts, Gerber Technology was happy at the burgeoning business in US
Tech Event

CMYK
JULY 2014 StitchWorld 37
Wade Stevenson II, President, Eastman claims India and Bangladesh are shining stars of the garment industry
Eastman to enjoy the benefit of ‘Made in USA’ along with worldwide focus and growth
Thriving in the industry for the last three centuries,
Eastman, which has its headquarter and a factory in Buffalo, NY, a sales office in Hong Kong, another factory in Ningbo, China and 50 worldwide dealers – claimed that it sold all of its machines present at the booth, on the very first day of the recently concluded Texprocess show.
Enjoying the unique advantage of being a US company, Eastman is benefiting from
adapting their business to the local culture and the people of each country they operate in. The company was particularly happy with the good response at the show from around the world. “We had some customers from Bangladesh, which earlier was never the case. We also saw few customers from India, and even Pakistan,” added Stevenson.
The company believes that the big story for them this year has been their continued growth
in Bangladesh despite all its problems, and India for its growing domestic market. “Besides these two countries, which are really the shining stars in the garment industry at the moment, there
is Vietnam which is coming up too,” claimed Stevenson. He added that South America is increasingly becoming important in the present day scenario, with Columbia, Peru (knits) and Brazil all put together, looking good for the company in 2014.
Catering to almost all big customers like Nike, Ralph Lauren, Milligan and American Apparel, the company has been a regular participant at the Atlanta show. “The Texprocess show this year is far better than the last year’s show, with more number of participants and visitors,” concluded Stevenson.
the growing ‘Made in US’ trend, with many of its clients really interested in buying the company’s locally manufactured machines. “We find that our US customers are looking for hi-tech machines, trying to save labour cost as much as possible. Thus, there has been a lot of interest in our automated machines, especially our new raptor 7 cm automated spreading machine, and our Eastman cutting machines,” said Wade Stevenson II, President of the company.
Though the company is based in the US, it also takes pride in operating as a global company,
Tech Event

CMYK
38 StitchWorld JULY 2014
recently held Texprocess Americas 2014 in Atlanta.
This productivity and information management solution utilizes wireless networking methods of standard Android-based devices (Near Field
either directly from Eton
or off-the-shelf by the
manufacturer significantly
reduce startup costs as
compared to proprietary
workplace terminals. A
standard PC host is used
to store and report on all
Significance of the term “real time” has
been on the increase for manufacturers and buyers alike and when survival is all about productivity and quality in equal proportions, monitoring both of them in real time becomes necessary. Dwelling on this nuance, Eton Systems, the inventor and world’s leading provider of automated production systems for apparel and other sewn products, unveiled its new ETONnote Shop Floor Control (SFC) system at the
Communication Ports, QR Code Readers and Bar Code Scanners) to collect real-time production and process information that can be used to increase individual and team productivity, enhance order tracking, streamline the incentive payroll process and many more such needs. The wireless infrastructure reduces overall setup and training time to just one week by eliminating the time consuming and costly practice of manually running network cabling throughout the factory. “Beauty of the system is that it is wireless, a feature no other existing RFID provider can offer,” avers Magnus Sundgren, Software & Tablet Manager, Eton Systems.
Readily accessible Android-powered mobile phones or tablets purchased
ETONnote Eton’s all-inclusive wireless Shop Floor Control solution
Magnus Sundgren, Software & Tablet Manager, Eton Systems – reassuring the significance of “real time”
MACPI tests US shores with its bonding machines
Fabrizio Berzi (L), Area Sales Manager Bonding Division with Mirella Sardini, Executive Managing Director, Macpi Group – happy to see that bonding technology attracted a lot of attention
Technology fairs are invariably a drum roll
to what the industry is going to witness next, as both the technology manufacturers and garment manufacturers explore the present options while also seeking indications of where the industry focus is moving. Testing waters on the US shore at the recently concluded Texprocess Americas 2014, Macpi was happy to see that bonding technology attracted a lot of attention. Having made a mark in the global market for their pressing, finishing and cutting solutions, the Italian-origin company presented its line of bonding solutions at the event. The bonding machines continued to generate interest having already been a point of curiosity and business in the South-East Asian market with manufacturers such as Luthai Textiles making the most of the early stitchless garment buzz.
As many western countries including the
US seriously consider re-shoring of business, machine manufacturers are realigning their strategies for an expanded reach to the worldwide market. Recognizing the shift, Macpi took Texprocess as an opportunity to study the emerging market in detail, “We are only looking at the opportunities as of now,” informs Mirella Sardini, Executive Managing Director, Macpi Group.
In the meanwhile, finishing and pressing equipments from Macpi and its IMA spreader and cutters are reaping benefits of investments made in the conventional garment manufacturing hubs of Asia. With slowdown in China, and the buyer focus shifting to Bangladesh, Cambodia, Vietnam and India, the thrust for MACPI has been increasing in India and Bangladesh. The country has been ranked No. 1 for the IMA market indicating increased adoption of cutting solutions in the industry.
Tech Event

CMYK
JULY 2014 StitchWorld 39
Morgan Tecnica spreads its wings in the American market
Team Morgan Tecnica with Fabrizio Giachette (centre) and Manik Chaudhary (at the right) guarantees top performances in spreading all kinds of materials
Anandkumar D, MD, Morgan Dynamics
production, process and quality data collected from the operation. Elaborating on the quality management utility, Sundgren said, “A supervisor could have a handheld device and walk up to the operator, inspect the bundle and then register it immediately. The arrow tags for the error caused will be visible for use, therefore the data is not only recorded real-time but also processed for a consolidated report.”
Information maintained on the PC can also be integrated with third-party reporting, payroll, or enterprise resource planning (ERP) systems. “All the information on the phone screen is customized, so each terminal can display different information depending on what is important to that operation. You can also show a video or a PDF file for instructions to the operator. Basically it is about standard products, off the shelf products, what level of security you want in them and how easy you want to make it,” explains Sundgren.
Though the product awaits a launch for the Indian market, the solution available in India will be equipped with local languages to make it more relevant and user-friendly. “We can address the need of any dialect in India, our solution will be adjusted to any language needed for optimum utilization,” added Saajith, India representative for Eton, who is very excited about the applications and result potential of the ETONnote.
100 m/min, but still offering production efficiency and maximum reliability.
Coupled with a powerful Cut Order Planning Software, the spreader can be used to plan and program multi-sizes and multi-colour work orders. Further, the software is capable of giving spreading feedback reports in a format that can be integrated with the company’s existing ERP. “This is not just a production machine. It is a feedback machine. It
Optimization of a setting where the variables to be
optimized are few is intricate, and walking the tightrope of optimization with their integrated cutting room solutions is Morgan Tecnica, a company that holds the vision of automated cutting room solutions for every manufacturing unit. The company presented a string of IT-powered innovations for the cutting room at the recently concluded Texprocess Americas 2014.
The futuristic spreader is not only a production machine but also a feedback machine. It speaks to you. This impressive spreading machine has a payback period of one year.
speaks to you. The software tackles the issue of end bits with the end alignment setup feature that results in significant fabric savings,” says Anandkumar D, MD, Morgan Dynamics.
Anandkumar further explains, “If one uses a roll for one lay and then takes the leftover fabric from the same roll to another lay a saving of 0.75-1.25% of fabric can be achieved. This is possible only if proper records are maintained, based on which decisions can be made.” This impressive spreading machine has a payback period of one year.
Displayed at the event, Twist Line 100 is a futuristic spreader that comes with a computer-touch and exclusive advanced software that allows online support and upgrade. Also, the wireless spreader programming is controllable from anywhere. It guarantees top performances in spreading any kind of materials loaded as rolls, folded bundles or as a tubular format. Use of the latest generation of digital electronics allows the machine to reach its top possible spreading precision and quality at highest working speed of
Tech Event

CMYK
40 StitchWorld JULY 2014
A man, into computers and programming with no
real interest in the sewing industry in his youth, Charlie Merrow, CEO, Merrow Sewing Machine Company, got the opportunity to take control of the family business, ten years ago. The same was true for his younger brother, and interestingly what worked wonders for them was the fact that they brought an altogether outsiders perspective into
exciting happened in the sewing machine industry?” recalls Charlie, who clearly remembers the bunch of people scratching their chins, unable to think of anything worthwhile in the last 20 years. That very moment marked the beginning of the redefined Merrow we know today, which is run by brothers Owen and Charlie Merrow, the great-grandnephews of Joseph M. Merrow, who first started the company back in 1838.
“Taking over Merrow, I looked at the things that I thought I could do more with the company. What I saw was a brand that was well enough known around the world, but
it surely needed an identity. Back in the middle of the 1900’s the company did have an identity, as we invented the overlock stitch, but then by the time I looked at it, we were just a small brand in a sea of other brands which came into the market over time from Asian and Japanese companies. So we needed a
change,” shared Charlie.
Building a new identity and a new structure for the company became the focus. “Ever since 2004, we have worked really hard to try and create something exciting and this is what really formed the genesis of the much popular active seam, by the company that could inspire the customers and also get them excited about sewn products in a meaningful way. To achieve our goal we asked
help from our old associate, an 85 year old man, and together we played and experimented with many different seams and finally could achieve what we had set out to do,” shares Charlie.
What stood Merrow apart was also their new strategy that took active seam directly to the brands like Nike, Under Armour and Adidas, getting rid of an entire layer of industry and companies in-between them and their clients. “To be successful in India we have to replicate the same strategy. Therefore working with HCA and IIGM makes us work directly with the brands as they provide us with the technical detail of when and who brings their production to India. So we are no longer as dependent on the agent in that area and it becomes our responsibility as well to sell the sewing machine,” says Charlie.
Journey into the futureCharlie shares the journey of creating the active seam. “Today we have a team of 8 people for R&D who are sewing engineers and industrial designers. By involving people who were the developers of the sewing industry, we are able to pick their minds and rework to created innovations, instead of just improving upon existing technology,” shares Charlie. In the pipeline is the work the company is planning to do with bonded seams – the combination of using a sewing solution with the bonded solution to be able to create a very interesting technical garment. While the bonding does not stretch as much as a sewn seam, it has the advantage of being strong, and therefore the company has been
their very old business. In the process they have succeeded in building a brand, a technology and a company that is trying to get people excited about not only the things they can do, but also about what the customers themselves can do with those things.
“When I went to my first trade show, soon after I joined the business, I asked a group of my peers when was the last time something new and
Charlie Merrow (L), CEO, Merrow Sewing Machine Company with his brother Owen Merrow who shares the journey of creating the active seam
MErrOw: “when we get excited about things, it rubs on to our customers”…
Tech Event

CMYK
JULY 2014 StitchWorld 41
Richard Hirsch, MD and Vice President, Amann USA approaches the US market with an entirely different strategy
experimenting with bonded solutions coupled with active seams.
“As we look at the future of sewn products we are going to find more of this fusion of bonding and sewing. Where the sewing will be complimenting the bonding, and not fighting it. So instead of making an all bonded product necessarily, we will be finding the best technical combinations of both,” says Charlie.
While last year it was all about introducing the active seam, this year will be more about exploring the active seam further. Explaining that the active seam is a stitch that should disappear on ones skin, Charlie claims that the best type of garment for the stitch to disappear can only be a really delicate one, for products like ‘lingerie’. Next the company plans to go in an entirely different direction, targeting the utility pack for the active seam which allows it to be tough on the outside and soft in the inside. One product that is bound to see a lot of changes is the second layer in the fleece garments and in the soft shell. “Till now there is no fancy stitching in a soft shell and fleece, when there is no real reason not to. So we burry a stitch into both of these, in order to use the decorative impact of an active seam and also create a very durable outer exposed seam, and on the inside we use the delicate thread. This way we can fundamentally change the aesthetic of the second layer by adding a visible seam that doesn’t distract the design of the garment but adds to the aesthetic of it,” concludes Charlie.
Amann USA moving ahead with their technical and industrial sewing thread
wide colour range. Because of large inventories we have same day shipment, and maximum two days of delivery time for all customers across the country. Therefore the service is quick, our clients do not have to wait, and we do not require any minimums for the colours as well,” reasons Richard. The company is very upfront on service, supporting its customers on the shop floor in order to work with the people, to see what the application really is like and what more we can do with it.
Being nominated suppliers for known names like Gulfstream, New Era Caps and Louis Vuitton USA, Amann is strongest in the Midwest at the moment. With its Chicago facility being its best strength, Los Angeles is also a good sewing market for the company, which is now developing towards the southeast regions as well. Finding the whole re-shoring trend a bit slow, but a tricky one, Richard says, “Re-shoring is going to be a little bit troublesome for America because we don’t have the skilled labour, and on the technical side trained people for fixing the equipment. So there is a question of how much we can grow and how quickly we can grow.”
However, Richard does agree that re-shoring will cause some additional growth for the company in the next couple of years. “We do see some directions towards it in the backpacks, and bags, which are coming back, doing smaller quantities. A lot of our technical climbing gear is coming back too, so the outdoor market is definitely on a rise,” concludes Richard.
are quite well known here, but now we are really talking about our technical products,” informed Richard Hirsch, MD and Vice president of Amann USA.
With four facilities across America and the main office in Denver, the company has its warehouses in California, Los Angeles, Chicago and Charlotte in North Carolina. Approaching the US market with a strategy entirely different from its competitors in the market, who write orders that take time to deliver or are required to be ordered in full cartons or large quantities, Amann is maintaining ready stock. “We carry large inventories especially in the bonded products, the nylon and the polyester, and also in
Serving the North American market for
over a decade, Amann USA has been focusing on the US market through its embroidery applications for the last 20 years. Adding onto its strategic presence in this region, the company in the past 2 to 3 years has started to roll out their industrial and technical sewing threads which were its main focus of presence at the Texprocess 2014. “Our technical bonded products like bonded nylon and bonded polyester have become quite attractive in the US market, mainly because our quality levels lead to very good processing performances, and also good efficiency in the production. Embroidery is our classic field of application, for which we
Tech Event

CMYK
42 StitchWorld JULY 2014
with solutions that are portable, simple, inexpensive, quick, accurate, intuitive, powerful and scalable to any proportion. “At Styku we wanted to build something that was cost-effective and a lot more portable for an average company. Something that can be put up at stores and even in people’s homes,” avers Raj Sareen, CEO and Co-founder, Styku. Styku’s MyBodee scanner takes 40 seconds to scan a person on a turntable and takes over a million different measurements, 50 times more data than a traditional scanner would take. Traditional scanners only scan for a few seconds and capture only a moment of time. However, a scan over only a few seconds means a customer’s recorded shape may be biased by the amount of air in their lungs (imagine taking a deep breath or exhaling) or their posture, which bias measurements. Styku found that by scanning over 40 seconds, they could take 50 times more data and average the data across your body’s natural sway, inhaling and exhaling, and posture.
Another distinguishing point of this tool is that not only does it extract 150 precise measurements of a body but converts those measurements and shape information into a pattern that would perfectly fit the customer by the virtue of the software’s integration with TukaCAD and therefore doing away with the need of training workforce for customized pattern making. “Precision of such applications is increasing and therefore there are lesser re-fittings. Several young men from middle-class in India are going out there, spending US $ 300-400 on a custom suit. They want a fit. Then there is a cool factor on being associated with a retailer who is using the latest tools. Nobody wants to get a custom suit in two weeks or a month,” says Raj hinting at the adoption of quick response fashion at the MTM level. Giants like Nordstrom have partnered with Styku for their online stores in order to tackle the issue of returned apparel goods sold due to poor fit. Meanwhile, in India Arvind is testing
Some of the path breaking technologies
Styku – The Alpha of body scanning devicesStirring up what can aptly be labelled as a revolution in the avenue of fit, the California based Styku launched a new version of MyBodee, the ultra-portable body scanning technology, MyBodee, developed under the collaboration of Styku with Microsoft Kinect, that brings to the fore the Alpha of innovations for MTM. A simple, inexpensive and portable body
scanning technology, it comes with an automated turntable, Microsoft Kinect and a stand. Styku has developed a complete end to end solution that resolves fit issues throughout the apparel value chain that will eventually imbibe innovations at the level of mobile phones.
Innovations and applications in the field of body scanning have been around for 15 years, but Styku has given new dimension to the concept
‘COOL’ Technologies for cost-effective re-shoring grab attention at Cool Zone, Texprocess
Among the major attractions at the recently
concluded Texprocess Americas was Cool Zone.
Created and developed by [TC]2, the Cool Zone
is an area buyers look to for the latest in leading-
edge technologies, products and processes in the
sewn products industry. The pavilion featured
technologies which are forward thinking but
simple to implement (thus ‘cool’) and have the
potential to change the apparel manufacturing
scenario in the coming years, especially in the
US. “The movement for re-shoring can only
be supported by high-end technology that
cuts down on labour cost, the focus of all the
technologies under Cool Zone is to support cost-
effective manufacturing through innovation,”
said Dr. Mike Fralix, President & CEO, [TC]2.
On one hand
companies like
Henderson, Baxter and
Softwear Automation
displayed technologies
to replace human
operators in garment
manufacturing, while
Apparel Made 4 You
(AM4U) showed
a concept called
Purchase Activated
Manufacturing (PAM)
through an integrated mini factory based on
the principle of postponement of conversion
in managing supply chain and both aiming to
revive onshore US manufacturing of garments.
Technologies like Styku and iStyling are taking
the 3D scanning application to mass use through
low cost made to measure concept. Companies
like Gerber and A&E are already world leaders
in their category for innovations and their
presence at Cool Zone only reiterated the fact.
“A lot of research is going on around the world
to make the process of sewing more simple and
automated. At the end of the day it all comes
down to cost and only that technology can
be cool which has the right combination of
performance and practicality,” reasoned Dr. Fralix.
Raj Sareen, CEO and Co-Founder, Styku, hints at the adoption of quick response fashion at the MTM level
Dr. Mike Fralix, President & CEO, [TC]2
Tech Innovation

CMYK
JULY 2014 StitchWorld 43
Robotic sewing solutions from SoftWear Automation
Atlanta based SoftWear Automation, which aims to be a supplier of fully automated production lines for robotic cutting and sewing of garments demonstrated a robotic sewing machine that is capable of stitching together two independent pieces of fabric. The company claims that its robotic solutions would lead the transformation of the labour intensive sewn products industry to one that is high-tech and capital intensive. The technologies work on two patented mechanisms, one on counting threads with accurate machine vision and second based on feed mechanism that advances the fabric towards the sewing head. In the first product DARPA, the machine vision measures the thread count at 1000 frames per second and corrects the fabric positions at the needle head to allow accurate stitching. The movement of the bottom and top fabrics are automatically controlled and coordinated during sewing. No dedicated sewing operator is needed for sewing. LOWRY, the second product for the work cell, is a low cost lightweight fabric transport robot that works based on a feed mechanism called ‘sewing dog’ that transports the fabric and garment part to and from sewing head. “While DARPA will hit the market by the end of 2015, deliveries for LOWRY will begin in the second half of 2014, informed William T. Lockhart, CEO SoftWear Automation.
Baxter from Rethink Robotics
Baxter is the world’s first interactive production robot designed to safely and intelligently operate directly next to people, without safety caging. It is manually trainable by the line workers to perform simple, repetitive production tasks and can switch between tasks and production lines quickly and easily. Among the interesting features is that it can be setup and integrated in a fraction of time of typical robots.
Robots from Baxter require no safety caging, complex programming or costly integration and feature an unprecedented US $ 25,000 base price.
Manufactured by Rethink Robotics, USA, Baxter is an entirely new type of robot that is redefining the way robots can be used in manufacturing environments. Baxter exhibits behaviour-based ‘common sense’, capable of sensing and adapting to its task and its environment. Additionally, Baxter requires no complex programming or costly integration and the makers claim that with its uniquely low price point, Baxter provides a compelling alternative to low-cost offshoring for manufacturers of all sizes.
the Beta version for an upcoming concept store.
Raj believes that the adoption of MyBodee and other products will provide feedback on the true shape of people, enabling brands, retailers, and manufacturers to make better product development decisions and build more personalized products.”
Integrating garment production with AM4U
Apparel Made 4 You (AM4U) is a revolutionary “Purchase Activated Manufacturing” (PAM) concept that is contributing to the paradigm of re-shoring the production to USA. The concept is fundamentally a business model that lowers cost and removes markdowns of inventories finished apparel through implementation of dyeing, printing, digital cutting and sewing operations in a very
small footprint under one roof. The integrated mini factory’s sewing floor will feed bar-coded bundles to an automated RFID system for moving each unit to a specific line and on to shipping even. “We are supporting the re-shoring movement with our integrated ‘mini-factory’ concept which can customize clothing from pattern making to value addition and sewing for local production,” said Bill Grier, President and Inventor of AM4U.
Bill Grier, President and Inventor of AM4U, supports the re-shoring movement with his “mini-factory” concept
Baxter is the world’s first interactive and manually trainable production robot
William T. Lockhart, CEO of SoftWear Automation, exhibits robotic sewing solutions
Tech Innovation

CMYK
44 StitchWorld JULY 2014
India has recovered its growth path in the US market with 6.97% rise in value and 10.24% increase in volumes in the first four months of 2014. The average UVR for the country stood at US $ 3.55 above the average US UVR at US $ 3.18.
TRADE STATISTICS
The impact of the incidences that rocked Bangladesh in 2013 have taken a toll on apparel exports to the US with Bangladesh showing (-) 3.49% decline in volumes and (-) 0.78% slowdown in values, the average UVR stood at US $ 2.95.
EU imports of garments registered an increase of 4.79% in value, while volumes rose 10.83%. The average UVR of imports in Jan. 2014 decreased from Euro 16.45 (per kg of fabric equivalent) to Euro 15.56 (per kg of fabric equivalent).
India stayed on track in the EU with 9.91% increase in value and 57.23% jump in volume of exports in the first month of the year. The average UVR stood at Euro 15.09 (per kg of fabric equivalent).
India: Coats launches adhesive thread for hems
Bangladesh: Jeanologia presents EIM software that can measure environmental impact of the textile industry
Coats plc., a world leader in industrial thread
and consumer textile crafts business, is adding a new product ‘Hemseal’ to its extensive catalogue. The adhesive thread is specifically designed for ensuring extra security to the blind stitched hems of tailored garments. A single thread chain stitch has a tendency to unravel which results in an instant drop down of the hem. The 85 per cent low-melt co-polyamide and 15 per cent polyester Coats Hemseal adheres to fabrics when pressed under heat, helping to hold hems in place even if the stitching fails.
The thread can be used effortlessly on most fabric types and the application explores two options on
the basis of the weight of the fabric and the level of adhesion required. The first application method is to channel it within the overlock stitch formation, and the second option involves using the thread in the overlock looper which can be put to use when working with heavier fabrics or when additional seam security is required. “The advantage of Hemseal is that the hem remains in place even if the blind stitch used to sew it unravels. This helps enhance the durability of the garment and will reduce those annoying ‘instant’ hem drops that can happen in clothing like tailored suits and school uniforms,” informs Rajiv Sharma, CEO, Industrial Division, Coats plc.
“The Bangladesh Water PaCt”, held on 9th and
10th of June in Dhaka marked the coming together of textile industry professionals and the Spanish sustainable technologies’ world leader Jeanologia at the concourse of a seminar “Alternatives to conventional denim finishing practices”. Unveiled at the event was world’s first ever EIM (Environmental Impact Measuring) software capable of measuring the environmental impact of the textile industry and allowing the industry laundries and garment finishing processes to carry out more sustainable activities. “Using EIM, it is possible to save huge amounts of water, chemicals and energy in addition to respecting the health of employees,” asserted Begoña García, Product Manager, Jeanologia.
In an era that is marked with slim margins and to be sustainable is a pressing issue, companies need to be aware of leakages in the value chain that are responsible
for lack of sustainability, and EIM allows industry professionals to assess the environmental impact of its activities by calculating the consumption of water, energy, chemical use and the impact of the same on the health of workers. The process therefore helps in recognizing the areas of improvement. “EIM helps brands to work with its production centres, regardless of the country of production, following all the same parameters for creating their collections in a way that respects the environment,” remarked Enrique Silla, President, Jeanologia. A hem done with the newly launched adhesive thread from Coats
Felicitated recently with the WGSN Global Fashion Award for best sustainable design team in the world, the company firmly feels that it is essential for the denim industry to become aware of the importance of protecting the environment.
News Track

CMYK
JULY 2014 StitchWorld 45

CMYK
46 StitchWorld JULY 2014
India: Training @ Shahi overcomes solution for labour shortage & women empowerment
Bangladesh: Adopting Fast React’s Evolve solution, Far East Knitting improves shipment losses by 2%
Far East Knitting & Dyeing Industries Ltd.
(FEKDIL), Bangladesh, a 100% export-oriented composite knit garment facility, manufacturing T-shirts, tank tops and vests, jackets, etc. has adopted Fast React’s Evolve solution, the visual capacity planning and management tool. The global provider of supply chain solutions specifically for the fashion industry by deploying Evolve at Far East Knitting has helped the company gain increased visibility and control throughout the planning process, improve production line capabilities and WIP control. This has also enabled the company to have short lead times whilst increasing
the whole process helps people in all departments to know what has to be done in coming weeks and have more time to act upon it. “Communication between departments and sections has been dramatically increased. We are also able to monitor our discrepancies and efficiencies and this has helped us develop our internal SOPs (Standard Operating Procedures). One considerable end result of this is that we have been able to significantly reduce shipment losses and over the past four months, it has decreased from 5.46% to 3.40%. This means we ship 2% more garments than before,” concludes Sakhwat Hossain, Planning and IE Head, Far East Knitting.
be called the best choice since it is tried and tested in Bangladesh,” says Zayed Moyeen, Director, Far East Knitting. The company shares that the Fast React’s Evolve system has helped them become more organized, as
their clientele base and avoid incurring extra and unsustainable costs to airship or short ship garments.
“We wanted to maintain transparency on production plan, strategies and results. Fast React’s Evolve can
FEKDIL is 100% export-oriented composite knit garment facility where it has knitting, dyeing, stitching and printing capabilities
Training is among the most neglected areas in a good
number of Indian garment manufacturing units, yet there are a few upfront companies that are paying utmost attention to this aspect, using it as a vehicle for growth. Shahi Exports, known for its workers’ welfare initiatives, is one company working actively in this area. The company has three training centres in Faridabad having 50 machines at each centre providing training as per its requirement and offering jobs to all the trainees. The interesting fact is that 100 per cent trainees are women. Some NGOs, apart the Government, is also helping in this initiative. At two of the centres, space has been provided by an NGO and the State Government as a
support; the NGO also helps to get the right kind of trainees.
Having personal interest in training, Dushyant, Assistant Manager – HR is enthusiastic with the positive results of these training centres. “Our factories are getting trained workforce as we train them for 45 days, 8 hours daily with basics and particular requirements like operator, supervisors, etc. It also serves the purpose to uplift the society as our focus is to get maximum trainees for BPL (below poverty line) category and girls/women from slum areas. After training, they become member of the Shahi Family and earn good salary. These workers have a strong relation with the company compared to other workforce
and have very less attrition rate. In last three years we have been able to train 4,500 trainees, and out of them 4,200 are working happily at Shahi,” shares Dushyant.
Though mobilization of female workers is not easy, but a team
has been built specifically for this and some areas have been identified to get the trainees regularly. Majority of such trainees have no previous experience of garmenting, so it is easy to mould them as per company’s culture. Shahi is also associated with ‘Udaan’, a project of J&K Government to provide placement of educated youth in various areas of working. “We find very good talent from this project and they are working at Shahi,” informs Dushyant. At its Noida facility, the company is offering various kinds of educational and motivational training so that workers should come forward for the education of their children especially girls. PACE – Personal Advancement Career Enhancement program, had been also adopted here.
Shahi Exports, has three training centres in Faridabad having 50 machines at each centre providing training as per its requirement and offering jobs to all the trainees. The interesting fact is that 100 per cent trainees are women.
News Track

CMYK
JULY 2014 StitchWorld 47

CMYK
48 StitchWorld JULY 2014
India: NIFT’s Technova: Research projects with implication for future
Department of Fashion Technology of the National Institute of Fashion Technology (NIFT), Delhi
organized Graduating Event – Techno Summit & Technova, wherein students of graduating batch 2014 were awarded for their best projects.
Among the many interesting and industry focused projects, the project ‘To understand & propose methods for estimating remuneration of embroidery home workers’ of Sushir Kumar; Manohar Kumar Ram’s project, ‘Development of cost efficient auto arm cutter’; and Neha Singh’s ‘Marketing strategies for women’s wear of ABC India’ emerged the winners in three categories from
Master of Fashion Technology course.
In the Bachelor of Fashion Technology course category, Ravi Shehkar and Subham Tilara won all three awards for their project, ‘Development of quick needle
change mechanism for single needle lockstitch machine’. Dhruv Sharma, a student of B.Ftech, Jodhpur centre, won the ‘Most innovative project and most commercially viable project’ award for RFID Systems Implementation and Cost-Benefit Analysis on a sewing floor. As a career move Dhruv has chosen to work with StitchWorld.
A concurrent seminar on the theme ‘Integrating CSR activities into Apparel Manufacturing’ was also organized in which industry experts discussed in detail the concept of CSR in context to garment manufacturing.
Harkirat Singh, MD, Woodland; Dinesh Kumar, Director, Designinnova; and Ranjeeb Sarma, Programme Head Textile & Cotton, Solidaridad gave away the awards.
Harkirat Singh, MD, Woodland giving award to Ravi Shehkar and Subham Tilara
France: Lectra launches the new fashion solution Kaledo V4R1
USA: Optitex to streamline Palliser’s production operations
Lectra, the globally recognized technology
solutions provider, is further contributing towards maintaining the operational excellence of its customers by introducing the latest release of its design solution Kaledo V4R1. “The shifting demands of the fashion and apparel industry put rising pressure on companies to cut time and cost, forcing them to renew collections more often to remain competitive. Kaledo V4R1 was developed with these specific needs in mind,” says Daniel Harari, Lectra CEO. Keeping the latest trends in mind, the feature in the new edition include assortment of new tools, draper, a texture mapping module that simulates fabric on images and sketches, producing realistic results for earlier decision making in the collection and sales selection process.
Other key features include better colour management options with better lighting and colour accuracy whilst
giving the users the freedom of creating more sophisticated designs by working with complex knit and woven structures. The design solution also has colour mask and transparency tools for more design flexibility.
Welcoming the new fashion solution, Anastasia Charbin, Fashion Marketing Director, Lectra explains,“Design is an essential asset in Lectra’s offer. Lectra fashion solutions are continually updated and the new Kaledo helps to shorten time to market by improving control and visibility at the deepest level.”
Lectra fashion solutions are regularly updated as it claims design to be an essential asset
Dhruv Sharma receiving his certificate from Dilip Jiwrajka, MD, Alok Industries
The America based furniture company Palliser
has reached out to Optitex – the chief provider of 2D and 3D virtual prototyping software solutions, to optimize their design development, integrating and manufacturing of its product lines for end-to-end, solid, accurate and user-friendly solutions under one single platform.
“Palliser will enjoy one complete and fully
integrated software solution that combines 2D flat pattern making with PDM/PLM technologies to deliver enhanced product development to shortening time to market,” says Yoram Burg, President, Optitex, USA. He further assured Palliser of maximized productivity and minimized labour & material costs that will save time and money by speeding the lead time and reducing fabric consumption.
News Track

CMYK
JULY 2014 StitchWorld 49
Bangladesh: Southern Apparel Holdings focusing on automation and product development for future growth
Garment manufacturers today are gradually
moving up the value chain and capitalizing on the possibilities. Southern Apparel Holdings has ventured into value sweaters in acrylic, synthetic, cotton and blends, for men, women and children for its US buyers. Using a range of computerized machines from Shima Seiki, and a number of semi-automatic machines, the company has a vertical setup for both woven and knits. “We are producing sweaters from yarn to garment and in woven we are producing from fabric to garment. Embellishments
like embroidery, printing, patchwork are all done in-house,” says Ilias Hossain, Managing Director, Southern Apparel Holdings, who started the company way back in 1983 as Southern Garment Ltd. along with his partner.
To add an edge to their competitiveness, the company is focusing on product development, unlike the regular practice in Bangladesh where manufacturers depend solely on the buyers for design development. “To counter the increase in wages, we are also trying to improve our quality and productivity. We are bringing
Meanwhile, the next generation in the family is gearing up to take management responsibility, with his daughter Fariha Ishrat Khandekar, Director recently joining the company. “I would like to uplift the company from just a ‘tailoring business’ to a corporate structure. Also, I
would like to bring more and more senior personnel at the mid management level. A strong product development will also be one of my focuses,” concludes Fariha.
Sri Lanka: Textured Jersey Lanka plc. honoured at National Green Awards
Textured Jersey Lanka plc., Sri Lanka’s leading
high quality weft knitted fabric manufacturer, was felicitated with the Gold Award in the Textile Category at the National Green Awards Ceremony held at the BMICH recently. The country’s highest Environmental Awards were presented by H.E. the President Mahinda Rajapaksa.
Being the first local corporate to publish a Greenhouse Gas Emission report, Textured Jersey is Sri Lanka’s leader in sustainability initiatives within the textile domain. In addition to pioneering many revolutionary Green practices in production processes, eco-friendly waste management and reduced energy consumption, the company has a string of
awards which complements its work and demonstrates its passion and commitment towards these aspirations.
“Being among the Top 50 public companies in Sri Lanka, and the only textile company with a demonstrated commitment towards sustainability, we are deeply honoured by the
recognition we have received for our contribution towards improving and protecting our environment. This award further encourages us to provide our customers with cutting-edge innovation when it comes to our sustainability initiatives, and to support our ongoing efforts to make the world a
better place,” said Pubudu De Silva, COO (Production), Textured Jersey.
Textured Jersey is jointly owned by Pacific Textiles of Hong Kong, and the Brandix Group, which was recently recognized as an ‘Organization Committed to Green’ for 2013 by the Green Building Council of Sri Lanka.
Being the first local corporate to publish a Greenhouse Gas Emission report, Textured Jersey is Sri Lanka’s leader in sustainability initiatives within the textile domain.Pubudu De Silva, COO – Production at Textured Jersey being presented
with the Gold Award by H.E. the President Mahinda Rajapaksa
Ilias Hossain, Managing Director, Southern Apparel Holdings, with his very enterprising daughter Fariha Ishrat Khandekar, Director who has recently joined her father’s business after completing her studies from Australia
in advanced machines, training the people, introducing incentives, and also attempting to introduce professional management systems,” adds Ilias.
News Track
CMYK
H.Off.: 328-330, Golden Plaza, B/s. Kinneri Cinema, Ring Road, Surat 395 002, Gujarat, INDIA. Ph.: +91 261 2349301 Mob.: +91 98251 28352
B.Off.: B-51, 1st Floor, Sardar Patel Mall, Nr. Diamond Mill, Nikol Road, Ahmedabad Ph.: +91-79-22700154, Mob.: +91 98250 77588
lJaipur: +91 96729 48433, +91 93515 91482 Delhi: +91 98113 24715, 88601 08345, 98251 28352
E-mail: [email protected] Web: www.unixstitchmachines.com, www.unixmachines.net
JULY
201
4 S
titch
Wor
ld 5
0

CMYK
51 StitchWorld JULY 2014

CMYK




















