TNC 620 | ISO 프로그래밍 사용 설명서 - Heidenhain
769
TNC 620 ISO 프로그래밍 사용 설명서 NC 소프트웨어 817600-05 817601-05 817605-05 한국어(ko) 10/2017
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of TNC 620 | ISO 프로그래밍 사용 설명서 - Heidenhain

TNC 620ISO 프로그래밍사용 설명서
NC 소프트웨어817600-05817601-05817605-05
한국어(ko)10/2017

컨트롤 및 표시
2 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
컨트롤 및 표시
키터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇 키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121
디스플레이 장치의 키
키 기능
화면 레이아웃 선택
기계 운전 모드, 프로그래밍 모드 및세 번째 데스크톱 간에 디스플레이전환
화면의 기능 선택용 소프트 키
소프트 키 행 간 전환
기계 작동 모드
키 기능
수동 운전
핸드휠
MDI(수동 데이터 입력)를 통한 위치결정
반자동 프로그램 실행
자동 프로그램 실행
프로그래밍 모드
키 기능
프로그래밍
시험 주행
좌표축 및 번호 입력 및 편집
키 기능
. . .좌표 축 선택 또는 프로그램에 입력
. . .번호
소수점 기호 / 역 대수 기호
극좌표 입력/증분값
Q 파라미터 프로그래밍/Q 파라미터 상태
실제 위치 캡처
NOENT
대화 상자 질문 건너뛰기, 단어 삭제
입력 확인 및 대화 상자 재개
블록 완료 및 입력 종료
입력 또는 오류 메시지 지우기
대화 상자 중지, 프로그램 섹션 삭제
공구 기능
키 기능
프로그램에 공구 데이터 정의
공구 데이터 호출

HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 3
프로그램 및 파일 관리, 컨트롤 기능
키 기능
프로그램 및 파일 선택 또는 삭제,외부 데이터 전송
프로그램 호출 정의, 데이텀 및 점테이블 선택
MOD 기능 선택
NC 오류 메시지를 위한 도움말 텍스트 표시, TNCguide 호출
현재 오류 메시지 모두 표시
계산기 표시
특수 기능 표시
배치 프로세스 관리자 열기
탐색 키
키 기능
커서의 위치 결정
블록, 사이클 및 파라미터 기능으로바로 이동
프로그램 시작 부분 또는 테이블 시작 부분으로 이동
프로그램 끝 또는 테이블 라인의 끝으로 이동
한 페이지 위로 이동
한 페이지 아래로 이동
폼에서 다음 탭 선택
대화 상자 또는 버튼 위로/아래로
사이클, 서브프로그램 및 프로그램 섹션 반복
키 기능
터치 프로브 사이클 정의
사이클 정의 및 호출
서브프로그래밍 및 프로그램 섹션반복을 위한 레이블 입력 및 호출
프로그램에 프로그램 정지 입력
경로 이동 프로그래밍
키 기능
윤곽 접근/후진
FK 자유 윤곽 프로그래밍
직선
극 좌표의 원 중심/극
원호(중심 포함)
원(반경 포함)
접선으로 연결된 원호
모따기/라운딩 호
이송 속도 및 스핀들 속도 분압기
이송 속도 스핀들 속도


기본 사항

기본 사항 | 본 설명서 정보
6 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
본 설명서 정보
안전 예방조치이 문서 및 공작 기계 업체의 설명서에 나오는 모든 안전 예방조치를 준수하십시오!
예방 조치 문구는 소프트웨어와 장치 취급 시 위험 요소에 대해 경고하고 예방 조치에 대한 정보를 제공합니다. 위험 경고는 위험 정도에 따라 분류되어 다음 그룹으로 구분됩니다.
위험위험은 사람에게 위험한 상황을 나타냅니다. 방지 절차를 준수하지 않을 경우 위험 상황으로 인해 사망이나 심각한 부상을 입게됩니다.
경고경고는 사람에게 위험한 상황을 나타냅니다. 당신이 방지 지침을따르지 않을 경우 사망하거나 심각한 부상을 입을 수 있습니다.
주의주의는 사람에게 위험한 상황을 나타냅니다. 당신이 방지 지침을따르지 않을 경우 경미한 부상을 초래할 수 있습니다.
알림알림은 재료 또는 데이터에 대한 위험을 나타냅니다. 당신이 방지 지침을 따르지 않을 경우 재산 피해 등과 같은 부상 이외의일이 발생할 수 있습니다.
예방 조치 문구의 정보 순서모든 예방 조치 문구는 다음 네 부분으로 구성됩니다.
위험 정도를 나타내는 한 단어
위험의 유형과 출처
위험을 무시한 결과, 예: “이후 가공 작업 중 충돌의 위험이 있음”
탈출 – 위험 예방 조치

기본 사항 | 본 설명서 정보
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 7
참고할 사항소프트웨어의 안정적이고 효율적인 운영을 보장하기 위해 이 지침에서 제공되는 정보 사항을 준수하십시오. 이 지침에서 다음과 같은 참고할 사항을 볼 수 있습니다.
정보 기호는 팁을 나타냅니다.
팁은 중요한 추가 또는 보충 정보를 제공합니다.
이 기호는 공작 기계 업체의 안전 예방조치를 따르라는표시입니다. 이 기호는 기계에 따라 달라지는 기능을 나타내기도 합니다. 작업자 및 기계에 대한 예상 위험은 기계 설명서에서 설명합니다.
책 기호는 외부 설명서에 대한 상호 참조(예: 공작 기계제조업체 또는 기타 공급 업체의 설명서)를 나타냅니다.
변경 사항이 있거나 오류를 발견한 경우?하이덴하인은 설명서의 내용을 개선하고자 지속적으로 노력하고있습니다. 요청 사항을 다음 이메일 주소로 보내주시면 많은 도움이 되오니 협조 부탁드립니다

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
8 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
컨트롤 모델, 소프트웨어 및 특징이 설명서에서는 다음 NC 소프트웨어 번호에 해당하는 컨트롤 제공 기능 및 특징에 대해 설명합니다.
컨트롤 모델 NC 소프트웨어 번호
TNC 620 817600-05
TNC 620 E 817601-05
TNC 620 프로그래밍 스테이션 817605-05
접미사 E는 수출용 버전의 컨트롤을 나타냅니다. 다음 소프트웨어옵션은 수출용 버전에서는 사용할 수 없거나 제한된 범위까지만 사용할 수 있습니다.
4축 보간으로 제한된 고급 기능 설정 2(옵션 9)
기계 제작 업체에서는 설정 기계 파라미터로 컨트롤의 유용한 기능을 해당 기계에 채택합니다. 이 설명서에 소개된 일부 기능은 컨트롤을 통해 해당 공작 기계에서 사용할 수 있는 기능과 일치하지 않을 수 있습니다.
이처럼 해당 기계에서 사용할 수 없는 컨트롤기능은 다음과 같습니다.
TT를 통한 공구 측정
기계의 실제 기능에 관한 내용은 기계 제작 업체에 문의하십시오.
하이덴하인을 비롯한 많은 기계 제작 업체에서는 하이덴하인 컨트롤을 위한 프로그래밍 교육 과정을 운영하고 있습니다. 이러한 과정에 참석하여 컨트롤의 기능을 충분히 숙지하는 것이 좋습니다.
사이클 프로그래밍 사용 설명서:사이클의 모든 기능(터치 프로브 사이클 및 고정 사이클)은 사이클 프로그래밍 사용 설명서에 나와 있습니다. 이사용 설명서가 필요한 경우 하이덴하인에 문의하십시오.ID: 1096886-xx

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 9
소프트웨어 옵션TNC 620에는 기계 제작 업체에서 활성화할 수 있는 다양한 소프트웨어 옵션이 있습니다. 각 옵션은 개별적으로활성화할 수 있으며 다음과 같은 기능이 포함되어 있습니다.
추가 축(옵션 0 및 옵션 1)
추가 축 추가 제어 루프 1 및 2
고급 기능 설정 1(옵션 8)
확장 기능 그룹 1 로타리 테이블을 사용한 가공두 축에 있는 것처럼 원통형 윤곽
이송 속도(분당 거리)
좌표 변환:작업면 기울이기
고급 기능 설정 2(옵션 9)
확장 기능 그룹 2수출 면허 필요 (Export licenserequired)
3D 가공:저크를 최소화한 동작 제어
표면 법선 벡터를 통한 3D 공구 보정
프로그램 실행 중에 공구 중심점의 위치에 영향을 주지 않으면서 전자 핸드휠을 사용하여 스위블 헤드의 각도 변경(공구 끝 또는 구의중심) (TCPM = Tool Center Point Management)
공구를 윤곽에 수직으로 유지
이송 방향 및 공구 방향에 수직으로 공구 반경 보정
보간:선형 5축
터치 프로브 기능 (옵션 17)
터치 프로브 사이클:자동 모드에서 공구 오정렬 보정
수동 운전 모드에서 운전 모드 프리셋
자동 모드에서 프리셋
자동 공작물 측정
자동 공구 측정 가능
터치 프로브 기능
하이덴하인 DNC(옵션 번호 18)
COM 구성 요소를 통한 외부 PC 애플리케이션과의 통신
고급 프로그래밍 기능(옵션 19)
확장된 프로그래밍 기능 FK 자유 윤곽 프로그래밍:NC로 지정되지 않은 공작물 드로잉 작업을 위해 그래픽 지원과 함께 하이덴하인 대화 형식으로 프로그래밍

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
10 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
고급 프로그래밍 기능(옵션 19)
고정 사이클:펙 드릴링, 리밍, 보링, 카운터 보링, 센터링(사이클 201 ~ 205, 208,240, 241)
암/수 나사 밀링(사이클 262 ~ 265, 267)
장방형/원형 포켓 및 스터드 정삭(사이클 212 ~ 215, 251 ~ 257)
평행 밀링 및 경사면(사이클 230 ~ 233)
직선 슬롯 및 원형 슬롯(사이클 210, 211, 253, 254)
선형 및 원형 점 패턴(사이클 220, 221)
윤곽 트레인, 윤곽 포켓(윤곽 병렬 가공, 트로코이드 슬롯 포함)(사이클 20 ~ 25, 275)
조각(사이클 225)
OEM 사이클(기계 제작 업체에서 개발한 특수 사이클) 통합 가능
고급 그래픽 기능(옵션 20)
확장된 그래픽 기능 프로그램 확인 그래픽, 프로그램 실행 그래픽평면 뷰
3각법
3D 뷰
고급 기능 설정 3(옵션 21)
확장 기능 그룹 3 공구 보정:M120: 최대 99개 블록에 대한 반경이 보정된 윤곽 선행 연산
3D 가공:M118: 프로그램 실행 도중 핸드휠 위치결정 중첩
팔레트 관리(옵션 22)
팔레트 관리 모든 순서의 공작물 처리
표시 간격(옵션 23)
표시 간격 입력 해상도:선형축 하한 0.01μm
로타리축 하한 0.00001
CAD 가져오기(옵션 42)
CAD 가져오기 DXF, STEP 및 IGES 지원
윤곽 및 점 패턴의 채택
간단하고 편리한 프리셋 사양
대화식 프로그램에서 윤곽 섹션의 그래픽 기능 선택
KinematicsOpt(옵션 48)
기계 역학을 최적화 활성 역학 백업/복원
활성 역학 테스트
활성 역학 최적화
확장 공구 관리(옵션 93)
확장 공구 관리 파이선 기반
기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 11
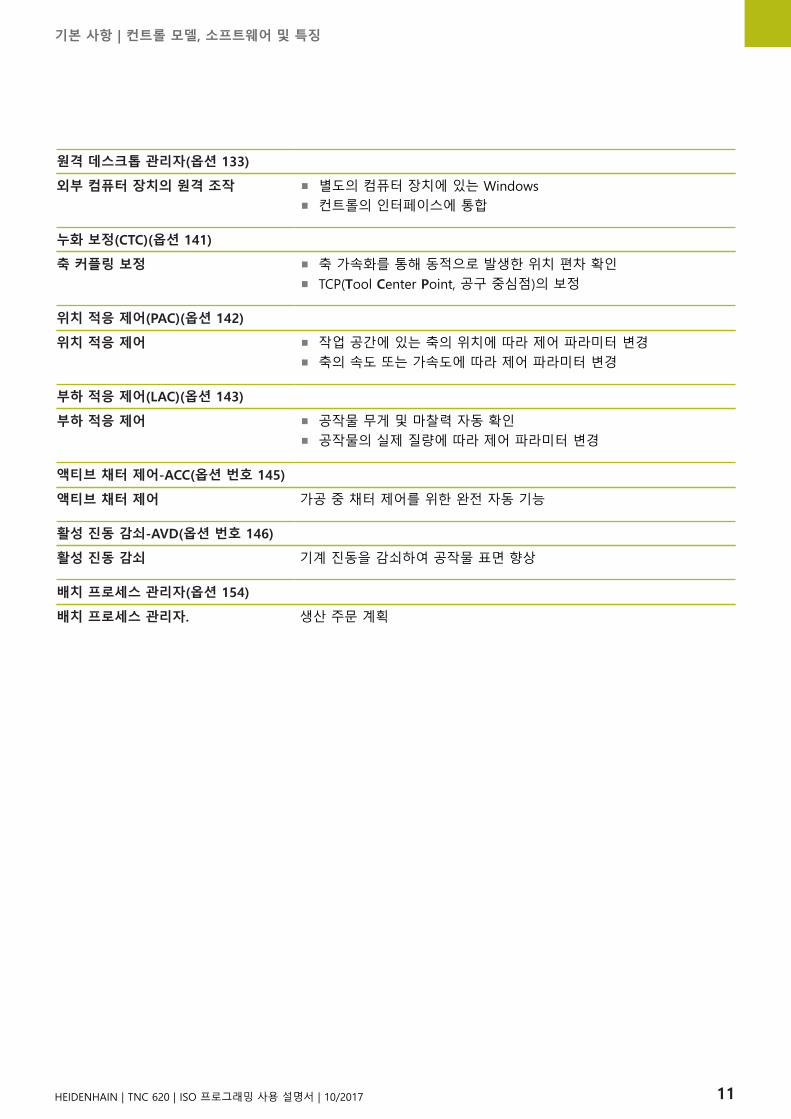
원격 데스크톱 관리자(옵션 133)
외부 컴퓨터 장치의 원격 조작 별도의 컴퓨터 장치에 있는 Windows
컨트롤의 인터페이스에 통합
누화 보정(CTC)(옵션 141)
축 커플링 보정 축 가속화를 통해 동적으로 발생한 위치 편차 확인
TCP(Tool Center Point, 공구 중심점)의 보정
위치 적응 제어(PAC)(옵션 142)
위치 적응 제어 작업 공간에 있는 축의 위치에 따라 제어 파라미터 변경
축의 속도 또는 가속도에 따라 제어 파라미터 변경
부하 적응 제어(LAC)(옵션 143)
부하 적응 제어 공작물 무게 및 마찰력 자동 확인
공작물의 실제 질량에 따라 제어 파라미터 변경
액티브 채터 제어-ACC(옵션 번호 145)
액티브 채터 제어 가공 중 채터 제어를 위한 완전 자동 기능
활성 진동 감쇠-AVD(옵션 번호 146)
활성 진동 감쇠 기계 진동을 감쇠하여 공작물 표면 향상
배치 프로세스 관리자(옵션 154)
배치 프로세스 관리자. 생산 주문 계획

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
12 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
FCL(Feature Content Level)(업그레이드 기능)소프트웨어 옵션과 더불어 컨트롤 소프트웨어의 추가 개선 사항은 FCL(Feature Content Level) 업그레이드 기능을 통해 관리됩니다. 사용자가 직접 컨트롤에 소프트웨어 업데이트를 설치하는 경우FCL의 적용대상인 기능이 자동으로 사용할 수 있게 되는 것은 아닙니다.
새 기계를 수령하면 모든 업그레이드 기능을 추가 비용없이 사용할 수 있습니다.
업그레이드 기능은 설명서에 FCL n으로 식별됩니다. n은 개발 상태의 일련 번호를 의미합니다.
FCL 기능을 영구적으로 활성화하려면 코드 번호를 구매해야 합니다. 자세한 내용은 기계 제작 업체 또는 하이덴하인에 문의하십시오.
권장 작동 장소컨트롤은 EN55022 사양에 따라 Class A 장치와 관련된 제한 규정을 준수하며, 산업 현장용으로 제작되었습니다.
법적 정보본 제품은 개방형 소스 소프트웨어입니다. 자세한 정보는 다음의해당 컨트롤러에서 확인할 수 있습니다.
프로그래밍 작동 모드
MOD 기능
라이선스 정보 소프트 키

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 13
새 기능
새 기능 73498x-02이제 윤곽 및 점 패턴을 추출하기 위해 컨트롤에서 바로 DXF파일을 열 수 있습니다. 참조 "CAD 파일에서 데이터 전송",페이지 311
이제 수동 운전 모드와 핸드휠 중첩 중에 가상 공구축 방향을 활성화할 수 있습니다. 참조 "프로그램 실행 중에 핸드휠 위치결정중첩: M118(소프트웨어 옵션 보조 기능)", 페이지 451
자유롭게 정의할 수 있는 테이블에서 데이터를 쓰고 읽습니다(참조 "자유 정의 테이블", 페이지 477).
무선 터치 프로브 TT 449 교정용 새 터치 프로브 사이클 484(사이클 프로그래밍 사용 설명서 참조).
새로운 HR 520 및 HR 550 FS 핸드휠이 지원됩니다(참조 "핸드휠로 이동", 페이지 565 참조).
새 작동 사이클 225 각인(사이클 프로그래밍 사용 설명서 참조)
새 ACC(Active Chatter Control) 소프트웨어 옵션(참조 "ACC(액티브 채터 제어) (옵션145)", 페이지 468 참조).
새 수동 프로빙 사이클 중심선을 프리셋으로, 참조 "중심선을 프리셋으로 설정", 페이지 616
새 모서리 라운딩 기능(참조 "모서리 라운딩: M197",페이지 458 참조).
이제 컨트롤에 대한 외부 액세스를 MOD 기능으로 차단할 수 있습니다. 참조 "외부 액세스", 페이지 670

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
14 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
바뀐 기능 73498x-02공구 테이블의 NAME 및 DOC 필드의 최대 문자 수가 16자에서32자로 늘어났습니다(참조 "공구 테이블테이블에 공구 데이터입력", 페이지 226 참조).
및 ACC 열이 공구 테이블에 추가되었습니다(참조 "공구 테이블테이블에 공구 데이터 입력", 페이지 226 참조).
수동 프로빙 사이클의 작업 및 위치결정 동작이 향상되었습니다(참조 "3D 터치 프로브 사용(옵션 17)", 페이지 592 참조).
이제 사전 정의한 값을 사이클의 PREDEF 기능으로 사이클 파라미터에 입력할 수 있습니다(사이클 프로그래밍 사용 설명서 참조).
이제는 KinematicsOpt 사이클을 통해 새 최적화 알고리즘을 사용합니다(사이클 프로그래밍 사용 설명서 ).
이제 사이클 257 원형 보스에서, 보스의 접근 위치를 결정할 수 있는 파라미터를 사용할 수 있습니다(사이클 프로그래밍 사용 설명서 참조).
이제 사이클 256 직사각형 보스에서 보스의 접근 위치를 확인할 수 있는 파라미터를 사용할 수 있습니다(사이클 프로그래밍 사용 설명서 참조).
이제 수동 기본 회전 터치 프로브 사이클에서 테이블 회전을 통해 공작물 오정렬을 보정할 수 있습니다. 참조 "테이블 회전을통한 공작물 오정렬 보정", 페이지 607
기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 15
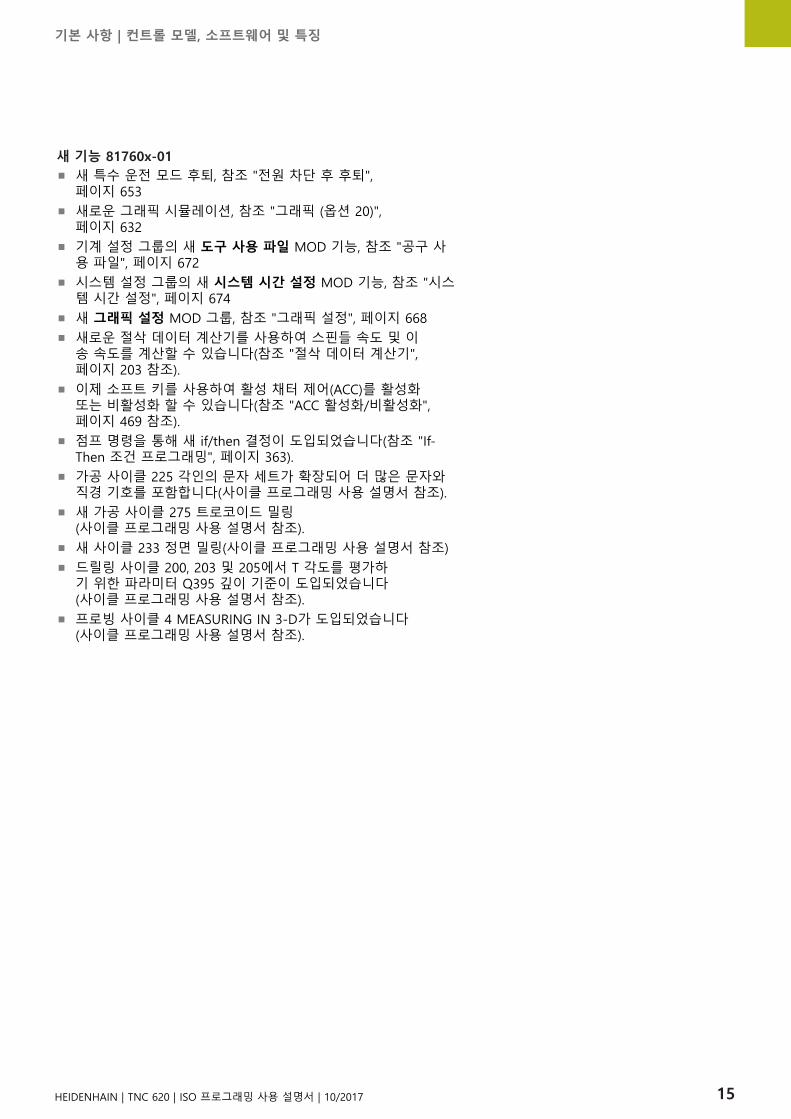
새 기능 81760x-01새 특수 운전 모드 후퇴, 참조 "전원 차단 후 후퇴",페이지 653
새로운 그래픽 시뮬레이션, 참조 "그래픽 (옵션 20)",페이지 632
기계 설정 그룹의 새 도구 사용 파일 MOD 기능, 참조 "공구 사용 파일", 페이지 672
시스템 설정 그룹의 새 시스템 시간 설정 MOD 기능, 참조 "시스템 시간 설정", 페이지 674
새 그래픽 설정 MOD 그룹, 참조 "그래픽 설정", 페이지 668
새로운 절삭 데이터 계산기를 사용하여 스핀들 속도 및 이송 속도를 계산할 수 있습니다(참조 "절삭 데이터 계산기",페이지 203 참조).
이제 소프트 키를 사용하여 활성 채터 제어(ACC)를 활성화또는 비활성화 할 수 있습니다(참조 "ACC 활성화/비활성화",페이지 469 참조).
점프 명령을 통해 새 if/then 결정이 도입되었습니다(참조 "If-Then 조건 프로그래밍", 페이지 363).
가공 사이클 225 각인의 문자 세트가 확장되어 더 많은 문자와직경 기호를 포함합니다(사이클 프로그래밍 사용 설명서 참조).
새 가공 사이클 275 트로코이드 밀링(사이클 프로그래밍 사용 설명서 참조).
새 사이클 233 정면 밀링(사이클 프로그래밍 사용 설명서 참조)
드릴링 사이클 200, 203 및 205에서 T 각도를 평가하기 위한 파라미터 Q395 깊이 기준이 도입되었습니다(사이클 프로그래밍 사용 설명서 참조).
프로빙 사이클 4 MEASURING IN 3-D가 도입되었습니다(사이클 프로그래밍 사용 설명서 참조).

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
16 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
수정된 기능 81760x-01이제 NC 블록에서 최대 4가지 M 기능을 사용할 수 있습니다(참조 "기본 사항", 페이지 438 참조).
포켓 계산기에 값을 전송하기 위한 새로운 소프트 키가 도입되었습니다(참조 "작업", 페이지 201 참조).
남은 거리 표시 기능이 이제 입력 시스템에 표시됩니다(참조 "위치 표시 선택", 페이지 675 참조).
여러 입력 파라미터가 사이클 241 SINGLE-LIP DEEPHOLE DRILLING[단일 립 심공 드릴링]에 추가되었습니다(사이클 프로그래밍 사용 설명서 참조).
파라미터 Q305 NUMBER IN TABLE[테이블 번호]가 사이클 404에 추가되었습니다(사이클 프로그래밍 사용 설명서 참조).
나사산 밀링 사이클 26x에서 접근 이송 속도가 도입되었습니다(사이클 프로그래밍 사용 설명서 참조).
이제 사이클 205 Universal Pecking[범용 펙킹]에서 파라미터 Q208을 사용하여 후퇴 이송 속도를 정의할 수 있습니다(사이클 프로그래밍 사용 설명서 참조).

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 17
새 기능 81760x-02확장자가 .HU 및 .HC인 프로그램을 선택할 수 있으며 모든 작동모드에서 처리할 수 있습니다.
기능 선택 프로그램 및 선택한 프로그램 호출이 도입되었습니다. 참조 "프로그램을 서브프로그램으로 호출", 페이지 339
정지시간을 반복하는 프로그래밍을 위한 새로운 이송 정지 기능을 사용할 수 있습니다(참조 "정지 시간 FUNCTION FEED[기능이송]", 페이지 485 참조).
컨트롤이 블록의 시작에 자동으로 대문자를 씁니다참조 "경로기능 프로그래밍", 페이지 280,
D18 기능이 확장되었습니다. 참조 "D18 – 시스템 데이터 읽기",페이지 377
SELinux 보안 소프트웨어로 USB 데이터 캐리어를 잠글 수 있습니다(참조 "SELinux 보안 소프트웨어", 페이지 107 참조).
SL 사이클 후 위치결정에 영향을 미치는 기계 파라미터posAfterContPocket(no. 201007)가 도입되었습니다(참조 "기계별 사용자 파라미터", 페이지 704).
MOD 메뉴에서 보호 구역을 정의할 수 있습니다(참조 "이송 한계 입력", 페이지 672 참조).
프리셋 관리에서 개별 라인에 대한 쓰기 금지가 가능합니다. 참조 "테이블에 프리셋 저장", 페이지 582
평면 정렬용 새로운 수동 프로빙 기능(참조 "3D 기본 회전 측정", 페이지 609 참조)
로타리축이 없는 가공 평면 정렬용 새로운 기능(참조 "회전축 없이 작업평면 틸팅", 페이지 518 참조)
옵션 번호 42 없이 CAD 파일을 열 수 있습니다. 참조 "CAD 파일에서 데이터 전송", 페이지 311
새 소프트웨어 옵션 93 확장 도구 관리, 참조 "공구 관리 호출",페이지 252

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
18 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
수정된 기능 81760x-02포켓 테이블의 DOC 열의 입력 범위가 32자로 확장되었습니다.(참조 "공구 변경자의 포켓 테이블", 페이지 237 참조).
이전 컨트롤의 명령 D15, D31 및 D32는 가져오는 도중에 더 이상 오류 블록을 생성하지 않습니다. 이 명령으로 NC 프로그램을 시뮬레이션하거나 실행하는 경우, 컨트롤이 다른 실행 방법을 찾도록 돕는 오류 메시지를 표시하면서 NC 프로그램을 중단합니다.
이전 컨트롤의 기타 기능 M104, M105, M112, M114, M124,M134, M142, M150, M200 - M204는 가져오는 도중에 더 이상오류 블록을 생성하지 않습니다. 이 기타 기능으로 NC 프로그램을 시뮬레이션하거나 실행하는 경우, 컨트롤이 다른 실행 방법을 찾도록 돕는 오류 메시지를 표시하면서 NC 프로그램을 중단합니다(참조 "비교: 보조 기능", 페이지 739 참조).
D16 F-Print가 4KB에서 20KB로 증가하였습니다.
Preset.PR 프리셋 관리가 프로그래밍 작동 모드에서 쓰기 금지되어 있습니다. 참조 "테이블에 프리셋 저장", 페이지 582
상태 표시의 QPARA 탭을 정의하는 Q 파라미터 목록의 입력 범위는 132개의 입력 위치로 이루어져 있습니다. 참조 "Q 파라미터 표시(QPARA 탭)", 페이지 97
터치 프로브의 수동 보정을 위한 사전 위치결정 이동이 감소했습니다(참조 "3D 터치 프로브 교정(옵션 17)", 페이지 600 참조).
공작물 또는 공구에 오버사이즈로 선택할 수 있는 블록의 DL 오버사이즈 프로그래밍을 고려하여 위치를 표시합니다(참조 "길이및 반경의 보정값", 페이지 225 참조).
싱글 블록 모드에서 컨트롤러는 포인트 패턴 사이클과 G79PAT로 포인트를 따로 실행합니다(참조 "프로그램 실행",페이지 646).
컨트롤러의 재부팅은 END 키가 아닌 재시작 소프트 키로 진행합니다. 참조 "끄기", 페이지 562
컨트롤은 수동 모드에서 윤곽 이송 속도를 표시합니다(참조 "스핀들 속도 S, 이송 속도 F 및 보조 기능 M", 페이지 574 참조).
수동 모드에서의 틸팅 비활성화는 3D-ROT 메뉴에서만 가능합니다(참조 "수동 틸팅 활성화:", 페이지 622 참조).
기계 파라미터 maxLineGeoSearch(105408번)가 최대값50000으로 증가되었습니다(참조 "기계별 사용자 파라미터",페이지 704).
소프트웨어 옵션 번호 8, 9 및 21의 이름이 변경되었습니다(참조"소프트웨어 옵션", 페이지 9 참조).

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 19
새롭게 수정된 사이클 기능 81760x-02LAC(부하 적응 제어) 부하 의존형 제어 파라미터 적용을 위한 새사이클 G239 ASCERTAIN THE LOAD (옵션 143)
사이클 G270 CONTOUR TRAIN DATA가 추가됨(옵션 19)
사이클 G139 CYL. SURFACE CONTOUR가 추가됨(옵션 1)
가공 사이클의 문자 집합 G225 ENGRAVING에 CE문자, ß, @문자 및 시스템 시간이 포함됨,
사이클 G252-G254(옵션 19)에 옵션 파라미터 Q439가 추가되어확장됨
사이클 G122 ROUGH-OUT(옵션 19)에 옵션 파라미터 Q401,Q404가 포함되어 확장됨
사이클 G484 CALIBRATE IR TT(옵션 17)에 옵션 파라미터Q536이 포함되어 확장됨
추가 정보: 사이클 프로그래밍 사용 설명서

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
20 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
새 기능 81760x-03수동 프로브 기능이 프리셋 테이블에 아직 존재하지 않는 선을만듭니다. 참조 "터치 프로브 사이클에서 측정한 값을 프리셋 테이블에 쓰기", 페이지 599
수동 프로브 기능이 암호로 보호되는 라인을 작성합니다(참조"터치 프로브 사이클에서 측정된 값 기록", 페이지 597).
KINEMATIC 열이 공구 테이블에 추가되었습니다(참조 "공구 테이블테이블에 공구 데이터 입력", 페이지 226 참조).
공구 데이터를 가져올 때 CSV 파일에 컨트롤에서 인식되지 않는 추가 테이블 열이 포함될 수 있습니다. 가져오기 중에 인식되지 않은 열을 나타내고 이 값이 채택되지 않음을 알리는 메시지를 표시합니다(참조 "공구 데이터 가져오기 및 내보내기",페이지 259).
FUNCTION S-PULSE 샤프트 속도 펄스 프로그래밍용 새 기능(참조 "펄스 스핀들 속도 S-펄스 기능", 페이지 483 참조)이 추가되었습니다.
첫 글자를 입력하여 파일 관리에서 파일을 빠르게 검색할 수 있습니다(참조 "드라이브, 디렉터리 및 파일 선택", 페이지 170참조).
활성 구조를 이용하여 구조 창에서 구조 블록을 편집할 수 있습니다(참조 "정의 및 응용", 페이지 199).
D18 기능이 확장되었습니다. 참조 "D18 – 시스템 데이터 읽기",페이지 377
컨트롤은 중단 또는 중지된 NC 프로그램을 구별합니다. 중단된상태에서 컨트롤은 더 많은 개입 옵션을 제공합니다(참조 "가공중단, 정지 또는 중지", 페이지 648 참조).
작업면 기울이기 기능에서 애니메이션 도움말을 선택할 수 있습니다(참조 "개요", 페이지 495).
소프트웨어 옵션 번호 42 DXF 변환기는 이제 CR 원을 생성합니다(참조 "기본 설정", 페이지 315 참조).

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 21
수정된 기능 81760x-03공구 테이블 또는 공구 관리를 편집할 때 현재 테이블 라인만 차단됩니다. 참조 "공구 테이블 편집", 페이지 231
공구 테이블을 가져올 때 존재하지 않는 공구 종류는 정의되지 않은 종류로서 가져옵니다(참조 "공구 테이블 가져오기",페이지 234).
포켓 테이블에 아직 저장되어 있는 공구의 공구 데이터는 삭제할 수 없습니다. 참조 "공구 테이블 편집", 페이지 231
모든 수동 프로빙 기능에서 소프트 키(근축 프로빙 방향)를 사용하여 홀 및 스터드의 시작 각도를 더 빨리 선택할 수 있습니다(참조 "터치 프로브 사이클의 기능", 페이지 595).
프로빙 시 두 번째 점에 대한 첫 번째 점의 실제 값을 수락한 후축 방향에 대한 소프트 키가 표시됩니다.
기본적으로 모든 수동 프로빙 기능에서 기준축의 방향이 제시됩니다.
수동 프로빙 사이클에서 END 및 Adopt Actual Position 하드키를 사용할 수 있습니다.
수동 모드에서 가공 이송 속도의 표시가 변경되었습니다(참조"스핀들 속도 S, 이송 속도 F 및 보조 기능 M", 페이지 574).
또한 파일 관리에서 커서 위치의 프로그램 또는 디렉터리도 현재 경로 표시 아래의 별도의 필드에 표시됩니다.
블록 편집이 더 이상 블록 표시를 취소하지 않습니다. 블록 표시가 활성화된 상태에서 블록을 편집한 다음 구문 검색을 통해또 다른 블록을 선택하는 경우, 표시는 새로 선택된 블록으로 확장됩니다. 참조 "프로그램 섹션 표시, 복사, 잘라내기 및 삽입",페이지 161
프로그램 + 선택 화면 레이아웃에서 구조를 구조 창에서 편집할수 있습니다. 참조 "정의 및 응용", 페이지 199
APPR CT 및 DEP CT 기능을 사용하여 나선에 접근하거나 후퇴할 수 있습니다. 이 이동은 균일한 피치의 나선으로 수행됩니다(참조 "개요: 윤곽 접근 및 후진의 경로 유형", 페이지 272).
APPR LT, APPR LCT, DEP LT 및 DEP LCT 기능은 동시에 3개의모든 축을 보조점에 위치시킵니다(참조 "접선 방향 연결을 통해직선에 접근: APPR LT", 페이지 275, 참조 "윤곽을 향하는 직선에서 접선 방향으로 연결되는 원형 경로로 접근: APPR LCT",페이지 277).
이송 한계 입력 값의 유효성을 검사합니다(참조 "이송 한계 입력", 페이지 672).
M138으로 선택한 축의 축 각도를 계산할 때 컨트롤에서 값을 0으로 설정합니다(참조 "틸팅축 선택: M138", 페이지 526).
프리셋 테이블에서 SPA, SPB 및 SPC 열의 입력 범위가999.9999로 확장되었습니다. 참조 "프리셋 관리", 페이지 581
틸팅을 좌우 대칭과 함께 사용할 수 있습니다(참조 "PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8)", 페이지 493).
3D-ROT 대화 상자가 수동 작동 모드에서 활성화되어 있는 경우에도 평면 재설정은 여전히 기본 변환이 활성화된 상태에서 작동합니다(참조 "수동 틸팅 활성화:", 페이지 622).
이송 속도 분압기는 더 이상 컨트롤에 의해서 계산된 이송 속도를 감소시키지 않고 프로그래밍된 이송 속도만 감소시킵니다(참조 "이송 속도 F", 페이지 222).
DXF 변환기는 FUNCTION MODE TURN 또는 FUNCTIONMODE MILL을 주석으로 표시합니다.

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
22 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
새롭게 수정된 사이클 기능 81760x-03새 사이클 258 다각형 보스 (옵션 19)()
사이클 421, 422 및 427이 확장되어 파라미터 Q498 및 Q531을포함합니다( 참조).
사이클 247 PRESETTING[프리셋]에서 프리셋 테이블의 프리셋번호는 해당 파라미터를 사용하여 선택할 수 있습니다.
사이클 200 및 203: 맨 위의 정지 시간 동작이 수정됨,
사이클 205는 좌표 표면에서 디버링을 수행합니다( 참조).
SL 사이클에서 M110은 이제 가공 중에 활성화된 경우 원의 안쪽 보정을 고려합니다().
추가 정보: 사이클 프로그래밍 사용 설명서

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 23
새 기능 81760x-04정시 시간을 프로그래밍하기 위한 새 기능 FUNCTIONDWELL(참조 "정지 시간 FUNCTION FEED[기능 이송]",페이지 487)
OVRTIME 열이 공구 테이블에 추가되었습니다(참조 "공구 테이블테이블에 공구 데이터 입력", 페이지 226).
수동 터치 프로브 사이클 중에 제어권을 핸드휠에 넘길수 있습니다. 참조 "디스플레이 탑재 핸드휠로 이송 동작",페이지 594
여러 핸드휠을 컨트롤에 연결할 수 있습니다(참조 "핸드휠로 이동", 페이지 565).
핸드휠 모드 운전 모드에서 오렌지색 축 키를 사용하여 HR 130에 대한 핸드휠 축을 선택할 수 있습니다.
컨트롤을 INCH 측정 단위로 설정한 경우, 컨트롤은 핸드휠에 의한 이송된 움직임(INCHES 단위)도 포함합니다(참조 "핸드휠로이동", 페이지 565).
D18 기능이 확장되었습니다. 참조 "D18 – 시스템 데이터 읽기",페이지 377
D16 기능이 확장되었습니다(참조 "D16 – 텍스트 및 Q 파라미터값의 형식 지정 출력", 페이지 371).
다른 이름으로 저장을 통해 저장된 파일은 이제 파일 관리의마지막 파일 아래에서도 찾을 수 있습니다. 참조 "NC 프로그램편집", 페이지 158
다른 이름으로 저장을 사용하여 파일을 저장한 경우, 전환 소프트 키로 대상 디렉터리를 선택할 수 있습니다. 참조 "NC 프로그램 편집", 페이지 158
파일 관리는 세로 스크롤 바를 표시하며 마우스를 이용한 스크롤을 지원합니다(참조 "파일 관리자 호출", 페이지 169).
M7 및 M8을 다시 만들기 위한 새 기계 파라미터(참조 "기계별사용자 파라미터", 페이지 704)
기능 STRLEN은 문자열 파라미터가 정의되었는지 여부를 확인합니다(참조 "문자열 파라미터의 길이 알아내기",페이지 421).
기능 SYSSTR을 사용하여 NC 소프트웨어 버전을 판독할 수 있습니다(참조 "시스템 데이터 읽기", 페이지 418).
기능 D38은 이제 코드 번호 없이 프로그래밍할 수 있습니다.
정의되지 않은 Q 파라미터는 이제 기능 D00을 통해 전송할 수있습니다.
D09를 사용한 점프의 경우, QS 파라미터 및 텍스트를 조건적으로 허용합니다(참조 "If-Then 조건 프로그래밍", 페이지 363).
원통형 공작물 영역은 이제 반경 대신 직경을 사용하여 정의할수 있습니다(참조 "영역 정의: G30/G31", 페이지 152).
전환 요소 G24 및 G25는 이제 3D 윤곽 사이에, 즉 프로그래밍된 좌표 3개를 포함한 직선 블록 또는 나선에 대해서도 실행할수 있습니다.
컨트롤은 이제 공간 원호, 즉 작업면에 수직인 3축의 원을 지원합니다(참조 "원 중심 를 둘러싼 원형 경로 ", 페이지 285).
활성 역학이 3D-ROT 메뉴에 표시됩니다(참조 "수동 틸팅 활성화:", 페이지 622).
운전 모드 반 자동 프로그램 실행 및 자동 프로그램 실행에서 화면 레이아웃 프로그램 + 선택을 지정할 수 있습니다. 참조 "프로그램 구조", 페이지 199

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
24 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
운전 모드 자동 프로그램실행, 프로그램 실행 반 자동 및 수동입력에 의한 운전(MDI)에서 글꼴 크기를 프로그래밍 작동 모드와 같은 크기로 설정할 수 있습니다. 참조 "기계별 사용자 파라미터", 페이지 704
수동 입력에 의한 운전(MDI) 모드의 기능이 작동 개선을 위해확장 및 수정되었습니다. 참조 "MDI(수동 데이터 입력)를 통한위치결정", 페이지 625
활성 역학이 운전 모드 후퇴에 표시됩니다. 참조 "전원 차단 후후퇴", 페이지 653
후퇴 운전 모드에서 CANCEL THE FEED RATE LIMITATION 소프트 키를 사용하여 이송 속도 제한을 비활성화할 수 있습니다.참조 "전원 차단 후 후퇴", 페이지 653
시험 주행 운전 모드에서 시뮬레이션하지 않고도 공구 사용 파일을 만들 수 있습니다. 참조 "공구 사용 테스트", 페이지 245
시험 주행 운전 모드에서 FMAX 경로 소프트 키로 급속 이송이동을 숨길 수 있습니다. 참조 "시험 주행 작동 모드 3D 뷰",페이지 636
시험 주행 운전 모드에서 볼륨 모델 재설정 소프트 키로 솔리드모델 뷰를 재설정할 수 있습니다. 참조 "시험 주행 작동 모드 3D뷰", 페이지 636
시험 주행 운전 모드에서 RESET TOOL PATHS 소프트 키로 공구 경로를 재설정할 수 있습니다. 참조 "시험 주행 작동 모드 3D뷰", 페이지 636
시험 주행 운전 모드에서 측정중 소프트 키는 마우스를 그래픽위에 놓으면 좌표가 표시됩니다. 참조 "시험 주행 작동 모드 3D뷰", 페이지 636
시험 주행 운전 모드에서 정지 위치 1271 소프트 키는 미리 정의된 블록까지 시뮬레이션합니다. 참조 "시험 주행 특정 블록까지정지 위치", 페이지 645
활성 기본 변환이 POS 탭의 상태 표시에 나타납니다. 참조 "위치 및 좌표(POS 탭)", 페이지 96
상태 표시는 이제 활성 주 프로그램의 경로도 표시합니다(참조 "개요", 페이지 94). 참조 "일반 프로그램 정보(PGM 탭)",페이지 95
상태 표시에서 CYC 탭은 이제 T-Max 및 TA-Max도 표시합니다.
미드 프로그램 시작을 이제 계속할 수 있습니다(참조 "임의 지점에서 프로그램 입력: 미드 프로그램 시작", 페이지 656).
기능 NC/PLC Backup[백업] 및 NC/PLC Restore(복원)을 사용하여 단일 디렉터리 또는 전체 TNC 드라이브를 저장 및 복원할수 있습니다(참조 "백업 및 복원", 페이지 110).
터치스크린 조작이 지원됩니다. 참조 "터치스크린 작동",페이지 121

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 25
수정된 기능 81760x-04공구 이름은 이제 문자 % 및 ,를 포함할 수 있습니다(참조 "공구번호, 공구 이름", 페이지 224).
공구 테이블을 가져올 때 R-OFFS 열의 숫자 값을 채택합니다(참조 "공구 테이블 가져오기", 페이지 234).
공구 테이블의 LIFTOFF 열에서 기본값은 이제 N입니다(참조"공구 테이블테이블에 공구 데이터 입력", 페이지 226).
새 공구가 만들어질 때 공구 테이블의 L 및 R 열이 비어 있습니다. 참조 "공구 테이블 편집", 페이지 231
이제 공구 테이블에서 RT 및 KINEMATIC[역학] 열에 대해 선택소프트 키를 사용할 수 있습니다. 참조 "공구 테이블테이블에 공구 데이터 입력", 페이지 226
프리셋이던 터치 프로브 기능 Corner[모서리]가 확장되었습니다(참조 "프리셋 모서리", 페이지 612).
수동 프로빙 사이클 프로빙 P의 소프트 키 배열이 수정되었습니다. 참조 "프리셋 모서리", 페이지 612
프로그램 실행 시의 FMAX 소프트 키가 프로그램을 실행하는 동안 가공 이송 속도뿐만 아니라 수동 축 이동에 대한축 이송 속도도 제한합니다(참조 "이송 속도 한계 F MAX",페이지 575).
증분 위치결정에 대한 소프트 키 할당이 수정되었습니다.
프리셋 관리를 열 때 커서가 활성 프리셋의 라인에 있습니다.
PLANE RESET[평면 재설정]에 대한 새 도움말 그래픽(참조 "평면 기능의 위치결정 동작 지정", 페이지 510)
3D-ROT 메뉴에서 COORD ROT 및 TABLE ROT의 동작이수정되었습니다(참조 "평면 기능의 위치결정 동작 지정",페이지 510).
현재 구조 블록은 구조 창에서 더 명확하게 인식될 수 있습니다(참조 "정의 및 응용", 페이지 199).
DHCP 임대 시간은 이제 전원 차단 후에도 유효합니다. HEROS가 종료될 때 DHCP 서버는 더 이상 IP 주소가 다시 비어 있음을알리지 않습니다. 참조 "컨트롤 구성", 페이지 685
상태 표시에서 LBL 이름에 대한 필드가 32문자로 확장되었습니다.
TT 상태 표시는 이제 사용자가 나중에 TT 탭으로 변경해도 값을표시합니다.
상태 표시를 이제 Next tab[다음 탭] 키로 전환할 수도 있습니다(참조 "추가 상태 표시", 페이지 94).
프로그램 실행 중의 활성 팔레트 테이블은 팔레트 편집 소프트키를 통해서만 편집할 수 있습니다. 참조 "팔레트 테이블 처리",페이지 542
%로 호출한 서브프로그램이 M2 또는 M30으로 끝나면 컨트롤이 경고를 출력합니다.
M124는 더 이상 오류 메시지를 트리거하지 않으며 경고만 트리거합니다. 이 기능을 통해 M124로 프로그래밍한 NC 프로그램이 중단 없이 실행될 수 있습니다.
파일 이름에 대한 대문자와 소문자를 파일 관리에서 수정할 수있습니다.
파일 관리에서 더 큰 파일을 USB 장치로 전송하는 경우, 컨트롤은 파일 전송이 완료될 때까지 경고를 표시합니다(참조 "컨트롤의 USB 장치", 페이지 191).
파일 관리에서 컨트롤이 경로와 함께 임시 형식 필터도 표시합니다.

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
26 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파일 관리에서 모든것을 표시 소프트 키는 이제 모든 운전 모드에서 표시됩니다.
파일 관리에서 대상 디렉터리 선택 기능이 파일 또는 디렉터리를 복사하도록 수정되었습니다. 소프트 키 OK 및 삭제를 처음두 위치에서 사용할 수 있습니다.
프로그래밍 그래픽의 색이 변경되었습니다(참조 "그래픽 프로그래밍", 페이지 205).
시험 주행 및 프로그래밍 작동 모드에서 프로그램을 선택하거나재설정 + 시작 소프트 키로 재시작하면 공구 데이터가 재설정됩니다.
시험 주행 운전 모드에서 외형 작업 공간을 사용하는 경우 컨트롤이 기계 테이블의 데이텀을 기준점으로 표시합니다. 참조 " 작업 공간에서 공작물 영역 표시(옵션 20)", 페이지 641
활성 프리셋을 수정한 후 프로그램의 실행 재개는 GOTO 또는미드 프로그램 시작 후에만 가능합니다. 참조 "중단 중 기계축이동", 페이지 651
미드 프로그램이 시작한 상태에서 FK 순서를 입력할 수 있습니다(참조 "임의 지점에서 프로그램 입력: 미드 프로그램 시작",페이지 656).
미드 프로그램 시작 작동 및 대화 상자 안내가 팔레트 테이블에대해서도 개선되었습니다(참조 "임의 지점에서 프로그램 입력:미드 프로그램 시작", 페이지 656).

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 27
새롭게 수정된 사이클 기능 81760x-04사이클 251 직사각형 포켓에서 M110은 이제 가공 중에 활성화된 경우 원의 안쪽 보정을 고려합니다
KinematicsOpt 사이클 451 및 452의 프로토콜에서 측정된 로타리축의 위치를 최적화 전 및 후에 출력할 수 있습니다. (소프트웨어 옵션 52) )
사이클 225가 파라미터 Q516, Q367 및 Q574를 통해 확장되었습니다. 이를 통해 특정 텍스트 위치에 대한 프리셋을 정의하거나 텍스트 길이 및 문자 높이에 배율을 적용할 수 있습니다().
사이클 481~483에서 입력 옵션 “2”를 통해 파라미터 Q340이 확장되었습니다. 이를 통해 공구 테이블을 변경하지 않고 공구를확인할 수 있습니다().
사이클 251이 파라미터 Q439에 의해 확장되었습니다. 정삭 전략도 수정되었습니다
정삭 전략이 사이클 252를 통해 수정되었습니다
사이클 275가 파라미터 Q369 및 Q439를 통해 확장되었습니다
추가 정보: 사이클 프로그래밍 사용 설명서

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
28 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
새 기능 81760x-05새 배치 프로세스 관리자 기능을 사용하여 생산 주문을 계획할수 있습니다. 추가 정보: "배치 프로세스 관리자", 페이지 549
3D 반경 보정에서 전체 공구 반경을 고려하기 위한 새FUNCTION PROG PATH[기능 프로그램 경로] 기능, 참조 "프로그래밍된 경로 해석"
애플리케이션이 세 번째 또는 네 번째 데스크톱에서 활성화된경우, 터치 조작과 함께 운전 모드 키도 유효합니다. 참조 "요소를 저장하고 NC 프로그램으로 전환", 페이지 132
이제 CONTOUR DEF를 ISO 형식으로 프로그래밍할 수도 있습니다. 참조 "윤곽 및 점 가공 메뉴에 대한 기능", 페이지 461
이제 FMAX 및 FAUTO를 사용하여 PLANE 기능을 ISO 형식으로 프로그래밍할 수도 있습니다. 참조 "평면 기능의 위치결정 동작 지정", 페이지 510
새 공구 방향 조정 팔레트 가공 기능, 참조 "공구 위치 결정 가공", 페이지 545
새 팔레트 프리셋 관리, 참조 "팔레트 프리셋 관리",페이지 544
프로그램 실행 작동 모드에서 팔레트 테이블을 선택한 경우,Tooling list 및 T 사용 순서는 전체 팔레트 테이블에 대해 계산됩니다. 참조 "공구 관리(옵션 번호 93)", 페이지 251
카운터를 제어하기 위한 새 FUNCTION COUNT[기능 카운트]기능, 참조 "카운터 정의", 페이지 471
NC 정지 시 윤곽에서 공구를 후퇴하기 위한 새 FUNCTIONLIFTOFF 기능, 참조 "NC 정지 시 공구 리프트 오프: FUNCTIONLIFTOFF", 페이지 488
공구 캐리어 파일을 파일 관리에서도 열 수 있습니다. 참조 "공구 캐리어 관리", 페이지 463
적응 NC 프로그램 / 테이블 기능을 사용하여 자유롭게 정의할수 있는 테이블을 가져와서 수정할 수도 있습니다. 참조 "공구테이블 가져오기", 페이지 234
기계 제작업체는 예를 들어 테이블을 가져올 때 테이블 및 NC프로그램에서 움라우트를 자동으로 제거할 수 있는 업데이트 규칙을 정의할 수 있습니다. 참조 "공구 테이블 가져오기",페이지 234
공구 테이블에서 공구 이름의 빠른 검색이 가능합니다. 참조 "공구 테이블테이블에 공구 데이터 입력", 페이지 226
NC 블록을 주석화할 수 있습니다. 참조 "기존 NC 블록 주석화",페이지 195
기계 제작업체는 개별 축의 프리셋 설정을 비활성화할 수있습니다(참조 "테이블에 프리셋 저장", 페이지 582). 참조 "3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17)",페이지 611
프리셋 테이블의 라인 0을 수동으로 편집할 수도 있습니다. 참조"테이블에 프리셋 저장", 페이지 582
CAD 뷰어가 FMAX를 사용하여 점을 H 파일로 내보냅니다. 참조 "파일 형식 선택", 페이지 325
CAD 뷰어의 여러 인스턴스가 열려 있는 경우 세 번째 데스크톱에 좀 더 작게 표시됩니다.
이제 CAD 뷰어를 사용하여 STEP, IGES 및 STEP 파일에서 데이터를 추출할 수 있습니다. 참조 "CAD 파일에서 데이터 전송",페이지 311

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 29
모든 트리 구조의 노드를 두 번 클릭하여 확장 및 축소할 수 있습니다.
대칭 가공에 대한 상태 표시의 새 아이콘, 참조 "일반 상태 표시", 페이지 92
시험 주행 운전 모드의 그래픽 설정이 영구적으로 저장됩니다.참조 "시험 주행 작동 모드 3D 뷰", 페이지 636
이제 시험 주행 운전 모드에서 여러 이송 범위 간에 선택할 수있습니다. 참조 "응용", 페이지 641
터치 프로브의 공구 데이터를 공구 관리에서 표시 및 입력할 수도 있습니다(옵션 93). 참조 "공구 관리 편집", 페이지 253
RF 터치 프로브를 관리하기 위한 새 MOD 대화 상자, 참조 "터치 프로브 설정", 페이지 694
터치프로브 모니터 끄기 소프트 키를 사용하여 터치 프로브 모니터링을 30초 동안 억제할 수 있습니다. 참조 "터치 프로브 모니터링 사용 안 함", 페이지 595
ROT 및 P를 수동 프로빙하는 동안 로타리 테이블을 정렬하여공작물 오정렬 을 보정할 수 있습니다(참조 "테이블 회전을 통한 공작물 오정렬 보정", 페이지 607). 참조 "프리셋 모서리",페이지 612
터치 프로브를 프로그래밍된 프로브 방향으로 설정하는 기능이활성화된 경우 가드 도어가 열려 있으면 스핀들 회전이 제한됩니다. 경우에 따라 스핀들 회전의 방향이 바뀌어 위치결정이 최단 경로를 따르지 않는 경우가 생깁니다.
이제 D00 기능을 사용하여 정의되지 않은 파라미터를 전송할수도 있습니다.
D16을 사용하여 Q 파라미터 또는 QS 파라미터에 대한 참조를소스 및 대상으로 입력할 수 있습니다. 참조 "D16 – 텍스트 및 Q파라미터 값의 형식 지정 출력", 페이지 371
D18 기능이 확장되었습니다. 참조 "D18 – 시스템 데이터 읽기",페이지 377
상태 표시에서 아이콘 순서를 정의하기 위한 새 기계 파라미터 iconPrioList (No. 100813), 참조 "기계별 사용자 파라미터",페이지 704
기계 파라미터 clearPathAtBlk (No. 124203)를 사용하여 시험 주행 운전 모드에서 새 BLK FORM으로 공구 경로를 지울지여부를 지정할 수 있습니다. 참조 "기계별 사용자 파라미터",페이지 704
데이텀 전환이 상태 표시에 표시될 좌표계를 선택하기 위한 새옵션 기계 파라미터 CfgDisplayCoordSys(No. 127500), 참조"기계별 사용자 파라미터", 페이지 704
컨트롤은 최대 2개의 스핀들을 포함하여 최대 8개의 제어 루프를 지원합니다.

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
30 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
수정된 기능 81760x-05잠긴 공구를 사용하는 경우 컨트롤이 프로그래밍 및 테스트 실행 운전 모드에서 경고를 표시합니다(참조 "그래픽 프로그래밍",페이지 205). 참조 "시험 주행", 페이지 643
M94 보조 기능은 소프트웨어 리미트 스위치 또는 이송 한계에의해 제한되지 않는 모든 회전축에 대해 유효합니다. 참조 "360°미만의 값으로 로타리축 표시 줄임: M94", 페이지 522
컨트롤이 윤곽으로 돌아가기 위한 위치결정 로직을 제공합니다.참조 "윤곽으로 되돌리기", 페이지 661
교체 공구와 함께 윤곽으로 돌아가기 위한 위치결정 로직이 변경되었습니다. 참조 "공구 변경", 페이지 242
현재 역학 모델에서 활성화되지 않은 축을 틸팅 작업평면에서도 참조할 수 있습니다. 참조 "기울어진 작업평면에서 기준점 교차", 페이지 561
홀 및 나사산이 프로그래밍 그래픽에 연한 파란색으로 표시됩니다. 참조 "그래픽 프로그래밍", 페이지 205
공구가 공작물과 접촉해 있는 동안 그래픽에 빨간색으로 표시되며 에어컷 중에는 파란색으로 표시됩니다. 참조 "공구 표시",페이지 639
프로그램 또는 새 빈 폼이 선택된 경우 새 단면의 위치가 더 이상 재설정되지 않습니다. 참조 "3각법", 페이지 638
스핀들 속도를 수동 운전 모드 모드에서도 소수 자릿수로 입력할 수 있습니다. 스핀들 속도가 1000 미만일 때 컨트롤이 소수자릿수를 표시합니다. 참조 "값 입력", 페이지 574
컨트롤이 꺼졌을 때 공구 선택 창의 정렬 순서 및 열 폭이 보존됩니다. 참조 "공구 데이터 호출", 페이지 240
%:PGM을 사용하여 호출된 서브프로그램이 M2 또는 M30으로끝나는 경우 컨트롤이 경고를 표시합니다. 다른 NC 프로그램을선택하자마자 컨트롤이 이 경고를 자동으로 지웁니다. 참조 "프로그래밍 유의 사항", 페이지 338
오류 메시지가 지워지거나 더 높은 우선 순위의 오류로 대체될때까지 컨트롤의 헤더에 오류 메시지가 표시됩니다. 참조 "오류표시", 페이지 209
대량의 데이터를 NC 프로그램에 붙여넣는 데 필요한 시간이 크게 감소했습니다.
USB 스틱을 연결하기 위해 더 이상 소프트 키를 누를 필요가 없습니다. 참조 "USB 저장 장치 연결 및 제거", 페이지 179
조그 증가를 설정 속도, 스핀들 속도 및 이송 속도가 전자 핸드휠에 맞게 조정되었습니다.
기본 회전, 3D 기본 회전 및 틸팅 작업평면의 아이콘이 더쉽게 구별되도록 수정되었습니다. 참조 "일반 상태 표시",페이지 92
FUNCTION TCPM에 대한 아이콘이 수정되었습니다. 참조 "일반 상태 표시", 페이지 92
컨트롤이 테이블을 가져와야 하는지 또는 테이블 형식을 수정해야 하는지 자동으로 인식합니다. 참조 "공구 테이블 가져오기",페이지 234
커서를 공구 관리의 입력 필드에 놓으면 전체 입력 필드가 강조표시됩니다.
마우스로 테이블 편집기의 선택 필드를 두 번 클릭하거나 ENT키를 누를 때 팝업 창이 열립니다.
구성 subfile이 수정될 때 컨트롤이 더 이상 시험 주행을 중지하지 않고 경고만 표시합니다.

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 31
축을 참조하지 않은 상태에서는 프리셋을 설정할 수도 수정할수도 없습니다. 참조 "이송 기준점", 페이지 560
핸드휠이 비활성화되었을 때 핸드휠 분압기가 여전히 활성화된 경우 컨트롤이 경고를 표시합니다. 참조 "핸드휠로 이동",페이지 565
HR 550 또는 HR 550FS 핸드휠을 사용할 때 배터리 전압이 너무낮으면 경고가 표시됩니다. 참조 "핸드휠로 이동", 페이지 565
기계 제작업체는 R-OFFS 오프셋이 CUT 0인 공구를 고려하는지여부를 정의할 수 있습니다. 참조 "공구 테이블: 자동 공구 측정에 필요한 공구 데이터", 페이지 230
기계 제작업체는 컨트롤이 M138에 지정된 축에 대해 축 각도를고려하는지 아니면 0으로 설정하는지를 구성할 수 있습니다. 참조 "틸팅축 선택: M138", 페이지 526
기계 제작업체는 시뮬레이션된 공구 변경 위치를 변경할 수 있습니다. 참조 "시험 주행", 페이지 643
SYSSTR 기능을 사용하여 팔레트 프로그램의 경로를 읽을 수 있습니다. 참조 "시스템 데이터 읽기", 페이지 418
기계 파라미터 decimalCharakter (No. 100805)에서 소수점 기호로 마침표 또는 쉼표 중 어느 것을 사용하는지 정의할 수 있습니다. 참조 "기계별 사용자 파라미터", 페이지 704
새롭게 수정된 사이클 기능 81760x-05신규 사이클 441 FAST PROBING. 이 사이클을 사용하여 이후사용되는 모든 터치 프로브 사이클에 대해 전역적으로 유효한여러 터치 프로브 파라미터(예: 위치결정 이송 속도)를 설정할수 있습니다.
Q215, Q385, Q369 및 Q386에 의해 사이클 256RECTANGULAR STUD 및 257 CIRCULAR STUD가 확장되었습니다.
사이클 239는 LAC 제어 기능을 사용하여 기계 축의 현재 부하를 확인합니다. 또한 사이클 239는 이제 최대 축 가속도를 조정할 수도 있습니다. 사이클 239는 동기화된 축에 대한 부하 결정을 지원합니다.
사이클 205 및 241의 이송 속도 동작이 변경되었습니다.
사이클 233의 세부 정보 변경: 정삭 중에 공구 길이(LCUTS)를모니터링하고 밀링 방법 0 ~ 3으로 황삭할 때 Q357에 의해 밀링 방향으로 면적을 늘립니다(밀링 방향으로 설정된 한계가 없다면).
CONTOUR DEF를 ISO 형식으로 프로그래밍할 수 있습니다.
OLD CYCLES[이전 사이클] 아래에 그룹화된 기술적으로 사용하지 않게 된 사이클 1, 2, 3, 4, 5, 17, 212, 213, 214, 215, 210,211, 230 및 231은 더 이상 편집기를 사용하여 삽입할 수 없습니다. 그러나 이러한 사이클을 여전히 실행 및 편집할 수 있습니다.
사이클 480, 481 및 482 등 공구 터치 프로브 사이클을 숨길 수있습니다.
사이클 225 조각은 새 구문을 사용하여 현재 카운터 판독을 조각할 수 있습니다.
터치 프로브 테이블의 새 SERIAL[직렬] 열
윤곽 트레인 향상: 잔여 소재 가공을 포함한 사이클 25, Cycle276 3D 윤곽 트레인()
추가 정보: 사이클 프로그래밍 사용 설명서

기본 사항 | 컨트롤 모델, 소프트웨어 및 특징
32 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 33
목차
1 TNC 620 사용을 위한 첫 단계..............................................................................................................63
2 소개............................................................................................................................................................ 85
3 터치스크린 작동.....................................................................................................................................121
4 기본 사항, 파일 관리............................................................................................................................ 137
5 프로그래밍 보조 기능........................................................................................................................... 193
6 공구..........................................................................................................................................................221
7 윤곽 프로그래밍.....................................................................................................................................263
8 CAD 파일에서 데이터 전송..................................................................................................................311
9 서브프로그램 및 프로그램 섹션 반복................................................................................................. 331
10 Q 파라미터 프로그래밍........................................................................................................................ 351
11 보조 기능................................................................................................................................................ 437
12 특수 기능................................................................................................................................................ 459
13 다축가공.................................................................................................................................................. 491
14 팔레트 관리.............................................................................................................................................537
15 배치 프로세스 관리자........................................................................................................................... 549
16 수동 운전 모드 및 설정........................................................................................................................557
17 MDI(수동 데이터 입력)를 통한 위치결정...........................................................................................625
18 시험 주행 및 프로그램 실행................................................................................................................ 631
19 MOD 기능.............................................................................................................................................. 665
20 테이블 및 개요.......................................................................................................................................703

목차
34 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 35
1 TNC 620 사용을 위한 첫 단계..............................................................................................................63
1.1 개요.................................................................................................................................................................. 64
1.2 기계 켜기.........................................................................................................................................................65
전원 중단 확인 및 기준점으로 이동.................................................................................................................................65
1.3 첫 번째 파트 프로그래밍.............................................................................................................................. 66
올바른 작동 모드 선택............................................................................................................................................................66
가장 중요한 컨트롤 키............................................................................................................................................................66
새 프로그램/파일 관리 열기.................................................................................................................................................67
공작물 정의.................................................................................................................................................................................. 68
프로그램 레이아웃.....................................................................................................................................................................69
간단한 윤곽 프로그래밍......................................................................................................................................................... 71
사이클 프로그램 생성..............................................................................................................................................................74
1.4 그래픽 방식으로 첫 번째 파트 테스트(옵션 20)........................................................................................76
올바른 작동 모드 선택............................................................................................................................................................76
시험 주행을 위한 공구 테이블 선택.................................................................................................................................76
테스트할 프로그램 선택......................................................................................................................................................... 77
화면 레이아웃 및 뷰 선택..................................................................................................................................................... 77
시험 주행을 시작합니다......................................................................................................................................................... 78
1.5 공구 설정.........................................................................................................................................................79
올바른 작동 모드 선택............................................................................................................................................................79
공구 준비 및 측정.....................................................................................................................................................................79
공구 테이블 TOOL.T................................................................................................................................................................. 80
포켓 테이블 TOOL_P.TCH........................................................................................................................................................81
1.6 공작물 설정.....................................................................................................................................................82
올바른 작동 모드 선택............................................................................................................................................................82
공작물 클램핑..............................................................................................................................................................................82
3D 터치 프로브를 사용한 프리셋 (옵션 번호 17).......................................................................................................83
1.7 첫 번째 프로그램 실행..................................................................................................................................84
올바른 작동 모드 선택............................................................................................................................................................84
실행할 프로그램 선택..............................................................................................................................................................84
프로그램 시작..............................................................................................................................................................................84

목차
36 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
2 소개............................................................................................................................................................ 85
2.1 TNC 620..........................................................................................................................................................86
하이덴하인 Klartext 및 DIN/ISO.........................................................................................................................................86
호환성..............................................................................................................................................................................................86
2.2 시각적 표시 장치 및 작동 패널...................................................................................................................87
표시 화면....................................................................................................................................................................................... 87
화면 레이아웃 설정...................................................................................................................................................................88
제어판..............................................................................................................................................................................................88
2.3 작동 모드.........................................................................................................................................................89
수동 운전 및 핸드휠................................................................................................................................................................ 89
MDI(수동 데이터 입력)를 통한 위치결정........................................................................................................................89
프로그래밍.....................................................................................................................................................................................90
시험 주행....................................................................................................................................................................................... 90
자동 프로그램 실행 및 반자동 프로그램 실행............................................................................................................. 91
2.4 상태 표시.........................................................................................................................................................92
일반 상태 표시............................................................................................................................................................................92
추가 상태 표시............................................................................................................................................................................94
2.5 창 관리자.........................................................................................................................................................98
작업 표시줄 개요....................................................................................................................................................................... 99
Portscan....................................................................................................................................................................................... 102
원격 서비스................................................................................................................................................................................103
프린터........................................................................................................................................................................................... 105
SELinux 보안 소프트웨어..................................................................................................................................................... 107
VNC................................................................................................................................................................................................108
백업 및 복원..............................................................................................................................................................................110
2.6 원격 데스크톱 관리자 (옵션 133)............................................................................................................. 112
소개................................................................................................................................................................................................112
연결 구성 – Windows 터미널 서비스(RemoteFX).................................................................................................... 113
연결 구성 – VNC.................................................................................................................................................................... 114
외부 컴퓨터 종료 또는 재부팅..........................................................................................................................................116
연결 시작 및 정지.................................................................................................................................................................. 117
2.7 액세서리: 하이덴하인 3-D 터치 프로브 및 핸드휠................................................................................. 118
3D 터치 프로브(터치 프로브 기능 소프트웨어 옵션)..............................................................................................118
HR 핸드휠................................................................................................................................................................................... 119

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 37
3 터치스크린 작동.....................................................................................................................................121
3.1 디스플레이 장치 및 작동............................................................................................................................122
터치스크린.................................................................................................................................................................................. 122
작동 패널.....................................................................................................................................................................................123
3.2 제스처제스처.................................................................................................................................................124
가능한 제스처 개요................................................................................................................................................................ 124
테이블 및 NC 프로그램에서 탐색................................................................................................................................... 125
시뮬레이션 작동.......................................................................................................................................................................126
HEROS 메뉴 사용....................................................................................................................................................................127
CAD 뷰어 작동......................................................................................................................................................................... 128
3.3 작업 표시줄의 기능..................................................................................................................................... 133
작업 표시줄의 아이콘............................................................................................................................................................133
터치스크린 교정.......................................................................................................................................................................134
터치스크린 구성.......................................................................................................................................................................134
터치스크린 청소.......................................................................................................................................................................135

목차
38 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
4 기본 사항, 파일 관리............................................................................................................................ 137
4.1 기본 사항...................................................................................................................................................... 138
인코더 및 기준점 배치......................................................................................................................................................... 138
......................................................................................................................................................................................................... 139
밀링 기계에서 축 지정......................................................................................................................................................... 148
직교 좌표.....................................................................................................................................................................................148
절대 및 상대 좌표계..............................................................................................................................................................149
프리셋 선택................................................................................................................................................................................150
4.2 프로그램 열기 및 입력................................................................................................................................151
ISO 형식의 NC 프로그램 구조..........................................................................................................................................151
영역 정의: G30/G31............................................................................................................................................................... 152
새 NC 파트 프로그램 생성.................................................................................................................................................155
에서 DIN/ISO의 프로그래밍 공구 이동.........................................................................................................................156
실제 위치 캡처......................................................................................................................................................................... 157
NC 프로그램 편집...................................................................................................................................................................158
컨트롤의 찾기 기능................................................................................................................................................................ 162
4.3 파일 관리 기본.............................................................................................................................................164
파일................................................................................................................................................................................................164
컨트롤에 외부에서 생성된 파일 표시............................................................................................................................ 166
데이터 백업................................................................................................................................................................................166
4.4 파일 관리자 사용......................................................................................................................................... 167
디렉터리.......................................................................................................................................................................................167
경로................................................................................................................................................................................................167
개요: 파일 관리자 기능........................................................................................................................................................ 168
파일 관리자 호출.....................................................................................................................................................................169
드라이브, 디렉터리 및 파일 선택.................................................................................................................................... 170
새 디렉터리 만들기................................................................................................................................................................ 172
새 파일 생성..............................................................................................................................................................................172
단일 파일 복사......................................................................................................................................................................... 172
다른 디렉터리로 파일 복사................................................................................................................................................ 173
테이블 복사................................................................................................................................................................................174
디렉터리 복사........................................................................................................................................................................... 175
최근 선택한 파일 중 하나 선택........................................................................................................................................175
파일 삭제.....................................................................................................................................................................................175
디렉터리 삭제........................................................................................................................................................................... 176
파일 태깅.....................................................................................................................................................................................177
파일 이름 바꾸기.....................................................................................................................................................................178
파일 정렬.....................................................................................................................................................................................178
추가 기능.....................................................................................................................................................................................179
외부 파일 형식을 관리하기 위한 추가 도구............................................................................................................... 180
ITC용 추가 도구....................................................................................................................................................................... 187
외부 데이터 캐리어와의 데이터 전송............................................................................................................................ 189

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 39
네트워크의 컨트롤.................................................................................................................................................................. 190
컨트롤의 USB 장치.................................................................................................................................................................191

목차
40 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
5 프로그래밍 보조 기능........................................................................................................................... 193
5.1 화면 키패드...................................................................................................................................................194
화면 키보드로 텍스트 입력................................................................................................................................................ 194
5.2 주석 추가...................................................................................................................................................... 195
응용................................................................................................................................................................................................195
프로그래밍 중 설명 입력.....................................................................................................................................................195
프로그램 입력 후 설명 삽입.............................................................................................................................................. 195
별도의 블록에 주석 입력.....................................................................................................................................................195
기존 NC 블록 주석화............................................................................................................................................................ 195
주석 편집용 기능.....................................................................................................................................................................196
5.3 NC 프로그램을 자유롭게 편집...................................................................................................................197
5.4 NC 프로그램 표시....................................................................................................................................... 198
구문 강조 표시......................................................................................................................................................................... 198
스크롤 막대................................................................................................................................................................................198
5.5 프로그램 구조...............................................................................................................................................199
정의 및 응용..............................................................................................................................................................................199
프로그램 구조 창 표시/활성 창 변경.............................................................................................................................199
프로그램 창에 구조 블록 삽입..........................................................................................................................................200
프로그램 구조 창에서 블록 선택..................................................................................................................................... 200
5.6 계산기............................................................................................................................................................ 201
작업................................................................................................................................................................................................201
5.7 절삭 데이터 계산기..................................................................................................................................... 203
응용 분야.....................................................................................................................................................................................203
5.8 그래픽 프로그래밍....................................................................................................................................... 205
프로그래밍 그래픽 활성화 및 비활성화........................................................................................................................205
기존 프로그램에 대해 그래픽 생성.................................................................................................................................206
블록 번호 표시 설정/해제...................................................................................................................................................207
그래픽 삭제................................................................................................................................................................................207
눈금선 표시................................................................................................................................................................................207
세부 확대/축소..........................................................................................................................................................................208
5.9 오류 메시지...................................................................................................................................................209
오류 표시.....................................................................................................................................................................................209
오류 창 열기..............................................................................................................................................................................209
오류 창 닫기..............................................................................................................................................................................209
자세한 오류 메시지................................................................................................................................................................ 210
내부 정보 소프트 키..............................................................................................................................................................210
필터 소프트 키......................................................................................................................................................................... 210
오류 지우기................................................................................................................................................................................211

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 41
오류 로그.....................................................................................................................................................................................211
키 입력 로그..............................................................................................................................................................................212
정보 텍스트................................................................................................................................................................................213
서비스 파일 저장.....................................................................................................................................................................213
TNCguide 도움말 시스템 호출......................................................................................................................................... 213
5.10 TNCguide 문맥 감지형 도움말 시스템.....................................................................................................214
응용................................................................................................................................................................................................214
TNCguide 사용......................................................................................................................................................................... 215
최신 도움말 파일 다운로드................................................................................................................................................ 219

목차
42 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
6 공구..........................................................................................................................................................221
6.1 공구 관련 데이터 입력................................................................................................................................222
이송 속도 F................................................................................................................................................................................222
스핀들 회전속도 S.................................................................................................................................................................. 223
6.2 공구 데이터...................................................................................................................................................224
공구 보정 요구 사항..............................................................................................................................................................224
공구 번호, 공구 이름.............................................................................................................................................................224
공구 길이 L................................................................................................................................................................................ 224
공구 반경 R............................................................................................................................................................................... 224
길이 및 반경의 보정값......................................................................................................................................................... 225
NC 프로그램에 공구 데이터 입력................................................................................................................................... 225
공구 테이블테이블에 공구 데이터 입력........................................................................................................................226
공구 테이블 가져오기............................................................................................................................................................234
외부 Pc에서 공구 데이터 덮어쓰기.................................................................................................................................236
공구 변경자의 포켓 테이블................................................................................................................................................ 237
공구 데이터 호출.....................................................................................................................................................................240
공구 변경.....................................................................................................................................................................................242
공구 사용 테스트.....................................................................................................................................................................245
6.3 공구 보정...................................................................................................................................................... 247
소개................................................................................................................................................................................................247
공구 길이 보정......................................................................................................................................................................... 247
공구 반경 보정......................................................................................................................................................................... 248
6.4 공구 관리(옵션 번호 93)............................................................................................................................ 251
기본................................................................................................................................................................................................251
공구 관리 호출......................................................................................................................................................................... 252
공구 관리 편집......................................................................................................................................................................... 253
사용 가능한 공구 종류......................................................................................................................................................... 257
공구 데이터 가져오기 및 내보내기.................................................................................................................................259

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 43
7 윤곽 프로그래밍.....................................................................................................................................263
7.1 공구 이동...................................................................................................................................................... 264
경로 기능.....................................................................................................................................................................................264
FK 자유 윤곽 프로그래밍(옵션 19)..................................................................................................................................264
보조 기능 M.............................................................................................................................................................................. 264
서브프로그램 및 프로그램 섹션 반복............................................................................................................................ 265
Q 파라미터를 사용한 프로그래밍....................................................................................................................................265
7.2 경로 기능 기본 사항................................................................................................................................... 266
공작물 가공을 위한 공구 이동 프로그래밍................................................................................................................. 266
7.3 윤곽 접근 및 후진....................................................................................................................................... 269
시작점 및 끝점......................................................................................................................................................................... 269
접선 방향 접근 및 후진....................................................................................................................................................... 271
개요: 윤곽 접근 및 후진의 경로 유형............................................................................................................................272
접근 및 후진의 주요 위치...................................................................................................................................................273
접선 방향 연결을 통해 직선에 접근: APPR LT.......................................................................................................... 275
첫 번째 윤곽점에 수직인 직선에서 접근: APPR LN................................................................................................ 275
접선 방향 연결을 통해 원형 경로에 접근: APPR CT...............................................................................................276
윤곽을 향하는 직선에서 접선 방향으로 연결되는 원형 경로로 접근: APPR LCT.........................................277
접선 방향 연결을 통해 직선에서 후진: DEP LT.........................................................................................................278
마지막 윤곽점에 수직인 직선에서 후진: DEP LN.....................................................................................................278
접선 방향으로 연결되는 원형 경로에서 후진: DEP CT.......................................................................................... 279
윤곽과 직선을 접선 방향으로 연결하는 원호로 후진: DEP LCT......................................................................... 279
7.4 경로 윤곽 - 직교 좌표................................................................................................................................ 280
경로 기능 개요......................................................................................................................................................................... 280
경로 기능 프로그래밍............................................................................................................................................................280
급속 이송 G00으로 직선 이동 또는 이송 속도 F G01로 직선 이동..................................................................281
두 직선 사이에 모따기 삽입.............................................................................................................................................. 282
라운딩된 모서리 G25............................................................................................................................................................ 283
원 중심 I, J.................................................................................................................................................................................284
원 중심 를 둘러싼 원형 경로............................................................................................................................................285
정의된 반경의 원 G02/G03/G05...................................................................................................................................... 286
접선 방향으로 연결된 원 G06...........................................................................................................................................288
예: 직교 좌표를 사용한 선형 이동 및 모따기............................................................................................................ 289
예: 직교 좌표의 원형 이동..................................................................................................................................................290
예: 직교 좌표를 포함하는 완전한 원..............................................................................................................................291
7.5 경로 윤곽 - 극 좌표계................................................................................................................................ 292
개요................................................................................................................................................................................................292
극 좌표의 데이텀: 극 I, J.....................................................................................................................................................293
급속 이송 G10으로 직선 이동 또는 이송 속도 F G11로 직선 이동..................................................................293
원형 경로 극 I, J 주변의 G12/G13/G15........................................................................................................................294
접선 방향으로 연결된 원 G16...........................................................................................................................................294
나선................................................................................................................................................................................................295

목차
44 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예: 극 좌표계를 사용한 선형 이동.................................................................................................................................. 297
예: 나선........................................................................................................................................................................................ 298
7.6 FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19)...............................................................................299
기본 사항.....................................................................................................................................................................................299
FK 프로그래밍 그래픽........................................................................................................................................................... 300
FK 대화 상자 시작..................................................................................................................................................................301
FK 프로그래밍을 위한 극.................................................................................................................................................... 301
자유 직선 프로그래밍............................................................................................................................................................302
자유 원형 경로 프로그래밍................................................................................................................................................ 303
가능한 입력 항목.....................................................................................................................................................................304
보조점........................................................................................................................................................................................... 307
상대 위치 데이터.....................................................................................................................................................................308
예: FK 프로그래밍 1...............................................................................................................................................................310

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 45
8 CAD 파일에서 데이터 전송..................................................................................................................311
8.1 CAD 뷰어의 화면 레이아웃........................................................................................................................312
CAD 뷰어의 기본 사항......................................................................................................................................................... 312
8.2 CAD 가져오기(옵션 42)..............................................................................................................................313
응용................................................................................................................................................................................................313
CAD 뷰어 사용......................................................................................................................................................................... 314
CAD 파일 열기......................................................................................................................................................................... 314
기본 설정.....................................................................................................................................................................................315
레이어 설정................................................................................................................................................................................317
프리셋 설정................................................................................................................................................................................318
데이텀 정의................................................................................................................................................................................320
윤곽 선택 및 저장.................................................................................................................................................................. 322
가공 위치 선택 및 저장....................................................................................................................................................... 325

목차
46 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
9 서브프로그램 및 프로그램 섹션 반복................................................................................................. 331
9.1 서브프로그램 및 프로그램 섹션 반복 레이블 지정................................................................................. 332
레이블........................................................................................................................................................................................... 332
9.2 서브프로그램.................................................................................................................................................333
작동 순서.....................................................................................................................................................................................333
프로그래밍 유의 사항............................................................................................................................................................333
서브프로그램 프로그래밍.....................................................................................................................................................334
서브프로그램 호출.................................................................................................................................................................. 334
9.3 프로그램 섹션 반복..................................................................................................................................... 335
레이블 G98.................................................................................................................................................................................335
작동 순서.....................................................................................................................................................................................335
프로그래밍 유의 사항............................................................................................................................................................335
프로그램 섹션 반복 프로그래밍....................................................................................................................................... 336
프로그램 섹션 반복 호출.....................................................................................................................................................336
9.4 서브프로그램으로 실행할 NC 프로그램....................................................................................................337
소프트 키 개요......................................................................................................................................................................... 337
작동 순서.....................................................................................................................................................................................338
프로그래밍 유의 사항............................................................................................................................................................338
프로그램을 서브프로그램으로 호출................................................................................................................................ 339
9.5 중첩................................................................................................................................................................342
중첩 유형.....................................................................................................................................................................................342
중첩 깊이.....................................................................................................................................................................................342
서브프로그램 내의 서브프로그램.....................................................................................................................................343
프로그램 섹션 반복의 반복................................................................................................................................................ 344
서브프로그램 반복.................................................................................................................................................................. 345
9.6 프로그래밍 예...............................................................................................................................................346
예: 다양한 진입으로 윤곽 밀링.........................................................................................................................................346
예: 홀 그룹................................................................................................................................................................................. 347
예: 다공구를 사용하는 홀 그룹.........................................................................................................................................348

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 47
10 Q 파라미터 프로그래밍........................................................................................................................ 351
10.1 기능의 원리 및 개요................................................................................................................................... 352
프로그래밍 유의 사항............................................................................................................................................................354
Q 파라미터 기능 호출.......................................................................................................................................................... 355
10.2 파트 집합(숫자 값 대신 Q 파라미터 사용).............................................................................................. 356
응용................................................................................................................................................................................................356
10.3 수학 기능으로 윤곽 설명............................................................................................................................357
응용................................................................................................................................................................................................357
개요................................................................................................................................................................................................357
기본 프로그래밍 작업............................................................................................................................................................358
10.4 각도 기능...................................................................................................................................................... 360
정의................................................................................................................................................................................................360
삼각 함수 기능 프로그래밍................................................................................................................................................ 360
10.5 원 계산.......................................................................................................................................................... 361
응용................................................................................................................................................................................................361
10.6 Q 파라미터를 사용한 If-then 조건........................................................................................................... 362
응용................................................................................................................................................................................................362
무조건 점프................................................................................................................................................................................362
If-Then 조건 프로그래밍...................................................................................................................................................... 363
10.7 Q 파라미터 확인 및 변경...........................................................................................................................364
절차................................................................................................................................................................................................364
10.8 추가 기능...................................................................................................................................................... 366
개요................................................................................................................................................................................................366
D14: 오류 메시지 표시......................................................................................................................................................... 367
D16 – 텍스트 및 Q 파라미터 값의 형식 지정 출력................................................................................................371
D18 – 시스템 데이터 읽기................................................................................................................................................. 377
D19 – PLC로 값 전송............................................................................................................................................................405
D20 – NC 및 PLC 동기화................................................................................................................................................... 406
D29 – PLC로 값 전송............................................................................................................................................................407
D37 – EXPORT..........................................................................................................................................................................408
D38 – NC 프로그램에서 정보 전송................................................................................................................................408
10.9 직접 수식 입력.............................................................................................................................................409
수식 입력.....................................................................................................................................................................................409
수식 규칙.....................................................................................................................................................................................411
입력 예......................................................................................................................................................................................... 412
10.10 문자열 파라미터...........................................................................................................................................413
문자열 처리 기능.....................................................................................................................................................................413

목차
48 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
문자열 파라미터 대입............................................................................................................................................................414
문자열 파라미터 연쇄-연결.................................................................................................................................................415
숫자 값을 문자열 파라미터로 변환.................................................................................................................................416
문자열 파라미터에서 서브 문자열 복사........................................................................................................................417
시스템 데이터 읽기................................................................................................................................................................ 418
문자열 파라미터를 숫자 값으로 변환............................................................................................................................ 419
문자열 파라미터 시험............................................................................................................................................................420
문자열 파라미터의 길이 알아내기...................................................................................................................................421
사전순 우선 순위 비교......................................................................................................................................................... 422
기계 파라미터 읽기................................................................................................................................................................ 423
10.11 사전 대입된 Q 파라미터.............................................................................................................................426
PLC의 값: Q100~Q107..........................................................................................................................................................426
활성 공구 반경: Q108...........................................................................................................................................................426
공구축: Q109............................................................................................................................................................................. 427
스핀들 상태: Q110..................................................................................................................................................................427
절삭유 설정/해제: Q111.......................................................................................................................................................427
중첩 계수: Q112...................................................................................................................................................................... 427
프로그램의 크기 측정 단위: Q113.................................................................................................................................. 427
공구 길이: Q114...................................................................................................................................................................... 427
프로그램 실행 중 프로빙 후의 좌표...............................................................................................................................428
예를 들어 TT 160을 사용한 자동 공구 측정 시 실제값과 공칭값 간의 편차................................................428
스핀들 헤드 각도 대신 공간(공작물) 각도를 통한 작업평면 틸팅: 컨트롤에서 계산한 회전축의 좌표입
니다................................................................................................................................................................................................428
터치 프로브 사이클의 측정 결과..................................................................................................................................... 429
10.12 프로그래밍 예...............................................................................................................................................431
예: 타원........................................................................................................................................................................................ 431
예: 구형 커터로 가공된 원통에 오목면 작성.............................................................................................................. 433
예: 엔드밀로 가공된 구체에 볼록면 작성.....................................................................................................................435

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 49
11 보조 기능................................................................................................................................................ 437
11.1 기타 기능 M 및 STOP 입력.......................................................................................................................438
기본 사항.....................................................................................................................................................................................438
11.2 프로그램 실행 검사, 스핀들 및 절삭유용 기타 기능...............................................................................440
개요................................................................................................................................................................................................440
11.3 좌표 입력용 기타 기능................................................................................................................................441
기계 참조 좌표 프로그래밍: M91/M92......................................................................................................................... 441
기울어진 작업면으로 기울어지지 않은 좌표계에서 위치 이동: M130.............................................................443
11.4 경로 동작 관련 보조 기능.......................................................................................................................... 444
작은 윤곽 단계 가공: M97..................................................................................................................................................444
개방형 윤곽 모서리 가공: M98.........................................................................................................................................445
절입 이동 이송 속도 비율: M103....................................................................................................................................446
스핀들 회전당 밀리미터 단위의 이송 속도: M136...................................................................................................447
원호의 이송 속도: M109/M110/M111...........................................................................................................................448
미리 반경을 보정한 경로 계산(선행 연산): M120(보조 기능 소프트웨어 옵션)........................................... 449
프로그램 실행 중에 핸드휠 위치결정 중첩: M118(소프트웨어 옵션 보조 기능)......................................... 451
윤곽에서 공구축 방향으로 후퇴: M140.........................................................................................................................453
터치 프로브 모니터링 제한: M141..................................................................................................................................455
기본 회전 삭제: M143.......................................................................................................................................................... 456
NC 정지 시 윤곽에서 자동으로 공구 후퇴: M148................................................................................................... 457
모서리 라운딩: M197............................................................................................................................................................ 458

목차
50 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
12 특수 기능................................................................................................................................................ 459
12.1 특수 기능 개요.............................................................................................................................................460
SPEC FCT 특수 기능의 기본 메뉴................................................................................................................................... 460
프로그램 기본값 메뉴............................................................................................................................................................461
윤곽 및 점 가공 메뉴에 대한 기능.................................................................................................................................461
다양한 을 정의하기 위한 메뉴DIN/ISO 기능..............................................................................................................462
12.2 공구 캐리어 관리......................................................................................................................................... 463
기본 사항.....................................................................................................................................................................................463
공구 캐리어 탬플릿 저장.....................................................................................................................................................463
공구 캐리어에 입력 파라미터 할당.................................................................................................................................464
파라미터가 있는 공구 캐리어 할당.................................................................................................................................467
12.3 ACC(액티브 채터 제어) (옵션145)............................................................................................................ 468
응용................................................................................................................................................................................................468
ACC 활성화/비활성화............................................................................................................................................................ 469
12.4 DIN/ISO 기능 정의......................................................................................................................................470
개요................................................................................................................................................................................................470
12.5 카운터 정의...................................................................................................................................................471
응용................................................................................................................................................................................................471
기능 카운트 정의.....................................................................................................................................................................471
12.6 텍스트 파일 작성......................................................................................................................................... 473
응용................................................................................................................................................................................................473
텍스트 파일 열기 및 종료...................................................................................................................................................473
텍스트 편집................................................................................................................................................................................474
문자, 단어, 라인 삭제 및 재삽입......................................................................................................................................474
텍스트 블록 편집.....................................................................................................................................................................475
텍스트 섹션 찾기.....................................................................................................................................................................475
12.7 자유 정의 테이블......................................................................................................................................... 477
기본 사항.....................................................................................................................................................................................477
자유 정의 테이블 생성......................................................................................................................................................... 477
테이블 형식 편집.....................................................................................................................................................................478
테이블 뷰와 폼 뷰 간에 전환............................................................................................................................................479
D26 – 자유 정의 테이블 열기...........................................................................................................................................480
D27 – 자유 정의 테이블에 쓰기...................................................................................................................................... 481
D28 – 자유 정의 테이블에서 읽기..................................................................................................................................482
테이블 형식 사용자 지정.....................................................................................................................................................482
12.8 펄스 스핀들 속도 S-펄스 기능................................................................................................................... 483
펄스 스핀들 속도 프로그래밍............................................................................................................................................483
펄스 스핀들 속도 재설정.....................................................................................................................................................484

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 51
12.9 정지 시간 FUNCTION FEED[기능 이송]...................................................................................................485
정지 시간 프로그래밍............................................................................................................................................................485
정지 시간 재설정.....................................................................................................................................................................486
12.10 정지 시간 FUNCTION FEED[기능 이송]...................................................................................................487
정지 시간 프로그래밍............................................................................................................................................................487
12.11 NC 정지 시 공구 리프트 오프: FUNCTION LIFTOFF............................................................................. 488
FUNCTION LIFTOFF 로 공구 리프트 오프 프로그래밍........................................................................................... 488
리프트 오프 기능 재설정.....................................................................................................................................................489

목차
52 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
13 다축가공.................................................................................................................................................. 491
13.1 다축 가공을 위한 기능................................................................................................................................492
13.2 PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8).................................................................................493
소개................................................................................................................................................................................................493
개요................................................................................................................................................................................................495
PLANE 기능 정의.....................................................................................................................................................................496
위치 표시.....................................................................................................................................................................................496
PLANE 기능 재설정................................................................................................................................................................497
공간 각도로 작업평면 정의: 평면 공간..........................................................................................................................498
투영 각도에서 작업면 정의: PLANE SPATIAL..............................................................................................................500
오일러 각도에서 작업면 정의: PLANE EULER.............................................................................................................501
두 벡터로 작업면 정의: PLANE VECTOR...................................................................................................................... 503
3개의 점을 사용한 작업면 정의: PLANE POINTS.....................................................................................................505
단일 증분 공간 각도를 통해 작업면 정의: PLANE RELATIV[평면 상대]........................................................... 507
축 각도로 작업면 기울이기: PLANE AXIAL..................................................................................................................508
평면 기능의 위치결정 동작 지정..................................................................................................................................... 510
회전축 없이 작업평면 틸팅................................................................................................................................................ 518
13.3 경사면에서 기울어진 공구 가공(옵션 9).................................................................................................. 519
기능................................................................................................................................................................................................519
로타리축의 증분 이송을 통해 기울어진 공구 가공..................................................................................................519
13.4 로터리축을 위한 기타 기능........................................................................................................................ 520
로타리축 A, B, C에서 이송 속도(mm/min): M116(옵션 8)....................................................................................520
로타리축의 단축 경로 이송: M126..................................................................................................................................521
360° 미만의 값으로 로타리축 표시 줄임: M94......................................................................................................... 522
틸팅축으로 위치결정 작업 시 공구 끝 위치 유지(TCPM): M128(옵션 9)........................................................523
틸팅축 선택: M138................................................................................................................................................................. 526
블록 끝에서 실제/공칭 위치에 대해 기계의 역학 보정: M144(옵션 9)............................................................527
13.5 측면 밀링: M128 및 반경 보정(G41/G42)을 사용한 3D 반경 보정..................................................... 528
응용................................................................................................................................................................................................528
프로그래밍된 경로 해석.......................................................................................................................................................529
13.6 CAM 프로그램 실행.................................................................................................................................... 530
3-D 모델에서 NC 프로그램까지.......................................................................................................................................530
포스트프로세서 구성 고려.................................................................................................................................................. 531
CAM 프로그래밍에 대한 참고사항..................................................................................................................................533
컨트롤에 대한 개입 가능성................................................................................................................................................ 535
ADP 동작 제어......................................................................................................................................................................... 536

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 53
14 팔레트 관리.............................................................................................................................................537
14.1 팔레트 관리(옵션 번호 22).........................................................................................................................538
응용................................................................................................................................................................................................538
팔레트 테이블 선택................................................................................................................................................................ 541
열 삽입 또는 삭제.................................................................................................................................................................. 541
팔레트 테이블 처리................................................................................................................................................................ 542
14.2 팔레트 프리셋 관리..................................................................................................................................... 544
기본 사항.....................................................................................................................................................................................544
팔레트 프리셋 사용................................................................................................................................................................ 544
14.3 공구 위치 결정 가공................................................................................................................................... 545
기본 사항.....................................................................................................................................................................................545
공구 중심 가공의 순서......................................................................................................................................................... 547
블록 스캔을 사용하여 미드 프로그램 시작................................................................................................................. 548

목차
54 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
15 배치 프로세스 관리자........................................................................................................................... 549
15.1 배치 프로세스 관리자(옵션 154)...............................................................................................................550
기본 사항.....................................................................................................................................................................................550
애플리케이션..............................................................................................................................................................................550
배치 프로세스 관리자 열기................................................................................................................................................ 553
작업 목록 생성......................................................................................................................................................................... 554
작업 목록 편집......................................................................................................................................................................... 555
작업 목록 실행......................................................................................................................................................................... 556

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 55
16 수동 운전 모드 및 설정........................................................................................................................557
16.1 켜기, 끄기..................................................................................................................................................... 558
켜기................................................................................................................................................................................................558
이송 기준점................................................................................................................................................................................560
끄기................................................................................................................................................................................................562
16.2 기계축 이동...................................................................................................................................................563
참고................................................................................................................................................................................................563
축 방향 키 사용 축 이동.....................................................................................................................................................563
증분 조그 위치결정................................................................................................................................................................ 564
핸드휠로 이동........................................................................................................................................................................... 565
16.3 스핀들 속도 S, 이송 속도 F 및 보조 기능 M..........................................................................................574
응용................................................................................................................................................................................................574
값 입력......................................................................................................................................................................................... 574
스핀들 속도 및 이송 속도 조정........................................................................................................................................575
이송 속도 한계 F MAX.........................................................................................................................................................575
16.4 옵션 안전 개념(작동 안전 FS)................................................................................................................... 576
기타................................................................................................................................................................................................576
용어 설명.....................................................................................................................................................................................577
추가 상태 표시......................................................................................................................................................................... 578
축 위치 확인..............................................................................................................................................................................579
이송 속도 제한 활성화......................................................................................................................................................... 580
16.5 프리셋 관리...................................................................................................................................................581
참고................................................................................................................................................................................................581
테이블에 프리셋 저장............................................................................................................................................................582
프리셋 덮어쓰기 방지............................................................................................................................................................586
프리셋 활성화........................................................................................................................................................................... 588
16.6 3D 터치 프로브 없이 데이텀 설정............................................................................................................589
참고................................................................................................................................................................................................589
준비................................................................................................................................................................................................589
프리셋 설정(엔드밀 사용).................................................................................................................................................... 590
기계식 프로브 또는 측정 다이얼과 함께 터치 프로브 기능 사용......................................................................591
16.7 3D 터치 프로브 사용(옵션 17)..................................................................................................................592
소개................................................................................................................................................................................................592
개요................................................................................................................................................................................................593
터치 프로브 모니터링 사용 안 함................................................................................................................................... 595
터치 프로브 사이클의 기능................................................................................................................................................ 595
프로빙 사이클 선택................................................................................................................................................................ 597
터치 프로브 사이클에서 측정된 값 기록......................................................................................................................597
터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기..............................................................................598
터치 프로브 사이클에서 측정한 값을 프리셋 테이블에 쓰기..............................................................................599

목차
56 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.8 3D 터치 프로브 교정(옵션 17)..................................................................................................................600
소개................................................................................................................................................................................................600
유효 길이 교정......................................................................................................................................................................... 601
유효 반경 교정 및 중심 오정렬 보정............................................................................................................................ 602
교정 값 표시..............................................................................................................................................................................604
16.9 3D 터치 프로브로 공작물 오정렬 보정(옵션 17).................................................................................... 605
소개................................................................................................................................................................................................605
기본 회전 식별......................................................................................................................................................................... 606
프리셋 테이블에 기본 회전 저장..................................................................................................................................... 606
테이블 회전을 통한 공작물 오정렬 보정......................................................................................................................607
기본 회전 및 보정 값 표시.................................................................................................................................................608
기본 회전 또는 보정 값 폐지............................................................................................................................................608
3D 기본 회전 측정................................................................................................................................................................. 609
16.10 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17)....................................................................... 611
개요................................................................................................................................................................................................611
모든 축에서 프리셋................................................................................................................................................................ 611
프리셋 모서리........................................................................................................................................................................... 612
프리셋 원 중심......................................................................................................................................................................... 613
중심선을 프리셋으로 설정.................................................................................................................................................. 616
3D 터치 프로브로 공작물 측정........................................................................................................................................ 617
16.11 작업면 기울이기(옵션 8)............................................................................................................................. 620
응용, 기능....................................................................................................................................................................................620
기울어진 시스템의 위치 표시............................................................................................................................................622
틸팅 기능 사용 시 제한 사항............................................................................................................................................622
수동 틸팅 활성화:....................................................................................................................................................................622
공구축 방향을 활성 가공 방향으로 설정......................................................................................................................624
기울어진 좌표계의 프리셋 설정....................................................................................................................................... 624

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 57
17 MDI(수동 데이터 입력)를 통한 위치결정...........................................................................................625
17.1 간단한 가공 작업 프로그래밍 및 실행......................................................................................................626
MDI(수동 데이터 입력)를 통한 위치결정..................................................................................................................... 627
$MDI에서 프로그램 보호.....................................................................................................................................................629

목차
58 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
18 시험 주행 및 프로그램 실행................................................................................................................ 631
18.1 그래픽 (옵션 20)..........................................................................................................................................632
응용................................................................................................................................................................................................632
시험 주행 속도 설정..............................................................................................................................................................633
개요: 표시 모드........................................................................................................................................................................ 634
3D 뷰............................................................................................................................................................................................ 634
평면 뷰......................................................................................................................................................................................... 637
3각법..............................................................................................................................................................................................638
그래픽 시뮬레이션 반복.......................................................................................................................................................639
공구 표시.....................................................................................................................................................................................639
가공 시간 측정......................................................................................................................................................................... 640
18.2 작업 공간에서 공작물 영역 표시(옵션 20).............................................................................................. 641
응용................................................................................................................................................................................................641
18.3 프로그램 표시 기능..................................................................................................................................... 642
개요................................................................................................................................................................................................642
18.4 시험 주행...................................................................................................................................................... 643
애플리케이션..............................................................................................................................................................................643
시험 주행 실행작업 영역 모니터링.................................................................................................................................644
시험 주행 특정 블록까지정지 위치.................................................................................................................................645
18.5 프로그램 실행...............................................................................................................................................646
응용................................................................................................................................................................................................646
파트 프로그램 실행................................................................................................................................................................ 647
가공 중단, 정지 또는 중지..................................................................................................................................................648
중단 중 기계축 이동..............................................................................................................................................................651
중단 후 프로그램 실행 재개.............................................................................................................................................. 652
전원 차단 후 후퇴.................................................................................................................................................................. 653
임의 지점에서 프로그램 입력: 미드 프로그램 시작.................................................................................................656
윤곽으로 되돌리기.................................................................................................................................................................. 661
18.6 자동 프로그램 시작..................................................................................................................................... 662
응용................................................................................................................................................................................................662
18.7 옵션 블록 건너뛰기..................................................................................................................................... 663
응용................................................................................................................................................................................................663
/ 기호를 삭제합니다.............................................................................................................................................................. 663
/ 기호를 삭제합니다.............................................................................................................................................................. 663
18.8 옵션 프로그램 실행 중단............................................................................................................................664
응용................................................................................................................................................................................................664

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 59
19 MOD 기능.............................................................................................................................................. 665
19.1 MOD 기능.....................................................................................................................................................666
MOD 기능 선택....................................................................................................................................................................... 666
설정 변경.....................................................................................................................................................................................666
MOD 기능 종료....................................................................................................................................................................... 666
MOD 기능 개요....................................................................................................................................................................... 667
19.2 그래픽 설정...................................................................................................................................................668
19.3 카운터 설정...................................................................................................................................................669
19.4 기계 설정...................................................................................................................................................... 670
외부 액세스................................................................................................................................................................................670
이송 한계 입력......................................................................................................................................................................... 672
공구 사용 파일......................................................................................................................................................................... 672
역학 선택.....................................................................................................................................................................................673
19.5 시스템 설정...................................................................................................................................................674
시스템 시간 설정.....................................................................................................................................................................674
19.6 위치 표시 선택.............................................................................................................................................675
응용................................................................................................................................................................................................675
19.7 측정 단위 설정.............................................................................................................................................677
응용................................................................................................................................................................................................677
19.8 작동 시간 표시.............................................................................................................................................677
응용................................................................................................................................................................................................677
19.9 소프트웨어 번호...........................................................................................................................................678
응용................................................................................................................................................................................................678
19.10 코드 번호를 입력합니다..............................................................................................................................678
응용................................................................................................................................................................................................678
19.11 데이터 인터페이스 설정..............................................................................................................................679
TNC 620의 시리얼 인터페이스......................................................................................................................................... 679
응용................................................................................................................................................................................................679
RS-232 인터페이스 설정......................................................................................................................................................679
전송 속도 설정 (전송 속도 no. 106701).......................................................................................................................679
프로토콜 설정 (프로토콜 no. 106702)...........................................................................................................................680
데이터 비트 설정 (dataBits no. 106703)......................................................................................................................680
패리티 검사 (패리티 no. 106704)....................................................................................................................................680
정지 비트 설정 (stopBits no. 106705)...........................................................................................................................680
핸드셰이크 설정 (flowControl no. 106706).................................................................................................................681
파일 처리용 파일 시스템 (fileSystem no. 106707).................................................................................................. 681
블록 검사 문자 (bccAvoidCtrlChar no. 106708)........................................................................................................681

목차
60 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
RTS 라인의 조건 (rtsLow no. 106709).......................................................................................................................... 681
ETX 수신 후 동작 정의 (noEotAfterEtx no. 106710)...............................................................................................682
PC 소프트웨어 TNCserver를 사용하는 데이터 전송 설정.....................................................................................682
외부 장치의 작동 모드 설정(fileSystem).......................................................................................................................683
데이터 전송용 소프트웨어.................................................................................................................................................. 683
19.12 이더넷 인터페이스....................................................................................................................................... 685
소개................................................................................................................................................................................................685
연결 가능성................................................................................................................................................................................685
컨트롤 구성................................................................................................................................................................................685
19.13 방화벽............................................................................................................................................................ 691
응용................................................................................................................................................................................................691
19.14 터치 프로브 설정......................................................................................................................................... 694
소개................................................................................................................................................................................................694
무선 전송 기능이 포함된 터치 프로브 설정............................................................................................................... 694
MOD 대화 상자에서 터치 프로브 설정........................................................................................................................ 695
무선 전송 구성이 포함된 터치 프로브.......................................................................................................................... 696
19.15 HR 550FS 무선 핸드휠 구성......................................................................................................................698
응용................................................................................................................................................................................................698
특정 핸드휠 홀더에 핸드휠 할당..................................................................................................................................... 698
전송 채널 설정......................................................................................................................................................................... 699
전송기 전원 선택.....................................................................................................................................................................699
통계 데이터................................................................................................................................................................................700
19.16 기계 구성 로드.............................................................................................................................................701
응용................................................................................................................................................................................................701

목차
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 61
20 테이블 및 개요.......................................................................................................................................703
20.1 기계별 사용자 파라미터..............................................................................................................................704
애플리케이션 구성 데이터.................................................................................................................................................. 704
20.2 데이터 인터페이스의 커넥터 핀 레이아웃 및 연결 케이블.................................................................... 716
하이덴하인 장치의 RS-232-C/V.24 인터페이스..........................................................................................................716
타사 장치.....................................................................................................................................................................................718
이더넷 인터페이스 RJ45 소켓........................................................................................................................................... 718
20.3 기술 정보...................................................................................................................................................... 719
사용자 기능................................................................................................................................................................................721
소프트웨어 옵션.......................................................................................................................................................................724
액세서리.......................................................................................................................................................................................727
20.4 개요 테이블...................................................................................................................................................728
고정 사이클................................................................................................................................................................................728
보조 기능.....................................................................................................................................................................................730
20.5 TNC 620 및 iTNC 530의 기능 비교........................................................................................................ 732
비교: 사양....................................................................................................................................................................................732
비교: 데이터 인터페이스......................................................................................................................................................732
비교: PC 소프트웨어.............................................................................................................................................................. 733
비교: 사용자 기능....................................................................................................................................................................733
비교: 보조 기능........................................................................................................................................................................ 739
비교 연산자: 사이클............................................................................................................................................................... 741
비교: Touch probe cycles in the 수동 운전 모드 및 핸드휠 모드 작동 모드의 터치 프로브 사이
클.....................................................................................................................................................................................................743
비교: 자동 공작물 제어용 프로빙 시스템 사이클..................................................................................................... 744
비교: 프로그래밍의 차이점................................................................................................................................................. 746
비교: 시험 주행 기능의 차이점.........................................................................................................................................748
비교: 시험 주행 작동의 차이점.........................................................................................................................................749
비교: 수동 운전 기능의 차이점.........................................................................................................................................750
비교: 수동 운전 작동의 차이점.........................................................................................................................................751
비교: 프로그램 실행 작동의 차이점................................................................................................................................751
비교: 프로그램 실행 이송 이동의 차이점.....................................................................................................................752
비교: MDI 작업의 차이점.................................................................................................................................................... 757
비교: 프로그래밍 스테이션의 차이점............................................................................................................................. 757
20.6 DIN/ISO 기능 개요......................................................................................................................................758
DIN/ISO 기능 개요 TNC 620.............................................................................................................................................758


1TNC 620 사용을 위
한 첫 단계

TNC 620 사용을 위한 첫 단계 | 개요 1
64 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
1.1 개요이 장은 사용자가 중요 절차를 다루는 방법을 빠르게 습득할 수 있도록 돕기 위한 것입니다. 개별 항목에 대한 자세한 내용은 텍스트에 참조된 섹션을 참조하십시오.
이 장에 포함된 항목은 다음과 같습니다.
기계 켜기
첫 번째 파트 프로그래밍
그래픽 방식으로 첫 번째 파트 테스트
공구 설정
공작물 설정
첫 번째 프로그램 실행

TNC 620 사용을 위한 첫 단계 | 기계 켜기 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 65
1.2 기계 켜기
전원 중단 확인 및 기준점으로 이동
위험주의: 작업자에 대한 위험!
기계 및 기계 구성품은 언제나 기계적 위험 요소가 있습니다. 전기, 자기 또는 전자기 필드는 심장 박동기 또는 임플란트를 사용하는 사람에게 특히 위험합니다. 위험은 기계의 전원을 켤 때 시작됩니다!
기계 설명서를 읽고 따르십시오.
안전 예방조치 및 안전 기호를 읽고 따르십시오
안전 장치를 사용하십시오.
기계 설명서를 참조하십시오.
기계에서 기준점을 켜고 교차하는 방법은 기계마다 다를수 있습니다.
컨트롤과 기계의 전원을 켭니다.
컨트롤에서 운영 체제를 시작합니다. 이 과정을 수행하는 데몇 분 정도 걸릴 수 있습니다.
그 후 컨트롤이 "시스템 기동이 일시 정지" 메시지를 화면 헤더에 표시합니다.
CE 키를 누릅니다.
컨트롤에서 PLC 프로그램을 컴파일합니다.
기계 제어 전압 켜기
컨트롤에서 비상 정지 회로의 작동 상태를 확인하고 기준 실행 모드로 전환합니다.
규정된 순서대로 기준점을 수동으로 교차: 각 축에 대해 START 키를 누릅니다. 기계에 절대적인선형 및 앵글엔코더가 있을 경우에는 기준 실행모드일 필요가 없습니다.
이제 수동 운전 모드에서 작동할 수 있습니다.
이 항목에 대한 추가 정보기준점 접근추가 정보: "켜기", 페이지 558
작동 모드(추가 정보: "프로그래밍", 페이지 90)
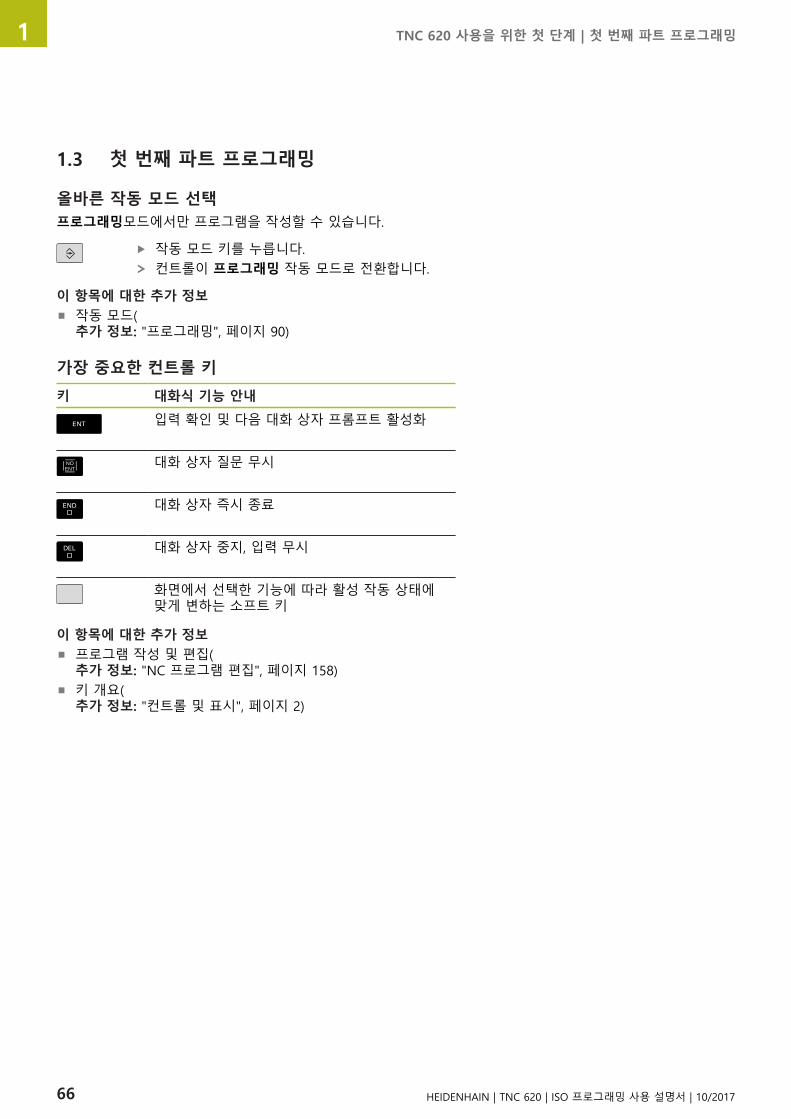
TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
66 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
1.3 첫 번째 파트 프로그래밍
올바른 작동 모드 선택프로그래밍모드에서만 프로그램을 작성할 수 있습니다.
작동 모드 키를 누릅니다.
컨트롤이 프로그래밍 작동 모드로 전환합니다.
이 항목에 대한 추가 정보작동 모드(추가 정보: "프로그래밍", 페이지 90)
가장 중요한 컨트롤 키
키 대화식 기능 안내
입력 확인 및 다음 대화 상자 프롬프트 활성화
NOENT
대화 상자 질문 무시
대화 상자 즉시 종료
대화 상자 중지, 입력 무시
화면에서 선택한 기능에 따라 활성 작동 상태에맞게 변하는 소프트 키
이 항목에 대한 추가 정보프로그램 작성 및 편집(추가 정보: "NC 프로그램 편집", 페이지 158)
키 개요(추가 정보: "컨트롤 및 표시", 페이지 2)

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 67
새 프로그램/파일 관리 열기PGM MGT 키를 누릅니다.
파일 관리자가 열립니다.
컨트롤의 파일 관리는 Windows Explorer가 설치된PC의 파일 관리와 동일한 방식으로 정렬되어 있습니다. 이 파일 관리를 사용하여 컨트롤 내부 메모리의 데이터를 관리할 수 있습니다.
화살표 키로 새 파일을 열려는 폴더를 선택합니다.
확장자가 .i인 원하는 파일명을 입력합니다.
ENT 키를 누릅니다.
컨트롤에서 새 프로그램의 측정 단위를 묻는 메시지가 표시됩니다.
측정 단위를 선택합니다. 밀리미터 또는 인치 소프트 키를 누릅니다.
컨트롤에서는 프로그램의 첫 번째 및 마지막 블록을 자동으로 생성합니다. 생성한 후에는 해당 블록을 더 이상 변경할 수 없습니다.
이 항목에 대한 추가 정보파일 관리(추가 정보: "파일 관리자 사용", 페이지 167)
새 프로그램 생성(추가 정보: "프로그램 열기 및 입력", 페이지 151)

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
68 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공작물 정의새 프로그램을 생성한 후 공작물 영역을 정의할 수 있습니다. 예를들어, 각각의 선택된 프리셋에 대한 최소 또는 최대점을 입력하여입방체를 정의할 수 있습니다.
소프트 키를 사용하여 원하는 영역 형태를 선택하면 컨트롤에서 자동으로 공작물 영역 정의를 개시하고 필요한 데이터를 요청합니다.
스핀들축 Z – 평면 XY: 활성 스핀들축을 입력합니다. G17이 기본 설정으로 저장됩니다. ENT 키를 눌러 적용합니다.
공작물 영역 정의: 최소점 X: 프리셋에 따른 공작물 영역의 최소점 X 좌표를 입력합니다(예: 0). ENT 키를 눌러 승인합니다.
공작물 영역 정의: 최소점 Y: 프리셋에 따른 공작물 영역의 최소점 Y 좌표를 입력합니다(예: 0). ENT 키를 눌러 승인합니다.
공작물 영역 정의: 최소점 Z: 프리셋에 따른 공작물 영역의 최소점 Z 좌표를 입력합니다(예: -40). ENT 키를 눌러 승인합니다.
공작물 영역 정의: 최대점 X: 프리셋에 따른 공작물 영역의 최대점 X 좌표를 입력합니다(예: 100). ENT 키를 눌러 승인합니다.
공작물 영역 정의: 최대점 Y: 프리셋에 따른 공작물 영역의 최대점 Y 좌표를 입력합니다(예: 100). ENT 키를 눌러 승인합니다.
공작물 영역 정의: 최대점 Z: 프리셋에 따른 공작물 영역의 최대점 Z 좌표를 입력합니다(예: 0). ENT 키를 눌러 승인합니다.
대화 상자가 종료됩니다.
예
%NEW G71 *
N10 G30 G17 X+0 Y+0 Z-40*
N20 G31 X+100 Y+100 Z+0*
N99999999 %NEW G71 *
이 항목에 대한 추가 정보공작물 영역 정의추가 정보: "새 NC 파트 프로그램 생성", 페이지 155

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 69
프로그램 레이아웃NC 프로그램은 유사한 방식으로 일관되게 배열되어야 합니다. 그러면 더 쉽게 위치를 찾고, 프로그래밍을 가속화하며, 오류를 줄일수 있습니다.
간단하고 편리한 윤곽 가공을 위한 권장 프로그램 레이아웃예
%BSPCONT G71 *
N10 G30 G71 X... Y... Z...*
N20 G31 X... Y... Z...*
N30 T5 G17 S5000*
N40 G00 G40 G90 Z+250*
N50 X... Y...*
N60 G01 Z+10 F3000 M13*
N70 X... Y... RL F500*
...
N160 G40 ... X... Y... F3000 M9*
N170 G00 Z+250 M2*
N99999999 BSPCONT G71 *
1 공구를 호출하고 공구축 정의
2 공구 후퇴
3 윤곽 시작점 가까이에 있는 작업면에서 공구 사전 위치결정
4 공구축에서 공작물 위에 공구를 배치하거나 공작물 깊이로 즉시사전 위치결정 필요에 따라 스핀들/절삭유 켜기
5 윤곽 접근
6 윤곽 가공
7 윤곽 후진
8 공구 후퇴, 프로그램 종료
이 항목에 대한 추가 정보윤곽 프로그래밍추가 정보: "공작물 가공을 위한 공구 이동 프로그래밍",페이지 266
단순한 사이클 프로그램을 위한 권장 프로그램 레이아웃

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
70 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예
%BSBCYC G71 *
N10 G30 G71 X... Y... Z...*
N20 G31 X... Y... Z..*
N30 T5 G17 S5000*
N40 G00 G40 G90 Z+250*
N50 G200...*
N60 X... Y...*
N70 G79 M13*
N80 G00 Z+250 M2*
N99999999 BSBCYC G71 *
1 공구를 호출하고 공구축 정의
2 공구 후퇴
3 고정 사이클 정의
4 가공 위치로 이동
5 사이클을 호출하고 스핀들/절삭유 켜기
6 공구 후퇴, 프로그램 종료
이 항목에 대한 추가 정보사이클 프로그래밍자세한 내용: 사이클 프로그래밍 사용 설명서

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 71
간단한 윤곽 프로그래밍오른쪽에 표시된 윤곽을 5mm 깊이로 한 번 밀링합니다. 공작물 영역은 이미 정의되어 있습니다. 기능 키를 통해 대화 상자를 열고 화면 헤더에서 컨트롤이 요청한 모든 데이터를 입력합니다.
공구 호출: 공구 데이터를 입력합니다. 각각의 경우 ENT 키로 입력을 승인하되, Z 공구축을 잊지마십시오.
L 키를 눌러 선형 이동에 대한 프로그램 블록을엽니다.
왼쪽 화살표 키를 눌러 G 코드에 대한 입력 범위로 전환합니다.
급속 이송 동작을 입력하려면 G00 소프트 키를누릅니다.
절대값용 G90 소프트 키를 누릅니다.
공구 후퇴: 오렌지색 Z축 키를 누르고 접근할 위치값(예: 250)을 입력합니다. ENT 키를 누릅니다.
반경 무보정 활성화: G40 소프트 키를 누릅니다.
END 키로 보조 기능 M?을 승인합니다.
입력된 위치결정 블록이 저장됩니다.
L 키를 눌러 선형 이동에 대한 프로그램 블록을엽니다.
왼쪽 화살표 키를 눌러 G 코드에 대한 입력 범위로 전환합니다.
급속 이송 동작을 입력하려면 G00 소프트 키를누릅니다.
작업평면에서 공구 사전 위치결정: 오렌지색 X축키를 누르고 접근할 위치값(예: -20)을 입력합니다.
오렌지색 Y축 키를 누르고 접근할 위치값(예:-20)을 입력합니다. ENT 키를 눌러 입력값을 승인합니다.
반경 무보정 활성화: G40 소프트 키를 누릅니다.
END 키로 보조 기능 M?을 승인합니다.
입력된 위치결정 블록이 저장됩니다.
L 키를 눌러 선형 이동에 대한 프로그램 블록을엽니다.
왼쪽 화살표 키를 눌러 G 코드에 대한 입력 범위로 전환합니다.
급속 이송 동작을 입력하려면 G00 소프트 키를누릅니다.
공구를 가공 깊이로 이동: 오렌지색 Z축 키를 누르고 접근할 위치값(예: -5)을 입력합니다. ENT키를 누릅니다.
반경 무보정 활성화: G40 소프트 키를 누릅니다.
보조 기능 M? 스핀들 및 절삭유(예: M13)를 켜고END 키로 승인합니다.
입력된 위치결정 블록이 저장됩니다.

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
72 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
L 키를 눌러 선형 이동에 대한 NC 블록을 엽니다.
윤곽 시작점의 좌표를 입력하십시오. 1 X 및Y(예: 5/5)에서 ENT 키로 승인합니다.
경로 왼쪽으로 반경 보정 활성화: G41 소프트 키를 누릅니다.
이송 속도 F=? 가공 이송 속도(예: 700mm/min)를 입력하고 END 키를 눌러 입력값을 저장합니다.
26을 입력하여 윤곽에 접근: 원호에 대한라운딩보정 반경?을 정의하고 END 키를 눌러 항목을저장합니다.
윤곽 가공 및 윤곽점으로 이동 2: 변경된 정보만입력해야 합니다. 즉, Y 좌표 95만 입력하고 END키를 눌러 입력을 저장합니다.
윤곽점으로 이동 3: X 좌표 95를 입력하고 END키를 눌러 입력을 저장합니다.
윤곽점에서 모따기 정의 G243: 모따기 값(Chamfer)?에 10mm를 입력하고 END 키를 눌러 저장합니다.
윤곽점으로 이동 4: Y 좌표 5를 입력하고 END 키를 눌러 입력을 저장합니다.
윤곽점에서 모따기 정의 G244: 모따기 값(Chamfer)?에 20mm를 입력하고 END 키를 눌러 저장합니다.
윤곽점으로 이동 1: X 좌표 5를 입력하고 END 키를 눌러 입력을 저장합니다.
27을 입력하여 윤곽에서 후회: 후진 호의 라운딩보정 반경?을 정의합니다.
윤곽 후회: 공작물 외부 좌표를 X 및 Y(예:-20/-20)로 입력하고 ENT 키를 눌러 승인합니다.
반경 무보정 활성화: G40 소프트 키를 누릅니다.
L 키를 눌러 선형 이동에 대한 NC 블록을 엽니다.
급속 이송 동작을 입력하려면 G00 소프트 키를누릅니다.
공구 후퇴: 공구축에서 후퇴하려면 오렌지색 Z축키를 누르고 접근할 위치 값(예: 250)을 입력합니다. ENT 키를 누릅니다.
반경 무보정 활성화: G40 소프트 키를 누릅니다.
기타 기능 M? 프로그램을 종료하려면 M2를 입력한 후 END 키를 눌러 승인합니다.
입력된 위치결정 블록이 저장됩니다.

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 73
이 항목에 대한 추가 정보NC 블록을 사용한 전체 예추가 정보: "예: 직교 좌표를 사용한 선형 이동 및 모따기",페이지 289
새 프로그램 생성추가 정보: "프로그램 열기 및 입력", 페이지 151
윤곽 접근/후진추가 정보: "윤곽 접근 및 후진", 페이지 269
윤곽 프로그래밍추가 정보: "경로 기능 개요", 페이지 280
공구 반경 보정추가 정보: " 공구 반경 보정", 페이지 248
기타 기능 M추가 정보: "프로그램 실행 검사, 스핀들 및 절삭유용 기타 기능", 페이지 440

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
74 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
사이클 프로그램 생성오른쪽 그림에 표시된 홀(20 mm 깊이)은 표준 드릴링 사이클을 사용하여 드릴 가공합니다. 공작물 영역은 이미 정의되어 있습니다.
공구 호출: 공구 데이터를 입력합니다. 각각의 경우 ENT 키로 입력을 승인하되, 공구축을 잊지 마십시오.
L 키를 눌러 선형 이동에 대한 NC 블록을 엽니다.
왼쪽 화살표 키를 눌러 G 코드에 대한 입력 범위로 전환합니다.
급속 이송 동작을 입력하려면 G00 소프트 키를누릅니다.
절대값용 G90 소프트 키를 누릅니다.
공구 후퇴: 오렌지색 Z축 키를 누르고 접근할 위치값(예: 250)을 입력합니다. ENT 키를 누릅니다.
반경 무보정 활성화: G40 소프트 키를 누릅니다.
보조 기능 M? 스핀들 및 절삭유를 켭니다(예:M13).END 키를 눌러 승인합니다.
입력된 위치결정 블록이 저장됩니다.
사이클 메뉴 호출: CYCL DEF 키를 누릅니다.
드릴링 사이클 표시
표준 드릴링 사이클 200 선택
사이클을 정의하는 데 사용되는 대화 상자가 표시됩니다.
컨트롤에서 요청하는 파라미터를 차례로 모두 입력하고 ENT 키를 눌러 각각의 입력을 완료합니다.
또한 오른쪽 화면과 같이 각 사이클 파라미터를보여주는 그래픽이 컨트롤에 표시됩니다.
0을 입력하여 첫 번째 드릴링 위치로 접근: 드릴링 위치의 좌표를 입력하고 M99를 사용하여 사이클을 호출합니다.
0을 입력하여 후속 드릴링 위치로 이동: 특정 드릴링 위치의 좌표를 입력하고 M99를 사용하여사이클을 호출합니다.
0을 입력하여 공구 후퇴: 오렌지색 Z축 키를 누르고 접근할 위치값(예: 250)을 입력합니다. ENT 키를 누릅니다.
기타 기능 M? 프로그램을 종료하려면 M2를 입력한 후 END 키를 눌러 승인합니다.
입력된 위치결정 블록이 저장됩니다.

TNC 620 사용을 위한 첫 단계 | 첫 번째 파트 프로그래밍 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 75
예
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-40* 공작물 영역 정의
N20 G31 X+100 Y+100 Z+0*
N30 T5 G17 S4500* 공구 호출
N40 G00 G90 Z+250 G40* 공구 후퇴
N50 G200 드릴작업 사이클 정의
Q200=2 ;SET-UP CLEARANCE
Q201=-20 ;DEPTH
Q206=250 ;FEED RATE FOR PLNGNG
Q202=5 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=-10 ;SURFACE COORDINATE
Q204=20 ;2ND SET-UP CLEARANCE
Q211=0.2 ;DWELL TIME AT DEPTH
Q395=0 ;DEPTH REFERENCE
N60 G00 X+10 Y+10 M13 M99* 스핀들 및 절삭유 가동, 사이클 호출
N70 G00 X+10 Y+90 M99* 사이클 호출
N80 G00 X+90 Y+10 M99* 사이클 호출
N90 G00 X+90 Y+90 M99* 사이클 호출
N100 G00 Z+250 M2* 공구 후퇴, 프로그램 종료
N99999999 %C200 G71 *
이 항목에 대한 추가 정보새 프로그램 생성추가 정보: "프로그램 열기 및 입력", 페이지 151
사이클 프로그래밍자세한 내용: 사이클 프로그래밍 사용 설명서

TNC 620 사용을 위한 첫 단계 | 그래픽 방식으로 첫 번째 파트 테스트(옵션 20) 1
76 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
1.4 그래픽 방식으로 첫 번째 파트 테스트(옵션20)
올바른 작동 모드 선택시험 주행 운전 모드에서만 프로그램을 시험할 수 있습니다.
작동 모드 키를 누릅니다.
컨트롤이 시험 주행 운전 모드로 전환합니다.
이 항목에 대한 추가 정보컨트롤의 작동 모드추가 정보: "작동 모드", 페이지 89
프로그램 테스트추가 정보: "시험 주행", 페이지 643
시험 주행을 위한 공구 테이블 선택공구 테이블을 아직 시험 주행 모드로 활성화하지 않은 경우 이 단계를 수행해야 합니다.
PGM MGT 키를 누릅니다.
파일 관리자가 열립니다.
선택 형식 소프트 키를 누릅니다.
컨트롤에서 표시할 파일 형식 선택을 위한 소프트 키 메뉴가 표시됩니다.
기본값 소프트 키를 누릅니다.
컨트롤에서 저장된 모든 파일이 오른쪽 창에 표시됩니다.
커서를 왼쪽 디렉터리로 이동합니다.
커서를 TNC:\table 디렉터리로 이동합니다.
커서를 오른쪽 파일로 이동합니다.
커서를 파일 TOOL.T(활성 공구 테이블) 위로 옮기고 ENT 키를 눌러 승인합니다. 그러면 TOOL.T에 상태 S 가 포함되고 시험 주행을 위해 활성화됩니다.시험 주행END 키를 누르면 파일 관리자가 종료됩니다.
이 항목에 대한 추가 정보공구 관리추가 정보: "공구 테이블테이블에 공구 데이터 입력",페이지 226
프로그램 테스트추가 정보: "시험 주행", 페이지 643

TNC 620 사용을 위한 첫 단계 | 그래픽 방식으로 첫 번째 파트 테스트(옵션 20) 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 77
테스트할 프로그램 선택PGM MGT 키를 누릅니다.
파일 관리자가 열립니다.
마지막 파일 소프트 키를 누릅니다.
컨트롤에 가장 최근에 선택한 파일이 포함된 팝업 창이 열립니다.
테스트할 프로그램을 선택하려면 화살표 키를 사용합니다. ENT 키로 불러옵니다.
이 항목에 대한 추가 정보프로그램 번호추가 정보: "파일 관리자 사용", 페이지 167
화면 레이아웃 및 뷰 선택화면 레이아웃을 선택하기 위한 키를 누릅니다.
소프트 키 행에 사용 가능한 옵션이 표시됩니다.
프로그램 + 그래픽 소프트 키를 누릅니다.
화면 왼쪽에는 프로그램이, 화면 오른쪽에는 공작물 영역이 표시됩니다.
컨트롤에 다음과 같은 뷰가 표시됩니다.
소프트 키 기능
볼륨 뷰
볼륨 뷰 및 공구 경로
공구 경로
이 항목에 대한 추가 정보그래픽 기능추가 정보: "그래픽 (옵션 20)", 페이지 632
시험 주행 수행추가 정보: "시험 주행", 페이지 643

TNC 620 사용을 위한 첫 단계 | 그래픽 방식으로 첫 번째 파트 테스트(옵션 20) 1
78 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
시험 주행을 시작합니다.재설정 + 시작 소프트 키를 누릅니다.
컨트롤이 이전에 활성 상태였던 공구 데이터를재설정합니다.
재설정 + 시작 소프트 키를 누르면 컨트롤이 활성 프로그램을 프로그래밍 차단 또는 프로그램종료 시점까지 시뮬레이션합니다.
시뮬레이션 실행 중에 소프트 키를 사용하여 뷰를 변경할 수 있습니다.
정지 소프트 키를 누릅니다.
시험 주행이 중단됩니다.
시작 소프트 키를 누릅니다.
중단된 시험 주행이 재개됩니다.
이 항목에 대한 추가 정보시험 주행 수행추가 정보: "시험 주행", 페이지 643
그래픽 기능추가 정보: "그래픽 (옵션 20)", 페이지 632
시뮬레이션 속도 조정추가 정보: "시험 주행 속도 설정", 페이지 633

TNC 620 사용을 위한 첫 단계 | 공구 설정 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 79
1.5 공구 설정
올바른 작동 모드 선택공구는 수동 운전 모드 모드에서 설정됩니다.
작동 모드 키를 누릅니다.
컨트롤이 수동 운전 모드 모드로 전환합니다.
이 항목에 대한 추가 정보컨트롤의 작동 모드추가 정보: "작동 모드", 페이지 89
공구 준비 및 측정공구 홀더에서 필수 공구를 클램핑합니다.
외부 공구 자동 측정 장치로 측정할 경우 공구를 측정하여 길이및 반경을 기록해두거나 전송 프로그램을 통해 길이 및 반경을직접 기계로 전송합니다.
기계에서 측정할 경우 공구를 공구 변경자에 저장합니다(추가 정보: "포켓 테이블 TOOL_P.TCH", 페이지 81).

TNC 620 사용을 위한 첫 단계 | 공구 설정 1
80 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 테이블 TOOL.T
기계 설명서를 참조하십시오.
공구 관리를 호출하는 절차는 아래에 설명하는 절차와다를 수 있습니다.
TOOL.T 공구 테이블(TNC:\table\ 아래에 영구 저장됨)에는 공구데이터(예: 길이 및 반경)를 비롯해 컨트롤에서 다양한 기능을 수행하는 데 필요한 공구 관련 상세 정보도 저장됩니다.
공구 테이블 TOOL.T에 공구 데이터를 입력하려면 다음을 수행하십시오.
공구 테이블 표시
컨트롤에서 공구 테이블을 표시합니다.
공구 테이블 편집: 편집 소프트 키를 켜짐으로 설정
위쪽 또는 아래쪽 화살표 키를 사용하여 편집할공구 번호를 선택할 수 있습니다.
오른쪽 또는 왼쪽 화살표 키를 사용하여 편집할공구 데이터를 선택할 수 있습니다.
공구 테이블을 종료하려면 END 키를 누릅니다.
이 항목에 대한 추가 정보컨트롤의 작동 모드추가 정보: "작동 모드", 페이지 89
공구 테이블 사용추가 정보: "공구 테이블테이블에 공구 데이터 입력",페이지 226
공구 관리 사용(옵션 93)추가 정보: "공구 관리 호출", 페이지 252

TNC 620 사용을 위한 첫 단계 | 공구 설정 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 81
포켓 테이블 TOOL_P.TCH
기계 설명서를 참조하십시오.
포켓 테이블의 기능은 기계에 따라 달라집니다.
포켓 테이블 TOOL_P.TCH(TNC:\table\에 영구 저장됨)에서 공구매거진에 포함시킬 공구를 지정합니다.
포켓 테이블 TOOL_P.TCH에 데이터를 입력하려면 다음을 수행하십시오.
공구 테이블 표시
컨트롤에서 공구 테이블을 표시합니다.
포켓 테이블 표시
컨트롤에서 포켓 테이블을 표시합니다.
포켓 테이블 편집: 편집 소프트 키를 켜짐으로 설정
위쪽 또는 아래쪽 화살표 키를 사용하여 편집할포켓 번호를 선택할 수 있습니다.
오른쪽 또는 왼쪽 화살표 키를 사용하여 편집할데이터를 선택할 수 있습니다.
포켓 테이블을 종료하려면 END 키를 누릅니다.
이 항목에 대한 추가 정보컨트롤의 작동 모드추가 정보: "작동 모드", 페이지 89
포켓 테이블 사용추가 정보: "공구 변경자의 포켓 테이블", 페이지 237

TNC 620 사용을 위한 첫 단계 | 공작물 설정 1
82 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
1.6 공작물 설정
올바른 작동 모드 선택공작물은 수동 운전 모드 또는 핸드휠 모드로 설정됩니다.
작동 모드 키를 누릅니다.
컨트롤이 수동 운전 모드 모드로 전환합니다.
이 항목에 대한 추가 정보수동 운전 모드추가 정보: "기계축 이동", 페이지 563
공작물 클램핑공작물을 기계 테이블의 픽스처를 사용하여 마운트합니다. 기계에3D 터치 프로브가 있는 경우 공작물을 축에 평행하도록 클램핑할필요가 없습니다.
3D 터치 프로브가 없는 경우 모서리가 기계축에 평행하게 고정되도록 공작물을 정렬해야 합니다.
이 항목에 대한 추가 정보데이텀 설정(3D 터치 프로브 사용)(추가 정보: "3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호17)", 페이지 611)
데이텀 설정(3D 터치 프로브 미사용)(추가 정보: "3D 터치 프로브 없이 데이텀 설정", 페이지 589)

TNC 620 사용을 위한 첫 단계 | 공작물 설정 1
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 83
3D 터치 프로브를 사용한 프리셋(옵션 번호 17)
3D 터치 프로브 삽입: 수동 입력에 의한 운전(MDI) 모드에서공구축이 포함된 T 블록을 실행한 다음 수동 운전 모드 모드로돌아갑니다.
터치 프로브 소프트 키를 누릅니다.
소프트 키 행에 사용 가능한 기능이 표시됩니다.
예를 들어, 공작물 모서리에 프리셋을 설정합니다.
터치 프로브를 첫 번째 공작물의 모서리에 있는첫 번째 터치포인트 근처로 위치결정하려면 축방향 키를 사용합니다.
소프트 키를 사용하여 프로빙 방향을 선택합니다.
NC 시작 키를 누릅니다.
그러면 터치 프로브가 정의된 방향에서 공작물에닿을 때까지 이동한 다음 시작점으로 자동 복귀합니다.
터치 프로브를 첫 번째 공작물의 모서리에 있는두 번째 터치포인트 근처로 사전 위치결정하려면축 방향 키를 사용합니다.
NC 시작 키를 누릅니다.
그러면 터치 프로브가 정의된 방향에서 공작물에닿을 때까지 이동한 다음 시작점으로 자동 복귀합니다.
터치 프로브를 두 번째 공작물의 모서리에 있는첫 번째 터치포인트 근처로 사전 위치결정하려면축 방향 키를 사용합니다.
소프트 키를 사용하여 프로빙 방향을 선택합니다.
NC 시작 키를 누릅니다.
그러면 터치 프로브가 정의된 방향에서 공작물에닿을 때까지 이동한 다음 시작점으로 자동 복귀합니다.
터치 프로브를 두 번째 공작물의 모서리에 있는두 번째 터치포인트 근처로 사전 위치결정하려면축 방향 키를 사용합니다.
NC 시작 키를 누릅니다.
그러면 터치 프로브가 정의된 방향에서 공작물에닿을 때까지 이동한 다음 시작점으로 자동 복귀합니다.
그러면 컨트롤에서 측정된 코너점의 좌표가 표시됩니다.
0으로 설정: 기준점 지정 소프트 키를 누릅니다.
END 소프트 키를 눌러 메뉴를 닫습니다.
이 항목에 대한 추가 정보프리셋추가 정보: "3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호17)", 페이지 611

TNC 620 사용을 위한 첫 단계 | 첫 번째 프로그램 실행 1
84 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
1.7 첫 번째 프로그램 실행
올바른 작동 모드 선택반 자동 프로그램 실행 또는 자동 프로그램 실행 모드에서 프로그램을 실행할 수 있습니다.
작동 모드 키를 누릅니다.
컨트롤에서 작동 모드 반 자동 프로그램 실행으로 전환하고 블록별로 NC 프로그램을 실행합니다.
NC 시작 키를 사용하여 각 블록을 승인해야 합니다.
작동 모드 키를 누릅니다.
그러면 컨트롤이 작동 모드 자동 프로그램 실행으로 전환하고 NC 시작 후 프로그램을 중단 또는 종료 지점까지 실행합니다.
이 항목에 대한 추가 정보컨트롤의 작동 모드추가 정보: "작동 모드", 페이지 89
프로그램 실행(추가 정보: "프로그램 실행", 페이지 646)
실행할 프로그램 선택PGM MGT 키를 누릅니다.
파일 관리자가 열립니다.
마지막 파일 소프트 키를 누릅니다.
컨트롤에 가장 최근에 선택한 파일이 포함된 팝업 창이 열립니다.
필요한 경우 화살표 키를 사용하여 실행할 프로그램을 선택합니다. ENT 키로 불러옵니다.
이 항목에 대한 추가 정보파일 관리(추가 정보: "파일 관리자 사용", 페이지 167)
프로그램 시작NC 시작 키를 누릅니다.
컨트롤에서 활성 프로그램을 실행합니다.
이 항목에 대한 추가 정보프로그램 실행(추가 정보: "프로그램 실행", 페이지 646)

2소개

소개 | TNC 620 2
86 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
2.1 TNC 620하이덴하인의 TNC 컨트롤은 기존의 밀링 및 드릴링 작업을 편리한Klartext 대화식 언어를 사용하여 기계에서 바로 프로그래밍할 수있는 작업장 중심의 윤곽 지정 제어장치입니다. 이 제어장치는 밀링, 드릴링 및 보링 기계는 물론 최대 6축을 지원하는 머시닝센터에도 사용됩니다. 또한 프로그램 제어 하에 스핀들의 각도 위치를 변경할 수도 있습니다.
키보드와 화면 레이아웃은 기능을 쉽고 빠르게 사용할 수 있도록깔끔하게 정리되어 있습니다.
하이덴하인 Klartext 및 DIN/ISO대화 안내식 작업장용 프로그래밍 언어인 하이덴하인 Klartext는 특히 편리한 프로그램 작성 방법입니다. 프로그래밍 그래픽을 통해윤곽을 프로그래밍하기 위한 개별 가공 단계를 알려줍니다. NC 치수 드로잉을 사용할 수 없는 경우 FK 자유 윤곽 프로그래밍이 도움이 됩니다. 시험 주행 또는 프로그램 실행 중에 공작물 가공을 그래픽으로 시뮬레이션할 수 있습니다.
또한 ISO 형식이나 DNC 모드로도 프로그래밍이 가능합니다.
컨트롤에서 한 프로그램을 실행하는 동안 다른 프로그램을 입력하여 테스트할 수도 있습니다.
호환성TNC 150 B부터 시작하는 하이덴하인 윤곽 지정 제어장치에서 생성된 가공 프로그램이 TNC 620에서 실행되지 않을 수도 있습니다.NC 블록에 유효하지 않은 요소가 포함된 경우 컨트롤에서 파일을열 때 해당 블록이 오류 블록 또는 오류 메시지로 표시됩니다.
iTNC 530과 TNC 620 간의 차이점에 대한 자세한 설명을 참조하십시오(추가 정보: "TNC 620 및 iTNC 530의 기능 비교",페이지 732).

소개 | 시각적 표시 장치 및 작동 패널 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 87
2.2 시각적 표시 장치 및 작동 패널
표시 화면컨트롤은 컴팩트 버전으로 또는 별도의 표시 장치와 작동 패널에서사용할 수 있습니다. 두 컨트롤 버전 모두에 15인치 TFT 컬러 평면패널 디스플레이가 장착되어 있습니다.
1 헤더
컨트롤이 켜질 때 헤더의 선택된 작동 모드가 화면에 표시됩니다. 왼쪽이 가공 작동 모드이며 오른쪽이 프로그래밍 모드입니다. 현재 활성화된 모드는 헤더의 더 큰 필드에 표시되며,대화 프롬프트와 메시지도 나타납니다(예외: 컨트롤이 그래픽만 표시하는 경우).
2 소프트 키
푸터에는 소프트 키 행에 추가 기능이 나타납니다. 이러한 기능은 해당 기능 바로 아래에 있는 키를 눌러 선택할 수 있습니다. 소프트 키 행 바로 위에 있는 얇은 바는 소프트 키 전환에 사용되는 왼쪽 및 오른쪽 방향의 키를 눌러 호출할 수 있는 소프트 키 행의 수를 나타냅니다. 활성 소프트 키 행을 나타내는 막대가 파란색이 됩니다.
3 소프트 키 선택 키
4 소프트 키 전환용 키
5 화면 레이아웃 설정
6 기계 작동 모드, 프로그래밍 모드 및 세 번째 데스크톱 간에전환하는 키
7 기계 제작 업체용 소프트 키 선택 키
8 기계 제작 업체가 사용하는 소프트 키 전환용 키
9 USB 연결
터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121
2
34
5
8
9
6
7
1
4
2
34
5
8
9
6
7
1
4

소개 | 시각적 표시 장치 및 작동 패널 2
88 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
화면 레이아웃 설정화면 레이아웃은 사용자가 선택할 수 있습니다. 예를 들어, 프로그래밍 모드에서 사용자는 프로그램 블록을 왼쪽 창에 두고 오른쪽창에는 프로그래밍 그래픽을 표시하도록 설정할 수 있습니다. 또한프로그램 구조를 오른쪽 창에 표시하거나 큰 창 하나에 프로그램블록만 표시할 수도 있습니다. 사용 가능한 화면 창은 선택한 작동모드에 따라 달라집니다.
화면 레이아웃 설정:
화면 레이아웃 키 누름: 소프트 키 행에는 사용가능한 레이아웃 옵션이 표시됩니다.추가 정보: "작동 모드", 페이지 89
소프트 키로 원하는 화면 레이아웃을 선택합니다.
제어판TNC 620에는 작동 패널이 통합되어 있습니다. 또는 TNC 620는 별도의 표시 장치와 알파벳 키보드가 연결된 작동 패널에서도 사용할수 있습니다.
1 텍스트 및 파일 이름을 입력하고 ISO 프로그래밍을 수행하기위한 알파벳 키보드
2 파일 관리
계산기
MOD 기능
도움말 기능
오류 메시지 표시
3 프로그래밍 모드
4 기계 작동 모드
5 프로그래밍 대화 상자 시작
6 탐색 키 및 GOTO 점프 명령
7 숫자 입력 및 축 선택
8 터치패드
9 마우스 버튼
10 기계 작동 패널 자세한 내용 기계 설명서
각 키의 기능에 대한 내용은 설명서의 앞부분에 나와 있습니다.
터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121
기계 설명서를 참조하십시오.
일부 기계 제작업체는 표준 하이덴하인 작동 패널을 사용하지 않습니다.
외부 키(예: NC 시작 또는 NC 정지)에 대한 설명은 기계설명서에 나와 있습니다.
2
34
5
6
7
2
34
5
8
9
6
7
10
1

소개 | 작동 모드 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 89
2.3 작동 모드
수동 운전 및 핸드휠기계 설정에는 수동 운전 모드가 필요합니다. 이 작동 모드에서는기계축의 위치를 수동으로 또는 비례적으로 결정하고, 작업평면을기울일 수 있습니다.
핸드휠 모드 작동 모드에서는 HR 전자 핸드휠을 사용하여 기계축을 수동으로 이동할 수 있습니다.
화면 레이아웃 선택용 소프트 키(위에서 설명한 대로 선택)
소프트 키 창
위치표시
왼쪽: 위치 표시, 오른쪽: 상태 표시
왼쪽: 위치, 오른쪽: 충돌 객체
MDI(수동 데이터 입력)를 통한 위치결정이 작동 모드는 평면 밀링 또는 사전 위치결정 같은 간단한 이송 운동을 프로그래밍하는 데 사용됩니다.
화면 레이아웃 선택용 소프트 키
소프트 키 창
프로그램
왼쪽: 프로그램, 오른쪽: 상태 표시
왼쪽: 프로그램, 오른쪽: 충돌 객체

소개 | 작동 모드 2
90 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그래밍이 작동 모드에서는 NC 프로그램을 작성합니다. 또한 FK 자유 프로그래밍 기능, 다양한 사이클 및 Q 파라미터 기능을 통해 프로그래밍을 손쉽게 수행하고 필요한 정보를 추가할 수 있습니다. 필요한경우 프로그래밍 그래픽을 통해 프로그래밍된 이송 경로를 표시할수 있습니다.
화면 레이아웃 선택용 소프트 키
소프트 키 창
프로그램
왼쪽: 프로그램, 오른쪽: 프로그램 구조
왼쪽: 프로그램 블록, 오른쪽: 프로그래밍그래픽
시험 주행시험 주행 작동 모드의 경우 컨트롤은 NC 프로그램 및 프로그램 섹션에서 지오메트리 비호환성, 프로그램 내의 누락되거나 잘못된 데이터 또는 작업 공간 위반 사항 같은 오류를 승인합니다. 이 시뮬레이션은 서로 다른 표시 모드에서 그래픽으로 지원됩니다. (옵션 20)
화면 레이아웃 선택용 소프트 키
소프트 키 창
프로그램
왼쪽: 프로그램, 오른쪽: 상태 표시
왼쪽: 프로그램, 오른쪽: 그래픽
(옵션 20)
그래픽
(옵션 20)

소개 | 작동 모드 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 91
자동 프로그램 실행 및 반자동 프로그램 실행자동 프로그램실행 모드에서는 프로그램이 끝까지 또는 수동으로설정한 정지 위치나 프로그래밍된 정지 위치까지 계속해서 실행됩니다. 중단이 끝나면 프로그램 실행을 재개할 수 있습니다.
프로그램 실행 반 자동 모드에서는 NC 시작 키를 눌러 각 블록을개별적으로 실행합니다. 점 패턴 사이클 및 CYCL CALL PAT[]에서컨트롤러는 각 점 이후에 중지합니다.
화면 레이아웃 선택용 소프트 키
소프트 키 창
프로그램
왼쪽: 프로그램, 오른쪽: 구조
왼쪽: 프로그램, 오른쪽: 상태 표시
왼쪽: 프로그램, 오른쪽: 그래픽
(옵션 20)
그래픽
(옵션 20)
팔레트 테이블의 화면 레이아웃 선택용 소프트 키(옵션 22 팔레트관리)
소프트 키 창
팔레트 테이블
왼쪽: 프로그램, 오른쪽: 팔레트 테이블
왼쪽: 팔레트 테이블, 오른쪽: 상태 표시
왼쪽: 팔레트 테이블, 오른쪽: 그래픽

소개 | 상태 표시 2
92 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
2.4 상태 표시
일반 상태 표시화면 왼쪽 하단 부분의 일반 상태 표시에는 기계의 현재 상태가 표시됩니다.
또한 다음 작동 모드에서는 자동으로 표시됩니다.
반 자동 프로그램 실행자동 프로그램 실행수동 입력에 의한 운전(MDI)
그래픽 화면 레이아웃이 선택된 경우 상태 표시가 나타나지 않습니다.
수동 운전 모드 및 핸드휠 모드 모드에서 큰 창에 상태 표시가 나타납니다.
상태 표시 정보
아이콘 의미
ACTL. 위치 표시: 실제, 공칭 또는 이동 거리 좌표 모드
기계축(컨트롤에 보조축이 소문자로 표시됨): 표시되는 축의 순서와 갯수는 기계 제작 업체에서 결정합니다. 자세한 내용은 기계 설명서를 참조하십시오.
프리셋 테이블의 활성 프리셋 수입니다. 프리셋을 수동으로 설정한 경우 컨트롤에는 심볼 뒤에MAN이라는 텍스트가 표시됩니다.
F S M 표시되는 이송 속도(inch)는 유효값의 10분의 1에해당합니다. 스핀들 속도 S, 이송 속도 F 및 활성 M기능
축이 클램핑되었습니다.
축을 핸드휠로 이동할 수 있습니다.
축이 기본 회전에 따라 이동합니다.
축이 3D 기본 회전에 따라 이동합니다.
축이 기울어진 작업면에서 이동합니다.
축이 대칭 및 이동됩니다.
M128이 활성화되어 있습니다.

소개 | 상태 표시 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 93
아이콘 의미
공구축 방향으로 이송 기능이 활성화됩니다.
선택된 프로그램 없음, 프로그램이 다시 선택됨, 내부 정지를 통해 프로그램이 중단됨 또는 프로그램이 종료됨
이 조건에서 컨트롤러에는 모달 방식으로 효과적인 프로그램 정보(즉, 컨텍스트 참조)가 없으므로모든 처리가 가능합니다(예: 커서 이동 또는 Q 파라미터 수정).
프로그램 시작됨, 실행내용이 실행됨
안전상의 이유로 컨트롤러는 이 조건의 처리를 허용하지 않습니다.
프로그램 정지됨, 예: 작동 모드 자동 프로그램 실행에서 NC 정지 키를 누른 후
안전상의 이유로 컨트롤러는 이 조건의 처리를 허용하지 않습니다.
프로그램 중단됨, 예: 작동 모드 수동 입력에 의한운전(MDI)에서 NC 블록을 오류 없이 실행한 다음
이 조건에서 컨트롤러는 다양한 처리(예: 커서 이동 또는 Q 파라미터 수정)를 허용합니다. 이 처리를 사용하는 경우 컨트롤러는 모달 방식의 효과적인 프로그램 정보(즉, 컨텍스트 참조)를 상실할 수있습니다. 이 컨텍스트 참조의 상실로 공구가 원치않는 위치로 지정될 수 있습니다!
추가 정보: "간단한 가공 작업 프로그래밍 및 실행", 페이지 626 그리고 "프로그램 제어식 중단",페이지 649
프로그램 중단됨 또는 종료됨
ACC(액티브 채터 제어) 기능이 활성화되어 있습니다(옵션 번호 145).
펄스 스핀들 속도 기능이 활성화됨
아이콘 순서는 옵션 기계 파라미터 iconPrioList(No. 100813)를 사용하여 변경할 수 있습니다. 컨트롤작동 중 기호 및 DCM 아이콘은 항상 볼 수 있으며 구성할 수 없습니다.

소개 | 상태 표시 2
94 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
추가 상태 표시추가 상태 표시에는 프로그램 실행에 대한 세부 정보가 포함되어있습니다. 이 표시는 프로그래밍 모드를 제외한 모든 작동 모드에서 호출할 수 있습니다.
추가 상태 표시를 설정하는 방법화면 레이아웃용 소프트 키 행을 호출합니다.
추가 상태 표시를 위한 레이아웃 옵션 선택
화면 오른쪽에 개요 상태 폼이 표시됩니다.
추가 상태 표시를 선택하는 방법상태 소프트 키가 나타날 때까지 소프트 키 행을전환합니다.
위치 및 좌표 같은 추가 상태 표시를 소프트 키를통해 바로 선택합니다. 또는
전환 소프트 키를 사용하여 원하는 뷰를 선택합니다.
아래에 설명하는 상태 표시를 다음과 같이 선택합니다.
해당 소프트 키로 직접
전환 소프트 키를 통해
다음 탭 키를 사용하여
아래 설명된 일부 상태 정보는 컨트롤에서 관련 소프트웨어 옵션을 활성화하지 않으면 사용할 수 없습니다.
개요개요 상태 폼은 화면 레이아웃 프로그램 + 상태표시(또는위치표시 + 상태표시)를 선택한 경우 컨트롤을 켠 다음 컨트롤에의해 표시됩니다. 개요 폼에는 다양한 세부 폼에서도 확인할 수 있는 가장 중요한 상태 정보가 요약되어 있습니다.
소프트 키 의미
위치 표시
공구 정보
활성 M 기능
활성 좌표 변환
활성 서브프로그램
활성 프로그램 섹션 반복
%로 호출된 프로그램
현재 가공 시간
활성 주 프로그램의 이름 및 경로

소개 | 상태 표시 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 95
일반 프로그램 정보(PGM 탭)
소프트 키 의미
직접 선택할수 없음
활성 주 프로그램의 이름 및 경로
실제/공칭 값 카운터
원 중심 CC(극)
정지 시간 카운터
현재 가공 시간
현재 시간
활성 프로그램
팔레트 정보(PAL 탭)
해당 기능이 기계에서 활성화되어 있는 경우에만 컨트롤에 이 탭이 표시됩니다.
소프트 키 의미
직접 선택할수 없음
활성 팔레트 프리셋 수
프로그램 섹션 반복 및 서브프로그램(LBL 탭)
소프트 키 의미
직접 선택할수 없음
블록 번호, 레이블 번호 및 프로그래밍된 반복/아직 실행하지 않은 반복이 있는 활성 프로그램섹션 반복
서브프로그램을 호출한 블록 번호 및 호출된 레이블 번호가 있는 활성 서브프로그램
표준 사이클 정보(CYC 탭)
소프트 키 의미
직접 선택할수 없음
활성 고정 사이클
사이클 32 허용 공차의 활성 값
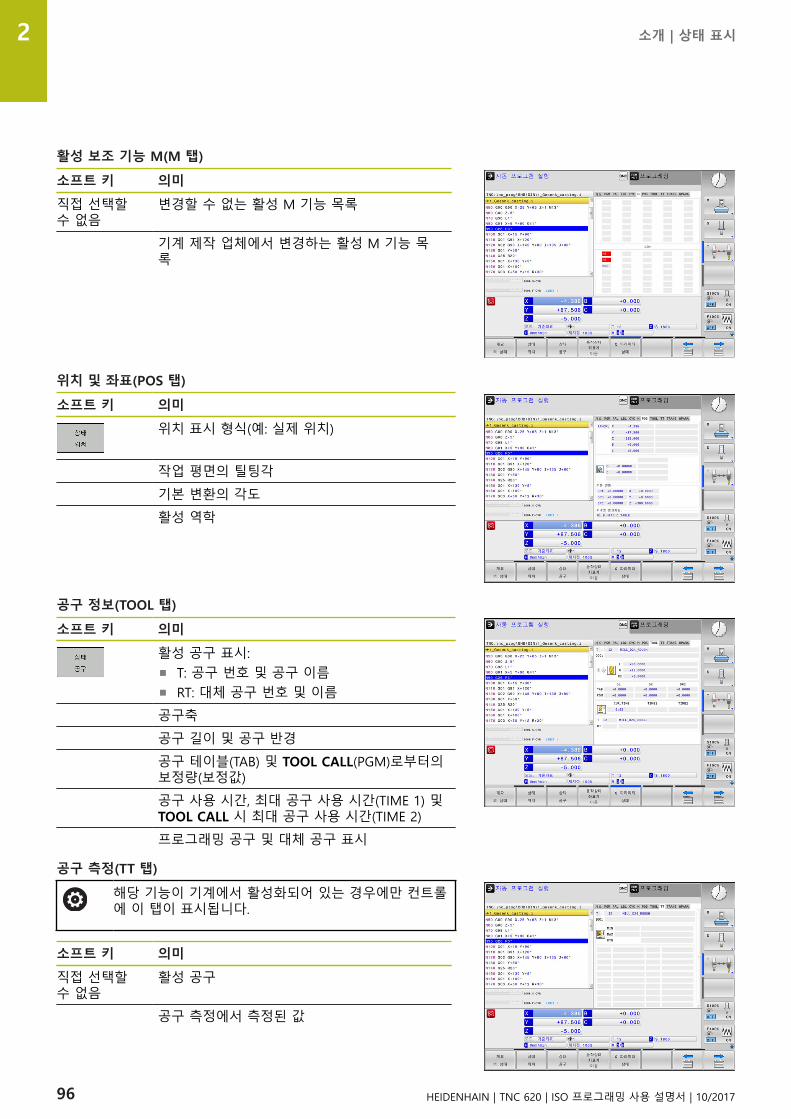
소개 | 상태 표시 2
96 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
활성 보조 기능 M(M 탭)
소프트 키 의미
직접 선택할수 없음
변경할 수 없는 활성 M 기능 목록
기계 제작 업체에서 변경하는 활성 M 기능 목록
위치 및 좌표(POS 탭)
소프트 키 의미
위치 표시 형식(예: 실제 위치)
작업 평면의 틸팅각
기본 변환의 각도
활성 역학
공구 정보(TOOL 탭)
소프트 키 의미
활성 공구 표시:
T: 공구 번호 및 공구 이름
RT: 대체 공구 번호 및 이름
공구축
공구 길이 및 공구 반경
공구 테이블(TAB) 및 TOOL CALL(PGM)로부터의보정량(보정값)
공구 사용 시간, 최대 공구 사용 시간(TIME 1) 및TOOL CALL 시 최대 공구 사용 시간(TIME 2)
프로그래밍 공구 및 대체 공구 표시
공구 측정(TT 탭)
해당 기능이 기계에서 활성화되어 있는 경우에만 컨트롤에 이 탭이 표시됩니다.
소프트 키 의미
직접 선택할수 없음
활성 공구
공구 측정에서 측정된 값

소개 | 상태 표시 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 97
좌표 변환(TRANS 탭)
소프트 키 의미
활성 데이텀 테이블 이름
활성 데이텀 번호(#), 활성 데이텀 번호의 활성라인 설명(DOC)(사이클 G53)
활성 데이텀 전환(사이클 G54), 컨트롤에는 최대 8축의 활성 데이텀 전환이 표시됨
대칭축(사이클 G28)
활성 회전 각도(사이클 G73)
활성 배율(사이클 G72), 컨트롤에는 최대 6축의활성 배율이 표시됨
확장 데이텀
옵션 기계 파라미터 CfgDisplayCoordSys(no. 127501)에서 상태 표시가 활성 데이텀 전환을 나타내는 좌표계를 지정할 수 있습니다.
추가 정보: 사이클 프로그래밍 사용 설명서
Q 파라미터 표시(QPARA 탭)
소프트 키 의미
정의된 Q 파라미터의 현재 값 표시
정의된 문자열 파라미터의 문자열 표시
Q 파라메터 리스트 소프트 키를 누릅니다. 컨트롤에서팝업 창이 열립니다. 각 파라미터 유형(Q, QL, QR, QS)에대해 제어하려는 파라미터 번호를 정의합니다. 단일 Q파라미터는 쉼표로 분리하고 순차적 Q 파라미터는 하이픈으로 연결합니다(예: 1, 3, 200-208). 파라미터 유형별입력 범위는 132자입니다.
QPARA 탭에는 항상 소수점 8번째 자리까지 표시됩니다. 예를 들어 Q1 = COS 89.999의 결과는 컨트롤에서 0.00001745로 표시됩니다. 컨트롤에는 아주 크거나 아주 작은 값이 지수 표기로 표시됩니다. Q1 = COS 89.999 * 0.001의 결과는 컨트롤에서+1.74532925e-08으로 표시되는데 여기서 e-08은 10-8
인자에 해당합니다.

소개 | 창 관리자 2
98 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
2.5 창 관리자
기계 설명서를 참조하십시오.
공작 기계 제작 업체에서 창 관리자의 기능 및 동작 범위를 결정합니다.
컨트롤에는 Xfce 창 관리자 기능이 있습니다. Xfce는 UNIX 기반 운영 체제용 표준 애플리케이션이며 GUI(그래픽 사용자 인터페이스)를 관리하는 데 사용됩니다. 창 관리자에서 다음과 같은 기능을 사용할 수 있습니다.
여러 애플리케이션 간 전환을 위해 작업 표시줄을 표시합니다(사용자 인터페이스).
기계 제작 업체에서 특수 애플리케이션을 실행할 수 있는 추가데스크톱을 관리합니다.
NC 소프트웨어 애플리케이션과 기계 제작 업체의 애플리케이션간 포커스를 제어합니다.
팝업 창의 크기 및 위치를 변경할 수 있습니다. 팝업 창을 닫고축소하거나 원래 크기로 되돌릴 수 있습니다.
창 관리자의 애플리케이션 또는 창 관리자 자체에 오류가 발생한 경우 화면 왼쪽 상단에 별표가 표시됩니다. 이경우 창 관리자로 전환하여 문제를 해결하십시오. 필요한 경우 기계 설명서를 참조하십시오.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 99
작업 표시줄 개요작업 표시줄에서 마우스를 클릭하여 다양한 작업 공간을 선택할 수있습니다.
컨트롤러에는 다음 작업 공간이 제공됩니다.
작업 공간 1: 활성 작동 모드
작업 공간 2: 활성 프로그래밍 모드
작업 공간 3: CAD-Viewer 또는 기계 제작업체의 애플리케이션(선택적으로 사용 가능)
작업 공간 4: 외부 컴퓨터 장치(옵션 133)의 표시 및 원격 제어(옵션 133) 또는 기계 제작업체의 애플리케이션(선택적으로 사용 가능)
또한 제어 소프트웨어와 병렬로 시작한 다른 애플리케이션을 작업표시줄에서 선택할 수 있습니다(예: TNCguide).
왼쪽 마우스 버튼을 길게 눌러서 모든 열린 애플리케이션을 무작위로 작업 공간 사이의 녹색 하이덴하인 기호오른쪽으로 이동할 수 있습니다.
녹색 하이덴하인 기호를 클릭하면 정보를 얻거나 설정을 하거나 애플리케이션을 시작할 수 있는 메뉴가 열립니다.
다음과 같은 기능들을 사용할 수 있습니다.
HEROS 정보: 제어 운영 체제에 관한 정보 열기
NC 제어: 제어 소프트웨어 시작 및 정지(진단 목적 전용)
웹 브라우저: 웹 브라우저 시작
터치스크린 교정: 터치스크린 교정용(터치 작동의 경우만 해당)추가 정보: "터치스크린 교정", 페이지 134
터치스크린 구성: 화면 속성 조정(터치 작동의 경우만 해당)추가 정보: "터치스크린 구성", 페이지 134
터치스크린 청소: 화면 잠금(터치 작동의 경우만 해당)추가 정보: "터치스크린 청소", 페이지 135
원격 데스크톱 관리자(옵션 133) 외부 컴퓨터 장치의 디스플레이 및 원격 제어추가 정보: "원격 데스크톱 관리자 (옵션 133)", 페이지 112

소개 | 창 관리자 2
100 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
진단: 진단 애플리케이션
GSmartControl: 승인된 전문가만 사용 가능합니다.
HE 로깅: 내부 진단 파일에 대한 설정을 정의합니다.
HE 메뉴: 승인된 전문가만 사용 가능합니다.
perf2: 프로세서 로드 및 프로세스 로드를 확인합니다.
Portscan: 활성 연결 시험추가 정보: "Portscan", 페이지 102
Portscan OEM: 승인된 전문가만 사용 가능합니다.
RemoteService: 원격 유지보수 시작 및 정지추가 정보: "원격 서비스", 페이지 103
터미널: 콘솔 명령을 입력 및 실행합니다.
설정: 운영 체제 설정
날짜/시간: 날짜 및 시간 설정
언어/키보드: 시스템 대화 상자 언어 및 키보드 버전을 선택합니다.—컨트롤은 기계 파라미터 CfgDisplayLanguage(번호 101300)의 언어 설정으로 시작할 때 시스템 대화 상자 언어의 설정을 덮어씁니다.
네트워크: 네트워크 설정 정의:
프린터: 프린터 구성 및 관리추가 정보: "프린터", 페이지 105
화면보호기: 화면보호기 정의
SELinux: Linux 기반 운영 체제용 안전 소프트웨어를 정의합니다.
공유: 외부 네트워크 드라이브를 연결 및 관리합니다.
VNC: 컨트롤러에 액세스하는 외부 소프트웨어(예: 유지보수작업)에 대한 설정을 정의합니다(가상네트워크컴퓨팅).추가 정보: "VNC", 페이지 108
WindowManagerConfig: 승인된 전문가만 사용 가능합니다.
방화벽: 방화벽을 구성합니다.추가 정보: "방화벽", 페이지 691
HePacketManager: 승인된 전문가만 사용 가능합니다.
HePacketManager 사용자 지정: 승인된 전문가만 사용 가능합니다.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 101
공구: 파일 애플리케이션
문서 뷰어: 파일(예: PDF 파일)을 표시 및 인쇄합니다.
파일 관리자: 승인된 전문가만 사용 가능합니다.
Geeqie: 그래픽을 열고, 관리 및 인쇄합니다.
Gnumeric: 테이블을 열고, 관리 및 인쇄합니다.
키패드: 가상 키보드를 엽니다.
Leafpad: 텍스트 파일을 열고 편집합니다.
NC/PLC Backup: 백업 파일을 만듭니다.추가 정보: "백업 및 복원", 페이지 110
NC/PLC 복원: 백업 파일을 복원합니다.추가 정보: "백업 및 복원", 페이지 110
Ristretto: 그래픽을 엽니다.
Screenshot: 스크린샷을 만듭니다.
TNCguide: 도움말 시스템을 호출합니다.
Xarchiver: 디렉터리를 추출하거나 압축합니다.
애플리케이션: 보완 애플리케이션
Orage 일정표: 일정표를 엽니다.
실제 VNC 뷰어: 컨트롤에 액세스하는 외부 소프트웨어(예: 유지보수 작업)에 대한 설정을 정의합니다(가상네트워크 컴퓨팅).
도구에서 사용 가능한 애플리케이션은 컨트롤의 파일 관리에서 해당파일 형식을 선택하여 직접 시작할 수 있습니다(추가 정보: "외부 파일 형식을 관리하기 위한 추가 도구",페이지 180).

소개 | 창 관리자 2
102 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
PortscanPortScan 기능을 통해 시스템의 모든 열려 있는 수신 TCP 및 UDP리스트 포트에 대해 주기적 또는 수동 검색을 사용할 수 있습니다.발견된 모든 포트가 화이트리스트(허용 목록)와 비교됩니다. 컨트롤러가 나열되지 않은 포트를 찾은 경우 해당 팝업 창을 표시합니다.
HeROS 진단 메뉴에는 이 목적을 위한 Portscan 및 Portscan OEM애플리케이션이 있습니다. Portscan OEM은 기계 제작업체 암호를입력한 후에만 실행할 수 있습니다.
Portscan 기능은 시스템의 모든 열려 있는 수신 TCP 및 UDP 포트를 검색하고 이를 시스템에 저장된 화이트리스트 4개와 비교합니다.
시스템 내부 화이트리스트 /etc/sysconfig/portscan-whitelist.cfg 및 /mnt/sys/etc/sysconfig/portscan-whitelist.cfg기계 제작업체별 기능(예: Python 및 DNC 애플리케이션)을 가진포트에 대한 화이트리스트: /mnt/plc/etc/sysconfig/portscan-whitelist.cfg고객별 기능을 가진 포트에 대한 화이트리스트: /mnt/tnc/etc/sysconfig/portscan-whitelist.cfg
각 입력에 대해 화이트리스트는 포트 유형(TCP/UDP), 포트 번호, 제공 프로그램 및 선택적 주석을 지정합니다. 자동 포트 스캔 기능이활성화된 경우, 화이트리스트에 나열된 포트만 열 수 있습니다. 나열되지 않은 포트는 알림 창입니다.
스캔 결과는 로그 파일(LOG:/portscan/scanlog and LOG:/portscan/scanlogevil)에 저장되며, 화이트리스트 중 하나에 나열되지 않은 새포트가 발견될 경우 해당 포트가 표시됩니다.
수동으로 Portscan 시작Portscan을 수동으로 시작하려면 다음을 수행합니다.
화면 하단에 있는 작업 표시줄추가 정보: "창 관리자", 페이지 98
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
진단 메뉴 항목을 선택합니다.
Portscan 메뉴 항목을 선택합니다.
컨트롤러가 HeRos Portscan 팝업 창을 엽니다.
시작 키를 누릅니다.
주기적으로 Portscan 시작자동으로 Portscan을 주기적으로 시작하려면 다음을 수행합니다.
화면 하단에 있는 작업 표시줄추가 정보: "창 관리자", 페이지 98
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
진단 메뉴 항목을 선택합니다.
Portscan 메뉴 항목을 선택합니다.
컨트롤이 HeRos Portscan 팝업 창을 엽니다.
자동 업데이트 켜기 키를 누릅니다.
슬라이더로 시간 간격을 설정합니다.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 103
원격 서비스원격 서비스 설정 도구와 함께 하이덴하인의 TeleService를 통해 서비스 컴퓨터와 기계 간에 설정할 암호화된 지점 간 연결을 사용할수 있습니다.
하이덴하인 컨트롤을 사용하여 하이덴하인 서버와 통신할 수 있도록 하려면 인터넷에 연결해야 합니다.
추가 정보: "컨트롤 구성", 페이지 685
기본 상태에서 컨트롤의 방화벽이 모든 수신 및 송신 연결을 차단합니다. 이 이유 때문에 서비스 세션의 지속시간에 대해 방화벽이비활성화되어야 합니다.
컨트롤 설정컨트롤을 설정하려면 다음을 수행하십시오.
화면 하단에 있는 작업 표시줄추가 정보: "창 관리자", 페이지 98
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
설정 메뉴 항목을 선택합니다.
방화벽 메뉴 항목을 선택합니다.
컨트롤이 방화벽/SSH 설정 대화 상자를 표시합니다.
방화벽 탭에서 활성 옵션을 제거하여 방화벽을 비활성화합니다.
적용 버튼을 눌러 설정을 저장합니다.
확인 버튼을 누릅니다.
방화벽이 비활성화됩니다.
서비스 세션이 끝난 후 잊지 말고 반드시 방화벽을 다시활성화해야 합니다.
세션 인증서의 자동 설치NC 소프트웨어 설치를 통해 컨트롤에 임시 인증서가 자동으로 설치됩니다. 설치는 업데이트 형태인 경우에도 기계제작업체의 서비스 기술자만이 수행할 수 있습니다.

소개 | 창 관리자 2
104 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
세션 인증서의 수동 설치컨트롤에 유효한 세션 인증서에 설치되어 있지 않은 경우 새 인증서를 설치해야 합니다. 귀사의 서비스 직원에게 필요한 인증서를구체화합니다. 해당 직원이 장차 필요한 경우 유효한 인증서 파일을 제공합니다.
컨트롤에 인증서 파일을 설치하려면 다음을 수행하십시오.
화면 하단에 있는 작업 표시줄추가 정보: "창 관리자", 페이지 98
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
설정 메뉴 항목을 선택합니다.
네트워크 메뉴 항목을 선택합니다.
컨트롤이 네트워크 설정 대화 상자를 표시합니다.
인터넷 탭을 선택합니다. 원격 유지보수 필드의 설정은 기계 제작업체가 구성합니다.
추가 키를 누르고 메뉴에서 파일을 선택합니다.
열기 키를 누릅니다.
인증서가 열립니다.
확인 소프트 키를 누릅니다.
설정을 로드하려면 컨트롤을 다시 시작해야 할 수 있습니다.
서비스 세션 시작서비스 세션을 시작하려면 다음을 수행하십시오.
화면 하단에 있는 작업 표시줄을 엽니다.
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
진단 메뉴 항목을 선택합니다.
RemoteService 메뉴 항목을 선택합니다.
기계 제작업체의 세션 키를 입력합니다.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 105
프린터HeROS 메뉴의 프린터 기능을 사용하여 프린터를 추가 및 관리할수 있습니다.
프린터 설정 표시프린터 설정에 액세스하려면 다음을 수행하십시오.
화면 하단에 있는 작업 표시줄을 엽니다.추가 정보: "창 관리자", 페이지 98
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
설정 메뉴 항목을 선택합니다.
프린터 메뉴 항목을 선택합니다.
컨트롤에 HeRos 프린터 관리자 팝업 창이 열립니다.
프린터의 이름이 입력 필드에 표시됩니다.
소프트 키 의미
테스트 입력 필드에 명명된 프린터를 생성합니다.
변경 선택된 프린터의 속성을 수정합니다.
라인 선택된 프린터의 특성을 사용하여 입력 필드에 명명된 프린터를 생성합니다.
이 기능은 같은 프린터에서 세로 형식과 가로 형식을 모두 인쇄하는 경우 유용할 수 있습니다.
승인 선택한 프린터를 삭제합니다.
위로
아래로
원하는 프린터를 선택합니다.
상태 선택한 프린터의 상태 정보를 표시합니다.
프린트
테스트 페이지
선택한 프린터에서 테스트 페이지를 인쇄합니다.
각 프린터에 대해 다음과 같은 특성을 설정할 수 있습니다.
설정 의미
프린터 이름 여기서 프린터 이름을 변경할 수 있습니다.
연결 여기서 연결 유형을 선택할 수 있습니다.
USB: 여기서 USB 연결을 할당할 수 있습니다. 이름이 자동으로 표시됩니다.
네트워크: 여기에 대상 프린터의 네트워크 이름 또는 IP 주소를 입력합니다. 또한 여기서 네트워크 프린터의 포트를 지정합니다(기본값: 9100)
프린터가 연결되지 않았습니다.
시간 초과 프린터에서 인쇄할 파일을 마지막 변경한 후 인쇄하기까지 지연을 정의합니다. 이 기능은 인쇄할 파일이 FN 기능을 사용하여(예: 프로빙 중) 데이터로 채워지는 경우에 유용할 수 있습니다.
표준 프린터 여러 프린터를 사용할 수 있는 경우 표준 프린터를 정의하기 위해 선택합니다. 첫 번째프린터를 만드는 경우 자동으로 정의됩니다.
소개 | 창 관리자 2
106 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
설정 의미
텍스트 인쇄 설정 이 설정은 텍스트 문서를 인쇄할 때 적용할 수 있습니다.
용지 크기
사본 수
작업 이름
글꼴 크기
헤더
인쇄 옵션(흑백, 컬러, 이중)
방향 모든 인쇄 가능 파일에 대한 세로 방향, 가로 방향
전문가 옵션 승인된 전문가만 사용 가능합니다.
인쇄 옵션:
프린터에서 인쇄할 파일 복사:인쇄할 파일이 자동으로 표준 프린터로 전달되고 인쇄 작업이실행된 후 디렉터리에서 삭제됩니다.
FN 16 사용: F-PRINT 기능추가 정보: "메시지 인쇄", 페이지 376
인쇄 가능 파일 목록:
텍스트 파일
그래픽 파일
PDF 파일
연결된 프린터는 PostScript를 지원해야 합니다.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 107
SELinux 보안 소프트웨어SELinux는 Linux 기반 운영 체제의 확장입니다. SELinux는MAC(Mandatory Access Control)를 기반으로 하는 추가적인 보안소프트웨어 패키지로서 시스템에서 프로세스나 기능을 무단으로실행할 수 없도록 합니다. 따라서 바이러스 및 기타 맬웨어로부터보호합니다.
MAC는 모든 동작이 명시적으로 허용되어야 하며, 그렇지 않으면컨트롤에서 실행되지 않음을 의미합니다. 이 소프트웨어는 Linux에서 일반적인 액세스 제한 이외의 추가적인 보호를 제공하기 위한것입니다. 일부 프로세스 및 작업은 SELinux의 표준 기능 및 액세스컨트롤이 허용하는 경우에만 실행할 수 있습니다.
컨트롤의 SELinux 설치는 하이덴하인 NC 소프트웨어로설치한 프로그램만 실행할 수 있도록 준비되었습니다.표준 설치에서는 다른 프로그램을 실행할 수 없습니다.
HEROS 5에서의 SELinux 액세스 제어는 다음과 같이 조정되어 있습니다.
컨트롤은 하이덴하인 NC 소프트웨어로 설치한 애플리케이션만실행합니다.
소프트웨어 보안과 관련된 파일(SELinux 시스템 파일, HEROS 5부팅 파일 등)은 명시된 일부 프로그램에 의해서만 변경될 수 있습니다.
다른 프로그램에서 생성한 새 파일은 절대로 실행하면 안 됩니다.
USB 데이터 이동 매체의 선택은 취소할 수 없습니다.
새 파일을 실행할 수 있는 프로세스는 다음 두 가지뿐입니다.
소프트웨어 업데이트 시작 하이덴하인 소프트웨어 업데이트는 시스템 파일을 교체하거나 변경할 수 있습니다.
SELinux 구성 시작: SELinux 구성은 주로 기계 제작 업체에의해 암호로 보호됩니다. 관련 기계 설명서를 참조하십시오.
외부 공격으로부터 추가적인 보호를 제공하므로 하이덴하인은 SELinux를 활성화할 것을 권장합니다.

소개 | 창 관리자 2
108 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
VNCVNC 기능을 사용하여 여러 VNC 클라이언트의 동작을 구성합니다.예를 들어 소프트 키, 마우스 및 ASCII 키보드를 통한 작동이 여기에 포함됩니다.
컨트롤에는 다음 옵션이 제공됩니다.
허용된 클라이언트 목록(IP 주소 또는 이름)
연결에 대한 암호
추가 서버 옵션
포커스를 할당하기 위한 추가 설정
기계 설명서를 참조하십시오.
여러 클라이언트 또는 작동 장치에 대한 포커스 할당 절차는 기계의 설계 및 작동 상황에 따라 달라집니다.
이 기능은 기계 제작 업체에서 조정해야 합니다.
VNC 설정 열기VNC 설정을 열려면 다음을 수행하십시오.
화면 하단에 있는 작업 표시줄을 엽니다(추가 정보: "창 관리자", 페이지 98).
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
설정 메뉴 항목을 선택합니다.
VNC 메뉴 항목을 선택합니다.
컨트롤이 VNC 설정 팝업 창을 엽니다.
컨트롤에는 다음 옵션이 제공됩니다.
추가: 새 VNC 뷰어/클라이언트 추가
제거: 선택된 클라이언트 삭제 수동으로 입력한 클라이언트로만가능합니다
편집: 선택한 클라이언트의 구성을 편집합니다.
업데이트: 디스플레이를 업데이트합니다. 대화 상자가 열려 있는동안 연결 시도에서 필수입니다.
VNC 설정
대화 상자 옵션 의미
컴퓨터 이름: IP 주소 또는 컴퓨터 이름
VNC: VNC 뷰어에 클라이언트 연결
VNC 포커스 클라이언트가 포커스 할당에 참여합니다.
VNC 참가자 설정
유형 수동수동으로 입력한 클라이언트
거부됨이 클라이언트는 연결이 허용되지 않음
TeleService/IPC 61xxTeleService 연결을 통한 클라이언트
DHCP이 컴퓨터에서 IP 주소를 가져오는 다른 컴퓨터
방화벽 경고 컨트롤의 방화벽 설정 때문에 일부 VNC 클라이언트에 대해 VNC프로토콜이 허가되지 않은 경우에 관한 경고와 정보입니다.
추가 정보: "방화벽", 페이지 691.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 109
대화 상자 옵션 의미
TeleService 활성화/IPC 61xx
TeleService/IPC 61xx를 통한 연결은 언제나 허용됩니다.전역 설정
암호 확인 클라이언트가 확인을 위해 암호를 입력해야 합니다. 이 옵션이 활성화된 경우, 연결이 설정될 때 암호를 입력해야 합니다.
거부 일반적으로 모든 다른 VNC 클라이언트에 대해 액세스가 거부됩니다.
문의 연결 시도 중에 해당 대화 상자가 열립니다.
기타 VNC 사용
허용됨 일반적으로 모든 다른 VNC 클라이언트에 대해 액세스가 허용됩니다.
VNC 포커스 사용 이 시스템에 포커스 할당을 사용합니다. 그렇지 않으면 중앙 포커스 할당이 없습니다. 기본 설정에서 포커스는 포커스의 소유자가포커스 기호를 클릭하여 능동적으로 재할당합니다. 즉, 포커스의소유자는 포커스 기호를 클릭하여 포커스를 먼저 해제해야 다른클라이언트가 포커스를 검색할 수 있습니다.
동시 VNC 포커스활성화
기본 설정에서 포커스는 포커스의 소유자가 포커스 기호를 클릭하여 능동적으로 재할당합니다. 즉, 포커스의 소유자는 포커스 기호를 클릭하여 포커스를 먼저 해제해야 다른 클라이언트가 포커스를검색할 수 있습니다. 동시 포커스가 선택된 경우, 클라이언트는 포커스의 현재 소유자가 해제할 때까지 기다릴 필요 없이 언제든지포커스를 검색할 수 있습니다.
VNC 포커스 설정
동시 VNC 포커스시간 초과
포커스의 현재 소유자가 취소 중인 포커스를 반대하거나 포커스재할당을 금지할 수 있는 기간입니다. 클라이언트가 포커스를 요청한 경우, 포커스의 재할당을 거부할 수 있는 대화 상자가 모든클라이언트의 화면에 나타납니다.
해당 클라이언트에 있는 VNC 포커스의 현재 상태: 포커스는 다른클라이언트가 소유합니다. 마우스 및 키보드는 비활성화됩니다.
해당 클라이언트에 있는 VNC 포커스의 현재 상태: 포커스는 현재클라이언트가 소유합니다. 입력을 할 수 있습니다.
포커스 기호
해당 클라이언트에 있는 VNC 포커스의 현재 상태: 포커스의 소유자가 포커스를 다른 클라이언트에게 제공하는 요청입니다. 마우스및 키보드는 포커스가 모호하지 않게 할당될 때까지 비활성화됩니다.
동시 VNC 포커스 사용을 선택한 경우, 팝업 창이 나타납니다. 이대화 상자에서 요청 클라이언트에 포커스를 제공하는 것을 거부할수 있습니다. 이런 상황이 발생하지 않으면 포커스는 설정된 시간한계 후에 요청 클라이언트로 바뀝니다.

소개 | 창 관리자 2
110 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
백업 및 복원NC/PLC 백업 및 NC/PLC 복원 기능을 사용하여 개별 폴더 또는 전체 TNC 드라이브를 백업 및 복원할 수 있습니다. 백업 파일을 로컬컴퓨터, 네트워크 드라이브 또는 USB 저장 장치에 저장할 수 있습니다.
백업 프로그램은 *. tncbck 파일도 생성하며, 이 파일을 PC 프로그램 TNCbackup(TNCremo의 일부)가 처리할 수도 있습니다. 복원 프로그램은 이 파일뿐만 아니라 기존 TNCbackup 프로그램의 파일도복원할 수 있습니다. 컨트롤러의 파일 관리자에서 *. tncbck 파일을선택한 경우, 프로그램 NC/PLC Restore이 자동으로 시작됩니다.
백업 및 복원은 여러 단계로 분할됩니다. FORWARD[앞으로] 및BACK[뒤로] 소프트 키로 이 단계 간에 이동합니다. 단계에 대한 구체적인 행동은 선택적으로 소프트 키로 표시됩니다.
NC/PLC 백업 또는 NC/PLC 복원 열기기능을 열려면 다음을 수행하십시오.
화면 하단에 있는 작업 표시줄을 엽니다(추가 정보: "창 관리자", 페이지 98).
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
공구 메뉴 항목을 선택합니다.
NC/PLC 백업 또는 NC/PLC 복원 메뉴 항목을 엽니다.
컨트롤러에서 팝업 창을 엽니다.
데이터 백업컨트롤러에서 데이터를 백업하려면 다음을 수행하십시오.
NC/PLC 백업을 선택합니다.
유형 선택
TNC 파티션을 백업합니다.
디렉터리 트리를 백업합니다. 파일 관리에서 백업 디렉터리를 선택합니다.
기계 구성 백업(기계 제작업체만 해당)
전체 백업(기계 제작업체만 해당)
주석: 백업에 대해 자유롭게 구성할 수 있는 주석
FORWARD[앞으로] 소프트 키로 다음 단계를 선택합니다.
필요한 경우 STOP NC SOFTWARE[NC 소프트웨어 정지] 소프트 키로 컨트롤러을 정지합니다.
제외 규칙 정의
프리셋 규칙 사용
테이블에 대한 소유 규칙을 작성합니다.
FORWARD[앞으로] 소프트 키로 다음 단계를 선택합니다.
컨트롤러가 백업할 파일의 목록을 생성합니다.
목록을 확인합니다. 필요한 경우 파일을 선택 취소합니다.
FORWARD[앞으로] 소프트 키로 다음 단계를 선택합니다.
백업 파일의 이름을 입력합니다.
저장 경로 선택
FORWARD[앞으로] 소프트 키로 다음 단계를 선택합니다.
컨트롤이 백업 파일을 생성합니다.
OK[확인] 소프트 키로 승인합니다.
컨트롤이 백업 프로세스를 완료하고 NC 소프트웨어를 다시 시작합니다.

소개 | 창 관리자 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 111
데이터 복원
알림주의: 데이터가 손실될 수 있습니다!
데이터를 복원하는 경우(복원 기능) 기존 데이터를 승인 프롬프트 없이 덮어씁니다. 기존 데이터는 복원 프로세스를 실행하기전에 컨트롤에 의해 자동으로 백업되지 않습니다. 정전 또는 기타 문제가 데이터 복원 프로세스를 방해할 수 있습니다. 따라서데이터가 회복 불가능하게 손상되거나 삭제될 수 있습니다.
데이터 복원 프로세스를 시작하기 전에 기존 데이터의 백업을만드십시오.
데이터를 복원하려면 다음을 수행하십시오.
NC/PLC 복원을 선택합니다.
복원할 보관 파일 선택
FORWARD[앞으로] 소프트 키로 다음 단계를 선택합니다.
컨트롤이 복원할 파일의 목록을 생성합니다.
목록을 확인합니다. 필요한 경우 파일을 선택 취소합니다.
FORWARD[앞으로] 소프트 키로 다음 단계를 선택합니다.
필요한 경우 STOP NC SOFTWARE[NC 소프트웨어 정지] 소프트 키로 컨트롤을 정지합니다.
보관 파일 압축 풀기
컨트롤이 파일을 복원합니다.
OK[확인] 소프트 키로 승인합니다.
컨트롤이 NC 소프트웨어를 다시 시작합니다.

소개 | 원격 데스크톱 관리자 (옵션 133) 2
112 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
2.6 원격 데스크톱 관리자 (옵션 133)
소개원격 데스크톱 관리자를 사용하면 이더넷으로 연결된 외부 컴퓨터장치를 컨트롤 화면에 표시해서 컨트롤을 통해 작동할 수 있습니다. 또한 HEROS에서 특정 프로그램을 시작하고 외부 서버의 웹 페이지를 표시할 수 있습니다.
하이덴하인은 IPC 6641을 Windows 컴퓨터로 제공합니다. IPC6641 Windows 컴퓨터를 사용하면 컨트롤에서 Windows 기반 애플리케이션을 시작하고 작동할 수 있습니다.
다음과 같은 연결 옵션을 사용할 수 있습니다.
Windows 터미널 서비스(RemoteFX): 원격 Windows 컴퓨터의데스크톱을 컨트롤에 표시합니다.
VNC: 외부 컴퓨터에 연결합니다. Windows 또는 Unix 원격 컴퓨터의 데스크톱을 컨트롤에 표시합니다.
컴퓨터 끄기/재시작: Windows 컴퓨터의 자동 종료를 구성합니다.
World Wide Web: 승인된 전문가만 사용 가능합니다.
SSH: 승인된 전문가만 사용 가능합니다.
XDMCP: 승인된 전문가만 사용 가능합니다.
사용자 정의 연결: 승인된 전문가만 사용 가능합니다.
하이덴하인은 HEROS 5와 IPC 6641 사이의 기능적 연결을 보장합니다.
다른 조합 및 연결에 대해서는 보증을 하지 않습니다.
터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121

소개 | 원격 데스크톱 관리자 (옵션 133) 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 113
연결 구성 – Windows 터미널 서비스(RemoteFX)
외부 컴퓨터 구성
Windows 터미널 서비스에 연결할 때 외부 컴퓨터용 추가 소프트웨어는 필요하지 않습니다.
예를 들어 Windows 7 운영 체제에서 외부 컴퓨터를 구성하려면 다음과 같이 진행합니다.
Windows 시작 버튼을 누르고 시작 메뉴에서 제어판을 선택합니다.
시스템 및 보안을 선택합니다.
시스템을 선택합니다.
원격 설정을 선택합니다.
원격 지원 아래에서 , 이 컴퓨터에 대한 원격 지원 연결 허용을활성화합니다.
원격 데스크톱 아래에서 모든 버전의 원격 데스크톱을 실행 중인 컴퓨터에서 연결 허용을 선택합니다.
확인을 눌러 설정을 승인합니다.
컨트롤 구성컨트롤을 구성하려면 다음을 수행하십시오.
DIADUR 키를 눌러 HeROS 메뉴를 엽니다.
원격 데스크톱 관리자를 선택합니다.
컨트롤에 원격 데스크톱 관리자가 열립니다.
새 연결을 누릅니다.새 연결Windows 터미널 서비스(RemoteFX)를 누릅니다.Windows 터미널 서비스(RemoteFX)컨트롤에 서버 운영 체제 선택 팝업 창이 열립니다.
원하는 운영 체제를 선택합니다.
Win XP
Win 7
Win 8.X
Win 10
다른 Windows
확인을 누릅니다.
컨트롤에 연결 편집 팝업 창이 열립니다.
연결 편집

소개 | 원격 데스크톱 관리자 (옵션 133) 2
114 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
설정 의미 입력
연결 이름 원격 데스크톱 관리자에서 연결 이름 필수
연결 종료 후 다시 시작 연결 종료 시 동작:
항상 재시작
재시작하지 않음
오류 발생 후 항상 재시작
오류 발생 후 묻기
필수
로그인 후 자동 시작 컨트롤에 전원이 공급되는 동안 자동으로 연결 설정 필수
즐겨찾기에 추가 작업 표시줄 연결 아이콘:
왼쪽 마우스 버튼을 한 번 클릭합니다.
컨트롤이 연결된 데스크톱으로 전환됩니다.
오른쪽 마우스 버튼을 한 번 클릭합니다.
컨트롤에 연결 메뉴가 표시됩니다.
필수
다음 작업 공간으로 이동 연결을 위한 데스크톱 번호(데스크톱 0과 1은 NC 소프트웨어용으로할당)
기본 설정: 세 번째 데스크톱
필수
USB 대용량 메모리 해제 연결된 USB 대용량 메모리 액세스 허용 필수
컴퓨터 외부 컴퓨터의 호스트 이름 또는 IP 주소
IPC 6641의 권장 구성에서는 IP 주소 192.168.254.3이 사용됩니다.
필수
사용자 이름 사용자의 이름 필수
암호 사용자 암호 필수
Windows 도메인 외부 컴퓨터의 도메인 옵션
전체 화면 모드 또는 사용자정의 창 크기
연결 창의 크기 필수
고급 옵션 영역의 항목 승인된 전문가만 사용 가능합니다. 옵션
IPC 6641을 통합하려는 경우 하이덴하인은 RemoteFX 연결을 사용할 것을 권장합니다.
RemoteFX의 경우 외부 컴퓨터의 화면은 VNC의 경우처럼 대칭 복사되지 않습니다. 그 대신 별도의 데스크톱이 열립니다. 연결이 설정될 때 외부 컴퓨터에서 활성화된 데스크톱은 잠기며 사용자는 로그오프됩니다. 이 방법으로 두 사용자가 동시에 컨트롤에 액세스하는 것을 방지합니다.
연결 구성 – VNC
외부 컴퓨터 구성
외부 컴퓨터에서 VNC에 연결는 경우 추가 VNC 서버는필요하지 않습니다.
컨트롤을 구성하기 전에 VNC 서버(예: TightVNC 서버)를 설치하고 구성합니다.
소개 | 원격 데스크톱 관리자 (옵션 133) 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 115
컨트롤 구성컨트롤을 구성하려면 다음을 수행하십시오.
DIADUR 키를 눌러 HeROS 메뉴를 엽니다.
원격 데스크톱 관리자를 선택합니다.
컨트롤에 원격 데스크톱 관리자가 열립니다.
새 연결을 누릅니다.새 연결VNC를 누릅니다.VNC컨트롤에 연결 편집 팝업 창이 열립니다.
연결 편집
설정 의미 입력
연결 이름: 원격 데스크톱 관리자에서 연결 이름 필수
연결 종료 후 다시 시작: 연결 종료 시 동작:
항상 재시작
재시작하지 않음
오류 발생 후 항상 재시작
오류 발생 후 묻기
필수
로그인 후 자동 시작 컨트롤에 전원이 공급되는 동안 자동으로 연결 설정 필수
즐겨찾기에 추가 작업 표시줄 연결 아이콘:
왼쪽 마우스 버튼을 한 번 클릭합니다.
컨트롤이 연결된 데스크톱으로 전환됩니다.
오른쪽 마우스 버튼을 한 번 클릭합니다.
컨트롤에 연결 메뉴가 표시됩니다.
필수
다음 작업 공간으로 이동 연결을 위한 데스크톱 번호(데스크톱 0과 1은 NC 소프트웨어용으로할당)
기본 설정: 세 번째 데스크톱
필수
대용량 USB 메모리 해제 연결된 USB 대용량 메모리 액세스 허용 필수
계산기 외부 컴퓨터의 호스트 이름 또는 IP 주소입니다. IPC 6641의 권장 구성에서는 IP 주소 192.168.254.3이 사용됩니다.
필수
암호 VNC 서버 연결용 암호 필수
전체 화면 모드 또는 사용자정의 창 크기:
연결 창의 크기 필수
추가 연결 허용(공유) 다른 VNC 연결을 통해서도 VNC 서버에 대한 액세스 허용 필수
조회 전용 외부 컴퓨터는 표시 모드에서 작동할 수 없음 필수
고급 옵션 영역의 항목 승인된 전문가만 사용 가능합니다. 옵션
VNC를 사용하면 외부 컴퓨터의 화면이 직접 대칭 복사됩니다. 외부 컴퓨터의 활성화된 데스크톱은 자동으로 잠기지 않습니다.
VNC 연결을 사용하여 Windows 메뉴를 통해 외부 컴퓨터를 완전히종료할 수도 있습니다. 컴퓨터가 연결을 통해 재부팅할 수 없으므로 실제로 스위치를 끈 다음 다시 켜야 합니다.

소개 | 원격 데스크톱 관리자 (옵션 133) 2
116 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
외부 컴퓨터 종료 또는 재부팅
알림주의: 데이터가 손실될 수 있습니다!
외부 컴퓨터가 올바르게 종료되지 않은 경우 데이터가 회복 불가능하게 손상되거나 삭제될 수 있습니다.
Windows 컴퓨터의 자동 종료를 구성합니다.
컨트롤을 구성하려면 다음을 수행하십시오.
DIADUR 키를 눌러 HeROS 메뉴를 엽니다.
원격 데스크톱 관리자를 선택합니다.
컨트롤에 원격 데스크톱 관리자가 열립니다.
새 연결을 누릅니다.새 연결컴퓨터 끄기/재시작을 누릅니다.컴퓨터 끄기/재시작컨트롤에 연결 편집 팝업 창이 열립니다.
연결 편집
설정 의미 입력
연결 이름: 원격 데스크톱 관리자에서 연결 이름 필수
연결 종료 후 다시 시작: 이 연결에는 필요하지 않음 –
로그인 후 자동 시작 이 연결에는 필요하지 않음 –
즐겨찾기에 추가 작업 표시줄 연결 아이콘:
왼쪽 마우스 버튼을 한 번 클릭합니다.
컨트롤이 연결된 데스크톱으로 전환됩니다.
오른쪽 마우스 버튼을 한 번 클릭합니다.
컨트롤에 연결 메뉴가 표시됩니다.
필수
다음 작업 공간으로 이동 이 연결에서는 활성화되지 않음 –
대용량 USB 메모리 해제 이 연결에는 권장되지 않음 –
계산기 외부 컴퓨터의 호스트 이름 또는 IP 주소입니다. IPC 6641의 권장 구성에서는 IP 주소 192.168.254.3이 사용됩니다.
필수
사용자 이름 연결이 로그온되어야 하는 사용자 이름 필수
암호 VNC 서버 연결용 암호 필수
Windows 도메인: 대상 컴퓨터의 도메인(필요한 경우) 옵션
최대 대기 시간(초): 컨트롤이 종료될 때 Windows 컴퓨터에 종료를 명령합니다. 컨트롤에 지금 전원을 끌 수 있음 메시지가 표시되기 전에 <Timeout>초동안 대기합니다. <Timeout>초가 만료되기 전에 Windows 컴퓨터가 꺼진 경우 컨트롤이 대기를 멈춥니다.
필수
힘 힘이 선택되지 않은 경우 Windows는 20초까지 대기합니다. 이때문에 종료 프로세스가 지연되거나 Windows가 종료하기 전에Windows 컴퓨터가 꺼집니다.
필수
재시작 Windows 컴퓨터를 재부팅합니다. 필수
재시작 중 실행 컨트롤이 재부팅할 때 Windows 컴퓨터를 재부팅합니다. 컨트롤이작업 표시줄 오른쪽 아래의 종료 아이콘을 사용하여 재부팅되거나재부팅이 시스템 설정(예: 네트워크 설정) 변경의 결과로 시작된 경우에만 유효합니다.
필수

소개 | 원격 데스크톱 관리자 (옵션 133) 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 117
설정 의미 입력
전원을 끄는 중 실행 컨트롤이 종료될 때 Windows 컴퓨터가 꺼집니다(재부팅하지 않음).이것이 표준 시나리오입니다. 이때 END 키도 더 이상 재부팅을 트리거하지 않습니다.
필수
고급 옵션 영역의 항목 승인된 전문가만 사용 가능합니다. 옵션
연결 시작 및 정지연결이 구성되면 원격 데스크톱 관리자 창에 아이콘이 표시됩니다.오른쪽 마우스 키로 연결 아이콘을 클릭하여 표시를 시작하고 정지할 수 있는 메뉴를 엽니다.
키보드에서 오른쪽 DIADUR 키를 사용하여 데스크톱 3으로 변경하고 컨트롤 인터페이스로 되돌립니다. 작업 표시줄에서 이 데스크톱으로 변경할 수도 있습니다.
외부 연결 또는 외부 컴퓨터의 데스크톱이 활성 상태인 경우 마우스 및 키보드의 모든 입력이 여기에서 전송됩니다.
HEROS 5 운영 체제가 종료될 때 모든 연결은 자동으로 취소됩니다. 하지만 연결만 취소되고 외부 컴퓨터 또는 외부 시스템은 자동으로 종료되지 않습니다.
추가 정보: "외부 컴퓨터 종료 또는 재부팅", 페이지 116

소개 | 액세서리: 하이덴하인 3-D 터치 프로브 및 핸드휠 2
118 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
2.7 액세서리: 하이덴하인 3-D 터치 프로브 및핸드휠
3D 터치 프로브(터치 프로브 기능 소프트웨어 옵션)하이덴하인 3D 터치 프로브용 애플리케이션:
공작물 자동 정렬
신속 정확하게 프리셋 설정
프로그램 실행 도중 공작물 측정
공구 측정 및 검사
사이클의 모든 기능(터치 프로브 사이클 및 고정 사이클)은 사이클 프로그래밍 사용 설명서에 나와 있습니다. 이사용 설명서가 필요한 경우 하이덴하인에 문의하십시오.ID: 1096886-xx
TS 260, TS 444, TS 460, TS 642, TS 740 및 터치 트리거 프로브TS 248 및 TS 260 터치 프로브는 특히 경제적이며 케이블을 통해트리거 신호를 전송합니다.
무선 TS 740 및 TS 642 터치 프로브뿐만 아니라 소형 TS 460 및 TS444 터치 프로브도 공구 교환기가 있는 기계에서 사용하기에 적합합니다. 위의 터치 프로브 기능 모두 적외선 신호 전송이 특징입니다. 또한 TS 460은 무선 전송을 지원하며 충돌 방지 옵션을 제공합니다. TS 444 터치 프로브는 공기 터빈 발전기가 통합되어 있어 배터리가 없습니다.
하이덴하인 터치 트리거 프로브는 마모 내성 광학 스위치 한 개 또는 스타일러스의 편향을 감지하는 고정밀 압력 센서(TS 740) 여러개를 갖추고 있습니다 편향될 때 트리거 신호가 생성되어 컨트롤이터치 프로브의 현재 위치를 실제 값으로 저장하게 됩니다.
공구 터치 프로브 TT 160 및 TT 460TT 160 및 TT 460 터치 프로브는 공구 치수의 효율적이고 정확한측정 및 검사에 적합합니다.
컨트롤은 스핀들이 회전 중이거나 고정되어 있는 동안 공구 길이및 반경을 결정할 수 있는 사이클을 제공합니다. 공구 터치 프로브는 디자인이 매우 견고하고 보호 수준이 뛰어나 절삭유, 조각 등의영향을 받지 않습니다.
마모 내성 광학 스위치는 트리거 신호를 생성합니다. TT 160의 경우 신호 전송은 케이블을 통해 이루어집니다. TT 460의 경우 신호전송은 케이블을 통해 이루어집니다.

소개 | 액세서리: 하이덴하인 3-D 터치 프로브 및 핸드휠 2
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 119
HR 핸드휠전자 핸드휠을 사용하면 축 슬라이드를 직접 정확하면서도 손쉽게이동할 수 있습니다. 또한 핸드휠의 회전에 따라 다양한 이송을 사용할 수 있습니다. 하이덴하인에서는 HR 130 및 HR 150 필수 핸드휠 외에도 HR 510, HR 520 및 HR 550FS 휴대용 핸드휠을 선보이고 있습니다.추가 정보: "핸드휠로 이동", 페이지 565
여러 전자 핸드휠을 동시에 연결하고 컨트롤에 대해(HSCI: 하이덴하인 직렬 컨트롤러 인터페이스) 컨트롤구성품용 직렬 인터페이스와 번갈아 사용할 수 있습니다.
기계 제작업체를 통해 구성을 수행합니다.


3터치스크린 작동

터치스크린 작동 | 디스플레이 장치 및 작동 3
122 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
3.1 디스플레이 장치 및 작동
터치스크린
기계 설명서를 참조하십시오.
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
터치스크린은 검정색 프레임으로 구별되며 소프트 키 선택 키는 없습니다.
TNC 620은(는) 19” 화면에 작동 패널이 통합되어 있습니다.
1 헤더
컨트롤이 켜질 때 헤더의 선택된 작동 모드가 화면에 표시됩니다.
2 기계 제작업체용 소프트 키 행
3 소프트 키 행
소프트 키 행에 추가 기능이 표시됩니다. 활성 소프트 키 행은 파란색 바로 표시됩니다.
4 통합형 작동 패널
2
3
4
1

터치스크린 작동 | 디스플레이 장치 및 작동 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 123
작동 패널
통합형 작동 패널작동 패널은 화면에 통합되어 있습니다. 작동 패널의 내용은 현재작동 모드에 따라 변합니다.
1 다음을 보여 주는 영역:
알파벳 키보드
HeROS 메뉴
시뮬레이션 속도용 분압기(테스트 실행 작동 모드)
2 기계 작동 모드
3 프로그래밍 모드
컨트롤에 화면이 전환되는 활성 작동 모드가 녹색 배경과 함께 표시됩니다.
컨트롤의 배경에 작은 흰색 삼각형을 통해 작동 모드가 표시됩니다.
4 파일 관리
계산기
MOD 기능
도움말 기능
오류 메시지 표시
5 빠른 액세스 메뉴
작동 모드에 따라 여기서 중요한 기능을 한 눈에 확인할 수 있습니다.
6 프로그래밍 대화 상자 열기(프로그래밍 and 수동 입력에 의한운전(MDI) 작동 모드에서만)
7 숫자 입력 및 축 선택
8 탐색
9 화살표 및 점프 문 GOTO10 작업 표시줄
추가 정보: "작업 표시줄의 아이콘", 페이지 133
또한 기계 제작업체가 기계 작동 패널을 공급합니다.
기계 설명서를 참조하십시오.
외부 키(예: NC 시작 또는 NC 정지)에 대한 설명은 기계설명서에 나와 있습니다.
2 3
4 5
8
9
67
1
10
시험 주행 모드의 작동 패널
2 3
4 5
8
9
67
1
10
수동 운전 모드의 작동 패널
기본 작동예를 들어 다음 키는 손 제스처로 쉽게 대체할 수 있습니다.
키 기능 제스처
작동 모드를 전환합니다. 헤더에서 기계 작동 모드를 누릅니다.
소프트 키 행 전환 소프트 키 행에서 가로로 살짝 밉니다.
소프트 키 선택 키 터치스크린에서 기능을 누릅니다.

터치스크린 작동 | 제스처제스처 3
124 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
3.2 제스처제스처
가능한 제스처 개요컨트롤의 화면은 다중 터치가 가능합니다. 즉, 한 번에 손가락 두 개이상을 포함하여 여러 제스처를 구별할 수 있습니다.
기호 제스처 의미
탭 화면을 한 손가락으로 가볍게 터치
두 번 누르기 화면을 두 손가락으로 가볍게 터치
길게 누르기 화면에 손가락 끝을 연속 접촉
살짝 밀기 화면에 대한 흐름 동작
끌기 길게 누르기와 살짝 밀기를 조합하여 시작점이 정의되었을 때 화면에 대해 손가락을 움직이는 동작입니다.

터치스크린 작동 | 제스처제스처 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 125
기호 제스처 의미
두 손가락 끌기 길게 누르기와 살짝 밀기를 조합하여 시작점이 정의되었을 때 화면에 대해 두 손가락을 나란히 움직이는 동작입니다.
펴기 두 손가락으로 길게 누르고 서로 멀리 떨어지게 움직이는 동작
오므리기 두 손가락을 서로 가까워지게 움직이는 동작
테이블 및 NC 프로그램에서 탐색NC 프로그램 또는 테이블에서 다음과 같이 탐색할 수 있습니다.
기호 제스처 기능
탭 NC 블록 또는 테이블 라인 표시
스크롤 정지
두 번 누르기 테이블 라인 활성화
살짝 밀기 NC 프로그램 또는 테이블 스크롤

터치스크린 작동 | 제스처제스처 3
126 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
시뮬레이션 작동컨트롤이 다음 그래픽과 함께 터치 동작을 제공합니다.
프로그래밍 작동 메뉴의 프로그래밍 그래픽
테스트 실행 작동 모드의 3D 뷰
프로그램 실행 반 자동 작동 모드의 3D 뷰
자동 프로그램실행 작동 모드의 3D 뷰
키네마틱 뷰
그래픽을 회전, 확대/축소 또는 이동합니다.컨트롤은 다음과 같은 제스처를 지원합니다.
기호 제스처 기능
두 번 누르기 그래픽을 원래 크기로 설정
끌기 그래픽 회전
두 손가락 끌기 그래픽 이동
펴기 그래픽 확대
오므리기 그래픽 축소
그래픽 측정테스트 실행 작동 모드에서 측정을 활성화한 경우 다음과 같은 추가 기능이 있습니다.
기호 제스처 기능
탭 측정점 선택

터치스크린 작동 | 제스처제스처 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 127
HEROS 메뉴 사용HEROS 메뉴는 다음과 같이 사용할 수 있습니다.
기호 제스처 기능
탭 애플리케이션 선택
길게 누르기 애플리케이션 열기

터치스크린 작동 | 제스처제스처 3
128 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
CAD 뷰어 작동컨트롤은 CAD-Viewer로 작동하기 위한 터치 작동도 지원합니다.작동 모드에 따라 여러 제스처를 사용할 수 있습니다.
먼저 아이콘을 사용하여 원하는 기능을 선택해야 모든 애플리케이션을 사용할 수 있습니다.
아이콘 기능
기본 설정
추가Shift 키를 누른 것 같은 선택 모드로 작동합니다.
제거CTRL 키를 누른 것 같은 선택 모드로 작동합니다.
레이어 설정 모드 및 공작물 프리셋 지정컨트롤은 다음과 같은 제스처를 지원합니다.
기호 제스처 기능
요소를 누름 요소 정보 표시
공작물 프리셋 지정
배경을 두 번 누르기 그래픽 또는 3D 모델을 원래 크기로 설정
추가를 활성화하고 배경을 두번 누름
그래픽 또는 3D 모델을 원래 크기 및 각도로 재설정
끌기 그래픽 또는 3D 모델을 회전(레이어 설정 모드에서만)

터치스크린 작동 | 제스처제스처 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 129
기호 제스처 기능
두 손가락 끌기 그래픽 또는 3D 모델 이동
펴기 그래픽 또는 3D 모델 확대
오므리기 그래픽 또는 3D 모델 축소
윤곽 선택컨트롤은 다음과 같은 제스처를 지원합니다.
기호 제스처 기능
요소를 누름 요소 선택
목록 뷰 창에서 요소를 누름 요소를 선택 또는 선택 해제
추가를 활성화하고 요소를 두번 누름
일부, 짧게 또는 길게, 그리고 요소

터치스크린 작동 | 제스처제스처 3
130 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기호 제스처 기능
제거를 활성화하고 요소를 두번 누름
요소를 선택 해제
배경을 두 번 누르기 원래 크기로 그래픽 재설정
요소를 살짝 밀기 선택한 요소의 미리보기 표시
요소 정보 표시
두 손가락 끌기 그래픽 이동
펴기 그래픽 확대
오므리기 그래픽 축소

터치스크린 작동 | 제스처제스처 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 131
가공 위치 선택컨트롤은 다음과 같은 제스처를 지원합니다.
기호 제스처 기능
요소를 누름 요소 선택
교점 선택
배경을 두 번 누르기 원래 크기로 그래픽 재설정
요소를 살짝 밀기 선택한 요소의 미리보기 표시
요소 정보 표시
추가를 활성화하고 끌기 고속 선택 영역 펼치기
제거를 활성화하고 끌기 요소를 선택 해제하기 위해 영역 펼치기
두 손가락 끌기 그래픽 이동

터치스크린 작동 | 제스처제스처 3
132 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기호 제스처 기능
펴기 그래픽 확대
오므리기 그래픽 축소
요소를 저장하고 NC 프로그램으로 전환해당 아이콘을 누르면 컨트롤이 선택된 요소를 저장합니다.
프로그래밍 작동 모드로 다시 전환하려면 세 가지 방법이 있습니다.
프로그래밍 기계 작동 모드 키를 누릅니다.
컨트롤이 프로그래밍 작동 모드로 전환합니다.
CAD 뷰어를 닫습니다.CAD-Viewer컨트롤이 프로그래밍 작동 모드로 자동 전환합니다.
작업 표시줄을 사용하여 세 번째 데스크톱에 열려 있는 CAD-Viewer를 종료합니다.
세 번째 데스크톱은 백그라운드에서 활성화 상태를 유지합니다.

터치스크린 작동 | 작업 표시줄의 기능 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 133
3.3 작업 표시줄의 기능
작업 표시줄의 아이콘작업 표시줄에 다음 아이콘이 제공됩니다.
아이콘 기능
HeROS 메뉴를 엽니다.
자동으로 키보드를 표시 및 숨깁니다.
키보드를 항상 표시합니다.
작업 공간 1: 활성 기계 모드를 선택합니다.
작업 공간 2: 활성 프로그래밍 모드를 선택합니다.
작업 공간 3: CAD 뷰어, DXF 변환기 또는 기계 제작업체의 애플리케이션(선택적으로 사용 가능)을선택합니다.
작업 공간 4: 외부 컴퓨터 장치의 표시 및 원격 제어(옵션 133) 또는 기계 제작업체의 애플리케이션(선택적으로 사용 가능)을 선택합니다.
HeROS 메뉴의 기능작업 표시줄의 메뉴 아이콘을 사용하여 정보를 찾거나 설정을 하거나 애플리케이션을 시작할 수 있는 HeROS 메뉴를 열 수 있습니다.
추가 정보: "작업 표시줄 개요", 페이지 99
작업 표시줄에 다음 아이콘이 제공됩니다.
아이콘 기능
주 메뉴로 돌아가기
활성 애플리케이션 표시
모든 애플리케이션 표시
뷰를 활성화된 애플리케이션으로 설정한 경우 작업 관리자에서와 같이 특정 애플리케이션을 닫을 수 있습니다.

터치스크린 작동 | 작업 표시줄의 기능 3
134 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
터치스크린 교정터치스크린 교정 기능을 사용하여 측정하고 화면을 보정할 수 있습니다.
터치스크린 교정기능을 실행하려면 다음을 수행하십시오.
또는 메뉴 아이콘을 사용하여 HeROS 메뉴를 엽니다.
터치스크린 교정 메뉴 항목을 선택합니다.
컨트롤에서 교정 모드를 시작합니다.
깜빡이는 기호를 연속으로 누릅니다.
교정을 정지하려면:
화면이 다시 전환될 때까지 기다리거나 연결된 키보드에서ESC를 누릅니다.
터치스크린 구성터치스크린 구성 기능을 사용하여 화면의 속성을 정의할 수 있습니다.
감도 조정감도를 조정하려면 다음을 수행하십시오.
또는 메뉴 아이콘을 사용하여 HeROS 메뉴를 엽니다.
터치스크린 구성 메뉴 항목을 선택합니다.
컨트롤에서 팝업 창이 열립니다.
감도 선택
확인으로 승인합니다.
터치점 표시터치점을 표시하거나 숨기려면 다음을 수행하십시오.
DIADUR 키를 눌러 JH 메뉴를 엽니다.
터치스크린 구성 메뉴 항목을 선택합니다.
컨트롤에서 팝업 창이 열립니다.
터치점 표시 화면을 선택합니다.
터치점을 숨기려면 터치핑거 비활성화터치점을 표시하려면 단일 터치핑거 활성화모든 관련 손가락의 터치점을 표시하려면 전체 터치핑거 활성화
확인으로 승인합니다.

터치스크린 작동 | 작업 표시줄의 기능 3
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 135
터치스크린 청소터치스크린 청소 기능을 사용하여 스크린을 청소하기 위해 잠글 수있습니다.
청소 모드 활성화청소 모드를 활성화 상태로 변경하려면 다음을 수행하십시오.
메뉴 아이콘을 통해 을 사용하여 HeROS 메뉴를 엽니다.
터치스크린 청소 메뉴 항목을 선택합니다.
컨트롤에서 스크린을 90초 동안 잠급니다.
스크린 청소
청소 모드를 정지하려면:
표시된 슬라이더들을 동시에 잡아당겨서 분리합니다.


4기본 사항, 파일 관
리

기본 사항, 파일 관리 | 기본 사항 4
138 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
4.1 기본 사항
인코더 및 기준점 배치기계축에는 기계 테이블 또는 공구의 위치를 등록하는 위치 인코더가 장착되어 있습니다. 대개 선형 인코더에는 선형축이, 각도 인코더에는 로타리 테이블 및 틸팅축이 부착되어 있습니다.
기계축이 이동하면 해당 위치 엔코더에서 전기 신호를 생성합니다.컨트롤에서는 이 신호를 평가하여 기계축의 정확한 실제 위치를 계산합니다.
전원이 중단되면 계산된 위치가 더 이상 기계 슬라이드의 실제 위치를 나타내지 않게 됩니다. 증분 위치 엔코더에는 계산된 위치와실제 위치 간의 할당을 복구하기 위해 기준점이 제공됩니다. 위치엔코더의 눈금에는 하나 이상의 기준점이 포함되어 있으며, 이 점을 통과하는 경우 컨트롤러로 신호가 전송됩니다. 이를 통해 컨트롤에서 표시된 위치와 현재 기계 위치의 할당을 재설정할 수 있습니다. 거리가 코딩된 기준점이 있는 선형 엔코더의 경우에는 기계축을 20mm 이하, 각도 엔코더의 경우에는 20° 이하로 이동해야 합니다.
절대 인코더의 경우 전원을 켜는 즉시 절대 위치값이 컨트롤로 전송됩니다. 이를 통해 전원을 켜자마자 기계 슬라이드 위치에 대한실제 위치가 다시 지정됩니다.

기본 사항, 파일 관리 | 기본 사항 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 139
컨트롤이 정의된 경로에 따라 축을 이동하려면 기준 시스템이 필요합니다.
기계의 근축에 장착된 리니어 엔코더는 선형축에 대한 간이 기준시스템 역할을 합니다. 리니어 엔코더는 1차원 좌표계인 숫자 방사선(number ray)을 나타냅니다.
평면의 점에 접근하려면 컨트롤에 두 개의 축이 있어야 하므로 두치수를 가진 기준 시스템이 필요합니다.
공간의 점에 접근하려면 컨트롤에 세 개의 축이 있어야 하므로 세치수를 가진 기준 시스템이 필요합니다. 이러한 세 축이 서로에 대해 수직으로 구성되면 이른바 3차원 직교 좌표계를 형성합니다.
오른손 법칙에 따라 손가락 끝은 기본축 세 개의 양수방향을 가리킵니다.
점이 공간에서 고유하게 결정되려면 치수 세 개의 구성에 더하여좌표 원점이 필요합니다. 공통의 교점은 3D 좌표계에서 좌표 원점의 역할을 합니다. 이 교차점의 좌표는 X+0, Y+0 및 Z+0입니다.
컨트롤은 예를 들면 언제나 동일한 위치에서 공구 변경을 수행하거나 현재 공작물 위치와 관련시켜 가공 작업을 수행해야 하기 때문에 여러 기준 시스템 간에 서로 달라야 합니다.
컨트롤은 다음 기준 시스템 간에 서로 다릅니다.
기계 좌표계 M-CS:기계좌표계기본 좌표계 B-CS:기본좌표계공작물 좌표계 W-CS:공작물좌표계작업면 좌표계 WPL-CS:작업면면좌표계입력 좌표계 I-CS:입력좌표계공구 좌표계 T-CS:공구좌표계
모든 기준 시스템은 서로의 위에 쌓아올려지며, 특정 기계에 대한 역학적 체인의 영향을 받습니다.
기계 좌표계는 기준 시스템입니다.
X∆

기본 사항, 파일 관리 | 기본 사항 4
140 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기계 좌표계 M-CS기계 좌표계는 역학에 대한 설명에 해당하며 따라서 기계의 실제기계적 설계에 상응합니다.
기계의 기계학은 직교 좌표계에 상응하므로 기계 좌표계는 여러 개의 1차원 좌표계로 구성됩니다. 이러한 1차원 좌표계는 서로 수직일 필요가 없는 물리적 기계축에 해당합니다.
1차원 좌표계의 위치와 방향은 역학 설명의 스핀들 팁을 기반으로평행이동과 회전을 이용하여 정의됩니다.
좌표 원점의 위치(기계 데이텀이라 함)는 기계 구성 중에 기계 제작업체가 정의합니다. 기계 구성의 값은 엔코더와 해당 기계축의 영점 위치를 정의합니다. 기계 데이텀이 반드시 물리적 축의 이론적교점에 위치할 필요는 없습니다. 따라서 이송 범위를 벗어난 위치에 있을 수도 있습니다.
기계 구성 값은 사용자가 수정할 수 없기 때문에, 기계 좌표계를 사용하여 일정한 위치(예: 공구 변경 지점)를 결정합니다.
MZP
기계 데이텀(MZP)
소프트 키 응용 분야
사용자는 프리셋 테이블의 오프셋 값을 사용하여특정 축에 따른 전환을 기계 좌표계로 정의할 수 있습니다.
기계 제작업체는 기계에 따른 프리셋 관리의 오프셋 열을 구성합니다.
추가 정보: "프리셋 관리", 페이지 581
알림충돌 주의!
기계에 따라 컨트롤에 추가 팔레트 프리셋 테이블이 있을 수 있습니다. 이 테이블에서 기계 제작업체가 프리셋 테이블에 지정하는 오프셋 값이 적용되기 전에 오프셋 값을 정의할 수 있습니다. 확장된 상태 표시의 PAL 탭에 팔레트 프리셋이 활성 상태인지 여부 및 활성화된 프리셋이 표시됩니다. 팔레트 프리셋 테이블의 오프셋 값은 보이지도 않고 편집할 수도 없으므로 이동하는동안 충돌의 위험이 있습니다!
기계 제작업체의 설명서를 참조하십시오.
팔레트 프리셋은 팔레트와 함께만 사용하십시오.
가공을 시작하기 전에 PAL 탭의 표시를 확인하십시오.

기본 사항, 파일 관리 | 기본 사항 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 141
또 다른 기능은 기계 제작업체만이 사용할 수 있는OEM 오프셋입니다. OEM 오프셋을 사용하여 회전축과평행축의 증가 축 이동을 정의할 수 있습니다.
모든 오프셋 값(위의 모든 오프셋 입력 가능 항목)을 함께 사용하여 현재좌표와 축의 RFACTL 위치 간의 차이를계산합니다.
컨트롤은 값 입력에 사용되는 기준 시스템과 독립적인 기계 좌표계의 모든 이동을 변환합니다.
ZX 평면에 수직으로 배열되지 않고 Y축을 경사축으로 하는 3축 기계의 예:
수동 입력에 의한 운전(MDI) 작동 모드에서 L Iy+10이 포함된NC 블록을 실행합니다.
컨트롤이 정의된 값에서 필요한 축의 공칭 값을 결정합니다.
위치결정 중에 컨트롤은 Y 및 Z 기계축을 이동합니다.
RFACTL 및 RFNOML은 Y축과 Z축의 이동을 기계 좌표계로 표시합니다.
현재좌표 및 기준좌표는 Y축의 한 가지 이동만을 입력 좌표계로표시합니다.
수동 입력에 의한 운전(MDI) 작동 모드에서 L IY-10 M91이 포함된 NC 블록을 실행합니다.
컨트롤이 정의된 값에서 필요한 축의 공칭 값을 결정합니다.
위치결정 중에 컨트롤은 Y 기계축만을 이동합니다.
RFACTL 및 RFNOML은 Y축의 한 가지 이동만을 기계 좌표계로표시합니다.
현재좌표 및 기준좌표는 Y축과 Z축의 이동을 입력 좌표계로 표시합니다.
사용자는 기계 데이텀에 관련시켜, 예를 들어 보조 기능 M91을 사용하여 위치를 프로그래밍할 수 있습니다.

기본 사항, 파일 관리 | 기본 사항 4
142 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기본 좌표계 B-CS기본 좌표계는 3D 직교 좌표계입니다. 해당 좌표 원점은 역학 모델의 끝입니다.
대부분의 경우 기본 좌표계의 방향은 기계 좌표계의 방향과 일치하는데, 기계 제작업체가 추가 역학 변환을 사용하는 경우 예외가 있을 수 있습니다.
기본 좌표계에 대한 좌표 원점의 역학 모델 및 따라서 위치는 기계제작업체가 기계 구성에서 정의합니다. 사용자는 기계 구성 값을수정할 수 없습니다.
기본 좌표계는 공작물 좌표계의 위치와 방향을 결정하는 역할을 합니다.
W-CS
B-CS
소프트 키 응용 분야
사용자는 예를 들어 3D 터치 프로브를 사용하여 공작물 좌표계의 위치와 방향을 결정합니다. 컨트롤은 기본 좌표계에 관하여 결정된 값을 프리셋 관리에 기본 변환 값으로 저장합니다.
기계 제작업체는 기계에 따른 프리셋 관리의 기본 변환열을 구성합니다.
추가 정보: "프리셋 관리", 페이지 581
알림충돌 주의!
기계에 따라 컨트롤에 추가 팔레트 프리셋 테이블이 있을 수 있습니다. 이 테이블에서 기계 제작업체가 프리셋 테이블에 지정하는 기본 변환 값이 적용되기 전에 기본 변환 값을 정의할 수 있습니다. 확장된 상태 표시의 PAL 탭에 팔레트 프리셋이 활성 상태인지 여부 및 활성화된 프리셋이 표시됩니다. 팔레트 프리셋 테이블의 기본 변환 값은 보이지도 않고 편집할 수도 없으므로 모든 이동 중에 충돌의 위험이 있습니다!
기계 제작업체의 설명서를 참조하십시오.
팔레트 프리셋은 팔레트와 함께만 사용하십시오.
가공을 시작하기 전에 PAL 탭의 표시를 확인하십시오.

기본 사항, 파일 관리 | 기본 사항 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 143
공작물 좌표계 W-CS공작물 좌표계는 3D 직교 좌표계입니다. 해당 좌표 원점은 활성 프리셋입니다.
공작물 좌표계의 위치와 방향은 프리셋 테이블에 있는 활성 라인의기본 변환 값에 따라 달라집니다.
소프트 키 응용 분야
사용자는 예를 들어 3D 터치 프로브를 사용하여 공작물 좌표계의 위치와 방향을 결정합니다. 컨트롤은 기본 좌표계에 관하여 결정된 값을 프리셋 관리에 기본 변환 값으로 저장합니다.
추가 정보: "프리셋 관리", 페이지 581
공작물 좌표계에서 사용자는 변환을 사용하여 작업면 좌표계의 위치와 방향을 정의합니다.
공작물 좌표계에서 변환:
3D ROT 기능
PLANE 기능
사이클 19 WORKING PLANE사이클 7 DATUM SHIFT(작업평면 틸팅 전에 전환)
사이클 8 MIRROR IMAGE(작업평면 틸팅 전에 대칭 복사)
서로의 위에 쌓아올린 변환의 결과는 프로그래밍 순서에따라 달라집니다.
모든 좌표계에서 지정된(권장) 변환만 프로그래밍하십시오. 이 원칙은 변환의 설정 및 재설정에 모두 적용됩니다. 모든 다른 사용은 예기치 않은 또는 원하지 않는 결과를 초래할 수 있습니다. 다음 프로그래밍 유의 사항을준수하십시오.
프로그래밍 유의 사항:
PLANE 기능(PLANE AXIAL 제외)이 틸트 데이텀(작업평면 좌표계 WPL-CS의 원점)의 위치 및 회전축의방향을 변경하기 전에 프로그래밍된 변환(대칭 복사및 전환)
전환만 프로그래밍하는 경우 틸트 데이텀의 위치만 변경됩니다.
대칭 복사만 프로그래밍하는 경우 틸트 데이텀의위치만 변경됩니다.
PLANE AXIAL 및 사이클 19와 함께 사용하는 경우프로그래밍된 변환(대칭 복사, 회전 및 배율)은 틸트데이텀의 위치 또는 회전축의 방향에 영향을 주지 않습니다.
W-CS
B-CS
WPL-CS
W-CS
WPL-CS
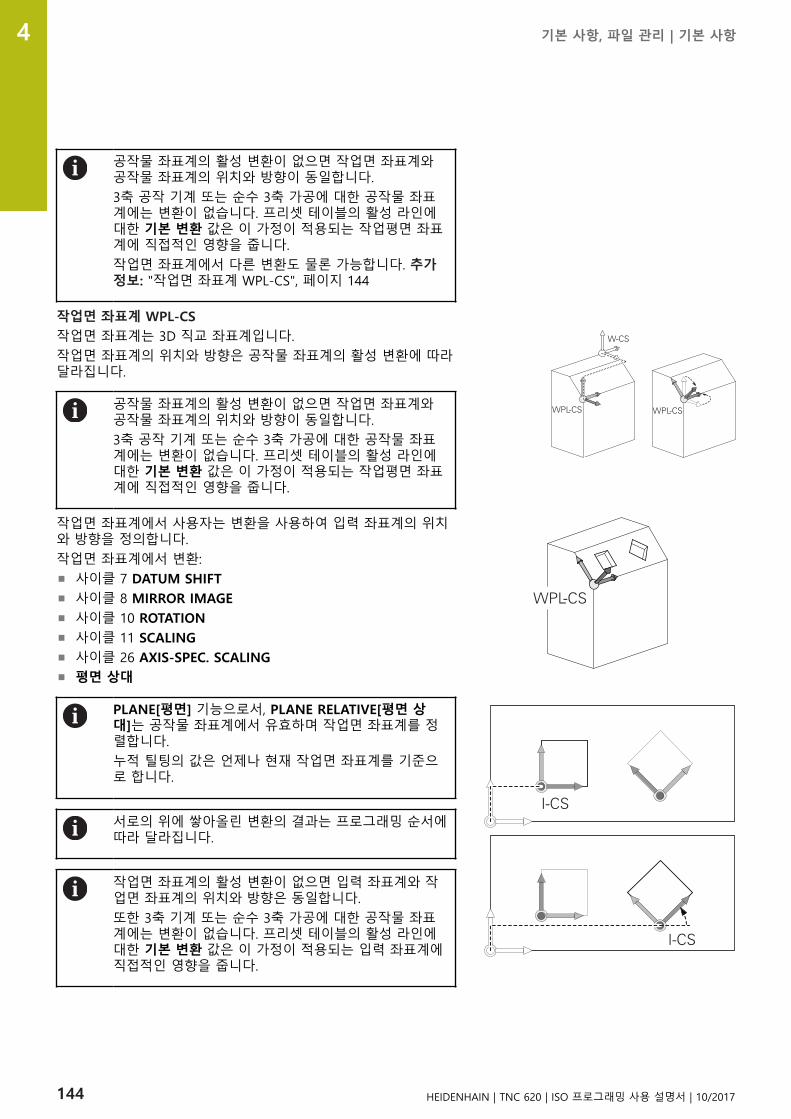
기본 사항, 파일 관리 | 기본 사항 4
144 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공작물 좌표계의 활성 변환이 없으면 작업면 좌표계와공작물 좌표계의 위치와 방향이 동일합니다.
3축 공작 기계 또는 순수 3축 가공에 대한 공작물 좌표계에는 변환이 없습니다. 프리셋 테이블의 활성 라인에대한 기본 변환 값은 이 가정이 적용되는 작업평면 좌표계에 직접적인 영향을 줍니다.
작업면 좌표계에서 다른 변환도 물론 가능합니다. 추가정보: "작업면 좌표계 WPL-CS", 페이지 144
작업면 좌표계 WPL-CS작업면 좌표계는 3D 직교 좌표계입니다.
작업면 좌표계의 위치와 방향은 공작물 좌표계의 활성 변환에 따라달라집니다.
공작물 좌표계의 활성 변환이 없으면 작업면 좌표계와공작물 좌표계의 위치와 방향이 동일합니다.
3축 공작 기계 또는 순수 3축 가공에 대한 공작물 좌표계에는 변환이 없습니다. 프리셋 테이블의 활성 라인에대한 기본 변환 값은 이 가정이 적용되는 작업평면 좌표계에 직접적인 영향을 줍니다.
WPL-CS
W-CS
WPL-CS
작업면 좌표계에서 사용자는 변환을 사용하여 입력 좌표계의 위치와 방향을 정의합니다.
작업면 좌표계에서 변환:
사이클 7 DATUM SHIFT사이클 8 MIRROR IMAGE사이클 10 ROTATION사이클 11 SCALING사이클 26 AXIS-SPEC. SCALING평면 상대
PLANE[평면] 기능으로서, PLANE RELATIVE[평면 상대]는 공작물 좌표계에서 유효하며 작업면 좌표계를 정렬합니다.
누적 틸팅의 값은 언제나 현재 작업면 좌표계를 기준으로 합니다.
서로의 위에 쌓아올린 변환의 결과는 프로그래밍 순서에따라 달라집니다.
작업면 좌표계의 활성 변환이 없으면 입력 좌표계와 작업면 좌표계의 위치와 방향은 동일합니다.
또한 3축 기계 또는 순수 3축 가공에 대한 공작물 좌표계에는 변환이 없습니다. 프리셋 테이블의 활성 라인에대한 기본 변환 값은 이 가정이 적용되는 입력 좌표계에직접적인 영향을 줍니다.
I-CS
WPL-CS
I-CS

기본 사항, 파일 관리 | 기본 사항 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 145
입력 좌표계 I-CS입력 좌표계는 3D 직교 좌표계입니다.
입력 좌표계의 위치와 방향은 작업면 좌표계의 활성 변환에 따라달라집니다.
작업면 좌표계의 활성 변환이 없으면 입력 좌표계와 작업면 좌표계의 위치와 방향은 동일합니다.
또한 3축 기계 또는 순수 3축 가공에 대한 공작물 좌표계에는 변환이 없습니다. 프리셋 테이블의 활성 라인에대한 기본 변환 값은 이 가정이 적용되는 입력 좌표계에직접적인 영향을 줍니다. I-CS
WPL-CS
I-CS
사용자는 입력 좌표계의 위치결정 블록을 이용하여 공구의 위치 및따라서 공구 좌표계의 위치를 정의합니다.
기준좌표, 현재좌표, LAG 및 ACTDST 디스플레이도 입력 좌표계를 기반으로 합니다.
입력 좌표계의 위치결정 블록:
근축 위치결정 블록
직교 또는 극 좌표를 가진 위치결정 블록
예
N70 X+48 R+*
N70 G01 X+48 Y+102 Z-1.5 R0*
공구 좌표계의 방향은 여러 기준 시스템에서 수행할 수있습니다.
추가 정보: "공구 좌표계 T-CS", 페이지 146
X10
X0
Y10Y0
X10
X0 Y10
Y0
입력 좌표계 원점을 참조하는 윤곽은 필요한어떤 방법으로도 쉽게 변환될 수 있습니다.

기본 사항, 파일 관리 | 기본 사항 4
146 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 좌표계 T-CS공구 좌표계는 3D 직교 좌표계입니다. 해당 좌표 원점은 공구 기준점입니다. 공구 테이블의 값, 밀링 공구에서의 L과 R 그리고 선삭공구에서의 ZL, XL 및 YL이 이 점을 참조합니다.
추가 정보: "공구 테이블테이블에 공구 데이터 입력", 페이지 226
공구 테이블의 값에 따라 공구 좌표계의 좌표 원점은 공구 중심점TCP로 전환됩니다. TCP는 Tool Center Point(공구 중심점)의 약자입니다 .
NC 프로그램이 공구 팁을 참조하지 않는 경우, 공구 중심점을 전환해야 합니다. 필요한 전환은 공구 호출 중에 보정값을 사용하여 NC프로그램에서 구현됩니다.
개요도에 나오는 것처럼 TCP의 위치는 반드시 3D 공구보정과 함께 지정되어야 합니다.
사용자는 입력 좌표계의 위치결정 블록을 이용하여 공구의 위치 및 따라서 공구 좌표계의 위치를 정의합니다.
R R RL
R2R2
L
L
TCP TCP TCP
TCP‘
보조 기능 M128이 활성화된 경우 공구 좌표계의 방향은 공구의 현재 기울기 각도에 따라 달라집니다.
기계 좌표계의 공구 기울기 각도:
예
N70 G01 X+10 Y+45 A+10 C+5 R0 M128*
T-CS
W-CS

기본 사항, 파일 관리 | 기본 사항 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 147
벡터로 나타낸 위치결정블록에서 3D 공구 보정은 T 블록의 보정 값 DL, DR 및 DR2를 사용하여 수행할 수 있습니다
보정 값이 작동하는 방법은 공구 종류에 따라 달라집니다.
컨트롤은 공구 테이블의 L, R 및 R2 열을 통해 여러 공구종류를 감지합니다.
R2TAB + DR2TAB + DR2PROG = 0→ 엔드 밀
R2TAB + DR2TAB + DR2PROG = RTAB + DRTAB + DRPROG
→ 반경 커터 또는 볼 커터
0 < R2TAB + DR2TAB + DR2PROG < RTAB + DRTAB +DRPROG
→ 환상면 커터 또는 환상면적 커터
TCPM 기능 또는 보조 기능 M128이 없으면 공구 좌표계와 입력 좌표계의 방향이 동일합니다.
DR+
DR-
DL-
DL+

기본 사항, 파일 관리 | 기본 사항 4
148 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
밀링 기계에서 축 지정밀링 기계의 X, Y 및 Z축을 각각 공구축, 기본축(첫 번째 축) 및 보조축(두 번째 축)이라고도 합니다. 공구축 지정은 기본축과 보조축지정에 결정적인 영향을 줍니다.
공구축 기본축 보조축
X Y Z
Y Z X
Z X Y
직교 좌표공정 드로잉의 크기가 직교 좌표로 지정되어 있는 경우에는 NC 프로그램도 직교 좌표를 사용하여 작성합니다. 그러나 원호 또는 각도를 포함하는 파트의 경우에는 극 좌표로 치수를 지정하는 것이보다 편리합니다.
직교 좌표 X, Y 및 Z는 3차원 좌표로 공간의 점을 나타낼 수 있는반면, 극 좌표는 2차원이며 평면의 점을 나타냅니다. 극 좌표의 데이텀은 CC(원 중심), 즉 '극'에 있습니다. 다음과 같은 요소를 사용하여 평면의 위치를 명확하게 설명할 수 있습니다.
CC(원 중심)에서 특정 위치까지의 거리를 나타내는 극 반경
기준축에서 특정 위치와 CC(원 중심)를 연결하는 라인까지의 각도 크기를 나타내는 극각
극 및 각도 기준축 설정극은 세 평면 중 하나에 두 직교 좌표를 입력하여 설정합니다. 이러한 좌표를 통해 극각 H의 기준축도 설정됩니다.
극 좌표(평면) 각 기준축
X/Y +X
Y/Z +Y
Z/X +Z

기본 사항, 파일 관리 | 기본 사항 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 149
절대 및 상대 좌표계
절대 좌표계절대 좌표는 좌표계의 데이텀(원점) 기준의 위치 좌표입니다. 공작물의 각 위치는 해당 절대 좌표에 의해 모호하지 않게 정의됩니다.
예 1: 절대 좌표에 규격화된 홀
홀 1 홀 2 홀 3
X = 10mm X = 30mm X = 50mm
Y = 10mm Y = 20mm Y = 30mm
상대 좌표계상대 좌표는 마지막으로 프로그래밍한 공구의 공칭 위치를 참조하며, 이 위치는 상대(가상) 데이텀 역할을 합니다. 그러므로 상대 좌표를 사용하여 NC 프로그램을 작성하는 경우에는 이전 공칭 위치와 후속 공칭 위치 간의 거리만큼 이동하도록 공구를 프로그래밍합니다. 그렇기 때문에 상대 좌표를 체인 크기라고도 합니다.
증분 좌표로 위치를 프로그래밍하려면 축 앞에 G91 기능을 입력합니다.
예 2: 상대 좌표에 규격화된 홀
홀 4의 절대 좌표
X = 10mm
Y = 10mm
홀 5, 4에 따라 홀 6, 5에 따라
G91 X = 20mm G91 X = 20mm
G91 Y = 10mm G91 Y = 10mm
절대 및 상대 극 좌표절대 좌표는 항상 극 및 각도 기준축을 기준으로 합니다.
증분 극 좌표는 항상 마지막으로 프로그래밍한 공구 공칭 위치를기준으로 합니다.

기본 사항, 파일 관리 | 기본 사항 4
150 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 선택공정 드로잉에는 공작물의 특정 폼 요소(보통 모서리)가 절대 프리셋(데이텀)으로 표시됩니다. 프리셋을 설정할 때는 먼저 기계축을따라 공작물을 배열한 다음 공구를 각 축에서 공작물에 상대적으로정의된 위치로 이동합니다. 각 위치에 대해 컨트롤 표시를 0 또는기존의 위치값으로 설정합니다. 그러면 공작물의 기준계가 설정되어 컨트롤 표시 및 파트 프로그램에 사용됩니다.
제작 드로잉의 크기가 상대 프리셋으로 지정되는 경우에는 좌표 변환 사이클을 사용하면 됩니다.
추가 정보: 사이클 프로그래밍 사용 설명서
공정 드로잉에 NC에 대한 치수가 정해져 있지 않은 경우 나머지 공작물 위치의 크기를 측정하는 데 참조하는 공작물 위치나 모서리에프리셋을 설정합니다.
하이덴하인의 3D 터치 프로브를 사용하면 프리셋을 가장 신속하고간편하며 정확하게 설정할 수 있습니다.
추가 정보: "3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호17)", 페이지 611
예공작물 도면에는 홀(1 ~ 4)이 나와 있으며, 이 홀의 크기는 좌표X=0, Y=0인 절대 프리셋으로 표시됩니다. 홀 5 ~ 7 의 좌표는 절대좌표가 X=450, Y=750인 상대 프리셋을 기준으로 합니다. 영점 변위 사이클을 사용하면 데이텀을 일시적으로 X=450, Y=750으로 이동하고 추가 계산 없이 홀(5 ~ 7)을 프로그래밍할 수 있습니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 151
4.2 프로그램 열기 및 입력
ISO 형식의 NC 프로그램 구조가공 프로그램은 일련의 NC 블록으로 구성되어 있습니다. 오른쪽그림에는 블록의 요소가 나와 있습니다.
컨트롤에서는 blockIncrement 기계 파라미터(105409)에 따라 파트 프로그램의 블록에 자동으로 번호를 지정합니다.blockIncrement 기계 파라미터(105409)는 블록 번호 증분을 정의합니다.
프로그램의 첫 번째 블록은 %, 프로그램 이름 및 활성 측정 단위로표시됩니다.
이후 블록에는 다음에 대한 정보가 포함되어 있습니다.
공작물 영역
공구 호출
안전한 위치에 접근
이송 속도 및 스핀들 속도
경로 윤곽, , 사이클 및 기타 기능
프로그램의 마지막 블록은 N99999999, 프로그램 이름 및 활성 측정 단위로 표시됩니다.
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 공구 변경 후 접근 이동 중에 충돌위험이 있습니다!
필요한 경우 추가적인 안전 보조 위치를 프로그래밍하십시오.
블록 번호
경로 기능 단어
블록

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
152 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
영역 정의: G30/G31새 프로그램을 시작하는 즉시 가공되지 않은 공작물 영역을 정의합니다. 이 영역을 이후 단계에서 정의하려는 경우 SPEC FCT 키와프로그램 기본값 소프트 키를 누른 다음 BLK FORM 소프트 키를누르면 됩니다. 컨트롤에서는 그래픽 시뮬레이션 시 본 정의가 필요합니다.
프로그램에 대해 그래픽 테스트를 실행하려는 경우에는공작물 영역을 정의하기만 하면 됩니다.
컨트롤은 다양한 영역 폼을 표시할 수 있습니다.
소프트 키 기능
직사각형 영역 정의
원통형 영역 정의
모든 형태의 회전 대칭형 영역 정의
직사각형 영역입방체의 측면은 X, Y 및 Z축에 평행합니다. 본 영역은 두 개의 모서리 지점으로 정의됩니다.
최소점 G30: 영역 폼의 최소 X, Y 및 Z 좌표(절대값으로 입력)입니다.
최대점 G31: 영역 폼의 최대 X, Y 및 Z 좌표(절대값 또는 증분값으로 입력)
예
%NEW G71 * 프로그램 시작, 이름, 측정 단위
N10 G30 G17 X+0 Y+0 Z-40* 스핀들축, 최소점 좌표
N20 G31 X+100 Y+100 Z+0* 최대점 좌표
N99999999 %NEW G71 * 프로그램 종료, 이름, 측정 단위

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 153
원통형 영역원통형 영역 폼은 원통의 치수로 정의됩니다.
X, Y 또는 Z: 회전축
D, R: 원통 직경 또는 반경(양수 대수 기호)
L: 원통 길이(양수 대수 기호)
DIST: 회전축을 따라 이동
DI, RI: 속이 빈 원통의 내부 직경 또는 내부 반경
파라미터 DIST 및 RI 또는 DI는 옵션이며 프로그래밍하지 않아도 됩니다.
예
%NEW G71 * 프로그램 시작, 이름, 측정 단위
N10 BLK FORM CYLINDER Z R50 L105 DIST+5 RI10* 스핀들축, 반경, 길이, 거리, 내측 반경
N99999999 %NEW G71 * 프로그램 종료, 이름, 측정 단위
모든 형태의 회전 대칭형 영역서브프로그램 내 회전 대칭형 영역의 윤곽을 정의합니다. X, Y 또는Z를 회전축으로 사용합니다.
공작물 영역 정의에서 윤곽에 대한 설명 참조:
DIM_D, DIM-R: 회전 대칭형 영역 폼의 직경 및 반경
LBL: 윤곽 설명이 제공되는 서브프로그램
윤곽 설명에는 회전축에 음의 값이 포함될 수도 있지만 기준축에는양의 값만 포함됩니다. 윤곽은 닫혀야 합니다. 즉, 윤곽의 시작과 끝이 일치해야 합니다.
증분 좌표를 사용하여 회전상으로 대칭하는 영역을 정의하는 경우,치수는 직경 프로그래밍과 독립적입니다.
숫자, 영숫자 이름 또는 QS 파라미터를 사용하여 서브프로그램을 설계할 수 있습니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
154 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예
%NEW G71 * 프로그램 시작, 이름, 측정 단위
N10 BLK FORM ROTATION Z DIM_R LBL1* 스핀들축, 해석 방법, 서브프로그램 번호
N20 M30* 주 프로그램 종료
N30 G98 L1* 서브프로그램의 시작
N40 G01 X+0 Z+1* 윤곽의 시작점
N50 G01 X+50* 기본축의 양의 방향으로 프로그래밍
N60 G01 Z-20*
N70 G01 X+70*
N80 G01 Z-100*
N90 G01 X+0*
N100 G01 Z+1* 윤곽의 끝
N110 G98 L0 * 서브프로그램의 끝
N99999999 %NEW G71 * 프로그램 종료, 이름, 측정 단위

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 155
새 NC 파트 프로그램 생성
NC 프로그램은 항상 프로그래밍 모드에서 입력합니다. 프로그램시작 예:
작동 모드: 프로그래밍 키를 누릅니다.
PGM MGT 키를 누릅니다.
파일 관리자가 열립니다.
새 NC 프로그램을 저장할 디렉터리를 선택합니다.
FILE NAME = NEW.I
새 프로그램 이름을 입력합니다.
ENT 키를 누릅니다.
측정 단위를 선택합니다. 밀리미터 또는 인치 소프트 키를 누릅니다.
화면 레이아웃이 전환되고 BLK FORM(공작물 영역) 정의를 위한 대화 상자가 시작됩니다.
직사각형 작업물 영역 정의 선택: 직사각형 영역폼용 소프트 키를 누릅니다.
그래픽 작업평면: XY
스핀들축(예: G17)을 입력합니다.
공작물 영역 정의: 최소
최소점의 X, Y 및 Z 좌표를 순서대로 입력하고ENT 키를 눌러 각 입력 항목을 승인합니다.
공작물 영역 정의: 최대
최대점의 X, Y 및 Z 좌표를 순서대로 입력하고ENT 키를 눌러 각 입력 항목을 승인합니다.
예
%NEW G71 * 프로그램 시작, 이름, 측정 단위
N10 G30 G17 X+0 Y+0 Z-40* 스핀들축, 최소점 좌표
N20 G31 X+100 Y+100 Z+0* 최대점 좌표
N99999999 %NEW G71 * 프로그램 종료, 이름, 측정 단위
컨트롤에서는 NC 프로그램의 첫 번째 및 마지막 블록을 자동으로생성합니다.
영역 폼을 정의하지 않으려면 그래픽 작업평면:그래픽작업평면: XY에서DEL 키를 사용하여 대화 상자를 취소합니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
156 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
에서 DIN/ISO의 프로그래밍 공구 이동SPEC FCT 키를 눌러 블록을 프로그래밍합니다. 프로그램 기능 소프트 키, DIN/ISO 소프트 키를 차례로 누릅니다. 또한 회색 경로 기능 키를 사용하여 해당하는 G 코드를 가져올 수도 있습니다.
연결된 USB 키보드를 통해 DIN/ISO 기능을 입력할 경우대문자 표시가 활성화되어 있는지 확인하십시오.
위치결정 블록 예1을 입력하고 ENT 키를 눌러
좌표?
10(X축의 대상 좌표 입력)
Y 20(Y축의 대상 좌표 입력)
ENT를 눌러 다음 질문으로 이동합니다.
MILLINGDEFINITIONPOINTPATH
공구 반경을 보정하지 않고 이동하려면 40을 입력한 후 ENT 키로 승인합니다. 또는
공구를 프로그램된 윤곽의 왼쪽 또는 오른쪽으로이동: G41 또는 G42 소프트 키를 누릅니다.
Feed rate F=?
100(이 경로 윤곽의 경우 100mm/min의 이송 속도 입력)
ENT를 눌러 다음 질문으로 이동합니다.
보조 기능 M?
3(보조 기능 M3 스핀들 설정을 입력)
END 키를 누르면 TNC가 본 대화상자를 종료합니다.
예
N30 G01 G40 X+10 Y+5 F100 M3*

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 157
실제 위치 캡처컨트롤에서는 다음과 같은 작업 수행 중 현재 공구 위치를 프로그램으로 전송할 수 있습니다.
위치결정 블록 프로그래밍
사이클 프로그래밍
올바른 위치값을 전송하려면 다음을 수행하십시오.
위치값을 삽입할 블록 위치에 입력란을 배치합니다.
실제 위치 캡처 기능을 선택합니다.
그러면 소프트 키 행에 해당 위치를 전송할 수 있는 축이 표시됩니다.
축 선택
그러면 선택한 축의 현재 위치가 활성 입력란에기록됩니다.
공구 반경 보정이 활성 상태인 경우에도 작업평면에서는항상 공구 중심 좌표가 캡처됩니다.
활성 공구 길이 보정이 고려되며 항상 공구축의 공구 끝좌표가 캡처됩니다.
실제 위치 캡처 키를 다시 누를 때까지 활성 축 선택에대한 소프트 키 행이 유지됩니다. 이 동작은 현재 블록을 저장하거나 경로 기능 키를 사용하여 새 블록을 여는경우에도 유지됩니다. 소프트 키를 통해 입력 대체를 선택해야 하는 경우(예: 반경 보정의 경우), 축 선택에 대한소프트 키 행이 닫힙니다.
경사진 작업평면 기능이 활성화된 경우 실제 위치 캡처기능은 사용할 수 없습니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
158 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
NC 프로그램 편집
활성화된 NC 프로그램이 실행되는 동안 프로그램을 편집할 수 없습니다.
NC 프로그램을 생성 또는 편집하는 도중 화살표 키 또는 소프트 키를 사용하여 NC 프로그램에서 원하는 행을 선택하거나 블록에서개별 단어를 선택할 수 있습니다.
소프트 키/키 기능
이전 페이지로 이동
다음 페이지로 이동
프로그램의 시작 위치로 이동
프로그램의 끝 위치로 이동
화면에서 현재 블록의 위치 변경합니다. 이 소프트 키를 누르면 현재 블록 이전에 프로그래밍된추가 NC 블록이 표시됩니다.
NC 프로그램이 화면에서 완전히 보이는 경우작동하지 않습니다.
화면에서 현재 블록의 위치를 변경합니다. 이 소프트 키를 누르면 현재 블록 이후에 프로그래밍된 추가 NC 블록이 표시됩니다.
NC 프로그램이 화면에서 완전히 보이는 경우작동하지 않습니다.
다음 블록으로 이동
블록의 개별 단어 선택
특정 블록을 선택하려면 GOTO 키를 누르고 원하는 블록 번호를 입력한 다음 ENT 키로 입력을 승인합니다.
또는: GOTO 키를 누르고 블록 번호 단계를 입력한 다음 N 행 소프트 키를 눌러 입력한 행의번호로 점프합니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 159
소프트 키/키 기능
선택한 단어를 0으로 설정
잘못된 번호 삭제
(삭제 가능한) 오류 메시지를 삭제합니다.
NOENT
선택한 단어 삭제
선택한 블록 삭제
사이클 및 프로그램 섹션 삭제
마지막으로 편집하거나 삭제한 블록 삽입
원하는 위치에 블록 삽입새 블록을 삽입할 위치 앞에 있는 블록을 선택하고 대화 상자를시작합니다.
변경 사항 저장작동 모드를 변경하거나 파일 관리자를 선택할 경우 일반적으로컨트롤에서 변경 사항을 저장합니다. 프로그램 변경 사항을 직접저장하려면 다음을 수행하십시오.
저장 기능이 포함된 소프트 키 행을 선택합니다.
저장 소프트 키를 누릅니다.
마지막으로 프로그램을 저장한 이후의 모든 변경사항이 저장됩니다.
프로그램을 새 파일로 저장현재 활성 프로그램의 내용을 다른 프로그램 이름으로 저장할 수있습니다. 다음을 수행합니다.
저장 기능이 포함된 소프트 키 행을 선택합니다.
다른 이름으로 저장 소프트 키를 누릅니다.
디렉터리 및 새 파일 이름을 입력할 수 있는 창이열립니다.
필요한 경우 전환 소프트 키를 눌러 대상 디렉터리를 선택합니다.
파일 이름을 입력합니다.
OK[확인] 소프트 또는 ENT 키를 눌러 승인하거나 취소 소프트 키를 눌러 중단합니다.
다른 이름으로 저장을 통해 저장된 파일은 파일 관리에서 마지막 파일 소프트 키를 눌러 확인할 수도 있습니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
160 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
변경 사항 실행 취소마지막으로 프로그램을 저장한 이후의 모든 변경 사항을 실행 취소할 수 있습니다. 다음을 수행합니다.
저장 기능이 포함된 소프트 키 행을 선택합니다.
변경 취소 소프트 키를 누릅니다.
이 동작을 승인 또는 취소할 수 있는 팝업 창이열립니다.
예 소프트 키를 눌러 승인하거나 ENT 키를 눌러취소하거나 아니오 소프트 키를 눌러 중단합니다.
단어 편집 및 삽입블록에서 단어를 선택하고 새 단어로 덮어씁니다. 단어가 강조표시되어 있는 동안에는 대화 상자를 사용할 수 있습니다.
변경 사항을 적용하려면 END 키를 누릅니다.
단어를 삽입하려면 원하는 대화 상자가 나타날 때까지 가로 화살표키를 반복해서 누릅니다. 그런 다음 원하는 값을 입력할 수 있습니다.
다른 블록에서 같은 단어 검색블록의 단어 선택: 화살표 키를 반복적으로 눌러원하는 단어를 강조 표시합니다.
화살표 키로 블록을 선택합니다.
아래쪽 화살표: 앞으로 검색
위쪽 화살표: 뒤로 검색
새 블록에서 하이라이트가 지정된 단어는 이전에 선택한 단어와 같습니다.
매우 긴 NC 프로그램에서 검색을 시작한 경우 진행률표시기가 표시됩니다. 필요한 경우 언제든지 검색을 취소할 수 있습니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 161
프로그램 섹션 표시, 복사, 잘라내기 및 삽입컨트롤에서는 NC 프로그램 내에서나 다른 NC 프로그램으로 프로그램 섹션을 복사할 수 있는 다음 기능을 제공합니다.
소프트 키 기능
표시 기능 켜기
표시 기능 끄기
표시된 블록을 잘라냅니다.
버퍼 메모리에 저장된 블록 삽입
표시된 블록 복사
프로그램 섹션을 복사하려면 다음을 수행하십시오.
표시 기능이 포함된 소프트 키 행을 선택합니다.
복사할 첫 번째 섹션 블록을 선택합니다.
첫 번째 블록 표시: 선택 블록 소프트 키를 누릅니다.
그러면 블록이 색으로 강조 표시되고 삭제 선택 소프트 키가 표시됩니다.
하이라이트를 복사 또는 잘라낼 프로그램 섹션의 마지막 블록으로 이동합니다.
표시가 있는 블록이 다른 색상으로 표시됩니다. 이 표시 기능은언제든지 삭제 선택 소프트 키를 눌러 종료할 수 있습니다.
선택한 프로그램 섹션을 복사합니다. 복사 블록 소프트 키를 누릅니다. 선택된 프로그램 섹션을 잘라내기: 블록 잘라 기 소프트키를 누릅니다.
선택된 블록이 저장됩니다.
프로그램 섹션을 다른 NC 프로그램으로 전송하려면 이제 파일 관리자에서 원하는 NC 프로그램을 선택해야 합니다.
화살표 키를 사용하여 복사(잘라내기)한 프로그램 섹션을 삽입할 위치 다음에 있는 블록을 선택합니다.
저장된 프로그램 섹션 삽입: 삽입 블록 소프트 키를 누릅니다.
표시 기능을 종료하려면 삭제 선택 소프트 키를 누릅니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
162 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
컨트롤의 찾기 기능컨트롤의 찾기 기능을 사용하면 프로그램 내에서 원하는 텍스트를찾아 필요한 경우 새 텍스트로 바꿀 수 있습니다.
텍스트 찾기검색 기능 선택
컨트롤에서 찾기 창이 중첩되어 표시되며 소프트키 행에 사용 가능한 찾기 기능이 표시됩니다.
검색할 텍스트를 입력합니다. 예: TOOL앞으로 검색 또는 뒤로 검색을 선택합니다.
검색 프로세스 시작
그러면 찾으려는 텍스트가 포함된 다음 블록으로컨트롤이 이동합니다.
찾기 작업을 반복합니다.
그러면 찾으려는 텍스트가 포함된 다음 블록으로컨트롤이 이동합니다.
검색 기능 종료: END[종료] 소프트 키를 누릅니다.

기본 사항, 파일 관리 | 프로그램 열기 및 입력 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 163
텍스트 찾기/바꾸기
알림주의: 데이터가 손실될 수 있습니다!
대체 및 모두 바꾸기 기능은 승인 메시지를 표시하지 않고 모든발견된 구문 요소를 덮어씁니다. 대체 프로세스에 앞서 원본 파일이 자동으로 백업되지 않습니다. 따라서 NC 프로그램이 회복불가능하게 손상될 수 있습니다.
필요한 경우 대체를 시작하기 전에 NC 프로그램을 백업하십시오.
대체 및 모두 바꾸기를 사용할 때 주의하십시오.모두 바꾸기
프로그램이 실행되는 동안 찾기 및 대체 기능을 활성NC 프로그램에 사용할 수 없습니다. 또한 쓰기 금지가활성화된 경우에도 이 기능을 사용할 수 없습니다.
찾고자 하는 단어가 포함된 블록을 선택합니다.
검색 기능 선택
컨트롤에서 찾기 창이 중첩되어 표시되며 소프트키 행에 사용 가능한 찾기 기능이 표시됩니다.
현재 워드 소프트 키를 누릅니다.
컨트롤에서는 현재 블록의 첫 번째 단어가 로드됩니다. 필요 시, 소프트 키를 다시 눌러 원하는단어를 로드합니다.
검색 프로세스 시작
그러면 찾으려는 텍스트가 포함된 다음 항목으로컨트롤이 이동합니다.
해당 텍스트를 바꾸고 다음 텍스트 항목으로 이동하려면 대체 소프트 키를 누릅니다. 해당 텍스트 항목을 모두 바꾸려면 모두 바꾸기 소프트 키를 누릅니다. 해당 텍스트는 건너뛰고 다음 텍스트 항목으로 이동하려면 찾기 소프트 키를 누릅니다.
검색 기능 종료: END[종료] 소프트 키를 누릅니다.

기본 사항, 파일 관리 | 파일 관리 기본 4
164 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
4.3 파일 관리 기본
파일
컨트롤의 파일 형식
프로그램하이덴하인 형식DIN/ISO 형식
.H
.I
호환 프로그램하이덴하인 유닛 프로그램하이덴하인 윤곽 프로그램
.HU
.HC
공구용테이블공구 변경자데이텀포인트프리셋터치 프로브백업 파일종속 데이터(예: 구조 항목)자유롭게 정의할 수 있는 테이블팔레트
.T
.TCH
.D
.PNT
.PR
.TP
.BAK
.DEP
.TAB
.P
텍스트 형식ASCII 파일로그 파일도움말 파일
.A
.TXT
.CHM
ASCII 파일의CAD 파일 .DXF
.IGES
.STEP
컨트롤에서 파트 프로그램을 작성할 때는 먼저 프로그램 이름을 입력해야 합니다. 그러면 프로그램이 내부 메모리에 같은 파일 이름으로 저장됩니다. 텍스트와 테이블도 파일로 저장됩니다.
컨트롤의 특수 파일 관리 창을 사용하면 파일을 손쉽게 찾고 관리할 수 있습니다. 여기서 파일을 호출 및 복사하고 이름을 변경하고삭제할 수 있습니다.
컨트롤에서는 총 2 GB까지 파일을 관리하고 저장할 수 있습니다.
설정에 따라 NC 프로그램을 편집하고 저장한 후 확장자가 *.bak인 백업 파일이 생성될 수 있습니다. 이 때문에사용 가능한 메모리 공간이 감소합니다.

기본 사항, 파일 관리 | 파일 관리 기본 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 165
파일 이름프로그램, 테이블 및 텍스트를 파일로 저장하면 파일 이름에 확장자가 붙으며, 이 확장자는 점으로 구분됩니다. 파일의 확장자는 파일 형식을 나타냅니다.
파일 이름 파일 형식
PROG20 .I
컨트롤의 파일 이름, 드라이브 이름 및 디렉터리 이름은 다음 규격을 준수해야 합니다. Open Group Base Specifications Issue 6 IEEEStd 1003.1, 2004년판(Posix 규격).
다음 문자를 사용할 수 있습니다.
A B C D E F G H I J K L M N O P Q R S T U V W X Y Z a b c d ef g h i j k l m n o p q r s t u v w x y z 0 1 2 3 4 5 6 7 8 9 _ -
다음 문자는 특별한 의미가 있습니다.
문자 의미
. 파일 이름의 마침표(점)는 확장자 분리 기호이며
\ 그리고 /는 디렉터리 분리 기호입니다.
: 드라이브 이름을 디렉터리에서 분리합니다.
다른 문자는 사용하지 마십시오. 이렇게 하면 파일 전송 문제를 방지하는 데 도움이 됩니다. 테이블 이름은 문자로 시작해야 합니다.
최대 허용 경로 길이는 255문자입니다. 경로 길이는 드라이브 문자, 디렉터리 이름 및 파일 이름(확장자 포함)으로 구성됩니다.
추가 정보: "경로", 페이지 167

기본 사항, 파일 관리 | 파일 관리 기본 4
166 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
컨트롤에 외부에서 생성된 파일 표시컨트롤은 아래 테이블에 나열된 파일을 표시하는 데 사용할 수 있는 여러 추가 도구를 제공합니다. 일부 파일은 편집도 가능합니다.
파일 형식 유형
PDF 파일Excel 테이블
인터넷 파일
pdfxlscsvhtml
텍스트 파일 txt ini
그래픽 파일 bmpgifjpgpng
추가 정보: "외부 파일 형식을 관리하기 위한 추가 도구",페이지 180
데이터 백업컨트롤에 새로 작성한 프로그램과 파일은 PC에 정기적으로 저장하는 것이 좋습니다.
하이덴하인에서 제공하는 TNCremo 데이터 전송 프리웨어를 사용하면 컨트롤에서 저장한 데이터를 쉽고 간편하게 백업할 수 있습니다.
파일을 컨트롤에서 직접 백업할 수도 있습니다. 추가 정보: "백업및 복원", 페이지 110
또한 PLC 프로그램, 기계 파라미터 등의 모든 기계 관련 데이터가저장되는 데이터 매체도 필요합니다. 필요한 경우 기계 제작 업체에 지원을 요청하십시오.
또한 정기적으로 불필요한 파일을 삭제하여 컨트롤에 공구 테이블 등의 시스템 파일을 위한 하드 디스크 공간이충분히 남아 있도록 해야 합니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 167
4.4 파일 관리자 사용
디렉터리프로그램과 파일을 쉽게 찾으려면 내부 메모리를 디렉터리로 구성하는 것이 좋습니다. 디렉터리를 하위 디렉터리로 나눌 수 있으며,–/+ 키 또는 ENT 키를 사용하여 하위 디렉터리를 표시하거나 숨길수도 있습니다.
경로경로는 파일이 저장된 드라이브를 비롯하여 모든 디렉터리와 하위디렉터리를 나타냅니다. 각 이름은 백슬래시(\)로 구분됩니다.
최대 허용 경로 길이는 255문자입니다. 경로 길이는 드라이브 문자, 디렉터리 이름 및 파일 이름(확장자 포함)으로 구성됩니다.
예TNC 드라이브에 AUFTR1 디렉터리를 생성했습니다. 그런 다음AUFTR1 디렉터리에 NCPROG 디렉터리를 생성하고 파트 프로그램PROG1.H를 복사했습니다. 이 경우 파트 프로그램의 경로는 다음과같습니다.
TNC:\AUFTR1\NCPROG\PROG1.I오른쪽의 차트에서는 서로 다른 경로가 지정된 디렉터리 표시 예를보여 줍니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
168 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
개요: 파일 관리자 기능
소프트 키 기능 페이지
단일 파일 복사 172
특정 파일 형식 표시 170
새 파일 생성 172
최근 선택한 10개 파일 표시 175
파일 삭제 175
파일 태깅 177
파일 이름 바꾸기 178
파일을 편집하거나 삭제할 수없도록 보호
179
파일 보호 취소 179
iTNC 530의 공구 테이블 가져오기
234
테이블 뷰 사용자 정의 482
네트워크 드라이브 관리 190
편집기 선택 179
속성별로 파일 분류 178
디렉터리 복사 175
디렉터리와 모든 하위 디렉터리 삭제
디렉터리 새로 고침
디렉터리 이름 바꾸기
새 디렉터리 만들기

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 169
파일 관리자 호출PGM MGT 키를 누릅니다.
컨트롤에 파일 관리 창이 표시됩니다. (기본 설정은 그림을 참조하십시오. 컨트롤에 다른 화면 레이아웃이 표시되는 경우에는 창 소프트 키를 누릅니다.)
왼쪽의 작은 창에 사용 가능한 드라이브 및 디렉터리가 표시됩니다. 드라이브는 데이터가 저장되거나 전송되는 장치를 지정하며, 그중 한 드라이브가 컨트롤의 내부 메모리입니다. 다른 드라이브는예를 들어 Pc를 연결할 수 있는 인터페이스(RS232, 이더넷)입니다.디렉터리는 항상 왼쪽의 폴더 기호와 오른쪽의 디렉터리 이름으로확인할 수 있습니다. 상위 디렉터리의 오른쪽 아래에 하위 디렉터리가 표시됩니다. 하위 디렉터리가 있는 경우 -/+ 키를 사용해서 표시하거나 숨길 수 있습니다.
디렉터리 트리가 화면보다 더 긴 경우, 스크롤 바 또는 연결된 마우스를 사용하여 이동합니다.
넓은 오른쪽 창에는 선택한 디렉터리에 저장된 모든 파일이 표시됩니다. 각 파일은 아래 표에 나와 있듯이 추가 정보와 함께 표시됩니다.
표시 의미
파일 이름 파일 이름 및 파일 형식
바이트 파일 크기(바이트)
상태 파일 속성:
E 프로그래밍작동 모드에서 프로그램을 선택합니다.
S 테스트 실행작동 모드에서 프로그램을 선택합니다.
M 프로그램 실행 작동 모드에서 프로그램을선택합니다.
+ 프로그램에는 확장자가 DEP인 표시되지않는 종속 파일이 있습니다(예: 공구 사용테스트 사용).
삭제하거나 편집할 수 없도록 보호된 파일입니다.
실행되고 있기 때문에 삭제하거나 편집할수 없도록 보호된 파일입니다.
날짜 파일을 마지막으로 편집한 날짜
시간 파일을 마지막으로 편집한 시간
종속 파일을 표시하려면 dependentFiles(no. 122101)기계 파라미터를 수동으로 설정합니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
170 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
드라이브, 디렉터리 및 파일 선택파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
연결된 마우스로 이동하거나 화살표 키 또는 소프트 키를 사용하여화면의 원하는 위치로 커서를 이동할 수 있습니다.
커서를 왼쪽 창에서 오른쪽 창으로 또는 그 반대로 이동할 수 있습니다.
창에서 위 또는 아래로 커서를 이동합니다.
창에서 한 페이지 위 또는 아래로 커서를 이동합니다.
단계 1: 드라이브 선택
왼쪽 창에서 원하는 드라이브로 하이라이트를 이동합니다.
드라이브를 선택하려면 선택 소프트 키를 누르거나
ENT 키를 누릅니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 171
단계 2: 디렉터리 선택
왼쪽 창에서 원하는 디렉터리로 강조 표시를 이동하면 강조 표시된 디렉터리에 저장된 모든 파일이 오른쪽 창에 자동으로 표시됩니다.
단계 3: 파일 선택
선택 형식 소프트 키를 누릅니다.
원하는 파일 형식의 소프트 키를 누릅니다.
모든것을 표시 소프트 키를 눌러 모든 파일을 표시하거나
와일드카드(예:4*.h)를 사용합니다. 4로 시작하는 .h 형식의 모든 파일을 표시합니다.
오른쪽 창에서 원하는 파일로 하이라이트를 이동합니다.
선택 소프트 키를 누릅니다.
ENT 키를 누릅니다.
파일 관리자를 호출한 작동 모드에서 선택한 파일이 열립니다.
파일 관리에서 찾고 있는 파일의 첫 번째 문자를 입력하는 경우 커서가 동일한 문자의 첫 번째 프로그램으로 자동으로 이동합니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
172 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
새 디렉터리 만들기왼쪽 창의 강조 표시를 하위 디렉터리를 만들 디렉터리로 이동합니다.
새로운 디렉토리 소프트 키를 누릅니다.
디렉터리 이름을 입력합니다.
ENT 키를 누릅니다.
확인 소프트 키를 눌러 승인하거나
삭제 소프트 키를 눌러 중단합니다.
새 파일 생성새 파일을 만들려고 하는 디렉터리를 왼쪽 창에서 선택합니다.
오른쪽 창에 커서를 놓습니다.
새로운 파일 소프트 키를 누릅니다.
파일 이름과 확장자를 입력합니다.
ENT 키를 누릅니다.
단일 파일 복사복사할 파일로 커서를 이동합니다.
복사 소프트 키를 눌러 복사 기능을 선택합니다.
컨트롤에서 팝업 창이 열립니다.
현재 디렉터리로 파일 복사하기
대상 파일의 이름을 입력합니다.
ENT 키 또는 확인 소프트 키를 누릅니다.
파일이 활성 디렉터리에 복사됩니다. 원래 파일은 보존됩니다.
다른 디렉터리로 파일 복사
대상 디렉터리 소프트 키를 눌러 팝업 창에서 대상 디렉터리를 선택합니다.
ENT 키 또는 확인 소프트 키를 누릅니다.
파일이 선택된 디렉터리에 같은 이름으로 복사됩니다. 원래 파일은 보존됩니다.
ENT 키 또는 확인 소프트 키를 눌러 복사 작업을 시작한경우 팝업 창에 진행률 표시기가 나타납니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 173
다른 디렉터리로 파일 복사크기가 같은 두 창으로 분할된 화면 레이아웃을 선택합니다.
오른쪽 창에서 다음을 수행합니다.
트리 보기 소프트 키를 누릅니다.
파일을 복사해 넣을 디렉터리로 커서를 이동한 다음 ENT 키를눌러 해당 디렉터리의 파일을 표시합니다.
왼쪽 창에서 다음을 수행합니다.
트리 보기 소프트 키를 누릅니다.
복사할 파일이 있는 디렉터리를 선택하고 보기 파일 소프트 키를 눌러 파일을 표시합니다.
태깅 소프트 키를 누릅니다. 파일 태깅 기능을 호출합니다.
태깅 소프트 키를 누릅니다. 커서를 복사 및 태깅할 파일 위로 이동합니다. 원하는 경우 이 방법으로 여러 파일에 태깅할 수 있습니다.
복사 소프트 키를 누릅니다. 태깅된 파일을 대상디렉터리로 복사합니다.
추가 정보: "파일 태깅", 페이지 177
왼쪽 및 오른쪽 창에 태깅된 파일이 있는 경우 커서가 있는 디렉터리에서 복사됩니다.
파일 덮어쓰기다른 파일이 같은 이름으로 저장되어 있는 디렉터리로 파일을 복사하면 대상 디렉터리의 파일을 덮어쓸 것인지를 묻는 메시지가 표시됩니다.
모든 파일(기존 파일 필드가 선택됨)을 덮어씁니다. 확인 소프트키를 누릅니다.
파일을 그대로 두려면 삭제 소프트 키를 누릅니다.
보호된 파일을 덮어쓰려면 보호된 파일 필드를 선택하고, 그렇지않으면 과정을 취소합니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
174 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
테이블 복사
테이블에 라인 가져오기기존 테이블에 테이블을 복사하는 경우 대체 필드 소프트 키로 개별 라인을 덮어쓸 수 있습니다. 전제 조건:
대상 테이블이 있어야 합니다.
복사할 파일에는 바꾸려는 라인만 포함되어 있어야 합니다.
두 테이블의 파일 확장자가 동일해야 합니다.
알림주의: 데이터가 손실될 수 있습니다!
대체 필드 기능을 사용하는 경우, 승인 메시지가 표시되지 않고복사된 테이블에 포함된 대상 파일의 모든 라인을 덮어씁니다.대체 프로세스에 앞서 원본 파일이 자동으로 백업되지 않습니다.따라서 테이블이 회복 불가능하게 손상될 수 있습니다.
필요한 경우 대체를 시작하기 전에 테이블을 백업하십시오.
대체 필드를 사용할 때 주의하십시오.대체 필드
예공구 자동 측정 장치(TT)를 사용하여 새 공구 10개의 길이와 반경을측정하면, 공구 자동 측정 장치에서 10개의 공구에 해당하는 10개의 라인이 포함된 TOOL_Import.T 공구 테이블을 생성합니다.
이 테이블을 외부 데이터 매체에서 원하는 디렉터리로 복사합니다.
컨트롤의 파일 관리를 사용하여 기존 TOOL.T 테이블에 외부에서 작성한 테이블을 복사합니다.
기존 TOOL.T 공구 테이블을 덮어쓸 것인지를 묻는 메시지가 표시됩니다.
여기서 대체 필드 소프트 키를 누르면 현재 TOOL.T 공구 테이블을 완전히 덮어씁니다. 이 복사 프로세스가 완료되면 새 TOOL.T테이블에는 10개의 행이 존재합니다.
또는 대체 필드 소프트 키를 누르면 TOOL.T 파일에서 10개의 라인을 덮어씁니다. 다른 라인의 데이터는 변경되지 않습니다.
테이블의 라인 추출테이블에서 하나 이상의 라인을 선택하여 별도의 테이블에 저장할수 있습니다.
복사하려는 라인이 들어 있는 테이블을 엽니다.
화살표 키를 사용하여 복사할 첫 번째 라인을 선택합니다.
추가 기능 소프트 키를 누릅니다.
꼬리표 소프트 키를 누릅니다.
필요한 경우 추가 라인을 선택합니다.
다른 이름으로 저장 소프트 키를 누릅니다.
선택한 라인을 저장할 테이블의 이름을 입력합니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 175
디렉터리 복사오른쪽 창에서 복사할 디렉터리로 강조 표시를 이동합니다.
복사 소프트 키를 누릅니다.
대상 디렉터리를 선택하기 위한 창이 열립니다.
대상 디렉터리를 선택하고 ENT 키 또는 확인 소프트 키로 승인합니다.
선택한 디렉터리 및 해당 하위 디렉터리가 모두 선택한 대상 디렉터리에 복사됩니다.
최근 선택한 파일 중 하나 선택파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
마지막 파일 소프트 키를 눌러 최근 선택한 10개파일을 표시합니다.
화살표 키를 눌러 선택할 파일로 커서를 이동합니다.
창에서 위 또는 아래로 커서를 이동합니다.
파일을 선택하려면 확인 소프트 키를 누릅니다.
ENT 키를 누릅니다.
복사 영역 소프트 키를 사용하여 표시된 파일의 경로를 복사할 수 있습니다. 복사한 경로는 나중에예를 들어PGM CALL 키를 통해 프로그램을 호출할 때다시 사용할 수 있습니다.
파일 삭제
알림주의: 데이터가 손실될 수 있습니다!
삭제 기능은 파일을 영구적으로 삭제합니다. 삭제가 실행되기 전에 파일이 자동으로(예: 휴지통에) 백업되지 않습니다. 이 기능은파일을 회복 불가능하게 삭제합니다.
중요 데이터를 외부 드라이브에 정기적으로 백업하십시오.
삭제할 파일로 커서를 이동합니다.
삭제 기능을 선택하려면 삭제 소프트 키를 누릅니다.
파일을 삭제할 것인지를 묻는 메시지가 나타납니다.
삭제를 승인하려면 확인 소프트 키를 누릅니다.또는
삭제를 취소하려면 삭제 소프트 키를 누릅니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
176 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
디렉터리 삭제
알림주의: 데이터가 손실될 수 있습니다!
삭제 전체 기능은 디렉터리의 모든 파일을 영구적으로 삭제합니다. 삭제가 실행되기 전에 파일이 자동으로(예: 휴지통에) 백업되지 않습니다. 이 기능은 파일을 회복 불가능하게 삭제합니다.
중요 데이터를 외부 드라이브에 정기적으로 백업하십시오.
삭제할 디렉터리로 커서를 이동합니다.
삭제 기능을 선택하려면 삭제 소프트 키를 누릅니다.
디렉터리와 해당 디렉터리의 모든 하위 디렉터리및 파일의 삭제 여부를 묻는 메시지가 나타납니다.
삭제를 승인하려면 확인 소프트 키를 누릅니다.또는
삭제를 취소하려면 삭제 소프트 키를 누릅니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 177
파일 태깅
소프트 키 태깅 기능
단일 파일 태깅
디렉터리의 모든 파일 태깅
단일 파일 태깅 해제
모든 파일 태깅 해제
태깅된 모든 파일 복사
파일 복사 또는 삭제 등의 일부 기능은 개별 파일뿐 아니라 여러 파일에 동시에 사용할 수도 있습니다. 여러 파일에 태깅하려면 다음을 수행하십시오.
커서를 첫 번째 파일로 이동합니다.
태깅 기능을 표시하려면 꼬리표 소프트 키를 누릅니다.
파일에 태깅하려면 꼬리표 파일 소프트 키를 누릅니다.
커서를 다른 파일로 이동합니다.
다음 파일을 선택하려면 꼬리표 파일 소프트 키를 누릅니다. 태깅할 모든 파일에 대해 이 프로세스를 반복합니다.
태깅된 파일을 복사하려면:
활성 소프트 키 행을 종료합니다.
복사 소프트 키를 누릅니다.
태깅된 파일을 삭제하려면:
활성 소프트 키 행을 종료합니다.
삭제 소프트 키를 누릅니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
178 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파일 이름 바꾸기이름을 바꿀 파일로 커서를 이동합니다.
이름을 바꿀 기능을 선택하려면 이름수정 소프트키를 누릅니다.
새 파일 이름을 입력합니다. 파일 형식은 변경할수 없습니다.
이름을 바꾸려면: 확인 소프트 키 또는 ENT 키를누릅니다.
파일 정렬정렬하려는 파일이 들어 있는 폴더를 선택합니다.
분류 소프트 키를 누릅니다.
원하는 표시 기준에 해당하는 소프트 키를 선택합니다.
분류 이름분류 크기분류 날짜분류 종류분류 상태분류안함

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 179
추가 기능
파일 보호 / 파일 보호 취소보호할 파일로 커서를 이동합니다.
추가 기능을 선택하려면 더 많은 기능 소프트 키를 누릅니다.
파일 보호 활성화: 편집금지 소프트 키를 누릅니다. 파일에 "보호됨" 기호가 태깅됩니다.
파일 보호를 취소하려면 편집금지해제 소프트 키를 누릅니다.
편집기 선택오른쪽 창에서 열려는 파일로 커서를 이동합니다.
추가 기능을 선택하려면 더 많은 기능 소프트 키를 누릅니다.
선택한 파일을 열 때 사용할 편집기를 선택하려면 선택 수정창 소프트 키를 누릅니다.
원하는 편집기를 표시합니다.
확인 소프트 키를 눌러 파일을 엽니다.
USB 저장 장치 연결 및 제거지원되는 파일 시스템을 통해 연결된 USB 장치가 자동으로 감지됩니다.
USB 장치를 제거하려면 다음을 수행하십시오.
커서를 왼쪽 창으로 이동합니다.
더 많은 기능 소프트 키를 누릅니다.
USB 장치 제거
추가 정보: "컨트롤의 USB 장치", 페이지 191

기본 사항, 파일 관리 | 파일 관리자 사용 4
180 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
외부 파일 형식을 관리하기 위한 추가 도구추가 도구를 사용하여 컨트롤에서 다양한 외부 파일 형식을 표시하거나 편집할 수 있습니다.
파일 형식 설명
PDF 파일(pdf) 페이지 181
Excel 스프레드시트(xls, csv) 페이지 182
인터넷 파일(htm, html) 페이지 183
ZIP 보관 파일(zip) 페이지 184
텍스트 파일(ASCII 파일, 예: txt, ini) 페이지 185
비디오 파일(ogg, oga, ogv, ogx) 페이지 186
그래픽 파일(bmp, jpg, gif, png) 페이지 186
확장자가 pdf, xls, zip, bmp, gif, jpg 및 png인 파일을 이진 형식으로 PC에서 컨트롤로 전송해야 합니다. 필요한경우 TNCremo 데이터 전송 소프트웨어의 설정을 조정합니다(메뉴 항목 >추가 > 구성 > 모드).
터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 181
PDF 파일 표시컨트롤에서 PDF 파일을 직접 열려면 다음을 수행하십시오.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
PDF 파일이 저장되어 있는 디렉터리를 선택합니다.
커서를 PDF 파일로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 PDF 뷰어 추가 도구를 사용하여 자체애플리케이션에서 PDF 파일을 엽니다.
ALT+TAB을 동시에 누르면 언제라도 PDF 파일이 열린상태에서 컨트롤의 사용자 인터페이스로 돌아갈 수 있습니다. 또는 작업 표시줄의 해당 기호를 클릭하여 컨트롤의 사용자 인터페이스로 전환할 수도 있습니다.
마우스 포인터를 버튼 위에 놓으면 해당 버튼의 기능을설명하는 간략한 도구 설명이 표시됩니다. 자세한 PDF뷰어 사용 방법은 도움말을 참조하십시오.
PDF 뷰어를 종료하려면 다음을 수행하십시오.
마우스를 사용하여 파일 메뉴 항목을 선택합니다.
닫기를 선택합니다.닫기컨트롤이 파일 관리로 돌아갑니다.
마우스를 사용하지 않는 경우 다음 절차에 따라 PDF 뷰어를 종료합니다.
소프트 키 전환용 키를 누릅니다.
PDF 뷰어에서 파일 풀다운 메뉴가 열립니다.
커서를 닫기 메뉴 항목으로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 파일 관리로 돌아갑니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
182 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
Excel 파일 표시 및 편집다음 절차에 따라 컨트롤에서 Excel 파일(확장자 xls, xlsx 또는 csv)을 직접 열고 편집합니다.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
Excel 파일이 저장되어 있는 디렉터리를 선택합니다.
커서를 Excel 파일로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 Gnumeric 추가 도구를 사용하여 자체애플리케이션에서 Excel 파일을 엽니다.
ALT+TAB을 동시에 누르면 언제라도 Excel 파일이 열린상태에서 컨트롤의 사용자 인터페이스로 돌아갈 수 있습니다. 또는 작업 표시줄의 해당 기호를 클릭하여 컨트롤의 사용자 인터페이스로 전환할 수도 있습니다.
마우스 포인터를 버튼 위에 놓으면 해당 버튼의 기능을 설명하는 간략한 도구 설명이 표시됩니다. 자세한Gnumeric 기능 사용 방법은 도움말을 참조하십시오.
Gnumeric을 종료하려면 다음을 수행하십시오.
마우스를 사용하여 파일 메뉴 항목을 선택합니다.
닫기를 선택합니다.닫기컨트롤이 파일 관리로 돌아갑니다.
마우스를 사용하지 않는 경우 다음 절차에 따라 추가 Gnumeric 도구를 종료합니다.
소프트 키 전환용 키를 누릅니다.
Gnumeric 추가 도구에서 파일 풀다운 메뉴가 열립니다.
커서를 닫기 메뉴 항목으로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 파일 관리로 돌아갑니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 183
인터넷 파일 표시
컨트롤의 샌드박스를 구성 및 사용합니다. 안전 및 보안상의 이유로 브라우저를 언제나 샌드박스에서 여십시오.
컨트롤에서 인터넷 파일(확장자 htm 또는 html)을 직접 열려면 다음을 수행하십시오.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
인터넷 파일이 저장되어 있는 디렉터리를 선택합니다.
커서를 인터넷 파일로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 추가 웹 브라우저 추가 도구를 사용하여 자체 애플리케이션에서 인터넷 파일을 엽니다.
ALT+TAB을 동시에 누르면 언제라도 PDF 파일이 열린상태에서 컨트롤의 사용자 인터페이스로 돌아갈 수 있습니다. 또는 작업 표시줄의 해당 기호를 클릭하여 컨트롤의 사용자 인터페이스로 전환할 수도 있습니다.
마우스 포인터를 버튼 위에 놓으면 해당 버튼의 기능을설명하는 간략한 도구 설명이 표시됩니다. 자세한 웹 브라우저 사용 방법은 도움말을 참조하십시오.
웹 브라우저를 종료하려면 다음을 수행하십시오.
마우스를 사용하여 파일 메뉴 항목을 선택합니다.
종료를 선택합니다.
컨트롤이 파일 관리로 돌아갑니다.
마우스를 사용하지 않는 경우 다음 절차에 따라 웹 브라우저를 종료합니다.
소프트 키 전환용 키 누름: 웹 브라우저에서 파일풀다운 메뉴가 열립니다.
커서를 종료 메뉴 항목으로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 파일 관리로 돌아갑니다.
웹 브라우저 버전을 변경하지 마십시오.
버전이 변경되면 SELinux의 보안 설정 때문에 웹 브라우저 실행이 차단됩니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
184 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
ZIP 보관 파일 사용컨트롤에서 ZIP 보관 파일(확장자 zip)을 직접 열려면 다음을 수행하십시오.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
보관 파일이 저장되어 있는 디렉터리를 선택합니다.
커서를 보관 파일로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 Xarchiver 추가 도구를 사용하여 자체애플리케이션에서 보관 파일을 엽니다.
ALT+TAB을 동시에 누르면 언제라도 보관 파일이 열린상태에서 컨트롤의 사용자 인터페이스로 돌아갈 수 있습니다. 또는 작업 표시줄의 해당 기호를 클릭하여 컨트롤의 사용자 인터페이스로 전환할 수도 있습니다.
마우스 포인터를 버튼 위에 놓으면 해당 버튼의 기능을 설명하는 간략한 도구 설명이 표시됩니다. 자세한Xarchiver 기능 사용 방법은 도움말을 참조하십시오.
Xarchiver를 종료하려면 다음을 수행하십시오.
마우스를 사용하여 보관 메뉴 항목을 선택합니다.
종료를 선택합니다.Exit컨트롤이 파일 관리로 돌아갑니다.
마우스를 사용하지 않는 경우 다음 절차에 따라 Xarchiver를 종료합니다.
소프트 키 전환용 키를 누릅니다.
Xarchiver에서 보관 풀다운 메뉴가 열립니다.
커서를 Exit 메뉴 항목으로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 파일 관리로 돌아갑니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 185
텍스트 파일 표시 및 편집텍스트 파일(ASCII 파일, 예: 확장자가 txt인 파일)을 열고 편집하려면 내부 텍스트 에디터를 사용합니다. 다음과 같이 진행합니다.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
텍스트 파일이 저장되어 있는 드라이브 및 디렉터리를 선택합니다.
커서를 텍스트 파일로 이동합니다.
ENT 키를 누릅니다.
내부 텍스트 편집기에서 텍스트 파일이 열립니다.
다른 방법으로, Leafpad 추가 도구를 사용하여 ASCII 파일을 열 수도 있습니다. Windows에서 신속한 텍스트 편집을 위해 자주 사용하는 단축키(CTRL+C, CTRL+V,...)를Leafpad에서도 사용할 수 있습니다.
ALT+TAB을 동시에 누르면 언제라도 텍스트 파일이 열린상태에서 컨트롤의 사용자 인터페이스로 돌아갈 수 있습니다. 또는 작업 표시줄의 해당 기호를 클릭하여 컨트롤의 사용자 인터페이스로 전환할 수도 있습니다.
Leafpad를 열려면 다음을 수행하십시오.
태스크 바에서 마우스를 사용하여 메뉴 하이덴하인 아이콘을 선택합니다.
도구를 선택한 후 풀다운 메뉴에서 Leafpad 메뉴 항목을 선택합니다.
Leafpad를 종료하려면 다음을 수행하십시오.
마우스를 사용하여 파일 메뉴 항목을 선택합니다.
종료를 선택합니다.Exit컨트롤이 파일 관리로 돌아갑니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
186 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
비디오 파일 표시
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
확장자가 ogg, oga, ogv 또는 ogx인 비디오 파일을 컨트롤에서 열려면 다음을 수행하십시오.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
비디오 파일을 저장할 디렉터리를 선택합니다.
커서를 비디오 파일로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 자체 애플리케이션에서 비디오 파일을엽니다.
그래픽 파일 표시컨트롤에서 그래픽 파일(확장자 bmp, gif, jpg 또는 png)을 직접열려면 다음을 수행하십시오.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
그래픽 파일이 저장되어 있는 디렉터리를 선택합니다.
커서를 그래픽 파일로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 ristretto 추가 도구를 사용하여 자체애플리케이션에서 그래픽 파일을 엽니다.
ALT+TAB을 동시에 누르면 언제라도 그래픽 파일이 열린상태에서 컨트롤의 사용자 인터페이스로 돌아갈 수 있습니다. 또는 작업 표시줄의 해당 기호를 클릭하여 컨트롤의 사용자 인터페이스로 전환할 수도 있습니다.
자세한 ristretto 기능 사용 방법은 도움말을 참조하십시오.
ristretto를 종료하려면 다음을 수행하십시오.
마우스를 사용하여 파일 메뉴 항목을 선택합니다.
종료를 선택합니다.Exit컨트롤이 파일 관리로 돌아갑니다.
마우스를 사용하지 않는 경우 다음 절차에 따라 ristretto 추가 도구를 종료합니다.
소프트 키 전환용 키를 누릅니다.
Ristretto에서에서 파일 풀다운 메뉴가 열립니다.
커서를 Exit 메뉴 항목으로 이동합니다.
ENT 키를 누릅니다.
컨트롤이 파일 관리로 돌아갑니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 187
ITC용 추가 도구다음과 같은 추가 도구를 사용하면 연결된 ITC의 터치 스크린에 대한 다양한 설정을 적용할 수 있습니다.
ITC는 자체 메모리 미디어가 없는 산업용 PC이기 때문에 자체 운영체제가 없습니다. 이것이 ITC가 IPC와 다른 특징입니다.
ITC는 실제 컨트롤 시스템의 복제 등과 같은 대형 기계에 자주 사용됩니다.
기계 설명서를 참조하십시오.
기계 제작 업체에서는 연결된 ITC와 IPC의 표시 및 기능을 정의하고 구성합니다.
추가 도구 응용 분야
ITC Calibration 4점 교정
ITC Gestures 제스처 컨트롤의 구성
ITC TouchscreenConfiguration
터치 감도의 선택
ITC에 대한 추가 도구는 연결된 ITC가 포함된 작업 표시줄의 컨트롤에 의해서만 제공됩니다.
ITC CalibrationITC Calibration 추가 도구를 사용하면 손가락의 실제 이동 위치가표시되는 마우스 커서의 위치를 정렬할 수 있습니다.
다음과 같은 경우에 ITC Calibration 추가 도구를 사용하여 교정하면 좋습니다.
터치 스크린 교체 후
터치 스크린 위치(수정된 시야각으로 인한 평행 축 오류)를 변경할 때
교정에는 다음과 같은 단계가 포함됩니다.
작업 표시줄을 사용하여 제어 도구를 시작합니다.
ITC가 화면의 모서리에 4개의 터치점과 함께 교정 화면을 엽니다.
번갈아 표시되는 4개의 터치점을 터치합니다.
교정이 성공적으로 완료되면 ITC는 교정 화면을 닫습니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
188 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
ITC Gestures기계 제작 업체는 ITC Gestures 추가 도구를 사용하여 터치 스크린의 제스처 컨트롤을 구성합니다.
기계 설명서를 참조하십시오.
이 기능은 기계 제작 업체의 허가가 있는 경우에만 사용할 수 있습니다.
ITC Touchscreen ConfigurationITC Touchscreen Configuration 추가 도구를 사용하여 터치 스크린의 터치 감도를 선택할 수 있습니다.
ITC는 다음과 같은 옵션을 제공합니다.
일반 감도(Cfg 0)고감도(Cfg 1)저감도(Cfg 2)
일반 감도(Cfg 0) 설정을 표준으로 사용합니다. 이 설정에서 장갑을낀 채로 장비를 작동하는 것이 어려운 경우 고감도(Cfg 1) 설정을선택합니다.
ITC 터치 스크린이 방말형이 아닌 경우 저감도(Cfg 2) 설정을 선택합니다. 이를 통해 ITC에서 물이 떨어지는 것을터치로 해석하는 것을 방지할 수 있습니다.
구성에는 다음과 같은 단계가 포함됩니다.
작업 표시줄을 사용하여 제어 도구를 시작합니다.
ITC가 3가지 옵션과 함께 팝업 창을 엽니다.
터치 감도를 선택합니다.
확인 버튼을 누릅니다.
ITC에서 팝업 창이 닫힙니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 189
외부 데이터 캐리어와의 데이터 전송
외부 데이터 미디어로 데이터를 전송하려면 먼저 데이터인터페이스를 설정해야 합니다.
추가 정보: "데이터 인터페이스 설정", 페이지 679
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
윈도우 소프트 키를 눌러 데이터 전송용 화면 레이아웃을 선택합니다.
화살표 키를 사용하여 전송할 파일로 커서를 이동합니다.
창에서 위 또는 아래로 커서를 이동합니다.
커서를 왼쪽 창과 오른쪽 창 간에 이동할 수 있습니다.
컨트롤에서 외부 데이터 미디어로 복사하려는 경우 왼쪽 창의 커서를 전송할 파일로 이동합니다.
외부 데이터 미디어에서 컨트롤로 복사하려는 경우에는 오른쪽 창의 커서를 전송할 파일로 이동합니다.
다른 드라이브 또는 디렉터리 선택: 트리 보기 소프트 키를 누릅니다.
화살표 키로 원하는 디렉터리를 선택합니다.
원하는 파일 선택: 보기 파일 소프트 키를 누릅니다.
화살표 키로 원하는 파일을 선택합니다.
단일 파일 전송: 복사 소프트 키를 누릅니다.
확인 소프트 키 또는 ENT 키로 입력을 승인합니다.
복사 진행률에 대한 정보가 표시되는 상태 창이 컨트롤에 나타납니다.
전송 정지: 윈도우 소프트 키를 누릅니다.
컨트롤에서 표준 파일 관리자 창이 다시 표시됩니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
190 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
네트워크의 컨트롤
기계를 안전한 네트워크에서 실행하여 데이터 및 컨트롤을 보호하십시오.
이더넷 카드를 사용하여 컨트롤을 네트워크에 연결합니다.
추가 정보: "이더넷 인터페이스 ", 페이지 685
컨트롤에서는 네트워크 작업을 수행하는 동안 발생하는오류 메시지를 기록합니다.
컨트롤이 네트워크에 연결되어 있는 경우 왼쪽 디렉터리 창에 추가드라이브가 표시됩니다. 사용자에게 해당 권한이 있는 경우 위에서설명한 모든 기능, 즉 드라이브 선택, 파일 복사 등은 네트워크 드라이브에도 적용됩니다.
네트워크 드라이브 연결 및 연결 끊기파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
네트워크 설정 선택: 네크웍 소프트 키(두 번째소프트 키 행)를 누릅니다.
네트워크 드라이브를 관리하는 방법:설정 네트웍 환경 소프트 키를 누릅니다.
접근할 수 있는 네트워크 드라이브가 창에 표시됩니다.
아래에서 설명하는 소프트 키를 사용하면 각 드라이브에 대한 연결을 정의할 수 있습니다.
소프트 키 기능
연결 네트워크 연결을 설정합니다. 연결이 활성화된경우 마운트 열에 표시가 나타납니다.
분리 네트워크 연결을 종료합니다.
자동 컨트롤의 전원을 켤 때마다 네트워크 연결을 자동으로 설정합니다. 연결이 자동으로 설정되는경우 Auto 열에 표시가 나타납니다.
추가 새 네트워크 커넥터를 설정합니다.
제거 기존 네트워크 연결을 삭제합니다.
복사 네트워크 연결을 복사합니다.
Edit 네트워크 연결을 편집합니다.
지우기 상태 창을 삭제합니다.

기본 사항, 파일 관리 | 파일 관리자 사용 4
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 191
컨트롤의 USB 장치
USB 포트를 파일 전송 및 백업용으로만 사용하십시오.NC 프로그램을 편집 또는 실행하기 전에 컨트롤의 하드디스크에 저장하십시오. 이렇게 하면 중복 데이터 유지보수를 피하고 프로그램 실행 중에 데이터 전송의 결과로 발생할 가능성이 있는 문제를 예방할 수 있습니다.
USB 장치를 사용하면 데이터 백업이나 컨트롤로 데이터를 불러오는 작업을 매우 쉽게 수행할 수 있습니다. 컨트롤에서는 다음과 같은 USB 블록 장치를 지원합니다.
FAT/VFAT 파일 시스템의 플로피 디스크 드라이브
FAT/VFAT 파일 시스템의 메모리 스틱
FAT/VFAT 파일 시스템의 하드 디스크
Joliet(ISO 9660) 파일 시스템의 CD-ROM 드라이브
컨트롤에서는 이러한 유형의 USB 장치가 연결되면 이를 자동으로감지하지만, NTFS 등의 다른 파일 시스템으로 된 USB 장치는 지원하지 않습니다. 그러한 장치가 연결된 경우 컨트롤에서 USB: 이러한 장치가 연결된 경우 TNC에서는 장치 오류 메시지를 지원하지않습니다.
USB 데이터 미디어를 연결할 때 오류 메시지가 표시되는 경우 SELinux 보안 소프트웨어의 설정을 확인합니다
추가 정보: "SELinux 보안 소프트웨어", 페이지 107
USB 허브를 사용할 때 컨트롤에서 USB: TNC가 장치를지원하지 않습니다. 오류 메시지가 나타나는 경우 CE 키로 메시지를 무시하고 인지합니다.
컨트롤이 FAT/VFAT 파일 시스템의 USB 장치를 반복적으로 올바르게 감지하지 못하는 경우 다른 장치를 연결하여 포트를 검사하십시오. 이 방법으로 문제가 해결되면올바르게 작동하는 장치를 사용하십시오.
USB 장치로 작업
기계 설명서를 참조하십시오.
기계 제작 업체에서 USB 장치용 고유 이름을 지정할 수있습니다.
USB 장치는 디렉터리 트리에서 개별 드라이브로 나타나므로 앞 장에서 설명한 파일 관리 기능을 사용할 수 있습니다.
파일 관리에서 더 큰 파일을 USB 장치로 전송하는 경우, 컨트롤은파일 전송이 완료될 때까지 대화 상자를 표시합니다(USB 장치에대한 쓰기 권한). 대화 상자가 숨기기 소프트 키를 통해 닫히며 파일 전송은 백그라운드에서 계속됩니다. 파일 전송이 완료될 때까지컨트롤이 경고를 표시합니다.
USB 장치 제거USB 장치를 제거하려면 다음을 수행하십시오.
커서를 왼쪽 창으로 이동합니다.
더 많은 기능 소프트 키를 누릅니다.
USB 장치 제거


5프로그래밍 보조 기
능

프로그래밍 보조 기능 | 화면 키패드 5
194 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
5.1 화면 키패드알파벳 키보드가 없는 컴팩트 버전의 컨트롤을 사용하는 경우 화면키패드 또는 PC 키보드를 USB 포트에 연결한 상태에서 문자와 특수 문자를 입력할 수 있습니다.
화면 키보드로 텍스트 입력화면 키패드를 사용하여 프로그램 이름이나 디렉터리 이름 같은텍스트를 입력하려면 GOTO 키를 누릅니다.
컨트롤의 숫자 입력 필드와 해당하는 문자가 지정된 창이 표시됩니다.
해당하는 키를 여러 번 누르면 원하는 문자로 커서를 이동할 수있습니다.
선택한 문자가 입력 필드로 전송된 후에 다음 문자를 입력하십시오.
확인 소프트 키를 눌러 열려 있는 대화 상자 필드에 텍스트를 로드합니다.
대/소문자를 선택하려면 abc/ABC 소프트 키를 사용합니다. 기계제작업체에서 추가 특수 문자를 정의한 경우 특수 문자 소프트 키를 사용하여 호출하고 삽입할 수 있습니다. 백스페이스 소프트 키를 사용하여 각 문자를 삭제합니다.

프로그래밍 보조 기능 | 주석 추가 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 195
5.2 주석 추가
응용NC 프로그램에 설명을 추가하여 프로그램 단계를 설명하거나 일반적인 참고 사항을 기록할 수 있습니다.
기계 파라미터 lineBreak (No. 105404)에 따라 긴 주석이 서로 다른 방법으로 표시됩니다. 추가 내용이 있음을나타내기 위해 주석 라인이 다음 줄로 넘어가거나 >>기호가 표시됩니다.
주석 블록의 마지막 문자로 물결표(~)는 사용할 수 없습니다.
주석을 두 가지 방법으로 추가할 수 있습니다.
프로그래밍 중 설명 입력NC 블록에 대한 데이터를 입력합니다.
알파벳 키보드에서 세미콜론 키 ;를 누릅니다.
컨트롤에 주석? 대화 상자 프롬프트가 표시됩니다.
주석을 입력합니다.
END 키를 눌러 NC 블록을 종료합니다.
프로그램 입력 후 설명 삽입주석을 추가하려는 NC 블록을 선택합니다.
오른쪽 화살표 키로 NC 블록의 마지막 단어를 선택합니다.
알파벳 키보드에서 세미콜론 키 ;를 누릅니다.
컨트롤에 주석? 대화 상자 프롬프트가 표시됩니다.
주석을 입력합니다.
END 키를 눌러 NC 블록을 종료합니다.
별도의 블록에 주석 입력주석을 삽입하려는 위치 다음에 오는 NC 블록을 선택합니다.
알파벳 키보드의 세미콜론 키 ;를 사용하여 프로그래밍 대화 상자를 시작합니다.
설명을 입력하고 END 키를 눌러 NC 블록을 종료합니다.
기존 NC 블록 주석화기존 NC 블록을 주석으로 변경하려면 다음을 수행하십시오.
주석화할 NC 블록을 선택합니다.
설명 삽입 소프트 키를 누릅니다.
다른 방법:
알파벳 키보드에서 < 키를 누릅니다.
컨트롤이 블록 시작 부분에 세미콜론 ;을 삽입합니다.
END 키를 누릅니다.

프로그래밍 보조 기능 | 주석 추가 5
196 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
NC 블록에 대한 주석 변경주석화된 NC 블록을 활성 NC 블록으로 변경하려면 다음을 수행하십시오.
변경하려는 주석 블록을 선택합니다.
설명 제거 소프트 키를 누릅니다.
다른 방법:
알파벳 키보드에서 > 키를 누릅니다.
컨트롤이 블록 시작 부분의 세미콜론 ;을 제거합니다.
END 키를 누릅니다.
주석 편집용 기능
소프트 키 기능
설명 시작 부분으로 점프합니다.
주석 끝 부분으로 이동합니다.
단어 시작 부분으로 이동합니다. 공백을 사용하여 단어를 분리합니다.
단어 끝 부분으로 이동합니다. 공백을 사용하여단어를 분리합니다.
붙여넣기 모드와 덮어쓰기 모드 사이를 전환합니다.

프로그래밍 보조 기능 | NC 프로그램을 자유롭게 편집 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 197
5.3 NC 프로그램을 자유롭게 편집특정 구문 요소(예: LN 블록)는 사용 가능한 키 및 소프트 키를 사용하여 NC 편집기에서 직접 입력할 수 없습니다.
외부 텍스트 편집기 사용을 금지하기 위해 컨트롤은 다음과 같은가능성을 제공합니다.
컨트롤의 통합형 텍스트 편집기를 사용하여 자유롭게 구문 입력
NC 편집기의 ? 키를 사용하여 자유롭게 구문 입력
컨트롤의 통합형 텍스트 편집기를 사용하여 자유롭게 구문 입력기존 NC 프로그램에 구문을 추가하려면 다음을 수행하십시오.
PGM MGT 키를 누릅니다.
파일 관리자가 열립니다.
더 많은 기능 소프트 키를 누릅니다.
선택 수정창 소프트 키를 누릅니다.
컨트롤에서 선택 창이 열립니다.
텍스트 편집기 옵션을 선택합니다.
확인을 눌러 선택을 승인합니다.
원하는 구문을 추가합니다.
컨트롤은 텍스트 편집기의 구문을 검사하지 않습니다.마쳤을 때 NC 편집기의 입력 내용을 확인하십시오.
NC 편집기의 ? 키를 사용하여 자유롭게 구문 입력
이 기능을 사용하려면 USB를 통해 연결된 키보드가 필요합니다.
기존 NC 프로그램에 구문을 추가하려면 다음을 수행하십시오.
?를 입력합니다.
컨트롤이 새 NC 블록을 엽니다.
원하는 구문을 추가합니다.
END를 눌러 입력을 승인합니다.
승인 후 컨트롤이 구문을 검사합니다. 오류가 있는 경우ERROR 블록이 생깁니다.

프로그래밍 보조 기능 | NC 프로그램 표시 5
198 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
5.4 NC 프로그램 표시
구문 강조 표시컨트롤에는 구문 요소가 의미에 따라 다양한 색상으로 표시됩니다.색상을 사용한 강조 표시로 프로그램의 명료성과 가독성이 높습니다.
구문 요소의 색상 강조 표시
사용 색상
표준 색상 검정색
설명 표시 녹색
숫자값 표시 파란색
블록 번호 표시 보라색
FMAX 표시 주황
이송 속도 표시 갈색
스크롤 막대프로그램 창의 오른쪽 가장자리에 있는 스크롤 바를 마우스로 움직여서 화면 내용을 전환할 수 있습니다. 또한 스크롤 막대의 크기와위치를 통해 프로그램 길이와 커서 위치를 알 수 있습니다.

프로그래밍 보조 기능 | 프로그램 구조 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 199
5.5 프로그램 구조
정의 및 응용컨트롤은 구조 블록의 파트 프로그램에 주석을 작성할 수 있는 가능성을 제공합니다. 구조 블록은 최대 252자의 텍스트로, 후속 프로그램 행에 대한 주석이나 제목으로 사용됩니다.
적절한 구조 블록을 사용하면 길고 복잡한 프로그램을 명확하고 포괄적으로 구성할 수 있습니다.
이 기능은 나중에 프로그램을 변경할 경우에 특히 편리합니다. 파트 프로그램의 어느 지점에나 구조 블록을 삽입할 수 있으며,
원하는 경우 구조 블록을 별도의 창에 표시할 수 있고 편집하거나추가할 수도 있습니다. 이 경우 적절한 화면 레이아웃을 사용합니다.
컨트롤은 삽입된 구조 항목을 별도의 파일(확장자: .SEC.DEP)로 관리합니다. 이렇게 하면 프로그램 구조 창의 탐색 속도가 빨라집니다.
프로그램 + 선택 화면 레이아웃을 다음 작동 모드에서 선택할 수있습니다.
반 자동 프로그램 실행자동 프로그램 실행프로그래밍
프로그램 구조 창 표시/활성 창 변경구조 창 표시: 이 화면 레이아웃을 표시하려면PROGRAM + STRUCTURE[프로그램 + 구조] 소프트 키를 누릅니다.
활성 창 변경: 창 변경 소프트 키를 누릅니다.

프로그래밍 보조 기능 | 프로그램 구조 5
200 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그램 창에 구조 블록 삽입구조 블록을 삽입할 위치 앞에 있는 블록을 선택합니다.
특수 기능 키를 누릅니다.
프로그램MING AIDS 소프트 키를 누릅니다.
삽입 구간 소프트 키를 누릅니다.
구조 텍스트를 입력합니다.
필요한 경우 소프트 키를 사용하여 구조 깊이를변경합니다.
키 조합 Shift + 8을 사용하여 구조 블록을 삽입할 수도있습니다.
프로그램 구조 창에서 블록 선택블록 단위로 프로그램 구조 창을 스크롤하는 경우 컨트롤에서는 스크롤과 동시에 프로그램 창에서 NC 블록을 자동으로 이동합니다.이를 통해 대규모 프로그램 섹션을 빠르게 건너뛸 수 있습니다.

프로그래밍 보조 기능 | 계산기 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 201
5.6 계산기
작업컨트롤에서는 기본적인 수학 함수가 포함된 통합 계산기가 제공됩니다.
CALC 키를 사용하여 계산기를 표시하거나 숨깁니다.
수식 기능 선택: 계산기는 알파벳 키보드 또는 소프트 키로 입력하는 짧은 명령으로 작동합니다.
계산 기능 단축키(소프트 키)
더하기 +
빼기 –
곱하기 *
나누기 /
괄호 계산 ( )
역 코사인 ARC
사인 SIN
코사인 COS
탄젠트 TAN
값의 거듭제곱 X^Y
제곱근 SQRT
역 1/x
파이(3.14159265359) PI
버퍼 메모리에 값 추가 M+
버퍼 메모리에 값 저장 MS
버퍼 메모리 불러오기 MR
버퍼 메모리 내용 삭제 MC
자연 로그 LN
로그 LOG
지수 함수 e^x
부호 확인 SGN
절대값 형성 ABS
소수 자릿수 자르기 INT
소수점 앞자리 자르기 FRAC
나머지 연산자 MOD
뷰 선택 View
값 삭제 CE
측정 단위 MM 또는 INCH
라디안으로 각도 표시하기(표준: 일반각도)
RAD
숫자값의 표시 모드를 선택합니다. DEC(십진수) 또는HEX(16진수)

프로그래밍 보조 기능 | 계산기 5
202 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
계산된 값을 프로그램으로 전송화살표 키를 사용하여 계산된 값을 전송할 단어를 선택합니다.
CALC 키를 누르고 원하는 계산을 수행하여 온라인 계산기를 중첩합니다.
확인 값 소프트 키를 누릅니다.
값이 활성 입력 필드로 전송되고 계산기가 닫힙니다.
또한 NC 프로그램에서 계산기로 값을 전송할 수도 있습니다. 현재 값 가져오기 소프트 키 또는 GOTO 키를 누르면 활성 입력 필드에서 계산기로 값이 전송됩니다.
작동 모드를 변경한 후에도 계산기는 활성화된 상태로유지됩니다. 종료 소프트 키를 눌러 계산기를 종료합니다.
포켓 계산기의 기능
소프트 키 기능
각각의 축 위치의 공칭 또는 참조 값을 계산기로 로드합니다.
활성 입력 필드의 숫자 값을 계산기로 로드합니다.
계산기 필드의 숫자 값을 활성 입력 필드로 로드합니다.
계산기의 숫자 값을 계산기로 복사합니다.
복사된 숫자 값을 계산기에 입력합니다.
절삭 데이터 계산기를 엽니다.
키보드에서 화살표 키를 사용하여 계산기를 전환할 수도있습니다. 마우스를 연결한 경우 마우스로 계산기를 배치할 수도 있습니다.

프로그래밍 보조 기능 | 절삭 데이터 계산기 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 203
5.7 절삭 데이터 계산기
응용 분야절삭 데이터 계산기를 사용하여 가공 프로세스의 스핀들 속도 및이송 속도를 계산할 수 있습니다. 그 다음 계산된 값을 NC 프로그램의 열려 있는 이송 속도 또는 스핀들 속도 대화 상자에 로드할 수있습니다.
절삭 데이터 계산기를 열려면 절삭 데이터 계산기 소프트 키를 누릅니다. 다음의 경우에 소프트 키가 표시됩니다.
온라인 계산기를 엽니다(CALC 소프트 키를 누름).
T 블록의 스핀들 속도 입력용 대화 상자를 연 경우
배치 블록 또는 사이클의 이송 속도 입력용 대화 상자를 연 경우
수동 모드에서 이송 속도를 입력한 경우(F 소프트 키를 누름)
수동 모드에서 스핀들 속도를 입력한 경우(S 소프트 키를 누름)
스핀들 속도 또는 이송 속도 계산 여부에 따라 절삭 데이터 계산기의 입력 필드가 서로 다릅니다.
창 또는 스핀들 속도 계산:
코드 문자 의미
R: 공구 반경(mm)
VC: 절삭 속도[m/min]
S= 스핀들 속도 결과(rev/min)
이송 속도 계산기 창:
코드 문자 의미
S: 스핀들 속도(rpm)
Z: 공구의 날 개수(n)
FZ: 잇날당 이송(mm/잇날)
FU: 회전당 이송 속도(mm/1)
F= 이송 속도 결과(mm/min)
F AUTO 소프트 키를 눌러 T 블록의 이송 속도를 이후이송 블록 및 사이클로 전송할 수 있습니다. 이후에 이송속도를 변경해야 하는 경우에는 T 블록에서만 이송 속도값을 조정하면 됩니다.

프로그래밍 보조 기능 | 절삭 데이터 계산기 5
204 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
절삭 데이터 계산기의 기능:
소프트 키 기능
절삭 데이터 계산기 폼의 스핀들 속도를 열린대화상자 필드로 로드합니다.
절삭 데이터 계산기 폼의 이송 속도를 열린 대화상자 필드로 로드합니다.
절삭 데이터 계산기 폼의 절삭 속도를 열린 대화상자 필드로 로드합니다.
절삭 데이터 계산기 폼의 잇날당 이송 속도를열린 대화상자 필드로 로드합니다.
절삭 데이터 계산기 폼의 회전당 이송 속도를열린 대화상자 필드로 로드합니다.
공구 반경을 절삭 데이터 계산기 폼에 로드합니다.
열린 대화 상자 필드의 스핀들 속도를 절삭 데이터 계산기 폼으로 로드합니다.
열린 대화 상자 필드의 이송 속도를 절삭 데이터 계산기 폼으로 로드합니다.
열린 대화 상자 필드의 회전당 이송을 절삭 데이터 계산기 폼으로 로드합니다.
열린 대화 상자 필드의 잇날당 이송을 절삭 데이터 계산기 폼으로 로드합니다.
열린 대화 상자 필드의 값을 절삭 데이터 계산기 폼으로 로드합니다.
포켓 계산기로 전환
절삭 데이터 계산기를 화살표 방향으로 이동
절삭 데이터 계산기의 인치 값 사용
절삭 데이터 계산기 종료

프로그래밍 보조 기능 | 그래픽 프로그래밍 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 205
5.8 그래픽 프로그래밍
프로그래밍 그래픽 활성화 및 비활성화NC 프로그램을 작성하는 동안 컨트롤에서 프로그래밍된 윤곽의2D 필기 추적 그래픽을 생성하도록 할 수 있습니다.
화면 레이아웃 키 누릅니다.
프로그램 + 그래픽 소프트 키를 누릅니다.
NC 프로그램이 왼쪽에 표시되고 그래픽이 오른쪽에 표시됩니다.
자동 작도 소프트 키를 켜짐으로 설정합니다.
프로그램 라인을 입력하는 동안 화면의 오른쪽그래픽 창에서 프로그램된 각 움직임이 생성됩니다.
프로그래밍 중에 그래픽이 생성되지 않도록 하려면 자동 작도 소프트 키를 꺼짐으로 설정합니다.
자동 작도가 켜짐으로 설정된 경우 2D 필기 추적 그래픽을 생성할 때 다음과 같은 프로그램 내용이 무시됩니다.
프로그램 섹션 반복
점프 명령
M 기능 - M2 또는 M30
사이클 호출
잠긴 도구로 인한 경고
따라서 자동 작도는 윤곽 프로그래밍을 하는 동안에만사용합니다.
프로그램을 다시 열거나 재설정 + 시작 소프트 키를 누르면 컨트롤에서 공구 데이터가 재설정됩니다.
컨트롤은 프로그래밍 그래픽에서 여러 색을 사용합니다.
파란색: 고유하게 지정된 윤곽 요소
보라색: 아직 고유하게 지정되지 않은 윤곽 요소는 예를 들어 RND로 여전히 수정할 수 있습니다.
연한 파란색: 홀 및 나사산
황토색: 공구 중간점 경로
빨간색: 급속 이송
추가 정보: "FK 프로그래밍 그래픽", 페이지 300

프로그래밍 보조 기능 | 그래픽 프로그래밍 5
206 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기존 프로그램에 대해 그래픽 생성화살표 키를 사용하여 그래픽을 생성할 블록을 선택하거나GOTO를 누르고 원하는 블록 번호를 입력합니다.
이전에 활성 상태이던 공구 데이터를 재설정하고그래픽을 생성: 재설정 + 시작 소프트 키를 누릅니다.
추가 기능:
소프트 키 기능
이전에 활성 상태이던 공구 데이터를 재설정합니다. 프로그래밍 그래픽 생성
블록 단위 프로그래밍 그래픽 생성
완전한 그래픽을 생성하거나 재설정 + 시작 후 수행합니다.재설정 + 시작
프로그래밍 그래픽을 중지합니다. 이 소프트 키는컨트롤이 프로그래밍 그래픽을 생성하는 동안에만표시됩니다.
뷰 선택
평면 뷰
정면 뷰
페이지 뷰
공구 경로 표시 또는 숨기기
급속 이송에서 공구 경로 표시 또는 숨기기

프로그래밍 보조 기능 | 그래픽 프로그래밍 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 207
블록 번호 표시 설정/해제소프트 키 행을 전환합니다.
블록 번호 표시: 블록 번호 표시 숨김 소프트 키를 표시로 설정합니다.
블록 번호를 숨기는 방법: 블록 번호 표시 숨김소프트 키를 생략으로 설정합니다.
그래픽 삭제소프트 키 행을 전환합니다.
그래픽 삭제: 삭제 그래픽 소프트 키를 누릅니다.
눈금선 표시소프트 키 행을 전환합니다.
눈금선 표시: 눈금선 표시 소프트 키를 누릅니다.

프로그래밍 보조 기능 | 그래픽 프로그래밍 5
208 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
세부 확대/축소그래픽 디스플레이를 선택할 수 있습니다.
소프트 키 행을 전환합니다.
다음과 같은 기능을 활용할 수 있습니다.
소프트 키 기능
섹션 전환
섹션 축소
섹션 확대
섹션 재설정
재시동 빈공간 형식 소프트 키를 사용하여 원래 섹션을 복원할 수있습니다.
또한 마우스를 사용해서 그래픽 표시를 변경할 수 있습니다. 다음과 같은 기능들을 사용할 수 있습니다.
표시된 모델을 옮기려면 가운데 마우스 버튼이나 휠 버튼을 누른 상태로 마우스를 이동합니다. Shift 키를 동시에 누르면 모델을 가로나 세로로만 이동할 수 있습니다.
특정 영역을 확대하려면 왼쪽 마우스 버튼을 계속 누른 상태로확대할 영역을 표시합니다. 왼쪽 마우스 버튼을 놓으면 정의된영역이 확대됩니다.
영역을 빠르게 확대하거나 축소하려면 마우스 휠을 앞쪽이나 뒤쪽으로 돌립니다.

프로그래밍 보조 기능 | 오류 메시지 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 209
5.9 오류 메시지
오류 표시예를 들어 다음과 같은 경우 오류 메시지가 표시됩니다.
잘못된 데이터 입력
NC 프로그램의 논리 오류
가공할 수 없는 윤곽 요소
잘못된 터치 프로브 사용
오류가 발생하면 헤더에 빨간색으로 오류가 표시됩니다.
컨트롤은 오류 클래스마다 서로 다른 색을 사용합니다.
오류는 빨간색
경고는 노란색
참고사항은 녹색
정보는 파란색
여러 라인으로 나뉘는 장문의 오류 메시지는 축약된 형태로 표시됩니다. 보류 중인 모든 오류에 대한 전체 정보는 오류 창에 표시됩니다.
오류 메시지가 지워지거나 더 높은 우선 순위의 오류(더 높은 오류클래스)로 대체될 때까지 컨트롤의 헤더에 오류 메시지가 표시됩니다. 잠깐만 나타나는 정보가 항상 표시됩니다.
NC 블록 번호를 포함하는 오류 메시지는 지정된 NC 블록이나 이전NC 블록에서 발생한 오류로 인해 생성됩니다.
드문 경우이지만 프로세서 확인 오류가 발생하면 자동으로 오류 창이 열립니다. 이 경우 오류를 정정할 수 없습니다. 시스템을 종료하고 컨트롤을 다시 시작해야 합니다.
오류 창 열기ERR 키를 누릅니다.
오류 창이 열리고 누적된 모든 오류 메시지가 표시됩니다.
오류 창 닫기END 소프트 키를 누릅니다. 또는
ERR 키를 누릅니다.
오류 창이 닫힙니다.

프로그래밍 보조 기능 | 오류 메시지 5
210 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
자세한 오류 메시지컨트롤은 가능한 오류 원인과 문제 해결을 위한 제안 사항을 표시합니다.
오류 창을 엽니다.
오류의 원인과 해결 방법에 대한 정보: 오류 메시지에 커서를 위치시키고 부가 정보 소프트 키를누릅니다.
오류 원인 및 시정 조치에 대한 정보를 표시하는창이 열립니다.
정보 닫기: 부가 정보 소프트 키를 다시 누릅니다.
내부 정보 소프트 키내부 정보 소프트 키는 오류 메시지에 대한 정보를 제공합니다. 이정보는 서비스가 필요한 경우에만 사용됩니다.
오류 창을 엽니다.
오류 메시지에 대한 자세한 정보: 오류 메시지에커서를 위치시키고 내부 정보 소프트 키를 누릅니다.
오류에 대한 내부 정보를 표시하는 창이 열립니다.
세부 정보를 닫으려면 내부 정보 소프트 키를 다시 누릅니다.
필터 소프트 키필터 소프트 키를 사용하여 바로 연속해서 나열된 동일한 경고를필터링할 수 있습니다.
오류 창을 엽니다.
더 많은 기능 소프트 키를 누릅니다.
필터 소프트 키를 누릅니다. 컨트롤이 동일한 경고를 필터링합니다.
필터 종료: 돌아가기 소프트 키를 누릅니다.

프로그래밍 보조 기능 | 오류 메시지 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 211
오류 지우기
오류 창 외부에서 오류 지우기헤더에서 오류/메시지 삭제: CE 키를 누릅니다.
어떤 상황에서는 CE 키가 다른 기능을 위해 사용되기 때문에 오류를 삭제하는 데 CE 키를 사용할 수 없습니다.
오류 지우기오류 창을 엽니다.
개별 오류 삭제: 오류 메시지에 커서를 배치하고삭제 소프트 키를 누릅니다.
모든 오류 메시지 지우기: 모두 삭제 소프트 키를누릅니다.
오류 원인을 해결하지 않으면 오류 메시지를 지울 수 없습니다. 이 경우 오류 메시지가 창에 계속 표시됩니다.
오류 로그발생한 오류와 중요 이벤트(예: 시스템 시작)는 컨트롤 오류 로그에저장됩니다. 이 오류 로그의 용량에는 제한이 있습니다. 로그가 가득 차면 두 번째 파일이 사용됩니다. 두 번째 파일도 가득 차면 첫번째 오류 로그가 삭제되고 새 파일이 작성되는 식입니다. 필요한경우 최근 파일에서 전단계 파일로 전환하여 내역을 볼 수 있습니다.
오류 창을 엽니다.
로고 파일 소프트 키를 누릅니다.
오류 로그 파일 열기: 오류 로그 소프트 키를 누릅니다.
필요한 경우 이전 오류 로그를 설정: 전단계 파일소프트 키를 누릅니다.
필요한 경우 현재 오류 로그를 설정: 최근 파일소프트 키를 누릅니다.
오래된 항목이 오류 로그 파일의 시작 부분에 있고 최근 항목이 끝에 있습니다.

프로그래밍 보조 기능 | 오류 메시지 5
212 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
키 입력 로그누른 각 키와 중요 이벤트(예: 시스템 시작)는 컨트롤 키 입력 로그에 저장됩니다. 키 입력 로그의 용량에는 제한이 있습니다. 키 입력로그가 가득 차면 두 번째 키 입력 로그로 제어가 전환됩니다. 두번째 로그도 가득 차면 첫 번째 키 입력 로그가 삭제되고 새 파일이작성되는 식입니다. 필요한 경우 최근 파일에서 전단계 파일로 전환하여 입력 내역을 볼 수 있습니다.
로고 파일 소프트 키를 누릅니다.
키 입력 로그 파일 열기: Key 조작 로고 소프트키를 누릅니다.
필요한 경우 이전 키 입력 로그를 설정:전단계 파일 소프트 키를 누릅니다.
필요한 경우 현재 키 입력 로그를 설정:최근 파일 소프트 키를 누릅니다.
작동 중에 각 키를 누를 때마다 키 입력 로그가 저장됩니다. 오래된항목이 파일의 시작 부분에 있고 최근 항목이 끝에 있습니다.
로그 파일을 보기 위한 키와 소프트 키 개요
소프트 키/키 기능
키 입력 로그의 시작 위치로 이동
키 입력 로그의 끝 위치로 이동
텍스트 찾기
현재 키 입력 로그
이전 키 입력 로그
한 라인 위로/아래로
주 메뉴로 돌아가기

프로그래밍 보조 기능 | 오류 메시지 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 213
정보 텍스트작동 오류(예: 허용되지 않는 키를 누르거나 유효한 범위를 벗어난값을 입력)가 발생한 경우 컨트롤이 작동 오류의 헤더에 정보 텍스트를 표시하여 이를 알려 줍니다. 이 정보는 다음 유효한 입력 시삭제됩니다.
서비스 파일 저장필요한 경우 컨트롤의 현재 상태를 저장하여 서비스 기술자가 평가에 사용할 수 있도록 만들 수 있습니다. 이 경우 일련의 서비스 파일이 저장됩니다(오류 및 키 입력 로그와 기계 및 가공의 현재 상태에 대한 정보를 포함하는 기타 파일).
저장 서비스 파일 기능을 동일 파일 이름으로 다시 사용하는 경우이전에 저장된 서비스 그룹 파일을 덮어씁니다. 따라서 다른 때에기능을 실행하는 경우 다른 파일 이름을 사용하십시오.
서비스 파일 저장오류 창을 엽니다.
로고 파일 소프트 키를 누릅니다.
저장 서비스 파일 소프트 키를 누릅니다.
그러면 파일 이름 또는 전체 서비스 파일 경로를입력할 수 있는 팝업 창이 열립니다.
서비스 파일 저장: 확인 소프트 키를 누릅니다.
TNCguide 도움말 시스템 호출소프트 키를 통해 컨트롤의 도움말 시스템을 호출할 수 있습니다.그러면 도움말 시스템이 즉시 표시되어 도움말 소프트 키를 눌렀을때 표시되는 것과 같은 오류 설명이 나타납니다.
기계 설명서를 참조하십시오.
기계 제작업체에서도 도움말 시스템을 제공하는 경우 별도의 도움말 시스템을 호출할 수 있는기계 제작 업체(OEM) 소프트 키가 추가로 표시됩니다.여기서 관련 오류 메시지에 대한 보다 자세한 정보를 확인할 수 있습니다.
하이덴하인 오류 메시지에 대한 도움말을 호출합니다.
하이덴하인 기계별 오류 메시지에 대한 도움말을호출합니다(사용 가능한 경우).

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
214 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
5.10 TNCguide 문맥 감지형 도움말 시스템
응용
TNCguide를 사용하려면 먼저 하이덴하인 홈 페이지에서 도움말 파일을 다운로드해야 합니다.
추가 정보: "최신 도움말 파일 다운로드", 페이지 219
TNCguide 문맥 감지형 도움말 시스템에는 HTML 형식의 사용 설명서가 포함되어 있습니다. TNCguide는 도움말 키로 호출하며 컨트롤에서는 보통 도움말을 호출(문맥 감지형 호출)한 조건에 해당하는 정보를 즉시 표시합니다. NC 블록 편집 중 도움말 키를 눌러도 일반적으로 설명서에서 해당 기능을 설명하는 정확한 위치로 이동됩니다.
컨트롤에서는 사용자가 선택한 대화식 언어로TNCguide를 시작합니다. 필요한 언어 버전을 사용할 수없는 경우 영어 버전이 자동으로 열립니다.
TNCguide에서 다음 사용 설명서를 사용할 수 있습니다.
대화식 프로그래밍 사용 설명서(BHBKlartext.chm)ISO 사용 설명서(BHBIso.chm)
사이클 프로그래밍 사용 설명서(BHBtchprobe.chm)
오류 메시지 전체 목록(errors.chm)또한 기존 모든 .chm 파일의 내용을 포함한 main.chm "book" 파일을 사용할 수 있습니다.
필요한 경우 기계 제작업체에서 TNCguide에 기계별설명서를 포함할 수도 있습니다. 그러면 이러한 문서는main.chm 파일에 별도의 문서로 표시됩니다.

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 215
TNCguide 사용
TNCguide 호출TNCguide는 다음과 같은 여러 가지 방법으로 시작할 수 있습니다.
HELP[도움말] 키를 누릅니다.
먼저 화면 오른쪽 아래의 도움말 기호를 클릭한 다음 해당하는소프트 키를 클릭합니다.
파일 관리를 통해 도움말 파일(CHM 파일)을 엽니다. 컨트롤에서는 컨트롤 내부 메모리에 저장되어 있지 않은 .chm 파일도 열수 있습니다.
Windows 프로그래밍 스테이션의 경우 내부에 정의된표준 브라우저에서 TNCguide가 열립니다.
대부분의 소프트 키에는 해당 소프트 키 기능의 설명으로 직접 이동할 수 있는 문맥 감지형 호출이 지정되어 있습니다. 이 기능은 마우스를 사용해야 합니다. 다음을 수행합니다.
원하는 소프트 키가 포함된 소프트 키 행을 선택합니다.
컨트롤에서 소프트 키 행 바로 위에 표시하는 도움말 기호를 마우스로 클릭합니다.
마우스 포인터가 물음표로 바뀝니다.
설명을 확인할 소프트 키로 물음표를 이동합니다.
TNCguide가 열립니다. 선택한 소프트 키에 대한 입력 지점이 없는 경우 컨트롤이 main.chm book 파일을 엽니다. 전체 텍스트검색 또는 탐색 기능을 사용하여 원하는 설명을 검색할 수 있습니다.
NC 블록 편집 중 문맥 감지형 도움말을 사용할 수 있습니다.
NC 블록을 선택합니다.
원하는 단어를 선택합니다.
HELP[도움말] 키를 누릅니다.
컨트롤에서 도움말 시스템이 열리고 활성 기능에 대한 설명이나타납니다. 이것은 기계 제작업체의 보조 기능 또는 사이클에는 적용되지 않습니다.

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
216 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
TNCguide 탐색마우스를 사용하면 TNCguide를 간편하게 탐색할 수 있습니다. 목차는 화면 왼쪽에 나타납니다. 오른쪽을 가리키는 삼각형을 클릭하면 하위 섹션이 열리고 각 항목을 클릭하면 해당 페이지가 열립니다. 이는 Windows 탐색기와 동일한 작동 방식입니다.
링크가 지정된 텍스트 위치(상호 참조)는 밑줄이 그어진 파란색 텍스트로 표시됩니다. 해당 링크를 클릭하면 관련 페이지가 열립니다.
키와 소프트 키로도 TNCguide를 사용할 수 있습니다. 다음 표에는해당하는 키 기능의 개요가 나와 있습니다.
소프트 키 기능
화면 왼쪽에 목차가 활성화되어 있는 경우상단 또는 하단 항목을 선택합니다.
화면 오른쪽에 텍스트 창이 활성화되어 있는경우 텍스트 또는 그래픽이 완전히 표시되지않는 경우 페이지를 위 또는 아래로 이동합니다.
화면 왼쪽에 목차가 활성화되어 있는 경우:목차를 엽니다.
화면 오른쪽에 텍스트 창이 활성화되어 있는경우 기능 없음
화면 왼쪽에 목차가 활성화되어 있는 경우목차를 닫습니다.
화면 오른쪽에 텍스트 창이 활성화되어 있는경우 기능 없음
화면 왼쪽에 목차가 활성화되어 있는 경우커서 키를 사용하여 선택한 페이지를 표시합니다.
화면 오른쪽에 텍스트 창이 활성화되어 있는경우 커서가 링크 위에 있으면 링크된 페이지로 이동합니다.
화면 왼쪽에 목차가 활성화되어 있는 경우목차 표시, 제목 인덱스 표시 및 전체 텍스트검색 기능과 오른쪽 화면으로 전환 간에 탭을 전환합니다.
화면 오른쪽에 텍스트 창이 활성화되어 있는경우 왼쪽 창으로 돌아갑니다.
화면 왼쪽에 목차가 활성화되어 있는 경우상단 또는 하단 항목을 선택합니다.
화면 오른쪽에 텍스트 창이 활성화되어 있는경우 다음 링크로 이동합니다.
마지막으로 표시한 페이지를 선택합니다.
마지막으로 표시된 페이지 선택 기능을 사용한경우 다음 페이지로 이동합니다.
한 페이지 위로 이동합니다.
한 페이지 아래로 이동합니다.

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 217
소프트 키 기능
목차를 표시하거나 숨깁니다.
전체 화면 표시와 축소된 표시 사이를 전환합니다. 축소된 표시에서는 나머지 컨트롤 창의 일부만 표시됩니다.
내부적으로 포커스가 컨트롤 애플리케이션으로전환되므로 TNCguide가 열리면 컨트롤을 작동시킬 수 있습니다. 전체 화면을 활성화하면 포커스가 변경되기 전에 창 크기가 자동으로 축소됩니다.
TNCguide 종료
제목 인덱스제목 인덱스(Index[인덱스] 탭)에는 설명서의 가장 중요한 항목이나열됩니다. 마우스 또는 화살표 키를 사용하여 해당 항목을 직접선택할 수 있습니다.
왼쪽이 활성화되어 있습니다.
인덱스 탭을 선택합니다.
화살표 키 또는 마우스를 사용하여 원하는 키워드를 선택합니다.
다른 방법:
처음 몇 문자를 입력합니다.
제목 인덱스가 동기화되고 제목을 보다 쉽게 찾을 수 있는 목록이 만들어집니다.
ENT 키를 사용하여 선택한 키워드에 대한 정보를 호출합니다.

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
218 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
전체 텍스트 검색찾기 탭에서 전체 TNCguide에서 특정 단어를 검색할 수 있습니다.
왼쪽이 활성화되어 있습니다.
찾기 탭을 선택합니다.
찾기: 입력 필드를 활성화합니다.
검색 단어를 입력합니다.
ENT 키를 누릅니다.
그러면 해당 단어가 들어 있는 모든 소스가 나열됩니다.
화살표 키를 사용하여 원하는 소스로 이동합니다.
ENT 키를 눌러 선택한 소스로 이동합니다.
전체 텍스트 검색은 단일 단어에만 사용할 수 있습니다.
제목에서만 검색 기능을 활성화한 경우, 제목만 검색하고 본문을 무시합니다. 이 기능을 활성화하려면 마우스를 사용하거나 해당 기능을 선택한 다음 스페이스 바를눌러 승인합니다.

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 219
최신 도움말 파일 다운로드하이덴하인 홈 페이지에서 컨트롤 소프트웨어에 대한 도움말을 찾을 수 있습니다.http://content.heidenhain.de/doku/tnc_guide/html/en/index.html다음과 같이 적합한 도움말 파일로 이동합니다.
TNC 컨트롤
시리즈(예: TNC 600)
원하는 NC 소프트웨어 번호(예: TNC 620 (81760x-04)
TNCguide 온라인 도움말 테이블에서 원하는 언어 버전을 선택합니다.
ZIP 파일을 다운로드합니다.
ZIP 파일의 압축을 풉니다.
압축을 푼 CHM 파일을 TNC:\tncguide\en 디렉터리 또는 컨트롤의 해당 언어 하위 디렉터리로 이동합니다.
TNCremo를 사용하여 .chm 파일을 컨트롤로 이동하는경우 확장자가 .chm인 파일에 대해 이진 모드를 선택합니다.

프로그래밍 보조 기능 | TNCguide 문맥 감지형 도움말 시스템 5
220 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
언어 TNC 디렉터리
독일어 TNC:\tncguide\de
영어 TNC:\tncguide\en
체코어 TNC:\tncguide\cs
프랑스어 TNC:\tncguide\fr
이탈리아어 TNC:\tncguide\it
스페인어 TNC:\tncguide\es
포르투갈어 TNC:\tncguide\pt
스웨덴어 TNC:\tncguide\sv
덴마크어 TNC:\tncguide\da
핀란드어 TNC:\tncguide\fi
네덜란드어 TNC:\tncguide\nl
폴란드어 TNC:\tncguide\pl
헝가리어 TNC:\tncguide\hu
러시아어 TNC:\tncguide\ru
중국어(간체) TNC:\tncguide\zh
중국어(번체) TNC:\tncguide\zh-tw
슬로베니아어 TNC:\tncguide\sl
노르웨이어 TNC:\tncguide\no
슬로바키아어 TNC:\tncguide\sk
한국어 TNC:\tncguide\kr
터키어 TNC:\tncguide\tr
루마니아어 TNC:\tncguide\ro

6공구

공구 | 공구 관련 데이터 입력 6
222 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
6.1 공구 관련 데이터 입력
이송 속도 F이송 속도 F는 공구 중심점이 이동하는 속도입니다. 최고 이송 속도는 개별 축마다 다를 수 있으며 기계 파라미터에 설정되어 있습니다.
입력이송 속도는 T 블록과 모든 위치결정 블록에서 입력할 수 있습니다.
추가 정보: "에서 DIN/ISO의 프로그래밍 공구 이동", 페이지 156
해상도를 이유로 밀리미터 프로그램에서는 이송 속도 F를 mm/min단위로 입력하고 인치 프로그램에서는 1/10 inch/min 단위로 입력합니다.
급속 이송급속 이송을 프로그래밍하려면 G00을 입력합니다.
급속 이송으로 기계를 이동하려면 해당하는 숫자값,즉 G01 F30000을 프로그래밍해도 됩니다. 이 급속 이송은 G00와는 달리 새 이송 속도를 프로그래밍할 때까지개별 블록뿐 아니라 모든 블록에 적용된 상태로 유지됩니다.
효과 지속 시간숫자값으로 입력한 이송 속도는 다른 이송 속도가 적용된 블록에도달할 때까지 적용된 상태로 유지됩니다. G00는 프로그래밍된 블록에 대해서만 적용됩니다. G00를 적용한 블록이 실행되면 이송 속도는 숫자값으로 입력한 마지막 이송 속도로 돌아갑니다.
프로그램 실행 중 변경이송 속도 분압기 F를 사용하여 프로그램 실행 중에 이송 속도를조정할 수 있습니다.
이송 속도 분압기는 컨트롤에 의해서 계산된 이송 속도를 낮추지않고 프로그래밍된 이송 속도만 낮춥니다.

공구 | 공구 관련 데이터 입력 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 223
스핀들 회전속도 S스핀들 속도 S는 T 블록(공구 호출)에 RPM(분당 회전수)으로 입력됩니다. 이 속도 대신 절삭 속도 Vc를 분당 미터(m/min) 단위로 정의해도 됩니다.
프로그래밍된 변경 사항NC 프로그램에서 스핀들 속도만 입력하여 T 블록의 스핀들 속도를변경할 수 있습니다.
스핀들 속도를 프로그래밍하려면 알파벳 키보드에서 S 키를 누릅니다.
새 스핀들 속도를 입력합니다.
공구축을 지정하지 않고 T 블록에 이미 삽입된 공구의번호를 입력하면 스핀들 속도만 변경됩니다.
T 블록에 공구축도 입력된 경우, 대체 공구가 정의되었으면 대체 공구가 삽입됩니다.
프로그램 실행 중 변경스핀들 속도 분압기 S를 사용하여 프로그램 실행 중에 스핀들 속도를 조정할 수 있습니다.

공구 | 공구 데이터 6
224 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
6.2 공구 데이터
공구 보정 요구 사항공작물 드로잉에서 치수를 표시하기 때문에 대개 경로 윤곽의 좌표를 프로그래밍합니다. 컨트롤에서 공구 중심점(즉, 공구 보정)을 계산하도록 하려면 사용하는 각 공구의 길이와 반경도 입력해야 합니다.
공구 데이터는 G99를 사용하여 파트 프로그램에 직접 입력하거나공구 테이블에서 별도로 입력할 수 있습니다. 공구 테이블에서는특정 공구에 대해 추가 데이터를 입력할 수도 있습니다. 컨트롤에서는 파트 프로그램을 실행할 때 공구에 대해 입력한 모든 데이터를 고려합니다.
공구 번호, 공구 이름각 공구는 0에서 32767 사이의 번호로 식별됩니다. 공구 테이블을사용 중인 경우에는 각 공구에 대해 공구 이름도 입력할 수 있습니다. 공구 이름은 최대 32자까지 입력할 수 있습니다.
허용되는 특수 문자: # $ % & , - _ . 0 1 2 3 4 5 6 7 8 9@ A B C D E F G H I J K L M N O P Q R S T U V W XY Z
소문자는 저장하는 동안 해당 대문자로 자동 대체됩니다.
허용되지 않는 문자: <Leerzeichen> ! " ‘ ( ) * + : ; < => ? [ / ] ^ ` { | } ~
공구 번호 0은 길이 L=0이고 반경 R=0인 제로 공구로 자동 정의됩니다. 공구 테이블에서는 T0 공구도 L=0 및 R=0으로 정의해야 합니다.
공구 길이 L공구 기준점을 참조하여 공구 길이 L을 절대값으로 입력해야 합니다. 멀티축 가공 관련 다양한 기능을 수행하려면 전체 공구 길이는필수 요소입니다.
공구 반경 R공구 반경 R을 직접 입력할 수 있습니다.

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 225
길이 및 반경의 보정값보정값은 공구 길이 및 반경의 보정량입니다.
양의 보정값은 공구의 보정량을 나타냅니다(DL, DR>0). 여유량을사용하여 가공 데이터를 프로그래밍하는 경우 보정량 값을 TOOLCALLT에 입력합니다.
음의 보정값은 공구의 언더사이즈를 나타냅니다(DL, DR<0). 언더사이즈는 마모에 대해 공구 테이블에 입력합니다.
보정값은 보통 숫자값으로 입력합니다. T 블록에서 값을 Q 파라미터에 지정할 수도 있습니다.
입력 범위: 보정값은 최대 ±99.999mm까지 입력할 수 있습니다.
공구 테이블의 보정값은 삭제 시뮬레이션의 그래픽 표시에 영향을 줍니다.
T 블록의 보정 값은 시뮬레이션 중에 공구의 표시 크기를 변경하지 않습니다. 그러나 프로그램된 보정값은 시뮬레이션에서 정의된 값만큼 공구를 이동시킵니다.
T 블록의 보정 값은 progToolCallDL(No. 124501) 선택적 기계 파라미터에 따라 위치 표시에 영향을 줍니다.
NC 프로그램에 공구 데이터 입력
기계 설명서를 참조하십시오.
기계 제작 업체에서 G99 기능의 범위를 결정합니다.
특정 공구의 번호, 길이 및 반경은 파트 프로그램의 G99 블록에서정의됩니다.
TOOL DEF 키를 눌러 공구 정의를 선택합니다.
공구 번호: 각 공구는 해당 공구 번호로 고유하게식별됩니다.
공구 길이: 공구 길이의 보정값입니다.
공구 반경: 공구 반경의 보정값입니다.
프로그래밍 대화 상자에서 원하는 축 소프트 키를 누르면 공구 길이 및 공구 반경 값을 직접 입력 행으로 전송할 수 있습니다.
예
N40 G99 T5 L+10 R+5*

공구 | 공구 데이터 6
226 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 테이블테이블에 공구 데이터 입력공구 테이블에 공구 및 공구 데이터를 최대 32,767개까지 정의 및저장할 수 있습니다. 이 장 뒷부분의 편집 기능을 참조하십시오.
다음의 경우 공구 테이블을 사용해야 합니다.
다단 드릴과 같이 인덱싱된 공구에서 복수의 길이 보정값을 사용하려는 경우추가 정보: "인섹싱된 공구", 페이지 227
기계에 자동 공구 교환 장치가 있는 경우
가공 사이클 G122를 적용하려는 경우자세한 내용: 사이클 프로그래밍 사용 설명서
가공 사이클 251 ~ 254를 사용하려는 경우자세한 내용: 사이클 프로그래밍 사용 설명서
알림주의: 데이터가 손실될 수 있습니다!
공구 테이블에서 라인 0을 삭제하면 테이블의 구조가 파괴됩니다. 따라서 잠긴 공구가 더 이상 잠긴 것으로 인식되지 않아서 대체 공구 검색이 작동하지 않게 됩니다. 라인 0을 다시 삽입해도문제를 해결할 수 없습니다. 원본 공구 테이블이 영구적으로 손상되는 것입니다!
공구 테이블 복원
결함이 있는 공구 테이블에 새 라인 0을 추가합니다.
결함이 있는 공구 테이블을 복사합니다(예: toolcopy.t).
결함이 있는 공구 테이블을 삭제합니다(현재 tool.t).
복사된 공구 테이블을 tool.t로 복사합니다.
복사된 공구 테이블(toolcopy.t)을 삭제합니다.
하이덴하인 서비스 담당자에게 문의하십시오(NC 헬프라인).
모든 테이블 이름은 문자로 시작해야 합니다. 추가 테이블 생성 및 관리 시 이 점에 주의하십시오.
화면 레이아웃 키로 테이블 뷰를 선택할 수 있습니다. 목록 보기와 폼 보기 간에 선택할 수 있습니다.
파일이 열린 후 숨기기/ 정렬/ 열 등의 다른 설정을 할수 있습니다.

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 227
인섹싱된 공구다단 드릴, T-슬롯 밀링 커터, 측면 밀링 커터 및 일반적으로 복수의길이 및 반경 데이터를 입력해야 하는 모든 공구는 공구 테이블의단일 라인에 완전하게 정의할 수 없습니다. 테이블의 각 라인이 하나의 길이 및 하나의 반경을 정의할 수 있습니다.
공구에 여러 개의 보정 데이터를 할당하려면(공구 테이블 여러 줄)인덱싱된 공구 번호( T 5.1 등)를 기존 공구 정의(T 5)에 추가합니다. 따라서 테이블의 각 추가 라인은 원본 공구 번호, 마침표 및 인덱스(오름차순으로 1부터 9까지)로 구성됩니다. 원본 공구 테이블라인은 최대 공구 길이를 포함하며, 이후 테이블 라인의 공구 길이는 공구 홀더 지점에 대한 거리의 내림차순으로 부여됩니다.
인덱싱된 공구 번호(테이블 라인)를 생성하려면 다음을 수행하십시오.
공구 테이블을 엽니다.
Insert Line 소프트 키를 누릅니다.
컨트롤에 Insert Line 팝업 창이 열립니다.
새 라인 수 = 입력 필드에 추가할 라인 수를 입력합니다.
공구 번호 입력 필드에 원본 공구 번호를 입력합니다.
확인으로 승인합니다.
공구 테이블에 추가 라인이 추가됩니다.

공구 | 공구 데이터 6
228 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
빠른 공구 이름 검색:편집 소프트 키가 꺼짐으로 설정된 경우 공구 이름을 검색할 수 있습니다. 다음과 같이 진행합니다.
공구 이름의 처음 몇 문자를 입력합니다. 예: MI입력한 텍스트가 포함된 대화 상자가 표시되고 첫 번째 일치 위치로 바로 이동합니다.
검색 결과의 범위를 좁히기 위한 추가 문자를 입력합니다. 예:MILL입력한 검색 문자열과 일치하는 항목을 컨트롤에서 더 이상 발견할 수 없는 경우 마지막 입력한 문자(예: L)를 눌러서 화살표키를 사용할 때처럼 다음 일치하는 항목으로 바로 이동할 수 있습니다.
도구 호출 블록에서 공구 선택에 대해 더 빠른 검색을 사용할 수도있습니다.
공구 테이블: 표준 공구 데이터
약어 입력 대화 상자
T 프로그램에서 공구가 호출되는 번호(예: 5, 인덱싱된 공구:5.2)
-
NAME 프로그램에서 공구가 호출되는 이름(최대 32자, 모두 대문자, 공백 없음)
공구 이름?
L 공구 길이 L 공구 길이?
R 공구 반경 R 공구 반경?
R2 환상면 커터용 공구 반경 R2(구형 또는 환상면 커터를 사용한 가공 작업의 3D 반경 보정 또는 그래픽 표시에만 해당함)
공구 코너R?
DL 공구 길이 L의 보정값 공구 길이 보정량?
DR 공구 반경 R의 보정값 공구 반경 보정량?
DR2 공구 반경 R2의 보정값 공구의 모서리 반경?
TL 공구 잠금 설정(TL: Tool Locked) 공구 잠금 예=ENT/아니오=NOENT
RT 대체 공구로 사용 가능한 경우 대체 공구 번호(RT: 대체공구)
빈 필드 또는 0 입력은 대체 공구가 정의되지 않았음을 의미합니다.
대체 공구?
TIME1 최대 공구 사용시간(분 단위). 이 기능은 개별 기계 공구에따라 달라질 수 있습니다. 자세한 설명은 기계 설명서에나와 있습니다.
공구 최대 사용시간?
TIME2 공구 호출 중의 최대 공구 수명(분): 현재 공구 수명이 이값에 도달하거나 초과하면 다음 T 블록 중에 대체 공구가삽입됩니다(공구축이 지정된 경우).
공구 호출시 공구 최대 사용시간?
CUR_TIME 현재 공구 수명(분): 컨트롤에서 현재 공구 수명을 자동으로 계산합니다(CUR.TIME). CURrentTIME) 사용하는 공구에 대한 시작 값을 입력할 수 있습니다.
공구 사용 시간?
TYPE 공구 종류: 필드를 편집하려면 ENT 키를 누르십시오.GOTO 키를 누르면 공구 유형을 선택하기 위한 창이 열립니다(팝업 창을 열려면 공구 관리에서 선택 소프트 키를누름). 공구 종류를 지정하여 선택한 종류만 테이블에 표시되도록 표시 필터 설정을 지정할 수 있습니다.
공구 종류

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 229
약어 입력 대화 상자
DOC 공구에 대한 설명(최대 32자) 공구 설명
PLC PLC로 보낼 해당 공구 관련 정보 PLC 상태?
LCUTS 사이클 22, 233, 256, 257의 경우 공구의 날장 공구의 날장?
ANGLE 사이클 22 및 208에서 왕복 절입을 위한 공구의 최대 절입 각도
최대 절입각도?
NMAX 해당 공구의 스핀들 속도를 제한합니다. 프로그래밍된 값은 모니터링되어 오류 메시지가 표시되며 분압기를 통해샤프트 속도가 높아집니다. 기능 비활성화: –를 입력합니다.
입력 범위: 0 ~ +999 999, 기능이 활성화되지 않은 경우:–를 입력합니다.
최대 속도 [rpm]
LIFTOFF 컨트롤에서 윤곽에 정지 기호가 남지 않도록 NC 정지 시양의 공구축 방향으로 공구를 후퇴시켜야 하는지 여부 정의. Y를 정의하는 경우 컨트롤에서는 공구를 윤곽에서 후퇴시킵니다. 단, 이렇게 하려면 M148이 활성화되어 있어야 합니다.
추가 정보: "NC 정지 시 윤곽에서 자동으로 공구 후퇴:M148", 페이지 457
후퇴 허용 여부 예=ENT/아니오=NOENT
TP_NO 터치 프로브 테이블에서 터치 프로브 수에 대한 참조 터치 프로브 수
T-ANGLE 공구의 점 각도. 센터링 사이클(사이클 240)에서 직경 항목으로부터의 센터링 깊이를 계산하는 데 사용됩니다.
점 각도
PITCH 공구의 나사산 피치. 탭핑 사이클(사이클 206, 사이클 207및 사이클 209)에서 사용됩니다. 양의 대수 기호는 오른쪽방향 나사산을 의미합니다.
공구 나사산 피치?
LAST_USE 마지막으로 T 블록을 통해 공구를 마지막 삽입한 날짜 및시간
마지막 공구 호출 날짜/시간
PTYP 포켓 테이블에서 평가할 공구 종류
기능은 기계 제작업체에서 정의합니다. 기계 설명서를 참조하십시오.
포켓 테이블의 공구 종류?
ACC 해당 공구의 액티브 채터 컨트롤을 활성화 또는 비활성화합니다(페이지 468).
입력 범위: N(비활성) 및 Y(활성)
ACC 활성화? 예=ENT/아니오=NOENT
운동 선택 소프트 키를 눌러 공구 캐리어 역학을 표시하고(공구관리에서 선택 소프트 키를 누름) 확인 소프트 키를 눌러파일 이름 및 경로를 승인합니다.추가 정보: "파라미터가 있는 공구 캐리어 할당",페이지 467
공구 캐리어 역학
OVRTIME 공구 수명을 초과하는 시간(분)
추가 정보: "공구 수명 초과 시간", 페이지 244
기능은 기계 제작업체에서 정의합니다. 기계 설명서를 참조하십시오.
공구 사용 시간이 만료됨

공구 | 공구 데이터 6
230 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 테이블: 자동 공구 측정에 필요한 공구 데이터
기계 설명서를 참조하십시오.
기계 제작업체는 R-OFFS 오프셋이 CUT 0인 공구를 고려하는지 여부를 정의합니다.
약어 입력 대화 상자
CUT 날 수(최대 99개) 공구의 날 수?
LTOL 마모 탐지를 위해 공구 길이 L로부터 허용 가능한 편차. 입력한 값을 초과하는 경우 컨트롤이 공구를 잠급니다(상태L). 입력 범위: 0 ~ 0.9999mm
마모 허용량: 길이?
RTOL 마모 탐지를 위해 공구 반경 R로부터 허용 가능한 편차.입력한 값을 초과하는 경우 컨트롤이 공구를 잠급니다(상태 L). 입력 범위: 0 ~ 0.9999mm
마모 허용량: 반경?
R2TOL 마모 탐지를 위해 공구 반경 R2로부터 허용 가능한 편차입니다. 입력한 값을 초과하는 경우 컨트롤이 공구를 잠급니다(상태 L). 입력 범위: 0 ~ 0.9999mm
마모 허용량: 반경 2?
DIRECT 회전 중에 공구를 측정하기 위한 공구의 절삭 방향 절삭 방향 M4=ENT/M3=NOENT
R-OFFS 공구 길이 측정: 스타일러스 중심 및 공구 중심 간의 공구오프셋. 기본 설정: 입력된 값 없음(오프셋 = 공구 반경)
공구 보정: 반경?
L-OFFS 공구 반경 측정: offsetToolAxis를 비롯하여 스타일러스의상면과 공구 바닥면 사이의 공구 보정량. 기본값: 0
공구 보정: 길이?
LBREAK 파손 탐지를 위한 공구 길이 L의 허용 편차. 입력한 값을초과하는 경우 컨트롤이 공구를 잠급니다(상태 L). 입력 범위: 0 ~ 3.2767mm
파손 허용량: 길이?
RBREAK 파손 탐지를 위해 공구 반경 R로부터 허용 가능한 편차.입력한 값을 초과하는 경우 컨트롤이 공구를 잠급니다(상태 L). 입력 범위: 0 ~ 0.9999mm
파손 허용량: 반경?
자동 공구 측정을 관리하는 사이클의 설명
추가 정보: 사이클 프로그래밍 사용 설명서

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 231
공구 테이블 편집파트 프로그램을 실행하는 동안 활성 상태인 공구 테이블은TOOL.T로 지정되어 있으며 TNC:\table 디렉터리에 저장되어야합니다.
테스트 실행용으로 보관 또는 사용되는 다른 공구 테이블에는 확장자 .T가 붙는 다른 파일 이름이 지정됩니다. 기본적으로 테스트 실행 및 프로그래밍 모드의 경우 TOOL.T 공구 테이블도 사용됩니다.테스트 실행 모드에서 공구 테이블 소프트 키를 눌러 편집합니다.
공구 테이블 TOOL.T를 여는 방법:
원하는 기계 작동 모드를 선택합니다.
공구 테이블을 선택합니다. 공구 테이블 소프트키를 누릅니다.
편집 소프트 키를 켜짐으로 설정
공구 테이블을 편집하는 경우 선택한 공구는 잠깁니다.사용하고 있는 NC 프로그램에서 이 공구가 필요한 경우컨트롤에 메시지가 표시됩니다. 공구 테이블이 잠겨 있음.
새 공구가 생성되면 길이 및 반경 열은 수동으로 입력할때까지 빈 상태로 남아 있습니다. 새로 생성된 공구를 삽입하려고 시도하면 컨트롤에 의해 중단되고 오류 메시지가 나타납니다. 즉, 지오메트리 데이터를 아직 사용할 수없는 공구는 삽입할 수 없습니다.
키보드 또는 연결된 마우스를 사용하여 탐색 및 편집하려면 다음을수행하십시오.
화살표 키: 한 셀에서 다음 셀로 이동
ENT 키: 다음 셀로 바로 이동, 선택 필드의 경우: 선택 대화 상자를 엽니다.
셀을 마우스로 클릭: 셀로 이동
셀을 두 번 클릭: 커서를 셀에 배치, 선택 필드의 경우: 선택 대화상자를 엽니다.
소프트 키 공구 테이블의 편집 기능
테이블 시작 선택
테이블 끝 선택
테이블에서 이전 페이지 선택
테이블에서 다음 페이지 선택
텍스트 또는 번호 찾기
라인 시작 위치로 이동
라인 끝 위치로 이동

공구 | 공구 데이터 6
232 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
소프트 키 공구 테이블의 편집 기능
활성 필드 복사
복사한 필드 삽입
테이블 끝에 입력한 라인 번호(공구) 추가
정의 가능한 공구 번호가 포함된 라인 삽입
현재 라인(공구) 삭제
열 내용을 기준으로 공구 정렬
팝업 창에서 가능한 입력 항목을 선택합니다.
값 재설정
커서를 현재 셀에 배치합니다.
특정 공구 종류만 표시(필터 설정)테이블 필터 소프트 키를 누릅니다.
소프트 키로 원하는 공구 형식을 선택합니다.
그러면 선택한 유형의 공구만 표시됩니다.
필터 취소: 모든것을 표시 소프트 키를 누릅니다.
기계 설명서를 참조하십시오.
공작 기계 제작 업체에서는 기계의 요구 사항에 맞게 필터 기능을 조정합니다.
소프트 키 공구 테이블의 필터 기능
필터 기능 선택
필터 설정을 취소하고 모든 공구를 표시
기본 필터 사용
공구 테이블의 모든 드릴 표시
공구 테이블의 모든 커터 표시
공구 테이블의 모든 탭/나사산 커터 표시
공구 테이블의 모든 터치 프로브 표시

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 233
공구 테이블 열 숨기기 또는 정렬필요에 따라 공구 테이블 레이아웃을 조정할 수 있습니다. 표시해서는 안 되는 열은 간단하게 숨길 수 있습니다.
숨기기/ 정렬/ 열 소프트 키를 누릅니다.
화살표 키로 적절한 열 이름을 선택합니다.
열 숨기기 소프트 키를 눌러 테이블 뷰에서 해당 열을 제거합니다.
테이블에서 열 순서를 수정할 수도 있습니다.
앞으로 이동: 대화 상자에서 테이블의 열 순서를 수정할 수도 있습니다. 표시된 열:에서 강조 표시된 항목은 이 열 앞으로 이동합니다.
연결된 마우스나 컨트롤의 키보드를 사용하여 폼을 탐색합니다. 컨트롤의 키보드를 사용하여 탐색하는 방법:
탐색 키를 사용하여 입력 필드로 이동합니다.
화살표 키를 사용하여 입력 필드에서 탐색합니다.
팝 다운 메뉴를 열려면 GOTO 키를 누릅니다.
정지 열 수 기능을 사용하여 컨트롤이 화면 왼쪽 테두리에서 정지하는 열 수(0-3)를 결정할 수 있습니다. 이러한열은 테이블 내에서 오른쪽으로 탐색할 때 보이는 상태로 유지됩니다.
다른 공구 테이블 열기프로그래밍 작동 모드를 선택합니다.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
파일을 선택하거나 새 파일 이름을 입력합니다.ENT 키 또는 선택 소프트 키를 눌러 입력을 승인합니다.
공구 테이블을 연 후에는 화살표 키나 소프트 키를 사용하여 커서를 테이블의 원하는 위치로 이동하여 공구 데이터를 편집할 수 있습니다. 저장된 값을 덮어쓸 수도 있고 원하는 위치에 새 값을 입력할 수도 있습니다.
추가 정보: "공구 테이블 편집", 페이지 231
다른 모든 공구 테이블 종료파일 관리자를 호출하고 NC 프로그램 등 다른 형식의 파일을 선택합니다.

공구 | 공구 데이터 6
234 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 테이블 가져오기
기계 설명서를 참조하십시오.
기계 제작업체는 적응 NC 프로그램 / 테이블 기능을 조정할 수 있습니다.
기계 제작업체는 예를 들어 테이블 및 NC 프로그램에서움라우트를 자동으로 제거할 수 있는 업데이트 규칙을정의할 수 있습니다.
iTNC 530의 공구 테이블을 내보내 TNC 620으로 가져오는 경우해당 형식과 내용을 조정해야 공구 테이블을 사용할 수 있습니다.TNC 620에서 적응 NC 프로그램 / 테이블 기능을 사용하여 간편하게 공구 테이블을 조정할 수 있습니다. 컨트롤은 가져온 공구 테이블 내용을 TNC 620에 유효한 형식으로 변환하고 변경 내용을 선택된 파일에 저장합니다.
다음 절차를 수행하십시오:
iTNC 530의 공구 테이블을 TNC:\table 디렉터리에 저장합니다.
프로그래밍 작동 모드를 선택합니다.
PGM MGT 키를 누릅니다.
가져올 공구 테이블로 커서를 이동합니다.
더 많은 기능 소프트 키를 누릅니다.
적응 NC 프로그램 / 테이블 소프트 키를 누릅니다.
선택된 공구 테이블을 덮어쓸 것인지를 묻는 메시지가 표시됩니다.
삭제 소프트 키를 누릅니다.
다른 방법: 덮어쓰려면 확인 소프트 키를 누릅니다.
변환된 파일을 열고 내용을 확인합니다.
공구 테이블의 새 열이 녹색으로 강조 표시됩니다.
원격 업데이트 정보 소프트 키를 누릅니다.
녹색 열이 다시 흰색으로 표시됩니다.

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 235
공구 테이블의 이름 열에서는 다음 문자가 허용됩니다.# $ % & , - . 0 1 2 3 4 5 6 7 8 9 @ A B C D E F G H IJ K L M N O P Q R S T U V W X Y Z _ 가져오는 동안 쉼표는 마침표로 변환됩니다.
같은 이름의 외부 테이블을 가져오면 활성 공구 테이블을 덮어씁니다. 데이터 손실을 방지하기 위해 가져오기를 시작하기 전에 원본 공구 테이블을 백업하십시오!
파일 관리자를 사용하여 공구 테이블을 복사하는 절차는파일 관리 섹션에 설명되어 있습니다.
추가 정보: "테이블 복사", 페이지 174
iTNC 530 공구 테이블을 가져오는 경우 모든 정의된 공구 종류도 전송됩니다. 존재하지 않는 공구 종류는 정의되지 않음 종류로 가져옵니다. 가져오기 후 공구 테이블을 확인하십시오.

공구 | 공구 데이터 6
236 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
외부 Pc에서 공구 데이터 덮어쓰기
애플리케이션하이덴하인의 데이터 전송 소프트웨어인 TNCremo를 사용하면 외부 PC를 통해 공구 데이터를 간편하게 덮어쓸 수 있습니다 .
추가 정보: "데이터 전송용 소프트웨어", 페이지 683
이 적용 사례는 외부 공구 프리세터에서 공구 데이터를 결정한 다음 이 데이터를 컨트롤로 전송하려는 경우에 발생합니다.
요구 사항옵션 18 HEIDENHAIN DNC에 더하여, TNCremo(버전 3.1부터)이TNCremoPlus 기능에 필요합니다.
절차TOOL.T 공구 테이블을 컨트롤(예: TST.T)에 복사합니다.
PC에서 데이터 전송 소프트웨어 TNCremo를 시작합니다.
컨트롤에 연결
복사한 공구 테이블 TST.T를 PC로 전송합니다.
텍스트 편집기를 사용하여 변경할 행 및 열만 포함되도록 TST.T를 줄입니다(그림 참조). 헤더는 변경하지 않아야 하며 열의 데이터는 정제되어 있어야 합니다. 공구 번호(열 T)는 연속적이지않아도 됩니다.
TNCremo에서 <Extras> 및 <TNCcmd> 메뉴 항목을 선택하면TNCcmd가 시작됩니다.
TST.T 파일을 컨트롤로 전송하려면 다음 명령을 입력하고Return 키를 눌러 승인합니다(그림 참조). put tst.t tool.t /m
전송 중에는 서브 파일(TST.T)에 정의되어 있는 공구 데이터만 덮어씁니다. TOOL.T 테이블의 다른 모든 공구 데이터는 변경되지 않고 그대로 유지됩니다.
파일 관리자를 사용하여 공구 테이블을 복사하는 절차는파일 관리에 설명되어 있습니다.
추가 정보: "테이블 복사", 페이지 174

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 237
공구 변경자의 포켓 테이블
기계 설명서를 참조하십시오.
기계 제작 업체에서는 기계의 요구 사항에 맞게 포켓 테이블 기능을 조정합니다.
자동으로 공구를 변경하려면 포켓 테이블이 필요합니다. 포켓 테이블에서 공구 변경자의 지정을 관리합니다. 포켓 테이블은 TNC:\table 디렉터리에 있습니다. 기계 제작 업체는 포켓 테이블의 이름, 경로 및 내용을 수정할 수 있습니다. 테이블 필터 메뉴에서 소프트 키를 사용하여 다양한 뷰를 선택할 수도 있습니다.
프로그램 실행 작동 모드에서 포켓 테이블 편집공구 테이블을 선택합니다. 공구 테이블 소프트키를 누릅니다.
포켓 테이블 소프트 키를 누릅니다.
편집 소프트 키를 켜짐으로 설정합니다. 기계에따라 이 작업은 불필요하거나 불가능할 수 있습니다. 기계 설명서를 참조하십시오.

공구 | 공구 데이터 6
238 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그래밍 모드에서 포켓 테이블 선택프로그래밍 작동 모드에서 포켓 테이블을 선택하려면 다음을 수행하십시오.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
모든것을 표시 소프트 키를 누릅니다.
파일을 선택하거나 원하는 파일 이름을 새로 입력합니다.
ENT 키 또는 선택 소프트 키를 눌러 입력을 승인합니다.
약어 입력 대화 상자
P 공구 매거진의 공구 포켓 번호 -
T 공구 번호 공구 번호?
RSV 상자 매거진용 포켓 예약 포켓 예약 여부: 예= ENT/아니오 =NOENT
ST 특수 공구(ST): 실제 포켓 앞뒤로 여러 개의 포켓이 있는 경우이러한 추가 포켓을 L 열(상태 L)에서 잠가야 합니다.
특수 공구?
F 공구가 항상 공구 매거진의 같은 포켓으로 돌아옵니다. 고정된 포켓 예 =ENT/아니오 = NOENT
L 잠긴 포켓(L: Locked) 포켓 잠금 여부 예 =ENT/아니오 = NOENT
DOC TOOL.T의 공구 주석 표시 -
PLC PLC로 보낼 해당 공구 포켓 관련 정보 PLC 상태?
P1 ... P5 기능은 기계 제작 업체에서 정의합니다. 자세한 내용은 기계 공구 설명서를 참조하십시오.
값?
PTYP 공구 종류. 기능은 기계 제작 업체에서 정의합니다. 자세한 내용은 기계 공구 설명서를 참조하십시오.
포켓 테이블의 공구 종류?
LOCKED_ABOVE 상자 매거진: 포켓을 위쪽에서 잠금 포켓을 위쪽에서 잠금?
LOCKED_BELOW 상자 매거진: 포켓을 아래쪽에서 잠금 포켓을 아래쪽에서 잠금?
LOCKED_LEFT 상자 매거진: 포켓을 왼쪽에서 잠금 포켓을 왼쪽에서 잠금?
LOCKED_RIGHT 상자 매거진: 포켓을 오른쪽에서 잠금 포켓을 오른쪽에서 잠금?

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 239
소프트 키 포켓 테이블용 편집 기능
테이블 시작 선택
테이블 끝 선택
테이블에서 이전 페이지 선택
테이블에서 다음 페이지 선택
포켓 테이블 재설정
옵션 기계 파라미터enableReset(No.106102)에따라
공구 번호 T 열 재설정
기계 파라미터 showResetColumnT(No.)에 따라
라인 시작 위치로 이동
라인 끝 위치로 이동
공구 변경 시뮬레이션
공구 테이블에서 공구를 선택합니다. 컨트롤에서 공구 테이블의 내용을 표시합니다. 화살표 키를 사용하여 공구를 선택하고 확인을 눌러 포켓테이블로 전송합니다.
값 재설정
커서를 현재 셀에 배치합니다.
뷰 정렬
기계 설명서를 참조하십시오.
기계 제작 업체에서는 다양한 표시 필터에 대한 기능, 속성 및 지정 사항을 정의합니다.

공구 | 공구 데이터 6
240 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 데이터 호출공구를 G99 블록 또는 공구 테이블에 정의해야 공구를 호출할 수있습니다.
NC 프로그램의 T 블록은 다음 데이터로 프로그래밍됩니다.
TOOL CALL 키를 누릅니다.
공구 번호: 공구의 번호나 이름을 입력합니다.공구 이름 소프트 키를 사용하면 이름을 입력할수 있습니다. QS 소프트 키를 사용하면 문자열파라미터를 입력할 수 있습니다. 공구 이름 앞뒤에는 자동으로 따옴표가 붙습니다. 공구 이름을문자열 파라미터에 먼저 할당해야 합니다. 이름은 항상 활성 공구 테이블 TOOL.T의 항목을 참조합니다.
다른 방법: 선택 소프트 키를 누릅니다.
TOOL.T 공구 테이블에서 직접 공구를 선택할 수있는 창이 열립니다.
다른 보정 값을 사용하여 공구를 호출하려면 소수점 및 그 뒤에 공구 테이블에서 정의한 인덱스를 입력하십시오.
스핀들 축 X/Y/Z 사용: 공구 축 입력
스핀들 속도 S: 스핀들 속도 S를 분당 회전수(rpm) 단위로 입력합니다. 또는 이 속도 대신 절삭 속도 Vc를 분당 미터(m/min) 단위로 정의해도됩니다. VC 소프트 키를 누릅니다.
이송 속도 F: 이송 속도 F를 분당 밀리미터(mm/min)로 입력합니다. 이송 속도는 위치결정 블록이나 T 블록에서 새 이송 속도를 프로그래밍하기전까지 유효합니다.
공구 길이 보정량 DL: 공구 길이의 보정값을 입력합니다.
공구 반경 보정량 DR: 공구 반경의 보정값을 입력합니다.
공구 반경 보정량 DR2: 공구 반경 2의 보정 값을입력합니다.
공구축을 지정하지 않고 T 블록에 이미 삽입된 공구의번호를 입력하면 스핀들 속도만 변경됩니다.
T 블록에 공구축도 입력된 경우, 대체 공구가 정의되었으면 대체 공구가 삽입됩니다.

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 241
팝업 창에서 공구 선택공구 선택용 팝업 창을 열면 공구 매거진에서 사용 가능한 모든 공구가 녹색으로 표시됩니다.
팝업 창에서 공구를 검색할 수 있습니다.
GOTO 키를 누릅니다.
다른 방법: 찾기 소프트 키를 누릅니다.
공구 이름 또는 공구 번호를 입력합니다.
ENT 키를 누릅니다.
컨트롤이 입력된 검색 문자열과 일치하는 첫 번째 공구로 이동합니다.
다음 기능은 연결된 마우스를 통해 사용할 수 있습니다.
테이블 헤드의 열을 클릭하여 오름차순 또는 내림차순으로 데이터를 정렬할 수 있습니다.
테이블 헤드의 열을 클릭하고 마우스 키를 아래로 누른 상태에서 이동시키면 원하는 순서로 열을 정렬할 수 있습니다.
공구 번호 검색 및 공구 이름 검색을 위해 표시되는 팝업 창을 따로구성할 수 있습니다. 컨트롤이 꺼졌을 때 공구 정렬 순서 및 열 폭이 보존됩니다.
공구 호출공구축 Z에서 스핀들 속도가 2500rpm이고 이송 속도가 350mm/min인 공구 번호 5를 호출합니다. 공구 길이 및 공구 반경 2는 0.2와 0.05mm의 오버사이즈로, 공구 반경은 1mm 언더사이즈로 프로그래밍되어야 합니다.
예
N20 T 5.2 G17 S2500 DL+0.2 DR-1*
L, R 및 R2 앞에 있는 문자 D는 보정 값을 지정합니다.
공구 사전 선택
기계 설명서를 참조하십시오.
G51과 공구 사전 선택 기능은 개별 공작 기계에 따라 달라질 수 있습니다.
공구 테이블을 사용 중인 경우 G51 블록을 사용하여 다음 공구를미리 선택합니다. 공구 번호 또는 해당하는 Q 파라미터를 입력하거나, 공구 이름을 따옴표에 넣어 입력합니다.

공구 | 공구 데이터 6
242 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 변경
ATC(Automatic Tool Change)
기계 설명서를 참조하십시오.
공구 변경 기능은 개별 기계에 따라 달라질 수 있습니다.
공작 기계에 ATC(Automatic Tool Change) 기능이 있는 경우, 프로그램 실행은 중단되지 않습니다. 컨트롤에서는 T에 도달하면 삽입된 공구를 공구 매거진의 다른 공구로 바꿉니다.
공구 사용 시간 만료 시 ATC(Automatic Tool Change): M101
기계 설명서를 참조하십시오.
M101 기능은 개별 기계에 따라 달라질 수 있습니다.
지정된 공구 사용 시간이 만료되면 대체 공구가 자동으로 삽입되고 이 공구를 사용하여 계속해서 가공됩니다. 그러려면 보조 기능M101을 활성화합니다. 그러면 M101이 M102로 재설정됩니다.
만료 후 대체 공구를 통해 가공이 계속되도록 지정할 공구 사용 시간을 공구 테이블의 TIME2 열에 입력합니다. CUR_TIME 열에 현재공구 사용 시간이 자동 입력됩니다. 현재 공구 사용 시간이 TIME2열에 입력된 값보다 큰 경우, 공구 사용 시간 만료 후 1분 이내에 프로그램의 가능한 다음 지점에 대체 공구가 삽입됩니다. 이 변경은NC 블록이 완료된 후에만 발생합니다.
컨트롤은 프로그램 내의 적합한 지점에서 ATC(Automatic ToolChange)를 수행합니다. ATC(Automatic Tool Change)는 다음의 경우 수행되지 않습니다.
가공 사이클 실행 도중
반경 보정(G41/G42)이 활성 상태인 경우
접근 기능 APPR 직후
후진 기능 DEP 직후
G24 및 G25의 직전 및 직후
매크로 실행 도중
공구 변경 실행 도중
T 블록 또는 G99 직후
SL 사이클 실행 도중

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 243
알림충돌 주의!
M101을 통한 자동 공구 변경 중에 컨트롤은 항상 공구축의 공구를 먼저 후퇴시킵니다. 측면 밀링 커터 또는 T-슬롯 밀링 커터등 언더컷 가공을 위해 공구를 후퇴시킬 때 충돌의 위험이 있습니다!
M102를 사용하여 공구 변경을 비활성화하십시오.
기계 제작업체에서 달리 지정하지 않은 한, 공구 변경 후 다음 로직에 따라 공구가 위치결정됩니다.
공구축의 대상 위치가 현재 위치보다 낮으면 공구축이 마지막으로 위치결정됩니다.
공구축의 대상 위치가 현재 위치보다 높으면 공구축이 맨 먼저위치결정됩니다.
NC 프로그램에 따라 공구 사용 시간 확인 및 ATC(Automatic ToolChange) 계산으로 인해 가공 시간이 길어질 수 있습니다. 이 현상은 옵션 입력 요소 BT(블록 허용 공차)를 사용하여 상쇄할 수 있습니다.
M101 기능을 입력하면 컨트롤에서 BT를 요청하여 대화 상자를 유지합니다. 이 대화 상자에서 ATC(Automatic Tool Change)가 지연될 수 있는 NC 블록 수(1~100)를 정의하십시오. 결과적으로 발생하는 공구 변경 지연 기간은 NC 블록 내용(예: 이송 속도, 경로)에 따라 다릅니다. BT를 정의하지 않으면 해당하는 경우 기계 제작업체가 정의한 기본값인 1이 사용됩니다.
BT 값이 높을수록 M101 기능을 통해 연장되는프로그램 기간이 더 짧게 적용됩니다. 이 기능은ATC(automatic tool change)를 지연시킵니다!
수식 BT = 10: NC 블록의 평균 가공 시간(초)을 사용하여 BT에 적합한 시작 값을 계산합니다. 다음 홀수 정수로 반올림합니다. 계산 결과가 100을 넘으면 최대 입력값 100을 사용하십시오.
현재 공구 사용 시간을 재설정하려면(예: 인덱스 가능한삽입을 변경한 후) CUR_TIME 열에 0을 입력하십시오.

공구 | 공구 데이터 6
244 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 수명 초과 시간
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
계획한 공구 수명이 끝났을 때 공구 상태는 예를 들어 공구 유형, 가공 방법 및 공작물 재료에 따라 달라집니다. 공구 테이블의OVRTIME[초과 시간] 열에 공구가 공구 수명 내에서 사용하도록 허용되는 시간(분)을 입력합니다.
기계 제작업체는 이 열이 활성화되는지 여부 및 공구 검색 중에 사용되는 방법을 지정합니다.
표면 법선 벡터 및 3D 보정을 포함하는 NC 블록의 사전 요구 사항대체 공구의 활성 반경(R + DR)은 원래 공구의 반경과 달라서는 안됩니다. 보정값(DR)은 공구 테이블 또는 T 블록에서 입력할 수 있습니다. 편차가 있는 경우 오류 메시지가 표시되며 공구가 바뀌지않습니다. M 기능 M107을 사용하면 이 메시지가 표시되지 않으며M108을 사용하면 메시지가 다시 활성화됩니다.

공구 | 공구 데이터 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 245
공구 사용 테스트
요구 사항
기계 설명서를 참조하십시오.
공구 사용 테스트 기능은 기계 제작업체에서 활성화해야합니다.
공구 사용 시험을 수행하려면 MOD 메뉴에서 Create tool usagefiles[공구 사용 파일 생성]를 활성화해야 합니다.
추가 정보: "공구 사용 파일", 페이지 672
공구 사용 파일 생성MOD 메뉴의 설정에 따라 공구 사용 파일을 생성하는 다음과 같은옵션이 있습니다.
시험 주행 작동 모드에서 NC 프로그램을 완전히 시뮬레이션
프로그램 실행, 전체 시퀀스/싱글 블록 작동 모드에서 NC 프로그램을 완전히 실행
시험 주행 작동 모드에서 생성하다 도구 사용법 파일 소프트 키를 누릅니다(시뮬레이션 없이도 가능).
공구 사용법 파일은 동일한 디렉터리에 NC 프로그램으로 생성됩니다. 다음과 같은 정보를 포함하고 있습니다.
열 의미
TOKEN TOOL: 공구 호출당 공구 사용 시간. 항목은 시간순으로 나열됩니다.
TTOTAL: 총 공구 사용 시간
STOTAL: 서브프로그램 호출. 항목은 시간순으로 나열됩니다.
TIMETOTAL: NC 프로그램의 총 가공 시간이 WTIME 열에 입력됩니다. 컨트롤에서는 PATH 열에 해당 NC 프로그램의 경로 이름을 저장합니다. TIME 열에는 모든 TIME 항목의 합계가 표시됩니다. 다른 모든 열은 0으로 설정됩니다.
TOOLFILE: PATH 열에는 시험 주행에서사용한 공구 테이블의 경로 이름이 저장됩니다. 그러면 실제 공구 사용 테스트중에 TOOL.T를 사용하여 시험 주행을 수행했는지 여부를 알 수 있습니다.
TNR 공구 번호(–1: 공구는 아직 삽입되지 않음)
IDX 공구 인덱스
NAME 공구 테이블의 공구 이름
TIME 공구 사용 시간(초)(급속 이송이 없는 경우의 이송 시간)
WTIME 공구 사용 시간(초)-공구 변경 간 총 사용 시간
RAD 공구 테이블의 공구 반경 R 및 공구 반경DR 보정량. (mm 단위)
BLOCK T 블록을 프로그래밍한 블록 번호
공구 | 공구 데이터 6
246 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
열 의미
PATH TOKEN = TOOL: 활성 주 프로그램 또는서브프로그램의 경로 이름
TOKEN = STOTAL: 서브프로그램의 경로 이름
T 공구 인덱스를 사용한 공구 번호
OVRMAX 가공 중 발생한 최대 이송 속도 재지정. 시험 주행 시 컨트롤에서 값이 100(%)으로 입력됩니다.
OVRMIN 가공 중 발생한 최소 이송 속도 재지정. 시험 주행 시 컨트롤에서 값이 -1로 입력됩니다.
NAMEPROG 0: 공구 번호가 프로그래밍되어 있음
1: 공구 이름이 프로그래밍되어 있음
공구 사용 시간은 pgmname.I.T.DEP 확장자가 지정되어 별도의 파일에 저장됩니다. 이 파일은 dependentFiles (no. 122101) 기계 파라미터가 수동으로 설정되어 있어야 볼 수 있습니다.
다음과 같은 두 가지 방법으로 팔레트 파일에 대해 공구 사용 테스트를 실행할 수 있습니다.
팔레트 파일의 커서가 팔레트 항목에 있는 경우, 컨트롤에서 전체 팔레트에 대해 공구 사용 테스트를 수행합니다.
팔레트 파일의 커서가 프로그램 항목에 있는 경우, 컨트롤에서선택된 프로그램에 대해서만 공구 사용 테스트를 수행합니다.
공구 사용 테스트 사용프로그램 실행, 전체 시퀀스/싱글 블록 작동 모드에서 프로그램을시작하기 전에 선택한 프로그램에 사용 중인 공구가 사용 가능한지및 충분한 남은 사용 수명이 있는지 여부를 확인할 수 있습니다. 그러면 컨트롤이 공구 테이블의 실제 서비스 사용 시간 값과 공구 사용 파일에 나온 공칭값을 비교합니다.
공구 사용 소프트 키를 누릅니다.
공구 사용 시험 소프트 키를 누릅니다.
사용 시험의 결과를 표시하는 Tool usage test팝업 창이 열립니다.
확인 소프트 키를 누릅니다.
팝업 창이 닫힙니다.
다른 방법: ENT 키를 누릅니다.
D18 ID975 NR1 기능을 사용하여 공구 사용 시험에 대해 질의할수 있습니다.

공구 | 공구 보정 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 247
6.3 공구 보정
소개컨트롤에서 스핀들 축의 공구 길이 보정 값으로 공구 경로를 조정합니다. 가공면에서는 공구 반경이 보정됩니다.
파트 프로그램을 컨트롤에서 직접 작성 중인 경우 공구 반경 보정은 작업평면에만 적용됩니다.
컨트롤에서는 회전축을 포함하여 최대 5개 축의 보정 값을 고려합니다.
공구 길이 보정공구를 호출하는 즉시 길이 보정이 자동으로 적용됩니다. 길이 보정을 취소하려면 길이 L이 0인 공구를 호출합니다(예: T 0).
알림충돌 주의!
컨트롤러에서 정의된 공구 길이를 공구 길이 보정에 사용합니다.공구 길이가 틀리면 공구 길이 보정이 잘못됩니다. 컨트롤은 길이 0인 공구에 대해, 그리고 T 0 이후에는 길이 보정 및 충돌 확인을 수행하지 않습니다. 이후 공구 위치결정 이동 중에 충돌의위험이 있습니다!
항상 공구의 실제 공구 길이를 정의하십시오(차이만이 아니라).
스핀들을 비우려면 T 0만 사용하십시오.
컨트롤에서는 공구 길이 보정을 위해 T 블록과 공구 테이블의 보정값을 모두 고려합니다.
보정값 = L + DLCALL T 블록 + DLTAB 여기서
L: TOOL DEF 블록 또는 공구 테이블에서의 공구 길이 L을 나타냅니다.
DLCALL T 블록: T 블록의 오버사이즈DL
DL TAB: 공구 테이블에 나오는 길이 보정량 DL

공구 | 공구 보정 6
248 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 반경 보정공구 이동을 프로그래밍하기 위한 블록에는 다음 항목이 포함됩니다.
반경 보정을 위한 G41 또는 G42반경 보정이 없는 경우 G40
RL 또는 G42를 포함하는 작업평면에서 직선 블록과 함께 공구가호출되고 이동(축방 이동)되는 즉시 반경 보정이 적용됩니다.
다음을 수행하는 경우 반경 보정은 자동으로 취소됩니다.
G40을 포함하는 직선 블록
윤곽에서 후진하기 위한 DEP 기능
PGM MGT를 통한 새 프로그램 선택
컨트롤에서는 반경 보정을 위해 T 블록과 공구 테이블의 보정 값을모두 고려합니다.
보정값 = R + DRCALLT 블록 + DRTAB 여기서
R: TOOL DEF 블록 또는 공구 테이블에서의 공구 반경 R을 나타냅니다.
DRCALLT 블록: T 블록에 나오는 반경 보정량DR
DR TAB: 공구 테이블의 반경 보정량 DR을 나타냅니다.
반경 보정 없이 윤곽 지정: G40공구 중심은 작업평면에서 프로그래밍된 경로를 따라 또는 프로그래밍된 좌표로 이동합니다.
응용: 드릴링 및 보링, 사전 위치결정

공구 | 공구 보정 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 249
반경 보정을 포함한 윤곽 지정: G42 및 G41G42: 공구가 프로그래밍된 윤곽 오른쪽으로 이동
G41: 공구가 프로그래밍된 윤곽 왼쪽으로 이동
공구 중심은 반경과 같은 거리로 윤곽을 따라 이동합니다. 오른쪽또는 왼쪽은 공작물 윤곽을 따르는 공구 이동 방향을 기준으로 이해하면 됩니다.
서로 다른 반경 보정 G42 및 G41이 적용된 두 NC 블록간에는 작업평면에 반경 보정이 적용되지 않은 이송 블록(G40을 포함하는 블록)을 하나 이상 프로그래밍해야합니다.
컨트롤에서 반경 보정은 처음으로 프로그래밍된 블록이종료될 때까지 적용되지 않습니다.
반경 보정이 RR/RLG42/G41로 활성화되었거나 G40으로취소된 경우 공구를 프로그래밍된 시작 또는 종료 위치에 수직으로 배치합니다. 윤곽 손상을 방지하기 위해 공구를 첫 번째 또는 마지막 윤곽 지점에서 충분히 떨어진거리에 배치해야 합니다.
반경 보정 입력다음과 같이 G01 블록에 반경 보정을 입력합니다. 대상점 좌표를입력하고 ENT 키로 입력을 승인합니다.
프로그래밍된 윤곽 왼쪽으로 공구 이동을 선택합니다. G41 소프트 키를 누릅니다. 또는
윤곽 오른쪽으로 공구 이동을 선택합니다. G42소프트 키를 누릅니다.
반경 보정 없는 공구 이동을 선택하거나 반경 보정을 취소합니다. G40 기능을 선택합니다.
블록을 종료합니다: END 키를 누릅니다.

공구 | 공구 보정 6
250 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
반경 보정: 모서리 가공외부 모서리:반경 보정을 프로그래밍하는 경우 컨트롤에서는 전이호 외부 모서리를 기준으로 공구를 이동합니다. 필요한 경우 컨트롤에서는방향을 크게 변경하는 등의 방법으로 외측 모서리의 이송 속도를 줄여 기계의 응력을 줄입니다.
내부 모서리:컨트롤에서는 반경 보정이 적용된 내부 모서리에서 공구 중심경로의 교점을 계산합니다. 이 지점에서 다음 윤곽 요소가 시작됩니다. 그러면 안쪽 모서리에서 공작물을 손상시키지 않습니다.따라서 허용 가능한 공구 반경은 프로그래밍된 윤곽의 지오메트리에 따라 제한됩니다.
알림충돌 주의!
윤곽 접근 및 후진을 위한 안전한 위치가 필요합니다. 이러한 위치를 사용하여 컨트롤에서는 반경 보정이 활성화 및 비활성화될때 보정 이동을 수행할 수 있습니다. 위치가 틀리면 윤곽이 손상될 수 있습니다. 가공 중 충돌 위험!
윤곽으로부터 충분한 거리에 안전한 접근 및 후진 위치를 프로그래밍하십시오.
공구 반경 고려
접근 방법 고려

공구 | 공구 관리(옵션 번호 93) 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 251
6.4 공구 관리(옵션 번호 93)
기본
기계 설명서를 참조하십시오.
공구 관리는 기계 의존형 기능으로 부분적으로 또는 완전히 비활성화할 수 있습니다. 기계 제작 업체에서는 기능의 정확한 범위를 정의합니다.
공구 관리를 통해 기계 제작 업체는 공구 사용에 관한 다양한 기능을 제공할 수 있습니다. 예:
공구 테이블 및 터치 프로브 테이블에서 모든 데이터의 표시 및편집
입력 폼에 공구 데이터를 가독성 있고 융통성 있게 표시 가능
새 테이블 뷰에 개별 공구 데이터 설명 추가
공구 테이블 및 포켓 테이블의 데이터 혼용 표시 가능
마우스를 사용하여 모든 공구 데이터 신속히 정렬
그래픽 보조 기능(예: 공구 또는 매거진 상태의 색상 코딩)의 사용
모든 사용 가능한 공구의 프로그램별 또는 팔레트별 목록
모든 공구의 프로그램별 또는 팔레트별 사용 순서
특정 공구와 관련된 모든 공구 데이터 복사 및 붙여넣기
사용 가능한 공구 종류를 보다 잘 개략적으로 보여주기 위한 테이블 뷰 및 상세 뷰의 그래픽 표시
공구 관리에서 공구를 편집하는 경우 선택된 공구는 잠깁니다. 사용하고 있는 NC 프로그램에서 이 공구가 필요한 경우 컨트롤에 메시지가 표시됩니다. 공구 테이블이잠겨 있음.

공구 | 공구 관리(옵션 번호 93) 6
252 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 관리 호출
기계 설명서를 참조하십시오.
공구 관리를 호출하는 절차는 아래에 설명하는 절차와다를 수 있습니다.
공구 테이블을 선택합니다. 공구 테이블 소프트키를 누릅니다.
소프트 키 행을 스크롤합니다.
공구 관리 소프트 키를 누릅니다.
컨트롤이 새 테이블 뷰로 전환됩니다.
공구 관리 뷰새 뷰에서 컨트롤이 다음 4가지 탭에 모든 공구 정보를 표시합니다.
Tools: 공구별 정보
포켓: 포켓별 정보
Tooling list: 프로그램 실행 모드에서 선택한 NC 프로그램의 모든 공구 목록(공구 사용 파일을 이미 만든 경우에만 해당)추가 정보: "공구 사용 테스트", 페이지 245
T 사용 순서: 프로그램 실행 모드에서 선택한 프로그램에 삽입되는 모든 공구의 순서 목록(공구 사용 파일이 이미 생성된 경우에만)추가 정보: "공구 사용 테스트", 페이지 245
프로그램 실행 작동 모드에서 팔레트 테이블을 선택한경우, Tooling list 및 T 사용 순서는 전체 팔레트 테이블에 대해 계산됩니다.

공구 | 공구 관리(옵션 번호 93) 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 253
공구 관리 편집공구 관리는 마우스 또는 키나 소프트 키를 사용하여 수행할 수 있습니다.
소프트 키 공구 관리용 편집 기능
테이블 시작 선택
테이블 끝 선택
테이블에서 이전 페이지 선택
테이블에서 다음 페이지 선택
표시된 공구의 폼 뷰 호출
대체 기능: ENT 키를 누릅니다.
탭 변경:
공구, 포켓, 어셈블리 목록, T 사용 순서
검색 기능: 여기에서 검색할 열을 선택하고 목록에서 또는 직접 입력하여 검색어를 선택할 수 있습니다.
공구 가져오기
공구 내보내기
표시된 공구 삭제
테이블의 끝에 몇 줄 추가
테이블 뷰 업데이트
프로그래밍된 공구 열 표시(포켓 탭이 활성화되어있는 경우)
설정 정의:
열 정렬 활성: 열 내용을 정렬하려면 열 헤더를클릭합니다.
열 전환 활성: 열을 끌어서 놓기로 이동할 수 있습니다.
수동으로 변경된 설정(열 이동)을 원래 상태로 재설정

공구 | 공구 관리(옵션 번호 93) 6
254 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
폼 뷰에서만 공구 데이터를 편집할 수 있습니다. 폼 뷰를활성화하려면 현재 강조 표시된 공구에 대해 폼 공구 소프트 키를 누르거나 ENT 키를 누릅니다.
마우스 없이 공구 관리를 사용하는 경우 -/+ 키로 기능을 활성화하거나 비활성화할 수 있습니다.
공구 관리에서 GOTO 키를 사용해서 공구 번호 또는 포켓 번호를 검색합니다.
또한 마우스를 사용하여 다음 기능을 수행할 수 있습니다.
정렬 기능: 테이블 헤드의 열을 클릭하여 오름차순 또는 내림차순으로 데이터를 정렬할 수 있습니다(소프트 키의 활성화된 설정에 따라).
열을 정렬합니다. 테이블 헤드의 열을 클릭하고 마우스 키를 아래로 누른 상태에서 이동시키면 원하는 순서로 열을 정렬할 수있습니다. 공구 관리를 종료하면 현재 열 순서가 저장되지 않습니다(소프트 키의 활성화된 설정에 따라).
폼 뷰에서 기타 정보를 표시합니다. 편집 설정/해제 소프트 키를 켜짐으로 설정하고 마우스 포인터를 활성 입력 필드 위에 1초 이상 올려 놓으면 도구 설명이 표시됩니다.

공구 | 공구 관리(옵션 번호 93) 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 255
활성 폼 뷰로 편집폼 뷰가 활성화되어 있을 경우 다음 기능을 사용할 수 있습니다.
소프트 키 편집 기능, 폼 뷰
이전 공구의 공구 데이터 선택
다음 공구의 공구 데이터 선택
이전 공구 인덱스 선택(인덱싱을 사용하는 경우에만활성화)
다음 공구 인덱스 선택(인덱싱을 사용하는 경우에만활성화)
선택을 위한 팝업 창을 엽니다(선택 필드에 사용할수 있는 경우에만).
폼을 호출한 이후의 모든 변경 사항 무시
공구 인덱스 추가
공구 인덱스 삭제
선택된 공구의 공구 데이터 복사
선택된 공구에 복사된 공구 데이터 삽입

공구 | 공구 관리(옵션 번호 93) 6
256 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
표시된 공구 데이터 삭제이 기능을 사용하여 더 이상 필요 없는 공구 데이터를 간단히 삭제할 수 있습니다.
아래 설명된 단계를 따라 삭제하십시오.
공구 관리에서 화살표 키 또는 마우스를 사용하여 삭제할 공구데이터를 표시합니다.
표시된 공구 삭제 소프트 키를 누릅니다.
삭제할 공구 데이터를 나열하는 팝업 창이 표시됩니다.
시작 소프트 키를 눌러 삭제 프로세스를 시작합니다.
컨트롤이 삭제 상태와 함께 팝업 창을 표시합니다.
END 키 또는 소프트 키를 눌러 삭제 작업을 종료합니다.
알림주의: 데이터가 손실될 수 있습니다!
표시된 공구 삭제 기능은 공구 데이터를 영구적으로 삭제합니다.삭제가 실행되기 전에 데이터가 자동으로(예: 휴지통에) 백업되지 않습니다. 이 기능은 데이터를 회복 불가능하게 삭제합니다.
중요 데이터를 외부 드라이브에 정기적으로 백업하십시오.
포켓 테이블에 아직 저장되어 있는 공구의 공구 데이터는 삭제할 수 없습니다. 먼저 매거진에서 공구를 제거해야 합니다.

공구 | 공구 관리(옵션 번호 93) 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 257
사용 가능한 공구 종류공구 관리에서 다양한 공구가 아이콘으로 표시됩니다. 다음과 같은 공구 종류가 있습니다.
아이콘 공구 종류 공구 종류 번호
정의되지 않음,**** 99
밀링 커터,MILL 0
드릴,DRILL 1
탭,TAP 2
중심 드릴,CENT 4
회전 공구,TURN 29
터치 프로브, TCHP 21
리밍,REAM 3
카운터싱킹,CSINK 5
파일럿 카운터보어(TSINK),TSINK 6
보링 공구, BOR 7
백 보링 공구, BCKBOR 8
나사산 밀, GF 15
카운터싱크가 있는 나사산 밀, GSF 16
싱글 나사산이 있는 나사산 밀, EP 17
indxbl을 삽입한 나사산 밀, WSP 18
나사산 밀링 드릴, BGF 19
원형 나사산 밀, ZBGF 20

공구 | 공구 관리(옵션 번호 93) 6
258 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
아이콘 공구 종류 공구 종류 번호
황삭 커터(MILL_R),MILL_R 9
정삭 커터(MILL_F),MILL_F 10
황삭/정삭 커터,MILL_RF 11
바닥 피니셔(MILL_FD),MILL_FD 12
측면 피니셔(MILL_FS),MILL_FS 13
정면 밀링 커터,MILL_FACE 14

공구 | 공구 관리(옵션 번호 93) 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 259
공구 데이터 가져오기 및 내보내기
공구 데이터 가져오기
기계 설명서를 참조하십시오.
기계 제작업체는 예를 들어 테이블 및 NC 프로그램에서움라우트를 자동으로 제거할 수 있는 업데이트 규칙을정의할 수 있습니다.
예를 들어, 이 기능을 사용하면 외부 프리셋 장치에서 측정한 공구데이터 등을 간단히 가져올 수 있습니다. 가져올 파일은 CSV 형식(쉼표로 구분된 값)이어야 합니다. CSV 파일 형식은 간단히 구성된데이터를 교환하기 위한 텍스트 파일의 구조를 설명합니다. 따라서가져오기 파일은 다음 구조를 갖추고 있어야 합니다.
행 1: 첫 라인에서는 후속 라인에 정의된 데이터를 배치할 열 이름을 정의합니다. 열 이름은 쉼표로 분리됩니다.
다른 라인: 다른 모든 라인에는 공구 테이블로 가져오려는 데이터가 들어 있습니다. 데이터 순서는 라인 1에 있는 열 이름 순서와 일치해야 합니다. 데이터는 쉼표로 분리되며 소수는 소수점으로 정의합니다.
아래 설명된 단계를 따라 가져오십시오.
가져올 공구 테이블을 컨트롤 하드 디스크의 TNC:\system\tooltab 디렉터리에 복사합니다.
확장된 공구 관리를 시작합니다
공구 관리에서 공구 가져오기 소프트 키를 누릅니다.
컨트롤이 TNC:\system\tooltab 디렉터리에 저장된 CSV 파일과 함께 팝업 창을 표시합니다.
화살표 키 또는 마우스를 사용하여 가져올 파일을 선택하고ENT 키를 눌러 승인합니다.
CSV 파일의 내용과 함께 팝업 창이 표시됩니다.
실행중 소프트 키를 눌러 가져오기 절차를 시작합니다.

공구 | 공구 관리(옵션 번호 93) 6
260 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
가져올 CSV 파일은 TNC:\system\tooltab 디렉터리에 저장되어 있어야 합니다.
포켓 테이블에 해당 번호가 나오는 기존 공구의 공구데이터를 가져오면 컨트롤에서 오류 메시지가 나타납니다. 그러면, 이 데이터 기록을 건너뛸지 아니면새 공구를 삽입할지를 결정할 수 있습니다. 컨트롤은새 공구를 공구 테이블의 첫 번째 빈 라인에 삽입합니다.
가져온 CSV 파일이 알 수 없는 테이블 열을 포함한경우 가져오기 중에 메시지가 표시됩니다. 데이터가전송되지 않는다는 추가 주의 사항이 표시됩니다.
열이 올바르게 지정되었는지 확인하십시오(추가 정보: "공구 테이블테이블에 공구 데이터 입력",페이지 226).
어떠한 공구 데이터라도 가져올 수 있습니다. 연관된데이터 기록에 공구 테이블의 모든 열(또는 데이터)이포함되어 있지 않아도 됩니다.
열 이름은 어떠한 순서라도 상관없지만, 데이터는 해당 순서대로 정의되어 있어야 합니다.
예
T,L,R,DL,DR 열 이름이 있는 라인 1
4,125.995,7.995,0,0 공구 데이터가 있는 라인 2
9,25.06,12.01,0,0 공구 데이터가 있는 라인 3
28,196.981,35,0,0 공구 데이터가 있는 라인 4

공구 | 공구 관리(옵션 번호 93) 6
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 261
공구 데이터 내보내기예를 들어, 이 기능을 사용하면 공구 데이터를 간단히 내보내서CAM 시스템의 공구 데이터베이스 등으로 읽어올 수 있습니다. 컨트롤은 가져온 파일을 CSV 형식(쉼표로 구분된 값)으로 저장합니다. CSV 파일 형식은 간단히 구성된 데이터를 교환하기 위한 텍스트 파일의 구조를 설명합니다. 내보내기 파일의 구조는 다음과 같습니다.
라인 1: 첫 번째 라인에서 컨트롤은 정의될 모든 관련 공구 데이터의 열 이름을 저장합니다. 열 이름은 서로 쉼표로 분리됩니다.
다른 라인: 다른 모든 라인에는 내보낸 공구의 데이터가 들어 있습니다. 데이터 순서는 라인 1에 있는 열 이름의 순서와 일치합니다. 데이터는 쉼표로 분리되며, 소수는 소수점과 함께 표시됩니다.
아래 설명된 단계를 따라 내보내십시오.
공구 관리에서 화살표 키 또는 마우스를 사용하여 내보낼 공구데이터를 표시합니다.
공구 내보내기 소프트 키를 누릅니다.
컨트롤에 팝업 창이 표시됩니다.
CSV 파일의 이름을 입력하고 ENT 키를 눌러 승인합니다.
실행중 소프트 키를 눌러 내보내기 절차를 시작합니다.
내보내기 프로세스의 상태와 함께 팝업 창이 표시됩니다.
END 키 또는 소프트 키를 눌러 내보내기 프로세스를 종료합니다.
기본적으로 내보낸 파일은 TNC:\system\tooltab 디렉터리에 CSV 파일로 저장됩니다.


7윤곽 프로그래밍

윤곽 프로그래밍 | 공구 이동 7
264 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
7.1 공구 이동
경로 기능공작물 윤곽은 보통 직선 및 원호 같은 여러 윤곽 요소로 구성됩니다. 경로 기능을 사용하면 직선 및 원호에 대한 공구 이동을 프로그래밍할 수 있습니다.
FK 자유 윤곽 프로그래밍(옵션 19)공정 드로잉에 NC를 위한 치수가 정해져 있지 않으며 지정된 크기가 파트 프로그램을 생성하기에 충분하지 않은 경우에는 FK 자유윤곽 프로그래밍을 사용하여 공작물 윤곽을 프로그래밍할 수 있습니다. 그러면 컨트롤에서 누락된 데이터를 계산합니다.
또한 FK 프로그래밍을 사용하면 직선 및 원호에 대한 공구 이동도프로그래밍할 수 있습니다.
보조 기능 M컨트롤의 보조 기능을 사용하면 다음을 조정할 수 있습니다.
프로그램 실행(예: 프로그램 중단)
스핀들 회전 전환 및 절삭유 공급 설정/해제 등의 기계 기능
공구의 경로 동작

윤곽 프로그래밍 | 공구 이동 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 265
서브프로그램 및 프로그램 섹션 반복프로그램에서 가공 시퀀스가 여러 번 수행되는 경우 해당 시퀀스를 한 번 입력한 다음 서브프로그램 또는 프로그램 섹션 반복으로정의하면 시간을 절약하고 프로그래밍 오류가 발생할 가능성을 줄일 수 있습니다. 특정 조건에서만 특정 프로그램 섹션을 실행하려는 경우에는 해당 가공 시퀀스를 서브프로그램으로 정의할 수도 있습니다. 또한 파트 프로그램에서 별도의 프로그램을 실행하기 위해호출할 수도 있습니다.
추가 정보: "서브프로그램 및 프로그램 섹션 반복", 페이지 331
Q 파라미터를 사용한 프로그래밍가공 프로그램에서는 숫자 값을 프로그래밍하는 대신 Q 파라미터라는 표시를 입력합니다. Q 파라미터 기능을 사용하여 Q 파라미터에 개별적으로 값을 지정합니다. Q 파라미터는 프로그램 실행을 제어하거나 윤곽을 설명하는 수학적 기능을 프로그래밍하는 데 사용할 수 있습니다.
또한 Q 파라미터를 사용해 프로그래밍을 수행하면 프로그램 실행중에 3D 터치 프로브로 측정할 수 있습니다.
추가 정보: "Q 파라미터 프로그래밍", 페이지 351

윤곽 프로그래밍 | 경로 기능 기본 사항 7
266 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
7.2 경로 기능 기본 사항
공작물 가공을 위한 공구 이동 프로그래밍개별 윤곽 요소에 대해 경로 기능을 순차적으로 프로그래밍하여 파트 프로그램을 생성합니다. 이 작업은 공정 드로잉에 지정된 윤곽요소 끝점의 좌표를 입력하여 수행합니다. 그러면 컨트롤에서는 이러한 좌표와 공구 데이터 및 반경 보정을 사용하여 공구의 실제 경로를 계산합니다.
컨트롤에서는 경로 기능의 NC 블록에서 프로그래밍된 모든 기계축을 동시에 이동합니다.
기계축에 평행한 이동NC 블록에 좌표 한 개가 포함된 경우 컨트롤이 공구를 프로그래밍된 기계 축에 평행하게 이동합니다.
개별 기계에 따라 파트 프로그램은 공작물이 클램핑되는 공구 또는기계 테이블의 이동에 의해 실행됩니다. 경로 윤곽은 공구가 움직이는 것처럼 프로그래밍됩니다.
예
N50 G00 X+100*
N50 블록 번호
G00 경로 기능 급속 이송으로직선X+100 끝점의 좌표
공구는 Y 및 Z 좌표는 그대로 유지하며 X=100인 위치로 이동합니다.
기본 평면의 이동NC 블록에 좌표 두 개가 포함된 경우 컨트롤이 공구를 프로그래밍된 평면에서 이동합니다.
예
N50 G00 X+70 Y+50*
공구는 Z 좌표는 그대로 유지하며 XY 평면에서 X=70, Y=50인 위치로 이동합니다.

윤곽 프로그래밍 | 경로 기능 기본 사항 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 267
3D 이동NC 블록에 좌표 세 개가 포함된 경우 컨트롤이 공구를 프로그래밍된 위치까지 공간적으로 이동합니다.
예
N50 G01 X+80 Y+0 Z-10*
원 및 원호컨트롤에서는 두 기계 축을 원형 경로에서 공작물에 상대적으로 동시에 이동합니다. 원 중심 를 I 및 J와 입력하면 원형 이동을 정의할수 있습니다.
원을 프로그래밍하면 컨트롤이 해당 원을 기본면 중 하나에 지정합니다. 이 평면은 T 중에 스핀들축을 설정하면 자동으로 정의됩니다.
스핀들축 기본 평면
(G17) XY 및 UV, XV, UY
(G18) ZX 및 WU, ZU, WX
(G19) YZ 및 VW, YW, VZ
Tilt working plane[작업면 틸트]에 대한 기능 또는 Q파라미터를 사용하여 기본 평면에 평행하지 않은 원을프로그래밍할 수 있습니다.
추가 정보: "PLANE 기능: 작업면 기울이기(소프트웨어옵션 8)", 페이지 493
추가 정보: "기능의 원리 및 개요", 페이지 352
원형 이동의 회전 방향 DR원형 경로에 다른 윤곽 요소에 대한 접선 방향 전환이 없는 경우에는 회전 방향을 다음과 같이 입력합니다.
시계 방향 회전: G02/G12
반시계 방향 회전: G03/G13

윤곽 프로그래밍 | 경로 기능 기본 사항 7
268 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
반경 보정반경 보정은 첫 번째 윤곽 요소를 이동하는 블록 내에 있어야 합니다. 반경 보정은 원 블록에서 활성화할 수 없으며 직선 블록에서 미리 활성화해야 합니다.
추가 정보: "경로 윤곽 - 직교 좌표", 페이지 280
사전 위치결정
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 사전 위치결정이 틀려도 윤곽이 손상될 수 있습니다. 접근 이동 중에 충돌 위험이 있습니다!
적합한 사전 위치결정을 프로그래밍합니다.
그래픽 시뮬레이션을 이용하여 순서 및 윤곽을 확인합니다.

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 269
7.3 윤곽 접근 및 후진
시작점 및 끝점공구는 시작점에서 첫 번째 윤곽점에 접근합니다. 여기서 시작점은다음과 같아야 합니다.
반경 보정 없이 프로그래밍됨
충돌 위험 없이 접근 가능함
첫 번째 윤곽점에 가까이 있음
오른쪽 그림의 예제:어두운 회색 영역에 시작점을 설정하는 경우 첫 번째 윤곽 요소에접근하면 윤곽이 손상됩니다.
첫 번째 윤곽점첫 번째 윤곽점에 대한 공구 이동을 위해 반경 보정을 프로그래밍해야 합니다.
스핀들축의 시작점에 접근시작점에 접근하면 공구가 스핀들축의 가공 깊이로 이동해야 합니다. 충돌할 위험이 있는 경우 스핀들축의 시작점에 개별적으로 접근합니다.
예
N40 G00 Z-10*
N30 G01 X+20 Y+30 G41 F350*

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
270 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
끝점다음과 같은 끝점을 선택해야 합니다.
충돌 위험 없이 접근 가능함
마지막 윤곽점에 가까이 있음
윤곽이 손상되지 않도록 하려면 마지막 윤곽 요소를 가공하기위한 연장된 공구 경로에 최적의 끝점이 있어야 합니다.
오른쪽 그림의 예제:어두운 회색 영역에 끝점을 설정하는 경우 끝점에 접근하면 윤곽이 손상됩니다.
스핀들 축의 끝점에서 이탈: 스핀들축에서 끝점으로부터의 후회를 개별적으로 프로그래밍합니다.
예
N50 G01 G40 X+60 Y+70 F700*
N60 G00 Z+250*
공통 시작점 및 끝점시작점과 끝점이 같으면 반경 보정을 프로그래밍하지 마십시오.
윤곽이 손상되지 않도록 하려면 첫 번째 및 마지막 윤곽 요소를 가공하기 위한 연장된 공구 경로에 최적의 시작점이 있어야 합니다.
오른쪽 그림의 예제:어두운 회색 영역에 끝점을 설정하는 경우 윤곽에 접근/후회하면윤곽이 손상됩니다.

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 271
접선 방향 접근 및 후진G26(오른쪽 중간 그림)을 사용하면 공작물에 대한 접선 방향 접근을 프로그래밍할 수 있으며 G27(오른쪽 하단 그림)로는 접선 방향후진을 프로그래밍할 수 있습니다. 이렇게 하면 정지 기호가 남지않습니다.
시작점 및 끝점시작점과 끝점은 공작물 외부에서 첫 번째 및 마지막 윤곽점 가까이에 있으며, 반경 보정 없이 프로그래밍됩니다.
접근첫 번째 윤곽 요소를 프로그래밍하는 블록 다음에 G26을 입력하면 이 블록이 반경 보정 G41/G42가 포함된 첫 번째 블록이됩니다.
후진마지막 윤곽 요소를 프로그래밍하는 블록 다음에 G27을 입력하면 이 블록이 반경 보정 G41/G42가 포함된 마지막 블록이 됩니다.
컨트롤에서 시작점과 첫 번째 윤곽점 사이는 물론 마지막 윤곽점과 끝점 사이의 원형 경로를 실행하도록 하려면 G26 및 G27의 반경을 선택해야 합니다.

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
272 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예
N50 G00 G40 G90 X-30 Y+50* 시작점
N60 G01 G41 X+0 Y+50 F350* 첫 번째 윤곽점
N70 G26 R5* 반경 R = 5mm로 접선 방향 접근
. . .
윤곽 블록 프로그래밍
. . . 마지막 윤곽점
N210 G27 R5* 반경 R = 5mm로 접선 방향 후진
N220 G00 G40 X-30 Y+50* 끝점
개요: 윤곽 접근 및 후진의 경로 유형윤곽 접근 APPR 및 후회 DEP 기능은 APPR/DEP 키를 사용하여 활성화합니다. 그런 다음 해당하는 소프트 키를 사용하여 다음 경로폼을 선택하면 됩니다.
접근 후진 기능
접선 방향으로 연결되는 직선
윤곽점에 수직인 직선
접선 방향으로 연결되는 원호
윤곽에 접선 방향으로 연결된 원호.접선 방향으로 연결되는 라인에서 윤곽 외부의 보조점에 대한 접근 및 후진
나선 접근 및 후회공구는 윤곽에 접선으로 연결된 원호로 이동함으로써 확장 영역에있는 나선에 접근하고 나선에서 후회합니다. 나선 접근 및 후진은APPR CT 및 DEP CT 기능을 사용하여 프로그래밍합니다.

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 273
접근 및 후진의 주요 위치시작점 PS
이 위치는 APPR 블록 앞에 있는 블록에서 프로그래밍합니다.PS는 윤곽 외부에 있으며 반경 보정(G40)이 적용되지 않은 상태로 접근합니다.
보조점 PH
일부 접근 및 후진 경로는 컨트롤에서 APPR 또는 DEP 블록의사용자 입력을 사용하여 계산하는 보조점 PH를 통과합니다. 컨트롤은 마지막으로 프로그래밍한 이송 속도로 현재 위치에서 보조점 PH까지 이동합니다. 접근 기능 사용 전 마지막 위치결정 블록에서 G00(급속 이송으로 위치결정)을 프로그래밍한 경우 컨트롤에서는 보조점 PH 또한 급속 이송으로 접근합니다.
첫 번째 윤곽점 PA와 마지막 윤곽점 PE
첫 번째 윤곽점 PA는 APPR 블록에서 프로그래밍하고, 마지막 윤곽점 PE는 원하는 경로 기능을 사용하여 프로그래밍할 수 있습니다. APPR 블록에 Z 좌표도 포함되어 있는 경우 컨트롤은 공구를 첫 번째 윤곽점 PA로 동시에 이동합니다.
끝점 PN
PN 위치는 윤곽을 벗어나며 DEP 블록에서 입력한 값에 따라 결정됩니다. DEP 블록에 Z 좌표도 포함되어 있는 경우 컨트롤은공구를 끝점 PN으로 동시에 이동합니다.
약어 의미
APPR 접근
DEP 후진
L 라인
C 원
T 접선 방향(부드러운 연결)
N 법선(수직)
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 사전 위치결정 및 보조 점 PH이 틀려도 윤곽이 손상될 수 있습니다. 접근 이동 중에 충돌 위험이 있습니다!
적합한 사전 위치결정을 프로그래밍합니다.
그래픽 시뮬레이션을 이용하여 보조 점 PH, 순서 및 윤곽을 확인합니다.
APPR LT, APPR LN 및 APPR CT 기능을 사용하여 컨트롤이 공구를 마지막 프로그래밍된 이송 속도로(FMAX일수도 있음) PH까지 이동합니다. APPR LCT 기능을 사용하는 경우 컨트롤에서는 APPR 블록을 사용하여 프로그래밍한 이송 속도로 공구를 보조점 PH까지 이동합니다.접근 블록 앞에서 이송 속도를 프로그래밍하지 않으면오류 메시지가 생성됩니다.
R0=G40; RL=G41; RR=G42

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
274 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
극 좌표극 좌표에 대해서도 다음 접근/후진 기능에 대해 윤곽점을 프로그래밍할 수 있습니다.
APPR LT를 APPR PLT로 전환
APPR LN을 APPR PLN으로 전환
APPR CT를 APPR PCT로 전환
APPR LCT를 APPR PLCT로 전환
DEP LCT를 DEP PLCT로 전환
소프트 키를 사용하여 접근 또는 후회 기능을 선택한 다음 오렌지색 P 키를 누릅니다.
반경 보정공구 반경 보정은 APPR 블록의 첫 번째 윤곽점 PA와 함께 프로그래밍됩니다. DEP 블록에서는 공구 반경 보정을 자동으로 무시합니다.
APPR LN 또는 APPR CT를 G40으로 프로그래밍하는 경우 컨트롤은 가공/시뮬레이션을 중지하고 오류 메시지가 표시됩니다.
이 기능 방법은 iTNC 530 컨트롤과는 다릅니다.

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 275
접선 방향 연결을 통해 직선에 접근: APPR LT공구는 시작점 PS에서 보조점 PH 방향으로 직선 이동합니다. 그런다음 공구는 윤곽에 접선으로 연결되는 직선에서 첫 번째 윤곽점PA로 이동합니다. 보조점 PH는 첫 번째 윤곽점 PA에서 거리 LEN만큼 떨어져 있습니다.
임의의 경로 기능을 사용하여 시작점 PS에 접근합니다.
APPR DEP key 및 APPR LT 소프트 키를 눌러 대화 상자를 시작합니다.
첫 번째 윤곽점 PA의 좌표
LEN: 보조점 PH에서 첫 번째 윤곽점 PA까지의 거리
가공을 위한 반경 보정 G41/G42R0=G40; RL=G41; RR=G42
예
N70 G00 X+40 Y+10 G40 M3* 반경 보정 없이 PS에 접근
N80 APPR LT X+20 Y+20 Z-10 LEN15 G42 F100* 반경 보정 G42가 적용된 PA, PH와 PA 간의 거리: LEN=15
N90 G01 X+35 Y+35* 첫 번째 윤곽 요소의 끝점
N100 G01 ...* 다음 윤곽 요소
첫 번째 윤곽점에 수직인 직선에서 접근: APPR LN임의의 경로 기능을 사용하여 시작점 PS에 접근합니다.
APPR DEP key 및 APPR LN 소프트 키를 사용하여 대화 상자를 시작합니다.
첫 번째 윤곽점 PA의 좌표
길이: 보조점 PH까지의 거리 LEN은 항상 양수로입력해야 합니다.
가공을 위한 반경 보정 G41/G42
예
N70 G00 X+40 Y+10 G40 M3* 반경 보정 없이 PS 접근
N80 APPR LN X+10 Y+20 Z-10 LEN15 G24 F100* 반경 보정 G42가 적용된 PA
N90 G01 X+20 Y+35* 첫 번째 윤곽 요소의 끝점
N100 G01 ...* 다음 윤곽 요소

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
276 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
접선 방향 연결을 통해 원형 경로에 접근: APPR CT공구는 시작점 PS에서 보조점 PH 방향으로 직선 이동합니다. 그런다음 공구는 첫 번째 윤곽 요소에 접선 방향인 원호를 따라 PH에서첫 번째 윤곽점 PA로 이동합니다.
PH에서 PA로 이어지는 호는 반경 R과 중심각 CCA를 통해 결정됩니다. 원호의 회전 방향은 첫 번째 윤곽 요소의 공구 경로에서 자동으로 결정됩니다.
임의의 경로 기능을 사용하여 시작점 PS에 접근합니다.
APPR DEP 키 및 APPR CT 소프트 키를 사용하여 대화 상자를시작합니다.
첫 번째 윤곽점 PA의 좌표
원호의 반경 R
공구가 반경 보정에 의해 정의된 방향으로 공작물에 접근해야 하는 경우: R을 양수값으로입력합니다.
공구가 반경 보정의 반대 방향으로 공작물에접근해야 하는 경우: R을 음수로 입력합니다.
호의 중심각 CCACCA에는 양수 값만 입력할 수 있습니다.
최대 입력값은 360°입니다.
가공을 위한 반경 보정 G41/G42
R0=G40; RL=G41; RR=G42
예
N70 G00 X+40 Y+10 G40 M3* 반경 보정 없이 PS 접근
N80 APPR CT X+10 Y+20 Z-10 CCA180 R+10 G42F100*
반경 보정 G42가 적용된 PA, 반경 R=10
N90 G01 X+20 Y+35* 첫 번째 윤곽 요소의 끝점
N100 G01 ...* 다음 윤곽 요소

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 277
윤곽을 향하는 직선에서 접선 방향으로 연결되는 원형 경로로 접근: APPR LCT공구는 시작점 PS에서 보조점 PH 방향으로 직선 이동합니다. 그런다음 공구는 원호에서 첫 번째 윤곽점 PA로 이동합니다. APPR 블록에서 프로그래밍된 이송 속도는 컨트롤이 접근 블록(PS에서 PA로)에서 이동하는 전체 경로에 적용됩니다.
접근 블록에서 세 기본축 X, Y 및 Z의 좌표를 모두 프로그래밍한 경우 컨트롤은 공구를 APPR 블록 앞에 정의한 위치에서 동시에 세축의 보조점 PH로 이동합니다. 그런 다음 작업평면에서만 PH에서PA로 이동합니다.
호는 라인 PS - PH와 첫 번째 윤곽 요소에 모두 접선 방향으로 연결되어 있습니다. 이러한 직선을 확인하면 공구 경로를 정의하기에충분한 반경을 계산할 수 있습니다.
임의의 경로 기능을 사용하여 시작점 PS에 접근합니다.
APPR DEP 키 및 APPR LCT 소프트 키를 사용하여 대화 상자를 시작합니다.
첫 번째 윤곽점 PA의 좌표
원호의 반경 R. R을 양수값으로 입력합니다.
가공을 위한 반경 보정 G41/G42
R0=G40; RL=G41; RR=G42
예
N70 G00 X+40 Y+10 G40 M3* 반경 보정 없이 PS 접근
N80 APPR LCT X+10 Y+20 Z-10 R10 G42 F100* 반경 보정 G42가 적용된 PA, 반경 R=10
N90 G01 X+20 Y+35* 첫 번째 윤곽 요소의 끝점
N100 G01 ...* 다음 윤곽 요소

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
278 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
접선 방향 연결을 통해 직선에서 후진: DEP LT공구는 마지막 윤곽점 PE에서 끝점 PN 방향으로 직선 이동합니다.직선은 마지막 윤곽 요소의 확장 영역에 있으며, PN은 PE와 거리LEN만큼 떨어져 있습니다.
끝점 PE 및 반경 보정을 사용하여 마지막 윤곽 요소를 프로그래밍합니다.
APPR DEP 키 및 DEP LT 소프트 키를 사용하여 대화 상자를시작합니다.
LEN: 마지막 윤곽 요소 PE에서 끝점 PN까지의 거리를 입력합니다.
R0=G40; RL=G41; RR=G42
예
N20 G01 Y+20 G42 F100* 마지막 윤곽 요소: 반경 보정이 적용된 PE
N30 DEP LT LEN12.5 F100* LEN=12.5mm만큼 윤곽 후진
N40 G00 Z+100 M2* Z상에서 후퇴, 블록 1로 돌아감, 프로그램 종료
마지막 윤곽점에 수직인 직선에서 후진: DEP LN공구는 마지막 윤곽점 PE에서 끝점 PN 방향으로 직선 이동합니다.직선은 마지막 윤곽점 PE에서 수직 경로로 후진합니다. PN은 PE에서거리 LEN과 공구 반경을 합한 값만큼 떨어져 있습니다.
끝점 PE 및 반경 보정을 사용하여 마지막 윤곽 요소를 프로그래밍합니다.
APPR DEP 키 및 DEP LN 소프트 키를 사용하여 대화 상자를시작합니다.
LEN: 마지막 윤곽 요소에서 PN까지의 거리를 입력합니다. 중요: LEN에 양수값을 입력합니다.
R0=G40; RL=G41; RR=G42
예
N20 G01 Y+20 G42 F100* 마지막 윤곽 요소: 반경 보정이 적용된 PE
N30 DEP LN LEN+20 F100* 윤곽에 수직으로 LEN=20mm만큼 후진
N40 G00 Z+100 M2* Z상에서 후퇴, 블록 1로 돌아감, 프로그램 종료

윤곽 프로그래밍 | 윤곽 접근 및 후진 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 279
접선 방향으로 연결되는 원형 경로에서 후진: DEP CT공구는 원호에서 마지막 윤곽점 PE에서 끝점 PN 방향으로 이동합니다. 원호는 마지막 윤곽 요소에 접선 방향으로 연결됩니다.
끝점 PE 및 반경 보정을 사용하여 마지막 윤곽 요소를 프로그래밍합니다.
APPR DEP 키 및 DEP CT 소프트 키를 사용하여 대화 상자를시작합니다.
호의 중심각 CCA원호의 반경 R
공구가 반경 보정의 반대 방향으로 공작물에서 벗어나야 하는 경우: R을 양수 값으로 입력합니다.
공구가 반경 보정의 반대 방향으로 공작물에서 후진해야 하는 경우: R을 음수로 입력합니다.
R0=G40; RL=G41; RR=G42
예
N20 G01 Y+20 G42 F100* 마지막 윤곽 요소: 반경 보정이 적용된 PE
N30 DEP CT CCA 180 R+8 F100* 중심각=180°, 호 반경=8mm
N40 G00 Z+100 M2* Z상에서 후퇴, 블록 1로 돌아감, 프로그램 종료
윤곽과 직선을 접선 방향으로 연결하는 원호로 후진:DEP LCT공구는 원호에서 마지막 윤곽 점 PS에서 보조 점 PH 방향으로 이동합니다. 그런 다음 직선에서 끝점 PN으로 입력합니다. 호는 마지막윤곽 요소와 PH에서 PN 사이의 직선에 모두 접선으로 연결되어 있습니다. 이러한 라인을 확인하면 공구 경로를 명확히 정의하기에충분한 반경 R을 계산할 수 있습니다.
끝점 PE 및 반경 보정을 사용하여 마지막 윤곽 요소를 프로그래밍합니다.
접근/후회 키 및 후회 LCT 소프트 키를 사용하여 대화 상자를시작합니다.
끝점 PN의 좌표를 입력합니다.
원호의 반경 R. R을 양수값으로 입력합니다.R0=G40; RL=G41; RR=G42
예
N20 G01 Y+20 G42 F100* 마지막 윤곽 요소: 반경 보정이 적용된 PE
N30 DEP LCT X+10 Y+12 R+8 F100* 좌표 PN, 호 반경=8mm
N40 G00 Z+100 M2* Z상에서 후퇴, 블록 1로 돌아감, 프로그램 종료

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
280 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
7.4 경로 윤곽 - 직교 좌표
경로 기능 개요
경로 기능 키 기능 공구 이동 필수 입력 페이지
직선 L
G00 및 G01
직선 직선 끝점의 좌표 281
모따기: CHFG24
두 직선 간의 모따기 모따기 값 282
원 중심 CC
I 및 J
없음 원 중심 또는 극 좌표 284
원호 CG02 및 G03
원 중심 CC를 중심으로하는 호 끝점을 향하는 원호
호 끝점의 좌표, 회전 방향 285
원호 CRG05
특정 반경이 지정된 원호 호 끝점의 좌표, 호 반경,회전 방향
286
원호 CTG06
이전 및 이후 윤곽 요소에접선 방향으로 연결되는원호
호 끝점의 좌표 288
모서리 라운딩 RNDG25
이전 및 이후 윤곽 요소에접선 방향으로 연결되는원호
라운딩 반경 R 283
FK 자유 윤곽 프로그래밍
이전 윤곽 요소에 대해 임의의 방식으로 연결된 직선 또는 원형 경로
"FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션19)", 페이지 299
301
경로 기능 프로그래밍회색 경로 기능 키를 사용하면 간편하게 경로 기능을 프로그래밍할수 있습니다. 이후에 나타나는 대화 상자에서 필요한 항목을 입력하라는 메시지가 나타납니다.
연결된 USB 키보드를 통해 DIN/ISO 기능을 입력할 경우대문자 표시가 활성화되어 있는지 확인하십시오.
블록의 시작에서 컨트롤은 자동으로 대문자로 기록합니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 281
급속 이송 G00으로 직선 이동 또는 이송 속도 F G01로 직선 이동컨트롤에서는 직선에 있는 공구를 현재 위치에서 직선 끝점으로 이동합니다. 시작점은 이전 블록의 끝점입니다.
L 키를 눌러 이송 속도의 선형 이동에 대한 프로그램 블록을 엽니다.
직선 끝점의 좌표(필요한 경우)
반경 보정 G40/G41/G42이송 속도 F보조 기능 M
급속 이송 동작L 키를 눌러 고속 이동 동작을 위한 직선 블록(G00 블록)을 시작할수도 있습니다.
L 키를 눌러 선형 이동에 대한 프로그램 블록을 엽니다.
왼쪽 화살표 키를 눌러 G 코드에 대한 입력 범위로 전환합니다.
급속 이송 동작을 입력하려면 G00 소프트 키를 누릅니다.
예
N70 G01 G41 X+10 Y+40 F200 M3*
N80 G91 X+20 Y-15*
N90 G90 X+60 G91 Y-10*
실제 위치 캡처또한 실제 위치 캡처 키를 사용하여 직선 블록(G01 블록)을 생성할수도 있습니다.
수동 운전 모드에서 캡처할 위치로 공구를 이동합니다.
화면 표시를 프로그래밍으로 전환합니다.
직선 블록을 삽입하려는 위치 다음에 오는 NC 블록을 선택합니다.
실제 위치 캡처 키를 누릅니다.
컨트롤에서는 실제 위치 좌표를 사용하여 직선블록을 생성합니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
282 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
두 직선 사이에 모따기 삽입모따기를 사용하면 두 직선의 교차점에서 모서리를 절삭 처리할 수있습니다.
G24 블록 앞뒤에 있는 라인 블록은 모따기와 동일한 작업 평면에 있어야 합니다.
G24 블록 앞뒤의 반경 보정이 동일해야 합니다.
현재 공구를 사용하여 모따기를 가공할 수 있어야 합니다.
모따기 값: 모따기의 길이를 입력하고 필요한 경우 다음을 입력합니다.
이송 속도 F(G24 블록에만 적용됨)
예
N70 G01 G41 X+0 Y+30 F300 M3*
N80 X+40 G91 Y+5*
N90 G24 R12 F250*
N100 G91 X+5 G90 Y+0*
G24 블록으로 윤곽을 시작할 수는 없습니다.
모따기는 작업면에서만 사용할 수 있습니다.
모서리 지점은 모따기에 의해 절삭 처리되며 윤곽에 속하지 않습니다.
G24 블록에서 프로그래밍되는 이송 속도는 CHF 블록에만 적용됩니다. G24 블록이 끝나면 이전 이송 속도가 다시 적용됩니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 283
라운딩된 모서리 G25G25 기능은 윤곽 모서리를 라운딩합니다.
공구는 이전 윤곽 요소와 후속 윤곽 요소에 모두 접선 방향으로 연결된 호에서 이동합니다.
호출된 공구를 사용하여 라운딩 호를 가공할 수 있어야 합니다.
라운딩 반경: 반경 입력 및 필요한 경우 다음 항목:
이송 F(G25 블록에서만 유효)
예
N50 G01 X+10 Y+40 G41 F300 M3*
N60 G01 X+40 Y+25*
N70 G25 R5 F100*
N80 G01 X+10 Y+5*
이전 윤곽 요소 및 후속 윤곽 요소에서는 두 좌표가 모두 라운딩 호의 평면에 있어야 합니다. 공구 반경 보정을적용하지 않고 윤곽을 가공하는 경우에는 두 좌표를 모두 평면에서 프로그래밍해야 합니다.
모서리 지점은 라운딩 호에 의해 절삭 처리되며 윤곽에속하지 않습니다.
G25 블록에서 프로그래밍되는 이송 속도는 해당 G25블록에만 적용됩니다. G25 블록이 끝나면 이전 이송 속도가 다시 적용됩니다.
접선 윤곽 접근에 대해서도 G25 블록을 사용할 수 있습니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
284 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
원 중심 I, JG02, G03 또는 G05 기능으로 프로그래밍한 원에 대한 원 중심을정의할 수 있습니다. 이 작업은 다음과 같은 방법으로 수행합니다.
작업 평면에서 원 중심의 직교 좌표 입력 또는
이전 블록에서 정의한 원 중심 사용 또는
실제 위치 캡처 키를 사용하여 좌표 캡처
원 중심을 프로그래밍하려면 SPEC FCT 키를 누릅니다.
프로그램 기능 소프트 키를 누릅니다.
DIN/ISO 소프트 키를 누릅니다.
I 또는 J 소프트 키를 누릅니다.
원 중심 좌표를 입력하거나, 마지막으로 프로그래밍한 위치를 사용하는 경우 G29 좌표를 .
예
N50 I+25 J+25*
또는
N10 G00 G40 X+25 Y+25*
N20 G29*
프로그램 라인 10 및 20의 경우 그림을 참조하지 마십시오.
유효성원 중심 정의는 새 원 중심을 프로그래밍할 때까지 적용된 상태로유지됩니다.
원 중심을 증분 값으로 입력원 중심을 상대 좌표로 입력하는 경우에는 마지막으로 프로그래밍한 공구 위치에 대한 상대 좌표를 프로그래밍한 것입니다.
I 및 J의 역할은 특정 위치를 원 중심으로 정의하는 것뿐입니다. 공구는 이 위치로 이동하지 않습니다.
또한 원 중심은 극 좌표의 극 역할을 하기도 합니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 285
원 중심 를 둘러싼 원형 경로원호를 프로그래밍하기 전에 먼저 원 중심 I, J를 입력해야 합니다.마지막으로 프로그래밍한 공구 위치가 호의 시작점이 됩니다.
회전 방향시계 방향: G02반시계 방향: G03프로그래밍된 방향 없음: G05. 컨트롤에서 마지막으로 프로그래밍한 회전 방향으로 원호를 이송합니다.
공구를 원의 시작점으로 이동합니다.
원 중심의 좌표 를 입력합니다.
호 끝점의 좌표를 입력하고 필요한 경우 다음을입력합니다.
이송 FMiscellaneous function M
일반적으로 컨트롤에서는 활성 작업평면에서 원형 이동을 수행합니다. 그러나 활성 작업평면에 있지 않은 원호를 프로그래밍할 수도 있습니다. 이러한 원형 이동들을동시에 회전하면 공간 원호(세 축의 호)를 생성할 수 있습니다. 예:G2 Z... X... (공구축 Z).
예
N50 I+25 J+25*
N60 G01 G42 X+45 Y+25 F200 M3*
N70 G03 X+45 Y+25*
완전한 원끝점의 경우 시작점에 사용했던 것과 같은 점을 입력합니다.
호의 시작점과 끝점은 원 안에 있어야 합니다.
입력 허용 공차의 최대값은 0.016mm 입니다. 기계 파라미터 circleDeviation(no. 200901)에 입력 허용 공차를설정합니다.
컨트롤에서 이송할 수 있는 최소 원의 크기는...0.016 mm.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
286 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
정의된 반경의 원 G02/G03/G05공구가 반경 R만큼 원형 경로에서 이동합니다.
회전 방향시계 방향: G02반시계 방향: G03프로그래밍된 방향 없음: G05. 컨트롤에서 마지막으로 프로그래밍한 회전 방향으로 원호를 이송합니다.
호 끝점의 좌표반경 R 참고: 대수 기호에 따라 호의 크기가 결정됩니다.
Miscellaneous function M이송 F
완전한 원완전한 원의 경우 2개의 블록을 연속으로 프로그래밍합니다.
첫 번째 반원의 끝점이 두 번째 반원의 시작점이 됩니다. 그리고 두번째 반원의 끝점이 첫 번째 반원의 시작점이 됩니다.
중심각 CCA 및 호 반경 R반경이 같은 4개의 호를 사용하여 윤곽의 시작점 및 끝점을 연결할수 있습니다.
작은 호: CCA<180°양수 기호 R>0을 사용하여 반경을 입력합니다.
크기가 큰 호: CCA>180°음수 기호(R<0)를 사용하여 반경을 입력합니다.
회전 방향에 따라 호가 바깥쪽으로 돌출되는지(볼록형) 안쪽으로돌출되는지(오목형)가 결정됩니다.
볼록형: 회전 방향 G02(반경 보정 G41 사용)
오목형: 회전 방향 G03(반경 보정 G41 사용)
호 직경 시작점 및 끝점으로부터의 거리는 호의 직경보다 클 수 없습니다.
최대 반경은 99.9999m입니다.
로타리축 A, B 및 C를 입력할 수도 있습니다.
일반적으로 컨트롤에서는 활성 작업평면에서 원형 이동을 수행합니다. 그러나 활성 작업평면에 있지 않은 원호를 프로그래밍할 수도 있습니다. 이러한 원형 이동들을동시에 회전하면 공간 원호(세 축의 호)를 생성할 수 있습니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 287
예
N100 G01 G41 X+40 Y+40 F200 M3*
N110 G02 X+70 Y+40 R+20* (arc 1)
또는
N110 G03 X+70 Y+40 R+20* (arc 2)
또는
N110 G02 X+70 Y+40 R-20* (arc 3)
또는
N110 G03 X+70 Y+40 R-20* (arc 4)

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
288 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
접선 방향으로 연결된 원 G06공구는 이전에 프로그래밍한 윤곽 요소를 향해 접선 방향으로 움직이는 호에서 이동합니다.
두 윤곽 간의 교차점에 왜곡부나 모서리가 없이 전환이 부드럽게이루어지는 경우 두 윤곽 요소 간의 전환을 접선 방향 전환이라고합니다.
접선 방향 호가 연결된 윤곽 요소는 G06 블록 바로 전에 프로그래밍해야 합니다. 이렇게 하려면 최소한 2개의 위치결정 블록이 필요합니다.
호 끝점의 좌표 및 필요한 경우 다음을 입력합니다.
이송 FMiscellaneous function M
예
N70 G01 G41 X+0 Y+25 F300 M3*
N80 X+25 Y+30*
N90 G06 X+45 Y+20*
N100 G01 Y+0*
접선 방향 호는 2차원 작업으로 생성됩니다. 즉, G06 블록의 좌표와 해당 블록 앞에 있는 윤곽 요소의 좌표는호와 같은 평면에 있어야 합니다.

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 289
예: 직교 좌표를 사용한 선형 이동 및 모따기
%LINEAR G71 *
N10 G30 G17 X+0 Y+0 Z-20* 그래픽 공작물 시뮬레이션용 공작물 영역 정의
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S4000* 스핀들축에서 스핀들 속도 S로 공구 호출
N40 G00 G40 G90 Z+250* 스핀들축에서 급속 이송으로 공구 후퇴
N50 X-10 Y-10* 공구 사전 위치결정
N60 G01 Z-5 F1000 M3* 이송 속도 F = 1000mm/min으로 가공 깊이까지 이동
N70 G01 G41 X+5 Y+5 F300* 점 1의 윤곽에 접근, 반경 보정 G41 활성화
N80 G26 R5 F150* 접선으로 접근
N90 Y+95* 점 2로 이동
N100 X+95* 점 3: 모서리 3의 첫 번째 직선
N110 G24 R10* 길이가 10mm인 모따기 프로그래밍
N120 Y+5* 점 4: 모서리 3의 두 번째 직선, 모서리 4의 첫 번째 직선
N130 G24 R20* 길이가 20mm인 모따기 프로그래밍
N140 X+5* 모서리 4의 두 번째 직선, 마지막 윤곽점 1로 이동
N150 G27 R5 F500* 접선 방향 이탈
N160 G40 X-20 Y-20 F1000* 작업면에서 공구 후퇴, 반경 보정 취소
N170 G00 Z+250 M2* 공구 후퇴, 프로그램 종료
N99999999 %LINEAR G71 *

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
290 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예: 직교 좌표의 원형 이동
%CIRCULAR G71 *
N10 G30 G17 X+0 Y+0 Z-20* 그래픽 공작물 시뮬레이션용 공작물 영역 정의
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S4000* 스핀들축에서 스핀들 속도 S로 공구 호출
N40 G00 G40 G90 Z+250* 스핀들축에서 급속 이송으로 공구 후퇴
N50 X-10 Y-10* 공구 사전 위치결정
N60 G01 Z-5 F1000 M3* 이송 속도 F = 1000mm/min으로 가공 깊이까지 이동
N70 G01 G41 X+5 Y+5 F300* 점 1의 윤곽에 접근, 반경 보정 G41 활성화
N80 G26 R5 F150* 접선으로 접근
N90 Y+85* 점 2: 모서리 2의 첫 번째 직선
N100 G25 R10* R=10mm이고 이송 속도는 150mm/min인 반경 삽입
N110 X+30* 점 3으로 이동: 호의 시작점
N120 G02 X+70 Y+95 R+30* 점 4로 이동: G02를 사용한 반경이 30mm인 호의 끝점
N130 G01 X+95* 점 5로 이동
N140 Y+40* 점 6으로 이동
N150 G06 X+40 Y+5* 점 7로 이동: 점 6에 접선 방향으로 연결된 원호의 끝점, 컨트롤에서 자동으로 반경 계산
N160 G01 X+5* 마지막 윤곽점 1로 이동
N170 G27 R5 F500* 접선 방향으로 연결된 원호에서 윤곽 후진
N180 G40 X-20 Y-20 F1000* 작업면에서 공구 후퇴, 반경 보정 취소
N190 G00 Z+250 M2* 공구축의 공구 후퇴, 프로그램 종료
N99999999 %CIRCULAR G71 *

윤곽 프로그래밍 | 경로 윤곽 - 직교 좌표 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 291
예: 직교 좌표를 포함하는 완전한 원
%C-CC G71 *
N10 G30 G17 X+0 Y+0 Z-20* 공작물 영역 정의
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S3150* 공구 호출
N40 G00 G40 G90 Z+250* 공구 후퇴
N50 I+50 J+50* 원 중심 정의
N60 X-40 Y+50* 공구 사전 위치결정
N70 G01 Z-5 F1000 M3* 가공 깊이로 이동
N80 G41 X+0 Y+50 F300* 시작점에 접근, 반경 보정 G41
N90 G26 R5 F150* 접선으로 접근
N100 G02 X+0* 원 끝점(원 시작점과 같음)으로 이동
N110 G27 R5 F500* 접선 방향 이탈
N120 G01 G40 X-40 Y-50 F1000* 작업면에서 공구 후퇴, 반경 보정 취소
N130 G00 Z+250 M2* 공구축의 공구 후퇴, 프로그램 종료
N99999999 %C-CC G71 *

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
292 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
7.5 경로 윤곽 - 극 좌표계
개요극 좌표계를 사용하면 이전에 정의한 극 I, J에 상대적으로 해당 각도 H 및 거리 R과 관련된 특정 위치를 정의할 수 있습니다.
극 좌표계는 다음과 같은 항목을 계산할 때 유용합니다.
원호의 위치
각도 단위의 공작물 드로잉 크기(예: 볼트 홀 원)
극 좌표계를 사용하는 경로 기능 개요
경로 기능 키 공구 이동 필수 입력 페이지
+ 직선 극 반경, 직선 끝점의 극각 293
+ 원 중심/극을 중심으로 호 끝점으로 이동하는 원형 경로
호 끝점의 극각 294
+ 활성 회전 경로에 해당하는 원형 경로
원 끝점의 극각 294
+ 이전 윤곽 요소에 접선 방향으로 연결된 원호
극 반경, 호 끝점의 극각 294
+ 원형 및 선형 이동의 조합 극 반경, 호 끝점의 극각, 공구축 끝점의 좌표
295

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 293
극 좌표의 데이텀: 극 I, J극 좌표계에서 점을 표시하기 전에 가공 프로그램의 모든 점에 극(I, J)를 설정할 수 있습니다. 극을 설정하는 방법은 원 중심을 프로그래밍하는 방식과 동일합니다.
극을 프로그래밍하려면 SPEC FCT[특수 기능] 키를 누릅니다.
프로그램 기능 소프트 키를 누릅니다.
DIN/ISO 소프트 키를 누릅니다.
I 또는 J 소프트 키를 누릅니다.
좌표: 극의 직교 좌표를 입력하거나, 마지막으로프로그래밍한 위치를 사용하는 경우 G29를 입력합니다. 극은 극 좌표를 프로그래밍하기 전에 정의하며, 직교 좌표로만 정의할 수 있습니다. 또한새 극을 정의할 때까지 적용된 상태로 유지됩니다.
예
N120 I+45 J+45*
급속 이송 G10으로 직선 이동 또는 이송 속도 F G11로직선 이동직선에 있는 공구는 현재 위치에서 직선 끝점으로 이동합니다. 시작점은 이전 블록의 끝점입니다.
극 좌표 반경 R: 극 CC에서 직선 끝점까지의 거리를 입력합니다.
극 좌표의 각도 H: 직선 끝점의 각도상 위치(–360°에서 +360° 사이)입니다.
H 기호는 각도 기준축에 따라 달라집니다.
각도 기준축에서 R 방향의 각도가 반시계 방향인 경우: H>0
각도 기준축에서 R 방향의 각도가 시계 방향인 경우: H<0
예
N120 I+45 J+45*
N130 G11 G42 R+30 H+0 F300 M3*
N140 H+60*
N150 G91 H+60*
N160 G90 H+180*

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
294 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
원형 경로 극 I, J 주변의 G12/G13/G15극좌표의 길이 R은 호의 반경이기도 합니다. R은 시작점에서 극 I,J까지의 거리로 정의됩니다. 마지막으로 프로그래밍한 공구 위치가호의 시작점이 됩니다.
회전 방향시계 방향: G12반시계 방향: G13프로그래밍된 방향 없음: G15. 컨트롤에서 마지막으로 프로그래밍한 회전 방향으로 원호를 이송합니다.
극 좌표계 각도 H: 호 끝점의 각도 위치: –99999.9999° ~ +99999.9999°
예
N180 I+25 J+25*
N190 G11 G42 R+20 H+0 F250 M3*
N200 G13 H+180*
접선 방향으로 연결된 원 G16공구는 이전 윤곽 요소에서 접선 방향으로 원형 경로에서 이동합니다.
극 좌표 반경 R: 호 끝점 및 극 I, J 사이의 거리
극 좌표계 각도 H: 호 끝점의 각도상 위치
극은 윤곽 호의 중심이 아닙니다.
예
N120 I+40 J+35*
N130 G01 G42 X+0 Y+35 F250 M3*
N140 G11 R+25 H+120*
N150 G16 R+30 H+30*
N160 G01 Y+0*

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 295
나선나선은 기본 평면의 원형이동과 해당 평면에 수직인 선형 이동의조합입니다. 기본 평면에 원형 경로를 프로그래밍합니다.
또한 나선은 극 좌표계에서만 프로그래밍됩니다.
응용직경이 큰 암나사 및 수나사
주유홈
나선 계산나선을 프로그래밍하려면 공구가 나선에서 증분 크기로 이동하는총 각도와 나선의 전체 높이를 입력해야 합니다.
나사산 회전 n: 나사산 회전 + 나사산 시작 및 끝 부분의 오버런
전체 높이 h: 나사산 피치 P x 나사산 회전 n
총 증분 각도 G91 H: 나사산 회전 x 360° + 나사산 시작 각도 + 나사산 오버런 각도
시작 좌표 Z: 피치 P x (나사산 회전 + 나사산 시작부분의 나사산 오버런)
나선의 형태아래 테이블에는 나선의 형태가 작업 방향, 회전 방향 및 반경 보정에 의해 결정되는 방식이 나와 있습니다.
암나사 작업 방향 회전 방향 반경 보정
오른쪽 방향 왼쪽 방향
Z+Z+
G13G12
G41G42
오른쪽 방향 왼쪽 방향
Z–Z–
G12G13
G42G41
수나사
오른쪽 방향 왼쪽 방향
Z+Z+
G13G12
G42G41
오른쪽 방향 왼쪽 방향
Z–Z–
G12G13
G41G42

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
296 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
나선 프로그래밍
회전 방향과 총 증분 각도 IPAG91 h에 대해서는 항상 같은 대수 기호를 입력해야 합니다. 그렇지 않으면 공구가잘못된 방향으로 이동해 윤곽이 손상될 수 있습니다.
총 각도 G91 h 값으로 -99999.9999°에서 +99999.9999°사이의 값을 입력할 수 있습니다.
극 좌표 각도: 나선을 따른 총 공구 이송 각도를증분 크기로 입력합니다. 각도를 입력한 후에는축 선택 키를 사용하여 공구축을 지정합니다.좌표: 나선 높이의 좌표를 증분 크기로 입력합니다.
테이블에 따라 반경 보정을 입력합니다.
예: 나사산 M6 x 1mm(회전 5회):
N120 I+40 J+25*
N130 G01 Z+0 F100 M3*
N140 G11 G41 R+3 H+270*
N150 G12 G91 H-1800 Z+5*

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 297
예: 극 좌표계를 사용한 선형 이동
%LINEARPO G71 *
N10 G30 G17 X+0 Y+0 Z-20* 공작물 영역 정의
N20 G31 G90 X+100 Y+100 z+0*
N30 T1 G17 S4000* 공구 호출
N40 G00 G40 G90 Z+250* 극 좌표의 데이텀 정의
N50 I+50 J+50* 공구 후퇴
N60 G10 R+60 H+180* 공구 사전 위치결정
N70 G01 Z-5 F1000 M3* 가공 깊이로 이동
N80 G11 G41 R+45 H+180 F250* 점 1의 윤곽에 접근
N90 G26 R5* 점 1의 윤곽에 접근
N100 H+120* 점 2로 이동
N110 H+60* 점 3으로 이동
N120 H+0* 점 4로 이동
N130 H-60* 점 5로 이동
N140 H-120* 점 6으로 이동
N150 H+180* 점 1로 이동
N160 G27 R5 F500* 접선 방향 이탈
N170 G40 R+60 H+180 F1000* 작업면에서 공구 후퇴, 반경 보정 취소
N180 G00 Z+250 M2* 스핀들축 후퇴, 프로그램 종료
N99999999 %LINEARPO G71 *

윤곽 프로그래밍 | 경로 윤곽 - 극 좌표계 7
298 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예: 나선
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20* 공작물 영역 정의
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S1400* 공구 호출
N40 G00 G40 G90 Z+250* 공구 후퇴
N50 X+50 Y+50* 공구 사전 위치결정
N60 G29* 마지막으로 프로그래밍한 위치를 극으로 전송
N70 G01 Z-12,75 F1000 M3* 가공 깊이로 이동
N80 G11 G41 R+32 H+180 F250* 첫 번째 윤곽점에 접근
N90 G26 R2* 연결
N100 G13 G91 H+3240 Z+13,5 F200* 나선 이송
N110 G27 R2 F500* 접선 방향 이탈
N120 G01 G40 G90 X+50 Y+50 F1000* 공구 후퇴, 프로그램 종료
N130 G00 Z+250 M2*
N99999999 %HELIX G71 *

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 299
7.6 FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19)
기본 사항NC에 대해 치수가 정해지지 않은 공작물 드로잉에는 회색 대화 상자 키로 입력할 수 없는 자유로운 좌표 데이터가 종종 포함되기도합니다.
예를 들어, FK 자유 윤곽 프로그래밍 기능을 사용하여 이와 같은 치수 데이터를 직접 입력할 수 있습니다.
알려진 좌표가 윤곽 요소 위에 또는 윤곽 요소 근처에 있는 경우
좌표 데이터가 다른 윤곽 요소를 참조하는 경우
방향 데이터 및 윤곽의 진로에 관한 데이터가 알려진 경우
컨트롤에서는 기존의 좌표 데이터에서 윤곽을 결정하며 대화형 FK프로그래밍 그래픽을 사용하는 프로그래밍 대화 상자를 지원합니다. 오른쪽 위에 있는 그림은 가장 간편한 FK 프로그래밍을 사용하는 경우의 공정 드로잉을 보여 줍니다.
프로그래밍 유의 사항FK 자유 윤곽 프로그래밍 기능은 작업면 내에 있는 프로그래밍 윤곽 요소에 대해서만 사용할 수 있습니다.
FK 프로그래밍에서 사용하는 작업면은 다음 계층 구조에 따라 정의됩니다.
1. FPOL 블록에 정의된 평면에 사용
2. TOOL CALLT블록에서 정의된 작업면 사용 (예:TOOL CALLG17 = X/Y 평면)
3. 위에 해당되지 않는 경우 표준 X/Y 평면
FK 소프트 키 표시는 공작물 영역 정의에서 스핀들축에따라 달라집니다. 예를 들어 스핀들축 G17을 공작물 영역 정의에 입력하면 X/Y 평면에 대한 FK 소프트 키만 표시됩니다.
모든 윤곽 요소에 대해 사용 가능한 데이터를 모두 입력해야 합니다. 변경되지 않는 데이터도 모든 블록에 입력해야 하며, 그렇지 않으면 해당 데이터가 인식되지 않습니다.
Q 파라미터는 상대 좌표(RX 또는 RAN)가 포함된 요소나 다른 NC 블록을 기준으로 하는 요소를 제외한 모든FK 요소에서 허용됩니다.
FK 블록과 일반 블록을 하나의 프로그램에 입력하는 경우 FK 윤곽을 완전히 정의해야 일반 프로그래밍으로 돌아갈 수 있습니다.
컨트롤에는 모든 계산의 기준으로 사용할 수 있는 고정점이 필요합니다. 회색 경로 기능 키를 사용하여 FK 윤곽프로그래밍 위치 바로 앞에 작업평면의 좌표를 포함하는위치를 프로그래밍합니다. 이 블록에 Q 파라미터를 입력해서는 안 됩니다.
FK 윤곽의 첫 번째 블록이 FCT 또는 FLT 블록인 경우에는 회색 경로 기능 키를 사용하여 최소한 2개의 NC 블록을 프로그래밍함으로써 윤곽 접근 방향을 완전히 정의해야 합니다.
L 명령 바로 뒤에 FK 윤곽을 프로그래밍해서는 안 됩니다.

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
300 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
FK 프로그래밍 그래픽
FK 프로그래밍 중에 그래픽 지원을 사용하려면 프로그램 + 그래픽 화면 레이아웃을 선택하십시오.
추가 정보: "프로그래밍", 페이지 90
좌표 데이터가 불완전하면 공작물 윤곽을 완전히 정의하지 못하는경우가 많습니다. 이 경우 FK 그래픽에 사용 가능한 솔루션이 표시됩니다. 그러면 드로잉에 일치하는 윤곽을 선택할 수 있습니다.
컨트롤은 FK 그래픽에서 여러 색을 사용합니다.
파란색: 고유하게 지정된 윤곽 요소
마지막 FK 요소는 후진 이동 후에만 파란색으로 표시됩니다.
보라색: 아직 고유하게 지정되지 않은 윤곽 요소
황토색: 공구 중간점 경로
빨간색: 급속 이송
녹색:둘 이상의 답이 있을 수 있습니다.
데이터에 대해 여러 솔루션을 사용할 수 있으며 윤곽 요소가 녹색으로 표시되는 경우 다음과 같이 올바른 윤곽 요소를 선택하십시오.
올바른 윤곽 요소가 표시될 때까지표시 해결방법소프트 키를 반복해서 누릅니다.표준 설정에서 가능한 솔루션을 구별할 수 없는경우 줌 기능을 사용합니다.
표시되는 윤곽 요소가 도면과 일치하면솔루션 선택 키로 해당 윤곽 요소를 선택합니다.선택 해결방법
녹색 윤곽 요소를 선택하지 않으려면 시작 한블럭단위소프트 키를눌러 FK 대화 상자를 계속합니다.
최대한 빨리 솔루션 선택 소프트 키를 사용하여 녹색 윤곽 요소를 선택합니다. 이렇게 하면 후속 윤곽 요소가 명확해집니다.
그래픽 창에 블록 번호 표시그래픽 창에 블록 번호를 표시하는 방법:
표시 감춤 블럭 NR. 소프트 키를 표시로 설정합니다(세 번째 소프트 키 행).

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 301
FK 대화 상자 시작회색 FK 경로 기능 키를 누르면 FK 대화 상자를 시작하는 데 사용할 수 있는 소프트 키가 표시됩니다. FK 키를 한 번 더 누르면 소프트 키 선택이 취소됩니다.
이러한 소프트 키 중 하나를 사용하여 FK 대화 상자를 시작하면 컨트롤에는 기존 좌표, 방향 데이터 및 윤곽 방향에 관한 데이터를 입력하는 데 사용할 수 있는 소프트 키 행이 추가로 표시됩니다.
소프트 키 FK 요소
접선 방향으로 연결되는 직선
접선 방향으로 연결되지 않는 직선
접선으로 연결된 원호
접선 방향으로 연결되지 않는 원호
FK 프로그래밍을 위한 극
FK 프로그래밍을 위한 극자유 윤곽 프로그래밍용 소프트 키를 표시하려면FK 키를 누릅니다.
극 정의를 위한 대화 상자를 시작하려면 FPOL소프트 키를 누릅니다.
활성 작업평면의 축 소프트 키가 표시됩니다.
이러한 소프트 키를 사용하여 극 좌표를 입력합니다.
FK 프로그래밍의 극은 FPOL을 사용하여 새 극을 정의할때까지 활성화된 상태로 유지됩니다.

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
302 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
자유 직선 프로그래밍
접선 방향으로 연결되지 않는 직선자유 윤곽 프로그래밍용 소프트 키를 표시하려면FK 키를 누릅니다.
직선의 자유 프로그래밍을 위한 대화 상자를 시작하려면 FL 소프트 키를 누릅니다.
컨트롤에 소프트 키가 추가로 표시됩니다.
이 소프트 키를 사용하여 블록에서 확인된 모든데이터를 입력합니다.
데이터가 충분히 입력될 때까지 FK 그래픽의 프로그래밍된 윤곽 요소는 보라색으로 표시됩니다.입력한 데이터를 통해 여러 솔루션을 설명할 수있는 경우 그래픽의 윤곽 요소는 녹색으로 표시됩니다.추가 정보: "FK 프로그래밍 그래픽", 페이지 300
접선 방향으로 연결되는 직선직선이 다른 윤곽 요소에 접선으로 연결된 경우에는 소프트 키를사용하여 대화 상자를 시작합니다.
자유 윤곽 프로그래밍용 소프트 키를 표시하려면FK 키를 누릅니다.
대화 상자를 시작하려면 FLT 소프트 키를 누릅니다.
소프트 키를 사용하여 블록에서 확인된 모든 데이터를 입력합니다.

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 303
자유 원형 경로 프로그래밍
접선 방향으로 연결되지 않는 원호자유 윤곽 프로그래밍용 소프트 키를 표시하려면FK 키를 누릅니다.
원호의 자유 프로그래밍을 위한 대화 상자를 시작하려면 FC 소프트 키를 누릅니다.
원호에 대한 데이터 또는 원 중심에 대한 데이터를 직접 입력할 수 있는 소프트 키가 표시됩니다.
이 소프트 키를 사용하여 블록에서 확인된 모든데이터를 입력합니다.
데이터가 충분히 입력될 때까지 FK 그래픽의 프로그래밍된 윤곽 요소는 보라색으로 표시됩니다.입력한 데이터를 통해 여러 솔루션을 설명할 수있는 경우 그래픽의 윤곽 요소는 녹색으로 표시됩니다.추가 정보: "FK 프로그래밍 그래픽", 페이지 300
접선으로 연결된 원호원호가 다른 윤곽 요소에 접선으로 연결된 경우에는 FCT 소프트 키를 사용하여 대화 상자를 시작합니다.
자유 윤곽 프로그래밍용 소프트 키를 표시하려면FK 키를 누릅니다.
대화 상자를 시작하려면 FCT 소프트 키를 누릅니다.
소프트 키를 사용하여 블록에서 확인된 모든 데이터를 입력합니다.

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
304 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
가능한 입력 항목
끝점 좌표
소프트 키 기존 데이터
X?및 Y의 직교 좌표
FPOL을 참조하는 극 좌표
예
N70 FPOL X+20 Y+30*
N80 FL IX+10 Y+20 G42 F100*
N90 FCT PR+15 IPA+30 DR+ R15*
윤곽 요소의 방향과 길이
소프트 키 기존 데이터
직선의 길이
직선의 기울기 각도
호의 현 길이 LEN
항목 탄젠트의 기울기 각도 AN
호의 중심각
알림충돌 주의!
증분 경사각 IAN은 이전 이송 블록의 방향으로 참조됩니다. 이전컨트롤 모델(iTNC 530 포함)의 NC 프로그램은 호환되지 않습니다. 가져온 NC 프로그램을 실행하는 동안 충돌의 위험이 있습니다!
그래픽 시뮬레이션을 이용하여 순서 및 윤곽을 확인합니다.
필요 시 가져온 NC 프로그램을 조정합니다.
예
N20 FLT X+25 LEN 12.5 AN+35 G41 F200*
N30 FC DR+ R6 LEN 10 AN-45*
N40 FCT DR- R15 LEN 15*

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 305
FC/FCT 블록의 원 중심 CC, 반경 및 회전 방향컨트롤에서는 입력 데이터를 통해 자유 프로그래밍한 호의 원 중심을 계산합니다. 그러면 FK 프로그램 블록에서 완전한 원을 프로그래밍할 수 있습니다.
극 좌표에서 원 중심을 정의하려는 경우에는 CC가 아닌 FPOL을 사용하여 극을 정의해야 합니다. FPOL은 직교 좌표로 입력되며 컨트롤에서 다른 FPOL이 정의된 블록을 찾을 때까지 적용된 상태로 유지됩니다.
프로그래밍된 또는 자동으로 계산된 원 중심 또는 극은연결된 기존 또는 FK 섹션에서만 유효합니다. FK 섹션이기존 방식으로 프로그래밍된 두 섹션을 분할하는 경우,원 중심 또는 극에 관한 정보는 손실됩니다. 기존 방식으로 프로그래밍된 두 섹션에는 각각 자체의 (필요한 경우동일한) CC 블록이 있어야 합니다. 반대로 두 FK 섹션 간에 기존의 섹션이 있다면 이 정보는 손실되기도 합니다.
소프트 키 기존 데이터
직교 좌표계의 원 중심
극 좌표의 중심점
호의 회전 방향
호의 반경
예
N10 FC CCX+20 CCY+15 DR+ R15*
N20 FPOL X+20 Y+15*
N30 FL AN+40*
N40 FC DR+ R15 CCPR+35 CCPA+40*

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
306 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
폐쇄형 윤곽CLSD 소프트 키를 사용하면 폐쇄형 윤곽의 시작과 끝을 식별할 수있습니다. 이렇게 하면 마지막 윤곽 요소에 사용할 수 있는 솔루션수가 줄어듭니다.
FK 섹션의 첫 번째 및 마지막 블록에 있는 다른 윤곽 데이터에 대한추가 항목으로 CLSD를 입력하십시오.
윤곽 시작: CLSD+
윤곽 끝: CLSD–
예
N10 G01 X+5 Y+35 G41 F500 M3*
N20 FC DR- R15 CLSD+ CCX+20 CCY+35*
...
N30 FCT DR- R+15 CLSD-*

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 307
보조점자유 프로그래밍한 직선과 자유 프로그래밍한 원호에 대해 모두 윤곽 또는 해당 범위 내에 있는 보조점의 좌표를 입력할 수 있습니다.
윤곽의 보조점직선이나 직선의 확장 영역 또는 원호에 있는 보조점입니다.
소프트 키 기존 데이터
직선의 보조 점 P1 또는 P2의 X 좌표
직선의 보조 점 P1 또는 P2의 Y 좌표
원형 경로의 보조 점 P1, P2 또는P3의 X 좌표
원형 경로의 보조 점 P1, P2 또는P3의 Y 좌표
윤곽 근처의 보조점
소프트 키 기존 데이터
직선 근처에 있는 보조 점의 X 및Y 좌표
보조점과 직선 간의 거리
원호 근처에 있는 보조점의 X 및 Y좌표
보조점과 원호 간의 거리
예
N10 FC DR- R10 P1X+42.929 P1Y+60.071*
N20 FLT AN-70 PDX+50 PDY+53 D10*

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
308 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
상대 위치 데이터관련 데이터는 다른 윤곽 요소에 기초한 값입니다. 이러한 관련 항목에 사용되는 소프트 키 및 프로그램 단어는 R로 시작합니다. 오른쪽 그림에서는 상대 데이터로 프로그래밍해야 하는 치수 데이터를 보여 줍니다.
상대 데이터의 좌표 및 각도는 항상 증분 크기로 프로그래밍됩니다. 또한 데이터의 기준이 되는 윤곽 요소의 블록 번호도 입력해야 합니다.
상대 좌표의 기준이 되는 윤곽 요소의 블록 번호는 기준을 프로그래밍하는 블록 앞에 있는 최대 64개의 위치결정 블록에 대해서만 지정할 수 있습니다.
상대 데이터의 기준이 되는 블록을 삭제하면 오류 메시지가 표시됩니다. 블록을 삭제하기 전에 프로그램을 변경하십시오.
N 블록에 상대적인 데이터: 끝점 좌표
소프트 키 기존 데이터
N 블록에 상대적인 직교 좌표
N 블록에 상대적인 극 좌표
예
N10 FPOL X+10 Y+10*
N20 FL PR+20 PA+20*
N30 FL AN+45*
N40 FCT IX+20 DR- R20 CCA+90 RX 20*
N50 FL IPR+35 PA+0 RPR 20*

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 309
N 블록의 상대 좌표: 윤곽 요소의 방향 및 거리
소프트 키 기존 데이터
직선과 다른 요소, 또는 호에 접선 방향인 항목과 다른 요소 간의 각도
다른 윤곽 요소에 평행한 직선
직선에서 평행한 윤곽 요소까지의 거리
예
N10 FL LEN 20 AN+15*
N20 FL AN+105 LEN 12.5*
N30 FL PAR 10 DP 12.5*
N40 FSELECT 2*
N50 FL LEN 20 IAN+95*
N60 FL IAN+220 RAN 20*
N 블록에 상대적인 데이터: 원 중심 CC
소프트 키 기존 데이터
N 블록에 상대적인 원 중심의 직교 좌표계
N 블록에 상대적인 원 중심의 직교 좌표계
예
N10 FL X+10 Y+10 G41*
N20 FL ...*
N30 FL X+18 Y+35*
N40 FL ...*
N50 FL ...*
N60 FC DR- R10 CCA+0 ICCX+20 ICCY-15 RCCX10 RCCY30*

윤곽 프로그래밍 | FK 경로 윤곽 – FK 자유 윤곽 프로그래밍(옵션 19) 7
310 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예: FK 프로그래밍 1
%FK1 G71 *
N10 G30 G17 X+0 Y+0 Z-20* 공작물 영역 정의
N20 G31 X+100 Y+100 Z+0*
N30 T 1 G17 S500* 공구 호출
N40 G00 G90 Z+250 G40 M3* 공구 후퇴
N50 G00 X-20 Y+30 G40* 공구 사전 위치결정
N60 G01 Z-10 G40 F1000* 가공 깊이로 이동
N70 APPR CT X+2 Y+30 CCA90 R+5 G41 F250* 접선 방향으로 연결되는 원호에서 윤곽에 접근
N80 FC DR- R18 CLSD+ CCX+20 CCY+30* FK 윤곽 섹션:
N90 FLT* 각 윤곽 요소에 대해 기존의 모든 데이터 프로그래밍
N100 FCT DR- R15 CCX+50 CCY+75*
N110 FLT*
N120 FCT DR- R15 CCX+75 CCY+20*
N130 FLT*
N140 FCT DR- R18 CLSD- CCX+20 CCY+30*
N150 DEP CT CCA90 R+5 F2000* 접선 방향으로 연결된 원호에서 윤곽 후진
N160 G00 X-30 Y+0*
N170 G00 Z+250 M2* 공구 후퇴, 프로그램 종료
N99999999 %FK1 G71 *

8CAD 파일에서 데이
터 전송

CAD 파일에서 데이터 전송 | CAD 뷰어의 화면 레이아웃 8
312 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
8.1 CAD 뷰어의 화면 레이아웃
CAD 뷰어의 기본 사항
화면 표시CAD-Viewer를 열면 다음과 같은 화면 레이아웃이 표시됩니다.
1
2
54
3
1 메뉴 표시줄
2 그래픽 창
3 목록 뷰 창
4 창 요소 정보
5 상태 표시줄
파일 형식CAD-Viewer를 사용하면 표준화된 CAD 데이터 형식을 컨트롤에서직접 열 수 있습니다.
컨트롤에서는 다음과 같은 파일 형식이 표시됩니다.
파일 형식 형식
단계 .STP 및 .STEP AP 203
AP 214
IGES .IGS 및 .IGES 버전 5.3
DXF .DXF R10 ~ 2015

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 313
8.2 CAD 가져오기(옵션 42)
응용
컨트롤이 ISO로 설정되었더라도 추출된 윤곽 또는 가공위치는 .H 기존 형식의 Klartext 프로그램으로 출력됩니다.
CAD 파일을 컨트롤에서 직접 열고 윤곽 또는 가공 위치를 추출한후 Klartext 프로그램이나 점 파일로 저장할 수 있습니다. 또한 이러한 윤곽 프로그램에는 L 및 CC/C 블록만이 포함되기 때문에 이 방식으로 얻은 Klartext 프로그램은 이전의 하이덴하인 컨트롤로도 실행할 수 있습니다.
파일을 프로그래밍 모드에서 처리하는 경우 파일 확장자가 .H인 윤곽 프로그램과 확장자가 .PNT인 점 파일이 기본적으로 생성됩니다.저장 대화 상자에서 파일 형식을 선택할 수 있습니다. 선택한 윤곽또는 선택한 가공 위치를 직접 NC 프로그램에 삽입하려면 컨트롤의 클립보드를 사용합니다.
작동 참고사항:
컨트롤로 파일을 불러오기 전에 파일의 이름에 허용되는 문자만 포함되었는지 확인하십시오. 추가 정보:"파일 이름", 페이지 165
컨트롤은 이진 DXF 형식을 지원하지 않습니다. ASCII형식의 DXF 파일은 CAD 또는 드로잉 프로그램에서저장합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
314 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
CAD 뷰어 사용
CAD-Viewer를 터치스크린 없이 사용하려면 마우스 또는 터치패드를 사용해야 합니다. 모든 작동 모드 및 기능, 그리고 윤곽 및 가공 위치는 마우스 또는 터치 패드로만 선택할 수 있습니다.
CAD-Viewer는 컨트롤의 세 번째 데스크톱에서 별도의 애플리케이션으로 실행됩니다. 그러므로 스크린 전환 키를 사용하여 필요에따라 기계 작동 모드, 프로그래밍 모드와 CAD-Viewer 사이를 전환할 수 있습니다. 이 기능은 클립보드 복사를 사용하여 복사해서 붙여넣기에 의해 윤곽 또는 가공 위치를 Klartext 프로그램에 추가하려는 경우 특히 유용합니다.
터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121
CAD 파일 열기프로그래밍 키를 누릅니다.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
표시할 파일 형식을 선택하기 위해 소프트 키 메뉴를 표시하려면 선택 형식 소프트 키를 누릅니다.
모든 CAD 파일을 표시하려면 CAD 표시 또는모두 표시 소프트 키를 누릅니다.
CAD 파일이 저장되어 있는 디렉터리를 선택합니다.
원하는 CAD 파일을 선택합니다.
ENT 키를 누릅니다.
CAD-Viewer가 시작되고 파일 내용이 화면에 표시됩니다. 목록 뷰 창에 레이어가 표시되고 그래픽 창에 도면이 표시됩니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 315
기본 설정아래의 기본 설정은 도구 모음의 아이콘을 사용하여 선택합니다.
아이콘 설정
창 목록 뷰를 표시하거나 숨겨 그래픽 창을 확대합니다.
다양한 레이어를 표시합니다.
프리셋 설정
데이텀 설정
윤곽을 선택합니다.
구멍 위치를 선택합니다.
줌을 전체 그래픽의 최대 뷰로 설정합니다.
배경색을 변경합니다(검정색 또는 흰색).
2D 모드와 3D 모드 사이를 전환합니다. 활성 모드가 색상으로 강조 표시됩니다.
파일의 측정 단위(밀리미터 또는 인치)를 설정합니다. 그러면 컨트롤이 이 측정 단위로 윤곽 프로그램과 가공 위치를 출력합니다. 활성 측정 단위는 빨간색으로 강조 표시됩니다.
해상도 설정: 해상도는 컨트롤이 윤곽 프로그램생성 시 사용하는 소수점 자리 수를 지정합니다.기본 설정: 소수점 4자리(밀리미터) 및 소수점 5자리(인치)입니다.
모델의 다양한 뷰 간에 전환합니다. 예: 상단
선택 및 선택 해제 활성화된 + 기호는 Shift 키를 누른 것과 같으며, 활성화된 – 기호는 CTRL 키를 누른 것과 같습니다. 활성화된 커서 기호는 마우스와 같습니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
316 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
다음과 같은 아이콘은 컨트롤에서 특정 모드에서만 표시됩니다.
아이콘 설정
최근 단계가 실행 취소됩니다.
윤곽 지정 모드:
허용 공차는 인접한 윤곽 요소가 서로 얼마나떨어져 있는지를 지정합니다. 허용 공차를 사용하면 드로잉을 할 때 발생한 오차를 보정할 수있습니다. 기본 설정은 0.001mm입니다.
호 모드:
호 모드에서는 NC 프로그램에서 원호가 C 형식으로 출력되는지 아니면 CR 형식으로 출력되는지 정의합니다(예: 원통형 표면 보간용).
점 지정 모드:
가공 위치를 선택하는 동안 컨트롤에서 공구 경로를 파선으로 표시할지 여부를 지정합니다.
경로 최적화 모드:
컨트롤은 공구 이송 동작을 최적화하여 가공 위치 간에 최단의 이송 동작을 수행합니다. 최적화는 반복 작동으로 재설정됩니다.
홀 포지션 모드:
컨트롤에서 크기별로 홀을 정의할 수 있는 팝업창이 열립니다.
작동 참고사항:
CAD 파일에는 이와 같은 정보가 포함되지 않기 때문에 측정 단위를 정확하게 설정하십시오.
이전 컨트롤 모델에 대해 NC 프로그램을 생성하려는경우에는 분해능을 소수 자릿수 3자리로 제한해야 합니다. 또한 CAD-Viewer에서 윤곽 프로그램으로 삽입하는 주석을 제거해야 합니다.
컨트롤이 화면의 상태 표시줄에 활성 기본 설정을 표시합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 317
레이어 설정CAD 파일은 일반적으로 여러 레이어를 포함하고 있습니다. 이러한레이어를 사용하면 설계자가 여러 유형의 요소(실제 공작물 윤곽,크기, 보조선 및 설계선, 음영처리 및 텍스트) 그룹을 생성할 수 있습니다.
불필요한 레이어를 숨기면 그래픽을 더 읽기 쉬우며 필수 정보를원활하게 추출할 수 있습니다.
작동 참고사항:
처리할 CAD 파일에는 최소 하나의 레이어가 포함되어야 합니다. 컨트롤은 레이어에 할당되지 않은 요소를 자동으로 익명 레이어로 옮깁니다.
설계자가 다른 레이어에 라인을 저장한 경우에도 윤곽을 선택할 수 있습니다.
레이어 설정을 위한 모드를 선택합니다.
컨트롤이 활성 CAD 파일에 포함된 모든 레이어를 목록 뷰 창에 표시합니다.
레이어 숨기기: 레이어를 숨기려면 왼쪽 마우스버튼으로 레이어를 선택하고 확인란을 클릭합니다.
또는, 스페이스 키를 사용합니다.
레이어 표시: 레이어를 표시하려면 왼쪽 마우스버튼으로 레이어를 선택하고 확인란을 클릭합니다.
또는, 스페이스 키를 사용합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
318 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 설정경우에 따라 CAD 파일의 도면 데이텀은 공작물의 프리셋으로 직접사용할 수 없는 위치에 있을 수 있습니다. 따라서 컨트롤에는 요소를 클릭하여 적절한 위치로 공작물 프리셋을 이동할 수 있는 기능이 있습니다. 좌표계의 방향도 변경할 수 있습니다.
다음 위치에서 프리셋을 정의할 수 있습니다.
직선의 시작, 끝 또는 중심
원호의 시작, 중심 또는 끝
4분원 사이의 교차점이나 완전한 원의 중심
다음 두 요소 간의 교점:
직선과 직선(실제로 직선 중 하나의 연장선에 교점이 있는 경우 포함)
직선 – 원호
직선 – 완전한 원
원 - 원(원호인지 완전한 원인지는 관계없음)
작동 참고사항:
윤곽을 선택한 후에도 프리셋을 변경할 수 있습니다.컨트롤은 선택한 윤곽을 윤곽 프로그램에 저장할 때까지 실제 윤곽 데이터를 계산하지 않습니다.
프리셋과 옵션 방향은 원점으로 시작하는 주석으로NC 프로그램에 삽입됩니다.
단일 요소에서 프리셋 선택프리셋을 지정하기 위한 모드를 선택합니다.
마우스로 원하는 요소를 클릭합니다.
선택한 요소에서 프리셋의 가능한 위치가 별표로표시됩니다.
프리셋으로 선택할 별표를 클릭합니다.
선택한 요소가 너무 작은 경우 확대/축소 기능을사용하십시오.
컨트롤은 선택된 위치에 프리셋 기호를 설정합니다.
필요한 경우 좌표계의 방향을 조정할 수 있습니다.추가 정보: "좌표계의 방향 조정", 페이지 319

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 319
두 요소의 교점에서 프리셋 선택프리셋을 지정하기 위한 모드를 선택합니다.
왼쪽 마우스 버튼으로 첫 번째 요소(직선, 원 또는 원호)를 클릭합니다.
요소가 색상으로 강조 표시됩니다.
왼쪽 마우스 버튼으로 두 번째 요소(직선, 원 또는 원호)를 클릭합니다.
컨트롤이 교점에 프리셋 기호를 설정합니다.
필요한 경우 좌표계의 방향을 조정할 수 있습니다.추가 정보: "좌표계의 방향 조정", 페이지 319
작동 참고사항:
가능한 교점이 여러 개 있는 경우 두 번째 요소를 마우스로 클릭하면 가장 가까운 교점이 선택됩니다.
두 요소가 직접 교차하지 않는 경우 컨트롤이 두 요소의 확장의 교점을 자동으로 계산합니다.
컨트롤이 교점을 계산할 수 없는 경우 이전에 선택된요소를 선택 해제합니다.
프리셋이 설정되면 “프리셋 설정” 아이콘의 색상이 변경됩니다.
아이콘을 눌러 프리셋을 삭제할 수 있습니다.
좌표계의 방향 조정좌표계의 위치는 축의 방향에 의해 정의됩니다.
프리셋이 이미 설정되었습니다
위치 X 방향에 있는 요소를 왼쪽 마우스 버튼으로 클릭합니다.
컨트롤이 X 축을 정렬하고 목록 뷰에 빨간색으로표시합니다.
대략적으로 위치 Y 방향에 있는 요소를 왼쪽 마우스 버튼으로 클릭합니다.
컨트롤이 Y 및 Z 축을 정렬하고 목록 뷰에 녹색및 파란색으로 표시합니다.
요소 정보요소 정보 창에서 컨트롤이 선택한 프리셋이 도면 데이텀에서 얼마만큼 떨어진 위치에 있는지 그리고 이 기준 시스템이 도면을 기준으로 어떤 방향에 있는지 표시합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
320 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
데이텀 정의경우에 따라 공작물 프리셋은 전체 파트를 가공할 수 없는 위치에있을 수 있습니다. 따라서 컨트롤에는 새 데이텀 및 틸팅 작업을 정의할 수 있는 기능이 있습니다. 좌표계의 방향도 변경할 수 있습니다.
좌표계의 방향이 포함된 데이텀은 프리셋과 같은 위치에 정의할 수있습니다.
추가 정보: "프리셋 설정", 페이지 318
데이텀의 경우 트랜스 데이텀 축 기능 및 방향의 경우평면 벡터 기능을 사용하여 데이텀 및 데이텀의 옵션 방향을 NC 프로그램에 주석으로 삽입할 수 있습니다.
단일 요소에서 데이텀 선택데이텀을 지정하기 위한 모드를 선택합니다.
마우스로 원하는 요소를 클릭합니다.
선택한 요소에서 데이텀의 가능한 위치가 별표로표시됩니다.
데이텀으로 선택할 별표를 클릭합니다.
선택한 요소가 너무 작은 경우 확대/축소 기능을사용하십시오.
컨트롤은 선택된 위치에 프리셋 기호를 설정합니다.
필요한 경우 좌표계의 방향을 조정할 수 있습니다.추가 정보: "좌표계의 방향 조정", 페이지 321

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 321
두 요소의 교점에서 데이텀 선택데이텀을 지정하기 위한 모드를 선택합니다.
왼쪽 마우스 버튼으로 첫 번째 요소(직선, 원 또는 원호)를 클릭합니다.
요소가 색상으로 강조 표시됩니다.
왼쪽 마우스 버튼으로 두 번째 요소(직선, 원 또는 원호)를 클릭합니다.
컨트롤이 교점에 프리셋 기호를 설정합니다.
필요한 경우 좌표계의 방향을 조정할 수 있습니다.추가 정보: "좌표계의 방향 조정", 페이지 321
작동 참고사항:
가능한 교점이 여러 개 있는 경우 두 번째 요소를 마우스로 클릭하면 가장 가까운 교점이 선택됩니다.
두 요소가 직접 교차하지 않는 경우 컨트롤이 두 요소의 확장의 교점을 자동으로 계산합니다.
컨트롤이 교점을 계산할 수 없는 경우 이전에 선택된요소를 선택 해제합니다.
데이텀이 설정된 경우 데이텀 설정 아이콘의 색상이 변경됩니다.
아이콘을 눌러 데이텀을 삭제할 수 있습니다.
좌표계의 방향 조정좌표계의 위치는 축의 방향에 의해 정의됩니다.
데이텀이 이미 설정되었습니다
위치 X 방향에 있는 요소를 왼쪽 마우스 버튼으로 클릭합니다.
컨트롤이 X 축을 정렬하고 목록 뷰에 빨간색으로표시합니다.
대략적으로 위치 Y 방향에 있는 요소를 왼쪽 마우스 버튼으로 클릭합니다.
컨트롤이 Y 및 Z 축을 정렬하고 목록 뷰에 녹색및 파란색으로 표시합니다.
요소 정보요소 정보 창에 사용자가 선택한 데이텀이 공작물 프리셋에서 얼마나 멀리 떨어져 있는지 표시됩니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
322 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
윤곽 선택 및 저장
작동 참고사항:
옵션 42를 사용할 수 없는 경우 데모 모드가 활성화됩니다. 데모 모드에서 최대 10개의 요소를 선택할수 있습니다.
윤곽 선택 시 원하는 가공 방향과 일치하도록 회전방향을 지정합니다.
충돌 없이 접근 가능한 첫 번째 윤곽 요소를 선택합니다.
윤곽 요소가 너무 인접해 있는 경우 줌 기능을 사용하십시오.
다음과 같은 요소를 윤곽으로 선택할 수 있습니다.
직선 세그먼트
원
원호
폴리라인
스플라인 또는 타원 같은 곡선형 요소에서 끝점 및 중심점을 선택할 수 있습니다. 또한 곡선형 요소를 내보내는 중에 윤곽의 일부로선택하고 폴리라인으로 변환할 수 있습니다.
요소 정보요소 정보 창에 목록 뷰 창 또는 그래픽 창에서 선택한 마지막 윤곽요소에 관한 정보의 범위가 표시됩니다.
레이어: 현재 설정된 레이어를 나타냅니다.
형식: 현재 요소 유형을 나타냅니다(예: 선).
좌표: 해당되는 경우 요소의 시작점과 끝점, 그리고 원 중심과반경을 표시합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 323
윤곽 선택 모드를 선택합니다.
윤곽을 선택할 수 있는 그래픽 창이 활성화됩니다.
윤곽 요소를 선택하려면 마우스로 요소를 클릭합니다.
컨트롤에서 가공 순서를 파선으로 표시합니다.
가공 순서를 수정하려면 마우스를 요소 중심점의반대편에 놓습니다.
왼쪽 마우스 버튼으로 요소를 선택합니다.
선택한 윤곽 요소가 파란색으로 바뀝니다.
선택한 가공 순서에 따라 윤곽 요소를 추가로 선택할 수 있는 경우 해당 요소가 녹색으로 강조 표시됩니다. 접합점에서는 방향 편차가 가장 적은요소가 선택됩니다.
마지막 녹색 요소를 클릭하여 모든 요소를 윤곽프로그램에 추가합니다.
선택한 모든 윤곽 요소가 목록 뷰 창에 표시됩니다. 여전히 녹색인 요소는 NC 열에 확인 표시 없이 표시됩니다. 윤곽 프로그램에 이러한 요소가저장되지 않습니다.
목록 뷰 창에서 선택된 요소를 클릭하여 윤곽 프로그램에 추가할 수도 있습니다.
필요한 경우 CTRL 키를 누른 상태에서 그래픽 창의 요소를 다시 클릭하여 이미 선택한 요소의 선택을 해제할 수도 있습니다.
다른 방법: 모든 선택된 요소를 선택 해제하려면아이콘을 클릭합니다.
선택한 윤곽 요소를 컨트롤의 클립보드에 저장합니다. 그러면 Klartext 프로그램에 윤곽을 삽입할수 있습니다.
다른 방법: 선택된 윤곽 요소를 Klartext 프로그램으로 저장합니다.
대상 디렉터리, 파일 이름 및 파일 형식을 선택할수 있는 팝업 창이 표시됩니다.
입력 승인
윤곽 프로그램이 선택된 디렉터리에 저장됩니다.
윤곽을 추가로 선택하려면 선택 요소 취소 소프트 키를 누르고 위에서 설명한 것처럼 다음 윤곽을 선택합니다.
작동 참고사항:
또한 컨트롤에서 2개의 공작물 영역 정의(BLK 폼)를윤곽 프로그램으로 전달합니다. 첫 번째 정의에는 전체 CAD 파일의 크기가 포함됩니다. 활성 상태인 두번째 정의에는 선택한 윤곽 요소만 포함되므로 공작물 영역의 크기가 최적화됩니다.
컨트롤에서는 선택된 요소(파란색 요소)만을 저장합니다. 즉, 목록 뷰 창에서 이러한 요소에는 확인 표시가 나타납니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
324 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
윤곽 요소 분할, 확장 및 축소윤곽 요소를 수정하려면 다음을 수행하십시오.
윤곽을 선택할 수 있는 그래픽 창이 활성화됩니다.
시작점을 선택하려면 요소 또는 두 요소 간의 교점을 선택합니다(+ 아이콘).
다음 윤곽 요소를 마우스로 클릭하여 선택합니다.
컨트롤에서 가공 순서를 파선으로 표시합니다.
요소가 선택되면 컨트롤에서 파란색으로 표시됩니다.
요소가 연결될 수 없는 경우 선택된 요소는 회색으로 표시됩니다.
선택한 가공 순서에 따라 윤곽 요소를 추가로 선택할 수 있는 경우 해당 요소가 녹색으로 강조 표시됩니다. 접합점에서는 방향 편차가 가장 적은요소가 선택됩니다.
마지막 녹색 요소를 클릭하여 모든 요소를 윤곽프로그램에 추가합니다.
작동 참고사항:
첫 번째 윤곽 요소의 윤곽 가공 순서를 선택합니다.
확장하거나 축소할 윤곽 요소가 직선인 경우 컨트롤이 동일한 선을 따라 윤곽 요소를 확장/축소합니다.확장하거나 축소할 윤곽 요소가 원호인 경우 컨트롤이 동일한 원호를 따라 윤곽 요소를 확장/축소합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 325
가공 위치 선택 및 저장
작동 참고사항:
옵션 42를 사용할 수 없는 경우 데모 모드가 활성화됩니다. 데모 모드에서 최대 10개의 요소를 선택할수 있습니다.
윤곽 요소가 너무 인접해 있는 경우 줌 기능을 사용하십시오.
필요할 경우, 컨트롤에서 공구 경로가 표시되도록기본 설정을 구성하십시오. 추가 정보: "기본 설정",페이지 315
패턴 생성기에서 다음 세 가지 방법으로 가공 위치를 정의할 수 있습니다.
개별 선택: 개별 마우스 클릭으로 원하는 가공 위치를 선택합니다.추가 정보: "단일 선택", 페이지 326
마우스 영역으로 구멍 위치를 빠르게 선택: 마우스를 드래그하여 영역을 정의하고, 이 영역 내에서 모든 홀 위치를 선택합니다.추가 정보: "마우스 영역으로 구멍 위치를 빠르게 선택",페이지 327
아이콘을 통해 홀 위치를 빠르게 선택 아이콘을 클릭하면 컨트롤이 기존의 모든 홀 직경을 표시합니다.추가 정보: "아이콘을 통해 구멍 위치를 빠르게 선택",페이지 328
파일 형식 선택
다음과 같은 파일 형식이 있습니다.
포인트 테이블(.PNT)
Klartext 대화식 언어 프로그램(.H)
가공 위치를 Klartext 프로그램으로 저장할 경우 컨트롤이 모든 가공 위치에 대해 별도의 사이클 호출을 포함한 선형 블록을 생성합니다(L X... Y... Z... F MAX M99). 이 프로그램을 이전 TNC 컨트롤로 전송하여 실행할 수도 있습니다.
TNC640의 점 테이블(.PTN)은 iTNC530과 호환되지 않습니다. 각각의 경우에 다른 컨트롤 유형에서 전송하고 처리하는 것은 문제를 일으킬 수 있으며 예상치 못한 성능문제가 나타날 수 있습니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
326 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
단일 선택가공 위치를 선택하기 위한 모드를 선택합니다.
위치를 선택할 수 있는 그래픽 창이 활성화됩니다.
가공 위치를 선택하려면 마우스로 요소를 클릭합니다.
요소가 주황색으로 표시됩니다.
Shift 키를 동시에 누르면 요소에서 가능한 가공위치가 별표로 표시됩니다.
원을 클릭하면 원 중심이 가공 위치로 인식됩니다.
Shift 키를 동시에 누르면 가능한 가공 위치가 별표로 표시됩니다.
컨트롤이 선택된 위치를 목록 뷰 창으로 불러옵니다(점 기호로 표시).
필요한 경우 CTRL 키를 누른 상태에서 그래픽 창의 요소를 다시 클릭하여 이미 선택한 요소의 선택을 해제할 수도 있습니다.
다른 방법: 목록 뷰 창에서 요소를 선택하고 DEL키를 누릅니다.
다른 방법: 모든 선택된 요소를 선택 해제하려면아이콘을 클릭합니다.
선택한 가공 위치를 TNC의 클립보드에 저장합니다. 그러면 Klartext 프로그램에 사이클 호출을 포함한 위치결정 블록으로 가공 위치를 삽입할 수있습니다.
다른 방법: 선택된 가공 위치를 점 파일로 저장합니다.
대상 디렉터리, 파일 이름 및 파일 형식을 선택할수 있는 팝업 창이 표시됩니다.
입력 승인
윤곽 프로그램이 선택된 디렉터리에 저장됩니다.
추가 가공 위치를 선택하려면 선택한 요소 취소아이콘을 누르고 위의 설명에 따라 선택합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 327
마우스 영역으로 구멍 위치를 빠르게 선택가공 위치를 선택하기 위한 모드를 선택합니다.
위치를 선택할 수 있는 그래픽 창이 활성화됩니다.
가공 위치를 선택하려면 Shift 키를 누르고 왼쪽마우스 버튼으로 영역을 정의합니다.
영역 내에서 완전히 밀폐된 모든 완전한 원이 컨트롤에 의해 홀 위치로 인식됩니다.
컨트롤에서 크기별로 홀을 정의할 수 있는 팝업창이 열립니다.
필터 설정을 구성하고 확인 버튼을 눌러 승인합니다.추가 정보: "필터 설정", 페이지 329
컨트롤이 선택된 위치를 목록 뷰 창으로 불러옵니다(점 기호로 표시).
필요한 경우 CTRL 키를 누른 상태에서 그래픽 창의 요소를 다시 클릭하여 이미 선택한 요소의 선택을 해제할 수도 있습니다.
다른 방법: 목록 뷰 창에서 요소를 선택하고 DEL키를 누릅니다.
다른 방법: 열린 영역을 다시 끌어서 모든 요소를선택 취소하되, 이번에는 CTRL 키를 누른 상태에서 실행합니다.
선택한 가공 위치를 TNC의 클립보드에 저장합니다. 그러면 Klartext 프로그램에 사이클 호출을 포함한 위치결정 블록으로 가공 위치를 삽입할 수있습니다.
다른 방법: 선택된 가공 위치를 점 파일로 저장합니다.
대상 디렉터리, 파일 이름 및 파일 형식을 선택할수 있는 팝업 창이 표시됩니다.
입력 승인
윤곽 프로그램이 선택된 디렉터리에 저장됩니다.
추가 가공 위치를 선택하려면 선택한 요소 취소아이콘을 누르고 위의 설명에 따라 선택합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
328 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
아이콘을 통해 구멍 위치를 빠르게 선택가공 위치를 선택하기 위한 모드를 선택합니다.
위치를 선택할 수 있는 그래픽 창이 활성화됩니다.
아이콘 선택
컨트롤에서 크기별로 홀을 정의할 수 있는 팝업창이 열립니다.
필요한 경우 필터 설정을 구성하고 확인 버튼을클릭하여 승인합니다.추가 정보: "필터 설정", 페이지 329
컨트롤이 선택된 위치를 목록 뷰 창으로 불러옵니다(점 기호로 표시).
필요한 경우 CTRL 키를 누른 상태에서 그래픽 창의 요소를 다시 클릭하여 이미 선택한 요소의 선택을 해제할 수도 있습니다.
다른 방법: 목록 뷰 창에서 요소를 선택하고 DEL키를 누릅니다.
다른 방법: 모든 선택된 요소를 선택 해제하려면아이콘을 클릭합니다.
선택한 가공 위치를 TNC의 클립보드에 저장합니다. 그러면 Klartext 프로그램에 사이클 호출을 포함한 위치결정 블록으로 가공 위치를 삽입할 수있습니다.
다른 방법: 선택된 가공 위치를 점 파일로 저장합니다.
대상 디렉터리, 파일 이름 및 파일 형식을 선택할수 있는 팝업 창이 표시됩니다.
입력 승인
윤곽 프로그램이 선택된 디렉터리에 저장됩니다.
추가 가공 위치를 선택하려면 선택한 요소 취소아이콘을 누르고 위의 설명에 따라 선택합니다.

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 329
필터 설정구멍 위치 표시에 빠른 선택 기능을 사용하면, 검색한 가장 작은 직경은 왼쪽에, 가장 큰 직경은 오른쪽에 있는 팝업 창이 나타납니다.직경 표시 바로 아래 있는 버튼으로 직경을 조정하여 원하는 구멍직경을 로드할 수 있습니다.
다음 버튼을 사용할 수 있습니다.
아이콘 가장 작은 직경의 필터 설정
검색된 가장 작은 직경 표시(기본 설정)
검색된, 다음으로 작은 직경 표시
검색된, 다음으로 큰 직경 표시
검색된 가장 큰 직경 표시. 가장 작은 직경에 대한 필터가 가장 큰 직경의 설정 값으로 설정됩니다.
아이콘 가장 큰 직경의 필터 설정
검색된 가장 작은 직경 표시. 가장 큰 직경에 대한 필터가 가장 작은 직경의 설정 값으로 설정됩니다.
검색된, 다음으로 작은 직경 표시
검색된, 다음으로 큰 직경 표시
검색된 가장 큰 직경 표시(기본 설정)
공구 경로 표시 아이콘을 클릭해 공구 경로를 표시할 수 있습니다.
추가 정보: "기본 설정", 페이지 315

CAD 파일에서 데이터 전송 | CAD 가져오기(옵션 42) 8
330 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
요소 정보요소 정보 창에 목록 뷰 창 또는 그래픽 창에서 마우스를 클릭하여마지막으로 선택한 가공 위치의 좌표가 표시됩니다.
또한 마우스를 사용해서 그래픽 표시를 변경할 수 있습니다. 다음과 같은 기능들을 사용할 수 있습니다.
3D로 표시된 모델을 회전하려면 마우스 오른쪽 버튼을 누른 상태로 마우스를 이동합니다.
표시된 모델을 옮기려면 가운데 마우스 버튼이나 휠 버튼을 누른 상태로 마우스를 이동합니다.
특정 영역을 확대하려면 왼쪽 마우스 버튼을 계속 누른 상태로확대할 영역을 표시합니다.
왼쪽 마우스 버튼을 놓으면 정의된 영역이 확대됩니다.
영역을 빠르게 확대하거나 축소하려면 마우스 휠을 앞쪽이나 뒤쪽으로 돌립니다.
표준 디스플레이로 돌아가려면 Shift 키를 누르고 동시에 오른쪽마우스 버튼으로 두 번 클릭합니다. 오른쪽 마우스 버튼만 두 번클릭하면 회전 각도가 유지됩니다.

9서브프로그램 및 프
로그램 섹션 반복

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램 및 프로그램 섹션 반복 레이블 지정 9
332 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
9.1 서브프로그램 및 프로그램 섹션 반복 레이블 지정
서브프로그램 및 프로그램 섹션 반복을 사용하면 가공 순서를 한번 프로그래밍하여 필요한 만큼 여러 번 실행할 수 있습니다.
레이블파트 프로그램에서 서브프로그램 및 프로그램 섹션 반복의 시작 부분은 레이블(G98 L)로 표시됩니다.
레이블은 1에서 65535 사이의 숫자 또는 사용자가 정의한 이름으로 식별되며, 각 레이블 번호 또는 레이블 이름은 프로그램에서레이블 설정 키를 사용하거나 G98을 입력하여 한 번만 설정할 수있습니다. 이때 입력할 수 있는 레이블 이름의 수는 내부 메모리에의해서만 제한됩니다.
레이블 번호나 레이블 이름을 여러 번 사용하지 마십시오!
레이블 0(G98 L0)은 서브프로그램의 끝을 표시할 때만 사용되므로필요한 만큼 사용할 수 있습니다.

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 333
9.2 서브프로그램
작동 순서1 컨트롤은 서브프로그램 호출을 위해 Ln,0 명령까지 파트 프로그
램을 실행합니다.
2 그러면 서브프로그램이 G98 L0을 종료할 때까지 실행됩니다.
3 서브프로그램을 호출한 다음(Ln,0) 블록부터 파트 프로그램이다시 실행됩니다.
프로그래밍 유의 사항주 프로그램은 개수의 제한 없이 서브프로그램을 포함할 수 있습니다.
서브프로그램은 순서에 관계없이 원하는 만큼 반복해서 호출할수 있습니다.
서브프로그램이 자신을 호출할 수는 없습니다.
M2 또는 M30을 포함한 블록 뒤에 서브프로그램을 작성합니다.
서브프로그램이 부분 프로그램에서 M2 또는 M30을 포함한 블록 앞에 있으면 이를 호출하지 않더라도 최소한 한 번은 실행됩니다.

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램 9
334 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
서브프로그램 프로그래밍시작 부분을 표시하려면: LBL 설정 키를 누릅니다.
서브프로그램 번호를 입력합니다. 레이블 이름을사용하려면 LBL 이름 소프트 키를 눌러 텍스트입력으로 전환합니다.
텍스트를 입력합니다.
끝부분을 표시합니다. LBL 설정 키를 누르고 레이블 번호 0을 입력합니다.
서브프로그램 호출서브프로그램 호출: LBL 호출 키를 누릅니다.
호출할 서브프로그램의 번호를 입력합니다. 레이블 이름을 사용하려면 LBL 이름 소프트 키를 눌러 텍스트 입력으로 전환합니다.
레이블 0은 서브프로그램의 끝을 표시할 때만 사용되므로 CALL LBL 0L 0은 허용되지 않습니다.

서브프로그램 및 프로그램 섹션 반복 | 프로그램 섹션 반복 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 335
9.3 프로그램 섹션 반복
레이블 G98프로그램 섹션 반복의 시작 부분은 레이블 G98 L로 표시됩니다. 프로그램 섹션 반복의 끝부분은 Ln,m으로 식별됩니다.
작동 순서1 프로그램 섹션의 끝부분(Ln,m)까지 파트 프로그램이 실행됩니
다.
2 호출된 레이블에서 레이블 호출 Ln,m 사이의 프로그램 섹션이m 다음에 입력한 횟수만큼 반복됩니다.
3 그러면 파트 프로그램이 계속됩니다.
프로그래밍 유의 사항프로그램 섹션은 최대 65,534회까지 연속해서 반복할 수 있습니다.
최초 반복은 최초 가공 프로세스 이후에 시작되므로 프로그램섹션은 항상 프로그래밍된 반복 횟수보다 한 번 더 실행됩니다.

서브프로그램 및 프로그램 섹션 반복 | 프로그램 섹션 반복 9
336 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그램 섹션 반복 프로그래밍시작 부분을 표시하려면 LBL 설정 키를 누르고반복할 프로그램 섹션의 레이블 번호를 입력합니다. 레이블 이름을 사용하려면 LBL 이름 소프트키를 눌러 텍스트 입력으로 전환합니다.
프로그램 섹션을 입력합니다.
프로그램 섹션 반복 호출프로그램 섹션 호출: LBL 호출 키를 누릅니다.
반복될 프로그램 섹션의 번호를 입력합니다. 레이블 이름을 사용하려면 LBL 이름 소프트 키를눌러 텍스트 입력으로 전환합니다.
반복 REP의 수를 입력하고 ENT 키를 눌러 승인합니다.

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램으로 실행할 NC 프로그램 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 337
9.4 서브프로그램으로 실행할 NC 프로그램
소프트 키 개요PGM CALL 키를 누르면 다음 소프트 키가 표시됩니다.
소프트 키 기능
%로 NC 프로그램을 호출합니다.
%:테이블:을 사용하여 데이텀 테이블 선택
%:패턴:을 사용하여 포인트 테이블 선택
%:윤곽:을 사용하여 윤곽 프로그램 선택
%:PGM:으로 NC 프로그램을 선택합니다.
%<>%로 마지막 선택한 파일을 호출합니다.
G:로 임의의 NC 프로그램을 선택합니다. : 고정 사이클로
추가 정보: 사이클 프로그래밍 사용 설명서

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램으로 실행할 NC 프로그램 9
338 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
작동 순서1 %로 다른 NC 프로그램을 호출하는 블록까지 NC 프로그램이 실
행됩니다.
2 그런 다음 호출된 NC 프로그램이 프로그램의 끝까지 실행됩니다.
3 이어서 프로그램을 호출한 다음 블록부터 호출 NC 프로그램이다시 실행됩니다.
프로그래밍 유의 사항컨트롤에서 부분 프로그램을 호출하기 위해 레이블이 필요하지않습니다.
피호출 NC 프로그램은 호출 NC 프로그램에 대한 % 호출을 포함하지 않아야 합니다(무한 루프 발생).
피호출 NC 프로그램에는 보조 기능 M2 또는 M30이 포함되어있지 않아야 합니다. 피호출 NC 프로그램에 레이블을 포함하는정의된 서브프로그램이 있는 경우 M2 또는 M30 을 로 교체해야 합니다.D09 P01 +0 P02 +0 P03 99 jump function
피호출 NC 프로그램에 보조 기능 M2 또는 M30이 포함된 경우 컨트롤이 경고를 표시합니다. 다른 NC 프로그램을 선택하자마자 컨트롤이 이 경고를 자동으로 지웁니다.

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램으로 실행할 NC 프로그램 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 339
프로그램을 서브프로그램으로 호출
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 피호출 NC 프로그램에서 좌표 변환이 명시적으로 재설정되지 않은 경우, 이러한 변환은 호출 NC프로그램에 대해서도 마찬가지로 적용됩니다. 가공 중 충돌 위험!
동일한 NC 프로그램에 사용되는 좌표 변환을 재설정합니다.
필요한 경우 그래픽 시뮬레이션을 사용하여 가공 순서를 확인합니다.
프로그래밍 유의 사항:
피호출 프로그램이 호출 프로그램과 동일한 디렉터리에 있는 경우에는 해당 프로그램 이름만 입력하면됩니다.
피호출 프로그램이 호출 프로그램과 다른 디렉터리에 있지 않은 경우, 전체 경로를 입력해야 합니다(예:TNC:\ZW35\HERE\PGM1.H).
또는 상대 경로를 프로그래밍할 수 있습니다.
호출 프로그램 폴더의 한 단계 상위 폴더에서 시작합니다. 예: ..\PGM1.H호출 프로그램 폴더의 한 단계 하위 폴더에서 시작합니다. 예: DOWN\PGM1.H호출 프로그램 폴더의 한 단계 상위 폴더에 있는 다른 폴더에서 시작합니다. 예: ..\THERE\PGM3.H
DIN/ISO 프로그램을 호출하려면 프로그램 이름 뒤에파일 형식인 .I를 입력합니다.
사이클 12 PGM CALLG39를 사용하여 프로그램을호출할 수도 있습니다.
싸이클 선택 기능을 사용하여 프로그램을 호출할 수도 있습니다(G: : ).일반적으로 프로그램 호출 %를 사용하면 Q 파라미터가 전역적으로 적용됩니다. 따라서 피호출 프로그램의 Q파라미터에 대한 변경 내용은 호출 프로그램에도 영향을 미칩니다.

서브프로그램 및 프로그램 섹션 반복 | 서브프로그램으로 실행할 NC 프로그램 9
340 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
로 프로그램 호출프로그램 호출% 기능은 모든 프로그램을 서브프로그램으로 호출합니다. 컨트롤은 프로그램 내 호출된 위치에서 피호출 프로그램을 실행합니다.
프로그램 호출 기능을 선택하려면 PGM CALL 키를 누릅니다.
프로그램 호출 소프트 키를 누릅니다.
컨트롤에서 호출할 프로그램을 정의하는 대화 상자를 시작합니다.
키보드로 경로 이름을 입력합니다.
또는
선택 파일 소프트 키를 누릅니다.
호출할 프로그램을 선택할 수 있는 선택 창이 표시됩니다.
ENT 키를 누릅니다.
서브프로그램 및 프로그램 섹션 반복 | 서브프로그램으로 실행할 NC 프로그램 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 341
으로 프로그램 호출SELECT PROGRAM 및 CALL SELECTEDPROGRAM%:프로그램 기능을 사용해서 프로그램을 서브프로그램으로 선택하고 해당 프로그램의 다른 위치에서 호출합니다. 컨트롤은 피호출프로그램을 프로그램 내 호출된 위치에서 %<>%로 실행합니다.
%:프로그램: 기능을 문자열 파라미터와 함께 사용하면 프로그램호출을 동적으로 제어할 수 있습니다.
프로그램을 선택하려면 다음을 수행하십시오.
프로그램 호출 기능을 선택하려면 PGM CALL 키를 누릅니다.
선택 프로그램 소프트 키를 누릅니다.
컨트롤에서 호출할 프로그램을 정의하는 대화 상자를 시작합니다.
선택 파일 소프트 키를 누릅니다.
호출할 프로그램을 선택할 수 있는 선택 창이 표시됩니다.
ENT 키를 누릅니다.
선택된 프로그램을 호출하려면 다음을 수행하십시오.
프로그램 호출 기능을 선택하려면 PGM CALL 키를 누릅니다.
선택한 프로그램 호출 소프트 키를 누릅니다.
%<>%를 사용하면 선택된 마지막 프로그램이호출됩니다.
%<>%를 사용하여 호출한 NC 프로그램이 없는 경우,오류 메시지가 표시되고 실행 또는 시뮬레이션이 중단됩니다. 프로그램 실행 중에 원하지 않는 중단을 피하려면D18 기능을 사용하여 프로그램 시작에 대한 모든 경로를 확인할 수 있습니다(ID10 NR110 및 NR111).추가 정보: "D18 – 시스템 데이터 읽기", 페이지 377

서브프로그램 및 프로그램 섹션 반복 | 중첩 9
342 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
9.5 중첩
중첩 유형서브프로그램에서의 서브프로그램 호출
프로그램 섹션 반복 내의 프로그램 섹션 반복
프로그램 섹션 반복에서의 서브프로그램 호출
서브프로그램에서의 프로그램 섹션 반복
중첩 깊이중첩 깊이는 프로그램 섹션 또는 서브프로그램이 다른 프로그램 섹션 또는 서브프로그램을 호출할 수 있는 연속적인 단계의 수를 의미합니다.
서브프로그램의 최대 중첩 깊이: 19
주 프로그램 호출의 최대 중첩 깊이: 19(이 경우 G79를 통해 주프로그램 호출)
프로그램 섹션 반복은 원하는 만큼 중첩할 수 있습니다.

서브프로그램 및 프로그램 섹션 반복 | 중첩 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 343
서브프로그램 내의 서브프로그램
예
%UPGMS G71 *
...
N17 L "UP1",0* 레이블 G98 L1에서 서브프로그램이 호출됨
...
N35 G00 G40 Z+100 M2* 주 프로그램의
마지막 프로그램 블록
N36 G98 L "UP1" 서브프로그램 SP1의 시작
...
N39 L2,0* 레이블 G98 L2에서 서브프로그램이 호출됨
...
N45 G98 L0* 서브프로그램 1의 끝
N46 G98 L2* 서브프로그램 2의 시작
...
N62 G98 L0* 서브프로그램 2의 끝
N99999999 %UPGMS G71 *
프로그램 실행1 주 프로그램 UPGMS가 17번 블록까지 실행됩니다.
2 서브프로그램 SP1이 호출되면 39번 블록까지 실행됩니다.
3 서브프로그램 2가 호출되고 62번 블록까지 실행됩니다. 서브프로그램 2가 끝나고 호출한 서브프로그램으로 돌아갑니다.
4 서브프로그램 1이 호출되고 40번 블록부터 45번 블록까지 실행됩니다. 서브프로그램 SP1이 끝나고 기본 프로그램 UPGMS로돌아갑니다.
5 기본 프로그램 UPGMS가 18번 블록부터 35번 블록까지 실행됩니다. 1번 블록으로 돌아가고 프로그램이 종료됩니다.

서브프로그램 및 프로그램 섹션 반복 | 중첩 9
344 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그램 섹션 반복의 반복
예
%REPS G71 *
...
N15 G98 L1* 프로그램 섹션 반복 1의 시작
...
N20 G98 L2* 프로그램 섹션 반복 2의 시작
...
N27 L2,2* 2회 반복이 포함된 프로그램 섹션 호출
...
N35 L1,1* 이 블록과 G98 L1(N10 블록) 사이의
... 프로그램 섹션 한 번 반복
N99999999 %REPS G71 *
프로그램 실행1 주 프로그램 REPS가 27번 블록까지 실행됩니다.
2 20번 블록에서 27번 블록 사이의 프로그램 섹션이 두 번 반복됩니다.
3 기본 프로그램 REPS가 28번 블록부터 35번 블록까지 실행됩니다.
4 35번 블록과 15번 블록 사이의 프로그램 섹션이 한 번 반복됩니다(20번과 27번 블록 사이의 프로그램 섹션 반복 포함).
5 주 프로그램 REPS가 36번 블록부터 50번 블록까지 실행됩니다.1번 블록으로 돌아가고 프로그램이 종료됩니다.

서브프로그램 및 프로그램 섹션 반복 | 중첩 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 345
서브프로그램 반복
예
%UPGREP G71 *
...
N10 G98 L1* 프로그램 섹션 반복 1의 시작
N11 L2,0* 서브프로그램 호출
N12 L1,2* 2회 반복이 포함된 프로그램 섹션 호출
...
N19 G00 G40 Z+100 M2* 주 프로그램의 마지막 블록(M2 포함)
N20 G98 L2* 서브프로그램의 시작
...
N28 G98 L0* 서브프로그램의 끝
N99999999 %UPGREP G71 *
프로그램 실행1 주 프로그램 UPGREP가 11번 블록까지 실행됩니다.
2 서브프로그램 2가 호출되어 실행됩니다.
3 10번 블록에서 12번 블록 사이의 프로그램 섹션이 두 번 반복됩니다. 따라서 서브프로그램 2가 두 번 반복됩니다.
4 주 프로그램 REPS가 13번 블록부터 19번 블록까지 실행됩니다.1번 블록으로 돌아가고 프로그램이 종료됩니다.

서브프로그램 및 프로그램 섹션 반복 | 프로그래밍 예 9
346 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
9.6 프로그래밍 예
예: 다양한 진입으로 윤곽 밀링
PGM 실행:
공작물 표면에 공구 사전 위치결정
진입 깊이(증분값) 입력
윤곽 밀링
진입 이송과 윤곽 밀링 반복
%PGMREP G71 *
N10 G30 G17 X+0 Y+0 Z-40*
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S3500* 공구 호출
N40 G00 G40 G90 Z+250* 공구 후퇴
N50 I+50 J+50* 극 설정
N60 G10 R+60 H+180* 작업면에서 사전 위치결정
N70 G01 Z+0 F1000 M3* 공작물 표면에 사전 위치결정
N80 G98 L1* 프로그램 섹션 반복용 레이블 설정
N90 G91 Z-4* 공간의 진입 깊이(증분값)
N100 G11 G41 G90 R+45 H+180 F250* 첫 번째 윤곽점
N110 G26 R5* 윤곽 접근
N120 H+120*
N130 H+60*
N140 H+0*
N150 H-60*
N160 H-120*
N170 H+180*
N180 G27 R5 F500* 윤곽 후진
N190 G40 R+60 H+180 F1000* 공구 후퇴
N200 L1,4* 레이블 1로 돌아가며, 섹션이 총 4회 반복됨
N200 G00 Z+250 M2* 공구 후퇴, 프로그램 종료
N99999999 %PGMWDH G71 *

서브프로그램 및 프로그램 섹션 반복 | 프로그래밍 예 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 347
예: 홀 그룹
PGM 실행:
주 프로그램에서 홀 그룹에 접근
주 프로그램에서 홀 그룹(서브프로그램 1) 호출
서브프로그램 1에서 홀 그룹을 한 번만 프로그래밍
%SP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40*
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S3500* 공구 호출
N40 G00 G40 G90 Z+250* 공구 후퇴
N50 G200 드릴작업 드릴링 사이클 정의
Q200=2 ;SET-UP CLEARANCE
Q201=-30 ;DEPTH
Q206=300 ;FEED RATE FOR PLNGNG
Q202=5 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=+0 ;SURFACE COORDINATE
Q204=2 ;2ND SET-UP CLEARANCE
Q211=0 ;DWELL TIME AT DEPTH
Q395=0 ;DEPTH REFERENCE
N60 X+15 Y+10 M3* 그룹 1의 시작점으로 이동
N70 L1,0* 그룹의 서브프로그램 호출
N80 X+45 Y+60* 그룹 2의 시작점으로 이동
N90 L1,0* 그룹의 서브프로그램 호출
N100 X+75 Y+10* 그룹 3의 시작점으로 이동
N110 L1,0* 그룹의 서브프로그램 호출
N120 G00 Z+250 M2* 주 프로그램 종료
N130 G98 L1* 서브프로그램 1의 시작: 홀 그룹
N140 G79* 첫 번째 홀에 대한 사이클 호출
N150 G91 X+20 M99* 두 번째 홀로 이동, 사이클 호출
N160 Y+20 M99* 세 번째 홀로 이동, 사이클 호출
N170 X-20 G90 M99* 네 번째 홀로 이동, 사이클 호출
N180 G98 L0* 서브프로그램 1의 끝
N99999999 %UP1 G71 *

서브프로그램 및 프로그램 섹션 반복 | 프로그래밍 예 9
348 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예: 다공구를 사용하는 홀 그룹
PGM 실행:
주 프로그램에서 고정 사이클 프로그래밍
주 프로그램에서 전체 구멍 패턴(서브프로그램 1) 호출
서브프로그램 1에서 홀 그룹(서브프로그램 2)에 접근
서브프로그램 2에서 홀 그룹을 한 번만 프로그래밍
%SP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40*
N20 G31 G90 X+100 Y+100 Z+0*
N30 T1 G17 S5000* 센터링 드릴 공구 호출
N40 G00 G40 G90 Z+250* 공구 후퇴
N50 G200 드릴작업 중심 사이클 정의
Q200=2 ;SET-UP CLEARANCE
Q201=-3 ;DEPTH
Q206=250 ;FEED RATE FOR PLNGNG
Q202=3 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=+0 ;SURFACE COORDINATE
Q204=10 ;2ND SET-UP CLEARANCE
Q211=0.2 ;DWELL TIME AT DEPTH
Q395=0 ;DEPTH REFERENCE
N60 L1,0* 전체 홀 패턴에 대해 서브프로그램 1 호출
N70 G00 Z+250 M6* 공구 변경
N80 T2 G17 S4000* 드릴 공구 호출
N90 D0 Q201 P01 -25* 새로운 드릴링 깊이
N100 D0 Q202 P01 +5* 새로운 드릴링 절입 깊이
N110 L1,0* 전체 홀 패턴에 대해 서브프로그램 1 호출
N120 G00 Z+250 M6* 공구 변경
N130 T3 G17 S500* 리머 공구 호출
N140 G201 REAMING 사이클 정의: 리밍
Q200=2 ;SET-UP CLEARANCE
Q201=-15 ;DEPTH
Q206=250 ;FEED RATE FOR PLNGNG
Q211=0.5 ;DWELL TIME AT DEPTH
Q208=400 ;RETRACTION FEED RATE
Q203=+0 ;SURFACE COORDINATE
Q204=10 ;2ND SET-UP CLEARANCE
N150 L1,0* 전체 홀 패턴에 대해 서브프로그램 1 호출

서브프로그램 및 프로그램 섹션 반복 | 프로그래밍 예 9
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 349
N160 G00 Z+250 M2* 주 프로그램 종료
N170 G98 L1* 서브프로그램 1의 시작: 전체 홀 패턴
N180 G00 G40 G90 X+15 Y+10 M3* 그룹 1의 시작점으로 이동
N190 L2,0* 그룹에 대해 서브프로그램 2 호출
N200 X+45 Y+60* 그룹 2의 시작점으로 이동
N210 L2,0* 그룹에 대해 서브프로그램 2 호출
N220 X+75 Y+10* 그룹 3의 시작점으로 이동
N230 L2,0* 그룹에 대해 서브프로그램 2 호출
N240 G98 L0* 서브프로그램 1의 끝
N250 G98 L2* 서브프로그램 2의 시작: 홀 그룹
N260 G79* 첫 번째 홀에 대한 사이클 호출
N270 G91 X+20 M99* 두 번째 홀로 이동, 사이클 호출
N280 Y+20 M99* 세 번째 홀로 이동, 사이클 호출
N290 X-20 G90 M99* 네 번째 홀로 이동, 사이클 호출
N300 G98 L0* 서브프로그램 2의 끝
N310 %UP2 G71 *


10Q 파라미터 프로그
래밍

Q 파라미터 프로그래밍 | 기능의 원리 및 개요 10
352 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.1 기능의 원리 및 개요Q 파라미터를 사용해서 고정된 숫자값 대신 변수 Q 파라미터를 프로그래밍하여 하나의 NC 프로그램에서 전체 파트 집합을 프로그래밍할 수 있습니다.
예를 들어 다음과 같은 Q 파라미터를 사용합니다.
좌표값
이송 속도
스핀들 속도
사이클 데이터
Q 파라미터를 사용하여 다음을 수행할 수도 있습니다.
수학 기능을 통해 정의한 윤곽을 프로그래밍할 수 있습니다.
특정 논리 조건에 따라 가공 단계를 실행할 수 있습니다.
Q 파라미터는 항상 문자와 숫자로 식별됩니다. 문자는Q 파라미터의 유형을 결정하고 숫자는 Q 파라미터의 범위를 결정합니다.
자세한 내용은 아래의 테이블을 참조하십시오.
Q 파라미터 유형 Q 파라미터 범위 의미
Q 파라미터: 컨트롤 메모리의 모든 NC 프로그램에 적용되는 파라미터
0 – 99 사용자 파라미터(하이덴하인-SL 사이클과 중첩되지 않는 경우)
100 – 199 사용자 또는 사이클의 NC 프로그램에 의해 읽을 수 있는 컨트롤의 특수 기능에 대한 파라미터
200 – 1199 주로 하이덴하인 사이클에 사용되는 파라미터
1200 – 1399 주로 값이 사용자 프로그램으로 반환되는 경우 제작 업체 사이클과 함께 주로 사용되는 파라미터
1400 – 1599 주로 제작 업체 사이클의 입력 파라미터로 사용되는 파라미터
1600 – 1999 사용자용 파라미터
QL 파라미터: NC 프로그램 내 로컬에서만 적용되는 파라미터
0 – 499 사용자용 파라미터
QR 파라미터: 전원이 차단된 후에도 컨트롤 메모리의 모든 NC 프로그램에 영구적으로(잔류 자기) 영향을 미치는 파라미터
0 ~ 99 사용자용 파라미터
100 ~ 199 하이덴하인 기능용 파라미터(예: 사이클)
200 ~ 499 기계 제작업체용 파라미터(예: 사이클)

Q 파라미터 프로그래밍 | 기능의 원리 및 개요 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 353
QS 파라미터(S는 문자열(string)을 나타냄)도 컨트롤에서 사용할 수있으며 이 파라미터를 통해 텍스트를 처리할 수 있습니다.
Q 파라미터 유형 Q 파라미터 범위 의미
QS 파라미터: 컨트롤 메모리의 모든 NC 프로그램에 영향을 주는 파라미터
0 – 99 사용자 파라미터(하이덴하인 SL 사이클과 중첩되지 않는 경우)
100 – 199 사용자 또는 사이클의 NC 프로그램에 의해 읽을 수 있는 컨트롤의 특수 기능에 대한 파라미터
200 – 1199 주로 하이덴하인 사이클에 사용되는 파라미터
1200 – 1399 주로 값이 사용자 프로그램으로 반환되는 경우 제작 업체 사이클과 함께 사용되는 파라미터
1400 – 1599 주로 제작 업체 사이클의 입력 파라미터로 사용되는 파라미터
1600 – 1999 사용자용 파라미터
알림충돌 주의!
Q 파라미터는 하이덴하인 사이클, 기계 제작업체 사이클 및 공급자 기능에 사용됩니다. Q 파라미터를 NC 프로그램 내에서 프로그래밍할 수도 있습니다. Q 파라미터를 사용할 때 권장 Q 파라미터 범위가 배타적으로 사용되지 않으면 중첩(왕복 효과)이 발생하여 원하지 않는 동작을 초래할 수 있습니다. 가공 중 충돌 위험!
그러므로 하이덴하인이 권장하는 Q 파라미터 범위만 사용하십시오.
하이덴하인, 기계 제작업체 및 공급자의 설명서를 준수하십시오.
그래픽 시뮬레이션을 사용하여 가공 순서를 확인합니다.

Q 파라미터 프로그래밍 | 기능의 원리 및 개요 10
354 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그래밍 유의 사항하나의 NC 프로그램 내에서 Q 파라미터와 숫자 값을 조합하여 사용할 수 있습니다.
Q 파라미터에는 –999 999 999에서 +999 999 999 사이의 숫자 값을 지정할 수 있습니다. 입력 범위는 16자리로 제한되며, 소수점 앞에 최대 9자리가 올 수 있습니다. 내부적으로 컨트롤은 수를 1010의값까지 계산합니다.
QS 파라미터에 최대 255자를 할당할 수 있습니다.
컨트롤은 자동으로 일부 Q 및 QS 파라미터에 같은 데이터를 할당합니다. 예를 들어 Q 파라미터 Q108에는 현재공구 반경이 자동으로 할당됩니다.
추가 정보: " 사전 대입된 Q 파라미터", 페이지 426
컨트롤은 내부적으로 수치를 이진수 형식으로 저장합니다(IEEE 754 표준). 사용한 표준화된 형식 때문에 컨트롤은 일부 십진수를 100% 정확한 이진수로 표현하지 않습니다(반올림 오류). 계산된 Q 파라미터 내용을 점프 명령또는 위치결정 이동에 사용하는 경우 이 점을 고려해야합니다.
Q 파라미터를 상태 정의되지 않음으로 재설정할 수 있습니다. 정의되지 않은 Q 파라미터를 사용하여 위치를 프로그래밍하면 컨트롤에서 이 이동을 무시합니다.

Q 파라미터 프로그래밍 | 기능의 원리 및 개요 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 355
Q 파라미터 기능 호출파트 프로그램을 작성할 때 숫자 입력 및 축 선택용 숫자 키패드의+/- key 키 아래에 있는 Q 키를 누릅니다. 그러면 컨트롤에 다음과같은 소프트 키가 표시됩니다.
소프트 키 기능 그룹 페이지
기본 산술(지정, 더하기, 빼기,곱하기, 나누기, 제곱)
357
삼각 함수 기능 360
If/Then 조건, 점프 362
기타 기능 366
직접 수식 입력 409
복잡한 윤곽 가공 기능 사이클 프로그래밍사용 설명서 참조
Q 파라미터를 정의하거나 대입하면 Q, QL 및 QR 소프트 키가 표시됩니다. 이러한 소프트웨어 키를 사용하여원하는 파라미터 유형을 선택할 수 있습니다. 그런 다음파라미터 번호를 정의합니다.
USB 키보드가 연결되어 있는 경우 Q 키를 눌러 수식 입력용 대화 상자를 열 수 있습니다.

Q 파라미터 프로그래밍 | 파트 집합(숫자 값 대신 Q 파라미터 사용) 10
356 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.2 파트 집합(숫자 값 대신 Q 파라미터 사용)
응용Q 파라미터 기능 d0: ASSIGN은 Q 파라미터에 숫자값을 지정합니다. 따라서 프로그램에서 고정된 숫자값 대신 변수를 사용할 수 있습니다.
예
N150 D00 Q10 P01 +25* 할당
... Q10에 값 25가 할당됨
N250 G00 X +Q10* G00 X +25에 해당
Q 파라미터로 특정 크기를 입력하면 전체 파트 집합에 대해 프로그램을 하나만 작성하면 됩니다.
특정 파트를 프로그래밍하려면 개별 Q 파라미터에 적절한 값을 지정하면 됩니다.
예: Q 파라미터를 사용한 원통원통 반경: R = Q1
원통 높이: H = Q2
원통 Z1: Q1 = +30Q2 = +10
원통 Z2: Q1 = +10Q2 = +50

Q 파라미터 프로그래밍 | 수학 기능으로 윤곽 설명 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 357
10.3 수학 기능으로 윤곽 설명
응용아래에 나열된 Q 파라미터를 사용하면 가공 프로그램에서 기본적인 수학 기능을 프로그래밍할 수 있습니다.
Q 파라미터 기능을 선택합니다. 오른쪽 숫자 키패드에서 Q 키를누릅니다. Q 파라미터 기능이 소프트 키 행에 표시됩니다.
기본 수학 기능을 선택하려면 기본적인 계산 소프트 키를 누릅니다.
그러면 컨트롤에 다음과 같은 소프트 키가 표시됩니다.
개요
소프트 키 기능
D00: ASSIGN예: D00 Q5 P01 +60 *값을 직접 대입Q 파라미터 값 재설정
D01: ADDITION예: D01 Q1 P01 -Q2 P02 -5 *두 값의 합계를 계산 및 대입
D02: SUBTRACTION예: D02 Q1 P01 +10 P02 +5 *폼 및 두 값 사이의 차 대입
D03: MULTIPLICATION예: D03 Q2 P01 +3 P02 +3 *폼 및 두 값 사이의 곱 대입
D04: DIVISION 예: D04 Q4 P01 +8 P02 +Q2* 두 값의 몫 계산 및 대입 허용되지 않음: 0으로 나누기
D05: SQUARE ROOT 예: D05 Q50 P01 4 * 값의 제곱근 계산 및 대입허용되지 않음: 음수 값의 제곱근
= 기호의 오른쪽에 다음을 입력할 수 있습니다.
두 개의 숫자
두 개의 Q 파라미터
하나의 숫자와 하나의 Q 파라미터
수식의 Q 파라미터와 숫자값에 양수 또는 음수 기호를 붙여 입력할수 있습니다.

Q 파라미터 프로그래밍 | 수학 기능으로 윤곽 설명 10
358 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기본 프로그래밍 작업
예 1예
N16 D00 Q5 P01 +10*
N17 D03 Q12 P01 +Q5 P02 +7*
Q 파라미터 기능을 선택합니다. Q 키를 누릅니다.
수학 기능을 선택하려면 기본적인 계산 소프트키를 누릅니다.
ASSIGN Q 파라미터 기능 선택: D0 X=Y 소프트키를 누릅니다.
결과에 대한 파라미터 번호?
Q 파라미터의 번호 5를 입력하고 ENT 키를 눌러승인합니다.
첫 번째 값 / 파라미터?
10을 입력합니다. 숫자 값 10을 Q5에 대입하고ENT 키로 승인합니다.
예 2Q 파라미터 기능을 선택합니다. Q 키를 누릅니다.
수학 기능을 선택하려면 기본적인 계산 소프트키를 누릅니다.
Q 파라미터 기능 중 곱하기를 선택하려면D3 X * Y 소프트 키를 누릅니다.
결과에 대한 파라미터 번호?
Q 파라미터의 번호 12를 입력하고 ENT 키를 눌러 승인합니다.
첫 번째 값 / 파라미터?
첫 번째 값으로 Q5를 입력하고 ENT 키로 승인합니다.
두 번째 값 / 파라미터?
첫 번째 값으로 7를 입력하고 ENT 키로 승인합니다.

Q 파라미터 프로그래밍 | 수학 기능으로 윤곽 설명 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 359
예 3 – Q 파라미터 재설정예
16 D00: Q5 SET UNDEFINED*
17 D00: Q1 = Q5*
Q 파라미터 기능을 선택합니다. Q 키를 누릅니다.
수학 기능을 선택하려면 기본적인 계산 소프트키를 누릅니다.
ASSIGN Q 파라미터 기능 선택: D0 X=Y 소프트키를 누릅니다.
결과에 대한 파라미터 번호?
Q 파라미터의 번호 5를 입력하고 ENT 키를 눌러승인합니다.
1. 값 또는 파라미터?
SET UNDEFINED를 누릅니다.
D00 기능은 정의되지 않은 값의 전송도 지원합니다.D00 없이 정의되지 않은 Q 파라미터를 전송하려는 경우, 컨트롤은 오류 메시지 잘못된 값을 표시합니다.

Q 파라미터 프로그래밍 | 각도 기능 10
360 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.4 각도 기능
정의사인: sin α = a / c
코사인: cos α = b / c
탄젠트: tanα = a / b = sin α / cos α
여기서
c는 빗변입니다.
a는 a각 반대쪽 변입니다.αb는 나머지 한 변입니다.
컨트롤에서는 탄젠트에서 각을 구할 수 있습니다.
α = arctan (a / b) = arctan (sin α / cos α)
예:a = 25mm
b = 50mm
α = arctan (a / b) = arctan 0.5 = 26.57°
또한 다음과 같은 공식도 사용할 수 있습니다.
a² + b² = c²(a² = a x a)
c = √ (a2 + b2)
삼각 함수 기능 프로그래밍삼각함수 소프트 키를 눌러 삼각함수 기능을 호출합니다. 그러면컨트롤에서 아래 테이블에 나열된 소프트 키를 표시합니다.
소프트 키 기능
D06: SINUS예: D06 Q20 P01 -Q5 *사인 각도(°)를 계산 및 대입
D07: COSINE예: D07 Q21 P01 -Q5 *코사인 각도(°)를 계산 및 대입
D08: ROOT SUM OF SQUARES예: D08 Q10 P01 +5 P02 +4 *두 값의 길이를 계산 및 대입
D13: ANGLE예: D13 Q20 P01 +10 P02 -Q1 *반대편과 인접변들의 아크탄젠트 또는 각도의사인 및 코사인(0 < 각도 < 360°)을 사용하여각도를 계산 및 대입

Q 파라미터 프로그래밍 | 원 계산 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 361
10.5 원 계산
응용컨트롤에서는 원 계산 기능을 사용하여 주어진 3개 또는 4개 점으로부터 원 중심과 원 반경을 계산할 수 있습니다. 4개 점을 사용하는 경우 계산 값이 보다 정확해집니다.
애플리케이션: 응용 분야: 이러한 기능은 프로그래밍 가능한 프로빙기능을 사용하여 홀이나 피치 원의 위치 및 크기를 계산하려는 경우에 사용할 수 있습니다.
소프트 키 기능
FN 23: 세 점에서 원 데이터 결정예: D23 Q20 P01 Q30
원에 있는 3개 점의 좌표 쌍을 파라미터 Q30 및 이후 5개 파라미터(즉, Q35까지)에 저장해야 합니다.
그러면 컨트롤에서는 기준축(스핀들축이 Z인 경우 X)의 원 중심을파라미터 Q20에, 보조축(스핀들축이 Z이 경우 Y)의 원 중심을 파라미터 Q21에, 그리고 원 반경을 파라미터 Q22에 저장합니다.
소프트 키 기능
FN 24: 네 점에서 원 데이터 결정예: D24 Q20 P01 Q30
원에 있는 4개 점의 좌표 쌍을 파라미터 Q30 및 이후 7개 파라미터(즉, Q37까지)에 저장해야 합니다.
그러면 컨트롤에서는 기준축(스핀들축이 Z인 경우 X)의 원 중심을파라미터 Q20에, 보조축(스핀들축이 Z이 경우 Y)의 원 중심을 파라미터 Q21에, 그리고 원 반경을 파라미터 Q22에 저장합니다.
D23과 D24는 결과 파라미터와 2개의 연속 파라미터를자동으로 덮어 씁니다.

Q 파라미터 프로그래밍 | Q 파라미터를 사용한 If-then 조건 10
362 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.6 Q 파라미터를 사용한 If-then 조건
응용컨트롤에서는 Q 파라미터를 서로 비교하거나 다른 숫자 값과 비교하여 if-then 논리 조건을 결정할 수 있습니다. 조건이 충족되는 경우 컨트롤에서는 해당 조건 이후에 프로그래밍된 라벨에서 프로그램을 계속 실행합니다.
추가 정보: "서브프로그램 및 프로그램 섹션 반복 레이블 지정",페이지 332
조건이 충족되지 않는 경우에는 다음 블록이 실행됩니다.
다른 프로그램을 서브프로그램으로 호출하려면 해당 레이블이 포함된 블록 뒤에 % 프로그램 호출을 입력합니다.
무조건 점프조건이 항상 참인 조건부 이동을 입력하면 무조건 이동이 프로그래밍됩니다. 예:
D09 P01 +10 P02 +10 P03 1 *

Q 파라미터 프로그래밍 | Q 파라미터를 사용한 If-then 조건 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 363
If-Then 조건 프로그래밍
점프 입력에 대한 가능성조건 IF에 대해 다음을 입력할 수 있습니다.
번호
텍스트
Q, QL, QR
Qs(문자열(문자열 파라미터)
점프 주소 GOTO를 입력하는 방법은 다음 세 가지가 있습니다.
LBL NAMELBL NUMBERQS
점프 소프트 키를 눌러 If-Then 조건을 호출합니다. 그러면 컨트롤에 다음과 같은 소프트 키가 표시됩니다.
소프트 키 기능
D09: IF EQUAL, JUMP예: D09 P01 +Q1 P02 +Q3 P03 "UPCAN25" *두 값 또는 파라미터가 동일하면 지정된 레이블로 점프
D09: IF UNDEFINED, JUMP예: D09 P01 +Q1 IS UNDEFINED P03“UPCAN25“ *지정된 파라미터가 정의되지 않은 경우 지정된레이블로 점프합니다.
D09: IF DEFINED, JUMP예: D09 P01 +Q1 IS DEFINED P03 “UPCAN25“*지정된 파라미터가 정의된 경우 지정된 레이블로점프합니다.
D10: IF UNEQUAL, JUMP예: D10 P01 +10 P02 -Q5 P03 10 *두 값 또는 파라미터가 같지 않으면 지정된 레이블로 점프
D11: IF GREATER, JUMP예: D11 P01 +Q1 P02 +10 P03 QS5 *첫 번째 값 또는 파라미터가 두 번째 값 또는 파라미터보다 크면 지정된 레이블로 점프
D12: IF LESS, JUMP예: D12 P01 +Q5 P02 +0 P03 "ANYNAME" *첫 번째 값 또는 파라미터가 두 번째 값 또는 파라미터보다 작으면 지정된 레이블로 점프

Q 파라미터 프로그래밍 | Q 파라미터 확인 및 변경 10
364 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.7 Q 파라미터 확인 및 변경
절차모든 작동 모드에서 Q 파라미터를 확인하고 편집할 수도 있습니다.
프로그램 실행 중인 경우 필요하면 중단하거나(예: NC STOPP키 및 내부적인 정지 소프트 키를 눌러) 시험 주행을 정지합니다.
Q파라미터 기능을 호출하려면 Q 정보 소프트 키또는 Q 키를 누릅니다.
그러면 모든 파라미터와 파라미터의 현재값이 나열됩니다.
화살표 키 또는 GOTO 키를 사용하여 원하는 파라미터를 선택합니다.
값을 변경하려면 편집 현재 필드 소프트 키를 누릅니다. 새 파일 이름을 입력하고 ENT 키로 입력을 승인합니다.
값을 그대로 유지하려면 현재 값 소프트 키를 누르거나, END 키를 눌러 대화 상자를 닫습니다.
모든 파라미터는 표시된 주석과 함께 컨트롤에 의해 사이클 내에서 또는 전송 파라미터로 사용됩니다.
로컬, 전역 또는 문자열 파라미터를 확인하거나 편집하려면SHOW PARAMETERS Q QL QR QS[Q QL QR QS 파라미터 표시]소프트 키를 누릅니다. 컨트롤에 특정 파라미터 유형이표시됩니다. 이전에 설명이 제공된 기능도 적용됩니다.

Q 파라미터 프로그래밍 | Q 파라미터 확인 및 변경 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 365
모든 작동 모드에서 Q 파라미터를 추가 상태 표시에 표시할 수도있습니다(프로그래밍 모드 제외).
프로그램 실행 중인 경우 필요하면 중단하거나(예: NC-STOPP키 및 내부적인 정지 소프트 키를 눌러) 시험 주행을 정지합니다.
화면 레이아웃용 소프트 키 행을 호출합니다.
추가 상태 표시를 위한 레이아웃 옵션 선택
화면 오른쪽에 개요 상태 폼이 표시됩니다.
Q 파라미터 상태 소프트 키를 누릅니다.
Q 파라메터 리스트 소프트 키를 누릅니다.
컨트롤에서 팝업 창이 열립니다.
각 파라미터 유형(Q, QL, QR, QS)에 대해 제어하려는 파라미터 번호를 정의합니다. 단일 Q 파라미터는 쉼표로 분리하고 순차적 Q 파라미터는하이픈으로 연결합니다(예: 1, 3, 200-208). 파라미터 유형별 입력 범위는 132자입니다.
QPARA 탭에는 항상 소수점 8번째 자리까지 표시됩니다. 예를 들어 Q1 = COS 89.999의 결과는 컨트롤에서 0.00001745로 표시됩니다. 컨트롤에는 아주 크거나 아주 작은 값이 지수 표기로 표시됩니다. Q1 = COS 89.999 * 0.001의 결과는 컨트롤에서+1.74532925e-08으로 표시되는데 여기서 e-08은 10-8
인자에 해당합니다.

Q 파라미터 프로그래밍 | 추가 기능 10
366 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.8 추가 기능
개요추가 기능을 호출하려면 다양한 기능 소프트 키를 누릅니다. 그러면 컨트롤에 다음과 같은 소프트 키가 표시됩니다.
소프트 키 기능 페이지
D14오류 메시지 표시
367
D16텍스트 또는 Q 파라미터 값의 형식 지정 출력
371
D18시스템 데이터 읽기
377
D19PLC로 값 전송
405
D20NC 및 PLC 동기화
406
D26자유 정의 테이블 열기
480
D27자유 정의 테이블에 쓰기
481
D28자유 정의 테이블에서 읽기
482
D29PLC로 최대 8개의 값 전송
407
D37로컬 Q 파라미터 또는 QS 파라미터를 호출 프로그램으로 내보내기
408
D38NC 프로그램에서 정보 보내기
408

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 367
D14: 오류 메시지 표시D14 오류 기능을 사용하면 프로그램 제어 하에 오류 메시지를 출력할 수 있습니다. 이러한 메시지는 기계 제작 업체 또는 하이덴하인에서 미리 정의한 것입니다. 프로그램 실행 또는 시험 주행 중에D14가 포함된 블록이 발견된 경우, 컨트롤은 프로그램 실행 또는시험 주행을 중단하고 오류 메시지를 표시합니다. 그러면 프로그램을 다시 시작해야 합니다.
오류 번호 영역 표준 대화 상자
0 ... 999 기계 의존형 대화 상자
1000 ... 1199 내부 오류 메시지
예스핀들이 켜지지 않은 경우 컨트롤에서 메시지를 표시합니다.
N180 D14 P01 1000*
하이덴하인에서 사전 정의한 오류 메시지
오류 번호 텍스트
1000 스핀들?
1001 공구 축이 지정되지 않음
1002 공구 반경이 너무 작음
1003 공구 반경이 너무 큼
1004 범위를 벗어남
1005 시작점이 잘못되었음
1006 회전할 수 없음
1007 배율비가 맞지 않음
1008 대칭 형상 사용할 수 없음
1009 데이텀을 이동할 수 없음
1010 이송 속도를 지정하지 않음
1011 입력 자료가 잘못됨
1012 잘못된 기호
1013 입력된 각도값이 잘못되었음
1014 터치포인트(Touch point)를 찾을 수 없음
1015 포인트가 너무 많음
1016 입력값이 잘못되었음
1017 사이클이 정확하지 않음
1018 가공 평면 정의가 잘못됨
1019 잘못된 축이 프로그램에서 사용됨
1020 사용할 수 없는 스핀들 회전수를 입력함
1021 공구경 보정이 정의되지 않음
1022 모서리 R 보정이 정의되지 않음
1023 회전 반경이 너무 큼

Q 파라미터 프로그래밍 | 추가 기능 10
368 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
오류 번호 텍스트
1024 프로그램 시작이 정의되지 않았음
1025 과도한 중첩
1026 각도 기준이 지정되지 않음
1027 사이클 정의가 잘못됨
1028 슬롯 너비가 너무 작음
1029 포켓이 너무 적음
1030 Q202 정의되지 않음
1031 Q205 정의되지 않음
1032 Q218은 반드시 Q219보다 커야 함
1033 CYCL 210 사용할 수 없음
1034 CYCL 211 사용할 수 없음
1035 Q220 너무 큼
1036 Q222는 반드시 Q223보다 커야 함
1037 Q244는 반드시 0보다 커야 함
1038 Q245는 반드시 Q246과 같지 않아야 함
1039 각도 범위가 360°보다 작아야 함
1040 Q223은 반드시 Q222보다 커야 함
1041 Q214: 0은 사용할 수 없음
1042 이송 방향이 정의되지 않음
1043 데이텀 목록 파일을 사용할 수 없음
1044 위치 오류: 1축의 중심점
1045 위치 오류: 2축의 중심점
1046 홀의 직경이 너무 작음
1047 홀의 직경이 너무 큼
1048 보스의 직경이 너무 작음
1049 보스의 직경이 너무 큼
1050 포켓이 너무 작음: 축 1 재작업
1051 포켓이 너무 작음: 축 2 재작업
1052 포켓이 너무 큼: 축 1 분할
1053 포켓이 너무 큼: 축 2 분할
1054 보스가 너무 작음: 축 1 분할
1055 보스가 너무 작음: 축 2 분할
1056 보스가 너무 큼: 축 1 재작업
1057 보스가 너무 큼: 축 2 재작업

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 369
오류 번호 텍스트
1058 터치프로브 425: 측정점이 최대거리를 초과함
1059 터치프로브 425: 측정점이 최소거리보다 작음
1060 터치프로브 426: 측정점이 최대거리를 초과함
1061 터치프로브 426: 측정점이 최소거리보다 작음
1062 터치프로브 430: 측정형상의 직경이 너무큼
1063 터치프로브 430: 측정형상의 직경이 너무작음
1064 측정축이 지정되지 않음
1065 공구 파손량이 허용량을 초과함
1066 Q247의 값은 0을 사용할 수 없음
1067 Q247의 값은 5보다 커야 함
1068 데이텀 테이블은 어디에?
1069 0과 같지 않은 Q351 입력
1070 나사가공 깊이가 너무 큼
1071 조정(Calibration) 자료 없음
1072 허용공차가 너무 큼
1073 블록 스캔 활성
1074 위치 결정이 허용되지 않음
1075 3DROT을 수행할 수 없음
1076 3DROT 실행
1077 깊이를 음수로 입력
1078 측정 사이클의 Q303 정의 안됨
1079 공구축을 허용할 수 없음
1080 계산된 값이 정확하지 않음
1081 측정값이 맞지 않음
1082 안전 높이가 잘못됨
1083 절입 유형이 잘못됨
1084 이 고정 싸이클이 허용되지 않음
1085 줄(Line)을 편집할 수 없음
1086 가공 깊이보다 더 깊음
1087 포인트 각도가 정의되지 않음
1088 정확하지 않은 자료

Q 파라미터 프로그래밍 | 추가 기능 10
370 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
오류 번호 텍스트
1089 슬롯 위치 0이 허용되지 않음
1090 0이 아닌 진입량 입력
1091 Q399의 변경은 허용되지 않음
1092 공구가 정의되지 않음
1093 공구 번호를 사용할 수 없음
1094 도구 이름 허용되지 않음
1095 소프트웨어 옵션이 활성화되지 않음
1096 역학을 복원할 수 없음
1097 기능이 허용되지 않음
1098 공작물 영역 크기 충돌
1099 측정 위치가 허용되지 않음
1100 역학에 액세스할 수 없음
1101 측정 위치가 이송 범위에 있지 않음
1102 프리셋을 보정할 수 없음
1103 공구 반경이 너무 큼
1104 절입 유형이 가능하지 않음
1105 절입 각도가 잘못 정의됨
1106 호 길이가 정의되지 않음
1107 슬롯 폭이 너무 큼
1108 배율 비가 다름
1109 공구 데이터가 일치하지 않음

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 371
D16 – 텍스트 및 Q 파라미터 값의 형식 지정 출력
D16, NC 프로그램의 메시지를 화면에 출력할 수 있습니다. 해당 메시지는 팝업 창에 표시됩니다.
추가 정보: "컨트롤 화면에 메시지 표시", 페이지 375
D16, Q 파라미터 값을 저장하고 형식 지정 텍스트를 출력할 수 있습니다(예를 들어 측정 보고서를 저장하기 위해). 값을 출력하는 경우 D16 블록에서 정의한 파일에 데이터가 저장됩니다. 출력 파일의최대 크기는 20KB입니다.
기능 D16을 사용할 수 있도록 하려면 먼저 출력 형식을 지정하는텍스트 파일을 프로그래밍합니다.
추가 기능다음 형식 지정 기능을 사용하여 텍스트 파일을 생성합니다.
특수 문자 기능
"..........." 따옴표 사이의 텍스트 및 변수에 대한 출력 형식을 정의합니다.
%9.3F Q 파라미터의 형식:
%: 형식 정의
9.3: 소수점을 포함하여 전체 9자리로구성되며 이 중 3자리는 소수 부분입니다.
F: 부동 소수점(소수 자릿수), Q, QL,Qr에 대한 형식
%+7.3F Q 파라미터의 형식:
%: 형식 정의
+: 숫자 오른쪽 정렬
7.3: 소수점을 포함하여 전체 7자리로구성되며 이 중 3자리는 소수 부분입니다.
F: 부동 소수점(소수 자릿수), Q, QL,Qr에 대한 형식
%S 텍스트 변수 QS의 형식입니다.
%D 또는 %I 정수용 형식
, 출력 형식과 파라미터를 구분하는 문자입니다.
; 블록 문자의 끝입니다.
\n 줄 바꿈
+ Q 파라미터 값, 오른쪽 정렬
- Q 파라미터 값, 왼쪽 정렬

Q 파라미터 프로그래밍 | 추가 기능 10
372 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
다음 기능을 사용하면 프로토콜 로그 파일에 다음과 같은 추가 정보를 포함할 수 있습니다.
키워드 기능
CALL_PATH FN16 기능을 찾을 NC 프로그램 경로를지정합니다. 예: "Measuring program:%S",CALL_PATH;
M_CLOSE FN16을 사용하여 작성 중인 파일을 닫습니다. 예: M_CLOSE;
M_APPEND 출력 갱신 시 로그를 기존 로그에 추가합니다. 예: M_APPEND;
M_APPEND_MAX 지정된 최대 파일 크기(KB)를 초과하기 전까지 출력 갱신 시 로그를 기존 로그에 추가합니다. 예: M_APPEND_MAX20;
M_TRUNCATE 출력 갱신 시 로그를 덮어씁니다. 예:M_TRUNCATE;
L_ENGLISH 텍스트를 영어 대화식 언어로만 표시합니다.
L_GERMAN 텍스트를 독일어 대화식 언어로만 표시합니다.
L_CZECH 텍스트를 체코어 대화식 언어로만 표시합니다.
L_FRENCH 텍스트를 프랑스어 대화식 언어로만 표시합니다.
L_ITALIAN 텍스트를 이탈리아어 대화식 언어로만 표시합니다.
L_SPANISH 텍스트를 스페인어 대화식 언어로만 표시합니다.
L_PORTUGUE 텍스트를 포르투갈어 대화식 언어로만 표시합니다.
L_SWEDISH 텍스트를 스웨덴어 대화식 언어로만 표시합니다.
L_DANISH 텍스트를 덴마크어 대화식 언어로만 표시합니다.
L_FINNISH 텍스트를 핀란드어 대화식 언어로만 표시합니다.
L_DUTCH 텍스트를 네덜란드어 대화식 언어로만 표시합니다.
L_POLISH 텍스트를 폴란드어 대화식 언어로만 표시합니다.
L_HUNGARIA 텍스트를 헝가리어 대화식 언어로만 표시합니다.
L_CHINESE 텍스트를 중국어(대화식 언어)로만 표시합니다.
L_CHINESE_TRAD 텍스트를 중국어(번체) 대화식 언어로만 표시합니다.
L_SLOVENIAN 텍스트를 슬로베니아어 대화식 언어로만 표시합니다.

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 373
키워드 기능
L_NORWEGIAN 텍스트를 노르웨이어(대화식 언어)로만 표시합니다.
L_ROMANIAN 텍스트를 루마니아어(대화식 언어)로만 표시합니다.
L_SLOVAK 텍스트를 슬로바키아어 대화식 언어로만 표시합니다.
L_TURKISH 텍스트를 터키어(대화식 언어)로만 표시합니다.
L_ALL 대화식 언어에 관계없이 텍스트를 표시합니다.
HOUR 실시간 시계(RTC)의 시간입니다.
MIN 실시간 시계(RTC)의 분입니다.
SEC 실시간 시계(RTC)의 초입니다.
DAY 실시간 시계(RTC)의 날짜입니다.
MONTH 실시간 시계(RTC)의 월(숫자)입니다.
STR_MONTH 실시간 시계(RTC)의 월(문자열 약어)입니다.
YEAR2 실시간 시계(RTC)의 두 자릿수 연도입니다.
YEAR4 실시간 시계(RTC)의 네 자릿수 연도입니다.
텍스트 파일 만들기형식 지정된 텍스트 및 Q 파라미터 값을 출력하려면 컨트롤의 텍스트 편집기로 텍스트 파일을 작성합니다. 그런 다음 이 파일에서 출력 형식 및 출력하려는 Q?파라미터를 정의합니다. 이 파일을 확장자 .A로 생성합니다.
출력 형식을 정의하는 텍스트 파일 예:
"MEASURING LOG OF IMPELLER CENTER OF GRAVITY";"DATE: %02d.%02d.%04d",DAY,MONTH,YEAR4;“TIME: %02d:%02d:%02d",HOUR,MIN,SEC;“NO. OF MEASURED VALUES: = 1";"X1 = %9.3F", Q31;"Y1 = %9.3F", Q32;"Z1 = %9.3F", Q33;

Q 파라미터 프로그래밍 | 추가 기능 10
374 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
NC 프로그램에서는 D16을 프로그래밍하여 출력을 활성화합니다소스의 경로 및 출력 파일의 경로를 D16에 입력합니다.
기능 D16 내에서 출력 텍스트가 포함된 출력 파일을 지정합니다.프로그램의 끝(G71)에, 프로그램 중지 지점(NC-STOPP 키)에 또는M_CLOSE 명령을 통해 출력 파일이 생성됩니다.
로그 파일의 경로 이름으로 파일 이름만 지정하면 D16기능이 포함된 NC 프로그램이 있는 디렉터리에 로그 파일이 저장됩니다.
전체 경로에 대한 대안으로 상대 경로를 프로그래밍합니다.
호출 프로그램 폴더의 한 단계 하위 폴더에서 시작합니다. 예: D16 P01 MASKE\MASKE1.A/ PROT\PROT1.TXT호출 파일 폴더의 한 단계 상위 폴더에 있는 다른 폴더에서 시작합니다. 예: D16 P01 ..\MASKE\MASKE1.A/ ..\PROT1.TXT
예
N90 D16 P01 TNC:\MASK\MASK1.A/ TNC:\PROT1.TXT
컨트롤에서 PROT1.TXT 파일을 생성합니다.
MEASURING LOG OF IMPELLER CENTER OF GRAVITYDATE: 2015년 7월 15일TIME: 8:56:34 AMNO. OF MEASURED VALUES : = 1X1 = 149.360Y1 = 25.509Z1 = 37.000
작동 및 프로그래밍 참고사항:
프로그램에서 동일한 파일을 여러 번 출력하는 경우대상 파일 내에서 현재 출력이 이전에 출력한 내용뒤에 추가됩니다.
D16 블록에서 형식 파일과 로그 파일을 해당 파일 형식 확장자로 프로그래밍합니다.
로그 파일의 파일 이름 확장자가 출력의 파일 형식(예: TXT, .A, .XLS, .HTML)을 결정합니다.
기계 파리미터 (no. 102202) 및 (no. 102203)에 로그파일을 출력하는 기본 경로를 정의할 수 있습니다.
D16을 사용하는 경우 파일이 UF8 인코딩이 아니어야 합니다.
기능 D18을 통해 로그 파일에 대해 많은 유용한 및흥미로운 정보(예: 마지막 사용한 터치 프로브 사이클의 번호)를 수신합니다.추가 정보: "D18 – 시스템 데이터 읽기",페이지 377

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 375
컨트롤 화면에 메시지 표시또한 D16 기능을 사용하여 컨트롤 화면의 팝업 창에 NC 프로그램의 메시지를 표시할 수도 있습니다. 그러면 긴 텍스트를 포함한 설명 텍스트를 프로그램의 원하는 위치에 표시하여 사용자가 해당 텍스트에 반응하도록 할 수 있습니다. 또한 프로토콜 설명 파일에 해당 지침이 포함된 경우 Q 파라미터의 내용도 표시할 수 있습니다.
컨트롤 화면에 메시지가 표시되도록 하려면 프로토콜 파일의 이름으로 screen:만 입력하면 됩니다.
예
N90 D16 P01 TNC:\MASK\MASK1.A/screen:
메시지의 줄이 많아 팝업 창에 모두 표시되지 않는 경우에는 화살표 키를 사용하여 창의 페이지를 이동할 수 있습니다.
팝업 창을 닫으려면 CE 키를 누릅니다. 프로그램에서 창을 닫으려면 다음 NC 블록을 프로그래밍합니다.
예
N90 D16 P01 TNC:\MASK\MASK1.A/SCLR:
프로그램에서 동일한 파일을 여러 번 출력하는 경우 대상 파일 내에서 현재 출력이 이전에 출력한 내용 뒤에추가됩니다.
메시지 내보내기D16 기능을 사용하면 로그 파일을 외부에 저장할 수도 있습니다.
D16 기능에 전체 대상 경로를 입력합니다.
예
N90 D16 P01 TNC:\MSK\MSK1.A / PC325:\LOG\PRO1.TXT
프로그램에서 동일한 파일을 여러 번 출력하는 경우 대상 파일 내에서 현재 출력이 이전에 출력한 내용 뒤에추가됩니다.

Q 파라미터 프로그래밍 | 추가 기능 10
376 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파라미터와 함께 소스 또는 대상 입력소스 파일 및 출력 파일을 Q 파라미터 또는 QS 파라미터로 입력할수 있습니다. 이 목적을 위해 NC 프로그램에서 미리 원하는 파라미터를 정의합니다.
추가 정보: "문자열 파라미터 대입", 페이지 414
사용자가 Q 파라미터로 작업하는 것을 컨트롤에서 인식하려면 다음 구문을 사용하여 D16 기능에서 해당 파라미터를 입력합니다.
입력 기능
:'QS1' QS 파라미터를 콜론으로 시작하고 작은 따옴표로 묶어서 설정합니다.
:'QL3'.txt 필요한 경우 대상 파일에 대해 추가 파일 이름 확장자를 지정합니다.
메시지 인쇄또한 D16 기능을 사용하여 연결된 프린터에 메시지를 인쇄할 수도있습니다.
추가 정보: "프린터", 페이지 105
메시지를 프린터로 전송하려면 로그 파일의 이름으로 Printer:\를입력한 다음 해당 파일 이름을 입력해야 합니다.
컨트롤에서는 파일이 인쇄될 때까지 파일을 PRINTER: 경로에 저장합니다.
예
N90 D16 P01 TNC:\MASKE\MASKE1.A/PRINTER:\DRUCK1

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 377
D18 – 시스템 데이터 읽기D18 기능을 사용하면 시스템 데이터를 읽고 Q 파라미터에 저장할수 있습니다. 시스템 데이텀 선택은 그룹 번호(ID 번호), 시스템 데이터 번호 및 필요한 경우 인덱스를 통해 이루어집니다.
D18 기능의 읽은 값은 컨트롤에서 NC 프로그램의 측정단위와 상관없이 항상 미터법 단위로 출력됩니다.
다음은 D18 기능의 전체 목록입니다. 컨트롤의 모델에따라 일부 기능을 사용할 수 없다는 것에 주의하시기 바랍니다.
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
프로그램 정보
3 - 활성 가공 사이클의 번호
6 - 현재 실행된 터치 프로브 사이클의 번호 –1 = 없음
7 - 호출 NC 프로그램의 유형: –1 = 없음0 = 가시적 NC 프로그램 1 = 사이클/매크로, 주 프로그램을 볼 수 있음 2 = 사이클/매크로, 볼 수 있는 주 프로그램없음
103 Q파라미터 번호
NC 사이클 내에서 의미가 있으며 IDX로 지정된 Q 파라미터가 연결된 CYCLE DEF에 명시적으로 언급되었는지 여부와 관련된 조회에사용됩니다.
110 QS 파라미터번호
이름이 QS(IDX)인 파일입니까?0 = 아니오, 1 = 예 이 기능은 상대 파일 경로를 제거합니다.
10
111 QS 파라미터번호
이름이 QS(IDX)인 디렉터리입니까?0 = 아니오, 1 = 예 절대 디렉터리 경로만 사용할 수 있습니다.

Q 파라미터 프로그래밍 | 추가 기능 10
378 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
시스템의 주소를 분기함
1 - M2/M30 중에 현재 프로그램을 종료하는 대신 점프하는 라벨.값 = 0: M2/M30은 정상적으로 적용됨
2 - FN14의 경우: NO CANCEL 반응과 함께ERROR가 표시되는 경우 오류가 있는 프로그램을 중지하는 대신 점프하는 라벨. FN14명령에서 프로그래밍한 오류 번호는 ID992NR14로 읽을 수 있습니다.값 = 0: FN14가 정상적으로 적용됩니다.
13
3 - 내부 서버 오류가 있는 경우(SQL, PLC, CFG)또는 잘못된 파일 조작(FUNCTION FILECOPY,FUNCTION FILEMOVE, or FUNCTIONFILEDELETE)의 경우 오류 메시지를 표시하고프로그램을 중단하는 대신 점프할 라벨.값 = 0: 오류가 정상적으로 적용됩니다.
기계 상태
1 - 활성 공구 번호
2 - 준비된 공구 번호
3 - 활성 공구축0 = X 6 = U1 = Y 7 = V 2 = Z 8 = W
4 - 프로그래밍된 스핀들 속도
5 - 활성 스핀들 상태 -1 = 스핀들 상태 정의되지 않음 0 = M3 활성 1 = M4 활성 2 = M3 후 M5 활성 3 = M4 후 M5 활성
7 - 활성 기어 범위
8 - 활성 절삭유 상태 0 = 해제, 1 = 설정
9 - 활성 이송 속도
10 - 준비된 공구의 인덱스
11 - 활성 공구의 인덱스
14 - 활성 스핀들의 번호
20 - 선삭 작업에 프로그래밍된 절삭 속도
21 - 회전 모드의 스핀들 모드:0 = 일정 속도1 = 일정 절삭 속도
22 - 절삭유 상태 M7:0 = 비활성, 1 = 활성
20
23 - 절삭유 상태 M8:0 = 비활성, 1 = 활성

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 379
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
채널 데이터
25 1 - 채널 번호
사이클 파라미터
1 - 안전 거리
2 - 홀 깊이 / 밀링 깊이
3 - 진입 깊이
4 - 절입 이송 속도
5 - 포켓의 첫 번째 변 길이
6 - 포켓의 두 번째 변 길이
7 - 슬롯의 첫 번째 변 길이
8 - 슬롯의 두 번째 변 길이
9 - 원형 포켓의 반경
10 - 가공 이송 속도
11 - 밀링 경로의 회전 방향
12 - 정지 시간
13 - 사이클 17 및 18의 나사산 피치
14 - 정삭 여유량
15 - 황삭 각도
21 - 프로빙 각도
22 - 프로빙 경로
23 - 프로빙 이송 속도
49 - HSC 모드(사이클 32 허용 공차)
50 - 회전축의 허용 공차(사이클 32 허용 공차)
52 Q파라미터 번호
사용자 사이클에 대한 전송 파라미터의 유형:–1: CYCL DEF에 프로그래밍되지 않은 사이클파라미터0: CYCL DEF(Q 파라미터)에 숫자로 프로그래밍된 사이클 파라미터1: CYCL DEF에 문자열로 프로그래밍된 사이클 파라미터(Q 파라미터)
60 - 안전 높이(터치 프로브 사이클 30 ~ 33)
61 - 검사(터치 프로브 사이클 30 ~ 33)
62 - 절삭날 측정(터치 프로브 사이클 30 ~ 33)
63 - 결과에 대한 Q 파라미터 번호(터치 프로브 사이클 30 ~ 33)
64 - 결과에 대한 Q 파라미터 유형(터치 프로브 사이클 30 ~ 33)1 = Q, 2 = QL, 3 = QR
30
70 - 이송 속도에 대한 곱수(사이클 17 및 18)

Q 파라미터 프로그래밍 | 추가 기능 10
380 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
모달 상태
35 1 - 치수: 0 = 절대(G90) 1 = 상대(G91)
SQL 테이블의 데이터
40 1 - 마지막 SQL 명령의 결과 코드입니다. 마지막결과 코드가 1(=오류)이면 오류 코드가 반환코드로 전송됩니다.
공구 테이블의 데이터
1 공구 번호 공구 길이 L
2 공구 번호 공구 반경 R
3 공구 번호 공구 경 R2
4 공구 번호 공구 길이 DL 오버사이즈(Oversize)
5 공구 번호 공구 반경 보정량 DR
6 공구 번호 공구 반경 보정량 DR2
7 공구 번호 공구 잠김 TL 0 = 잠기지 않음, 1 = 잠김
8 공구 번호 대체 공구 번호 RT
9 공구 번호 최대 공구 수명 TIME1
10 공구 번호 최대 공구 수명 TIME2
11 공구 번호 현재 공구 수명 CUR.TIME
12 공구 번호 PLC 상태
13 공구 번호 최대 공구 길이 LCUTS
14 공구 번호 최대 절입 각도 ANGLE
15 공구 번호 TT: 잇날 수 CUT
16 공구 번호 TT: 길이 마모 허용 공차 LTOL
17 공구 번호 TT: 반경 마모 허용 공차 RTOL
18 공구 번호 TT: 회전 방향 DIRECT 0 = 양의 방향, –1 = 음의 방향
19 공구 번호 TT: 평면의 오프셋 R-OFFSR = 99999.9999
20 공구 번호 TT: 길이 보정량 L-OFFS
21 공구 번호 TT: 길이 파손 허용량 LBREAK
22 공구 번호 TT: 반경 파손 허용량 RBREAK
28 공구 번호 최대 속도 NMAX
32 공구 번호 점 각도 TANGLE
34 공구 번호 LIFTOFF 허용(0= 아니오, 1= 예)
50
35 공구 번호 반경 마모 허용 공차 R2TOL

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 381
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
36 공구 번호 공구 유형 TYPE(밀링기 = 0, 연삭기 = 1, ... 터치 프로브 =21)
37 공구 번호 터치 프로브 테이블의 대응하는 라인
38 공구 번호 최근 사용 시간 소인
39 공구 번호 ACC
40 공구 번호 나사산 피치 사이클
포켓 테이블의 데이터
1 포켓 번호 공구 번호
2 포켓 번호 0 = 특수 공구 없음1 = 특수 공구
3 포켓 번호 0 = 고정된 포켓 없음1 = 고정된 포켓
4 포켓 번호 0 = 포켓 잠기지 않음1 = 포켓 잠김
51
5 포켓 번호 PLC 상태
공구 포켓 결정
1 공구 번호 포켓 번호52
2 공구 번호 공구 매거진 번호
T 및 S 스트로브에 대한 공구 데이터
1 T 코드 공구 번호 IDX0 = T0 스트로브(공구 보관), IDX1 = T1스트로브(공구 로드), IDX2 = T2 스트로브(공구 준비)
2 T 코드 공구 인덱스 IDX0 = T0 스트로브(공구 보관), IDX1 = T1스트로브(공구 로드), IDX2 = T2 스트로브(공구 준비)
57
5 - 스핀들 속도 IDX0 = T0 스트로브(공구 보관), IDX1 = T1스트로브(공구 로드), IDX2 = T2 스트로브(공구 준비)
TOOL CALL에 프로그래밍된 값
1 - 공구 번호 T
2 - 활성 공구축 0=X, 1=Y 2=Z, 6=U 7=V, 8=W
3 - 스핀들 속도 S
4 - 공구 길이 DL 오버사이즈(Oversize)
5 - 공구 반경 오버사이즈(Oversize) DR
6 - 자동 TOOL CALL 0 = 예, 1 = 아니오
60
7 - 공구 반경 오버사이즈(Oversize) DR2

Q 파라미터 프로그래밍 | 추가 기능 10
382 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
8 - 공구 인덱스
9 - 활성 이송 속도
10 - 절삭 속도[mm/min]
TOOL DEF에 프로그래밍된 값
0 공구 번호 공구 변경 시퀀스의 번호 읽기: 0 = 공구가 스핀들에 이미 있음, 1 = 외부 공구 간의 변경, 2 = 내부 공구에서 외부 공구로 변경, 3 = 특수 공구에서 외부 공구로 변경, 4 = 외부 공구 로드, 5 = 외부 공구에서 내부 공구로 변경, 6 = 내부 공구에서 내부 공구로 변경, 7 = 특수 공구에서 내부 공구로 변경, 8 = 내부 공구 로드, 9 = 외부 공구에서 특수 공구로 변경, 10 = 공구 변경에서 내부 공구로 변경, 11 = 특수 공구에서 특수 공구로 변경, 12 = 특수 공구 로드, 13 = 외부 공구 언로드, 14 = 내부 공구 언로드, 15 = 특수 공구 언로드
1 - 공구 번호 T
2 - 길이
3 - 반경
4 - 목록
61
5 - TOOL DEF에 프로그래밍된 공구 데이터 1 = 예, 0 = 아니오

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 383
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
LAC 및 VSC에 대한 값
0 LAC 가중치 설정 실행이 수행될 예정이거나마지막 수행된 NC 축의 인덱스(X ~ W = 1 ~9)
0
2 LAC 가중치 설정 실행에 의해 결정된 총 관성([kgm2] 단위) (A/B/C 회전축 사용) 또는 총 질량([kg] 단위) (X/Y/Z 선형축 사용)
71
1 0 사이클 957 나사산에서 후퇴
OEM 사이클에 자유롭게 사용 가능한 메모리 영역
72 0-39 0-30 OEM 사이클에 자유롭게 사용 가능한 메모리영역 값은 컨트롤 재부팅(= 0) 중에 컨트롤에의해서만 재설정됩니다.“Cancel[취소]”에서는 값이 평가 시간의 값으로 재설정되지 않습니다.597110-11 이전: NR 0-9 및 IDX 0-9만597110-12부터: NR 0-39 및 IDX 0-30
사용자 사이클에 자유롭게 사용 가능한 메모리 영역
73 0-39 0-30 사용자 사이클에 자유롭게 사용 가능한 메모리 영역 값은 컨트롤 재부팅(= 0) 중에 컨트롤에 의해서만 재설정됩니다.“Cancel[취소]”에서는 값이 평가 시간의 값으로 재설정되지 않습니다.597110-11 이전: NR 0-9 및 IDX 0-9만597110-12부터: NR 0-39 및 IDX 0-30
최소 스핀들 속도
90 1 스핀들 ID 최저 기어 범위의 최소 스핀들 속도입니다.기어 범위가 구성되지 않은 경우, 스핀들 속도는 인덱스가 0으로 설정된 파라미터에서가져옵니다. 인덱스 99 = 활성 스핀들
공구 보정
1 1 = 보정량적용 안 됨 2= 보정량 적용 3 = 보정량적용, 그리고TOOL CALL[공구 호출]에서보정량 적용
활성 반경200
2 1 = 보정량적용 안 됨 2= 보정량 적용 3 = 보정량적용, 그리고TOOL CALL[공구 호출]에서보정량 적용
활성 길이

Q 파라미터 프로그래밍 | 추가 기능 10
384 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
3 1 = 보정량적용 안 됨 2= 보정량 적용 3 = 보정량적용, 그리고TOOL CALL[공구 호출]에서보정량 적용
라운딩 반경 R2
6 공구 번호 공구 길이 인덱스 0= 활성 공구
좌표 변환
1 - 기본 회전(수동)
2 - 프로그래밍된 회전
3 - 활성 좌우 대칭 축입니다. 비트 0 ~ 2 및 6 ~8:축 X, Y, Z 및 U, V, W
4 축 활성 배율인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
5 회전축 3D-ROT인덱스: 1 - 3(A, B, C)
6 - 프로그램 실행 작동 모드에서 작업평면을 틸트 0 = 활성화되지 않음–1 = 활성
7 - 수동 운전 모드에서 작업평면을 틸트 0 = 활성화되지 않음–1 = 활성
210
8 QL 파라미터번호
스핀들과 틸팅된 좌표계 간의 오정렬 각도입니다.QL 파라미터에 지정된 각도를 입력 좌표계에서 공구 좌표계로 투영합니다. IDX가 생략된경우 투영을 위해 각도 0이 사용됩니다.

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 385
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
좌표계 활성화
211 – - 1 = 입력 시스템(기본값)2 = REF 시스템3 = 공구 변경 시스템
선삭 모드의 특수 변환
1 - 선삭 모드에서 XY 평면의 입력 시스템의 세차에 대한 각도 변환을 재설젛아려면 각도에 대해 값 0을 입력해야 합니다. 이 변환은 사이클800(파라미터 Q497)과 연결하여 사용됩니다.
215
3 1-3 Nr2로 쓴 공간 각도 읽기 인덱스: 1 - 3(redA, redB, redC)
현재 데이텀 전환
2 축 현재 데이텀 전환([mm] 단위)인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
3 축 기준점과 프리셋 간의 차를 읽습니다.인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
220
4 축 OEM 오프셋에 대한 값을 읽거나..인덱스: 1 - 9( X_OFFS, Y_OFFS, Z_OFFS,... )
이송 범위
2 축 음수 소프트웨어 한계 스위치 인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
3 축 양수 소프트웨어 한계 스위치 인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
5 - 소프트웨어 한계 스위치 켜짐 또는 꺼짐: 0 = 켜짐, 1 = 꺼짐 모듈로 축의 경우 상위 한계와 하위 한계를둘 다 설정하거나 한계를 설정하지 않아야 합니다.
12 축 CfgPositionLimits의 음수 소프트웨어 한계 스위치에 대한 값을 지속적으로 덮어씁니다. 인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
230
13 축 CfgPositionLimits의 양수 소프트웨어 한계 스위치에 대한 값을 지속적으로 덮어씁니다. 인덱스: 1 ~ 9(X, Y, Z, A, B, C, U, V, W)
REF 시스템의 공칭 위치 읽기
240 1 축 REF 시스템의 현재 공칭 위치
보정량(핸드휠 등)을 포함하여 REF 시스템의 공칭 위치 읽기
241 1 축 REF 시스템의 현재 공칭 위치
활성 좌표계의 현재 위치 읽기
270 1 축 입력 시스템의 현재 공칭 위치
보정량(핸드휠 등)을 포함하여 활성 좌표계의 현재 위치 읽기
271 1 축 입력 시스템의 현재 공칭 위치
M128에 대한 정보 읽기

Q 파라미터 프로그래밍 | 추가 기능 10
386 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
280 1 - M128 활성:–1 = 예, 0 = 아니오
기계 역학
5 - 0: 온도 보정 활성화되지 않음 1: 온도 보정 활성
290
10 - FUNCTION MODE MILL 또는 FUNCTIONMODE TURN에 프로그래밍된Channels/ChannelSettings/CfgKinList/kinCompositeModels에서 기계 역학의 인덱스–1 = 프로그래밍되지 않음.
기계 역학 데이터 읽기
1 QS 파라미터번호
활성 3축 역학의 축 이름을 읽습니다. 축 이름은 QS(IDX), QS(IDX+1) 및 QS(IDX+2)에 따라기록됩니다.0 = 조작 성공
2 0 FACING HEAD POS 기능이 활성 상태입니까?1 = 예, 0 = 아니오
4 회전축 정의된 회전축이 역학 계산에 포함되는지 여부를 읽습니다.1 = 예, 0 = 아니오(M138을 사용하여 역학 계산에서 회전축을제외할 수 있습니다.)인덱스: 4, 5, 6( A, B, C )
10 축 프로그래밍 가능 축을 결정합니다. 지정된 축인덱스(CfgAxis/axisList에서 가져온 인덱스)와연결된 축 ID를 결정합니다.인덱스: 1 - 9( X, Y, Z, A, B, C, U, V, W)
295
11 축 ID 프로그래밍 가능 축을 결정합니다. 지정된 축ID에 대한 축(X = 1, Y = 2, ...)의 인덱스 결정 인덱스: 축 ID(CfgAxis/axisList에서 가져온 인덱스)
지오메트리 동작 수정
310 20 축 직경 프로그래밍: –1 = 설정, 0 = 해제
현재 시스템 시간
0 1970년 1월 1일 00시 00분 00초(실제 시간)이후 경과된 시스템 시간(초 단위)입니다.
1
1 1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과된 시스템 시간(초 단위)입니다.
320
3 - 현재 NC 프로그램의 처리 시간을 읽거나 .

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 387
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
시스템 시간의 형식 지정
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: DD.MM.YYYY hh:mm:ss
0
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: DD.MM.YYYY hh:mm:ss
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: D.MM.YYYY h:mm:ss
1
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: D.MM.YYYY h:mm:ss
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: D.MM.YYYY h:mm
2
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: D.MM.YYYY h:mm
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: D.MM.YY h:mm
3
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: D.MM.YY h:mm
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: YYYY-MM-DD hh:mm:ss
4
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: YYYY-MM-DD hh:mm:ss
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: YYYY-MM-DD hh:mm
321
5
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: YYYY-MM-DD hh:mm

Q 파라미터 프로그래밍 | 추가 기능 10
388 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: YYYY-MM-DD h:mm
6
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: YYYY-MM-DD h:mm
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: YY-MM-DD h:mm
7
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: YY-MM-DD h:mm
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: DD.MM.YYYY
8
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: DD.MM.YYYY
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: D.MM.YYYY
9
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: D.MM.YYYY
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: D.MM.YY
10
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: D.MM.YY
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: YYYY-MM-DD
11
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: YYYY-MM-DD

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 389
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: YY-MM-DD
12
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: YY-MM-DD
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: hh:mm:ss
13
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: hh:mm:ss
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: h:mm:ss
14
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: h:mm:ss
0 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(실시간) 이후 경과한 시스템 시간(초)형식: h:mm
15
1 다음의 형식 지정: 협정 세계시(UTC) 기준1970년 1월 1일 00시 00분 00초(선독 연산)이후 경과한 시스템 시간(초)형식: h:mm

Q 파라미터 프로그래밍 | 추가 기능 10
390 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
전역 프로그램 설정(GPS): 전역 활성화 상태
330 0 - 0 = 활성 GPS 설정 없음1 = 활성 GPS 설정 있음
전역 프로그램 설정(GPS): 개별 활성화 상태
0 - 0 = 활성 GPS 설정 없음1 = 활성 GPS 설정 있음
1 - GPS: 기본 회전0 = 해제, 1 = 설정
3 축 GPS: 대칭 복사0 = 해제, 1 = 설정인덱스: 1 - 6(X, Y, Z, A, B, C)
4 - GPS: 수정 공작물 좌표계에서 전환0 = 해제, 1 = 설정
5 - GPS: 입력 좌표계에서 전환0 = 해제, 1 = 설정
6 - GPS: 이송 속도 계수0 = 해제, 1 = 설정
8 - GPS: 핸드휠 중첩0 = 해제, 1 = 설정
10 - GPS: 가상 공구축 VT0 = 해제, 1 = 설정
15 - GPS: 핸드휠 좌표계 선택항목0 = 기계 좌표계 M-CS1 = 공작물 좌표계 W-CS2 = 수정 공작물 좌표계 mW-CS3 = 작업평면 좌표계 WPL-CS
16 - GPS: 공작물 좌표계에서 전환0 = 해제, 1 = 설정
331
17 - GPS: 축 오프셋0 = 해제, 1 = 설정
전역 프로그램 설정(GPS)
1 - GPS: 기본 회전 각도
3 축 GPS: 대칭 복사0 = 대칭 복사되지 않음, 1 = 대칭 복사됨인덱스: 1 - 6( X, Y, Z, A, B, C )
4 축 GPS: 수정 공작물 좌표계 mW-CS에서 전환인덱스: 1 - 6( X, Y, Z, A, B, C )
5 - GPS: 입력 좌표계 I-CS에서 회전 각도
6 - GPS: 이송 속도 비율
8 축 GPS: 핸드휠 중첩최대값인덱스: 1 - 10( X, Y, Z, A, B, C, U, V, W, VT )
332
9 축 GPS: 핸드휠 중첩 값색인: 1 - 10( X, Y, Z, A, B, C, U, V, W, VT )

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 391
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
16 축 GPS: 공작물 좌표계 W-CS에서 전환인덱스: 1 - 3( X, Y, Z )
17 축 GPS: 축 오프셋인덱스: 4 - 6(A, B, C)
TS 터치 트리거 프로브
1 터치 프로브 종류: 0: TS120, 1: TS220, 2: TS440,3: TS630, 4: TS632, 5: TS640,6: TS444, 7: TS740
50
2 터치 프로브 테이블의 라인
51 - 유효 길이
1 스타일러스 끝의 유효 반경52
2 라운딩 반경
1 중심 오프셋(기준축)53
2 중심 오프셋(보조축)
54 - 도 단위의 스핀들 방향 조정 각도(중심 보정량)
1 급속 이송
2 이송 속도 측정
55
3 사전 위치결정을 위한 이송 속도: FMAX_PROBE 또는 FMAX_MACHINE
1 최대 측정 범위56
2 안전 거리
1 스핀들 방향 조정 가능 0=아니오, 1=예
350
57
2 도 단위의 스핀들 방향 조정 각도
공구 측정용 TT 공구 터치 프로브
1 TT: 터치 프로브 종류70
2 TT: 공구 터치 프로브 테이블의 라인
71 1/2/3 TT: 터치 프로브 중심(REF 시스템)
72 - TT: 터치 프로브 반경
1 TT: 급속 이송
2 TT: 고정 스핀들로 이송 속도 측정
75
3 TT: 회전 스핀들로 이송 속도 측정
1 TT: 최대 프로빙 경로
2 TT: 선형 측정의 안전 거리
3 TT: 반경 측정용 안전 거리
76
4 TT: 커터의 아래쪽 에지에서 스타일러스의 위쪽 에지까지 거리
77 - TT: 스핀들 속도
350
78 - TT: 프로빙 방향

Q 파라미터 프로그래밍 | 추가 기능 10
392 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
79 - TT: 무선 전송 활성화
80 - TT: 스타일러스 굴절 시 프로빙 이동 정지
터치 프로브 사이클에서의 프리셋(프로빙 결과)
1 좌표 수동 터치 프로브 사이클의 마지막 프리셋 또는 사이클 0에서의 마지막 터치점입니다(입력좌표계). 보정: 길이, 반경 및 중심 오프셋
2 축 수동 터치 프로브 사이클의 마지막 프리셋 또는 사이클 0에서의 마지막 터치점입니다(기계 좌표계, 활성 3D 역학에서의 축만 인덱스로 허용됨). 보정:중심 오프셋만
3 좌표 터치 프로브 사이클 0 및 1의 입력 시스템의측정 결과입니다. 측정 결과는 좌표 형식으로읽습니다. 보정: 중심 오프셋만
4 좌표 수동 터치 프로브 사이클의 마지막 프리셋 또는 사이클 0에서의 마지막 터치점(공작물 좌표계) 측정 결과는 좌표 형식으로 읽습니다. 보정: 중심 오프셋만
5 축 축 값, 보정되지 않음
6 좌표 / 축 좌표 형식의 측정 결과 판독 / Fn17을을 통해활성화된 :.보정: 길이만
10 - 방향 조정된 스핀들 정지
360
11 - 프로빙의 오류 상태:0: 프로빙 성공–1: 터치점에 도달하지 않음–2: 터치 프로브가 프로빙 프로세스의 시작부분에서 이미 편향됨

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 393
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
활성 데이텀 테이블에서/에 값 읽기 또는 쓰기
500 Row number 열 값 읽기
프리셋 테이블에서/에 값 읽기 또는 쓰기(기본 변환)
507 Row number 1-6 값 읽기
프리셋 테이블에서/에 축 보정량 읽기 또는 쓰기
508 Row number 1-9 값 읽기
팔레트 가공에 대한 데이터
1 - 활성 행
2 - PAL/PGM 필드의 팔레트 번호
3 - 팔레트 테이블의 활성 행입니다.
4 - 현재 팔레트의 NC 프로그램 마지막 행입니다.
5 축 공구 중심 편집:안전 높이가 프로그래밍됨: 0 = 아니오, 1 = 예인덱스: 1 - 9( X, Y, Z, A, B, C, U, V, W)
6 축 공구 중심 편집: 안전 높이ID510 NR5가 해당 IDX 번호와 함께 값 0을반환하면 값이 유효하지 않습니다.인덱스: 1 - 9( X, Y, Z, A, B, C, U, V, W)
10 - 블록 스캔 중 검색할 팔레트 테이블의 최대행 번호입니다.
20 - 팔레트 편집 유형?0 = 공작물 중심1 = 공구 중심
510
21 - NC 오류 발생 후 자동 계속:0 = 잠김1 = 활성10 = 계속 중단11 = NC 오류 때문에 실행되지 않은 경우 다음에 실행한 팔레트 테이블의 행을 사용하여계속12 = NC 오류가 발생한 팔레트 테이블의 행을 사용하여 계속13 = 다음 팔레트를 사용하여 계속

Q 파라미터 프로그래밍 | 추가 기능 10
394 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
활성 점 테이블에서 데이터 읽기
1-3 X/Y/Z 활성 점 테이블에서 값을 읽습니다.
10 활성 점 테이블에서 값을 읽습니다.
520 Row number
11 활성 점 테이블에서 값을 읽습니다.
활성 프리셋 읽기 또는 쓰기
530 1 - 활성 프리셋 테이블의 활성 프리셋 번호입니다.
활성 팔레트 프리셋
1 - 활성 팔레트 프리셋 수. 활성 프리셋의 번호를 반환합니다. 활성화된팔레트 프리셋이 없는 경우, 이 기능은 값 –1을 리턴합니다.
540
2 - 활성 팔레트 프리셋 수. Nr1과 같습니다.
팔레트 프리셋의 기본 변환에 대한 값
547 row number 축 팔레트 프리셋 테이블에서/에 기본 변환의 값을 읽거나..인덱스: 1 - 6( X, Y, Z, SPA, SPB, SPC )
팔레트 프리셋 테이블의 축 오프셋
548 Row number 오프셋 팔레트 프리셋 테이블에서/에 축 오프셋의 값을 읽거나..인덱스: 1 - 9( X_OFFS, Y_OFFS, Z_OFFS,... )
OEM 오프셋
558 Row number 오프셋 OEM 오프셋에 대한 값을 읽거나..인덱스: 1 - 9( X_OFFS, Y_OFFS, Z_OFFS,... )
기계 상태 읽기 및 쓰기
2 1-30 자유롭게 사용 가능. 프로그램 선택 시 삭제되지 않음.
590
3 1-30 자유롭게 사용 가능. 정전 시 삭제되지 않음(영구 저장소).
단일 축의 선행 파라미터 읽기/쓰기(기계 레벨에서)
1 - 최소 이송 속도(MP_minPathFeed) (mm/min단위)
2 - 모서리에서의 최소 이송 속도(MP_minCornerFeed) (mm/min 단위)
3 - 고속 시 이송 속도 한계(MP_maxG1Feed)(mm/min 단위)
4 - 저속에서 최대 저크(MP_maxPathJerk) (m/s3
단위)
5 - 고속에서 최대 저크(MP_maxPathJerkHi)(m/s3 단위)
610
6 - 저속에서 허용 공차(MP_pathTolerance)(mm 단위)

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 395
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
7 - 고속에서 허용 공차(MP_pathToleranceHi)(mm 단위)
8 - 최대 저크 편차(MP_maxPathYank) (m/s4 단위)
9 - 곡선 가공에 대한 허용 공차 계수(MP_curveTolFactor)
10 - 곡률 변경 시 허용되는 최대 저크에 대한 계수(MP_curveJerkFactor)
11 - 프로빙 이동에서 최대 저크(MP_pathMeasJerk)
12 - 가공 이속 속도에 대한 각도 허용 공차(MP_angleTolerance)
13 - 급속 이송에 대한 각도 허용 공차(MP_angleToleranceHi)
14 - 다각형에 대한 최대 모서리 각도(MP_maxPolyAngle)
18 - 가공 이송 속도에서의 반지름 방향 가속도(MP_maxTransAcc)
19 - 급속 이송에서의 반지름 방향 가속도(MP_maxTransAccHi)
20 물리적 축의인덱스
최대 이송 속도(MP_maxFeed) (mm/min 단위)
21 물리적 축의인덱스
최대 가속도(MP_maxAcceleration) (m/s2 단위)
22 물리적 축의인덱스
급속 이송에서 축의 최대 전환 저크(MP_axTransJerkHi) (m/s2 단위)
23 물리적 축의인덱스
가공 이송 속도 시 축의 최대 전환 저크(MP_axTransJerk) (m/s3 단위)
24 물리적 축의인덱스
가속 전진 이송 제어(MP_compAcc)
25 물리적 축의인덱스
저속에서 축별 저크(MP_axPathJerk) (m/s3
단위)
26 물리적 축의인덱스
고속에서 축별 저크(MP_axPathJerkHi) (m/s3
단위)
27 물리적 축의인덱스
모서리에서 더 정확인 허용 공차 검사(MP_reduceCornerFeed)0 = 비활성화됨, 1 = 활성화됨
28 물리적 축의인덱스
DCM: 선형축에 대한 최대 허용 공차(mm 단우) (MP_maxLinearTolerance)
29 물리적 축의인덱스
DCM: 최대 각도 허용 공차[°](MP_maxAngleTolerance)
30 물리적 축의인덱스
연속 나사산에 대한 허용 공차 모니터링(MP_threadTolerance)

Q 파라미터 프로그래밍 | 추가 기능 10
396 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
31 물리적 축의인덱스
axisCutterLoc 필터의 폼(MP_shape)0: 해제1: 평균2: 삼각형3: HSC4: 고급 HSC
32 물리적 축의인덱스
axisCutterLoc 필터의 주파수(MP_frequency) (Hz 단위)
33 물리적 축의인덱스
axisPosition 필터의 폼(MP_shape)0: 해제1: 평균2: 삼각형3: HSC4: 고급 HSC
34 물리적 축의인덱스
axisPosition 필터의 주파수(MP_frequency)(Hz 단위)
35 물리적 축의인덱스
수동 운전 모드에 대한 필터 순서(MP_manualFilterOrder)
36 물리적 축의인덱스
axisCutterLoc 필터의 HSC 모드(MP_hscMode)
37 물리적 축의인덱스
axisPosition 필터의 HSC 모드(MP_hscMode)
38 물리적 축의인덱스
프로빙 이동에 대한 축별 저크(MP_axMeasJerk)
39 물리적 축의인덱스
필터 편차 계산을 위한 필터 오차의 가중치설정(MP_axFilterErrWeight)
40 물리적 축의인덱스
위치 필터의 최대 필터 길이(MP_maxHscOrder)
41 물리적 축의인덱스
CLP 필터의 최대 필터 길이(MP_maxHscOrder)
42 - 가공 이송 속도에서 축의 최대 이송 속도(MP_maxWorkFeed)
43 - 가공 이송 속도에서 최대 경로 가속도(MP_maxPathAcc)
44 - 급속 이송에서 최대 경로 가속도(MP_maxPathAccHi)
51 물리적 축의인덱스
저크 단계에서 다음 오차 보정(MP_IpcJerkFact)
52 물리적 축의인덱스
위치 컨트롤러의 kv 계수(1/s 단위)(MP_kvFactor)

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 397
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
축의 최대 이용률 측정
621 0 물리적 축의인덱스
동적 부하의 측정을 완료하고 결과를 지정된Q 파라미터에 저장합니다.
SIK 내용 읽기
0 옵션 번호 IDX 아래에서 지정한 SIK 옵션이 설정되었는지 여부를 명시적으로 결정할 수 있습니다. 1 = 옵션이 활성화됨 0 = 옵션이 활성화되지 않음
1 - 형상 내용 레벨(업그레이드 기능의 경우)이설정되었는지 여부 및 설정된 형상을 결정할수 있습니다.–1 = 설정된 FCL 없음<번호> = 설정된 FCL
2 - SIK의 일련 번호 읽기 -1 = 시스템에 유효한 SIK 없음
630
10 - 컨트률 유형 정의: 0 = iTNC 5301 = NCK 기반 컨트롤(TNC 640, TNC 620,TNC 320, TNC 128, PNC 610, ...)
공작물 카운터
1 - 계획된 공작물. 시험 주행 운전 모드에서 카운터는 일반적으로 값 0을 생성합니다.
2 - 이미 가공된 공작물. 시험 주행 운전 모드에서 카운터는 일반적으로 값 0을 생성합니다.
920
12 - 여전히 가공해야 할 공작물. 시험 주행 운전 모드에서 카운터는 일반적으로 값 0을 생성합니다.
현재 공구의 데이터 읽기 및 쓰기
1 - 공구 길이 L
2 - 공구 반경 R
3 - 공구 경 R2
4 - 공구 길이 DL 오버사이즈(Oversize)
5 - 공구 반경 보정량 DR
6 - 공구 반경 보정량 DR2
7 - 공구 잠김 TL 0 = 잠기지 않음, 1 = 잠김
8 - 대체 공구 번호 RT
9 - 최대 공구 수명 TIME1
10 - TOOL CALL에서 최대 공구 수명 TIME2
11 - 현재 공구 수명 CUR.TIME
12 - PLC 상태
950
13 - 공구축 LCUTS의 공구 길이

Q 파라미터 프로그래밍 | 추가 기능 10
398 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
14 - 최대 절입 각도 ANGLE
15 - TT: 잇날 수 CUT
16 - TT: 길이 마모 허용 공차 LTOL
17 - TT: 반경 마모 허용 공차 RTOL
18 - TT: 회전 방향 DIRECT 0 = 양의 방향, –1 = 음의 방향
19 - TT: 평면의 오프셋 R-OFFSR = 99999.9999
20 - TT: 길이 보정량 L-OFFS
21 - TT: 길이 분리 공차 LBREAK
22 - TT: 반경 분리 공차 RBREAK
28 - 최대 스핀들 속도[rpm] NMAX
32 - 점 각도 TANGLE
34 - LIFTOFF 허용(0= 아니오, 1= 예)
35 - 반경 마모 허용 공차 R2TOL
36 - 공구 유형 TYPE(밀링기 = 0, 연삭기 = 1, ... 터치 프로브 = 21)
37 - 터치 프로브 테이블의 대응하는 라인
38 - 최근 사용 시간 소인
39 - ACC
40 - 나사산 피치 사이클
44 - 공구 사용 시간 초과
공구 관리에 자유롭게 사용 가능한 메모리 영역
956 0-9 - 공구 관리에 자유롭게 사용 가능한 데이터 영역 이 데이터는 프로그램이 중단될 때 재설정되지 않습니다.
일반 공구에 대한 변환 데이터
1 - 명시적으로 정의된 공구 시스템 내의 위치:
2 - 방향에 의해 정의된 위치:
3 - X에서 전환
4 - Y에서 전환
5 - Z에서 전환
6 - Z 방향의 X 구성요소
7 - Z 방향의 Y 구성요소
8 - Z 방향의 Z 구성요소
9 - X 방향의 X 구성요소
10 - X 방향의 Y 구성요소
11 - X 방향의 Z 구성요소
960
12 - 각도 정의의 유형:

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 399
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
13 - 각도 1
14 - 각도 2
15 - 각도 3
공구 사용 및 툴링
1 - 현재 프로그램에 대한 공구 사용 테스트: 결과 –2: 테스트 불가능, 구성에서 기능이 비활성화됨 결과 –1: 테스트 사용 불가, 공구 사용 파일 누락 결과 0: 테스트 정상, 모든 공구 사용 가능 결과 1: 테스트 비정상
975
2 라인 현재 팔레트 테이블의 IDX에서 팔레트에 필요한 공구의 가용성을 확인합니다. –3 = 팔레트 없음은 행 IDX에 정의되거나 기능이 팔레트 편집 이외의 경우에 호출됩니다. –2 / –1 / 0 / 1 NR1 참조
NC 정지 시 공구 리프트 오프
980 3 - (이 기능은 사용하지 않게 됨 - 하이덴하인은이 기능을 더 이상 사용하지 않을 것을 권장합니다. ID980 NR3 = 1은 ID980 NR1 = –1과동일하고, ID980 NR3 = 0은 ID980 NR1 = 0과 같은 영향을 줍니다. 다른 값은 허용되지않습니다.)CfgLiftOff에 정의된 값으로 리프트 오프 활성화:0 = 리프트 오프 기능 잠금1 = 리프트 오프 기능 활성화
터치 프로브 사이클 및 좌표 변환
1 - 접근 동작: 0 = 표준 동작 1 = 유효 반경 보정이 없는 접근 프로빙 위치,안전 거리는 0임
2 16 자동 / 수동 기계 운전 모드
4 - 0 = 스타일러스 굴절 안 됨 1 = 스타일러스 굴절됨
6 - TT 공구 터치 프로브가 활성 상태입니까? 1 = 예 0 = 아니오
8 - 순간 스핀들 속도([°] 단위)
990
10 QS 파라미터번호
공구 이름에서 공구 번호를 결정합니다. 반환값은 교체 공구의 검색을 위해 구성된 규칙에따라 달라집니다. 같은 이름의 공구가 여러 개 있는 경우, 공구테이블의 첫 번째 공구가 선택됩니다. 이 규칙에 의해 선택된 공구가 잠긴 경우 교체 공구가 반환됩니다. –1: 지정된 이름의 공구가 공구 테이블에 없거나 모든 적격의 공구가 잠겼습니다.

Q 파라미터 프로그래밍 | 추가 기능 10
400 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
0 0 = 채널 스핀들에 대한 제어권을 PLC로 넘김, 1 = 채널 스핀들에 대해 제어권을 가정
16
1 0 = 공구 스핀들 제어권을 PLC에 전달, 1 = 공구 스핀들에 대한 제어권을 가져옴
19 - 사이클의 터치 프로브 이동을 억제: 0 = 이동이 억제됨(CfgMachineSimul/simMode 파라미터가 FullOperation과 같지않거나 시험 주행 운전 모드가 활성화됨) 1 = 이동이 수행됨(CfgMachineSimul/simMode parameter = FullOperation, 테스트목적으로 프로그래밍 가능)
실행 상태
10 - 블록 스캔 활성 1 = 예, 0 = 아니오
11 - 블록 스캔—블록 스캔에 관한 정보: 0 = 프로그램이 블록 스캔 없이 시작함 1 = Iniprog 시스템 사이클이 블록 스캔 전에실행됨 2 = 블록 스캔 실행 중 3 = 기능 구현 중 –1 = Iniprog 사이클이 블록 스캔 전에 취소됨 –2 = 블록 스캔 중 취소 –3 = 검색 단계 후, 기능 업데이트 전 또는 도중에 블록 스캔 취소 –99 = 묵시적 취소
12 - OEM_CANCEL 매크로 내에서 질의에 대한 취소 유형: 0 = 취소 없음 1 = 오류 또는 비상 정지로 인한 취소 2 = 블록 중간에서 정지 후 내부 정지를 이용한 명시적 취소 3 = 블록 끝에서 정지 후 내부 정지를 이용한명시적 취소
14 - 마지막 FN14 오류 번호
16 - 실제 실행 활성화? 1 = 실행, 0 = 시뮬레이션
17 - 프로그래밍 도중 2-D 그래픽 활성?1 = 예0 = 아니오
992
18 - 실시간 프로그래밍 그래픽( 자동 작도 소프트키) 활성?1 = 예0 = 아니오

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 401
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
20 - 밀링/선삭 결합 운전 모드에 관한 정보: 0 = 밀링(FUNCTION MODE MILL 후)1 = 선삭(FUNCTION MODE TURN 후) 10 = 선삭 대 밀링 전환을 위한 조작 실행 11 = 밀링 대 선삭 전환을 위한 조작 실행
30 - 다중 축의 보간이 허용됩니까? 0 = 아니오(예: 직선 절삭 제어)1 = 예
31 - MDI 모드에서 R+/R–이 가능합니까/허용됩니까? 0 = 아니오1 = 예
0 사이클 호출이 가능합니까/허용됩니까? 0 = 아니오1 = 예
32
사이클 번호 단일 사이클 활성화됨: 0 = 아니오1 = 예
40 - 시험 주행 운전 모드에서 테이블을 복사합니까? 값 1은 프로그램이 선택된 경우 및 RESET+START 소프트 키를 누르면 설정됩니다. 그러면 iniprog.h 시스템 사이클이 테이블을 복사하고 시스템 데이텀을 재설정합니다.0 = 아니오 1 = 예
101 - M101 활성(볼 수 있는 상태)?0 = 아니오 1 = 예
136 - M136 활성?0 = 아니오1 = 예

Q 파라미터 프로그래밍 | 추가 기능 10
402 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
기계 파라미터 subfile 활성화
1020 13 QS 파라미터번호
QS 번호(IDX)에서 경로를 포함한 기계 파라미터 subfile이 로드되었습니까?1 = 예0 = 아니오
사이클에 대한 구성 설정
- 스핀들이 회전하지 않음 오류 메시지를 표시합니까?(CfgGeoCycle/displaySpindleErr)0 = no, 1 = yes
1030 1
- 깊이 오류 메시지에 대한 대수 기호를 확인하십시오! 표시됩니까?(CfgGeoCycle/displayDepthErr)0 = no, 1 = yes
PLC 데이터를 실시간으로 동기화하여 쓰거나 읽음
10 마커 번호 PLC 마커 NR10 ~ Nr80에 대한 일반 참고: 이 기능은 실시간으로 동기화되어 실행됩니다. 즉, 이 기능은 프로그램에서 해당 점에 도달할 때까지 실행되지 않습니다. 하이덴하인은 ID2000 대신에 WRITE TO PLC또는 READ FROM PLC 명령을 사용하고Fn20을 사용하여 실행을 실시간으로 동기화할 것을 권장합니다. WAIT FOR SYNC.
20 입력 번호 PLC 입력
30 출력 번호 PLC 출력
40 카운터 번호 PLC 카운터
50 타이머 번호 PLC 타이머
60 바이트 번호 PLC 바이트
70 워드 번호 PLC 워드
2000
80 더블 워드 번호
PLC 더블 워드

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 403
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
PLC 데이터를 실시간으로 동기화하여 쓰거나 읽지 않음
2001 10-80 ID 2000 참조 ID2000 NR10 ~ Nr80과 같지만, 실시간으로동기화되지 않습니다. 기능은 선독 연산에서실행됩니다.ID2001 대신에 WRITE TO PLC 및 READFROM PLC 명령을 사용하는 것이 좋습니다.
비트 테스트
2300 Number 비트 번호 이 기능은 숫자에 비트가 설정되었는지 여부를 확인합니다. 확인할 숫자가 NR로 전송되고 검색할 비트가 IDX로 전송되며, IDX0은 최소 유의 비트를 지정합니다. 큰 수에 대해 이기능을 호출하려면 NR을 Q 파라미터로 전송해야 합니다.0 = 비트가 설정되지 않음1 = 비트가 설정됨
프로그램 정보 읽기(시스템 문자열)
1 - 팔레트 서브프로브램 경로, CALL PGM을 사용한 서브프로그램 호출 없음
3 - SEL CYCLE 또는 CYCLE DEF 12 PGM CALL,또는 현재 활성 사이클의 경로로 선택한 사이클의 경로
10010
10 - SEL PGM "..."으로 선택한 NC 프로그램의 경로입니다.
채널 데이터 읽기(시스템 문자열)
10025 1 - 가공 채널 이름(키)
SQL 테이블의 데이터 읽기(시스템 문자열)
1 - 프리셋 테이블의 기호 이름.
2 - 데이텀 테이블의 기호 이름.
3 - 팔레트 프리셋 테이블의 기호 이름.
10 - 공구 테이블의 기호 이름.
10040
11 - 포켓 테이블의 기호 이름.
기계 역학 읽기
10290 10 - FUNCTION MODE MILL 또는FUNCTION MODE TURN에 프로그래밍된 Channels/ChannelSettings/CfgKinList/kinCompositeModels에서 가져온기계 역학의기호 이름입니다.
터치 프로브의 데이터 읽기(TS, TT) (시스템 문자열)
50 - 터치 프로브 테이블의 TYPE 열에서 가져온TS 프로브 유형(tchprobe.tp)
70 - CfgTT/type에서 가져온 TT 도구 터치 프로브의 유형입니다.
10350
73 - CfgProbes/activeTT에서 가져온 활성 공구터치 프로브 TT의 키 이름입니다.
터치 프로브(TS, TT)의 데이터 읽기 및 쓰기(시스템 문자열)

Q 파라미터 프로그래밍 | 추가 기능 10
404 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
그룹 이름 그룹 번호 ID... 시스템 데이터번호 NO...
인덱스 IDX... 설명
10350 74 - CfgProbes/activeTT에서 가져온 활성 공구터치 프로브 TT의 일련 번호.
팔레트 처리에 대한 데이터 읽기(시스템 문자열)
1 - 팔레트 이름입니다.10510
2 - 선택된 팔레트 테이블의 경로입니다.
NC 소프트웨어의 버전 ID 읽기(시스템 문자열)
10630 10 - 이 문자열은 표시된 버전 ID의 형식에 해당합니다. 예: 340590 07 또는 817601 04 SP1.
현재 공구 데이터 읽기(시스템 문자열)
10950 1 - 현재 공구 이름.
예: Z축의 활성 배율 값을 Q25에 지정합니다.
N55 D18 Q25 ID210 NR4 IDX3*

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 405
D19 – PLC로 값 전송
알림충돌 주의!
PLC를 변경하면 원치 않는 동작 및 심각한 오류(예: 컨트롤 작동불가)가 발생할 수 있습니다. 이 때문에 PLC 액세스는 암호로 보호됩니다. FN 기능은 하이덴하인뿐만 아니라 사용자의 기계 제작업체 및 공급자에게도 NC 프로그램에서 PLC와 통신하는 기능을 제공합니다. 기계 운영자 또는 NC 프로그래머가 이 기능을 사용하는 것은 권장되지 않습니다. 기능 실행 중 및 이후 처리 중에충돌의 위험이 있기 때문입니다!
하이덴하인, 기계 제작업체 또는 공급자와 상의해서만 이 기능을 사용하십시오.
하이덴하인, 기계 제작업체 및 공급자의 설명서를 준수하십시오.
D19 기능은 최대 2개의 숫자 값 또는 Q 파라미터를 PLC로 전송합니다.

Q 파라미터 프로그래밍 | 추가 기능 10
406 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
D20 – NC 및 PLC 동기화
알림충돌 주의!
PLC를 변경하면 원치 않는 동작 및 심각한 오류(예: 컨트롤 작동불가)가 발생할 수 있습니다. 이 때문에 PLC 액세스는 암호로 보호됩니다. FN 기능은 하이덴하인뿐만 아니라 사용자의 기계 제작업체 및 공급자에게도 NC 프로그램에서 PLC와 통신하는 기능을 제공합니다. 기계 운영자 또는 NC 프로그래머가 이 기능을 사용하는 것은 권장되지 않습니다. 기능 실행 중 및 이후 처리 중에충돌의 위험이 있기 때문입니다!
하이덴하인, 기계 제작업체 또는 공급자와 상의해서만 이 기능을 사용하십시오.
하이덴하인, 기계 제작업체 및 공급자의 설명서를 준수하십시오.
기능 사용:D20 기능을 사용하면 프로그램 실행 중에 NC 및 PLC를동기화할 수 있습니다. NC는 에서 프로그래밍한 조건이 충족될 때까지 가공을 정지합니다.D20 블록이 충족됩니다.
SYNC 기능은 예를 들어 실시간 동기화가 필요한 D18을 통해 시스템 데이터를 읽는 경우에 사용됩니다. 컨트롤에서는 NC 프로그램이 해당 블록에 실제로 도달했을 때에만 선독 연산을 중지하고 다음 NC 블록을 실행합니다.
예: 내부 선행 연산 일시 중지, X축의 현재 위치 읽기
N32 D20 SYNC
N33 D18 Q1 ID270 NR1 IDX1*

Q 파라미터 프로그래밍 | 추가 기능 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 407
D29 – PLC로 값 전송
알림충돌 주의!
PLC를 변경하면 원치 않는 동작 및 심각한 오류(예: 컨트롤 작동불가)가 발생할 수 있습니다. 이 때문에 PLC 액세스는 암호로 보호됩니다. FN 기능은 하이덴하인뿐만 아니라 사용자의 기계 제작업체 및 공급자에게도 NC 프로그램에서 PLC와 통신하는 기능을 제공합니다. 기계 운영자 또는 NC 프로그래머가 이 기능을 사용하는 것은 권장되지 않습니다. 기능 실행 중 및 이후 처리 중에충돌의 위험이 있기 때문입니다!
하이덴하인, 기계 제작업체 또는 공급자와 상의해서만 이 기능을 사용하십시오.
하이덴하인, 기계 제작업체 및 공급자의 설명서를 준수하십시오.
D29 기능은 최대 8개의 숫자값 또는 Q 파라미터를 PLC로 전송합니다.
Q 파라미터 프로그래밍 | 추가 기능 10
408 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
D37 – EXPORT
알림충돌 주의!
PLC를 변경하면 원치 않는 동작 및 심각한 오류(예: 컨트롤 작동불가)가 발생할 수 있습니다. 이 때문에 PLC 액세스는 암호로 보호됩니다. FN 기능은 하이덴하인뿐만 아니라 사용자의 기계 제작업체 및 공급자에게도 NC 프로그램에서 PLC와 통신하는 기능을 제공합니다. 기계 운영자 또는 NC 프로그래머가 이 기능을 사용하는 것은 권장되지 않습니다. 기능 실행 중 및 이후 처리 중에충돌의 위험이 있기 때문입니다!
하이덴하인, 기계 제작업체 또는 공급자와 상의해서만 이 기능을 사용하십시오.
하이덴하인, 기계 제작업체 및 공급자의 설명서를 준수하십시오.
D37 기능은 고유한 사이클을 만들어 컨트롤에서 통합하려는 경우필요합니다.
D38 – NC 프로그램에서 정보 전송기능 D38을 사용하여 NC 프로그램의 텍스트 및 Q 파라미터 값을로그에 쓰고 DNC 애플리케이션에 전송할 수 있습니다.
데이터 전송은 표준 TCP/IP 컴퓨터 네트워크를 통해 이루어집니다.
자세한 내용은 Remo 도구 SDK 설명서를 참조하십시오.
예Q1 및 Q23의 값을 로그에 문서화합니다.
D38* /"Q 파라미터 Q1: %f Q23: %f" P02 +Q1 P02 +Q23*

Q 파라미터 프로그래밍 | 직접 수식 입력 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 409
10.9 직접 수식 입력
수식 입력소프트 키를 사용하여 여러 계산 작업이 포함된 수학 공식을NC 프로그램에 직접 입력할 수 있습니다.
Q 파라미터 기능 선택
형식 소프트 키를 누릅니다.
Q, QL 또는 QR을 선택합니다.
그러면 여러 소프트 키 행에 다음 소프트 키가 표시됩니다.
소프트 키 연결 기능
더하기예: Q10 = Q1 + Q5
빼기예: Q25 = Q7 – Q108
곱하기예: Q12 = 5 * Q5
나누기예: Q25 = Q1 / Q2
소괄호 열기예: Q12 = Q1 * (Q2 + Q3)
소괄호 닫기예: Q12 = Q1 * (Q2 + Q3)
값을 제곱예: Q15 = SQ 5
제곱근 계산예: Q22 = SQRT 25
각도의 사인예: Q44 = SIN 45
각도의 코사인예: Q45 = COS 45
각도의 탄젠트예: Q46 = TAN 45
아크 사인사인의 역함수, 빗변과 대변의 비율로 각도 결정 예: Q10 = ASIN 0.75
아크 코사인코사인의 역함수, 빗변과 인접변의 비율로 각도결정 예: Q11 = ACOS Q40
아크 탄젠트탄젠트의 역함수, 인접변과 대변의 비율로 각도결정 예: Q12 = ATAN Q50

Q 파라미터 프로그래밍 | 직접 수식 입력 10
410 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
소프트 키 연결 기능
값의 거듭제곱예: Q15 = 3^3
상수 Pl(3.14159)(예: Q15 = PI
숫자의 자연 대수 계산밑 2.7183 예: Q15 = LN Q11
특정 숫자의 로그, 밑 10예: Q33 = LOG Q22
지수 함수, n의 거듭제곱에 대해 2.7183예: Q1 = EXP Q12
음수화(-1 곱하기)예: Q2 = NEG Q1
소수점 뒷자리 자르기
정수 만들기 예: Q3 = INT Q42
특정 숫자의 절대값예: Q4 = ABS Q22
소수점 앞자리 자르기분수 만들기 예: Q5 = FRAC Q23
특정 숫자의 대수 기호 확인예: Q12 = SGN Q50반환 값 Q12 = 0이면 Q50 = 0반환 값 Q12 = 1이면 Q50 > 0 반환 값 Q12 = -1이면 Q50 < 0
모듈로 값 계산(나눗셈 나머지)예: Q12 = 400 % 360 결과: Q12 = 40

Q 파라미터 프로그래밍 | 직접 수식 입력 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 411
수식 규칙수식은 다음 규칙에 따라 프로그래밍됩니다.
보다 수준이 높은 연산이 먼저 수행됨예
12 Q1 = 5 * 3 + 2 * 10 = 35
1 계산 5 * 3 = 15
2 계산 2 * 10 = 20
3 계산 15 + 20 = 35
또는예
13 Q2 = SQ 10 - 3^3 = 73
1 계산 단계 10 제곱 = 100
2 계산 단계 3 세제곱 = 27
3 계산 100 - 27 = 73
분배 법칙괄호 계산 시 분배 법칙a * (b + c) = a * b + a * c

Q 파라미터 프로그래밍 | 직접 수식 입력 10
412 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
입력 예대변(Q12) 및 인접변(Q13)으로 역 탄젠트 각도를 계산하여 Q25에저장합니다.
공식 입력 기능 선택: Q 키와 형식 소프트 키를누르거나 단축키를 사용합니다.
ASCII 키보드에서 Q 키를 누릅니다.
결과에 대한 파라미터 번호?
25(파라미터 번호)를 입력하고 ENT 키를 누릅니다.
소프트 키 행으로 전환하여 아크 탄젠트 기능을선택합니다.
소프트 키 메뉴를 통해 전진하고 소괄호 열기 소프트 키를 누릅니다.
12(Q 파라미터 번호)를 입력합니다.
나누기를 선택합니다.
13(Q 파라미터 번호)를 입력합니다.
괄호를 닫고 수식 입력을 완료합니다.
예
N10 Q25 = ATAN (Q12/Q13)

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 413
10.10 문자열 파라미터
문자열 처리 기능QS 파라미터를 사용하여 변수 문자열을 작성할 수 있습니다. 이러한 문자열을 D16 등의 기능을 통해 출력하여 변수 로그를 작성할수 있습니다.
문자열 파라미터에는 최대 255자의 선형 문자 시퀀스(문자, 숫자,특수 문자 및 공백)를 지정할 수 있습니다. 또한 아래에서 설명하는기능을 사용하여 지정했거나 불러온 값을 확인 및 처리할 수 있습니다. Q 파라미터 프로그래밍과 마찬가지로 총 2000개의 QS 파라미터를 사용할 수 있습니다.
추가 정보: "기능의 원리 및 개요", 페이지 352
문자열 수식 및 형식 Q 파라미터 기능에는 문자열 파라미터 처리를위한 다양한 기능이 포함되어 있습니다.
소프트 키 문자열 수식의 기능문자열 수식 페이지
문자열 파라미터 지정 414
기계 파라미터 읽기 423
문자열 파라미터 체인 연결 414
숫자 값을 문자열 파라미터로 변환 416
문자열 파라미터에서 서브 문자열 복사
417
시스템 데이터 읽기 418
소프트 키 수식 문자열 기능 페이지
문자열 파라미터를 숫자값으로 변환 419
문자열 파라미터 확인 420
문자열 파라미터 길이 확인 421
사전순 우선 순위 비교 422
문자열 수식 기능을 사용하는 경우 연산 작업의 결과는항상 문자열입니다. 형식 기능을 사용하는 경우 연산 작업의 결과는 항상 숫자값입니다.

Q 파라미터 프로그래밍 | 문자열 파라미터 10
414 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
문자열 파라미터 대입문자열 변수를 사용하기 전에 먼저 변수를 할당해야 합니다. 이렇게 하려면 DECLARE STRING 명령을 사용합니다.
SPEC FCT 키를 누릅니다.
프로그램 기능 소프트 키를 누릅니다.
문자열 기능 소프트 키를 누릅니다.
DECLARE STRING[문자열 선언] 소프트 키를 누릅니다.
예
N30 DECLARE character string QS10 = "Workpiece"

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 415
문자열 파라미터 연쇄-연결연결 연산자(문자열 파라미터 ||)를 사용하면 둘 이상의 문자열 파라미터를 연속적으로 연결할 수 있습니다.
SPEC FCT 키를 누릅니다.
프로그램 기능 소프트 키를 누릅니다.
문자열 기능 소프트 키를 누릅니다.
문자열 수식 소프트 키를 누릅니다.
컨트롤에서 연결된 문자열을 저장할 문자열 파라미터의 번호를 입력합니다. ENT 키를 눌러 승인합니다.
첫 번째 서브 문자열이 저장될 문자열 파라미터의 번호를 입력합니다. ENT 키를 눌러 승인합니다.
컨트롤에서 연결 기호 || an을 표시합니다.
ENT 키를 누릅니다.
두 번째 서브 문자열이 저장될 문자열 파라미터의 번호를 입력합니다. ENT 키를 눌러 승인합니다.
필요한 서브 문자열을 모두 선택할 때까지 프로세스를 반복합니다. END 키를 눌러 확인합니다.
예: QS10에 QS12, QS13, QS14의 전체 텍스트 추가
N37 QS10 = QS12 || QS13 || QS14
파라미터 내용:
QS12: 공작물QS13: 상태QS14: 분할QS10: 공작물 가공상태: 분할

Q 파라미터 프로그래밍 | 문자열 파라미터 10
416 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
숫자 값을 문자열 파라미터로 변환TOCHAR 기능을 사용하면 숫자값이 문자열 파라미터로 변환됩니다. 그러면 숫자값과 문자열 변수를 연속적으로 연결할 수 있습니다.
특수 기능이 지정된 소프트 키 행 표시
기능 메뉴 열기
문자열 기능 소프트 키를 누릅니다.
문자열 수식 소프트 키를 누릅니다.
숫자값을 문자열 파라미터로 변환하는 기능을 선택합니다.
컨트롤에서 변환할 Q 파라미터의 번호를 입력하고 ENT 키를 눌러 승인합니다.
원하는 경우 컨트롤에서 변환해야 할 소수 자릿수를 입력한 다음 ENT 키를 눌러 승인합니다.
ENT 키를 눌러 괄호 수식을 닫고 END 키로 입력을 승인합니다.
예: 소수 자리수를 3자리로 지정하여 파라미터 Q50을 문자열 파라미터 QS11로 변환
N37 QS11 = TOCHAR ( DAT+Q50 DECIMALS3 )

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 417
문자열 파라미터에서 서브 문자열 복사SUBSTR 기능을 사용하면 문자열 파라미터에서 정의 가능한 범위를 복사합니다.
특수 기능이 지정된 소프트 키 행 표시
기능 메뉴 열기
문자열 기능 소프트 키를 누릅니다.
문자열 수식 소프트 키를 누릅니다.
컨트롤에서 문자 문자열을 저장할 문자열 파라미터의 번호를 입력합니다. ENT 키를 눌러 승인합니다.
서브 문자열을 자르는 기능을 선택합니다.
복사할 서브 문자열이 포함된 QS?파라미터의 번호를 입력합니다. ENT 키를 눌러 승인합니다.
복사할 서브 문자열의 시작 위치 번호를 입력하고 ENT 키를 눌러 승인합니다.
복사할 문자 수를 입력하고 ENT 키를 눌러 승인합니다.
ENT 키를 눌러 괄호 수식을 닫고 END 키로 입력을 승인합니다.
텍스트 문자열의 첫 문자는 내부적으로 0 위치에서 시작합니다.
예: 4글자로 된 서브 문자열(LEN4)을 세 번째 문자로 시작되는 문자열 파라미터 QS10(BEG2)에서 읽기
N37 QS13 = SUBSTR ( SRC_QS10 BEG2 LEN4 )

Q 파라미터 프로그래밍 | 문자열 파라미터 10
418 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
시스템 데이터 읽기SYSSTR 기능을 사용하여 시스템 데이터를 읽어 문자열 파라미터에저장할 수 있습니다. 그룹 번호(ID) 및 번호를 통해 시스템 데이터를선택합니다.
IDX 및 DAT는 입력하지 않아도 됩니다.
그룹 이름, ID 번호 번호 의미
프로그램 정보, 10010 1 현재 기본 프로그램 또는 팔레트 프로그램의 경로
3 CYCL DEF G39 PGM CALL를 사용하여 선택한 사이클의 경로
10 %:PGM을 사용하여 선택한 프로그램의 경로
채널 데이터, 10025 1 채널 이름
공구 호출에 프로그래밍한 값,10060
1 공구 이름
현재 시스템 시간, 10321 1~ 16 1: DD.MM.YYYY hh:mm:ss
2 및 16: DD.MM.YYYY hh:mm
3: DD.MM.YY hh:mm
4: YYYY-MM-DD hh:mm:ss
5 및 6: YYYY-MM-DD hh:mm
7: YY-MM-DD hh:mm
8 및 9: DD.MM.YYYY
10: DD.MM.YY
11: YYYY-MM-DD
12: YY-MM-DD
13 및 14: hh:mm:ss
15: hh:mm
터치 프로브 데이터, 10350 50 활성 터치 프로브 TS의 프로브 유형
70 활성 터치 프로브 TT의 프로브 유형
73 activeTT에서 활성 터치 프로브 TT의 키 이름 MP
팔레트 가공에 대한 데이터,10510
1 팔레트 이름
2 선택된 팔레트 테이블의 경로
NC 소프트웨어 버전, 10630 10 NC 소프트웨어 버전의 버전 ID
공구 데이터, 10950 1 공구 이름
2 공구의 DOC 항목
4 공구 캐리어 역학

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 419
문자열 파라미터를 숫자 값으로 변환TONUMB 기능은 문자열 파라미터를 숫자값으로 변환합니다. 숫자값만 변환할 수 있습니다.
변환할 QS 파라미터에는 하나의 숫자값만 포함되어야하며, 그렇지 않으면 컨트롤에 오류 메시지가 출력됩니다.
Q 파라미터 기능 선택
형식 소프트 키를 누릅니다.
컨트롤에서 숫자값을 저장할 문자열 파라미터의번호를 입력합니다. ENT 키를 눌러 승인합니다.
소프트 키 행을 전환합니다.
문자열 파라미터를 숫자값으로 변환하는 기능을선택합니다.
컨트롤에서 변환할 QS 파라미터의 번호를 입력하고 ENT 키를 눌러 승인합니다.
ENT 키를 눌러 괄호 수식을 닫고 END 키로 입력을 승인합니다.
예: 문자열 파라미터 QS11을 숫자 파라미터 Q82로 변환
N37 Q82 = TONUMB ( SRC_QS11 )

Q 파라미터 프로그래밍 | 문자열 파라미터 10
420 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
문자열 파라미터 시험INSTR 기능은 문자열 파라미터가 다른 문자열 파라미터에 포함되어 있는지 여부를 확인합니다.
Q 파라미터 기능 선택
형식 소프트 키를 누릅니다.
결과 Q 파라미터의 번호를 입력하고 ENT 키를눌러 승인합니다.
검색할 텍스트가 시작하는 위치가 저장됩니다.이 위치는 파라미터에 저장됩니다.
소프트 키 행을 전환합니다.
문자열 파라미터를 확인하는 기능을 선택합니다.
검색 텍스트가 저장되는 QS 파라미터의 번호를입력합니다. ENT 키를 눌러 승인합니다.
컨트롤에서 검색할 QS 파라미터의 번호를 입력하고 ENT 키를 눌러 승인합니다.
컨트롤에서 부속 문자열 검색을 시작하는 위치의번호를 입력하고 ENT 키를 눌러 확인합니다.
ENT 키를 눌러 괄호 수식을 닫고 END 키로 입력을 승인합니다.
텍스트 문자열의 첫 문자는 내부적으로 0 위치에서 시작합니다.
컨트롤은 필요한 부속 문자열을 찾지 못할 경우 검색할문자열의 총 길이(1부터 계산 시작)를 결과 파라미터에저장합니다.
검색할 부속 문자열이 여러 위치에서 발견되면 컨트롤에서는 부속 문자열을 찾은 첫 번째 위치를 반환합니다.
예: QS10을 통해 파라미터 QS13에 저장된 텍스트를 검색합니다.세 번째 위치에서 검색을 시작합니다.
N37 Q50 = INSTR ( SRC_QS10 SEA_QS13 BEG2 )

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 421
문자열 파라미터의 길이 알아내기STRLEN 기능은 선택 가능한 문자열 파라미터에 저장된 텍스트의길이를 반환합니다.
Q 파라미터 기능을 선택합니다.
형식 소프트 키를 누릅니다.
컨트롤에서 확인된 문자열 길이를 저장할 Q 파라미터의 번호를 입력합니다. ENT 키를 눌러 승인합니다.
소프트 키 행을 전환합니다.
문자열 파라미터의 텍스트 길이를 찾을 기능을선택합니다.
컨트롤이 길이를 확인할 QS 파라미터의 번호를입력하고 ENT 키를 눌러 확인합니다.
ENT 키를 눌러 괄호 수식을 닫고 END 키로 입력을 승인합니다.
예: QS15의 길이 확인
N37 Q52 = STRLEN ( SRC_QS15 )
선택된 문자열 파라미터가 정의되지 않은 경우 컨트롤이결과 -1을 반환합니다.

Q 파라미터 프로그래밍 | 문자열 파라미터 10
422 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
사전순 우선 순위 비교STRCOMP 기능은 문자열 파라미터의 우선 순위를 사전순으로 비교합니다.
Q 파라미터 기능을 선택합니다.
형식 소프트 키를 누릅니다.
컨트롤에서 비교 결과를 저장할 Q 파라미터의번호를 입력하고 ENT 키를 눌러 승인합니다.
소프트 키 행을 전환합니다.
문자열 파라미터를 비교할 기능을 선택합니다.
컨트롤이 비교할 첫 번째 QS 파라미터의 번호를입력하고 ENT 키를 눌러 승인합니다.
컨트롤이 비교할 두 번째 QS 파라미터의 번호를입력하고 ENT 키를 눌러 승인합니다.
ENT 키를 눌러 괄호 수식을 닫고 END 키로 입력을 승인합니다.
다음 결과가 반환됩니다.
0: 비교한 두 QS 파라미터가 동일합니다.
-1: 첫 번째 QS 파라미터가 사전순으로 두 번째 QS파라미터의 앞에 옵니다.
+1: 첫 번째 QS 파라미터가 사전순으로 두 번째 QS파라미터의 뒤에 옵니다.
예: QS12와 QS14의 사전순 우선 순위를 비교합니다.
N37 Q52 = STRCOMP ( SRC_QS12 SEA_QS14 )

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 423
기계 파라미터 읽기CFGREAD 기능을 사용하면 컨트롤의 기계 파라미터를 숫자 값 또는 문자열로 출력할 수 있습니다. 읽은 값은 언제나 미터법 측정 단위로 출력됩니다.
기계 파라미터를 읽으려면 컨트롤의 구성 편집기를 사용하여 파라미터 이름, 파라미터 객체 및 (지정된 경우) 그룹 이름과 인덱스를결정해야 합니다.
아이콘 유형 의미 예
키 기계 파라미터의 그룹 이름(사용 가능한 경우)
CH_NC
엔티티 파라미터 개체(이름이Cfg...로 시작됨)
CfgGeoCycle
특성 기계 파라미터의 이름 displaySpindleErr
인덱스 기계 파라미터의 목록 인덱스(사용 가능한 경우)
[0]
사용자 파라미터 구성 편집기에서 기존 파라미터의 표시를 변경할 수 있습니다. 기본 설정인 경우 파라미터가 짧은 설명 텍스트와 함께 표시됩니다.
추가 정보: "파라미터의 표시 변경", 페이지 704
CFGREAD 기능을 사용하여 기계 파라미터를 검토할 때마다 먼저특성, 엔티티, 키를 사용하여 QS 파라미터를 정의해야 합니다.
CFGREAD 기능의 대화 상자에서 다음과 같은 파라미터를 읽습니다.
KEY_QS: 기계 파라미터의 그룹 이름(키)
TAG_QS: 기계 파라미터의 객체 이름(엔티티)
ATR_QS: 기계 파라미터의 이름(특성)
IDX: 기계 파라미터의 인덱스

Q 파라미터 프로그래밍 | 문자열 파라미터 10
424 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기계 파라미터의 문자열 읽기기계 파라미터 내용을 QS 파라미터의 문자열로 저장하려면 다음을수행합니다.
Q 키를 누릅니다.
문자열 수식 소프트 키를 누릅니다.
컨트롤에서 기계 파라미터를 저장할 문자열 파라미터의 번호를 입력합니다.
ENT 키를 누릅니다.
CFGREAD 기능 선택
키, 엔터티 및 특성에 대한 문자열 파라미터 번호를 입력합니다.
ENT 키를 누릅니다.
인덱스의 번호를 입력하거나 NNO ENT를 사용하여 대화 상자를 건너뜁니다(해당하는 경우).
ENT 키를 눌러 소괄호로 묶은 식을 닫습니다.
END 키를 눌러 입력을 종료합니다.
예: 네 번째 축의 축 지정을 문자열로 읽기
구성 편집기의 파라미터 설정
DisplaySettings
CfgDisplayData
axisDisplayOrder
[0]~[5]
예
14 QS11 = "" 키의 문자열 파라미터 지정
15 QS12 = "CfgDisplaydata" 엔티티의 문자열 파라미터 지정
16 QS13 = "axisDisplay" 파라미터 이름의 문자열 파라미터 지정
17 QS1 =CFGREAD( KEY_QS11 TAG_QS12 ATR_QS13 IDX3 )
기계 파라미터 읽기

Q 파라미터 프로그래밍 | 문자열 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 425
기계 파라미터의 숫자값 읽기기계 파라미터 값을 Q 파라미터의 숫자값으로 저장합니다.
Q 파라미터 기능을 선택합니다.
형식 소프트 키를 누릅니다.
컨트롤에서 기계 파라미터를 저장할 Q 파라미터의 번호를 입력합니다.
ENT 키를 누릅니다.
CFGREAD 기능 선택
키, 엔터티 및 특성에 대한 문자열 파라미터 번호를 입력합니다.
ENT 키를 누릅니다.
인덱스의 번호를 입력하거나 NNO ENT를 사용하여 대화 상자를 건너뜁니다(해당하는 경우).
ENT 키를 눌러 소괄호로 묶은 식을 닫습니다.
END 키를 눌러 입력을 종료합니다.
예: 중첩 계수를 Q 파라미터로 읽기
구성 편집기의 파라미터 설정
ChannelSettings
CH_NC
CfgGeoCycle
pocketOverlap
예
N10 QS11 = "CH_NC" 키의 문자열 파라미터 지정
N20 QS12 = "CfgGeoCycle" 엔티티의 문자열 파라미터 지정
N30 QS13 = "pocketOverlap" 파라미터 이름의 문자열 파라미터 지정
N40 Q50 = CFGREAD( KEY_QS11 TAG_QS12 ATR_QS13 ) 기계 파라미터 읽기

Q 파라미터 프로그래밍 | 사전 대입된 Q 파라미터 10
426 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
10.11 사전 대입된 Q 파라미터컨트롤에서는 Q 파라미터 Q100에서 Q199의 값을 할당합니다. 다음 유형의 정보가 Q 파라미터에 지정됩니다.
PLC의 값
공구 및 스핀들 데이터
작동 상태 관련 데이터
터치 프로브 사이클 등의 측정 결과
컨트롤은 사전 할당된 Q 파라미터 Q108, Q114 및 Q115 - Q117을활성 프로그램에 사용되는 측정 단위로 저장합니다.
알림충돌 주의!
Q 파라미터는 하이덴하인 사이클, 기계 제작업체 사이클 및 공급자 기능에 사용됩니다. Q 파라미터를 NC 프로그램 내에서 프로그래밍할 수도 있습니다. Q 파라미터를 사용할 때 권장 Q 파라미터 범위가 배타적으로 사용되지 않으면 중첩(왕복 효과)이 발생하여 원하지 않는 동작을 초래할 수 있습니다. 가공 중 충돌 위험!
그러므로 하이덴하인이 권장하는 Q 파라미터 범위만 사용하십시오.
하이덴하인, 기계 제작업체 및 공급자의 설명서를 준수하십시오.
그래픽 시뮬레이션을 사용하여 가공 순서를 확인합니다.
NC 프로그램의 계산 파라미터로 Q100과Q199(QS100과 QS199) 사이의 미리 지정된 Q 파라미터(QS 파라미터)는 사용하지 마십시오.
PLC의 값: Q100~Q107컨트롤이 PLC의 값을 NC 프로그램의 파라미터 Q100 ~ Q107에 할당합니다.
활성 공구 반경: Q108공구 반경의 활성값이 Q108에 지정됩니다. Q108은 다음을 통해 계산됩니다.
공구 반경 R(공구 테이블 또는 G99 블록)
공구 테이블의 보정값 DR
T 블록의 보정값 DR
전원 공급이 중단되더라도 현재 공구 반경이 저장됩니다.

Q 파라미터 프로그래밍 | 사전 대입된 Q 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 427
공구축: Q109Q109 값은 현재 공구축에 따라 달라집니다.
공구축 파라미터값
공구축이 정의되어 있지 않음 Q109 = -1
X축 Q109 = 0
Y축 Q109 = 1
Z축 Q109 = 2
U축 Q109 = 6
V축 Q109 = 7
W축 Q109 = 8
스핀들 상태: Q110Q110 파라미터값은 스핀들에 대해 마지막으로 프로그래밍한 M 기능에 따라 달라집니다.
M 기능 파라미터값
스핀들 상태가 정의되어 있지 않음 Q110 = -1
M3: 스핀들 설정, 시계 방향 Q110 = 0
M4: 스핀들 설정, 반시계 방향 Q110 = 1
M3 후 M5 Q110 = 2
M4 후 M5 Q110 = 3
절삭유 설정/해제: Q111
M 기능 파라미터값
M8: 절삭유 설정 Q111 = 1
M9: 절삭유 해제 Q111 = 0
중첩 계수: Q112컨트롤이 Q112를 포켓 밀링용 중첩 요소(overlap factor)에 할당합니다.
프로그램의 크기 측정 단위: Q113%을 중첩하는 동안 Q113 파라미터값은 다른 프로그램을 호출하는프로그램의 치수 데이터에 따라 달라집니다.
주 프로그램의 치수 데이터 파라미터값
미터법(mm) Q113 = 0
인치법(inch) Q113 = 1
공구 길이: Q114공구 길이의 현재값이 Q114에 지정됩니다.
전원 공급이 중단되더라도 현재 공구 길이가 저장됩니다.

Q 파라미터 프로그래밍 | 사전 대입된 Q 파라미터 10
428 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그램 실행 중 프로빙 후의 좌표파라미터 Q115에서 Q119까지는 3D 터치 프로브를 사용하여 프로그래밍된 측정을 수행하는 동안 접촉 시의 스핀들 위치 좌표를 포함합니다. 이러한 좌표는 수동 운전 모드 모드에서 활성 상태인 프리셋을 참조합니다.
스타일러스의 길이와 볼 팁의 반경은 이러한 좌표에서 보정되지 않습니다.
좌표축 파라미터값
X축 Q115
Y축 Q116
Z축 Q117
4번째 축기계 의존형
Q118
5번째 축기계 의존형
Q119
예를 들어 TT 160을 사용한 자동 공구 측정 시 실제값과공칭값 간의 편차
실제값과 공칭값의 편차 파라미터값
공구 길이 Q115
공구 반경 Q116
스핀들 헤드 각도 대신 공간(공작물) 각도를 통한 작업평면 틸팅: 컨트롤에서 계산한 회전축의 좌표입니다.
좌표 파라미터값
A축 Q120
B축 Q121
C축 Q122

Q 파라미터 프로그래밍 | 사전 대입된 Q 파라미터 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 429
터치 프로브 사이클의 측정 결과추가 정보: 사이클 프로그래밍 사용 설명서
측정된 실제값 파라미터값
직선의 각도 Q150
기준축의 중심 Q151
보조축의 중심 Q152
직경 Q153
포켓 길이 Q154
포켓 폭 Q155
사이클에서 선택한 축의 길이 Q156
중심선의 위치 Q157
A축의 각도 Q158
B축의 각도 Q159
사이클에서 선택한 축의 좌표 Q160
측정된 편차 파라미터값
기준축의 중심 Q161
보조축의 중심 Q162
직경 Q163
포켓 길이 Q164
포켓 폭 Q165
측정된 길이 Q166
중심선의 위치 Q167
결정된 공간 각도 파라미터값
A축 중심 회전 Q170
B축 중심 회전 Q171
C축 중심 회전 Q172
공작물 상태 파라미터값
양호 Q180
재작업 Q181
스크랩 Q182

Q 파라미터 프로그래밍 | 사전 대입된 Q 파라미터 10
430 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
BLUM 레이저를 통한 공구 측정 파라미터값
예약됨 Q190
예약됨 Q191
예약됨 Q192
예약됨 Q193
내부용으로 예약됨 파라미터값
사이클 표시기 Q195
사이클 표시기 Q196
사이클 표시기(가공 패턴) Q197
마지막 활성 측정 사이클 번호 Q198
TT를 통한 공구 측정의 상태 파라미터값
공차 내의 공구 Q199 = 0.0
공구가 마모됨(LTOL/RTOL 초과) Q199 = 1.0
공구가 파손됨(LBREAK/RBREAK 초과) Q199 = 2.0

Q 파라미터 프로그래밍 | 프로그래밍 예 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 431
10.12 프로그래밍 예
예: 타원
프로그램 실행
타원의 윤곽이 Q7에 정의되어 있는 여러 개의 짧은선을 통해 대략적으로 지정됩니다. 선에 대해 많은계산 단계를 정의할수록 곡선이 더 부드러워집니다.
밀링 방향은 평면의 시작각 및 끝각을 통해 결정됩니다. 가공 방향은 시계 방향입니다. 시작각 > 끝각가공 방향은 시계 반대 방향입니다. 시작각 < 끝각
공구 반경은 계산에 넣지 않습니다.
%ELLIPSE G71 *
N10 D00 Q1 P01 +50* X축의 중심
N20 D00 Q2 P01 +50* Y축의 중심
N30 D00 Q3 P01 +50* X의 반축
N40 D00 Q4 P01 +30* Y의 반축
N50 D00 Q5 P01 +0* 평면의 시작각
N60 D00 Q6 P01 +360* 평면의 끝각
N70 D00 Q7 P01 +40* 계산 단계 수
N80 D00 Q8 P01 +30* 타원의 회전 위치
N90 D00 Q9 P01 +5* 밀링 깊이
N100 D00 Q10 P01 +100* 절입 이송 속도
N110 D00 Q11 P01 +350* 밀링 이송 속도
N120 D00 Q12 P01 +2* 사전 위치결정 안전 거리
N130 G30 G17 X+0 Y+0 Z-20* 공작물 영역 정의
N140 G31 G90 X+100 Y+100 Z+0*
N150 T1 G17 S4000* 공구 호출
N160 G00 G40 G90 Z+250* 공구 후퇴
N170 L10.0* 가공 방법 호출
N180 G00 Z+250 M2* 공구 후퇴, 프로그램 종료
N190 G98 L10* 서브프로그램 10: 가공 방법
N200 G54 X+Q1 Y+Q2* 타원 중심으로 데이텀 전환
N210 G73 G90 H+Q8* 평면의 회전 위치 고려
N220 Q35 = ( Q6 - Q5 ) / Q7 각도 증분 계산
N230 D00 Q36 P01 +Q5* 시작각 복사
N240 D00 Q37 P01 +0* 카운터 설정
N250 Q21 = Q3 * COS Q36 시작점의 X 좌표 계산

Q 파라미터 프로그래밍 | 프로그래밍 예 10
432 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
N260 Q22 = Q4 * SIN Q36 시작점의 Y 좌표 계산
N270 Q00 G40 X+Q21 Y+Q22 M3* 평면의 시작점으로 이동
N280 Z+Q12* 스핀들축을 안전 거리로 사전 위치결정
N290 G01 Z-Q9 FQ10* 가공 깊이로 이동
N300 G98 L1*
N310 Q36 = Q36 + Q35 각도 업데이트
N320 Q37 = Q37 + 1 카운터 업데이트
N330 Q21 = Q3 * COS Q36 현재 X 좌표 계산
N340 Q22 = Q4 * SIN Q36 현재 Y 좌표 계산
N350 G01 X+Q21 Y+Q22 FQ11* 다음 점으로 이동
N360 D12 P01 +Q37 P02 +Q7 P03 1* 완료되지 않았습니까? 완료되지 않은 경우 LBL 1로 돌아갑니다.
N370 G73 G90 H+0* 회전 재설정
N380 G54 X+0 Y+0* 데이텀 전환 재설정
N390 G00 G40 Z+Q12* 안전 거리로 이동
N400 G98 L0* 서브프로그램의 끝
N99999999 %ELLIPSE G71 *

Q 파라미터 프로그래밍 | 프로그래밍 예 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 433
예: 구형 커터로 가공된 원통에 오목면 작성
프로그램 실행
이 프로그램은 구형 커터를 사용할 때만 작동합니다.공구 길이는 구체 중심을 기준으로 합니다.
원통의 윤곽이 Q13에 정의된 여러 개의 단선 세그먼트를 통해 대략적으로 지정됩니다. 직선 세그먼트를많이 정의할수록 곡선이 더 부드러워집니다.
원통은 세로 컷(여기서는 Y축에 평행)으로 밀링됩니다.
밀링 방향은 공간의 시작각 및 끝각을 통해 결정됩니다. 가공 방향은 시계 방향입니다. 시작각 > 끝각가공 방향은 시계 반대 방향입니다. 시작각 < 끝각
공구 반경은 자동으로 보정됩니다.
%CYLIN G71 *
N10 D00 Q1 P01 +50* X축의 중심
N20 D00 Q2 P01 +0* Y축의 중심
N30 D00 Q3 P01 +0* Z축의 중심
N40 D00 Q4 P01 +90* 공간의 시작각(Z/X 평면)
N50 D00 Q5 P01 +270* 공간의 끝각(Z/X 평면)
N60 D00 Q6 P01 +40* 원통 반경
N70 D00 Q7 P01 +100* 원통 길이
N80 D00 Q8 P01 +0* X/Y 평면의 회전 위치
N90 D00 Q10 P01 +5* 원통 반경의 정삭 여유량
N100 D00 Q11 P01 +250* 절입 이송 속도
N110 D00 Q12 P01 +400* 밀링 이송 속도
N120 D00 Q13 P01 +90* 가공 횟수
N130 G30 G17 X+0 Y+0 Z-50* 공작물 영역 정의
N140 G31 G90 X+100 Y+100 Z+0*
N150 T1 G17 S4000* 공구 호출
N160 G00 G40 G90 Z+250* 공구 후퇴
N170 L10.0* 가공 방법 호출
N180 D00 Q10 P01 +0* 여유량 재설정
N190 L10.0* 가공 방법 호출
N200 G00 G40 Z+250 M2* 공구 후퇴, 프로그램 종료
N210 G98 L10* 서브프로그램 10: 가공 방법
N220 Q16 = Q6 - Q10 - Q108 원통 반경을 기준으로 정삭 여유량 및 공구 고려
N230 D00 Q20 P01 +1* 카운터 설정
N240 D00 q24 p01 +Q4* 공간의 시작각 복사(Z/X 평면)
N250 Q25 = ( Q5 - Q4 ) / Q13 각도 증분 계산
N260 G54 X+Q1 Y+Q2 Z+Q3* 원통 중심으로 데이텀 전환(X축)
N270 G73 G90 H+Q8* 평면의 회전 위치 고려

Q 파라미터 프로그래밍 | 프로그래밍 예 10
434 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
N280 G00 G40 X+0 Y+0* 평면에서 원통 중심으로 사전 위치결정
N290 G01 Z+5 F1000 M3* 스핀들축에서 사전 위치결정
N300 G98 L1*
N310 I+0 K+0* Z/X 평면에 극 설정
N320 G11 R+Q16 H+Q24 FQ11* 원통의 시작 위치로 이동(소재를 비스듬하게 절입 절삭)
N330 G01 G40 Y+Q7 FQ12* Y+ 방향으로 세로 절삭
N340 D01 Q20 P01 +Q20 P02 +1* 카운터 업데이트
N350 D01 Q24 P01 +Q24 P02 +Q25* 입체각 업데이트
N360 D11 P01 +Q20 P02 +Q13 P03 99* 완료되었습니까? 완료된 경우 종료로 이동합니다.
N370 G11 R+Q16 H+Q24 FQ11* 다음 세로 절삭에 대해 대략적으로 지정된 호로 이동
N380 G01 G40 Y+0 FQ12* Y– 방향으로 세로 절삭
N390 D01 Q20 P01 +Q20 P02 +1* 카운터 업데이트
N400 D01 Q24 P01 +Q24 P02 +Q25* 입체각 업데이트
N410 D12 P01 +Q20 P02 +Q13 P03 1* 완료되지 않았습니까? 완료되지 않은 경우 LBL 1로 돌아갑니다.
N420 G98 L99*
N430 G73 G90 H+0* 회전 재설정
N440 G54 X+0 Y+0 Z+0* 데이텀 전환 재설정
N450 G98 L0* 서브프로그램의 끝
N99999999 %CYLIN G71 *

Q 파라미터 프로그래밍 | 프로그래밍 예 10
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 435
예: 엔드밀로 가공된 구체에 볼록면 작성
프로그램 실행
이 프로그램에는 엔드밀이 필요합니다.
구체의 윤곽이 Q14에 정의되어 있는 Z/X 평면 내의여러 단선을 통해 대략적으로 지정됩니다. 각도 증분을 적게 정의할수록 곡선이 더 부드러워집니다.
Q18에 정의되어 있는 평면의 각도 증분을 통해 윤곽컷 수를 결정할 수 있습니다.
공구는 3D 컷에서 위쪽으로 이동합니다.
공구 반경은 자동으로 보정됩니다.
%SPHERE G71 *
N10 D00 Q1 P01 +50* X축의 중심
N20 D00 Q2 P01 +50* Y축의 중심
N30 D00 Q4 P01 +90* 공간의 시작각(Z/X 평면)
N40 D00 Q5 P01 +0* 공간의 끝각(Z/X 평면)
N50 D00 Q14 P01 +5* 공간의 각도 증분
N60 D00 Q6 P01 +45* 구체 반경
N70 D00 Q8 P01 +0* X/Y 평면의 회전 위치 시작각
N80 D00 Q9 p01 +360* X/Y 평면의 회전 위치 끝각
N90 D00 Q18 P01 +10* 황삭을 위한 X/Y 평면의 각도 증분
N100 D00 Q10 P01 +5* 구체 반경의 황삭 여유량
N110 D00 Q11 P01 +2* 스핀들 축의 사전 위치결정 안전 높이
N120 D00 Q12 P01 +350* 밀링 이송 속도
N130 G30 G17 X+0 Y+0 Z-50* 공작물 영역 정의
N140 G31 G90 X+100 Y+100 Z+0*
N150 T1 G17 S4000* 공구 호출
N160 G00 G40 G90 Z+250* 공구 후퇴
N170 L10.0* 가공 방법 호출
N180 D00 Q10 P01 +0* 여유량 재설정
N190 D00 Q18 P01 +5* 정삭을 위한 X/Y 평면의 각도 증분
N200 L10.0* 가공 방법 호출
N210 G00 G40 Z+250 M2* 공구 후퇴, 프로그램 종료
N220 G98 L10* 서브프로그램 10: 가공 방법
N230 D01 Q23 P01 +Q11 P02 +Q6* 사전 위치결정을 위한 Z 좌표 계산
N240 D00 Q24 P01 +Q4* 공간의 시작각 복사(Z/X 평면)
N250 D01 Q26 P01 +Q6 P02 +Q108* 사전 위치결정을 위한 구체 반경 보정
N260 D00 Q28 P01 +Q8* 평면의 회전 위치 복사
N270 D01 Q16 P01 +Q6 P02 -Q10* 구체 반경의 여유량 고려
N280 G54 X+Q1 Y+Q2 Z-Q16* 구체 중심으로 데이텀 전환
N290 G73 G90 H+Q8* 평면의 회전 위치 시작각 고려
N300 G98 L1* 스핀들축에서 사전 위치결정
N310 I+0 J+0* 사전 위치결정을 위해 X/Y 평면에 극 설정

Q 파라미터 프로그래밍 | 프로그래밍 예 10
436 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
N320 G11 G40 R+Q26 H+Q8 FQ12* 평면에서 사전 위치결정
N330 I+Q108 K+0* Z/X 평면에 극 설정(공구 반경으로 보정량)
N340 G01 Y+0 Z+0 FQ12* 가공 깊이로 이동
N350 G98 L2*
N360 G11 G40 R+Q6 H+Q24 FQ12* 대략적으로 지정된 호에서 위쪽으로 이동
N370 D02 Q24 P01 +Q24 P02 +Q14* 입체각 업데이트
N380 D11 P01 +Q24 P02 +Q5 P03 2* 호 완료 여부를 확인합니다. 완료되지 않은 경우 LBL 2로 돌아갑니다.
N390 G11 R+Q6 H+Q5 FQ12* 공간의 끝각으로 이동
N400 G01 G40 Z+Q23 F1000* 스핀들축에서 후퇴
N410 G00 G40 X+Q26* 다음 호에 대해 사전 위치결정
N420 D01 Q28 P01 +Q28 P02 +Q18* 평면의 회전 위치 업데이트
N430 D00 Q24 P01 +Q4* 입체각 재설정
N440 G73 G90 H+Q28* 새 회전 위치 활성화
N450 D12 P01 +Q28 P02 +Q9 P03 1* 완료되지 않았습니까? 완료되지 않은 경우 LBL 1로 돌아갑니다.
N460 D09 P01 +Q28 P02 +Q9 P03 1*
N470 G73 G90 H+0* 회전 재설정
N480 G54 X+0 Y+0 Z+0* 데이텀 전환 재설정
N490 G98 L0* 서브프로그램의 끝
N99999999 %SPHERE G71 *

11보조 기능

보조 기능 | 기타 기능 M 및 STOP 입력 11
438 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
11.1 기타 기능 M 및 STOP 입력
기본 사항M 기능이라고도 하는 컨트롤의 보조 기능을 사용하면 다음 작업을수행할 수 있습니다.
프로그램 실행(예: 프로그램 중단)
스핀들 회전 전환 및 절삭유 공급 설정/해제 등의 기계 기능
공구의 경로 동작
M(기타) 기능은 위치결정 블록의 끝이나 개별 블록에 최대 4개까지입력할 수 있습니다. 컨트롤에 다음과 같은 대화 상자가 표시됩니다: 기타 기능 M?대개의 경우는 프로그래밍 대화 상자에 해당 기타 기능의 번호만입력하면 되지만, 일부 기타 기능은 추가 파라미터로 프로그래밍할수 있습니다. 이 경우 파라미터를 입력하기 위해 대화 상자가 계속실행됩니다.
수동 운전 모드 및 핸드휠 모드 작동 모드에서 M 기능은 M 소프트키를 사용하여 입력됩니다.

보조 기능 | 기타 기능 M 및 STOP 입력 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 439
기타 기능의 효과NC 블록에서 해당 위치에 관계없이 일부 M 기능은 위치결정 블록의 시작 부분에 적용되며, 일부는 끝 부분에 적용됩니다.
M 기능은 피호출 블록에 적용됩니다.
하지만 프로그래밍된 블록에만 적용되는 기타 기능도 있습니다. 보조 기능이 블록 전체에만 적용되는 경우를 제외하면 개별 M 기능이 있는 후속 블록에서 이를 취소해야 하며, 그렇지 않으면 프로그램 종료 시 자동으로 취소됩니다.
하나의 NC 블록에 여러 기능이 프로그래밍된 경우 실행순서는 다음과 같습니다.
블록의 시작 부분에 적용되는 M 기능은 블록의 끝부분에 적용되는 M 기능 이전에 실행됩니다.
모든 M 기능이 블록의 시작 또는 끝 부분에 적용되는 경우 프로그래밍된 순서에 따라 실행됩니다.
STOP 블록에 기타 기능 입력STOP 블록을 프로그래밍하는 경우 프로그램 실행 또는 테스트 실행이 블록에서 중단됩니다(예: 공구 검사 시). 또한 STOP 블록에M(기타) 기능을 입력할 수도 있습니다.
프로그램 실행 중단을 프로그래밍하려면 STOP키를 누릅니다.
보조 기능 M을 입력합니다.
예
N87 G38 M6*

보조 기능 | 프로그램 실행 검사, 스핀들 및 절삭유용 기타 기능 11
440 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
11.2 프로그램 실행 검사, 스핀들 및 절삭유용 기타 기능
개요
기계 설명서를 참조하십시오.
기계 제작 업체에서 다음과 같이 설명된 기타 기능의 동작에 영향을 줄 수 있습니다.
M 적용 블록에 적용 시작 끝
M0 프로그램 정지스핀들 정지
■
M1 옵션 프로그램 정지필요한 경우 스핀들 정지필요한 경우 절삭유 해제(기계 제작업체에서 정의하는 기능)
■
M2 프로그램 실행 정지스핀들 정지절삭유 해제블록 1로 돌아가기 상태 표시 지우기기능 범위는 기계 파라미터에 따라 다름resetAt(No. 100901)
■
M3 스핀들 설정, 시계 방향 ■
M4 스핀들 설정, 반시계 방향 ■
M5 스핀들 정지 ■
M6 공구 변경스핀들 정지프로그램 정지
■
M8 절삭유 설정 ■
M9 절삭유 해제 ■
M13 절삭유 설정, 시계 방향절삭유 설정
■
M14 스핀들 설정, 반시계 방향절삭유 설정
■
M30 M2와 같음 ■

보조 기능 | 좌표 입력용 기타 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 441
11.3 좌표 입력용 기타 기능
기계 참조 좌표 프로그래밍: M91/M92
스케일 데이텀스케일의 기준점은 스케일 데이텀의 위치를 나타냅니다.
기계 데이텀기계 데이텀은 다음과 같은 작업에 사용됩니다.
축 이송 한계 정의(소프트웨어 리미트 스위치)
기계 참조 위치에 접근(예: 공구 변경 위치)
공작물 프리셋 설정
각 축에서 스케일 데이텀과 기계 데이텀 간의 거리는 기계 제작 업체에서 기계 파라미터에 정의합니다.
표준 동작컨트롤에서는 공작물 데이텀의 좌표를 참조합니다.
추가 정보: "3D 터치 프로브 없이 데이텀 설정", 페이지 589
M91을 사용한 동작 – 기계 데이텀위치결정 블록의 좌표에서 기계 데이텀을 참조하도록 적용하려면M91을 사용하여 블록을 종료합니다.
M91 블록에 증분 좌표를 프로그래밍하는 경우 마지막으로 프로그래밍한 M91 위치와 관련하여 좌표를 입력합니다. 실제 NC 블록에 M91 위치를 프로그래밍하지 않는경우에는 현재 공구 위치에 대해 좌표를 입력합니다.
컨트롤 화면의 좌표값은 기계 데이텀을 기준으로 합니다. 상태 표시의 좌표 표시를 REF로 전환합니다.
추가 정보: "상태 표시", 페이지 92

보조 기능 | 좌표 입력용 기타 기능 11
442 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
M92를 사용한 동작 – 추가 기계 기준점
기계 설명서를 참조하십시오.
기계 제작업체에서는 기계 데이텀 외에도 추가 기계 기반 위치를 기준점으로 정의할 수 있습니다.
기계 제작업체는 각 축에 대해 기계 기준점과 기계 데이텀 간의 거리를 정의합니다.
위치결정 블록의 좌표 기준을 기계 기준점에 두려면 M92로 이러한블록을 종료합니다.
M91 또는 M92로 프로그래밍된 블록에서는 반경 보정이 동일하게 유지되지만 공구 위치는 고려하지 않습니다.
적용M91 및 M92은 M91 및 M92가 프로그래밍된 블록에만 적용됩니다.
M91 및 M92는 블록의 시작 부분에 적용됩니다.
공작물 프리셋좌표 기준을 항상 기계 데이텀에 두려면 하나 이상의 축에 대해 프리셋을 설정하지 않을 수 있습니다.
프리셋 설정이 모든 축에 대해 금지된 경우, 컨트롤은 더 이상 수동운전 모드 모드에서 기준점 지정 소프트 키를 표시하지 않습니다.
그림에는 좌표계와 함께 기계 데이텀 및 공작물 데이텀이 나와 있습니다.
시험 주행 모드의 M91/M92M91/M92 이동을 그래픽 방식으로 시뮬레이션하려면 작업 공간 모니터링을 활성화하고 정의된 프리셋을 참조하는 공작물 영역을 표시해야 합니다.
추가 정보: " 작업 공간에서 공작물 영역 표시(옵션 20)",페이지 641

보조 기능 | 좌표 입력용 기타 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 443
기울어진 작업면으로 기울어지지 않은 좌표계에서 위치이동: M130
기울어진 작업 평면을 사용한 표준 동작컨트롤에서는 경사진 작업평면 좌표계에 대해 위치결정 블록의 좌표를 참조합니다.
M130을 사용한 동작경사진 작업평면에도 불구하고, 컨트롤에서는 기울어지지 않은 공작물 좌표계에 대해 직선 블록의 좌표를 참조합니다.
그런 다음 기울어지지 않은 공작물 좌표계의 프로그래밍된 좌표에기울어진 공구를 배치합니다.
알림충돌 주의!
M130 기능은 블록별로만 활성화됩니다. 컨트롤은 이후 가공 작업을 경사진 작업평면 좌표계로 다시 실행합니다. 가공 중 충돌위험!
그래픽 시뮬레이션을 사용하여 순서 및 위치를 확인합니다.
프로그래밍 유의 사항:
M130 기능은 Tilt the working plane 기능이 활성화되어 있는 경우에만 허용됩니다.
M130 기능이 사이클 호출과 조합된 경우, 컨트롤은실행을 중단하고 오류 메시지를 표시합니다.
적용M130 기능이 공구 반경 보정 없이도 직선 블록 전체에 적용됩니다.

보조 기능 | 경로 동작 관련 보조 기능 11
444 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
11.4 경로 동작 관련 보조 기능
작은 윤곽 단계 가공: M97
표준 동작컨트롤에서 외부 모서리에 전이호를 삽입합니다. 윤곽 단계가 매우작은 경우 공구로 인해 윤곽이 손상됩니다.
이 경우 프로그램 실행이 중단되고 공구 반경이 너무 큽니다.라는오류 메시지가 생성됩니다.
M97을 사용한 동작컨트롤에서는 윤곽 요소에 대한 경로 교점(예: 내부 코너)을 결정하고 공구를 이 점 위로 이동합니다.
같은 블록에서 M97을 외부 모서리로 프로그래밍합니다.
여기서 M97 대신 훨씬 강력한 기능인 M120 LA를 사용하는 것이 좋습니다. 추가 정보: "미리 반경을 보정한 경로 계산(선행 연산): M120(보조 기능 소프트웨어 옵션)",페이지 449
적용M97 기능은 해당 기능이 프로그래밍된 NC 블록에서만 유효합니다.
컨트롤은 M97로 가공하는 경우 코너를 완전하게 정삭하지 않습니다. 따라서 보다 작은 공구로 윤곽을 다시 작업해야 할 수 있습니다.
예
N50 G99 G01 ... R+20* 큰 공구 반경
...
N130 X ... Y ... F ... M97* 윤곽점 13으로 이동
N140 G91 Y-0.5 ... F ...* 작은 윤곽 단계 13에서 14까지 가공
N150 X+100 ...* 윤곽점 15로 이동
N160 Y+0.5 ... F ... M97* 작은 윤곽 단계 15에서 16까지 가공
N170 G90 X ... Y ... * 윤곽점 17로 이동

보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 445
개방형 윤곽 모서리 가공: M98
표준 동작컨트롤에서 내부 모서리에서 커터 경로의 교점을 계산하고 이 교점에서 공구를 새로운 방향으로 이동합니다.
하지만 윤곽이 모서리에서 개방되어 있는 경우 이렇게 하면 가공이완료되지 않습니다.
M98을 사용한 동작M98 보조 기능을 사용하면 컨트롤에서 반경 보정을 일시적으로 중지하여 두 모서리의 가공이 모두 완료되었는지 확인합니다.
적용M98은 해당 기능이 프로그래밍된 블록에만 적용됩니다.
M98은 블록의 끝 부분에 적용됩니다.
예: 윤곽점 10, 11 및 12를 연속해서 이동
N100 G01 G41 X ... Y ... F ...*
N110 X ... G91 Y ... M98*
N120 X+ ...*

보조 기능 | 경로 동작 관련 보조 기능 11
446 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
절입 이동 이송 속도 비율: M103
표준 동작컨트롤에서 이송 방향과 관계없이 마지막으로 프로그래밍한 이송속도로 공구를 이동합니다.
M103을 사용한 동작공구가 음의 공구축 방향으로 이동하면 컨트롤에서 이송 속도를 줄입니다. 진입 이송 속도 FZMAX는 마지막으로 프로그래밍된 이송속도 FPROG와 이송 속도 비율 F%를 사용하여 계산합니다.
FZMAX = FPROG x F%
M103 프로그래밍포지셔닝 블록에 M103을 입력하면 컨트롤에서는 F 요소에 대한메시지를 표시하여 대화 상자를 계속 실행합니다.
적용M103은 블록의 시작 부분에 적용됩니다. M103을 취소하려면 이송 속도 비율 없이 M103을 다시 한 번 프로그래밍합니다.
또한 M103은 기울어진 활성 작업평면 좌표계에도 적용됩니다. 그러면 기울어진 공구축에서 음의 방향으로 감속 이송이 적용됩니다.
예진입 이송 속도는 평면에서 이송 속도의 20%에 해당됩니다.
... 실제 윤곽 이송 속도(mm/min):
N170 G01 G41 X+20 Y+20 F500 M103 F20* 500
N180 Y+50* 500
N190 G91 Z-2.5* 100
N200 Y+5 Z-5* 141
N210 X+50* 500
N220 G90 Z+5* 500
보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 447
스핀들 회전당 밀리미터 단위의 이송 속도: M136
표준 동작컨트롤에서는 프로그래밍된 이송 속도 F(mm/min)로 공구를 이동합니다.
M136을 사용한 동작
인치 단위 기반 NC 프로그램에서는 M136을 새 대체 이송 속도 FU와 조합할 수 없습니다.
M136이 활성일 때는 스핀들을 제어할 수 없습니다.
M136을 사용하는 경우 컨트롤에서는 공구를 mm/min 단위가 아닌 스핀들 회전당 밀리미터 단위의 프로그래밍된 이송 속도 F로 이동합니다. 스핀들 재설정을 사용하여 스핀들 속도를 변경하면 컨트롤에서도 그에 따라 이송 속도를 변경합니다.
적용M136은 블록의 시작 부분에 적용됩니다.
M137을 프로그래밍하면 M136을 취소할 수 있습니다.

보조 기능 | 경로 동작 관련 보조 기능 11
448 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
원호의 이송 속도: M109/M110/M111
표준 동작컨트롤에서 공구 중심의 경로에 프로그래밍된 이송 속도를 적용합니다.
M109를 사용한 원호에서의 동작컨트롤에서는 원호의 내부 및 외부 가공에 대해 절삭 날의 이송 속도를 일정하게 유지합니다.
알림주의: 공구와 공작물에 대한 위험!
M109 기능이 활성화된 경우, 코너 외부에서 아주 작게 가공할때 이송 속도가 획기적으로 증가할 수 있습니다. 그러면 실행 중에 공구가 파손되거나 공작물이 손상될 위험이 있습니다.
코너 외부에서 아주 작게 가공하는 경우 M109를 사용하지마십시오.
M110을 사용한 원호에서의 동작원호의 경우 내부 가공 작업에 대해서만 이송 속도가 일정하게 유지됩니다. 원호의 외부 가공에 대해서는 이송 속도가 조정되지 않습니다.
가공 사이클을 호출하기 전에 M109 또는 M110을 프로그래밍하는 경우에는 이러한 가공 사이클 내에서 조정된이송 속도도 원호에 적용됩니다. 가공 사이클을 종료하거나 취소하면 초기 상태가 복원됩니다.
적용M109 및 M110이 블록의 시작 부분에 적용됩니다. M109 및M110은 M111을 통해 취소할 수 있습니다.

보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 449
미리 반경을 보정한 경로 계산(선행 연산): M120(보조 기능 소프트웨어 옵션)
표준 동작공구 반경이 반경 보정을 사용하여 가공해야 할 윤곽 단계보다 큰경우 컨트롤에서는 프로그램 실행을 중단하고 오류 메시지를 생성합니다. M97을 사용하면 오류 메시지가 나타나지 않지만 이로 인해 정지 표시가 남게 되며 모서리도 옮겨집니다.
추가 정보: "작은 윤곽 단계 가공: M97", 페이지 444
언더컷의 경우 윤곽이 손상될 수 있습니다.
M120을 사용한 동작컨트롤은 반경이 보정된 윤곽에서 언더컷과 공구 경로 교점을 확인한 후 현재 블록에서 미리 공구 경로를 계산합니다. 공구에 의해 손상될 수 있는 윤곽의 영역은 가공되지 않습니다(그림의 어두운 부분). 또한 M120을 사용하면 디지털화된 데이터 또는 외부 프로그래밍 시스템에 생성된 데이터에 대해 공구 반경 보정을 계산할 수있습니다. 이렇게 하면 이론적인 공구 반경의 편차가 보정됩니다.
미리 계산된 블록 수(최대 99개)는 M120 다음의 LA(Look Ahead)을 통해 정의할 수 있습니다. 선택하는 블록의 수가 많을수록 블록처리 시간이 길어집니다.
입력포지셔닝 블록에 M120을 입력하는 경우 TNC에서는 미리 계산할블록 수(LA)에 대한 메시지를 표시하여 이 블록에 대한 대화 상자를 계속 실행합니다.
적용M120은 G41 또는 G42 반경 보정도 포함하는 NC 블록에 반드시포함해야 합니다. 그러면 다음과 같은 상태가 될 때까지 이 블록에서 M120이 적용됩니다.
G40으로 반경 보정이 취소됨
M120 LA0이 프로그래밍됨
M120이 LA 없이 프로그래밍됨
%를 사용하여 다른 프로그램을 호출함 또는
사이클 G80 또는 PLANE 기능을 통해 작업평면이 기울어짐
M120은 블록의 시작 부분에 적용됩니다.

보조 기능 | 경로 동작 관련 보조 기능 11
450 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
제한 사항외부 또는 내부 정지 후에는 다음 기능을 통해서만 윤곽을 다시입력할 수 있습니다. RESTORE POS. AT N. 블록 스캔을 시작하기 전에 M120을 취소해야 합니다. 그렇지 않으면 컨트롤 오류메시지가 생성됩니다.
접선 경로의 윤곽에 접근하려는 경우에는 APPR LCT 기능을 사용해야 합니다. APPR LCT를 사용한 블록에는 작업평면의 좌표만 포함되어 있어야 합니다.
접선 경로의 윤곽을 후진하려는 경우에는 DEP LCT 기능을 사용해야 합니다. DEP LCT를 사용한 블록에는 작업면의 좌표만 포함되어 있어야 합니다.
아래 나열된 기능을 사용하기 전에 M120 및 반경 보정을 취소해야 합니다.
사이클 G60 공차
사이클 G80 작업 평면
PLANE 기능
M114M128

보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 451
프로그램 실행 중에 핸드휠 위치결정 중첩: M118(소프트웨어 옵션 보조 기능)
표준 동작프로그램 실행 작동 모드에서 컨트롤이 공구를 NC 프로그램에 정의된 대로 이동합니다.
M118을 사용한 동작M118을 사용하면 프로그램 실행 도중 핸드휠을 사용하여 수동으로 보정할 수 있습니다. 이 목적을 위해 M118을 프로그래밍하고축별 값(선형축 또는 회전축)을 입력합니다.
알림충돌 주의!
M118 기능을 사용하여 핸드휠로 회전축의 위치를 수정하고M140을 실행하는 경우 컨트롤에서는 후진 이동과 중첩 값을 무시합니다. 이로 인해 특히 헤드 회전 축으로 기계를 사용하는 경우 원치 않는 예측 불가능한 이동이 발생할 수 있습니다. 이러한이동 보정 중에 충돌 위험이 있습니다!
헤드 회전 축으로 기계를 사용하는 경우 M118을 M140과 조합하지 마십시오.
입력위치결정 블록에 M118을 입력하는 경우 컨트롤에서는 축별 값에대한 메시지를 표시하여 이 블록의 대화 상자를 계속 실행합니다.오렌지색 축 방향 버튼 또는 ASCII 키보드를 사용하여 좌표를 입력합니다.
적용핸드휠 위치결정을 취소하려면 좌표 입력 없이 M118을 다시 한 번프로그래밍하십시오.
M118은 블록의 시작 부분에 적용됩니다.

보조 기능 | 경로 동작 관련 보조 기능 11
452 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예프로그램 실행 도중 핸드휠을 사용하여 작업 평면 X/Y에서 공구를±1mm씩, 로타리축 B에서는 ±5°씩 각각 프로그래밍된 값에서 이동할 수 있어야 합니다.
N250 G01 G41 X+0 Y+38.5 F125 M118 X1 Y1 B5*
M118은 항상 기계 좌표계로 적용됩니다.
추가 정보: "핸드휠 중첩", 페이지
M118은 수동 입력에 의한 운전(MDI) 작동 모드에도 적용됩니다!
가상 공구축 VT
기계 설명서를 참조하십시오.
기계 제작업체에서 컨트롤에 이 기능을 구현해 놓아야합니다.
가상 공구축을 사용하면 스위블 헤드가 있는 기계에서 핸드휠로 경사진 공구의 방향으로 이송할 수도 있습니다. 가상 공구축 방향으로 이송하려면 핸드휠 표시에서 VT 축을 선택합니다.
추가 정보: "핸드휠로 이동", 페이지 565
HR 5xx 핸드휠을 사용하는 경우 필요하면 주황색 VI 축 키를 사용하여 가상 축을 직접 선택할 수 있습니다.
M118 기능과 함께 현재 활성화된 공구축 방향으로 핸드휠 중첩을수행할 수도 있습니다. 이 목적을 위해 적어도 M118 기능에 허용되는 이송 범위(M118 Z5)를 사용하고 핸드휠에서 VT 축을 선택하십시오.

보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 453
윤곽에서 공구축 방향으로 후퇴: M140
표준 동작프로그램 실행 반 자동 및 자동 프로그램실행 운전 모드에서 가공프로그램에 정의된 대로 공구가 이동됩니다.
M140을 사용한 동작M140 MB(뒤로 이동)를 사용하면 공구축의 방향으로 프로그래밍가능한 거리만큼 윤곽에서 공구를 후퇴시킬 수 있습니다.
입력위치결정 블록에 M140을 입력한 경우, 컨트롤은 대화 상자를 계속하고 공구가 윤곽에서 후퇴하기 위해 사용해야 하는 경로에 대한메시지를 표시합니다. 윤곽에서 후퇴할 때 공구가 따라야 하는 경로를 입력하거나, MB MAX 소프트 키를 눌러 이송 범위 한계로 이동합니다.
또한 공구가 입력된 경로를 이동할 이송 속도를 프로그래밍할 수있습니다. 이송 속도를 입력하지 않으면 공구가 급속 이송으로 입력된 경로를 따라 이동합니다.
적용M140은 해당 기능이 프로그래밍된 NC 블록에만 적용됩니다.
M140은 블록의 시작 부분에 적용됩니다.

보조 기능 | 경로 동작 관련 보조 기능 11
454 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예블록 250: 공구를 윤곽에서 50mm 후퇴시킵니다.
블록 251: 공구를 이송 범위 한계로 이동합니다.
N250 G01 X+0 Y+38.5 F125 M140 MB50*
N251 G01 X+0 Y+38.5 F125 M140 MB MAX*
M140은 경사진 작업평면 기능이 활성화되어 있는 경우에도 적용됩니다. 스위블 헤드가 있는 기계의 경우 컨트롤에서는 기울어진 좌표계에서 공구를 이동합니다.
M140 MB MAX를 사용하면 양의 방향으로만 후퇴할 수있습니다.
항상 공구축으로 공구 호출을 정의한 후 M140을 입력하십시오. 그렇지 않으면 이송 방향이 정의되지 않습니다.
알림충돌 주의!
M118 기능을 사용하여 핸드휠로 회전축의 위치를 수정하고M140을 실행하는 경우 컨트롤에서는 후진 이동과 중첩 값을 무시합니다. 이로 인해 특히 헤드 회전 축으로 기계를 사용하는 경우 원치 않는 예측 불가능한 이동이 발생할 수 있습니다. 이러한이동 보정 중에 충돌 위험이 있습니다!
헤드 회전 축으로 기계를 사용하는 경우 M118을 M140과 조합하지 마십시오.

보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 455
터치 프로브 모니터링 제한: M141
표준 동작스타일러스가 비껴 이동하는 경우 기계축을 이동하려고 하면 오류메시지가 표시됩니다.
M141을 사용한 동작컨트롤에서는 터치 프로브가 비껴 이동하는 경우에도 기계축을 이동합니다. 이 기능은 스타일러스를 비껴 이동한 후 위치결정 블록을 사용하여 이를 후퇴시키기 위해 측정 사이클 3과 연계하여 자체측정 사이클을 기록하려는 경우에 필요합니다.
알림충돌 주의!
M141 기능은 스타일러스가 비껴 이동하는 경우 해당 오류 메시지를 억제합니다. 컨트롤은 스타일러스와의 자동 충돌 확인을 수행하지 않습니다. 이 동작 때문에 터치 프로브가 안전하게 후퇴할 수 있는지 확인해야 합니다. 후퇴 방향을 잘못 선택하면 충돌위험이 있습니다.
반 자동 프로그램 실행에서 NC 프로그램 또는 프로그램 섹션을 주의 깊게 테스트하십시오.
M141 기능은 직선 블록을 사용한 이동에 대해서만 작동합니다.
적용M141은 M141이 프로그래밍된 NC 블록에만 적용됩니다.
M141은 블록의 시작 부분에 적용됩니다.

보조 기능 | 경로 동작 관련 보조 기능 11
456 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기본 회전 삭제: M143
표준 동작기본 회전은 재설정되거나 새 값으로 다시 쓰여질 때까지 적용된상태로 유지됩니다.
M143을 사용한 동작컨트롤에서는 NC 프로그램에서 프로그래밍된 기본 회전을 지웁니다.
미드 프로그램 시작 중에는 M143 기능을 사용할 수 없습니다.
적용M143은 해당 기능이 프로그래밍된 NC 블록에서만 적용됩니다.
M143은 블록의 시작 부분에 적용됩니다.
M143은 프리셋 테이블의 SPA, SPB 및 SPC 열에 있는항목을 삭제합니다. 해당 프리셋 테이블 행을 다시 활성화해도 삭제된 기본 회전이 활성화되지 않습니다.

보조 기능 | 경로 동작 관련 보조 기능 11
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 457
NC 정지 시 윤곽에서 자동으로 공구 후퇴: M148
표준 동작NC 프로그램이 정지된 경우, 컨트롤에서는 모든 이송 이동을 정지합니다. 그러면 공구가 중단 지점에서 이동을 중지합니다.
M148을 사용한 동작
기계 설명서를 참조하십시오.
이 기능은 기계 제작 업체에서 구성 및 활성화해야 합니다.
CfgLiftOff (No. 201400) 기계 파라미터에서 기계 제작업체가 LIFTOFF 명령에 대해 컨트롤이 이송할 경로를정의합니다. 또한 CfgLiftOff 기계 파라미터를 사용하여이 기능을 비활성화할 수도 있습니다.
활성 공구에 대한 공구 테이블의 LIFTOFF 열에서 Y 파라미터를 설정합니다. 그런 다음 컨트롤은 공구를 윤곽에서 공구축의 방향으로최대 2mm까지 후퇴시킵니다.
추가 정보: "공구 테이블테이블에 공구 데이터 입력", 페이지 226
LIFTOFF는 다음과 같은 상황에 적용됩니다.
사용자가 NC 정지를 트리거링한 경우
소프트웨어를 통해 NC 정지가 트리거링된 경우(예: 드라이브 시스템에 오류가 발생한 경우)
정전된 경우
적용M149를 사용하여 비활성화활 때까지 M148이 적용된 상태로 유지됩니다.
M148은 블록의 시작 부분에 적용되며, M149는 블록의 끝부분에적용됩니다.

보조 기능 | 경로 동작 관련 보조 기능 11
458 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
모서리 라운딩: M197
표준 동작반경 보정이 활성화된 경우, 컨트롤에서 외부 모서리에 전이호를삽입합니다. 이로 인해 해당 에지가 모깎기됩니다.
M197을 사용한 동작M197 기능을 사용하면 모서리의 윤곽이 접선 방향으로 확장되고더 작은 전이호가 삽입됩니다. M197 기능을 프로그래밍하고 ENT키를 누르면 DL 입력 필드가 열립니다. DL에서 윤곽 요소를 확장할길이를 정의합니다. M197을 사용하면 모서리 반경이 감소하고 모서리 모깎기가 감소하지만 이송 이동은 여전히 부드럽습니다.
적용M197 기능은 블록 단위로 작동하며 바깥쪽 모서리에서만 적용됩니다.
예
G01 X... Y... RL M197 DL0.876*

12특수 기능

특수 기능 | 특수 기능 개요 12
460 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
12.1 특수 기능 개요컨트롤에서 광범위한 응용 분야를 대상으로 제공하는 강력한 특수기능은 다음과 같습니다.
기능 설명
ACC(액티브 채터 제어) (옵션 145) 페이지 468
텍스트 파일 사용 페이지 473
자유 정의 테이블 사용 페이지 477
컨트롤의 다양한 특수 기능에 액세스하려면 SPEC FCT 키와 그에해당하는 소프트 키를 누르십시오. 다음 표는 어떤 기능이 사용가능한지 대략적으로 보여줍니다.
SPEC FCT 특수 기능의 기본 메뉴SPEC FCT 키를 눌러 특수 기능을 선택
소프트 키 기능 설명
프로그램 기본값 정의 페이지 461
윤곽 및 점 가공에 대한 기능 페이지 461
PLANE 기능 정의 페이지 496
다른 DIN/ISO 기능 정의 페이지 462
프로그래밍 보조 기능 페이지 193
SPEC FCT 키를 누른 후에는 GOTO 키로 smartSelect선택 창을 열 수 있습니다. 그러면 사용할 수 있는 모든기능을 보여 주는 구조 개요가 표시됩니다. 트리 다이어그램에서 커서나 마우스로 신속하게 탐색하고 기능을 선택할 수 있습니다. 오른쪽 창에 특정 기능에 대한 온라인도움말이 표시됩니다.

특수 기능 | 특수 기능 개요 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 461
프로그램 기본값 메뉴프로그램 기본값 소프트 키를 누릅니다.
소프트 키 기능 설명
공작물 영역 정의 페이지 152
데이텀 테이블 선택 사이클프로그래밍 사용 설명서 참조
전역 사이클 파라미터 정의 사이클프로그래밍 사용 설명서 참조
윤곽 및 점 가공 메뉴에 대한 기능윤곽 및 점 가공을 위한 기능에 대한 소프트 키를누릅니다.
소프트 키 기능 설명
윤곽 설명 지정 사이클프로그래밍 사용 설명서 참조
간단한 윤곽 수식 정의 사이클프로그래밍 사용 설명서 참조
윤곽 정의 선택 사이클프로그래밍 사용 설명서 참조
복잡한 윤곽 수식 정의 사이클프로그래밍 사용 설명서 참조
가공 위치가 나와 있는 점 파일선택
사이클프로그래밍 사용 설명서 참조

특수 기능 | 특수 기능 개요 12
462 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
다양한 을 정의하기 위한 메뉴DIN/ISO 기능프로그램 기능 소프트 키를 누릅니다.
소프트 키 기능 설명
카운터 정의 페이지 471
문자열 기능 정의 페이지 413
펄스 스핀들 속도 정의 페이지 483
순환 정지 시간 정의 페이지 485
정지 시간(초) 또는 회전수 정의: 페이지 487
DIN/ISO 기능 정의 페이지 470
설명 추가 페이지 195
경로 해석 선택 "프로그래밍된 경로 해석"

특수 기능 | 공구 캐리어 관리 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 463
12.2 공구 캐리어 관리
기본 사항공구 캐리어 관리를 사용하여 공구 캐리어를 생성하고 관리할 수있습니다. 컨트롤은 공구 캐리어를 계산 시 요인으로 포함합니다.
3축의 기계에서 직각 헤드의 공구 캐리어는 컨트롤에서 각도 헤드의 치수를 계산에 넣음으로써 공구 축 X 및 Y에서의 처리에 도움이됩니다.
소프트웨어 옵션 번호 8(고급 기능 설정 1)을 사용하면 작업면을 이동식 각진 헤드의 각도로 기울일 수 있으며, 이에 따라 Z 공구 축에서 계속 작업할 수 있습니다.
다음 단계를 수행하여 컨트롤에서 공구 캐리어를 계산 시 요인으로포함할 수 있도록 해야 합니다.
공구 캐리어 탬플릿 저장
입력 파라미터를 공구 캐리어에 지정
파라미터가 있는 공구 캐리어 할당
공구 캐리어 탬플릿 저장많은 공구 캐리어들이 치수 면에서 서로 다르지만 지오메트리 형태는 동일합니다. 사용자가 공구 캐리어를 설계할 필요가 없도록 하이덴하인은 이미 만들어져 나오는 다양한 공구 캐리어 탬플릿을 제공합니다. 공구 캐리어 탬플릿은 변경 가능한 치수와 고정 지오메트리의 3D 모델입니다.
공구 캐리어 탬플릿은 TNC:\system\Toolkinematics에 저장해야 하며 파일 확장자는 .cft입니다.
컨트롤에 공구 캐리어 템플릿이 없는 경우 다음 사이트에서 데이터를 다운로드하십시오.
http://www.klartext-portal.com/nc-solutions/en
공구 캐리어 탬플릿이 더 필요한 경우 기계 제작 업체또는 타사 벤더에 문의하십시오.
공구 캐리어 탬플릿은 여러 서브파일로 구성될 수 있습니다. 서브파일이 불완전한 경우 컨트롤에 오류 메시지가 표시됩니다.
불완전한 공구 캐리어 탬플릿을 사용하지 마십시오!

특수 기능 | 공구 캐리어 관리 12
464 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 캐리어에 입력 파라미터 할당컨트롤에서 공구 캐리어를 계산 요소에 포함하기 전에 사용자는 실제 치수를 공구 캐리어 탬플릿에 제공해야 합니다. 이 파라미터들은 ToolHolderWizard 추가 도구에 입력됩니다.
파라미터가 있는 공구 캐리어를 파일 확장자 .cfx를 사용하여 TNC:\system\Toolkinematics에 저장합니다.
추가 도구인 ToolHolderWizard는 주로 마우스로 작동됩니다. 마우스를 사용하면 파라미터, 도움말 그래픽 및 3D 그래픽 영역 간에왼쪽 마우스 버튼을 누른 채로 라인을 그려서 원하는 화면 레이아웃을 설정할 수도 있습니다.
ToolHolderWizard 추가 도구에는 다음과 같은 아이콘을 사용할수 있습니다.
아이콘 기능
도구 닫기
파일 열기
와이어 프레임 모델과 솔리드 개체 뷰 간 전환
그림자 및 투명 뷰 간 전환
변환 벡터 표시 또는 숨기기
충돌 객체의 이름 표시 또는 숨기기
테스트점 표시 또는 숨기기
측정점 표시 또는 숨기기
3D 모델의 시작 뷰로 되돌리기
공구 캐리어 탬플릿에 변환 벡터, 이름, 테스트점 및 측정점이 포함되어 있지 않은 경우 ToolHolderWizard 추가 도구는 해당 아이콘이 활성화되면 어떠한 기능도 실행하지 않습니다.

특수 기능 | 공구 캐리어 관리 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 465
수동 운전 모드 작동 모드에서 툴 캐리어 템플릿 파라미터화공구 캐리어 탬플릿을 파라미터로 나타내고 이 파라미터들을 저장하려면 다음을 수행하십시오.
Press the 수동 운전 모드 key
공구 테이블 소프트 키를 누릅니다.
편집 소프트 키를 누릅니다.
커서를 역학 열로 이동합니다.
선택 소프트 키를 누릅니다.
공구 홀더 마법사 소프트 키를 누릅니다.
컨트롤의 팝업 창에 ToolHolderWizard 추가 도구가 열립니다.
OPEN FILE[파일 열기] 아이콘을 누릅니다.
컨트롤에서 팝업 창이 열립니다.
미리보기 화면을 사용하여 원하는 공구 캐리어탬플릿을 선택합니다.
확인 버튼을 누릅니다.
선택한 공구 캐리어 탬플릿이 열립니다.
커서가 파라미터로 나타낼 수 있는 첫 번째 값으로 이동합니다.
값을 조정합니다.
파라미터가 있는 공구 홀더의 이름을 출력 파일영역에 입력합니다.
GENERATE FILE[파일 생성] 버튼을 누릅니다.
필요한 경우 컨트롤 메시지에 답신합니다.
닫기 아이콘을 누릅니다.
컨트롤에서 추가 도구를 닫습니다.

특수 기능 | 공구 캐리어 관리 12
466 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로그래밍 작동 모드에서 툴 캐리어 템플릿 파라미터화공구 캐리어 탬플릿을 파라미터로 나타내고 이 파라미터들을 저장하려면 다음을 수행하십시오.
프로그래밍 키를 누릅니다.
PGM MGT 키를 누릅니다.
경로 TNC:\system\Toolkinematics를 선택합니다.
공구 캐리어 템플릿을 선택합니다.
컨트롤에 공구 캐리어 템플릿이 선택된 상태에서추가 ToolHolderWizard 공구가 열립니다.
커서가 파라미터로 나타낼 수 있는 첫 번째 값으로 이동합니다.
값을 조정합니다.
파라미터가 있는 공구 홀더의 이름을 출력 파일영역에 입력합니다.
GENERATE FILE[파일 생성] 버튼을 누릅니다.
필요한 경우 컨트롤 메시지에 답신합니다.
닫기 아이콘을 누릅니다.
컨트롤에서 추가 도구를 닫습니다.

특수 기능 | 공구 캐리어 관리 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 467
파라미터가 있는 공구 캐리어 할당컨트롤에서 파라미터가 있는 공구 캐리어를 계산 요소에 포함하도록 하려면 공구 캐리어를 공구에 할당하고 공구를 다시 호출해야합니다.
파라미터가 있는 공구 캐리어는 여러 서브파일로 구성될수 있습니다. 서브파일이 불완전한 경우 컨트롤에 오류메시지가 표시됩니다.
완전히 파라미터화된 공구 캐리어를 사용하십시오!
파라미터가 있는 공구 캐리어를 공구에 할당하려면 다음을 수행하십시오.
작동 모드: Press the 수동 운전 모드 key
공구 테이블 소프트 키를 누릅니다.
편집 소프트 키를 누릅니다.
커서를 필요한 공구의 역학 열로 이동합니다.
선택 소프트 키를 누릅니다.
파라미터가 있는 공구 캐리어의 팝업 창이 열립니다.
미리보기 화면을 사용하여 원하는 공구 캐리어를선택합니다.
확인 소프트 키를 누릅니다.
컨트롤에서 선택한 공구 캐리어의 이름이 역학열에 복사됩니다.
공구 테이블을 종료합니다.

특수 기능 | ACC(액티브 채터 제어) (옵션145) 12
468 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
12.3 ACC(액티브 채터 제어) (옵션145)
응용
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
황삭 시 강한 힘이 작용합니다(파워 밀링). 공구 스핀들 속도, 기계의 공명 및 칩 크기(밀링 시 금속 제거 비율)에 따라 때로는 기계에서 채터가 발생할 수 있습니다. 이 채터는 기계에 심한 응력을 가해공작물 표면에 흉한 표시를 남깁니다. 공구 역시 채터로 인해 심하고 불규칙한 마모에 노출됩니다. 극단적인 경우 공구가 파손될 수도 있습니다.
채터 경향을 줄이기 위해, 하이덴하인은 이제 ACC(Active ChatterControl, 액티브 채터 제어) 기능이라는 효과적인 대책을 제공합니다. 이 제어 기능은 중절삭에 특히 유리합니다. ACC는 현저히 높은금속 제거 비율을 구현합니다. 이 기능을 통해 금속 제거 비율을 기계 종류에 따라 최대 25 % 이상 높일 수 있습니다. 기계에 대한 기계적 부하가 줄어드는 동시에 공구 수명이 연장됩니다.
ACC는 중절삭용으로 특별히 개발된 것으로, 이 분야에서 특히 유용합니다. 적절한 테스트를 통해 ACC가 일반황삭에서도 이점을 제공하는지 확인해야 합니다.
ACC 기능을 사용하는 경우 TOOL.T 공구 테이블에서 해당하는 공구에 대한 공구 컷 CUT 번호를 입력해야 합니다.

특수 기능 | ACC(액티브 채터 제어) (옵션145) 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 469
ACC 활성화/비활성화ACC를 활성화하려면 먼저 TOOL.T 공구 테이블에서 각 공구에 대해ACC 열을 Y (ENT 키 = Y, NO ENT = N)로 설정해야 합니다.
기계 모드에 대해 ACC를 활성화/비활성화:
작동 모드: 자동 프로그램 실행, 반 자동 프로그램 실행 또는 수동 입력에 의한 운전(MDI) 키를누릅니다.
소프트 키 행 전환
ACC 활성화: 소프트 키를 켜짐으로 설정합니다.
컨트롤의 위치 표시에 ACC 아이콘이 나타납니다.추가 정보: "상태 표시", 페이지 92
ACC 비활성화: 소프트 키를 OFF로 설정합니다.
ACC가 활성화된 경우 위치 표시에 아이콘이 나타납니다.

특수 기능 | DIN/ISO 기능 정의 12
470 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
12.4 DIN/ISO 기능 정의
개요
USB 키보드가 연결되어 있는 경우 키보드에서 DIN/ISO기능을 직접 입력할 수도 있습니다.
컨트롤은 DIN/ISO 프로그램 작성에 사용할 수 있는 다음과 같은 기능의 소프트 키를 제공합니다.
소프트 키 기능
ISO 기능 선택
이송 속도
공구 이동, 사이클 및 프로그램 기능
원 중심/극의 X 좌표
원 중심/극의 Y 좌표
서브프로그램 및 프로그램 섹션 반복을 위한 라벨 호출
기타 기능
블록 번호
공구 호출
극 좌표 각도
원 중심/극의 Z 좌표
극 좌표 반경
스핀들 속도

특수 기능 | 카운터 정의 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 471
12.5 카운터 정의
응용
기계 설명서를 참조하십시오.
기계 제작업체가 이 기능을 사용할 수 있습니다.
FUNCTION COUNT 기능을 사용하여 NC 프로그램 내에서 간단한카운터를 제어할 수 있습니다. 예를 들어 이 기능을 사용하여 제작된 공작물 수를 카운트할 수 있습니다. 카운터는 프로그램 실행 반자동 및 자동 프로그램실행 작동 모드에서만 유효합니다.
카운터 값은 컨트롤이 재시작된 후에도 보존됩니다.
사이클 225를 사용하여 공작물에 현재 카운터 값을 조각할 수 있습니다.
알림주의: 데이터가 손실될 수 있습니다!
컨트롤에서 카운터 한 개만 관리할 수 있습니다. 카운터를 재설정하는 NC 프로그램을 실행하면 다른 NC 프로그램의 카운터 진행률이 삭제됩니다.
가공하기 전에 카운터가 활성 상태인지 확인하십시오.
필요한 경우 카운터 값을 메모해 두었다가 실행 후 MOD 메뉴를 통해 다시 입력하십시오.
사이클 225를 사용하여 공작물에 현재 카운터 값을 조각할 수 있습니다.
추가 정보: 사이클 프로그래밍 사용 설명서
기능 카운트 정의기능 카운트 기능은 다음과 같은 가능성을 제공합니다.
소프트 키 의미
카운트를 1만큼 증가
카운터 재설정
공칭 카운트(대상 값)를 원하는 값으로 설정합니다.
입력값: 0-9999
카운터를 원하는 값으로 설정합니다.
입력값: 0-9999
카운터를 원하는 값만큼 증가합니다.
입력값: 0-9999
더 많은 부품을 가공해야 하는 경우 NC 프로그램을 이 레이블부터 시작하여 반복합니다.

특수 기능 | 카운터 정의 12
472 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예
N50 FUNCTION COUNT RESET* 카운터 값을 재설정합니다.
N60 FUNCTION COUNT TARGET10* 가공할 목표 부품 수를 입력합니다.
N70 G98 L11* 점프 레이블을 입력합니다.
N80 G ... 가공
N510 FUNCTION COUNT INC* 카운터 값을 증가합니다.
N520 FUNCTION COUNT REPEAT LBL 11* 더 많은 부품을 가공해야 하는 경우 가공 작업을 반복합니다.
N530 M30*
N540 %COUNT G71*

특수 기능 | 텍스트 파일 작성 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 473
12.6 텍스트 파일 작성
응용컨트롤의 텍스트 편집기를 사용하여 텍스트를 작성하고 편집할 수있습니다. 일반 응용:
테스트 결과 기록
작업 절차 문서화
수식 집합 생성
텍스트 파일에는 .A(ASCII 파일용) 확장자가 있습니다. 다른 형식의파일을 편집하려면 해당 파일을 먼저 .A 형식 파일로 변환해야 합니다.
텍스트 파일 열기 및 종료작동 모드: 프로그래밍 키를 누릅니다.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
.A 형식 파일 표시: 선택 형식 소프트 키와 모든것을 표시 소프트 키를 차례로 누릅니다.
파일을 선택한 다음 선택 소프트 키 또는 ENT 키를 눌러 열거나새 파일 이름을 입력하고 ENT 키를 눌러 입력을 승인하는 방법으로 새 파일을 생성합니다.
텍스트 편집기를 끝내려면 파일 관리자를 호출하고 다른 형식(예:파트 프로그램)의 파일을 선택합니다.
소프트 키 커서 이동
커서를 한 단어만큼 오른쪽으로 이동
커서를 한 단어만큼 왼쪽으로 이동
다음 화면 페이지로 이동
이전 화면 페이지로 이동
파일 시작 부분의 커서
파일 끝 부분의 커서

특수 기능 | 텍스트 파일 작성 12
474 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
텍스트 편집텍스트 편집기의 첫 번째 라인 위에는 파일 이름, 위치, 라인 정보를보여 주는 정보 필드가 있습니다.
파일: 텍스트 파일의 이름
라인: 현재 커서가 있는 라인
열: 현재 커서가 있는 열
커서 위치에서 텍스트를 삽입하거나 덮어씁니다. 화살표 키를 눌러텍스트 파일에서 원하는 위치로 커서를 이동할 수 있습니다.
RETURN 키나 ENT 키를 사용하여 줄 바꿈을 삽입할 수 있습니다.
문자, 단어, 라인 삭제 및 재삽입텍스트 편집기를 사용하면 단어 및 라인을 삭제하고 텍스트에서 원하는 다른 위치에 삽입할 수 있습니다.
텍스트에서 삭제하고 다른 위치에 삽입할 단어나 라인으로 커서를 이동합니다.
삭제 단어 또는 삭제 선 소프트 키를 누릅니다. 텍스트가 삭제되고 일시적으로 저장됩니다.
텍스트를 삽입할 위치로 커서를 이동한 다음 삽입 선 / 단어 소프트 키를 누릅니다.
소프트 키 기능
라인 삭제 및 임시 저장
단어 삭제 및 임시 저장
문자 삭제 및 임시 저장
임시 저장소에서 라인 또는 문자 삽입

특수 기능 | 텍스트 파일 작성 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 475
텍스트 블록 편집크기에 상관없이 텍스트 블록을 복사하고 지운 다음 다른 위치에삽입할 수 있습니다. 이러한 작업 전에 원하는 텍스트 블록을 선택해야 합니다.
텍스트 블록 선택 방법: 커서를 선택하려는 텍스트의 첫 번째문자로 이동합니다.
선택 블록 소프트 키를 누릅니다.
커서를 선택할 텍스트의 마지막 문자로 이동합니다. 화살표 키로 커서를 직접 위아래로 이동하여전체 라인을 선택할 수 있습니다. 선택한 텍스트는 다른 색상으로 표시됩니다.
원하는 텍스트 블록을 선택한 후에는 다음 소프트 키를 사용하여텍스트를 편집할 수 있습니다.
소프트 키 기능
선택한 블록 삭제 및 임시 저장
선택한 블록을 삭제하지 않고 임시 저장(복사)
이제 임시 저장된 블록을 다른 위치에 삽입할 수 있습니다.
임시 저장한 텍스트 블록을 삽입할 위치로 커서를 이동합니다.
삽입 블록 소프트 키를 누릅니다. 텍스트 블록이삽입됩니다.
임시 저장한 텍스트 블록은 원하는 만큼 삽입할 수 있습니다.
선택한 블록을 다른 파일로 전송하기앞에서 설명한 방법으로 텍스트 블록을 선택합니다.
파일에 추가 소프트 키를 누릅니다.
컨트롤에서 목적 파일 = 대화 상자 메시지를 표시합니다.
대상 파일의 경로와 이름을 입력합니다.
그러면 선택한 텍스트 블록이 지정한 파일에 추가됩니다. 지정된 이름의 대상 파일이 없는 경우선택한 텍스트로 새 파일이 작성됩니다.
커서 위치에 다른 파일 삽입해당 파일을 삽입할 텍스트 위치로 커서를 이동합니다.
읽음 파일 소프트 키를 누릅니다.
컨트롤에 파일 이름 = 대화 상자 메시지가 표시됩니다.
삽입할 파일의 경로와 이름을 입력합니다.
텍스트 섹션 찾기텍스트 편집기를 사용하면 텍스트 내의 단어 또는 문자로 구성된문자열을 검색할 수 있습니다. 컨트롤에는 다음 두 옵션이 제공됩니다.

특수 기능 | 텍스트 파일 작성 12
476 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
현재 텍스트 찾기검색 기능을 사용하여 현재 커서가 위치한 단어의 다음 항목을 찾습니다.
커서를 원하는 단어로 이동합니다.
검색 기능을 선택하려면 찾기 소프트 키를 누릅니다.
발견 현재의 단어 소프트 키를 누릅니다.
단어를 찾으려면: 찾기 소프트 키를 누릅니다.
종료 소프트 키를 눌러 검색 기능을 종료합니다.
모든 텍스트 찾기검색 기능을 선택하려면 찾기 소프트 키를 누릅니다. 컨트롤에찾으려는 문장 : 대화 상자 프롬프트가 표시됩니다.
찾을 텍스트를 입력합니다.
텍스트를 찾으려면: 찾기 소프트 키를 누릅니다.
종료 소프트 키를 눌러 검색 기능을 종료합니다.

특수 기능 | 자유 정의 테이블 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 477
12.7 자유 정의 테이블
기본 사항자유 정의 테이블에서 NC 프로그램의 모든 정보를 저장하고 읽을수 있습니다. 이 작업에는 Q 파라미터 기능 D26 ~ D28을 사용할수 있습니다.
구조 편집기를 사용하면 자유 정의 테이블의 형식, 즉 열과 해당 속성을 변경할 수 있습니다. 그러면 테이블을 애플리케이션에 맞게정확히 조정할 수 있습니다.
또한 테이블 뷰(기본 설정)와 폼 뷰 사이를 전환할 수도 있습니다.
테이블 및 테이블 열의 이름은 문자로 시작해야 하며 산술 연산자(예: +)를 포함하지 않아야 합니다. SQL 명령때문에 이러한 문자는 데이터를 입력하거나 읽을 때 문제를 일으킬 수 있습니다.
자유 정의 테이블 생성파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
확장자가 .TAB인 원하는 파일 이름을 입력하고 ENT 키로 입력을 승인합니다.
그러면 팝업 창에 영구 저장된 테이블 형식이 표시됩니다.
화살표 키를 사용하여 원하는 테이블 템플릿(예: EXAMPLE.TAB)을 선택하고 ENT 키를 눌러 승인합니다.
사전 정의된 형식으로 새 테이블이 열립니다.
테이블을 요구 사항에 맞게 조정하려면 테이블 형식을 편집해야합니다(추가 정보: "테이블 형식 편집", 페이지 478).
기계 설명서를 참조하십시오.
기계 제작업체에서 고유한 테이블 템플릿을 정의하고 컨트롤에 저장할 수도 있습니다. 새 테이블을 작성할 때 사용 가능한 모든 테이블 템플릿을 표시하는 팝업 창이 열립니다.
또한 컨트롤에 고유한 테이블 템플릿을 저장할 수도 있습니다. 이렇게 하려면 새 테이블을 작성하고 테이블 형식을 변경한 후 TNC:\system\proto 디렉터리에 테이블을 저장합니다. 그러면 새 테이블을 작성할 때 테이블템플릿의 목록 상자에서 해당 템플릿을 사용할 수도 있습니다.

특수 기능 | 자유 정의 테이블 12
478 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
테이블 형식 편집수정 형식 소프트 키를 누릅니다(소프트 키 행 설정/해제).
테이블 구조가 표시된 편집기 폼이 열립니다. 구조 명령(헤더 항목)의 의미가 다음 테이블에 표시됩니다.
구조 명령 의미
사용 가능한 열: 테이블에 포함된 모든 열의 목록
앞으로 이동: 사용 가능한 열에서 강조 표시된 항목은이 열 앞으로 이동합니다.
이름 열 이름: 헤더에 표시됩니다.
열 형식 TEXT: 텍스트 항목SIGN: + 또는 - 신호 BIN: 바이너리 번호DEC: 소수점, 양수, 정수(기수)HEX: 16진수INT: 정수LENGTH: 길이(인치 프로그램으로 변환됨)FEED: 이송 속도(mm/min 또는 0.1 inch/min)IFEED: 이송 속도(mm/min 또는 inch/min)FLOAT: 부동 소수점수BOOL: 논리 값INDEX: 인덱스TSTAMP: 날짜 및 시간 형식 고정UPTEXT: 대문자 텍스트 입력PATHNAME: 경로 이름
기본값 이 열에 있는 필드의 기본값
폭 열의 폭(문자 수)
기본 키 첫 번째 테이블 열
언어 인식 열 이름 언어 인식 대화 상자
연결된 마우스나 컨트롤의 키보드를 사용하여 폼을 탐색합니다. 컨트롤의 키보드를 사용하여 탐색하는 방법:
탐색 키를 사용하여 입력 필드로 이동합니다. 화살표 키를 사용하여 입력 필드에서 탐색합니다.팝 다운 메뉴를 열려면 GOTO 키를 누릅니다.

특수 기능 | 자유 정의 테이블 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 479
라인이 이미 포함된 테이블에서는 테이블 속성Name[이름] 및 Column type[열 형식]을 변경할 수 없습니다. 모든 라인을 삭제하면 이 속성을 변경할 수 있습니다. 필요한 경우 미리 테이블의 백업 사본을 작성합니다.
CE 및 ENT 키 조합으로 열 유형이 TSTAMP인 필드의유효하지 않은 값을 재설정할 수 있습니다.
구조 편집기 종료확인 소프트 키를 누릅니다.
편집기 폼이 닫히고 변경 내용이 적용됩니다. 삭제 소프트 키를누르면 모든 변경 내용이 무시됩니다.
테이블 뷰와 폼 뷰 간에 전환확장자가 .TAB인 모든 테이블은 목록 뷰 또는 폼 뷰에서 열 수 있습니다.
화면 레이아웃을 설정하기 위한 키를 누릅니다.목록 뷰 또는 폼 뷰에 대한 각 소프트 키를 선택합니다(폼 뷰: 대화 상자 텍스트를 포함하거나 포함하지 않음).
폼 뷰의 왼쪽에는 첫 번째 열의 내용과 함께 라인 번호가 나열됩니다.
화면 오른쪽에서 데이터를 변경할 수 있습니다.
ENT 키 또는 화살표 키를 눌러 다음 입력 필드로 이동합니다.
다른 라인을 선택하려면 탐색 키(폴더 기호)를 누릅니다. 그러면커서가 왼쪽 창으로 이동하고, 화살표 키로 원하는 라인을 선택할 수 있습니다. 다시 입력 창으로 전환하려면 녹색 탐색 키를누릅니다.

특수 기능 | 자유 정의 테이블 12
480 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
D26 – 자유 정의 테이블 열기D26: TABOPEN 기능을 사용하면 D27에 쓰거나 D28에서 읽을 자유 정의 테이블을 열 수 있습니다.
NC 프로그램에서 한 번에 한 테이블만 열 수 있습니다.D26으로 새 블록을 열면 마지막으로 연 테이블이 자동으로 닫힙니다.
열려는 테이블의 확장자는 .TAB이어야 합니다.
예: TNC:\DIR1 디렉터리에 저장된 테이블 TAB1.TAB 열기
N56 D26 TNC:\DIR1\TAB1.TAB

특수 기능 | 자유 정의 테이블 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 481
D27 – 자유 정의 테이블에 쓰기D27 기능을 사용하여 앞서 D26으로 연 테이블에 기록합니다.
D27 블록에는 여러 개의 열 이름을 정의할 수 있습니다. 이때 열 이름은 따옴표 안에 넣고 쉼표로 구분해야 합니다. Q 파라미터에서컨트롤이 각 열에 기록할 값을 정의합니다.
D27 기능은 기본적으로 테스트 실행 작동 모드에서도현재 열려 있는 테이블에 값을 기록합니다. D18 ID992NR16 기능을 사용하면 프로그램이 실행 중인 작동 모드를 검색할 수 있습니다. D27 기능이 반 자동 프로그램실행 및 자동 프로그램 실행 작동 모드에서만 실행되는경우, 점프 문을 사용하여 해당 프로그램 섹션을 건너뛸수 있습니다.
추가 정보: "Q 파라미터를 사용한 If-then 조건",페이지 362
숫자 테이블 필드만 쓸 수 있습니다.
한 블록의 여러 열에 쓸 경우에는 연속된 Q 파라미터 숫자에 값을 저장해야 합니다.
예현재 열려 있는 테이블의 5번 행에서 "Radius", "Depth" 및 "D" 열에 쓰려고 합니다. 테이블에 쓰려는 값은 Q 파라미터 Q5, Q6 및Q7에 저장해야 합니다.
N53 Q5 = 3.75
N54 Q6 = -5
N55 Q7 = 7.5
N56 D27 P01 5/"RADIUS,DEPTH,D" = Q5

특수 기능 | 자유 정의 테이블 12
482 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
D28 – 자유 정의 테이블에서 읽기D28 기능을 사용하여 앞서 D26으로 연 테이블에 기록합니다.
D28 블록에서는 여러 개의 열 이름을 정의하고 읽을 수 있습니다.이때 열 이름은 따옴표 안에 넣고 쉼표로 구분해야 합니다. D28 블록에서 컨트롤이 처음으로 읽은 값을 쓸 Q 파라미터 번호를 정의할수 있습니다.
숫자 테이블 필드만 읽을 수 있습니다.
한 블록의 여러 열을 읽을 경우 연속된 Q 파라미터 번호에 값이 저장됩니다.
예현재 열려 있는 테이블의 6번 행에서 "Radius," "Depth" 및 "D" 열의 값을 읽으려고 합니다. 첫 번째 값을 Q 파라미터 Q10에 저장하고 두 번째 값은 Q11, 세 번째 값은 Q12에 각각 저장합니다.
N56 D28 Q10 = 6/"RADIUS,DEPTH,D"
테이블 형식 사용자 지정
알림주의: 데이터가 손실될 수 있습니다!
적응 NC 프로그램 / 테이블 기능은 모든 테이블의 형식을 영구적으로 변경합니다. 기존 데이터는 형식 변경 프로세스를 실행하기 전에 컨트롤에 의해 자동으로 백업되지 않습니다. 즉, 파일이영구적으로 변경되며 더 이상 사용하지 못할 수 있습니다.
기계 제작업체와 상의해서만 이 기능을 사용하십시오.
소프트 키 기능
컨트롤 소프트웨어 버전 변경 후 현재 테이블의 형식 적용
테이블 및 테이블 열의 이름은 문자로 시작해야 하며 산술 연산자(예: +)를 포함하지 않아야 합니다. SQL 명령때문에 이러한 문자는 데이터를 입력하거나 읽을 때 문제를 일으킬 수 있습니다.

특수 기능 | 펄스 스핀들 속도 S-펄스 기능 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 483
12.8 펄스 스핀들 속도 S-펄스 기능
펄스 스핀들 속도 프로그래밍
응용 분야
기계 설명서를 참조하십시오.
기계 제작업체의 기능 설명을 읽고 메모해 두십시오.
안전 예방조치를 따르십시오.
S-펄스 기능을 사용하면 펄스 스핀들 속도를 프로그래밍할 수 있습니다 .
P-TIME 입력 값을 사용하여 진동의 기간(주기 길이)을 정의하거나SCALE 입력 값을 사용하여 속도 변경(%)을 정의할 수 있습니다. 스핀들 속도는 대상 값 주위에서 사인파 형태로 변동됩니다.
절차예
N30 FUNCTION S-PULSE P-TIME10 SCALE5*
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION SPINDLE[기능 스핀들] 소프트 키를누릅니다.
SPINDLE-PULSE[스핀들-펄스]소프트 키를 누릅니다.
주기 길이 P-TIME을 정의합니다.
속도 변경 SCALE을 정의합니다.
컨트롤은 프로그래밍된 속도 한계를 초과하지 않습니다.스핀들 속도는 S-펄스 기능의 사인 곡선이 최대 속도 이하로 한 번 더 떨어질 때까지 유지됩니다.
기호상태 표시줄의 기호가 펄스 샤프트 속도의 상태를 나타냅니다.
아이콘 기능
펄스 스핀들 속도가 활성화됨

특수 기능 | 펄스 스핀들 속도 S-펄스 기능 12
484 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
펄스 스핀들 속도 재설정예
N40 FUNCTION S-PULSE RESET*
S-펄스 재설정 기능을 사용하여 펄스 스핀들 속도를 재설정합니다.
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION SPINDLE[기능 스핀들] 소프트 키를누릅니다.
RESET SPINDLE-PULSE[스핀들-펄스 재설정] 소프트 키를 누릅니다.

특수 기능 | 정지 시간 FUNCTION FEED[기능 이송] 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 485
12.9 정지 시간 FUNCTION FEED[기능 이송]
정지 시간 프로그래밍
응용 분야
기계 설명서를 참조하십시오.
기계 제작업체의 기능 설명을 읽고 메모해 두십시오.
안전 예방조치를 따르십시오.
기능 이송 정지 기능을 사용하여 강제로 칩 제거와 같은 반복 정지시간(초)을 프로그래밍할 수 있습니다. 칩 제거를 사용하여 실행하려는 가공 전에 즉시 기능 이송 정지를 프로그래밍합니다.
FUNCTION FEED DWELL[기능 이송 정지] 기능은 급속 이송 이동및 프로빙 동작에는 적용되지 않습니다.
알림주의: 공구와 공작물에 대한 위험!
기능 이송 정지 기능이 활성 상태인 경우 이송 이동이 반복적으로 중단됩니다. 이송 이동이 중단되면 스핀들이 계속 회전하는동안 공구는 현재 위치에 남아 있습니다. 이 동작 때문에 나사산을 절삭한 경우 공작물을 폐기해야 합니다. 또한 실행 중에 공구파손의 위험이 있습니다!
나사산을 절삭하기 전에 기능 이송 정지 기능을 비활성화하십시오.
절차예
N30 FUNCTION FEED DWELL D-TIME0.5 F-TIME5*
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION FEED[기능 이송] 소프트 키를 누릅니다.
FEED DWELL[이송 정지] 소프트 키를 누릅니다.
정지 D-TIME에 대한 간격 지속 시간을 정의합니다.
절삭 F-TIME에 대한 간격 지속 시간을 정의합니다.

특수 기능 | 정지 시간 FUNCTION FEED[기능 이송] 12
486 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
정지 시간 재설정
칩 제거를 사용하여 가공한 직후 정지 시간을 재설정합니다.
예
N40 FUNCTION FEED DWELL RESET*
기능 이송 정지 재설정을 사용하여 반복 정지 시간을 재설정합니다.
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION FEED[기능 이송] 소프트 키를 누릅니다.
RESET FEED DWELL[이송 정지 재설정] 소프트키를 누릅니다.
또한 D-TIME 0을 입력하여 정지 시간을 재설정할 수도있습니다.
컨트롤은 프로그램이 끝날 때 기능 이송 정지 기능을 자동으로 재설정합니다.

특수 기능 | 정지 시간 FUNCTION FEED[기능 이송] 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 487
12.10 정지 시간 FUNCTION FEED[기능 이송]
정지 시간 프로그래밍
응용 분야FUNCTION DWELL[기능 정지] 기능을 사용하여 정지 시간을 초 단위로 프로그래밍하거나 정지할 스핀들 회전 수를 정의할 수 있습니다.
절차예
N30 FUNCTION DWELL TIME10*
예
N40 FUNCTION DWELL REV5.8
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION DWELL[기능 정지] 소프트 키
DWELL TIME[정지 시간] 소프트 키를 누릅니다.
기간(초)을 정의합니다.
또는 DWELL REVOLUTIONS[정지 회전수] 소프트 키를 누릅니다.
스핀들 회전수를 정의합니다.
특수 기능 | NC 정지 시 공구 리프트 오프: FUNCTION LIFTOFF 12
488 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
12.11 NC 정지 시 공구 리프트 오프: FUNCTIONLIFTOFF
FUNCTION LIFTOFF 로 공구 리프트 오프 프로그래밍
요구사항
기계 설명서를 참조하십시오.
이 기능은 기계 제작 업체에서 구성 및 활성화해야 합니다. CfgLiftOff (No. 201400) 기계 파라미터에서 기계 제작업체가 LIFTOFF 명령에 대해 컨트롤이 이송할 경로를정의합니다. 또한 CfgLiftOff 기계 파라미터를 사용하여이 기능을 비활성화할 수도 있습니다.
공구 테이블의 LIFTOFF 열에서 활성 공구에 대한 Y 파라미터를 설정합니다.
추가 정보: "공구 테이블테이블에 공구 데이터 입력", 페이지 226
응용LIFTOFF 기능은 다음 상황에서 유효합니다.
사용자가 NC 정지를 트리거링한 경우
소프트웨어를 통해 NC 정지가 트리거링된 경우(예: 드라이브 시스템에 오류가 발생한 경우).
정전이 발생한 경우
공구는 윤곽에서 최대 2mm 후퇴합니다. 컨트롤이 FUNCTIONLIFTOFF 블록의 입력을 기반으로 리프트 오프 방향을 계산합니다.
다음과 같은 방법으로 LIFTOFF 기능을 프로그래밍할 수 있습니다.
FUNCTION LIFTOFF TCS X Y Z: 공구 좌표계로 정의된 벡터를사용하여 리프트 오프
FUNCTION LIFTOFF ANGLE TCS SPB: 공구 좌표계로 정의된각도를 사용하여 리프트 오프
M148을 사용하여 공구축 방향으로 리프트 오프
추가 정보: "NC 정지 시 윤곽에서 자동으로 공구 후퇴: M148",페이지 457
정의된 벡터를 사용하여 공구 리프트 오프 프로그래밍예
N40 FUNCTION LIFTOFF TCS X+0 Y+0.5 Z+0.5*
LIFTOFF TCS X Y Z를 사용하여 리프트 오프 방향을 공구 좌표계의벡터로 정의합니다. 컨트롤이 기계 제작업체가 정의한 공구 경로를기반으로 각 축의 리프트 오프 높이를 계산합니다.
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION LIFTOFF 소프트 키를 누릅니다.
LIFTOFF TCS 소프트 키를 누릅니다.
X, Y 및 Z 벡터 구성 요소를 입력합니다.

특수 기능 | NC 정지 시 공구 리프트 오프: FUNCTION LIFTOFF 12
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 489
정의된 각도를 사용하여 공구 리프트 오프 프로그래밍예
N40 FUNCTION LIFTOFF ANGLE TCS SPB+20*
LIFTOFF ANGLE TCS SPB를 사용하여 리프트 오프 방향을 공구 좌표계의 공간 각도로 정의합니다.
사용자가 입력하는 SPB 각도는 Z와 X 간의 각도를 기술합니다. 0°를 입력하면 공구가 Z축 방향으로 리프트오프됩니다.
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION LIFTOFF 소프트 키를 누릅니다.
LIFTOFF ANGLE TCS 소프트 키를 누릅니다.
SPB 각도를 입력합니다.
리프트 오프 기능 재설정예
N40 FUNCTION LIFTOFF RESET*
FUNCTION LIFTOFF RESET 기능을 사용하여 리프트 오프 기능을재설정합니다.
다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION LIFTOFF 소프트 키를 누릅니다.
LIFTOFF RESET 소프트 키를 누릅니다.
또한 M149로 리프트 오프를 재설정할 수도 있습니다.
컨트롤은 프로그램이 끝날 때 FUNCTION LIFTOFF 기능을 자동으로 재설정합니다.


13다축가공
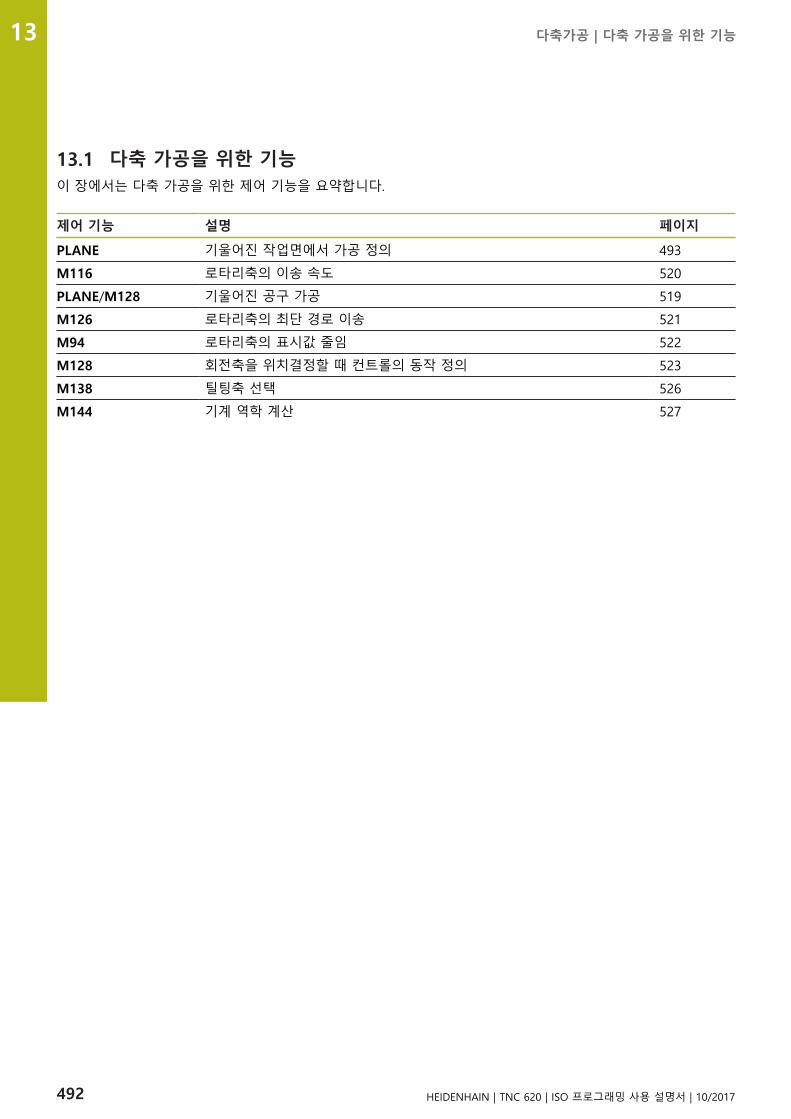
다축가공 | 다축 가공을 위한 기능 13
492 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
13.1 다축 가공을 위한 기능이 장에서는 다축 가공을 위한 제어 기능을 요약합니다.
제어 기능 설명 페이지
PLANE 기울어진 작업면에서 가공 정의 493
M116 로타리축의 이송 속도 520
PLANE/M128 기울어진 공구 가공 519
M126 로타리축의 최단 경로 이송 521
M94 로타리축의 표시값 줄임 522
M128 회전축을 위치결정할 때 컨트롤의 동작 정의 523
M138 틸팅축 선택 526
M144 기계 역학 계산 527

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 493
13.2 PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8)
소개
기계 설명서를 참조하십시오.
기계 제작업체가 작업면 기울이기에 필요한 기능을 활성화해야 합니다!
회전축(테이블축, 헤드축 또는 조합된 축)이 최소 2개인기계에서는 전체적으로 PLANE 기능만 사용할 수 있습니다. 단, PLANE AXIAL 기능은 예외입니다. 프로그래밍된 회전축이 한 개뿐인 기계에서도 PLANE AXIAL을 사용할 수 있습니다.
PLANE 기능은 다양한 방식으로 기울어진 작업평면을 정의하는 강력한 옵션을 제공합니다.
PLANE 기능의 파라미터 정의는 다음과 같은 두 부분으로 나뉩니다.
사용 가능한 각 PLANE 기능에 따라 평면의 지오메트리를 정의합니다.
PLANE 기능의 위치결정 동작은 평면 정의와는 독립적이며 모든 PLANE 기능에서 동일합니다(추가 정보: "평면 기능의 위치결정 동작 지정", 페이지 510).
알림충돌 주의!
사이클 28 MIRROR IMAGE는 경사진 작업평면 기능과 함께 서로 다른 효과를 가질 수 있습니다. 그 효과는 주로 프로그래밍 순서, 대칭 복사된 축 및 사용한 틸팅 기능에 따라 달라집니다. 틸팅 작업 중 및 이후 가공 중에 충돌 위험이 있습니다!
그래픽 시뮬레이션을 사용하여 순서 및 위치를 확인합니다.
반 자동 프로그램 실행에서 NC 프로그램 또는 프로그램 섹션을 주의 깊게 테스트하십시오.
예
1 회전축 없이 틸팅 기능에 앞서 프로그래밍한 사이클 28MIRROR IMAGE:
사용한 PLANE 기능의 틸트(PLANE AXIAL 제외)가 대칭복사됩니다.
대칭 복사는 PLANE AXIAL 또는 사이클 19를 이용한 틸팅후에 적용됩니다.
2 회전축을 포함한 틸팅 기능에 앞서 프로그래밍한 사이클 28MIRROR IMAGE:
대칭 복사된 회전축은 회전축의 이동만 대칭 복사되기 때문에 사용한 PLANE 기능에 지정된 틸트에 영향을 주지 않습니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
494 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
작동 및 프로그래밍 참고사항:
기울어진 활성 작업면에 대해서는 실제 위치 캡처 기능을 사용할 수 없습니다.
M120이 활성 상태일 때 PLANE 기능을 사용하는 경우 컨트롤에서는 자동으로 반경 보정을 표시하지 않으므로 M120 기능도 표시되지 않습니다.
항상 PLANE RESET을 사용하여 PLANE 기능을 취소하십시오. 모든 PLANE 파라미터(예: 세 공간 각도 모두)에 0을 입력하면 각도가 배타적으로 재설정되지만기능은 재설정되지 않습니다.
M138 기능을 사용하여 틸팅축 수를 제한하면 기계가 제한된 틸팅 항목만 제공합니다. 기계 제작업체는컨트롤이 선택 해제된 축의 각도를 고려하는지 아니면 이 각도를 0으로 설정하는지 결정합니다.
컨트롤에서는 스핀들 축 Z에서 작업평면 틸팅만 지원합니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 495
개요대부분의 PLANE 기능(PLANE AXIAL 제외)을 사용하여 기계에서사용할 수 있는 회전축과 상관없이 원하는 작업평면을 기술할 수있습니다. 다음과 같은 기능을 사용할 수 있습니다.
소프트 키 기능 필수 파라미터 페이지
SPATIAL 3개의 공간 각도: SPA, SPB 및 SPC 498
PROJECTED 2개의 투사 각도: PROPR 및 PROMIN 그리고 하나의 회전 각도 ROT
500
EULER 3개의 오일러 각도: 세차운동(EULPR), 장동(EULNU) 및 회전(EULROT)
501
벡터 평면 정의용 법선 벡터 및 기울어진 X축 방향 정의용 기본벡터
503
POINTS 틸팅을 적용할 평면에 있는 세 점의 좌표 505
상대 증분 적용되는 단일 공간 각도 507
축 최대 3개의 절대축 또는 상대축 각도 A,B,C 508
재설정 평면 기능 재설정 497
애니메이션 실행각 PLANE 기능의 다양한 정의 가능성을 숙지하기 위해 소프트 키를 통해 애니메이션 순서를 시작할 수 있습니다. 이렇게 하려면 먼저 애니메이션 모드로 전환한 다음 원하는 PLANE 기능을 선택합니다. 애니메이션이 재생되는 동안 선택한 PLANE 기능의 소프트 키가 파란색으로 강조 표시됩니다.
소프트 키 기능
애니메이션 모드를 설정합니다.
원하는 애니메이션(파란색으로 강조표시됨)을 선택합니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
496 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
PLANE 기능 정의특수 기능이 지정된 소프트 키 행 표시
기울기 가공 평면 소프트 키를 누릅니다.
소프트 키 행에 사용 가능한 PLANE 기능이 표시됩니다.
PLANE 기능을 선택합니다.
기능 선택원하는 기능에 연결된 소프트 키를 누릅니다.
그러면 컨트롤에서 대화 상자를 계속하고 필요한 파라미터에 대한 메시지를 표시합니다.
애니메이션이 활성화된 상태에서 기능 선택원하는 기능에 연결된 소프트 키를 누릅니다.
컨트롤에서 애니메이션이 재생됩니다.
현재 활성 기능을 적용하려면 해당 기능의 소프트 키를 다시 누르거나 ENT 키를 누릅니다.
위치 표시PLANE 기능(PLANE AXIAL 제외)이 활성화되어 있는 경우 컨트롤에서는 추가 상태 표시에 계산된 공간 각도를 표시합니다.
이동 거리 표시(ACTDST 및 REFDST)에서 컨트롤은 회전축의 틸팅중에(MOVE 또는 TURN 모드) 회전축의 계산된 최종 위치로 이동하는 거리를 표시합니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 497
PLANE 기능 재설정예
N10 PLANE RESET MOVE DIST50 F1000*
특수 기능이 지정된 소프트 키 행 표시
기울기 가공 평면 소프트 키를 누릅니다.
소프트 키 행에 사용 가능한 PLANE 기능이 표시됩니다.
재설정 기능을 선택합니다.
컨트롤에서 틸팅축을 홈 위치로 자동 이동하도록할지(MOVE 또는 TURN) 아니면 이동하지 않도록 할지(STAY)를 지정합니다.추가 정보: "자동 위치결정: MOVE/TURN/STAY[이동/회전/유지] (필수 입력 항목)",페이지 511
END 키를 누릅니다.
PLANE RESET 기능은 활성 틸트 및 각도를 재설정합니다(PLANE 기능 또는 사이클 G80) (각도 = 0 및 기능 비활성). 이 기능을 여러 번 정의할 필요는 없습니다.
3D ROT 메뉴의 수동 운전 모드에서 기울이기를 비활성화합니다.
추가 정보: "수동 틸팅 활성화:", 페이지 622

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
498 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공간 각도로 작업평면 정의: 평면 공간
응용공간 각도는 기울어지지 않은 공작물 좌표계의 최대 3회전을 통해작업평면을 정의합니다(틸팅 시퀀스 A-B-C).
대부분의 사용자는 3연속 회전을 역순(틸팅 시퀀스 C-B-A)으로 가정합니다.
그 결과는 다음 비교에 나타나듯이 두 시퀀스 모두 같습니다.
예
PLANE SPATIAL SPA+45 SPB+0 SPC+90 ...
A-B-C C-B-A
홈 위치 A0° B0° C0° 홈 위치 A0° B0° C0°
A+45° C+90°
B+0° B+0°
C+90° A+45°

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 499
틸팅 시퀀스 비교:
틸팅 시퀀스 A-B-C:1 공작물 좌표계의 기울어지지 않은 X축에 대해 틸팅
2 공작물 좌표계의 기울어지지 않은 Y축에 대해 틸팅
3 공작물 좌표계의 기울어지지 않은 Z축에 대해 틸팅
틸팅 시퀀스 C-B-A:1 공작물 좌표계의 기울어지지 않은 Z축에 대해 틸팅
2 기울어진 Y축에 대해 틸트
3 기울어진 X축에 대해 틸트
프로그래밍 유의 사항:
각도 중 하나 또는 둘이 0인 경우에도 항상 3개의 공간 각도, 즉 SPA, SPB 및 SPC를 모두 정의해야 합니다.
기계에 따라 사이클 G80에서 공간 각도 또는 축 각도를 입력해야 합니다. 구성(기계 파라미터 설정)에서 공간 각도의 입력을 허용하는 경우 사이클 G80 및PLANE SPATIAL 기능의 각도 정의는 같습니다.
원하는 위치결정 동작을 선택할 수 있습니다. 추가 정보: "평면 기능의 위치결정 동작 지정", 페이지 510
입력 파라미터예
N50 PLANE SPATIAL SPA+27 SPB+0 SPC+45 .....*
공간 각도 A?: (기울어지지 않은) X축에 대한회전 각도 SPA입니다. 입력 범위 -359.9999 ~+359.9999
공간 각도 B?: (기울어지지 않은) Y축에 대한회전 각도 SPB입니다. 입력 범위 -359.9999 ~+359.9999
공간 각도 C?: (기울어지지 않은) Z축에 대한회전 각도 SPC입니다. 입력 범위 -359.9999 ~+359.9999
계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
사용 약어
약어 의미
SPATIAL 공간 내의 항목
SPA 공간 A: (기울어지지 않은) X축에 대해 회전
SPB 공간 B: (기울어지지 않은) Y축에 대해 회전
SPC 공간 C: (기울어지지 않은) Z축에 대해 회전

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
500 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
투영 각도에서 작업면 정의: PLANE SPATIAL
응용투사 각도는 첫 번째 좌표 평면(공구축 Z의 Z/X) 및 두 번째 좌표 평면(공구축 Z의 Y/Z)을 정의할 작업 레벨에 투사하여 통신할 수 있는두 각을 지정하여 작업평면을 정의합니다.
프로그래밍 유의 사항:
투사 각도는 직사각형 좌표계의 평면에 대한 각도 투사에 해당합니다. 공작물이 직사각형인 경우 공작물외면만의 각도는 투사 각도와 같습니다. 그러므로 직사각형이 아닌 공작물의 경우 공학 도면의 각도 사양이 실제 투사 각도와 다른 경우가 있습니다.
원하는 위치결정 동작을 선택할 수 있습니다. 추가 정보: "평면 기능의 위치결정 동작 지정", 페이지 510
입력 파라미터첫 번째 좌표 평면에서의 투사 각도?: 기울이지않은 좌표계의 첫 번째 좌표 평면에 있는 기울어진 가공 평면의 투사 각도(공구축 Z의 경우 Z/X).입력 범위: -89.9999° ~ +89.9999°. 0°축은 활성작업면의 기본축(공구축 Z의 경우 X, 양의 방향)입니다.
두 번째 좌표 평면에서의 투사 각도?: 기울이지않은 좌표계의 두 번째 좌표 평면에 있는 투사각도(공구축 Z의 경우 Y/Z)입니다. 입력 범위:-89.9999° ~ +89.9999°. 0°축은 활성 가공 평면의 보조축입니다(공구축 Z이 경우 Y).
경사면의 ROT 각도?: 기울어진 공구축을 중심으로 하는 기울어진 좌표계의 회전입니다(사이클10 회전을 사용한 회전에 해당). 회전 각도는 단순히 작업면의 기본축 방향(공구축 Z의 경우 X,공구축 Y의 경우 Z)을 지정하는 데 사용됩니다.입력 범위: –360° ~ +360°
계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
예
N50 PLANE PROJECTED PROPR+24 PROMIN+24 ROT+30 .....*
사용 약어:
PROJECTED 투사됨
PROPR 주 평면
PROMIN 보조 평면
ROT 회전

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 501
오일러 각도에서 작업면 정의: PLANE EULER
응용오일러 각도는 기울기가 개별적으로 적용된 좌표계를 중심으로 하는 최대 3회의 회전을 통해 가공 평면을 정의합니다. 오일러 각도는스위스의 수학자인 레오나드 오일러가 정의한 각도입니다.
원하는 위치결정 동작을 선택할 수 있습니다.
추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
입력 파라미터주 좌표 평면의 ROT 각도?: Z 축을 중심으로 하는 로타리 각도 EULPR입니다. 다음을 참조하십시오:
입력 범위: -180.0000° ~ 180.0000°
0°축은 X축입니다.
틸팅각 공구축?: 세차운동 각도만큼 이동한 X축중심 좌표계의 틸팅각 EULNUT. 다음을 참조하십시오:
입력 범위: 0° ~ 180.0000°
0°축은 Z축입니다.
경사면의 ROT 각도?: 기울어진 Z축을 중심으로하는 기울어진 좌표계의 EULROT 회전입니다(사이클 10 회전을 사용한 회전에 해당). 회전 각도를 사용하여 기울어진 작업면에서 X 축의 방향만정의합니다. 다음을 참조하십시오:
입력 범위: 0° ~ 360.0000°
0°축은 X축입니다.
계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
예
N50 PLANE EULER EULPR45 EULNU20 EULROT22 .....*

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
502 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
사용 약어
약어 의미
EULER 오일러 각도를 정의한 스위스의 수학자
EULPR 세차운동 각도: Z축 중심 좌표계의 회전을 설명하는 각도
EULNU 작동 각도: 세차운동 각도만큼 이동한 X축 중심좌표계의 회전을 설명하는 각도
EULROT 회전 각도: 기울어진 Z축 중심의 기울어진 가공평면의 회전을 설명하는 각도

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 503
두 벡터로 작업면 정의: PLANE VECTOR
응용CAD 시스템에서 기울어진 가공 평면의 기본 벡터 및 법선 벡터를계산할 수 있는 경우 2개의 벡터를 통해 작업평면의 정의를 사용할 수 있습니다. 이때 법선 입력은 필요하지 않습니다. 컨트롤에서 내부적으로 법선을 계산하기 때문에 사용자는 -9.999999에서+9.999999 사이의 값을 입력하면 됩니다.
가공 평면을 정의하는 데 필요한 기본 벡터는 BX,BY 및 BZ 구성 요소에 의해 정의됩니다. 법선 벡터는 NX, NY 및 NZ 구성 요소에 의해 정의됩니다.
프로그래밍 유의 사항:
컨트롤에서는 사용자가 입력하는 값을 사용하여 표준 벡터를 계산합니다.
보통의 벡터는 작업평면의 기울기 및 방향을 정의합니다. 기본 벡터는 정의된 작업평면의 기본축 X의 방향을 정의합니다. 작업평면에 대한 정의가 모호하지않도록 서로 수직인 벡터를 프로그래밍해야 합니다.기계 제작업체는 수직이 아닌 벡터에 대해 컨트롤이동작하는 방법을 정의합니다.
프로그래밍된 법선 벡터는 너무 짧지 않아야 합니다. 예를 들어 모든 방향 구성 요소의 길이는 0 또는0.0000001이어야 합니다. 너무 짧으면 컨트롤이 기울기를 결정할 수 없습니다. 따라서 가공이 중단되고 오류 메시지가 표시됩니다. 이 동작은 기계 파라미터의구성과 독립적입니다.
원하는 위치결정 동작을 선택할 수 있습니다. 추가 정보: "평면 기능의 위치결정 동작 지정", 페이지 510
기계 설명서를 참조하십시오.
기계 제작업체는 수직이 아닌 벡터에 대한 컨트롤의 동작을 구성합니다.
기본 오류 메시지 생성의 대안으로 수직이 아닌 기본 벡터를 컨트롤이 보정(또는 대체)할 수 있습니다. 이 보정(또는 대체)은 법선 벡터에 영향을 주지 않습니다.
기본 벡터가 수직이 아닌 경우 컨트롤의 기본 보정 동작:
기본 벡터는 작업평면(법선 벡터에 의해 정의된)의 법선 벡터를 따라 투사됩니다.
기본 벡터가 수직이 아니고 너무 짧거나 법선 벡터에 평행하거나 역평행한 경우 컨트롤의 보정 동작:
법선 벡터에 X 구성 요소가 없는 경우 기본 벡터는원본 X축에 해당합니다.
법선 벡터에 Y 구성 요소가 없는 경우 기본 벡터는원본 Y축에 해당합니다.
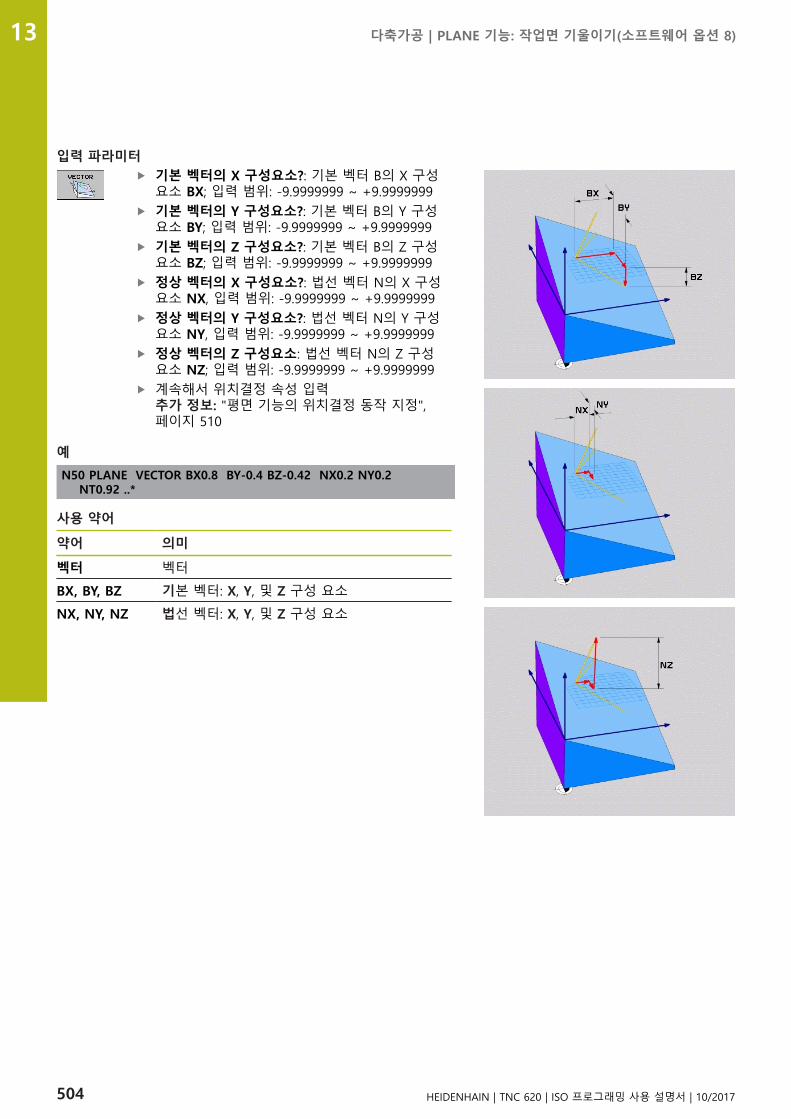
다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
504 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
입력 파라미터기본 벡터의 X 구성요소?: 기본 벡터 B의 X 구성요소 BX; 입력 범위: -9.9999999 ~ +9.9999999
기본 벡터의 Y 구성요소?: 기본 벡터 B의 Y 구성요소 BY; 입력 범위: -9.9999999 ~ +9.9999999
기본 벡터의 Z 구성요소?: 기본 벡터 B의 Z 구성요소 BZ; 입력 범위: -9.9999999 ~ +9.9999999
정상 벡터의 X 구성요소?: 법선 벡터 N의 X 구성요소 NX, 입력 범위: -9.9999999 ~ +9.9999999
정상 벡터의 Y 구성요소?: 법선 벡터 N의 Y 구성요소 NY, 입력 범위: -9.9999999 ~ +9.9999999
정상 벡터의 Z 구성요소: 법선 벡터 N의 Z 구성요소 NZ; 입력 범위: -9.9999999 ~ +9.9999999
계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
예
N50 PLANE VECTOR BX0.8 BY-0.4 BZ-0.42 NX0.2 NY0.2NT0.92 ..*
사용 약어
약어 의미
벡터 벡터
BX, BY, BZ 기본 벡터: X, Y, 및 Z 구성 요소
NX, NY, NZ 법선 벡터: X, Y, 및 Z 구성 요소

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 505
3개의 점을 사용한 작업면 정의: PLANE POINTS
응용작업면에 임의의 3개 점을 P1에서 P3까지 입력하면 해당 평면을고유하게 정의할 수 있습니다. 이 작업은 PLANE POINTS 기능을사용하여 수행할 수 있습니다.
프로그래밍 유의 사항:
이 세 점은 평면의 기울기 및 방향을 정의합니다. 활성 데이텀의 위치는 평면 점을 통해 변경되지 않습니다.
점 1 및 점 2는 기울어진 기본축 X(공구축 Z의 경우)의 방향을 결정합니다.
점 3은 기울어진 작업평면의 기울기를 정의합니다.정의된 작업평면에서 Y축은 자동으로 기본축 X에 수직으로 방향이 지정됩니다. 그러므로 점 3의 위치는공구축의 방향 및 따라서 작업평면의 방향도 결정합니다. 양수 공구축이 공작물 반대쪽을 가리키게 하려면 점 3을 점 1과 점 2 사이의 연결선 위에 배치해야합니다(오른손 규칙).
원하는 위치결정 동작을 선택할 수 있습니다. 추가 정보: "평면 기능의 위치결정 동작 지정", 페이지 510

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
506 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
입력 파라미터첫 번째 평면 점의 X 좌표?: 첫 번째 평면 점의 X좌표 P1X첫 번째 평면 점의 Y 좌표?: 첫 번째 평면 포인트의 Y 좌표 P1Y첫 번째 평면 점의 Z 좌표?: 첫 번째 평면 점의 Z좌표 P1Z두 번째 평면 점의 X 좌표?: 두 번째 평면 점의 X좌표 P2X두 번째 평면 점의 Y 좌표?: 두 번째 평면 점의 Y좌표 P2Y두 번째 평면 점의 Z 좌표?: 두 번째 평면 점의 Z좌표 P2Z세 번째 평면 점의 X 좌표?: 세 번째 평면 점의 X좌표 P3X세 번째 평면 점의 Y 좌표?: 세 번째 평면 점의 Y좌표 P3Y세 번째 평면 점의 Z 좌표?: 세 번째 평면 점의 Z좌표 P3Z계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
예
N50 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20 P3X+0 P3Y+41 P3Z+32.5 .....*
사용 약어
약어 의미
POINTS 점

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 507
단일 증분 공간 각도를 통해 작업면 정의:PLANE RELATIV[평면 상대]
응용이미 활성 상태인 기울어진 작업면을 다른 각도로 기울이려는 경우상대 공간 각도를 사용합니다. 기울어진 평면에서 45° 모따기를 가공하는 경우를 예로 들 수 있습니다.
프로그래밍 유의 사항:
정의된 각도는 이전에 사용한 틸팅 기능과 상관없이항상 활성 작업평면을 기준으로 적용됩니다.
하나의 행에서 원하는 수의 PLANE RELATIV 기능을프로그래밍할 수 있습니다.
작업평면을 PLANE RELATIV 기능에 앞서 활성 상태이던 방향으로 되돌리려면 동일한 PLANE RELATIV기능을 다시 정의하되 대수 기호가 반대인 값을 입력합니다.
이전의 틸팅 없이 PLANE RELATIV를 사용하는 경우PLANE RELATIV는 공작물 좌표계로 직접 적용됩니다. 이 경우 정의된 공간 각도를 PLANE RELATIV 기능에 입력하여 원래 작업평면을 틸팅할 수 있습니다.
원하는 위치결정 동작을 선택할 수 있습니다. 추가 정보: "평면 기능의 위치결정 동작 지정", 페이지 510
입력 파라미터증분 각도?: 활성 가공 평면을 추가로 회전할 공간 각도. 소프트 키를 사용하여 회전 중심으로 사용할 축을 선택합니다. 입력 범위: -359.9999° ~+359.9999°
계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
예
N50 PLANE RELATIV SPB-45 .....*
사용 약어
약어 의미
상대 상대적

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
508 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
축 각도로 작업면 기울이기: PLANE AXIAL
응용PLANE AXIAL 기능은 작업평면의 기울기와 방향 및 회전축의 법선좌표를 모두 정의합니다.
회전축이 한 개뿐인 기계에서도 PLANE AXIAL을 사용할 수 있습니다.
공칭 좌표의 입력(축 각도 입력)의 장점은 정의된 축 위치를 기반으로 모호하지 않게 정의된 틸팅 상황을 제공한다는 점입니다. 추가 정의 없이 입력한 공간 각도는 흔히 수학적으로 모호합니다. CAM 시스템을 사용하지 않고 축 각도를 입력하는 것은 대부분의 경우 회전축이 수직으로 위치해야만 적합합니다.
기계 설명서를 참조하십시오.
기계에서 공간 각도 정의를 사용할 수 있는 경우 PLANEAXIAL 후에 PLANE RELATIV로 프로그래밍을 계속할 수있습니다.
프로그래밍 유의 사항:
축 각도는 기계에 존재하는 축과 상응해야 합니다. 기계에 존재하지 않는 회전축에 대해 축 각도 프로그래밍을 시도하면 컨트롤에서 오류 메시지가 표시됩니다.
PLANE RESET을 사용하여 PLANE AXIAL 기능을 재설정합니다. 0을 입력하면 축 각도만 재설정되지만틸팅 기능은 비활성화되지 않습니다.
PLANE AXIAL 기능의 축 각도는 모달 방식으로 적용됩니다. 증가 축 각도를 프로그래밍하는 경우 이 값은 현재 유효한 축 각도에 추가됩니다. 두 번의 연속PLANE AXIAL 기능에서 서로 다른 두 회전축을 프로그래밍하는 경우 새 작업평면은 정의된 두 축 각도에서 파생됩니다.
SEQ, TABLE ROT 및 COORD ROT는 PLANEAXIAL에 영향을 주지 않습니다.
PLANE AXIAL 기능은 기본 회전을 고려하지 않습니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 509
입력 파라미터예
N50 PLANE AXIAL B-45 .....*
A축 각도?: A축을 기울일 방향의 축 각도. 증분값을 입력하는 경우 이 각도는 현재 위치에서A축을 기울이는 각도 크기입니다. 입력 범위: –99,999.9999°~+99,999.9999°
B축 각?: B축을 기울일 방향의 축 각도. 증분값을 입력하는 경우 이 각도는 현재 위치에서B축을 기울이는 각도 크기입니다. 입력 범위:-99,999.9999°~+99,999.9999°
C축 각?: C축을 기울일 방향의 축 각도. 증분값을 입력하는 경우 이 각도는 현재 위치에서C축을 기울이는 각도 크기입니다. 입력 범위:-99,999.9999°~+99,999.9999°
계속해서 위치결정 속성 입력추가 정보: "평면 기능의 위치결정 동작 지정",페이지 510
사용 약어
약어 의미
축 축 방향

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
510 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
평면 기능의 위치결정 동작 지정
개요기울어진 가공 평면 정의에 사용하는 평면 기능에 관계없이 위치결정 동작에 대해서는 다음 기능을 항상 사용할 수 있습니다.
자동 위치결정
대체 틸팅 항목 선택(PLANE AXIAL을 사용하지 않음)
변환 유형 선택(PLANE AXIAL을 사용하지 않음)
알림충돌 주의!
사이클 28 MIRROR IMAGE는 경사진 작업평면 기능과 함께 서로 다른 효과를 가질 수 있습니다. 그 효과는 주로 프로그래밍 순서, 대칭 복사된 축 및 사용한 틸팅 기능에 따라 달라집니다. 틸팅 작업 중 및 이후 가공 중에 충돌 위험이 있습니다!
그래픽 시뮬레이션을 사용하여 순서 및 위치를 확인합니다.
반 자동 프로그램 실행에서 NC 프로그램 또는 프로그램 섹션을 주의 깊게 테스트하십시오.
예
1 회전축 없이 틸팅 기능에 앞서 프로그래밍한 사이클 28MIRROR IMAGE:
사용한 PLANE 기능의 틸트(PLANE AXIAL 제외)가 대칭복사됩니다.
대칭 복사는 PLANE AXIAL 또는 사이클 19를 이용한 틸팅후에 적용됩니다.
2 회전축을 포함한 틸팅 기능에 앞서 프로그래밍한 사이클 28MIRROR IMAGE:
대칭 복사된 회전축은 회전축의 이동만 대칭 복사되기 때문에 사용한 PLANE 기능에 지정된 틸트에 영향을 주지 않습니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 511
자동 위치결정: MOVE/TURN/STAY[이동/회전/유지] (필수 입력 항목)평면 정의에 필요한 파라미터를 모두 입력한 후에는 계산된 축 값에 대해 로타리축을 배치하는 방법을 지정해야 합니다.
PLANE 기능이 회전축을 계산된 위치값으로 자동배치합니다. 공작물 대비 도구의 위치는 동일합니다.
컨트롤은 선형축에서 보정 이동을 수행합니다.
평면 기능에서 회전축을 계산된 위치값으로 자동배치하지만 회전축만 배치됩니다.
즉, 선형축에서의 보정 이동은 수행되지 않습니다.
로타리축을 나중에 별도의 위치결정 블록에 배치합니다.
MOVE 옵션을 선택한 경우(축을 자동으로 위치결정하기 위해PLANE 기능이 사용됨) 다음 두 파라미터: Dist. tool tip – centerof rot.[공구 끝 거리 - 회전 중심] 및 Feed rate?[이송 속도?] F =는여전히 정의해야 합니다.
TURN 옵션을 선택한 경우(축을 자동으로 위치결정하기 위해PLANE 기능이 사용됨) 다음 파라미터: 이송 속도? F =는 여전히 정의해야 합니다.
숫자값을 입력하여 이송 속도 F를 직접 정의하는 대신 FMAX(급속이송) 또는 FAUTO(T 블록의 이송 속도)를 사용하여 축을 위치결정할 수도 있습니다.
PLANE을 STAY 옵션과 함께 사용하는 경우에는 PLANE기능 다음에 오는 별도의 블록에 로타리축을 위치결정해야 합니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
512 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
Dist. tool tip – center of rot. (증분): DIST 파라미터는 현재 공구 끝 위치에 비례하여 이동의 회전 중심을 이동합니다.
위치결정을 수행하기 전에 공구가 이미 공작물에서 일정 거리만큼 떨어져 있는 경우 해당 공구는 위치결정 이후에도 상대적으로 같은 위치에 있게 됩니다(오른쪽 가운데 그림 참조,1 = DIST)
위치결정을 수행하기 전에 공구가 이미 공작물에서 일정 거리만큼 떨어져 있지 않은 경우 해당 공구는 위치결정 이후에상대적으로 원래 위치에서 보정됩니다(오른쪽 하단 그림 참조, 1 = DIST)
컨트롤에서 공구 끝에 비례하여 공구 또는 테이블에 틸팅을 적용합니다.
이송 속도? F=: 공구를 위치결정해야 하는 윤곽 속도
공구축의 후퇴 길이?: 후퇴 경로 MB 는 기울이기 전에 컨트롤이접근하는 활성 공구축 방향으로 현재 공구 위치에서 증분식으로적용됩니다. MB MAX는 공구를 소프트웨어 리미트 스위치 바로 앞에 위치시킵니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 513
별도의 블록에 로타리축 위치결정로타리축을 별도의 위치결정 블록에 배치하려는 경우 다음을 수행하십시오(STAY 옵션 선택).
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 공구를 위치까지 기울이기 전에 사전 위치결정이 틀리거나 없으면 틸팅 이동 중에 충돌의 위험이있습니다!
틸팅 이동 전에 공구의 안전한 위치를 프로그래밍하십시오.
반 자동 프로그램 실행에서 NC 프로그램 또는 프로그램 섹션을 주의 깊게 테스트하십시오.
원하는 PLANE 기능을 선택하고 STAY 옵션을 사용하여 자동 틸팅을 정의합니다. 프로그램 실행 중에 컨트롤에서는 기계에 있는 회전축의 위치값을 계산한 다음 시스템 파라미터 Q120(A축),Q121(B축) 및 Q122(C축)에 저장합니다.
컨트롤에서 계산한 각도 값을 사용하여 포지셔닝 블록을 정의합니다.
예: 로타리 테이블 C 및 틸팅 테이블 A를 사용하여 기계를 B+45의 공간 각도로 기울입니다.
...
N10 G00 Z+250 G40* 안전 높이에 위치결정
N20 PLANE SPATIAL SPA+0 SPB+45 SPC+0 STAY* PLANE 기능 정의 및 활성화
N30 G01 A+Q120 C+Q122 F2000* 컨트롤에서 계산한 값으로 회전축 위치결정
... 기울어진 작업면에서 가공 정의

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
514 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
대체 기울이기 항목 선택 SEQ +/–(선택적 항목)컨트롤에서는 사용자가 작업평면에 대해 정의한 방향을 사용하여기계에 있는 회전축의 적절한 위치를 계산합니다. 일반적으로 두가지 솔루션이 제공됩니다.
SEQ 스위치를 사용하여 컨트롤에서 사용할 수 있는 솔루션을 지정합니다.
SEQ+는 마스터축이 양의 각도가 되도록 위치결정합니다. 마스터축은 기계 구성에 따라 공구의 첫 번째 로타리축이거나 테이블의 마지막 로타리축입니다.
SEQ–: 마스터축이 음의 각도가 되도록 위치결정합니다.
SEQ를 사용하여 선택한 솔루션이 기계의 이송 범위 내에 있지 않으면 컨트롤에 입력한 각도는 허용되지 않음 오류 메시지가 표시됩니다.
PLANE AXIAL 기능을 사용하는 경우에는 SEQ 스위치가작동하지 않습니다.
SEQ를 정의하지 않으면 컨트롤에서 다음과 같이 솔루션을 결정합니다.
1 컨트롤에서 먼저 두 사용 가능 솔루션이 모두 회전축의 이송 범위 내에 있는지 확인합니다.
2 두 솔루션이 모두 이송 범위 내에 있는 경우 회전축의 현재 위치를 기반으로 최단 솔루션이 선택됩니다.
3 한 솔루션만 이송 범위 내에 있으면 해당 솔루션이 선택됩니다.
4 두 솔루션 모두 이송 범위 내에 있지 않으면 컨트롤에서 입력한각도는 허용되지 않음 오류 메시지가 표시됩니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 515
회전 테이블 C와 틸팅 테이블 A를 사용한 가공 예. 프로그래밍된기능: PLANE SPATIAL SPA+0 SPB+45 SPC+0
리미트 스위치 시작점 SEQ 결과축 위치
None A+0, C+0 프로그래밍되지 않음 A+45, C+90
None A+0, C+0 + A+45, C+90
None A+0, C+0 – A–45, C–90
None A+0, C–105 프로그래밍되지 않음 A–45, C–90
None A+0, C–105 + A+45, C+90
None A+0, C–105 – A–45, C–90
–90 < A < +10 A+0, C+0 프로그래밍되지 않음 A–45, C–90
–90 < A < +10 A+0, C+0 + 오류 메시지
None A+0, C-135 + A+45, C+90
변환 유형 선택(옵션 입력 항목)변환 유형 COORD ROT 및 TABLE ROT는 이른바 자유 로타리축의축 위치를 통해 작업면 좌표계의 방향에 영향을 미칩니다.
로타리축은 다음과 같은 위치들을 가진 자유 로타리축이 됩니다.
로타리축은 로타리축과 공구축이 틸팅 상황에서 평행하기 때문에 공구 경사각에 영향을 미치지 않습니다.
로타리축은 공작물에서 시작하는 역학 체인의 첫 번째 로타리축입니다.
따라서 변환 유형 COORD ROT 및 TABLE ROT의 효과는 프로그래밍한 공간 각도와 기계 역학에 따라 달라집니다.
프로그래밍 유의 사항:
틸팅 상황에서 자유 로타리축이 생성되지 않은 경우,COORD ROT 및 TABLE ROT 변환 유형은 효과가 없습니다.
PLANE AXIAL[평면 축] 기능을 사용하면COORD ROT 및 TABLE ROT 변환 유형은 효과가 없습니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
516 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
자유 로타리축의 효과
프로그래밍 유의 사항
COORD ROT 및 TABLE ROT 변환 유형을 이용한 위치결정 동작의 경우, 자유 회전축이 테이블 또는 헤드축에 있는지 여부는 상관이 없습니다.
그 결과로 얻어지는 자유 로타리축의 축 위치는 특히활성 기본 회전에 따라 달라집니다.
또한 작업평면 좌표계의 방향은 프로그래밍한회전(예: Cycle 10 ROTATION)에 따라 달라집니다.ROTATION
소프트 키 적용
COORD ROT:
컨트롤은 자유 로타리축을 0으로 위치결정합니다.
컨트롤은 프로그래밍한 공간 각도에 따라 작업면 좌표계를 정렬합니다.
다음 상태의 TABLE ROT:
SPA 및 SPB가 0
SPC가 0 또는 0이 아님
컨트롤은 프로그래밍한 공간 각도에 따라 자유로타리축을 정렬합니다.
컨트롤은 기본 좌표계에 따라 작업면 좌표계를정렬합니다.
다음 상태의 TABLE ROT:
적어도SPA 또는 SPB가 0이 아님
SPC가 0 또는 0이 아님
컨트롤은 자유 로타리축을 위치결정하지 않습니다. 작업면을 틸팅하기 전의 위치가 유지됩니다.
작업면이 위치결정되지 않았으므로, 컨트롤은프로그래밍한 공간 각도에 따라 작업면을 정렬합니다.
변환 유형을 지정하지 않은 경우, 컨트롤은 PLANE 기능에 대해 COORD ROT 변환 유형을 사용합니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 517
예아래 예는 자유 로타리축과 함께 TABLE ROT 변환 유형의 영향을표시합니다.
...
N60 G00 B+45 R0* 위치결정 전의 회전축
N70 PLANE SPATIAL SPA-90 SPB+20 SPC+0 TURNF5000 TABLE ROT*
작업평면 틸팅
...
원점 A = 0, B = 45 A = -90, B = 45
컨트롤은 B축을 축 각도 B+45로 위치결정합니다.
SPA-90을 이용한 프로그래밍된 틸팅 상황에서 B축은 자유 로타리축이 된다.
컨트롤은 자유 로타리축을 위치결정하지 않습니다. 작업면을 틸팅하기 전의 B축 위치가 유지됩니다.
작업면이 위치결정되지 않았으므로, 컨트롤은 프로그래밍한 공간 각도 SPB+20에 따라 작업면을 정렬합니다.

다축가공 | PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8) 13
518 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
회전축 없이 작업평면 틸팅
기계 설명서를 참조하십시오.
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
기계 제작업체는 예를 들어, 장착된 앵귤러 헤드의 정확한 각도를 역학 설명에 고려해야 합니다.
또한 회전축을 정의하지 않고 공구에 수직을 이루도록 프로그래밍된 작업평면을 방향 지정할 수도 있습니다(예: 장착된 앵귤러 헤드에 대해 작업평면 조정).
PLANE SPATIAL 기능 및 STAY 위치결정 동작을 사용해서 기계 제작 업체에서 지정한 각도로 작업면을 회전합니다.
영구 공구 방향 Y와 장착된 앵귤러 헤드의 예:
예
N10 T 5 G17 S4500*
N20 PLANE SPATIAL SPA+0 SPB-90 SPC+0 STAY*
틸트 각도를 공구 각도에 정확하게 조정하지 않으면 오류 메시지가 표시됩니다.

다축가공 | 경사면에서 기울어진 공구 가공(옵션 9) 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 519
13.3 경사면에서 기울어진 공구 가공(옵션 9)
기능이제 M128 및 새로운 PLANE 기능과 더불어 기울어진 가공 평면에서 기울어진 공구 가공 기능을 사용할 수 있습니다. 다음과 같은두 가지 방법으로 정의를 수행할 수 있습니다.
로타리축의 증분 이송을 통해 기울어진 공구 가공
기울어진 가공 평면에서 기울어진 공구를 가공하는 기능은 구형 커터를 사용할 때만 작동합니다.
로타리축의 증분 이송을 통해 기울어진 공구 가공공구 후퇴
PLANE 기능 정의(위치결정 동작 고려)
M128 활성화
직선 블록을 통해 해당하는 축에서 원하는 기울기 각도로 증분이송
예
...
N12 G00 G40 Z+50* 안전 높이에 위치결정
N13 PLANE SPATIAL SPA+0 SPB-45 SPC+0 MOVEDIST50 F900*
PLANE 기능 정의 및 활성화
N14 M128* M128 활성화
N15 G01 G91 F1000 B-17* 기울기 각도 설정
... 기울어진 작업면에서 가공 정의

다축가공 | 로터리축을 위한 기타 기능 13
520 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
13.4 로터리축을 위한 기타 기능
로타리축 A, B, C에서 이송 속도(mm/min):M116(옵션 8)
표준 동작컨트롤에서 프로그래밍된 회전축의 이송 속도를 분당 각도로 해석합니다(mm 단위 및 inch 단위 프로그램에 해당). 따라서 이송 속도는 공구 중심에서 로타리 축 중심까지의 거리에 따라 달라집니다.
이 거리가 길수록 윤곽 이송 속도도 높아집니다.
M116을 사용한 로타리축 이송 속도(mm/min)
기계 설명서를 참조하십시오.
기계 제작업체에서 역학 설명에 기계 지오메트리를 지정해야 합니다.
프로그래밍 유의 사항:
M116 기능은 테이블 축 및 헤드축과 함께 사용할 수있습니다.
경사진 작업평면 기능이 활성화된 경우 M116 기능도 유효합니다.
M128 또는 TCPM 기능을 M116과 조합할 수 없습니다. M128 또는 TCPM 기능이 활성화되어 있는 동안 축에 대해 M116을 활성화하려면 M138을 사용하여 간접적으로 이 축에 대해 보정 이동을 비활성화해야 합니다. 여기서 간접적이라고 말한 이유는M138의 경우 M128 또는 TCPM 기능이 적용되는 축을 지정하기 때문입니다. 그러므로 M116은 자동으로M138로 선택하지 않은 바로 그 축에 영향을 줍니다.추가 정보: "틸팅축 선택: M138", 페이지 526
M128 또는 TCPM 기능이 없으면 M116은 두 회전축에 동시에 적용될 수 있습니다.
컨트롤에서 회전축의 프로그래밍된 이송 속도를 분당 밀리미터 단위(또는 분당 1/10인치)로 해석합니다. 이 경우 각 블록의 시작 부분에서 블록의 이송 속도가 계산됩니다. 공구가 회전축의 중심을향해 이동하더라도 이 블록이 실행되는 동안 회전축의 이송 속도는변하지 않습니다.
적용M116이 작업평면에 적용됩니다. M117을 사용하여 M116을 재설정하십시오. 프로그램 끝에서 M116이 자동으로 취소됩니다.
M116은 블록의 시작 부분에 적용됩니다.

다축가공 | 로터리축을 위한 기타 기능 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 521
로타리축의 단축 경로 이송: M126
표준 동작
기계 설명서를 참조하십시오.
회전축의 위치결정 동작은 기계에 따라 달라집니다.
표시가 360° 미만으로 줄어든 회전축을 위치결정하는 도중 컨트롤의 기본 동작은 shortestDistance 기계 파라미터(No. 300401)에 따라 다릅니다. 이 기계 파라미터는 컨트롤에서 공칭 위치와 실제 위치 간의 차이를 고려해야 할지, 아니면 항상 프로그래밍된 위치까지의 최단 경로를 선택해야 할지(M126이 없더라도)를 정의합니다.예:
실제 위치 공칭 위치 이송
350° 10° -340°
10° 340° +330°
M126을 사용한 동작M126을 사용하면 컨트롤이 회전축을 이동하며, 그 표시는 최단 이송 경로에서 360°보다 작은 값으로 축소됩니다. 예:
실제 위치 공칭 위치 이송
350° 10° +20°
10° 340° -30°
적용M126은 블록의 시작 부분에 적용됩니다.
M126을 취소하려면 M127을 입력합니다. 프로그램 끝에서M126이 자동으로 취소됩니다.

다축가공 | 로터리축을 위한 기타 기능 13
522 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
360° 미만의 값으로 로타리축 표시 줄임: M94
표준 동작컨트롤에서 공구를 현재 각도값에서 프로그래밍된 각도값으로 이동합니다.
예:현재 각도값: 538°
프로그래밍된 각도값: 180°
실제 이송 거리: -358°
M94를 사용한 동작컨트롤은 블록의 시작 부분에서 현재 각도값을 360° 미만으로 줄인 후 공구를 프로그래밍된 값으로 이동합니다. 여러 개의 회전축이 활성화되어 있는 경우 M94를 사용하면 모든 회전축의 표시가줄어듭니다. 또는 M94 뒤에 회전축을 지정할 수 있습니다. 이 축의표시만 축소됩니다.
이송 한계를 입력했거나 소프트웨어 리미트 스위치가 활성화된 경우 M94는 해당 축에 적용됩니다.
예: 모든 활성 회전축의 표시 축소:
N50 M94*
예: C축의 표시 축소:
N50 M94 C*
예: 모든 활성 회전축의 표시를 축소한 후 C축의 공구를 프로그래밍된 값으로 이동
M50 G00 C+180 M94*
적용M94는 해당 기능이 프로그래밍된 NC 블록에만 적용됩니다.
M94는 블록의 시작 부분에 적용됩니다.

다축가공 | 로터리축을 위한 기타 기능 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 523
틸팅축으로 위치결정 작업 시 공구 끝 위치 유지(TCPM):M128(옵션 9)
표준 동작공구의 기울기 각도가 변경된 경우 법선 위치와 비교한 공구 팁의보정량이 발생합니다. 컨트롤은 이 보정량을 보정하지 않습니다. 작업자가 NC 프로그램에서 이 편차를 고려하는 경우 보정량 가공이실행됩니다.
M128을 사용한 동작 (TCPM = Tool Center Point Management,공구 중심점 관리)프로그램에서 제어형 틸팅축의 위치가 변경되더라도 공작물에 대한 공구 끝 위치는 틸팅 프로세스 동안 동일하게 유지됩니다.
알림충돌 주의!
히르트 커플링을 포함한 회전축은 틸팅을 활성화하기 위해 커플링 밖으로 이동해야 합니다. 축이 커플링에서 밖으로 이동하는동안 및 틸팅 작업 중에 충돌의 위험이 있습니다.
틸팅축의 위치가 변경되기 전에 후퇴된 공구
M128을 실행한 후에는 이송 속도를 프로그래밍할 수 있으며, 컨트롤에서는 이 속도로 선형축에서 보정 이동을 수행하게 됩니다.
핸드휠을 사용하여 프로그램 실행 도중 틸팅 축의 위치를 변경하려는 경우 M128을 M118과 함께 사용하십시오. 핸드휠 위치결정 중첩은 수동 운전 모드 작동 모드의 3D-ROT 메뉴에서의 설정에 따라활성 좌표계 또는 기울이지 않은 좌표계에서 활성 M128을 사용하여 구현됩니다.
프로그래밍 유의 사항:
M91 또는 M92를 사용한 위치결정 전에, 그리고 T블록 이전에 M128 기능을 재설정합니다.
윤곽 손상을 피하려면 M128을 통해 구형 커터만 사용해야 합니다.
공구 길이는 공구 끝의 구 중심을 참조해야 합니다.
M128이 활성화되어 있으면 상태 표시에 TCPM 기호가 표시됩니다.

다축가공 | 로터리축을 위한 기타 기능 13
524 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
틸팅 테이블의 M128M128이 활성화된 상태에서 틸팅 테이블 이동을 프로그래밍하면좌표계도 그에 따라 회전하게 됩니다. 예를 들어, 위치결정 명령이나 데이텀 전환을 통해 C 축을 90° 회전한 후 X 축에서의 이동을 프로그래밍하는 경우 컨트롤에서는 기계 Y축에서 이동을 실행합니다.
또한 컨트롤에서는 회전축의 이동을 통해 전환된 프리셋을 변환합니다.
M128(3D 공구 보정 포함)M128 및 /G41/G42 반경 보정이 활성화되어 있는 동안 3차원 공구보정을 수행하는 경우 컨트롤은 특정 기계 지오메트리를 사용하여회전축을 자동으로 위치결정합니다(측면 밀링).
추가 정보: "3차원 공구 보정(옵션 9)", 페이지
적용M128은 블록의 시작에 적용되며, M129는 블록의 끝에 적용됩니다. M128은 수동 작동 모드에서도 적용되어 모드가 변경된 후에도활성화된 상태를 유지합니다. 보정 이동의 이송 속도는 새 이송 속도를 프로그래밍하거나 M129를 사용하여 M128을 취소할 때까지유지됩니다.
M128을 취소하려면 M129를 입력합니다. 프로그램 실행 작동 모드에서 새 프로그램을 선택해도 M128이 취소됩니다.
예: 이송 속도 1000mm/min인 보정 이동
N50 G01 G41 X+0 Y+38.5 IB-15 F125 M128 F1000*

다축가공 | 로터리축을 위한 기타 기능 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 525
비제어형 로타리축을 사용한 기울어진 가공기계에 제어되지 않는 회전축(이른바 카운터축)이 있는 경우M128과 조합하여 이러한 축을 사용하여 기울어진 가공 작업을 수행할 수도 있습니다.
다음을 수행합니다.
1 회전축을 원하는 위치로 수동 이송합니다. M128은 이 작업 중에 활성화되지 않아야 합니다.
2 M128 활성화: 컨트롤에서 모든 기존 회전축의 실제 값을 읽고공구 중심점의 이 값에서 공구 중심점의 새 위치를 계산한 후 위치 표시를 업데이트합니다.
3 컨트롤은 다음 위치결정 블록에서 필요한 보정 이동을 수행합니다.
4 가공 작업을 수행합니다.
5 프로그램이 종료되면 M129를 사용하여 M128을 취소하고 회전축을 초기 위치로 되돌립니다.
M128이 활성화되어 있으면 컨트롤에서는 비제어형 회전축의 실제 위치를 모니터링합니다. 실제 위치와 공칭위치의 편차가 기계 제작업체에서 정의한 값보다 큰 경우 컨트롤에서는 오류 메시지를 출력하고 프로그램 실행을 중단합니다.

다축가공 | 로터리축을 위한 기타 기능 13
526 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
틸팅축 선택: M138
표준 동작컨트롤은 기계 제작업체가 기계 파라미터에 지정한 축에 대해서만M128, 및 경사진 작업평면을 수행합니다.
M138을 사용한 동작컨트롤에서는 M138을 사용하여 정의한 틸팅축에서만 위의 기능을수행합니다.
기계 설명서를 참조하십시오.
M138 기능을 사용하여 틸팅축 수를 제한하면 기계가제한된 틸팅 항목만 제공합니다. 기계 제작업체는 컨트롤이 선택 해제된 축의 각도를 고려하는지 아니면 이 각도를 0으로 설정하는지 결정합니다.
적용M138은 블록의 시작 부분에 적용됩니다.
축을 지정하지 않고 다시 프로그래밍하면 M138을 취소할 수 있습니다.
예틸팅축 C에서만 위의 기능을 수행합니다.
N50 G00 Z+100 G40 M138 C*

다축가공 | 로터리축을 위한 기타 기능 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 527
블록 끝에서 실제/공칭 위치에 대해 기계의 역학 보정:M144(옵션 9)
표준 동작예를 들어 스핀들 부착물을 삽입하거나 기울기 각도를 입력하여 역학이 변경된 경우, 컨트롤은 이 수정을 보정하지 않습니다. 작업자가 NC 프로그램에서 이 역학에 대한 수정을 고려하지 않는 경우 보정량 가공이 실행됩니다.
M144를 사용한 동작
기계 설명서를 참조하십시오.
기계 제작업체에서 역학 설명에 기계 지오메트리를 지정해야 합니다.
M144 기능을 통해 컨트롤은 위치 표시에서 기계 역학에 대한 수정을 고려하고 공작물을 기준으로 공구 팁의 보정량을 보정합니다.
프로그래밍 및 작동 참고사항:
M91 또는 M92를 사용한 위치결정 블록은 M144가활성화되어 있는 동안에만 허용됩니다.
자동 프로그램실행 및 프로그램 실행 반 자동 작동모드의 위치 표시는 틸팅축이 최종 위치에 도달할 때까지 변하지 않습니다.
적용M144가 블록의 시작 부분에 적용됩니다. M144는 M128 또는 기울어진 작업평면 기능과 함께 작동하지 않습니다.
M145를 프로그래밍하면 M144를 취소할 수 있습니다.

다축가공 | 측면 밀링: M128 및 반경 보정(G41/G42)을 사용한 3D 반경 보정 13
528 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
13.5 측면 밀링: M128 및 반경 보정(G41/G42)을 사용한 3D 반경 보정
응용측면 밀링의 경우 컨트롤에서는 공구를 DR 보정 값(공구 테이블 및T 블록)의 합만큼 이동 방향에 수직 및 공구 방향에 수직으로 이동합니다. G41/G42 반경 보정을 사용하여 보정 방향(이동 Y+의 방향)을 정의합니다.
컨트롤에서 설정된 공구 방향에 도달할 수 있도록 하려면 M128 기능과 공구 반경 보정을 차례로 활성화해야 합니다. 그러면 공구가활성 보정이 적용된 회전축의 좌표로 정의된 방향에 도달할 수 있는 방법으로 회전축이 자동으로 배치됩니다.
추가 정보: "틸팅축으로 위치결정 작업 시 공구 끝 위치 유지(TCPM): M128(옵션 9)", 페이지 523
기계 설명서를 참조하십시오.
이 기능은 공간 각도와 함께만 사용할 수 있습니다. 기계제작업체에서 이들을 입력할 수 있는 방법을 정의합니다.
컨트롤에서 모든 기계에 대해 자동으로 회전축을 배치할수 없습니다.
컨트롤은 일반적으로 3D 공구 보정에 대해 정의된보정 값을 사용합니다. 전체 공구 반경 R + DR)은FUNCTION PROG PATH IS CONTOUR 기능을 활성화한 경우에만 고려됩니다.
추가 정보: "프로그래밍된 경로 해석", 페이지
알림충돌 주의!
기계의 회전축은 이송 범위가 제한될 수 있습니다(예를 들어 B헤드 축의 경우 -90°에서 +10° 사이). 틸팅 각도를 +10°보다 큰값으로 변경하면 테이블 축이 180° 회전할 수 있습니다. 틸팅 이동 중에 충돌 위험이 있습니다!
필요한 경우 틸팅 이동 전에 안전한 공구 위치를 프로그래밍하십시오.
반 자동 프로그램 실행에서 NC 프로그램 또는 프로그램 섹션을 주의 깊게 테스트하십시오.
아래 설명된 대로 G01 블록에 공구 방향을 정의할 수 있습니다.
예: M128 및 로타리축 좌표를 사용하여 공구 방향 정의
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0* 사전 위치결정
N20 M128* M128 활성화
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000* 반경 보정 활성화
N40 X+50 Y+0 Z+0 B-30 C+0* 로타리축 위치결정(공구 방향 조정)

다축가공 | 측면 밀링: M128 및 반경 보정(G41/G42)을 사용한 3D 반경 보정 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 529
프로그래밍된 경로 해석FUNCTION PROG PATH 기능을 사용하는 경우 컨트롤이 이전과같이 이전과 같이 보정 값에만 적용할지 아니면 전체 공구 반경에적용할지를 사용자가 결정합니다. FUNCTION PROG PATH를 활성화하면 프로그래밍된 좌표는 윤곽 좌표와 정확히 일치합니다.FUNCTION PROG PATH OFF를 사용하는 경우 이 특수 해석이 무시됩니다.
절차다음을 수행하여 정의하십시오.
특수 기능이 지정된 소프트 키 행 표시
프로그램 기능 소프트 키를 누릅니다.
FUNCTION PROG PATH 소프트 키를 누릅니다.
다음과 같은 가능성이 있습니다.
소프트 키 기능
프로그래밍된 경로를 윤곽으로 해석 활성화
컨트롤은 3D 반경 보정에 전체 공구 반경 R +DR 및 전체 모서리 반경 R2 + DR2를 고려합니다.
프로그래밍된 경로의 특수 해석 비활성화
컨트롤은 3D 반경 보정에 대해 보정 값 DR 및DR2 값만 사용합니다.
FUNCTION PROG PATH를 활성화한 경우 프로그래밍된 경로를 윤곽으로 해석은 해당 기능을 비활성화할 때까지 3D 보정 이동에 적용됩니다.

다축가공 | CAM 프로그램 실행 13
530 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
13.6 CAM 프로그램 실행CAM 시스템을 사용하여 NC 프로그램을 외부에서 생성하는 경우,아래에 자세히 설명한 권고에 주의를 기울여야 합니다. 그래야만컨트롤이 제공하는 강력한 동작 제어를 최적으로 사용할 수 있으며일반적으로 더 짧은 가공 시간에 더 나은 공작물 표면을 생성할 수있습니다. 높은 가공 속도에도 불구하고 컨트롤은 여전히 아주 높은 윤곽 정확도를 달성합니다. 이는 실시간 운영 체제 HeROS 5와TNC 620의 ADP(고급 동적 예측) 기능 덕분입니다. 또한 이 기능을통해 컨트롤은 점 밀도가 높은 NC 프로그램을 효율적으로 처리할수 있습니다.
3-D 모델에서 NC 프로그램까지다음은 CAD 모델에서 NC 프로그램을 만들기 위한 프로세스에 대한 간략한 설명입니다.
CAD: 모델 생성건축 부서는 가공할 공작물의 3-D 모델을 준비합니다. 3D 모델을 공차의 중심에 대해 설계하는 것이 이상적입니다.
CAM: 경로 생성, 공구 보정CAM 프로그래머는 가공할 공작물의 영역에 대한 가공 전략을지정합니다. CAM 시스템은 CAD 모델의 표면을 사용하여 공구이동의 경로를 계산합니다. 이 공구 경로는 현 오차와 공차를 고려하면서도 가공할 각 표면이 가능하면 가깝게 근사화되도록CAM 시스템에 의해 계산된 개별 점으로 구성됩니다. 이 방법으로 CLDATA 파일(커터 위치 데이터)이라는 기계 중립적인 NC 프로그램이 생성됩니다. 포스트프로세서는 CNC 제어에서 처리할수 있는 기계별 및 컨트롤러별 NC 프로그램을 생성합니다. 포스트프로세서는 기계 및 컨트롤러에 따라 조정됩니다. 포스트프로세서는 CAM 시스템과 CNC 제어 사이의 링크입니다.
컨트롤: 동작 제어, 공차 모니터링, 속력 프로필컨트롤은 NC 프로그램에 정의된 점을 사용하여 각 기계 축의 이동 및 필요한 속력 프로필을 계산합니다. 그런 다음 강력한 필터기능이 윤곽을 가공하고 매끄럽게 하여 컨트롤이 최대 허용 경로 편차를 초과하지 않도록 합니다.
메카트로닉스: 이송 제어, 구동 기술, 공작 기계컨트롤에서 계산된 동작 및 속력 프로필은 기계의 구동 시스템에 의해 공구의 실제 이동으로 실현됩니다.

다축가공 | CAM 프로그램 실행 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 531
포스트프로세서 구성 고려
포스트프로세서 구성에서 다음 사항을 고려합니다.언제나 축 위치에 대한 데이터 출력을 적어도 소수 네 자리로 설정하십시오. 이렇게 하면 NC 데이터의 품질이 개선되고 공작물 표면에 맨눈으로도 볼 수 있는 결함을 초래할 수 있는 반올림 오차가 방지됩니다. 소수점 5자리까지의 출력(옵션 23)은 광학 구성품과 반경이 아주 큰(즉, 곡률이 작은) 구성품(예: 자동차 산업용 폼)에 대해 향상된 표면 품질을 달성할 수 있습니다.
LN 블록은 옵션 23의 설정과 상관없이 항상 정확한 정확도를 사용하여 계산되므로, 언제나 표면 법선 벡터의 가공(LN 블록, Klartext대화식 프로그래밍만)에 대한 데이터 출력을 소수 일곱 자리로 설정하십시오.
사이클 32의 공차를 표준 동작에서 CAM 시스템에 정의된 현 오차의 최소 2배가 되도록 설정하십시오. 또한 사이클 32에 대한 기능설명을 참조하십시오.
CAM 프로그램에서 선택한 현 오차가 너무 크면 윤곽의 해당 곡률에 따라 NC 블록 간의 큰 거리 때문에 각각의 방향 변화가 커질수 있습니다. 가공 중에 이러한 문제는 블록 전환 시 이송 속도를떨어뜨립니다. 이기종 NC 프로그램의 이송 속도 저하로 야기된 순환 및 동일 가속도(즉, 힘 여기[force excitation]) 때문에 기계 구조물에 바람직스럽지 못한 진동 여기를 초래할 수 있습니다.
또한 선형 블록 대신에 원호 블록을 사용하여 CAM 시스템에서 계산되는 경로 점에 연결할 수 있습니다. 컨트롤은 내부적으로 입력형식을 통해 정의할 수 있는 것보다 더 정확하게 원을 계산합니다.
정확히 직선상에 있는 중간점을 출력하지 마십시오. 정확히 직선상에 있지 않은 중간점은 공작물 표면에 맨눈으로 볼 수 있는 결함을 초래할 수 있습니다.
곡률 전환부 (코너)에는 NC 데이터 점이 정확히 한 개가 있어야합니다.
많은 짧은 블록 경로의 순서를 피하십시오. 블록 간의 짧은 경로는매우 작은 현 오차가 유효한 상태에서 큰 곡률 전환부가 있을 때CAM 시스템에서 생성됩니다. 정확한 직선에 그러한 짧은 블록 경로가 필요한 것은 아니며, 짧은 블록 경로는 흔히 CAM 시스템에서 점의 연속 출력에 의해 발생합니다.
일정한 곡률의 표면에 대해 점을 아주 균일하게 배포하지 마십시오. 그렇게 하면 공작물 표면에 패턴이 형성됩니다.
5축 동시 프로그램의 경우: 공구의 기울기 각도만 서로 다르면 위치가 중복 출력되지 않습니다.
모든 NC 블록에 이송 속도를 출력하지 마십시오. 이는 컨트롤의속력 프로필에 부정적 영향을 미칩니다.

다축가공 | CAM 프로그램 실행 13
532 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기계 작업자에게 유용한 구성:큰 NC 프로그램의 구조를 개선하려면 컨트롤의 구조 설정 기능을 사용합니다.추가 정보: "프로그램 구조", 페이지 199
NC 프로그램을 문서화하려면 컨트롤의 주석 기능을 사용합니다.추가 정보: "주석 추가", 페이지 195
드릴 공구 및 단순한 포켓 지오메트리를 가공하는 경우 컨트롤에서 사용할 수 있는 포괄적 사이클을 사용합니다. 사이클 프로그래밍 사용 설명서 참조
맞춤의 경우, RL/RR 공구 반경 보정을 적용하여 윤곽을 출력합니다. 이렇게 하면 기계 작업자가 필요한 보정을 수행하기 쉽습니다.추가 정보: "공구 보정", 페이지 247
프리포지셔닝, 가공 및 다운피드에 대한 이송 속도를 서로 다르게 지정하고 프로그램을 시작할 때 Q 파라미터를 통해 이들을정의합니다.
예: 가변 이송 속도 정의
1 Q50 = 7500 ; 위치 이송 속도
2 Q51 = 750 ; 절입 이송 속도
3Q52 = 1350 ; 밀링 이송 속도
...
25 L Z+250 R0 FMAX
26 L X+235 Y-25 FQ50
27 L Z+35
28 L Z+33.2571 FQ51
29 L X+321.7562 Y-24.9573 Z+33.3978 FQ52
30 L X+320.8251 Y-24.4338 Z+33.8311
...

다축가공 | CAM 프로그램 실행 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 533
CAM 프로그래밍에 대한 참고사항
현 오차 조정
프로그래밍 유의 사항:
정삭 작업의 경우 CAM 시스템의 현 오차를 5μm보다큰 값으로 설정하지 마십시오. 사이클 G62에서 적절한 공차 계수 T(1.3 ~ 5)를 사용합니다.
황삭 작업의 경우 현 오차와 공차 T의 합계는 정의된가공 오버사이즈보다 작아야 합니다. 이렇게 하면 윤곽 손상을 피할 수 있습니다.
가공에 따라 CAM 프로그램에서 현 오차를 조정합니다.
속도 기본 설정으로 황삭:현 오차에 더 높은 값을 사용하고 사이클 G62에서 적절한 공차값을 사용합니다. 두 값 모두 윤곽에 필요한 보정량에 따라 달라집니다. 기계에서 특별 사이클을 사용할 수 있는 경우 황삭 모드를 사용합니다. 황삭 모드에서 기계는 일반적으로 높은 떨림 값과 높은 가속도를 사용하여 이동합니다.
사이클 G62의 일반 공차: 0.05 mm ~ 0.3 mm
CAM 시스템의 일반 현 오차: 0.004mm ~ 0.030mm
높은 정확도에 대한 기본 설정으로 정삭:현 오차에 더 작은 값을 사용하고 사이클 G62에서 적절히 낮은공차를 사용합니다. 데이터 밀도는 컨트롤이 전환 및 코너를 정확히 감지할 만큼 충분히 높아야 합니다. 기계에서 특별 사이클을 사용할 수 있는 경우 정삭 모드를 사용합니다. 정삭 모드에서기계는 일반적으로 낮은 떨림 값과 낮은 가속도를 사용하여 이동합니다.
사이클 G62의 일반 공차: 0.002 mm ~ 0.006 mm
CAM 시스템의 일반 현 오차: 0.001 mm ~ 0.004 mm
높은 표면 품질에 대한 기본 설정으로 정삭:현 오차에 작은 값을 사용하고 사이클 G62에서 적절히 더 큰 공차를 사용합니다. 그러면 컨트롤이 윤곽을 더 정확히 부드럽게할 수 있습니다. 기계에서 특별 사이클을 사용할 수 있는 경우정삭 모드를 사용합니다. 정삭 모드에서 기계는 일반적으로 낮은 떨림 값과 낮은 가속도를 사용하여 이동합니다.
사이클 G62의 일반 공차: 0.010 mm ~ 0.020 mm
CAM 시스템의 일반 현 오차: 0.005mm 미만

다축가공 | CAM 프로그램 실행 13
534 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
추가 조정CAM 프로그래밍에서 다음 사항을 고려합니다.
느린 가공 이송 속도 또는 반경이 큰 윤곽의 경우, 사이클 G62에서 현 오차를 공차 T의 3분의 1에서 5분의 1로만 정의합니다. 또한 최대 허용 점 간격을 0.25mm ~ 0.5mm로 정의합니다. 지오메트리 오차 또는 모델 오차도 아주 작게(최대 1µm) 지정해야합니다.
더 높은 가공 이송 속도에서도 곡선 윤곽 영역에 2.5mm보다 큰점 간격은 바람직하지 않습니다.
직선 윤곽 요소의 경우, 선을 시작하는 부분에 NC 점 한 개와 끝에 NC 점 한 개로 충분합니다. 중간 위치를 출력하지 마십시오.
축 5개가 동시에 움직이는 프로그램에서 선형 및 회전 블록의경로 길이 비율에 큰 변화를 주지 마십시오. 공구 기준점(TCP)에서 이송 속도가 크게 감소할 수 있습니다.
이동 보정(예: M128 F...를 통한 )에 대한 이송 속도 제한은 예외적인 경우에만 사용해야 합니다. 이동 보정에 대한 이송 속도를제한하면 공구 기준점(TCP)에서 이송 속도가 크게 감소할 수 있습니다.
구형 커터를 이용한 5축 동시 가공에 대한 NC 프로그램은 구의중심에 대해 출력하는 것이 바람직합니다. 그러면 일반적으로NC 데이터의 일관성이 개선됩니다. 또한 사이클 G62에서 회전축 공차 TA를 더 높게(예: 1°에서 3° 사이) 설정하면 공구 기준점(TCP)에서 훨씬 더 일정한 이송 속도 곡선을 얻을 수 있습니다.
구의 남쪽 극에 대해 NC 출력을 하는 원환체 커터 또는 반경 커터를 이용한 5축 동시 가공용 NC 프로그램의 경우 더 낮은 로타리축 공차를 선택합니다. 0.1°가 전형적인 값입니다. 그러나 최대 허용 윤곽 손상은 로타리축 공차의 결정적인 요인입니다. 이윤곽 손상은 가능한 공구 틸팅, 공구 반경 및 공구의 접촉 깊이에 따라 달라집니다.엔드 밀을 이용한 5축 호빙의 경우 커터 접촉 길이 L과 허용 윤곽 공차 TA에서 직접 예상 최대 윤곽 손상 T를 계산할 수 있습니다. T ~ K x L x TA K = 0.0175 [1/°] 예제: L = 10 mm, TA = 0.1°: T = 0.0175 mm

다축가공 | CAM 프로그램 실행 13
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 535
컨트롤에 대한 개입 가능성사이클 G62 TOLERANCE는 CAM 프로그램의 동작이 컨트롤에 직접 영향을 미치는 경우에 사용할 수 있습니다. 사이클 G62의 기능설명에 나오는 정보에 유의하십시오. 또한 CAM 시스템에 정의된현 오차와의 상호 작용에도 주목하십시오 .
추가 정보: 사이클 프로그래밍 사용 설명서
기계 설명서를 참조하십시오.
일부 기계 제작업체는 기계 동작을 Cycle 332 선삭과 같은 해당 가공 작업에 적응시키기 위한 추가 사이클을 제공합니다. 사이클 332를 사용하여 필터 설정, 가속도 설정 및 떨림 설정을 수정할 수 있습니다.
예
N340 G62 T0.05 P01 1 P02 3*

다축가공 | CAM 프로그램 실행 13
536 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
ADP 동작 제어
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
CAM 시스템에서 생성한 NC 프로그램의 데이터 품질이 떨어지면밀링한 공작물의 표면 품질이 떨어지는 경우가 많습니다.ADP(고급동적 예측) 기능은 허용 최대 이송 속도 프로필의 기존 선행 연산을확장하며 밀링 중에 이송축의 동작 제어를 최적화합니다. 이를 통해 인접 공구 경로의 점 분포가 크게 변동해도 짧은 가공 시간에 깔끔한 표면을 절삭할 수 있습니다. 이렇게 하면 재가공 복잡도가 크게 감소하거나 없어집니다.
이러한 특징은 ADP의 가장 중요한 장점입니다.
양방향 밀링에서 전방 및 후방 경로에 대한 대칭 이송 속도 동작
인접 커터 경로와의 균일한 이송 속도 곡선
CAM 시스템에서 생성된 NC 프로그램의 부정적 효과(예를 들어짧고 깔쭉깔쭉한 단, 큰 현 공차, 크게 라운딩된 블록 끝점 좌표)에 대한 향상된 조치
어려운 조건에서도 동적 특성을 정확히 준수

14팔레트 관리

팔레트 관리 | 팔레트 관리(옵션 번호 22) 14
538 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
14.1 팔레트 관리(옵션 번호 22)
응용
기계 설명서를 참조하십시오.
팔레트 테이블 관리는 기계 의존형 기능입니다. 표준 기능 범위는 아래에 설명되어 있습니다.
팔레트 테이블(.P)은 팔레트 변경기와 함께 가공 센터에 주로 사용됩니다. 팔레트 테이블은 다양한 팔레트(PAL), 선택적으로 픽스처(FIX) 및 연결된 NC 프로그램(PGM)을 호출합니다. 팔레트 테이블은모든 정의된 프리셋 및 데이텀 테이블을 활성화합니다.
팔레트 변경기 없이 NC 시작 키를 한 번만 누르면 팔레트 테이블을사용하여 순차적으로 다른 프리셋으로 NC 프로그램을 처리할 수있습니다.
팔레트 테이블의 파일 이름은 언제나 문자로 시작해야합니다.
팔레트 테이블의 열기계 제작업체는 팔레트 테이블을 생성할 때 자동으로 열리는 팔레트 테이블 원형을 정의합니다.
원형은 다음 열을 포함할 수 있습니다.
열 의미 필드 유형
NR 컨트롤에서 항목을 자동으로 생성합니다.
입력 필드 of the 블럭 스캔 기능의 입력 필드 라인 번호 =에 대한 입력이 필요합니다.
의무 필드
TYPE 컨트롤은 다음 항목 간에 서로 다릅니다.
PAL 팔레트
FIX 픽스처
PGM NC 프로그램
ENT 키 및 화살표 키 또는 소프트 키를 사용하여 항목을 선택합니다.
의무 필드
NAME 파일 이름
기계 제작업체는 팔레트와 픽스처에 대한 이름을 지정하며(해당하는 경우) 사용자는 프로그램 이름을 정의합니다. NC 프로그램이 팔레트 테이블의 디렉터리에 저장되지 않은 경우 전체 경로를 지정해야 합니다.
의무 필드
항목 데이텀
데이텀 테이블이 팔레트 테이블의 디렉터리에 저장되지 않은 경우 전체 경로를 지정해야 합니다. 사이클 7을 사용하여 NC 프로그램의 데이텀 테이블에서 데이텀을 활성화합니다.
선택 필드
이 항목은 데이텀 테이블을 사용하는경우에만 필수입니다.
비활성화 공작물 프리셋
공작물의 프리셋 번호를 입력합니다.
선택 필드
LOCATION 팔레트의 위치
항목 MA는 기계의 작업 공간에 팔레트 또는 픽스처가 있고 가공될 수 있음을 나타냅니다. ENT 키를 눌러MA를 입력합니다. 항목을 제거하고 따라서 가공을 금지하려면 NO ENT 키를 누릅니다.
선택 필드
열이 존재하는 경우 항목은 필수입니다.

팔레트 관리 | 팔레트 관리(옵션 번호 22) 14
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 539
열 의미 필드 유형
LOCK 라인 잠김
별표 *를 사용하면 팔레트 테이블의 행을 처리에서 제외할 수 있습니다. ENT 키를 눌러 *가 입력된 행을 식별합니다. 잠금을 취소하려면 NO ENT 키를 누르십시오. 개별 NC 프로그램, 픽스처 및 전체 팔레트의 실행을 잠글 수 있습니다. 잠긴 팔레트의 잠기지 않은 라인(예: PGM)도 실행되지 않습니다.
선택 필드
PALPRES 팔레트 프리셋의 번호 선택 필드
이 항목은 팔레트 프리셋을 사용하는경우에만 필수입니다.
W-STATUS 실행 상태 선택 필드
이 항목은 공구 중심 가공의 경우에만필수입니다.
METHOD 가공 방법 선택 필드
이 항목은 공구 중심 가공의 경우에만필수입니다.
CTID 미드 프로그램 시작을 위한 ID 선택 필드
이 항목은 공구 중심 가공의 경우에만필수입니다.
SP-X, SP-Y,SP-Z
선형축 X, Y 및 Z의 안전 높이 선택 필드
SP-A, SP-B,SP-C
회전축 A, B 및 C의 안전 높이 선택 필드
SP-U, SP-V,SP-W
평행축 U, V 및 W의 안전 높이 선택 필드
DOC 주석 선택 필드
컨트롤이 모든 선을 가공해야 하는 팔레트 테이블만 사용하는 경우 LOCATION 열을 제거할 수 있습니다.
추가 정보: "열 삽입 또는 삭제", 페이지 541
팔레트 테이블 편집새 팔레트 테이블을 생성하는 경우 해당 테이블은 처음에 비어 있습니다. 소프트 키를 사용하여 행을 삽입 및 편집할 수 있습니다.
소프트 키 편집 기능
테이블 시작 선택
테이블 끝 선택
테이블에서 이전 페이지 선택
테이블에서 다음 페이지 선택
테이블의 마지막 라인으로 삽입

팔레트 관리 | 팔레트 관리(옵션 번호 22) 14
540 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
소프트 키 편집 기능
테이블에서 마지막 라인 삭제
테이블의 끝에 몇 줄 추가
현재 값 복사
복사된 값 삽입
라인 시작 부분 선택
라인 끝부분 선택
텍스트 또는 값 찾기
테이블 열을 정렬하거나 숨기기
현재 필드 편집
열 내용 기준 정렬
기타 기능(예: 저장)
파일 경로 선택용 대화 상자 열기

팔레트 관리 | 팔레트 관리(옵션 번호 22) 14
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 541
팔레트 테이블 선택팔레트 테이블을 다음과 같이 선택 또는 생성할 수 있습니다.
프로그래밍 모드 또는 프로그램 실행 모드로 전환합니다.
PGM MGT 키를 누릅니다.
보이는 팔레트 테이블이 없는 경우:
선택 형식 소프트 키를 누릅니다.
모든것을 표시 소프트 키를 누릅니다.
화살표 키를 사용하여 팔레트 테이블을 선택하거나 새 팔레트 테이블의 이름(.p)을 입력합니다.
ENT 키를 누릅니다.
화면 레이아웃 키를 사용하여 목록 뷰 또는 폼 뷰를 선택할 수 있습니다.
열 삽입 또는 삭제
이 기능은 코드 번호 555343이 입력될 때까지 활성화되지 않습니다.
구성에 따라 새로 생성된 팔레트 테이블에 일부 열이 포함되지 않을 수 있습니다. 예를 들어 공구 중심 작동의 경우 삽입해야 할 열을 먼저 선택해야 합니다.
빈 팔레트 테이블에 열을 삽입하려면 다음을 수행하십시오.
팔레트 테이블을 엽니다.
더 많은 기능 소프트 키를 누릅니다.
수정 형식 소프트 키를 누릅니다.
그러면 사용할 수 있는 열을 표시하는 팝업 창이열립니다.
화살표 키를 사용하여 원하는 열을 선택합니다.
삽입 컬럼 소프트 키를 누릅니다.
ENT 키를 누릅니다.
삭제 컬럼 소프트 키로 열을 제거할 수 있습니다.

팔레트 관리 | 팔레트 관리(옵션 번호 22) 14
542 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
팔레트 테이블 처리
기계 파라미터로 컨트롤이 팔레트 테이블을 블록별로 실행하는지 아니면 연속해서 실행하는지 정의합니다.
팔레트 테이블을 다음과 같이 실행할 수 있습니다.
자동 프로그램 실행 또는 반 자동 프로그램 실행작동 모드로 전환합니다.
PGM MGT 키를 누릅니다.
보이는 팔레트 테이블이 없는 경우:
선택 형식 소프트 키를 누릅니다.
모든것을 표시 소프트 키를 누릅니다.
화살표 키로 팔레트 테이블을 선택합니다.
ENT 키를 누릅니다.
필요한 경우 화면 레이아웃을 선택합니다.
NC 시작 키로 실행합니다.
실행 전에 NC 프로그램 내용을 확인하려면 다음을 수행하십시오.
팔레트 테이블을 선택합니다.
화살표 키를 사용하여 확인할 NC 프로그램을 선택합니다.
개봉 프로그램 소프트 키를 누릅니다.
컨트롤이 선택된 NC 프로그램을 화면에 표시합니다.
화살표 키로 NC 프로그램을 스크롤합니다.
END PGM PAL 소프트 키를 누릅니다.
컨트롤이 팔레트 테이블로 돌아갑니다.
기계 파라미터는 오류가 발생한 후 컨트롤이 반응하는방법을 정의합니다.

팔레트 관리 | 팔레트 관리(옵션 번호 22) 14
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 543
팔레트 테이블에서 작업 시 화면 레이아웃NC 프로그램 내용 및 팔레트 테이블 내용을 동시에 보려면 화면 레이아웃 팔레트 + 프로그램을 선택합니다. 실행 도중 왼쪽에는 NC프로그램 블록이, 오른쪽에는 팔레트가 각각 표시됩니다.
팔레트 테이블 편집자동 프로그램 실행 또는 반 자동 프로그램 실행 작동 모드에서 팔레트 테이블이 활성화된 경우 프로그래밍 작동 모드에서 테이블을수정하기 위한 소프트 키는 비활성화됩니다.
반 자동 프로그램 실행 또는 자동 프로그램 실행 모드에서팔레트 편집 소프트 키로 이 테이블을 수정할 수 있습니다.
팔레트 테이블에서 블록 스캔팔레트 관리에서도 팔레트 테이블에 블록 스캔 기능을 사용할 수있습니다.
팔레트 테이블의 처리를 중단한 경우 컨트롤은 항상 블록 스캔 기능을 위해 중단된 NC 프로그램의 이전에 선택한 NC 블록을 나타냅니다.
추가 정보: "팔레트 프로그램의 블록 스캔", 페이지 660

팔레트 관리 | 팔레트 프리셋 관리 14
544 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
14.2 팔레트 프리셋 관리
기본 사항
기계 설명서를 참조하십시오.
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.
팔레트 프리셋 테이블을 변경하려면 기계 제작업체와 협의해야 합니다!
팔레트 프리셋 테이블은 공작물 프리셋 테이블(preset.pr)에 더하여사용할 수 있어야 합니다. 공작물 프리셋 테이블은 활성화된 팔레트 프리셋을 참조하기 때문입니다.
컨트롤에서는 활성 팔레트 프리셋을 PAL 탭의 상태 표시에 나타냅니다.
응용팔레트 프리셋은 예를 들어 개별 팔레트 간의 기계적 차이를 쉽게보정하는 방법입니다.
또한 예를 들어 팔레트 프리셋을 클램핑 타워의 중심에 배치하여좌표계를 팔레트에 완전히 정렬할 수도 있습니다.
팔레트 프리셋 사용팔레트 프리셋을 사용하려면 팔레트 테이블에 PALPRES 열을 삽입합니다.
팔레트 프리셋 테이블의 프리셋 번호를 이 열에 입력합니다. 일반적으로 새 팔레트를 삽입할 때에는 팔레트 프리셋을 변경하는 것이좋습니다(예를 들어 팔레트 테이블의 PAL 형식 행에서).
알림충돌 주의!
활성 팔레트 프리셋으로 인한 기본 회전 때문에 컨트롤은 상태표시에 기호를 표시하지 않습니다. 이후의 모든 축 이동 중에 충돌 위험이 있습니다!
필요한 경우 PAL 탭에서 활성 팔레트 프리셋을 확인합니다.
기계의 이송 이동을 확인합니다.
팔레트 프리셋은 팔레트와 함께만 사용하십시오.

팔레트 관리 | 공구 위치 결정 가공 14
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 545
14.3 공구 위치 결정 가공
기본 사항
응용
기계 설명서를 참조하십시오.
공구 중심 가공은 기계에 의존형 기능입니다. 표준 기능범위는 아래에 설명되어 있습니다.
공구 중심 가공을 사용하여 팔레트 변경기가 없는 기계에서도 여러공작물을 함께 가공할 수 있어 공구 변경 시간을 줄일 수 있습니다.
제한
알림충돌 주의!
모든 팔레트 테이블 및 NC 프로그램이 공구 중심 가공에 적합한것은 아닙니다. 공구 중심 가공의 경우 컨트롤은 더 이상 NC 프로그램을 연속해서 실행하지 않고 공구 호출 시에 분할합니다.NC 프로그램을 분할하면 재설정되지 않은 기능이 프로그램 전체에 적용되도록 할 수 있습니다(기계 상태). 이렇게 하면 가공 중에 충돌 위험이 있습니다!
명시된 제한 고려
팔레트 테이블 및 NC 프로그램을 공구 중심 가공에 맞게 수정
모든 NC 프로그램에서 각 공구 이후에 프로그램 정보를재프로그래밍합니다(예: M3 또는 M4).
모든 NC 프로그램에서 각 공구 이전에 특수 기능 및 보조 기능을 재설정합니다(예: Tilt the working plane 또는M138).
반 자동 프로그램 실행 작동 모드에서 팔레트 테이블 및 연결된 NC 프로그램 주의 깊게 테스트하십시오.
다음 기능은 사용할 수 없습니다.
FUNCTION TCPM, M128
M144
M101
M118
팔레트 프리셋 변경
다음 기능에서는 특히 미드 프로그램 시작에 대해 각별히 주의를기울여야 합니다.
보조 기능을 사용하여 기계 상태 변경(예: M13)
구성에 기록(예: WRITE KINEMATICS)
이송 범위 전환
사이클 G62 공차:
작업평면 틸팅

팔레트 관리 | 공구 위치 결정 가공 14
546 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구 중심 가공을 위한 팔레트 테이블 열기계 제작업체가 다른 구성을 만들지 않은 한, 공구 중심 가공을 위해 다음과 같은 추가 열이 필요합니다.
열 의미
W-STATUS 가공 상태를 통해 가공 진행을 정의합니다. 가공되지 않은(원시) 공작물에 대해서는 BLANK 를 입력합니다. 컨트롤에서 가공 중에 이 항목을 자동으로 변경합니다.
컨트롤은 다음 항목 간에 서로 다릅니다.
BLANK: 공작물 영역, 가공 필요
INCOMPLETE: 부분 가공, 추가 가공 필요
ENDED: 가공 완료, 추가 가공 필요 없음
EMPTY: 빈 영역, 가공 필요 없음
SKIP: 가공 건너뛰기
METHOD 가공 방법 표시
팔레트 픽스처 조합에도 공구 중심 가공을 사용할 수 있지만 여러 팔레트에는 사용할 수 없습니다.
컨트롤은 다음 항목 간에 서로 다릅니다.
WPO: 공작물 중심(표준)
TO: 공구 중심(최초 가공)
CTO: 공구 중심(추가 가공)
CTID 컨트롤이 블록 스캔을 사용하여 미드 프로그램시작에 대한 ID 번호를 자동으로 생성합니다.
항목을 삭제 또는 변경하면 미드 프로그램 시작이 더 이상 가능하지 않습니다.
SP-X, SP-Y,SP-Z, SP-A,SP-B, SP-C,SP-U, SP-V,SP-W
기존 축의 안전 높이에 대한 항목은 옵션입니다.
축에 대한 안전 위치를 입력할 수 있습니다. 기계제작업체가 NC 매크로에서 이 위치를 처리하는경우 컨트롤은 해당 위치에만 접근합니다.

팔레트 관리 | 공구 위치 결정 가공 14
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 547
공구 중심 가공의 순서
요구 사항공구 중심 가공에 대한 요구사항:
기계 제작업체가 공구 중심 가공을 위한 공구 변경 매크로를 정의해야 합니다
팔레트 테이블에 대해 공구 중심 가공 방법 TO 및 CTO를 정의해야 합니다
NC 프로그램들이 적어도 어느 정도는 동일한 공구를 사용 중입니다
NC 프로그램의 W-STATUS가 추가 가공을 허용합니다
시퀀스1 TO 또는 CTO 항목은 공구 팔레트 테이블의 이러한 행을 벗어나
는 범위에서도 중심 가공이 유효함을 컨트롤에 알려 줍니다
2 컨트롤이 TOOL CALL까지의 항목 TO를 사용하여 NC 프로그램을 실행합니다
3 W-STATUS가 BLANK에서 INCOMPLETE로 바뀌고 컨트롤이CTID 필드에 값을 입력합니다
4 컨트롤이 TOOL CALL까지의 항목 CTO를 사용하여 모든 다른NC 프로그램을 실행합니다
5 다음 상황 중 한 가지가 적용되는 경우 컨트롤이 다음 가공 단계에 대해 다음 공구를 사용합니다.
테이블의 다음 행에 항목 PAL이 포함됩니다
테이블의 다음 행에 항목 TO 또는 WPO가 포함됩니다
아직 항목 ENDED 또는 EMPTY를 포함하지 않은 테이블 행이있습니다
6 컨트롤이 CTID 필드의 항목을 각 가공 작업으로 업데이트합니다
7 그룹의 모든 테이블 행이 항목 ENDED를 포함하는 경우 컨트롤이 팔레트 테이블의 다음 몇 줄을 처리합니다
가공 상태 재설정가공을 재시작하려면 W-STATUS를 BLANK로 변경하십시오.
PAL 행의 상태를 변경하면 이 행 아래의 모든 FIX 및 PGM 행도 자동으로 변경됩니다.

팔레트 관리 | 공구 위치 결정 가공 14
548 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
블록 스캔을 사용하여 미드 프로그램 시작중단 후에도 팔레트 테이블로 돌아갈 수 있습니다. 컨트롤에서 중단이 발생한 행 및 NC 블록을 표시할 수 있습니다.
팔레트 테이블의 블록 스캔은 공구 중심입니다.
미드 프로그램 시작 후 공구 중심 가공 방법 TO 및 CTO가 다음 행에 정의된 경우 컨트롤이공구 중심 가공을 재개할 수 있습니다.
미드 프로그램 시작의 경우 다음 사항을 염두에 두십시오CTID 필드의 항목은 2주 동안 거기에 유지됩니다. 2주 후에는미드 프로그램 시작이 더 이상 가능하지 않습니다.
CTID 필드의 항목을 변경 또는 삭제하지 마십시오.
소프트웨어 업데이트 후 CTID 필드의 데이터는 유효하지 않게됩니다.
컨트롤이 미드 프로그램 시작에 대한 프리셋 번호를 저장합니다. 이 프리셋을 변경하면 가공도 전환됩니다.
공구 중심 가공 내에서 NC 프로그램을 편집한 후 미드 프로그램시작이 더 이상 가능하지 않습니다.
다음 기능에서는 특히 미드 프로그램 시작에 대해 각별히 주의를기울여야 합니다.
보조 기능을 사용하여 기계 상태 변경(예: M13)
구성에 기록(예: WRITE KINEMATICS)
이송 범위 전환
사이클 G62 공차:
작업평면 틸팅

15배치 프로세스 관리
자

배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
550 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
15.1 배치 프로세스 관리자(옵션 154)
기본 사항
화면 표시배치 프로세스 관리자를 열면 다음과 같은 화면 레이아웃이 표시됩니다.
1
2
3
4
5
6
1 모든 필요한 수동 개입을 표시
2 선택된 작업 목록을 표시
3 현재 소프트 키를 표시
4 현재 시간을 표시
5 다음 수동 개입을 표시
6 파란색으로 강조 표시된 행의 편집 가능 항목을 표시
애플리케이션배치 프로세스 관리자를 사용하여 공작 기계에 대한 생산 주문을계획할 수 있습니다.
계획된 NC 프로그램을 작업 목록에 저장합니다. 작업 목록은 배치프로세스 관리자를 통해 세 번째 데스크톱에 열립니다.
다음과 같은 정보가 표시됩니다.
NC 프로그램에 오류가 없는지 여부
NC 프로그램 실행 시간
공구 가용성
기계에 수동 개입이 필요한 시간
모든 정보를 확실히 얻으려면 공구 사용 시험 기능을 활성화하고 켜야 합니다!
추가 정보: "공구 사용 테스트", 페이지 245

배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 551
작업 목록의 열
열 의미
열 이름 없음 Pallet, Fixture 또는 프로그램의 상태Program
Program Pallet, Fixture 또는 프로그램의 이름 또는경로Program
Duration 실행 시간
End Time 실행 시간 종료
Preset 공작물 리셋의 상태
TOOL 삽입된 공구의 상태
프로그램 프로그램의 상태
상태 실행 상태
Pallet, Fixture 및 Program의 상태가 첫 번째 열에 아이콘으로 표시됩니다.
각 아이콘의 의미는 다음과 같습니다.
아이콘 의미
Pallet, Fixture 또는 Program이 잠김
Pallet 또는 Fixture가 가공을 위해 활성화되지 않음
이 행은 현재 반 자동 프로그램 실행 또는 자동 프로그램 실행에서 처리 중이며 편집할수 없음

배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
552 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
상태는 프리셋, TOOL 및 프로그램 열에 아이콘으로 표시됩니다.
각 아이콘의 의미는 다음과 같습니다.
아이콘 의미
테스트 완료
테스트 실패, 예: 만료된 공구 사용 시간 때문
테스트가 아직 완료되지 않음
잘못된 프로그램 구조, 예: 팔레트가 종속 프로그램을 포함하지 않음
공작물 프리셋이 정의됨
입력 확인
공작물 프리셋을 팔레트 또는 모든 종속 프로그램에 할당할 수 있습니다.
사용 중인 기계의 공구 사용 시험 기능이 활성화되거나켜지지 않은 경우 프로그램 열에 아이콘이 표시되지 않습니다.
추가 정보: "공구 사용 테스트", 페이지 245
상태 열은 공구 중심 가공을 사용 중인 경우에만 보입니다.
배치 프로세스 관리자를 열면 다음과 같은 소프트 키를 사용할 수있습니다.
소프트 키 기능
작업 목록 열기
반 자동 프로그램 실행 또는 자동 프로그램실행에 작업 목록이 열린 경우 배치 프로세스 관리자에도 열립니다
새 작업 목록 생성
열린 작업 목록 편집
트리 구조 축소 또는 확장
삽입 제거 소프트 키 앞에 삽입, 뒤에 삽입 및 제거 표시제거
커서 위치 앞에 새 Pallet, Fixture 또는Program 삽입
커서 위치 뒤에 새 Pallet, Fixture 또는Program 삽입

배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 553
소프트 키 기능
행 또는 블록 삭제
활성 창 전환
행 이동
상태 재설정
팝업 창에서 가능한 입력 항목을 선택합니다.
행 선택
표시 취소
배치 프로세스 관리자 열기다음과 같은 방법으로 배치 프로세스 관리자를 열 수 있습니다.
배치 프로세스 관리자 키를 누릅니다
컨트롤에 배치 프로세스 관리자가 열립니다.

배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
554 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
작업 목록 생성작업 목록을 두 가지 방법으로 생성할 수 있습니다.
팔레트 관리에서
추가 정보: "팔레트 관리", 페이지 537
컨트롤이 팔레트 테이블(.p)을 배치 프로세스 관리자에 작업 목록으로 엽니다.
배치 프로세스 관리자에서 직접
작업 목록의 파일 이름은 언제나 문자로 시작해야 합니다.
배치 프로세스 관리자에서 다음과 같이 작업 목록을 생성:
배치 프로세스 관리자 키를 누릅니다
컨트롤에 배치 프로세스 관리자가 열립니다.
새로운 파일 소프트 키를 누릅니다.
컨트롤에 팔레트 파일 생성... 팝업 창이 열립니다.
팝업 창에 대상 디렉터리 및 원하는 파일 이름을입력합니다.
ENT 키를 누릅니다.
컨트롤에 빈 작업 목록이 열립니다.
또는 저장을 누릅니다.저장삽입 제거 소프트 키를 누릅니다.
뒤에 삽입 소프트 키를 누릅니다
컨트롤의 오른쪽에 여러 유형이 표시됩니다.
원하는 유형을 선택합니다
PalletFixtureProgram
컨트롤의 작업 목록에 빈 행이 삽입됩니다.
컨트롤의 오른쪽에 선택된 유형이 표시됩니다.
항목 정의
이름: 팝업 창을 통해 직접 이름을 입력하거나이름을 선택합니다(있는 경우)
데이텀 테이블: 데이텀을 직접 입력하거나 필요한 경우 팝업 창을 통해 데이텀을 선택합니다
Preset: 필요한 경우 공작물 프리셋을 직접 입력합니다
잠김: 선택한 행을 잠급니다
편집 가능: 선택한 행을 편집할 수 없습니다
ENT 키를 눌러 입력을 승인합니다.
필요한 경우 단계를 반복합니다
편집 소프트 키를 누릅니다.

배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 555
작업 목록 편집작업 목록을 두 가지 방법으로 생성할 수 있습니다.
팔레트 관리에서
추가 정보: "팔레트 테이블 편집", 페이지 543
컨트롤이 팔레트 테이블(.p)을 배치 프로세스 관리자에 작업 목록으로 엽니다.
배치 프로세스 관리자에서 직접
배치 프로세스 관리자에서 다음과 같이 작업 목록의 행을 편집할수 있습니다.
원하는 작업 목록을 엽니다
편집 소프트 키를 누릅니다.
커서를 원하는 행(예: 팔레트)에 배치합니다.Pallet선택된 행이 파란색으로 표시됩니다.
컨트롤의 오른쪽에 편집 가능 항목이 표시됩니다.
필요한 경우 창 변경 소프트 키를 누릅니다
컨트롤이 활성 창을 전환합니다.
다음 항목을 변경할 수 있습니다.
이름데이텀 테이블Preset잠김편집 가능
ENT 키를 눌러 편집된 항목을 승인합니다.
컨트롤에서 변경내용을 채택합니다.
편집 소프트 키를 누릅니다.
배치 프로세스 관리자 | 배치 프로세스 관리자(옵션 154) 15
556 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
배치 프로세스 관리자에서 다음과 같이 작업 목록의 행을 이동할수 있습니다.
원하는 작업 목록을 엽니다
편집 소프트 키를 누릅니다.
커서를 원하는 행(예: 프로그램)에 배치합니다.Program선택된 행이 파란색으로 표시됩니다.
이동 소프트 키를 누릅니다.
꼬리표 소프트 키를 누릅니다.
커서가 배치된 행이 강조 표시됩니다.
커서를 원하는 위치에 배치합니다.
커서가 적합한 위치에 배치된 경우 컨트롤에앞에 삽입 및 뒤에 삽입 소프트 키가 표시됩니다.
앞에 삽입 소프트 키를 누릅니다
새 위치에 행이 삽입됩니다.
돌아가기 소프트 키를 누릅니다.
편집 소프트 키를 누릅니다.
작업 목록 실행팔레트 관리를 사용하여 작업 목록을 실행할 수 있습니다
추가 정보: "팔레트 테이블 처리", 페이지 542
컨트롤의 팔레트 관리에 팔레트 테이블(.p)이 작업 목록으로 열립니다.

16수동 운전 모드 및
설정

수동 운전 모드 및 설정 | 켜기, 끄기 16
558 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.1 켜기, 끄기
켜기
위험주의: 작업자에 대한 위험!
기계 및 기계 구성품은 언제나 기계적 위험 요소가 있습니다. 전기, 자기 또는 전자기 필드는 심장 박동기 또는 임플란트를 사용하는 사람에게 특히 위험합니다. 위험은 기계의 전원을 켤 때 시작됩니다!
기계 설명서를 읽고 따르십시오.
안전 예방조치 및 안전 기호를 읽고 따르십시오
안전 장치를 사용하십시오.
기계 설명서를 참조하십시오.
기계에서 기준점을 켜고 교차하는 방법은 기계마다 다를수 있습니다.
다음과 같이 기계와 컨트롤을 켭니다.
컨트롤과 기계의 전원을 켭니다
이후 대화 상자에 켜짐 상태가 표시됩니다.
부팅이 성공한 경우 시스템 기동이 일시 정지 대화 상자가 표시됩니다
CE 키를 눌러 메시지를 지웁니다
PLC 프로그램 컴파일 대화 상자가 표시되며, PLC프로그램이 자동으로 컴파일됩니다
외부 DC 전압을 켭니다. 대화 상자가 표시됩니다
기계 제어 전압 켜기
컨트롤에서 자체 테스트를 수행합니다.
컨트롤이 오류를 등록하지 않은 경우 이송 기준점 대화 상자를 표시합니다.
컨트롤이 오류를 등록한 경우 오류 메시지를 표시합니다.

수동 운전 모드 및 설정 | 켜기, 끄기 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 559
축 위치 확인
이 절은 EnDat 엔코더가 있는 기계 축에만 적용됩니다.
기계가 켜진 후 실제 축 위치가 전원을 끌 때의 위치와 일치하지 않으면 컨트롤에 팝업 창이 표시됩니다.
영향을 받는 축의 축 위치를 확인합니다
현재 축 위치가 디스플레이에 제안된 위치와 일치하지 않는 경우 예를 눌러 승인합니다
알림충돌 주의!
이러한 부분에 주의하지 않으면 실제 축 위치와 컨트롤에서 예상한(전원을 끌 때 저장된) 위치 간의 편차 때문에 축이 바람직스럽지 않고 예측할 수 없게 움직일 수 있습니다. 기준점 설정 및 모든 이후 이동 중에 충돌의 위험이 있습니다.
축 위치 확인
축 위치가 일치할 경우에만 팝업 창에서 예를 눌러 승인합니다
승인하더라도 처음에는 축이 조심스럽게 움직이기만 합니다
차이가 있거나 의심스러운 경우 기계 제작업체에 문의하십시오.

수동 운전 모드 및 설정 | 켜기, 끄기 16
560 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
이송 기준점컨트롤의 자체 테스트가 성공적으로 수행되었으면 이송 기준점 대화 상자가 표시됩니다.
기계 설명서를 참조하십시오.
기계에서 기준점을 켜고 교차하는 방법은 기계마다 다를수 있습니다.
기계에 절대 엔코더가 통합되어 있으면 기준점 교체 작업을 생략할 수 있습니다.
NC 프로그램을 편집하거나 그래픽으로 시뮬레이션하기만 하려는 경우 컨트롤 전압을 켠 후 축을 참조할 필요없이 프로그래밍 또는 테스트 실행 작동 모드를 선택할수 있습니다.
축을 참조하지 않은 상태에서는 프리셋을 설정할 수도없고 프리셋 테이블을 통해 프리셋을 수정할 수도 없습니다. 컨트롤이 기계원점으로 이송하세요 힌트를 표시합니다.
나중에 기준점을 교차할 수 있습니다. 이를 위해 수동 운전 모드에서 이송 하세요 기계원점 소프트 키를 누릅니다.
표시된 순서대로 기준점을 수동으로 교차:
각 축에 대해 NC 시작 키를 누릅니다. 또는
이제 수동 운전 모드에서 작동할 수 있습니다.
대안으로 기준점을 임의 순서로 교차할 수 있습니다.
기준점이 이송될 때까지 각 축에 대해 축 방향 버튼을 누르고 있습니다.
이제 수동 운전 모드에서 작동할 수 있습니다.

수동 운전 모드 및 설정 | 켜기, 끄기 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 561
기울어진 작업평면에서 기준점 교차컨트롤이 꺼지기 전에 경사진 작업평면 기능이 활성화된 경우 컨트롤이 재시작한 후 기능을 자동으로 활성화합니다. 즉, 축 키를 통한이동이 기울어진 작업평면에 놓입니다.
기준점을 이송하기 전에 Tilt the working plane 기능을 비활성화해야 합니다. 그렇지 않으면 컨트롤이 처리를 중단하고 오류 메시지가 표시됩니다. 또한 Tilt the working plane를 비활성화할 필요없이 공구 매거진 등과 같이 현재 역학 모델에서 활성화되지 않은축을 참조할 수도 있습니다.
추가 정보: "수동 틸팅 활성화:", 페이지 622
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 사전 위치결정이 잘못되거나 구성품 간의 간격이 부족하면 축을 참조할 때 충돌의 위험이 있을 수있습니다.
화면의 정보에 주의하십시오
필요한 경우 축을 참조하기 전에 안전한 위치로 이동합니다
충돌 주의
기계에 절대 엔코더가 없는 경우 회전축의 위치를 승인해야 합니다. 팝업 창에 표시된 위치는 컨트롤이 꺼지기전의 마지막 위치입니다.

수동 운전 모드 및 설정 | 켜기, 끄기 16
562 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
끄기
기계 설명서를 참조하십시오.
비활성화는 기계 의존형 기능입니다.
전원을 끌 때 데이터가 손실되지 않도록 하려면 컨트롤 운영 체제를 다음과 같이 종료해야 합니다.
작동 모드: Press the 수동 운전 모드 key
OFF 소프트 키를 누릅니다.
종 료 소프트 키를 사용하여 승인합니다.
팝업 창에 이제 전원 스위치를 꺼도 좋습니다.라는 메시지가 표시되면 컨트롤의 전원을 차단합니다.
알림주의: 데이터가 손실될 수 있습니다!
컨트롤이 종료되어야 실행 중인 프로세스를 종료하고 데이터를저장할 수 있습니다. 주 스위치를 꺼서 컨트롤을 즉시 끄면 컨트롤이 있던 상태와 상관없이 데이터가 손실될 수 있습니다.
언제나 컨트롤을 종료하십시오
화면에 메시지가 표시된 후에만 주 스위치를 끄십시오

수동 운전 모드 및 설정 | 기계축 이동 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 563
16.2 기계축 이동
참고
기계 설명서를 참조하십시오.
축 방향 키를 통한 축의 이동은 기계에 따라 다를 수 있습니다.
축 방향 키 사용 축 이동
작동 모드: Press the 수동 운전 모드 key
축이 원하는 위치로 이동할 때까지 축 방향 키를누르고 있습니다. 또는
지속적으로 축 이동: 축 방향 버튼을 누른 상태에서 NC 시작 키를 누릅니다.
정지: NC 정지 키를 누릅니다.
이러한 두 가지 방법을 사용하면 한번에 다축을 이동할 수 있습니다. 그 다음에 컨트롤에서 이송 속도가 표시됩니다. 또한 F 소프트키를 사용하면 축이 이동되는 이송 속도를 변경할 수 있습니다.
추가 정보: "스핀들 속도 S, 이송 속도 F 및 보조 기능 M",페이지 574
기계에서 이동 작업이 활성 상태인 경우 컨트롤에서 작동 중 기호가 표시됩니다.

수동 운전 모드 및 설정 | 기계축 이동 16
564 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
증분 조그 위치결정증분 조그 위치결정을 사용하면 프리셋 거리만큼 기계축을 이동할수 있습니다.
작동 모드: 수동 운전 모드 또는 핸드휠 모드 키를 누릅니다.
소프트 키 행을 전환합니다.
증분 조그 위치 선택: 증분 소프트 키를 켜짐으로설정합니다.
선형축의 이송량을 입력하고 확인 값 소프트 키를 눌러 승인합니다.
또는 ENT 키를 눌러 승인합니다.
화살표 키를 사용하여 원하는 로타리축에 커서를배치합니다.
회전축의 이송량을 입력하고 확인 값 소프트 키를 눌러 승인합니다.
또는 ENT 키를 눌러 승인합니다.
확인 소프트 키로 승인합니다.
증분이 활성 상태입니다.
증분 조그 위치결정 비활성화:INCREMENT[증분] 소프트 키를 OFF[꺼짐]으로설정합니다.
조그 증분 메뉴에 있는 경우 스위치 오프 소프트 키를사용하여 증분 조그 위치결정을 끌 수 있습니다.
진입의 입력 범위는 0.001mm에서 10mm입니다.

수동 운전 모드 및 설정 | 기계축 이동 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 565
핸드휠로 이동
위험주의: 작업자에 대한 위험!
고정되지 않은 연결, 불량 케이블 및 부적절한 사용은 언제나 전기적 위험의 원인입니다. 위험은 기계의 전원을 켤 때 시작됩니다!
장치는 공인 서비스 기술자만이 연결 또는 분리해야 합니다
연결된 핸드휠 또는 고정된 연결을 통해서만 기계를 켜십시오
컨트롤은 다음의 새로운 핸드휠을 사용한 이송을 지원합니다.
HR 510: 디스플레이가 없는 단순한 핸드휠, 케이블을 통해 데이터 전송
HR 520: 디스플레이 탑재 핸드휠, 케이블을 통해 데이터 전송
HR 550FS: 디스플레이 탑재 핸드휠, 무선 데이터 전송
이 밖에 컨트롤은 케이블 핸드휠 HR410(디스플레이 미탑재) 및 HR420(디스플레이 탑재)을 계속 지원합니다.
기계 설명서를 참조하십시오.
HR 5xx 핸드휠의 추가 기능을 사용하려면 해당 공작 기계 제작 업체에 문의해야 합니다.
가상 축 VT의 핸드휠 중첩: 기능을 사용하려면 HR 5xx핸드휠을 사용하는 것이 좋습니다.
추가 정보: "가상 공구축 VT", 페이지 452
휴대용 HR 520 및 HR 550FS 핸드휠에는 컨트롤이 정보를 표시하는 디스플레이를 탑재하고 있습니다. 또한 핸드휠 소프트 키를 통해 프리셋, M 기능 입력/실행 등의 중요한 설정 기능을 실행할 수있습니다.
핸드휠 활성화 키를 사용하여 핸드휠을 활성화하는 즉시 작동 패널이 잠깁니다. 컨트롤은 이 상태를 화면의 팝업 창에 표시합니다.
여러 핸들휠을 컨트롤에 연결한 경우, 작동 패널에서 핸드휠 키를사용할 수 없습니다. 핸드휠의 핸드휠 키를 통해 핸드휠을 활성화또는 비활성화합니다. 활성 핸드휠을 비활성화해야 다른 핸드휠을선택할 수 있습니다.
기계 설명서를 참조하십시오.
이 기능은 공작 기계 제작 업체에서 활성화 및 조정해야합니다.

수동 운전 모드 및 설정 | 기계축 이동 16
566 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
1 비상 정지 키2 상태 및 기능 선택을 위한 핸드휠 디스플레이3 소프트 키4 축 키는 축 구성에 따라 기계 제작업체가 교체할 수 있습니다5 허용 키6 핸드휠 감도 정의를 위한 화살표 키7 핸드휠 활성화 키8 선택한 축의 이송 방향 키9 축 방향 키에 대한 급속 이송 중첩10 스핀들 켜기(기계 의존형 기능, 키는 기계 제작업체가 교체 가
능)11 NC 블록 생성 키(기계 의존형 기능, 키는 기계 제작업체가 교체
가능)12 스핀들 끄기(기계 의존형 기능, 키는 기계 제작업체가 교체 가
능)13 특수 기능용 CTRL 키(기계별 기능, 키는 기계 제작업체가 교체
가능)14 NC START[NC 시작](기계 의존형 기능, 키는 기계 제작업체가
교체 가능)15 NC STOP[NC 정지](기계 의존형 기능, 키는 기계 제작업체가 교
체 가능)16 핸드휠17 스핀들 속도 분압기18 이송 속도 분압기19 케이블 연결(HR 550FS 무선 핸드휠 제외)
2
8
7
89
6
3
1
18
11
17
12
10
4
56
4
14
15
1613

수동 운전 모드 및 설정 | 기계축 이동 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 567
핸드휠 디스플레이1 무선 핸드휠 HR 550FS에만 해당:: 핸드휠이 도킹 스테이션에 있
는지 여부 또는 무선 작동이 활성화되었는지 여부를 표시합니다.
2 무선 핸드휠 HR 550FS에만 해당:: 신호 강도를 표시합니다(바 6개 = 최대 신호 강도).
3 무선 핸드휠 HR 550FS에만 해당:: 충전식 배터리의 충전 상태를표시합니다(바 6개 = 완전 충전). 충전 시 막대가 왼쪽에서 오른쪽으로 이동합니다.
4 ACTL: 위치 표시 유형5 Y+129.9788: 선택한 축의 위치6 *: STIB(제어 작동 중), 즉 프로그램 실행이 시작되었거나 축이
이동 중입니다.7 S0: 현재 스핀들 속도8 F0: 선택한 축이 이동하는 이송 속도9 E: 오류 메시지
컨트롤에 오류 메시지가 나타나면 핸드휠 디스플레이에 ERROR메시지가 3초 동안 표시됩니다. 그런 다음 컨트롤에서 오류가 미해결 상태인 동안 디스플레이에 문자 E가 표시됩니다.
10 3D: 3D: 틸팅 작업면 기능이 활성화됨11 2D: 기본 회전 기능이 활성화됨12 RES 5.0: 활성 핸드휠 해상도. 핸드휠 회전과 함께 선택된 축에
의해 이송하는 경로13 STEP ON 또는 OFF: 증분 조그 활성화 또는 비활성화. 기능이
활성화된 경우 추가로 현재 이송 단계가 표시됩니다14 소프트 키 행: 다음 섹션에서 설명하는 다양한 기능 선택
4
4
12
5877 10
3 21
1113
7976

수동 운전 모드 및 설정 | 기계축 이동 16
568 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
무선 핸드휠 HR 550FS의 특수 기능
위험주의: 작업자에 대한 위험!
무선 핸드휠은 재충전식 배터리 및 다른 무선 장치의 영향 때문에 케이블 다발 연결보다 간섭에 더 취약합니다. 안전한 작동에관한 요구사항 및 정보를 무시하면 예를 들어 설치 또는 유지보수 작업 중에 사용자가 위험해질 수 있습니다.
핸드휠의 무선 연결이 다른 무선 장치와 겹칠 수 있는지 확인하십시오
최대 120시간의 작업 후에는 컨트롤이 재시작 시 기능 테스트를 실행할 수 있도록 무선 핸드휠 및 핸드휠 홀더를 끄십시오
작업장에 둘 이상의 무선 핸드휠이 사용되는 경우 핸드휠과핸드휠 홀더 간에 모호하지 않게 할당하십시오(색으로 구분되는 스티커 등)
작업장에 둘 이상의 무선 핸드휠이 사용되는 경우 핸드휠과핸드휠 홀더 간에 모호하지 않게 할당하십시오(기능 테스트사용 등)
HR 550 FS 무선 핸드휠은 충전식 배터리가 장착됩니다. 핸드휠을홀더에 보관하면 배터리가 충전됩니다.
HR 550FS는 배터리를 사용하여 최대 8시간까지 재충전하지 않고작동할 수 있습니다. 핸드휠이 완전히 방전될 경우 핸드휠 홀더에서 완전히 충전하려면 약 3시간이 걸립니다. HR550이 필요하지 않은 경우 항상 핸드휠 홀더에 보관하십시오. 그러면 무선 핸드휠 뒷면의 접촉 스트립을 통해 핸드휠 배터리가 충전되어 항상 사용 가능한 상태가 되고 비상 정지 회로를 위한 직접 접촉 연결이 유지됩니다.
핸드휠이 홀더에 장착되는 즉시 내부에서 케이블 작동으로 전환됩니다. 따라서 완전히 방전된 경우에도 핸드휠을 사용할 수 있습니다. 기능은 무선 작동 시와 동일합니다.
올바른 작동을 위해 핸드휠 홀더 및 핸드휠의 접점 1을정기적으로 청소하십시오.
전송 범위는 충분히 광범위하게 설계되었습니다. 그러나 전송 영역의 가장자리로 이동하는 경우(특히 초대형 기계를 사용할 때 종종 발생) HR 550FS에서 사용자가 쉽게 알아차릴 수 있는진동 경고를 통해 제때에 경고합니다. 이 경우, 무선 수신기가 내장된 핸드휠 홀더와의 거리를 줄여야 합니다.
알림주의: 공구와 공작물에 대한 위험!
무선 전송이 중단되거나 배터리가 완전히 고갈되거나 결함이 있는 경우 무선 핸드휠 때문에 비상 정지 반응이 촉발됩니다. 가공중에 비상 정지 반응이 발생하면 공구 또는 공작물이 손상될 수있습니다.
핸드휠을 사용하지 않는 경우 핸드휠 홀더에 장착해 두십시오
핸드휠과 핸드휠 홀더 간의 거리를 짧게 유지하십시오(진동경고에 주의)
가공하기 전에 핸드휠을 테스트하십시오
1

수동 운전 모드 및 설정 | 기계축 이동 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 569
컨트롤이 비상 정지를 실행하면 핸드휠을 다시 활성화해야 합니다.다음과 같이 진행합니다.
MOD 키를 눌러 MOD 기능을 선택합니다.
기계 설정을 선택합니다.기계 설정무선 핸드휠 설정 소프트 키를 누릅니다.
무선 핸드휠을 재활성화하려면 핸드휠 시작 버튼을 클릭합니다.
구성을 저장하고 구성 메뉴를 종료하려면 END를누릅니다.
MOD 모드에는 핸드휠의 초기 작동 및 구성 기능이 포함됩니다.
추가 정보: "HR 550FS 무선 핸드휠 구성", 페이지 698

수동 운전 모드 및 설정 | 기계축 이동 16
570 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
이동할 축 선택축 키를 통해 직접 주축인 X, Y, Z와 기계 제작업체에서 정의한 세개의 축을 활성화할 수 있습니다. 기계 제작 업체가 빈 축 키 중 하나에 직접 가상축 VT를 지정할 수도 있습니다. 가상축 VT가 축 키중 하나에 지정되지 않은 경우 다음을 수행하십시오.
핸드휠 소프트 키 F1(AX)을 누릅니다.
핸드휠 디스플레이에 모든 활성 축이 표시됩니다. 현재 활성 축이 깜박입니다.
F1 (->) 또는 F2 (<-) 핸드휠 소프트 키를 사용하여 원하는 축을선택하고 F3 (확인) 핸드휠 소프트 키로 승인합니다.
핸드휠 감도 설정핸드휠 감도는 핸드휠의 회전 당 축의 이동 경로를 정합니다. 감도레벨은 미리 정의되어 있으며 핸드휠의 화살표 키를 사용하여 선택할 수 있습니다(증분 조그가 활성화되어 있지 않은 경우에만 해당).
선택 가능한 감도 레벨:0.001/0.002/0.005/0.01/0.02/0.05/0.1/0.2/0.5/1 [mm/revolution 또는 degrees/revolution]
선택 가능한 감도 레벨: 0.00005/0.001/0.002/0.004/0.01/0.02/0.03[in mm/revolution 또는 degrees/revolution]
축 이동핸드휠을 활성화하려면 HR 5xx의 핸드휠 버튼을누릅니다.
이제 HR 5xx를 통해서만 컨트롤을 작동할 수 있습니다. 이 정보와 포함된 팝업 창이 화면에 표시됩니다.
필요한 경우 OPM 소프트 키를 사용하여 원하는작동 모드를 선택합니다.
필요한 경우 허용 버튼을 누르고 있습니다.
핸드휠을 사용하여 이동할 축을 선택합니다. 필요할 경우 소프트 키로 추가 축을 선택합니다.
+ 키를 사용하여 활성 축을 양의 방향으로 이동합니다. 또는
- 키를 사용하여 활성 축을 음의 방향으로 이동합니다
핸드휠을 비활성화하려면 HR 5xx의 핸드휠 키를누릅니다
이제 다시 작동 패널을 통해 컨트롤을 작동할 수있습니다.

수동 운전 모드 및 설정 | 기계축 이동 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 571
분압기 설정
위험주의: 작업자에 대한 위험!
핸드휠을 활성해도 핸드휠의 분압기가 자동으로 활성화되지 않으며, 그 대신 컨트롤 작동 패널의 분압기가 활성 상태로 유지됩니다. 핸드휠에서 NC가 시작된 후 핸드휠의 분압기가 0%로 설정되어 있더라도 컨트롤은 가공 또는 축 위치결정을 즉시 시작합니다. 작업 공간 내에 사람이 있으면 사망 위험이 있습니다!
핸드휠을 사용하기 전에 작동 패널의 분압기를 0%로 설정하십시오
핸드휠을 사용할 때에는 항상 핸드휠의 분압기도 활성화하십시오
핸드휠을 활성화한 후에도 기계 작동 패널의 분압기는 계속 활성화된 상태로 유지됩니다. 핸드휠 분압기를 사용하려면 다음을 수행하십시오.
CTRL 및 HR 5xx의 핸드휠 키를 동시에 누릅니다
그러면 컨트롤의 핸드휠 표시에 분압기 선택용 소프트 키 메뉴가 표시됩니다.
HW 소프트 키를 사용하여 핸드휠 분압기를 활성화합니다.
핸드휠에서 분압기를 활성화한 경우 핸드휠을 비활성화하기 전에기계 작동 패널의 분압기를 다시 활성화해야 합니다. 다음을 수행합니다.
CTRL 및 HR 5xx의 핸드휠 키를 동시에 누릅니다
그러면 컨트롤의 핸드휠 표시에 분압기 선택용 소프트 키 메뉴가 표시됩니다.
KBD 소프트 키를 눌러 기계 작동 패널의 분압기를 활성화합니다.
핸드휠이 비활성화된 후 핸드휠 분압기가 여전히 활성화된 경우 컨트롤이 경고를 표시합니다.
증분 조그 위치결정증분 조그 위치결정을 사용하면 현재 활성화된 핸드휠 축이 사용자가 정의한 프리셋 증분만큼 이동합니다.
핸드휠 소프트 키 F2(단계)를 누릅니다.
증분 조그 위치결정 활성화: 핸드휠 소프트 키 3(ON)을 누릅니다.
F1 또는 F2 키를 눌러 원하는 조그 증분을 선택합니다. 사용 가능한 가장 작은 증분은 0.0001mm (0.00001인치)입니다. 사용 가능한 가장 큰 증분은 10mm(0.3937인치)입니다.
소프트 키 4(OK)로 선택한 조그 증분을 승인합니다.
+ 또는 - 핸드휠 키를 사용하여 활성 핸드휠 축을 해당 방향으로 이동합니다.
F1 또는 F2 키를 누르고 있으면 소수점 값이 0에 도달할때마다 계산 증분이 10씩 증가합니다.
또한 CTRL 키를 누르면 F1 또는 F2를 누를 때 카운트 증분을 100배 단위로 증가시킬 수 있습니다.

수동 운전 모드 및 설정 | 기계축 이동 16
572 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
보조 기능 M의 입력F3 (MSF) 핸드휠 소프트 키를 누릅니다.
F1 (M) 핸드휠 소프트 키를 누릅니다.
F1 또는 F2 키를 눌러 원하는 M 기능을 선택합니다.
NC 시작 키로 M 기타 기능을 실행합니다.
스핀들 속도 S 입력F3 (MSF) 핸드휠 소프트 키를 누릅니다.
F2 (S) 핸드휠 소프트 키를 누릅니다.
F1 또는 F2 키를 눌러 원하는 속도를 선택합니다
NC 시작 키를 사용하여 새로운 속도 S를 활성화합니다.
F1 또는 F2 키를 누르고 있으면 소수점 값이 0에 도달할때마다 계산 증분이 10씩 증가합니다.
또한 CTRL 키를 누르면 F1 또는 F2를 누를 때 카운트 증분을 100배 단위로 증가시킬 수 있습니다.
이송 속도 F 입력F3 (MSF) 핸드휠 소프트 키를 누릅니다.
F3 (F) 핸드휠 소프트 키를 누릅니다.
F1 또는 F2 키를 눌러 원하는 이송 속도를 선택합니다
F3 (확인) 핸드휠 소프트 키를 사용하여 새로운 이송 속도 F를승인합니다.
F1 또는 F2 키를 누르고 있으면 소수점 값이 0에 도달할때마다 계산 증분이 10씩 증가합니다.
또한 CTRL 키를 누르면 F1 또는 F2를 누를 때 카운트 증분을 100배 단위로 증가시킬 수 있습니다.
프리셋
기계 설명서를 참조하십시오.
기계 제작업체는 개별 축의 프리셋을 비활성화할 수 있습니다.
F3 (MSF) 핸드휠 소프트 키를 누릅니다.
F4 (PRS) 핸드휠 소프트 키를 누릅니다.
필요한 경우 프리셋을 설정해야 할 축을 선택합니다.
핸드휠 소프트 키 F3 (OK)를 사용하여 축을 영점화하거나, F1및 F2를 사용하여 원하는 값을 설정한 다음 F3(OK)으로 승인합니다. CTRL 키를 함께 누르면 계산 증분을 10으로 늘릴 수 있습니다.

수동 운전 모드 및 설정 | 기계축 이동 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 573
작동 모드 변경핸드휠 소프트 키 F4(OPM)를 사용하면 핸드휠을 사용하여 작동 모드를 전환할 수 있습니다. 이 경우 컨트롤의 현재 상태에서 모드를변경할 수 있어야 합니다.
F4 (OPM) 핸드휠 소프트 키를 누릅니다.
핸드휠 소프트 키를 눌러 원하는 작동 모드를 선택합니다.
MAN: 수동 운전 모드MDI: 수동 입력에 의한 운전(MDI)SGL: 반 자동 프로그램 실행RUN: 자동 프로그램 실행
전체 이송 블록 생성
기계 설명서를 참조하십시오.
기계 제작업체가 NC 블록 생성 핸드휠 키에 아무 기능이나 지정할 수 있습니다.
수동 입력에 의한 운전(MDI) 작동 모드를 선택합니다
필요한 경우 컨트롤 키보드의 화살표 키를 사용하여 뒤에 새 이송 블록을 삽입할 NC 블록을 선택합니다.
핸드휠을 활성화합니다.
NC 블록 생성 핸드휠 키를 누릅니다.
컨트롤에서는 MOD 기능을 통해 선택한 모든 축 위치가 포함된전체 이송 블록을 삽입합니다.
프로그램 실행 모드의 기능프로그램 실행 모드에서 사용할 수 있는 기능은 다음과 같습니다.
NC 시작 키(NC 시작 핸드휠 키)
NC 정지 키(NC 정지 핸드휠 키)
NC 정지 키를 누른 후: 내부 정지(핸드휠 소프트 키 MOP 를 누른 후 Stop을 누름)
NC STOP[NC 정지] 키를 누른 후: 수동 축 이송(핸드휠 소프트키 MOP 를 누른 후 MAN을 누름)
프로그램 중단 도중 축을 수동으로 이동한 후 윤곽으로 돌아가기(핸드휠 소프트 키 MOP를 누른 후 REPO를 누름). 화면 소프트 키와 유사한 기능의 핸드휠 소프트 키는 작동을 위해 사용됩니다(추가 정보: "윤곽으로 되돌리기", 페이지 661).
작업면 기울이기 기능 켜짐/꺼짐 스위치(핸드휠 소프트 키MOP를 누른 후 3D를 누름)

수동 운전 모드 및 설정 | 스핀들 속도 S, 이송 속도 F 및 보조 기능 M 16
574 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.3 스핀들 속도 S, 이송 속도 F 및 보조 기능M
응용수동 운전 모드 및 핸드휠 모드 작동 모드에서는 소프트 키를 사용하여 스핀들 속도 S, 이송 속도 F 및 보조 기능 M을 입력할 수 있습니다.
추가 정보: "기타 기능 M 및 STOP 입력", 페이지 438
기계 설명서를 참조하십시오.
기계 제작업체에서는 기계에서 사용할 수 있는 추가 기능을 정의합니다.
값 입력
스핀들 회전속도 S, 보조 기능 M스핀들 속도를 입력하기 위해 S 소프트 키를 누릅니다.
스핀들 속도 S =
스핀들 속도로 1000을 입력하고 NC 시작 키로이 값을 적용합니다.
기타 기능 M을 통해 입력한 스핀들 속도 S가 시작됩니다. 기타 기능 M을 동일한 방법으로 입력합니다.
컨트롤의 상태 표시에 현재 스핀들 속도가 표시됩니다. 스핀들 속도가 1000 미만이면 입력된 소수 자리도 표시됩니다.
이송 속도 F이송 속도 F를 입력하고 ENT 키를 눌러 입력을 확인합니다.
다음은 이송 속도 F에 적용되는 내용입니다.
F=0을 입력하면 기계 제작업체가 최소 이송 속도로 정의한 이송속도가 적용됩니다.
입력한 이송 속도가 기계 제작업체에서 정의한 최대값을 초과하는 경우 기계 제작업체가 정의한 값이 적용됩니다.
전원 중단 중에도 F는 손실되지 않습니다.
컨트롤에서 이송 속도가 표시됩니다.
3D ROT이 활성화되면 여러 축이 이동되는 경우 가공 이송속도가 표시됩니다.
3D ROT이 활성화되지 았으면 여러 축이 이동되는 경우 이송드라이브 표시는 비어 있습니다.

수동 운전 모드 및 설정 | 스핀들 속도 S, 이송 속도 F 및 보조 기능 M 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 575
스핀들 속도 및 이송 속도 조정분압기를 사용하면 스핀들 속도 S와 이송 속도 F를 설정된 값의0 %~150 % 범위에서 변경할 수 있습니다.
이송 속도 분압기는 컨트롤에서 계산된 이송 속도가 아닌 프로그래밍된 이송 속도만 낮춥니다.
스핀들 속도의 보정 값은 무한 가변 스핀들 드라이브가장착된 기계에서만 작동합니다.
이송 속도 한계 F MAX
기계 설명서를 참조하십시오.
이송 속도 제한은 기계에 따라 다릅니다.
F MAX 소프트 키를 사용하여 모든 작동 모드에 대한 이송 속도를줄일 수 있습니다. 감속은 모든 급속 이송 및 이송 속도 이동에 적용됩니다. 입력하는 값은 전원을 끄거나 켠 후에도 활성 상태로 남아 있습니다.
The F MAX 소프트 키는 다음 작동 모드에서 사용할 수 있습니다.
반 자동 프로그램 실행자동 프로그램 실행수동 입력에 의한 운전(MDI)
절차이송 속도 한계 F MAX를 활성화하려면 다음을 수행하십시오.
작동 모드: 수동 입력에 의한 운전(MDI) 키를 누릅니다.
F MAX 소프트 키를 누릅니다.
원하는 최대 이송 속도를 입력합니다.
확인 소프트 키를 누릅니다.

수동 운전 모드 및 설정 | 옵션 안전 개념(작동 안전 FS) 16
576 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.4 옵션 안전 개념(작동 안전 FS)
기타
기계 설명서를 참조하십시오.
기계 제작업체가 하이덴하인 안전 시스템을 기계에 따라조정합니다.
모든 공작 기계 작업자는 특정 위험에 노출됩니다. 보호 장비가 위험 지점에 대한 접근을 예방할 수는 있지만 작업자가 이러한 보호 장비를 갖추지 않고 기계에서 작업할 수도 있습니다(예: 안전 도어 열림). 최근 몇 년 사이에 이러한 위험을 최소화하기 위한 여러 지침 및 규정이 개발되었습니다.
하이덴하인의 통합 안전 설계는 EN 13849-1에 따른 성능 수준 d및 IEC 61508에 따른 SIL 2를 준수합니다. 안전 관련 작동 모드는EN 12417에 해당하며 광범위한 운영자 보호를 보증합니다.
하이덴하인 안전 개념은 메인 컴퓨터(MC)와 하나 이상의 드라이브컨트롤러 모듈(CC= 제어 연산 장치)로 구성되는 듀얼 채널 프로세서 구조를 기반으로 합니다. 모든 모니터링 메커니즘은 컨트롤 시스템에서 중복 개념으로 설계됩니다. 안전 관련 시스템 데이터는주기적으로 상호 비교됩니다. 안전 관련 오류가 발생할 경우 항상정의된 정지 반응을 통해 모든 드라이브의 안전 정지로 이어집니다.
정의된 안전 기능이 시작되고 안전 관련 입력 및 출력(듀얼 채널 실행)을 통해 안전한 작동 상태가 확보됩니다. 이는 모든 작동 모드에서 시스템에 영향을 미칩니다.
이 장에서는 작동 안전이 탑재된 컨트롤에서 추가로 이용 가능한기능에 대해 설명합니다.

수동 운전 모드 및 설정 | 옵션 안전 개념(작동 안전 FS) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 577
용어 설명안전 관련 작동 모드
설명 간단한 설명
SOM_1 안전 작동 모드 1: 자동 작동, 생산 모드
SOM_2 안전 작동 모드 2: 설정 모드
SOM_3 안전 작동 모드 3: 수동 개입, 자격 있는 작업자만 사용 가능
SOM_4 안전 작동 모드 4: 고급 수동 개입, 프로세스모니터링
안전 기능
설명 간단한 설명
SS0, SS1, SS1F,SS2
안전 정지: 다양한 방법을 사용하여 모든 드라이브를 안전하게 정지
STO 안전 토크 해제: 모터에 대한 전원 공급이중단됩니다. 드라이브의 예기치 않은 시작을 예방합니다.
SOS 안전 작동 정지. 드라이브의 예기치 않은 시작을 예방합니다.
SLS 안전 제한 속도. 안전 도어가 열려 있을 경우 드라이브가 지정된 제한 속도를 초과하지 못하도록 합니다.

수동 운전 모드 및 설정 | 옵션 안전 개념(작동 안전 FS) 16
578 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
추가 상태 표시작동 안전 FS 탑재 컨트롤의 경우, 전체 상태 표시에 현재의 안전기능 상태에 대한 추가 정보가 포함됩니다. 컨트롤이 이 정보를 상태 표시 T, S 및 F의 작동 상태로 표시합니다.
상태 표시 간단한 설명
STO 스핀들 또는 이송 드라이브에 대한 전원 공급이 중단됩니다.
SLS 안전 제한 속도: 안전 제한 속도가 활성화됩니다
SOS 안전 작동 정지: 안전 작동 정지가 활성화됩니다.
STO 안전 토크 해제: 모터에 대한 전원 공급이중단됩니다.
컨트롤이 축의 상태를 보여 주는 아이콘을 표시합니다.
버튼 간략한 설명
축이 테스트되었습니다
축이 테스트되지 않았습니다
모든 축이 "테스트된 상태를 달성해야 합니다.
추가 정보: "축 위치 확인", 페이지 579
컨트롤이 활성화된 안전 관련 작동 모드를 작동 모드 텍스트 오른쪽 헤더에 아이콘으로 표시합니다.
아이콘 안전 관련 작동 모드
SOM_1 작동 모드 활성화
SOM_2 작동 모드 활성화
SOM_3 모드 활성화
SOM_4 모드 활성화

수동 운전 모드 및 설정 | 옵션 안전 개념(작동 안전 FS) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 579
축 위치 확인
기계 설명서를 참조하십시오.
이 기능은 기계 제작 업체에서 조정해야 합니다.
컨트롤을 켜면 TNC에서 축 위치가 꺼지기 직전의 위치와 일치하는지 자동으로 확인합니다. 편차가 있으면 이 축은 위치 표시에서빨간색으로 표시됩니다. 도어가 열려 있을 경우 빨간색으로 표시된축은 더 이상 이동할 수 없습니다.
이 경우 해당 축은 테스트 위치로 접근해야 합니다. 다음을 수행합니다.
수동 운전 모드 모드를 선택합니다.
NC 시작으로 접근을 수행하여 표시된 순서로 축을 이동합니다.
축이 시험 위치로 이동합니다.
시험 위치에 도달한 경우, 시험 위치에 올바르게 접근하였는지묻는 대화 상자가 나타납니다.
컨트롤이 시험 위치에 올바르게 접근했으면 확인 소프트 키로승인하고 올바르게 접근하지 않았으면 종료로 승인합니다.
확인으로 승인한 경우에는 반드시 기계 작동 패널의 허용 키로시험 위치의 정확성을 다시 승인해야 합니다
테스트 위치로 이동할 모든 축에 대해 이 절차를 반복합니다.
알림충돌 주의!
컨트롤은 공구와 공작물 간에 충돌이 일어날 수 있는지 여부를자동으로 확인하지 않습니다. 사전 위치결정이 잘못되거나 구성품 간의 간격이 부족하면 시험 위치에 접근하는 동안 충돌의 위험이 있을 수 있습니다.
필요한 경우 시험 위치에 도달하기 전에 안전한 위치로 이동합니다
충돌 주의
기계 설명서를 참조하십시오.
시험 위치는 공작 기계 제작 업체가 지정합니다.

수동 운전 모드 및 설정 | 옵션 안전 개념(작동 안전 FS) 16
580 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
이송 속도 제한 활성화
기계 설명서를 참조하십시오.
이 기능은 기계 제작 업체에서 조정해야 합니다.
이 기능을 사용하면 보호 도어가 열렸을 때 SS1 반응(드라이브의안전 정지)이 트리거되지 않도록 금지할 수 있습니다.
F LIMITED 소프트 키를 누르면 컨트롤이 축 및 스핀들의 속도를 기계 제작업체가 정의한 값으로 제한합니다. 이 제한은 키 잠금 스위치를 이용하여 선택한 안전한 SOM_x 작동 모드에 따라 달라집니다. SOM_1이 활성화된 경우 축 및 스핀들이 정지 상태가 되며, 그이유는 SOM_1에서 가드 도어를 열 수 있기 때문입니다.
수동 운전 모드 모드를 선택합니다.
소프트 키 행을 전환합니다.
이송 속도 제한을 켜거나 끕니다.

수동 운전 모드 및 설정 | 프리셋 관리 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 581
16.5 프리셋 관리
참고
다음과 같은 경우 프리셋 테이블을 사용하는 것은 필수입니다.
기계에 회전축(틸팅 테이블 또는 스위블 헤드)이 장착되어 있고 경사진 작업평면 기능을 사용하여 작업하는 경우
기계에 스핀들 헤드 변경 시스템이 장착되어 있는 경우
지금까지 REF 기반의 데이텀 테이블이 있는 이전 버전의 컨트롤로 작업한 경우
각기 다르게 정렬되어 있는 여러 동일한 공작물을 가공하려는 경우
프리셋 테이블에는 많은 행(프리셋)이 포함될 수 있습니다. 파일 크기와 처리 속도를 최적화하려면 행을 프리셋 관리에 필요한 만큼만사용해야 합니다.
안전을 위해 새 행은 프리셋 테이블의 끝에만 삽입할 수 있습니다.
프리셋 및 팔레트 기준점팔레트로 작업하는 경우 프리셋 테이블에 저장된 프리셋은 활성화된 팔레트 기준점에 대한 상대값입니다.
추가 정보: "팔레트 관리", 페이지 537

수동 운전 모드 및 설정 | 프리셋 관리 16
582 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
테이블에 프리셋 저장
기계 설명서를 참조하십시오.
기계 제작업체는 개별 축의 프리셋을 비활성화할 수 있습니다.
프리셋 테이블의 이름은 PRESET.PR로 지정되며 TNC:\table 디렉터리에 저장됩니다. PRESET.PR은 수동 운전 모드 및 핸드휠 모드에서 데이텀 변경 소프트 키를 누른 경우에만 편집할 수 있습니다.프로그래밍 모드에서 PRESET.PR 프리셋 테이블을 열 수 있지만 편집할 수는 없습니다.
프리셋 테이블을 다른 디렉터리에 데이터 백업용으로 복사할 수 있습니다. 쓰기 보호되어 있는 행은 복사된 테이블에서도 쓰기 보호되어 있습니다.
복사된 테이블의 행 수를 변경해서는 안 됩니다. 테이블을 다시 활성화하려는 경우 이것은 문제가 될 수 있습니다.
다른 디렉터리에 복사한 프리셋 테이블을 활성화하려면 이를 다시TNC:\table\ 디렉터리로 복사해야 합니다.
프리셋 및 기본 회전을 프리셋 테이블에 저장하는 방법에는 여러가지가 있습니다.
수동 입력
수동 운전 모드 및 핸드휠 모드 모드에서 프로빙 사이클 사용
자동 모드에서 프로빙 사이클 400 ~ 402 및 410 ~ 419 사용자세한 내용: 사이클 프로그래밍 사용 설명서
작동 참고사항:
프리셋 테이블의 기본 회전에서는 기본 회전과 같은행에 표시되는 프리셋을 중심으로 좌표계를 회전합니다.
프리셋하는 경우 틸팅축의 위치가 기울어진 상황과일치해야 합니다.
경사진 작업평면 기능이 활성화되어 있지 않은 경우 회전축의 위치 표시는 0°여야 합니다(필요한경우 회전축을 0에 맞춤)
경사진 작업평면 기능이 활성화되어 있는 경우 회전축의 위치 표시는 3D ROT 메뉴에 입력한 각도와 일치해야 합니다.
평면 재설정은 활성 3D ROT를 재설정하지 않습니다.
행 0에는 항상 사용자가 축 키나 소프트 키를 통해 가장 최근에 수동으로 설정한 프리셋이 저장됩니다. 수동으로 설정한 프리셋이 활성화되어 있는 경우 상태표시에 PR MAN(0)이 표시됩니다.

수동 운전 모드 및 설정 | 프리셋 관리 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 583
프리셋 테이블에 수동으로 프리셋 저장프리셋 테이블에 프리셋을 저장하려면 다음을 수행하십시오.
수동 운전 모드 모드를 선택합니다.
공작물 표면에 닿거나 표면을 긁을 때까지 공구를 천천히 이동하거나, 측정 다이얼을 적절히 배치합니다.
데이텀 관리 소프트 키를 누릅니다.
프리셋 테이블이 열리고 커서가 활성 프리셋 행으로 설정됩니다.
데이텀 변경 소프트 키를 누릅니다
컨트롤의 소프트 키 행에 사용 가능한 모든 옵션이 표시됩니다.
프리셋 테이블에서 변경할 행을 선택합니다(행번호는 프리셋 번호임).
필요한 경우 프리셋 테이블에서 변경할 열을 선택합니다.
소프트 키를 사용하여 사용 가능한 항목 기능 중하나를 선택합니다.

수동 운전 모드 및 설정 | 프리셋 관리 16
584 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
입력 옵션
소프트 키 기능
공구(측정 다이얼)의 실제 위치를 새 프리셋으로 직접 전송: 이 기능은 현재 커서가 올려져 있는 축에만 프리셋을 저장합니다.
공구(측정 다이얼)의 실제 위치에 값 지정: 이 기능은 현재 커서가 올려져 있는 축에만 프리셋을 저장합니다. 팝업 창에 원하는 값을 입력합니다.
이미 테이블에 저장된 프리셋을 증분 값만큼 전환:이 기능은 현재 커서가 올려져 있는 축에만 프리셋을 저장합니다. 팝업 창에 원하는 교정값을 올바른기호와 함께 입력합니다. 인치(inch) 표시가 활성화되어 있는 경우: 해당 값을 인치(inch) 단위로 입력하면 컨트롤 내부에서 입력 값을 밀리미터(mm) 단위로 변환합니다.
축 관련 역학을 계산하지 않고 새 프리셋을 직접입력합니다. 이 기능은 기계에 로타리 테이블이 있고 0을 입력하여 데이텀을 로타리 테이블의 중심으로 설정하려는 경우에만 사용합니다. 이 기능은 현재 커서가 올려져 있는 축에만 값을 저장합니다. 팝업 창에 원하는 값을 입력합니다. 인치(inch) 표시가활성화되어 있는 경우: 해당 값을 인치(inch) 단위로 입력하면 컨트롤 내부에서 입력 값을 밀리미터(mm) 단위로 변환합니다.
기본 변환/오프셋 뷰를 선택합니다. 표준 기본 변환뷰에는 X, Y 및 Z 열이 표시됩니다. 기계에 따라SPA, SPB 및 SPC 열이 추가로 표시됩니다. 여기서컨트롤이 기본 회전을 저장합니다(Z 공구축의 경우TNC가 SPC 열을 사용함). 오프셋 뷰에는 프리셋에대한 보정 값이 표시됩니다.
테이블의 선택 가능한 라인에 현재 활성화된 프리셋 쓰기: 이 기능은 모든 축의 프리셋을 저장한 후테이블에서 해당 행을 자동으로 활성화합니다. 인치(inch) 표시가 활성화되어 있는 경우: 해당 값을인치(inch) 단위로 입력하면 컨트롤 내부에서 입력값을 밀리미터(mm) 단위로 변환합니다.

수동 운전 모드 및 설정 | 프리셋 관리 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 585
프리셋 테이블 편집
소프트 키 테이블 모드의 편집 기능
테이블 시작 선택
테이블 끝 선택
테이블에서 이전 페이지 선택
테이블에서 다음 페이지 선택
프리셋 입력에 대한 기능 선택
기본 변환 또는 축 보정 값을 보여 주도록 선택
프리셋 테이블에서 선택한 행의 프리셋 활성화
테이블의 끝에 여러 행 추가(두 번째 소프트 키 행)
강조 표시된 필드 복사(두 번째 소프트 키 행)
복사된 필드 삽입(두 번째 소프트 키 행)
선택한 행 재설정: 컨트롤에서 모든 열에 입력(두 번째 소프트 키 행)
테이블 끝에 단일 행 삽입(두 번째 소프트 키 행)
테이블 끝에서 단일 행 삭제(두 번째 소프트 키 행)

수동 운전 모드 및 설정 | 프리셋 관리 16
586 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 덮어쓰기 방지잠김 열을 사용하여 프리셋 테이블의 행을 덮어쓰기지 못하게 보호할 수 있습니다. 쓰기 보호된 행은 프리셋 테이블에서 색상으로 강조 표시됩니다.
수동 프로빙 사이클로 쓰기 보호된 행을 덮어 쓰려면 확인 키로 승인하고, 암호 보호가 있는 경우 암호를 입력합니다.
알림주의: 데이터가 손실될 수 있습니다!
잠금/ 잠금 해제 암호 기능으로 잠긴 행은 선택된 암호를 사용해야만 잠금 해제할 수 있습니다. 잊어 버린 암호는 재설정할 수 없습니다. 즉, 잠긴 행이 영구적으로 잠기게 됩니다. 따라서 프리셋테이블을 더 이상 사용할 수 없습니다.
대체 기능 잠금/ 잠금 해제가 더 바람직합니다.잠금/ 잠금 해제암호를 메모해 두십시오
프리셋의 덮어쓰기를 방지하려면 다음을 수행하십시오.
데이텀 변경 소프트 키를 누릅니다
잠김 열을 선택합니다.
편집 현재 필드 소프트 키를 누릅니다.
암호를 사용하지 않고 프리셋을 보호하는 방법:
잠금/ 잠금 해제 소프트 키를 누릅니다.
컨트롤이 잠김 열에 L을 기록합니다.
암호를 사용하여 프리셋을 보호합니다.
잠금/ 잠금 해제 암호 소프트 키를 누릅니다.
팝업 창에 암호를 입력합니다
확인 소프트 키 또는 ENT 키로 입력을 승인합니다.
컨트롤이 잠김 열에 ###를 기록합니다.

수동 운전 모드 및 설정 | 프리셋 관리 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 587
쓰기 금지 해제이전에 쓰기 금지를 설정한 행을 편집하려면 다음을 수행하십시오.
데이텀 변경 소프트 키를 누릅니다
잠김 열을 선택합니다.
편집 현재 필드 소프트 키를 누릅니다.
암호 없이 프리셋 보호:
잠금/ 잠금 해제 소프트 키를 누릅니다.
컨트롤에서 쓰기 방지를 폐지합니다.
암호로 프리셋 보호:
잠금/ 잠금 해제 암호 소프트 키를 누릅니다.
팝업 창에 암호를 입력합니다
확인 소프트 키 또는 ENT 키로 입력을 승인합니다.
컨트롤에서 쓰기 방지를 폐지합니다.

수동 운전 모드 및 설정 | 프리셋 관리 16
588 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 활성화
수동 운전 모드에서 프리셋을 활성화합니다
알림주의: 상당한 재산 피해!
프리셋 테이블의 정의되지 않은 필드는 값 0을 사용하여 정의된필드와 다르게 동작합니다. 값 0을 사용하여 정의된 필드는 활성화될 때 이전 값을 덮어쓰는 반면에, 정의되지 않은 필드는 이전값이 유지됩니다.
프리셋을 활성화하기 전에 모든 열이 값을 포함하는지 확인합니다.
작동 참고사항:
프리셋 테이블의 프리셋을 활성화하면 활성 데이텀전환, 좌우 대칭, 회전 또는 배율이 재설정됩니다.
한편 경사진 작업평면 기능(사이클 G80 또는PLANE)은 활성 상태로 유지됩니다.
수동 운전 모드 모드를 선택합니다.
데이텀 관리 소프트 키를 누릅니다.
활성화할 프리셋 번호를 선택합니다
또는 GOTO 키를 사용하여 활성화할 프리셋 번호를 선택합니다.
ENT 키를 눌러 승인합니다.
데이텀 활성화 소프트 키를 누릅니다
프리셋 활성화를 승인합니다
컨트롤에서 표시와 기본 회전을 설정합니다.
프리셋 테이블을 종료합니다.
NC 프로그램의 프리셋 활성화프로그램 실행 중에 프리셋 테이블의 프리셋을 활성화하려면 사이클 G247을 사용합니다. 사이클 G247에서는 활성화할 데이텀의 번호를 정의합니다.
추가 정보: 사이클 프로그래밍 사용 설명서

수동 운전 모드 및 설정 | 3D 터치 프로브 없이 데이텀 설정 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 589
16.6 3D 터치 프로브 없이 데이텀 설정
참고프리셋할 때 컨트롤 디스플레이를 기존 공작물 위치의 좌표로 설정합니다.
3D 터치 프로브에서 모든 수동 프로브 기능을 사용할 수있습니다.
추가 정보: "3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17)", 페이지 611
기계 설명서를 참조하십시오.
기계 제작업체는 개별 축의 프리셋을 비활성화할 수 있습니다.
준비공작물을 클램핑하고 정렬합니다.
기존 반경의 제로 공구를 스핀들에 삽입합니다.
컨트롤이 실제 위치가 표시되는지 확인합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 없이 데이텀 설정 16
590 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 설정(엔드밀 사용)수동 운전 모드 모드를 선택합니다.
공작물 표면에 닿거나 표면을 긁을 때까지 공구를 천천히 이동합니다.
축에서 프리셋 설정:
축 선택
컨트롤이 PRESETTING Z= 대화 창을 엽니다
다른 방법:
지정 기준점 소프트 키를 누릅니다
소프트 키로 축을 선택합니다
스핀들축의 제로 공구: 표시를 기존의 공작물 위치(예: 0)로 설정하거나, 심의 두께 d를 입력합니다. 공구축에서 공구 반경을 오프셋합니다.
나머지 축에 대해 위의 절차를 반복합니다.
공구축에서 공구가 이미 설정된 경우, 공구축의 표시를 공구 길이 L로 설정하거나 합 Z=L+d를 입력합니다.
작동 참고사항:
프리셋 테이블의 행 0에 축 키와 함께 프리셋 설정이자동으로 저장됩니다.
기계 제작업체가 축을 잠근 경우 해당 축에 프리셋을설정할 수 없습니다. 그러면 해당 축에 대한 소프트키가 보이지 않습니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 없이 데이텀 설정 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 591
기계식 프로브 또는 측정 다이얼과 함께 터치 프로브 기능사용기계에 전자식 3-D 터치 프로브가 없는 경우 앞서 설명한 모든 수동식 터치 프로브 기능(예외: 교정 기능)을 기계식 프로브와 함께 사용하거나 간단히 공구로 공작물을 터치하여 사용할 수 있습니다.
추가 정보: "3D 터치 프로브 사용(옵션 17)", 페이지 592
이 경우 프로빙 중에 3D 터치 프로브에서 자동으로 전자식 신호가생성되는 것이 아니라 키를 눌러 프로빙 위치를 캡처하는 신호를수동으로 트리거할 수 있습니다.
다음과 같이 진행합니다.
소프트 키로 터치 프로브 기능을 선택합니다.
기계식 프로브를 컨트롤로 캡처할 첫 번째 위치로 이동합니다.
위치 캡처 방법: 실제 위치 캡처 소프트 키를 누릅니다
컨트롤이 현재 위치를 저장합니다.
기계식 프로브를 컨트롤로 캡처할 다음 위치로이동합니다.
위치 캡처 방법: 실제 위치 캡처 소프트 키를 누릅니다
컨트롤이 현재 위치를 저장합니다.
필요한 경우 추가 위치로 이동하고 이전 설명에따라 캡처합니다.
데이텀: 메뉴 창에서 새 프리셋의 좌표를 입력하고 지정 기준점 소프트 키를 눌러 승인하거나 테이블에 값을 기록합니다.추가 정보: "터치 프로브 사이클에서 측정된 값을데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로빙 기능 종료: END 키를 누릅니다.
잠긴 축에 프리셋 설정을 시도하면 기계 제작업체가 정의한 내용에 따라 컨트롤이 경고 또는 오류 메시지를 표시합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
592 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.7 3D 터치 프로브 사용(옵션 17)
소개프리셋 중 컨트롤의 동작은 기계 파라미터 chkTiltingAxes(No. 204601)의 설정에 따라 달라집니다.
chkTiltingAxes: 설정 컨트롤은 작업평면 기울이기 기능이 활성화된 상태에서 X, Y 및 Z축에 프리셋 중에 회전축의 현재 좌표가 사용자가 정의한 기울기 각과 일치하는지 여부를 확인합니다(3D ROT 메뉴). 작업평면 틸팅 기능이 활성 상태가 아닌 경우 컨트롤에서는 회전축이 0°(실제 위치)인지를 확인합니다. 위치가일치하지 않으면 오류 메시지가 표시됩니다.
프로빙 기능 PL 및 ROT는 현재 회전축을 고려하며프로빙 지점은 이 위치에서 파생됩니다.
chkTiltingAxes: 해제 컨트롤에서는 회전축의 현재 좌표(실제 위치)와 사용자가 정의한 기울기 각도가 일치하는지를 확인하지않습니다.
기계 파라미터가 설정되지 않은 경우 컨트롤은 chkTiltingAxes: 설정이 설정되었는지 확인합니다.
항상 3개의 주축에 모두 프리셋을 설정하십시오. 그러면프리셋이 명확하고 올바르게 정의됩니다. 이렇게 하면축의 틸팅을 초래하는 예상 편차도 고려합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 593
개요수동 운전 모드에서 다음 터치 프로브 사이클을 사용할 수 있습니다.
기계 설명서를 참조하십시오.
3D 터치 프로브를 사용하려면 공작 기계 제작 업체가 컨트롤에서 관련 준비 작업을 수행해야 합니다.
하이덴하인 터치 프로브가 사용되는 경우, 프로빙 사이클의 기능에 대한 보증만 제공됩니다.
소프트 키 기능 페이지
3D 터치 프로브 교정 600
평면 프로빙으로 3D 기본 회전 측정
609
라인을 사용하여 기본 회전측정
606
임의 축에서 프리셋 설정 611
모서리를 프리셋으로 설정 612
원 중심을 프리셋으로 설정 613
중심선을 프리셋으로 설정 616
터치 프로브 시스템 데이터관리
사이클 프로그래밍사용 설명서 참조
터치 프로브 테이블에 대한 자세한 내용은 사이클 프로그래밍 사용 설명서를 참조하십시오.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
594 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
디스플레이 탑재 핸드휠로 이송 동작디스플레이 탑재 핸드휠로 수동 터치 프로브 사이클 중에 컨트롤을핸드휠로 전송할 수 있습니다.
다음을 수행합니다.
수동 터치 프로브 사이클 시작
터치 프로브를 첫 번째 터치점 근처에 위치결정합니다.
첫 번째 터치포인트를 프로빙합니다.
핸드휠을 활성화합니다.
컨트롤에 핸드휠 사용 팝업 창이 표시됩니다.
터치 프로브를 두 번째 터치점 근처에 위치결정합니다.
핸드휠을 비활성화합니다.
팝업 창이 닫힙니다.
두 번째 터치포인트를 프로빙합니다.
필요한 경우 프리셋을 설정합니다
프로빙 기능을 종료합니다.
핸드휠이 활성화된 경우 프로빙 사이클을 시작할 수 없습니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 595
터치 프로브 모니터링 사용 안 함
터치 프로브 모니터링 사용 안 함스타일러스가 비껴 이동하는 경우 기계축을 이동하려고 하면 오류메시지가 표시됩니다.
터치 프로브가 비껴 이동하는 경우 위치결정 블록을 사용하여 터치프로브를 후퇴시키려면 수동 운전 모드 모드에서 터치 프로브 모니터링을 비활성화해야 합니다.
터치프로브 모니터 끄기 소프트 키를 사용하여 터치 프로브 모니터링을 30초 동안 비활성화할 수 있습니다.
컨트롤이 터치 프로브 모니터가 30초 동안 비활성화되었습니다 오류 메시지를 표시합니다. 오류 메시지는 30초 후 자동으로 지워집니다.
터치 프로브가 30초 이내에 "터치 프로브가비껴 이동하지 않습니다" 같은 안정된 신호를 수신하면 터치 프로브모니터링이 자동으로 다시 활성화되고 오류 메시지가 지워집니다.
알림충돌 주의!
스타일러스가 비껴 이동한 경우 터치프로브 모니터 끄기 소프트키로 해당 오류 메시지를 숨깁니다. 컨트롤은 스타일러스와의 자동 충돌 확인을 수행하지 않습니다. 이 동작 때문에 터치 프로브가 안전하게 후퇴할 수 있는지 확인해야 합니다. 후퇴 방향을 잘못 선택하면 충돌 위험이 있습니다.
수동 운전 모드에서 축을 조심스럽게 이동합니다
터치 프로브 사이클의 기능프로빙 방향 또는 프로빙 루틴을 선택하는 데 사용되는 소프트 키는 수동 터치 프로브 사이클에 표시됩니다. 표시되는 소프트 키는다음과 같이 각 사이클에 따라 달라질 수 있습니다.
소프트 키 기능
프로빙 방향 선택
실제 위치 캡처
자동으로 홀 프로빙(원형 내부)
자동으로 스터드 프로빙(원형 외부)
모델 원을 프로빙합니다(여러 요소의 중심점).
홀, 보스 및 모델 원의 프로빙을 위한 축방 프로빙 방향을 선택합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
596 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
홀, 보스 및 모델 원의 자동 프로빙 루틴
알림충돌 주의!
컨트롤은 스타일러스와의 자동 충돌 확인을 수행하지 않습니다.자동 프로빙 절차 중에 터치 프로브는 자동으로 프로빙 위치로위치결정됩니다. 사전 위치결정이 올바르지 않았거나 장애물을무시한 경우 충돌의 위험이 있습니다.
적합한 사전 위치결정을 프로그래밍합니다.
장애물을 고려하려면 안전 거리를 사용합니다.
홀, 스터드 또는 패턴 원을 자동으로 프로빙하는 프로빙 루틴을 사용하는 경우 필수 입력 필드를 포함하는 양식이 열립니다.
보스 측정 및 홀 측정 폼의 입력 필드
입력 필드 기능
스터드 직경? 또는 홀직경
프로브 접점 직경(홀의 경우 옵션)
안전 거리? 평면에서 프로브 접점까지의 거리
증분 안전 높이? 스핀들 축 방향에서 터치 프로브의 위치결정(현재 위치에서 시작)
시작 각도? 첫 번째 프로빙 작업의 각도(0° = 기본축 양의 방향, 즉 스핀들축 Z의 경우 X+). 다른 모든 프로브 각도를 터치점 수로 결정합니다.
터치점 수? 프로빙 작업 번호(3 - 8)
호길이? 완전한 원(360°) 또는 원호(호 길이<360°) 프로빙
자동 프로빙 루틴:
터치 프로브 사전 위치결정
프로빙 기능 선택: CC 프로빙 소프트 키를 누릅니다.
홀이 자동으로 프로빙됩니다. HOLE[홀] 소프트키를 누릅니다.
축방 프로빙 방향을 선택합니다.
프로빙 기능을 시작합니다. NC 시작 키를 누릅니다.
모든 사전 위치결정 및 프로빙 프로세스가 자동으로 수행됩니다.
터치 프로브 테이블에 정의된 이송 속도 FMAX로 위치에 접근합니다. 실제 프로빙 작업에는 정의된 프로빙 이송 속도 F가 사용됩니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 597
작동 및 프로그래밍 참고사항:
자동 프로빙 루틴을 시작하기 전에 첫 번째 터치점근처에 터치 프로브를 사전 위치결정해야 합니다. 프로빙 방향과 반대로 대략 안전 거리만큼 터치 프로브를 보정합니다. 안전 거리는 터치 프로브 테이블 및입력 폼의 값의 합계에서 도출됩니다.
직경이 큰 내부 원의 경우 이송 속도 FMAX로 원호에서 터치 프로브를 위치결정할 수도 있습니다. 그러려면 입력 폼에 구멍 직경 및 사전 위치결정에 필요한안전 거리를 입력해야 합니다. 벽과의 안전 거리만큼보정된 위치에서 구멍 내부에 터치 프로브를 위치결정합니다. 사전 위치결정에 첫 번째 프로빙 프로세스의 시작 각도를 고려합니다. 예를 들어 시작 각도 0°에서 컨트롤은 먼저 기준축의 양의 방향으로 프로빙합니다.
프로빙 사이클 선택수동 운전 모드 또는 핸드휠 모드 작동 모드를 선택합니다
프로빙 기능 선택: 터치 프로브 소프트 키를 누릅니다.
적절한 소프트 키, 예를 들어 PROBING POS를눌러 터치 프로브 사이클을 선택합니다
컨트롤에 연결 메뉴가 표시됩니다.
작동 참고사항:
수동 프로빙 기능을 선택하면 필요한 모든 데이터를표시하는 폼이 열립니다. 폼의 내용은 각 기능에 따라달라질 수 있습니다.
일부 필드에 값을 입력할 수도 있습니다. 화살표 키를사용하여 원하는 입력 필드로 전환합니다. 편집 가능한 필드로만 커서를 옮길 수 있습니다. 편집할 수 없는 필드는 회색으로 표시됩니다.
터치 프로브 사이클에서 측정된 값 기록
기계 설명서를 참조하십시오.
이 기능을 사용하려면 기계 제작업체가 컨트롤에서 관련준비 작업을 수행해야 합니다.
해당 터치 프로브 사이클을 실행한 후 컨트롤이 측정된 값을TCHPRMAN.html 파일에 기록합니다.
기계 파라미터 FN16DefaultPath (No. 102202)에서 경로를 정의하지 않은 경우 TCHPRMAN.html 파일은 TNC:\ 주 디렉터리에 저장됩니다.
작동 참고사항:
여러 터치 프로브 사이클을 차례로 실행하면 측정된값이 서로의 아래에 저장됩니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
598 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기
측정된 값을 공작물 좌표계로 저장하려는 경우에는입력 기준점 목록 기능을 사용합니다. 측정된 값을 기본좌표계로 저장하려는 경우에는 데이텀 테이블 항목 기능을 사용합니다.
추가 정보: "터치 프로브 사이클에서 측정한 값을 프리셋테이블에 쓰기", 페이지 599
입력 기준점 목록 소프트 키를 사용하면 터치 프로브 사이클 중에측정한 값을 데이텀 테이블에 쓸 수 있습니다.
원하는 프로브 기능을 선택합니다.
실행 중인 터치 프로브 사이클에 따라 지정 입력란에 원하는 데이텀 좌표를 입력합니다.
데이텀 번호를 테이블내의 번호? 입력 필드에 입력합니다
입력 기준점 목록 소프트 키를 누릅니다
그러면 데이텀이 지정된 데이텀 테이블에 입력된 번호로 저장됩니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 사용(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 599
터치 프로브 사이클에서 측정한 값을 프리셋 테이블에 쓰기
측정된 값을 기본 좌표계로 저장하려는 경우에는데이텀 테이블 항목 기능을 사용합니다. 측정된 값을 공작물 좌표계로 저장하려는 경우에는 입력 기준점 목록기능을 사용합니다.
추가 정보: "터치 프로브 사이클에서 측정된 값을 데이텀테이블에 쓰기", 페이지 598
데이텀 테이블 항목 소프트 키를 사용하면 임의의 프로브 사이클중에 측정한 값을 프리셋 테이블에 쓸 수 있습니다. 그러면 측정된값이 기계 좌표계(기준 좌표)를 기준으로 저장됩니다. 프리셋 테이블의 이름은 PRESET.PR로 지정되며 TNC:\table 디렉터리에 저장됩니다.
원하는 프로브 기능을 선택합니다.
실행 중인 터치 프로브 사이클에 따라 지정 입력란에 원하는 프리셋 좌표를 입력합니다.
프리셋 번호를 테이블내의 번호? 입력 필드에 입력합니다
데이텀 테이블 항목 소프트 키를 누릅니다
활성 프리셋 덮어쓰기? 메뉴가 열립니다.
OVERWRITE PRESET 소프트 키를 누릅니다
그러면 프리셋 테이블의 프리셋이 입력된 번호로 저장됩니다.
프리셋 번호가 없음: CREATE LINE(Create line in table?)을누른 후에만 행이 저장됩니다.
프리셋 번호 보호: 잠긴 행의 항목 소프트 키를 눌러 활성 프리셋을 덮어씁니다
프리셋 번호 암호 보호: 잠긴 행의 항목 소프트 키를 누르고암호를 입력하여 활성 프리셋을 덮어씁니다
테이블 행이 비활성화되어 쓸 수 없는 경우 컨트롤에서알림 메시지가 표시됩니다. 프로빙 기능 자체는 중단되지 않습니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 교정(옵션 17) 16
600 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.8 3D 터치 프로브 교정(옵션 17)
소개3D 터치 프로브의 실제 트리거 점을 정밀하게 지정하려면 먼저 터치 프로브를 교정해야 합니다. 그렇지 않으면 정확한 측정 결과가제공되지 않습니다.
작동 참고사항:
다음과 같은 경우에 항상 터치 프로브를 다시 교정하십시오.
초기 구성
손상된 스타일러스
스타일러스 교체
프로브 이송 속도 변경
불규칙성이 발생한 경우(예: 기계 가열 시)
활성 공구축 변경
교정 후 확인 소프트 키를 누르면 활성 터치 프로브에 교정 값이 적용됩니다. 업데이트된 공구 데이터가즉시 적용되며 공구를 다시 검색할 필요는 없습니다.
교정 중에 컨트롤은 스타일러스의 유효 길이와 볼 팁의 유효 반경을 찾습니다. 3D 터치 프로브를 교정하려면 높이 및 반경을 알고 있는 보스 또는 링 게이지를 기계 테이블에 고정합니다.
컨트롤은 길이 및 반경을 교정하는 교정 사이클을 제공합니다.
터치 프로브 소프트 키를 누릅니다.
교정 사이클 표시: TS 교정을 누릅니다.TS 교정
교정 사이클을 선택합니다
TNC 교정 사이클
소프트 키 기능 페이지
길이 교정 601
교정 링을 사용하여 반경 및 중앙 보정량 측정
602
보스 또는 교정 핀을 사용하여 반경 및중앙 보정량 측정
602
교정 구체를 사용하여 반경 및 중앙 보정량 측정
602

수동 운전 모드 및 설정 | 3D 터치 프로브 교정(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 601
유효 길이 교정
하이덴하인 터치 프로브가 사용되는 경우, 프로빙 사이클의 기능에 대한 보증만 제공됩니다.
터치 프로브의 유효 길이는 항상 공구 기준점을 기준으로 합니다. 공구 기준점은 흔히 스핀들 노즈(및 스핀들의면)에 있습니다. 기계 제작 업체가 공구 기준점을 다른지점에 둘 수도 있습니다.
스핀들축에서 공작 기계 테이블의 Z가 0이 되도록 프리셋을설정합니다.
터치 프로브 길이의 교정 기능 선택: CAL.을 누릅니다.L을 누릅니다.
컨트롤에서 현재 교정 데이터가 표시됩니다.
길이 데이텀?: 메뉴 창에 링 게이지의 높이를 입력합니다.
터치 프로브를 링 게이지 바로 위로 이동합니다.
이송 방향을 변경하려면(필요한 경우) 소프트 키나 화살표 키를 누릅니다.
프로브 표면: NC 시작 키를 누르십시오.
결과를 확인합니다.
값을 적용하려면 확인 소프트 키를 누릅니다.
교정 기능을 종료하려면 삭제 소프트 키를 누릅니다.
컨트롤이 교정 프로세스를 TCHPRMAN.html 파일에 저장합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 교정(옵션 17) 16
602 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
유효 반경 교정 및 중심 오정렬 보정
하이덴하인 터치 프로브가 사용되는 경우, 프로빙 사이클의 기능에 대한 보증만 제공됩니다.
볼 팁 반경을 교정하는 경우 자동 프로빙 루틴이 실행됩니다. 첫 번째 실행에서 컨트롤이 교정 링 또는 스터드의 중간점을 찾고(대략적인 측정) 중심에서 터치 프로브를 위치결정합니다. 그런 다음 실제 교정 프로세스(정밀 측정)에서 볼 팁의 반경을 확인합니다. 터치프로브에서 반대 방향의 프로빙을 허용하면 다른 사이클 중에 중심보정량이 결정됩니다.
터치 프로브의 방향 조정 여부 또는 방법의 속성은 하이덴하인 터치 프로브에 사전 정의되어 있습니다. 다른 터치 프로브는 기계 제작 업체에서 구성합니다.
터치 프로브를 삽입한 후 대개 스핀들축과 정확히 정렬되도록 조정해야 합니다. 교정 기능은 반대 방향을 프로빙하여(180°로 회전) 터치 프로브 축과 스핀들 축 사이의 보정량을 결정할 수 있고 필요한보정을 계산하고 구현할 수 있습니다.
중앙 보정량은 적합한 터치 프로브에서만 결정됩니다.
개체 외부를 사용하여 교정하려는 경우 교정 구체 또는교정 핀 중앙 위에 터치 프로브를 사전 위치결정해야 합니다. 충돌 없이 터치점에 접근할 수 있는지 확인하십시오.
교정 루틴은 다음과 같은 터치 프로브 방향 조정 방법에 따라 달라질 수 있습니다.
방향 조정이 불가능하거나 한 방향에서만 가능: 대략적인 측정과 상세한 측정을 한 번씩 실행하여 유효한 볼 팁 반경(tool.t의R 열)을 확인합니다.
두 방향으로 방향을 조정할 수 있습니다(예: 케이블을 포함한 하이덴하인 터치 프로브). 대략적인 측정과 상세한 측정을 한 번씩실행하고 180°로 터치 프로브를 회전한 후 다른 프로빙 루틴을실행합니다. 반경 외에도 반대 방향에서 프로빙하여 중심 오프셋(tchprobe.tp의 CAL_OF)을 결정합니다.
모든 방향 조정 가능(예: 적외선 전송이 지원되는 하이덴하인터치 프로브): 대략적인 측정과 상세한 측정을 한 번씩 실행하고 180°로 터치 프로브를 회전한 후 다른 프로빙 루틴을 실행합니다. 반경 외에도 반대 방향에서 프로빙하여 중심 오프셋(tchprobe.tp의 CAL_OF)을 결정합니다.
수동 운전 모드 및 설정 | 3D 터치 프로브 교정(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 603
교정 링으로 교정다음을 수행하여 교정 링으로 수동 교정 진행:
수동 운전 모드에서 볼 끝을 링 게이지의 보어 안에 위치결정합니다.
교정 기능 선택: CAL. R 소프트 키를 누릅니다.
컨트롤에서 현재 교정 데이터가 표시됩니다.
링 게이지 직경을 입력합니다.
시작각을 입력합니다.
터치점 수를 입력합니다.
프로브: NC 시작 키를 누릅니다.
3D 터치 프로브는 자동 프로빙 루틴에서 모든 필수 터치점을 프로빙하고, 유효 볼 팁 반경을 계산합니다. 반대 방향의 프로빙이 가능하면 중심 오프셋을 계산합니다.
결과를 확인합니다.
값을 적용하려면 확인 소프트 키를 누릅니다.
교정 기능을 종료하려면 종료 소프트 키를 누릅니다.
컨트롤이 교정 프로세스를 TCHPRMAN.html 파일에 저장합니다.
기계 설명서를 참조하십시오.
볼 끝 중심의 오정렬을 확인하려면 기계 제작 업체에서특수하게 준비한 컨트롤이 있어야 합니다.
스터드 또는 교정 핀으로 수동 교정다음을 수행하여 보스 또는 교정 핀으로 수동 교정합니다.
수동 운전 모드에서 볼 끝을 교정 핀 중심 위에위치결정합니다.
교정 기능 선택: CAL. R 소프트 키를 누릅니다.
보스의 외경을 입력합니다.
안전 거리를 입력합니다.
시작각을 입력합니다.
터치점 수를 입력합니다.
프로브: NC 시작 키를 누릅니다.
3D 터치 프로브는 자동 프로빙 루틴에서 모든 필수 터치점을 프로빙하고, 유효 볼 팁 반경을 계산합니다. 반대 방향의 프로빙이 가능하면 중심 오프셋을 계산합니다.
결과를 확인합니다.
값을 적용하려면 확인 소프트 키를 누릅니다.
교정 기능을 종료하려면 종료 소프트 키를 누릅니다.
컨트롤이 교정 프로세스를 TCHPRMAN.html 파일에 저장합니다.
기계 설명서를 참조하십시오.
볼 끝 중심의 오정렬을 확인하려면 기계 제작 업체에서특수하게 준비한 컨트롤이 있어야 합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브 교정(옵션 17) 16
604 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
교정 구체를 사용하여 교정다음을 수행하여 교정 구체로 수동 교정을 진행합니다.
수동 운전 모드에서 볼 끝을 교정 구체 중심 위에위치결정합니다.
교정 기능 선택: CAL. R 소프트 키를 누릅니다.
볼의 외경을 입력합니다.
안전 거리를 입력합니다.
시작각을 입력합니다.
터치점 수를 입력합니다.
길이 측정을 선택합니다(해당하는 경우).
필요한 경우 길이 기준을 입력합니다.
프로브: NC 시작 키를 누릅니다.
3D 터치 프로브는 자동 프로빙 루틴에서 모든 필수 터치점을 프로빙하고, 유효 볼 팁 반경을 계산합니다. 반대 방향의 프로빙이 가능하면 중심 오프셋을 계산합니다.
결과를 확인합니다.
값을 적용하려면 확인 소프트 키를 누릅니다.
종료 소프트 키를 눌러 교정 기능을 종료하거나
컨트롤이 교정 프로세스를 TCHPRMAN.html 파일에 저장합니다.
기계 설명서를 참조하십시오.
볼 끝 중심의 오정렬을 확인하려면 기계 제작 업체에서특수하게 준비한 컨트롤이 있어야 합니다.
교정 값 표시공구 테이블에 터치 프로브의 유효 길이와 유효 반경이 저장됩니다. 터치 프로브 중심 보정은 터치 프로브 테이블의 CAL_OF1(기본축) 및 CAL_OF2(보조축) 열에 저장됩니다. 터치 프로브 테이블 소프트 키를 눌러 화면에 이러한 값을 표시할 수 있습니다.
교정 중에 컨트롤은 교정 값이 저장되는 TCHPRMAN.html 로그 파일을 자동으로 생성합니다.
공구 테이블의 공구 번호와 터치 프로브 테이블의 터치프로브 번호가 정확한지 확인합니다. 터치 프로브 사이클을 자동 모드 또는 수동 운전 모드 중 어느 모드에서사용하는지는 상관이 없습니다.
터치 프로브 테이블에 대한 자세한 내용은 사이클 프로그래밍 사용 설명서를 참조하십시오.

수동 운전 모드 및 설정 | 3D 터치 프로브로 공작물 오정렬 보정(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 605
16.9 3D 터치 프로브로 공작물 오정렬 보정(옵션17)
소개
기계 설명서를 참조하십시오.
보정 값(테이블 회전의 각도)으로 공작물 오정렬을 보정할 수 있는지 여부는 기계에 따라 다릅니다.
하이덴하인 터치 프로브가 사용되는 경우, 프로빙 사이클의 기능에 대한 보증만 제공됩니다.
컨트롤은 기본 회전(기본 회전의 각도)을 계산하거나 보정 값(테이블 회전의 각도)에 의해 수학적으로 공작물 오정렬을 보정합니다.
이를 위해 컨트롤은 회전 각도를 작업평면에서 기준축에 맞게 원하는 각도로 설정합니다.
기본 회전: 컨트롤은 측정된 각도를 공구 방향을 중심으로 하는 회전으로 해석하고, 그 값을 프리셋 테이블의 SPA, SPB 또는 SPC 열에 저장합니다.
오프셋: 컨트롤은 측정된 각도를 기계 좌표계의 각 축의 전환으로해석하며 값을 프리셋 테이블의 A_OFFS, B_OFFS 또는 C_OFFS 열에 저장합니다.
기본 회전 또는 보정 값을 식별하려면 공작물의 옆면 위에 있는 두점을 프로빙합니다. 두 점을 프로빙하는 순서에 따라 계산된 각도가 달라집니다. 측정된 각도는 첫 번째에서 두 번째 프로빙 지점으로 이동합니다. 또한 홀이나 스터드로 기본 회전 또는 보정 값을 결정할 수도 있습니다.
작동 및 프로그래밍 참고사항:
공작물 오정렬을 측정할 때 각도 기준축에 수직한 프로브 방향을 선택합니다.
프로그램 실행 중에 기본 회전이 올바르게 계산되도록 첫 번째 위치결정 블록에서 작업면의 두 좌표를모두 프로그래밍합니다.
PLANE 기능(PLANE AXIAL 제외)과 함께 기본 회전을 사용할 수도 있습니다. 이 경우에는 먼저 기본 회전을 활성화한 다음 PLANE 기능을 활성화합니다.
공작물을 프로빙하지 않고 기본 회전 또는 보정 값을 활성화할 수도 있습니다. 이렇게 하려면 해당입력 필드에 값을 입력하고 기본 회전 설정 또는테이블 회전 설정 소프트 키를 누릅니다.
프리셋 중 컨트롤의 동작은 기계 파라미터chkTiltingAxes(No. 204601)의 설정에 따라 달라집니다.추가 정보: "소개", 페이지 592

수동 운전 모드 및 설정 | 3D 터치 프로브로 공작물 오정렬 보정(옵션 17) 16
606 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기본 회전 식별프로브 회전 소프트 키를 누릅니다
Probing of rotation 메뉴가 열립니다.
다음과 같은 입력 필드가 표시됩니다.
기본 회전의 각도로터리 테이블의 오프셋테이블의 번호?
현재 기본 회전 또는 보정 값이 입력 필드에 표시됩니다.
터치 프로브를 첫 번째 터치점 근처에 위치결정합니다.
소프트 키로 프로브 방향 또는 프로빙 루틴을 선택합니다.
NC 시작 키를 누릅니다.
터치 프로브를 두 번째 터치점 근처에 위치결정합니다.
NC 시작 키를 누릅니다.
컨트롤이 기본 회전 및 보정 값을 결정하여 표시합니다.
기본 회전 설정 소프트 키를 누릅니다.
END 소프트 키를 누릅니다.
컨트롤이 프로빙 프로세스를 TCHPRMAN.html에 기록합니다.
프리셋 테이블에 기본 회전 저장프로빙 프로세스 후 활성 기본 회전이 저장될 프리셋 번호를 테이블의 번호? 입력란에 입력합니다.
기본 회전 미리 설정 테이블 소프트 키를 누릅니다.
해당하는 경우 활성 프리셋 덮어쓰기? 메뉴가 열립니다.
OVERWRITE PRESET 소프트 키를 누릅니다
기본 회전이 프리셋 테이블에 저장됩니다.

수동 운전 모드 및 설정 | 3D 터치 프로브로 공작물 오정렬 보정(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 607
테이블 회전을 통한 공작물 오정렬 보정테이블을 회전하여 세 가지 방법으로 공작물 오정렬을 보정할 수있습니다.
로타리 테이블 정렬
테이블 회전 설정
프리셋 테이블에 테이블 회전 저장
로타리 테이블 정렬로타리 테이블을 위치결정하여 확인된 오정렬을 보정할 수 있습니다.
보정 이동으로 인한 충돌을 방지하기 위해 테이블을 회전하기 전에 모든 축을 사전 위치결정하십시오. 컨트롤은 테이블 회전에 앞서 추가로 경고를 출력합니다.
프로빙 절차를 수행한 후 회전 테이블 정렬 소프트 키를 누릅니다
경고가 열립니다.
필요한 경우 확인 소프트 키로 지웁니다
NC 시작 키를 누릅니다.
로타리 테이블이 정렬됩니다.
테이블 회전 설정로타리 테이블의 축에 수동 프리셋을 설정할 수 있습니다.
프로빙 절차를 수행한 후 테이블 회전 설정 소프트 키를 누릅니다
기본 회전이 이미 설정된 경우 기본 회전 재설정? 메뉴가 열립니다.
DELETE BASIC ROT. 소프트 키를 누릅니다
프리셋 테이블에서 기본 회전이 삭제되고 보정 값이 삽입됩니다.
또는 KEEP BASIC ROT.를 누릅니다KEEP BASIC ROT.보정 값이 프리셋 테이블에 삽입되고 기본 회전도 그대로 유지됩니다.

수동 운전 모드 및 설정 | 3D 터치 프로브로 공작물 오정렬 보정(옵션 17) 16
608 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 테이블에 테이블 회전 저장로타리 테이블의 오정렬을 프리셋 테이블의 어떤 행에도 저장할 수있습니다. 각도가 로타리 테이블의 보정량 열에 저장됩니다(예: C축의 경우 C_OFFS 열).
프로빙 절차를 수행한 후 프리셋 테이블 기본 회전 소프트 키를누릅니다
해당하는 경우 활성 프리셋 덮어쓰기? 메뉴가 열립니다.
OVERWRITE PRESET 소프트 키를 누릅니다
보정량이 프리셋 테이블에 저장됩니다.
이 열을 표시하려면 BASE TRANSFORM./OFFSET 소프트 키로 프리셋 테이블의 뷰를 변경해야 할 수 있다.
기본 회전 및 보정 값 표시프로빙 ROT 기능을 선택하면 기본 회전의 각도 입력 필드에 기본회전의 활성 각도가 표시되고 로터리 테이블의 오프셋 입력 필드에활성 보정 값이 표시됩니다.
또한 로터리 각도 및 보정 값이 상태 위치 탭의프로그램 + 상태표시 화면 레이아웃의 분할 화면에 표시됩니다.
컨트롤이 기본 회전에 따라 기계 축을 이동하는 경우 상태 표시에기본 회전에 대한 기호가 나타납니다.
기본 회전 또는 보정 값 폐지프로빙 ROT 소프트 키를 눌러 프로브 기능을 선택합니다.
기본 회전의 각도 입력: 0또는 로터리 테이블의 오프셋 입력: 0기본 회전 설정 소프트 키로 적용합니다
또는 테이블 회전 설정 소프트 키로 적용합니다
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.

수동 운전 모드 및 설정 | 3D 터치 프로브로 공작물 오정렬 보정(옵션 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 609
3D 기본 회전 측정모든 경사면의 오정렬은 3개의 위치를 프로빙하여 측정할 수 있습니다. Probe in plane 기능을 사용하면 이 오정렬을 측정하고 프리셋 테이블에 3D 기본 회전으로 저장할 수 있습니다.
작동 및 프로그래밍 참고사항:
터치점의 순서 및 위치는 컨트롤이 평면의 방향을 계산하는 방법을 결정합니다.
처음 두 개의 점을 사용하여 기준축의 방향을 지정합니다. 원하는 기준축의 양의 방향에서 두 번째 점을정의합니다. 세 번째 점의 위치는 보조축 및 공구축의방향을 결정합니다. 원하는 작업장 좌표계의 양의 Y축에서 세 번째 점을 정의합니다.
첫 번째 점은 기준축에 있습니다
두 번째 점은 기준축에서 첫 번째 점의 양의 방향
세 번째 점은 보조축에서 원하는 공작물 좌표계의양의 방향
선택사항으로 데이텀 각을 입력하면 프로빙한 평면의 공칭 방향을정의할 수 있습니다.
PL 프로빙 소프트 키를 눌러 프로브 기능을 선택합니다.
컨트롤에서 현재 3D 회전이 표시됩니다.
터치 프로브를 첫 번째 터치점 근처에 위치결정합니다.
소프트 키로 프로브 방향 또는 프로빙 루틴을 선택합니다.
프로브: NC 시작 키를 누릅니다.
터치 프로브를 두 번째 터치점 근처에 위치결정합니다.
프로브: NC 시작 키를 누릅니다.
터치 프로브를 세 번째 터치점 근처에 위치결정합니다.
프로브: NC 시작 키를 누릅니다.
컨트롤이 3D 기본 회전을 측정하고 활성 좌표계와 관련된 SPA, SPB 및 SPC 값을 표시합니다.
필요한 경우 데이텀 각을 입력합니다.
3D 기본 회전 활성화:
기본 회전 설정 소프트 키를 누릅니다.
프리셋 테이블에 3D 회전 저장:
기본 회전 미리 설정 테이블 소프트 키를 누릅니다.
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.
컨트롤은 3D 기본 회전을 프리셋 테이블의 SPA, SPB 및 SPC 열에저장합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브로 공작물 오정렬 보정(옵션 17) 16
610 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
3D 기본 회전 정렬기계에 두 개의 회전축이 있고 프로빙된 3D 기본 회전이 활성 상태인 경우 회전 축 정렬 소프트 키를 사용하여 3D 기본 회전에 대해 회전축을 정렬할 수 있습니다. 이러한 경우 기울어진 작업평면은 모든 기계 작동 모드에 대해 활성 상태가 됩니다.
평면을 정렬한 후에는 프로빙 회전 기능을 사용하여 기준축을 정렬할 수 있습니다.
3D 기본 회전 표시3D 기본 회전이 활성 프리셋에 저장되어 있는 경우 컨트롤에서는
상태 표시에 3D 기본 회전에 대한 기호가 표시됩니다. 컨트롤은3D 기본 회전에 따라 기계 축을 이동합니다.
3D 기본 회전 취소PL 프로빙 소프트 키를 눌러 프로브 기능을 선택합니다.
모든 각도에 대해 0을 입력합니다.
기본 회전 설정 소프트 키를 누릅니다.
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 611
16.10 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17)
개요
기계 설명서를 참조하십시오.
기계 제작업체는 개별 축의 프리셋을 비활성화할 수 있습니다.
잠긴 축에 프리셋 설정을 시도하면 기계 제작업체가 정의한 내용에 따라 컨트롤이 경고 또는 오류 메시지를 표시합니다.
정렬된 공작물에서 프리셋을 설정할 경우 다음과 같은 소프트 키기능을 사용할 수 있습니다.
소프트 키 기능 페이지
모든 축에서 프리셋 611
모서리를 프리셋으로 설정 612
원 중심을 프리셋으로 설정 613
중심선을 프리셋으로 중심선으로 프리셋으로 설정
616
데이텀전환이 활성화된 상태에서 결정된 값은 현재 프리셋을 기준으로 합니다(수동 운전 모드 모드에서 수동 프리셋 가능). 데이텀 전환은 위치 표시에 포함되어 있습니다.
모든 축에서 프리셋
하이덴하인 터치 프로브가 사용되는 경우, 프로빙 사이클의 기능에 대한 보증만 제공됩니다.
위치 프로빙 소프트 키를 눌러 프로브 기능을 선택합니다.
터치 프로브를 터치점 근처로 이동합니다.
축 및 프로빙 방향(예: Z 방향 프로브)을 선택합니다.
프로브: NC 시작 키를 누릅니다.
데이텀: 공칭 좌표를 입력합니다
기준점 지정 소프트 키로 적용합니다.추가 정보: "터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
612 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프리셋 모서리
기계 설명서를 참조하십시오.
보정 값(테이블 회전의 각도)으로 공작물 오정렬을 보정할 수 있는지 여부는 기계에 따라 다릅니다.
하이덴하인 터치 프로브가 사용되는 경우, 프로빙 사이클의 기능에 대한 보증만 제공됩니다.
"프리셋 모서리" 프로빙 사이클에서는 두 직선의 각도 및 교점을 식별합니다.
프로빙 기능 선택: P 프로빙 소프트 키를 누릅니다.
첫 번째 공작물 모서리에 있는 첫 번째 터치포인트 근처에 터치 프로브를 위치결정합니다.
소프트 키로 프로브 방향을 선택합니다.
프로브: NC 시작 키를 누릅니다.
같은 공작물 모서리에 있는 두 번째 터치포인트근처에 터치 프로브를 위치결정합니다.
프로브: NC 시작 키를 누릅니다.
두 번째 공작물 모서리에 있는 첫 번째 터치포인트 근처에 터치 프로브를 위치결정합니다.
소프트 키로 프로브 방향을 선택합니다.
프로브: NC 시작 키를 누릅니다.
같은 공작물 모서리에 있는 두 번째 터치포인트근처에 터치 프로브를 위치결정합니다.
프로브: NC 시작 키를 누릅니다.
데이텀: 메뉴 창에 프리셋의 두 좌표를 입력합니다
기준점 지정 소프트 키로 적용합니다.추가 정보: "터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로브 기능을 종료하려면 END 소프트 키를 누릅니다.
홀 또는 보스로 직선 두 개의 교점을 식별하고 데이텀으로 설정할 수 있습니다.
프리셋 외에 이 사이클에서 기본 회전 또는 보정 값을 활성화할 수도 있습니다. 컨트롤에는 이 목적으로 사용할 직선을 결정하는 두소프트 키가 있습니다.
ROT 1 소프트 키는 첫 번째 직선의 각도를 기본 회전으로 활성화하며 ROT 2 소프트 키는 두 번째 직선의 각도를 활성화합니다.
기본 회전을 활성화하면 컨트롤에서 위치 및 기본 회전을 프리셋테이블에 자동으로 기록합니다.
보정 값을 활성화하면 컨트롤에서 위치 및 보정 값 또는 위치만을프리셋 테이블에 자동으로 기록합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 613
프리셋 원 중심이 기능을 사용하면 보어 홀, 원형 포켓, 원통형, 스터드, 원형 아일랜드 등의 중심에 프리셋을 설정할 수 있습니다.
내부 원:컨트롤이 4개의 좌표 축 방향으로 모두 원의 내부 벽면을 프로빙합니다.
원호와 같은 불완전한 원의 경우 적절한 프로빙 방향을 선택할 수있습니다.
터치 프로브를 원의 중심 근처에 위치결정합니다.
터치 프로브 기능을 선택합니다. 프로빙 CC 소프트 키를 누릅니다.
원하는 프로빙 방향에 해당하는 소프트 키를 선택합니다.
프로브: NC 시작 키를 누릅니다. 터치 프로브는선택한 방향으로 원의 내부 벽을 프로빙합니다.이 과정을 반복합니다. 세 번째 프로빙 작업 후컨트롤이 중심을 계산하게 할 수 있습니다(터치점 4개 권장).
프로빙 절차를 마치고 평가 메뉴로 전환: 평가 소프트 키를 누릅니다.
데이텀: 메뉴 창에 원 중심의 두 좌표를 모두 입력합니다.
기준점 지정 소프트 키로 적용합니다.추가 정보: "터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.
컨트롤이 외부 또는 내부 원을 계산하려면 적어도 3개의터치점이 필요합니다(예: 원 세그먼트). 터치점 4개를 사용하면 더 정확한 결과를 얻습니다. 가능하면 언제나 터치점 프로브를 중심에 대해 사전 위치결정합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
614 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
외부 원:터치 프로브를 원 외부에 있는 첫 번째 터치포인트 근처로 배치합니다.
터치 프로브 기능을 선택합니다. 프로빙 CC 소프트 키를 누릅니다.
원하는 프로빙 방향에 해당하는 소프트 키를 선택합니다.
프로브: NC 시작 키를 누릅니다. 터치 프로브는선택한 방향으로 원의 내부 벽을 프로빙합니다.이 과정을 반복합니다. 세 번째 프로빙 작업 후컨트롤이 중심을 계산하게 할 수 있습니다(터치점 4개 권장).
프로빙 절차를 마치고 평가 메뉴로 전환: 평가 소프트 키를 누릅니다.
데이텀: 프리셋의 좌표를 입력합니다.
기준점 지정 소프트 키로 적용합니다.추가 정보: "터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.
프로빙 루틴이 완료된 후 컨트롤이 원 중심 및 원 반경의 현재 좌표를 표시합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 615
여러 개의 홀/원통 스터드를 사용하여 프리셋 설정수동 프로빙 기능 원형 패턴 프로빙은 원형 프로빙 기능의 일부입니다. 개별 원은 축방 프로빙 작업으로 결정할 수 있습니다.
두 번째 소프트 키 행은 여러 개의 홀 또는 원형 스터드를 사용하여 프리셋을 설정하기 위한 소프트 키 프로빙 CC (원형 패턴 프로빙)을 제공합니다. 둘 이상의 요소의 교점을 프리셋으로 설정할 수있습니다.
여러 개의 홀/원형 스터드의 교점에 프리셋 설정터치 프로브 사전 위치결정
모델 원 프로빙 기능을 선택합니다.
터치 프로브 기능을 선택합니다. 프로빙 CC 소프트 키를 누릅니다.
프로빙 CC (원형 패턴의 프로빙) 소프트 키를 누릅니다
원형 보스를 프로브합니다.
원형 보스가 자동으로 프로브됩니다. 보스 소프트 키를 누릅니다.
시작각을 입력하거나 소프트 키를 사용하여 선택합니다.
프로빙 기능을 시작합니다. NC 시작 키를 누릅니다.
홀을 프로브합니다.
홀이 자동으로 프로빙됩니다. 홀 소프트 키를 누릅니다.
시작각을 입력하거나 소프트 키를 사용하여 선택합니다.
프로빙 기능을 시작합니다. NC 시작 키를 누릅니다.
나머지 요소에서도 프로빙 절차를 반복합니다.
프로빙 절차를 마치고 평가 메뉴로 전환: 평가 소프트 키를 누릅니다.
데이텀: 메뉴 창에 원 중심의 두 좌표를 모두 입력합니다.
기준점 지정 소프트 키로 적용합니다.추가 정보: "터치 프로브 사이클에서 측정된 값을 데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
616 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
중심선을 프리셋으로 설정프로빙 기능 선택: CL 프로빙 소프트 키를 누릅니다.
터치 프로브를 첫 번째 터치점 근처에 위치결정합니다.
소프트 키로 프로빙 방향을 선택합니다.
프로브: NC 시작 키를 누릅니다.
터치 프로브를 두 번째 터치점 근처에 위치결정합니다.
프로브: NC 시작 키를 누릅니다.
데이텀: 메뉴 창에서 프리셋의 좌표를 입력하고지정 기준점 소프트 키로 승인하거나 값을 테이블에 기록합니다추가 정보: "터치 프로브 사이클에서 측정된 값을데이텀 테이블에 쓰기", 페이지 598추가 정보: "터치 프로브 사이클에서 측정한 값을프리셋 테이블에 쓰기", 페이지 599
프로브 기능을 종료하려면 종료 소프트 키를 누릅니다.
원한다면 두 번째 터치점 후에 프리셋 설정을 위해 평가메뉴에서 중심선의 위치 및 축을 변경할 수 있습니다. 소프트 키를 사용하여 기본축, 보조축 및 공구축 중에서 선택합니다. 이 방법으로 위치를 한 번 결정한 후 기본축및 보조축에 저장할 수 있습니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 617
3D 터치 프로브로 공작물 측정수동 운전 모드 및 핸드휠 모드 작동 모드에서 터치 프로브를 사용하여 공작물에 대한 간단한 측정을 수행할 수도 있습니다. 복잡한측정 작업에는 프로그래밍 가능한 다양한 터치 프로빙 사이클을 사용할 수 있습니다.
추가 정보: 사이클 프로그래밍 사용 설명서
3D 터치 프로브를 사용하여 다음을 결정할 수 있습니다.
위치 좌표 및 위치 좌표로부터의 거리
공작물 상의 치수 및 각도
정렬된 공작물에서 위치 좌표 찾기프로빙 기능 선택: PROBING POS 소프트 키를누릅니다.
터치 프로브를 터치점 근처로 이동합니다.
좌표가 관련된 축과 프로빙 방향을 선택합니다.해당 소프트 키를 사용하여 선택합니다.
프로빙 과정 시작: NC 시작 키를 누릅니다.
컨트롤에서 터치점의 좌표를 프리셋으로 표시합니다.
작업면에서 모서리 점의 좌표 찾기모서리 점의 좌표를 찾을 수 있습니다.
추가 정보: "프리셋 모서리", 페이지 612
컨트롤이 프로빙된 모서리의 좌표를 프리셋으로 표시합니다.

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
618 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공작물 치수 측정프로빙 기능 선택: PROBING POS 소프트 키를누릅니다.
터치 프로브를 첫 번째 터치포인트 A 근처로 위치결정합니다.
소프트 키로 프로빙 방향을 선택합니다.
프로브: NC 시작 키를 누릅니다.
현재 프리셋이 나중에 필요한 경우 디스플레이에나타나는 값을 메모해 둡니다.
프리셋: 0을 입력합니다.
대화 상자 취소: END 키를 누릅니다.
프로빙 기능 다시 선택: PROBING POS 소프트키를 누릅니다.
터치 프로브를 두 번째 터치포인트 B 근처로 위치결정합니다.
소프트 키로 프로빙 방향을 선택합니다. 같은 축이지만 반대 방향에서
프로브: NC 시작 키를 누릅니다.
측정 값 표시는 좌표축에 있는 두 점 사이의 거리입니다.
길이 측정 전에 활성화된 값으로 돌아가려면:프로빙 기능 선택: PROBING POS 소프트 키를 누릅니다.
첫 번째 터치포인트를 다시 프로빙합니다.
프리셋을 이전에 메모해 둔 값으로 설정합니다
대화 상자 취소: END 키를 누릅니다.
각도 측정3D 터치 프로브를 사용하여 작업 평면의 각도를 측정할 수 있습니다. 다음을 측정할 수 있습니다.
각도 기준축과 공작물 모서리 사이의 각도 또는
두 면 사이의 각도
측정된 각도가 값으로 표시됩니다(최대값 90°).

수동 운전 모드 및 설정 | 3D 터치 프로브를 사용하여 데이텀 설정(옵션 번호 17) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 619
각도 기준축과 공작물 모서리 사이의 각도 찾기프로빙 ROT 소프트 키를 눌러 프로브 기능을 선택합니다.
회전 각도: 현재 기본 회전을 나중에 복원하려면회전 각도 아래에 표시된 값을 기록합니다.
비교할 공작물 모서리를 사용하여 기본 회전을수행합니다(추가 정보: "3D 터치 프로브로 공작물 오정렬 보정(옵션 17)", 페이지 605).
프로빙 ROT 소프트 키를 눌러 각도 기준축과 공작물의 모서리 사이 각도를 회전 각도로 표시합니다.
기본 회전을 취소하거나 이전 기본 회전을 복원합니다.
이전에 기록해 둔 값으로 회전 각도를 설정합니다.
두 공작물 모서리 사이의 각도 측정프로빙 ROT 소프트 키를 눌러 프로브 기능을 선택합니다.
회전 각도: 현재 기본 회전을 나중에 복원하려면회전 각도 아래에 표시된 값을 기록합니다.
비교할 공작물 모서리를 사용하여 기본 회전을수행합니다(추가 정보: "3D 터치 프로브로 공작물 오정렬 보정(옵션 17)", 페이지 605).
두 번째 모서리를 같은 방식으로 기본 회전으로프로빙하는 한편, 회전 각도를 0으로 설정하지는마십시오.
프로빙 회전 소프트 키를 눌러 공작물 모서리 사이의 PA 각도를 회전 각도로 표시합니다.
기본 회전을 취소하거나 회전 각도를 이전에 기록해 둔 값으로 설정하여 이전 기본 회전을 복원합니다.

수동 운전 모드 및 설정 | 작업면 기울이기(옵션 8) 16
620 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
16.11 작업면 기울이기(옵션 8)
응용, 기능
기계 설명서를 참조하십시오.
기계 제작업체에서 컨트롤 및 공작 기계의 인터페이스에경사진 작업평면 기능을 포함했습니다.
또한 기계 제작 업체는 프로그래밍된 각도가 회전축의좌표로 해석되는지(축 각도) 아니면 틸팅한 면의 각도 구성요소로 해석되는지(공간 각도) 지정합니다.
컨트롤은 공작 기계 및 스위블 헤드 및/또는 틸팅 테이블에 대한 틸팅 기능을 지원합니다. 일반적인 응용 예로는 기울어진 평면의 비대칭 홀 또는 윤곽을 들 수 있습니다. 작업평면은 항상 활성 데이텀을 중심으로 기울어져 있습니다. 프로그램이 평시처럼 X/Y 평면 같은 주 평면으로 기록되지만 주 평면을 기준으로 기울어진 평면에서실행됩니다.
작업 평면 기울이기에 사용할 수 있는 기능에는 세 가지가 있습니다.
수동 운전 모드 및 핸드휠 모드에서 3-D ROT 소프트 키로 수동틸팅추가 정보: "수동 틸팅 활성화:", 페이지 622
제어된 틸팅, 가공 프로그램의 사이클 G80추가 정보: 사이클 프로그래밍 사용 설명서
제어된 틸팅, 가공 프로그램의 PLANE 기능추가 정보: "PLANE 기능: 작업면 기울이기(소프트웨어 옵션 8)",페이지 493
작업평면을 기울이기 위한 컨트롤 기능은 좌표 변환입니다. 작업평면이 공구축 방향과 항상 수직인 좌표 변환입니다.

수동 운전 모드 및 설정 | 작업면 기울이기(옵션 8) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 621
작업평면을 기울이면 컨트롤이 두 기계 유형을 구별합니다.
틸팅 테이블이 있는 기계G01 블록 등으로 틸팅 테이블을 위치결정하여 공작물을 원하는 가공 위치로 틸팅해야 합니다.
변환된 공구축의 위치는 기계 좌표계에 대해 변경되지 않습니다. 따라서 테이블을 90° 등으로 회전하여 그에 따라 공작물이 회전되더라도 좌표계는 회전되지 않습니다.수동 운전모드에서 Z+ 축 방향 버튼을 누르는 경우 공구는 Z+ 방향으로 이동합니다.
변환된 좌표계를 계산함에 있어서 컨트롤은 특정 틸팅 테이블(평행이동 구성품)의 기계적 영향을 받은 보정 값만 고려합니다.
스위블 헤드가 있는 기계G01 블록 등으로 스위블 헤드를 위치결정하여 공구를 원하는 가공 위치로 가져와야 합니다.
변환된 공구축의 위치는 기계 좌표계에 대해 변경됩니다.따라서 B 축에서 기계의 스위블 헤드를 90° 등으로 회전하여 공구가 회전되면 좌표계도 함께 회전됩니다.수동 운전 모드에서 Z+축 방향 버튼을 누르면 공구는 기계 좌표계의 X+방향으로 이동합니다.
활성 좌표계를 계산함에 있어서 컨트롤은 특정 스위블 헤드(평행이동 구성품)의 기계적 영향을 받은 보정 값 및 공구 틸팅으로 발생한 보정 값(3D 공구 길이 보정)을 모두 고려합니다.
컨트롤은 스핀들 축 G17과 조합한 경사진 작업평면을지원합니다 .

수동 운전 모드 및 설정 | 작업면 기울이기(옵션 8) 16
622 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기울어진 시스템의 위치 표시상태 창에 표시된 위치(ACTL. 및 NOML.)는 기울어진 좌표계를 참조합니다.
옵션 기계 파라미터 CfgDisplayCoordSys(no. 127501)에서 상태 표시가 활성 데이텀 전환을 나타내는 좌표계를 지정할 수 있습니다.
틸팅 기능 사용 시 제한 사항작업면 기울이기 기능이 활성화되어 있으면 실제 위치 캡처 기능은 사용할 수 없습니다.
PLC 위치결정(기계 제작 업체에서 결정)을 수행할 수 없습니다.
수동 틸팅 활성화:수동 틸팅을 선택하려면 3D ROT 소프트 키를 누릅니다.
화살표 키를 사용하여 커서를 메뉴 지점 수동 운전 모드로 이동합니다수동 운전 모드
수동 틸팅을 활성화하려면 활성화 소프트 키를누릅니다.
화살표 키를 사용하여 원하는 로타리축에 커서를배치합니다.
틸팅각을 입력합니다.
입력을 종료합니다: END 키를 누릅니다.
기울어진 작업평면 기능이 활성화되고 컨트롤이 기계축을 기울어
진 축에 따라 이동하는 경우 상태 표시에는 기호가 나타납니다.
프로그램 실행 모드에서 "작업평면 틸팅" 기능을 활성화로 설정하면 해당 메뉴에 입력한 기울기 각도가 가공 프로그램의 첫 번째 블록에서 활성화됩니다. 가공 프로그램에서 사이클 g80 또는 PLANE기능을 사용하면 정의한 각도 값이 적용됩니다. 메뉴에 입력한 각도값은 덮어쓰여집니다.

수동 운전 모드 및 설정 | 작업면 기울이기(옵션 8) 16
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 623
컨트롤러에서 다음 변환 유형을 틸팅에 사용합니다.
COORD ROTPLANE 기능이 이전에 COORD ROT를 통해 실행된 경우
PLANE RESET 후
기계 제작업체가 기계 파라미터CfgRotWorkPlane (No. 201200)의 해당 구성을사용하여
컨트롤을 시작한 후
역할을 전환한 후
사이클 G80 이후
TABLE ROTPLANE 기능이 이전에 TABLE ROT를 통해 실행된경우
기계 제작업체가 기계 파라미터CfgRotWorkPlane (No. 201200)의 해당 구성을사용하여
컨트롤을 시작한 후
역할을 전환한 후
사이클 G80 이후
컨트롤이 꺼졌을 때 틸팅이 활성화되면 컨트롤은 다시켜질 때 기울어진 작업평면에서 이동합니다.
추가 정보: "기울어진 작업평면에서 기준점 교차",페이지 561
수동 틸팅을 비활성화하려면비활성화하려면 경사진 작업평면 메뉴에서 해당 작동 모드를 정지로 설정합니다.
수동 운전 모드에서 3D-ROT 대화 상자가 활성화로 설정되어 있더라도 활성 기본 변환을 사용한 틸팅 재설정(PLANE RESET)은 올바르게 기능을 발휘합니다.

수동 운전 모드 및 설정 | 작업면 기울이기(옵션 8) 16
624 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
공구축 방향을 활성 가공 방향으로 설정
기계 설명서를 참조하십시오.
기계 제작업체가 이 기능을 사용할 수 있습니다.
이 기능을 수동 운전 모드 및 핸드휠 모드에서 사용하면 축 방향 키나 핸드휠을 사용하여 공구축이 현재 가리키고 있는 방향으로 공구를 이동할 수 있습니다. 이 기능을 사용하는 경우는 다음과 같습니다.
5축 가공 프로그램이 중단된 상황에서 공구축의 방향에서 공구를 후퇴시키려는 경우
수동 작동 모드에서 핸드휠 또는 축 방향 키를 사용하여 기울어진 공구로 가공하려는 경우
수동 틸팅을 선택하려면 3D ROT 소프트 키를 누릅니다.
화살표 키를 사용하여 커서를 수동 운전 모드 메뉴 항목으로 이동합니다.수동 운전 모드
현재 공구축 방향을 활성 가공 방향으로 활성화하려면 공구축 소프트 키를 누릅니다.
입력을 종료합니다: END 키를 누릅니다.
틸팅 기능을 비활성하려면 "작업평면 틸팅" 메뉴의 수동 운전 모드메뉴 항목을 비활성으로 설정합니다.
공구축 방향으로 이동 기능이 활성화되어 있는 경우에는 상태 표시
에 기호가 나타납니다.
기울어진 좌표계의 프리셋 설정회전축을 위치결정한 후에는 기울어지지 않은 시스템과 동일한 방식으로 프리셋을 설정합니다. 프리셋 중 컨트롤의 동작은 기계 파라미터 chkTiltingAxes (No. 204601)의 설정에 따라 달라집니다.
추가 정보: "소개", 페이지 592

17MDI(수동 데이터 입력)를 통한 위치결정

MDI(수동 데이터 입력)를 통한 위치결정 | 간단한 가공 작업 프로그래밍 및 실행 17
626 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
17.1 간단한 가공 작업 프로그래밍 및 실행수동 입력에 의한 운전(MDI) 작동 모드는 단순한 가공 작업 또는공구의 사전 위치결정에 특히 편리합니다. 이를 통해 기계 파라미터 programInputMode (No. 101201), in Klartext 또는 ISO 형식에 따라 짧은 프로그램을 작성하고 해당 프로그램을 즉시 실행할수 있습니다. 프로그램은 $MDI 파일에 저장됩니다.
예를 들어 다음 기능을 사용할 수 있습니다.
사이클
반경 보정
프로그램 섹션 반복
Q 파라미터
수동 입력에 의한 운전(MDI) 작동 모드에서 추가 상태 표시를 활성화할 수 있습니다.
알림충돌 주의!
특정 수동 상호작용은 컨트롤이 모드에 영향을 미치는 프로그램정보를 상실하게 하고 따라서 이른바 컨텍스트 참조를 상실하게합니다. 컨텍스트 참조가 상실된 후에는 예기치 않고 바람직스럽지 못한 이동이 발생할 수 있습니다. “이후 가공 작업 중 충돌의위험이 있음”
다음과 같은 상호작용을 수행하지 마십시오.
다른 NC 블록으로 커서 이동
다른 NC 블록으로 점프 명령 GOTONC 블록 편집
Q INFO 소프트 키로 Q 파라미터 값 수정
작동 모드 전환
필수 NC 블록의 반복을 통해 컨텍스트 참조를 복원합니다

MDI(수동 데이터 입력)를 통한 위치결정 | 간단한 가공 작업 프로그래밍 및 실행 17
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 627
MDI(수동 데이터 입력)를 통한 위치결정수동 입력에 의한 운전(MDI) 작동 모드를 선택합니다
원하는 사용 가능한 기능 프로그래밍
NC 시작 키를 누릅니다.
컨트롤이 강조 표시된 NC 블록을 실행합니다.추가 정보: "간단한 가공 작업 프로그래밍 및 실행", 페이지 626
작동 및 프로그래밍 참고사항:
다음 기능은 수동 입력에 의한 운전(MDI)에서 사용할 수 없습니다.
FK 자유 윤곽 프로그래밍
프로그램 호출
%%:PGM:%<>%
프로그래밍 그래픽
프로그램 실행 그래픽
선택 블록 및 블록 잘라 기 소프트 키 등을 사용하여다른 NC 프로그램의 프로그램 섹션을 간편하고 빠르게 재사용할 수도 있습니다.추가 정보: "프로그램 섹션 표시, 복사, 잘라내기 및삽입", 페이지 161
소프트 키 Q 파라메터 리스트 및 Q INFO로 Q 파라미터를 제어 및 수정할 수 있습니다.추가 정보: "Q 파라미터 확인 및 변경", 페이지 364

MDI(수동 데이터 입력)를 통한 위치결정 | 간단한 가공 작업 프로그래밍 및 실행 17
628 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예단일 공작물에 깊이가 20mm인 홀을 드릴링하려고 합니다. 공작물을 클램핑 및 정렬하고 프리셋을 설정한 후 몇 행의 프로그래밍을통해 드릴링 작업을 프로그래밍하고 실행할 수 있습니다.
먼저 공구를 직선 블록의 공작물 위에 사전 위치결정하고 홀 위의안전 거리 5mm에 위치결정합니다. 그런 다음 사이클 G200을 사용하여 홀을 드릴링합니다.
%$MDI G71 *
N10 T1 G17 S2000* 공구 호출: 공구축 Z,
스핀들 속도 2,000rpm
N20 G00 G40 G90 Z+200* 공구 후퇴(급속 이송)
N30 X+50 Y+50 M3* 공구를 급속 이송으로 구멍 위의 위치로 이동 스핀들 설정
N40 G01 Z+2 F2000* 구멍 위 2mm에 공구 배치
N50 G200 드릴작업 사이클 G200 DRILLING 정의
Q200=2 ;SET-UP CLEARANCE 구멍 위의 공구 안전 거리
Q201=-20 ;DEPTH 구멍 깊이(부호는 작업 방향)
Q206=250 ;FEED RATE FOR PLNGNG 드릴링 이송 속도
Q202=10 ;PLUNGING DEPTH 후퇴 전 각 진입 깊이
Q210=0 ;DWELL TIME AT TOP 상면 칩 해제를 위한 정지 시간(초)
Q203=+0 ;SURFACE COORDINATE 공작물 표면 좌표
Q204=50 ;2ND SET-UP CLEARANCE Q203에 따라 사이클 종료 후 위치결정
Q211=0.5 ;DWELL TIME AT DEPTH 구멍 바닥면에서의 정지시간(초)
Q395=0 ;DEPTH REFERENCE 공구 끝 또는 공구 원통형 파트를 참조하는 깊이
N60 G79* 사이클 G200 PECKING 호출
N70 G00 G40 Z+200 M2* 공구 후퇴
N9999999 %$MDI G71 * 프로그램 종료
직선 기능:
추가 정보: "급속 이송 G00으로 직선 이동 또는 이송 속도 F G01로직선 이동", 페이지 281

MDI(수동 데이터 입력)를 통한 위치결정 | 간단한 가공 작업 프로그래밍 및 실행 17
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 629
예: 로타리 테이블이 있는 기계에서 공작물 오정렬 제거3D 터치 프로브를 사용하여 기본 회전을 수행합니다.추가 정보: "3D 터치 프로브로 공작물 오정렬 보정(옵션 17)",페이지 605
회전 각도를 기록하고 기본 회전을 취소합니다.
작동 모드를 선택합니다. 수동 입력에 의한 운전(MDI) 키를 누릅니다.
로타리 테이블 축을 선택하고 기록해 둔 회전 각도와 이송 속도를 입력합니다(예: G01 C+2.561F50).
입력을 완료합니다.
NC 시작 버튼을 누릅니다. 테이블의 회전으로 오정렬을 보정합니다
$MDI에서 프로그램 보호$MDI 파일은 일시적으로만 사용되는 간단한 프로그램을 위한 것입니다. 하지만 필요한 경우 아래 설명된 절차에 따라 프로그램을 저장할 수도 있습니다.
작동 모드: 프로그래밍 키를 누릅니다.
파일 관리자를 호출하려면 PGM MGT 키를 누릅니다.
하이라이트를 $MD 파일로 이동합니다.
파일을 복사하려면: 복사 소프트 키를 누릅니다.
대상 파일 =
현재 $MDI 파일의 내용을 저장할 이름을 입력합니다(예:홀).
확인 소프트 키를 누릅니다.
파일 관리자를 닫으려면 종료 소프트 키를 누릅니다.
추가 정보: "단일 파일 복사", 페이지 172


18시험 주행 및 프로그
램 실행
시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
632 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
18.1 그래픽 (옵션 20)
응용반 자동 프로그램 실행 및 자동 프로그램 실행 작동 모드 및 시험주행 작동 모드에서 컨트롤이 가공 작업을 그래픽으로 시뮬레이션합니다.
컨트롤에 다음과 같은 뷰가 표시됩니다.
평면 뷰
3각법
3D 뷰
시험 주행 작동 모드에서 3D 그래픽을 추가로 사용할 수있습니다.
그래픽은 공작물을 원통 엔드밀로 가공하는 것처럼 표시합니다.
활성 공구 테이블에 대해 컨트롤은 LCUTS, T-ANLGE 및 R2 열의 항목을 고려합니다.
컨트롤은 다음과 같은 경우 그래픽을 표시하지 않습니다
현재 프로그램의 공작물 정의가 유효하지 않은 경우
프로그램이 선택되지 않은 경우
서브프로그램과 함께 빈 폼 정의 사용, BLK FORM 블록은 아직실행되지 않음
5축 가공 또는 기울어진 가공이 포함된 프로그램을 시뮬레이션하는 경우 실행 속도가 떨어질 수 있습니다. MOD메뉴의 그래픽 설정을 사용하여 모델 품질을 낮추면 시뮬레이션 속도가 증가합니다.
터치 컨트롤과 함께 TNC 620을(를) 사용하는 경우, 몇몇키 입력을 손으로 화면 접촉으로 바꿀 수 있습니다.
추가 정보: "터치스크린 작동", 페이지 121
옵션 20 고급 그래픽 기능 없는 그래픽옵션 20이 없으면 반 자동 프로그램 실행 및 자동 프로그램 실행 작동 모드에서도 시험 주행 작동 모드에서도 모델을 사용할 수 없습니다.
프로그램 + 그래픽 및 그래픽 소프트 키는 흐리게 표시됩니다.
프로그래밍 모드의 라인 그래픽은 옵션 번호 20이 없어도 작동합니다.

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 633
시험 주행 속도 설정
전원이 차단될 때까지 마지막으로 설정된 속도가 그대로유지됩니다. 제어장치에 전원이 들어오면 속도는 FMAX로 설정됩니다.
프로그램을 시작한 후 컨트롤은 시뮬레이션 속도를 설정할 수 있는다음과 같은 소프트 키를 표시합니다.
소프트 키 기능
프로그램을 실제로 실행할 때 사용될 속도의 시험 프로그램(프로그램된 이송 속도를 고려함)
시뮬레이션 속도를 점차 높입니다.
시뮬레이션 속도를 점차 낮춥니다.
가능한 최고 속도로 시험 주행을 실행합니다(기본 설정).
프로그램을 시작하기 전에 시뮬레이션 속도를 설정할 수도 있습니다.
시뮬레이션 속도를 설정하기 위한 기능을 선택합니다.
예를 들어 시뮬레이션 속도를 점차 늘리는 등의원하는 기능을 소프트 키를 사용하여 선택합니다.

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
634 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
개요: 표시 모드반 자동 프로그램 실행 및 자동 프로그램 실행 작동 모드 및 시험주행 작동 모드에서 다음과 같은 소프트 키가 표시됩니다.
소프트 키 뷰
평면 뷰
3각법
3D 뷰
소프트 키의 위치는 선택된 작동 모드에 따라 달라집니다.
또한 시험 주행 모드는 다음 뷰를 제공합니다.
소프트 키 뷰
볼륨 뷰
볼륨 뷰 및 공구 경로
공구 경로
프로그램 실행 중 제한
컨트롤의 컴퓨팅 용량이 복잡한 가공 작업에 완전히 이용되고 있는 경우 시뮬레이션에 오류가 포함될 수 있습니다.
3D 뷰3D 뷰 선택:
고해상도 3D 뷰에서는 가공된 공작물의 표면을 보다 자세히 표시할 수 있습니다. 컨트롤은 시뮬레이션된 광원을 사용하여 실감나는빛과 그림자 조건을 생성합니다.
3D 보기 소프트 키를 누릅니다.

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 635
3D 뷰에서의 회전, 확대 및 이동회전 및 확대/축소에 대한 기능을 선택합니다
컨트롤에 다음과 같은 소프트 키가 표시됩니다.
소프트 키 기능
수직축을 중심으로 5°씩 회전
수평축을 중심으로 5°씩 기울이기
순차적으로 그래픽 확대
순차적으로 그래픽 축소
원래 크기 및 각도로 그래픽 재설정
소프트 키 행을 스크롤합니다.
소프트 키 기능
그래픽을 위 또는 아래로 이동
그래픽을 왼쪽 또는 오른쪽으로 이동
원래 위치 및 각도로 그래픽 재설정
또한 마우스를 사용해서 그래픽 표시를 변경할 수 있습니다. 다음과 같은 기능들을 사용할 수 있습니다.
3D로 표시된 모델을 회전하려면 마우스 오른쪽 버튼을 누른 상태로 마우스를 이동합니다. Shift 키를 동시에 누르면 모델을 가로나 세로로만 회전할 수 있습니다.
표시된 모델 이동: 가운데 마우스 버튼이나 마우스 휠을 누른 상태로 마우스를 이동합니다. Shift 키를 동시에 누르면 모델을 가로나 세로로만 이동할 수 있습니다.
특정 영역 확대: 왼쪽 마우스 버튼을 계속 누른 상태로 확대할영역을 표시합니다.
왼쪽 마우스 버튼을 놓으면 정의된 영역이 확대됩니다.
영역을 빠르게 확대 또는 축소: 마우스 휠을 앞쪽이나 뒤쪽으로돌립니다.
표준 표시로 되돌리는 방법: Shift 키를 누르고 동시에 오른쪽 마우스 키를 두 번 클릭합니다. 오른쪽 마우스 키만 더블클릭하면회전 각도가 유지됩니다.

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
636 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
시험 주행 작동 모드 3D 뷰또한 시험 주행 모드는 다음 뷰를 제공합니다.
소프트 키 기능
볼륨 뷰
볼륨 뷰 및 공구 경로
공구 경로
시험 주행 작동 모드는 다음과 같은 기능도 제공합니다.
소프트 키 기능
공작물 영역 프레임 보기
3D 모델의 공작물 가장자리 강조 표시
공작물 투명하게 보기
공구 경로의 끝점 보기
공구 경로의 블록 번호 보기
공작물에 색상을 추가하여 보기
소재 모델 재설정
공구 경로 재설정
급속 이송 이동 표시
측정 활성화
측정이 활성화된 경우 마우스 커서를 공작물의3D 그래픽 위에 놓으면 대략적인 좌표가 표시됩니다.

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 637
컨트롤은 전원 공급이 차단된 후에도 다음과 같은 소프트 키의 상태를 비휘발성 메모리에 저장합니다.
급속 이송으로 이동
공작물 영역 프레임
공작물 에지
투명한 공작물
컬러 공작물
작동 참고사항:
사용 가능한 기능은 선택된 모델 품질에 따라 달라집니다. 모델 품질은 MOD 기능의 그래픽 설정에서 선택할 수 있습니다.
기계 파라미터 clearPathAtBlk (No. 124203)를 사용하면 시험 주행 작동 모드의 공구 경로가 새 BLKFORM을 통해 지워지는지 여부를 지정할 수 있습니다.
포스트프로세서가 점을 잘못 출력한 경우 공작물에가공 표시가 발생합니다. 이러한 원치 않는 가공 표시를 빨리(가공 전에) 인식하기 위해 공구 경로 표시에의해 해당 불규칙성에 대해 외부에서 작성된 NC 프로그램을 테스트할 수 있습니다.
표시된 공구 경로의 세부 정보를 빨리 인식하기 위해강력한 확대/축소 기능을 사용할 수 있습니다.
급속 이송의 이송 이동은 빨간색으로 표시됩니다.
평면 뷰시험 주행 운전 모드에서 평면 뷰를 선택합니다.
추가 뷰 옵션 소프트 키를 누릅니다.
평면 뷰 소프트 키를 누릅니다
작동 모드 반 자동 프로그램 실행 및 자동 프로그램 실행에서 평면뷰를 선택합니다.
그래픽 소프트 키를 누릅니다.
평면 뷰 소프트 키를 누릅니다

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
638 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
3각법시뮬레이션에서는 기술 드로잉과 유사하게 세 단면과 3D 모델이표시됩니다.
시험 주행 모드에서 세 평면에 투사를 선택합니다.
추가 뷰 옵션 소프트 키를 누릅니다.
3면에서 보기 소프트 키를 누릅니다.
작동 모드 반 자동 프로그램 실행 및 자동 프로그램 실행에서 세 평면에 투사를 선택합니다.
그래픽 소프트 키를 누릅니다.
3면에서 보기 소프트 키를 누릅니다.
단면 이동단면은 공작물 중심의 작업평면 및 상단면의 공구축에 위치결정되도록 기본 설정됩니다.
다음과 같이 단면을 전환합니다.
단면 전환에 대한 소프트 키를 누릅니다
컨트롤에 다음과 같은 소프트 키가 표시됩니다.
소프트 키 기능
수직 단면을 오른쪽이나 왼쪽으로 이동합니다.
수직 단면을 앞쪽이나 뒤쪽으로 이동합니다.
수평 단면을 위쪽이나 아래쪽으로 이동합니다.
단면의 위치는 이동 중 볼 수 있습니다. 전환은 새 공작물 영역을활성화한 후에도 활성 상태로 유지됩니다.
단면 재설정전환된 단면은 새 공작물에 대해서도 활성 상태로 유지됩니다. 단면 경로는 컨트롤이 재시작될 때 자동으로 재설정됩니다.
또한 수동으로 단면을 해당 기본 위치로 이동할 수도 있습니다.
단면 재설정에 대한 소프트 키를 누릅니다

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 639
그래픽 시뮬레이션 반복부분 프로그램은 원하는 횟수만큼 그래픽으로 시뮬레이션 할 수 있습니다. 그러기 위해서는 그래픽을 공작물 영역으로 재설정해야 합니다.
소프트 키 기능
반 자동 프로그램 실행 및 자동 프로그램 실행작동 모드에서 가공되지 않은 영역을 표시합니다
시험 주행 작동 모드에서 가공되지 않은 영역을표시합니다
공구 표시작동 모드에 관계 없이 시뮬레이션 중에는 공구를 보이게 할 수 있습니다.
소프트 키 기능
자동 프로그램 실행 / 반 자동 프로그램 실행
시험 주행
공구는 다양한 색상으로 표시됩니다.
빨간색: 공구가 적용됨
파란색: 공구가 후퇴됨

시험 주행 및 프로그램 실행 | 그래픽 (옵션 20) 18
640 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
가공 시간 측정
시험 주행 작동 모드의 가공 시간컨트롤은 공구 이동 시간을 계산하여 이를 테스트 실행의 가공 시간으로 표시합니다. 컨트롤은 이송 이동과 정지 시간을 고려합니다.
기계 의존 시간 간격(예: 공구 변경용)은 고려하지 않으므로 컨트롤에 의해 결정된 시간은 가공 시간을 계산하기 위한 제한된 값으로만 되어 있습니다.
기계 작동 모드의 가공 시간프로그램 시작에서 종료까지의 시간을 표시합니다. 타이머는 가공이 중단될 때마다 정지됩니다.
스톱워치 기능 선택스톱워치 기능에 대한 소프트 키가 나타날 때까지 소프트 키 메뉴를 전환합니다.
스톱워치 기능을 선택합니다
소프트 키를 통해 원하는 기능(예표시된 시간 저장)을 선택합니다
소프트 키 스톱워치 기능
표시된 시간 저장
저장된 시간 및 표시된 시간의 합계 표시
표시된 시간 지우기

시험 주행 및 프로그램 실행 | 작업 공간에서 공작물 영역 표시(옵션 20) 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 641
18.2 작업 공간에서 공작물 영역 표시(옵션 20)
응용테스트 실행 작동 모드에서 공작물 영역의 위치 및 기계 작업 공간의 프리셋을 그래픽으로 확인할 수 있습니다. 그래픽은 사이클 247을 사용하여 NC 프로그램에 설정된 프리셋을 표시합니다. NC 프로그램에서 프리셋을 설정하지 않은 경우 그래픽은 기계의 활성 프리셋을 표시합니다.
테스트 실행 작동 모드에서 외형 작업 공간 소프트 키를 눌러 작업공간 모니터링을 활성화할 수 있습니다. SW 리미트 모니터링 소프트 키를 사용하여 기능을 활성화 또는 비활성화할 수 있습니다.
투명한 입방체는 공작물 영역을 의미합니다. 해당 치수는 BLKFORM 테이블에 표시됩니다. 컨트롤은 선택된 프로그램의 공작물영역 정의의 치수를 인수합니다.
테스트 실행에서는 공작물 영역이 작업 공간 내에 있는지 여부가중요하지 않습니다. 작업 공간 모니터링을 활성화한 경우 공작물영역이 작업 공간 내에 있도록 해당 영역을 그래픽으로 전환해야합니다. 아래 테이블에 나오는 소프트 키를 사용하십시오.
테스트 실행 작동 모드에 대한 현재 프리셋을 활성화할 수도 있습니다.
소프트 키 기능
양/음의 X 방향으로 공작물 영역 전환
양/음의 Y 방향으로 공작물 영역 전환
양/음의 Z 방향으로 공작물 영역 전환
설정된 프리셋에 참조된 공작물 영역을 표시합니다.
현재 이송 범위를 표시합니다
그러면 기계 제작업체가 구성한 이송 범위가표시되며 그에 따라 선택할 수 있습니다.
모니터링 기능 켜기 또는 끄기
기계 기준점 표시
작동 참고사항:
BLK FORM CYLINDER를 사용하면 입방체가 작업 공간에 공작물 영역으로 표시됩니다.
BLK FORM ROTATION 을 사용하는 경우 공작물 영역이 작업 공간에 표시되지 않습니다.

시험 주행 및 프로그램 실행 | 프로그램 표시 기능 18
642 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
18.3 프로그램 표시 기능
개요프로그램 실행 반 자동 및and 자동 프로그램실행 작동 모드에서 컨트롤은 NC 프로그램을 페이지 단위로 표시하기 위한 다음과 같은소프트 키를 표시합니다.
소프트 키 기능
NC 프로그램에서 한 화면 뒤로 이동합니다
NC 프로그램에서 한 화면 앞으로 이동합니다
프로그램의 시작 선택
프로그램의 끝 선택

시험 주행 및 프로그램 실행 | 시험 주행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 643
18.4 시험 주행
애플리케이션시험 주행 작동 모드에서 프로그램이 실행 중일 때 NC 프로그래밍오류를 줄이기 위해 프로그램 및 프로그램 섹션을 시뮬레이션할 수있습니다. 컨트롤이 프로그램에 대해 다음 사항을 검사합니다.
기하학적 비호환성
누락된 데이터
불가능한 점프
기계의 작업 공간 위반
비활성화된 도구 사용
다음과 같은 기능도 사용할 수 있습니다.
블록 단위 테스트 실행
원하는 블록에서 테스트 중단
옵션 블록 건너뛰기
그래픽 시뮬레이션용 기능
가공 시간 측정
추가 상태 표시
시험 주행을 수행할 때 다음 사항을 염두에 두십시오입방체 공작물 영역에 대해 컨트롤은 다음 위치에서 공구를 호출한후 시험 주행을 시작합니다.
정의된 BLK FORM 중앙에 있는 작업평면
공구축의 BLK FORM에 정의된 MAX 점에서 1mm 위
회전 대칭 공작물 영역에 대해 컨트롤은 다음 위치에서 공구를 호출한 후 시험 주행을 시작합니다.
가공 평면 상의 X=0, Y=0 위치
공구축에서 정의된 공작물 영역보다 1 mm 위의 위치
알림충돌 주의!
테스트 실행 작동 모드에서 컨트롤은 기계의 일부 축 이동을 고려하지 않습니다(예: PLC 위치결정 이동 및 공구 변경 매크로와M 기능에서의 이동). 이 때문에 오류 없이 수행된 테스트가 가공작업과 차이가 날 수 있습니다. 가공 중 충돌 위험!
이후 가공 위치에서 NC 프로그램을 테스트합니다(외형 작업공간)
공구 변경 후 그리고 사전 위치결정 전에 안전한 중간 위치를프로그래밍합니다
반 자동 프로그램 실행 작동 모드에서 NC 프로그램을 주의깊게 테스트하십시오.
기계 설명서를 참조하십시오.
기계 제작업체에서 시험 주행 모드를 위해 공구 변경 매크로를 정의할 수도 있습니다. 이 매크로는 기계의 정확한 동작을 시뮬레이션합니다.
그 과정에서 기계 제작업체는 흔히 시뮬레이션된 공구변경 위치를 변경합니다.

시험 주행 및 프로그램 실행 | 시험 주행 18
644 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
시험 주행 실행작업 영역 모니터링
시험 주행을 위해 공구 테이블을 활성화해야 합니다(상태 S). 시험 주행 모드에서 파일 관리자를 통해 공구 테이블을 선택합니다.
시험 주행 시 임의의 프리셋 테이블(상태 S)을 선택할 수 있습니다.
RESET + START 후 일시적으로 로드된 프리셋 테이블의 행 0에Preset.PR(실행)의 현재 활성화된 프리셋을 자동으로 표시합니다.행 0은 시험 주행을 시작한 후 NC 프로그램에 다른 프리셋을 정의할 때까지 선택되어 있습니다. 컨트롤이 시험 주행의 선택된 프리셋 테이블에서 행 0 다음의 모든 프리셋을 읽습니다.
외형 작업 공간 기능을 사용하면 시험 주행에 대한 공작물 모니터링을 활성화할 수 있습니다.
추가 정보: " 작업 공간에서 공작물 영역 표시(옵션 20)",페이지 641
작동 모드: 시험 주행 키를 누릅니다.
PGM MGT 키를 사용하여 파일 관리자를 호출하고 테스트할 파일을 선택합니다.
그러면 컨트롤에 다음과 같은 소프트 키가 표시됩니다.
소프트 키 기능
빈 폼을 재설정하고, 이전 공구 데이터를 재설정하고, 전체 프로그램을 시험합니다.
전체 프로그램 테스트
각 NC 블록을 개별적으로 테스트
시험 주행을 블록 N까지 실행합니다.
시험 주행 정지(시험 주행을 시작한 후에만 소프트 키가 나타남)
고정된 사이클 내에서도 언제든지 시험 주행을 중단했다가 계속할수 있습니다. 테스트를 계속하려는 경우 다음 작업을 수행해서는안 됩니다.
화살표 키 또는 GOTO 키를 사용하여 다른 블록 선택
프로그램 변경
새 프로그램 선택

시험 주행 및 프로그램 실행 | 시험 주행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 645
시험 주행 특정 블록까지정지 위치정지 위치 1271 기능에 대해 컨트롤은 시험 주행을 블록 번호 N의블록까지 실행합니다.
임의의 블록에서 시험 주행을 정지하려면 다음을 수행하시시오.
정지 위치 1271 소프트 키를 누릅니다.
정지: N = 시뮬레이션이 정지해야 하는 블록 번호를 입력합니다.
프로그램 = 선택된 블록 번호의 블록이 포함된프로그램의 이름을 입력합니다
컨트롤이 선택된 프로그램의 이름을 표시합니다
%을 사용하여 호출한 프로그램에서 시뮬레이션을 정지하려면 이 이름을 입력합니다
반복 회수 =N이 프로그램 섹션 반복에 있는 경우에는 실행할 반복 횟수를 입력합니다. 기본값: 1 컨트롤이 정지한 다음 N이 시뮬레이션됩니다.
정지 상태에서의 가능성정지 위치 1271 기능을 사용하여 시험 주행을 중단한 경우, 이 정지된 상태에서 다음과 같은 가능성이 있습니다.
Block skip[블록 건너뛰기] 활성화 또는 비활성화
Optional program stop[선택적 프로그램 정지] 활성화 또는 비활성화
그래픽 해상도 및 모델 수정
프로그래밍 모드에서 NC 프로그램 수정
프로그래밍 모드에서 NC 프로그램을 수정하는 경우 시뮬레이션은다음과 같이 동작합니다.
중단 지점 앞에서 수정: 시뮬레이션이 처음부터 다시 시작
중단 지점 뒤에서 수정: GOTO를 사용하여 중단 지점에서 위치결정을 할 수 있습니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
646 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
18.5 프로그램 실행
응용자동 프로그램 실행 작동 모드에서 컨트롤은 가공 프로그램을 끝까지 또는 프로그램 정지까지 계속 실행합니다.
반 자동 프로그램 실행 작동 모드에서 컨트롤은 NC 시작 키를 누른 후 각 블록을 개별적으로 실행합니다. 점 패턴 사이클 및 G79PAT에서 컨트롤은 각 점 이후에 중지합니다.
반 자동 프로그램 실행 및 자동 프로그램 실행 작동 모드에서 다음과 같은 컨트롤 기능을 사용할 수 있습니다.
프로그램 실행 중단
특정 블록에서 프로그램 실행 시작
옵션 블록 건너뛰기
공구 테이블 TOOL.T 편집
Q 파라미터 확인 및 변경
핸드휠 위치결정 중첩
그래픽 시뮬레이션용 기능
추가 상태 표시

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 647
파트 프로그램 실행
준비1 공작물을 기계 테이블에 클램핑
2 프리셋 설정
3 필요한 테이블 및 팔레트 파일(상태 M) 선택
4 파트 프로그램(상태 M) 선택
작동 참고사항:
분압기를 사용하여 이송 속도 및 스핀들 속도를 변경할 수 있습니다.
FMAX 소프트 키를 사용하여 이송 속도를 줄일 수 있습니다. 이 속도 감소는 컨트롤이 재시작된 후에도 모든 급속 이송 및 이송 이동에 영향을 줍니다.
자동 프로그램 실행NC 시작 키를 사용하여 가공 프로그램을 시작합니다.
반 자동 프로그램 실행NC 시작 키를 사용하여 가공 프로그램의 각 블록을 시작합니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
648 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
가공 중단, 정지 또는 중지다음과 같은 여러 가지 방법을 통해 프로그램 실행을 정지할 수 있습니다.
프로그램 실행을 중단(예: 보조 기능 M0을 사용하여)
프로그램 실행을 중단(예: 보조 기능 M0을 사용하여)
예를 들어 내부적인 정지 소프트 키와 함께 NC 정지 키를 사용하여 프로그램 실행을 정지합니다.
프로그램 실행을 종료(예: 보조 기능 M2 또는 M30을 사용하여)
컨트롤의 상태 표시에 프로그램 실행의 현재 상태가 표시됩니다.
추가 정보: "일반 상태 표시", 페이지 92
정지된 실행과 달리, 중단되거나 중지된(종료된) 프로그램 실행을사용하면 사용자가 다음을 포함하여 특정 동작을 사용할 수 있습니다.
작동 모드를 선택합니다.
Q 파라미터를 확인하고 필요한 경우 Q INFO 기능을 사용하여이를 변경합니다.
M1을 사용한 프로그래밍식 중단(옵션)에 대한 설정 변경
/를 사용한 NC 블록의 프로그래밍된 건너뛰기에 대한 설정 변경
중요한 오류가 발생한 상태에서 컨트롤은 프로그램 실행을 자동으로 중지합니다(예: 고정 스핀들을 포함한 사이클 호출 중에).

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 649
프로그램 제어식 중단NC 프로그램에서 직접 중단을 설정할 수 있습니다. 컨트롤에서는다음 항목 중 하나를 포함하는NC 블록에서 프로그램 실행을 중단합니다.
프로그래밍된 정지 G38(기타 기능 사용 및 사용 안 함)
프로그래밍된 정지 M0조건부 정지 M1
알림충돌 주의!
특정 수동 상호작용은 컨트롤이 모드에 영향을 미치는 프로그램정보를 상실하게 하고 따라서 이른바 컨텍스트 참조를 상실하게합니다. 컨텍스트 참조가 상실된 후에는 예기치 않고 바람직스럽지 못한 이동이 발생할 수 있습니다. “이후 가공 작업 중 충돌의위험이 있음”
다음과 같은 상호작용을 수행하지 마십시오.
다른 NC 블록으로 커서 이동
다른 NC 블록으로 점프 명령 GOTONC 블록 편집
Q INFO 소프트 키로 Q 파라미터 값 수정
작동 모드 전환
필수 NC 블록의 반복을 통해 컨텍스트 참조를 복원합니다
기계 설명서를 참조하십시오.
또한 기타 기능 M6은 프로그램 실행을 일시 정지할 수있습니다. 기계 제작 업체는 기타 기능의 기능 범위를 설정합니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
650 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
수동 프로그램 중단자동 프로그램 실행 모드에서 가공 프로그램을 실행하는 동안 반자동 프로그램 실행 모드를 선택합니다. 컨트롤은 현재 가공 단계의 끝에서 가공 프로세스를 중단합니다.
프로그램 실행 중지NC Stop[NC 정지] 키를 누릅니다.
컨트롤은 현재 NC 블록을 종료하지 않습니다.
컨트롤의 상태 표시에서 정지된 상태에 대한 기호가 표시됩니다.
작동 모드 변경 등의 동작은 사용할 수 없습니다.
프로그램은 NC Start[NC 시작] 키로 재개할 수있습니다.
내부적인 정지 소프트 키를 누릅니다.
컨트롤의 상태 표시에 프로그램 중지에 대한 기호가 잠깐 표시됩니다.
컨트롤의 상태 표시에 비활성 종료 상태에 대한기호가 표시됩니다.
작동 모드 변경 등의 동작을 다시 사용할 수 있습니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 651
중단 중 기계축 이동중단된 동안 수동 운전 모드 모드에서와 같은 방법으로 기계축을이동할 수 있습니다.
알림충돌 주의!
프로그램이 중단되어 있는 동안에는 수동으로 축을 이동할 수있습니다(예: 드릴링한 홀에서 후퇴하기 위해). 중단 시 Tilt theworking plane 기능이 활성화된 경우 3D ROT 소프트 키가 사용할 수 있게 됩니다. 3D ROT 기능을 사용하여 기울어진 작업평면을 비활성화하거나 수동 이송을 활성화된 공구축으로만 제한할수 있습니다. 3D ROT 설정이 잘못되면 충돌의 위험이 있습니다!
공구 축 기능을 사용하는 것이 더 낫습니다
낮은 이송 속도 사용
중단되어 있는 동안 프리셋 수정중단되어 있는 동안 활성 프리셋을 수정하는 경우, 프로그램 실행재개는 중단 지점에서 GOTO 또는 미드 프로그램 시작을 사용해야만 가능합니다.
예: 공구 파손 후에 스핀들 후퇴가공 중단
축 방향 키 활성화: 수동 이송 소프트 키를 누릅니다.
축 방향 키를 사용하여 기계 축을 이동합니다.
일부 기계의 경우에는 NC start[NC 시작] 키를 누르기전에 수동 이송 소프트 키를 눌러 축 방향 키를 활성화해야 할 수 있습니다. 기계 설명서를 참조하십시오.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
652 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
중단 후 프로그램 실행 재개프로그램이 중단되어 있는 동안 다음과 같은 데이터가 저장됩니다.
호출된 마지막 공구
현재 좌표 변환(예: 데이텀 이동, 회전, 좌우 대칭)
마지막으로 정의한 원 중심의 좌표
중단되어 있는 동안 수동 기계 축 위치결정 후 저장된 데이터를 사용하여 공구를 윤곽으로 되돌립니다(복귀 위치 소프트 키).
작동 참고사항:
저장된 데이터는 재설정될 때까지 활성 상태로 유지됩니다(프로그램을 선택하여).
내부적인 정지 키를 사용하여 NC 프로그램을 중단하는 경우 프로그램 시작 시 또는 블럭 스캔 기능을 사용하여 가공을 시작해야 합니다.
프로그램 섹션 반복 또는 서브프그램 내에서 프로그램을 중단하려면 블럭 스캔 기능을 사용하여 중단 지점에서 재진입을 수행해야 합니다.
가공 사이클에서 미드 프로그램 시작은 항상 사이클시작 부분에서 실행됩니다. 가공 사이클 중에 프로그램 실행을 중단하는 경우 컨트롤은 블록 스캔 후에수행된 가공 단계를 반복합니다.
NC 시작 키를 사용하여 프로그램 실행 재개다음 방식 중 하나로 프로그램이 중단된 경우 기계의 시작 버튼을눌러 프로그램 다시 실행할 수 있습니다.
NC 정지 키를 누릅니다.
프로그래밍된 중단
오류 발생 이후 프로그램 실행 재개삭제 가능한 오류 메시지 발생 후:
오류의 원인을 해결합니다.
CE 키를 눌러 화면에서 오류 메시지를 지웁니다.
프로그램을 다시 시작하거나 중단된 위치에서 재개합니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 653
전원 차단 후 후퇴
기계 설명서를 참조하십시오.
기계 제작업체는 후퇴 작동 모드를 구성 및 활성화합니다.
후퇴 작동 모드를 사용하면 전원을 차단한 뒤 공작물에 체결된 공구를 해제할 수 있습니다.
정전되기 전에 이송 속도 한계를 활성화한 경우, 이는 여전히 활성상태입니다. CANCEL THE FEED RATE LIMITATION 소프트 키를사용하여 이송 속도 제한을 비활성화할 수 있습니다.
후퇴 작업 모드는 다음 조건에서 선택이 가능합니다.
전원 중단
릴레이에 대한 제어 전압 없음
이송 기준점
후퇴 작동 모드에서는 다음과 같은 이송 모드가 제공됩니다.
모드 기능
기계 축 기계 좌표계의 모든 축 이동
기울어진 시스템 활성 좌표계의 모든 축 이동
적용 파라미터: 틸팅 축의 위치
공구축 활성 좌표계의 공구축 이동
나사산 활성 좌표계에서 스핀들 이동 보정을 포함한공구축의 이동
적용 파라미터: 나사산 피치 및 회전 방향
컨트롤에서 Tilt the working plane 기능(옵션 8)이 활성화된 경우 기울어진 시스템 이송 모드도 사용할 수 있습니다.
컨트롤에서 자동으로 이송 모드와 관련 파라미터를 선택합니다. 이송 모드 또는 파라미터가 올바르게 사전 선택되지 않은 경우, 수동으로 재설정할 수 없습니다.
알림주의: 공구와 공작물에 대한 위험!
가공 작업 중에 정전이 되면 축의 통제되지 않은 "타행(coasting)" 또는 제동을 야기할 수 있습니다. 또한 정전되기 전에공구가 유효했던 경우 컨트롤이 재시작한 후 축을 참조할 수 없습니다. 참조되지 않은 축의 경우 컨트롤은 현재 위치에서 마지막 저장된 축을 인수하는데, 이는 실제 위치와 차이가 날 수 있습니다. 그러므로 이후 이송 이동은 정전되기 전의 이동에 해당하지 않습니다. 이송 이동 중에 공구가 여전히 유효한 경우 장력을통해 공구와 공작물의 손상이 지속될 수 있습니다!
낮은 이송 속도 사용
참조되지 않은 축에 대하여 이송 범위 모니터링을 사용할 수없다는 것을 명심하십시오

시험 주행 및 프로그램 실행 | 프로그램 실행 18
654 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
예기울어진 작업면에서 나사산 절삭 사이클이 수행되는 도중 전원 공급이 중단되었습니다. 탭을 후퇴시켜야 합니다.
컨트롤과 기계의 전원을 켭니다.
컨트롤에서 운영 체제를 시작합니다. 이 과정을 수행하는 데 몇분 정도 걸릴 수 있습니다.
그 후 컨트롤이 시스템 기동이 일시 정지 메시지를 화면 헤더에표시합니다.
후퇴 모드 활성화: 후퇴 소프트 키를 누릅니다.
그러면 컨트롤에서 후진이 선택됨 메시지가 표시됩니다.후진이 선택됨
전원 차단 승인: CE 키를 누릅니다.
컨트롤에서 PLC 프로그램을 컴파일합니다.
기계 제어 전압 켜기
컨트롤에서 비상 정지 회로의 작동 상태를 확인합니다. 참조되지 않은 축이 적어도 한 개 존재하는 경우 표시된 위치 값을 실제 축 값과 비교하여정확한지 확인하고, 필요한 경우 대화 상자에 주어진 지침을 따라야 합니다.
사전 선택된 이송 모드 확인: 필요한 경우 나사산을 선택합니다.나사산사전 선택된 나사산 피치 점검: 필요시 나사산을 입력합니다.
사전 선택된 회전 방향 확인: 필요한 경우 나사산의 회전 방향을선택합니다.오른손 나사산의 경우: 공작물 안으로 이동할 때 기본 스핀들이시계 방향으로 회전하고, 후퇴할 때 시계 반대 방향으로 회전합니다. 왼손 나사산의 경우: 공작물 안으로 이동할 때 기본 스핀들이 시계 반대 방향으로 회전하고 후퇴할 때 시계 방향으로 회전합니다.
후퇴 활성화: 후퇴 소프트 키를 누릅니다.
후퇴: 축 방향 키 또는 전자 핸드휠을 사용하여 공구를 후퇴시킵니다. 축 키 Z+: 공작물에서 후퇴 축 키 Z-: 공작물 안으로 이동
후퇴 종료: 원래의 소프트 키 수준으로 복귀시킵니다.
후퇴 모드 종료: 후진 종료 소프트 키를 누릅니다
후퇴 모드가 종료 가능한지 컨트롤에서 확인합니다. 필요 시, 대화 상자의 지시 사항을 따릅니다.
확인 요청에 응답: 공구가 올바르게 후퇴되지 않은 경우, 아니오소프트 키를 누릅니다. 공구가 올바르게 후퇴한 경우, 예 소프트키를 누릅니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 655
컨트롤에서 후진이 선택됨 모드가 표시되지 않습니다.
기계 가동: 필요 시 기준점을 교차합니다.
원하는 기계 상태 설정: 필요 시 작업면 기울이기 작업을 재설정합니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
656 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
임의 지점에서 프로그램 입력: 미드 프로그램 시작
기계 설명서를 참조하십시오.
블럭 스캔 기능은 기계 제작업체에서 활성화 및 구성해야 합니다.
블럭 스캔 기능을 사용하여 원하는 임의의 NC 블록에서NC 프로그램을 시작할 수 있습니다. 컨트롤은 이 NC 블록까지의공작물 가공을 계산의 요소에 포함합니다.
다음과 같은 방법으로 미드 프로그램 시작을 실행할 수 있습니다.
기본 프로그램의 미드 프로그램 시작, 필요한 경우 반복
서브프로그램 및 터치 프로브 사이클에서 다단계 미드 프로그램시작
점 테이블에서 미드 프로그램 시작
팔레트 프로그램에서 블록 스캔
미드 프로그램의 시작이 개시될 때 컨트롤은 NC 프로그램으로 선택할 때와 마찬가지로 모든 데이터를 재설정합니다. 미드 프로그램을 시작하는 동안 자동 프로그램실행과 프로그램 실행 반 자동 사이에서 전환할 수 있습니다.
알림충돌 주의!
블럭 스캔 기능은 프로그래밍된 터치 프로브 사이클을 건너뜁니다. 그 결과 생성된 이미지는 화면에 표시되지 않습니다.따라서결과 파라미터는 값을 포함하지 않거나 잘못된 값을 포함합니다.이후 가공 작업에서 이러한 결과 파라미터를 사용하면 충돌의 위험이 있습니다!
여러 단계에서 블럭 스캔 기능 사용추가 정보: "다단계 미드 프로그램 시작을 위한 절차",페이지 658
블럭 스캔 기능을 다음과 같은 기능과 함께 사용해서는안 됩니다.
활성 스트레치 필터
미드 프로그램 시작의 검색 단계에서 터치 프로브 사이클 G55

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 657
간단한 미드 프로그램 시작을 위한 절차
컨트롤이 팝업 창의 프로세스에서 필요한 대화 상자만표시합니다.
블럭 스캔 소프트 키를 누릅니다.
컨트롤이 활성 기본 프로그램과 함께 팝업 창을표시합니다.
시작 위치: N = NC 프로그램을 입력할NC 블록의 번호를 입력합니다.
프로그램 = NC 블록이 포함된 NC 프로그램의이름과 경로를 확인하거나 선택 소프트 키로 입력합니다.
반복 회수 = NC 블록이 프로그램 섹션 반복 내에 있는 경우 블록 스캔에서고려해야 할 반복 횟수를 입력합니다.기본값 1은 초기 가공 작동을 의미합니다.NC 시작 키를 누릅니다.
컨트롤이 블록 스캔을 시작하고 입력된 NC 블록까지 계산하며 다음 대화 상자를 표시합니다.
기계 상태를 변경한 경우:
NC 시작 키를 누릅니다.
컨트롤이 기계 상태(예: TOOL CALL, M 기능)를복원하고 다음 대화 상자를 표시합니다.
기계 상태를 변경한 경우:
NC 시작 키를 누릅니다.
컨트롤은 지정된 위치에 정의된 순서로 접근하고다음 대화 상자 메시지를 표시합니다. 자체 선택된 순서로 축에 접근 추가 정보: "윤곽으로 되돌리기", 페이지 661
NC 시작 키를 누릅니다.
컨트롤이 NC 프로그램의 실행을 재개합니다.
간단한 미드 프로그램 시작의 예내부 정지 후 120 1G98 L1의 세 번째 가공 작업에서 블록 120을 시작하려고 합니다.
팝업 창에 다음 데이터를 입력합니다.
시작 위치: N =120
반복 회수 = 3

시험 주행 및 프로그램 실행 | 프로그램 실행 18
658 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
다단계 미드 프로그램 시작을 위한 절차예를 들어 기본 프로그램에서 여러 번 호출한 서브프로그램을 시작하는 경우, 다단계 미드 프로그램 시작을 사용합니다. 이를 위해 기본 프로그램에서 원하는 서브프로그램 호출로 점프합니다.블록 스캔 계속 기능을 사용하여 이 위치에서 추가로 점프할 수 있습니다.
작동 참고사항:
컨트롤이 팝업 창의 프로세스에서 필요한 대화 상자만 표시합니다.
또한 첫 번째 시작점의 기계 상태 및 축 위치를 복원하지 않고 블럭 스캔을 계속할 수도 있습니다. 이렇게 하려면 블록 스캔 계속 소프트 키를 누른 다음NC 시작 키를 누릅니다.
첫 번째 시작 지점까지 미드 프로그램 시작:
블럭 스캔 소프트 키를 누릅니다.
시작할 첫 번째 NC 블록을 입력합니다.
NC 시작 키를 누릅니다.
컨트롤이 블록 스캔을 시작하고 입력된 NC 블록까지 계산합니다.
컨트롤이 입력된 NC 블록의 기계 상태를 복원해야 하는 경우:
NC 시작 키를 누릅니다.
컨트롤이 기계 상태(예: TOOL CALL, M 기능)를복원합니다.
컨트롤이 축 위치를 복원해야 하는 경우:
NC 시작 키를 누릅니다.
컨트롤이 지정된 위치까지 지정된 순서로 이동합니다.
컨트롤이 NC 블록을 실행해야 하는 경우:
필요한 경우 프로그램 실행 반 자동 모드를 선택합니다.
NC 시작 키를 누릅니다.
컨트롤이 NC 블록을 실행합니다.
다음 시작 지점까지 미드 프로그램 시작:
블록 스캔 계속 소프트 키를 누릅니다.
시작할 NC 블록을 입력합니다.
기계 상태를 변경한 경우:
NC 시작 키를 누릅니다.
기계 상태를 변경한 경우:
NC 시작 키를 누릅니다.
컨트롤이 NC 블록을 실행해야 하는 경우:
NC 시작 키를 누릅니다.
다음 시작 지점까지 점프하기 위해 필요한 경우이 단계들을 반복합니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 659
NC 시작 키를 누릅니다.
컨트롤이 NC 프로그램의 실행을 재개합니다.
다단계 미드 프로그램 시작의 예프로그램 Sub.i에서 여러 서브프로그램 호출을 사용하여 기본 프로그램을 실행합니다. 기본 프로그램의 터치 프로브 사이클을 사용하여 작업합니다. 나중에 위치결정을 위해 터치 프로브 사이클의 결과를 사용합니다.
내부 정지 후 서브프로그램의 두 번째 호출의 블록 80에서 시작하려고 합니다. 이 서브프로그램 호출은 기본 프로그램의 블록 530에있습니다. 터치 프로브 사이클은 기본 프로그램의 블록 280, 즉 원하는 시작 지점 앞에 있습니다.
블럭 스캔 소프트 키를 누릅니다.
팝업 창에 다음 데이터를 입력합니다.
시작 위치: N =280
반복 회수 = 1
필요한 경우 프로그램 실행 반 자동 모드를 선택합니다.
컨트롤이 터치 프로브 사이클을 실행할 때까지NC start[NC 시작] 키를 누릅니다.
컨트롤이 결과를 저장합니다.
블록 스캔 계속 소프트 키를 누릅니다.
팝업 창에 다음 데이터를 입력합니다.
시작 위치: N =530
반복 회수 = 1
컨트롤이 NC 블록을 실행할 때까지NC start[NC 시작] 키를 누릅니다.
컨트롤이 서브프로그램 Sub.i로 점프합니다.
블록 스캔 계속 소프트 키를 누릅니다.
팝업 창에 다음 데이터를 입력합니다.
시작 위치: N =80
반복 회수 = 1
컨트롤이 NC 블록을 실행할 때까지NC start[NC 시작] 키를 누릅니다.
컨트롤이 서브프로그램 실행을 계속한 다음 기본프로그램으로 돌아갑니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
660 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
점 테이블의 블록 스캔기본 프로그램이 호출한 점 테이블에서 시작하는 경우, 고급 소프트 키를 사용합니다.
블럭 스캔 소프트 키를 누릅니다.
컨트롤에 팝업 창이 표시됩니다.
고급 소프트 키를 누릅니다.
컨트롤이 팝업 창을 확장합니다.
포인트 번호 = 시작할 점 테이블의 라인 번호를입력합니다.
점 파일 = 점 테이블의 이름 및 경로를 입력합니다
NC 시작 키를 누릅니다.
점 패턴의 미드 프로그램 시작으로 시작하려면 점 테이블을 시작할때와 같이 진행합니다. 포인트 번호 = 입력란에 원하는 점 번호를입력합니다. 점 패턴의 첫 번째 점의 번호는 0입니다.
팔레트 프로그램의 블록 스캔팔레트 관리(옵션 22) 를 사용하면 팔레트 테이블과 함께 블럭 스캔기능도 사용할 수 있습니다.
팔레트 테이블의 처리를 중단한 경우 컨트롤은 항상 블럭 스캔 기능을 위해 중단된 NC 프로그램의 이전에 선택한 NC 블록을 나타냅니다.
팔레트 테이블의 블럭 스캔의 경우 팔레트 라인 = 입력란도 정의합니다. 입력은 NR 팔레트 테이블의 라인을 참조합니다. NC 프로그램이 팔레트 테이블에 여러 번 나타날 수 있기 때문에 이 입력은 항상 필요합니다.
블럭 스캔은 가공 방법 TO 및 CTO를 선택했더라도 항상공작물 중심 방법으로 이루어집니다. 블럭 스캔 이후 컨트롤은 선택된 가공 방법에 따라 작업을 다시 계속합니다.
블럭 스캔 소프트 키를 누릅니다.
컨트롤에 팝업 창이 표시됩니다.
팔레트 라인 = 팔레트 테이블의 행 번호를 입력합니다
NC 블록이 프로그램 섹션 반복 이내에 있는 경우반복 회수 =를 입력합니다.
NC 시작 키를 누릅니다.

시험 주행 및 프로그램 실행 | 프로그램 실행 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 661
윤곽으로 되돌리기복귀 위치 기능을 사용하면 다음 상황에서 공작물 윤곽을 되돌릴수 있습니다.
내부적인 정지 기능을 사용하여 수행하지 않은 프로그램 중단도중 기계축을 이동한 후에 윤곽으로 되돌리는 경우
RESTORE POS AT N을 사용한 블록 스캔에서 윤곽으로 되돌리기(예: 내부적인 정지를 사용한 중단 이후)내부적인 정지기계에 따라 프로그램 중단 도중 제어 루프를 연 후에 축의 위치변경
절차윤곽에 접근하려면 다음을 수행하십시오.
복귀 위치 소프트 키를 누릅니다.
필요한 경우 기계 상태 복원
컨트롤에서 표시한 순서대로 축에 접근합니다.
NC 시작 키를 누릅니다.
개별적으로 선택한 순서에 따라 축에 접근합니다.
선택 축 소프트 키를 누릅니다.
첫 번째 축의 축 소프트 키를 누릅니다.
NC 시작 키를 누릅니다.
두 번째 축의 축 소프트 키를 누릅니다.
NC 시작 키를 누릅니다.
모든 축에 대해 위의 절차를 반복합니다.
공구가 시작점 아래의 공구에 위치한 경우 컨트롤은 첫번째 이송 방향으로 공구축을 제공합니다.

시험 주행 및 프로그램 실행 | 자동 프로그램 시작 18
662 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
18.6 자동 프로그램 시작
응용
기계 설명서를 참조하십시오.
자동 프로그램 시작 기능을 사용하려면 기계 제작업체에서 특수하게 준비한 컨트롤이 있어야 합니다.
위험주의: 작업자에 대한 위험!
자동실행 기능은 가공 작업을 자동으로 시작합니다. 고정되지 않은 작업 엔벨로프를 가진 기계를 열면 기계 운영자에게 매우 위험합니다.
자동실행 기능은 닫힌 기계에 대해서만 사용하십시오
프로그램 실행 모드에서 자동실행 소프트 키를 사용하여 해당 작동모드에서 현재 활성 상태인 프로그램을 시작할 특정 시간을 정의할수 있습니다.
시작 시간 설정을 위한 표시 창
시간(시간:분:초): 프로그램이 시작되는 날의 시간입니다.
날짜(DD.MM.YYYY): 프로그램이 시작되는 날짜입니다.
시작 기능을 활성화하려면 OK를 누릅니다.

시험 주행 및 프로그램 실행 | 옵션 블록 건너뛰기 18
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 663
18.7 옵션 블록 건너뛰기
응용이러한 블록을 / 기호로 표시한 경우 시험 주행 또는 프로그램 실행, 전체 시퀀스/싱글 블록 작동 모드에서 건너뛴 블록이 있을 수있습니다.
/ 기호로 NC 블록을 실행하지 않거나 테스트하지 않으려면 소프트 키를 ON으로 설정합니다
/ 기호로 NC 블록을 실행하거나 테스트하려면소프트 키를 OFF로 설정합니다
작동 참고사항:
이 기능은 G99 블록에는 사용할 수 없습니다.
전원 중단이 끝나면 가장 최근에 선택한 설정으로 돌아갑니다.
/ 기호를 삭제합니다프로그래밍 모드에서 문자를 추가할 블록을 선택합니다.
삽입 소프트 키를 누릅니다.
/ 기호를 삭제합니다프로그래밍 모드에서 문자를 삭제할 블록을 선택합니다.
제거 소프트 키를 누릅니다.

시험 주행 및 프로그램 실행 | 옵션 프로그램 실행 중단 18
664 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
18.8 옵션 프로그램 실행 중단
응용
기계 설명서를 참조하십시오.
이 기능의 동작은 개별 기계에 따라 다릅니다.
컨트롤은 선택적으로 M1이 프로그래밍된 블록에서 프로그램 실행을 중단합니다. 프로그램 실행 작동 모드에서 M1을 사용하는 경우스핀들 또는 절삭유가 해제되지 않습니다.
M1이 포함된 블록을 통해 프로그램 실행 또는시험 주행을 중단하지 마십시오. 소프트 키를꺼짐로 설정합니다.
M1이 포함된 블록을 통해 프로그램 실행 또는시험 주행을 중단합니다. 소프트 키를 켜짐으로설정합니다.

19MOD 기능

MOD 기능 | MOD 기능 19
666 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.1 MOD 기능MOD 기능을 사용하여 입력 및 표시 내용을 추가할 수 있습니다.또한 코드 번호를 입력하여 보호 영역 액세스를 활성화할 수도 있습니다.
MOD 기능 선택MOD 기능을 사용하여 팝업 창 열기:
MOD 키를 누릅니다.
그러면 사용할 수 있는 MOD 기능을 표시하는 팝업 창이 열립니다.
설정 변경MOD 기능에서는 마우스 사용뿐 아니라 키보드를 사용한 탐색도가능합니다.
탭 키를 사용하여 오른쪽 창의 입력 영역에서 왼쪽 창의 MOD기능 선택 항목으로 전환합니다.
MOD 기능을 선택합니다.
탭 키나 ENT 키를 사용하여 입력 필드로 전환합니다.
기능에 따른 값을 입력하고 확인을 눌러 승인하거나, 선택한 후적용을 사용하여 승인합니다.적용
사용 가능한 예상 설정이 여러 개인 경우 GOTO 키를눌러 선택 상자를 표시할 수 있습니다. ENT 키를 눌러원하는 설정을 선택합니다. 설정을 변경하지 않으려면END 키를 사용하여 창을 닫습니다.
MOD 기능 종료MOD 기능 종료: END[종료] 소프트 키 또는 END 키를 누릅니다.

MOD 기능 | MOD 기능 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 667
MOD 기능 개요선택한 작동 모드와 관계없이 다음 기능을 사용할 수 있습니다.
코드 번호 입력코드 번호
표시 설정디지털 카운터
위치 표시를 위한 측정 단위(mm/인치)
MDI 용 프로그램 항목
시각 표시
정보 라인 표시
그래픽 설정모델 유형
모델 품질
카운터 설정임시 카운트
카운터용 PGM
기계 설정역학
이송 한계
공구 사용 파일
외부 액세스
무선 핸드휠 설정
터치 프로브 설정
시스템 설정시스템 시간 설정
네트워크 연결 지정
네트워크: IP 구성
진단 기능버스 진단
드라이브 진단
HEROS 정보
일반 정보버전 정보
라이선스 정보
기계 시간

MOD 기능 | 그래픽 설정 19
668 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.2 그래픽 설정MOD 기능 그래픽 설정을 사용하여 시험 주행작동 모드의 모델 유형과 모델 품질을 선택할 수 있습니다.
그래픽 설정을 선택하려면 다음을 수행하십시오.
MOD 메뉴에서 그룹 그래픽 설정을 선택합니다.
모델 유형 선택
모델 품질 선택
적용 소프트 키를 누릅니다.
확인 소프트 키를 누릅니다.
테스트 실행 작동 모드에서 컨트롤이 활성 그래픽 설정의 아이콘을표시합니다.
컨트롤의 그래픽 설정에 대한 다음과 같은 시뮬레이션 파라미터가 있습니다.
모델 유형
아이콘 선택 속성 응용
3D 매우 사실적인 세부 묘사
과도한 시간 및 프로세서 소모
언더컷을 사용한 밀링
2.5D 빠름 언더컷을 사용하지 않은 밀링
모델 없음 매우 빠름 선 그래픽
모델 품질
아이콘 선택 속성
매우 높음 높은 데이터 전송 속도, 정확한 공구 형상에 대한 묘사
블록 끝점 및 블록 수에 대한 표현 가능
높음 높은 데이터 전송 속도, 정확한 공구 형상에 대한 묘사
중간 중간 수준의 데이터 전송 속도, 근사치의 공구 형상
낮음 낮은 수준의 데이터 전송 속도, 개략적인 공구 형상

MOD 기능 | 카운터 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 669
19.3 카운터 설정MOD 기능 Counter settings을 사용하여 현재 카운트(실제 값) 및목표 값(공칭 값)을 변경할 수 있습니다.
Counter settings을 선택하려면 다음을 수행하십시오.
MOD 메뉴에서 Counter settings 그룹을 선택합니다
현재 카운트를 선택합니다
카운터에 대한 목표 값을 선택합니다
적용 소프트 키를 누릅니다.
확인 소프트 키를 누릅니다.
컨트롤이 상태 표시의 선택된 값을 즉시 인수합니다
다음과 같이 소프트 키를 통해 Counter settings을 변경할 수 있습니다.
소프트 키 의미
카운트 재설정
카운트 증가
카운트 내리기
연결된 마우스로 값을 직접 입력할 수도 있습니다.
추가 정보: "카운터 정의", 페이지 471

MOD 기능 | 기계 설정 19
670 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.4 기계 설정
외부 액세스
기계 설명서를 참조하십시오.
공작 기계 제작 업체에서 외부 액세스 옵션을 구성할 수있습니다.
기계에 따라 TNCOPT 소프트 키를 사용하여 외부 진단또는 초기 작동 소프트웨어 애플리케이션에 대한 액세스권한을 부여하거나 제한할 수 있습니다.
MOD 기능 외부 액세스를 사용하여 컨트롤에 대한 액세스 권한을 부여하거나 제한할 수 있습니다. 외부 액세스가 제한된 경우컨트롤에 더 이상 연결할 수 없으며 네트워크 또는 직렬 연결(예:TNCremo 데이터 전송 소프트웨어)을 통해 데이터를 교환할 수 없습니다.
외부 액세스를 제한하려면 다음을 수행하십시오.
MOD 메뉴에서 기계 설정 그룹을 선택합니다
외부 액세스 메뉴를 선택합니다.
내부 접근 켜짐/꺼짐 소프트 키를 꺼짐으로 설정합니다.
확인 소프트 키를 누릅니다.

MOD 기능 | 기계 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 671
컴퓨터별 액세스 제어기계 제작업체에서 컴퓨터별 액세스 제어(기계 파라미터CfgAccessControl(no. 123400))를 설정한 경우 사용자가 승인한최대 32개 연결에 대한 액세스를 허용할 수 있습니다. 새 연결을 만들려면 추가를 선택합니다. 그러면 연결 데이터를 입력할 입력 상자가 열립니다.
액세스 설정
호스트 이름 외부 컴퓨터의 호스트 이름
호스트 IP 외부 컴퓨터의 네트워크 주소
의미 추가 정보(개요 목록에 텍스트가 표시됨)
형식:
이더넷
Com 1
COM 2
네트워크 연결
시리얼 인터페이스 1
시리얼 인터페이스 2
액세스 권한:
문의 외부 액세스의 경우 쿼리 대화상자가 열립니다
거부 네트워크 액세스를 허용하지않습니다.
허용 문의 없이 네트워크 액세스를허용합니다.
연결에 액세스 권한 문의를 할당하고 이 주소에서 액세스 권한을획득한 경우 팝업 창이 열립니다. 팝업 창에서 외부 액세스를 허용하거나 거부해야 합니다.
외부 액세스 권한
예 한 번만 허용
항상 계속 허용
허용 안 함 계속 거부
아니요 한 번만 거부
개요 목록에서 활성 연결은 녹색 기호로 표시됩니다.
액세스 권한이 없는 연결은 개요 목록에서 회색으로 표시됩니다.

MOD 기능 | 기계 설정 19
672 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
이송 한계 입력
기계 설명서를 참조하십시오.
기계 제작업체는 이송 제한 작동 모드를 구성 및 활성화합니다.
MOD 기능 이송 제한을 사용하면 최대 이송 범위 내에서 실제로 사용 가능한 공구 경로를 제한할 수 있습니다. 이를 통해 예를 들어구성품을 충돌로부터 보호하기 위해 각각의 축에 보호 구역을 정의할 수 있습니다.
이송 한계 입력 방법:
MOD 메뉴에서 기계 설정 그룹을 선택합니다
이송 제한 메뉴를 선택합니다
원하는 축의 값을 참조 값으로 입력하거나 실제 위치 캡처 소프트 키로 순간 위치를 로드합니다.
적용 소프트 키를 누릅니다.
컨트롤이 입력된 값의 유효성을 확인합니다.
확인 소프트 키를 누릅니다.
작동 참고사항:
보호 구역은 축에 유효한 이송 한계를 설정하는 즉시자동으로 활성화됩니다. 설정은 컨트롤이 재시작된후에도 보존됩니다.
모든 값을 삭제하거나 비어 있음 전체 소프트 키를눌러 보호 구역을 비활성화할 수 있습니다.
공구 사용 파일
기계 설명서를 참조하십시오.
공구 사용 테스트 기능은 기계 제작업체에서 활성화해야합니다.
MOD 기능의 공구 사용 파일을 사용하면 컨트롤에서 공구 사용 파일을 전혀 만들지 않거나 한 번만 만들거나 항상 만들지를 선택할수 있습니다.
공구 사용 파일 생성:
MOD 메뉴에서 기계 설정 그룹을 선택합니다
공구 사용 파일 메뉴를 선택합니다
프로그램 실행, 전체 시퀀스/싱글 블록 및 시험 주행 작동 모드에 대해 원하는 설정을 선택합니다
적용 소프트 키를 누릅니다.
확인 소프트 키를 누릅니다.

MOD 기능 | 기계 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 673
역학 선택
기계 설명서를 참조하십시오.
기계 제작업체는 운동 선택 작동 모드를 구성 및 활성화합니다.
알림충돌 주의!
모든 저장된 역학을 활성 기계 역학으로 선택할 수도 있습니다.이 방법을 통해 모든 수동 이동 및 가공 작업이 선택된 역학을 사용하여 실행됩니다. 모든 이후 축 이동은 충돌의 위험이 있습니다!
시험 주행 작동 모드의 운동 선택 기능만 사용하십시오
필요에 따라 활성 기계 역학을 선택하기 위해서만 운동 선택기능을 사용하십시오
이 기능을 사용하여 역학이 활성 기계 역학과 일치하지 않는 프로그램을 테스트할 수 있습니다. 기계 제작 업체가 기계에 다른 역학구성을 저장한 경우 MOD 기능을 사용하여 이러한 역학 구성 중 하나를 활성화할 수 있습니다. 시험 주행에서 역학 모델을 선택해도기계 역학에는 영향을 주지 않습니다.
공작물을 확인하는 시험 주행 작동 모드에서 올바른 역학을 선택했는지 확인합니다.

MOD 기능 | 시스템 설정 19
674 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.5 시스템 설정
시스템 시간 설정시스템 시간 설정 MOD 기능을 사용하면 시간대, 날짜 및 시간을수동으로 또는 NTP 서버 동기화 지원을 통해 설정할 수 있습니다.
시스템 시간을 설정하려면 다음과 같이 진행합니다.
MOD 메뉴에서 시스템 설정 그룹을 선택합니다
설정 날짜/ 시간 소프트 키를 누릅니다
타임 존 영역에서 원하는 지역 시간대를 선택합니다.
NTP 켜기 소프트 키를 눌러 시간을 수동으로 설정합니다. 항목을 선택합니다.
필요한 경우 날짜 및 시간을 변경합니다.
확인 소프트 키를 누릅니다.
NTP 서버 지원을 통한 시간 설정 방법:
MOD 메뉴에서 시스템 설정 그룹을 선택합니다
설정 날짜/ 시간 소프트 키를 누릅니다
타임 존 영역에서 원하는 지역 시간대를 선택합니다.
NTP 끄기 소프트 키를 눌러 NTP 서버를 통해 시간을 동기화합니다. 항목을 선택합니다
TNP 서버의 호스트명 또는 URL을 입력합니다
추가 소프트 키를 누릅니다
확인 소프트 키를 누릅니다.

MOD 기능 | 위치 표시 선택 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 675
19.6 위치 표시 선택
응용작동 모드 수동 운전 모드 및 작동 모드 자동 프로그램 실행 그리고반 자동 프로그램 실행에 대한 좌표 표시를 지정할 수 있습니다.
오른쪽 그림은 다양한 공구 위치를 보여 줍니다.
최초 위치
공구의 목표 위치
공작물 데이텀
기계 데이텀
컨트롤의 위치 표시에 대해 다음과 같은 좌표를 선택할 수 있습니다.
디스플레이 기능
NOML 공칭 위치: 컨트롤에서 현재 명령을 내린 값
NOML 및 ACTL 표시는 다음과 같은오류에 관해서만 서로 다릅니다.
ACTL 실제 위치: 현재 공구 위치
기계 설명서를 참조하십시오.
기계 제작업체는 ACTL 및 NOML 표시가 공구 호출의 DL 보정 값에 의해 프로그래밍된 위치와 차이가 나는지 여부를 정의합니다.
REF 실제 기준 위치: 기계 데이텀에 대해 상대적인 실제 위치
REF 공칭 기준 위치: 기계 데이텀에 대해 상대적인 공칭 위치
LAG 서보 랙(Servo lag): 공칭 위치와 실제 위치 간의차이
ACTDST 입력 좌표계에서 프로그램된 위치까지 남은 거리, 실제 위치와 대상 위치 간의 차이
사이클 11을 사용한 예:
배율 0.2
L IX+10
ACTDST 표시는 10mm를 나타냅니다.
배율은 영향이 없습니다.
사이클 11 및 기울어진 작업평면을 이용한 예:
A를 45°만큼 틸트
배율 0.2
L IX+10
ACTDST 표시는 10mm를 나타냅니다.
배율 및 틸트는 아무 영향도 없습니다.

MOD 기능 | 위치 표시 선택 19
676 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
디스플레이 기능
REFDST 기계 좌표계에서 프로그래밍된 위치까지 남은 거리: 실제 위치와 대상 위치 간의 차이
사이클 11을 사용한 예
배율 0.2
L IX+10
REFDST 표시는 2mm를 나타냅니다.
배율은 거리 및 따라서 디스플레이에 영향을줍니다.
사이클 11 및 기울어진 작업평면을 이용한 예:
A를 45°만큼 틸트
배율 0.2
L IX+10
REFDST 디스플레이는 X, Y 및 Z축에 1.4mm를 표시합니다.
배율 및 틸트는 거리 및 따라서 디스플레이에영향을 줍니다.
M118 핸드휠 중첩 기능(M118)으로 실행한 이송 경로
MOD 기능 위치 표시 1을 사용하면 상태 표시에서 위치 표시를 선택할 수 있습니다.
MOD 기능의 위치 표시 2를 사용하면 추가 상태 표시에서 위치 표시를 선택할 수 있습니다.

MOD 기능 | 측정 단위 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 677
19.7 측정 단위 설정
응용이 MOD 기능을 사용하여 컨트롤 좌표가 mm 단위로 표시되는지아니면 인치 단위로 표시되는지 결정할 수 있습니다.
미터법: 예를 들어 X = 15.789(mm). 값은 소수점 세 번째 자리까지 표시됩니다.
인치법: 예를 들어 X = 0.6216(인치). 값은 소수점 네 번째 자리까지 표시됩니다.
인치 표시를 선택하면 이송 속도가 inch/min으로 표시됩니다. 인치단위를 사용하는 프로그램에서는 이송 속도 값을 10배 크게 입력해야 합니다.
19.8 작동 시간 표시
응용MACHINE TIME MOD 기능을 사용하면 다양한 형태의 작동 시간을 볼 수 있습니다.
작동 시간 의미
컨트롤 켜기 컨트롤의 서비스 개시 이후 작동 시간
기계 켜기 기계 공구의 서비스 개시 이후 작동 시간
프로그램 실행 서비스 개시 이후 제어된 작동의 지속 시간
기계 설명서를 참조하십시오.
추가 작동 시간 표시는 공작 기계 제작 업체에서 지정합니다.

MOD 기능 | 소프트웨어 번호 19
678 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.9 소프트웨어 번호
응용소프트웨어 버전 MOD 기능을 선택하면 컨트롤 화면에 다음 소프트웨어 번호가 표시됩니다.
컨트롤 모델: 컨트롤 명칭(하이덴하인에서 관리)
NC SW: NC 소프트웨어 번호(하이덴하인에서 관리)
NCK: NC 소프트웨어 번호(하이덴하인에서 관리)
PLC: PLC 소프트웨어 번호 또는 이름(해당 기계 제작 업체에서 관리)
FCL 정보 MOD 기능에는 다음 정보가 표시됩니다.
개발 레벨(FCL=Feature Content Level): 컨트롤에 설치된 소프트웨어의 개발 레벨추가 정보: "FCL(Feature Content Level)(업그레이드 기능)",페이지 12
19.10 코드 번호를 입력합니다.
응용다음 기능을 사용하려면 컨트롤에 코드 번호를 입력해야 합니다.
기능 코드 번호
사용자 파라미터 선택 123
이더넷 카드 구성 NET123
Q 파라미터 프로그래밍용 특수 기능 활성화 555343

MOD 기능 | 데이터 인터페이스 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 679
19.11 데이터 인터페이스 설정
TNC 620의 시리얼 인터페이스시리얼 데이터 전송의 경우 TNC 620는 자동으로 LSV2 전송 프로토콜을 사용합니다. LSV2 프로토콜은 규정이므로 전송 속도 변경하려면 전송 속도(baudRateLsv2, no. 106606)를 제외하고 수정할 수 없습니다. 다른 유형의 데이터 전송(인터페이스)을 정의할 수도 있습니다. 아래에서 설명하는 설정은 해당하는 새로 정의된 인터페이스에만 적용됩니다.
응용데이터 인터페이스를 설정하려면 MOD 키를 누릅니다. 코드 번호123을 입력합니다. CfgSerialInterface(no. 106700) 기계 파라미터에서 다음 설정을 입력할 수 있습니다.
RS-232 인터페이스 설정RS232 폴더를 엽니다. 컨트롤에 다음과 같은 설정이 표시됩니다.
전송 속도 설정(전송 속도 no. 106701)변조 속도(데이터 전송 속도)는 110-115,200baud까지 설정할 수 있습니다.

MOD 기능 | 데이터 인터페이스 설정 19
680 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
프로토콜 설정(프로토콜 no. 106702)데이터 전송 프로토콜은 시리얼 전송의 데이터 흐름을 제어합니다(iTNC 530의 MP503에 해당).
작동 참고사항:
여기서 BLOCKWISE 설정은 데이터를 블록 단위로 그룹화하여 전송하는 데이터 전송 유형을 지정합니다.
BLOCKWISE 설정은 블록의 데이터 수신에 해당하지않으며 이전의 블록 단위 윤곽 제어의 동시 실행에도해당하지 않습니다. 이 기능은 더 이상 현재 컨트롤에사용할 수 없습니다.
데이터 전송 프로토콜 선택 사항
표준 데이터 전송(한 라인씩 전송) STANDARD
패킷 기반 데이터 전송 BLOCKWISE
프로토콜 없이 전송(한 문자씩만) RAW_DATA
데이터 비트 설정(dataBits no. 106703)데이터 비트를 설정하여 문자를 7비트 데이터로 전송할지 8비트 데이터로 전송할지를 정의합니다.
패리티 검사 (패리티 no. 106704)패리티 비트를 사용하면 수신기가 전송 오류를 탐지할 수 있습니다. 이러한 패리티 비트는 다음 세 방식 중 하나로 형성할 수 있습니다.
패리티 없음(NONE): 오류가 감지되지 않습니다.
짝수 패리티(EVEN): 수신기가 홀수 개수의 비트를 수신한 경우오류가 발생합니다.
홀수 패리티(ODD): 수신기가 짝수 개수의 비트를 수신한 경우오류가 발생합니다.
정지 비트 설정(stopBits no. 106705)시작 비트와 정지 비트 한 개 또는 두 개를 사용하여 수신기가 시리얼 데이터 전송 중에 전송된 모든 문자를 동기화할 수 있습니다.

MOD 기능 | 데이터 인터페이스 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 681
핸드셰이크 설정(flowControl no. 106706)두 장치는 핸드셰이크를 통해 상호 간의 데이터 전송을 제어합니다. 이러한 핸드셰이크는 소프트웨어 핸드셰이크와 하드웨어 핸드셰이크로 구분됩니다.
데이터 흐름 확인 안 함(NONE): 핸드셰이크가 활성화되어 있습니다.
하드웨어 핸드셰이크(RTS_CTS): RTS를 통해 전송 정지가 활성화됩니다.
소프트웨어 핸드셰이크(XON_XOFF): DC3(XOFF)을 통해 전송 정지가 활성화됩니다.
파일 처리용 파일 시스템 (fileSystem no. 106707)fileSystem에서 시리얼 인터페이스에 대한 파일 시스템을 정의합니다. 특수 파일 시스템이 필요하지 않으면 이 기계 파라미터는 필요하지 않습니다.
EXT: 프린터 또는 하이덴하인이 아닌 기타 전송 소프트웨어에대한 최소 파일 시스템. 이전의 하이덴하인 컨트롤에서 EXT1 및EXT2 작동 모드에 해당합니다.
FE1: TNCserver PC 소프트웨어 또는 외부 플로피 디스크 장치와통신.
블록 검사 문자 (bccAvoidCtrlChar no. 106708)제어 문자 없이 블록 검사 문자(옵션)를 사용하여 체크섬이 제어 문자에 상응하는지 여부를 결정합니다.
TRUE: 체크섬이 제어 문자에 상응하지 않습니다.
FALSE: 체크섬이 제어 문자에 상응합니다.
RTS 라인의 조건(rtsLow no. 106709)RTS 라인(옵션)의 상태를 사용하여 유휴 상태에서 낮은 레벨이 활성화되는지 여부를 정의할 수 있습니다.
TRUE: 유휴 상태에서 낮은 레벨입니다.
FALSE: 유휴 상태에서 낮은 레벨이 아닙니다.

MOD 기능 | 데이터 인터페이스 설정 19
682 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
ETX 수신 후 동작 정의(noEotAfterEtx no. 106710)ETX 수신 후의 동작 정의(옵션)를 통해 ETX 문자가 수신된 후에EOT 문자가 전송되는지 여부를 결정합니다.
TRUE: EOT 문자가 전송되지 않습니다.
FALSE: EOT 문자가 전송됩니다.
PC 소프트웨어 TNCserver를 사용하는 데이터 전송 설정기계 파라미터 RS232 (no. 106700)에 다음과 같은 설정 적용:
파라미터 선택
데이터 전송 속도(baud 단위) TNCserver의 설정과 일치해야 합니다.
데이터 전송 프로토콜 BLOCKWISE
전송된 각 문자의 데이터 비트 수 7비트
패리티 검사의 유형 EVEN
정지 비트 수 1개의 정지 비트
핸드셰이크 유형 지정 RTS_CTS
파일 처리를 위한 파일 시스템 FE1

MOD 기능 | 데이터 인터페이스 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 683
외부 장치의 작동 모드 설정(fileSystem)
모든 프로그램 로드, 제공된 프로그램 로드 및 디렉터리로드 기능은 FE2 및 FEX 작동 모드에서 사용할 수 없습니다.
아이콘 외부 장치 작동 모드
하이덴하인 TNCremo 데이터 전송 소프트웨어를 갖춘 PC
LSV2
하이덴하인 플로피 디스크 장치 FE1
프린터, 스캐너, 천공기,PC(TNCremoNT가 설치되지 않음) 등의 타사 장치
FEX
데이터 전송용 소프트웨어컨트롤에 대한 데이터 전송을 위해서는 하이덴하인 TNCremo 소프트웨어를 사용해야 합니다. TNCremo를 사용하면 시리얼 인터페이스 또는 이더넷 인터페이스를 통해 하이덴하인의 모든 컨트롤과 데이터를 주고받을 수 있습니다.
하이덴하인 홈 페이지에서 최신 버전의 TNCremo를 다운로드할 수 있습니다.
TNCremo 시스템 요구 사항:
486 이상의 프로세서가 탑재된 PC
Windows XP, Windows Vista, Windows 7, Windows 8 운영 체제
16 MB RAM
5 MB 이상의 하드 디스크 여유 공간
사용 가능한 시리얼 인터페이스 또는 TCP/IP 네트워크 연결
Windows에서 설치파일 관리자(탐색기)에서 SETUP.EXE 설치 프로그램을 시작합니다.
설치 프로그램의 지침을 따릅니다.
Windows에서 TNCremo 시작<시작>, <프로그램>, <하이덴하인 애플리케이션>,<TNCremo>를 클릭합니다.
TNCremo를 처음 시작하면 TNCremo에서 자동으로 컨트롤에 연결설정을 시도합니다.

MOD 기능 | 데이터 인터페이스 설정 19
684 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
컨트롤과 TNCremo 간 데이터 전송PC의 올바른 시리얼 포트 또는 네트워크에 컨트롤이 올바로 연결되어 있는지 확인합니다.
TNCremo를 시작하면 활성 디렉터리에 저장된 모든 파일 목록이기본 창 상단에 나타납니다1. <파일>, <디렉터리 변경>을 사용하여 PC의 다른 디렉터리 또는 드라이브를 선택할 수 있습니다.
PC로부터의 데이터 전송을 제어하려면 다음과 같은 방법으로 PC와연결합니다.
<파일>, <연결 설정>을 선택합니다. 컨트롤에서 수신한 파일및 디렉터리 구조가 TNCremo의 기본 창 왼쪽 하단에 표시됩니다. 2컨트롤에서 PC로 파일을 전송하려면 마우스 클릭에 의해 컨트롤 창에서 파일을 선택하고 마우스 버튼을 누른 상태에서 강조표시된 파일을 PC 창으로 이동합니다. 1PC에서 컨트롤로 파일을 전송하려면 마우스 클릭에 의해 PC 창에서 파일을 선택하고 마우스 버튼을 누른 상태에서 강조 표시된 파일을 컨트롤 창으로 이동합니다. 2
컨트롤에서 데이터 전송을 제어하려면 다음과 같은 방법으로 PC와연결합니다.
<추가>, <TNCserver>를 선택합니다. 그러면 TNCremo가 서버모드에서 시작되어 컨트롤과 데이터를 주고받을 수 있습니다
이제 PGM MGT 키를 눌러 컨트롤에서 파일 관리 기능을 호출하고 원하는 파일을 전송할 수 있습니다.추가 정보: "외부 데이터 캐리어와의 데이터 전송", 페이지 189
컨트롤에서 공구 테이블을 내보낸 경우, 공구 유형이 공구 유형 번호로 변환됩니다.
추가 정보: "사용 가능한 공구 종류", 페이지 257
TNCremo 종료<파일>, <종료>를 선택합니다.
F1 키를 눌러 TNCremo 소프트웨어의 문맥 감지형 도움말을 열 수 있습니다.

MOD 기능 | 이더넷 인터페이스 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 685
19.12 이더넷 인터페이스
소개컨트롤은 네트워크에서 컨트롤을 클라이언트로 연결할 수 있도록표준 이더넷 카드와 함께 제공됩니다. 컨트롤은 다음을 사용하여이더넷 카드를 통해 데이터를 전송합니다.
Windows 운영 체제의 경우 smb 프로토콜(서버 메시지 블록) 또는
TCP/IP(Transmission Control Protocol/Internet Protocol) 프로토콜 제품군 NFS (Network File System)의 지원
기계를 안전한 네트워크에서 실행하여 데이터 및 컨트롤을 보호하십시오.
연결 가능성RJ45 연결(X26, 1000BaseTX, 100BaseTX 및 10BaseT)을 통해 컨트롤의 이더넷 카드를 네트워크에 연결하거나, PC에 직접 연결할 수있습니다. 연결은 컨트롤 장비의 금속부에 대해 절연 처리되어 있습니다.
1000Base TX, 100BaseTX 또는 10BaseT 연결을 사용하려면 연선(Twisted Pair) 케이블로 컨트롤을 네트워크에 연결해야 합니다.
예상 최대 케이블 길이는 케이블의 품질 등급, 피복 재료 및 네트워크 방식(1000Base TX, 100BaseTX 또는10BaseT)에 따라 달라집니다.
컨트롤 구성
네트워크 전문가에게 컨트롤 구성을 맡기십시오.
MOD 키를 누릅니다.
코드 번호 NET123 입력
PGM MGT 키를 누릅니다.
네크웍 소프트 키를 누름

MOD 기능 | 이더넷 인터페이스 19
686 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
일반 네트워크 설정일반 네트워크 설정을 입력하려면 환경 설정 네트웍 소프트 키를 누릅니다. 컴퓨터 이름 탭이 활성화됩니다.
설정 의미
기본 인터페이스 회사 네트워크의 통합 이더넷 인터페이스 이름입니다. 컨트롤 하드웨어에서 두 번째 이더넷 인터페이스 옵션을 사용할 수 있는 경우에만 활성화합니다.
컴퓨터 이름 회사 네트워크에서 컨트롤의 표시 이름
호스트 파일 특수 애플리케이션에만 필요함: 컴퓨터 이름에 IP 주소 지정이 정의된 파일의 이름
인터페이스 탭을 선택하여 인터페이스 설정을 입력합니다.
설정 의미
인터페이스 목록 활성 이더넷 인터페이스 목록입니다. 나열된인터페이스 중 하나를 선택합니다(마우스 또는 화살표 키 사용).
활성화 버튼: 선택한 인터페이스를 활성화합니다(X가 활성화 열에 표시됨).
비활성화 버튼: 선택한 인터페이스를 비활성화합니다(X가 활성화 열에 표시됨).
구성 버튼: 구성 메뉴를 엽니다.
IP 전달 허용 이 기능은 비활성화된 상태여야 합니다. 이 기능은 컨트롤을 통해 진단 목적으로 선택적으로 사용 가능한 두 번째 이더넷 인터페이스를외부에서 액세스해야 하는 경우에만 활성화하십시오. 서비스 부서를 통해 지침을 전달받은이후에만 수행하십시오.
MOD 기능 | 이더넷 인터페이스 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 687
구성 버튼을 눌러 구성 메뉴를 엽니다.
설정 의미
상태 인터페이스 활성: 선택한 이더넷 인터페이스의 연결 상태
이름: 현재 구성하는 인터페이스의 이름
플러그 연결: 컨트롤의 논리 장치에서 현재인터페이스의 플러그 연결 번호
프로필 현재 창에 표시되는 모든 설정이 저장되므로프로필을 생성 또는 선택할 수 있습니다. 하이덴하인은 두 가지 표준 프로필을 제공합니다.
DHCP-LAN: 표준 이더넷 인터페이스 설정이며 표준 회사 네트워크 내에서 사용해야합니다.
MachineNet: 두 번째 이더넷 인터페이스옵션 설정이며 기계 네트워크 구성용입니다.
프로필을 저장, 로드 및 삭제하려면 해당 버튼을 누릅니다.
IP 주소 IP 주소 자동 구성옵션: 컨트롤에서 DHCP서버로부터 IP 주소를 얻습니다.
IP 주소 수동 구성옵션: IP 주소 및 서브넷마스크를 수동으로 정의합니다. 입력: 마침표로 구분된 숫자 값 4개(예:160.1.180.20및 255.255.0.0)
도메인 이름 서버(DNS)
옵션 DNS 자동 구성: 컨트롤에서 도메인이름 서버의 IP 주소를 자동으로 얻습니다.
옵션 DNS 수동 구성: 서버의 IP 주소 및 도메인 이름을 수동으로 입력합니다.
기본 게이트웨이 기본 게이트웨이 자동 구성 옵션: 컨트롤에서 기본 게이트웨이를 자동으로 구성합니다.
옵션 기본 게이트웨이 수동 구성: 기본 게이트웨이의 IP 주소를 수동으로 입력합니다.
확인 버튼으로 변경 사항을 적용하거나 삭제 버튼으로 변경 사항을 무시합니다.

MOD 기능 | 이더넷 인터페이스 19
688 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
인터넷 탭을 선택합니다.
설정 의미
프록시 인터넷으로 직접 연결/NAT: 컨트롤이 네트워크상 요청을 기본 게이트웨이로 전달하고, 이러한 요청은 네트워크 주소 변환을통해 기본 게이트웨이로부터 전달되어야합니다(예: 모뎀에 직접 연결이 가능할 경우).
프록시 사용: 네트워크상 인터넷 라우터의주소 및 포트를 정의합니다. 올바른 주소및 포트는 네트워크 관리자에게 문의하십시오.
전자 유지관리 기계 제작 업체가 여기에서 전자 유지관리용서버를 구성합니다. 변경하려면 기계 제작 업체와 협의해야 합니다.
Ping 및 라우팅 설정을 입력하려면 Ping/라우팅 탭을 선택합니다.
설정 의미
Ping 주소: 필드에서 네트워크 연결을 확인할 IP 번호를 입력합니다. 입력: 점으로 구분된 4개의숫자값입니다(예:160.1.180.20). 또는 확인 연결에 사용되는 컴퓨터 이름을 입력할 수 있습니다.
테스트를 시작하려면 시작 버튼을 누릅니다. 컨트롤에서 Ping 필드의 상태 정보가표시됩니다.
테스트를 완료하려면 정지 버튼을 누릅니다.
라우팅 네트워크 전문가의 경우: 현재 라우팅에 대한운영 체제의 상태 정보입니다.
라우팅 정보를 새로 고치려면 업데이트 버튼을 누릅니다.
NFS UID/GID 탭을 선택하여 사용자 및 그룹 ID를 입력합니다.
설정 의미
NFS 공유에UID/GID 설정
사용자 ID: 최종 사용자가 네트워크에 있는파일에 액세스할 때 사용하는 사용자 ID를정의합니다. 적절한 값은 네트워크 전문가에게 문의하십시오.
그룹 ID: 네트워크에 있는 파일에 액세스할때 사용할 그룹 ID를 정의합니다. 적절한값은 네트워크 전문가에게 문의하십시오.

MOD 기능 | 이더넷 인터페이스 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 689
DHCP 서버: 자동 네트워크 구성에 대한 설정
설정 의미
DHCP 서버 IP 주소 상한: 컨트롤이 유동 IP 주소 풀에서 가져올 현재 IP 주소를 정의합니다. 컨트롤은 정의된 이더넷 인터페이스의 고정IP 주소로부터 음영 처리된 값을 전송합니다. 이들 값은 편집할 수 없습니다.
최대 IP 주소: 컨트롤이 유동 IP 주소 풀에서 가져올 최대 IP 주소를 정의합니다.
임대 시간(시간): 유동 IP 주소가 특정 클라이언트를 위해 유보되는 시간. 클라이언트가 이 시간 안에 로그온할 경우 컨트롤이동일한 유동 IP 주소를 재할당합니다.
도메인 이름: 필요할 경우 기계 네트워크의 이름을 여기에서 정의할 수 있습니다.이 설정은 예를 들어 기계 네트워크와 외부 네트워크에 동일한 이름이 지정되어 있는 경우 필요합니다.
DNS를 외부로 전달: IP 전달이 활성화되고(인터페이스 탭) 옵션이 설정된 경우 기계네트워크에 연결된 장치의 이름 확인을 외부 네트워크에서도 사용할 수 있도록 지정할 수 있습니다.
외부에서 DNS 전달: IP 전달이 활성화되고(인터페이스 탭) 옵션이 설정된 경우 MC의DNS 서버가 조회에 응답하지 않으면 컨트롤이 DNS 조회를 기계 네트워크의 장치로부터 외부 네트워크의 이름 서버로 전달하도록 지정할 수 있습니다.
상태 버튼: 기계 네트워크에서 유동 IP 주소가 할당된 장치의 개요를 불러옵니다. 이들 장치의 설정도 선택할 수 있습니다.
고급 옵션 버튼: DNS/DHCP 서버를 위한추가 설정.
표준 값 설정 버튼: 공장 설정을 지정합니다.

MOD 기능 | 이더넷 인터페이스 19
690 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
샌드박스: 샌드박스 설정
컨트롤의 샌드박스를 구성 및 사용합니다. 안전 및 보안상의 이유로 브라우저를 언제나 샌드박스에서 여십시오.
장치별 네트워크 설정설정 네트웍 환경 소프트 키를 눌러 특정 장치에 대한 네트워크설정을 입력합니다. 정의할 수 있는 네트워크 설정의 수에는 제한이 없지만 동시에 7개까지만 관리할 수 있습니다.
설정 의미
네트워크 드라이브 모든 연결된 네트워크 드라이브의 목록.다음 열에 네트워크 연결의 각 상태가 표시됩니다.
마운트: 네트워크 드라이브 연결됨/연결되지 않음
자동: 네트워크 드라이브를 자동/수동으로 연결
형식: 네트워크 연결 형식(cifs 및 nfs가가능함)
드라이브: 컨트롤에서의 드라이브 지정
ID: 마운트 지점이 둘 이상의 연결에 사용되었는지 식별하는 내부 ID
서버: 서버 이름
공유: 컨트롤이 액세스할 서버 디렉터리의 이름
사용자: 사용자가 네트워크에 로그온할때 사용하는 사용자 이름
암호: 네트워크 암호 보호 여부
암호 질문?: 연결 중에 암호 질의 / 질의하지 않음
옵션: 추가 연결 옵션 표시
네트워크 드라이브를 관리하려면 화면 버튼을 사용합니다.
네트워크 드라이브를 추가하려면 추가 버튼을 사용합니다. 그러면 대화 상자에 의해 필요한 정의를 안내 해주는 컨트롤 연결 마법사가 시작됩니다.
상태 로그 상태 정보 및 오류 메시지의 목록.
상태 로그 창의 내용을 삭제하려면 지우기버튼을 누릅니다.

MOD 기능 | 방화벽 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 691
19.13 방화벽
응용제어장치의 기본 네트워크 인터페이스에 대한 방화벽을 설정할 수있습니다. 전송자와 서비스에 따라 들어오는 네트워크 트래픽 차단및/또는 메시지를 표시하도록 설정할 수 있습니다. 방화벽은 DHCP서버와 같이 활성 상태인 경우 제어장치의 두 번째 네트워크 인터페이스에 대해서는 가동되지 않습니다.
방화벽이 일단 활성화된 후에는 작업 표시줄의 우측 하단에 기호가표시됩니다. 이 기호는 방화벽이 활성화된 안전 수준에 따라 변하며 안전 설정의 수준을 알려줍니다.
아이콘 의미
방화벽 보호는 구성에 따라 활성화되었지만아직 존재하지 않습니다. 예를 들어 아직 동일한 IP 주소가 없는 PC 이름을 구성에 사용하면 이렇게 될 수 있습니다.
중간 보안 수준의 방화벽
높은 안전 수준의 방화벽 (SSH를 제외한 모든 서비스가 차단됨)
네트워크 전문가에게 점검을 의뢰하고 필요한 경우 표준설정을 변경하십시오.
SSH 설정 추가 탭의 설정은 향후 개선 항목으로 현재 기능하지 않습니다.
방화벽 구성방화벽 설정을 다음과 같이 구성합니다.
마우스를 사용하여 화면 하단에 있는 작업 표시줄을 엽니다(추가 정보: "창 관리자", 페이지 98).
녹색 하이덴하인 버튼을 눌러 JH 메뉴를 엽니다.
설정 메뉴 항목을 선택합니다
방화벽 메뉴 항목을 선택합니다.
하이덴하인은 미리 준비된 기본 설정으로 방화벽을 활성화할 것을권장합니다.
활성 옵션을 설정하여 방화벽을 켭니다.
표준 값으로 설정 버튼을 눌러 하이덴하인이 권장하는 기본 설정으로 활성화합니다.
확인 버튼을 눌러 대화 상자를 종료합니다.

MOD 기능 | 방화벽 19
692 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
방화벽 설정
옵션 의미
활성 방화벽 켜기 및 끄기
인터페이스: eth0 인터페이스를 선택하면 대개 MC 메인컴퓨터의 X26과 대응합니다. eth1은 X116과대응합니다. 이러한 사항은 인터페이스 탭의네트워크 설정에서 확인할 수 있습니다. 두개의 이더넷 인터페이스를 갖춘 메인 컴퓨터장치에서 DHCP서버는 기계 네트워크의 두번째(기본 아님) 인터페이스에 대해 기본적으로 활성화됩니다. 이러한 설정으로 구성된경우 방화벽과 DHCP서버가 상호적으로 배제하기 때문에 eth1에 대한 방화벽을 활성화할 수 없습니다.
다른 금지된 패킷보고:
높은 안전 수준의 방화벽 (SSH를 제외한 모든 서비스가 차단됨)
ICMP 에코 응답금지:
이 옵션이 설정된 경우 제어장치는 PING 요청에 더 이상 응답하지 않습니다.
서비스 이 열에는 본 대화 상자에서 구성된 서비스의 단축명이 포함되어 있습니다. 구성 측면에서 서비스가 그 자체로 시작되었는가 여부는 여기에서는 중요하지 않습니다.
LSV2에는 TNCRemo와 Teleservice 및하이덴하인 DNC 인터페이스에 대한 기능이 포함되어 있습니다(포트 19000 ~19010).
SMB는 예를 들어 NC에서 수행된Windows 배포 등, 들어오는 SMB 연결만을 참조합니다. 보내는 SMB 연결(Windows 릴리스가 NC에 연결된 경우)을 방지할 수는 없습니다.
SSH는 보안 쉘 프로토콜을 뜻합니다(포트 22). HEROS 504를 기준으로 LSV2는본 SSH 프로토콜을 통해 안전하게 터널링 되도록 실행할 수 있습니다.
VNC 프로토콜은 화면 콘텐츠에 대한 접속을 뜻합니다. 서비스가 차단된 경우, 하이덴하인의 TeleService 프로그램을 사용하여도 화면 콘텐츠에는 더 이상 접속할수 없습니다(예: 스크린샷). 이 서비스가차단된 경우, VNC가 방화벽에서 비활성화되었다는 HEROS에서 생성된 메시지가VNC 구성 대화 상자에 표시됩니다.
방법 방법에서는 모든 사람들이 서비스를 사용할수 없거나(전체 금지), 모든 사람이 서비스를사용할 수 있거나(전체 허용) 또는 일부만 사용할 수 있도록(일부 허용) 구성할 수 있습니다. 일부 허용으로 설정한 경우, 각각의 서비스마다 접근 권한을 부여하고자 하는 컴퓨터(컴퓨터에서)를 지정해야 합니다. 컴퓨터에서 아무런 컴퓨터도 지정하지 않은 경우 구성을 저장하면 전체 차단 설정이 자동으로활성화됩니다.

MOD 기능 | 방화벽 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 693
옵션 의미
로그 로그가 활성화되면 본 서비스에 대한 네트워크 패키지가 차단된 경우 빨간색 메시지가표시됩니다. 본 서비스에 대한 네트워크 패키지가 허용된 경우 (파란색) 메시지가 표시됩니다.
컴퓨터 방법에서 일부 허용 설정이 선택된 경우, 해당 컴퓨터를 지정할 수 있습니다. 해당 컴퓨터에서 IP 주소 또는 쉼표(,)로 구분된 호스트명을 입력할 수 있습니다. 호스트명을 사용하는 경우, 시스템은 대화 상자를 닫거나 저장할 때 호스트명이 IP 주소로 변환될 수 있는지를 확인합니다. 그렇지 않은 경우 오류메시지가 표시되며 대화 상자가 종료하지 않습니다. 유효한 호스트 이름을 지정하면 컨트롤이 시작될 때마다 이 호스트 이름이 IP주소로 변환됩니다. 이름을 입력한 컴퓨터의IP 주소가 변경되면 제어장치를 재시작하거나 그 이전에 방화벽 구성을 변경하여 방화벽 내의 호스트명에 대한 새로운 IP 주소를제어장치에서 사용하도록 해야 합니다.
고급 옵션 이 설정은 네트워크 전문가용입니다.
표준 값 설정 하이덴하인이 권장하는 기본 설정으로 재설정합니다.

MOD 기능 | 터치 프로브 설정 19
694 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.14 터치 프로브 설정
소개컨트롤에서 여러 개의 터치 프로브를 설정 및 관리할 수 있습니다.터치 프로브 유형에 따라 다음과 같은 설정 옵션이 있습니다.
무선 전송 기능이 포함된 TT 공구 터치 프로브: MOD 대화 상자를 통한 설정
케이블 또는 적외선 전송 기능이 포함된 TT 공구 터치 프로브:MOD 대화 상자 또는 기계 파라미터의 항목을 통한 설정
무선 전송 기능이 포함된 TT 3D 터치 프로브: MOD 대화 상자를통한 설정
케이블 또는 적외선 전송 기능이 포함된 3D TT 터치 프로브:MOD 대화 상자를 통한 설정, 공구 관리 또는 터치 프로브 테이블
추가 정보: 사이클 프로그래밍 사용 설명서
무선 전송 기능이 포함된 터치 프로브 설정
기계 설명서를 참조하십시오.
컨트롤이 무선 전송 기능이 포함된 터치 프로브를 인식하려면 EnDat 인터페이스가 탑재된 SE 661 송수신기가필요합니다.
설정 대화 상자를 열려면 다음을 수행하십시오.
MOD 키를 누릅니다.
기계 설정을 선택합니다.기계 설정터치 프로브 설정을 선택합니다.터치프로브 설정세 번째 데스크톱에 장치 구성이 열립니다.
왼쪽에는 이미 구성된 터치 프로브가 표시됩니다. 모든 열을 볼 수없는 경우 스크롤 바로 뷰를 전환하거나 마우스를 사용하여 화면왼쪽과 오른쪽 사이의 분할선을 전환합니다.
무선 전송 기능이 포함된 터치 프로브를 설정하려면 다음을 수행하십시오.
커서를 SE 661의 행에 놓습니다.
무선 채널 선택
새 터치 프로브 연결 소프트 키를 누릅니다.
대화 상자의 다음 단계가 표시됩니다.
대화 상자의 지침을 따릅니다.
터치 프로브에서 배터리를 제거합니다
배터리를 터치 프로브에 장착합니다.
컨트롤이 터치 프로브에 연결되고 테이블에 새행이 생성됩니다.

MOD 기능 | 터치 프로브 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 695
MOD 대화 상자에서 터치 프로브 설정터치 프로브, 공구 관리 또는 MOD 대화 상자에서 케이블 또는 적외선 전송 기능이 포함된 3D 터치 프로브를 설정할 수 있습니다.
기계 파라미터 CfgTT(No. 122700)를 통해 공구 터치 프로브를 정의할 수도 있습니다.
설정 대화 상자를 열려면 다음을 수행하십시오.
MOD 키를 누릅니다.
기계 설정을 선택합니다.기계 설정터치 프로브 설정을 선택합니다.터치프로브 설정세 번째 데스크톱에 장치 구성이 열립니다.
왼쪽에는 이미 구성된 터치 프로브가 표시됩니다. 모든 열을 볼 수없는 경우 스크롤 바로 뷰를 전환하거나 마우스를 사용하여 화면왼쪽과 오른쪽 사이의 분할선을 전환합니다.
3D 터치 프로브 설정3D 터치 프로브를 설정하려면 다음을 수행하십시오.
MAKE TT ENTRY 소프트 키를 누릅니다
테이블에 새 행이 생성됩니다.
필요한 경우 커서로 행을 강조 표시합니다.
오른쪽에서 터치 프로브 데이터를 입력합니다.
입력된 데이터는 즉시 터치 프로브 테이블에 저장됩니다.
공구 터치 프로브 설정공구 터치 프로브를 설정하려면 다음을 수행하십시오.
MAKE TT ENTRY 소프트 키를 누릅니다
컨트롤에서 팝업 창이 열립니다.
터치 프로브 고유의 이름을 입력합니다.
확인을 누릅니다.
테이블에 새 행이 생성됩니다.
필요한 경우 커서로 행을 강조 표시합니다.
오른쪽에서 터치 프로브 데이터를 입력합니다.
입력된 데이터는 즉시 기계 파라미터에 저장됩니다.

MOD 기능 | 터치 프로브 설정 19
696 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
무선 전송 구성이 포함된 터치 프로브컨트롤 화면의 오른쪽에 개별 터치 프로브에 관한 정보가 표시됩니다. 이 정보의 일부는 볼 수 있으며 적외선 터치 프로브에 대해 구성할 수도 있습니다.
탭 TS 3D 터치 프로브 TT 공구 터치 프로브
작업 데이터 터치 프로브 테이블의 데이터 기계 파라미터의 데이터
프로젝트 정보 연결 데이터 및 진단 기능 연결 데이터 및 진단 기능
커서로 행을 선택하고 현재 값을 덮어써서 터치 프로브 테이블의데이터를 변경할 수 있습니다.
기계 파라미터는 코드 번호를 처음 입력한 후에만 변경할 수 있습니다.
속성 변경터치 프로브 속성을 변경하려면 다음을 수행하십시오.
커서를 터치 프로브의 행에 놓습니다.
"속성" 찾기 탭을 선택합니다
선택된 터치 프로브의 속성이 표시됩니다.
소프트 키를 사용하여 속성을 원하는 대로 편집합니다
커서가 위치한 행에 따라 다음과 같은 옵션이 있습니다.
소프트 키 기능
프로브 신호 선택
무선 채널 선택
최상의 무선 전송 기능을 가진 채널을 선택하고다른 기계 또는 무선 핸드휠과 겹침에 주의하십시오.
무선 채널 변경
터치 프로브 데이터 삭제
MOD 대화 상자 및 터치 프로브 테이블 또는 기계 파라미터에서 항목이 삭제됩니다.
새 터치 프로브가 현재 행에 저장됩니다
교체된 터치 프로브의 일련 번호를 새 번호로 자동으로 덮어씁니다.
SE 송수신기 선택
적외선 신호의 강도를 선택합니다.
인터페이스가 있는 경우에만 신호 강도를 변경하면 됩니다.
무선 신호의 강도를 선택합니다.
인터페이스가 있는 경우에만 신호 강도를 변경하면 됩니다.
켜기/끄기 연결 설정이 터치 프로브의 유형을 기반으로 프리셋됩니다. 편향 아래에서 프로빙할 때 터치 프로브가 신호를 전송하는 방법을 선택할 수 있습니다.

MOD 기능 | 터치 프로브 설정 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 697
편향 의미
IR 적외선 프로브 신호
라디오 무선 프로브 신호
RF + IR 프로브 신호가 선택됩니다.
“속성” 탭의 소프트 키를 사용하여 터치 프로브를 활성화할 수 있습니다(예: 무선 연결을 테스트하기 위해)
소프트 키를 사용하여 터치 프로브의 무선 연결을 활성화하면 공구 변경 후에도 신호가 변경되지 않은 채로 유지됩니다. 무선 연결을 수동으로 다시 비활성화해야 합니다.
현재 RF 터치 프로브 데이터"현재 무선 터치 프로브 데이터" 영역에 다음 정보가 표시됩니다.
디스플레이 의미
번호 터치 프로브 테이블의 번호
모델 터치 프로브 형식
상태 터치 프로브 활성 또는 비활성
신호 강도 신호 강도의 막대 그래프 표시
현재 가장 잘 알려진 연결이 전체 막대로 표시됩니다.
편향 스타일러스 편향 또는 편향되지 않음
충돌 충돌 또는 충돌이 인식되지 않음
배터리 상태 배터리 품질 표시
충전량이 표시된 막대보다 작으면 컨트롤 경고가표시됩니다.

MOD 기능 | HR 550FS 무선 핸드휠 구성 19
698 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
19.15 HR 550FS 무선 핸드휠 구성
응용무선 핸드휠 설정 소프트 키를 눌러 HR 550FS 무선 핸드휠을 구성합니다. 다음과 같은 기능들을 사용할 수 있습니다.
핸드휠을 특정 핸드휠 홀더로 지정
전송 채널 설정
최적 전송 채널을 결정하기 위한 주파수 스펙트럼 분석
전송기 전원 선택
전송 품질에 관한 통계 정보
특정 핸드휠 홀더에 핸드휠 할당핸드휠 홀더가 컨트롤 하드웨어에 연결되어 있는지 확인합니다.
핸드휠 홀더에 지정하려는 무선 핸드휠을 핸드휠 홀더 안에 놓습니다.
MOD 키를 눌러 MOD 기능을 선택합니다.
기계 설정 메뉴를 선택합니다.
무선 핸드휠 구성 메뉴를 선택합니다. 무선 핸드휠 설정 소프트 키를 누릅니다.
HW 연결 버튼을 클릭합니다
삽입된 무선 핸드휠의 일련 번호가 저장되고 HW 연결 버튼왼쪽에 있는 구성 창에 표시됩니다.
구성을 저장하고 구성 메뉴를 종료하려면 END 버튼을 누릅니다.

MOD 기능 | HR 550FS 무선 핸드휠 구성 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 699
전송 채널 설정무선 핸드휠이 자동으로 시작될 경우 컨트롤이 최상의 전송 신호를 제공하는 전송 채널을 선택합니다. 무선 채널을 직접 설정하려면 다음을 수행하십시오.
MOD 키를 눌러 MOD 기능을 선택합니다.
기계 설정 메뉴를 선택합니다.
무선 핸드휠 구성 메뉴를 선택합니다. 무선 핸드휠 설정 소프트키를 누릅니다.
주파수 스펙트럼 탭을 클릭합니다.
HW 정지 버튼을 클릭합니다
컨트롤이 무선 핸드휠 연결을 정지하고 사용 가능한 16개 채널모두에 대해 현재 주파수 스펙트럼을 결정합니다.
무선 통신량이 가장 적은 채널(막대가 가장 작음)의 번호를 기억하십시오.
무선 핸드휠을 재활성화하려면 핸드휠 시작 버튼을 클릭합니다.
속성 탭을 클릭합니다.
채널 선택 버튼을 클릭합니다
사용 가능한 채널 번호가 모두 표시됩니다
컨트롤에서 무선 트래픽 양이 가장 적은 것으로 확인된 채널의번호를 클릭합니다.
구성을 저장하고 구성 메뉴를 종료하려면 END 버튼을 누릅니다.
전송기 전원 선택
전송 전력이 감소하면 무선 핸드휠의 범위가 감소합니다.
MOD 키를 눌러 MOD 기능을 선택합니다.
기계 설정 메뉴를 선택합니다.
무선 핸드휠 구성 메뉴를 선택합니다. 무선 핸드휠 설정 소프트 키를 누릅니다.
전원 설정 버튼을 클릭합니다
사용 가능한 세 개의 전원 설정이 표시됩니다. 원하는 설정을클릭합니다.
구성을 저장하고 구성 메뉴를 종료하려면 END 버튼을 누릅니다.

MOD 기능 | HR 550FS 무선 핸드휠 구성 19
700 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
통계 데이터통계 데이터를 표시하려면 다음을 수행하십시오.
MOD 키를 눌러 MOD 기능을 선택합니다.
기계 설정 메뉴를 선택합니다.
무선 핸드휠 구성 메뉴를 선택합니다. 무선 핸드휠 설정 소프트 키를 누릅니다.
구성 메뉴가 통계 데이터와 함께 표시됩니다.
통계에 전송 품질에 관한 정보가 표시됩니다.
수신 품질이 불량하여 더 이상 축의 적절하고 안전한 정지가 보장되지 않을 경우 무선 핸드휠의 비상 정지 반응이 실행됩니다.
표시된 값 최대 연속 손실은 수신 품질이 불량한지 여부를 나타냅니다. 무선 핸드휠을 원하는 사용 범위 안에서 정상 작동하는 동안컨트롤이 2보다 큰 값을 반복적으로 표시할 경우 원치 않게 연결이끊길 위험이 높습니다. 이 문제는 전송기 전원을 증가시키거나 무선 통신량이 더 적은 다른 채널을 선택하여 교정할 수 있습니다.
이러한 경우, 다른 채널을 선택하거나 전송기 출력을 증가시켜 전송 품질을 개선해보십시오.
추가 정보: "전송 채널 설정", 페이지 699
추가 정보: "전송기 전원 선택", 페이지 699

MOD 기능 | 기계 구성 로드 19
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 701
19.16 기계 구성 로드
응용
알림주의: 데이터가 손실될 수 있습니다!
복원 기능은 현재 기계 구성을 백업 파일로 회복 불가능하게 덮어씁니다. RESTORE 기능에 앞서 자동 백업이 수행되지 않습니다. 따라서 파일이 영구적으로 삭제됩니다.
복원 기능을 사용하기 전에 현재 기계 구성의 백업을 수행하십시오.
기계 제작업체와 상의해서만 이 기능을 사용하십시오.
해당 기계 공구 제작 업체에서 기계 설정이 담긴 백업을 제공할 수있습니다. 복원 키워드를 입력한 뒤 기계 또는 프로그래밍 스테이션에 백업을 로드할 수 있습니다. 백업을 로드하려면 다음을 수행하십시오:
MOD 메뉴에 키워드 RESTORE를 입력합니다
컨트롤의 파일 관리자에서 백업 파일(예: BKUP-2013-12-12_.zip)을 선택합니다
컨트롤에서 백업용 팝업 창이 열립니다.
비상 정지를 누르십시오
확인 소프트 키를 눌러 백업 프로세스를 시작합니다.


20테이블 및 개요

테이블 및 개요 | 기계별 사용자 파라미터 20
704 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
20.1 기계별 사용자 파라미터
애플리케이션 구성 데이터파라미터 값은 구성 편집기에서 입력합니다.
기계 설명서를 참조하십시오.
기계 제작업체가 추가적으로 일부 기계 고유 기계 파라미터를 사용자 파라미터로 사용할 수 있게 만들 수 있으므로, 사용자가 사용 가능한 기능을 구성할 수 있습니다.
기계 파라미터는 구성 편집기에서 트리 구조 내의 파라미터 객체로그룹화됩니다. 각 파라미터 개체에는 포함된 파라미터에 대한 정보를 제공하는 이름(예:화면 표시 설정)이 있습니다. "엔티티"라고도하는 파라미터 개체에는 트리 구조에서 폴더 기호 E가 표시됩니다.일부 기계 파라미터에는 파라미터를 명확히 식별하는 키 이름이 있으며, 키 이름은 그룹에 파라미터를 지정합니다(예: X축의 경우 X).각 그룹 폴더에는 키 이름이 있으며 폴더 기호 K가 표시됩니다.
작동 참고사항:
아직 활성화되지 않은 파라미터와 개체의 아이콘은흐리게 나타납니다. 더 많은 기능 및 삽입 소프트 키를 사용하여 이들을 활성화할 수 있습니다.
컨트롤은 구성 데이터에 마지막 20개의 변경 사항에관한 수정 목록을 저장합니다. 수정 내용을 복원하려면 해당 라인을 선택하고 더 많은 기능 및 변경 취소소프트 키를 누릅니다.
파라미터의 표시 변경사용자 파라미터 구성 편집기에서 기존 파라미터의 표시를 변경할수 있습니다. 기본 설정인 경우 파라미터가 짧은 설명 텍스트와 함께 표시됩니다.
파라미터의 실제 시스템 이름이 표시되도록 하려면 다음을 수행하십시오.
화면 레이아웃 키 누릅니다.
시스템 이름 보기 소프트 키를 누릅니다.
표준 표시로 되돌리려면 같은 절차를 따릅니다.

테이블 및 개요 | 기계별 사용자 파라미터 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 705
구성 편집기 호출 및 파라미터 변경프로그래밍 작동 모드를 선택합니다.
MOD 키를 누릅니다.
코드 번호 123을 입력합니다.
파라미터 변경
END 소프트 키를 눌러 구성 편집기를 종료합니다.
저장 소프트 키로 변경 내용을 승인합니다.
파라미터 트리에서 각 라인의 시작 부분에 있는 아이콘은 해당 라인에 대한 추가 정보를 보여 줍니다. 각 아이콘의 의미는 다음과 같습니다.
분기가 존재하지만 닫혀 있음
분기가 열려 있음
비어 있는 객체이며 열 수 없음
초기화된 기계 파라미터
초기화되지 않은(선택적인) 기계 파라미터
읽을 수 있지만 편집할 수 없음
읽기 또는 편집 불가
구성 객체의 형식은 다음 폴더 기호로 식별됩니다.
키(그룹 이름)
목록
엔티티(파라미터 객체)
도움말 텍스트 표시도움말 키를 사용하면 각 파라미터 객체나 특성에 대한 도움말 텍스트를 호출할 수 있습니다.
도움말 텍스트가 한 페이지를 넘는 경우 예를 들어 오른쪽 상단 등에 1/2 표시가 나타납니다. 이 경우 도움말 페이지 소프트 키를 눌러 두 번째 페이지로 스크롤할 수 있습니다.
도움말 텍스트 뿐 아니라 다른 정보도 표시됩니다(예: 측정 단위, 초기 값, 선택 목록). 선택한 기계의 파라미터가 이전의 제어장치 모델의 파라미터와 일치하는 경우 해당하는 MP 번호가 표시됩니다.

테이블 및 개요 | 기계별 사용자 파라미터 20
706 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파라미터 목록
파라미터 설정
DisplaySettings
화면 표시를 위한 설정
표시되는 축의 순서
[0]~[7]
사용 가능한 축에 따라 다름
REF 디스플레이에 표시되는 축의 순서
[0]~[7]
사용 가능한 축에 따라 다름
위치 창의 위치 표시 유형
공칭실제REF 실제REF 공칭LAGACTDSTREFDSTM 118
상태 표시의 위치 표시 유형
공칭실제REF 실제REF 공칭LAGACTDSTREFDSTM 118
위치 표시의 소수점 구분 기호 정의
. 마침표, 쉼표
수동 운전 모드의 이송 속도 표시
축 키에서: 축 방향 키를 누를 때만 이송 속도 표시항상 최소: 항상 이송 속도 표시
위치 표시의 스핀들 위치 표시
폐루프 중: 스핀들이 위치 제어 상태에 있을 때만 스핀들 위치 표시폐루프 및 M5 중: 스핀들이 위치 상태에 있는 경우 M5를 사용하여 스핀들 위치 표시
소프트 키 프리셋 테이블 표시 또는 숨기기
True: 소프트 키 프리셋 테이블 표시 안 함False: 소프트 키 프리셋 테이블 표시

테이블 및 개요 | 기계별 사용자 파라미터 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 707
파라미터 설정프로그램 표시의 글꼴 크기
FONT_APPLICATION_SMALLFONT_APPLICATION_MEDIUM
디스플레이의 아이콘 순서
[0]~[9]활성화된 옵션에 따라 다름
DisplaySettings
개별 축의 표시 단계
사용 가능한 모든 축 목록
위치 표시의 표시 단계(mm 또는 도)
0.10.050.010.0050.0010.00050.00010.00005(옵션 23)0.00001(옵션 23)
위치 표시의 표시 단계(인치)
0.0050.0010.00050.00010.00005(옵션 23)0.00001(옵션 23)
DisplaySettings
표시에 적합한 측정 단위 정의
미터법: 미터법 사용인치: 인치법 사용
DisplaySettings
NC 프로그램 형식 및 사이클의 표시
하이덴하인 Klartext 대화식 텍스트 또는 DIN/ISO 형식 프로그램 입력
하이덴하인: Klartext 대화식 텍스트 대화 상자의 작동 모드 MDI에서 프로그램 입력ISO: DIN/ISO에서 MDI 작동 모드를 사용한 위치결정 프로그램 입력

테이블 및 개요 | 기계별 사용자 파라미터 20
708 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파라미터 설정
DisplaySettings
NC 및 PLC 대화 상자 언어 설정
NC 대화 상자 언어
영어독일어체코어프랑스어이탈리아어스페인어포르투갈어스웨덴어덴마크어핀란드어네덜란드어폴란드어헝가리어러시아어중국어중국어(번체)슬로바키아어한국어노르웨이어루마니아어슬로바키아어터키어
PLC 대화 상자 언어
NC 대화 상자 언어 참조
PLC 오류 메시지 언어
NC 대화 상자 언어 참조
도움말 언어
NC 대화 상자 언어 참조

테이블 및 개요 | 기계별 사용자 파라미터 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 709
파라미터 설정
DisplaySettings
컨트롤 시동 시 동작
"전원 차단" 확인 메시지
TRUE: 메시지를 확인할 때까지 컨트롤 시작이 중지됨FALSE: "전원 차단" 메시지가 표시되지 않음
DisplaySettings
시간 표시 모드
시간 표시 모드 선택
아날로그디지털로고아날로그 및 로고디지털 및 로고아날로그 로고디지털 로고
DisplaySettings
링크 행 On/Off
링크 행 표시 설정
OFF: 작동 모드 라인에서 정보 라인을 비활성화합니다.ON: 작동 모드 라인에서 정보 라인을 활성화합니다.
DisplaySettings
3D 표시 설정
3D 표시의 모델 유형
3D(전산 처리가 많이 필요함): 언더컷을 사용한 복잡한 가공 작업을 위한 모델 표시2.5-D: 3축 가공 작업을 위한 모델 표시모델 없음: 모델 표시 비활성화됨
3D 표시의 모델 품질
매우 높음: 고해상도, 블록 종료 지점 표시 가능높음: 고해상도중간: 중간 해상도낮음: 저해상도
새 BLK 폼의 공구 경로 재설정
ON: 시험 주행 시 새 BLK 폼에서 공구 경로가 재설정됨OFF: 시험 주행 시 새 BLK 폼에서 공구 경로가 재설정되지 않음
DisplaySettings
위치 표시 설정
위치 표시
TOOL CALL DL 사용
공구 길이에 준함: 프로그래밍된 보정량 DL은 공작물 기반 위치의 표시를 위한 공구 길이수정으로 간주됩니다.

테이블 및 개요 | 기계별 사용자 파라미터 20
710 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파라미터 설정공작물 보정량에 준함: 프로그래밍된 보정량 DL은 공작물 기반 위치의 표시를 위한 공작물보정량으로 간주됩니다.
DisplaySettings
테이블 편집기의 설정
포켓 테이블에서 공구를 삭제할 때의 동작
DISABLED: 공구를 삭제할 수 없음WITH_WARNING: 공구를 삭제할 수 있으며, 승인해야 함WITHOUT_WARNING: 승인할 필요 없이 공구를 삭제할 수 있음
공구의 인덱스 항목을 삭제할 때의 동작
ALWAYS_ALLOWED: 인덱스 항목의 삭제가 항상 가능TOOL_RULES: 동작이 파라미터 "포켓 테이블에서 공구를 삭제할 때의 동작"의 설정에 따라 달라짐
재설정을 표시합니다. SPALTE T 소프트 키
TRUE: 소프트 키가 표시되며 사용자가 공구 메모리에서 모든 공구를 삭제할 수 있음FALSE: 소프트 키가 표시되지 않음
DisplaySettings
디스플레이 좌표계 설정
데이텀 이동에 대한 좌표계
WorkplaneSystem: 기울어진 평면의 시스템에 데이텀 표시, WPL-CSWorkpieceSystem: 데이텀이 공작물 좌표계로 표시됨, W-CS
ProbeSettings
공구 측정 구성
TT140_1
스핀들 방향에 대한 M 기능
-1: 직접 NC에 의한 스핀들 방향0: 기능 비활성화1~999: 스핀들 방향에 대한 M 기능의 번호
프로빙 루틴
MultiDirections: 여러 방향에서 프로빙SingleDirection: 한 방향에서 프로빙
공구 반경 측정의 프로빙 방향
X_Positive, Y_Positive, X_Negative, Y_Negative, Z_Positive, Z_Negative(공구축에따라 다름)
공구의 바닥면과 스타일러스의 상면 사이의 거리
0.001 ~ 99.9999[mm]: 공구에 대한 스타일러스 보정량
프로빙 사이클에서 급속 이송
10 ~ 300,000[mm/min]: 프로빙 사이클에서 급속 이송

테이블 및 개요 | 기계별 사용자 파라미터 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 711
파라미터 설정공구 측정에서 프로빙 이송 속도
1 ~ 3,000[mm/min]: 공구 측정에서 프로빙 이송 속도
프로빙 이송 속도 계산
ConstantTolerance: 일정한 허용 공차를 사용한 프로빙 이송 속도의 계산VariableTolerance: 가변 허용 공차를 사용한 프로빙 이송 속도의 계산ConstantFeed: 일정한 프로빙 이송 속도
속도 감지의 유형
자동: 속도를 자동으로 결정합니다.MinSpindleSpeed: 최소 스핀들 속도를 사용합니다.
공구 끝의 최대 허용 회전 속도
1 ~ 129 [m/min]: 커터 원주에 허용 가능한 회전 속도
공구 측정 시 허용 가능한 최대 속도
0 ~ 1,000 [rpm]: 최대 허용 편차
공구 측정의 허용 가능한 최대 측정 오류
0.001 ~ 0.999[mm]: 첫 번째 최대 허용 측정 오류
공구 측정의 허용 가능한 최대 측정 오류
0.001 ~ 0.999[mm]: 2차 최대 허용 측정 오류
공구 검사 중의 NC 정지
True: 파손 공차를 초과한 경우 NC 프로그램이 정지함False: NC 프로그램이 정지하지 않음
공구 측정 중의 NC 정지
True: 파손 공차를 초과한 경우 NC 프로그램이 정지함False: NC 프로그램이 정지하지 않음
공구 검사 및 측정 중 공구 테이블 수정
AdaptOnMeasure: 공구 측정 후 테이블이 수정됨AdaptOnBoth: 공구 검사 및 측정 후 테이블이 수정됨AdaptNever: 공구 검사 및 측정 후 테이블이 수정되지 않음
둥근 스타일러스 구성
TT140_1
스타일러스 중심의 좌표
[0]: 기계 데이텀에 참조된 스타일러스 중심의 X 좌표[1]: 기계 데이텀에 참조된 스타일러스 중심의 Y 좌표[2]: 기계 데이텀에 참조된 스타일러스 중심의 Z 좌표
사전 위치결정을 위한 스타일러스 위의 안전 거리
0.001 ~ 99,999.9999[mm]: 공구축 방향의 안전 거리

테이블 및 개요 | 기계별 사용자 파라미터 20
712 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파라미터 설정사전 위치결정을 위한 스타일러스 중심의 안전 영역
0.001 ~ 99,999.9999[mm]: 공구축에 수직인 평면의 안전 거리
ChannelSettings
CH_NC
활성 역학
활성화할 키네마틱
기계 키네마틱 목록
제어 시작 중에 운동이 활성화됨
기계 키네마틱 목록
NC 프로그램의 동작 결정
프로그램 시작 시 가공 시간 재설정
True: 가공 시간이 재설정됨False: 가공 시간이 재설정되지 않음
보류 중인 가공 사이클의 번호에 대한 PLC 신호
기계 제작업체에 따라 다름
지오메트리 허용 공차
원 반경의 허용 편차
0.0001 ~ 0.016[mm]: 원 시작점과 비교한 원 끝점의 허용 가능한 원 반경 편차
연속 스레드의 허용 가능한 오류
가공 사이클 구성
포켓 밀링용 중첩 계수
0.001~1.414: 사이클 4 POCKET MILLING[포켓 밀링] 및 사이클 5 CIRCULARPOCKET[원형 포켓]에 대한 중첩 계수
윤곽 포켓 가공 후의 동작
PosBeforeMachining: 사이클 가공 전과 같이 배치ToolAxClearanceHeight: 공구축을 안전 높이에 배치
M3/M4가 활성화되지 않은 경우 스핀들? 오류 메시지 표시:
ON: 오류 메시지 출력OFF: 오류 메시지 출력 안 함
음수 깊이 입력 오류 메시지 표시
ON: 오류 메시지 출력OFF: 오류 메시지 출력 안 함
원통형 표면의 슬롯 벽에 대한 접근 동작
LineNormal: 직선으로 접근CircleTangential: 원호 이동으로 접근

테이블 및 개요 | 기계별 사용자 파라미터 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 713
파라미터 설정가공 사이클에서 스핀들 방향 조정을 위한 M 기능
-1: 직접 NC를 통과하는 스핀들 방향0: 기능 비활성화1~999: 스핀들 방향에 대한 M 기능의 번호
"절입 방식이 가능하지 않습니다." 오류 메시지를 표시하지 않음
ON: 오류 메시지가 표시되지 않습니다.OFF: 오류 메시지가 표시됩니다.
사이클 202 및 204에서 M7 및 M8의 동작
TRUE: 사이클 202와 204가 끝날 때 사이클 호출에 앞서 M7과 M8의 상태가 복원됨FALSE: 사이클 202와 204가 끝날 때 M7 및 M8의 상태가 독립적으로 복원되지 않음
잔여 소재 경고를 표시하지 않음
ON: 경고가 표시되지 않음OFF: 경고가 표시됨
선형 요소 필터링을 위한 지오메트리 필터
스트레치 필터 유형
- 해제: 활성화된 필터 없음- ShortCut: 다각형에 단일 점을 남김- 평균: 지오메트리 필터가 모서리를 부드럽게 표현
필터링되지 않은 윤곽에 대한 필터링된 윤곽의 최대 거리
0 ~ 10[mm]: 필터링된 점이 결과 거리에 대해 이 허용 공차 이내에 있음
필터링 결과 거리 최대 길이
0 ~ 1000[mm]: 지오메트리 필터링이 적용되는 길이
CfgThreadSpindle
나사산 절삭 중 이송 속도 분압기
SpindlePotentiometer: 나사산 절삭 중에 샤프트 속도 재지정에 대한 분압기가 유효합니다. 이송 속도 재정의에 대한 분압기가 활성화되지 않음FeedPotentiometer: 나사산 절삭 중에 이송 속도 재지정에 대한 분압기가 유효합니다. 이송 속도 재정의에 대한 분압기가 활성화되지 않음
나사산 기부의 역전 지점에서 대기 시간
-999999999~999999999: 스핀들이 회전의 반대 방향으로 다시 시작하기 전에 나사산 아래쪽에서 이 시간 동안 대기
스핀들의 고급 전환 시간
-999999999~999999999: 스핀들이 나사산 아래쪽에 도달하기 전에 이 시간에 정지

테이블 및 개요 | 기계별 사용자 파라미터 20
714 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
파라미터 설정사이클 17, 207 및 18에 대한 스핀들 속도의 제한
TRUE: 작은 나사산 깊이의 경우 스핀들 속도는 일정 속도로 진행하는 시간의약 1/3에 대한 범위로 제한됨FALSE: 스핀들 속도 제한 없음
NC 편집기의 설정
백업 파일 생성
TRUE: NC 프로그램 편집 후 백업 파일 생성FALSE: NC 프로그램 편집 후 백업 파일을 생성하지 않음
라인 삭제 후의 커서 동작
TRUE: 삭제 후 이전 라인에 커서 배치(iTNC 동작)FALSE: 삭제 후 이후 라인에 커서 배치
첫 번째 마지막 라인에서의 커서 동작
TRUE: PGM 시작/종료에 만능 커서 허용됨FALSE: PGM 시작/종료에 만능 커서가 허용되지 않음
멀티 라인에서 줄 바꿈
ALL[모두]: 항상 라인을 완전하게 표시ACT[실제]: 활성 블록의 라인만 완전하게 표시NO: 블록이 편집된 경우에만 라인을 완전하게 표시
사이클 입력 정보를 포함하여 도움말 그래픽 활성화
TRUE: 기본적으로 입력 중에 항상 도움말 그래픽 표시FALSE: 사이클 도움말 소프트 키가 ON으로 설정되어 있는 경우에만 도움말 그래픽 표시 CYCLEHELP OFF/ON[사이클 도움말 해제/설정] 소프트 키는 프로그래밍 작동 모드에서 "화면 레이아웃" 버튼을 누르면 표시됨
사이클 입력 후 소프트 키 행의 동작
TRUE: 사이클 정의 후 사이클 소프트 키 행을 활성 상태로 둠FALSE: 사이클 정의 후 사이클 소프트 키 행을 숨김
블록이 삭제되기 전에 승인 요청
TRUE: NC 블록 삭제 전 승인 요청 표시FALSE: NC 블록 삭제 전 승인 요청을 표시하지 않음
테스트할 NC 프로그램 라인 번호의 최대값
100~50000: 지오메트리를 점검할 프로그램 길이
ISO 프로그래밍: 블록 번호 증분
0~250: 프로그램에서 ISO 블록을 생성하기 위한 증분
프로그래밍 가능 축 정의
TRUE: 정의된 축 구성 사용FALSE: 기본 축 구성 XYZABCUVW 사용

테이블 및 개요 | 기계별 사용자 파라미터 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 715
파라미터 설정근축 위치결정 블록에서의 동작
TRUE: 근방 위치결정 블록 허용됨FALSE: 근방 위치결정 블록이 잠김
동일한 구문 요소를 찾을 라인 번호의 최대값
500~50000: 위/아래 화살표 키로 선택된 요소 찾기
UVW 축을 이용한 PARAXMODE 기능의 동작
FALSE: PARAXMODE 기능 허용TRUE: PARAXMODE 기능이 잠김
파일 관리자에 대한 설정
종속 파일 표시
MANUAL: 종속 파일이 표시됩니다.AUTOMATIC: 종속 파일이 표시되지 않습니다.
최종 사용자에 대한 경로 사양
드라이브 및/또는 디렉터리 목록
여기에 입력한 드라이브 및 디렉터리는 컨트롤에 의해 파일 관리자에 표시됨
FN 16 실행을 위한 출력 경로
프로그램에 경로가 정의되지 않은 경우 FN 16 출력 경로
프로그래밍 및 시험 주행 운전 모드를 위한 FN 16 출력 경로
프로그램에 경로가 정의되지 않은 경우 FN 16 출력 경로
시리얼 인터페이스 RS232
추가 정보: "데이터 인터페이스 설정", 페이지 679

테이블 및 개요 | 데이터 인터페이스의 커넥터 핀 레이아웃 및 연결 케이블 20
716 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
20.2 데이터 인터페이스의 커넥터 핀 레이아웃및 연결 케이블
하이덴하인 장치의 RS-232-C/V.24 인터페이스
이 인터페이스는 EN 50 178의 저전압 절연 요구 사항을준수합니다.
25핀 어댑터 블록 사용 시:
컨트롤러 연결 케이블 365725-xx 어댑터 블록310085-01
연결 케이블 274545-xx
수 지정 암 색상 암 수 암 수 색상 암
1 미지정 1 1 1 1 1 흰색/갈색 1
2 RXD 2 노란색 3 3 3 3 노란색 2
3 TXD 3 녹색 2 2 2 2 녹색 3
4 DTR 4 갈색 20 20 20 20 갈색 8
5 신호 GND 5 빨간색 7 7 7 7 빨간색 7
6 DSR 6 파란색 6 6 6 6 6
7 RTS 7 회색 4 4 4 4 회색 5
8 CTR 8 분홍색 5 5 5 5 분홍색 4
9 지정 안 함 9 8 보라색 20
피복 외부 차폐 피복 외부 차폐 피복 피복 피복 피복 외부 차폐 피복

테이블 및 개요 | 데이터 인터페이스의 커넥터 핀 레이아웃 및 연결 케이블 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 717
9핀 어댑터 블록 사용 시:
컨트롤러 연결 케이블 355484-xx 어댑터 블록363987-02
연결 케이블 366964-xx
수 지정 암 색상 수 암 수 암 색상 암
1 지정 안 함 1 빨간색 1 1 1 1 빨간색 1
2 RXD 2 노란색 2 2 2 2 노란색 3
3 TXD 3 흰색 3 3 3 3 흰색 2
4 DTR 4 갈색 4 4 4 4 갈색 6
5 신호 GND 5 검정색 5 5 5 5 검정색 5
6 DSR 6 보라색 6 6 6 6 보라색 4
7 RTS 7 회색 7 7 7 7 회색 8
8 CTR 8 흰색/녹색 8 8 8 8 흰색/녹색 7
9 지정 안 함 9 녹색 9 9 9 9 녹색 9
피복 외부 차폐 피복 외부 차폐 피복 피복 피복 피복 외부 차폐 피복

테이블 및 개요 | 데이터 인터페이스의 커넥터 핀 레이아웃 및 연결 케이블 20
718 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
타사 장치타사 장치의 커넥터 레이아웃은 하이덴하인 장치의 커넥터 레이아웃과 상당한 차이가 날 수 있습니다.
이러한 차이는 데이터 전송 단위와 형식에 따라 다릅니다. 다음 표에는 어댑터 블록의 커넥터 핀 레이아웃이 나와 있습니다.
어댑터 블록 363987-02 연결 케이블 366964-xx
암 수 암 색상 암
1 1 1 빨간색 1
2 2 2 노란색 3
3 3 3 흰색 2
4 4 4 갈색 6
5 5 5 검정색 5
6 6 6 보라색 4
7 7 7 회색 8
8 8 8 흰색/녹색 7
9 9 9 녹색 9
피복 피복 피복 외부 차폐 피복
이더넷 인터페이스 RJ45 소켓최장 케이블 길이:
비차폐: 100m
차폐: 400m
핀 신호 설명
1 TX+ 데이터 전송
2 TX– 데이터 전송
3 REC+ 데이터 수신
4 없음
5 없음
6 REC– 데이터 수신
7 없음
8 없음

테이블 및 개요 | 기술 정보 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 719
20.3 기술 정보
기호 설명
■ 기본값
□ 축 옵션
1 고급 기능 설정 1
2 고급 기능 설정 2
x 소프트웨어 옵션(고급 기능 설정 1 및 고급 기능 설정 2 제외)
사양
구성 요소 ■ 작동 패널
■ TFT 컬러 평면 디스플레이(소프트 키 포함)
또는 터치스크린 포함 TFT 컬러 평판 디스플레이
프로그램 메모리 ■ 2 GB
■ 선형축의 경우 약 0.1µm
■ 선형축의 경우 약 0.01µm(옵션 23)
입력 해상도 및 표시 단계
■ 로타리축의 경우 최대 0.0001°
■ 로타리축의 경우 최대 0.000 01°(옵션 23)
입력 범위 ■ 최대 999,999,999mm 또는 999,999,999°
■ 선형 - 4축보간
■ 원형 - 2축
■ 나선형: 원형 및 직선 경로의 중첩
블록 처리 시간3D 직선(반경 보정 안 함)
■ 1.5ms
■ 위치 루프 해상도: 위치 인코더의 신호 주기/1,024축 피드백 제어
■ 위치 컨트롤러의 사이클 시간: 3ms
■ 속도 컨트롤러의 사이클 시간: 200µs
이송 범위 ■ 최대 100m(3,937inch)
스핀들 속도 ■ 최대 100,000rpm(아날로그 속도 명령 신호)
오류 보정 ■ 선형축 및 비선형축 오류, 백래시, 원형 이동 시 반전 피크, 열 팽창
■ 정적 마찰
■ 각 RS-232-C에 하나/V.24 최대 115kilobaud
■ 하이덴하인 소프트웨어인 TNCremo와 연결되는 데이터 인터페이스를통해 컨트롤의 원격 작업용 LSV-2 프로토콜로 확장된 데이터 인터페이스
데이터 인터페이스
■ 이더넷 인터페이스 1000 BaseT
■ 5 x USB(1 x 전면 USB 2.0, 4 x 후면 USB 3.0)
실내 온도 ■ 작업: 5 °C ~ +45 °C
■ 보관: -35 °C ~ +65 °C

테이블 및 개요 | 기술 정보 20
720 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
컨트롤 기능의 입력 형식 및 단위
위치, 좌표, 원 반경, 모따기 길이 –99 999.9999 to +99 999.9999 (5,4: 소수점 앞과 뒤의 자릿수) [mm]
공구 번호 0~32,767.9(5, 1)
공구 이름 32자, T 시 따옴표로 둘러쌈 허용되는 특수 문자: # $ % & . ,- _
공구 보정을 위한 상세값 –99.9999~+99.9999(2, 4) [mm]
스핀들 속도 0~99,999.999(5, 3) [rpm]
이송 속도 0 ~ 99,999.999 (5, 3)[mm/min], [mm/tooth] 또는 [mm/1]
사이클 9의 정지 시간 0~3600.000(4, 3) [s]
여러 사이클의 나사산 피치 -9.9999 ~ +9.9999(2, 4)[mm]
스핀들 방향 조정 각도 0~360.0000(3, 4) [°]
극 좌표, 회전, 작업 평면 기울이기 가공을 위한각도
-360.0000 ~ 360.0000(3, 4)[°]
나사선 보간용 극 좌표(CP) -5 400.0000 ~ 5 400.0000(4, 4) [°]
사이클 7의 데이텀 번호 0~2999(4, 0)
사이클 11 및 26의 배율 0.000001~99.999999(2, 6)
보조 기능 M 0~999(4, 0)
Q 파라미터 번호 0~1999(4, 0)
Q 파라미터 값 -99 999.9999~+99 999.9999(9, 6)
프로그램 점프용 레이블(LBL) 0~999(5, 0)
프로그램 이동용 레이블(LBL) 따옴표(“”) 내 임의의 텍스트 문자열
프로그램 섹션 반복 수(REP) 1~65,534(5, 0)
Q 파라미터 기능 FN14를 사용한 오류 번호 0~1199(4, 0)

테이블 및 개요 | 기술 정보 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 721
사용자 기능
사용자 기능
■ 기본 버전: 3축과 폐쇄형 루프 스핀들간략한 설명
□ 4축 및 폐쇄형 루프 스핀들에 대한 추가 축
□ 5축 및 폐쇄형 루프 스핀들에 대한 추가 축
프로그램 항목 하이덴하인 대화 형식 및 DIN/ISO
■ 직교 좌표 또는 극 좌표에서 선 및 호의 공칭 위치위치 항목
■ 상대 또는 절대 크기
■ mm 또는 inch 단위로 표시 및 입력
공구 보정 ■ 작업 평면 내 공구 반경 및 공구 길이
x 최대 99개 블록에 대한 반경이 보정된 윤곽 선행 연산(M120)
공구 테이블 원하는 수의 공구가 포함된 다공구 테이블
상수 윤곽 속도 ■ 공구 중심의 경로 기준
■ 절삭 날 기준
병렬 작동 다른 프로그램이 실행 중인 상태에서 그래픽 지원을 통해 프로그램 생성
절삭 데이터 스핀들 속도 자동 계산, 절삭 속도, 잇날당 이송 및 회전당 이송
3D 가공(고급 기능 설정 2) 2 저크를 최소화한 동작 제어
2 표면 법선 벡터를 통한 3D 공구 보정
2 프로그램 실행 중에 공구 중심점의 위치에 영향을 주지 않으면서 전자핸드휠을 사용하여 스위블 헤드의 각도 변경(공구 끝 또는 구의 중심)(TCPM = Tool Center Point Management)
2 공구를 윤곽에 수직으로 유지
2 이송 및 공구 방향에 수직으로 공구 반경 보정
로타리 테이블 가공(고급 기능 설정 1)
1 원통형 윤곽을 두 축에 있는 것처럼 프로그래밍
1 이송 속도(분당 거리)
■ 직선
■ 모따기
■ 원형 경로
■ 원 중심
■ 원 반경
윤곽 요소
■ 접선으로 연결된 호
■ 모서리 라운딩
윤곽 접근 및 후진 ■ 직선 사용: 접선 방향 또는 수직 방향
■ 원호 사용
자유 윤곽 프로그래밍(FK) x NC에 대해 치수가 정해지지 않은 공작물 드로잉 작업을 위해 그래픽 지원과 함께 하이덴하인 대화 형식으로 FK 자유 윤곽 프로그래밍
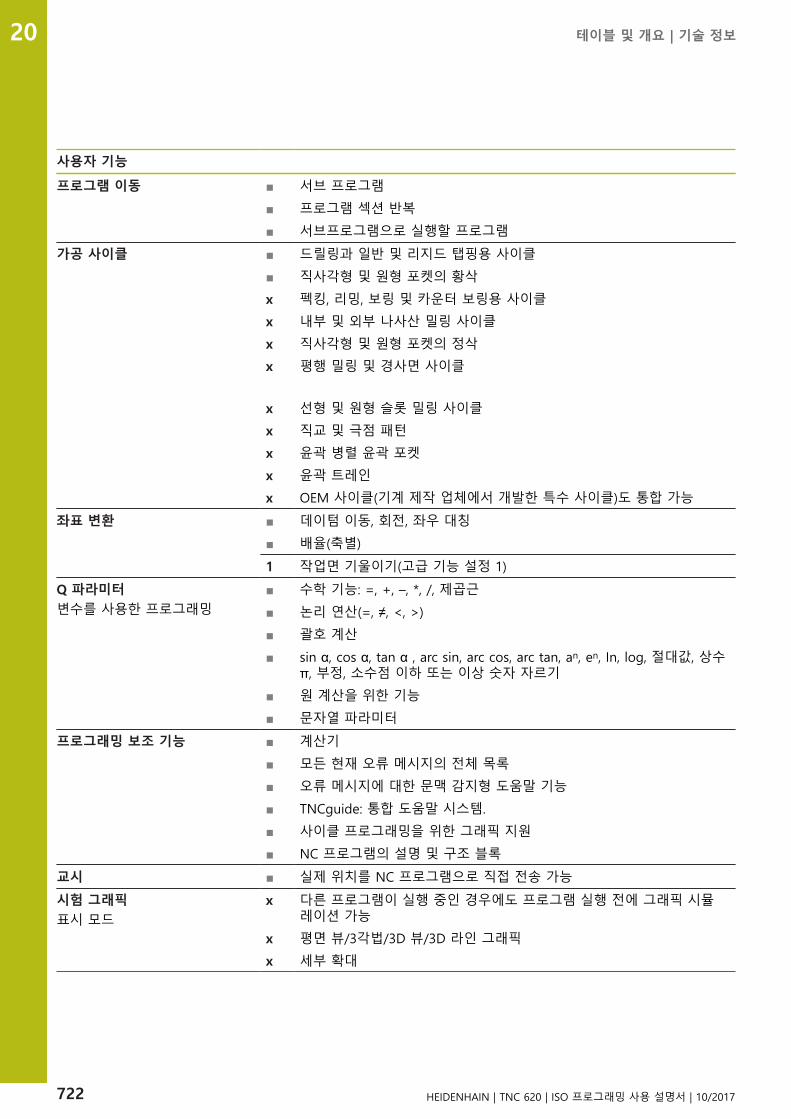
테이블 및 개요 | 기술 정보 20
722 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
사용자 기능
■ 서브 프로그램프로그램 이동
■ 프로그램 섹션 반복
■ 서브프로그램으로 실행할 프로그램
■ 드릴링과 일반 및 리지드 탭핑용 사이클
■ 직사각형 및 원형 포켓의 황삭
x 펙킹, 리밍, 보링 및 카운터 보링용 사이클
x 내부 및 외부 나사산 밀링 사이클
x 직사각형 및 원형 포켓의 정삭
x 평행 밀링 및 경사면 사이클
x 선형 및 원형 슬롯 밀링 사이클
x 직교 및 극점 패턴
x 윤곽 병렬 윤곽 포켓
가공 사이클
x 윤곽 트레인
x OEM 사이클(기계 제작 업체에서 개발한 특수 사이클)도 통합 가능
■ 데이텀 이동, 회전, 좌우 대칭좌표 변환
■ 배율(축별)
1 작업면 기울이기(고급 기능 설정 1)
■ 수학 기능: =, +, –, *, /, 제곱근
■ 논리 연산(=, ≠, <, >)
■ 괄호 계산
■ sin α, cos α, tan α , arc sin, arc cos, arc tan, an, en, In, log, 절대값, 상수π, 부정, 소수점 이하 또는 이상 숫자 자르기
Q 파라미터변수를 사용한 프로그래밍
■ 원 계산을 위한 기능
■ 문자열 파라미터
■ 계산기
■ 모든 현재 오류 메시지의 전체 목록
■ 오류 메시지에 대한 문맥 감지형 도움말 기능
■ TNCguide: 통합 도움말 시스템.
프로그래밍 보조 기능
■ 사이클 프로그래밍을 위한 그래픽 지원
■ NC 프로그램의 설명 및 구조 블록
교시 ■ 실제 위치를 NC 프로그램으로 직접 전송 가능
x 다른 프로그램이 실행 중인 경우에도 프로그램 실행 전에 그래픽 시뮬레이션 가능
시험 그래픽표시 모드
x 평면 뷰/3각법/3D 뷰/3D 라인 그래픽
x 세부 확대

테이블 및 개요 | 기술 정보 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 723
사용자 기능
프로그래밍 그래픽 ■ 다른 프로그램이 실행 중이라도 프로그래밍 모드에서 2D 필기 추적 그래픽으로 입력하는 NC 블록의 윤곽이 화면에 그려집니다.
프로그램 실행 그래픽표시 모드
x 평면 뷰/3각법/3D 뷰에서 실시간 가공 그래픽 시뮬레이션
가공 시간 ■ 시험 주행 작동 모드에서 가공 시간 계산
■ 프로그램 실행, 싱글 블록 및 프로그램 실행, 풀 시퀀스작동 모드에서현재 가공 시간 표시
프리셋 관리 ■ 프리셋 저장용
윤곽으로 돌아가기 ■ 프로그램 내 임의의 블록에서 블록 스캔, 가공을 계속하기 위해 계산된공칭 위치로 공구 되돌리기
■ 프로그램 중단, 윤곽 후진 및 복귀
데이텀 테이블 ■ 공작물별 데이텀을 저장하기 위한 다중 데이텀 테이블
x 터치 프로브 교정
x 오정렬된 공작물을 수동 또는 자동으로 보정
x 프리셋, 수동 또는 자동
터치 프로브 사이클
x 자동 공작물 측정
x 자동 공구 측정 가능

테이블 및 개요 | 기술 정보 20
724 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
소프트웨어 옵션
고급 기능 설정 1(옵션 8)
확장 기능 그룹 1 로타리 테이블을 사용한 가공두 축에 있는 것처럼 원통형 윤곽
이송 속도(분당 거리)
좌표 변환:작업면 기울이기
고급 기능 설정 2(옵션 9)
확장 기능 그룹 2수출 면허 필요 (Export licenserequired)
3D 가공:저크를 최소화한 동작 제어
표면 법선 벡터를 통한 3D 공구 보정
프로그램 실행 중에 공구 중심점의 위치에 영향을 주지 않으면서 전자 핸드휠을 사용하여 스위블 헤드의 각도 변경(공구 끝 또는 구의중심) (TCPM = Tool Center Point Management)
공구를 윤곽에 수직으로 유지
이송 방향 및 공구 방향에 수직으로 공구 반경 보정
보간:선형 5축
터치 프로브 기능 (옵션 17)
터치 프로브 사이클:자동 모드에서 공구 오정렬 보정
수동 운전 모드에서 운전 모드 프리셋
자동 모드에서 프리셋
자동 공작물 측정
자동 공구 측정 가능
터치 프로브 기능
하이덴하인 DNC(옵션 번호 18)
COM 구성 요소를 통한 외부 PC 애플리케이션과의 통신
고급 프로그래밍 기능(옵션 19)
확장된 프로그래밍 기능 FK 자유 윤곽 프로그래밍:NC로 지정되지 않은 공작물 드로잉 작업을 위해 그래픽 지원과 함께 하이덴하인 대화 형식으로 프로그래밍

테이블 및 개요 | 기술 정보 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 725
고급 프로그래밍 기능(옵션 19)
고정 사이클:펙 드릴링, 리밍, 보링, 카운터 보링, 센터링(사이클 201 ~ 205, 208,240, 241)
암/수 나사 밀링(사이클 262 ~ 265, 267)
장방형/원형 포켓 및 스터드 정삭(사이클 212 ~ 215, 251 ~ 257)
평행 밀링 및 경사면(사이클 230 ~ 233)
직선 슬롯 및 원형 슬롯(사이클 210, 211, 253, 254)
선형 및 원형 점 패턴(사이클 220, 221)
윤곽 트레인, 윤곽 포켓(윤곽 병렬 가공, 트로코이드 슬롯 포함)(사이클 20 ~ 25, 275)
조각(사이클 225)
OEM 사이클(기계 제작 업체에서 개발한 특수 사이클) 통합 가능
고급 그래픽 기능(옵션 20)
확장된 그래픽 기능 프로그램 확인 그래픽, 프로그램 실행 그래픽평면 뷰
3각법
3D 뷰
고급 기능 설정 3(옵션 21)
확장 기능 그룹 3 공구 보정:M120: 최대 99개 블록에 대한 반경이 보정된 윤곽 선행 연산
3D 가공:M118: 프로그램 실행 도중 핸드휠 위치결정 중첩
팔레트 관리(옵션 22)
팔레트 관리 모든 순서의 공작물 처리
표시 간격(옵션 23)
표시 간격 입력 해상도:선형축 하한 0.01μm
로타리축 하한 0.00001
CAD 가져오기(옵션 42)
CAD 가져오기 DXF, STEP 및 IGES 지원
윤곽 및 점 패턴의 채택
간단하고 편리한 프리셋 사양
대화식 프로그램에서 윤곽 섹션의 그래픽 기능 선택
KinematicsOpt(옵션 48)
기계 역학을 최적화 활성 역학 백업/복원
활성 역학 테스트
활성 역학 최적화
확장 공구 관리(옵션 93)
확장 공구 관리 파이선 기반

테이블 및 개요 | 기술 정보 20
726 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
원격 데스크톱 관리자(옵션 133)
외부 컴퓨터 장치의 원격 조작 별도의 컴퓨터 장치에 있는 Windows
컨트롤의 인터페이스에 통합
누화 보정(CTC)(옵션 141)
축 커플링 보정 축 가속화를 통해 동적으로 발생한 위치 편차 확인
TCP(Tool Center Point, 공구 중심점)의 보정
위치 적응 제어(PAC)(옵션 142)
위치 적응 제어 작업 공간에 있는 축의 위치에 따라 제어 파라미터 변경
축의 속도 또는 가속도에 따라 제어 파라미터 변경
부하 적응 제어(LAC)(옵션 143)
부하 적응 제어 공작물 무게 및 마찰력 자동 확인
공작물의 실제 질량에 따라 제어 파라미터 변경
액티브 채터 제어-ACC(옵션 번호 145)
액티브 채터 제어 가공 중 채터 제어를 위한 완전 자동 기능
활성 진동 감쇠-AVD(옵션 번호 146)
활성 진동 감쇠 기계 진동을 감쇠하여 공작물 표면 향상
배치 프로세스 관리자(옵션 154)
배치 프로세스 관리자. 생산 주문 계획

테이블 및 개요 | 기술 정보 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 727
액세서리
액세서리
■ HR 410: 휴대용 핸드휠
■ HR 550FS: 디스플레이 탑재 휴대용 무선 핸드휠
■ HR 520: 디스플레이 탑재 휴대용 핸드휠
■ HR 420: 디스플레이 탑재 휴대용 핸드휠
전자 핸드휠
■ HR 130: 패널 장착형 핸드휠
■ HR 150: 핸드휠 어댑터 HRA 110을 통한 패널 장착형 핸드휠(최대 3개)
■ TS 248: 케이블 접속부가 있는 3D 터치 트리거 프로브
■ TS 260: 케이블 접속부가 있는 3D 터치 트리거 프로브
■ TS 444: 적외선 전송 기능의 배터리 없는 3D 터치 트리거 프로브
■ TS 460: 적외선 및 무선 전송 기능의 3D 터치 트리거 프로브
■ TS 642: 적외선 전송 기능의 3D 터치 트리거 프로브
■ TS 740: 적외선 전송 기능의 고정밀 3D 터치 트리거 프로브
터치 프로브
■ TT 160: 공구 측정용 3D 터치 트리거 프로브
■ TT 460: 적외선 전송을 통한 공구 측정용 3D 터치 트리거 프로브

테이블 및 개요 | 개요 테이블 20
728 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
20.4 개요 테이블
고정 사이클
사이클 번호 사이클 이름 DEF 활성화
CALL활성화
7 DATUM SHIFT ■
8 MIRROR IMAGE ■
9 DWELL TIME ■
10 ROTATION ■
11 SCALING ■
12 PGM CALL ■
13 ORIENTATION ■
14 CONTOUR GEOMETRY ■
18 THREAD CUTTING ■
19 WORKING PLANE ■
20 CONTOUR DATA ■
21 PILOT DRILLING ■
22 ROUGH-OUT ■
23 FLOOR FINISHING ■
24 SIDE FINISHING ■
25 CONTOUR TRAIN ■
26 AXIS-SPEC. SCALING ■
27 CYLINDER SURFACE ■
28 CYLINDER SURFACE ■
29 CYL SURFACE RIDGE ■
32 TOLERANCE ■
39 CYL. SURFACE CONTOUR ■
200 DRILLING ■
201 REAMING ■
202 BORING ■
203 UNIVERSAL DRILLING ■
204 BACK BORING ■
205 UNIVERSAL PECKING ■
206 TAPPING ■
207 RIGID TAPPING ■
208 BORE MILLING ■
209 TAPPING W/ CHIP BRKG ■
220 POLAR PATTERN ■
221 CARTESIAN PATTERN ■
225 ENGRAVING ■

테이블 및 개요 | 개요 테이블 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 729
사이클 번호 사이클 이름 DEF 활성화
CALL활성화
232 FACE MILLING ■
233 FACE MILLING ■
239 ASCERTAIN THE LOAD ■
240 CENTERING ■
241 SINGLE-LIP D.H.DRLNG ■
247 DATUM SETTING ■
251 RECTANGULAR POCKET ■
252 CIRCULAR POCKET ■
253 SLOT MILLING ■
254 CIRCULAR SLOT ■
256 RECTANGULAR STUD ■
257 CIRCULAR STUD ■
258 DAGAKHYOUNG BOS ■
262 THREAD MILLING ■
263 THREAD MLLNG/CNTSNKG ■
264 THREAD DRILLNG/MLLNG ■
265 HEL. THREAD DRLG/MLG ■
267 OUTSIDE THREAD MLLNG ■
270 CONTOUR TRAIN DATA ■
275 TROCHOIDAL SLOT ■
276 THREE-D CONT. TRAIN ■

테이블 및 개요 | 개요 테이블 20
730 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
보조 기능
M 적용 블록에 적용 시작 끝 페이지
M0 프로그램 정지/스핀들 정지/절삭유 해제 ■ 440
M1 옵션 프로그램 실행 정지/스핀들 정지/절삭유 해제 ■ 664
M2 프로그램 정지/스핀들 정지/절삭유 해제/상태 표시 지우기(기계 파라미터에 따라 다름)/1번 블록으로 복귀
■ 440
M3M4 M5
스핀들 설정, 시계 방향스핀들 설정, 반시계 방향스핀들 정지
■■
■
440
M6 공구 변경/프로그램 실행 정지(기계 파라미터에 따라 다름)/스핀들 정지 ■ 440
M8M9
절삭유 설정절삭유 해제
■■
440
M13M14
스핀들 설정, 시계 방향/절삭유 설정스핀들 설정, 반시계 방향/절삭유 설정
■■
440
M30 M2와 동일 ■ 440
M89 비어 있는 기타 기능 또는사이클 호출, 모달 방식으로 적용(기계 파라미터에 따라 다름)
■■
사이클설명서
M91 위치결정 블록 내에서: 좌표가 기계 데이텀을 참조 ■ 441
M92 위치결정 블록 내에서: 좌표가 기계 제작 업체에서 정의한 위치 참조(예:공구 변경 위치)
■ 441
M94 360° 미만의 값으로 로타리축 표시 감소 ■ 522
M97 작은 윤곽 단계 가공 ■ 444
M98 개방형 윤곽을 완전하게 가공 ■ 445
M99 블록 단위 사이클 호출 ■ 사이클설명서
M101M102
최대 공구 사용시간이 만료된 경우 대체 공구로 자동 공구 변경 M101 재설정
■■
242
M107M108
보정량으로 인한 대체 공구의 오류 메시지 숨김M107 재설정
■■
242
M109M110M111
절삭 날에서 일정한 윤곽 지정 속도(이송 속도 증가 및 감소) 절삭 날에서 일정한 윤곽 지정 속도(이송 속도 감소만) M109/M110 재설정
■■
■
448
M116M117
로타리축 이송 속도(mm/min) M116 재설정
■■
520
M118 프로그램 실행 중 핸드휠 위치결정 중첩 ■ 451
M120 반경 보정된 윤곽 사전 계산(선행 연산) ■ 449
M126M127
로타리축의 단축 경로 이송 M126 재설정
■■
521
M128M129
기울어진 축으로 위치결정 작업 시 공구 끝 위치 유지(TCPM)M128 재설정
■■
523
M130 위치결정 블록 내에서: 기울어지지 않은 좌표계 기준의 점 ■ 443
M136M137
스핀들 회전당 밀리미터 단위의 이송 속도 FM136 재설정
■ 447
M138 틸팅축 선택 ■ 526

테이블 및 개요 | 개요 테이블 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 731
M 적용 블록에 적용 시작 끝 페이지
M140 공구축 방향으로 윤곽에서 후퇴 ■ 453
M143 기본 회전 삭제 ■ 456
M144M145
블록 끝에서 실제/공칭 위치에 대한 기계의 역학 구성 보정 M144 재설정
■■
527
M141 터치 프로브 모니터링 사용 안 함 ■ 455
M148M149
NC 정지 시 윤곽에서 자동으로 공구 후퇴 M148 재설정
■■
457

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
732 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
20.5 TNC 620 및 iTNC 530의 기능 비교
비교: 사양
기능 TNC 620 iTNC 530
컨트롤 루프 최대 8개 컨트롤 루프(스핀들 최대 2개 포함)
최대 18개
입력 해상도 및 표시 단계:
선형축 0.1µm, 0.01µm(옵션 23 사용)
0.1 µm
로타리축 0.001°, 0.00001°(옵션 23 사용)
0.0001°
표시 15.1인치 TFT 컬러 평면 패널 디스플레이
또는 19인치 터치스크린
19인치 TFT 컬러 평면 패널 디스플레이또는15.1인치 TFT 컬러 평면 패널 디스플레이
NC, PLC 프로그램 및 시스템 파일용 메모리 미디어 CompactFlash 메모리카드
하드 디스크 또는SSDR 솔리드 스테이트 디스크
NC 프로그램용 프로그램 메모리 2 GB > 21GB
블록 처리 시간 1.5ms 0.5ms
보간:직선
원
나선
스플라인
5축
3축
예
번호
5축
3축
예
예(옵션 9 사용)
하드웨어 작동 패널의 컴팩트 또는 전기 캐비닛의 모듈
전기 캐비닛의 모듈
비교: 데이터 인터페이스
기능 TNC 620 iTNC 530
기가비트 이더넷 1000Base-T X X
RS-232-C/V.24 시리얼 인터페이스 X X
RS-422/V.11 시리얼 인터페이스 - X
USB 인터페이스 X X
추가 정보: "데이터 인터페이스 설정", 페이지 679

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 733
비교: PC 소프트웨어
기능 TNC 620 iTNC 530
기계 파라미터 구성용 ConfigDesign 사용 가능 사용할 수 없음
서비스 파일 분석 및 평가용 TNCanalyzer 사용 가능 사용할 수 없음
비교: 사용자 기능
기능 TNC 620 iTNC 530
프로그램 항목
Klartext X X
DIN/ISO X X
smarT.NC – X
ASCII 편집기 X, 직접 편집 가능 X, 변환 후 편집 가능
위치 항목
직교 좌표에서 라인 및 원호에 대한 공칭 위치 X X
극 좌표에서 라인 및 원호에 대한 공칭 위치 X X
상대 또는 절대 크기 X X
mm 또는 inch 단위로 표시 및 입력 X X
마지막 공구 위치를 극으로 설정(빈 CC 블록) X(극 전송이 모호한경우 오류 메시지)
X
스플라인 세트(SPL) – X(옵션 9 사용)
공구 보정
작업면 및 공구 길이에서 X X
최대 99개 블록에 대한 반경이 보정된 윤곽 선행 연산 X(옵션 21 사용) X
3D 공구 반경 보정 X(옵션 9 사용) X(옵션 9 사용)
공구 테이블
공구 데이터의 중앙 저장소 X X
원하는 수의 공구가 포함된 다공구 테이블 X X
공구 종류의 유연한 관리 X –
선택 가능한 공구의 필터링된 표시 X –
정렬 기능 X –
열 이름 일부 경우 _ 사용 일부 경우 - 사용
복사 기능: 관련 공구 데이터 덮어쓰기 X X
폼 뷰 화면 레이아웃 키를통한 전환
소프트 키를 통한 전환
TNC 620 및 iTNC 530 간의 공구 테이블 교환 X 가능하지 않음
다양한 3D 터치 프로브 관리를 위한 터치 프로브 테이블 X –
공구 사용 파일 만들기, 가용성 확인 X X
절삭 데이터 계산기: 스핀들 속도 및 이송 속도 자동 계산 단순 절삭 데이터 계산기 저장된 기술 테이블 사용
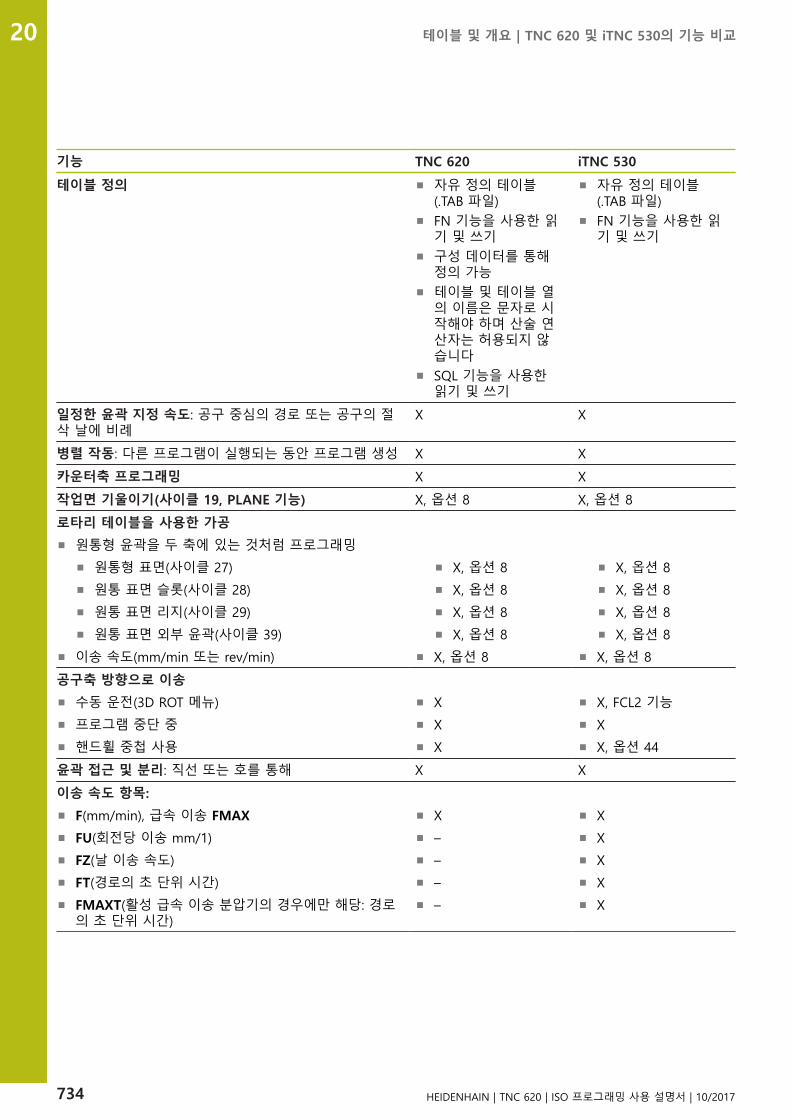
테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
734 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기능 TNC 620 iTNC 530
테이블 정의 자유 정의 테이블(.TAB 파일)
FN 기능을 사용한 읽기 및 쓰기
구성 데이터를 통해정의 가능
테이블 및 테이블 열의 이름은 문자로 시작해야 하며 산술 연산자는 허용되지 않습니다
SQL 기능을 사용한읽기 및 쓰기
자유 정의 테이블(.TAB 파일)
FN 기능을 사용한 읽기 및 쓰기
일정한 윤곽 지정 속도: 공구 중심의 경로 또는 공구의 절삭 날에 비례
X X
병렬 작동: 다른 프로그램이 실행되는 동안 프로그램 생성 X X
카운터축 프로그래밍 X X
작업면 기울이기(사이클 19, PLANE 기능) X, 옵션 8 X, 옵션 8
로타리 테이블을 사용한 가공
원통형 윤곽을 두 축에 있는 것처럼 프로그래밍
원통형 표면(사이클 27) X, 옵션 8 X, 옵션 8
원통 표면 슬롯(사이클 28) X, 옵션 8 X, 옵션 8
원통 표면 리지(사이클 29) X, 옵션 8 X, 옵션 8
원통 표면 외부 윤곽(사이클 39) X, 옵션 8 X, 옵션 8
이송 속도(mm/min 또는 rev/min) X, 옵션 8 X, 옵션 8
공구축 방향으로 이송
수동 운전(3D ROT 메뉴) X X, FCL2 기능
프로그램 중단 중 X X
핸드휠 중첩 사용 X X, 옵션 44
윤곽 접근 및 분리: 직선 또는 호를 통해 X X
이송 속도 항목:
F(mm/min), 급속 이송 FMAX X X
FU(회전당 이송 mm/1) – X
FZ(날 이송 속도) – X
FT(경로의 초 단위 시간) – X
FMAXT(활성 급속 이송 분압기의 경우에만 해당: 경로의 초 단위 시간)
– X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 735
기능 TNC 620 iTNC 530
FK 자유 윤곽 프로그래밍
NC 프로그래밍용으로 치수가 지정되지 않은 공작물드로잉을 위한 프로그래밍
X(옵션 19) X
FK 프로그램을 Klartext대화식 언어로 변환 – X
프로그램 점프:
최대 레이블 수 65535 1000
서브 프로그램 X X
서브프로그램의 중첩 깊이 20 6
프로그램 섹션 반복 X X
서브루틴으로 실행할 프로그램 X X
Q 파라미터 프로그래밍:
표준 수학 기능 X X
수식 입력 X X
문자열 처리 X X
로컬 Q 파라미터 QL X X
비휘발성 Q 파라미터 QR X X
프로그램 중단 중 파라미터 변경 X X
D15: 프린트 – X
D25: 비활성화 – X
D26: TABOPEN X X
D27: TABWRITE X X
D28: TABREAD X X
D29: PLC 목록 X –
D31: 범위 선택 – X
D32: PLC 프리셋 – X
D37: 내보내기 X –
D38: 송신(SEND) X X
D16으로 외부에서 파일 저장 X X
D16 형식 지정: 왼쪽 맞춤, 오른쪽 맞춤, 문자열 길이 X X
D16으로 LOG 파일에 기록 X –
추가 상태 표시에 파라미터 내용 표시 X –
프로그래밍 중에 파라미터 내용 표시(Q-INFO) X X
테이블을 쓰고 읽는 SQL 기능 X –

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
736 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기능 TNC 620 iTNC 530
그래픽 지원
2D 프로그래밍 그래픽 X X
REDRAW 기능(REDRAW) – X
눈금선을 배경으로 표시 X –
3D 직선 그래픽 X X
테스트 그래픽(평면 뷰/3각법/3D 뷰) X(옵션 20 사용) X
고해상도 뷰 X X
공구 표시 X(옵션 20 사용) X
시뮬레이션 속도 조정 X(옵션 20 사용) X
3각법에 대한 선 교점의 좌표 – X
확장된 줌 기능(마우스 작업) X(옵션 20 사용) X
공작물 영역의 프레임 표시 X(옵션 20 사용) X
마우스 오버 시 평면 뷰에 깊이 값 표시 X(옵션 20 사용) X
시험 주행을 고의로 정지(STOP AT) X(옵션 20 사용) X
공구 변경 매크로 요소 X(실제 실행과 다름)
X
프로그램 실행 그래픽(평면 뷰/3각법/3D 뷰) X(옵션 20 사용) X
고해상도 뷰 X X
데이텀 테이블: 공작물별 데이텀 저장 X X
프리셋 테이블
프리셋 관리 X X
프리셋 테이블의 라인 0을 수동으로 편집 가능 X –
팔레트 관리
팔레트 파일 지원 X(옵션 22) X
공구 위치 결정 가공 X(옵션 22) X
테이블의 팔레트용 프리셋 관리 X(옵션 22) X
윤곽으로 돌아가기
미드 프로그램 시작 시 X X
프로그램 중단 후 X X
자동 시작 기능 X X
교시: 실제 위치를 NC 프로그램으로 전송 가능 X X
향상된 파일 관리
다중 디렉터리 및 하위 디렉터리 만들기 X X
정렬 기능 X X
마우스 작업 X X
소프트 키를 통한 대상 디렉터리 선택 X X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 737
기능 TNC 620 iTNC 530
프로그래밍 보조 기능:
사이클 프로그래밍을 위한 도움말 그래픽 X X
PLANE/PATTERN DEF 기능을 선택한 경우 애니메이션 도움말 그래픽
X X
PLANE/PATTERN DEF의 도움말 그래픽 X X
오류 메시지에 대한 문맥 감지형 도움말 기능 X X
TNCguide, 브라우저 기반 도움말 시스템 X X
문맥 감지형 도움말 시스템 호출 X X
구문 요소의 색상 강조 표시 X –
계산기 X(공학용) X(표준)
NC 프로그램의 설명 블록 X X
NC 블록을 주석으로 변환 X –
NC 프로그램의 구조 블록 X X
시험 주행의 구조 뷰 – X
DCM(동적 충돌 모니터링):
자동 작동 시 충돌 모니터링 – X, 옵션 40
수동 운전 시 충돌 모니터링 – X, 옵션 40
정의된 충돌 객체의 그래픽 묘사 – X, 옵션 40
시험 주행에서 충돌 확인 – X, 옵션 40
픽스처 모니터링 – X, 옵션 40
공구 캐리어 관리 X X, 옵션 40
CAM 지원:
DXF 데이터에서 윤곽 로드 X, 옵션 42 X, 옵션 42
단계 데이터 및 LGES 데이터에서 윤곽 로드 X, 옵션 42 –
DXF 데이터에서 가공 위치 로드 X, 옵션 42 X, 옵션 42
단계 데이터 및 LGES 데이터에서 가공 위치 로드 X, 옵션 42 –
CAM 파일용 오프라인 필터 – X
스트레치 필터 X –
MOD 기능:
사용자 파라미터 구성 데이터 숫자 구조
서비스 기능이 있는 OEM 도움말 파일 – X
데이터 미디어 검사 – X
서비스 팩 불러오기 – X
시스템 시간 설정 X X
실제 위치 캡처를 위한 축 지정 – X
이송 범위 한계 정의 X X
외부 액세스 제한 X X
카운터 구성 X –
역학 전환 X X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
738 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기능 TNC 620 iTNC 530
고정 사이클 호출:
M99 또는 M89 사용 X X
CYCL CALL 사용 X X
CYCL CALL PAT 사용 X X
CYC CALL POS 사용 X X
특수 기능:
역방향 프로그램 생성 – X
AFC(이송속도 적응 제어) – X, 옵션 45
기능 카운트로 카운터 정의 X –
기능 이송으로 정지 시간 정의 X –
기능 정지로 정지 시간 정의 X –
기능 프로그램 경로로 프로그래밍된 좌표의 통합 결정 X –
GLOBAL DEF로 전역적으로 사이클 파라미터 정의 X X
PATTERN DEF로 패턴 정의 X X
점 테이블 정의 및 처리 X X
간단한 윤곽 수식 CONTOUR DEF X X
대형 금형 및 다이를 위한 기능:
전역 프로그램 설정(GS) – X, 옵션 44
확장된 M128: FUNCTION TCPM X X
상태 표시:
위치, 스핀들 속도, 이송 속도 X X
위치 표시의 확대 묘사, 수동 작동 X X
추가 상태 표시, 폼 뷰 X X
핸드휠 중첩을 사용한 가공 시 핸드휠 경로 표시 X X
기울어진 시스템에서 이동 거리 표시 X X
정의 가능한 숫자 범위인 Q 파라미터 내용 동적 표시 X –
Python을 통한 기계 제조업체별 추가 상태 표시 X X
남은 실행 시간의 그래픽 표시 – X
사용자 인터페이스의 개별 색상 설정 – X
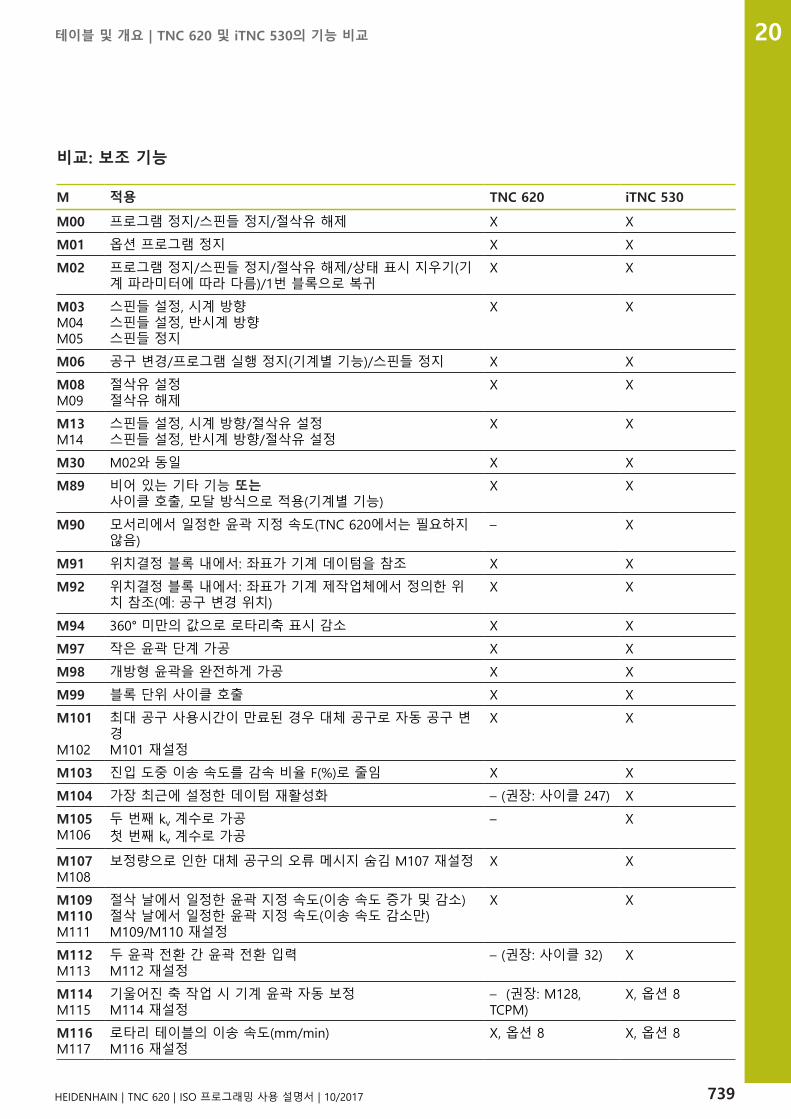
테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 739
비교: 보조 기능
M 적용 TNC 620 iTNC 530
M00 프로그램 정지/스핀들 정지/절삭유 해제 X X
M01 옵션 프로그램 정지 X X
M02 프로그램 정지/스핀들 정지/절삭유 해제/상태 표시 지우기(기계 파라미터에 따라 다름)/1번 블록으로 복귀
X X
M03M04 M05
스핀들 설정, 시계 방향스핀들 설정, 반시계 방향 스핀들 정지
X X
M06 공구 변경/프로그램 실행 정지(기계별 기능)/스핀들 정지 X X
M08M09
절삭유 설정절삭유 해제
X X
M13M14
스핀들 설정, 시계 방향/절삭유 설정스핀들 설정, 반시계 방향/절삭유 설정
X X
M30 M02와 동일 X X
M89 비어 있는 기타 기능 또는사이클 호출, 모달 방식으로 적용(기계별 기능)
X X
M90 모서리에서 일정한 윤곽 지정 속도(TNC 620에서는 필요하지않음)
– X
M91 위치결정 블록 내에서: 좌표가 기계 데이텀을 참조 X X
M92 위치결정 블록 내에서: 좌표가 기계 제작업체에서 정의한 위치 참조(예: 공구 변경 위치)
X X
M94 360° 미만의 값으로 로타리축 표시 감소 X X
M97 작은 윤곽 단계 가공 X X
M98 개방형 윤곽을 완전하게 가공 X X
M99 블록 단위 사이클 호출 X X
M101
M102
최대 공구 사용시간이 만료된 경우 대체 공구로 자동 공구 변경 M101 재설정
X X
M103 진입 도중 이송 속도를 감속 비율 F(%)로 줄임 X X
M104 가장 최근에 설정한 데이텀 재활성화 – (권장: 사이클 247) X
M105M106
두 번째 kv 계수로 가공 첫 번째 kv 계수로 가공
– X
M107M108
보정량으로 인한 대체 공구의 오류 메시지 숨김 M107 재설정 X X
M109M110M111
절삭 날에서 일정한 윤곽 지정 속도(이송 속도 증가 및 감소) 절삭 날에서 일정한 윤곽 지정 속도(이송 속도 감소만) M109/M110 재설정
X X
M112M113
두 윤곽 전환 간 윤곽 전환 입력M112 재설정
– (권장: 사이클 32) X
M114M115
기울어진 축 작업 시 기계 윤곽 자동 보정M114 재설정
– (권장: M128,TCPM)
X, 옵션 8
M116M117
로타리 테이블의 이송 속도(mm/min)M116 재설정
X, 옵션 8 X, 옵션 8

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
740 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
M 적용 TNC 620 iTNC 530
M118 프로그램 실행 중 핸드휠 위치결정 중첩 X(옵션 21) X
M120 반경 보정된 윤곽 사전 계산(선행 연산) X(옵션 21) X
M124 윤곽 필터 – (사용자 파라미터로 가능)
X
M126M127
로타리축의 단축 경로 이송:M126 재설정
X X
M128M129
기울어진 축으로 위치결정 작업 시 공구 끝 위치 유지(TCPM)M128 재설정
X, 옵션 9 X, 옵션 9
M130 위치결정 블록 내: 기울어지지 않은 좌표계 기준의 점 X X
M134
M135
로타리축으로 위치결정 시 비접선 윤곽 전환에서 정확한 정지 수행M134 재설정
– X
M136M137
스핀들 회전당 밀리미터 단위의 이송 속도 FM136 재설정
X X
M138 틸팅축 선택 X X
M140 공구축 방향으로 윤곽에서 후퇴 X X
M141 터치 프로브 모니터링 사용 안 함 X X
M142 모달 프로그램 정보 삭제 – X
M143 기본 회전 삭제 X X
M144M145
블록 끝에서 실제/공칭 위치에 대한 기계의 역학 구성 보정M144 재설정
X, 옵션 9 X, 옵션 9
M148M149
NC 정지 시 윤곽에서 자동으로 공구 후퇴 M148 재설정
X X
M150 리미트 스위치 메시지 숨김 – (FN 17로 가능) X
M197 모서리 라운딩 X –
M200-M204
레이저 절삭 기능 – X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 741
비교 연산자: 사이클
사이클 TNC 620 iTNC 530
1 PECKING(권장: 사이클 200, 203, 205) – X
2 TAPPING(권장: 사이클 206, 207, 208) – X
3 SLOT MILLING(권장: 사이클 253) – X
4 POCKET MILLING(권장: 사이클 251) – X
5 CIRCULAR POCKET(권장: 사이클 252) – X
6 ROUGH-OUT (SL I, 권장사항: SL II, 사이클 22) – X
7 DATUM SHIFT X X
8 MIRROR IMAGE X X
9 DWELL TIME X X
10 ROTATION X X
11 SCALING X X
12 PGM CALL X X
13 ORIENTATION X X
14 CONTOUR GEOMETRY X X
15 PILOT DRILLING (SL I, 권장사항: SL II, 사이클 21) – X
16 CONTOUR MILLING(SL I, 권장사항: SL II, 사이클 24) – X
17 RIGID TAPPING(권장: 사이클 207, 209) – X
18 THREAD CUTTING X X
19 WORKING PLANE X, 옵션 8 X, 옵션 8
20 CONTOUR DATA X(옵션 19) X
21 PILOT DRILLING X(옵션 19) X
22 ROUGH-OUT X(옵션 19) X
23 FLOOR FINISHING X(옵션 19) X
24 SIDE FINISHING X(옵션 19) X
25 CONTOUR TRAIN X(옵션 19) X
26 AXIS-SPEC. SCALING X X
27 CYLINDER SURFACE X, 옵션 8 X, 옵션 8
28 CYLINDER SURFACE X, 옵션 8 X, 옵션 8
29 CYL SURFACE RIDGE X, 옵션 8 X, 옵션 8
30 RUN CAM DATA – X
32 TOLERANCE X X
39 CYL. SURFACE CONTOUR X, 옵션 8 X, 옵션 8
200 DRILLING X X
201 REAMING X(옵션 19) X
202 BORING X(옵션 19) X
203 UNIVERSAL DRILLING X(옵션 19) X
204 BACK BORING X(옵션 19) X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
742 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
사이클 TNC 620 iTNC 530
205 UNIVERSAL PECKING X(옵션 19) X
206 TAPPING X X
207 RIGID TAPPING X X
208 BORE MILLING X(옵션 19) X
209 TAPPING W/ CHIP BRKG X(옵션 19) X
210 SLOT RECIP. PLNG(권장: 사이클 253, 옵션 19) – X
211 CIRCULAR SLOT(권장: 사이클 254, 옵션 19) – X
212 POCKET FINISHING(권장: 사이클 251, 옵션 19) – X
213 STUD FINISHING(권장: 사이클 256, 옵션 19) – X
214 C. POCKET FINISHING(권장: 사이클 252, 옵션 19) – X
215 C. STUD FINISHING(권장: 사이클 257, 옵션 19) – X
220 POLAR PATTERN X(옵션 19) X
221 CARTESIAN PATTERN X(옵션 19) X
225 ENGRAVING X(옵션 19) X
230 MULTIPASS MILLING(권장: 사이클 233, 옵션 19) – X
231 RULED SURFACE – X
232 FACE MILLING X(옵션 19) X
233 FACE MILLING X(옵션 19) –
240 CENTERING X(옵션 19) X
241 SINGLE-LIP D.H.DRLNG X(옵션 19) X
247 DATUM SETTING X X
251 RECTANGULAR POCKET X(옵션 19) X
252 CIRCULAR POCKET X(옵션 19) X
253 SLOT MILLING X(옵션 19) X
254 CIRCULAR SLOT X(옵션 19) X
256 RECTANGULAR STUD X(옵션 19) X
257 CIRCULAR STUD X(옵션 19) X
258 DAGAKHYOUNG BOS X(옵션 19) –
262 THREAD MILLING X(옵션 19) X
263 THREAD MLLNG/CNTSNKG X(옵션 19) X
264 THREAD DRILLNG/MLLNG X(옵션 19) X
265 HEL. THREAD DRLG/MLG X(옵션 19) X
267 OUTSIDE THREAD MLLNG X(옵션 19) X
270 사이클 25의 동작 정의를 위한 CONTOUR TRAIN DATA X X
275 TROCHOIDAL SLOT X(옵션 19) X
276 THREE-D CONT. TRAIN X(옵션 19) X
290 INTERPOLATION TURNING – X, 옵션 96

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 743
비교: Touch probe cycles in the 수동 운전 모드 및 핸드휠 모드 작동 모드의 터치 프로브 사이클
사이클 TNC 620 iTNC 530
3D 터치 프로브 관리를 위한 터치 프로브 테이블 X –
유효 길이 교정 X(옵션 17) X
유효 반경 교정 X(옵션 17) X
라인을 사용하여 기본 회전 측정 X(옵션 17) X
임의 축에서 프리셋 설정 X(옵션 17) X
모서리를 프리셋으로 설정 X(옵션 17) X
원 중심을 프리셋으로 설정 X(옵션 17) X
중심선을 프리셋으로 설정 X(옵션 17) X
홀/원통형 보스 두 개를 사용하여 기본 회전 측정 X(옵션 17) X
4개의 홀/원통 스터드를 사용하여 프리셋 설정 X(옵션 17) X
홀/원통형 보스 세 개를 사용하여 원 중심 설정 X(옵션 17) X
평면 오정렬의 결정 및 보정 X(옵션 17) –
현재 위치를 수동으로 캡처하여 기계식 터치 프로브 지원 소프트 키 또는하드 키 사용
하드 키 사용
프리셋 테이블에 측정 값 기록 X(옵션 17) X
데이텀 테이블에 측정 값 기록 X(옵션 17) X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
744 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
비교: 자동 공작물 제어용 프로빙 시스템 사이클
사이클 TNC 620 iTNC 530
0 REF. PLANE X(옵션 17) X
1 POLAR DATUM X(옵션 17) X
2 CALIBRATE TS – X
3 MEASURING X(옵션 17) X
4 MEASURING IN 3-D X(옵션 17) X
9 CALIBRATE TS LENGTH – X
30 CALIBRATE TT X(옵션 17) X
31 CAL. TOOL LENGTH X(옵션 17) X
32 CAL. TOOL RADIUS X(옵션 17) X
33 MEASURE TOOL X(옵션 17) X
400 BASIC ROTATION X(옵션 17) X
401 ROT OF 2 HOLES X(옵션 17) X
402 ROT OF 2 STUDS X(옵션 17) X
403 ROT IN ROTARY AXIS X(옵션 17) X
404 SET BASIC ROTATION X(옵션 17) X
405 ROT IN C-AXIS X(옵션 17) X
408 SLOT CENTER REF PT X(옵션 17) X
409 RIDGE CENTER REF PT X(옵션 17) X
410 DATUM INSIDE RECTAN. X(옵션 17) X
411 DATUM OUTS. RECTAN. X(옵션 17) X
412 DATUM INSIDE CIRCLE X(옵션 17) X
413 DATUM OUTSIDE CIRCLE X(옵션 17) X
414 DATUM OUTSIDE CORNER X(옵션 17) X
415 DATUM INSIDE CORNER X(옵션 17) X
416 DATUM CIRCLE CENTER X(옵션 17) X
417 DATUM IN TS AXIS X(옵션 17) X
418 DATUM FROM 4 HOLES X(옵션 17) X
419 DATUM IN ONE AXIS X(옵션 17) X
420 MEASURE ANGLE X(옵션 17) X
421 MEASURE HOLE X(옵션 17) X
422 MEAS. CIRCLE OUTSIDE X(옵션 17) X
423 MEAS. RECTAN. INSIDE X(옵션 17) X
424 MEAS. RECTAN. OUTS. X(옵션 17) X
425 MEASURE INSIDE WIDTH X(옵션 17) X
426 MEASURE RIDGE WIDTH X(옵션 17) X
427 MEASURE COORDINATE X(옵션 17) X
430 MEAS. BOLT HOLE CIRC X(옵션 17) X

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 745
사이클 TNC 620 iTNC 530
431 MEASURE PLANE X(옵션 17) X
440 MEASURE AXIS SHIFT – X
441 FAST PROBING X(옵션 17) X
450 SAVE KINEMATICS X, 옵션 48 X, 옵션 48
451 MEASURE KINEMATICS X, 옵션 48 X, 옵션 48
452 PRESET COMPENSATION X, 옵션 48 X, 옵션 48
453 KINEMATICS GRID X, 옵션 48, 옵션52
–
460 CALIBRATION OF TS ON A SPHERE X(옵션 17) X
461 TS CALIBRATION OF TOOL LENGTH X(옵션 17) X
462 CALIBRATION OF A TS IN A RING X(옵션 17) X
463 TS CALIBRATION ON STUD X(옵션 17) X
480 CALIBRATE TT X(옵션 17) X
481 CAL. TOOL LENGTH X(옵션 17) X
482 CAL. TOOL RADIUS X(옵션 17) X
483 MEASURE TOOL X(옵션 17) X
484 CALIBRATE IR TT X(옵션 17) X
600 GLOBAL WORKING SPACE X –
601 LOCAL WORKING SPACE X –

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
746 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
비교: 프로그래밍의 차이점
기능 TNC 620 iTNC 530
블록을 편집하는 동안 작동 모드 전환
허용됨 허용됨
파일 처리:
파일 저장 기능 사용 가능 사용 가능
파일을 다른 이름으로 저장 기능 사용 가능 사용 가능
변경 내용 무시 사용 가능 사용 가능
파일 관리:
마우스 작업 사용 가능 사용 가능
정렬 기능 사용 가능 사용 가능
이름 입력 파일 선택 팝업 창 열기 커서 동기화
키 조합 지원 사용할 수 없음 사용 가능
즐겨찾기 관리 사용할 수 없음 사용 가능
열 구조 구성 사용할 수 없음 사용 가능
소프트 키 배치 다소 다름 다소 다름
블록 건너뛰기 기능 사용 가능 사용 가능
테이블에서 공구 선택 분할 화면 메뉴를 통한 선택 팝업 창에서 선택
SPEC FCT 키를 사용한 특수 기능프로그래밍
키를 눌러 소프트 키 행을 하위 메뉴로 엽니다. 하위 메뉴를 종료하려면 SPEC FCT 키를 다시 누릅니다.그러면 마지막 활성 소프트 키 행이 표시됩니다.
키를 누르면 소프트 키 행이 마지막 행으로 추가됩니다. 메뉴를 종료하려면 SPEC FCT 키를 다시 누릅니다. 그러면 마지막 활성 소프트키 행이 표시됩니다.
APPR DEP 키로 접근 및 후진 동작프로그래밍
키를 눌러 소프트 키 행을 하위 메뉴로 엽니다. 하위 메뉴를 종료하려면 APPR DEP 키를 다시 누릅니다.그러면 마지막 활성 소프트 키 행이 표시됩니다.
키를 누르면 소프트 키 행이 마지막 행으로 추가됩니다. 메뉴를 종료하려면 APPR DEP 키를 다시 누릅니다. 그러면 마지막 활성 소프트키 행이 표시됩니다.
CYCLE DEF 및 TOUCH PROBE 메뉴가 활성화된 상태에서 하드 키 END누르기
편집 프로세스를 종료하고 파일 관리자를 호출합니다.
관련 메뉴를 종료합니다.
CYCLE DEF 및 터치 프로브 메뉴가활성화되어 있는 동안 파일 관리자호출
편집 프로세스를 종료하고 파일 관리자를 호출합니다. 파일 관리자가종료될 때 관련 소프트 키 행은 선택된 상태로 유지됩니다.
키를 잘못 눌렀습니다 오류 메시지
CYCL CALL, SPEC FCT, PGM CALL및 APPR/DEP 메뉴가 활성화되어있는 동안 파일 관리자 호출
편집 프로세스를 종료하고 파일 관리자를 호출합니다. 파일 관리자가종료될 때 관련 소프트 키 행은 선택된 상태로 유지됩니다.
편집 프로세스를 종료하고 파일 관리자를 호출합니다. 파일 관리자가종료될 때 기본 소프트 키 행은 선택된 상태로 유지됩니다.

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 747
기능 TNC 620 iTNC 530
데이텀 테이블:
축 내에서 값 기준의 분류 기능 사용 가능 사용할 수 없음
테이블 재설정 사용 가능 사용할 수 없음
존재하지 않는 축 숨기기 사용 가능 사용 가능
목록/폼 뷰 전환 스크린 레이아웃 키를 통해 전환
토글 소프트 키를 통한 전환
개별 라인 삽입 모든 위치에서 허용되며, 요청이후 번호를 다시 지정할 수 있습니다. 빈 라인이 삽입되며, 여기에 0을 수동 입력해야 합니다.
테이블 끝에서만 허용됩니다. 모든 열에 값이 0인 라인이 삽입됩니다.
키를 사용하여 개별 축의 실제위치 값을 데이텀 테이블로 전송
사용할 수 없음 사용 가능
키를 사용하여 모든 활성 축의실제 위치 값을 데이텀 테이블로전송
사용할 수 없음 사용 가능
키를 사용하여 TS로 측정된 마지막 위치를 포착
사용할 수 없음 사용 가능
FK 자유 윤곽 프로그래밍:
병렬 축 프로그래밍 X/Y 좌표 사용, 기계 유형에 독립적, FUNCTIONPARAXMODE를 통한 전환
기존 병렬 축 사용, 기계 의존형
상대 참조의 자동 교정 윤곽 서브프로그램의 상대 참조는 자동으로 교정되지 않음
모든 상대 참조가 자동으로 보정됨
Q 파라미터 프로그래밍:
SGN 포함 Q 파라미터 공식 Q12 = SGN Q50
if Q 50 = 0 then Q12 = 0
if Q50 > 0 then Q12 = 1
if Q50 < 0 then Q12 = -1
Q12 = SGN Q50
if Q50 >= 0 then Q12 = 1
if Q50 < 0 then Q12 = -1
오류 메시지 처리:
오류 메시지 관련 도움말 ERR 키를 통해 호출 도움말 키를 통해 호출
도움말 메뉴가 활성화되어 있는동안 작동 모드 전환
작동 모드를 전환하면 도움말메뉴가 닫힘
작동 모드 전환이 허용되지 않음(키를 잘못 누름)
도움말 메뉴가 활성화되어 있는동안 백그라운드 작동 모드 선택
F12를 사용하여 전환하면 도움말 메뉴가 닫힘
F12를 사용하여 전환하면 도움말 메뉴 유지됨
동일한 오류 메시지 목록에 수집됨 한 번만 표시됨
오류 메시지 확인 모든 오류 메시지(여러 번 표시된 경우 포함)를 확인해야 함, 모두 삭제 기능 사용 가능
오류 메시지 한 번만 확인
프로토콜 기능 액세스 로그 및 강력한 필터 기능(오류,키 입력) 사용 가능
필터 기능 없이 전체 로그 사용가능
서비스 파일 저장 사용 가능. 시스템 중단 시 서비스 파일이 생성되지 않음
사용 가능. 시스템 중단 시 서비스 파일이 자동으로 생성됨

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
748 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기능 TNC 620 iTNC 530
찾기 기능:
최근에 검색한 단어 목록 사용할 수 없음 사용 가능
활성 블록의 요소 표시 사용할 수 없음 사용 가능
사용 가능한 모든 NC 블록의 목록 표시
사용할 수 없음 사용 가능
강조 표시된 경우 위/아래 화살표키를 사용하여 찾기 기능 시작
최대 50,000개 블록에서 작동, 구성데이텀을 통해 설정 가능
프로그램 길이와 관련된 제한 없음
프로그래밍 그래픽:
실제 배율 그리드 표시 사용 가능 사용할 수 없음
자동 작도 설정 상태의 SLII 사이클에서 윤곽 서브 프로그램 편집
오류 메시지가 있는 경우 기본 프로그램에서 커서가 CYCLCALL 블록에 있음
오류 메시지가 발생한 경우 윤곽 서브프로그램의 오류 발생블록에 커서가 위치함
줌 창 이동 반복 기능을 사용할 수 없음 반복 기능 사용 가능
보조축 프로그래밍:
FUNCTION PARAXCOMP 구문:표시 동작과 이송 경로 정의
사용 가능 사용할 수 없음
FUNCTION PARAXMODE 구문:이송할 병렬 축 지정 정의
사용 가능 사용할 수 없음
OEM 사이클 프로그래밍
테이블 데이터 액세스 SQL 명령 및 FN 17/FN 18 또는 TABREAD-TABWRITE 기능을 통해
FN 17/FN 18 또는TABREAD-TABWRITE 기능을통해
기계 파라미터 액세스 CFGREAD 기능 사용 FN 18 기능을 통해
사이클 쿼리로 대화형 사이클 작성(예: 수동 작동의 터치 프로브사이클)
사용 가능 사용할 수 없음
비교: 시험 주행 기능의 차이점
기능 TNC 620 iTNC 530
GOTO 키를 사용하여 프로그램 시작
이 기능은 시작 한블럭단위 소프트키를 누르지 않은 경우에만 가능함
이 기능은 시작 한블럭단위 후에도가능함시작 한블럭단위
가공 시간 계산 시작 소프트 키를 눌러 시뮬레이션을 반복할 때마다 총 가공 시간이계산됨
시작 소프트 키를 눌러 시뮬레이션을 반복할 때마다 0부터 시간이 계산됨
싱글 블록 점 패턴 사이클 및 CYCL CALLPAT에서 컨트롤은 각 점 후에 중지함
점 패턴 사이클 및 CYCL CALLPAT은 컨트롤에서 싱글 블록으로 처리됨

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 749
비교: 시험 주행 작동의 차이점
기능 TNC 620 iTNC 530
소프트 및 행 및 행 내의 소프트 키배치
활성 화면 레이아웃에 따라 소프트 키 행 및 소프트 키의 배치가 달라집니다.
줌 기능 개별 소프트 키를 사용해 각 단면을 선택할 수 있음
세 개의 토글 소프트 키를 통해 단면을 선택할 수 있음
기계별 보조 기능 M PLC에 통합되지 않은 경우 오류 메시지 발생
시험 주행 중에 무시됨
공구 테이블 표시/편집 소프트 키를 통해 사용 가능한 기능
기능 사용 불가능
공구 표현 빨간색: 닿음
파란색: 닿지 않음
빨간색: 닿음
녹색: 닿지 않음
3D 뷰: 공작물의 투명 표시 사용 가능 기능 사용 불가능
3D 뷰: 공작물의 투명 표시 사용 가능 기능 사용 불가능
3D 뷰: 공구 경로 표시 사용 가능 기능 사용 불가능
조절 가능한 모델 품질 사용 가능 기능 사용 불가능

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
750 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
비교: 수동 운전 기능의 차이점
기능 TNC 620 iTNC 530
조그 증분 기능 선형축과 로타리축에 대해 개별적으로 조그 증분을 정의할 수 있음
조그 증분이 선형축과 로타리축 모두에 적용됨
프리셋 테이블 X, Y 및 Z열과 공간 각도 SPA, SPB및 SPC를 통한 공작물 시스템 기준의 기계 테이블 시스템 기본 변환(이동 및 회전).
또한, 각각의 개별 축에 대한 축 보정량을 정의하는 데 X_OFFS부터W_OFFS열까지 사용할 수 있습니다. 축 보정량 기능을 구성할 수 있습니다.
행 0을 수동으로 편집할 수도 있습니다.
열 X, Y 및 Z와 작업면(회전)의 기본 회전 ROT를 통한 공작물 시스템 기준의 기계 테이블 시스템 기본 변환(이동).
또한 회전축과 평행축의 프리셋을정의하는 데 A부터 W열까지 사용할 수 있습니다.
행 0은 수동 프로빙 사이클에 의해서만 편집할 수 있습니다.
프리셋 시 동작 회전축 프리셋은 축 보정과 동일한효과를 갖습니다. 보정량은 역학 계산과 작업평면 틸팅 중에도 적용됩니다.
기계 파라미터 presetToAlignAxis(No. 300203)에서 기계 제작업체가 각 축에 대해 회전축의 오프셋이 프리셋에 주는 영향을 지정합니다.
True(기본값): 역학 계산 전에 오프셋을 축 값에서 뺍니다.
False: 오프셋이 위치 표시에만영향을 줍니다.
기계 파라미터를 사용하여 정의된로타리축 보정량은 경사진 작업면기능을 사용하여 정의된 축 위치에영향을 미치지 않습니다.
MP7500 비트 3은 기계 데이텀을기준으로 현재 회전축 위치를 고려할지 여부나 0° 위치를 첫 번째 회전축(대개 C축)으로 가정할지 여부를 정의합니다.
프리셋 기준 실행 후에만 프리셋을 설정하거나 프리셋 테이블을 통해 프리셋을 수정할 수 있습니다.
기준 실행 전에 프리셋 테이블을통해 프리셋을 설정하거나 수정할수 있습니다.
프리셋 테이블 처리:
이송 범위에 따라 다른 프리셋테이블
사용 가능 사용 가능
이송 속도 제한 정의 선형축과 로타리축에 대해 개별적으로 이송 속도 제한을 정의할 수있음
선형축과 로타리축에 대해 이송 속도 제한을 하나만 정의할 수 있음

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 751
비교: 수동 운전 작동의 차이점
기능 TNC 620 iTNC 530
기계식 프로브의 위치 값 캡처 소프트 키 또는 하드 키를 사용하여 실제 위치를 확인
하드 키를 사용하여 실제 위치 캡처
터치 프로브 기능 메뉴 종료 종료 소프트 키 또는 END 하드 키사용
종료 소프트 키 또는 END 하드 키사용
비교: 프로그램 실행 작동의 차이점
기능 TNC 620 iTNC 530
소프트 및 행 및 행 내의 소프트 키배치
활성 화면 레이아웃에 따라 소프트 키 행 및 소프트 키의 배치가 달라집니다.
프로그램 실행 후의 작동 모드 전환이 반 자동 프로그램 실행 작동 모드로 전환하여 중지되었으며 내부적인정지에 의해 취소됨내부적인 정지
자동 프로그램 실행 모드로 돌아갔을 때: 오류 메시지 현재 블록이 선택되지 않았습니다. 미드 프로그램시작을 사용하여 중단 지점을 선택합니다.
작동 모드 전환이 허용되고, 모달정보가 저장되고, NC 시작을 눌러프로그램 실행을 계속할 수 있습니다.
작동 모드를 전환하기 전에 프로그램 실행이 중단된 경우 GOTO를 사용하여 FK 순서로 이동
오류 메시지 FK 프로그래밍: 정의되지 않은 시작 위치미드 프로그램 시작을 이용한 입력이 허용됨
GOTO 허용됨
미드 프로그램 시작:
미드 프로그램 시작을 위한 화면 레이아웃 전환
이미 시작 위치에 접근한 경우에만가능
모든 작동 상태에서 가능
오류 메시지 오류를 교정한 후에도 오류 메시지는 계속 활성 상태이며 별도로 승인해야 합니다.
일부의 경우 오류를 교정하면 오류메시지가 자동으로 확인됩니다.
싱글 블록의 점 패턴 점 패턴 사이클 및 CYCL CALLPAT에서 컨트롤은 각 점 이후에 중지합니다.
점 패턴 사이클 및 CYCL CALLPAT은 컨트롤에서 싱글 블록으로처리됨

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
752 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
비교: 프로그램 실행 이송 이동의 차이점
알림충돌 주의!
이전의 컨트롤에서 생성된 NC 프로그램은 예기치 않은 축 이동을 초래하거나 현재 컨트롤 모델에서 오류 메시지가 표시될 수있습니다. 가공 중 충돌 위험!
그래픽 시뮬레이션을 사용하여 NC 프로그램 또는 프로그램섹션을 확인합니다
반 자동 프로그램 실행에서 NC 프로그램 또는 프로그램 섹션을 주의 깊게 테스트하십시오.
다음과 같은 알려진 차이점에 주의하십시오(아래 목록은 전체의 이루일 수 있습니다!)
기능 TNC 620 iTNC 530
M118을 사용한 핸드휠 중첩 이송 기계 좌표계에 적용 기계 좌표계에 적용
M143을 사용한 기본 회전 삭제 M143은 프리셋 테이블의 SPA,SPB 및 SPC 열에 있는 항목을 삭제합니다. 해당 프리셋 테이블 행을다시 활성화해도 삭제된 기본 회전이 활성화되지 않습니다.
M143은 프리셋 테이블의 ROT 열에 있는 항목을 삭제하지 않습니다.해당 프리셋 테이블 행을 다시 활성화하면 삭제된 기본 회전이 활성화됩니다.
접근/후진 이동 배율(APPR/DEP/RND)
축별 배율 비가 허용됨, 반경에는배율이 적용되지 않음
오류 메시지
APPR/DEP를 사용한 접근/후진 APPR/DEP LN 또는 APPR/DEPCT에 대해 R0이 프로그래밍된 경우 오류 메시지
공구 반경 0 및 보정 방향 RR이 가정됨
길이 0인 윤곽 요소가 정의된 경우APPR/DEP를 사용한 접근/후진
길이 0인 윤곽 요소가 무시됩니다.유효한 첫 번째 및 마지막 윤곽 요소에 대한 접근/후진 이동이 계산됩니다.
APPR 블록 다음(APPR 블록에 프로그래밍된 첫 번째 윤곽점에 상대적임)에 길이 0인 윤곽 요소가 프로그래밍된 경우 오류 메시지가 표시됩니다.
DEP 블록 전에 길이 0인 윤곽 요소가 있는 경우 iTNC 530은 오류 메시지를 표시하지는 않지만 후진 이동을 계산하는 데 마지막 유효 윤곽 요소를 사용합니다.

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 753
기능 TNC 620 iTNC 530
Q 파라미터 적용 Q60 ~ Q99(QS60 ~ QS99)는 항상로컬입니다.
변환된 사이클 프로그램(.cyc)의 MP7251에 따라Q60~Q99(QS60~QS99)는 로컬이거나 전역입니다. 호출이 중첩되면문제가 발생할 수 있습니다.
공구 반경 보정 자동 취소 R0이 있는 블록
DEP 블록
프로그램 선택
END PGM
R0이 있는 블록
DEP 블록
프로그램 선택
G73 ROTATIONPGM CALL
M91이 있는 NC 블록 공구 반경 보정 고려 안 함 공구 반경 보정 고려
M120 LA1을 사용한 동작 컨트롤이 입력을 내부에서 LA0으로 해석하므로 처리에 영향 없음
컨트롤이 입력을 내부에서 LA2로해석하므로 처리에 바람직하지 않은 영향을 줄 수 있음
포인트 테이블에서 블록 스캔 공구가 가공할 다음 위치 위에 배치됨
공구가 완전히 가공한 마지막 위치위에 배치됨
NC 프로그램에서 CC 블록 비워 둠(마지막 공구 위치에서 극 채택)
작업면의 마지막 위치결정 블록은작업면의 두 좌표를 모두 포함해야합니다.
작업면의 마지막 위치결정 블록이작업면의 두 좌표를 모두 포함할필요는 없습니다. RND 또는 CHF블록에서 문제가 생길 수 있습니다.
RND 블록의 축별 배율 RND 블록에 배율이 적용되며, 결과는 타원
오류 메시지가 표시됨
RND 또는 CHF 블록 앞이나 뒤에길이 0인 윤곽 요소가 정의되어 있는 경우 리액션
오류 메시지가 표시됨 길이 0인 윤곽 요소가 RND 또는CHF 블록 앞에 위치한 경우 오류메시지가 표시됩니다.
길이 0인 윤곽 요소가 RND 또는CHF 블록 뒤에 위치한 경우 길이 0인 윤곽 요소가 무시됩니다.

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
754 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기능 TNC 620 iTNC 530
극 좌표를 사용한 원 프로그래밍 증분 회전 각도 IPA 및 회전 방향DR의 부호가 같아야 합니다. 그렇지 않으면 오류 메시지가 표시됩니다.
DR에 정의된 부호가 IPA에 정의된부호와 다를 경우 회전 방향의 부호가 사용됩니다.
호 길이가 0인 원호 또는 나선의 공구 반경 보정
호/나선의 인접 요소 간 전환이 생성됩니다. 또한 이 전환 바로 전에공구축 동작이 실행됩니다. 요소가보정할 첫 번째 또는 마지막 요소인 경우 다음 요소나 이전 요소는보정할 첫 번째 또는 마지막 요소와 같은 방식으로 처리됩니다.
원/나선의 등거리 라인이 공구 경로 생성에 사용됩니다.
위치 표시의 공구 길이 보정 위치 표시에 공구 테이블의 값L 및DL 그리고 T 블록의 DL 값을 위치표시에 고려합니다.
위치 표시에 공구 테이블의 값 L 및DL이 고려됨
SLII 사이클 20~24:
정의 가능한 윤곽 요소 수 최대 12개 하위 윤곽에 최대16384개 블록
최대 12개 하위 윤곽에 최대8192개 윤곽 요소, 하위 윤곽에대한 제한 없음
작업면 정의 T 블록의 공구축이 작업면 정의 첫 번째 하위 윤곽에서 첫 번째위치결정 블록의 축이 작업면을정의함
SL 사이클의 끝 위치 posAfterContPocket(No. 201007) 파라미터를 사용하여 끝 위치가 마지막 프로그래밍된 위치 위에 놓일지 아니면 공구가 공구축의 안전 높이로만 이동할지 정의할 수 있음
공구가 공구축의 안전 높이로이동하는 경우, 두 좌표 모두 첫번째 이송 동작을 사용하여 프로그래밍해야 함
MP7420을 사용하여 끝 위치가마지막 프로그래밍된 위치 위에놓일지 아니면 공구가 공구축의안전 높이로만 이동할지 정의할수 있음
공구가 공구축의 안전 높이로이동하는 경우, 한 좌표를 첫 번째 이송 동작을 사용하여 프로그래밍해야 함

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 755
기능 TNC 620 iTNC 530
SLII 사이클 20 ~ 24:
포켓에 포함되지 않은 아일랜드가 있는 동작
복잡한 윤곽 수식을 사용하여정의할 수 없음
복잡한 윤곽 수식의 제한적 정의 가능
복잡한 윤곽 수식을 사용하여 SL사이클에 대한 작업 설정
실제 설정 작업 가능 실제 설정 작업의 제한적 수행만 가능
CYCL CALL 중에 반경 보정 활성 오류 메시지가 표시됨 반경 보정이 취소되고 프로그램이 실행됨
윤곽 서브프로그램의 근축 위치결정 블록
오류 메시지가 표시됨 프로그램이 실행됨
윤곽 서브프로그램의 보조 기능M
오류 메시지가 표시됨 M 기능이 무시됨
일반 원통 표면 가공:
윤곽 정의 X/Y 좌표 사용, 기계 유형에 독립적
기계 의존형, 기존 로타리축 사용
원통 표면의 보정량 정의 X/Y의 데이텀 전환 사용, 기계유형에 상관없음
로터리축의 기계별 데이텀 전환
기본 회전의 보정량 정의 기능 사용 가능 기능 사용 불가능
C/CC를 사용한 원 프로그래밍 기능 사용 가능 기능 사용 불가능
윤곽 정의의 APPR/DEP 블록 기능 사용 불가능 기능 사용 가능
사이클 28을 사용한 원통 표면 가공:
슬롯의 전체 황삭 가공 기능 사용 가능 기능 사용 불가능
정의 가능한 허용 공차 기능 사용 가능 기능 사용 가능
사이클 29를 사용한 원통 표면 가공 리지의 윤곽으로 직접 절입 리지의 윤곽으로 원형 접근
포켓, 보스 및 슬롯용 사이클 25x:
절입 이동 제한 범위(공구/윤곽의 지오메트리 조건)에서 절입 이동으로 비합리적/중대한 동작이 발생하는 경우오류 메시지가 트리거됩니다.
제한 범위(공구/윤곽의 지오메트리조건)에서 필요한 경우 수직 절입이 사용됩니다.

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
756 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
기능 TNC 620 iTNC 530
PLANE 기능:
TABLE ROT/COORD ROT 적용:
변환 유형이 모든 자유 로타리축에 적용
컨트롤이 TABLE ROT에서 자유로타리축을 위치결정하지 않을수도 있지만 현재 위치, 프로그래밍된 공간 각도 및 기계 역학에 따라 달라짐
선택이 누락된 기본값:
COORD ROT가 사용됨
적용
변환 유형은 C 로타리축에만 적용
TABLE ROT 에서 컨트롤이 항상로타리축을 위치결정
선택이 누락된 기본값:
COORD ROT가 사용됨
기계가 축 각도로 구성됨 모든 PLANE 기능을 사용할 수있음
PLANE AXIAL만 실행됨
PLANE AXIAL에 따라 증분 공간각도 프로그래밍
오류 메시지가 표시됨 증분 공간 각도가 절대값으로해석됨
기계가 공간 각도로 구성된 경우PLANE SPATIAL에 따라 증분 축각도 프로그래밍
오류 메시지가 표시됨 증분 축 각도가 절대값으로 해석됨
활성 사이클 8 대칭 형상으로 PLANE 기능 프로그래밍MIRROR IMAGE
좌우 대칭은 평면 축 및 사이클19를 사용하는 틸팅에 영향을주지 않습니다.
이 기능은 모든 PLANE 기능으로 사용 가능함
회전축 2개로 기계에 대한 축 위치결정예:L A+0 B+0 C+0또는L A+Q120 B+Q121 C+Q122
틸팅 기능 후에만 가능(틸팅 기능이 없으면 오류 메시지가 표시됨)
정의되지 않은 파라미트에는UNDEFINED 상태가 지정되며,값 0은 지정되지 않습니다.
공간 각도가 사용되는 경우 언제든지 가능(기계 파라미터 설정)
컨트롤이 정의되지 않은 파라미터에 값 0을 할당합니다
사이클 프로그래밍을 위한 특수 기능:
FN 17 기능 사용 가능
값이 항상 미터법 형식으로 출력됨
추가 세부 정보가 서로 다름
기능 사용 가능
값이 활성 NC 프로그램의 단위로 출력됨
세부 정보가 서로 다름
FN 18 기능 사용 가능
값이 항상 미터법 형식으로 출력됨
추가 세부 정보가 서로 다름
기능 사용 가능
값이 활성 NC 프로그램의 단위로 출력됨
세부 정보가 서로 다름
위치 표시의 공구 길이 보정 위치 표시에 공구 테이블의 공구길이 항목 L 및 DL이 T 블록으로부터 progToolCallDL(no. 124501) 기계 파라미터에 따라 고려됨
위치 표시에 공구 테이블의 공구길이 항목 L 및 DL이 고려됨

테이블 및 개요 | TNC 620 및 iTNC 530의 기능 비교 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 757
비교: MDI 작업의 차이점
기능 TNC 620 iTNC 530
연결된 순서 실행 기능 사용 가능 기능 사용 가능
모달 방식 기능 저장 기능 사용 가능 기능 사용 가능
보조 기능 전역 프로그램 설정
Q 파라미터에 대한 상태 표시
블록 기능, 예: 복사 블록ACC 설정
보조 프로그램 기능, 예:FUNCTION DWELL
전역 프로그램 설정
비교: 프로그래밍 스테이션의 차이점
기능 TNC 620 iTNC 530
데모 버전 100개 이상의 NC 블록을 포함하는프로그램을 선택할 수 없음, 오류메시지가 표시됨
프로그램 선택 가능, 최대 100개NC 블록이 표시됨, 이후의 블록은표시에서 잘림
데모 버전 %가 중첩되어 100개 이상의 NC 블록이 발생한 경우 테스트 그래픽이표시되지 않고 오류 메시지가 발생하지 않음
중첩 프로그램을 시뮬레이션할 수있음
NC 프로그램 복사 Windows 탐색기로 디렉터리TNC:\ 복사 가능
프로그래밍 스테이션의 TNCremo또는 파일 관리자를 복사에 사용해야 함
수평 소프트 키 행 전환 소프트 키 막대를 클릭하면 소프트키 행이 왼쪽 또는 오른쪽으로 한칸 이동함
소프트 키 막대를 클릭하면 관련소프트 키 행이 활성화됨

테이블 및 개요 | DIN/ISO 기능 개요 20
758 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
20.6 DIN/ISO 기능 개요
DIN/ISO 기능 개요 TNC 620
M 기능
M00 M01 M02
프로그램 실행 정지/스핀들 정지/절삭유 해제옵션 프로그램 실행 정지프로그램 실행 정지/스핀들/정지/절삭유 해제/if nec. 상태 표시 지우기(기계 파라미터에 따라)/블록 1로 점프하여 돌아가기
M03 M04 M05
스핀들 설정, 시계 방향스핀들 설정, 반시계 방향 스핀들 정지
M06 공구 변경/프로그램 실행 정지(기계 파라미터에 따라 다름)/스핀들 정지
M08 M09
절삭유 설정절삭유 해제
M13 M14
스핀들 설정, 시계 방향/절삭유 설정스핀들 설정, 반시계 방향/절삭유 설정
M30 M02와 동일
M89 자유 보조 기능 또는 사이클 호출, 모달 방식으로 적용(기계 파라미터에 따라 다름)
M99 블록 단위 사이클 호출
M91 M92
위치결정 블록 내에서: 좌표에서 기계 데이텀 참조위치결정 블록 내에서: 좌표에서 기계 제작 업체가 정의한 위치 참조(예: 공구 변경 위치)
M94 360° 미만의 값으로 로타리축 표시 감소
M97 M98
작은 윤곽 단계 가공개방형 윤곽을 완전하게 가공
M109 M110 M111
절삭 날에서 일정한 윤곽 지정 속도(이송 속도 증가 및 감소) 절삭 날에서 일정한 윤곽 지정 속도(이송 속도 감소만) M109/M110 재설정
M116 M117
로타리축의 이송 속도(mm/min)M116 재설정
M118 프로그램 실행 중 핸드휠 위치결정 중첩
M120 반경 보정된 윤곽 사전 계산(정방향 검색)
M126 M127
로타리축의 단축 경로 이송:M126 재설정
M128 M129
기울어진 축으로 포지셔닝 작업 시 공구 끝 위치 유지(TCPM)M128 재설정
M130 위치결정 블록 내: 기울어지지 않은 좌표계 기준의 점
M140 공구축 방향으로 윤곽에서 후퇴
M141 터치 프로브 모니터링 사용 안 함
M143 기본 회전 삭제
M148 M149
NC 정지 시 윤곽에서 자동으로 공구 후퇴M148 재설정

테이블 및 개요 | DIN/ISO 기능 개요 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 759
G 코드
공구 이동
G00G01G02G03G05G06G07*G10G11G12G13G15G16
최대이송속도가공속도원의 회전방향이 시계방향원의 회전방향이 반시계방향원원의 접선직교 라인, 근축극 좌표 라인의 최대속도극 좌표 라인의 가공속도극좌표계 시계방향의 원극좌표계 반시계방향의 원극좌표 원극좌표계 원의 접선
모따기/라운딩/윤곽 접근/윤곽 후진
G24*G25*G26*G27*
길이 R인 모따기반경 R을 가진 코너 R접선으로 접근 반경 R인 윤곽으로 접선으로 이탈 반경 R인 윤곽에서
공구 정의
G99* 공구 정의 공구 번호 T, 길이 L 및 반경 R
공구 반경 보정
G40G41G42G43G44
공구 보정하지 않음공구 반경을 좌측으로 보정공구 반경을 우측으로 보정공구 반경 보정: 확장된 경로 G07공구반경 보정.: 최단거리 경로 G07
그래픽의 영역 폼 정의
G30G31
그래픽을 위한 공작물 외형 정의: 최저점 (G17/G18/G19) 그래픽을 위한 공작물 외형 정의: 최고점 (G90/G91)
드릴링, 탭핑 및 나사가공 밀링용 사이클
G200G201G202G203G204G205G206G207G208G209G240G241
DRILLINGREAMINGBORINGUNIVERSAL DRILLINGBACK BORINGUNIVERSAL PECKINGTAPPING 부동 탭 홀더 포함RIGID TAPPING 부동 탭 홀더 없음BORE MILLINGTAPPING W/ CHIP BRKGCENTERINGSINGLE-LIP D.H.DRLNG

테이블 및 개요 | DIN/ISO 기능 개요 20
760 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
G 코드
드릴링, 탭핑 및 나사가공 밀링용 사이클
G262G263G264G265G267
THREAD MILLINGTHREAD MLLNG/CNTSNKGTHREAD DRILLNG/MLLNGHEL. THREAD DRLG/MLGOUTSIDE THREAD MLLNG
밀링 포켓, 스터드 및 슬롯용 사이클
G233G251G252G253G254G256G257G258
FACE MILLINGRECTANGULAR POCKETCIRCULAR POCKETSLOT MILLINGCIRCULAR SLOTRECTANGULAR STUDCIRCULAR STUDDAGAKHYOUNG BOS
점 패턴 생성용 사이클
G220G221
POLAR PATTERNCARTESIAN PATTERN
SL 사이클
G37G120G121G122G123G124G125G270G127G128G129G139G275G276
CONTOUR GEOMETRYCONTOUR DATA G121 ~ G124PILOT DRILLINGROUGH-OUTFLOOR FINISHINGSIDE FINISHINGCONTOUR TRAIN 터진 윤곽의 경우CONTOUR TRAIN DATACYLINDER SURFACECYLINDER SURFACECYL SURFACE RIDGECYL. SURFACE CONTOURTROCHOIDAL SLOTTHREE-D CONT. TRAIN
좌표 변환
G53G54G28G73G72G80G247
데이텀 테이블에서 DATUM SHIFT프로그램의 DATUM SHIFTMIRROR IMAGEROTATIONSCALINGWORKING PLANEDATUM SETTING
다중 경로 밀링용 사이클
G230G231
MULTIPASS MILLINGRULED SURFACE
*) 블록 단위 적용 기능

테이블 및 개요 | DIN/ISO 기능 개요 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 761
G 코드
오정렬된 공작물 측정용 터치 프로브 사이클
G400G401G402G403G404G405
BASIC ROTATIONROT OF 2 HOLESROT OF 2 STUDSROT IN ROTARY AXISSET BASIC ROTATIONROT IN C-AXIS
데이텀을 설정하기 위한 터치 프로브 시스템 사이클
G408G409G410G411G412G413G414G415G416G417G418G419
SLOT CENTER REF PTRIDGE CENTER REF PTDATUM INSIDE RECTAN.DATUM OUTS. RECTAN.DATUM INSIDE CIRCLEDATUM OUTSIDE CIRCLEDATUM OUTSIDE CORNERDATUM INSIDE CORNERDATUM CIRCLE CENTERDATUM IN TS AXISDATUM FROM 4 HOLESDATUM IN ONE AXIS
공작물 측정용 터치 프로브 사이클
G55 G420 G421 G422 G423 G424 G425 G426 G427 G430 G431
REF. PLANEMEASURE ANGLEMEASURE HOLEMEAS. CIRCLE OUTSIDEMEAS. RECTAN. INSIDEMEAS. RECTAN. OUTS.MEASURE INSIDE WIDTHMEASURE RIDGE WIDTHMEASURE COORDINATEMEAS. BOLT HOLE CIRCMEASURE PLANE
공구 측정용 터치 프로브 사이클
G480 G481 G482 G483G434
CALIBRATE TTCAL. TOOL LENGTHCAL. TOOL RADIUSMEASURE TOOLCALIBRATE IR TT
특수 사이클
G04* G36 G39* G62
DWELL TIMEORIENTATIONPGM CALLTOLERANCE
작업면 정의
G17G18G19
스프라인 축 Z - 평면 XY스프라인 Y - 평면 ZX스프라인 축 X - 평면 YZ

테이블 및 개요 | DIN/ISO 기능 개요 20
762 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
G 코드
크기
G90G91
절대 좌표계상대 자표계
측정 단위
G70G71
측정 단위: 인치(프로그램 시작 시)측정 단위: mm(프로그램 시작 시 설정)
기타 G 코드
G29 G38 G51* G79* G98*
현재 위치를 읽음 (예: 원 중심을 극으로)프로그램 실행중지공구 교환 준비작업 (중심 공구 매거진) 싸이클 호출라벨 지정
*) 블록 단위 적용 기능
주소
%%
프로그램 시작프로그램 호출
# 데이텀 번호(G53 포함)
ABC
X축 중심으로 회전Y축 중심으로 회전Z축 중심으로 회전
D Q 파라미터 정의
DLDR
T를 사용한 길이 마모 보정T를 사용한 반경 마모 보정
E 공차(M112 및 M124 포함)
FFFF
이송 속도정지 시간(G04 포함)확장 계수(G72 포함)M103에서 감속 비율 F
G G 코드
HHH
극 각도회전 각도(G73 포함)제한 각도(M112 포함)
I 원 중심/극의 X 좌표
J 원 중심/극의 Y 좌표
K 원 중심/극의 Z 좌표
LLL
G98을 사용한 레이블 번호레이블 번호로 이동G99를 사용한 공구 길이
M M 기능
N 블록 번호
PP
가공 사이클에서 사이클 파라미터Q 파라미터 정의에서 Q 파라미터 또는 값
Q Q 파라미터

테이블 및 개요 | DIN/ISO 기능 개요 20
HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 763
주소
RRRR
극 좌표 반경G02/G03/G05를 포함하는 원 반경G25/G26/G27을 포함하는 라운딩 반경G99를 포함하는 공구 반경
SS
스핀들 속도G36의 스핀들 방향
TTT
G99를 사용한 공구 정의공구 호출G51를 사용한 다음 공구
UVW
X축에 평행한 축Y축에 평행한 축Z축에 평행한 축
XYZ
X축Y축Z축
* 블록의 끝
윤곽 사이클
여러 공구를 사용한 가공의 프로그램 구조
윤곽 프로그램의 목록 G37 P01 ...
윤곽 데이터 정의 G120 Q1 ...
드릴 정의/호출윤곽 사이클: 파일럿 드릴링사이클 호출
G121 Q10 ...
황삭 밀링 정의/호출윤곽 사이클: 황삭 가공사이클 호출
G122 Q10 ...
정삭 밀링 정의/호출윤곽 사이클: 바닥 정삭사이클 호출
G123 Q11 ...
정삭 밀링 정의/호출윤곽 사이클: 측면 정삭사이클 호출
G124 Q11 ...
주 프로그램 종료, 돌아가기 M02
윤곽 서브프로그램 G98 ... G98 L0
윤곽 서브프로그램의 반경 보정
윤곽 윤곽 요소의 프로그래밍 순서 반경 보정
내부(포켓) 시계(CW)반시계(CCW)
G42(RR)G41(RL)
외부(아일랜드) 시계(CW)반시계(CCW)
G41(RL)G42(RR)

테이블 및 개요 | DIN/ISO 기능 개요 20
764 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
좌표 변환
좌표 변환 활성화 취소
영점 이동 G54 X+20 Y+30 Z+10 G54 X0 Y0 Z0
좌우 대칭 G28 X G28
회전 G73 H+45 G73 H+0
배율 G72 F 0.8 G72 F1 ...
가공 평면 G80 A+10 B+10 C+15 G80
가공 평면 평면 ... 평면 재설정
Q 파라미터 정의
D 기능
00010203040506070809101112131415161819
Q 변수: 정의Q 변수: 더하기Q 변수: 빼기Q 변수: 곱하기Q 변수: 나누기Q 변수: 제곱근Q 변수:사인 (Sine)Q 변수: 코사인 (Cosine)Q 변수:두변수 제곱의 합의 근(Root sum of squares) c = √(a2+b2)Q 변수 : 점프명령조건 같을때 레이블 번호Q 변수 : 점프명령조건 같지 않을때 레이블 번호Q 변수 : 점프명령조건 클때 레이블 번호Q 변수 : 점프명령조건 작을때 레이블 번호Q 변수 : ARCTAN를 가진 각도 (c sin a 및 c cos a에서의 각도)Q 변수 : 오류 메시지Q 변수 : 외부 출력Q 변수 : 파일 기록Q 변수 : 시스템 자료를 읽음Q 변수 : PLC로 값을 전송

HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 765
색인
33D 기본 회전.................................. 6093D 보정
측면 밀링................................... 5283D 뷰.................................................. 6343D 터치 프로브
사용................................................ 5923D 터치 프로브
교정................................................ 6003D 터치 프로브를 사용하여 프로빙.......................................................... 5923각법................................................... 638
AACC...................................................... 468ADP..................................................... 536ASCII 파일........................................ 473
BBMP 파일 열기............................... 186
CCAD 가져오기(옵션 42)............... 313CAD 뷰어
평면 정의................................... 320CAD 뷰어의 화면 레이아웃....... 312CAM 프로그래밍............................ 530Chatter Control.............................. 468
DD14: 오류 메시지 표시................ 367D18: 시스템 데이터 읽기............ 377D19: PLC로 값 전송...................... 405D20: NC 및 PLC 동기화.............. 406D26: TABOPEN:자유 정의 테이블열기..................................................... 480D27: TABWRITE: 자유롭게 정의 가능한 테이블에 쓰기...................... 481D28: TABREAD: 자유 정의 테이블에서 읽기.......................................... 482D29: PLC로 값 전송...................... 407D37 EXPORT.................................... 408D38: 정보.......................................... 408DIN/ISO............................................. 156DNC..................................................... 692
NC 프로그램에서 나온 정보 408DXF 데이터 업데이트로 구멍 위치필터링................................................. 329DXF 데이터 처리
가공 위치 선택.......................... 325구멍 위치 필터링.................... 329기본 설정..................................... 315레이어 설정................................ 317윤곽 선택..................................... 322홀 위치 선택
단일 선택............................... 326DXF 변환기
구멍 위치 선택마우스 영역........................... 327아이콘...................................... 328
프리셋 설정.............................. 318DXF에서 위치 선택....................... 325DXF에서 윤곽 선택....................... 322
EEnDat 엔코더.................................. 559Error 메시지..................................... 209ETX 수신 후 동작.......................... 682Excel 파일 열기.............................. 182
FFCL....................................................... 678FCL(Feature Content Level)......... 12FCL 기능.............................................. 12FK 프로그래밍................................. 299
대화 상자 시작.......................... 301원형 경로..................................... 303입력 옵션
끝점.......................................... 304보조점...................................... 307상대 위치 데이터................ 308원 데이터............................... 305윤곽 요소의 방향과 길이. 304폐쇄형 윤곽........................... 306
직선................................................ 302FK-프로그래밍
그래픽........................................... 300FK 프로그래밍 기본 사항........... 299FN14: ERROR: 오류 메시지 표시.......................................................... 367FN16: F-PRINT: 텍스트의 형식 지정 출력.............................................. 371FN23: CIRCLE DATA: 3개 점에서 원계산..................................................... 361FN24: CIRCLE DATA: 4개 점에서 원계산..................................................... 361FN28: TABREAD: 자유 정의 테이블에서 읽기.......................................... 482FS, 작동 안전.................................. 576FUNCTION COUNT[기능 카운트]........................................................ 471
GGIF 파일 열기.................................. 186
HHTML 파일 표시............................ 183
IINI 파일 열기.................................. 185iTNC 530............................................. 86
JJPG 파일 열기................................. 186
MM91, M92......................................... 441MDI...................................................... 626MOD 기능........................................ 666
개요............................................. 667선택............................................. 666종료............................................. 666
NNC 및 PLC 동기화......................... 406NC 오류 메시지............................. 209NC 프로그램
편집................................................ 158NC 프로그램 표시......................... 198
PPDF 뷰어........................................... 181PLANE[평면] 기능......................... 493PLANE 기능..................................... 495
가능한 솔루션 선택................. 514개요................................................ 495공간 각도 정의.......................... 498기울어진 공구 가공................. 519벡터 정의..................................... 503재설정......................................... 497증분 정의..................................... 507축 각도 정의.............................. 508
PLC 및 NC 동기화......................... 406PNG 파일 열기............................... 186
QQ 파라미터....................................... 352
......................................................... 371Export......................................... 408PLC로 값 전송................ 405, 407로컬 파라미터 QL................... 352문자열 파라미터 QS................ 413사전 대입................................... 426잔여 파라미터 QR.................. 352프로그래밍.................................. 413확인............................................. 364
Q 파라미터 프로그래밍.............. 352If-then 조건.............................. 362각도 기능................................... 360수학 기능................................... 357원 계산....................................... 361추가 기능................................... 366프로그래밍 유의 사항........... 354
RRTS 라인의 조건............................ 681
SSPEC FCT.......................................... 460
TTable access[테이블 액세스]...... 481TNCguide.......................................... 214

색인
766 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
TNCremo........................................... 683TXT 파일 열기....................... 185, 185
UUSB 장치
연결................................................ 191제거................................................ 191
ZZIP 보관 파일.................................. 184
ㄱ가공 시간 측정............................... 640가공 중단.......................................... 648가상 공구축...................................... 452각도 기능.......................................... 360개방형 윤곽 모서리 M98............ 445검색 기능.......................................... 162경고 기능
기본 사항..................................... 264경로..................................................... 167경로 기능
기본 사항사전 위치결정...................... 268원 및 원호............................. 267
경로 윤곽.......................................... 280극 좌표계..................................... 292
개요.......................................... 292극 CC 주변의 원형 경로. 294접선 방향으로 연결된 원형 경로............................................... 294직선.......................................... 293
직교 좌표..................................... 280개요.......................................... 280접선 방향으로 연결된 원. 288정의된 반경의 원형 경로. 286
경사면에서 기울어진 공구 가공.......................................................... 519계산기................................................. 201공구 관리.......................................... 251
공구 종류................................... 257편집................................................ 253
공구 관리 호출............................... 252공구 길이.......................................... 224공구 데이터...................................... 224
공구............................................. 259보정값........................................... 225인덱싱......................................... 232테이블에 입력............................ 226프로그램에 입력....................... 225호출................................................ 240
공구 반경.......................................... 224공구 번호.......................................... 224공구 변경.......................................... 242공구 보정.......................................... 247
길이................................................ 247반경............................................. 248
공구 사용 테스트........................... 245
공구 사용 파일..................... 245, 672공구 이름.......................................... 224공구 중심 가공............................... 545공구축 정렬...................................... 518공구 측정.......................................... 230공구 캐리어 관리........................... 463공구 테이블
입력 옵션..................................... 226편집, 종료.................................... 231편집 기능..................................... 231필터 기능..................................... 232
공명 진동.......................................... 483공작물 영역 정의........................... 155공작물 오정렬 보정
수직면 위에 있는 두 점 측정.................................................... 605
공작물 측정...................................... 617괄호를 사용하는 계산.................. 409교시.......................................... 157, 281그래픽................................................. 632
표시 모드..................................... 634프로그래밍 사용....................... 205
세부 확대............................... 208그래픽 설정...................................... 668그래픽 시뮬레이션........................ 639
공구 표시..................................... 639그래픽 파일 열기........................... 186극 좌표계
프로그래밍.................................. 292급송 이송.......................................... 222기계 구성 로드............................... 701기계 설정.......................................... 670기계식 프로브 또는 측정 다이얼과함께 터치 프로브 기능 사용...... 591기계축 이동...................................... 563
조그 위치결정.......................... 564축 방향 키 사용...................... 563핸드휠 사용.............................. 565
기계 파라미터................................. 704디스플레이 변경....................... 704변경................................................ 704
기계 파라미터 읽기...................... 423기본 사항.......................................... 138기본축................................................. 148기본 회전
수동 운전 모드에서 측정....... 606기본 회전<$nopage>.................. 606기울어진 작업면으로 위치결정 443기준계................................................. 148기준 시스템...................................... 139
공구................................................ 146공작물........................................... 143기계................................................ 140기본................................................ 142입력................................................ 145작업면........................................... 144
기준점으로 이송............................. 558기타 기능.......................................... 438
스핀들 및 절삭유용............... 440프로그램 실행 검사용........... 440
끄끄기..................................................... 562
ㄴ나선..................................................... 295나선 보간.......................................... 295네트워크 설정................................. 685네트워크 연결................................. 190
ㄷ다축 가공.......................................... 492대화 상자.......................................... 156데이터 가져오기
내보내기..................................... 259데이터 백업........................... 110, 166데이터 인터페이스........................ 679
설정............................................. 679커넥터 핀 레이아웃............... 716
데이터 인터페이스의 커넥터 핀 레이아웃................................................. 716데이터 전송
ETX 수신 후 동작................... 682RTS 라인의 조건..................... 681데이터 비트.............................. 680블록 검사 문자........................ 681소프트웨어.................................. 683소프트웨어 TNC 서버........... 682정지 비트................................... 680파일 시스템................................ 681패리티......................................... 680프로토콜..................................... 680핸드셰이크................................ 681
데이터 전송 속도 설정................ 679데이텀 테이블
프로빙된 값 전송..................... 598도움말 시스템................................. 214도움말 파일 다운로드.................. 219동작 제어.......................................... 536디렉터리................................. 167, 172
만들기........................................... 172복사................................................ 175삭제................................................ 176
ㄹ라운딩된 모서리............................. 283로그에 쓰기...................................... 408로컬 Q 파라미터 정의................. 355로타리축
단축 경로 이송: M126............ 521표시 줄임 M94.......................... 522
로터리축............................................ 520로터리축을 위한 추가 축............ 520리프트 오프..................................... 488
ㅁ메시지 인쇄...................................... 376

HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017 767
모따기................................................. 282모서리 라운딩 M197.................... 458무선 전송 구성이 포함된 터치 프로브
구성................................................ 696무선 터치 프로브
설정................................................ 694무선 핸드휠...................................... 568
구성................................................ 698전송기 전원 선택..................... 699채널 설정..................................... 699통계 데이터................................ 700핸드휠 홀더 할당.................... 698
문맥 감지형 도움말...................... 214문자열 파라미터............................. 413
길이 알아내기............................ 421대입................................................ 414변환................................................ 419서브 문자열 복사..................... 417시스템 데이터 읽기................. 418시험................................................ 420연쇄-연결..................................... 415
미드 프로그램 시작...................... 656정전 후......................................... 656
ㅂ반경 보정.......................................... 248
외부 모서리, 내부 모서리...... 250입력................................................ 249
방화벽................................................. 691배치 프로세스 관리자.................. 550
기본 사항..................................... 550애플리케이션............................. 550열기................................................ 553작업 목록..................................... 551작업 목록 생성.......................... 554작업 목록 실행.......................... 556작업 목록 편집.......................... 555
백업..................................................... 110버전 번호............................... 678, 701벡터..................................................... 503변동 스핀들 속도........................... 483보조 기능
경로 동작 관련.......................... 444입력................................................ 438
보호 구역.......................................... 672복원..................................................... 110본 설명서 정보.................................... 6블록..................................................... 159
삭제................................................ 159블록 검사 문자............................... 681블록 삽입 및 수정......................... 159블록 스캔
공구 중심..................................... 548점 테이블의................................ 660팔레트 테이블의....................... 660
비교..................................................... 732비디오 파일 열기........................... 186
비휘발성 Q 파라미터 정의........ 355
ㅅ사용자 파라미터............................. 704삼각법................................................. 360상태 표시............................................ 92
일반.................................................. 92추가.................................................. 94
서브프로그램................................... 333실행할 NC 프로그램.............. 337
서비스 파일 저장........................... 213선행 연산.......................................... 449소프트웨어 번호............................. 678수동 데이텀 설정
3D 터치 프로브 사용 안 함. 589수동 데이텀 설정........................... 611수동 프리셋
데이텀 모서리............................ 612모든 축에서.............................. 611중심선을 프리셋으로 설정.. 616프리셋 원 중심........................ 613
스크린청소............................................. 135
스핀들 속도입력................................................ 240
스핀들 속도 조정........................... 575스핀들 회전당 밀리미터 단위의 이송 속도 M136................................. 447시스템 데이터 읽기............ 377, 418시험 주행.......................................... 642
.............................................. 644, 645속도 설정..................................... 633
실제 위치 캡처............................... 157실행..................................................... 644
ㅇ액세서리............................................ 118역학 선택.......................................... 673오류 메시지
도움말......................................... 209오류 메시지와 도움말.................. 209완전한 원.......................................... 285외부 데이터 전송........................... 189외부 액세스...................................... 670외형
접근............................................. 269원..................................... 286, 288, 294원 계산.............................................. 361원 중심.............................................. 284원형 경로.......................................... 294
원 중심 CC를 둘러싼.............. 285위치결정............................................ 626
기울어진 작업면에서.............. 527수동 데이터 입력을 통한....... 626
윤곽후진............................................. 269
윤곽에서 후퇴................................. 453
윤곽으로 되돌리기........................ 661이더넷 인터페이스........................ 685
구성............................................. 685네트워크 드라이브 연결 및 연결끊기................................................ 190소개............................................. 685연결 가능성.............................. 685
이송 속도.......................................... 574로타리축에서, M116............... 520조정............................................. 575
이송 한계.......................................... 672인덱싱된 공구................................. 227인터넷 파일 표시........................... 183
ㅈ자동 공구 측정............................... 230자동 프로그램 시작...................... 662자유롭게 정의 가능한 테이블
쓰기................................................ 481자유 정의 테이블
열기................................................ 480작동 모드............................................ 89작동 시간.......................................... 677작동 안전 FS................................... 576작업 공간 모니터링...................... 641작업면 기울이기............................. 620
수동................................................ 620작업면 틸트
프로그래밍된............................. 493작업 표시줄.............................. 99, 133전송 속도 설정............................... 679절입 이동 이송 속도 비율M103................................................... 446정지 시간..................... 485, 486, 487제어판................................................... 88좌표계................................................. 149좌표 입력용 기타 기능................ 441주석 추가............................... 195, 198중첩..................................................... 342직교 좌표.......................................... 148
기본 사항..................................... 148직선................................................ 281
직교 좌표계원 중심 CC를 둘러싼 원형 경로.................................................... 285
직선.......................................... 281, 293
ㅊ창 관리자............................................ 98추가 축.............................................. 148축 위치, 확인................................... 559축 위치 확인.................................... 579측정 단위 선택............................... 155
ㅋ카운터................................................. 471카운터 설정...................................... 669켜기..................................................... 558

색인
768 HEIDENHAIN | TNC 620 | ISO 프로그래밍 사용 설명서 | 10/2017
코드 번호.......................................... 678
ㅌ터치스크린....................................... 122
교정................................... 134, 134구성............................................. 134청소............................................. 135
터치 작동 패널............................... 123터치 제스처...................................... 124터치 프로브 모니터링.................. 455터치 프로브 사이클
수동............................................. 593텍스트 바꾸기................................. 163텍스트 변수...................................... 413텍스트 파일...................................... 473
삭제 기능..................................... 474열기 및 종료............................ 473텍스트 섹션 찾기..................... 475형식 지정된 출력.................... 371
텍스트 편집기................................. 197특수 기능.......................................... 460특정 블록까지 실행...................... 645틸트
작업면........................................... 493틸팅
작업면........................................... 495재설정......................................... 497
틸팅축................................................. 523
ㅍ파일
꼬리표......................................... 177생성................................................ 172정렬................................................ 178
파일 관리.......................................... 164외부 데이터 전송.................... 189외부 파일 형식.......................... 166
파일 관리자...................................... 167기능 개요..................................... 168디렉터리....................................... 167
만들기...................................... 172복사.......................................... 175
테이블 복사.............................. 174파일 덮어쓰기.......................... 173파일 보호..................................... 179파일 복사..................................... 172파일 삭제..................................... 175파일 선택..................................... 170파일 이름 바꾸기..................... 178파일 형식................................... 164
파일 관리자 호출........................... 169파일 상태.......................................... 169파트 집합.......................................... 356팔레트 테이블................................. 538
공구 중심..................................... 545선택 및 종료............................ 541열.................................................... 538열 삽입......................................... 541
응용................................................ 538처리............................................. 542편집................................................ 539
펄스 스핀들 속도........................... 483평면 기능
오일러 각도 정의..................... 501위치결정 동작............................ 510자동 위치결정............................ 511점 정의......................................... 505투영 각도 정의.......................... 500
평면 뷰.............................................. 637평면 프로빙...................................... 609포스트프로세서.............................. 531포켓 테이블...................................... 237폼 뷰................................................... 479표면 법선 벡터............................... 503표시 화면............................................ 87프로그래밍 공구 이동.................. 156프로그래밍 그래픽........................ 300프로그램............................................ 151
구조..................................... 151, 199새 프로그램 열기..................... 155
프로그램 구조................................. 199프로그램 기본값............................. 461프로그램 섹션 반복...................... 335프로그램 섹션 복사............ 161, 161프로그램 실행................................. 646
개요................................................ 646미드 프로그램 시작................. 656실행................................................ 647옵션 블록 건너뛰기................. 663중단................................................ 648중단 후 재개.............................. 652후퇴............................................. 653
프로그램 테스트개요................................................ 643
프로그램 호출서브프로그램으로 실행할 NC프로그램....................................... 337
프로빙엔드밀 사용................................ 590
프로빙 값프리셋 테이블에 쓰기............. 599
프로빙 값 기록데이텀 테이블에..................... 598로그............................................. 597
프로빙 사이클수동 작동 모드........................ 593
프로빙 사이클................................. 593프로세스 체인................................. 530프리셋
관리................................................ 581프리셋 선택...................................... 150프리셋 테이블...................... 581, 581
프로빙한 값 전송..................... 599
ㅎ하드 디스크...................................... 164
핸드휠................................................. 565핸드휠 위치결정 M118 중첩..... 451화면 레이아웃................................... 88화면에 데이터 출력...................... 375화면 키패드...................................... 194회전축 없이 틸팅........................... 518후퇴..................................................... 653
전원 차단 후............................ 653

DR. JOHANNES HEIDENHAIN GmbHDr.-Johannes-Heidenhain-Straße 583301 Traunreut, Germany +49 8669 31-0 +49 8669 32-5061E-mail: [email protected]
Technical support +49 8669 32-1000Measuring systems +49 8669 31-3104
E-mail: [email protected] support +49 8669 31-3101
E-mail: [email protected] programming +49 8669 31-3103
E-mail: [email protected] programming +49 8669 31-3102
E-mail: [email protected] programming +49 8669 31-3106
E-mail: [email protected]
www.heidenhain.de
원본 문서1096887-K4 · Ver04 · SW05 · 10/2017 · H · Printed in Germany *I1096887-K4*
하이덴하인 터치 프로브비생산적인 시간을 절감하고 정삭된 공작물의 치수 정밀도를 향상시킵니다.
공작물 터치 프로브TS 220 케이블을 통한 신호 전송
TS 440, TS 444 적외선 전송
TS 640, TS 740 적외선 전송
공작물 정렬
프리셋 설정
공작물 측정
공구 터치 프로브TT 140 케이블을 통한 신호 전송
TT 449 적외선 전송
TL 비접촉 레이저 시스템
공구 측정
마모 모니터링
공구 파손 탐지