
TCE_Spolana_Review Report_AoA-SEA_Public - ECHA
336
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS Review report – Public version Legal name of Authorisation holder: Spolana a.s. Authorisation number: REACH/17/3/0 Submitted by: Spolana a.s. Substance: Trichloroethylene (EC No. 201-167-4, CAS No. 79-01-6) Use title: Use as an extraction solvent in caprolactam production Use number: 1 Copyright ©2018 Spolana a.s. This document is the copyright of Spolana a.s. and is not to be reproduced or copied without its prior authority or permission.
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of TCE_Spolana_Review Report_AoA-SEA_Public - ECHA

ANALYSIS OF ALTERNATIVES
and
SOCIO-ECONOMIC ANALYSIS
Review report – Public version
Legal name of Authorisation holder: Spolana a.s.
Authorisation number: REACH/17/3/0
Submitted by: Spolana a.s.
Substance: Trichloroethylene (EC No. 201-167-4, CAS No. 79-01-6)
Use title: Use as an extraction solvent in caprolactam production
Use number: 1
Copyright
©2018 Spolana a.s. This document is the copyright of Spolana a.s. and is not to be reproduced or copied without its prior authority or permission.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Disclaimer
This report has been prepared by Risk & Policy Analysts Ltd, with reasonable skill, care and diligence under a contract to the client and in accordance with the terms and provisions of the contract. Risk & Policy Analysts Ltd will accept no responsibility towards the client and third parties in respect of any matters outside the scope of the contract. This report has been prepared for the client and we accept no liability for any loss or damage arising out of the provision of the report to third parties. Any such party relies on the report at their own risk.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Table of contents
1 Summary .............................................................................................................................. 1
2 Aims and scope of the analysis .............................................................................................. 3
2.1 Aims of this analysis ........................................................................................................................ 3
2.1.1 Aims of the review report ............................................................................................... 3
2.1.2 Note on the structure and content of the review report ............................................... 3
2.1.3 Substitution strategy context of the review report ........................................................ 4
2.2 Scope of this analysis ...................................................................................................................... 5
2.2.1 Temporal scope ............................................................................................................... 5
2.2.2 Geographic scope ............................................................................................................ 6
3 “Applied for Use” Scenario .................................................................................................... 9
3.1 Analysis of substance function........................................................................................................ 9
3.1.1 Introduction and background to caprolactam and nylon 6 (PA-6) ................................. 9
3.1.2 Manufacturing process for caprolactam ......................................................................... 9
3.1.3 Role of TCE in the manufacture of caprolactam ........................................................... 13
3.1.4 Technical feasibility criteria .......................................................................................... 14
3.2 Market and business trends including the use of the substance ................................................. 20
3.2.1 Annual tonnage ............................................................................................................. 20
3.2.2 Spolana operations of relevance to this review report ................................................ 24
3.2.3 Markets and relevant supply chains ............................................................................. 29
3.2.4 Current levels of employment ...................................................................................... 53
3.3 Remaining risk of the “Applied for Use” Scenario ........................................................................ 55
3.4 Human health and environmental impacts of the “Applied for Use Scenario ............................. 56
3.4.1 Number of people exposed .......................................................................................... 56
3.4.2 Hazard profile of TCE..................................................................................................... 60
3.4.3 Worker exposure and excess cancer risk estimates ..................................................... 61
3.4.4 General population exposure and excess cancer risk estimates .................................. 62
3.4.5 Consumer exposure and excess cancer risk estimates ................................................. 63
3.4.6 Environmental impacts ................................................................................................. 63
3.5 Monetised damage of human health and environmental impacts .............................................. 64
3.5.1 Basis of economic valuation of excess statistical fatal and non-fatal cancer cases...... 64
3.5.2 Monetisation of worker health impacts for the “Applied for Use” Scenario ............... 64
3.5.3 Monetisation of impacts on humans from exposure via the environment for the “Applied for Use” Scenario ........................................................................................................... 65

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
4 Selection of the “Non-use” Scenario .................................................................................... 67
4.1 Efforts made to identify alternatives ............................................................................................ 67
4.1.1 Research and development .......................................................................................... 67
4.1.2 Data searches ................................................................................................................ 83
4.2 Identification of known alternatives ............................................................................................. 86
4.2.1 Introduction .................................................................................................................. 86
4.2.2 Alternative 1: Use of an alternative extraction solvent ............................................... 86
4.2.3 Alternative 2: Use of an alternative solvent mixture ................................................. 100
4.2.4 Alternative 3: Use of an alternative extraction technology ....................................... 102
4.2.5 Alternative 4: Plant conversion to an alternative caprolactam manufacturing technology .................................................................................................................................. 102
4.2.6 Alternative 5: Relocation of caprolactam manufacturing activities to a non-EU location ..................................................................................................................................... 107
4.2.7 Alternative 6: Manufacture of an alternative (profitable) product ........................... 108
4.2.8 Alternative 7: Shutdown of the caprolactam unit only .............................................. 108
4.2.9 Alternative 8: Shutdown of the caprolactam and other caprolactam-dependent units . ..................................................................................................................................... 109
4.2.10 Alternative 9: Shutdown of all Spolana manufacturing plants .................................. 111
4.2.11 Alternative 10: Shutdown of the entire Neratovice site ............................................ 113
4.2.12 Shortlisting of alternatives .......................................................................................... 113
4.3 Assessment of shortlisted alternatives ....................................................................................... 119
4.3.1 Alternative 1(a): Use of benzene as an extraction solvent ........................................ 119
4.3.2 Alternative 1(b): Use of toluene as an extraction solvent ......................................... 151
4.3.3 Alternative 8: Shutdown of the caprolactam and other caprolactam-dependent plants..................................................................................................................................... 174
4.4 The most likely “Non-use” Scenario ........................................................................................... 178
5 Impacts of granting authorisation ..................................................................................... 181
5.1 Economic impacts ....................................................................................................................... 181
5.1.1 Description of economic impacts under the “Non-use” Scenario – Key assumptions181
5.1.2 Economic impacts for Spolana .................................................................................... 181
5.1.3 Economic impacts for suppliers of Spolana ................................................................ 186
5.1.4 Economic impacts for downstream users of Spolana ................................................. 188
5.1.5 Economic impacts for actors outside Spolana’s supply chain .................................... 194
5.1.6 Economic impacts on consumers ................................................................................ 194
5.2 Human Health or Environmental Impact .................................................................................... 196
5.2.1 Impacts avoided under the “Non-use” Scenario ........................................................ 196
5.2.2 New impacts under the “Non-use” Scenario .............................................................. 196
5.3 Social impacts.............................................................................................................................. 197

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
5.4 Wider economic impacts ............................................................................................................ 202
5.5 Distributional impacts ................................................................................................................. 202
5.5.1 Distributional impacts across Spolana’s operations ................................................... 202
5.5.2 Impacts on competitors to Spolana ............................................................................ 203
5.5.3 Impacts on competitors to Spolana’s customers (downstream users) ...................... 204
5.5.4 Impacts on central government finances ................................................................... 204
5.5.5 Other impacts not presented elsewhere .................................................................... 205
5.6 Uncertainty analysis .................................................................................................................... 205
5.6.1 Comparison between the two “Non-use” Scenarios .................................................. 205
5.6.2 Areas of uncertainty and importance of alternative assumptions ............................. 210
6 Conclusions ...................................................................................................................... 215
6.1 Comparison of the benefits and risk ........................................................................................... 215
6.1.1 Benefits of continued use of TCE ................................................................................ 215
6.1.2 Costs to human health of continued use of TCE ......................................................... 215
6.1.3 Benefit: cost ratio ........................................................................................................ 220
6.2 Information for the length of the review period ........................................................................ 220
6.2.1 Introduction ................................................................................................................ 220
6.2.2 Criterion 1: Spolana’s investment cycle ..................................................................... 220
6.2.3 Criterion 2: Cost of using alternatives ........................................................................ 222
6.2.4 Criterion 3: Results of R&D on alternatives ............................................................... 224
6.2.5 Criterion 4: Legislative measures for alternatives ..................................................... 226
6.2.6 Criterion 5: Comparison of socio-economic benefits and risks to human health ..... 226
6.2.7 Overall conclusion ....................................................................................................... 226
6.3 Substitution effort taken by the applicant if an authorisation is granted .................................. 227
7 References ....................................................................................................................... 231
8 Annex – Justifications for Confidentiality Claims ................................................................ 241
9 Appendix 1: Consultations ............................................................................................... 245
10 Appendix 2: Past R&D projects by Spolana ........................................................................ 247
11 Appendix 3: Results of data searches on potential alternatives ......................................... 253
11.1 Alternative extraction solvents identified in the literature ........................................................ 253
11.2 Alternative mixed solvents identified in the literature ............................................................... 266
11.3 Alternative extraction technologies identified in the literature ................................................. 270
11.4 Commercialised and near-commercialised alternative synthetic routes ................................... 272
11.5 Synthetic routes investigated on the laboratory scale ............................................................... 278

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
12 Appendix 4: Methodology for estimating investment costs for purchase and installation of new equipment ....................................................................................................................... 281
12.1 Methodology to the cost estimates ............................................................................................ 281
12.1.1 Key parameters affecting cost and general approach to cost estimation .................. 281
12.1.2 Cost vs. accuracy of an investment cost estimate ...................................................... 282
12.1.3 Estimation Step 1: Establishing the cost of equipment of a larger size ..................... 283
12.1.4 Estimation Step 2: Adjusting equipment cost by a cost index ................................... 283
12.1.5 Estimation Step 3: Estimating the cost of certain parts of the existing equipment of the caprolactam extraction section ............................................................................................ 285
12.1.6 Estimation Step 4: Derivation of total equipment & installation cost from equipment cost ..................................................................................................................................... 286
12.2 Results of equipment and installation cost estimation .............................................................. 287
12.2.1 Overview ..................................................................................................................... 287
12.2.2 Calculation of equipment and installation costs for toluene ...................................... 287
12.2.3 Calculation of investment costs for benzene .............................................................. 293
12.3 Further notes .............................................................................................................................. 299
13 Appendix 5: Decommissioning and remediation costs ....................................................... 301
14 Appendix 6: Evaluation of the equipment of the caprolactam unit .................................... 303
14.1 Evaluation criteria ....................................................................................................................... 303
14.2 Results from the evaluation of equipment of the caprolactam unit .......................................... 305
14.2.1 Total overview – Determining parameters ................................................................. 305
14.2.2 Evaluation parameters α and β ................................................................................... 307
14.3 Estimates of CAPEX costs by equipment type category ............................................................. 310
14.3.1 Equipment category 1 – Vessels and reactors ............................................................ 310
14.3.2 Equipment category 2 – Rotary machines and compressors ...................................... 311
14.3.3 Equipment category 3 – Pipelines ............................................................................... 312
14.3.4 Equipment category 4 – Measurement and control ................................................... 313
14.3.5 Equipment category 5 – Electro .................................................................................. 314
14.3.6 Equipment category 6 – Buildings and steel structures ............................................. 315
15 Appendix 7: Summary of assumptions .............................................................................. 317
Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
List of tables
Table 2–1: Temporal boundaries of impact assessment 5 Table 2-2: Stakeholders considered in this SEA 7 Table 3–1: Technical feasibility criteria and thresholds/tolerance ranges for alternative extraction solvents 19 Table 3–2: TCE consumption and caprolactam manufacture by Spolana between 2008-2017 20 Table 3–3: Overview of the key parameters of the applied for use of TCE by Spolana 22 Table 3–4: Operations of Spolana that are interconnected or affected by the operation of the caprolactam 28 Table 3–5: Suppliers of raw materials for caprolactam production by Spolana 29 Table 3–6: Downstream supply chain for caprolactam produced by Spolana 30 Table 3–7: Latest (2016) sales data (volumes and values) for caprolactam produced by Spolana 30 Table 3–8: Projections of production and sales of caprolactam by Spolana, 2018-2022 and beyond 31 Table 3–9: Profits from sales of caprolactam produced by Spolana 31 Table 3–10: Suppliers of raw materials for ammonium sulphate production by Spolana 36 Table 3–11: Downstream supply chain for ammonium sulphate produced by Spolana 37 Table 3–12: Latest (2016) sales data (volumes and values) for ammonium sulphate produced by Spolana 37 Table 3–13: Projections of production and sales of ammonium sulphate by Spolana, 2018-2022 and beyond 38 Table 3–14: Profits from sales of ammonium sulphate produced by Spolana 38 Table 3–15: Suppliers of raw materials for sulphuric acid/oleum production by Spolana 40 Table 3–16: Downstream supply chain for sulphuric acid/oleum produced by Spolana 41 Table 3–17: Latest (2016) sales data (volumes and values) for sulphuric acid/oleum produced by Spolana 41 Table 3–18: Projections of production and sales of sulphuric acid/oleum by Spolana, 2018-2022 and beyond 42 Table 3–19: Profits from sales of sulphuric acid produced by Spolana 42 Table 3–20: Suppliers of raw materials for sodium hydroxide and chlorine production by Spolana 44 Table 3–21: Downstream supply chain for sodium hydroxide produced by Spolana 44 Table 3–22: Latest (2016) sales data (volumes and values) for sodium hydroxide produced by Spolana 44 Table 3–23: Projections of production and sales of sodium hydroxide and chlorine by Spolana, 2018-2022 and beyond 45 Table 3–24: Profits from sales of sodium hydroxide produced by Spolana 46 Table 3–25: Suppliers of raw materials for PVC production by Spolana 47 Table 3–26: Downstream supply chain for PVC produced by Spolana 47 Table 3–27: Latest (2016) sales data (volumes and values) for PVC produced by Spolana 48 Table 3–28: Projections of production and sales of PVC powder by Spolana, 2018-2022 and beyond
49 Table 3–29: Profits from sales of PVC produced by Spolana 49 Table 3–30: Current and foreseeable employment at Spolana 53 Table 3–31: Employment among 3rd party contractors offering services to Spolana 54 Table 3–32: Excess cancer risks number of excess statistical fatal and non-fatal cancer cases among workers in the Spolana plant in Neratovice and among the general population under the “Applied for Use” Scenario 55 Table 3–33: Number of Spolana’s workers potentially exposed to TCE under the “Applied for Use” Scenario (direct exposure during caprolactam manufacture) 56
Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Table 3–34: Calculation of “regional” population potentially exposed to TCE via the environment 60 Table 3–35: Number of humans potentially exposed to TCE under the “Applied for Use” Scenario 60 Table 3–36: Exposure Risk Relationship (ERR) used in the estimation of human health impacts 61 Table 3–37: Exposure levels and excess cancer risk for workers under the “Applied for Use” Scenario
61 Table 3–38: Incidence and mortality of kidney cancer in the Czech Republic, 2012 62 Table 3–39: Number of excess statistical fatal and non-fatal cancer cases among workers in the Spolana caprolactam unit in Neratovice under the “Applied for Use” Scenario (90th percentile exposure estimates) 62 Table 3–40: Excess cancer risks for human exposure via the environment under the “Applied for Use” Scenario (CSR results) 63 Table 3–41: Number of excess fatal and non-fatal cancer cases among citizens potentially exposed to TCE during via the environment during the 12-year assessment period under the “Applied for Use” Scenario 63 Table 3–42: Present value and annualised economic value of mortality and morbidity effects on workers at Spolana’s caprolactam unit (discounted over 12 years @4% per year) 65 Table 3–43: Present value and annualised economic value of mortality and morbidity effects on the general population (discounted over 12 years @4% per year) 65 Table 4–1: Potential alternative extraction solvents investigated by Spolana in the past 67 Table 4–2: Reduction of TCE emissions from vacuum pumps in the period 2004-2006 (NB. two separate measurements each year) 69 Table 4–3: Description of R&D activities under the RAFKAPR Project by VŠB & TECHEM CZ 71 Table 4–4: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 73 Table 4–5: Description of R&D activities under the ELTRIS Project by Spolana, VŠB & TECHEM CZ 79 Table 4–6: Description of R&D activities under the ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ project 82 Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria 88 Table 4–8: Potential mixtures of alternative extraction solvents for caprolactam 100 Table 4–9: Comparison of potential alternative solvents mixtures to selected technical feasibility criteria 101 Table 4–10: Potential alternative caprolactam manufacturing technologies 102 Table 4–11: Caprolactam processes and extraction solvents used by EU-based competitors of Spolana 103 Table 4–12: Comparison of alternative synthetic routes against the key technical feasibility criteria
105 Table 4–13: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 107 Table 4–14: Screening comparison of feasibility and practicality of potential alternatives for the “Non-use” Scenario 115 Table 4–15: Identity of benzene 119 Table 4–16: Physicochemical properties of benzene (and comparison with TCE) 119 Table 4–17: Harmonised classification of benzene 120 Table 4–18: Comparison of benzene and TCE against the technical feasibility criteria 122 Table 4–19: Theoretical time plan for the implementation of benzene as an extraction solvent in Neratovice – Detailed description 128 Table 4–20: Investment cost for each step of the plant conversion project for the implementation of benzene 134 Table 4–21: Discounted investment cost of the plant conversion project for the implementation of benzene (all prices in Euros, rounded) 135 Table 4–22: Spolana product volumes affected during downtime during the implementation of benzene 136
Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Table 4–23: Lost profits for Spolana due to loss of production and sales during downtime associated with the implementation of benzene 137 Table 4–24: Caprolactam production costs and envisaged changes following conversion to benzene extraction 139 Table 4–25: Summary of costs associated with the implementation of benzene as a substitute for TCE 143 Table 4–26: REACH registration status of benzene (and comparison to TCE) 143 Table 4–27: Information on the hazards of benzene (EC No. 200-753-7, CAS No. 71-43-2) 145 Table 4–28: Comparison of harmonised classification of TCE and benzene 147 Table 4–29: ECETOC TRA input data for the comparison of risks between TCE and benzene 148 Table 4–30: ECETOC TRA risk characterisation results for TCE and benzene 150 Table 4–31: Identity of toluene 151 Table 4–32: Physicochemical properties of toluene (and comparison with TCE) 151 Table 4–33: Harmonised classification of toluene 152 Table 4–34: Comparison of toluene and TCE against the technical feasibility criteria 154 Table 4–35: Investment cost for each step of the plant conversion project for the implementation of toluene 161 Table 4–36: Discounted investment cost of the plant conversion project for the implementation of toluene (all prices in Euros, rounded) 162 Table 4–37: Harmonised classification of toluene 163 Table 4–38: Caprolactam production costs and envisaged changes following conversion to toluene extraction and comparison to benzene 164 Table 4–39: Summary of costs associated with the implementation of toluene as a substitute for TCE
166 Table 4–40: REACH registration status of toluene (and comparison to TCE) 167 Table 4–41: Information on the hazards of toluene (EC No. 203-625-9, CAS No. 108-88-3 2) 168 Table 4–42: Comparison of harmonised classification of TCE and toluene 170 Table 4–43: ECETOC TRA input data for the comparison of risks between TCE and toluene 171 Table 4–44: ECETOC TRA risk characterisation results for TCE and toluene 173 Table 4–45: Lost profit for Spolana arising from the shutdown of the caprolactam, sulphuric acid and ammonium sulphate units under Alternative 8 176 Table 5–1: Summary of costs associated with the implementation of toluene as a substitute for TCE
182 Table 5–2: Cost of purchases of additional sulphuric acid under the “Non-use” Scenario 183 Table 5–3: Suppliers of raw materials to Spolana which would be affected under the “Non-use” Scenario 186 Table 5–4: Suppliers of raw materials to Spolana which would be affected under the “Non-use” Scenario 186 Table 5–5: Suppliers of raw materials to Spolana who would be affected under the “Non-use” Scenario 188 Table 5–6: Summary of numbers and locations of potentially impacted customers of Spolana under the “Non-use” Scenario 189 Table 5–7: Spolana’s role in the European merchant market for (molten) caprolactam 190 Table 5–8: Projected numbers of jobs lost at Spolana under the “Non-use” Scenario 197 Table 5–9: Envisaged numbers of jobs lost among Spolana’s suppliers under the “Non-use” Scenario
199 Table 5–10: Wage data for Spolana employees that would be made redundant under the “Non-use” Scenario (N=155) 201 Table 5–11: Spolana’s market shares in Europe and globally for the three products impacted under the “Non-use” Scenario 202 Table 5–12: Tax receipt losses for the Czech State under the “Non-use” Scenario for the period 2020-2031 (in 2017 prices) 206
Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Table 5–13: Comparison of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031) for toluene and benzene 207 Table 5–14: Comparison of excess risk calculations for workers for arithmetic mean and 90th
percentile TCE exposure estimates 210 Table 5–15: Number of excess statistical fatal and non-fatal cancer cases among workers in the Spolana caprolactam unit in Neratovice under the “Applied for Use” Scenario (arithmetic mean exposure estimates) 211 Table 5–16: Present value and annualised economic value of mortality and morbidity effects on workers at Spolana’s caprolactam unit (discounted over 12 years @4% per year) (based on arithmetic mean exposure estimates) 211 Table 6–1: Overview of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031) 216 Table 6–2: Summary of additional statistical annual fatal cancer cases under the “Applied for Use” Scenario 219 Table 6–3: Summary of additional statistical annual non-fatal cancer cases under the “Applied for Use” Scenario 219 Table 6–4: Summary of costs associated with the implementation of toluene or benzene as a substitute for TCE 223 Table 6–5: Theoretical time plan for the implementation of an alternative technology ‘’’’’’’’’’’’’’’’’’’’ under the ongoing/planned R&D projects by Spolana’s collaborators 229 Table 8-1 : Justifications for confidentiality claims 242 Table 10–1: Past research and development work on caprolactam manufacture by Spolana (1969-2005) 247 Table 11–1: Potential single alternative extraction solvents identified in the literature 254 Table 11–2: Research findings on the feasibility of mixed solvent extraction of caprolactam 266 Table 11–3: Research findings on alternative extraction technologies that could theoretically be used with caprolactam manufacture via Beckmann rearrangement 270 Table 12–1: Potential alternative extraction solvents investigated by Spolana in the past 282 Table 12–2: Annual plant cost indices used in investment cost 285 Table 12–3: Price calculation of certain pieces of equipment for the price level of year 2002 286 Table 12–4: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to toluene 288 Table 12–5: Estimate of total equipment and installation costs associated with toluene 293 Table 12–6: Estimate of total equipment and installation costs associated with benzene 293 Table 12–7: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to benzene 294 Table 13–1: Basis of cost estimates for decommissioning and remediation activities in Neratovice
301 Table 13–2: Estimates of costs for the decommissioning and remediation of different Spolana units in Neratovice (in thousand CZK) 301 Table 14–1: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 304 Table 14–2: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 305 Table 14–3: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 305 Table 14–4: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 306 Table 14–5: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 307 Table 14–6: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 308 Table 14–7: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 309 Table 14–8: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 310 Table 14–9: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 310 Table 14–10: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 310 Table 14–11: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 310 Table 14–12: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 311

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Table 14–13: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 311 Table 14–14: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 311 Table 14–15: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 311 Table 14–16: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 312 Table 14–17: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 312 Table 14–18: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 312 Table 14–19: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 312 Table 14–20: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 313 Table 14–21: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 313 Table 14–22: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 313 Table 14–23: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 313 Table 14–24: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 314 Table 14–25: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 314 Table 14–26: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 314 Table 14–27: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 314 Table 14–28: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 315 Table 14–29: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 315 Table 14–30: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 315 Table 14–31: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 315 Table 15–1: Summary of assumptions 317

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
List of figures
Figure 3–1: Caprolactam production process in Spolana’s Neratovice plant 12 Figure 3–2: Flow of TCE in Spolana’s Neratovice caprolactam manufacturing plant 14 Figure 3–3: Long-term TCE consumption in caprolactam manufacture by Spolana 20 Figure 3–4: Linkages between chemical production units of Spolana 25 Figure 3–5: Chemical park (purple) and commercial zone (green) in Neratovice 26 Figure 3–6: World consumption of nylon resins in 2015 (IHS, 2017a) 32 Figure 3–7: World consumption of caprolactam (IHS, 2017a) 34 Figure 3–8: World consumption of ammonium sulphate (IHS, 2016a) 39 Figure 3–9: World consumption of ammonium sulphate (IHS, 2014b) 43 Figure 3–10: Sodium hydroxide applications in Europe in 2016 (Euro Chlor, 2018) 46 Figure 3–11: World consumption of sodium hydroxide in 2014 (IHS, 2014a) 47 Figure 3–12: Downstream uses of PVC in Europe in 2014 (PVC.org, no date) 49 Figure 3–13: World production capacity for PVC in 2016 (Schellerer et al., 2016) 50 Figure 3–14: World consumption of PVC in 2016 (IHS, 2017b) 50 Figure 3–15: Aerial view of the Spolana site in Neratovice (via Google Maps) 57 Figure 3–16: “Local exposure” area for population potentially exposed to TCE via the environment (via Scribble Maps) 58 Figure 3–17: “Local exposure” area for population potentially exposed to TCE via the environment (via Scribble Maps) 59 Figure 4–1: Technological and use maturities of separation processes 84 Figure 4–2: Caprolactam distribution in the aqueous and organic phase in different extraction solvents 98 Figure 4–3: Caprolactam selectivity for different extraction solvents 99 Figure 4–4: Overview of commercial alternative synthetic routes to caprolactam 104 Figure 4–5: Caprolactam selectivity at 20 °C for various solvents 120 Figure 4–6: Mass fraction of caprolactam in the organic phase as a function of that in the aqueous phase at 20 °C for various solvents 121 Figure 4–7: Comparison of caprolactam partition coefficients in toluene vs. benzene 152 Figure 5–1: Caprolactam producers in Europe 190 Figure 5–2: Caprolactam and polyamide manufacturing capacities in Europe 191 Figure 11–1: Allied Signal process 272 Figure 11–2: BASF process 273 Figure 11–3: Acidic oximation process 273 Figure 11–4: DSM HPO process 274 Figure 11–5: Toray photonitrosation process 274 Figure 11–6: Nixan process 275 Figure 11–7: EniChem/Sumitomo process 275 Figure 11–8: SNIA Viscosa process 276 Figure 11–9: UCC process 276 Figure 11–10: Techni-Chem process 276 Figure 11–11: BP process 277 Figure 11–12: Butadiene-based routes to caprolactam 277 Figure 11–13: Production of caprolactam from 6-aminocapronitrile 278 Figure 12–1: Relationship between cost of estimate generation and estimate accuracy 282 Figure 12–2: Construction cost trends – Average construction cost indices (Jan 2000 – Apr 2016) 284 Figure 14–1: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 305 Figure 14–2: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 306

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
Figure 14–3: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’y 307 Figure 14–4: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ 308 Figure 14–5: ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’y 308

Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
List of abbreviations
AoA Analysis of Alternatives
AOX Adsorbable organic halides
AS Ammonium sulphate
ATEX ATmosphères EXplosibles (Explosive Atmospheres)
CAGR Compound annual growth rate
CAS Chemical Abstracts Service
CIS Commonwealth of Independent States
CMR Carcinogenic, Mutagenic or Reprotoxic (substance)
CORAP Community Rolling Action Plan
CPL Caprolactam
CSR Chemical Safety Report
CZK Czech Koruna
DMEL Derived Minimal Effect Level
DNEL Derived No Effect Level
ECHA European Chemicals Agency
EDC Ethylene dichloride
EEA European Economic Area
EIA Environmental Impact Assessment
ERR Exposure-risk relationship
EUSES European Union System for the Evaluation of Substances
HAZOP Hazard and operability study
HMDA Hexamethylene diamine
HPO Hydroxylamine phosphate oxime
IARC International Agency for Research on Cancer
IPPC Integrated Pollution Prevention and Control
ISBL Inside Battery Limits
IUPAC International Union of Pure and Applied Chemistry
NO Nitric oxide
OECD Organisation for Economic Co-operation and Development
OEL Occupational Exposure Limit
OSBL Outside Battery Limits
P&ID Process and Instrument Drawing
Use number: 1 Legal name of the Authorisation holder: Spolana a.s.
PBT Persistent, Bioaccumulative and Toxic (substance)
PE Polyethylene
PFD Process Flow Diagram
PP Polypropylene
PNEC Predicted No Effect Concentration
PROC Process category
PVC Polyvinyl chloride
R&D Research and Development
RAC Risk Assessment Committee
SA Sulphuric acid
SCOEL Scientific Committee on Occupational Exposure Limits
SEA Socio-economic assessment
SEAC Socio-economic Assessment Committee
SIDS Screening Information Data Set
STP Sewage treatment plant
SVHC Substance of Very High Concern
TAČR Technology Agency of the Czech Republic
TCE Trichloroethylene
TOT Total installation cost
TWA Time-weighted Average
VCM Vinyl chloride monomer
vPvB Very Persistent and very Bioaccumulative (substance)
VŠB Technical University of Ostrava
WCS Worker contributing scenario


Use number: 1 Legal name of the Authorisation holder: Spolana a.s.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 1
1 Summary
Spolana a.s. (hereafter referred to as Spolana) located in Neratovice, Czech Republic currently holds an Authorisation for the use of trichloroethylene (TCE) as an extraction solvent in the manufacture of caprolactam. This initial Authorisation has a review period that expires on 21 April 2020 but Spolana wishes to continue using TCE beyond this date while continuing its intensive research towards the identification of a feasible alternative. This combined AoA-SEA document is part of the review report submitted in request for an extension to the initial review period by a further 12 years.
Having the experience of the initial Application for Authorisation, since its submission Spolana has invested significantly in research on potential alternatives for TCE. This research has included:
An extensive review of existing literature on potential alternative substances (56 substances), mixtures (25 combinations), extraction technologies (4 possibilities) and synthetic routes to caprolactam (12 technologies) in preparing the present document;
Desk- and laboratory-based investigations on new alternatives ''''#D, E#'''''''''''' '''''''''''''''' '''''''' '''''''''''''''' '''''''''''''''''''''''' for refining of crude caprolactam undertaken by '''''' ''''''''''''''''' ''''''''''''''''''''' '''' ''''''''''''' '''''''''''''''''''''''''''' '''''' '''''''''' ''''''' '''''' '''''''''''''''''' '''' ''''''''''''''''''''' '''''''' '''''''''''''''''''. Work started in January 2015 and is planned to run at least until the end of June 2022 with scope for a further pilot plant project thereafter ''#D, E#''''' ''''' '''''''''''''''''''''' '''''''''''''''' ''''''''''''''''''''' '''' '''''''''' ''''''''''''''''''''''''' '''''''''''' '''''''''' '''''''''''''''''''''''' ''''''''''''''''' '''''' '''''''''' '''''' ''''''''''''''''' '''''''''''''''''; and
'''''#D, E#''''''''''''' ''''''''' '''''''''''''''' ''''''' ''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''' ''''''''' '''''''''' '''''''''''''''' ''''''''''''''' '''' ''''''''''''''' ''''' ''''''''' '''' ''''''''''''''''''' '''' '''''''''''''''''''''''''' '''' ''''''''''''''' '''' '''''''''' '''''''''''''''.
As of the date of submission of the present review report, there is no feasible, proven alternative available for Spolana to switch to at the end of the initial review period. Two commercially proven alternative extraction solvents, toluene and benzene, would be the only technically implementable options but either of them would essentially require the construction of a replacement plant able to accommodate the unfavourable physicochemical properties of these two solvents (low density, lower caprolactam extraction efficiency and loading capacity and flammable properties). Of the two possible alternative solvents, toluene might have a comparatively worse technical performance and higher implementation cost but is also far less hazardous than benzene. Spolana’s declared preference would be to convert its caprolactam unit to toluene and this is the “Non-use” Scenario considered; however, as conversion to benzene would have a lower cost than toluene, its implementation is assessed in the Uncertainty analysis.
The time period required for researching, developing and implementing a caprolactam extraction system based on toluene (or, equally, on benzene) would be at least 12 years. A detailed (theoretical) time plan for implementing toluene (or benzene) is shown in Table 4–19 of this document.
The continued use of TCE by Spolana in Neratovice in the period 2020-2032 would be accompanied by significant socio-economic benefits for the following stakeholders:
Spolana: Spolana would avoid (a) the costs associated with (prematurely) converting its caprolactam unit from TCE to an alternative; (b) the loss of profits for other units in Neratovice which would suffer indirect effects from the downtime of the caprolactam unit; and (c) costs associated with inefficiencies affecting the on-site wastewater treatment plant. Spolana would also be allowed to continue without obstacles or distractions with its extensive investment programme which encompasses improvements for '''#C#'''' ''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 2
'''''''' '''''''’ the ammonium sulphate unit, the switch of the chlor-alkali plant to membrane technology and the establishment of a new Energy Centre;
Spolana’s suppliers: these stakeholders would avoid the cost of disruption of the supply of their raw materials and/or services and of identifying alternative customers;
'''''#B, C#'''''''''''' ''''''''''''''''''' '''''''''' ''''''''''' '''''''''' ''''''''''' ''''''''''' '''''' '''''''' '''' '''''''''''''' '''' '''''''''''''' '''''''''''''' ''''''''''''''''''' '''' ''' ''''''''''' '''''''''''' ''''''''' '''''''' '''''''''' ''''''' ''''''''''' '''' ''''''''''''''' '''''''''''''''''''''
Spolana’s customers and final consumers: these stakeholders would avoid costs associated with the loss of reliable supply of caprolactam, ammonium sulphate (fertilisers) and sulphuric acid associated with the downtime of Spolana’s caprolactam unit; and
Czech workers: an estimated 213 jobs would be preserved and a further 23 new jobs would be created at Spolana’s site.
Through a series of substantially conservative assumptions presented in this document (for instance, Section 5 assumes that Spolana’s competitors would benefit under the “Non-use” Scenario by earning additional profits equal to the profit losses envisaged for Spolana), it has been calculated that the net benefit for the EEA society as a whole exceeds €53 million (present value, 2017 prices). On the other hand, residual risks to human health from the continued use of TCE are low. The estimated excess lifetime risk for workers ranges between 2.73E-08 and 3.82E-05 for workers, depending on worker contributing scenario; the residual risk is even lower for the general population, ranging between 2.43E-10 for a notional ‘region’ of a 113-km radius around the caprolactam unit and 3.41E-07 for local residents living within a 1-km radius from the caprolactam unit. The overall residual risk to human health has been monetised at €1,093 over 12 years (€126 per year), representing 1.00E-03 statistical excess cancer cases. The overall benefit: cost ratio for the continued use of TCE is calculated at €53 million ÷ €1,093 = ca. 48,500. The ratio would be lower if the “Non-use” Scenario involved a conversion of Spolana’s caprolactam unit to benzene.
Spolana’s continued use of TCE meets the criteria set out by the ECHA Committees for the granting of long review periods:
With regular maintenance, the caprolactam unit can continue operating at a profit at least until 2035, while Spolana is making significant financial commitments (range: €50-100 million) in new installations, revamping existing units and investing in new, cleaner technologies;
The cost of using alternatives is very high and estimated to lie in the range of tens of millions of Euros. For toluene, for instance, the cost of plant conversion has been estimated at over ''#F#''''' '''''''''''' (range: €116-183 million); for benzene, costs are somewhat lower;
Ongoing and past R&D has not been successful in identifying a feasible alternative. Known alternatives currently in use by certain competitors (e.g. benzene or toluene) would require the construction of a new extraction unit at significant cost and an implementation period of at least 12 years. Commercially unproved alternatives would require even longer; and
The benefit: cost ratio for the continued use of TCE is very high (at least ca. 48,500), as a result of significant socio-economic benefits (profit and job preservation) and low remaining risks to human health (individual excess cancer risk does not exceed 3.82E-05 and the total number of estimated statistical excess cancer cases over 12 years is at the 10-3 mark).
The use of either toluene or benzene would have adverse effects on the environment as a result of the increase in the energy consumption of the caprolactam extraction process and the increase of greenhouse gas emissions from increased imports of caprolactam, ammonium sulphate and sulphuric acid from countries outside the EEA. In the case of benzene, its adoption by Spolana would be unlikely to result to an overall reduction in carcinogenicity risk among the exposed populations.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 3
2 Aims and scope of the analysis
2.1 Aims of this analysis
2.1.1 Aims of the review report
According to Article 61(1) of the REACH Regulation if the authorisation holder wishes to continue using a substance listed in Annex XIV beyond the expiry date of the review period, he will need to submit a review report 18 months before the expiry of that review period. Spolana has been granted an Authorisation for the continued use of trichloroethylene (TCE, EC Number: 201-167-4, CAS Number: 79-01-6) as an extraction solvent in the manufacture of caprolactam with a review period of 4 years from the Sunset Date ending on 21 April 2020 (Decision C(2017)6601). Spolana wishes to continue using TCE in this authorised use beyond the end of the initial review period, thus it is now submitting a review report requesting an extension.
The general aim of this combined AoA and SEA is to support Spolana’s application for a review of its existing Authorisation for the continued use of TCE in the manufacture of caprolactam by demonstrating that there are no suitable alternatives to TCE in the applied for use and the socio-economic benefits of continued use outweigh the risks to human health and the environment. In particular, this document will provide:
An updated and enhanced description of Spolana’s use of TCE and the technical parameters of the caprolactam manufacturing process which affect Spolana’s ability to identify and implement suitable alternatives;
An update on Spolana’s efforts towards the identification of a feasible alternative, including an up to date and extensive review of available literature;
A description of the process of shortlisting two alternative substances which are consequently assessed in significant detail in terms of technical feasibility, economic feasibility (using a new, detailed assessment methodology), risk reduction potential (which utilises a modelling approach) and availability;
An updated analysis of the socio-economic benefits arising from the continued use of TCE. This takes into account the results of an expanded, updated and improved Chemical Safety Report (CSR);
A revised and enhanced justification for an appropriately long extension to the initial review period for Spolana’s continued use of TCE; and
Several other improvements which address the ECHA Committees’ criticism on Spolana’s initial Application for Authorisation.
2.1.2 Note on the structure and content of the review report
It is worth mentioning that Spolana was among those companies that submitted Applications for Authorisation soon after the Authorisation process had been introduced and the company, but also industry more generally at the time, had limited experience in the process of developing robust dossiers that meet the regulation’s requirements and the regulators’ expectations. This review
1 Available at http://ec.europa.eu/docsroom/documents/21689/attachments/1/translations/en/renditions/native(accessed on 31 May 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 4
report builds on the experience that Spolana acquired in the Authorisation process and addresses criticisms received from the ECHA Committees on the initial Application. In doing so, it aims to present a more analytical, detailed and fact-based argumentation to better support Spolana’s arguments in favour of a long review period. For this reason, this review report is not a simple update of the previously submitted AoA and SEA documents but rather a more substantial and extended recast of those documents which will more clearly establish that the benefits of the continued use of TCE outweigh the risks to human health and will reiterate Spolana’s commitment to continuing its search for a feasible alternative.
The extensive changes in the AoA and SEA that have been considered necessary have drastically changed the two documents. Simultaneously, it has also been considered appropriate that the two documents are combined into a single AoA-SEA document that uses the joint AoA-SEA template which ECHA published after Spolana had submitted its initial Application for Authorisation. The benefits of a joint AoA-SEA are now well established and will not be discussed further here.
Nevertheless, to facilitate the evaluation of this review report, Spolana is also submitting an accompanying Explanatory Note. This summarises the changes that have occurred since the submission of the initial Application for Authorisation and guides the reader to the specific parts of the AoA-SEA (and the CSR) where detailed information and analysis can be found.
2.1.3 Substitution strategy context of the review report
Section 4 (and particularly Sections 4.1-4.4) demonstrate the continued lack of feasible alternatives for TCE in Spolana’s use both currently but also at the end of the initial review period in 2020. As a result, and given that TCE is a non-threshold carcinogen for which adequate control of risks cannot be demonstrated, a formal substitution plan is not submitted within this review report.
Nevertheless, a detailed plan of research and development is included in the present document. Section 4.1.1 explains the efforts that Spolana has been making in collaboration with research organisations since the submission of its initial Application for Authorisation towards the identification of feasible alternatives. These organisations include the Technical University of Ostrava (VŠB)2, TECHEM CZ, s.r.o., the Institute of Organic Technology of the University of Chemistry and Technology, Prague - VŠCHT (UCT)3, Spolana’s owner Unipetrol RPA and the Unipetrol Centre for Research and Education, a.s. (UniCRE).
Since the change in Spolana’s ownership in 2016 (became part of the Unipetrol RPA group), the company has strongly stepped up its efforts towards identifying a feasible and affordable substitute for TCE-based extraction or caprolactam. The projects undertaken by the collaborating parties named above are investigating several technical solutions to the substitution of TCE. A specific timeline for substitution cannot be provided as it will depend on the success of any of the projects that are ongoing or planned. In principle, however, Spolana would prefer to implement a technology that does not involve extraction solvents as this could prove a more economically feasible and less hazardous to health approach to the purification of caprolactam.
Section 4.1.1 provides extensive detail on the R&D projects that are currently ongoing or planned. It should be recognised that if any of these projects are successful and allow the development of a new caprolactam purification technology, the research institutes involved and Spolana would wish to
2 https://www.vsb.cz/en
3 https://www.vscht.cz/

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 5
retain the rights over such an innovation. For this reason, a significant proportion of the information provided in Section 4.1.1 is only disclosed in the Complete version of the AoA-SEA document.
2.2 Scope of this analysis
2.2.1 Temporal scope
The temporal boundaries of the analysis need to consider:
When impacts would be triggered; When impacts would be realised; and For how long the continued use of TCE would be required by Spolana as a minimum.
The impact assessment periods used in this analysis and the key years are presented in Table 2–1.
Table 2–1: Temporal boundaries of impact assessment
Present value year 2017
Start of discounting year 2018
Impact baseline year 2020
Scenario Impact type Impact temporal boundary Notes
Main analysis Sensitivity
“Applied for Use”
Mortality and morbidity of workers
12 years 40 years Main analysis is based on the length of requested review period*. This is takes into consideration the minimum time required for the implementation of an alternative solvent. Sensitivity analysis is based on the length of working lifetime used in RAC’s Exposure-Risk Relationship
Mortality and morbidity of humans exposed via the environment
12 years 70 years Main analysis is based on the length of requested review period*. This is takes into consideration the minimum time required for the implementation of an alternative solvent. Sensitivity analysis is based on the length of general population lifetime used in RAC’s Exposure-Risk Relationship
“Non-use” Loss of profit along the supply chain
12 years 12 years Based on the length of requested review period
Loss of employment
1.3 years 1.3 years Average period of unemployment in the Czech Republic (Dubourg, 2016)
*In reality, cancer cases theoretically resulting from exposure to TCE could arise at a much later stage, hence the calculations made based on a 12-year horizon overestimate the human health impacts under the “Applied for Use” Scenario. In other words, the latency of cancer cases is disregarded in the analysis presented in this document

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 6
2.2.2 Geographic scope
Overview
The focus of this analysis will be on the European Economic Area (EEA). Spolana is located in Neratovice in the Czech Republic and is owned by Unipetrol RPA s.r.o., (hereafter referred to as Unipetrol RPA) a large producer and distributor of refinery, petrochemical and agrochemical raw materials in the Czech Republic, majority-owned by the Polish company PKN Orlen.
Spolana has no operations outside the EEA; all Spolana productions activities are concentrated in the Neratovice site. The PKN Orlen Group (including Unipetrol RPA) has no operations outside the EEA. PKN Orlen is active outside Poland in the Czech Republic, Lithuania and Malta. The outcome of this review report will not have any material impact on operations outside the EU.
Not only caprolactam but also other products made by Spolana need to be considered as they would be affected under the “Non-use” Scenario. This is elaborated in more detail later in this AoA-SEA, but in summary, the following products will be considered:
Caprolactam; Sulphur acid/oleum; Ammonium sulphate; Sodium hydroxide; and Polyvinyl chloride (PVC).
The stakeholders that will be considered in this SEA are shown in Table 2-2 (overleaf). Spolana and all of its suppliers of raw materials are located within the EEA. On the other hand, the vast majority of distributors and users of Spolana’s products are based in the EEA but some non-EEA business links do exist '''#C# ''''''''''''''' ''''''''''''''''''''''' ''''''''''''''' '''''''''''''''''''''' ''''''' '''''''''''' ''''''''' ''''''''''''''' '' '''''''''''''. Non-EEA companies in Spolana’s supply chains are only relevant to caprolactam flakes (''' distributors) and PVC ('' distributors and '' downstream users obtaining PVC directly from Spolana).
As the vast majority of stakeholders in this supply chain are based in the EEA, the geographic scope of the analysis of socio-economic impacts will be the EEA. On the other hand, it should be noted that some actors outside the EEA might also be impacted under the “Non-use” Scenario; for example, a refused extension to the initial review period could create opportunities for non-EEA producers of caprolactam (and of other products in the Spolana portfolio) to import their product into the EEA.
Changes in relation to the initial Application for Authorisation
There have been no notable changes to the upstream supply chains for Spolana’s products since the submission of the initial Application for Authorisation. On the other hand, as regards the downstream chains, although no notable changes have been observed for sulphuric acid/oleum and PVC, the caprolactam market is under the influence of imports from China (which have a negative impact on the prices of European caprolactam) while sales of ammonium sulphate relate to very seasonal and price sensitive segments. Finally, it is worth noting that integrated permit for Spolana’s amalgam electrolysis which generates sodium hydroxide expires in 30 November 2017 (this is discussed in more detail below).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 7
Table 2-2: Stakeholders considered in this SEA
Stakeholder category
Sub-category Located in…
EEA Non-EEA
Suppliers
Suppliers of raw materials for caprolactam manufacture
Suppliers of raw materials for sulphuric acid/oleum manufacture
Suppliers of raw materials for ammonium sulphate manufacture
Suppliers of raw materials for sodium hydroxide manufacture
Suppliers of raw materials for PVC manufacture
Authorisation holder
Spolana plant in Neratovice, Czech Republic
Distributors
Distributors of molten and flaked caprolactam made by Spolana
Distributors of sulphuric acid/oleum made by Spolana
Distributors of ammonium sulphate made by Spolana
Distributors of sodium hydroxide made by Spolana
Distributors of PVC made by Spolana
Downstream users – Direct customers
Users of molten caprolactam made by Spolana
Users of flaked caprolactam made by Spolana
Users of sulphuric acid/oleum made by Spolana
Users of ammonium sulphate made by Spolana
Users of sodium hydroxide made by Spolana
Users of PVC made by Spolana
Consumers Users of articles made by products (nylon fibres, PVC) generated with Spolana’s products
Workers Workers whose employment might be jeopardised are located in the Czech Republic
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 8

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 9
3 “Applied for Use” Scenario
3.1 Analysis of substance function
3.1.1 Introduction and background to caprolactam and nylon 6 (PA-6)
TCE is used as an extraction solvent in the industrial manufacture of ε-caprolactam (IUPAC name: azepan-2-one, EC No. 203-313-2 CAS No. 105-60-2, hereafter referred to as caprolactam) in Spolana’s plant in Neratovice, 25 km north of Prague on the River Elbe in the Czech Republic. Trial operation of caprolactam production was launched in Neratovice in 1968.
Caprolactam was first identified in the 19th century; in 1899, Gabriel & Maas synthesised caprolactam by cyclisation of ε-aminocaproic acid, while Wallach synthesised caprolactam by Beckmann rearrangement of cyclohexanone oxime. An important step was taken in 1938 by Schlack (IG Farbenindustrie) who prepared the first spinnable polymer by polycondensation of caprolactam — polycaprolactam, also known as polyamide 6 or nylon 6 (PA-6). Commercial interest in and the importance of caprolactam have increased ever since as demand for PA-6 has been growing. End-use applications for nylon resin includes fibres and engineering resins; the former are used in clothing, carpets, tyre cord, and others, while engineering resins can be found in automotive and appliance components, electrical power distribution, and a wide variety of consumer goods and packaging film (IHS, 2016b).
3.1.2 Manufacturing process for caprolactam
The caprolactam manufacturing process at Spolana’s plant is based on synthesis of caprolactam from cyclohexanone – other synthetic routes are available and are discussed later in this document. It must be noted that in Spolana’s case, the starting raw material is cyclohexanone; competitors may rely on other starting raw materials depending on the manufacturing process used and their level of integration.
There are seven process steps in the manufacture of caprolactam manufacture by Spolana which can be described as follows:
1. Oximation: starting from cyclohexanone, cyclohexanone oxime is produced as an intermediate by direct reaction of cyclohexanone with hydroxylammonium sulphate in the oximation cascade of mixed reactors. The resulting sulphuric acid is neutralised by liquid and gaseous ammonia, thus generating ammonium sulphate. The temperature and pH of the reaction must be controlled4. This process does not use TCE.
4 The first reaction is an equilibrium reaction and it is necessary to progress at optimal conditions to obtain maximum yield of oximation. There are also different side reactions and their speed is influenced by temperature and pH. At the low pH of the reaction mixture the reaction is slow; the time needed for oxime generation increases while the yield of the process decreases. At higher pH the generation of by-products formed by side reactions increases. At higher temperatures the thermal decomposition of oxime could occur. Pressure is not controlled but is measured for safety reasons.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 10
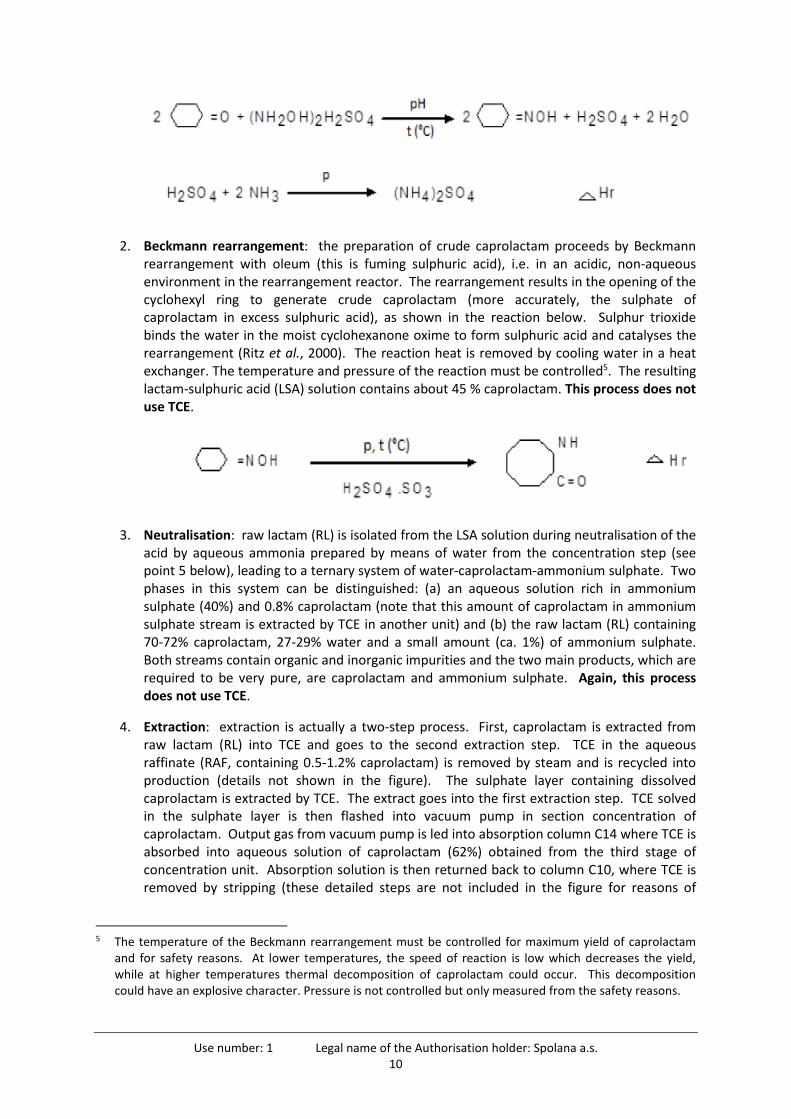
2. Beckmann rearrangement: the preparation of crude caprolactam proceeds by Beckmann rearrangement with oleum (this is fuming sulphuric acid), i.e. in an acidic, non-aqueous environment in the rearrangement reactor. The rearrangement results in the opening of the cyclohexyl ring to generate crude caprolactam (more accurately, the sulphate of caprolactam in excess sulphuric acid), as shown in the reaction below. Sulphur trioxide binds the water in the moist cyclohexanone oxime to form sulphuric acid and catalyses the rearrangement (Ritz et al., 2000). The reaction heat is removed by cooling water in a heat exchanger. The temperature and pressure of the reaction must be controlled5. The resulting lactam-sulphuric acid (LSA) solution contains about 45 % caprolactam. This process does not use TCE.
3. Neutralisation: raw lactam (RL) is isolated from the LSA solution during neutralisation of the acid by aqueous ammonia prepared by means of water from the concentration step (see point 5 below), leading to a ternary system of water-caprolactam-ammonium sulphate. Two phases in this system can be distinguished: (a) an aqueous solution rich in ammonium sulphate (40%) and 0.8% caprolactam (note that this amount of caprolactam in ammonium sulphate stream is extracted by TCE in another unit) and (b) the raw lactam (RL) containing 70-72% caprolactam, 27-29% water and a small amount (ca. 1%) of ammonium sulphate. Both streams contain organic and inorganic impurities and the two main products, which are required to be very pure, are caprolactam and ammonium sulphate. Again, this process does not use TCE.
4. Extraction: extraction is actually a two-step process. First, caprolactam is extracted from raw lactam (RL) into TCE and goes to the second extraction step. TCE in the aqueous raffinate (RAF, containing 0.5-1.2% caprolactam) is removed by steam and is recycled into production (details not shown in the figure). The sulphate layer containing dissolved caprolactam is extracted by TCE. The extract goes into the first extraction step. TCE solved in the sulphate layer is then flashed into vacuum pump in section concentration of caprolactam. Output gas from vacuum pump is led into absorption column C14 where TCE is absorbed into aqueous solution of caprolactam (62%) obtained from the third stage of concentration unit. Absorption solution is then returned back to column C10, where TCE is removed by stripping (these detailed steps are not included in the figure for reasons of
5 The temperature of the Beckmann rearrangement must be controlled for maximum yield of caprolactam and for safety reasons. At lower temperatures, the speed of reaction is low which decreases the yield, while at higher temperatures thermal decomposition of caprolactam could occur. This decomposition could have an explosive character. Pressure is not controlled but only measured from the safety reasons.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 11
simplicity). The gas output from column C14 in the concentration unit is open to atmosphere (as shown in the figure).
In a second extraction step, caprolactam is re-extracted, i.e. extraction of caprolactam from the TCE extract back into demineralised water. Following this second step, used TCE (TCEu) is recycled and partially regenerated by distillation. The distillation residues are collected in a closed tank and then treated by external waste operators.
5. Concentration: the aqueous caprolactam solution (36-38% caprolactam) is first led to stripping column C10 (operating under atmospheric pressure), where almost all TCE is removed, separated from the water phase in a separator and led back into production via the TCE regeneration unit. Caprolactam solution from C10 output is then led into a 4-step evaporation system resulting in an output of caprolactam of a 92.5% concentration. Water evaporated in the concentration unit is used for ammonia water preparation.
6. Rectification: concentrated caprolactam is distilled in a six-step rectification process, where caprolactam is dried by separation of low or high boiling point impurities.
7. Preparation of the final product: so-called molten caprolactam is stored in storage tanks. From those, it is drawn to the tankers or it is sent to granulation, from which the final solid product is packaged into 25 kg sacks in the packaging and palletisation line.
The overall process is presented in Figure 3–1. The elements of the process that involved TCE are indicated in red colour.
The production of caprolactam in Neratovice is technologically linked to with the generation of by-product ammonium sulphate and the manufacture of sulphuric acid (and subsequent generation of oleum); not only is sulphuric acid formed from hydroxylammonium sulphate in the oximation step and consequently neutralised by ammonium, but also sulphuric acid and thereon oleum required for Beckmann rearrangement is produced from sulphur in the independent sulphuric acid plant. For the former, production of 1 tonne of caprolactam is accompanied by the production of ca. 4.4 tonnes of ammonium sulphate by-product. These two products play a crucial role in the economics of Spolana’s operations as will be further explained below.
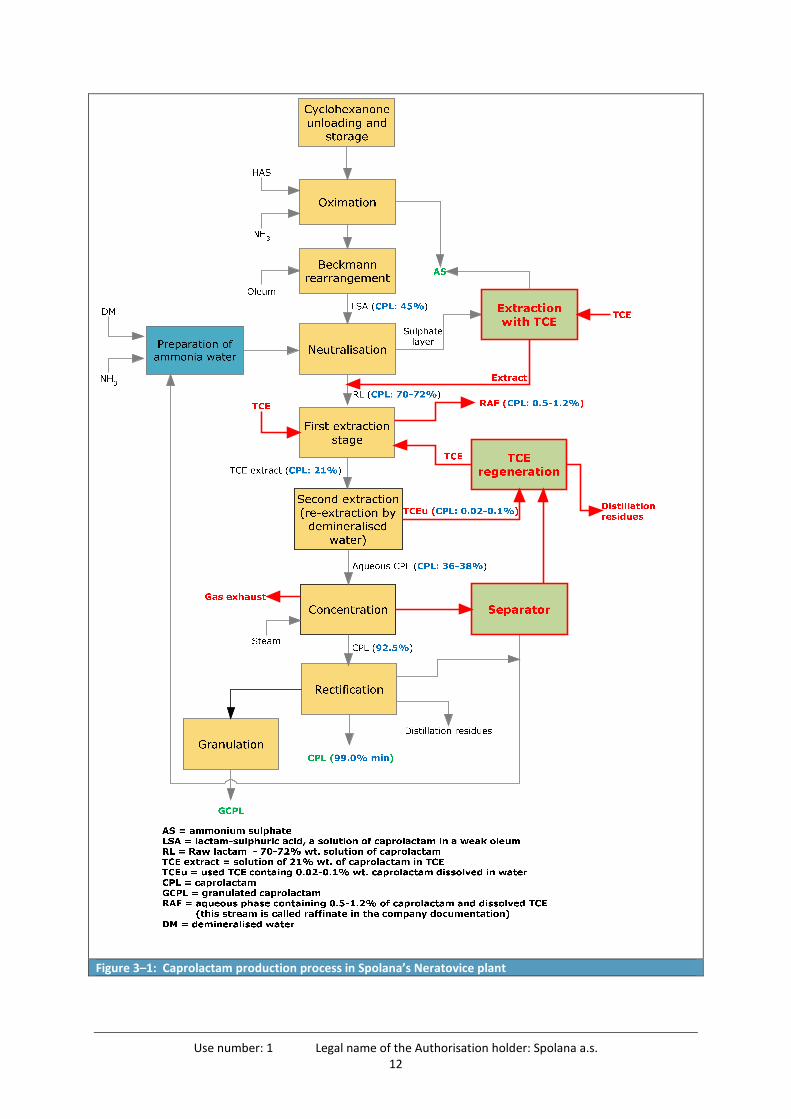
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 12
Figure 3–1: Caprolactam production process in Spolana’s Neratovice plant

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 13
3.1.3 Role of TCE in the manufacture of caprolactam
Transportation and use of TCE in the extraction of caprolactam
TCE is transported by rail to the Neratovice plant and it is transferred from the rail tanker to a storage tank. To avoid overpressure during filling, this system is secured by connecting the storage tank to the operating reservoir to provide overflow and recycling of TCE vapours. TCE is pumped to the operating reservoir (“TCE tank” in Figure 3–2) from the storage tankers as needed.
As explained above, TCE is used as an extraction solvent and it flows in a continuous closed loop at Spolana’s plant. Extraction is taking place in two steps, illustrated in Figure 3–2:
1. The first step takes place in vibration extractors and starts with the crude lactam phase (70-72% caprolactam in water in the presence of ammonium sulphate and impurities) to be stripped being introduced at the bottom part of the extractor whereas TCE is introduced at the top. TCE selectively extracts caprolactam from the aqueous phase and the product at the bottom of the extractor is an organic extract of caprolactam in TCE at a concentration of 19-21%. On the other hand, the top of the extractor produces an aqueous raffinate (with a small content of caprolactam of 0.5-1.2% wt.) which is sent to a stripping column where it is counter-currently stripped with steam. This stripping process generates a number of outputs:
a. The stripped aqueous raffinate which still contains some TCE flows into wastewater that is directed to the on-site wastewater treatment plant;
b. Steam condensate which contains TCE is led to further processing; and
c. Output gas from vacuum pump is led into absorption column C14 where TCE is absorbed into aqueous solution of caprolactam (62%) obtained from the third stage of concentration unit. Absorption solution is then returned back to column C10, where TCE is removed by stripping (these detailed steps are not included in the figure for reasons of simplicity). The gas output from column C14 in the concentration unit is released to the atmosphere, as per Spolana’s IPPC permit.
Looking back at the main product of the first extraction step, the caprolactam extract in TCE is washed with a small amount of demineralised water to remove dirt, thus the aqueous wash liquid is separated and the extract is led into the second extraction step.
2. The second step involves the re-extraction of caprolactam into demineralised water (which can also be described as the back-extraction of TCE). In this second vibration extraction column, the TCE + caprolactam extract is introduced at the top of the column while demineralised water is introduced counter-currently at the bottom. The aqueous extract generated at the top contains 36-38% caprolactam, while, at the bottom, an organic raffinate of TCE and impurities is generated. TCE depleted of extracted caprolactam is sent to a used TCE reservoir (“TCEu tank” in Figure 3–2). It is subsequently distilled to regenerate it (see below).
Regeneration of TCE
The TCE flow from the bottom of the second extraction column which contains a small percentage of caprolactam (0.02-0.1%) is first concentrated to partly clean it and is then sent to the used TCE reservoir. 40-60% of TCE in the used TCE reservoir is sent to be regenerated in columns provided with circulation reboilers. TCE vapours are condensed in heat exchangers and then flow to the

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 14
operating reservoir (TCE tank). The residues from the continuously operating column are collected in a residues tank. Residues from regeneration are then distilled in a batch-operating column and the rest is collected by an external company responsible for their disposal. The external company pumps the waste directly from the residues tank. The remaining 60-40% of used TCE is mixed with the regenerated TCE and is used as the extraction solvent in the first caprolactam extraction column, as described above6.
Figure 3–2: Flow of TCE in Spolana’s Neratovice caprolactam manufacturing plant
3.1.4 Technical feasibility criteria
Rationale
In order to understand the significance of the selected technical feasibility criteria as clearly as possible, it is important to consider what the purpose of extraction is. Extraction is a separation method based on the separation of two components of a mixture by adding a further component (extraction solvent, in this case TCE) which is immiscible with the original mixture or partially miscible. The basis of extraction is the establishment of phase equilibrium between the components of the original (aqueous) mixture and the (organic) extraction solvent. The choice of solvent critically depends on the character of the substance(s) to be extracted.
6 The purpose of TCE regeneration is to keep undesirable organic compounds at a level suitable for the extraction process and quality of caprolactam. The regeneration of 40–60% of used TCE coming from the second step of caprolactam extraction is sufficient for this purpose.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 15
It is important that phase equilibrium can be established at the smallest possible consumption of extraction solvent, with the greatest possible yield of caprolactam and the lowest possible yield of specific impurities (organic substances, water and ammonium sulphate in the case of Spolana).
Technical feasibility criteria were derived from the parameters of TCE’s use in Neratovice based on Spolana’s own knowledge and through analysis of data gathered from literature searches. TCE is only used as a solvent in a production process and does not play an intentional direct role in the caprolactam final product (although the choice of extraction solvent may affect the quality of the final caprolactam and ammonium sulphate products). As such, consultation with other actors along the supply chain was not deemed necessary for the generation of the technical feasibility criteria.
The following paragraphs explain which technical feasibility criteria are currently met by TCE and thus need to ideally be met by alternatives and set the frame for (a) the screening of potential alternatives known to Spolana and/or identified in the literature, and (b) the assessment of technical feasibility of the shortlisted possible alternatives.
Description of technical feasibility criteria
In total, eleven criteria are considered of relevance to the use of TCE and its potential substitution. These can be distinguished into two sub-sets of criteria:
Feasibility criteria which describe to Spolana’s ability to continue its efficient production of caprolactam, without any/major modifications to the production plant, process or equipment; and
Feasibility criteria which, whilst relevant to technical or technological aspects of Spolana’s manufacturing process and unit, mostly have a profound influence on the economics of production.
The first sub-set includes eight criteria of a technical nature:
Technical feasibility criterion 1 – Solvent extraction efficiency: in liquid-liquid extraction, extraction efficiency is the percentage of solute (in this case, caprolactam) moving from one phase (water) to the other (TCE). This is determined by the equilibrium constant for the solute’s partitioning between the phases and any other reactions involving the solute. In the case of caprolactam extraction by TCE, extraction efficiency is dependent mainly on the concentration of caprolactam in raffinate, and subsequently in wastewater. Extraction efficiency also incorporates loses during the extraction process. Naturally, the extraction efficiency of an alternative solvent needs be as high as possible;
Technical feasibility criterion 2 – Solvent loading capacity for caprolactam: loading capacity is the maximum concentration of solute (caprolactam) that a solvent (TCE or an alternative for TCE) can contain under specified conditions7. In practical terms, for an efficient extraction process the maximum solubility of caprolactam in an alternative extraction solvent needs be similar to that of TCE. According to the technological process used by Spolana the solvent loading capacity for caprolactam should be about 20%; the value is set so that the extraction efficiency can be optimal with respect to the current operating conditions and customer requirements. Loading capacity also links to the selectivity of the solvent, based on the Liebig rule “similar dissolves similar”, i.e. its ability to separate
7 See definition by IUPAC here: http://goldbook.iupac.org/L03599.html (accessed on 13 September 2016).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 16
substances based on the particular parameter (e.g. solubility, boiling point, volatility, molecular size). The selectivity of the solvent is particularly important with respect to the purity of the final caprolactam product, i.e. the absence of impurities. Loading capacity and selectivity vary between each solvent and solute. Generally, it could be said that a solvent with a high loading capacity has low selectivity and vice-versa;
Technical feasibility criterion 3 – Solvent viscosity: the viscosity of the extraction solvent needs to be low. Higher viscosity in the continuous phase results in higher drag coefficients for drops, and higher viscosity in the dispersed phase results in higher power requirements for drop breakage. Lower viscosity in the continuous phase results in a reduced resistance for traveling of drops and is helpful for phase separation (Cato, 2016). The value of viscosity needs not exceed that of TCE, which stands at 0.55 mPa.s at 30 °C. It must be noted that, in the chemical industry, most of the equipment is made-to-measure taking into account both the physicochemical characteristics of the media that flow through the equipment, and the processes carried out in these equipment (physical or chemical). Thus, the physicochemical characteristics of the media are taken into account in designing pipe diameters, pump performances, column packing, etc. Therefore, any change in the physical characteristics of the media in the existing equipment ultimately has a negative impact on the efficiency of the whole unit, which is greater the larger the change in those physicochemical characteristics is. For example, increasing of viscosity from the value 0.55 mPa.s to 0.65 mPa.s would mean an increase of pressure loss in a straight pipe of 18.2% in the ideal case of laminar flow with a uniform velocity profile when the relationship between viscosity and the size of pressure loss is linear. In reality, where turbulent flow is observed, then the difference will be even higher. In addition, the viscosity influences the formation of solvent droplets in the extractor; more specifically, it affects their size, which in turn has an influence on extraction efficiency. Determining a threshold value for viscosity could only be achieved through a detailed chemical engineering recalculation of the entire section of extraction, which is currently not possible for either Spolana or its cooperating partners;
Technical feasibility criterion 4 – Solvent density: the density of the solvent is one of the most critical technical feasibility criteria as it defines the rate of establishment of phase equilibrium and separation of caprolactam and the solvent (TCE and its alternatives) in the two liquid-liquid extraction steps. The density is also very important for the effectiveness of this process. Research has indicated that the density difference between the solvent and caprolactam must be at least 0.2 kg/l to allow for quick establishment of phase equilibrium (van Delden, 2005). TCE meets this criterion. A lower difference in densities would result in longer times needed for the separation of the organic and water phases, causing a reduction in the flow of the extraction column or else the capacity of the extraction column would need to be increased.
Nevertheless, this density difference of 0.2 kg/l is only one of the aspects of extraction, from an engineering perspective, it could be addressed if its magnitude was not ideal. Density difference of the two phases also plays a significant role on the performance of a real-life extractor when the solvent is applied to the extractor head and progresses to bottom by gravity. It is possible that there is some threshold value of solvent density at which the power of the extractor can be tolerated. However, accurate and assured determination of such a threshold would only be possible through a detailed chemical-engineering recalculation of the entire section of extraction;
Technical feasibility criterion 5 – Solvent solubility in water: in order to comply with principle of liquid-liquid extraction, the solvent must be immiscible or only partially miscible with water. It is very important that the chosen solvent dissolves the desired organic
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 17
substance(s) well but does not dissolve (or dissolves very little) the inorganic substances. Furthermore, and considering practical issues, the solubility of the solvent in water has an impact on the quality of the wastewater and determines the necessity of further specific separation steps to improve the quality of the wastewater;
Technical feasibility criterion 6 – Solvent boiling point and recyclability: the boiling point of the extraction solvent is important in two key aspects:
The extraction of caprolactam takes place at a temperature of 15 – 50 °C. The extraction solvent must thus be in the liquid phase within this temperature range to avoid boiling during the extraction process. At 50 °C, the caprolactam solution and the solution of ammonium sulphate are separated from the ternary system water-caprolactam-ammonium sulphate. Therefore, it is impossible to use a solvent with a boiling point below 50 °C;
The boiling point is important in the recycling of the solvent itself. In Spolana’s Neratovice plant TCE is regenerated by distillation. The use of an extraction solvent with a boiling point higher than TCE would lead to increased energy consumption (i.e. increased steam consumption during the distillation process), which is contrary to the requirements of the implemented standard ISO 50001, as well as increased generation of wastewater and emissions;
Technical feasibility criterion 7 – Flammability: Spolana’s Neratovice plant has been designed to operate with a non-flammable extraction solvent. The use of a flammable solvent as a replacement for TCE would be impossible within the existing plant and would require equipment and process changes in order to comply with safety regulations and to minimise the risk of fire both during normal operation and upset/maintenance phases. If TCE were to be replaced by a flammable solvent (say, toluene or benzene), Spolana’s manufacturing process would mean that those flammable solvents would face a hold-up in the system in the range of tens of tonnes and at temperatures well above their flash point (by way of example, the flash point benzene is -11 ° C and that of toluene is 4 ° C); and
Technical feasibility criterion 8 – Compatibility with existing process requirements: when selecting an alternative extraction solvent, it is important that the replacement of TCE only impacts upon the extraction step rather than having an impact on the wider caprolactam manufacturing process currently used by Spolana in Neratovice, for example changes in solvents recyclability might require rearrangement of the pipelines, construction of another column, etc., or a change in the further processing of caprolactam, particularly in view of the purity of the final product. In addition, the corrosivity of the solvent is an important parameter. A replacement solvent should not be accompanied by corrosivity which would necessitate the use of equipment made of corrosion-resistant (i.e. costly) materials.
The second sub-set includes a further three criteria:
Technical feasibility criterion 9 – Feedstock requirements: the use of existing feedstock (cyclohexanone oxime in an oleum) and conventional Raschig technology is very important criterion for the selection of suitable alternative technology due to high costs for construction of, effectively, a new plant based on a new technology;
Technical feasibility criterion 10 – By-product(s) of caprolactam manufacture: ammonium sulphate, a by-product of caprolactam manufacture, is one of the main commodities produced for sale by Spolana under the SPOLSAN® brand. SPOLSAN® is a white to grey-white (or grey-pink) crystalline compound sold as a commercial fertiliser. In recent years,
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 18
especially in connection with the desulphurisation of power plants, ammonium sulphate has become increasingly important for fertiliser containing sulphur and ammoniacal nitrogen. It is important that the caprolactam manufacturing process continues to generate ammonium sulphate as a by-product to the maintain status quo in Spolana’s product portfolio; and
Technical feasibility criterion 11 – Process energy consumption: a low energy consumption of the caprolactam manufacturing technology is a very important criterion for the selection of suitable alternatives due to implementation of the ISO 50001 (Energy Management) standard. This Energy Management System obliges manufacturers to continuously reduce of energy consumption and energy performance.
Threshold value and tolerance ranges for alternatives
To be able to compare TCE to alternative extraction solvents in a systematic, consistent and quantitative manner, for each of the above technical feasibility criteria acceptability threshold values and tolerance ranges have been developed. These are presented in Table 3–1.
Other criteria not further elaborated
For completeness, it would also be useful to note that other technical feasibility criteria might be considered or presented in the literature but are not considered in this analysis. For example:
Some additional criteria might overlap with the criteria above; for instance, vapour pressure, evaporation heat and heat capacity could be considered alongside the boiling point when evaluating the recyclability of the extraction solvent; and
Some criteria would be very difficult to be used for the comparison of extraction solvents; for instance, product contamination is important. Literature notes that specifications for fibre-grade material are extremely severe, so a very low level of impurities has to be left in the extracted caprolactam before its final purification by distillation or crystallisation. From the ammonium sulphate solution treated by solvent extraction, ammonium sulphate is recovered for sale by crystallisation with its quality depending on the level of impurities present after the caprolactam extraction and/or the complexity of the crystallisation section (Alessi et al., 1997). The range of admissible impurities in caprolactam is some ppm. However, Spolana would not be in a position to provide a detailed comparison of the impurity contents of caprolactam and ammonium sulphate between TCE and alternative extraction solvents.
Finally, it is worth mentioning at this point that other selection criteria, which do not relate to technical performance, are of importance such as the toxicological profile of alternative solvents. Spolana would wish to replace, if possible, TCE with a less hazardous substance which will not be accompanied by a CMR 1A/1B hazard classification which could give rise to future regulatory risks.
A summary of the key aspects of the use of TCE by Spolana that reflects the analysis above is provided in the summary Table 3–3.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 19
Table 3–1: Technical feasibility criteria and thresholds/tolerance ranges for alternative extraction solvents # Technical feasibility criterion Result or value achieved by TCE Threshold value or tolerance
(acceptable range) for technical feasible alternatives
Description and notes
1 Solvent extraction efficiency 92% 90 – 95% Extraction efficiency needs to be similar (if not higher than) to TCE or at least not significantly lower than TCE
2 Solvent loading capacity for caprolactam
19 – 20% at 20 °C 19 – 20% at 20 °C The loading capacity for caprolactam must not fall below TCE levels
3 Solvent viscosity 0.55 mPa.s at 30 °C ≤ 0.55 mPa.s at 30 °C Low viscosity of solvent facilitates the solvent flow for recycling
4 Solvent density Density difference: 0.42 kg/l (TCE density: 1.46 kg/l
Caprolactam density: 1.04 kg/l)
Density difference: >0.2 kg/l Solvent density: >1.24 kg/l and
ideally similar of higher than TCE
If the alternative solvent had a density that is >0.2 kg/l lower than caprolactam (i.e. a density lower than 0.84 kg/l), this would make the solvent less dense than water and this would impact the stratification of the two liquid phases in the extraction columns (in practical terms, new extraction columns would be needed)
5 Solvent solubility in water TCE solubility: 1.1 g/L at 20 °C ≤1.1 g/L at 20 °C
6 Solvent boiling point and recyclability
TCE B.P.: 86.7 °C 50 – 100 °C Extraction of caprolactam takes place at 15 – 50 °C
7 Flammability Non-flammable Flash point: 90 °C
Auto-ignition temperature: 420 °C
Lower explosion limit (%): 7.9 Upper explosion limit (%): 10.5
Absence of flammability hazard classification
8 Compatibility with existing process requirements
N/A No specific threshold No changes to steps other than extraction; avoidance of corrosive solvents
9 Feedstock requirements Method: conventional Raschig Feedstock: cyclohexanone oxime
in oleum
As for TCE
10 By-product(s) of caprolactam manufacture
Ammonium sulphate As for TCE
11 Process energy consumption Steam: '#B, C, G#'''' GJ/t CLP Electricity: '#B, C, G#' MWh/t
caprolactam for the entire caprolactam division
No specific threshold; the lower, the better
Sources: Spolana; European Chemicals Agency: https://echa.europa.eu/information-on-chemicals/registered-substances (accessed on 18 November 2016); PubChem: https://pubchem.ncbi.nlm.nih.gov/ (accessed on 18 November 2016)
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 20
3.2 Market and business trends including the use of the substance
3.2.1 Annual tonnage
Spolana uses TCE in a closed loop and only replenishes the amount of TCE lost during the caprolactam manufacturing process. Spolana has been able to significantly reduce losses of TCE over the last 40 years; currently consumption of the substance is ten times lower than in 1974, as shown in Figure 3–3. The figures of TCE consumption for the period 1974-1998 have been obtained from some old company documents, whilst the figures the period 1999-2017 have been obtained from the company Information System SAP R3, so they are considered very accurate.
Figure 3–3: Long-term TCE consumption in caprolactam manufacture by Spolana
The following table focuses on the figures applicable to the last 10 years. These suggest that the consumption of TCE is 100-200 t/y and is lower than what was presented in the initial AoA; with consumption rate of between 1 and 5 kg per tonne of caprolactam manufactured, the overall tonnage of caprolactam production is between 40,000 and 50,000 tonnes per year.
Table 3–2: TCE consumption and caprolactam manufacture by Spolana between 2008-2017
Year Tonnes of TCE consumed Tonnes of caprolactam
manufactured TCE consumption in kg per
tonne of caprolactam
2006 ''#A# entire table'' ''''''''''''''''' ''''''''''
2007 ''''''''''''''' '''''''''''''''''' '''''''''''
2008 '''''''''''''''' '''''''''''''''''''' ''''''''''
2009 ''''''''''''''' '''''''''''''''''' '''''''''''
2010 '''''''''''''''' ''''''''''''''''' ''''''''''
2011 ''''''''''''''' ''''''''''''''''''' '''''''''''
2012 '''''''''''''' '''''''''''''''''' ''''''''''''
2013 '''''''''''''' ''''''''''''''''''''' ''''''''''
2014 '''''''''''''' '''''''''''''''''' ''''''''''
2015 '''''''''''' '''''''''''''''''''' ''''''''''''
2016 '''''''''''''' '''''''''''''''''''' ''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 21
Table 3–2: TCE consumption and caprolactam manufacture by Spolana between 2008-2017
Year Tonnes of TCE consumed Tonnes of caprolactam
manufactured TCE consumption in kg per
tonne of caprolactam
2017 '''''''''''''''' ''''''''''''''''' '''''''''''
4-year average
ca. 100 ''''' ''''''''''' '''''''''''
40,000-50,000 Between 1 and 5
Source: Spolana
At any one time, during normal operation, the closed loop at the Spolana plant contains 180-200 tonnes of TCE, while the maximum amount in storage is 50 tonnes. Therefore, the maximum amount of TCE on site at any one time is ca. 250 tonnes. This tonnage is notably lower than the 315 tonnes indicated in the initial Application for Authorisation.
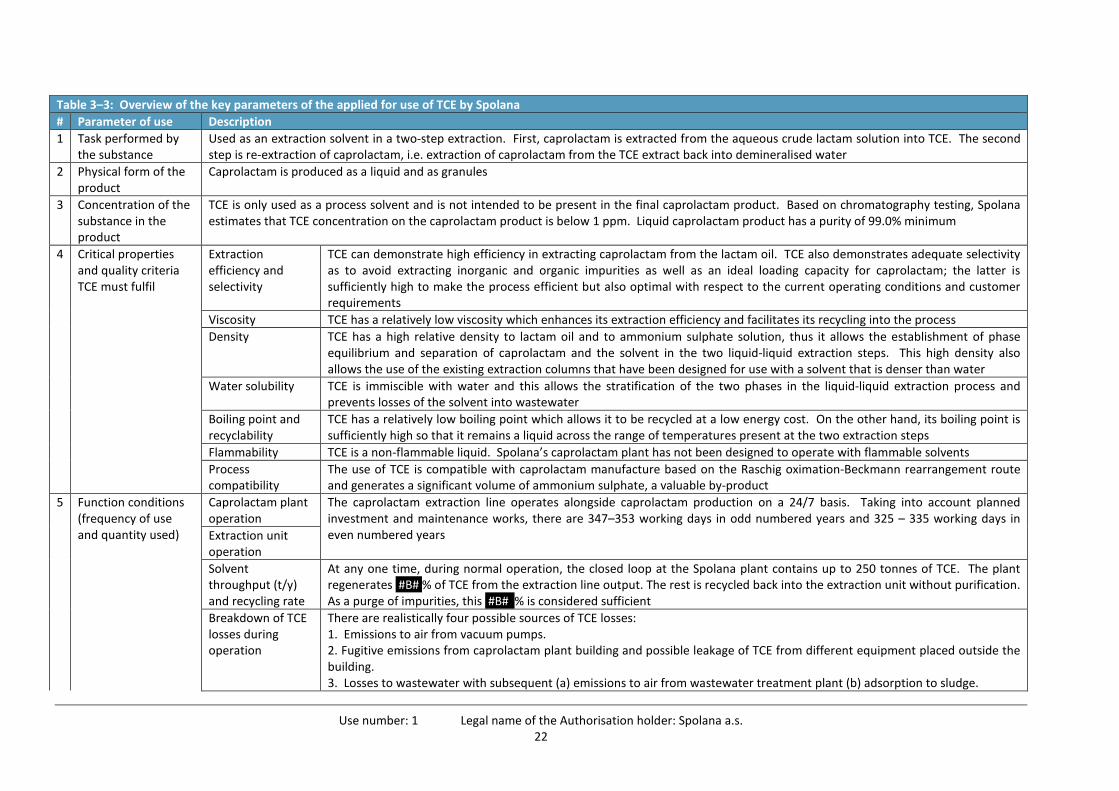
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 22
Table 3–3: Overview of the key parameters of the applied for use of TCE by Spolana
# Parameter of use Description
1 Task performed by the substance
Used as an extraction solvent in a two-step extraction. First, caprolactam is extracted from the aqueous crude lactam solution into TCE. The second step is re-extraction of caprolactam, i.e. extraction of caprolactam from the TCE extract back into demineralised water
2 Physical form of the product
Caprolactam is produced as a liquid and as granules
3 Concentration of the substance in the product
TCE is only used as a process solvent and is not intended to be present in the final caprolactam product. Based on chromatography testing, Spolana estimates that TCE concentration on the caprolactam product is below 1 ppm. Liquid caprolactam product has a purity of 99.0% minimum
4 Critical properties and quality criteria TCE must fulfil
Extraction efficiency and selectivity
TCE can demonstrate high efficiency in extracting caprolactam from the lactam oil. TCE also demonstrates adequate selectivity as to avoid extracting inorganic and organic impurities as well as an ideal loading capacity for caprolactam; the latter is sufficiently high to make the process efficient but also optimal with respect to the current operating conditions and customer requirements
Viscosity TCE has a relatively low viscosity which enhances its extraction efficiency and facilitates its recycling into the process
Density TCE has a high relative density to lactam oil and to ammonium sulphate solution, thus it allows the establishment of phase equilibrium and separation of caprolactam and the solvent in the two liquid-liquid extraction steps. This high density also allows the use of the existing extraction columns that have been designed for use with a solvent that is denser than water
Water solubility TCE is immiscible with water and this allows the stratification of the two phases in the liquid-liquid extraction process and prevents losses of the solvent into wastewater
Boiling point and recyclability
TCE has a relatively low boiling point which allows it to be recycled at a low energy cost. On the other hand, its boiling point is sufficiently high so that it remains a liquid across the range of temperatures present at the two extraction steps
Flammability TCE is a non-flammable liquid. Spolana’s caprolactam plant has not been designed to operate with flammable solvents
Process compatibility
The use of TCE is compatible with caprolactam manufacture based on the Raschig oximation-Beckmann rearrangement route and generates a significant volume of ammonium sulphate, a valuable by-product
5 Function conditions (frequency of use and quantity used)
Caprolactam plant operation
The caprolactam extraction line operates alongside caprolactam production on a 24/7 basis. Taking into account planned investment and maintenance works, there are 347–353 working days in odd numbered years and 325 – 335 working days in even numbered years Extraction unit
operation
Solvent throughput (t/y) and recycling rate
At any one time, during normal operation, the closed loop at the Spolana plant contains up to 250 tonnes of TCE. The plant regenerates '#B#'% of TCE from the extraction line output. The rest is recycled back into the extraction unit without purification. As a purge of impurities, this '#B#''% is considered sufficient
Breakdown of TCE losses during operation
There are realistically four possible sources of TCE losses: 1. Emissions to air from vacuum pumps. 2. Fugitive emissions from caprolactam plant building and possible leakage of TCE from different equipment placed outside the building. 3. Losses to wastewater with subsequent (a) emissions to air from wastewater treatment plant (b) adsorption to sludge.
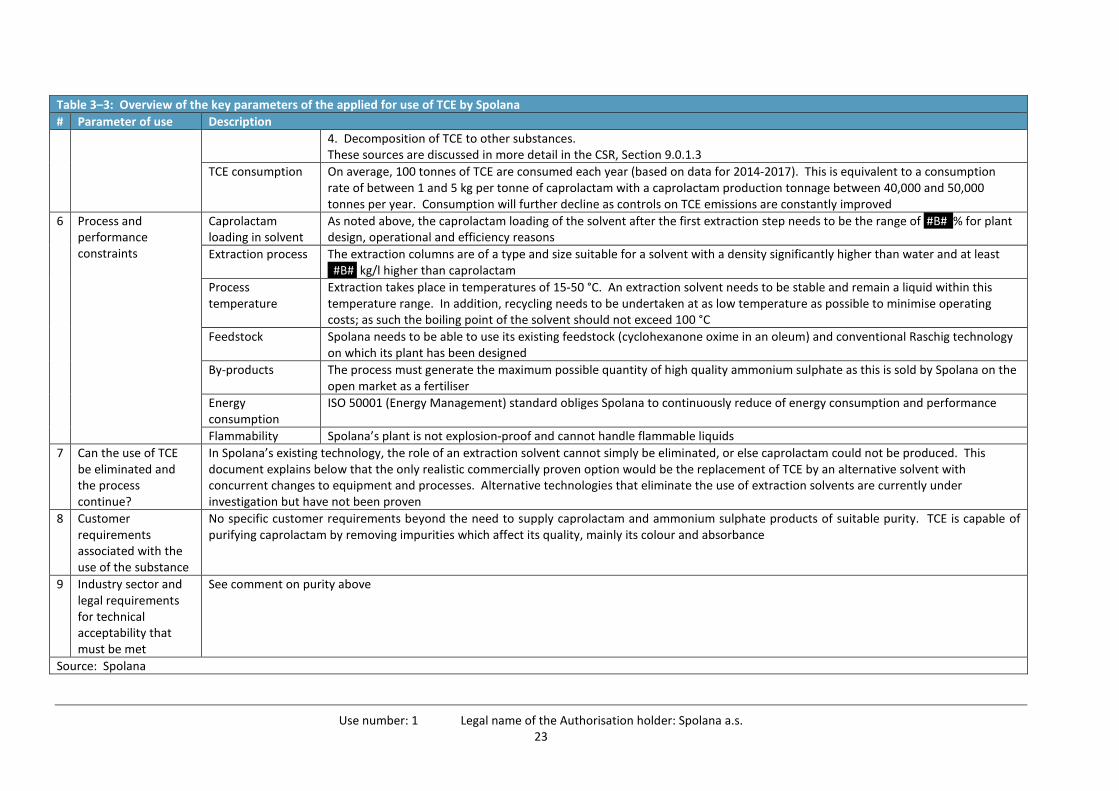
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 23
Table 3–3: Overview of the key parameters of the applied for use of TCE by Spolana
# Parameter of use Description
4. Decomposition of TCE to other substances. These sources are discussed in more detail in the CSR, Section 9.0.1.3
TCE consumption On average, 100 tonnes of TCE are consumed each year (based on data for 2014-2017). This is equivalent to a consumption rate of between 1 and 5 kg per tonne of caprolactam with a caprolactam production tonnage between 40,000 and 50,000 tonnes per year. Consumption will further decline as controls on TCE emissions are constantly improved
6 Process and performance constraints
Caprolactam loading in solvent
As noted above, the caprolactam loading of the solvent after the first extraction step needs to be the range of '#B#''% for plant design, operational and efficiency reasons
Extraction process The extraction columns are of a type and size suitable for a solvent with a density significantly higher than water and at least ''#B#' kg/l higher than caprolactam
Process temperature
Extraction takes place in temperatures of 15-50 °C. An extraction solvent needs to be stable and remain a liquid within this temperature range. In addition, recycling needs to be undertaken at as low temperature as possible to minimise operating costs; as such the boiling point of the solvent should not exceed 100 °C
Feedstock Spolana needs to be able to use its existing feedstock (cyclohexanone oxime in an oleum) and conventional Raschig technology on which its plant has been designed
By-products The process must generate the maximum possible quantity of high quality ammonium sulphate as this is sold by Spolana on the open market as a fertiliser
Energy consumption
ISO 50001 (Energy Management) standard obliges Spolana to continuously reduce of energy consumption and performance
Flammability Spolana’s plant is not explosion-proof and cannot handle flammable liquids
7 Can the use of TCE be eliminated and the process continue?
In Spolana’s existing technology, the role of an extraction solvent cannot simply be eliminated, or else caprolactam could not be produced. This document explains below that the only realistic commercially proven option would be the replacement of TCE by an alternative solvent with concurrent changes to equipment and processes. Alternative technologies that eliminate the use of extraction solvents are currently under investigation but have not been proven
8 Customer requirements associated with the use of the substance
No specific customer requirements beyond the need to supply caprolactam and ammonium sulphate products of suitable purity. TCE is capable of purifying caprolactam by removing impurities which affect its quality, mainly its colour and absorbance
9 Industry sector and legal requirements for technical acceptability that must be met
See comment on purity above
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 24
3.2.2 Spolana operations of relevance to this review report
Historical context and overview of current operations
For the better understanding of Spolana’s current situation, it is useful to look into the past operations of the company.
The main development of chemical industry in Neratovice started during World War II and continued mainly during the Communist era. The economic efficiency of the production was not the most important factor in a centrally planned economy, whilst independence from imports of goods from non-socialist countries was a priority. This was the driving force for the construction behind the Iron Curtain of industrial plants with relatively small production capacities and operational costs often higher than the prices of goods produced.
In the period of 1947–1989 SPOLANA a.s. NERATOVICE became a large chemical plant with its own power station, waterworks plant, wastewater treatment plant, disposal of industrial and toxic wastes, large maintenance workshop and a river port. The Spolana site has an area of 152.9 ha (1.53 km2) and contains are more than 600 different objects (buildings, etc.) and 40 km of railway tracks. At the end of the Communist era, Spolana’s product portfolio comprised:
PVC in a form of powder, pellets and dry-blends;
NaOH, chlorine in gaseous and liquid form;
Hydrochloric acid; Sodium hypochlorite Chlorine lime; Brines; Ferric chloride; Cupric chloride; Viscose staple fibre; Sodium sulphate; Artificial sweeteners;
Caprolactam in flakes and melted form;
Ammonium sulphate; Sulphuric acid; Crop protection agents; Forest protection agents; Pesticides produced under licence; Pure chemicals (chemicals for
laboratory use included); Prostaglandins (intermediates for
veterinary and human medicine); and Disinfecting agents.
Around that time, the preparation of the construction of -olefins production started in 1988. The production unit was based on Chevron technology and was completed in 1992. At its peak, Spolana had 4,203 employees.
In the period 1992–2006 the economically inefficient production of certain products was phased out (pure chemicals, ferric chloride, cupric chloride, viscose staple fibre), some other units were converted into daughter companies and ultimately sold (prostaglandins, crop protection agents, forest protection agents, pesticides).
The most modern Spolana’s plant – the one producing α-olefins - was shut down for economic reasons in July 2003. The original idea behind the construction of that unit was based on an intergovernmental agreement between the Soviet Union and the Czechoslovak Socialist Republic. In practical terms, the entire production was intended for export to the USSR and would be paid for by natural gas supplies. When the construction was completed and unit started to produce α-olefins, both parties to the agreement had ceased to exist. Thus, Spolana had to redirect its intended market target from the USSR to Western European countries. Unfortunately, there was not sufficient demand to allow the efficient utilisation of the production capacity installed in Neratovice and the unit never generated a profit.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 25
In recent times, Spolana’s sales portfolio has comprised the following products (note that as of the date of submission of this review report, caustic soda and sodium hypochlorite are not produced as a result of the temporary stoppage of the operation of the chlor-alkali plant in Neratovice):
PVC in a powder form; Caprolactam; Ammonium sulphate; Caustic soda;
Hydrochloric acid; Sodium hypochlorite; Sulphuric acid; and Oleum
The linkages between the different production units are shown in Figure 3–4. Hydrochloric acid and sodium hypochlorite are not produced on purpose, but as a result of environmental protection measures and their sales are marginal and thus are not considered further in this document8. The company concentrates mostly on export of its products. In 2016, Spolana derived ''#C#''''% (range: 75-100%) of its revenues from sales of chemical products to EEA-based customers ''#C#'' ''''''''''' ''''''''''''''''''' '''''''''''''''''''''' ''''' ''''' ''''''' ''''''' ''''''''''''''''''' '''' '''''' ''''''' '''' ''''''''''''' ''''''' '''''' '''''''''. The aim of the company is to bring its goods to the markets of EEA countries with the lowest logistics-related costs possible.
Figure 3–4: Linkages between chemical production units of Spolana
8 Hydrochloric acid is used in chemical industry and also for acid pickling of metals, while sodium hypochlorite is used for the treatment of water for human consumption and production of disinfectants.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 26
To reduce the costs associated with running its large site, Spolana currently offers the free facilities (buildings, etc.) for use to external companies9. As such, the Neratovice site is split into two parts:
A chemical park with an area of 79.4 ha; and A commercial zone with an area of 73.5 ha. The chemical park and commercial zone are
physically separated by a fence.
Figure 3–5: Chemical park (purple) and commercial zone (green) in Neratovice
External companies use hired facilities partly for chemical production, partly for production of products other than chemicals and partly for storage; some of them are active as suppliers of services to Spolana. Some of these external companies even bought from Spolana the buildings necessary for their activities. Spolana supplies external companies with electric power, heat, different types of water10 and natural gas. Spolana also provides security guarding for the entire site and processes the wastewater of these external companies. In addition to the companies operating in the area, Spolana supplies electric power to eighteen companies located outside its premises, heat to two companies and water to six companies.
At the present time, forty companies operate from rented buildings and six from their own within the Neratovice site. Spolana currently employs ca. 700 people and there are another 900 employees working for other companies within the site. Facility management is carried out by outsourcing from the parent company Unipetrol RPA.
It is also important to note a recent change to Spolana’s ownership that took place in 2016. Unipetrol RPA bought Spolana back from Anwil SA. Unipetrol RPA took over not only 100% of Spolana’s shares but also responsibility for some activities previously carried out by Anwil SA, among
9 See http://www.spolana.cz/En/ServicesAndProductionFacility/Pages/default.aspx (accessed on 16 August 2017).
10 Spolana can supply external companies with following types of water: (a) filtered water, (b) clarified water, (c) service water (clarified water with the addition of sodium hypochlorite), (d) demineralised water, (e) circulating cooling water, and (f) drinking water (from an external source).
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 27
other commercial activities. This has had implications on the longer-term plans for the manufacture and sale of chemical products by Spolana, as will be discussed later.
Chemicals manufactured by Spolana in Neratovice
Caprolactam
TCE is used in the manufacture of caprolactam. As shown in Table 3–2, Spolana manufactures on average 40-50 ktonnes of caprolactam each year. Fluctuations in the manufacturing tonnages have been noted over the years. For instance, 2002 and 2013 were not typical years because of flooding incidents occurring in Neratovice which led to long shutdowns of the entire company. In addition, production of caprolactam in 2008-2009 was heavily influenced by the global financial crisis and the consequent lower market demand.
Ammonium sulphate and its links to caprolactam manufacture
The generated solution of ammonium sulphate is a by-product of the caprolactam plant. Cessation of caprolactam production would also mean the loss of ''#B# ''''' ktonnes/y (range: 200-300 ktonnes/y) of ammonium sulphate which is sold to customers for use as a fertiliser.
Sulphuric acid and oleum and their links to caprolactam manufacture
Table 3–4 summarises the inputs, outputs and most recent capacity utilisation figures for sulphuric acid, oleum and the remaining chemical products of Spolana in Neratovice.
Whilst from a purely technical point of view, it would be theoretically possible to run the sulphuric acid unit independently of the caprolactam unit (i.e. whether caprolactam is being manufactured or not), the economies of such independent production would be unviable.
Firstly, the operation of sulphuric acid unit is constrained by a minimum output level per hour '#B#'' ''''''''''''' '''''' '''''''''''. The amount of produced sulphuric acid at this minimal output level exceeds the amount of sulphuric acid currently sold on the market. By reducing sulphuric acid production from today's level to a level corresponding to the minimum output, the operating cost would increase by ''#C#' ''''''' per tonne. At the same time, the net profit generated by sulphuric acid sales is ''#C#' ''''''' per tonne (see Table 3–19). Hence, sulphuric acid production would run at a loss.
Secondly, captive consumption of sulphuric acid by the caprolactam plant represents '#B#'% (range: 25-50%) of the sulphuric acid manufactured by Spolana. Sulphuric acid production is dependent on the continued manufacture of caprolactam as the amount of sulphuric acid used internally in caprolactam manufacture is not possible to sell on the open market. This is because there is significant overcapacity of sulphuric acid production in the Czech Republic for historical reasons (uranium mining). Spolana would be able to sell its sulphuric acid product only at dumping prices, i.e. at significant loss. In addition, the sulphuric acid unit is not technically able to run at a low utilisation rate in alignment to external sales opportunities, therefore, cessation of caprolactam manufacture would signal the cessation of sulphuric acid production too.
Thirdly, shutdown of operations would precipitate a significant remediation/decontamination cost (details of these costs are discussed in Section 4.2.9). The avoidance of this cost incentivises Spolana to continue to manufacture the substance.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 28
Table 3–4: Operations of Spolana that are interconnected or affected by the operation of the caprolactam
Relevant unit and/or production process
Products (output) of the Unit
Production capacity Capacity utilisation in 2016
Inputs Inputs produced/supplied internally by Spolana
Ammonium sulphate plant
- Ammonium sulphate
''#B#''' ktonnes/y (range: 200-300
ktonnes/y)
'#B#'% (>75%)
- 42% solution of ammonium sulphate in water
- Steam - Electricity - Ammonia - Sulphuric acid from chlorine
drying
- 42% solution of AS in water - Steam - Electricity - Ammonia - Sulphuric acid from chlorine
drying
Production of sulphuric acid and oleum
- Sulphuric acid - Oleum
'#B#' ktonnes/y (100% sulphuric acid)
(range: 100-200 ktonnes/y)
'#B#''''% (<75%)
- Sulphur - Filtered water - Clarified water - Feeding water - Electricity
- Filtered water - Clarified water - Feeding water - Electricity
Chlor-alkali plant - Chlorine - NaOH - NaOCl
'#B#''' ktonnes/y Cl2
(range: 50-100 ktonnes/y)
(capacity will increase to '#B#'' ktonnes/y Cl2
after 2021)
''#B#''''%* (<75%)
- Salt - Demi water - Steam - Electricity (AC and DC) - Cooling water - Sulphuric acid
- Demi water - Steam - Electricity (AC and DC) - Cooling water - Sulphuric acid
PVC plant - PVC - HCl
''#B#''' ktonnes/y PVC (range: 100-200
ktonnes/y) #B#' ktonnes/y HCl
(range: 1-10 ktonnes/y)
''#B#'%* (<75%)
- Ethylene - EDC (from November 2017)
- Chlorine (until November 2017)
Source: Spolana * an accident that occurred at Unipetrol RPA’s ethylene plant in Litvínov (Czech Republic) in August 2015 caused significant problems with the manufacture of (primarily) PVC and NaOH/Cl2 in Neratovice in the period August 2015-September 2016

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 29
Finally, the sulphuric acid manufacturing unit is also significant producer of heat due to very high exothermic character of sulphur combustion. Spolana’s sulphuric acid unit produces ''#B#'' tonnes of steam per hour at a temperature of 245 °C and pressure of 2.1 MPa. This corresponds to '#B#' GJ/h of heat (''#B#'''''''' TJ/y) and its wattage is about '#B#'' MW. If the sulphuric acid unit were to be shut down for economic reasons, problems would arise with the delivery of heat to the rest of the site. In practice, shutting down the unit would mean a significant investment on a new boiler and the necessity to control emissions of pollutants from the new heat source (SO2, NOx, etc.). Emissions of these substances from the sulphuric acid manufacturing unit are very small due to the character of the technology used (conversion of SO2 to SO3 is almost 100% and absorption of SO3 into diluted sulphuric acid is one of the main and most important parts of technology).
Chlor-alkali plant and its links to caprolactam manufacture
Spolana operates a chlor-alkali plant in Neratovice which generations sodium hydroxide and chlorine. Sulphuric acid produced by Spolana is used at its chlor-alkali plant for chlorine drying11 and consequently neutralised and treated at the ammonium sulphate plant. If caprolactam manufacture were to cease, the production of ammonium sulphate production would simultaneously cease, so there would be no possibility for treating spent sulphuric acid in the ammonium sulphate unit which also acts as a regeneration unit of used sulphuric acid. The consumption of sulphuric acid in chlorine drying is too small to keep the sulphuric acid plant viable.
PVC manufacture and its links to caprolactam manufacture
Spolana produces polyvinyl chloride (PVC) using chlorine from the chlor-alkali plant. The PVC plant does not have a direct technical dependence on the manufacture of caprolactam in Neratovice.
3.2.3 Markets and relevant supply chains
Caprolactam market
Spolana’s suppliers
Spolana has a small number of suppliers of raw materials used in the manufacture of caprolactam, namely TCE, cyclohexanone, ammonia and sulphur, as shown in the table below. All suppliers ''#C#
for entire Section 3.2.3 unless otherwise stated''''''' ''''''' '''''''''' '''''''''' ''''''' ''''''''''''''' '''''' ''''''''''''''' '''''''''''''. TCE in particular is sourced from suppliers in ''''''''''''' ''''''' ''''''''''''''''''''
Table 3–5: Suppliers of raw materials for caprolactam production by Spolana
Material sourced upstream Number of suppliers Location (country)
TCE ''' '''''''''''''''' '''''''''''''''''
Cyclohexanone ''' ''''''''''''''''''' ''''''''
Ammonia ''' ''''''''''' '''''''''''''''''' ''''''''''''''
Sulphur ''' '''''''''' '''''''''''''''' ''''''''''''
Source: Spolana
Spolana’s customers
Spolana’s customers for caprolactam are to be found within the PA-6 manufacturing industry and can be distinguished between distributors and direct downstream users-customers. Whilst in the
11 The most common process for drying chlorine gas is the absorption of the residual water vapour in concentrated sulphuric acid.
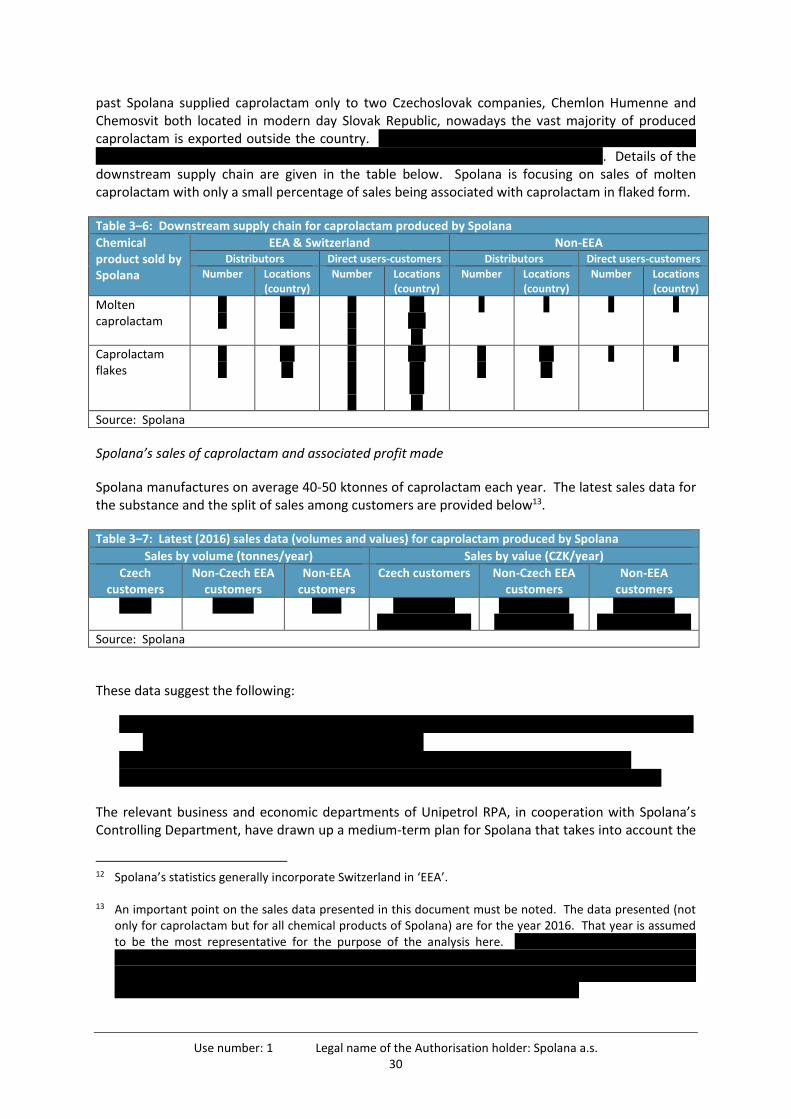
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 30
past Spolana supplied caprolactam only to two Czechoslovak companies, Chemlon Humenne and Chemosvit both located in modern day Slovak Republic, nowadays the vast majority of produced caprolactam is exported outside the country. '''12'''''''''''' ''''''' ''''' '''''''''''' ''''''''''''''''''''' '''''''''''''' ''''''''''''' ''''''' ''''''''' ''''''' ''''''' ''''''''' ''''' ''''''''''''' ''''''''''''''' '''''''''''''''''''' ''''''''''' '''' '''''''''''''' ''''''' ''''''''''''. Details of the downstream supply chain are given in the table below. Spolana is focusing on sales of molten caprolactam with only a small percentage of sales being associated with caprolactam in flaked form.
Table 3–6: Downstream supply chain for caprolactam produced by Spolana
Chemical product sold by Spolana
EEA & Switzerland Non-EEA Distributors Direct users-customers Distributors Direct users-customers
Number Locations (country)
Number Locations (country)
Number Locations (country)
Number Locations (country)
Molten caprolactam
''' '''
''''' '''''
''' ''' '''
''''' '''''' ''''
'' '' '' ''
Caprolactam flakes
''' '''
''''' ''''
''' ''' ''' '''
'''''' ''''' ''''' ''''
''' '''
''''' ''''
'' ''
Source: Spolana
Spolana’s sales of caprolactam and associated profit made
Spolana manufactures on average 40-50 ktonnes of caprolactam each year. The latest sales data for the substance and the split of sales among customers are provided below13.
Table 3–7: Latest (2016) sales data (volumes and values) for caprolactam produced by Spolana
Sales by volume (tonnes/year) Sales by value (CZK/year)
Czech customers
Non-Czech EEA customers
Non-EEA customers
Czech customers Non-Czech EEA customers
Non-EEA customers
''''''''''' '''''''''''''' '''''''''' ''''''''''''' ''''''' '''''''' ''''''''' '''''''''''''
'''''''''''''''''''''''' '''''''' ' ''''''''''''''''
''''''''''''''''''''' ''''''' '''''''' '''''''''''''''
Source: Spolana
These data suggest the following:
The relevant business and economic departments of Unipetrol RPA, in cooperation with Spolana’s Controlling Department, have drawn up a medium-term plan for Spolana that takes into account the
12 Spolana’s statistics generally incorporate Switzerland in ‘EEA’.
13 An important point on the sales data presented in this document must be noted. The data presented (not only for caprolactam but for all chemical products of Spolana) are for the year 2016. That year is assumed to be the most representative for the purpose of the analysis here. '''''''''''''''''''' '''''''''''''''' ''' ''''''''''''''''' '''''''''''''' ''''' ''''''' ''''''''''' ''''''''''''' ''''''' ''''''' ''''''''''''''''''''''''' '''''' '''''''''''''''''' '''''''' ''''' '''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''''''' '''''''''' '''''''' '''''''''''''' '''''''''''''''''' ''' '''''''''''''''''''''' '''''''''''''' '''' ''''''' ''''''''''''''''''''''' '''' '''''''' '''' '''''''''''''''' '''''''''''''''' '''''''''''''' '''''' '''''''''' '''''''''''''''''' '''''''''''' '''''' '''''''''''''''' ''''''''''''' '''''''' ''''''''''''' '''''''''''''''
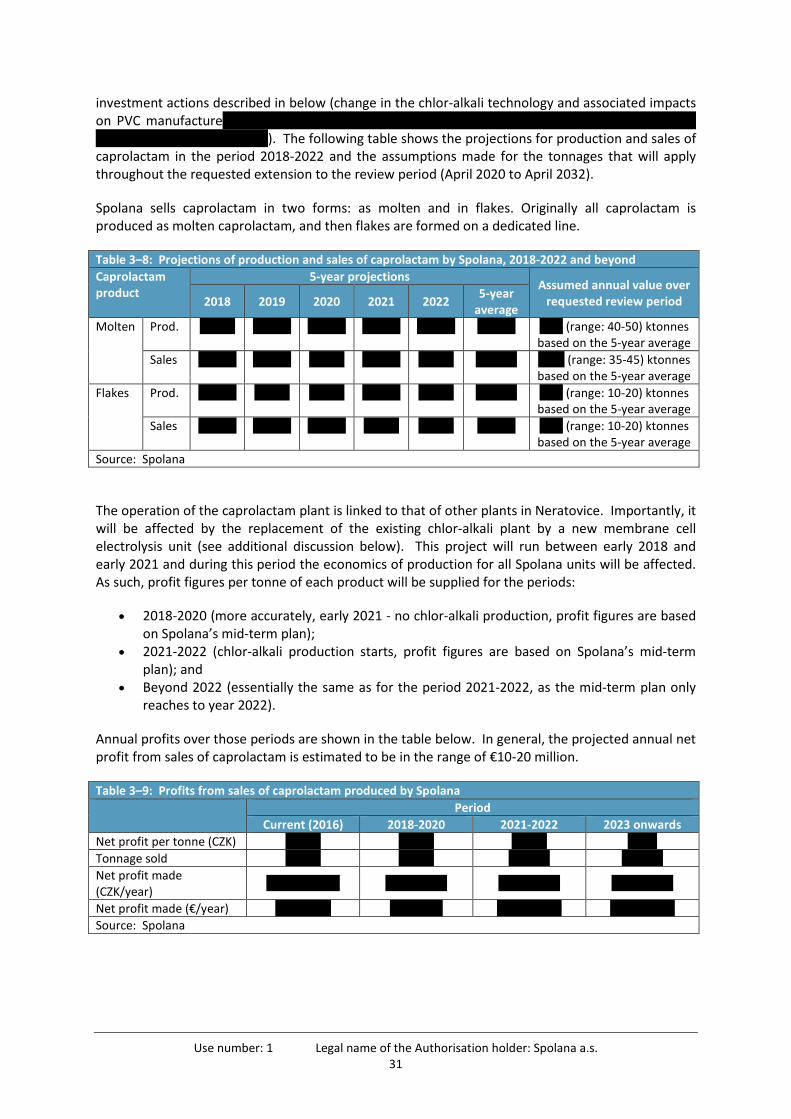
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 31
investment actions described in below (change in the chlor-alkali technology and associated impacts on PVC manufacture' '''''''''''''''''''''' '''' ''''''' ''''''''''''''''''' ''''''' '''''''''' ''''''''''''''''''' '''' ''' '''''''''' '''''''''''''''''''''' '''''''''' ''''''' '' ''''''''' ''''''''''''' '''''''). The following table shows the projections for production and sales of caprolactam in the period 2018-2022 and the assumptions made for the tonnages that will apply throughout the requested extension to the review period (April 2020 to April 2032).
Spolana sells caprolactam in two forms: as molten and in flakes. Originally all caprolactam is produced as molten caprolactam, and then flakes are formed on a dedicated line.
Table 3–8: Projections of production and sales of caprolactam by Spolana, 2018-2022 and beyond
Caprolactam product
5-year projections Assumed annual value over
requested review period 2018 2019 2020 2021 2022 5-year
average
Molten Prod. '''''''''''' ''''''''''''' ''''''''''''' ''''''''''''' ''''''''''''' ''''''''''''' '''''''' (range: 40-50) ktonnes based on the 5-year average
Sales ''''''''''''' ''''''''''''' '''''''''''' ''''''''''''' '''''''''''' '''''''''''''' ''''''''' (range: 35-45) ktonnes based on the 5-year average
Flakes Prod. ''''''''''''' '''''''''''' '''''''''''' ''''''''''''' '''''''''''' '''''''''''''' '''''''' (range: 10-20) ktonnes based on the 5-year average
Sales ''''''''''''' ''''''''''''' ''''''''''''' '''''''''''' '''''''''''' ''''''''''''' '''''''' (range: 10-20) ktonnes based on the 5-year average
Source: Spolana
The operation of the caprolactam plant is linked to that of other plants in Neratovice. Importantly, it will be affected by the replacement of the existing chlor-alkali plant by a new membrane cell electrolysis unit (see additional discussion below). This project will run between early 2018 and early 2021 and during this period the economics of production for all Spolana units will be affected. As such, profit figures per tonne of each product will be supplied for the periods:
2018-2020 (more accurately, early 2021 - no chlor-alkali production, profit figures are based on Spolana’s mid-term plan);
2021-2022 (chlor-alkali production starts, profit figures are based on Spolana’s mid-term plan); and
Beyond 2022 (essentially the same as for the period 2021-2022, as the mid-term plan only reaches to year 2022).
Annual profits over those periods are shown in the table below. In general, the projected annual net profit from sales of caprolactam is estimated to be in the range of €10-20 million.
Table 3–9: Profits from sales of caprolactam produced by Spolana
Period
Current (2016) 2018-2020 2021-2022 2023 onwards
Net profit per tonne (CZK) '''''''''''' '''''''''''' '''''''''''' ''''''''''
Tonnage sold '''''''''''' '''''''''''' '''''''''''''' ''''''''''''''
Net profit made (CZK/year)
''''''''''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''''''
Net profit made (€/year) ''''''''''''''''''' '''''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''''''
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 32
Box 3-1: Predicted sales of caprolactam vs. historical sales of caprolactam
It was shown in Table 3–2 that the 10-year average volume of caprolactam manufactured per year is ''''' '''''''''''' (range: 40,000-50,000) tonnes. This is somewhat lower than the assumed future volumes of caprolactam sold. The reasons for a higher predicted caprolactam manufactured and sold volume are two:
In the period 2018-2019, the revamping of the caprolactam unit will be completed by debottlenecking; this will increase the real production capacity of the unit. This should ensure the possibility of producing the aforementioned increased volume of caprolactam; and
Downstream uses for caprolactam
According to IHS, caprolactam is used primarily in the production of PA-6 fibres and PA-6 engineering resins and films. About 53% of world caprolactam consumption is for PA-6 fibres and 26% is for PA-6 resins and films; the remainder is accounted for by trade in polymer chip (IHS, 2017a).
PA-6 fibres are used in the textile, carpet and industrial yarn industries. Nylon resins are used as engineering plastics, with applications in the automotive industry, specialty film packaging for food, and wire and cabling (IHS, 2017a). More generally, automotive uses are the largest application for nylon resins, accounting for 36% of the nylon resin consumed in 2015 while film and coating consumed about 13% of the global demand for nylon resins in 2015. The primary applications are in flexible packaging for meat and cheese (IHS, 2016b).
The nylon resin market is estimated to be growing at about 3% per year and expected to continue at this rate to 2020. The following pie chart shows world consumption of nylon resins (IHS, 2016b).
Figure 3–6: World consumption of nylon resins in 2015 (IHS, 2017a)
In the next five years, China will account for about 40% of the world’s nylon production and 32% of the nylon resin consumed globally. As nylon producing regions, North America and Western Europe

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 33
are expected to remain, at best, stable. Both are important nylon resin consumers, but both regions are growing at below-average rates (IHS, 2016b).
Global market for caprolactam and Spolana’s position
Spolana is a small player in the global caprolactam market. Based on data from Tecnon Orbichem, Spolana’s capacity represented '''#D#'''''''' (<5%) of Europe’s caprolactam manufacturing capacity and '''#D#'''''''''' (<1%) of global caprolactam capacity in 2015. Due to capacity reduction in Europe (see information on BASF below) and capacity expansion outside Europe, Spolana’s percentages are expected to marginally increase in Europe '''#D#''''' '''''''''' and decrease on the global scale ''#D#''''''' by 2025 (Tecnon Orbichem, 2017). Within the EU, Spolana’s share of manufacturing capacity is ''#D#'''''''' (<5%).
In order of importance (manufacturing capacity), the following EEA countries host caprolactam manufacturing operations:
Belgium (hosting one BASF plant and one Lanxess plant); Germany (hosting one BASF plant and one DOMO Caproleuna plant); The Netherlands (hosting a Fibrant (ex-DSM) plant); Poland (hosting two plants of Grupa Azoty); Spain (hosting one plant by Ube Chemical Europe); The Czech Republic (hosting Spolana’s plant in Neratovice); and Slovenia (hosting one plant of Aquafil14).
There is also significant manufacturing capacity in Belarus and Russia which combined have a capacity ca. ''#D#' times that of Spolana’s plant (Tecnon Orbichem, 2017).
The leading EEA manufacturers are BASF, Fibrant, Lanxess, DOMO Caproleuna and Grupa Azoty. The remaining companies, including Spolana, are smaller regional players.
There are only three plants in the EEA that use TCE for caprolactam extraction: Spolana’s Neratovice plant, DOMO Caproleuna’s plant in Leuna, Germany and Grupa Azoty’s Tarnow plant in Poland. All three companies submitted Applications for Authorisation of this use of TCE in 2014.
Caprolactam is widely traded. Western Europe, Central and Eastern Europe, Japan and the United States send significant quantities to China, Taiwan and the Republic of Korea.
Global capacity of caprolactam manufacture is at all-time high at ca. 7 million tonnes per year and whilst demand has been growing it is now (2017) at ca. 5.5 million tonnes (Kiwoom Securities, 2017). The difference between production capacity and demand has been increasing since 2012 with the development of large overcapacities building up in Asia, particularly China. This overcapacity will continue to drive down the global operating rate for caprolactam.
As a result, capacity reductions are taking place in other parts of the world, Fibrant (formerly DSM) has shut down capacity in the United States (TechSciResearch, 2016), and BASF is in the process of reducing capacity at its Ludwigshafen plant in Germany; BASF has announced that it will gradually reduce capacity by 100,000 tonnes to 400,000 tonnes by April 2018 and plants producing the precursors anolone and oleum will be closed (BASF, 2016). Similarly, Japanese manufacturers have
14 Aquafil is producing BCF (Bulk continuous filaments) by polymerisation of caprolactam obtained from depolymerisation of PA-6 wastes. This process is known as ECONYL®.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 34
also announced cuts to production due to China's increased production and a corresponding drop-off in Chinese imports. Sumitomo Chemical was expected to stop using a production line with a history of roughly 50 years in Ehime Prefecture, western Japan at the end of 2016. This would more than halve domestic capacity, to 85,000 tons a year from the current 180,000 tons (Nikkei, 2016).
China is in a very different situation from the rest of the world, as there is gross oversupply of caprolactam; this is the result of capacity additions during 2011-2016 and additional increases in Chinese capacity during 2016-2115 will drive prices down, although some older units in China may shut down in the near future (IHS, 2017a). These developments mean that whilst Spolana’s position in the EU might marginally improve as BASF is reducing capacity, Chinese exports of caprolactam into Europe are on the rise and are threatening European manufacturing.
In 2016, Chinese consumption of caprolactam accounted for 42% of global demand, up from a 27% share in 2011. Chinese consumption of caprolactam is expected to increase at an average annual rate of 5.5% on strong overall nylon demand growth. Other Asian countries (excluding China but including the Indian Subcontinent) collectively accounted for 24% of the global demand in 2016, with more than half of the volume being consumed in Taiwan. The gradual shifts in nylon 6 textile fibre production to Asia, followed by development in automobile, plastics, and electronics manufacturing away from more industrialised regions, have all contributed to historical growth (IHS, 2017a).
The following pie chart shows world consumption of caprolactam in 2016 as reported by IHS. World consumption of caprolactam is expected to grow at an average annual rate of 2.6% (IHS, 2017a).
Figure 3–7: World consumption of caprolactam (IHS, 2017a)
15 China is increasingly becoming more self-sufficient in caprolactam, with new capacities coming on stream in 2016 and 2017. Luxi Chemical’s new 100,000 mt/year caprolactam plant at Liaocheng in Shandong province was expected to start up in Q1 2017. This comes after 800,000 mt/year of new capacity came on stream in 2016 at six plants owned by Risun, Lubao, Sanding, Luxi Petrochemicals, Shenma and Zhonghua, each with a capacity of 100,000 mt/year, and at a 200,000 mt/year plant owned by Henjia Hexian (Platts, 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 35
The European (and global) caprolactam market is impacted by changes to Chinese demand. In 2015, the market suffered from a declining demand in China, which also influenced the market in Europe. During 2016 the market situation stabilised gradually thanks to increased demand from Asia, which also positively affected the European market (UNIPETROL, 2017). Nevertheless, '''''''' '''' '''''''''''' ''''''''''''''''''' ''''''''''''''' ''''' '''''''''''''''' '''' ''''''''''''''' '''''' ''''''''''''''''''''''''' '''' ''''''''''''''''''''' ''''' ''''' ''''''''' '''' ''''''''''''''''''''' ''''' '''''''''''''''' '''''''''''''''''' '''''''''''''''' '''''' ''' ''''''' '''''''''''''''''''''' '''' '''''''' '''''''''' '''''''''''''' ''''''''''''' '''''' EEA market which since 2016 has been witnessing a high growth due to growing demand from various end user applications. The demand of caprolactam is more due to the popularity of PA-6 in the European market and also because it is mainly used in extrusion applications. The demand for caprolactam is supported by stringent government regulations, increasing pressure for lightweight and durable PA-6, and the need for improving the standard of processing and manufacturing end-products. A recent report suggests a CAGR in the European caprolactam market of 3.1% from 2013 to 2018 with the key driver being the growing demand from the automotive market (Micro Market Monitor, 2016).
'''#D#'' ''''''''''''''' ''' ''''''' '''''''''''''' '''''''''''''''' '''' ''''''''' ''''''''''''''''''' ''''''''''''''''' '''' '''''''''''' '''' '''''' ''''''' '''''''''''''''''''''''''' '''' ''''''''''''''''''''''' ''''''''' ''''''''''''''''' '''''''''''''' '''' '''''''''' ''''''' ''''''''''' '''''''''' '''' '''''''''''''''' ''''''''''''''' '''''''''''''''' '''''''''''''''''''' ''''''''''' ''''''''' '''''' '''''''''''' '''''''''''''''''''''' '''''''' ''''''''''''''' ''''' '''''''''''''''' '''' ''''''''''''' '''''''' '''' ''''''''''''''''''''' '''' '''''''''''''''''''' '''''''''''''''''''''
It now must be clear that Spolana operates into the global, competitive environment of the caprolactam market. Spolana is able to compete and continue to do so over time because it has several competitive advantages:
Good quality of caprolactam product, almost equal to the quality of products made on a small scale and intended for analytical uses (so called “p.a. quality” – for analysis);
Lower operational costs due to its lower original investment cost and lower labour cost; and Spolana is not a PA-6 producer, contrary to most of other caprolactam manufacturers.
Spolana’s caprolactam supply helps to utilise the installed PA-6 capacities of its customers. This is one reason why Spolana is not considered a significant competitor on the market. On the other hand, this advantage is also disadvantage, because Spolana cannot split the sale risk between caprolactam and PA-6.
Importance of TCE for downstream users of caprolactam
TCE is not incorporated into caprolactam and is not detectable through routine production quality control testing. Thus, the use of TCE in the production is of no concern to downstream users. Yet, the quality of the final products depends on the solvent used in the caprolactam unit. More specifically, the solvent used may affect the quality of both caprolactam and ammonium sulphate products and likely is more important in the case of caprolactam. The extraction of caprolactam by TCE is not only a separation, but also a purifying process. Every organic synthesis is accompanied by side reactions besides the main, desirable reaction. The presence of the side reaction products is often not desirable in the final good, because these substances can negatively affect the quality of the end product, in the case of caprolactam mainly its colour and absorbance. The affinity of different solvents to the impurities contained in the crude caprolactam is different as well as the distribution coefficient of these impurities between solvent and aqueous solution of caprolactam (crude caprolactam) varies. This means that some solvents may not be as efficient as TCE in the separation of organic impurities from the caprolactam aqueous phase, thus their use would result in a higher content of impurities in the end product. Spolana is confident that the use of TCE is one of reasons why Spolana is capable of producing caprolactam of very high quality on a relatively old manufacturing unit.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 36
Ammonium sulphate market
Spolana’s suppliers
Spolana has a small number of suppliers of raw materials used in the manufacture of ammonium sulphate which is a by-product of caprolactam manufacture. These include ammonia and sulphur, as shown in the table below. ''''''' ''''''''''''''''' ''''''''''''' ''''''''''' '''''' '''''''''''' ''''''''' '''''''''''''' ''''''' ''''''''' '''''''' '''''''' '''''''''''''''' '''''' ''''''' ''''''''''''''''''''''' '''' ''''''''''''''''''''''''
Table 3–10: Suppliers of raw materials for ammonium sulphate production by Spolana
Material sourced upstream Number of suppliers Location (country)
Ammonia ''' ''''''''''''' '''''''''''''''' ''''''''''''
Sulphur ''' ''''''''''' ''''''''''''''''' ''''''''''''
Source: Spolana
Spolana’s customers
Ammonium sulphate is a commercial fertiliser that is marketed by Spolana under the trade names SPOLSAN® and SPOLSAN® G, with the latter being a more granular, desirable and profitable product. In recent years, especially in connection with desulphurisation of power plants, ammonium sulphate has become an increasingly important fertiliser containing sulphur and ammoniac nitrogen. It is used as a fertiliser itself or as a material for production of mixed fertilisers containing sulphur.
Spolana’s plan is to gradually convert its entire ammonium sulphate production to SPOLSAN® G through the installation of a press compaction unit, as described below.
Box 3-2: Investment project - Production of compound fertilisers (SPOLSAN® G) based on ammonium sulphate
Crystals of ammonium sulphate produced by Spolana have small size (max. diameter of crystals is 1.6 mm, only 6% of crystals have a diameter wider than 1 mm), which is not very convenient for their direct application as fertiliser on fields. The usual size requested by customers is in the range of 2–5 mm. The modification of the existing crystallisation line is not possible. Whilst the production capacity of the ammonium sulphate unit has gradually increased from ca. 90 ktonnes/y to the present 220 ktonnes/y, this capacity expansion has been achieved mainly by modifications to the caprolactam unit, whilst the ammonium sulphate unit equipment has remained unchanged in size. Particularly the most important equipment – evaporators and crystallisers –are of their original size. The residence time in this apparatus is 2.5 times shorter now because of 2.5 times higher flow through it. The crystals have no time enough for growing, hence Spolana’s ammonium sulphate has too small crystals which is undesirable to many customers. If Spolana wanted to reach the size of ammonium sulphate particles in a range of 2-5 mm by crystallisation, it would be necessary to build a practically whole new crystallisation line. Spolana examined such possibility in 2007 and on the basis of projected investment costs required, it was decided that instead of having a new crystallisation unit, a press granulation unit would be capable of providing the desired crystal size when combined with the existing (old) crystallisation unit.
The first stage of the press compaction unit project was completed in 2017 and the new line is in trial operation. The capacity of this granulation line is 80 ktonnes of ammonium sulphate per year. In the second phase of the project, it will be possible for Spolana to granulate a mixture of ammonium sulphate with other components and produce mixed fertilisers
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 37
Details of the downstream supply chain are given in the table below.
Table 3–11: Downstream supply chain for ammonium sulphate produced by Spolana
Sector EEA Non-EEA Distributors Direct users-customers Distributors Direct users-customers
Number Locations (country)
Number Locations (country)
Number Locations (country)
Number Locations (country)
'''''''''''''''' '''''''''''''''
''' '''''' ''' '''
'''''' '''''''
'' '' '' ''
'''''''''''''''''''''' ''' ''''' ''''' ''' '' '''
'''''' ''''''' ''''' '''''
'' '' '' ''
''''''''''''''' ' ''''''''''''''''''''''' ''''''''''''''''''' '''' '''''''''''''''''''''''''''''
''' ''''' '' '' '' ''
Source: Spolana
Spolana’s sales of ammonium sulphate and associated profit made
The latest sales data for the substance and the split of sales among customers are provided below.
Table 3–12: Latest (2016) sales data (volumes and values) for ammonium sulphate produced by Spolana
Sales by volume (tonnes/year) Sales by value (CZK/year)
Czech customers
Non-Czech EEA customers
Non-EEA customers
Czech customers Non-Czech EEA customers
Non-EEA customers
''''''''''''' ''''''''''''''''' ''' '''''''''''''''''''''
''''''' ''''''''''''''''' '''''''''''''''''''''''
''''''' '''''''''' '''''''''''''' '''
''''''''
Source: Spolana
These data suggest the following:
The following table shows the projections for production and sales of ammonium sulphate in the period 2018-2022 and the assumptions made for the tonnages that will apply throughout the requested extension to the review period (April 2020 to April 2032).
Sale of ammonium sulphate is seasonal, but from a long-term point of view it is relatively stable; however, sold volumes in 2016 were determined by the drop in the fertilisers market in Europe, especially in first half of the year (UNIPETROL, 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 38
Table 3–13: Projections of production and sales of ammonium sulphate by Spolana, 2018-2022 and beyond Ammonium sulphate
5-year projections Assumed annual value over requested
review period 2018 2019 2020 2021 2022
5-year average
Production ''''''''''''''' ''''''''''''''''' '''''''''''''' '''''''''''''' '''''''''''''' ''''''''''''''' ''''''' (range: 150-300) ktonnes based on the
5-year average
Sales (as SPOLSAN®)
'''''''''''''''' '''''''''''''''' '''''''''''''' ''' ''' '''''''''''' 0 ktonnes based on assumption that only granulated product
will be sold
Ammonium sulphate – granulated (SPOLSAN® G)
5-year projections Assumed value over
requested review period
2018 2019 2020 2021 2022 5-year
average
Production '''''''''''''' '''''''''''''' '''''''''''''' '''''''''''''' '''''''''''''' '''''''''''''' ''''''' (range: 150-300) ktonnes based on
assumption that only granulated product
will be sold
Sales '''''''''''''' '''''''''''''' '''''''''''''' '''''''''''''' ''''''''''''''' ''''''''''''''' ''''''' (range: 150-300) ktonnes based on
assumption that only granulated product will be sold in the
future. ''''''''' ''' '''''''''' '''' ''''''' ''''''''' '''''
''''''''''''''' ''''''''''''''''' ''''''''' '''' ''''''
Source: Spolana
Profits made from sales of ammonium sulphate are shown in the table below. In general, the projected annual net profit from sales of ammonium sulphate is estimated to be in the range of €5-10 million. ''''' '''''''''''' ''''''''''''' ''''''''''''''''''' ''''''''''''''' ''''''''' '''''''''''''''' ''''''' '''''''' '''' '''''''''''''''''''''' '''''''''''''''' ''''''''' '''' '''''''''''''''''''''' ''''''''' '''''''''' '''''''''' '''''''''''''''' ''''''' '''''''''''''''''''''''' '''' '''''''''''''''''''''' ''''''''''''''' '''''''''''''''' '''''' ''''''''''''' ''''' ''''''' ''''''''''''''' ''''''' '''''''''''''' ''''''''' ''' ''''''''''''' ''''''''''''' '''''''''' '''' ''''''''''''''''''''''' ''''''' ''''''''''''''''''' '''''''''''''''''' '''' ''''''' ''''''''''''''''''''''' ''''''''''''' '''''''''''''''' ''' ''' ''''''''''''''''''''''''''' ''''''' '''''' ''''''''''''' '''' '''''''''''''’’'''''' '''.
Table 3–14: Profits from sales of ammonium sulphate produced by Spolana
Period
Current (2016) 2018-2020 2021-2022 2023 onwards
Net profit per tonne (CZK) ''''''' ''''' '''''''''' '''''''''''
Tonnage sold ''''''''''''''' ''''''''''''''' '''''''''''''''' ''''''''''''''''
Net profit made (CZK/year)
''''''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''''''
Net profit made (€/year) ''''''''''''''''''' ''''''''''''''' ''''''''''''''''''' '''''''''''''''''''
Source: Spolana
Downstream uses for ammonium sulphate
According to IHS, ammonium sulphate is used almost exclusively as a fertiliser material; minor amounts are used in non-fertiliser applications, including use as a cattle feed supplement, for several pharmaceutical applications, and for flame-proofing, tanning, mining rare earth metals, food processing, fermentation, textile dyeing, and water treatment. In 2015, it was used mainly (95% of world consumption) as a nitrogen fertiliser material and accounted for about 4.7% of the world
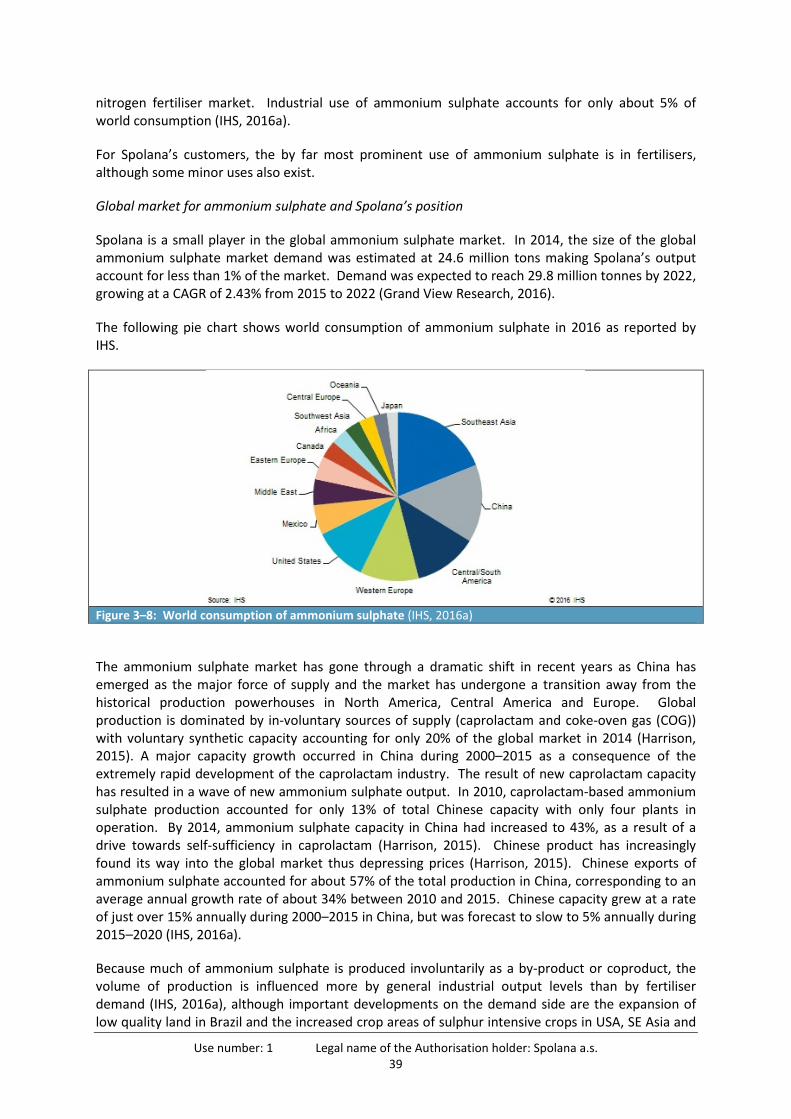
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 39
nitrogen fertiliser market. Industrial use of ammonium sulphate accounts for only about 5% of world consumption (IHS, 2016a).
For Spolana’s customers, the by far most prominent use of ammonium sulphate is in fertilisers, although some minor uses also exist.
Global market for ammonium sulphate and Spolana’s position
Spolana is a small player in the global ammonium sulphate market. In 2014, the size of the global ammonium sulphate market demand was estimated at 24.6 million tons making Spolana’s output account for less than 1% of the market. Demand was expected to reach 29.8 million tonnes by 2022, growing at a CAGR of 2.43% from 2015 to 2022 (Grand View Research, 2016).
The following pie chart shows world consumption of ammonium sulphate in 2016 as reported by IHS.
Figure 3–8: World consumption of ammonium sulphate (IHS, 2016a)
The ammonium sulphate market has gone through a dramatic shift in recent years as China has emerged as the major force of supply and the market has undergone a transition away from the historical production powerhouses in North America, Central America and Europe. Global production is dominated by in-voluntary sources of supply (caprolactam and coke-oven gas (COG)) with voluntary synthetic capacity accounting for only 20% of the global market in 2014 (Harrison, 2015). A major capacity growth occurred in China during 2000–2015 as a consequence of the extremely rapid development of the caprolactam industry. The result of new caprolactam capacity has resulted in a wave of new ammonium sulphate output. In 2010, caprolactam-based ammonium sulphate production accounted for only 13% of total Chinese capacity with only four plants in operation. By 2014, ammonium sulphate capacity in China had increased to 43%, as a result of a drive towards self-sufficiency in caprolactam (Harrison, 2015). Chinese product has increasingly found its way into the global market thus depressing prices (Harrison, 2015). Chinese exports of ammonium sulphate accounted for about 57% of the total production in China, corresponding to an average annual growth rate of about 34% between 2010 and 2015. Chinese capacity grew at a rate of just over 15% annually during 2000–2015 in China, but was forecast to slow to 5% annually during 2015–2020 (IHS, 2016a).
Because much of ammonium sulphate is produced involuntarily as a by-product or coproduct, the volume of production is influenced more by general industrial output levels than by fertiliser demand (IHS, 2016a), although important developments on the demand side are the expansion of low quality land in Brazil and the increased crop areas of sulphur intensive crops in USA, SE Asia and

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 40
Oceania (Harrison, 2015). Furthermore, encouraged by environmental protection policies, power plant desulphurisation has also produced a rapidly increasing volume of ammonium sulphate (IHS, 2016a).
Crucially, the source and location of supply is not the only important factor as it has become clear that not all ammonium sulphate is created equal. Producers, particularly in Europe and USA, have installed capacity to “upgrade” the standard crystalline product of the caprolactam and synthetic routes to granular ammonium sulphate (and Spolana is among them); granular product accounted for 23% of global capacity in 2014. Granular product is a harder, larger and more uniform crystal of ammonium sulphate which offers improved properties for use in mechanised application and bulk NPK blending. Granular ammonium sulphate demand is strongest in the US Midwest and Europe (Harrison, 2015).
The above market analysis is based on publicly available information and is focused on ammonium sulphate in general. With particular regard to granulated ammonium sulphate, Spolana is significant player in the Central European region (Czech Republic, Slovak Republic, Poland, Hungary, Slovenia). Spolana has very strong position in the home market (Czech Republic, Slovak Republic) as primary supplier of crystalline and granulated ammonium sulphate directly to the agriculture industry, as well as is key supplier of crystalline ammonium sulphate to several granulator manufacturers. Due to low sales prices of ammonium sulphates, the transportation costs play significant role and determine the sales and distribution area.
Sulphuric acid market
Spolana’s suppliers
Spolana has a small number of suppliers of raw materials used in the manufacture of sulphuric acid/oleum16. These include only sulphur, as shown in the table below. ''''''' '''''''''''''''''' ''''''''''''' '''''''''''' '''''' '''''''''''' '''''''' ''''''''''' ''''''' ''''''''''' '''''''' '''''''''''''''''' '''''' '''''' ''''''''''''''''''''''''' '''' ''''''''''''''''''''''''' '''''''' ''''''''''''''''''''''
Table 3–15: Suppliers of raw materials for sulphuric acid/oleum production by Spolana
Material sourced upstream Number of suppliers Location (country)
Sulphur ''' ''''''''''''' ''''''''''''''''''' ''''''''''''''
Source: Spolana
16 Fuming sulphuric acid, a solution of sulphur trioxide in sulphuric acid; concentration of sulphur trioxide is at least 25%.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 41
Spolana’s customers
Details of the downstream supply chain for sulphuric acid made by Spolana are given in the table below.
Table 3–16: Downstream supply chain for sulphuric acid/oleum produced by Spolana
Sector EEA Non-EEA Distributors Direct users-customers Distributors Direct users-customers
Number Locations (country)
Number Locations (country)
Number Locations (country)
Number Locations (country)
'''''''''''''''''' '''''''''''''''''
''' ''' ''' '''
''''' ''''' '''''' '''''
''' ''' ''' '''
'''''' '''''' ''''' '''''
'' '' '' ''
'''''''''''''''''''''''' '''''''''''''''''''''''''''' '''' '''''''''''''''''' '''''''''''''''''''
''' '''
''''' '''''
'' '' '' ''
Source: Spolana
Spolana’s sales of sulphuric acid/oleum and associated profit made
The latest sales data for the substance and the split of sales among customers are provided below.
Table 3–17: Latest (2016) sales data (volumes and values) for sulphuric acid/oleum produced by Spolana
Sales by volume (tonnes/year) Sales by value (CZK/year)
Czech customers
Non-Czech EEA customers
Non-EEA customers
Czech customers Non-Czech EEA customers
Non-EEA customers
'''''''''''''' '''''''''''''' ''' ''''''''''''''''''''
''''''''''' '''''''''''''''' ''''''''''''''''''''''
'''''''' '''''''' ''''''''''''''' '''
''''''''
Source: Spolana
These data suggest the following:
The following table shows the projections for production and sales of sulphuric acid/oleum in the period 2018-2022 and the assumptions made for the tonnages that will apply throughout the requested extension to the review period (April 2020 to April 2032).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 42
Table 3–18: Projections of production and sales of sulphuric acid/oleum by Spolana, 2018-2022 and beyond
5-year projections Assumed annual value over
requested review period
2018 2019 2020 2021 2022 5-year
average
Production ''''''''''''''' '''''''''''''''' '''''''''''''''' '''''''''''''''' ''''''''''’''''' ''''''''''''''' '''''''' (range: 100-200) ktonnes based
on the 5-year average
Sales '''''''''''''' ''''''''''''' '''''''''''''' '''''''''''''' ''''''''''''' ''''''''''''' '''''' (range: 10-100) ktonnes based on the 5-year average
Source: Spolana Note: the difference between production and sales volumes is the captive (internal) use of the substance by Spolana
Profits made from sales of sulphuric acid are shown in the table below. In general, the projected annual net profit from sales of sulphuric acid is estimated to be in the range of €1-5 million.
Table 3–19: Profits from sales of sulphuric acid produced by Spolana
Period
Current (2016) 2018-2020 2021-2022 2023 onwards
Net profit per tonne (CZK) '''''''' '''''''' '''''''' ''''''''
Tonnage sold '''''''''''' '''''''''''''' '''''''''''''' ''''''''''''''
Net profit made (CZK/year)
'''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''
Net profit made (€/year) ''''''''''''''''' '''''''''''''' '''''''''''''''''''' ''''''''''''''''''''
Source: Spolana
Box 3-3: ''''#B, C#''''''''''''' '''''''''''''' '' '''''''''''''''''' '''' ''''''''''''''' ''''''' '''''''''''''''''''
''''''' ''''''''''''''''''' '''''''' '''''''' '''' ''''''''''''''''''''' '''''' ''''' '''''''''''''''''' '''''''' '''''' '''''''''''' ''''''''''''''''''''''' '''''''' '''''''' ''' ''''' ''''''' '''''''' '''' ''''' ''''''''''''''''' ''''''''' ''''''''''''' '''' ''''''''''''''''''''' ''''''' ''''''' ''''''''''''''''''' ''''''' '''''''''''''''''''''''''' ''''''''''' '''' '''''''' ''''''''''' '''' '''''' '''''''''''''''''''' '''''''''' ''' '''''''''''''''''''' '''' ''''''' ''''''' ''''''' '''''''''''' '''''''''''''''''''''' '''''''''' '''''''''' ''' ''''''''''
''''''''''' '''' ''''''''''''''''''''''''''' ''''' ''''''''' ''''''''''''''''' '''''''' '''' ''''''''''''''''''' '''' '''''''''''''''' ''''''''''''''''' ''''''' '''''''' '''' ''''''' ''''''''' ''' '''''''''''' '''' '''''''''''''''' ''''''' ''''''''''''''' ''''''' ''''''' ''' '''''''''''''''''' ''''''''''''' '''' ''''''''' '''''''''''''''' ''''' ''''''' ''''''''''''''''''' ''''''''''''''''' '''' '''''' '''''''''''''''' ''''''''''''''''' ''''''''''''''''' '''''''' '''''''''''''''''''''' ''''' ''''''''''''' '''''''''' '''''' ''''''''''''''''' ''''''' ''''''''' ''' ''''''''' ''''''''''''''' ''''' '''''''''' ''''''' ''''''''' ''''''''''''''''''''''''' '''''''''
''' '''' '''''''''''''''' '''' ''''''' '''''''''''''''' ''''''''' ''''''' '''''''''''' ''''''''''''' ''''' ''''''''''''''''''''' '''''''''''''''''''' '''''' ''''''' ''''''''''''''' '''''' '''''' ''''''''''''''''''' ''''' '''''''''''''' ''''''''''''''''''''''' ''''''' ''''' ''''''''''' '''''''''''''''''''' ''''''''' ''''''' ''''' ''''''''''''' ''''''' ''''''''''''''''''' ''''''' '''''''''''''''''''' '''''''''''''''''''' ''''''''''''
Downstream uses for sulphuric acid
According to IHS, the production of phosphate fertiliser materials, especially wet-process phosphoric acid, is the major end-use market for sulphuric acid, accounting for just over 58% of total world consumption in 2014. However, this share was expected to decline to about 56% through 2019, mainly as a result of higher growth in chemical and industrial applications. About 19% was consumed

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 43
for about twenty chemical processes, with the balance being consumed in a wide variety of industrial and technical applications (IHS, 2014b).
Global market for sulphuric acid and Spolana’s position
Sulphuric acid is one of the largest-volume industrial chemicals produced in the world and the globally produced volumes exceeded 230 million tonnes in 2013 and production capacity was at ca. 290 million tonnes (Merchant Research & Consulting, 2013). Assuming that similar volumes apply in 2017, this would make Spolana’s production equivalent to far less than 1% of global production of the substance. Europe is a relatively small producer of sulphuric acid with an estimated global share of ca. 15%; no European country is among the top-5 producers of sulphuric acid (Merchant Research & Consulting, 2013). Overall, Spolana is a very small player both on the European and global levels.
The following pie chart shows world consumption of caprolactam in 2013 as reported by IHS.
Figure 3–9: World consumption of ammonium sulphate (IHS, 2014b)
China is the major market, accounting for about 35.5%, followed by North America. Africa, Latin America, Eastern and Western Europe and Southwest Asia are also large users.
A moderate increase in consumption of sulphuric acid of about 2.0% per year is forecast for 2014–2019 (IHS, 2014b). Major growth drivers on a global level in decreasing order are the use for phosphoric acid, titanium dioxide, hydrofluoric acid, ammonium sulphate production, and for uranium processing and metallurgical applications (IHS, 2014b).
Sulphuric acid supply is expected to increase as a result of planned growth in phosphate fertiliser production capacity and tightening environmental regulations, which will force smelters to capture more of their sulphur dioxide. These supply increases will be absorbed by the fertiliser sector, the Chinese drive towards caprolactam self-sufficiency and declining qualities of copper oxide ore that require increasing proportions of acid (Argus, no date).
Most of the demand growth will stem from increased consumption in the phosphoric acid and industrial sectors. Growth in industrial consumption will be driven largely by China’s growing

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 44
economy. Phosphoric acid growth will come from the need to support higher crop yields and increasing cultivated areas. As such, demand for processed phosphate fertilisers is forecast to grow between 2015 and 2030, supporting higher sulphuric acid demand. Phosphoric acid-based sulphuric acid demand is forecast at 142 million tonnes per year by 2030 (Argus, no date).
Sodium hydroxide market
Spolana’s suppliers
Spolana has a small number of suppliers of raw materials used in the manufacture of sodium hydroxide (and chlorine by electrolysis of a sodium chloride solution) from the on-site chlor-alkali plant. These include only salt, as shown in the table below.
Table 3–20: Suppliers of raw materials for sodium hydroxide and chlorine production by Spolana
Material sourced upstream Number of suppliers Location (country)
Salt ''' ''''''''''''''' '''''''''''''
Source: Spolana
Spolana’s customers
While most of the chlorine produced by electrolysis is used internally in the manufacture of PVC, sodium hydroxide is placed on the market for use in the production of both inorganic and organic chemicals, paper and cellulose, synthetic fibres, soaps, in food industry, etc. The marketability of sodium hydroxide depends strongly on cost of transportation and as such customers are located in neighbouring countries, as shown in the next table.
Table 3–21: Downstream supply chain for sodium hydroxide produced by Spolana
Sector EEA Non-EEA Distributors Direct users-customers Distributors Direct users-customers
Number Locations (country)
Number Locations (country)
Number Locations (country)
Number Locations (country)
''''''''''''''''''' ''''''''''''''''
'' '' ''' ''' ''' '' ''
''''' ''''' '''''' ''''''' '''''' '''' '''''
''' '''
''''' '''''
'' '' '' ''
'''''''''' '' ''''' '' '' '' ''
'''''''''' ''' ''''' '' '' '' ''
Source: Spolana
Spolana’s sales of sodium hydroxide and associated profit made
The latest sales data for the substance and the split of sales among customers are provided below.
Table 3–22: Latest (2016) sales data (volumes and values) for sodium hydroxide produced by Spolana
Sales by volume (tonnes/year) Sales by value (CZK/year)
Czech customers
Non-Czech EEA customers
Non-EEA customers
Czech customers Non-Czech EEA customers
Non-EEA customers
'''''''''''' '''''''''''' ''' ''''''''''''''''''''''''
'''''''' '''''' '''''''''''''''' '''''''''''''''''''''
'''''''''' '''''''''''''''' '''
''''''''
Source: Spolana
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 45
These data suggest the following:
It is important to note on-going disturbances to the operation of Spolana’s chlor-alkali plant. Spolana currently uses mercury cell technology for electrolysis which is phased out; according to its IPPC permit, Spolana is allowed to run its mercury cell plant to end of November 2017. At the end of 2107 the conversion to the membrane technology will start and will be completed in 2021. During this period of 3 year (2018-2021), the production of sodium hydroxide and chlorine will stop.
The investment in the new electrolysis technology will have knock on effects on other operations on the Neratovice site:
As chlorine production will stop, there will be no chlorine available for the manufacture of PVC from ethylene. As such, over the 3-year implementation period, Spolana will be producing PVC from purchased 1,2-dichloroethane (EDC) (or vinyl chloride monomer, VCM). In other words, the direct chlorination of ethylene will be temporarily discontinued and the production of VCM will be provided only by oxychlorination of ethylene and HCl from EDC cracking. It should be noted that on-site production of chlorine is critical to the economic efficiency of PVC production in Neratovice. It is known from the past experience that only PVC production integrated from ethylene and salt (NaCl) could be profitable even under adverse market conditions. Many companies producing PVC from purchased VCM or EDC had problems during the global financial crisis in 2008. The manufacture of PVC from purchased EDC is a temporary solution for the transitional period 2018-2021; this mode of PVC production would not be sustainable for a longer period of time; and
There will be no consumption of sulphuric acid for chlorine drying.
The following table shows the projections for production of sodium hydroxide and chlorine and sales of sodium hydroxide in the period 2018-2022 and the assumptions made for the tonnages that will apply throughout the requested extension to the review period (April 2020 to April 2032).
Table 3–23: Projections of production and sales of sodium hydroxide and chlorine by Spolana, 2018-2022 and beyond
Sodium hydroxide
5-year projections Assumed annual value over
requested review period 2018 2019 2020 2021 2022 5-year
average
Production '' '' '' '' ''''''''''''' '''''''' ''''' (range: 10-100) ktonnes based on future projections
Sales '' '' '' '' '''''''''''' '''''''' '''''' (range: 10-100) ktonnes based on future projections
Chlorine for PVC manufacture
5-year projections Assumed value over requested
review period 2018 2019 2020 2021 2022 5-year
average
Production '' '' '' '' ''''''''''''' '''''''' ''''' (range: 10-100) ktonnes based on future projections
Sales - - - - - Nil Nil (all chlorine to be used in PVC manufacture)
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 46
Profits made from sales of sodium hydroxide are shown in the table below. In general, the projected annual net profit from sales of sodium hydroxide is estimated to be in the range of €10-25 million, after the restart of manufacturing operations in 2022 (NB. initially a restart in 2021 was envisaged, however, as of March 2018, Spolana anticipates a delay to the year 2022).
Table 3–24: Profits from sales of sodium hydroxide produced by Spolana
Period
Current (2016) 2018-2020 2021-2022 2023 onwards
Net profit per tonne (CZK) ''''''''''' ''''''' ''''''''''' ''''''''''
Tonnage sold '''''''''''' '' '' ''''''''''''''
''''''''''''''
Net profit made (CZK/year)
''''''''''''''''''''''' '' ''''''''''''''''''''' '''''''''''''''''
'''''''''''''''''''''
Net profit made (€/year) '''''''''''''''''''' ''
'''''''''''''''''''' '''''''''''''''''''
'''''''''''''''''''
Source: Spolana
Downstream uses for sodium hydroxide
Information on the uses of sodium hydroxide in Europe can be found on the website of the relevant European trade association.
Figure 3–10: Sodium hydroxide applications in Europe in 2016 (Euro Chlor, 2018)
Global market for sodium hydroxide and Spolana’s position
Sodium hydroxide is produced globally in the millions of tonnes. In the EEA, the substance has been registered under REACH at a tonnage range of 10-100 million tonnes per year. As such, Spolana is a very small player in the global sodium hydroxide market.
The following pie chart shows world consumption of caprolactam in 2014 as reported by IHS.
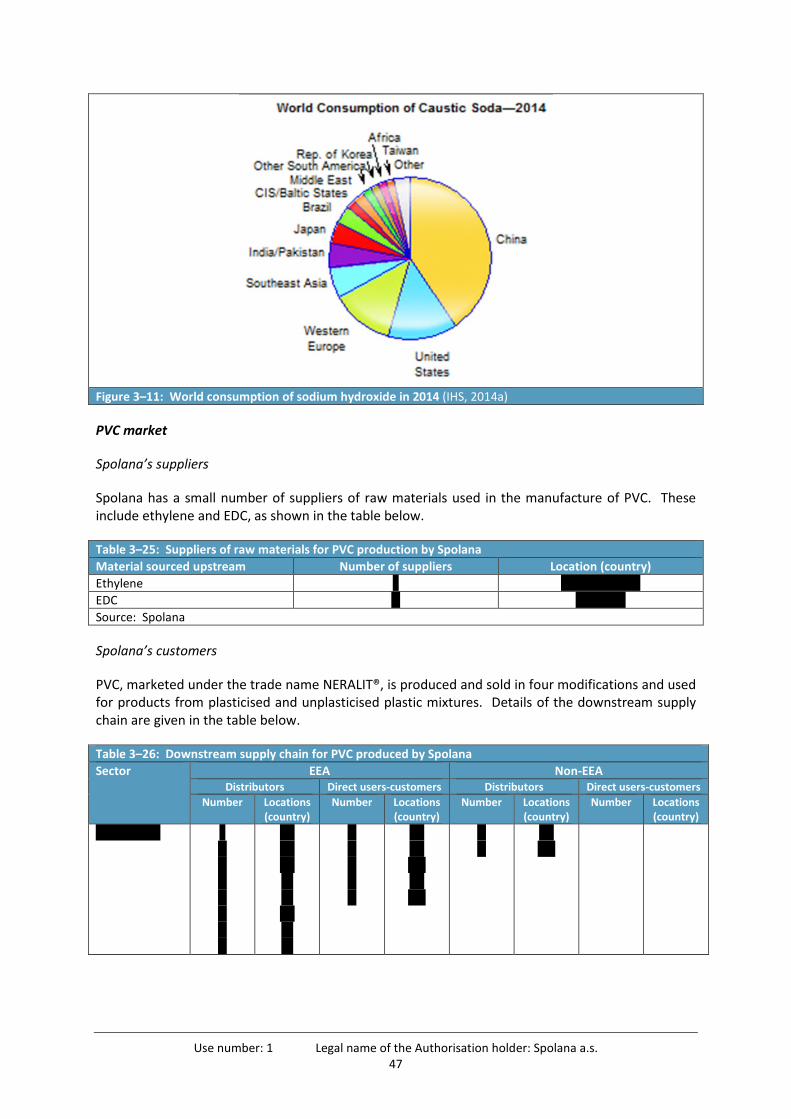
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 47
Figure 3–11: World consumption of sodium hydroxide in 2014 (IHS, 2014a)
PVC market
Spolana’s suppliers
Spolana has a small number of suppliers of raw materials used in the manufacture of PVC. These include ethylene and EDC, as shown in the table below.
Table 3–25: Suppliers of raw materials for PVC production by Spolana
Material sourced upstream Number of suppliers Location (country)
Ethylene '' '''''''''' ''''''''''''''''
EDC ''' '''''''''''''''''
Source: Spolana
Spolana’s customers
PVC, marketed under the trade name NERALIT®, is produced and sold in four modifications and used for products from plasticised and unplasticised plastic mixtures. Details of the downstream supply chain are given in the table below.
Table 3–26: Downstream supply chain for PVC produced by Spolana
Sector EEA Non-EEA Distributors Direct users-customers Distributors Direct users-customers
Number Locations (country)
Number Locations (country)
Number Locations (country)
Number Locations (country)
''''''' '''''''''''''' '' ''' ''' ''' ''' ''' ''' '''
''''' ''''' ''''' '''' '''' ''''' '''' ''''
''' ''' ''' ''' '''
''''' ''''' '''''' ''''' ''''''
''' '''
''''' ''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 48
Table 3–26: Downstream supply chain for PVC produced by Spolana
Sector EEA Non-EEA Distributors Direct users-customers Distributors Direct users-customers
Number Locations (country)
Number Locations (country)
Number Locations (country)
Number Locations (country)
''''''''''''''' ' '''''''''''''''''''''''''
''' ''' ''' ''' ''' ''' ''
''''' ''' ''' '''
''''' ''''' '''''' ''''' ''''' '''' '''''' ''''' '''''' ''''' ''''''
''' '''
''''' '''''
''''''''''''''''''''' ''''''''''''''''
''' ''''''
'''''''''''''''''''' '' ''''
'''''''''''''''''''''' ''' '''''
Source: Spolana
Spolana’s sales of PVC and associated profit made
The latest sales data for the substance and the split of sales among customers are provided below.
Table 3–27: Latest (2016) sales data (volumes and values) for PVC produced by Spolana
Sales by volume (tonnes/year) Sales by value (CZK/year)
Czech customers
Non-Czech EEA customers
Non-EEA customers
Czech customers Non-Czech EEA customers
Non-EEA customers
'''''''''''''' ''''''''''''''''' '''''''''''' ''''''''''''''''''''''
'''''' '''''''''' ''''''''''''''' ''''''''''''''''''''''''
''''''' ''''''' '''''''''''''' ''''''''''''''''''''
'''''''' '''''''' ''''''''''''''
Source: Spolana
These data suggest the following:
It is worth noting that production of PVC (and sodium hydroxide) in 2016 was strongly influenced by the lack of ethylene resulting from the accident at the steam cracker unit of the supplier in August 2015. Due to the market situation and difficult transportation, replacement of ethylene deliveries was performed only to a limited extent. From October 2016 supplies of ethylene were restored and the production of PVC (and sodium hydroxide) was restored in full (UNIPETROL, 2017).
The following table shows the projections for production and sales of PVC in the period 2018-2022 and the assumptions made for the tonnages that will apply throughout the requested extension to the review period (April 2020 to April 2032).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 49
Table 3–28: Projections of production and sales of PVC powder by Spolana, 2018-2022 and beyond
5-year projections Assumed annual value over
requested review period
2018 2019 2020 2021 2022 5-year
average
Production ''''''''''''''' '''''''''''''''' ''''''''''''''' '''''''''''''''' ''''''''''''''' ''''''''''''''' '''''''' (range: 100-200) ktonnes based
on the 5-year average
Sales '''''''''''''''' ''''''''''''''' ''''''''''''''' '''''''''''''''' ''''''''''''''' '''''''''''''''' '''''''' (range: 100-200) ktonnes based
on the 5-year average
Source: Spolana
Profits made from sales of PVC are shown in the table below. In general, the projected annual net profit from sales of PVC is estimated to be in the range of €10-25 million, after the restart of sodium hydroxide manufacturing operations in 2022 (NB. initially a restart in 2021 was envisaged, however, as of July 2018, Spolana anticipates a delay to 2022-2023).
Table 3–29: Profits from sales of PVC produced by Spolana
Period
Current (2016) 2018-2020 2021-2022 2023 onwards
Net profit per tonne (CZK) '''''''''' '''''''''' '''''''''' ''''''''''
Tonnage sold '''''''''''''' '''''''''' '''''''''''''''''' ''''''''''''''' ''''''''''''''''' ''''''''''''''
Net profit made (CZK/year)
'''''''''''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''''''''
Net profit made (€/year) '''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''
Source: Spolana
Downstream uses for PVC
PVC is one of the most widely used plastics in the world. Global PVC use exceeds 35 million tonnes per year, and the demand is growing. At a global level, PVC use grows by an average of 5% per year, with higher growth rates in developing countries (PVC.org, no date).
In EU-28, about 8 million tonnes of PVC products are manufactured every year. Annual European consumption of PVC resin totals 6.5 million tonnes - 15% of all plastics used in Europe. PVC finds a wide variety of applications, as shown in Figure 3–12.
Figure 3–12: Downstream uses of PVC in Europe in 2014 (PVC.org, no date)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 50
Global market for PVC and Spolana’s position
Global production capacity for PVC grew to about 62 million tonnes in 2016, an increase of over 8 million t since 2012. Over 90% of this growth comes from China, which now has over 51% of global capacity without even approaching the full utilisation of its plants (Schellerer et al., 2016).
Because of China’s strong position, Northeast Asia, with 59% of global capacity, is the leader, followed by North America with 14%, which is continuing to benefit from a shale gas bonus, even though this has significantly shrunk in times of lower oil prices. This is followed by Western Europe, with a 10% share of capacity (see figure below). The ten largest producers have capacities ranging from 3.85 to 1.2 million tonnes per year (Schellerer et al., 2016).
Figure 3–13: World production capacity for PVC in 2016 (Schellerer et al., 2016)
World demand for PVC is primarily determined by construction activities. Globally, the most important applications for PVC continue to be pipes and fittings (43%), profiles and tubes (17%), rigid film and sheet (17%) and cables (8%). In addition, there is a strong segment “Others” with a share of 13%, which also includes the biggest specialties segment paste PVC (6%). Consumption of PVC by region is given in the figure below. Consumption of PVC resins is expected to continue to grow at about 3% per year over the next five years. Three regions drive PVC demand—Northeast Asia (mostly China), North America (primarily the United States), and Western Europe. Together, these regions account for about 63% of world PVC demand (IHS, 2017b).
Figure 3–14: World consumption of PVC in 2016 (IHS, 2017b)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 51
The construction industry plays a key role in the PVC market. Therefore, demand for PVC is closely aligned to economic development. In recent years, the stronger PVC consumption has been concentrated in the developing economies in Asia, such as China, India, Vietnam, and Indonesia (IHS, 2017b). Since construction activity in Europe is still historically very low and lagging behind the global average, growth was primarily driven by countries and regions such as North America, India, Asia and the Middle East (incl. Turkey). The world’s biggest market for PVC, at 47%, is Northeast Asia, followed by North America with 13% and Western and Central Europe with a combined 12 % share. Interregional PVC trade is limited because of the high transport costs (with the exception of PVC specialties, which only have a share of 8% and are marketed globally). In total, the global (net) PVC trade in 2015 held a share of 4.7 million tonnes or 11%, based on data from IHS. The biggest net exporter was North America, followed by Northeast Asia and Western Europe. The customer regions were India, followed by the Middle East, Africa, South America, CIS and Southeast Asia (Schellerer et al., 2016).
Linked operations within the wider Unipetrol RPA and PKN Orlen Group
Manufacture and sales of ethylene by Unipetrol RPA
Unipetrol RPA, which took over Spolana in 2016, is the manufacturer of ethylene that Spolana uses in the manufacture of PVC. If the operation of the PVC unit were to be impacted, sales of ethylene by Unipetrol RPA would also be impacted and the company would be forced to seek alternative customers for its product.
''''#B, C#'''''''''''''''''''' ''''''' ''''''''''''' '''' ''''''''''''' ''''' ''''''''''''''''' ''''''' ''''''''' '''''''''''
''''''' ''''' ''''''''''''''''' ''''' ''''''' '''''''''' '''' ''''''''''''''' ''''''' ''''''''''''''''' '''''''' '''' ''''''' ''''''''''' '''''''''''''''' ''''''''''''''''''' ''''''''''''' '''''''''' '''''''''' '''''''''''' '''' '''''''''''''' '''' '' ''''''' '''''''''''''''' '''''' '''''' ''''''''''''''''''''''' ''''' '''''''''''''''' '''''''' ''''''' '''''''''''''''''''''''''''' ''''''''''''''''' '''''''''''''''' ''''''''''''''''''' '''''''''''''''' ''' ''''''''' '''' '''''' '''''' ''''''''''''''' '''' '''''''''''''''''''''''''' '''''''''' ''''''''''' ''''''' ''''''''''''''''''''''' '''''''' '''''''''' ''''''' ''''''''''''''''''' ''''''' ''''''' '''' '''''' ''''''''''''''''''' ''''''''''''''''''' '''' ''''''' ''''''''''''''''''''''''' '''''''''' '''' '''''''''''''''''' '''' '''''''''' '''''' '''''''''' ''''' '''''''''''''''' '''' ''''''' ''''' '''''''''''' ''''' ''''''' ''''''''''''''''''' '''''''''''''' '''' ''''''''' ''''''''''''''' '''''''''''''''
Maintenance services in the Neratovice site
''''''''''' ''''''''''''', a company separate to Spolana, provides maintenance services to the plants on the Neratovice site and employs ''''''' workers. If the caprolactam plant, and consequently the sulphuric acid and ammonium sulphate plants too, were to shut down, part of the services of '''''''''' '''''''''''' would no longer be needed and an estimated ''''' jobs would be affected.
Other companies operating from the commercial zone of the Neratovice site
Spolana can name 40 companies which are operating from the commercial zone of the Neratovice site and which are renting facilities/office space from Spolana (one of them is '''''''''' '''''''''''' discussed above). A further 6 companies also operate from the commercial zone but own the premises they occupy; two 2 of those both rent and own their premises bringing the total of unique companies to 44 which employ ca. 900 workers. Among these 44 companies, 5 companies are in the chemical industry and their activities include:
Manufacture and sale of synthetic active ingredients (pharmaceuticals) based on prostaglandins and others (relevant to the fields of cancer, oxidative stress, neuroscience and endocrinology);
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 52
Manufacture of rodenticides;
Research and development in agriculture and pharmaceutical and organic chemistry (for example, brassinosteroids and prostaglandin intermediates);
Manufacture of PE, PP and PVC pipes for water distribution, special pipes for the construction use, pipes for the telecommunications and pipes for mechanical engineering (used in roller conveyors), pipes for pools, plastic multi-chamber profiles and plastic granulates; and
Manufacture of agrochemicals and fertilizers for agriculture and forestry protection agents and artificial sweeteners.
The Facility Management Department (outsourced to Spolana from the parent company Unipetrol RPA) is managing the site (including guarding services) while the Energy Centre supplies external companies with electric power, heat, different types of water, natural gas and wastewater treatment services.
Spolana owns the distribution network for electric power including a 110 kV/6.5 kV transformer station, water and gas pipelines, sewer systems, landfills for hazardous and toxic wastes and all land of the site (included the land under the buildings which are not in possession of Spolana any more).
Therefore, if Spolana’s operations were affected to the extent that its business viability was under threat, adverse impacts would arise for all companies co-located with Spolana. By way of example, if Spolana was to be driven out of business, the external companies operating on the site will be left without energy and without the possibility to treat their chemically contaminated wastewaters.
Other companies operating outside the Neratovice site and local populations
In addition to the companies operating in the area, Spolana supplies electric power to eighteen companies located outside its premises, heat to two companies and water to six companies.
Furthermore, municipal wastewater from the city of Neratovice and its nearby villages are sent to the sewage treatment plant (STP) of Spolana due the site being located at the lowest point of the region where the wastewater can be tempted gravitationally. A unified sewerage system is in operation and ownership is shared between the city of Neratovice city (20%) and the Central Bohemian water treatment plant (Středočeské vodárny, a.s.) (80%). Municipal wastewater is disposed by the sewerage system into the central pumping station where it is pre-treated (fine screen sand catcher). After this pre-treated level of cleaning, wastewater is tempted to the biological wastewater treatment plant of Spolana in Neratovice.
In summary, Spolana’s biological STP treats the wastewater that comes from the pre-treatment
stage and originates from the following areas:
Household municipal wastewater generated by 18,000 inhabitants living in the sewerage catchment area of Neratovice and nearby villages (ca. 2,000 ha area in total);
Municipal wastewater from social amenities of the city of Neratovice, namely the Neratovice Retirement Home, the Neratovice Secondary Technical School and Training College, two primary schools; the František Palacký high school and the “Skleník” Restaurant; and
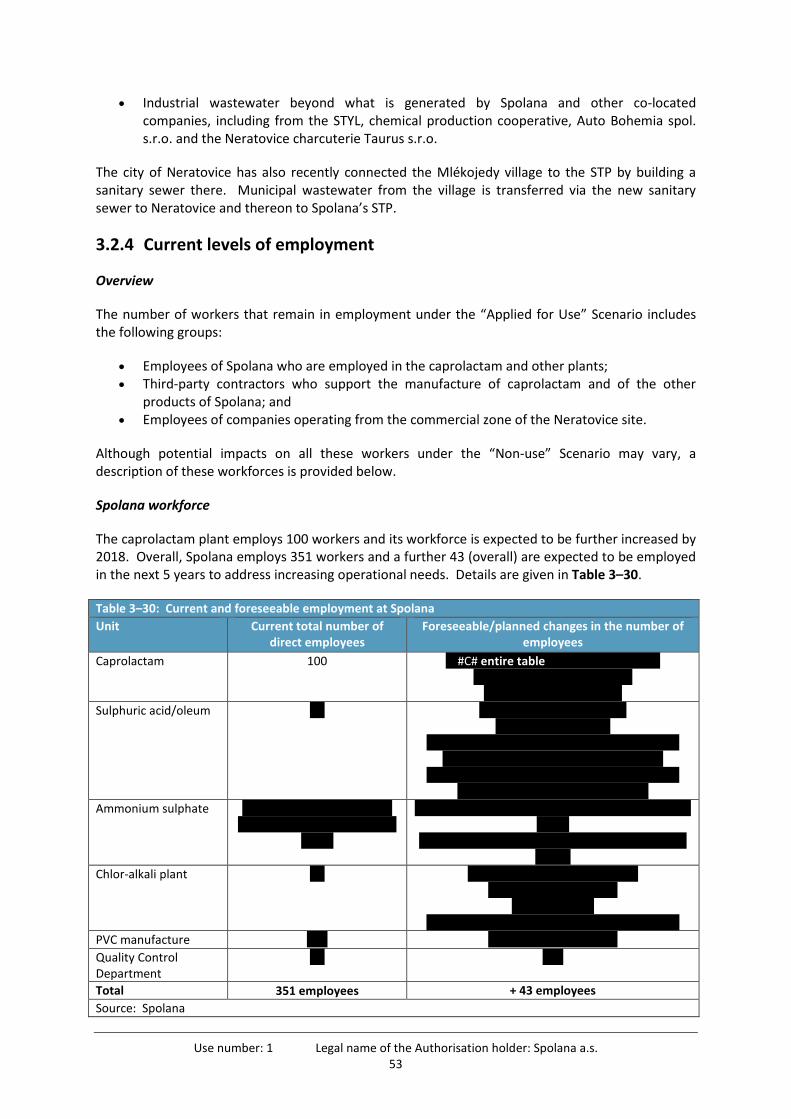
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 53
Industrial wastewater beyond what is generated by Spolana and other co-located companies, including from the STYL, chemical production cooperative, Auto Bohemia spol. s.r.o. and the Neratovice charcuterie Taurus s.r.o.
The city of Neratovice has also recently connected the Mlékojedy village to the STP by building a sanitary sewer there. Municipal wastewater from the village is transferred via the new sanitary sewer to Neratovice and thereon to Spolana’s STP.
3.2.4 Current levels of employment
Overview
The number of workers that remain in employment under the “Applied for Use” Scenario includes the following groups:
Employees of Spolana who are employed in the caprolactam and other plants; Third-party contractors who support the manufacture of caprolactam and of the other
products of Spolana; and Employees of companies operating from the commercial zone of the Neratovice site.
Although potential impacts on all these workers under the “Non-use” Scenario may vary, a description of these workforces is provided below.
Spolana workforce
The caprolactam plant employs 100 workers and its workforce is expected to be further increased by 2018. Overall, Spolana employs 351 workers and a further 43 (overall) are expected to be employed in the next 5 years to address increasing operational needs. Details are given in Table 3–30.
Table 3–30: Current and foreseeable employment at Spolana
Unit Current total number of direct employees
Foreseeable/planned changes in the number of employees
Caprolactam 100 ''' #C#'entire table'''''''''''''' ''''' ''''''' '''''''''' ''' '' '''''''''''''''''''' ''''''''' '''''' '''''''''
'''''''''''''' ''''''''' ''''''''''''''''''''''
Sulphuric acid/oleum ''''' '' ''' '''''''' ''''''''''''' '''''''''' ''''''''' '' ''' '''''''''' ''''' '''' ''''''''''
''''''''''''''''' ''''''''''''''''''''' '''' '''''' '''''''''''''''' ''''''''' ''''''' ''''''''''''''''' ''' ''''''''' ''''''''''''''' '''' ''''''''' '''''''' '''
'''''''''''''''''''' '''' ''''''''''''''''''' '''' '''''''''' '''''''''''''''' ''''''' '''''''''''''''''''''' '''' '''''' ''''''''''''''''''''' ''''''''
Ammonium sulphate ''''''''''''''''' '''' ''''' ''''''''''''''''' '''' '''''''''''''''''''''' ''''''''''' '''''''''''''''''''
'''''''''''
''' ''''' '''''''''' ''''''''''' ''''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''' ''''''' '''
''' ''''' ''''''''' ''''''''''' ''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''' ''''''' ''''
Chlor-alkali plant ''''' '''''' '''''''''' ''''''' ''''''''''''''''''''' '''''''''' '''''''''''''' ''''''''''' '''''''''''''''''
''''''' '''''''''' ''''''''' '''''''''''''''' ''''''''''''' '''' ''''''''' ''''' ''''''''' ''''''''''''''''''''''''
PVC manufacture ''''''' '''''' '''''''''''''''' ''''''''''''''''''''
Quality Control Department
''''' '''''''
Total 351 employees + 43 employees
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 54
Relevant workforce of third party contractors
Spolana has contracts with several suppliers through which it receives services. The total number of employees of these third parties who are involved in the delivery of services to Spolana is 332, of which 50 are directly involved with services to Spolana’s caprolactam plant. More detail is provided in Table 3–31. In the table, employees associated with the caprolactam plant are those who spend at least 90% of their working time on said plant. Nevertheless, some of the companies shown below also employ workers who may split the working time across several of Spolana’s units.
Table 3–31: Employment among 3rd party contractors offering services to Spolana
Service provider
Current total number of employees delivering contract work to Spolana
Type of services offered Employees associated with
the caprolactam plant Employees associated with all Spolana plants
'''#C# table''''' '''''' ''''''' Maintenance services
''''''' ''' ''' '' ''' Handling equipment + service
''''' '''''''''' ''' ''' Lifts, servicing of bottling areas
''''' '''''''''''''' '''''' ''''' Maintenance services
'''''''''''''''' ''' ''' Electrical service
''''''''''''' ''' '''
Irregular service, one-off measurement
''''''''''''''' ''' '''''
Minor building repairs, scaffolding
''''''''''''''''''''''' ''' '''
Minor building repairs, scaffolding
'''''''''''''' ''' ''''''''''''''''' ''''' Rail transport
''''''''''' ''''''''''''''''' ''' ''''' Security service
'''''''''''''''''''''' '' '''
'''''''''''''''''''' control system service
'''''''''' ''' ''' Maintenance services
''''''' '''''''''' '' '''''' Maintenance services
''''''''''''' '' ''''' Catering services
''''''''''''''' '' ''''' Cleaning services
'''''''''''' '' ''' Service of underground piping
Total 58 332
Source: Spolana
Workforce of external co-located companies
As previously described, the commercial zone of the Neratovice plant hosts 44 companies. According to valid identification cards used by workers of external companies at Spolana site, there are about 1,930 users which work at Neratovice site, but have no connection with Spolana itself.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 55
Summary of employment figures
The total number of potentially directly or indirectly affected workers is 3,057, comprising:
Spolana staff: about 700 direct employees plus 95 contractors17; Staff of contractors working for Spolana: 332 employees; and Staff of external companies located in Neratovice: 1,930 employees.
3.3 Remaining risk of the “Applied for Use” Scenario
Section 3.4 below provides a detailed analysis of the populations that are potentially at risk from the continued use of TCE under the “Applied for Use” Scenario and quantifies the associated excess cancer risks and monetises the cost to human health. By way of a summary, and as discussed in the CSR, the following table presents the calculated excess cancer risks for workers and humans via the environment and the assumed numbers of exposed individuals.
Table 3–32: Excess cancer risks number of excess statistical fatal and non-fatal cancer cases among workers in the Spolana plant in Neratovice and among the general population under the “Applied for Use” Scenario WCS for workers Number of
workers potentially
exposed
Excess lifetime cancer risk (from CSR)
Number of statistical excess lifetime cancer
cases
WCS2+WCS7 combined (operators) 25 3.41E-05 8.53E-04
WCS2 (technologists) 6 1.78E-05 1.07E-04
WCS3 6 1.03E-07 6.18E-07
WCS4 25 3.82E-05 9.55E-04
WCS5 (laboratory workers) 16 1.27E-05 2.03E-04
WCS6 21 6.00E-07 1.26E-05
WSC7 1 2.73E-08 2.73E-08
Total excess lifetime risk (excl. WCS5) 1.93E-03
Total excess risk over the assessment period, 12 years (excl. WCS5) 5.78E-04
Annualised excess risk, total (excl. WCS5) 4.82E-05
Exposure route for humans exposed via the environment
Scale Number of persons exposed
Excess lifetime
cancer risk (from CSR)
Number of statistical
excess lifetime cancer cases
Inhalation + Oral Local - Residents 260 3.41E-07 8.87E-05
Inhalation + Oral Local - Workers 3,100 8.29E-08 2.57E-04
Inhalation + Oral Regional 8,011,432 2.43E-10 1.95E-03
Total excess lifetime risk (excl. WCS5) 2.23E-03
Total excess risk over the assessment period, 12 years 4.11E-04
Annualised excess risk, total 3.42E-05
17 Beyond the 351 employees presented in Table 3–30, Spolana’s workforce includes employees of the firefighting brigade, the Financial Department, the Business Department, the Investment Department, the SCM Department, the Legal Department, the HSE & Q Department, the Management & Optimisation of Technology Department and the Central Maintenance Department as well as the Facility Management and Energy Centre which represent a little bit more than one half of the 445 people referred to above.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 56
It should be noted that the excess lifetime cancer risk figures for workers shown above are based on 90th percentile exposures. The uncertainty analysis (Section 5.6) discusses the differences in excess cancer risk estimates when 90th percentile and arithmetic mean exposure values are considered.
A comparison of these risks to those arising from the selected alternative that would be implemented under the “Non-use” Scenario (implementation of benzene) is provided in Section 5.2 of this combined AoA-SEA document.
3.4 Human health and environmental impacts of the “Applied for Use Scenario
3.4.1 Number of people exposed
Exposure scenario
The manufacture of caprolactam is described in detail in Section 3.1 of this AoA-SEA document as well as in the CSR. Spolana’s caprolactam unit is operating 24 hours a day, 7 days a week, with only a three-week (on average) break for general maintenance every year. Certain activities and operations may result in some limited exposure to TCE and thus are undertaken in accordance with Spolana’s internal procedures in order to minimise any adverse effect on workers’ health.
There are 6 worker contributing scenarios (WCS) to the exposure scenario for the use of TCE. These are examined in more detail in the CSR and include:
WCS2: Use in closed system, including storage, transfers, sampling, recycling, waste transfers (PROC 2);
WCS3: Transfer of TCE from railway tank car (PROC 8b); WCS4: Ad-hoc and annual cleaning and maintenance (PROC 28); WCS5: Laboratory quality control (PROC 15); WCS6: Work in sewage treatment plant (indirect exposure); and WCS7: Waste handling by external waste operators (PROC 8b).
Number of workers exposed
As described in the CSR, the following numbers of workers are allocated to and associated with potential exposures to TCE under each of the WCS.
Table 3–33: Number of Spolana’s workers potentially exposed to TCE under the “Applied for Use” Scenario (direct exposure during caprolactam manufacture)
WCS Number of workers potentially exposed
WCS2+WCS7 combined (operators) 25
WCS2 (technologists) 6
WCS3 6
WCS4 25
WCS5 16
WCS6 21
WSC7 1
Total number of workers potentially exposed 100
Source: CSR
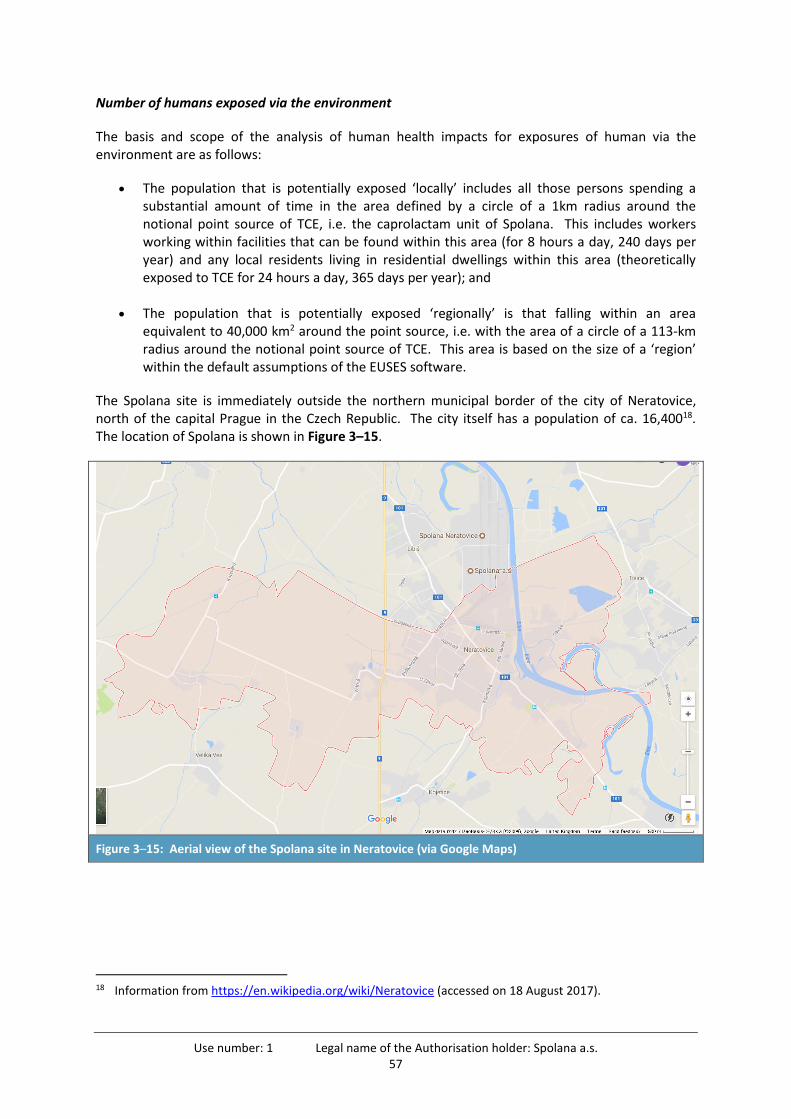
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 57
Number of humans exposed via the environment
The basis and scope of the analysis of human health impacts for exposures of human via the environment are as follows:
The population that is potentially exposed ‘locally’ includes all those persons spending a substantial amount of time in the area defined by a circle of a 1km radius around the notional point source of TCE, i.e. the caprolactam unit of Spolana. This includes workers working within facilities that can be found within this area (for 8 hours a day, 240 days per year) and any local residents living in residential dwellings within this area (theoretically exposed to TCE for 24 hours a day, 365 days per year); and
The population that is potentially exposed ‘regionally’ is that falling within an area equivalent to 40,000 km2 around the point source, i.e. with the area of a circle of a 113-km radius around the notional point source of TCE. This area is based on the size of a ‘region’ within the default assumptions of the EUSES software.
The Spolana site is immediately outside the northern municipal border of the city of Neratovice, north of the capital Prague in the Czech Republic. The city itself has a population of ca. 16,40018. The location of Spolana is shown in Figure 3–15.
Figure 3–15: Aerial view of the Spolana site in Neratovice (via Google Maps)
18 Information from https://en.wikipedia.org/wiki/Neratovice (accessed on 18 August 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 58
The following number of exposed individuals will be taken into consideration:
‘Local exposure’ of residents: consideration is given to populations within a radius of 1,000 metres from the point of release for which, conservatively, exposure levels estimated at 100 metres from the point source are assumed to apply. The caprolactam unit is located within a large industrial site; as previously noted, the Spolana site has an area of 152.9 ha (1.53 km2). As such, the notional circle area of 1km radius largely incorporates facilities within the Spolana site, rather than residential dwellings. Only a small part of the Libiš village to the west of the Spolana site falls within the notional ‘local exposure’ circular area (see Figure 3–16). As of 14 September 2017, Libiš has a total population of 2,13919. Figure 3–16 shows that the relevant exposure area covers a small number of non-residential buildings (garages, storage buildings, garden sheds, shown near the bottom of the picture) plus five multi-storey residential buildings. The number of residents in these blocks of flats is estimated by the local authority to be ca. 260. This number will be assumed to represent the members of the public potentially ‘locally’ exposed to TCE;
Figure 3–16: “Local exposure” area for population potentially exposed to TCE via the environment (via Scribble Maps)
‘Local exposure’ of workers: as above, consideration is given to populations within a radius of 1,000 metres from the point of release for which, very conservatively, exposure levels estimated at 100 metres from the point source are assumed to apply. As can be seen in Figure 3–16, the businesses falling within the 1km radius area is Spolana, all other companies co-located with Spolana in the Neratovice site and any businesses established in the part of the village of Libiš falling within the circular area. To err on the side of caution, we assume that the full workforce of 3,057 on the Neratovice site would fall within this group of potentially exposed workers. Of them, the 100 workers shown in Table 3–33 need to be extracted, to avoid double-counting. The number of workers potentially exposed to TCE while working for businesses in Libiš is unknown but it is assumed to be 100; this is probably an overestimate. Therefore, the total number of workers potentially exposed to TCE on the “local” level is 3,057 - 100 + 100 = ca. 3,100. It should be noted that unlike the general population, for workers, we assume that they will be exposed for 8 hours a day
19 Information provided to Spolana by the local authority by email on 14 September 2017.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 59
(compared to 24h for local residents) and for an assumed 240 days per year (compared to 365 days for local residents);
‘Regional exposure’ of residents: the EUSES software assumes a region with an area of 40,000 km2 and population of 20 million inhabitants. However, the population density in the Czech Republic is not as high as in Western Europe, on which the assumptions of the EUSES software are based. So, although we still assume the same area around the point source (a circle of a 113-km radius, see Figure 3–17), we have looked into more specific populations around the plant.
Figure 3–17: “Local exposure” area for population potentially exposed to TCE via the environment (via Scribble Maps)
The area covered by the circle shown in the figure above includes in-part or in-full the populations from the geographic regions shown in Table 3–34 overleaf. The figures under the “% exposed” column are based on a visual examination of the above figure.
The overall population of the notional ‘region’ is thus calculated at 8,011,692 inhabitants. Of this number, the ‘local’ resident population of 260 should be extracted to avoid double-counting, bringing the number of ‘regionally exposed’ residents to 8,011,432. All these are assumed to be members of the ‘general population’ i.e. potentially exposed to TCE during 24 hours a day, 365 days per year.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 60
Table 3–34: Calculation of “regional” population potentially exposed to TCE via the environment
Country Region with potential exposure Total population % exposed Population potentially
exposed
Czech Rep. A Prague 1,272,690 100% 1,272,690
Czech Rep. U Ústí nad Labem 830,371 100% 830,371
Czech Rep. L Liberec 439,262 100% 439,262
Czech Rep. S Central Bohemian 1,274,633 100% 1,274,633
Czech Rep. H Hradec Králové 555,683 75% 416,762
Czech Rep. K Karlovy Vary 310,245 50% 155,123
Czech Rep. P Plzeň 574,694 50% 287,347
Czech Rep. C South Bohemian 637,460 50% 318,730
Czech Rep. J Vysočina 512,727 50% 256,364
Czech Rep. E Pardubice 505,285 50% 252,643
Germany Saxony 4,143,000 50% 2,071,500
Poland Lower Silesian Voivodeship 2,908,457 15% 436,269
Total ‘regional’ population 8,011,692
Total regional population minus ‘local’ population 8,011,432
Sources: https://en.wikipedia.org/wiki/Regions_of_the_Czech_Republic (accessed on 18 August 2017) https://en.wikipedia.org/wiki/States_of_Germany (accessed on 18 August 2017) https://en.wikipedia.org/wiki/Lower_Silesian_Voivodeship (accessed on 28 June 2018)
The following table summarises the numbers of humans potentially exposed to TCE under the “Applied for Use” Scenario.
Table 3–35: Number of humans potentially exposed to TCE under the “Applied for Use” Scenario
Population group Number of humans potentially exposed
Spolana’s caprolactam workers 100
Local residents 260
Local workers 3,100
Regional residents 8,011,432
Total number of potentially exposed humans 8,014,892
3.4.2 Hazard profile of TCE
TCE was included in Annex XIV of the REACH Regulation due to its classification as “Carcinogenic Cat. 1B”. Kidney cancer, more specifically renal cell carcinoma, has been identified by the RAC as the key endpoint. The RAC has concluded that, due to the genotoxic potential of TCE, the substance should be evaluated as a non-threshold carcinogen with respect to risk characterisation (ECHA, 2014).
For the “Applied for Use” Scenario the number of excess statistical cancer cases is calculated using the RAC’s ERR (ECHA, 2014). The ERR covers the following exposure routes and is summarised in Table 3–36:
Inhalation exposure (workers and general population); Dermal exposure (workers and general population); and Oral (general population).
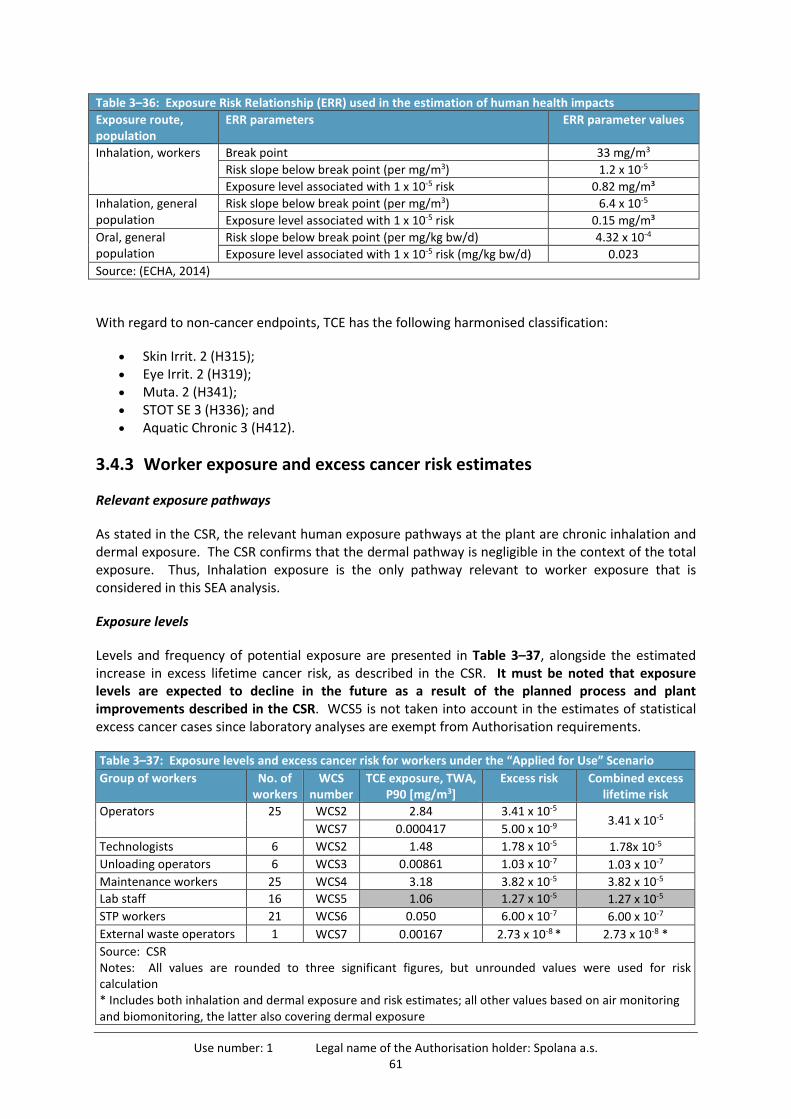
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 61
Table 3–36: Exposure Risk Relationship (ERR) used in the estimation of human health impacts
Exposure route, population
ERR parameters ERR parameter values
Inhalation, workers Break point 33 mg/m3
Risk slope below break point (per mg/m3) 1.2 x 10-5
Exposure level associated with 1 x 10-5 risk 0.82 mg/m³
Inhalation, general population
Risk slope below break point (per mg/m3) 6.4 x 10-5
Exposure level associated with 1 x 10-5 risk 0.15 mg/m³
Oral, general population
Risk slope below break point (per mg/kg bw/d) 4.32 x 10-4
Exposure level associated with 1 x 10-5 risk (mg/kg bw/d) 0.023
Source: (ECHA, 2014)
With regard to non-cancer endpoints, TCE has the following harmonised classification:
Skin Irrit. 2 (H315); Eye Irrit. 2 (H319); Muta. 2 (H341); STOT SE 3 (H336); and Aquatic Chronic 3 (H412).
3.4.3 Worker exposure and excess cancer risk estimates
Relevant exposure pathways
As stated in the CSR, the relevant human exposure pathways at the plant are chronic inhalation and dermal exposure. The CSR confirms that the dermal pathway is negligible in the context of the total exposure. Thus, Inhalation exposure is the only pathway relevant to worker exposure that is considered in this SEA analysis.
Exposure levels
Levels and frequency of potential exposure are presented in Table 3–37, alongside the estimated increase in excess lifetime cancer risk, as described in the CSR. It must be noted that exposure levels are expected to decline in the future as a result of the planned process and plant improvements described in the CSR. WCS5 is not taken into account in the estimates of statistical excess cancer cases since laboratory analyses are exempt from Authorisation requirements.
Table 3–37: Exposure levels and excess cancer risk for workers under the “Applied for Use” Scenario
Group of workers No. of workers
WCS number
TCE exposure, TWA, P90 [mg/m3]
Excess risk Combined excess lifetime risk
Operators 25 WCS2 2.84 3.41 x 10-5
3.41 x 10-5
WCS7 0.000417 5.00 x 10-9
Technologists 6 WCS2 1.48 1.78 x 10-5 1.78x 10-5
Unloading operators 6 WCS3 0.00861 1.03 x 10-7 1.03 x 10-7
Maintenance workers 25 WCS4 3.18 3.82 x 10-5 3.82 x 10-5
Lab staff 16 WCS5 1.06 1.27 x 10-5 1.27 x 10-5
STP workers 21 WCS6 0.050 6.00 x 10-7 6.00 x 10-7
External waste operators 1 WCS7 0.00167 2.73 x 10-8 * 2.73 x 10-8 *
Source: CSR Notes: All values are rounded to three significant figures, but unrounded values were used for risk calculation * Includes both inhalation and dermal exposure and risk estimates; all other values based on air monitoring and biomonitoring, the latter also covering dermal exposure
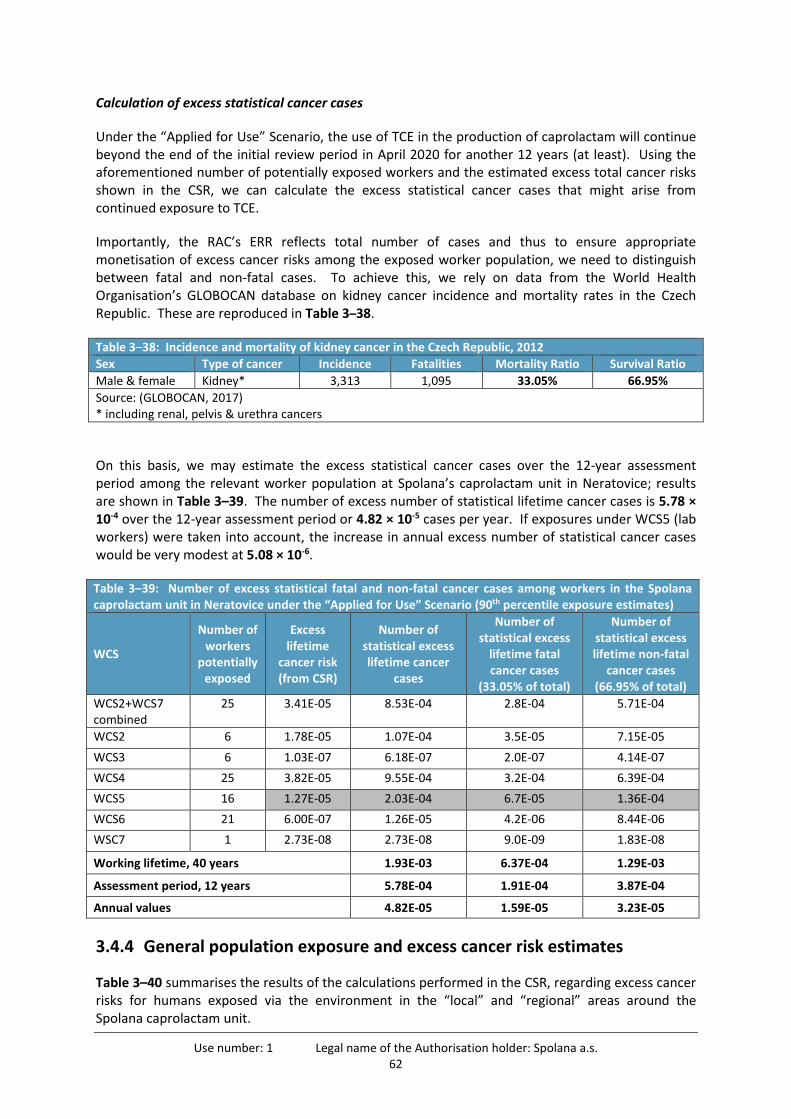
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 62
Calculation of excess statistical cancer cases
Under the “Applied for Use” Scenario, the use of TCE in the production of caprolactam will continue beyond the end of the initial review period in April 2020 for another 12 years (at least). Using the aforementioned number of potentially exposed workers and the estimated excess total cancer risks shown in the CSR, we can calculate the excess statistical cancer cases that might arise from continued exposure to TCE.
Importantly, the RAC’s ERR reflects total number of cases and thus to ensure appropriate monetisation of excess cancer risks among the exposed worker population, we need to distinguish between fatal and non-fatal cases. To achieve this, we rely on data from the World Health Organisation’s GLOBOCAN database on kidney cancer incidence and mortality rates in the Czech Republic. These are reproduced in Table 3–38.
Table 3–38: Incidence and mortality of kidney cancer in the Czech Republic, 2012
Sex Type of cancer Incidence Fatalities Mortality Ratio Survival Ratio
Male & female Kidney* 3,313 1,095 33.05% 66.95%
Source: (GLOBOCAN, 2017) * including renal, pelvis & urethra cancers
On this basis, we may estimate the excess statistical cancer cases over the 12-year assessment period among the relevant worker population at Spolana’s caprolactam unit in Neratovice; results are shown in Table 3–39. The number of excess number of statistical lifetime cancer cases is 5.78 × 10-4 over the 12-year assessment period or 4.82 × 10-5 cases per year. If exposures under WCS5 (lab workers) were taken into account, the increase in annual excess number of statistical cancer cases would be very modest at 5.08 × 10-6.
Table 3–39: Number of excess statistical fatal and non-fatal cancer cases among workers in the Spolana caprolactam unit in Neratovice under the “Applied for Use” Scenario (90th percentile exposure estimates)
WCS
Number of workers
potentially exposed
Excess lifetime
cancer risk (from CSR)
Number of statistical excess lifetime cancer
cases
Number of statistical excess
lifetime fatal cancer cases
(33.05% of total)
Number of statistical excess lifetime non-fatal
cancer cases (66.95% of total)
WCS2+WCS7 combined
25 3.41E-05 8.53E-04 2.8E-04 5.71E-04
WCS2 6 1.78E-05 1.07E-04 3.5E-05 7.15E-05
WCS3 6 1.03E-07 6.18E-07 2.0E-07 4.14E-07
WCS4 25 3.82E-05 9.55E-04 3.2E-04 6.39E-04
WCS5 16 1.27E-05 2.03E-04 6.7E-05 1.36E-04
WCS6 21 6.00E-07 1.26E-05 4.2E-06 8.44E-06
WSC7 1 2.73E-08 2.73E-08 9.0E-09 1.83E-08
Working lifetime, 40 years 1.93E-03 6.37E-04 1.29E-03
Assessment period, 12 years 5.78E-04 1.91E-04 3.87E-04
Annual values 4.82E-05 1.59E-05 3.23E-05
3.4.4 General population exposure and excess cancer risk estimates
Table 3–40 summarises the results of the calculations performed in the CSR, regarding excess cancer risks for humans exposed via the environment in the “local” and “regional” areas around the Spolana caprolactam unit.
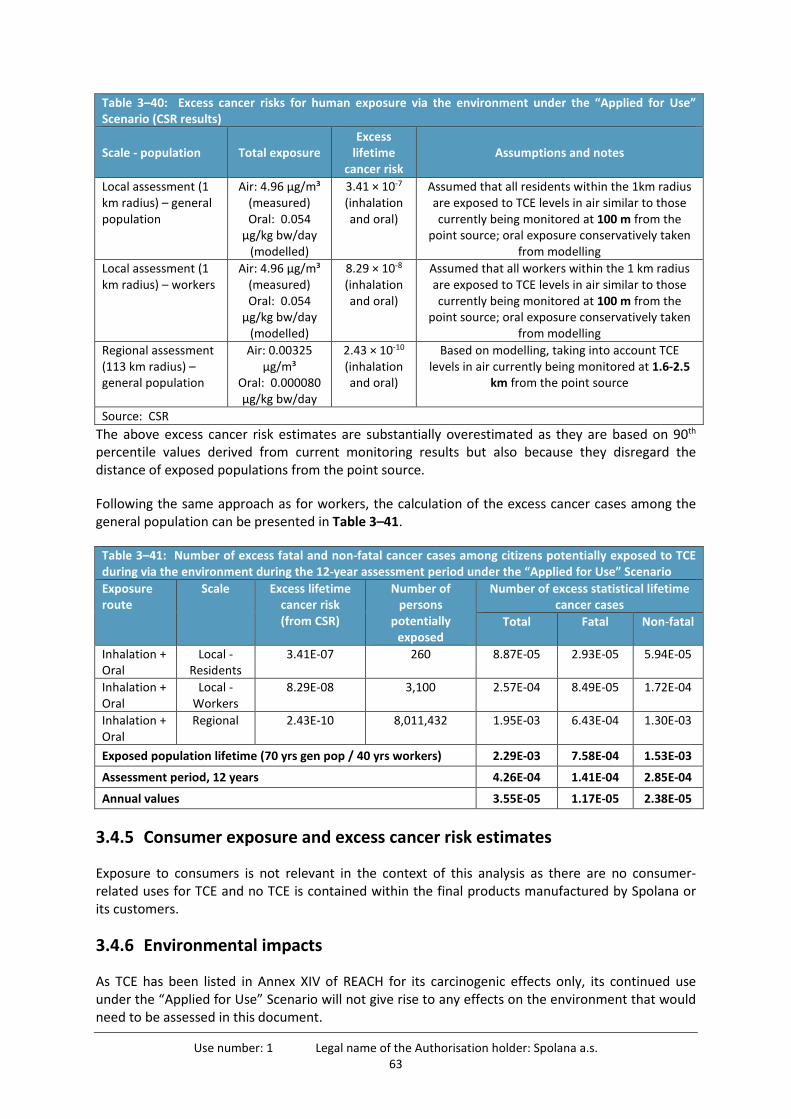
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 63
Table 3–40: Excess cancer risks for human exposure via the environment under the “Applied for Use” Scenario (CSR results)
Scale - population Total exposure Excess
lifetime cancer risk
Assumptions and notes
Local assessment (1 km radius) – general population
Air: 4.96 µg/m³ (measured) Oral: 0.054
µg/kg bw/day (modelled)
3.41 × 10-7
(inhalation and oral)
Assumed that all residents within the 1km radius are exposed to TCE levels in air similar to those currently being monitored at 100 m from the
point source; oral exposure conservatively taken from modelling
Local assessment (1 km radius) – workers
Air: 4.96 µg/m³ (measured) Oral: 0.054
µg/kg bw/day (modelled)
8.29 × 10-8
(inhalation and oral)
Assumed that all workers within the 1 km radius are exposed to TCE levels in air similar to those currently being monitored at 100 m from the
point source; oral exposure conservatively taken from modelling
Regional assessment (113 km radius) – general population
Air: 0.00325 µg/m³
Oral: 0.000080 µg/kg bw/day
2.43 × 10-10
(inhalation and oral)
Based on modelling, taking into account TCE levels in air currently being monitored at 1.6-2.5
km from the point source
Source: CSR
The above excess cancer risk estimates are substantially overestimated as they are based on 90th
percentile values derived from current monitoring results but also because they disregard the distance of exposed populations from the point source.
Following the same approach as for workers, the calculation of the excess cancer cases among the general population can be presented in Table 3–41.
Table 3–41: Number of excess fatal and non-fatal cancer cases among citizens potentially exposed to TCE during via the environment during the 12-year assessment period under the “Applied for Use” Scenario
Exposure route
Scale Excess lifetime cancer risk (from CSR)
Number of persons
potentially exposed
Number of excess statistical lifetime cancer cases
Total Fatal Non-fatal
Inhalation + Oral
Local - Residents
3.41E-07 260 8.87E-05 2.93E-05 5.94E-05
Inhalation + Oral
Local - Workers
8.29E-08 3,100 2.57E-04 8.49E-05 1.72E-04
Inhalation + Oral
Regional 2.43E-10 8,011,432 1.95E-03 6.43E-04 1.30E-03
Exposed population lifetime (70 yrs gen pop / 40 yrs workers) 2.29E-03 7.58E-04 1.53E-03
Assessment period, 12 years 4.26E-04 1.41E-04 2.85E-04
Annual values 3.55E-05 1.17E-05 2.38E-05
3.4.5 Consumer exposure and excess cancer risk estimates
Exposure to consumers is not relevant in the context of this analysis as there are no consumer-related uses for TCE and no TCE is contained within the final products manufactured by Spolana or its customers.
3.4.6 Environmental impacts
As TCE has been listed in Annex XIV of REACH for its carcinogenic effects only, its continued use under the “Applied for Use” Scenario will not give rise to any effects on the environment that would need to be assessed in this document.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 64
3.5 Monetised damage of human health and environmental impacts
3.5.1 Basis of economic valuation of excess statistical fatal and non-fatal cancer cases
The economic valuation of the health impacts takes into account two important welfare components, the costs associated with mortality and morbidity. The basis of our calculations is a recent study led by the Charles University in Prague (Alberini and Ščasný, 2014) and undertaken for ECHA. That study was critically reviewed by ECHA in 2016 and the results of that review have been the basis of the economic valuation performed here (ECHA, 2016b). The values used are:
Value of statistical life for the avoidance of a death by cancer: €3.5 million (2012 prices); and Value of cancer morbidity: €0.41 million (2012 prices).
It is considered appropriate to update these two figures to 2017 prices. This has been achieved by use of the Eurostat EU GDP deflator20. This suggests the aforementioned figures should be multiplied by a factor of 1.052. Thus, the following values are employed in the analysis below:
Value of statistical life (mortality): €3.5 million × 1.052 = €3.68 million (rounded); and Value of cancer morbidity: €0.41 million × 1.052 = €0.43 million (rounded).
Important note: medical care costs have not been taken into consideration in the monetisation of human health impacts. It is acknowledged that there are several scientific papers and reports looking into the cost of kidney cancers (Zhimei Liu, no date; Lang et al., 2007; Purmonen et al., 2010; National Cancer Institute, 2011; Shih et al., 2011; Hagiwara, Hackshaw and Oster, 2013; CDC, 2014). These sources indicate that the cost of treatment per kidney cancer patient is in the range of thousands of Euros. Even if a representative per patient cost could be selected, this would make a very small difference to the calculations presented in the SEA and thus would not have an influence on the conclusions of this analysis.
3.5.2 Monetisation of worker health impacts for the “Applied for Use” Scenario
The selected values for mortality and morbidity are applied to the estimated annual number of excess statistical fatal and non-fatal cases among Spolana’s workers in the caprolactam unit, respectively. The annual human health costs are then discounted over 12 years at a rate of 4% (note that this rate for social costs is lower to the 10% rate for business costs described later in this document when assessing the economic feasibility of alternative substances). Baseline year is 2017, discounting starts in 2018 and impacts to worker health theoretically manifest over the period 2020-2031 (this is a conservative approach which brings human health impacts forward as it ignores the time lag between exposure to a carcinogenic agent and disease manifestation).
Table 3–42 presents the estimated number of kidney cancer cases and associated costs, in present value terms, over the 12-year assessment period.
20 Available at http://bit.ly/GDPDeflatorNEW and http://bit.ly/GDPDeflatorOLD (accessed on 12 February 2018). Data were available and used for Q2-Q4 of 2012 and Q1-Q3 of 2017.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 65
Table 3–42: Present value and annualised economic value of mortality and morbidity effects on workers at Spolana’s caprolactam unit (discounted over 12 years @4% per year)
Mortality Morbidity
Total number of excess cancer cases among workers 1.91E-04 3.87E-04
Annual number of cases among workers 1.59E-05 3.23E-05
Present Value cost (2017 prices) € 509 € 121
Total Present Value costs (over 12 years) € 629
Total annualised cost € 73
Note: figures are rounded to nearest €
Under the “Applied for Use” scenario, the estimated economic costs associated with effects on Spolana’s workers’ health from the continued use of TCE in Neratovice can be seen to be very low.
3.5.3 Monetisation of impacts on humans from exposure via the environment for the “Applied for Use” Scenario
As for workers, the selected values for mortality and morbidity were applied to the estimated annual number of excess statistical fatal and non-fatal cases among the general population, respectively. The annual human health costs are then discounted over 12 years at a rate of 4%. Table 3–43presents the estimated number of cancer cases and associated costs, in present value (2017) terms, over the 12-year assessment period.
Table 3–43: Present value and annualised economic value of mortality and morbidity effects on the general population (discounted over 12 years @4% per year)
Mortality Morbidity
Total number of excess cancer cases among general population 1.41E-04 2.85E-04
Annual number of cases among general population 1.17E-05 2.38E-05
Present Value cost (2017 prices) € 375 € 89
Total Present Value costs (over 12 years) € 464
Total annualised cost € 53
Note: figures are rounded to nearest €
Under the “Applied for Use” Scenario, the estimated economic costs associated with effects on the general population’s health from the continued use of TCE in Neratovice can be seen to be very low. It is of note that although the excess cancer risk per person for the general population is very low compared to Spolana’s workers at the caprolactam plant (see Table 3–39 and Table 3–41), due to the difference in the number of exposed persons (100 workers vs. ca. 8 million inhabitants), the present value of morbidity and mortality effects among the general population is only modestly lower than for Spolana’s directly exposed workers.
It must also be noted that through the planned improvements to equipment and processes, releases of TCE to the environment and consequently potential exposure of residents and workers to TCE via the environment will further decline in the future.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 66

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 67
4 Selection of the “Non-use” Scenario
4.1 Efforts made to identify alternatives
4.1.1 Research and development
Past research and development
Overview
Spolana has carried out in the past extensive research on the improvement of the caprolactam manufacturing process, including the use and potential replacement of TCE. The company has made efforts towards finding suitable solvents for the substitution of TCE in the extraction of caprolactam (essentially a solution that is a cheaper, more stable and less toxic than TCE) as well as on the potential improvement of the efficiency of the extraction process. The majority of this work was conducted in the 1970s and 1990s. The most important study was conducted in 1971 and, mainly, 1972, which dealt with the determination of the physicochemical data for the selection of extraction solvent. In recent years (until 2008) research activities were focused primarily on monitoring of TCE emissions from the extraction of caprolactam and troubleshooting equipment malfunctions within the extraction process.
An important note must be made: as many of the relevant studies were conducted in the (distant) past, only the final reports of the studies are preserved. These do not necessarily include key details of that work. Since the completion of the older studies several organisational and personnel changes have occurred in Spolana, thus it is not possible to determine how many researchers participated in the research and what the costs of the research were.
Table 10–1 in Appendix 2 presents the full list of R&D that is relevant to the manufacture of caprolactam and the use of TCE which Spolana has undertaken since 1969; the following paragraphs focus on the most important elements of past R&D work. The table presents information available in Spolana’s internal filing system. On the other hand, Table 4–1 presents the potential alternatives for TCE that Spolana has actually investigated in the past.
Table 4–1: Potential alternative extraction solvents investigated by Spolana in the past
# Substance name EC No. CAS No. Year of investigation
1 Toluene 203-625-9 108-88-3 1972
2 Benzene 200-753-7 71-43-2 1972
3 Carbon tetrachloride 200-262-8 56-23-5 1971, 1972
4 1,2-Dichloroethane 203-458-1 107-06-2 1972
5 Tetrachloroethylene 204-825-9 127-18-4 1972
6 1,1,1-Trichlorethane (methyl chloroform) 200-756-3 71-55-6 1972
7 Chlorobenzene 203-628-5 108-90-7 1972
Source: Spolana
Discussion on findings of past R&D on alternative substances
In the 1972 study, the equilibrium relationships in the individual extractors were investigated, both in the system lactam oil (crude caprolactam – Level I), and for a system of organic solvent-caprolactam-water (Level II). The measurements were focused on the determination of the binodal curve by titration method and on determination of the distribution coefficients for the separated

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 68
phases. Further research undertaken in 1972 measured the interfacial tension. The equilibrium data were taken from the literature. For the first extraction step, the usability of these data was compared with several measured equilibrium concentrations. The aim of this research was to optimise the extraction process of caprolactam in term of reduction of losses during the extraction process.
The key findings of this research can be summarised as follows:
1. The mean value of the distribution coefficient for the extraction of crude aqueous lactam with an organic solvent is the highest in the case of 1,2-dichloroethane and decreases in the order: TCE, benzene, chlorobenzene, 1,1,1-trichloroethane, toluene, tetrachloroethylene, carbon tetrachloride.
2. In the re-extraction of caprolactam from the organic solvent by water the highest value of distribution coefficient was found in the case 1,2-dichloroethane and decreases in order: chlorobenzene, TCE, benzene, 1,1,1-trichloroethane, tetrachloroethylene, toluene, carbon tetrachloride.
3. The highest density was found in tetrachloroethylene, TCE and carbon tetrachloride (value decreases in this order) and the smallest difference was found in chlorobenzene.
4. The distribution coefficients for the step of extraction are lower than in the first step. In the water phase ammonium sulphate is no longer present.
5. By comparison of the distribution coefficients, values of density and interfacial tension revealed that carbon tetrachloride, toluene, 1,1,1-trichloroethane, tetrachloroethylene and benzene reported (in terms of the extraction of caprolactam) worse results than the currently used TCE. 1,2-Dichloroethane, although it is a substance that Spolana manufactures, was not considered a feasible alternative as it is a flammable substance (the substance is also listed in REACH Annex XIV).
This research confirmed that the most appropriate substitutes for TCE are mainly halogenated organic solvents and solvents with aromatic character. The results of these and other studies listed in Table 10–1 of Appendix 2 led to changes in the extraction process, or rather to addition of further extraction columns (for example Extractor K3.7d). Based on the results of the 1972 study the operating conditions for the extraction of caprolactam were optimised. The extract from the first stage of caprolactam extraction (TCE) from raw lactam phase and the extract from sulphate lye21
extraction (TCE) were mixed prior to injection into the second stage of caprolactam extraction (demi water) to minimise the loss of caprolactam. Spolana used the possibility to patent some of the conclusions of the scientific-research activities. The list of patents is included in Table 10–1 of Appendix 2.
Discussion on past R&D on improvement of TCE emission controls
Spolana has invested a significant proportion of its R&D efforts towards the minimisation of TCE emissions. As shown in Table 10–1 of Appendix 2, in the 1990s and 2000s, research was undertaken with that specific goal. Nevertheless, the wider body of R&D work that Spolana has undertaken since the 1960s has had a marked positive result on the emissions of TCE; as shown in Figure 3–3,
21 ‘Sulphate lye’ is the 40% solution of ammonium sulphate from Beckmann rearrangement that contains less than 1% of caprolactam.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 69
Spolana has been able to significantly reduce losses of TCE over the last 40 years; currently consumption of the substance is ten times lower than in 1974.
Of particular relevance is an EU/state-funded project undertaken in 2006 with the aim of decreasing TCE emissions. Spolana received a subsidy of CZK1.75 million for a CZK5.5 million22 (ca. €0.2 million)23 project aimed at reducing TCE emissions from the caprolactam concentration unit below a limit of 100 g/h of TCE (original emission before this project and other reconstruction exceeded 500 g/h). To achieve this, an additional distillation column efficient oriented packing was installed and a new boiler substituted the former K 3.3b column that had exhibited insufficient efficiency.
During the concentration of the aqueous caprolactam solution, TCE in equilibrium with water is evaporated. The whole process is under vacuum. Due to the relative low boiling point and difficult TCE condensation, the exhaust gas from vacuum pump contains TCE. The new column enabled TCE pre-stripping from aqueous caprolactam solution at atmospheric pressure without system degassing. Then the vacuum unit is fed with the caprolactam stream containing a lower content of TCE. The new installation came online on 31 March 2006.
Protocols confirmed that the vacuum pump emission is operating safely below the limit of 100 g/h. Table 4–2 demonstrates the drastic reduction of TCE emissions from the vacuum pumps.
Table 4–2: Reduction of TCE emissions from vacuum pumps in the period 2004-2006 (NB. two separate measurements each year)
Year Volumetric flow rate of air from vacuum pump
outlets (Nm3/h)
Concentration (mg/m3)
Mass flow (kg/h)
Operating hours (h)
Total amount released
(t)
2004 122 18,204.0 2.217 6,384 14.153
115 1,236.0 0.142 1,808 0.257
Total 14.410
2005 94 2,915.6 0.274 4,366 1.188
96 2,427.8 0.233 4,068 0.984
Total 2.136
2006 9 2,355.0 0.021 4,146 0.087
10 1.49 0.000 4,202 0.000
Total 0.087
Source: Spolana
Current and future R&D
R&D aimed at identifying an alternative extraction solvent or technique – The RAFKAPR Project
Overview: after the submission of Spolana’s first Application for Authorisation for this use of TCE in 2014, Spolana came to an agreement with two partners, the Technical University of Ostrava (VŠB)24
and TECHEM CZ, s.r.o.25 under project TH01030104 titled “Refining of crude caprolactam”. In
22 This report uses the following exchange rate €1 = CZK27. This is based on historical exchange rate data over the last five years.
23 In agreement with the subsidy conditions the whole activity was presented in the media.
24 https://www.vsb.cz/en
25 http://www.techemcz.cz/en
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 70
practical terms, the project is being undertaken by the Joint Laboratory of Environmental Engineering founded by these two partners26 and is sponsored by the Technology Agency of the Czech Republic (TAČR)27 within the EPSILON Programme28. Spolana is not contributing to the funding of this project. This means that Spolana does not have access to the full information generated by the researchers; the release of details of the research undertaken is within the discretion of VŠB and TECHEM CZ. In addition, access to the results will also require a fee to be paid by Spolana to the researchers who will be the legal owners of the rights to any innovation achieved within this research project.
Project title: Trichlorethylene replacement in crude caprolactam refining (RAFKAPR).
Start and finish dates: the project was initiated on 2 January 2015 and will be completed by 31 December 2018 (i.e. after this review report is submitted).
Manpower and costs: a total of ''' (range: 5-10) researchers of the Joint Laboratory of Environmental Engineering are involved, comprising ''' researchers from VŠB and ''' researchers from TECHEM CZ. The total cost of the project is ''#D, E# entire Section 4.1.1 unless otherwise statedg (range: €0-1 million), of which 80% is covered by state subsidies.
Project aims and key activities envisaged: the aims of this project are to:
Develop a new process for the refining of crude caprolactam without the use of TCE; and
Obtain the technical and technological basis for implementation of the developed refining process either on the existing production facility or on a newly installed pilot plant at Spolana. Such a pilot plant would be set up separately to this R&D project (see explanation later in this Section).
If both aims were to be successfully achieved, the newly developed process could be implemented at Spolana, i.e. after the company has purchased a licence.
Project programme: the work has been envisaged to be undertaken in 4 stages, over its 4-year duration:
Stage 1 (2015): Preparatory actions and investigations; Stage 2 (2016): Research of the caprolactam refining process; Stage 3 (2017): Optimisation of refining conditions; and Stage 4 (2018): Development of the technical documentation for the pilot plant.
A description of activities during each stage is provided in Table 4–3.
26 http://www.ietech.eu/index.php/iet-1/spolecna-laborator-techem-iet
27 https://www.tacr.cz/index.php/en/
28 https://www.tacr.cz/index.php/en/programmes/epsilon-programme.html

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 71
Table 4–3: Description of R&D activities under the RAFKAPR Project by VŠB & TECHEM CZ
Stage Activity # Description
1 E1A Detailed study of technological conditions of caprolactam extraction in Neratovice; analysis of available knowledge on caprolactam refining
E1B Development of an analytical method suitable for monitoring the quality of laboratory samples of refined caprolactam; quantitative analysis
E1C Selection of the appropriate refining method according to physicochemical data for the components of crude caprolactam and Hansen solubility parameters
E1D Toxicological risk assessment and evaluation of environmental performance of possible refining processes
2 E2A Initiation of laboratory research on selected technologies for the refining of crude caprolactam including refining extraction of selected solvents
E2B Analytical monitoring of quality of laboratory samples of crude caprolactam
E2C Collection of toxicological and eco-toxicological data for selected solvents, toxicological risk assessment and environmental performance of the selected refining process
3 E3A Completion of laboratory research in caprolactam refining technologies and optimisation of technological conditions
E3B Analytical monitoring of quality of laboratory samples of refined caprolactam
E3C LCA study of the selected refining process compared to extraction with TCE
E3D Chemical-engineering calculations of technological equipment for refining of caprolactam
E3E Elaboration of a research report for Spolana for 2016 and annual interim reports on the project solution for TA CR (Technological Agency of the Czech Republic)
4 E4A Final chemical engineering calculations of equipment and the assessment of opportunities and risks of transferring the selected refining process to plant or pilot plant scale
E4B Development of technical and technological basis for the design of refining pilot plant in the form of final research report
Source: Spolana
The work of each Stage is concluded with the submission of a research report to Spolana. The result of this project will be technical and technological documentation for the construction of a pilot plant29.
Potential alternatives being considered: based on an assessment of the current state of the technological side of this matter in Europe, conducted via a literature and a patent review, new processes of refining crude caprolactam were evaluated according to the following criteria:
Investment demands of a new refining process; Operating economics of the new refining process; Energy consumption of the new process; and Environmental performance of the new process (emissions to the environment).
Following the initial results achieved after the first year of the project, two research directions were deemed appropriate to pursue for the substitution of TCE:
Exploration of the possibilities of refining raw caprolactam by '''''''''''''''' '''''''''''''''''''''' ''''' ''' ''''''''''''''''''' '''''''''''''' '''''''''''''''''''' '''''''''''''''' ''''
Refining of raw caprolactam by extraction with an alternative solvent or solvent mixture.
29 In theory, transferring the new refining technology to industrial scale could be carried out either using the existing production facilities or through the installation of a pilot plant. The first option is not feasible due to the capacity utilisation and continuous character of caprolactam production at Spolana.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 72
'''''''''''''''''''''' '''' ''' '''''''''''''''''''''''''''' '''''''''''''' ''''''''''''''''''' '''''''''''' ''''''''''''' ''''''' '''' '''''''''''''''' '''''' '''''''''''' '''''''''''' ''' '''''''''''''''' ''''''''' ''''' ''''''' ''''''''''''''''''' ''''''''''''' ''''''''''' ''' '''''''''' ''''''''''''' '''''' '''''''''''' ''''' ''''''' '''''''''''''' '''''''''''' '''''''' '''''''''' ''''' ''''''''''''''''''''''' ''''''' '''''''''''''''''''' ''''''''''''''''''' '''' '''''''''''''''''' ''' ''''''''''' '''''''''' ''' ''''''''''''' ''''''''''''''''''''' ''''''''''''''' ''''''''''''''''''''' ''' ''' '''''''''''''' ''''' ''''''''''''''''''' ''''''''''''''' ''''''' ''''''''''''''' '''''''''''' ''''''' '''''''''' ''''''''''''' ''''' ''''' '''''''''''''''' '''' '''''''''''''''' '''' ''''''' '''''''''' '''' ''''''''''''' ''''''''''''''''' '''''''''''''' '''''''' ''''''''' '''''''''''''''''''''' '''''''''''''''' '''''''''''''' ''''''''''''''''''''' '''' ''''''' '''''''''' ''''''''''''' ''''''''''''''' '''''''''''' '''''''''' ''''''' ''''''''''''' '''''''''''''' ''''''''''''''' ''''''''''''''' ''''''''''''''''''' '''''''''''''''' ''''''' ''''''''''''' ''''''''''''''' '''' ''''''' ''''''' ''''''''''''''''''''''''' '''' '''''''''' '''''''''''''''''''''''' '''''''' ''''''''''' '''''' '''''''''''''''' '''''''''''''''' ''''''' ''''''''''' '''''''''''''''''' ''''''' '''''' '''''''' ''''''''''''''''''''''''' ''''''' '''''''''''''''''' ''''''''''' ''''''''''' '''' '' ''''''''''''''''''''' '''''''''''''' '''' ''''''''''' '''' '''''''''''' ''''''' '''''''''' '''''''''''''''''''' '''''''''''''''''' ''''''' ''''''''''''''''''' ''''''' '''''''''''''''' '''''''''''''''''' ''''''''''' ''''''''''''''''''' '''''''''''''''' '''''''''''''' ''''''''''''''''''''' '''' '''''''''' '''''''''''''''''' '''''''''''''''''''''''''''' ''''''''''''''' ''''''''''''''''''''' '''''' ''''''''''''' '''''''''''''''''''''''' '''''''''' '''''''''''' ''''''''' '''''''''''''''''' ''''''''' ''''''''''''' ''''''''''' '''''''''''''''''''''' ''''''''''''' ''''' '''''''''''''''' '''''' ''''''' '''''''''''''''''''''''' ''''''''' '''''''' '''' '''''''''''''' ''''''' '''''''''''''' '''' ''''''''''''' '''''''''''''''' '''' ''''' '''''''''''' '''''''''''''''' '''''''''''''''''''''' ''' ''''''''''''' ''''''''''''''''''' '''' ''''''''''''''' ''''''''''''''''''''' '''' ''''''' '''''''''''''''' ''''''''''''''''''''''''' ''''''''''''''''''''''''' '''' ''''''''''' ''''''''''''''''''' ''''''' '''''''''' ‘’’’’'''''''''''''''
On the other hand, in order to identify in-principle feasible alternative solvents, 10 main criteria were taken into account. The criteria were chosen based on the investigation into a large number of solvents undertaken by Spolana and other European caprolactam producers and include:
1. Specific weight - greater than or equal to 1.44 g/cm3 for the current extraction arrangement (i.e. extraction solvent feed in the extraction column head). The difference between densities of crude caprolactam and a solvent must be at least 0.2 kg/l for quick establishment of phase equilibrium; therefore, limit value is ρ > 1.24 kg/l. If the specific weight is less than 1.04 kg/l (at 20 °C), a reverse arrangement of extraction is required.
2. Boiling point - Interval of 50-100 °C. Boiling point significantly higher than that of TCE (ca. 87 °C) requires more thermal energy in order to recycle the solvent by distillation.
3. Solubility loading capacity for caprolactam - Not less than 19% in the extraction mixture or ideally above 19 - 20% caprolactam in a solvent at 20 °C.
4. Miscibility with water - The solvent cannot be miscible with water because it has to be possible to separate the aqueous phase of the caprolactam (extract) and the organic solvent phase (raffinate).
5. Recyclability of the solvent - Annual output is in the range of 1,000 to 10,000 tonnes.
6. Process energy consumption - No significant increase compared to the TCE-based process.
7. Compatibility with the impurities of aqueous ammonium sulphate solution - The solvent must be capable of extracting impurities from ammonium sulphate without adversely affecting its quality.
8. Flammability - Because TCE is non-flammable, the existing technological equipment does not need fire protection and other fire protection systems.
9. Toxicity - The solvent must not be classified as a Substance of Very High Concern (SVHC) according to Regulation (EC) No 1272/2008 (REACH); furthermore, it must not be listed in Annex XIV of the REACH Regulation.
10. Effects on the environment - The solvent must not be included among substances falling under the EP and Council Regulation (EC) No 1005/2009 on Substances that Deplete the Ozone Layer and under Regulation (EC) No 850/2004 of the European Parliament and of the Council on Persistent Organic Pollutants substances. The solvent used should not significantly increase emissions above the current levels.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 73
The researchers quickly dismissed the alternatives that Spolana had investigated in the past (see discussion above) for toxicity and environmental effects reasons. Similarly, the use of ionic liquids as an extracting agent was rejected because of their unavailability in sufficient volumes and their high prices. Instead, it was concluded that the following options be taken into consideration:
''''''''''' ''''''''''''''''' '''''''''''''''''''''' '' ''''''''''''' '''' '''''''''''''''''''' '' ''''''''''''''' '''''''''' ''''''''''''''''''''' ''''''''''' ''''''''''''''''' '''''''''''''''''' '''''''''''''''''''''' '''''''' ''''''' ''''''''' '''''''''''''''' '''' ''''''' '''''''''' '''''''''''''''''' ''''' ''''''' ''''''''''' ''''''' '''''''' ''''''''''' '''''''''' '''''''''''''
''''''''''''''''''''''' ''''''''''''''''' ''''''' ''''''''''''''''''' ''''''''''''' '''''''''' ''''''''''''''''''''''
Table 4–4: '''''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''' ''''''''''''''' '''''''''''''''''''' ''''' ''''''''''''''''' '''''
'''''''''''' '''''''' '''''''''''''''''
''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''' '''''''''''''''''' ''''''''' ''''''''' ''''''''''''' ''''''''''''''''''''''''' ' '''''''''''''''
''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''''''''
'''''''''''''''''''''''''''''''''''''''' '''''''' ''''''''''''''''''''''''''''''''''''''''''' '''''''''''''''''''''''' ' '''''''''''''''''''''''''
'''''''''''''''''''''''''''''''''''''''' ''''''''''''''''''''''''''''''' '''''''''''''''
'''''''''''''''' ''''''''''''''' ''''''
''''''''''''''''''' ''''''''''''' '''''' ''''''''''''''''''' '''''''''''''''''''' '''''''''''''''' ''''''''''''' '''''' '''''''''' ''''''''''''''''''''' ''''' '''''' '''''''''''''''''''''' '''''''''''''' ''''''''' ''''''' ''''''''''' ''''' '''''''''''''''
''''' ''''''' '''''''' ''''' ''''''' '''''''' ''''''''' '''' ''''''''''''''''''' ''' ''''''''''''' ''''''''''''' '''''''''''' ''''' ''''''''''''''' ''''''''''''''''''''''' ''''''''''''''' '''' ''''' '''''''''''''' ''''''''''''''''''''' ''''''' '''''''''' ''''''''''' '''''''''''''''''''''''' '''''''''''
Results obtained so far (based on status report at end of 2017): as of the end of 2017, the following results have been obtained:
'''''''''''''30' ''''''''' '''''''''''''''''''' '''''' ''''''''''''''''''' ''''' ''''''''''31'''' '''''''''''''''''''''' '''' '' '''''''''''''''''' '''''' ''''''' '''''''''''''''''' '''' '''''''''''' ''''''''''''''''''''''''' '''''''''''''''''''''''' ''''''''''''''''''''' ''''''''' ''''''' '''''''''''''' ''''''''''''''32''''''' '''' ''''''''''' ''''''''''''''''''''''''' '''''''' ''''''''''''''33'''' ''''''' '''''''''''''''''
'''''''''''''''''''''' '''''''''''''''''''''' ''''''''''''' ''' ''''''' '''''''''''''''''''''' '''''''''''''''''''''' '''''''''''' '''' ''''''' '''''''''''''''''''' ''''' ''''' '''''''''''''''''''''''''''''''''''''''' '''''''''''' ''' ''''''''''''' ''''''''''''' '''''''''' '''''''''''''''' ''''''''''' '''''''''' '''''''''''' ''''''' '''''''''''''' '''''''''''''''''''''''''''''' '''''' '''''''''' '''''''''''' ''''''''''''''' '''''''''''''''''''' '''''''''''''''''''''' ''''' ''''''' ''''''''' ''''''''''''''''''''''' ''''''''''''''' ''''''' '''''''''''''''''''' ''''''''''''''''' ''''''''''''''''' ''''''''''''''' '''''''''' '''''''''''''''''''' ''''''' ''''''''''''''''''''''''''' ''''''''''''''' ''''''''''''' ''''' '''''''''''''''' ''''' '''''''''''''''
30 ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’
31 ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’
32 ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’
33 ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 74
''''''''''''''''''''''''' '''' '''''''''''''''''''' '''''''''''' '''''''''''''''''''''''' ''''' ''' ''''''''''''' '''' ''''''' '''''''''''''''' '''''''' ''''''''' ''' '''''''''''''' ''''''''''''''' ''''''''''''' ''''' ''''''''''' '''' ''''''''''' '''''''''''
''''''''''''''''' '''' ''''''''''''''''''''' '''''''''''''''''''''''' ''''''''''''''' ''' '''''''''''''' ''''''''''' '''''''''''''''' '''' '''''' '''''''''''''''''' ''''''' ''''''' ''''' '''''''''''''' ''''''''''''''''''''''' '''' ''''''''' ''' '''''' ''''''''''''''' '''' ''''''''''''''''''''''' '''''''' '''''''''''''''''''''' ''''''''''''''''' ''''' '''''''''''''''' ''''''''''''''''''' '''' '''''''''''''''''''' ''''''' '''''''''''''''''''''''' '''''''''''''''''''''''''''' ''''''' ''''''''''''''''''''''' ''''''''''''''''' ''''''' '''''' '''''''''''''' '''' '''''''''''''''''''' ''''''''''' ''''' '''''''''''''''' ''''''''''''' '''''''' '''''''''''' ''''''' '''''''''''''''''' ''''''''''''''' '''''''''' ''''''' ''''''''''''''' ''''''''''''''' ''''''''''' ''''' ''''''''''''''''''''''' ''''''' '''''''''''''''''''''' '''''''''''''''''''''''' '''''''''''' ''''' '''''''''''''''' '''''' ''' '''''''''''''
''' ''''''''''''' ''''''''''''''''''''' '''''''''''''''''''''' ''' '''' '''''''''''''''' ''''''' '''''''''''''''''''''''''''''' '''''''''''''''' ''''''''''''''''''''' ''''' ''''''''''''''''''''''''' '''''''''''''' '''''''''''''''' '''' ''''''''''''''''' ''''''' ''''''' ''''''''''''''''''''' '''' '''''''''''''''''''''''' ''''''''''''''''''' ''''' ''''''' '''''''' '''' '' ''''''''''''''' '''''''' '''''''''''''
Progress with identifying a feasible alternative extraction solvent:
''''''''''' ''''''''''''''' '''''''''''''''''''''''' '' ''''''''''''''' '''' ''''''''''''''''''' ''' '''''''''''''''''' '''''''''' ''''''' '''''''''' '''' ''''''''' ''''' '''''''''''''' ''''''''''''''''' ''' '''''''''''''' ''''' ''''''''' '''''' '''''''''''''''' '''' '''''''''''''''''''''' '''' ''''''''' '''''''''''''' '''''''''''''''''''' '''''' '''''''' '''' ''' '''''''''' ''''''' ''''''''''' ''''''''''''''''''''''' ''''''''''' '''' ''''''''''' ''''''' '''''''' ''''' ''''''''''''' ''''''''''' '''' ''''''''''''''''''' '''' ''''''''''''''' ''''''' '''''''''''''''''' '''' '''''' ''''''''''''''''''' '''' ''''''''''''''''''' '''' ''''''' '''''''''''' ''''''''''''' ''''''''''''''''''''''''''''''''' '''' '''''''''''''' '''''''''''''''''''''' '''' ''''''''' ''''''''''''''''' ''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''''''''' '''''''''' ''''''''''''' ''''''' '''''''''''''''' '''''''' ''''''''' ''' ''''''''''' ''''''''''''' ''' ''''''''''''''''''''' '''' ''''''' '''''''' '''''''''''''''' ''''' ''' ''''''''''' ''''''''''''''' ''' '''''''''''' ''''''''''''''' '''''''''''''''''''''''' '''' ''''''' '''''''''''''' ''''''''''''''''''' ''''''''''''''''' ''''''' ''' ''''''''''''' '''' ''''''' ''''''''''''''''''''''' ''''''''''''''' ''''''''''''''''' ''''' ''''''' '''''''''''' '''''''''''''''' '''''' ''''''' '''''''''''''' ''''''''''''''''' ''''''''''' '''''' '''''''' '''''''''''' ''''''''''''' ''''''''''''''''' ''''''' ''''''''''''''''''''''''''''''''''''' '''''''''''' '''''''''''''''''''''''''' '''''''''''''' ''''''' ''''''''''''''' ''''''''''''''''''''' '''''''''''''''' '''' ''''''''' ''''''' ''''''''''''''''''' '''' '''''''''''''''''''''''''' '''''''''''''' ''''''''''' ''''''''''' '''''''''' '''' ''''' '''''''''''' ''''' '''''' '''' ''''''' '''''''''''''''' ''''''' ''''''' '''' ''''''' ''''''''''''''''''''''' '''''''''''' '''''''''''''''' '''' ''''''' ''''''''''''''' '''''''''''''''''''''''' ''''''''''' '''''''''''''''' '''''''' ''''''''' ''' '''''''''''' '''''''''''''''' ''''''' ''''''''''''''' '''''''''''' '''' ''''''' '''''''''''''''' ''''''''''''''''''''''''' ''''''''''''' '''''' '''''''''''''''''' ''''''' '''''''''''''''' '''''''' ''' ''''''''''''' '''' ''''''''' ''''''' '''''''''''''''' '''' '''''''''''''''''''''' '''''' ''''''''''''''''''' '''' '''''' ''''''' ''''''''''''''''' '''''''''''''''''''''''''''''''''''''' '''''''''''' '''''''''''' '''''''''''''' ''''''' '''''' ''''''''''''''''' '''''''''''' '''''' ''''''''''''''''''''''' '''' ''''''''''''' '''' '''''''''''''''''
''''''''''''''''''''' '''''''''''''''' '''' ''''''' '''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''''''''' ''''''''''''''''''''''''''''''''''''''''''' ''''''''' ''''''' '''''''''''''''''''''''''''' ''''''' ''''''''' ''''''''''' '''' ''''' ''''''''' ''''''''''''' ''''' ''''''' ''''''''' '''' ''' ''''''''''''''''''''''' ''''''''''''''''''''' '''' ''''''' '''''''''''''''' '''''''''''''' '''''''''''''''''''''' '''''''' '''''''' ''''''''''''''''''' ''''''''''''''''' '''' ''''''' '''''''''''''' '''' ''''''' '''''''''' '''''''''''''''''''''' '''' ''''''' ''''''''''''''' '''''' '''''''''''''''' '''''''''''' '''''''''''''''''''''''' ''' ''''''' '''''''''''''''''''''''' ''' ''''' '''''''''''''''''''''''''''''''''''' '''''''' ''''''''''' '''' ''''''' ''''''''''''''''''''''''''''''''' '''''' '''''''''''''''''''''''''''' ''''''' ''''''''''''' ''''''''''''''''''''' '''' ''''''''' ''''''''''''' ''''''''' '''' ''''' ''''''' ''''''''''''' ''''''
''''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''' ''''''''''''''''' ''''''' '''''''''' ''''' ''''''' ''''''''''''' ''' '''''''''''''''''''''' '''''''' ''''''''''''''''''' ''''' '''''''''''''''''' ''''''' ''''''''''''''' '''''''''''''''''''''' ''''''''''''''' ''''''''''''' '''''' '''''''''' ''''''''''''' '''' ''''' ''''''''' '''''''''''''''' ''''' ''''''' ''''''''' ''''' ''' ''''''''''''''''''''' '''''''''''''''''''' ''''' ''''''' '''''''''''''''' ''''''''''''''' '''''''''''''''''''' ''''''''' '''''''' '''''''''''''''''''' ''''''''''''''''''' '''' ''''''' '''''''''''''''' ''''' ''''''' ''''''''''' '''''''''''''''''''''' '''' ''''''' ''''''''''''''' ''''''' '''''''''''''''' ''''''''''' '''''''''''''''
Prospects of implementation of research findings into industrial practice: it has become clear during the undertaking of the RAFKPR project that the research conducted cannot address the issue ''''' ''''''''''''''''''' '''''''''''''' '''''''''''''''''''''''' '''''''' '''''''''''''''''' '''''' '''' '''''''''''''''''' ''''''''''''''''''' ''''''' '''''''''''''''' ''''''''''' '''''' '''''''''''''''''''''' '''' ''''''''''''''''''''''''' '''' ''''''''''''''''''''' ''''''''''' '''' '''''' '''''''''''''''''''''' '''' '''''' ''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 75
'''''''''''''''' '''''''''''''''''''''' '''''''' ''' ''''''''''''''''''''' '''''''''' '''''''''''''''''''''''' ''''''' ''''''''''''''' ''''''''''''''' ''''''''''''' ''''''''' '''''' '''''''''''''''''' '''''''''''''''''''''''''''' '''''''' ''''''''''''''''''' ''''''' ''''''''''''''' '''''''''' '''''''' '''''' '''''''''''' ''''''''''''''''''''''' ''''''''' '''''' '''''''''''''''''' '''''''''''''''' ''''''''''''' '''''''''' ''''''' '''''''''''''''' ''''''''''''''''' '''''' '''''''''''''''' ''''''''''''''' '''''''''''''''''''''''''' '''''''''''' '''' ''''''' ''''''''''''''' '''''''''''''''' '''' ''''''''' ''''''''' '''''' '''''''''''''''''''''' '''' '''''''' '''''''''' '''''' '''''''''''''''' ''''' '''''''''''' '''''''''''''''''''''' ''''''' '''''''''''''' ''''''''''''''''''' ''''''' '''''''''' '''' '''''''''''''''''''' ''''' '''''''''''''''' '''''''''''''''''''''''
As a result, contrary to the initial intention of the project team, the RAFKAPR project cannot meet its intended goal of preparing of the technical and technological documentation for a pilot plant which would test the '''''''''''''''''''' ''''' ''''''''''' ''''''''' process. ''''''' ''''''''' ''''' ''''''''''''''''' ''''''''''''''''''''''''' ''''''''' '''''' ''''''''''''''''' ''''' '''''''''''''''' ''''''' ''''''''' ''''' '''''''''''''''''''''' ''''''' ''''''''''''''''' ''''''''''
This new strand of R&D has already been planned and involves collaboration between Spolana, VŠB and TECHEM CZ under the EPSILON research project titled “Elimination of Trichlorethylene from Ammonium Sulphate Technology (ELTRIS)”. This is further explained below.
R&D aimed at identifying an alternative extraction solvent or technique – The '''''''''''' ''''''''''' research Project
Background: at the end of 2017, a broader team was established to address TCE substitution in caprolactam production, consisting of representatives of Unipetrol RPA (the owner of Spolana), the ''''''''''''''' '''' '''''''''''''' ''''''''''''''''''''' '''' '''''' '''''''''''''''''' '''' '''''''''''''''''''' '''''''' '''''''''''''''''''''''' '''''' '' '''''''''''' ''''''''''' and Spolana. The steering committee of the team is made up of top-level representatives of each organisation.
At the first meeting of the team, it was noted that there are currently two major paths to replacing technology:
The purchase of extraction technology from a company with experience in caprolactam plants construction; and
Development of own technology.
Three working groups dealing with the project were identified:
1. Spolana will take action towards the improvement of operational conditions and operational optimisation and be responsible for preparing and submitting an Application for Authorisation for the continued use of TCE while research on alternatives is ongoing.
2. '''''''''''' ''''''''''' will work on the development of its own caprolactam refining technology – see project described below.
3. Unipetrol RPA, including the Unipetrol Centre for Research and Education, a.s. (UniCRE), will support the project within the PKN Group, will conduct searches for potential licensing partners and performs analytical services – see details further below.
Overview of R&D project: due to the need to strengthen research and development capacities both in the search for alternative technology and in the drafting of modifications of existing equipment in order to reduce TCE emissions to the technologically and economically achievable minimum, a contract for cooperation with '''''''''''' '''''''''''' ''''''''''''''' was signed in June 2017. The main subject of the contract is:
'''''''''''''''''''''''' '' ''''''''''''' '''' ''''''''''''''''''' '''''''''''''''' ''''' '''''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''''
'''''''''''''''''''''' '''''''''''''''''''''''' '''' '''''' ''''''''''''' '''''''''''''''' ''''''' '''''''''''''''''' '''''' ''''' '''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 76
'''''''''''''''''''''''''''' ''''''''''''''''''''' ''''' ''''''' '''''''''''''''''''' ''''' ''''''''''''' '''''''' ''''''''''''''''''' ''''' '''''''''' '''''''''''' '''' ''''''''''''''' '''''''''' '''' '''''''' ''''''''''''''''''''''''' '''''''''' ''''''''''''''''' '''' ''''''''''''''''
''''''''''''''''''''''' ''''' ''''''' ''''''''''''''''''' '''' '''''''''''''''' '''''''''''''''''''''' '''''''' ''''''' '''''''''''''''' '''' ''''''''''''' '''''''' ''''''''''''''''''''''''''''
'''''''''''''''''''''''''''''' ''''''''''''''' '''' '''''' ''''''''' ''''' ''''''' '''''''''' ''''''''' ''''''''''''' ''''''''''''''''''''''''''' ''''' ''''''' '''' ''''''''''' ''''''''''''''''''' ''''''''''''''''''''''''' '''' ''''''''''''''''''''
Project title: Verification of ε-caprolactam isolation method ''''''''''''''' '''''''''''''''''' ''''''''' '''''''''' ''''''''' '''''''''''''''''' '''''''''''''''''''''''' ''''''''''''''''''''''''''''' '''''''' '''''''''' '''''''''''''' '''''''''''''''''''''
Start and finish dates: the main project will run from October 2018 to December 2025.
Manpower and costs: Spolana has already paid '''''''' ''''''''''''''''' '''''''''''''''''''' (range: €0.01-0.1 million) for a preliminary experimental study. The budget for the proposed work by ''''''''''''' '''''''''' is ''''''' '''''' ''''''''''''' ''''''' ''''' '''''''''''''''''''' (range: €0.1-1 million) – these are the labour costs only
Project aims and key activities envisaged: the aim, of the project is to develop a new technology, which would eliminate extraction as a method of caprolactam purification from the production process. Key activities will include:
''''''''''''''''''''''''' '''''''''''''''' ''''' ''''''''''''''''''''''' ''''''''''''''''' ''''''' ''''''''''''''''' '''' '''''' '''''''''''''''''''''' '''''''''' '''''' '''''''''''''
''''''''''''' ''''''''''''' ''''''''''''' '''''' '''''''''''''''''''''' ''''' ''''''''''''''''''' ''''''''''''''''''''''''' ''''''''''''''''''''''' '''''''' '''''''' ''''''''''''''''''''
'''''''''''''''' '''' '''''''''''''' '''' ''''''' ''''''''''''''' '''' ''''''''''''''''''''''''' '''''''''' ''''''''''''''' ''''''''''
'''''''''''''''' ''''' ''''''' ''''''''' '''''''''' '''''''''''''''' ''''''''''''''''''''''' ''''' '''''''''''''''''''''''''''' ''''''' '''''''''''''''''''''''' '''''''''''''''' ''''''''''''''''''''
'''''''''''''''''''''' '''' ''''''' '''''''''''' '''' '''''' '''''''''''''''''''''''' ''''' ''''''' ''''''''''''''''''''''''' '''''''''''''''' ''''''''' ''''''''' ''''''''
''''''''''''''''' '''' ''' ''''''''' '''''''''''''''''''''''' '''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''''''''''
Potential alternatives being considered: ''''''''''''' '''''''''''' is looking into the purification of caprolactam by:
''''''''''''''''''' '''''''''''''''' '''''''''''''''''''''''''
''''''''''''''''''''''''''''' '''''''''''''' ''''' '''''''''''' '''''''''''''''''
''''''''''''''' '''''''''''''''''' '''''''''''''''''''''''''
The use of solvent extraction is not considered. ''''''''''' '''' ''''''''' '''''''''' '''''''' '''''' ''''''''''''''''' ''''''''' '''' ''''''''''''''''''''''' ''''' ''''''' ''''''''''''' '''''''''''' '''''' '''''''''''''''''''' '''''''''''''''' ''''''''''''''''''''''''' '''''''' '''' ''''''' '''''' ''''''''' '''''''''' '''''''''''''''' ''''''''''''''''''''' ''''''''' ''' ''''''''''''''' ''''''''''''''' ''''''' '''''''''''''' '''''''''''''''''''''' ''''''' ''''''''''''''''' ''''' '''''''''''''''''''''.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 77
Results obtained so far (based on status report at end of March 2018): '''''''''''''''''''''''' '''''''''''''''''''''' ''''''''' ''''''' '''''''''''''''''''''' ''''' ''''''' ''''''' '''' ''''''''''' '''''''' '''''''''''''''''''''''''''' '''''''''' ''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''' '''''''''' '''''''''''''''''''''' ''''''''''''''' '''' ''''''''''''''' ''''''''''''''''''''''' ''' '''''''''' ''' ''''''''''''''''''''''' ''''''''''''''' ''''''''''' '''''''''' ''''''' ''''''''''''' '''''''''''''''''''' '''''''' '''''''''''''''''''''''' ''''' ''''''''''''''''''''''''''''''''' '''''''' '''''''''''''''''' ''''''''' '''''''''''''''''''''' ''''''' ''''''''' '''' ''''''' ''''''''''''''' ''''''''''''''''' ''''''' ''''''''''''' '''''''''''' ''''''' ''''''''''''''''''''' ''''' '''''''''''''''''''''''' ''''''''''''''''''''' '''''''' ''''''''' '''''''''''''''' '''' '''''' '''''''''''''''''' ''''' ''''''''''''''''' ''''''' '''''''' '''''''''''''''' '''''''''' '''''''''''''' ''''' '''''''''''''''' ''''''''''' ''''''''''''''''' '''''''' '''''''''''''''''''''' '''''''''''''''''''''''' '''''''' '''''''''''''''''' ''''''' '''''''' '''''' '''''''''''''' ''''''''''' '''''''' ''''''''''''' '''''''''''''''''' '''''''''' '''' '''''''''''''''
''''' ''''' ''''' ''''''' ''''''''''''''''''' ''''''' ''''''''''''' ''''''' ''''''''''''''''''' '''''''''''''' '''''''''''''''''''''' '''''''' ''''''''''' '''''''''''' ''''' ''''''''''' '''''''''''''''''''''' ''''' ''''''''''''''''''' ''''''''''''' '''' '''''''''' ''''''''' ''''''' '''''''''' '''''''''''''''''''''''''' ''''''''' ''''''' ''''''''''' ''''''''''''' ''''''''''''''''''''''''''' ''''' '''' ''''''' '''''''''''''''''''''' ''''''' '''''''''''''''''''' ''''''''' ''''''' '''' ''''''' '''''''''''' '''' '''''''''''' ''''''''''''''''''' '''''''' ''''''' ''''''''''' '''''''''''''''''' ''''''''''''' ''' '''' '''' ''''''' '''''''''' '''' '''''''''''''''' ''''''''''''''' '''''''''''''''''''''' '''''''' '''''''''''' '''' ''''''''' ''''' '''''''''''''''' '''''''''''' '''''''' ''''' ''''''' '''''''''''''''' ''' ''''''''''''''''''' ''''''' '''''''''' '''''''''''' ''''''''''''''
'''' ''' ''''''''''''' '''''''''' '''' ''''''''''''''''''''''''' ''''''' '''''''''''''''''''''' '''''''''''''''' '''''''''' ''''''' ''''''''''''''' '''''''''''''' ''''''' ''''''''''''''' '''' ''''''''''''' '''''''''' ''''''''''''''''' '''''''''''''''' '''''''''' '''''''''' '''''''''' ''''''''''''''''' ''' '''''''' '''''''''' ''''''' ''''''' '''''''''''''''''' ''''''''''''''' ''''' ''''''' '''''''''' '''''' '''''''''''''' ''''''''''''' '''' ''''''''''' '''' ''''''''''''''''''''''' ''''''' ''''''''''''''''''''''''' '''''''''''' ''''''''' '''''''''''' ''''' ''''' ''''''' ''''''''''' ''''''''''' ''''''''' ''''''''''''''''''' '''''''''''''''''' '''''''''' '''''''''''''
'''' ''''''''''''''''''''' ''''''''''''''''''''''''' ''''''' ''''''''''''''''''' '''''''''''''''''''''''''''' ''''''''''''''' ''''''' ''''''''''''' '''''''''''''''''' '''''''''' ''''''''''''''' ''''''''''''''''''''' '''''''''' ''''''''' ''''' ''''''' '''''''''' ''''''' '''''''''''''''''''''''''''' ''''''''''''''''' ''''''''''''''''''''''''' ''''''' ''''''''''' '''' '''''' ''' ''''''''' ''''''''''''''' '''''''''''''''' '''''' ''''''' ''''''''''''''''''''' '''''''''''' ''''''''''' '''' ''''''''''' '''''' '''''''''''''' '''''''''''''' '''''''''' ''''''''''''''' ''''''''''''' '''''''''''''''''''''''' '''''''''''''''' '''''''' '''''''''''''''''''' ''''''''''''''''''''''''''' ''''''' ''''''''''' '''' ''''''''''''''' ''''''' ''''''''''''''' ''''''''''''''''''''''' '''''''''''''
'''' '''''''''''''''''''''' '''''''''''''''''''''''''' ''''''' '''''''''''''''''''''''' ''''''''''''''''' ''''''''' '''''' '''''''''''''''' ''''''''''''''' ''''''' '''''''''''''''''''' '''' ''''''' ''''''''''''''''''''''''''' '''''''''''''''' '''''''''''' '''''''''''''''''' '''''''''''''''''' ''''''' '''' ''''''' ''''''''''''''' ''''' '''''''''''''' ''''''''''''''''''''''''''''' '''''''''''''''''' '''''' '''''''''''''''' '''' '''''''''''''''''''''' '''' ''''''' ''''''''' '''''''''''''' '''''''''''''''' '''''''' '''''''''''''''''''''' ''''''''''''''''' ''' '''''''' '''''''''''' '''''''' ''''''''''''' '''''''''' '''' ''''''''''''''' ''''''' '''''''''''''''' ''' ''''''''''''''''''' '''''''''''''''''' '''' '''''''''''''''''''' '''''
'''' ''' '''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''''''''''' ''''''''''''' ''''''''' ''''''' ''''''''''''''''' '''''''''''''''' ''''''' '''''''''''''''''''' '''''' ''' ''''''''''' ''''''''''''' ''''''''''' '''''''' ''''''''''''''''''''''' ''''''''''''''' '''' '''''''''''''''' '''''''''''''''''''''''''' '''''''' ''''''''''''''''' '''''''''''''''''' ''''''' '''''' ''''''''''''''''' '''''''''''''' '''' '''' '''''''''''''''''''''' ''''''''''' ''' '''''''' ''''''''''' ''''''' ''''' '''''''''''''''''''' ''''''''''''''''''''''''' ''''''''''''''' ''''''' '''''''''''''''' '''''''''''''''' ''''''''''''''''''''''''' '''''''''''''''''''''''' '''' ''''''' ''''''''''''' ''''''''''''' ''''''' '''''' '''''''''''''''' ''''''''''''''' '''''' ''''''' ''''' ''''' ''''''''''''''''' '''''''''' ''''' ''' '''''''''''''''''''''' ''''''' '''''' ''''''''''''' '''''''''''''''''' ''''''' '''''''''''''''''' '''' ''' '''''''' ''''''''''''''''''' ''''''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 78
The results of the experimental study were made available to Spolana at the end of March 2018. ''''''''''''' ''''''''''' ''''''''''''''''''''''''''''' informed Spolana that laboratory results were very promising. ''''''''''''''''' '''''''' '''' '''''''''''''''''''''' ''''''''''''''''' '''' ''''''''''''''''''''''''''''' ''''''' '''''''''''''' '''''''''''''''''''' '''''''''''' '''' '''''''''''''''' '''''''''' ''''''' ''''''''''''''''''' '''''''''''''''''''''
'''''''' ''''''''''''''''''''''' '''' ''''''' ''''''''''''''''' '''' ''''''' '''''''''' ''''' ''''''''''''' '''''''''''''' ''''''''''''''''''''' '''' '''''''''''''''' '''''''''''''''''''''' '''''''''' ''''''' ''''''''''''''' ''''''' '''''''''''' ''''''''''''''''''''' '''' ''''''''''' '''''''''''''''''''''''' '''''''''''''''''' ''''''''' ''''' '''''''''''''''''''''' ''''''''''''''''''''' '''''''''' '''''''' ''''' '''''''''''''''''
''''''''' ''''''' ''''''''''''' ''''''''''' '''' '''''' ''''''''''''' '''''''''''''' ''''''''''''' ''''''''' ''''''''''''''''''''''''''' ''''''''''''''' '''''''''''' '''''''''''' '''''' ''''''''''''''''''' '''' '''''''''''''' '''''''' '''''''''''''''''''''' '''' ''''''' ''''''''''''''' ''''''''''''' ''''''' ''''' '''''''''''''''''' ''''' ''''''' '''''''''' ''''' ''' '''''''''''''''' '''' ''''''''''''' ''''''''''' '''''''''''' ''''''''' '''' ''''' ''''''''''''' '''''''''''''''''''' ''''''' ''''''''''''''''''''''' '''''''''''''''
'''''''''''''''' '''''''''''' ''''''''''''''''''''''''''' '''''''''''''''''''''''''
'''''''''''''''''''' ''''''''''''''''' ''''''''''''''''''''''
'''''''''''''''''''''' ''''' ''''''''''' '''''''''''''''''
'''''''''''''''''''''''''''''''' '''''''''''''''''
''''''''''''''''''' '''''''''''''' ''''''''''''''''''''''''
''''''''''''''''''''' '''''''''''''''''''''''''
'''''''''''''' '''''''''''''''''''' '''''''''' '''''''' ''''''''''''''''' '''''''' '''' ''''''''''' ''''' ''''''''''''''''' '''''''''''' ''''''' '''''''''''''''''''''''' '''' ''''''''' '''''''''' ''' '''' '''''''''''''''''' '''' ''''' ''''''''''''''' '''' ''''''' ''''''''' ''''' ''''' ''''''' '''''''' ''''''' ''''''''''''''' '''''' '''''''''''' '''' '''''' '''''''''''''''''''''' '''''''''''' ''' '''''''' '''''''' '''''''''''''''''''''''
'''''''' ''''''''' '''''''' '''' ''''''' ''''''''''''''''''''''' '''''''''' ''''' ''''''''''''''' ''''' ''''''''''''''''''''''''''' '''''''''''''' '''''''''' ''' ''''''' ''''' ''''''''''''''''''' ''''''''''''' '''''' ''''''''''''''' ''''' ''' '''''''''''''''''''' ''''''''''''''''' '''' '''''''''''' ''''''''''' ''''''''''' '''''''''''''' '''' ''''''''' ''''''''''''' '''''''''''''' '''' '''''' '''''''''' ''''''''' ''' ''''''' '''''''''' ''''''''''''' ''''''''' ''''''''''''' ''''''''''''' '''''' '''''''''''' '''''' ''''''''''' ''' ''''' ''''''''''''''''' '''''''''''''''''''''' '''' '''''''''' '''''''''''''''''' ''''''''''''''' '''' '''''' '''''''''''''''' ''''''''''''''' '''''''' '''' ''''''' '''''''''''' '''''''''''''''''
'''' ''''''' '''''' '''''''''''''''''''' '''' ''''''''''''' '''''' '''''''''''''''' '''''''''''''''''''' ''''''''''''''' '''' '''''' '''''''' ''''' ''''''''''''' '''''''''' ''''''''' ''''' ''''''''''''''''''''' '''''' ''''' '''''''''''' '''''''''''''''''' '''''''''''''' '''''''''' ''''''''''''''''' ''' '''''''''''''''' ''''''''''''' ''''''''''''''''''''''''' ''''''''''''''''' '''''''''''''''' '''''' ''''''''''''''''''''' '''''''''''''''''''''''''''''' '''''''''''''''' ''''''' '''''''''''''''''' ''''' '''''' '''''''''''''''' '''''' '''''''' '''''' ''''''''''''''''''' '''''' ''''''''''''''''''' '''''''''''' '''''''''''''''''''' '''''''''' ''''''''' ''''''''''''''''''''''''' ''''''''' '''''''''''''''' ''''''' ''''''' ''''''''''''''' '''' '''''''''''''''''' ''''''''''' '''''' ''''''''' ''''' '''''''''''' ''''''''''' '''''''''' '''''''''''''''' ''''''' ''''''''''''''''''''''' ''''''''''''''''''''' '''''' ''''''' '''''''''''''''' ''''''''''' '''''''''''''''''''''''''''
'''''''' '''''''''''''''''''''' ''''' '''''''''''''' ''''' '''''''''''''''' ''''''''''''''''''''''' ''''''''''''''' '''' ''''''''' ''''''' ''''''''''''''' '''''' ''''''''''''''''' ''''''' ''''''''''''' '''''''''' '''' ''' ''''''''''''''' ''''''''''''''''' '''''''''''''''''' ''''''' ''''''''' '''''''' '''''''' ''''' '''' '''''''''''''''' ''' ''''''''' ''''''''' ''''' ''''''''''''' '''' ''''''''''''''''''''' '''''''' ''''''''''' '''' ''''''' '''''''''''''' '''''''''''''''''''''''''' '''''''''''' ''''''''''' ''' '''''''''' ''''''''''''''''''''''' ''''''''''''''''''''' '''''''''''' ''''''' ''''''''''''''''' ''''''' '''''''''''''''''''''''''''''' '''' ''''''' '''''''''''''''' '''''''''''''''''''' '''' ''''''' ''''''''''''''' '''''' ''''''''' ''' ''''''''''''' '''''''''''''''' ''''''' ''''''''' '''' '''''''''''''' '''' ''''''' ''''''''''' '''''''''''''''' '''''' '''''''''''''''' ''''' '''''' '''''''''''' '''''''''''''''''''' '''' '''''' ''''''''''''''' ''''''' ''''''''''''''''''''' ''''''''''''''' ''''' ''''''' '''''''''''''''' ''''''''''''' '''''''' '''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 79
''''''''''''''''''''''''' '''''''''''''' '''''''''''''''' ''''''''''''' '''' ''''''''''''''''''''' '''''''''''''' '''''''''''''''' ''''''' ''''' ''''''''''''''''''''' ''''' ''' '''''''''''' ''''''''''' ''''''''''''''' ''''' ''' '''''''''''''''' ''''''''''''''''''''''' '''' ''''''''''' ''''''' ''''''''''''' ''''' ''''''' '''''''''''''''''''''' ''''''''''''''''''' '''''''' ''''''''''' '''' '''''''''''''''''''' '''''''''''' '''''''''''''' ''''
'''''''''''''' ''''''' '''''''''''''''''''''''''' '''''''''''''' '''''''''''' '''' '''''''''''''''''''''' ''''''''''' '''''''' '''''''''''''''' ''''''''''''''''''''''' ''''''' ''''' '''''''''''''' '''''' '''' ''''''''''''''' '''''''' '''''''''''''' ''''''''''''''''''''''''' '''''''''' '''''' '''''''''' '''''''''''''''''''''''''''''' ''''''''' ''''''''''''''''''' '''''''''' '''''' ''''''''''''''''''' ''''''''''''''''''''''' '''' ''''''' '''''''' '''''''''''''''' ''' ''''''''''''''''''' ''''' ''''''''' ''' '''''''''''' '''''''''' '''''''''''''''''''' '' ''''' ''' '''''''''''' '''' ''''''' ''''''''' ''''''''' ''' ''''''' '''''' ''''''''''''''''''' '''' '''''''' ''''''' ''''''''''' '''''''''''''''''''' '''''''''''''''''''''' ''''''''''''' ''' '''' ''''''''''''''''''' '''' '''''''''''''' ''''''' ''''''''''''''''' '''''''''''''' '''' ''''''' ''''''''' ''''''' '''' '''''''''''''' ''''' '''''' '''''''''''''''''' ''''''''''''''''''''''''' '''''''''''''' '''''''''''' '''''''''' '''''''''''''''' '''''' ''''''''' '''''''''''''' '''' ''''''' '''' '''''''''’’’’’’’’’’' '''
R&D aimed at identifying an alternative extraction solvent or technique – The ELTRIS Project
Overview: ELTRIS is a follow up of the RAFKAPR Project, as described above and aims to address some of the technical challenges identified during the RAFKAPR Project.
Project title: Elimination of Trichlorethylene from Ammonium Sulphate Technology (ELTRIS).
Start and finish dates: the project is planned to start on 2 January 2019 and will be completed by 30 June 2022 (i.e. it will start and finish after this review report is submitted).
Manpower and costs: the project will be a collaboration of Spolana, VŠB and TECHEM CZ. The total cost of the project is ''''''''''''' ''''''''''''' '''' '''''''''' ''''''''''''' (range: €0-1 million).
Project aims and key activities envisaged: ''''''' '''''''' '''' ''''''' ''''''''''''' '''' '''' ''''''' ''' '''''''''''''''' '''''''' '''' ''''''''''''''''''''''' ''''''''''''''' '''''''''' ''''''''''''''''' ''''''''''''''' '''''' ''''''''''' ''''''''''''''''''''''''' '''''''''''' ''''''' ''' ''''' ''''''''''''' ''''''''' '''' '''''''''''''''''''''' '''''''''''''''''''''''''
Project programme: the work is envisaged to be undertaken in 4 stages, over its 3.5-year duration:
Stage 1 (2019): Preparatory actions and investigations; Stage 2 (2020): Research of the caprolactam refining process; Stage 3 (2021): Optimisation of refining conditions; and Stage 4 (2022): Development of the technical documentation for the pilot plant.
A description of activities during each stage is provided in Table 4–5.
Table 4–5: Description of R&D activities under the ELTRIS Project by Spolana, VŠB & TECHEM CZ
Stage Activity # Description
''' ''
'''''
''''''
''''''
''''''
' ''''
''''
''''''
''''''
''''''
''''' E1A ''''''''''''''''''''' ''''''''''' ''''''' ''''''''''''''''' ''''''''''' '''' '''''' ''''''''''''''''''''''' '''''''''''''''''''' ''''' '''''''
'''''''''''''''''''''' '''' ''''''''''''''''''''''' '''''''''''''''' '''''''''''''''''' ''''' ''''''''''''''''' '' ''''''''''' ''''''''''''
E1B ''''''''''''''''''''''''''' '''' '''''''''''''''''' ''''''''''''''''' ''''' ''''''' '''''''''''''' ''''''''''''''''''''''' ''''' '''''''''''''''' '''''''''''''' ''''' '''''''''''''' ''''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''' ''''''' '''''''''''''''' '''''''''''''
E1C ''''''''''''''''' '''' ''''''''''''''''''''' '''''''''''''' '''''''''''''''' '''' '''''''''''' '''''''''''''' ''''''''''''''''''''' ''''''''' '''''''''''''''' '''''''''' ''''''' '' '''' '''''''''' '''''''''''''''' ''''''''''' '''' '''''''''''''''''''''' ''''' '''''''' '''''' ''''''' '''''''''''''''''''
E1D ''''''''''' ''''' '''''' ''''''''''' ''''' ''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''''' ''''''''' ''''''''''''''''''' ''''''' ''''' '''''''''' ''''''''''''''''''''''''''' '''''''''''''''''' ''''' ''''''''''''''''''''''''' ''''''' '''''''''''''''''''''''''' '''''''' '''''' ''''''' '''''''''''''' '''' ''''''''''''''''''''' ''''''''''''''''''' ''' '''''''''''''''' '''' '''''''''''''''''''' '''''''''''''' ''''''''''''''''''''' '''''''''' '''''''''''''''' '''''
E1E '''''''''''''''''''''' '''' '''''' '''''''''''''' '''''''''''' ''''' '''''' ''''''''''''''' ''''''''''''''' ''''' '''''''''' ''''' ''''' '''''' ''''''''''''''''''''''''' '''''''''''''' '''' '''''' '''''''''' '''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 80
Table 4–5: Description of R&D activities under the ELTRIS Project by Spolana, VŠB & TECHEM CZ
Stage Activity # Description '''
'' ''
''''''
''''''
''' ''
''''''
''''''
''''''
'' '''
''''''
'''' E2A ''''''''''''''''' '''' '''''''''''''''''''' '''''''''''''''' ''''''''''''''' '''' '''''''''''''' ''''''''''''''' ''''''''''''''''''''' ''''''''''
''''''''''''''' ''''''''''' ''''''' '' ''''' ''''''''' ''''''''''''' ''''''''''' ''''' ''''''''''''''''''''''''' '''' '''''''' ''''' '''''' ''''''''''''''''
E2B '''''''''' '''' '''''' '''''''''''' '''' '''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''''''' ''''''''' ''''''''''''''''''''' ''''''''' ''''' '''''''''' '''''''''''''''''''''' '''''''''''''''''' ''''' '''''''''''''''''''''''''' ''''''' '''''''''''''''''''''''''' ''''''' ''''' '''''' ''''''''''''' '''' '''''''''''''''''''' '''''''''''''''' ''' '''''''''''''' '''' '''''''''''''''' ''''''''''''''''' '''''''''''''''''''''' ''''''''' '''''''''''''' '''''''''''''
E2C '''''''''' '''' '''''' '''''''''''' ''''' '''''''''''''''''' ''''''''''''''''''''' '''''''''''''' '''' '''''''''''''''' '''''''''''' ''''''''''''''''''' ''''''''''''''''''''' '''''''''''' ''''' ''''''' ''''''''''''''''' ''''''' '''' '''''''''''''''' '''' '''''''''' '''''''''''''' ''''' '''''''''''''''
E2D '''''''''''''''''''''''' '''' '''''' '''''''''''''' ''''''''''' ''''' '''''' '''''''''''''' '''''''''''''''' '''''' ''''''''' ''''' ''''' '''''
''' ''
'''''
''''''
''
''''''
''''''
'''''
''
''''''
'''' '
''''''
'''' E3A '''''''''' '''' ''''''' ''''''''''' '''' ''''''''''''''''' ''''''''''''''''''''' '''''''''''''' '''' '''''''''''''' '''''''''''''' ''''''''''''''''''''
'''''''''''''''''''''''' ''''''''''''' ''''' ''''''' '''''''''''''''''''' '''''' '''' '''''''''''''''' ''''' ''''''''''' '''''''''''''' '''' ''''''''''''''
E3B ''''''''''''''''''''''' ''''' '''''' ''''''''''''''''' ''''''''''''''''' ''''' ''''''''''''''''' '''''''''''''''''''''' ''''''''' '''''''''''''''' '''''''''''''''''' '''''''''''' '''''''' '' ''''' '''''''''''''' ''''''''''' ''''' ''''''''''''''''''''''''' '''' ''''''' '''''' ''''''' '''''''''''''''''''''' '''''''''''''' ''''''''''''''''' '''''''''''''' '''''' ''''''''''' '''' ''''''''''''''''''' '''''''' '''''' '''''''''''''' '''' ''''''' '''''''' ''''''''''''
E3C '''''''''''''''''''''' '''' ''''''' ''''''''''''' '''''''''''' ''''' ''''''' ''''''''''''' '''''''''''''' ''''' ''''''''''
''' ''
'''''
''''''
''''''
''' E4A ''''''''''''''''''''''' '''' ''''''' '''''''''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''''''''' '''' '''''' '''''''''''''''''' '''''''''''''' '''' ''''''''''''''''' '''''''''''''' '''''''''''''''''''''' ''''''''' ''''''''''''''''''''''' '''''' '''''''' '' '''' ''''''''''''''' '''''''''''''
E4B '''''''''''''''''''''''' ''''' '''''''''''''''' ''''''' ''''''''''''''''''''''''''' ''''''''''''''''''''''''''''' '' '''''''''''''''' '''''''''''' '''''' '''''''''''''''' '''' ''''''''''' '''' '''''' ''''''''''''''' ''''''''''''''
E4C '''''''''''''''''''''' ''''' ''''''' ''''''''''''' ''''''''''' ''''' '''''' '''''''''''' '''''''''''''' '''''' ''''''''''' '''''''' '''''' '''''''' ''''''''''''' ''''' ''''''' '''''''''''''' '''' ''''''' '''''''''''' ''''''''''''' '''''' ''''''' ''''' ''''''
Source: VŠB & TECHEM CZ
Within the project, individual project participants will carry out the following research activities:
VŠB –Joint Laboratory of Environmental Engineering:
Spolana:

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 81
TECHEM CZ:
R&D aimed at identifying an alternative extraction solvent or technique – The RESUK Project
RESUK (''''''''''''''''''''''' '''' ''''''' '''''''''''''''''''''''''''') is a follow up of the RAFKAPR and ELTRIS Projects and, assuming that the results of the ELTRIS project are positive, would aim to establish a pilot plant at Spolana for the further testing of ''''''' ''''''''''''' ''''''''''''''''''''''' '''''''''''''''''''''' for the extraction of caprolactam.
A rough estimate of the cost of pilot plant research, including the construction of a pilot unit is ''''''''''''' ''''''''''''' ''''' '''''''' '''''''''''' (range: €1-2 million). Spolana would cover the cost of the pilot plant set up.
''' '''' '''''''''' ''''''''''' ''''''''' ''''''' ''''''''''''''' ''''''''''''''''''''''''' '''''''''''''''''''''''''''''' ''''''''''''' ''''''''''''''' '''''''''''''''' ''' '''''''''''' ''''''''''''''' '''''''''''''''''''''''' ''''''''''''' ''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''''''' '''''''' '''''''' ''''' ''''''''''''''''' ''''''''''''''''''''''''' ''''''' '''''''' '''''''''''''' ''''''''''''''''''''' ''''''''''''' '''''''''' ''''''''''''''''''''''' '''''''''''''' '''''' '''''''' '''''''''''''''''''' '''''''''' ''''''''' '''''''' ''''''''' ''''''' ''''''' '''''''''''''''''''''''' ''''''''''''''''''''''' '''''''' ''''''' ''' ''' '''''''''''' '''''''''''''''''' '''''''' '''''' '''''''''''''' '''''''''''''''''''''' ''''''''' ''''''''''' ''''''''' ''''''''' '''' ''''' ''''''''''''''''' '''''''''''''''''''''' '''''’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’'' '''''''''
R&D aimed at identifying an alternative extraction solvent or technique – ''''''''''''''''''' ''''' '''''''''''''''''''' '''''''''''' ''''''''''''''''''''' ''''''''''''''''
'''''''''''''''''' '''''''''' '''' ''''''''''''''''''''''' '''''''' '''''''''''''''' '''' ''''''''''''''''''' '''' '''''''''''''' '''''''''''''''''''' ''''''''''''''''''' ''''''''''' ''''''' '''''''''' ''''''' '''''''''' ''''''''''' '''''' '''''''''''''''' ''''' ''''''' ''''' '''''''''''''''''' '''' '''''''''''''' ''''''''''''''' '''''''''''''' '' ''''''''''''''''''' ''''''''''''''''''''' '''' ''' '''''''' '''' ''''''''' ''' '''' ''''''' '''''''''''''''' '''' ''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''' '''' ''' '''''''''''''' '''' '''' ''''''''' ''''''' ''''''''''''' ''''''''''''''''''''''' '''''''' ''''''' ''''''''''''''' '''''''''''''''''' '''''''''''''''' ''''' ''''''''' '''''''''''
''''' ''''''' '''' ''''''' '''''''''''' '''''' '''''''''''''''''' ''''''''''''''''' '''' ''''''''''''''''''''''' '''''''''''''' ''''' '''''''''''''''''''''' '''' ''''''''''''' ''''''' ''''''''' '''' ''''''' '''''''''''''''''''''''' ''''''' ''''''''' ''''''''''''''''' ''''''''' '''''' ''''''''''''''''' ''''''''''''''''''''' '''''' ''''''''''' '''''''''' '''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 82
'''''''''' ''''' '''''''''''' '''''''''''''''''''' ''''''''''''''''''''''' ''' '''''''' ''''''''''''''' '''' '''''''''''''''' ''' '''''''''''''''' '''''' ''' ''''''''''''''''' '''''''''' ''''' ''''''' ''''''' '''''''''''''''''''''''' '''''' '''''''''''''''''''''' ''''''''''''''''''''' ''''''''' '''''''''''''' ''''''''' ''''''' ''''' ''''' '''''''''''''''' ''' '''''''''''' '''''''' '''''''''''''''''''''' '''''' ''''''' ''''''''''''''' '''''''''''''''''''' '''''''''' '''' ''''''''''' ''''''''' '''''''''''' '''''''''''''''''' ''''''''''''''' ''''''''''''''''' ''''''' '''''''''''''''' ''''''' ''''''' '''''''''' '''''' '''''''''''''''''' ''''''' '''''''''''''''''''
Table 4–6: Description of R&D activities under the '''''''''''''''' ''''''''''''''''''''''''''''''''''''''''''''' ''''''''''''''''' project
Stage Envisaged activity Timing / Duration
1 '''''''''''''''''''' '''' ''' ''''''''''''''''''' '''''''' ''''''''''''''''''''''''' ''''''''''' '''''' ''''''' ''''''''''''''''''' ''''''''''' '''' '''''''''''''''''''''' '''' '''''''''''''''''''' ''''''''''' ''''' ''''''''
''''' ''''''''' '''''''''
2 ''''''''''''''''' ''''''''''' '' ''''''''''''''''''' ''''''''''''''''' ''''''''''''''''' ''''''' ''''''' '''' ''''''''''''''' '''''''''''' '''''''''' ''''''''''''''''' '''' ''''''''''''''''' '''''''''''''' ''''''' ''''''''''''''''' ''''''' '''''' '''''''''' ''''''''''''''''''''' '''''''''''''' ''''''''' ''''''''''''''''
''''' '''''''''''''''
3 '''''''' ''''''''''' '''''''''''' ''''' '''''''''''''
4 ''''''''''''''''' '''''''''''' ''''''''''''''''' ''''''' '''''''''''''''''''''''' '''''''''''''' '''' ''''''' '''''''''''' '''''''''''''''''''''''' '''''''' '''''''''''' '''''''''' '''''''''''''''' '''''''''''''' '''''''' ''''''''' ''''''' '''''''''''''''''' ''''''''''''''' ''''''''''''''''''' ''''''' ''''''''''' '''''''''''''''''' ''''' ''''''''''''''''''
''' ''''''''''''' '''''''''''''''''
''''' ''''''''''''''
5 '''''''''''''' ''''''''''''' '''''' ''''''''''''''
6 '''''''''''''''' ''''' ''''''' ''''''''' ''''''''''''''''''''''' ''''''''''''' '''''''' '''''''''''''''' ''' '''''''''''''''
7 ''''''''''''''''''' ''''''''''''' ''''' '''''''''''''''
8 ''''''''''''''''''''' ''''''''''''''''' '''''' '''''''''''''''
9 '''''''''''''''''''''' ''''''''''''''''''''''' ''''''' '''''''''''''''''''''' ''''' '''''''''''''''
10 ''''''''''''' '''''''' ''''''''''''''' '''''''' '''''''' ''' '''''''''''''''
Source: '''''''''
Spolana further aims to explore other caprolactam purification technologies that may currently be in use by other companies globally.
Other R&D work by Spolana
Spolana has made significant efforts towards the minimisation for TCE losses and emissions from the caprolactam manufacturing process. Section 9.0.1.7 of the CSR provides a detailed account of Spolana’s past and future planned activities in this regard and the associated reductions that have been or are expected to be achieved. This information is not replicated here.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 83
4.1.2 Data searches
Scope of analysis
Spolana undertook a literature search during the preparation of its initial Application for Authorisation for this use of TCE. This included internal literature, scientific literature and electronic (grey) literature. For the purposes of this review report, a fresh look was taken into the literature drawing from the acquired experience of both Spolana and their technical consultants in the field of REACH Authorisation. The results of this comprehensive review are presented below. It must be noted that the R&D work that is undertaken by VŠB, TECHEM CZ and '''#D, E#''''' '''''''''''' also includes extensive literature reviews.
Alternative extraction solvents identified in the literature
By way of a theoretical introduction, the separation of solvents by liquid-liquid extraction (LLE) depends upon the partitioning of a solute between two immiscible solvents. Industrially one of the components is, in the majority of cases, water hence, the solvent used for the extraction needs to be immiscible with water but also typically demonstrate the following properties (Smallwood, 2002; Yadav, Kumar and Farooque, 2015):
Selectivity; Large density difference to assist phase settling; Low viscosity also to hasten settling; Chemical stability; Low cost and easy availability; Freedom from toxicity and flammability.
With this in mind, an extensive review of the avaiable literature has been udnertaken to identify as many as possible potential alternative solvents for the extraction of caprolactam. The findings of this review are presented in Appendix 3, Table 11–1. That table includes 56 alternative solvents and only focuses on single solvents. The table identifies the following chemical families as potentially relevant:
Aromatic hydrocarbons; Aromatic nitro-compounds; Chlorinated hydrocarbons; Alkanes (alicyclic and aliphatic hydrocarbons); Alcohols; Esters; Ethers; Ketones; Alkyl phenols; Aliphatic diols; and Alkyl hydrogen phosphates.
Alternative mixed solvents identified in the literature
In the last decade or so, research has been undertaken on the feasibility of using mixed solvents for the extraction of caprolactam and the separation of organic impurities from aqueous solutions. The general approach that has been taken in several of the relevant studies is to take into account the fact that non-polar solvents are unfavourable for caprolactam extraction, because of their low caprolactam partition ratio, although they form a large binary area with water. These trends are opposite for polar solvents. As candidate alternative solvents, therefore, solvent mixtures
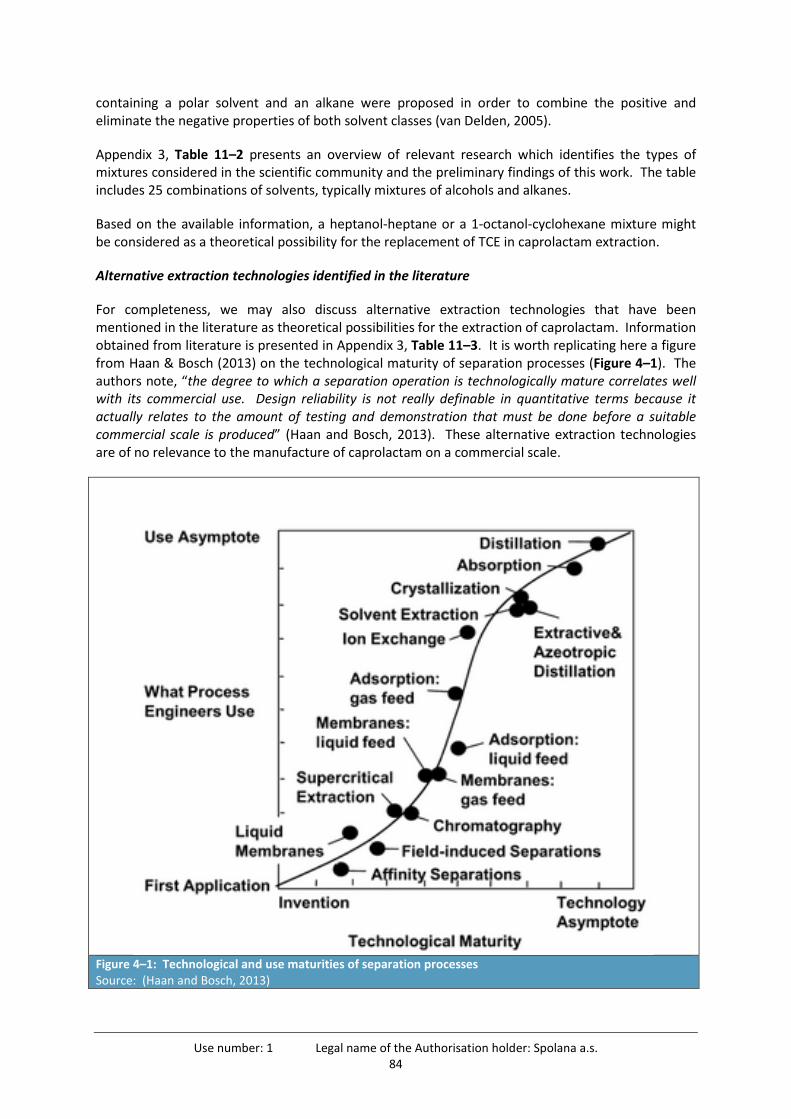
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 84
containing a polar solvent and an alkane were proposed in order to combine the positive and eliminate the negative properties of both solvent classes (van Delden, 2005).
Appendix 3, Table 11–2 presents an overview of relevant research which identifies the types of mixtures considered in the scientific community and the preliminary findings of this work. The table includes 25 combinations of solvents, typically mixtures of alcohols and alkanes.
Based on the available information, a heptanol-heptane or a 1-octanol-cyclohexane mixture might be considered as a theoretical possibility for the replacement of TCE in caprolactam extraction.
Alternative extraction technologies identified in the literature
For completeness, we may also discuss alternative extraction technologies that have been mentioned in the literature as theoretical possibilities for the extraction of caprolactam. Information obtained from literature is presented in Appendix 3, Table 11–3. It is worth replicating here a figure from Haan & Bosch (2013) on the technological maturity of separation processes (Figure 4–1). The authors note, “the degree to which a separation operation is technologically mature correlates well with its commercial use. Design reliability is not really definable in quantitative terms because it actually relates to the amount of testing and demonstration that must be done before a suitable commercial scale is produced” (Haan and Bosch, 2013). These alternative extraction technologies are of no relevance to the manufacture of caprolactam on a commercial scale.
Figure 4–1: Technological and use maturities of separation processes Source: (Haan and Bosch, 2013)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 85
Alternative synthetic routes identified in the literature
Commercialised and near-commercialised routes
Disregarding the extraction steps, Spolana’s caprolactam manufacturing process starts from cyclohexanone as a feedstock, uses hydroxylamine obtained via the Raschig process and involves two key reactions:
The oximation of cyclohexanone by hydroxylammonium sulphate to cyclohexanone oxime; and
The Beckmann rearrangement of the oxime into caprolactam with oleum (sulphuric acid).
There are several production processes that have been commercialised or proposed in the literature and may show differences to the one that Spolana uses. Differences may be present in:
The manufacture of cyclohexanone; The manufacture of hydroxylamine; The production of cyclohexanone oxime from the above intermediates; or The rearrangement of the oxime with sulphuric acid to give caprolactam.
The main (but not all) commercial routes to caprolactam arrive to the molecule from cyclohexanone oxime as an intermediate (van Delden, 2005).
A key reason for the development of a variety of caprolactam manufacturing processes is the fact that the traditional Raschig oximation-Beckmann rearrangement route generates a significant volume of ammonium sulphate. More specifically, the oximation reaction generates ca. 2.8 tonnes of ammonium sulphate per tonne of oxime while the Beckmann rearrangement produces another 1.8 tonnes of ammonium sulphate per tonne of caprolactam, bringing the total to ca. 4.4 tonnes per tonne of caprolactam. It has historically been perceived as a drawback of the process that it yields such a significant amount of ammonium sulphate. This requires additional facilities to produce sulphuric acid, which acts as a catalyst, and to recover the ammonium sulphate (Chemical Online, 2003; van Delden, 2005). However, it must be clear that Spolana has established markets for its ammonium sulphate products and strongly wishes to continue manufacturing this substance.
Appendix 3, Section 11.4 provides an overview of the known alternative synthetic routes to caprolactam. The Appendix discusses:
Five alternative synthetic routes that still use cyclohexanone oxime as an intermediate exist (and start from an aromatic feedstock) but use a different oximation reaction;
One manufacturing process which uses a different oximation reaction but also introduces changes to the traditional Beckmann rearrangement;
Four alternative synthetic routes that do not require cyclohexanone oxime as an intermediate; and
Two caprolactam manufacturing processes starting from non-aromatic feedstocks such as butadiene or adiponitrile.
Synthetic routes investigated on the laboratory scale
Several research groups have attempted the synthesis of caprolactam from new feedstocks or through novel routes. Appendix 3, Section 11.5 presents ten examples of such research efforts.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 86
4.2 Identification of known alternatives
4.2.1 Introduction
Based on the R&D undertaken in the past, the literature searches undertaken and consideration of market conditions, Spolana’s business requirements and realism of switching to an alternative, the following theoretical alternatives to the use of TCE for the extraction of caprolactam could be considered:
1. Substitution of TCE by an alternative solvent within Spolana’s manufacturing process.
2. Substitution of TCE by an alternative solvent mixture within Spolana’s manufacturing process.
3. Replacement of the current TCE-dependent extraction process by an alternative (solvent-free) extraction technology.
4. Replacement of the current caprolactam manufacturing process by an alternative process that does not utilise TCE as an extraction solvent.
5. Relocation of caprolactam manufacturing activities to a non-EU location and continuation of the use of TCE as an extraction solvent.
6. Replacement of caprolactam manufacture by the manufacture of another (profitable) product that does not require the use of TCE.
7. Shutdown of the caprolactam unit, while all other Spolana units/plants remain operational.
8. Shutdown of the caprolactam plant (includes the caprolactam, ammonium sulphate and sulphuric acid units), while the remaining Spolana plants remain operational.
9. Shutdown of all Spolana manufacturing plants, while the commercial zone of the Neratovice site remains operational.
10. Shutdown of the entire Neratovice site.
These ten scenarios are discussed in detail below in order to generate a manageable short list of feasible and realistic alternatives and then take these forward to the main part of the impact assessment.
4.2.2 Alternative 1: Use of an alternative extraction solvent
Approach
Based on past research undertaken by Spolana and the findings of the literature review, a list of 58 individual potential alternative extraction solvents can be generated, as presented in Appendix 3. A screening process has been followed in order to transform this master list of potential alternative solvents into a more manageable shortlist of possible alternatives which can fulfil the technical function of TCE as a minimum. In this context, the screening looked at:
Ability of each alternative solvent to meet the technical feasibility criteria presented in Section 3.1.4: as a first step, only basic physicochemical properties have been considered, namely (a) boiling point, (b) density, (c) vapour pressure, (d) water solubility and (e)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 87
viscosity. If potential alternatives cannot meet even these basic criteria, the probability for their adoption at the end of Spolana’s first review period would be unacceptably low. This analysis also serves to show how readily information on different alternatives is available; and
Proven track record of an alternative on an industrial scale: possible alternatives need to have already been proven at industrial installations of a size similar or larger to those of Spolana’s caprolactam plant. The importance of this is two-fold: if Spolana were not granted an Authorisation for the continued use of TCE, there would be a need to switch to an alternative as quickly as possible. This could best be achieved by selecting a commercially proven alternative extraction solvent. Secondly, Spolana would not wish to convert to an obsolete, inefficient technology which would disadvantage the company vis-à-vis its competitors.
Comparison against selected technical feasibility criteria
Table 4–7 summarises the comparison of the 58 identified potential alternative extraction solvents against five basic physicochemical criteria. The conclusion from this comparison is that there is no alternative that meets all these five basic technical feasibility criteria. Overall, a few come the closest to meeting the criteria (presented here in order of closeness of TCE’s performance):
Carbon tetrachloride (EC No. 200-262-8, CAS No. 56-23-5): carbon tetrachloride (also known as tetrachloromethane) meets five of the five physicochemical criteria and importantly it is not a flammable liquid. On the other hand, its viscosity is almost double of the maximum value that the solvent must not exceed. This would make its recycling more problematic;
Chloroform (EC No. 200-663-8, CAS No. 67-66-3): chloroform meets four out of five criteria and importantly it is not a flammable liquid. As a downside, chloroform has water solubility almost 8 times higher than TCE. As noted earlier, for caprolactam extraction to be successful, the extraction solvent must be immiscible or only partially miscible with water and does not dissolve (or dissolves very little) the inorganic substances. A high water solubility would also have repercussions on the quality of generated wastewater;
1,1,1-Trichloroethane (EC No. 200-756-3, CAS No. 71-55-6): 1,1,1-trichloroethane meets three of the five criteria and is also not classified for flammability. However, its water solubility is (marginally) higher than TCE and its viscosity is higher than the desired value;
Dichloromethane (EC No. 200-838-9, CAS No. 75-09-2): dichloromethane (also known as methylene dichloride) meets three of the five criteria and is also not classified for flammability. However, it has water solubility 12 times higher than TCE and would therefore cause significant inefficiencies in the extraction process. In addition, its boiling point is too low at 40 °C, i.e. outside the desired range of 50-100 °C, which is lower than the temperature of extraction; the solvent would thus evaporate before extraction could be performed. All chemical processes before extraction are exothermic, thus the input stream to the extraction is hot. Cooling this stream safely below 40 °C would make no economic sense because extraction is followed by evaporation and rectification, so the stream would need to be heated back to a higher temperature again. Beyond these important technical shortcomings, the substance is classified as Carc. Cat.2 and is listed in the Community rolling action plan (CoRAP) as a suspected mutagen and reprotoxic substance, as a potential endocrine disruptor and a suspected sensitiser;

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 88
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
1 Benzene 200-753-7 71-43-2 80.1 0.88 1.88 0.6 Flam. Liq. 2 1 000 000 – 10 000 000
ECHA registration
dossier
2 Toluene 203-625-9 108-88-3 110.6 0.87 0.58 0.56 Flam. Liq. 2 1 000 000 – 10 000 000
ECHA registration
dossier
3 Xylene 215-535-7 1330-20-7 136 - 140 0.865 0.146 - 0.208 0.58 - 0.76 Flam. Liq. 3 1 000 000+ ECHA registration
dossier
Link 1
4 Nitrobenzene 202-716-0 98-95-3 210.8 1.2 1.9 2.02 No hazard classification
Intermediate Use Only
ECHA registration
dossier
5 Chlorobenzene 203-628-5 108-90-7 131 1.11 0.207 (at 20°C) 0.448
(at 30°C)
0.756 Flam. Liq. 3 10 000 – 100 000
ECHA registration
dossier
6 Dichloromethane 200-838-9 75-09-2 40 1.33 13.2 0.42 No hazard classification
100 000 – 1 000 000
ECHA registration
dossier
7 1,2-Dichloroethane 203-458-1 107-06-2 83.6 1.246 7.9 0.829 Flam. Liq. 2 1 000 000 – 10 000 000
ECHA registration
dossier
8 Chloroform 200-663-8 67-66-3 61 1.48 8.7 0.563 No hazard classification
100 000 – 1 000 000
ECHA registration
dossier
9 1,1,1-Trichloroethane 200-756-3 71-55-6 73 1.34 1.25 0.795 No hazard classification
Intermediate Use Only
ECHA registration
dossier
(De Lorenzi,
Fermeglia and
Torriano, 1994)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 89
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
10 1,1,2-Trichloroethane 201-166-9 79-00-5 114 1.44 3.5 - 4.5 1.2 No hazard classification
Intermediate Use Only
ECHA registration
dossier
11 Carbon tetrachloride 200-262-8 56-23-5 76.8 1.52 - 1.63 0.846 0.927 No hazard classification
1 000 - 10 000 ECHA registration
dossier
12 1,1,2,2-Tetrachloroethane
201-197-8 79-34-5 147 1.586 2.83 1.77 No hazard classification
Pre-registered only
Restriction list (Annex XVII)
Link 2 OECD Toolbox Link 3
13 Tetrachloroethylene 204-825-9 127-18-4 121.4 1.61 0.15 0.844 (at 25°C)
No hazard classification
100 000 – 1 000 000
ECHA registration
dossier
14 n-Hexane 203-777-6 110-54-3 68.73 0.661 0.01 0.3 Flam. Liq. 2 1 000 - 10 000 ECHA registration
dossier
15 n-Heptane 205-563-8 142-82-5 98.2 - 98.4 0.69 2.4 0.387 - 0.641 Flam. Liq. 2 1 000+ ECHA registration
dossier
16 iso-Octane 208-759-1 540-84-1 99.2 0.69 0.0022 0.5 Flam. Liq. 2 10 000+ ECHA registration
dossier
17 n-Decane 204-686-4 124-18-5 174 - 180 0.732 8.30E-05 1.16 Flam. Liq. 3 (from
registration)
10 000 – 100 000
ECHA registration
dossier
18 Dodecane 203-967-9 112-40-3 205.5 - 217.5 0.75 4.91E-06 1.98 Flam. Liq. 3 (notified)
100+ ECHA registration
dossier
19 Tetradecane 211-096-0 629-59-4 252-266 0.763 2.84E-07 2.335 No hazard classification
10 000 – 100 000
ECHA registration
dossier

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 90
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
20 Cyclohexane 203-806-2 110-82-7 80.7 0.77 0.052 0.894 Flam. Liq. 2 1 000 000 – 10 000 000
ECHA registration
dossier
21 Methylcyclohexane 203-624-3 108-87-2 100.93 0.769 0.014 0.679 Flam. Liq. 2 1 000 - 10 000 ECHA registration
dossier
22 Decalin (Decahydro naphthalene)
202-046-9 91-17-8 185.5 - 194.6 0.8804 0.000889 2.99 - 3.4 Flam. Liq. 3 (from
registration)
1 000 - 10 000 ECHA registration
dossier
23 n-Butanol 200-751-6 71-36-3 119 0.8095 66 2.947 Flam. Liq. 3 100 000 – 1 000 000
ECHA registration
dossier
24 n-Pentanol 200-752-1 71-41-0 138 0.81 21 3.441 Flam. Liq. 3 100+ ECHA registration
dossier
25 2-Pentanol 227-907-6 6032-29-7 118 - 119 0.812 44.6 - 166 4.1 Flam. Liq. 3 (from
registration)
Pre-registered only
Link 4 OECD Toolbox Link 5
26 n-Hexanol 203-852-3 111-27-3 155 0.823 1.3 3.64 No harmonised classification Flam. Liq. 3
from registration
10 000 – 100 000
ECHA registration
dossier
27 4-Methyl-2-pentanol 203-551-7 108-11-2 132 0.81 21.8 4.116 Flam. Liq. 3 1 000 - 10 000 ECHA registration
dossier
28 Cyclohexanol 203-630-6 108-93-0 160 0.945 37.6 43.4 - 53.3 No hazard classification
100 - 1 000 ECHA registration
dossier
29 1-Heptanol 203-897-9 111-70-6 180 0.822 1.63 7.3 No hazard classification
1 000 - 10 000 ECHA registration
dossier

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 91
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
30 2-Ethyl-1-hexanol 203-234-3 104-76-7 184 0.832 0.9 9.7 No hazard classification
100 000 – 1 000 000
ECHA registration
dossier
31 1-Octanol 203-917-6 111-87-5 194 0.828 0.107 5.584 No hazard classification
10 000 – 100 000
ECHA registration
dossier
32 2-Propylheptanol 233-126-1 10042-59-8 218 0.83 0.058 15.3 No hazard classification
10 000+ ECHA registration
dossier
33 Isononyl alcohol 248-471-3 27458-94-2 202.71 0.83 0.245 15.8 No hazard classification
Intermediate Use Only
ECHA registration
dossier
34 5-Nonanol (Dibutyl carbinol)
210-820-2 623-93-8 195 0.821 0.461 0.904 No hazard classification
Pre-registered only
Link 6 OECD Toolbox (Yaws, 2014)
35 n-Decanol 203-956-9 112-30-1 228.9 0.83 0.021 15.81 No hazard classification
10 000 – 100 000
ECHA registration
dossier
36 Ethyl acetate 205-500-4 141-78-6 77.1 0.9 83.1 0.451 Flam. Liq. 2 100 000 – 1 000 000
ECHA registration
dossier
37 n-Butyl acetate 204-658-1 123-86-4 126.2 0.881 5.3 0.732 Flam. Liq. 3 100 000 – 1 000 000
ECHA registration
dossier
38 Diethyl ether 200-467-2 60-29-7 34.58 0.714 64.9 0.235 Flam. Liq. 1 1 000 - 10 000 ECHA registration
dossier
39 Diisopropyl ether 203-560-6 108-20-3 68.5 0.723 3.11 0.331 Flam. Liq. 2 1 000 - 10 000 ECHA registration
dossier

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 92
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
40 tert-Butylmethyl ether 216-653-1 1634-04-4 55.3 0.74 41.85 0.464 Flam. Liq. 2 1 000 000 – 10 000 000
ECHA registration
dossier
41 Cyclohexanone 203-631-1 108-94-1 154.3 0.947 86 2.2 - 2.45 Flam. Liq. 3 1 000 000 – 10 000 000
ECHA registration
dossier
42 2-Heptanone 203-767-1 110-43-0 148 0.814 4.21 0.979 Flam. Liq. 3 100 - 1 000 ECHA registration
dossier
43 2,4-diisobutyl phenol 265-566-5 65152-07-0 297 0.936 - No data Pre-registered only
Link 7
44 n-Hexylphenol 219-501-2 2446-69-7 281.2 0.954 0.029 - No hazard classification
Pre-registered only
Link 8 (Yalkowsky, He and
Jain, 2010)
45 Octylphenol 266-717-8 67554-50-1 304.8 0.9 - No hazard classification
Pre-registered only
Link 9
46 Nonylphenol 246-672-0 25154-52-3 293-297 0.9 0.003 563 No hazard classification
Pre-registered only
Link 10 Link 11 Link 12
47 Dodecylphenol 248-312-8 27193-86-8 327 0.94 0.0021 7120 No hazard classification
Pre-registered only
OECD Toolbox Link 13 Link 14
48 2-methyl-4,6-di-tert-butyl phenol
204-881-4 128-37-0 265 1.03 0.00076 3.47 No hazard classification
10 000 – 100 000
ECHA registration
dossier
49 3-ethyl-4,6-di-tert-butyl phenol
- - No data No data No data
50 2,4,6-tri-tert-butyl phenol
211-989-5 732-26-3 278 0.977 6.30E-05 1.06 (@ 105°C)
No hazard classification
10 - 100 ECHA registration
dossier
Link 15
51 1,2-Hexanediol 230-029-6 6920-22-5 228.3 0.95 9 87.8 No hazard classification
100 - 1 000 ECHA registration
dossier

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 93
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
52 Dimethyl propanediol 684-84-4 200 0.974 - - No hazard classification
Neither pre-registered or
registered
Link 16
2938-98-9 212 / 126-127
0.978 / 1.4497
107 (questionable
source)
- No hazard classification
Pre-registered only
Link 17 Link 18
2568-33-4 203-205 0.976 11.9 250 No hazard classification
Pre-registered only
Link 19 Link 20
53 Ethyl-methylpropanediol
66553-17-1 218.7 0.958 50 - No data [Name confidential or not available]
Link 21
54 Butyl-methylpropanediol
83988-22-1 - - No data Link 22 (no info)
55 Nonanediol 223-517-5 3937-56-2 177 - 288 0.95 9 52.6 No hazard classification
Pre-registered only
Link 23 Link 24
56 bis(2-Ethylhexyl) hydrogen phosphate
206-056-4 298-07-7 208.9 1.07 650 - 830 6.43 (@ 139°C)
No hazard classification
100 000 – 1 000 000
ECHA registration
dossier
Link 25
57 bis(2-Ethylhexyl) hydrogen phosphate
206-056-4 298-07-7 155 - 240 0.976 0.182 40.99 No hazard classification
100 - 1 000 ECHA registration
dossier
58 Ligroin 232-453-7 8032-32-4 ≥20 - ≤260 °C 0.62 - 0.88 0.02 ≥0.4 - ≤0.9 No harmonised classification Flam. Liq. 1
from registration
1 000 - 10 000 ECHA registration
dossier
Link 26
* the actual technical feasibility criterion is 0.55 mPa.s at 30 °C. Here, the comparison is given to the viscosity of TCE of 0.58 mPa.s at 20 °C, as viscosity data for alternative solvents is generally available for temperatures below 30 °C. Sources: (all accessed on 20 September 2016) Link 1: http://www.sigmaaldrich.com/MSDS/MSDS/DisplayMSDSPage.do?country=GB&language=en&productNumber=16446&brand=HONEYWELL&PageToGoToURL=http%3A%2F%2Fwww.sigmaaldrich.com%2Fcatalog%2Fproduct%2Fhoneywell%2F16446%3Flang%3Den

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 94
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
Link 2: http://www.sigmaaldrich.com/MSDS/MSDS/DisplayMSDSPage.do?country=GB&language=en&productNumber=46259&brand=SIAL&PageToGoToURL=http%3A%2F%2Fwww.sigmaaldrich.com%2Fcatalog%2Fproduct%2Fsial%2F46259%3Flang%3DenLink 3: http://toxnet.nlm.nih.gov/cgi-bin/sis/search2/r?dbs+hsdb:@term+@DOCNO+123Link 4: http://www.sigmaaldrich.com/MSDS/MSDS/DisplayMSDSPage.do?country=GB&language=en&productNumber=P8017&brand=ALDRICH&PageToGoToURL=http%3A%2F%2Fwww.sigmaaldrich.com%2Fcatalog%2Fsearch%3Fterm%3D227-907-6%26interface%3DEG%2FEC%2520No.%26N%3D0%26mode%3DpartialmLink 5: https://www.carlroth.com/downloads/sdb/en/6/SDB_6824_GB_EN.pdfLink 6: http://www.sigmaaldrich.com/MSDS/MSDS/DisplayMSDSPage.do?country=GB&language=en&productNumber=74310&brand=ALDRICH&PageToGoToURL=http%3A%2F%2Fwww.sigmaaldrich.com%2Fcatalog%2Fproduct%2Faldrich%2F74310%3Flang%3DenLink 7: http://rayal.guidechem.com/dictionary/en/65152-07-0.htmlLink 8: http://www.chemnet.com/cas/en/2446-69-7/4-Hexylphenol.htmlLink 9: http://www.chemspider.com/Chemical-Structure.13106.html?rid=03f8426f-4a5f-4439-b26b-51554f88485bLink 10: http://www.chemspider.com/Chemical-Structure.60628.html?rid=8a7d7b0d-c99a-48eb-9905-6ee4e2f7d8d0Link 11: http://www.guidechem.com/msds/25154-52-3.htmlLink 12: http://tools.niehs.nih.gov/cebs3/ntpviews/index.cfm?action=testarticle.properties&cas_number=25154-52-3Link 13: http://www.siigroup.com/EHSPdf/PDDPGPS.pdfLink 14: http://www.transtank.cn/msds/26.pdfLink 15: http://www.siigroup.com/product_documents/246TTBP-TDS.pdfLink 16: http://www.chemsrc.com/en/cas/684-84-4_281867.htmlLink 17: http://www.chemsrc.com/en/cas/2938-98-9_836944.htmlLink 18: http://www.chemblink.com/products/2938-98-9.htmLink 19: http://www.sigmaaldrich.com/MSDS/MSDS/DisplayMSDSPage.do?country=GB&language=en&productNumber=65965&brand=ALDRICH&PageToGoToURL=http%3A%2F%2Fwww.sigmaaldrich.com%2Fcatalog%2Fsearch%3Fterm%3D2568-33-4%26interface%3DCAS%2520No.%26N%3D0%2B%26mode%3DpartialmaLink 20: http://www.kuraray.eu/fileadmin/Produktnamen/Broschueren/IPD_Broschure_110309.pdfLink 21: http://www.chemblink.com/products/66553-17-1.htmLink 22: http://m.chemsrc.com/en/cas/83988-22-1_970036.htmlLink 23: http://www.sigmaaldrich.com/MSDS/MSDS/DisplayMSDSPage.do?country=GB&language=en&productNumber=N29600&brand=ALDRICH&PageToGoToURL=http%3A%2F%2Fwww.sigmaaldrich.com%2Fcatalog%2Fsearch%3Fterm%3D223-517-5%26interface%3DEG%2FEC%2520No.%26N%3D0%2B%26mode%3DpartLink 24: https://www.alfa.com/en/content/msds/english/L06336.pdf

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 95
Table 4–7: Comparison of potential alternative extraction solvents to selected technical feasibility criteria
# Potential alternative solvent
EC Number CAS Number Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability REACH registration
tonnage range (t/y)
Main source of information
Other sources
Technical feasibility criterion threshold value/tolerance 50 – 100 >1.24 kg/l ≤1.1 g/L ≤ 0.58*
No hazard classification
- -
Link 25: http://www.oxea-chemicals.com/download/wercs/MTA0NzAjZW4jcHMjYXVzIzE0MzE0NDI0OTAwMDAjb3hlYSMxI0Q=/10470-en-ps-us.pdfLink 26: https://www.alfa.com/en/content/msds/british/40982.PDF

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 96
1,2-Dichloroethane (EC No. 203-458-1, CAS No. 107-06-2): also known as EDC, 1,2-dichloroethane meets three of the five criteria, but importantly is (a) a flammable liquid and (b) listed in Annex XIV as a SVHC subject to Authorisation. This solvent also has the potential to be converted to acetylene chloride in the presence of a strong base which is explosive (Cato, 2016). The substance will not be considered further; and
n-Hexane (EC No. 203-777-6, CAS No. 110-54-3) and iso-octane (EC No. 208-759-1, CAS No. 540-84-1): both alkanes meet three out of the five selected technical feasibility criteria but the two they fail to meet are important: their density is too low and would lead to a reverse phase separation; they both are flammable liquids thus incompatible with the existing equipment and technical measures. Alkanes have known shortcomings which researchers have tried to address by mixing them with alcohols. The prospects of such mixtures as realistic alternatives for Spolana at the end of the first Authorisation review period are discussed in Section 4.2.3. The two alkanes will not be considered further as potential alternatives in isolation as more technically promising options have been identified.
A few more substances meet two out of five criteria, including toluene, some alkanes, some alcohols, ethyl acetate, some ethers, several phenols, dimethyl propanediol and bis(2-ethylhexyl) hydrogen phosphate.
In conclusion, in terms of the essential physicochemical properties of potential alternatives, four substances, carbon tetrachloride, chloroform, 1,1,1-trichloroethane and dichloromethane, all being halogenated hydrocarbons, would be most compatible with Spolana’s caprolactam plant. None of them however, meet all of the selected technical feasibility criteria.
It is acknowledged that the discussion presented in Section 4.1.1 on recent R&D that Spolana has some access to raises the prospect of additional alternative extraction solvents being potentially considered as substitutes for TCE, including '''#D, E#'''''''''''''''''''''''''''''''''''' '''''''''' ''''''' '''''''''''''''''''''''''' '''''''' ''''' ''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''' However, Spolana’s knowledge of their technical feasibility is limited:
'#D#
Even if '''#D#'' alternative substances are assumed to score well against the screening criteria used by VŠB and TECHEM CZ in their research, these solvents cannot meet the criterion of “Compatibility with the impurities of aqueous ammonium sulphate solution” because no experiments have been undertaken so far in this respect;
In any case, these solvents could not replace TCE within Spolana’s existing extraction technology easily and quickly. Equilibrium data and extraction efficiency in the refining of the crude caprolactam of these solvents are still unavailable. Without equilibrium data and extraction efficiency, one cannot perform an engineering recalculation/adaptation of existing equipment to the new solvent. In the absence of information, it can be assumed that these new solvents would require a new extraction line similar to the situation for benzene and toluene; and
Finally, the extraction of caprolactam from sulphate lye is also an important part of the caprolactam manufacturing technology. There is no information or data on the ability of these new solvents to successfully extract caprolactam from sulphate lye. The residual concentration of caprolactam in sulphate lye after extraction needs to be very low due the stringent quality requirements for ammonium sulphate as this product is intended for sale as

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 97
a fertiliser. This means that even if these new solvents could replace TCE in crude caprolactam extraction, they not be suitable for the complete replacement of TCE.
As such, these '''#D#'' new potential alternative solvents are not credible options for the substitution of TCE at the end of the initial review period.
Commercialisation and proven track record on the industrial scale
The second criterion that is considered here is the potential alternatives’ track record of successful commercialisation on an industrial scale. Literature confirms that benzene, toluene and chlorinated hydrocarbons are the organic solvents used industrially for the extraction of caprolactam (van Delden, 2005) and more specifically to the best of Spolana’s knowledge only three substances have been commercially used as extraction solvents: benzene, toluene and TCE.
Conclusion on possible alternative solvents
Taking into account the chemical processes involved and the available knowledge of potential extraction solvents which need to dissolve the organic substances without dissolving the inorganic salts and also be immiscible/partially miscible with water, the logical conclusion is that aromatic hydrocarbons or organic halogenated compounds would be the most feasible solvents. Indeed, the above approach has generated two groups of potential alternatives: four chlorinated hydrocarbons (carbon tetrachloride, chloroform, 1,1,1-trichloroethane and dichloromethane) whose basic physicochemical properties are most closely compatible with Spolana’s caprolactam plant and two aromatic solvents (benzene and toluene), which may require a more complex technical implementation in the Neratovice plant but have the crucial advantage of having been commercially proven.
If Spolana was forced, at short notice, to adopt an alternative extraction solvent as a result of its Authorisation not being extended, it would be most prudent and viable to opt for an alternative that has already been proven to work on the industrial scale. As such, benzene and toluene would logically be the obvious candidates for substituting TCE. It is therefore necessary to consider how the remaining four alternative substances compare to the two aromatic compounds. Two key sources of information are considered:
Spolana’s own internal research undertaken in 1972 which encompassed four of the above six identified potential alternatives and compared them to TCE; and
Scientific literature, most specifically, the thesis of van Delden (2005) which reviews the findings of the scientific literature on the distribution of caprolactam between organic solvents and water and the selectivity of a range of potential extraction solvents.
As reported in Section 4.1.1, Spolana’s internal research has shown that distribution coefficients for the extraction of crude aqueous lactam and the re-extraction of caprolactam for carbon tetrachloride and 1,1,1-trichloroethane were significantly worse than TCE or benzene, but better than toluene. Carbon tetrachloride in particular was the worst performer amongst the eight substances evaluated at the time. As a result, benzene is a superior extraction solvent compared to two of the four promising halogenated alternatives.
On the other hand, van Delden (2005) looked into the distribution of caprolactam in water + caprolactam + chlorinated hydrocarbon systems and compared them to the equivalent benzene system (see Figure 4–2). As explained by van Delden, the distribution of caprolactam between the two phases represents the capacity of a solvent system for the extraction of caprolactam. A high distribution to the organic phase is desired for the crude caprolactam extraction, pre-extraction and

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 98
extraction of the aqueous ammonium sulphate layer, but is also unfavourable for the back-extraction.
From Figure 4–2 (which reproduces Figure 1.8 in van Delden’s thesis) it can be concluded that for chloroform the distribution of caprolactam is highly in favour of the organic phase, while this is only slightly the case for TCE and benzene. For carbon tetrachloride, the distribution is highly in favour of the aqueous phase (van Delden, 2005). This means that whilst chloroform could perform well as an extraction solvent for the first extraction, it would be a poor solvent for back-extraction. For carbon tetrachloride, the opposite would apply.
Figure 4–2: Caprolactam distribution in the aqueous and organic phase in different extraction solvents Source: (van Delden, 2005)
Furthermore, van Delden compared the selectivity of the various solvents by comparison of the extracted amount of caprolactam (CPL) to the amount of water (W) that is co-extracted to the organic phase, relating therefore selectivity and mutual solvent solubility. This calculated selectivity is assumed to give an indication on the effectiveness of extraction of caprolactam compared to polar impurities and is shown in Figure 4–3 (overleaf) which reproduces Figure 1.9 in van Delden’s thesis. From this figure it can be concluded that benzene, TCE and carbon tetrachloride have selectivities over 0.9 for all concentrations of caprolactam, while the selectivity for chloroform across a wide range of caprolactam concentrations is markedly lower (van Delden, 2005). Again, chloroform appears to perform particularly poorly compared to TCE and benzene.
Finally, dichloromethane has a partition coefficient for caprolactam similar to that of TCE and benzene. Its water solubility is considerably higher than TCE but the substance is still considered immiscible with water. The major disadvantage of dichloromethane is that its boiling point is too low at 40 °C, meaning that the substance cannot remain in the liquid phase across the range of temperatures used for the extraction of caprolactam (see earlier discussion). In addition, in the presence of water and light, dichloromethane slowly decomposes to produce small quantities of hydrogen chloride. Thus, commercial grades of methylene chloride normally contain between 0.005 and 0.02% of a stabiliser to prevent acidification and corrosion (SCOEL, 2009).
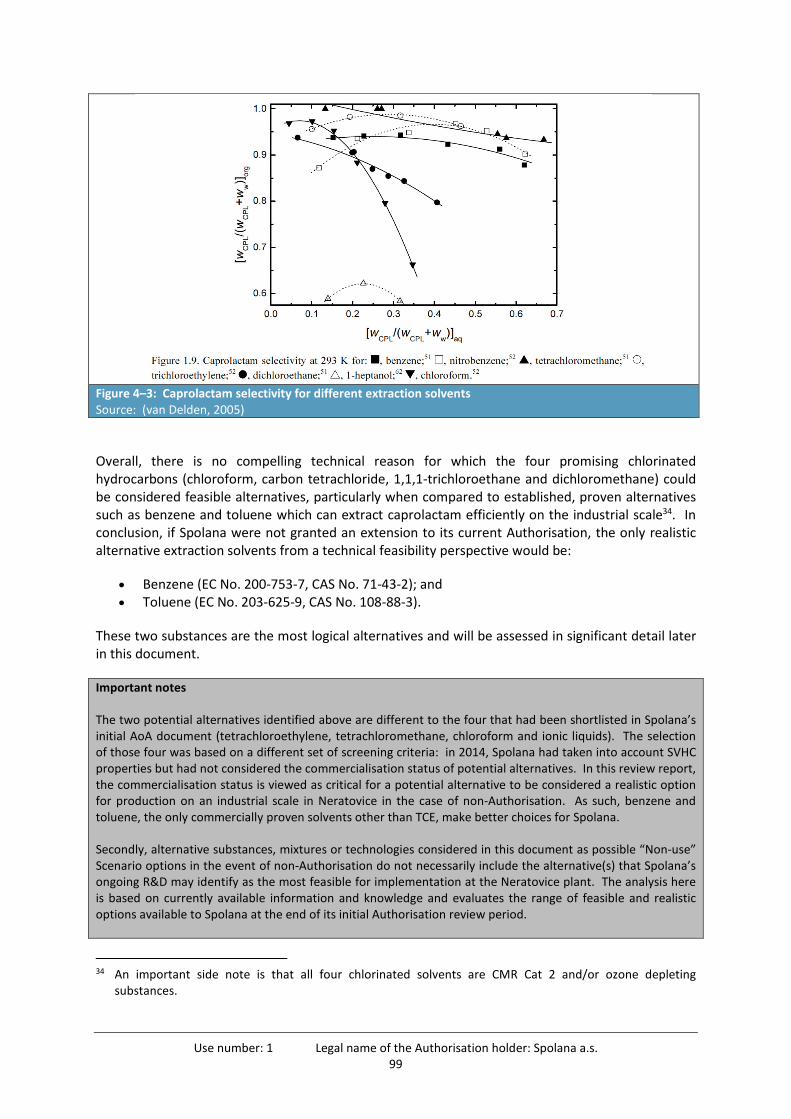
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 99
Figure 4–3: Caprolactam selectivity for different extraction solvents Source: (van Delden, 2005)
Overall, there is no compelling technical reason for which the four promising chlorinated hydrocarbons (chloroform, carbon tetrachloride, 1,1,1-trichloroethane and dichloromethane) could be considered feasible alternatives, particularly when compared to established, proven alternatives such as benzene and toluene which can extract caprolactam efficiently on the industrial scale34. In conclusion, if Spolana were not granted an extension to its current Authorisation, the only realistic alternative extraction solvents from a technical feasibility perspective would be:
Benzene (EC No. 200-753-7, CAS No. 71-43-2); and Toluene (EC No. 203-625-9, CAS No. 108-88-3).
These two substances are the most logical alternatives and will be assessed in significant detail later in this document.
Important notes
The two potential alternatives identified above are different to the four that had been shortlisted in Spolana’s initial AoA document (tetrachloroethylene, tetrachloromethane, chloroform and ionic liquids). The selection of those four was based on a different set of screening criteria: in 2014, Spolana had taken into account SVHC properties but had not considered the commercialisation status of potential alternatives. In this review report, the commercialisation status is viewed as critical for a potential alternative to be considered a realistic option for production on an industrial scale in Neratovice in the case of non-Authorisation. As such, benzene and toluene, the only commercially proven solvents other than TCE, make better choices for Spolana.
Secondly, alternative substances, mixtures or technologies considered in this document as possible “Non-use” Scenario options in the event of non-Authorisation do not necessarily include the alternative(s) that Spolana’s ongoing R&D may identify as the most feasible for implementation at the Neratovice plant. The analysis here is based on currently available information and knowledge and evaluates the range of feasible and realistic options available to Spolana at the end of its initial Authorisation review period.
34 An important side note is that all four chlorinated solvents are CMR Cat 2 and/or ozone depleting substances.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 100
4.2.3 Alternative 2: Use of an alternative solvent mixture
A number of literature sources are discussed in Appendix 3 on the possibilities for using mixtures of solvents for the extraction of caprolactam. A summary of the options considered in the literature is provided in Table 4–8.
Table 4–8: Potential mixtures of alternative extraction solvents for caprolactam
Source Solvent 1 Solvent 2 EC No. CAS No.
(Gayet, Leconte and Perrona, 1997)
bis(2-Ethylhexyl) hydrogen phosphate (30%)
Cyclohexane (76%) 206-056-4 203-806-2
298-07-7 110-82-7
(van Delden, 2005; van Delden et al., 2006) (Mueller, 2013)
Heptanol (40%) Methyl cyclohexane (60%)
203-897-9 203-624-3
111-70-6 108-87-2
Heptanol (40%) n-Heptane (60%) 203-897-9 205-563-8
111-70-6 142-82-5
(Gong et al., 2007) 1-Heptanol Heptane 203-897-9 205-563-8
111-70-6 142-82-5
1-Heptanol Methyl cyclohexane 203-897-9 203-624-3
111-70-6 108-87-2
(Lv, Gong and Luo, 2007)
Octanol (60%) Cyclohexane (40%) 203-917-6 203-806-2
111-87-5 110-82-7
Heptanol (50%) Cyclohexane (50%) 203-897-9 203-806-2
111-70-6 110-82-7
Octanol (85%) Methyl cyclohexane (15%)
203-917-6 203-624-3
111-87-5 108-87-2
Iso-octanol (80%) Methyl cyclohexane (20%)
248-133-5 203-624-3
26952-21-6 108-87-2
Iso-octanol (70%) Cyclohexane (30%) 248-133-5 203-806-2
26952-21-6 110-82-7
Heptanol (95%) Hexane (5%) 203-897-9 203-777-6
111-70-6 110-54-3
Octanol (90%) n-Heptane (10%) 203-917-6 205-563-8
111-87-5 142-82-5
Iso-octanol (90%) n-Octane (10%) 248-133-5 203-892-1
26952-21-6 111-65-9
Octanol (75%) Iso-octane (25%) 203-917-6 208-759-1
111-87-5 540-84-1
(Glazko, Druzhinina and Levanova, 2007)
Benzene (20%) Cyclohexane (80%) 200-753-7 203-806-2
71-43-2 110-82-7 Benzene (50%) Cyclohexane (50%)
Benzene (70%) Cyclohexane (30%)
Benzene (80%) Cyclohexane (20%)
Benzene (90%) Cyclohexane (10%)
Cyclohexanol (10%) Cyclohexane (90%) 203-630-6 203-806-2
108-93-0 110-82-7
(Gong et al., 2008) 1-Octanol (60%) Cyclohexane (40%) 203-917-6 203-806-2
111-87-5 110-82-7
1-Octanol (50%) Hexane (50%) 203-917-6 203-777-6
111-87-5 110-54-3
1-Octanol (50%) Heptane (50%) 203-917-6 205-563-8
111-87-5 142-82-5
1-Octanol (50%) Octane (50%) 203-917-6 203-892-1
111-87-5 111-65-9
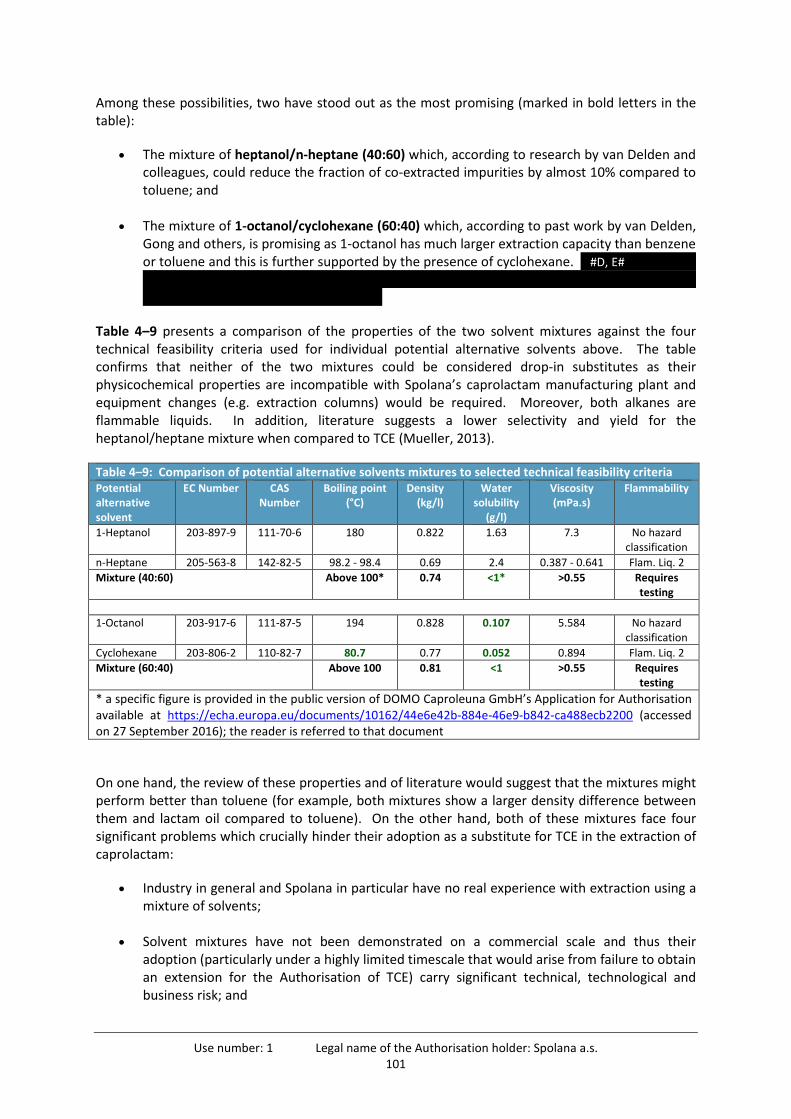
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 101
Among these possibilities, two have stood out as the most promising (marked in bold letters in the table):
The mixture of heptanol/n-heptane (40:60) which, according to research by van Delden and colleagues, could reduce the fraction of co-extracted impurities by almost 10% compared to toluene; and
The mixture of 1-octanol/cyclohexane (60:40) which, according to past work by van Delden, Gong and others, is promising as 1-octanol has much larger extraction capacity than benzene or toluene and this is further supported by the presence of cyclohexane. '''#D, E#''''''' ''''''' ''' '' '''''''''''''''' '''''''''''''''' ''''' '''''''''''''' ''''' '''''''''' ''''''' '''''''''''' '''' ''''''''''' '''''''''''''''' '''''''' ''''''''' ''''''''''''' '''' ''''''' ''''''''''''' ''' '''''''''''''''' '''' '''''''''''''' '''''''''''
Table 4–9 presents a comparison of the properties of the two solvent mixtures against the four technical feasibility criteria used for individual potential alternative solvents above. The table confirms that neither of the two mixtures could be considered drop-in substitutes as their physicochemical properties are incompatible with Spolana’s caprolactam manufacturing plant and equipment changes (e.g. extraction columns) would be required. Moreover, both alkanes are flammable liquids. In addition, literature suggests a lower selectivity and yield for the heptanol/heptane mixture when compared to TCE (Mueller, 2013).
Table 4–9: Comparison of potential alternative solvents mixtures to selected technical feasibility criteria Potential alternative solvent
EC Number CAS Number
Boiling point (°C)
Density (kg/l)
Water solubility
(g/l)
Viscosity (mPa.s)
Flammability
1-Heptanol 203-897-9 111-70-6 180 0.822 1.63 7.3 No hazard classification
n-Heptane 205-563-8 142-82-5 98.2 - 98.4 0.69 2.4 0.387 - 0.641 Flam. Liq. 2
Mixture (40:60) Above 100* 0.74 <1* >0.55 Requires testing
1-Octanol 203-917-6 111-87-5 194 0.828 0.107 5.584 No hazard classification
Cyclohexane 203-806-2 110-82-7 80.7 0.77 0.052 0.894 Flam. Liq. 2
Mixture (60:40) Above 100 0.81 <1 >0.55 Requires testing
* a specific figure is provided in the public version of DOMO Caproleuna GmbH’s Application for Authorisation available at https://echa.europa.eu/documents/10162/44e6e42b-884e-46e9-b842-ca488ecb2200 (accessed on 27 September 2016); the reader is referred to that document
On one hand, the review of these properties and of literature would suggest that the mixtures might perform better than toluene (for example, both mixtures show a larger density difference between them and lactam oil compared to toluene). On the other hand, both of these mixtures face four significant problems which crucially hinder their adoption as a substitute for TCE in the extraction of caprolactam:
Industry in general and Spolana in particular have no real experience with extraction using a mixture of solvents;
Solvent mixtures have not been demonstrated on a commercial scale and thus their adoption (particularly under a highly limited timescale that would arise from failure to obtain an extension for the Authorisation of TCE) carry significant technical, technological and business risk; and

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 102
Separation of a three-component mixture (alcohol, alkane and water) after extraction would require a more complex arrangement than the recovery of a single solvent and thus solvent recycling would face unprecedented challenges which would be compounded by the high boiling points of the alcohols, the need for separate storage installations for the two solvents and the overall novelty of such extraction process; and
The storage, handling and processing of flammable liquids would require significant alterations to Spolana’s plant.
As a result, in light of the incompatibility of these mixtures with Spolana’s manufacturing process and the uncertainties surrounding the adoption of what essentially is a new technology, solvent mixtures cannot be shortlisted as a realistic alternative for TCE for the extraction of caprolactam.
4.2.4 Alternative 3: Use of an alternative extraction technology
Appendix 3, Section 11.3 presents a number of theoretical options for the extraction of caprolactam that would not involve ‘classic’ solvents, i.e. would be based on ionic liquids, supercritical fluids, membrane separation and solid-liquid extraction. Such options are not known to find commercial applications on the industrial scale. Spolana could therefore not provide any detailed analysis of their technical advantages and disadvantages. Moreover, alternative extraction technologies would require substantial changes to the manufacturing process, far wider than what could be justified in technical and business terms. As a result, they would not make a realistic option for the replacement of TCE and cannot be shortlisted for further analysis.
4.2.5 Alternative 4: Plant conversion to an alternative caprolactam manufacturing technology
Possibilities for conversion to an alternative manufacturing technology for caprolactam
As discussed in Appendix 3, Section 11.4, there are several manufacturers of caprolactam in the EU and outside the EU and a large number of manufacturing processes for caprolactam can be found in the literature. It is therefore useful to consider which of the known production processes are currently active. An overview of the known alternative technologies is provided in Table 4–10.
Table 4–10: Potential alternative caprolactam manufacturing technologies
# Technology (name) Feedstock Commercial status
1 Allied Signal (Honeywell) Phenol Active
2 BASF/Bayer/Inventa (NO) Cyclohexanone Active
3 DSM HPO Plus Cyclohexanone Active
4 Toray photonitrosation Cyclohexane Active
5 Dupont Nixan Cyclohexane Inactive – Obsolete
6 EniChem/Sumitomo Cyclohexanone Active
7 SNIA Viscosa Toluene Active
8 UCC Cyclohexanone Inactive – Obsolete
9 Techni-Chem Cyclohexanone Never commercialised
10 BP Cyclohexanone Never commercialised
11 Altam (hydroesterification) Butadiene Never commercialised*
12 Dupont (hydrocyanation) Butadiene Never commercialised*
13 BASF/Dupont Adiponitrile Never commercialised*
* This is based on Spolana’s best understanding of the global market for caprolactam. Open literature from the mid-2000s suggests that Rhodia and BASF/DuPont had completed the development work and intended to build caprolactam plants using the butadiene and adiponitrile as feedstock for caprolactam production. However, plans were put on hold and appeared unlikely to be revived (ICIS, 2005)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 103
Overall, there are six technologies that are known to be currently active on the market. Of these, only three start from cyclohexanone, Spolana’s current starting material.
In relation to the extraction solvents that may be used in alternative technologies, information available to Spolana on solvents used by competitors is incomplete. Nevertheless, a table can be provided with a list of EU-based manufacturers beyond Spolana. This indicates the manufacturing process and the extraction solvent used, where information is available.
Table 4–11: Caprolactam processes and extraction solvents used by EU-based competitors of Spolana
Company Location Process used Extraction solvent used
Agrobiohim Stara Zagora, Bulgaria Uncertain Uncertain
BASF Ludwigshafen, Germany
BASF-NO Uncertain
Antwerp, Belgium BASF-NO Uncertain
DOMO Leuna, Germany Raschig & traditional Beckmann from cyclohexanone
TCE
Fibrant (formerly DSM)
Geleen, Netherlands DSM HPO Plus Toluene
Grupa Azoty Zakłady Azotowe
Pulawy, Poland Cyclopol® (cyclohexanone from benzene) CAPROPOL (caprolactam)
Toluene
Grupa Azoty Tarnow, Poland Cyclopol® (cyclohexanone from benzene) Raschig & traditional Beckmann from cyclohexanone
TCE
Lanxess Antwerp, Belgium Bayer Uncertain
Ube Grao de Castellon, Spain
Inventa Uncertain
Versalis (formerly EniChem)
Porto Marghera, Italy EniChem process (uses a TS-1 catalyst for synthesis of cyclohexanone oxime)
Toluene
Notes: until recently, there were a few more manufacturers how have now discontinued production, namely the FibrexNylon (Radici) plant in Savinesti, Romania and the Aquachemia plant in Zilina, Slovak Republic. Manufacturing facilities also exist in ex-USSR states (Kemerovo Azot, JSC Kuibyshev Azot, and Shchekino Azot in Russia, Grodno Azot in Belarus, Navoi Azot in Uzbekistan, and Azot Cherkassy in Georgia) (Anon, no date)
Table 4–11 suggests that toluene is a commonly used extraction solvent in the EU. For a number of plants, Spolana does not hold detailed information but it is safe to assume that benzene is likely to be used as an extraction solvent in the EU. Therefore, if Spolana were to adopt any of the active alternative manufacturing technologies, it would be likely that toluene or benzene would become the extraction solvent of choice.
Technical feasibility of adoption of a new manufacturing technology for caprolactam
Implementation of a different manufacturing technology for caprolactam would be a major undertaking for Spolana and would be a reaction of implications disproportionate to the scale of concerns raised by the continued use of TCE in only two steps of the entire manufacturing process (the extraction steps).
Firstly, we may consider the compatibility of each of the industrially manufacturing technologies to Spolana’s installations, systems and expertise. We may consider three technical feasibility criteria:
Compatibility with existing feedstock: the alternative technology should ideally employ cyclohexanone in oleum to remain as compatible as possible to current operations;

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 104
Analogous by-products: ammonium sulphate is a key by-product of Spolana’s caprolactam production and one of the main commodities for sale by the company that is distributed under the SPOLSAN® brand name. Spolana must continue to manufacture and sell this product to numerous customers in volumes similar to current ones. It is important to note that many alternative manufacturing technologies specifically aim at the minimisation or elimination of the generation of ammonium sulphate, thus they may fail to meet this Spolana-specific criterion; and
Reaction compatibility: Spolana would wish to continue obtaining hydroxylamine through the Raschig method and generate caprolactam via traditional Beckmann rearrangement. Making changes to the way these reactions are performed would require significant technical modifications to the Neratovice plant, far beyond a change to the extraction solvent.
Table 4–12 (overleaf) summarises how the industrially proven and commercially contemporary alternative manufacturing technologies (see Table 4–10) compare against these criteria. A schematic overview of these routes is provided below (reproduced from van Delden, 2005).
Table 4–12 confirms that none of the alternative synthetic routes meets all technical feasibility criteria. The routes that control the majority of the caprolactam merchant market, the BASF and DSM HPO Plus ones, use different oximation processes and generate significantly lower volumes of ammonium sulphate by-product. The Allied Signal (Honeywell) process that follows the Raschig method and Beckmann rearrangement in a traditional fashion, starts from phenol as a feedstock which is the very original synthetic route for caprolactam (i.e. not modern) and it is unclear whether it uses an extraction solvent different to TCE; therefore, it is uncertain if it conveys any tangible benefit over Spolana’s process.
(1) Toray photonitrosation (2) BASF, Bayer, DSM, Allied signal, Inventa and EniChem (main production route, being responsible for 90% of the
produced amount of caprolactam) (3) SNIA Viscosa
Figure 4–4: Overview of commercial alternative synthetic routes to caprolactam Source: (van Delden, 2005)
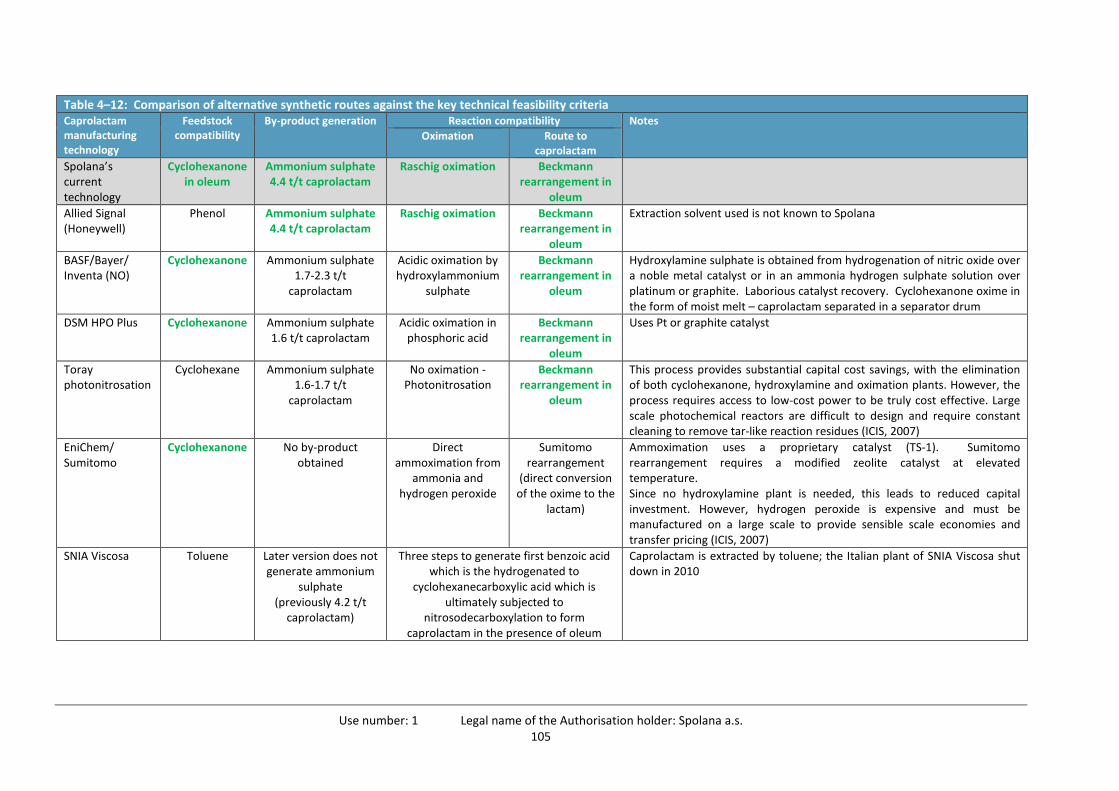
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 105
Table 4–12: Comparison of alternative synthetic routes against the key technical feasibility criteria Caprolactam manufacturing technology
Feedstock compatibility
By-product generation Reaction compatibility Notes
Oximation Route to caprolactam
Spolana’s current technology
Cyclohexanone in oleum
Ammonium sulphate 4.4 t/t caprolactam
Raschig oximation Beckmann rearrangement in
oleum
Allied Signal (Honeywell)
Phenol Ammonium sulphate 4.4 t/t caprolactam
Raschig oximation Beckmann rearrangement in
oleum
Extraction solvent used is not known to Spolana
BASF/Bayer/ Inventa (NO)
Cyclohexanone Ammonium sulphate 1.7-2.3 t/t
caprolactam
Acidic oximation by hydroxylammonium
sulphate
Beckmann rearrangement in
oleum
Hydroxylamine sulphate is obtained from hydrogenation of nitric oxide over a noble metal catalyst or in an ammonia hydrogen sulphate solution over platinum or graphite. Laborious catalyst recovery. Cyclohexanone oxime in the form of moist melt – caprolactam separated in a separator drum
DSM HPO Plus Cyclohexanone Ammonium sulphate 1.6 t/t caprolactam
Acidic oximation in phosphoric acid
Beckmann rearrangement in
oleum
Uses Pt or graphite catalyst
Toray photonitrosation
Cyclohexane Ammonium sulphate 1.6-1.7 t/t
caprolactam
No oximation - Photonitrosation
Beckmann rearrangement in
oleum
This process provides substantial capital cost savings, with the elimination of both cyclohexanone, hydroxylamine and oximation plants. However, the process requires access to low-cost power to be truly cost effective. Large scale photochemical reactors are difficult to design and require constant cleaning to remove tar-like reaction residues (ICIS, 2007)
EniChem/ Sumitomo
Cyclohexanone No by-product obtained
Direct ammoximation from
ammonia and hydrogen peroxide
Sumitomo rearrangement
(direct conversion of the oxime to the
lactam)
Ammoximation uses a proprietary catalyst (TS-1). Sumitomo rearrangement requires a modified zeolite catalyst at elevated temperature. Since no hydroxylamine plant is needed, this leads to reduced capital investment. However, hydrogen peroxide is expensive and must be manufactured on a large scale to provide sensible scale economies and transfer pricing (ICIS, 2007)
SNIA Viscosa Toluene Later version does not generate ammonium
sulphate (previously 4.2 t/t
caprolactam)
Three steps to generate first benzoic acid which is the hydrogenated to
cyclohexanecarboxylic acid which is ultimately subjected to
nitrosodecarboxylation to form caprolactam in the presence of oleum
Caprolactam is extracted by toluene; the Italian plant of SNIA Viscosa shut down in 2010

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 106
Economic feasibility of converting to an alternative synthetic route
If Spolana wished to move to a different synthetic route, it would be necessary to acquire a new licence, because not only Spolana, but the entire PKN Group that Spolana is part of is not a holder of the relevant technology or patents. It is not believed that modern technology would be available to use for free.
It is important to note that a change to the synthetic route would mean building a completely new caprolactam plant. Theoretically, Spolana could keep the hydroxylammonium sulphate production unit, if the company adopted a technology that still used the Raschig method, and the ammonium sulphate plant. As modern technologies typically produce lower volumes of ammonium sulphate than the traditional caprolactam manufacture (see above), the existing ammonium sulphate plant would have sufficient capacity for caprolactam production even if the capacity of the caprolactam production plant was moderately increased compared to the existing plant.
Spolana already holds information which provides indications of the likely cost of establishing a new caprolactam production facility. ''''#D#'''''''''' ''' '''''''''''''''''''' ''''''''''' ''''' ''' '''''''''''''''''''''''''''''''''''''''''''''''' '''''''''''''''''''''' ''''''''''''' '''''''' '''''''''''' ''''''' ''''' '''''''''''''' '''''''' '''''''''''''''' ''''''''' '''''' ''''' ''''''''''' ''''''' ''''''''''''''''''''''''' ''''''''''''''' ''''''' '''''''''''' ''''''' '''''''''''''''' ''''' ''''''''''''' '''''''''''' '''''''''''''''' ''' '''''''''''''' '''''''''''''''' '''' ''''''' '''''''' '''' '''''''''''''''' ''''''''''''''''''''' ''''''' ''''''''' ''''' ''''''' '''''''''' '''''''' '''' ''''''''''''''' '''''' ''''''''''''''''' ''''''''''''''''''' ''''' '''''''''''''''''''''''''' ''''''''''''''''''''' '''' '''''''''''''''''''' '''' ''''''''''' '''' ''''''''''''' '''' '''''''''''''''''''''''''''' ''''''''' ''' '''''''' '''''''''' ''''''''''''' ''''''' ''''''''''''''''' ''''''' '''''''''''' ''''''' ''''''''''' '''''' ''''''''' ''''''''''''''' '''''''''''' '''' ''''''''''''''' ''''''''''''''''''''''''' '''''''' ''''' ''''''''''''''''''' '''''' ''''''''''''''' '''' ''''''' '''''''''''''''''''''' ''''''''''''''''''''' '''' '''''''''''''' ''''''' '''''''' ''''''''''''''''''''''' '''''''''' '''''''''''''''
'''''''' ''' ''' '''''''''''''''''''' '''''''''''''''''''''' '''''''''''''' '''''''' ''' ''' '''''''''' '''''' ''''''''''
'''''' ''''''''''''''''''''''' '''' ''' '''''''' '''''''''' '''' '''''''''''''''''''''' '''' ''''''''''''''''' ''''''''''''''''''''''''''''' ''''''''''''''' '''''''' '''''''''''''''''''''''''''''' '''' '''''''''''''''' '''' '''''' '''''''''''''''''''''' '''''''''''''''''''''' '''' ''''''''''''''''''''''' '''' ''' ''''''''''''''''''''''' '''''''' '''' '''''''''''''''''''' ''''''''' ''' '''''''''''''''''''''''' '''''''''''''''''''' '''''''''''''''' ''''' ''''' '''''''''''' ''''''
''''' '''''''''''''''''''''''' '''' ''' '''''''' ''''''''''' '''' '''''''''''''''''''''' '''' '''''''''''''''' '''''''''''''''''''''''''' '''''''''''''''' '''' ''''''''''''''''''' '''' ''''''' ''''''''''''''''''''''' '''''''''''''''''''''' '''' ''''''''''''''''''''''''' '''' '' ''''''''''''''''''''' '''''''' ''' '''''''''''''''''' '''''''' ''' '''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''' ''''''
''''' '''''''''''''''''''''' ''''' ''' ''''''' ''''''''' '''' ''''''''''''''''''''' '''' '''''''''''''''' '''''''''''''''''''''''''''' ''''''''''''' '''''' '''' '''''''''''''''''''''''''' '''' '''''''''''''''' '''' ''''''' ''''''''''''' '''''''' ''''''''' '''' ''''''''''''''''''''' ''''''''''' '''''''''''''''''' '''''''''''''''''' ''''' '''''''''''' '''''' '''''''''''''''''''''''' ''''''' '''''''''''''''''''' '''''''''''''''''' '''''' ''''''' ''''''' '''''''' ''''''''' ''''''''''''''''''' ''''''' '''''''''''''''''''' '''' ''''''''' '''''''''''''''''''''' '''''''''''''''''
''''' ''''''''''''''''''''''' '''' ''' '''''''' ''''''''''' '''' ''''''''''''''''''''' '''' '''''''''''''' '''''' ''''''''''''' ''''''' ''''''''''''''''''''''''' '''''''''' '''''' '''''''''''''''''''''''''''' ''''''''''''''''' ''''''''''''''''''' ''''''''''' ''''''''''' ''' ''''''''''''''''''''''' ''''''''''''''' '''' ''''''' '''''''''''''''' '''''''''''''' ''''''' '''''''''''''''''''''' ''''''''''''''''' '''''' ''''''' ''''''''''''''''''''''''''''' ''''''''''''''' '''''''''' ''''''''''' '''''''''''''''' ''''''' ''''''''''''''''''''' '''' ''''''
''''''''''''''' '''''''''' ''''''''''''''' '''''''''''''''''' ''' ''''''''' ''''''''''''''''' '''''' ''''''' ''''''''''''' '''''''''' ''''''' ''''' ''''''''''''''''''''''' '''' ''''''''''' ''''
Based on the estimates presented in this table, the cost of introducing a new technology would be ''#D, F#'''''''' million in 2001 prices or ca. ''#D, F#'''' million in 2017 prices35 (range: €250-350 million).
35 The equivalent of €100 on 1 January 2001 is €133 on 7 June 2017; based on http://fxtop.com/en/inflation-calculator.php (accessed on 7 June 2017).
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 107
Table 4–13: '''#D, F# entire table'''''''''' ''''''' ''''' ''''''''''''''''''' '''' '''''''''''''''''''' ''''''''''''''''' ''''''''' '''' ''''''''''''''''''
'''''''''''''''''''' '''''''''' ''''''''' ''''''''''''' ''' '''''''''''''''
'''''''' ''''''' ''''''''''''' ''''''''''''''''''''''''''''''''''' '''''''''''''''' ''''''''''
''''''''''''''''''''''' '''''''''
'''''''''' '''''''''
''''''''' ''' ''' '''''''''''''''''' '''''''''''''''''''''' '''''''''''''''
''''''' '''''''''' ''''''''' ''''''''''
'''''''''' ''''''''' '''''' '''''''''
''''''''' '''''''''' '''''''' ''''''''''
'''''''''' ''' ''' '''''''''''' '''''''' '''''''''
'''''''' '''''''''''' '''''''' '''''''''''
'''''''''' '''''''' '''''''' ''''''''
'''''''''' ''''''''' '''''''' '''''''''
'''''''''' '''''''''' ''' '''''''''''''' ''''''''
'''''''''''''''' ''''''''''' '''''''''' ''''''''''
'''''''''' '''''''''''''''''''' '''''' '''''''''' ''''''''''' '''''''''''
'''''''' '''''''''' '''''''''' ''''''''''''
''''''''''''''' '''''''''''''''' '''''''''' ''''' '''''''''''''' '''''''''''''''''' '''' ''''''''''''' ''''''''''' '''''''''''''''' ''' '''''''' ''''''''''''' ''''' ''''''''''' ''''''''''''''' ''''''''''' ''''''''' ''' '''''''''''''' ''''' ''''' ''''''''''''''''''' '''''''' '''''''''''''''''''''' ''''''''''''''''''''''' '''''''''''''' '''''''' '''''''' ''''''' ''''''''' ''''''' ''''''''''''''' '''''''' '''''''''''' '''' ''' ''''''''''''''''' '''''''' ''' '''''''''''''''''''''''''''''''' ''''''' '''''''''' '''' ''''''''''''''''''' '''''''' '''''''''''' '''''''''''''''''''''''' ''''''''' '''''' '''''''''''' '''''''''''''''''''' '''' ''' '''''''''''' '''''''''''''' ''''''''''''''''' '''' ''''''' ''''''' ''''''''''''''''''''' ''' ''''''''''''''''' ''''''''''''''' '''''''''''' ''''''' ''''''''''''''''''''' '''''''''''''''''''' ''''' '''''' '''''''' '''''''''' '''''''''''' '''''' ''''''''''''' '''''''''''''' ''''''''''''' ''''''''' ''' ''''''''''''''' ''''' ''''''''''''''''' ''''''''''''''''' '''''''''''''''''' '''''''' ''''''''''' ''''''''''''''''''''' ''''''' ''''''''''''''''''''''''' ''''''' ''''''''''''''' '''' ''''''' ''''''''' '''''''''''''''''' ''''''''''' ''''''''''' ''''' '''''''''''''' '''''''''''''''''''''''' ''''''''''' ''''''' ''''''''''''''''''' '''''''''''''''''''''''''' '''''''' '''''''''''''' ''''''''''''''' ''''''''''' ''''''''''''' ''''''''' '''''''''''''''''''''' ''''''''''''''''' '''''''''''' ''''''''''''' ''''''''''' ''''''''''''''''''' ''''''''''''''''' '''''''''' ''''''''''' '''''''' ''''''''''''''''''''''''' '''''''''''''''''''''
Conclusion
The known and commercially proven alternative synthetic routes are incompatible with Spolana’s plant and thus would require the construction of a new plant and a change to the business direction of the company (as the critical ammonium sulphate by-product would no longer be generated or would be produced in lower volumes). The combined cost of construction and licence would exceed '''#D, F#' '''''''''''' (range: €200-500 million in 2017 prices); this is unaffordable for Spolana. Moreover, implementing a new technology would take a significant period of time during which Spolana would be unable to generate and sell some of its main commodity products thus forfeiting significant profit and market share over a period of time. Overall, the conversion of the Neratovice plant to a different synthetic technology as an alternative to the use of TCE as an extraction solvent would be an infeasible and unrealistic option and thus will not be considered further.
4.2.6 Alternative 5: Relocation of caprolactam manufacturing activities to a non-EU location
This alternative scenario would assume that Spolana could relocate its manufacture of caprolactam to a country outside the EEA so that the existing manufacturing technology that utilises TCE could continue to be used; thereon, the caprolactam product would be exported to the EEA and sold to non-EEA customers as well.
This scenario cannot be considered realistic for the following two key reasons:
1. Such a radical solution to resolving the TCE issue (which in terms of human health impact is very limited, as shown in Section 3.4), would not fit into the Environmental and Health protection policy of the Spolana-Unipetrol RPA Group36 which proclaims a responsible approach to worker health protection.
36 The policy is available on request.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 108
2. From a practical perspective, the equipment of the existing caprolactam production unit is too old for dismounting, transportation abroad and installation at a new location. On the other hand, the current price of the same equipment if bought new would be too high to allow for an acceptable economic efficiency of production plus the ‘traditional’ technology that the ‘new’ plant would use would not be cost-competitive in comparison to more modern technologies used to manufacture caprolactam. Finally, a newly built caprolactam manufacturing unit would require a capacity of at least 150 ktonnes/y before it can achieve economic efficiency (NB. Spolana’s caprolactam plant can be profitable only because of the relatively low investment cost fifty years ago resulting in low depreciation).
Overall, any attempt to replicate the Spolana plant in Neratovice somewhere outside the EEA could not be justified on practical, technical and economic grounds.
4.2.7 Alternative 6: Manufacture of an alternative (profitable) product
This alternative scenario would assume that Spolana decided to abandon the manufacture of caprolactam (and consequently other profitable products such as ammonium sulphate) and attempt to identify another product that could be generated using the existing equipment and personnel with the aim of replacing the profits currently made through sales of caprolactam and other related chemical products.
This scenario is not realistic. Firstly, the equipment employed by Spolana in Neratovice is tailored to the needs of the manufacture of the specific affected products and the expertise of the personnel is specific to those. Secondly, switching production to a new product or range of products would require a considerably long timeframe. Thirdly, Spolana does not have any ideas or plans for new products; no such project is being planned or prepared so the basic elements of such a drastic shift in the business focus of the company. Based on past experience, it takes at least ten years from idea to implementation of a new production unit. As such, this alternative would be far from being a realistic option at the end of the initial review period.
4.2.8 Alternative 7: Shutdown of the caprolactam unit only
This alternative would entail the shutdown of the caprolactam unit in April 2020 (at the end of the initial review period) but all other production units would remain operational. This scenario is entirely unrealistic for technical, practical and factual reasons:
As already explained, ammonium sulphate is generated as a by-product of caprolactam manufacture. If the caprolactam plant shut down, the ammonium sulphate plant (generating the products from solution) would also shut down, including the new press compaction line;
Sulphuric acid production is similarly dependent on the continued manufacture of caprolactam as the amount of sulphuric acid used internally in caprolactam manufacture is not possible to sell on the open market. This is because there is significant overcapacity of sulphuric acid production in the Czech Republic for historical reasons (uranium mining). Spolana would be able to sell its sulphuric acid product only at dumping prices, i.e. at significant loss. Moreover, as the chlor-alkali plant would be out of action at the end of the initial review period for TCE (also see discussion under the next bullet point), the demand for sulphuric acid by the chlor-alkali plant (for chlorine drying) would cease. The sulphuric acid unit is not technically able to run at a low utilisation rate in alignment to external sales opportunities, therefore, cessation of caprolactam manufacture in combination with a

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 109
(temporary) shutdown of the chlor-alkali plant would signal the cessation of sulphuric acid production too; and
The chlor-alkali plant will not be operational in April 2020. The existing mercury cell plant stopped operations at the end of 2017 and the replacement membrane cell electrolysis unit is not expected to start operations until after the end of the initial review period for TCE. During this period, the PVC manufacturing unit will be able to continue the manufacture of the polymer with purchased EDC as the main raw material.
Overall, a scenario under which only the caprolactam unit would shut down is not a realistic possibility.
4.2.9 Alternative 8: Shutdown of the caprolactam and other caprolactam-dependent units
For the reasons explained above, a scenario can be envisaged under which several production units (the caprolactam, ammonium sulphate and sulphuric acid units which comprise the ‘caprolactam plant’) would shut down in 2020 if the initial review period for TCE was not extended; theoretically, only the PVC unit would remain operational as well as the Facility Management Department (which manages the commercial zone) and the Energy Centre (which serves both Spolana Plants and external companies operating from the commercial zone).
There are some technical and economic aspects of this alternative that would make it more attractive than others:
Ability of the chlor-alkali and PVC plants to stand on their own: there is only one technical linkage between the chlor-alkali plant and the caprolactam plant. Sulphuric acid is supplied to the chlor-alkali plant for chlorine drying and spent sulphuric acid is subsequently treated at the ammonium sulphate unit which belongs to the caprolactam plant. As far as the operation of the chlor-alkali plant is concerned, shutdown of the caprolactam plant would only require Spolana to purchase sulphuric acid from the market and implement suitable treatment of the spent acid after chlorine drying. Notably, dechlorination and concentration units capable of delivering this functionality task exist, are commercially available on the market and some chlorine producers are currently using them. These techniques are also described in the relevant BAT Reference Document (EIPPCB, 2014). On the other hand, the PVC unit does not have any links to the caprolactam plant (but uses chlorine generated by the chlor-alkali plant). As such, the chlor-alkali and PVC plants could theoretically remain viable after the shutdown of the caprolactam, ammonium sulphate and sulphuric acid units (although the drying of chlorine would unavoidably become costlier); and
'''#B, C#''''''''''''' '''''''''' '''''''' '''''''' '''''''''' ''''''''''''''''''''' ''''' '''''' ''''''''''''''''' '''''''''''''''''' '''' '''''''''''''''''' '''''''' ''''''''''' ''''''''''''''''''' ''''''' '''''' '' '''''''''''' ''''''''''''''''' '''' ''''''''' ''''''' ''''''''' ''''''''''' ''''''''''''''''' '''''''''' ''' ''''''''' '''''''''''''''''''''' ''' '''''' '''''''''' '''''''' '''''''''''''''''''''' '''''''''''''''''' '''''''''''''''''' ''''''''''''''''''' ''''' '''''''''''''''''' ''''''' '''' '''''''''''''''' '''' '''''' ''''''''''''''''' '''' ''''''' '''''''' '''''''''' '''' ''''''''''''''''''''' '''''''''''' '''''''''''' ''' '''''''''''''''''''' ''''''' ''''' '''''''''''''''''' ''''''''' ''''''''''''''''''' ''''''' ''''''''''''''''''' '''''''''''' ''''''' ''''''' ''''''''''''''' '''' '''''''''''''' '''''''''''''''' ''''''''''''''' ''''' '''''''''''''''' ''''''''' ''' ''''''' '''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''' ''''''''''''''' '''37''''''
37 ‘’#B, C#’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 110
On the other hand, the future profitability of the plants that would remain operational under this scenario is questionable:
The on-site production of chlorine is important to the economic efficiency of PVC production in Neratovice. It is known from the past experience that only integrated PVC production, i.e. starting from ethylene and salt, can remain profitable under poor market conditions. The end of the initial review period for TCE in 2020 will occur within the 2018-2021 transitional period during which Spolana will stop running its chlor-alkali plant (as a change in technology will be implemented) and thus the company will be forced to produce PVC from purchased EDC. It is known and expected that the profitability of the PVC plant will be poor in 2020 and only after the restart of the chlor-alkali plant may improve. Nevertheless, if all other manufacturing units would have shut down, the profitability of the PVC plant in the long term could be impacted;
The plants that would remain operational would have to bear a larger burden of the fixed costs as those would be shared among a smaller number of manufacturing units. This would impact upon their profitability and business sustainability;
'''#B. C#''''' ''''''''''''''''' '''''''''' ''''''' ''''''''' '''''''''''''' ''''' '''''''''''''''''''' '''''''''' '''''''''''''' ''''' ''''' ''''''''''' '''''' '''''''' ''''' ''''''''''''''''''' ''''' '''''''''''''' '''' '''''''''''''''' '''''''''''''' ''' ''' ''''''''''''''''''''' '''' '''''''''''''''''' '''''''''''''' '''''' '''''''' '''''''''''''' ''''''''''''''''''''''''' '''''''''''' ''''''' '''''''''''''''''' ''''' ''''''' ''''''''''''''''''''''' ''''''''''' ''''''''''' ''''''''''' '''' '''''' '''''''''''''''' ''''''' '''''''' '''''''''''''''''''''''''''' ''''''''''''''' '''''''''' '''''''''''''''''''' '''''''''''''''''''''' ''''''' ''''''' '''''''''''' ''''''''' '''''''''''''''''' '''''''''''''' ''''''''''''''''''''''''' '''''' ''''''' ''''''' ''''' '''''''''''''''' ''''''''''''''''''''''' and
The shutdown of several units (caprolactam, ammonium sulphate, sulphuric acid) would mean not only the loss of sales and profit. For a site with a long history of contamination, the intention of plant closures would generate the obligation to produce and submit a plan for a decontamination project which would cover buildings and area under and around the phased-out plants. Such an obligation would be legally enforceable. Spolana would be obliged to submit the details of a project for the remediation of facilities, buildings and sites for approval by the Regional Authority of the Central Bohemia Region before the units could shut down under Act No. 76/2002 Coll. (Act on integrated prevention and the reduction of pollution, the integrated pollution register and amending certain laws (the Integrated Prevention Act)).
The cost of remediation will be substantial and would need to be borne by Spolana (or, if Spolana was unable to cover it, its parent company, Unipetrol RPA). For instance, the cost of remediating the caprolactam, ammonium sulphate and sulphuric acid manufacturing units has been estimated at '''#C#''''''''''''' '''''''''''''' ''''' ''''' ''''''' '''''''''''' (range: €10-100 million) (NB. remediation cost estimates presented in this document are based on historical data and best available knowledge. The basis of calculations made is presented in Appendix 5 (Section 13)
‘’’’’’’’’’’’’’’’’’’’’’’’
’’’’

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 111
to this document). It is recognised that, ultimately, decommissioning costs are future costs being brought forward (possibly, by several decades).
Overall, this scenario is technically feasible but the plants that would remain operation under Alternative 8, the PVC plant, the chlor-alkali plant (which is due to restart operations later than the end of Spolana’s initial review period for TCE) the Facilities Management Department and the Energy Centre, would face a threat to their survival.
4.2.10Alternative 9: Shutdown of all Spolana manufacturing plants
Under Alternative 9, Spolana would shut down all its manufacturing units and focus on supplying services to external companies operating from the commercial zone. Under this scenario, the Facility Management Department would continue to manage the premises while the Energy Centre would continue to supply electricity, natural gas and water to the external companies and would continue to treat their wastes. For the purposes of this scenario, the Energy Centre would need to be slightly modified to reduce the capacity of its outputs.
Planned investment in the Energy Centre and impacts under Alternative 9
It should be noted that Spolana is planning to invest in a new Energy Centre. There are two reasons for this project:
The old coal boilers are not able to adhere to the new more stringent limits for emissions of SO2, NOx and solid pollutants and the operational cost of the existing gas boiler is too high; and
All units of the existing Energy Centre were designed for the needs of “Big Spolana”, as described in Section 3.2.2.
In addition, the rather low consumption of heat by external customers decreases the economic efficiency of steam production and also increases relative heat losses from pipelines. This is a reason for the price of each GJ of heat being the highest across the entire PKN Orlen Group.
The project envisages termination of heat supply to external customers and installation of two modern, efficient gas boilers with a capacity corresponding with the needs of Spolana. The needs of external customers will be met by installing a small local gas or electric boiler.
The project has to be completed before the middle of 2019 because of the deadline set in the IPPC permission of the new Energy Centre granted to Spolana.
However, under Alternative 9, the new Energy Centre would be left with too large capacities for the needs of the remaining operations. Capacity reductions that would be required would include38:
1. Steam production shut-down: the capacity of a New Energy Centre is designed only for the needs of Spolana’s production units. If there would be no new large steam user, the production of steam would be stopped. If all Spolana’s plants would stop operations, the two new gas boilers would become redundant and an Investment worth '''#C# ''''''' '''''''''''' '''''''' '''''''' ''''''''''''' (range: €1-10 million) would be lost. Nevertheless, it would be necessary
38 The figures presented here were derived on the basis of the current portfolio of external customers and consumption of Spolana’s plants. If new customers were to be acquired, the situation might be more favourable.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 112
to ensure new source of heat for the sewage treatment plant and the waterworks by installation of a new small gas boiler (the consumption of heat would be lower than the minimal possible output of the gas boilers of New Energy Centre). The investment cost of this boiler can be estimated at '''#C#'' ''' ''''''''''''' '''''''''''' '''''''''''''' (range: €0.1-1 million),
2. Reduction of production of various types of water: this reduction will be significant, because Spolana’s plants are major consumers of waters. They consume: 90% of filtered water, 80% of clarified water, 75% of service water, 100% of demi-water and 45% of drinking water.
3. Installation of a new source of Instrument and Plant air: these would cover the needs of wastewater treatment plant, because the current one is too large as it is designed for all Spolana’s plants.
4. Probable shut-down of the chemical treatment line of the wastewater treatment plant (line A): chemically polluted water from Spolana’s plants represent 99.98% of current input into this line. The line of biological treatment of wastewater (line B) will work with reduced input by 33%. Importantly, the biological treatment line of the wastewater treatment plant needs to remain operational until 2027, because there is an agreement between Spolana and Central Bohemian Waterworks, a.s. requiring the treatment of municipal wastewater in Spolana’s treatment plant.
5. Switching off some substations that supply Spolana’s plants with electricity.
The modifications consist mainly in shutting down equipment and possibly replacing pumps with too high power capacity. These operations could be undertaken without a need for permission from the local authorities and implementation of these changes would not be lengthy. Probably only the installation of a new source of Instrument and Plant air would require a building permit and would probably be obtainable within one year. Under these assumptions the Energy Centre could operate without interruption.
Capacities reduction would come at a cost, i.e. the cost of a new Instrument and Plant air production unit, the cost of lower energy pumps, the cost of dismantling some equipment, etc. On the other hand, income might be realised from the sale of equipment as second-hand materials or as scrap. It is not possible to quantify these initial costs with any degree of accuracy. On the other hand, capacities reduction would have a serious negative affect on the profitability of the Energy Centre in comparison to the current situation. The operational cost of the water production would become higher because of the remaining fixed costs even if only part of lines would remain in use. Quantification of this impact is not possible, as there is no study or project on the reduction of water production. Only in the case of Line B of the wastewater treatment plant is it possible to make a simple evaluation of the increase in operational costs. It is possible to assume that the equipment of this line would be the same as it is today. If the input of wastewater would be reduced by 33%, then operational costs per unit of treated wastewater will increase by a factor of 33%.
Conclusion
This scenario would effectively transform the business focus of Spolana from a chemical manufacturer to a service provider and clearly this is not the type of business that Spolana would wish to run or what the new owner, Unipetrol RPA, had in mind when acquiring Spolana in 2016. Besides, the economics of this scenario would not be favourable:
A reduction in capacities of the Energy Centre would make new equipment redundant, would reduce economies of scale and would make operations costlier; and

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 113
The cost of remediation would be very high. As already explained the cost of remediating the caprolactam, ammonium sulphate and sulphuric acid units would be '''#C, F#'''''''''. The cost of remediating the PVC and chlor-alkali units has been estimated at '''#C, F#'''''''' '''' ''''''' ''''''' ''''''''''''', bringing the total cost to '''#C, F# ''''''''''''' (range: €10-100 million); for details, see Appendix 5 (Section 13). Again, remediation costs arising from a sudden shutdown of Spolana’s manufacturing plants would mean future costs would be brought forward.
In 2016, the income (rather than profit) from operating the Facility Management Department and the Energy Centre was ''''#C, F#'''''''' '''''''''''''' ''''' '''''''' ''''''''''''' (range: €1-10 million). These revenues would not be able to cover the remediation costs and could not allow the business to continue into the future.
4.2.11Alternative 10: Shutdown of the entire Neratovice site
Alternative 10 would be the highest cost scenario and would involve the shutdown of all manufacturing plants owned by Spolana and the closure of the Facilities Management Department and of the Energy Centre. This would mean that all profit flows into Spolana would cease and Spolana’s entire workforce would be made redundant. This drastic change would have additional significant repercussions:
External companies currently operating from the commercial zone would be dramatically affected, particularly those that produce chemical products or own the buildings they operate from. Spolana owns the electricity distribution network, including a 110 kV/6.5 kV transformer station, the water and gas pipelines, the sewer systems, landfills of hazardous and toxic wastes and all land of the site (included the land under the buildings which are no longer in the ownership of Spolana). If Spolana were to completely discontinue its operations, the external companies operating on-site would be left without an energy supply and without a means of treating their chemically contaminated wastewaters. What action these companies could take in response to Spolana’s collapse is difficult to speculate upon, but it is clear that this development would have devastating consequences for these businesses and the ca. 1,900 workers they employ;
Remediation, demolition and cleaning costs payable by Spolana’s owner, Unipetrol RPA, would be substantial. They have been estimated at ''''#C, F#''''''''''' '''' ''''' '''''''''' ''''''''''''' (range: €100-250 million) – see Appendix 5 (Section 13).
Overall, Spolana (and presumably the external companies) would certainly wish to avoid the realisation of this scenario which would cost significant operational disturbance and very high costs.
4.2.12Shortlisting of alternatives
Table 4–14 summarises the technical and economic feasibility of the alternatives discussed above and concludes on the probability of each alternative occurring. There are some important themes underlying the assessment of these alternatives:
The cost of implementing any alternative would be significant. In all cases, significant downtime/loss of sales for several plants will be required;
Spolana cannot spare the capital for major investments in April 2020, for example for the expansion of the caprolactam plant to introduce a new extraction solvent (benzene or

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 114
toluene). Bank loans would be required, but successfully making the business case to a financial institution would be very difficult as the economics of conversion are poor;
The fate of the caprolactam plant is inextricably linked to that of the ammonium sulphate and sulphuric acid units. So, downtime or shutdown of caprolactam production would unavoidably mean the same for the other two units; and
Permanently shutting down operations is not an easy step to take. For every plant or unit that is shut down, profitability of the surviving plants or units is affected as the burden of fixed costs needs to be shared by a smaller number of units. More importantly, the Neratovice site has a long history of production of hazardous materials and contamination. A legally enforceable requirement for decontamination/remediation would arise if plants or the entire unit was to shut down. Spolana, and its (new) owner Unipetrol RPA, would need to balance the need to minimise loses by shutting down unprofitable plants with the need to keep decontamination/remediation costs under control
The above analysts and the summary in the table indicate that two alternatives would be technically feasible (but not necessarily desirable) and would be accompanied by relatively lower costs:
Alternative 1 – Use of an alternative extraction solvent (possible options are benzene and toluene): this alternative is implementable over prolonged period and whilst is accompanied by costs in the range of tens of millions it avoids the permanent shutdown of any of Spolana’s production units and does not generate decontamination/remediation costs. This alternative would not cause a significant adverse impact on external companies operating from the commercial zone; and
Alternative 8 – Shutdown of the caprolactam, ammonium sulphate and sulphuric acid plants: this alternative would be implementable on the assumption that the chlor-alkali and PVC plants to continue operations independently of the shut-down plants. It would be accompanied by permanent loss of profits from the shutdown plants, loss of economies of scale and efficiency but would also have the lowest possible decontamination/remediation costs at ''#C, F#'''''' '''''''''''''' (much lower than other alternatives that involve permanent plant closures). This alternative would not cause a significant adverse impact on external companies operating out of the commercial zone ''#B, C#'''''''''' '''''''' '''''' ''''''''''''''' ''''''''''''' ''''' ''''''' ''''''''''''' ''''' '''''''''''''' '''' '''''''''''''''' '''''''' '''''''' ''''''' ''''''''''' '''' '''''' '''''''''''' '''''''''''''''' ''''''' ''''''''''''' '''''''''''''''''' '''''''''''''.
Both these alternatives will be assessed below.
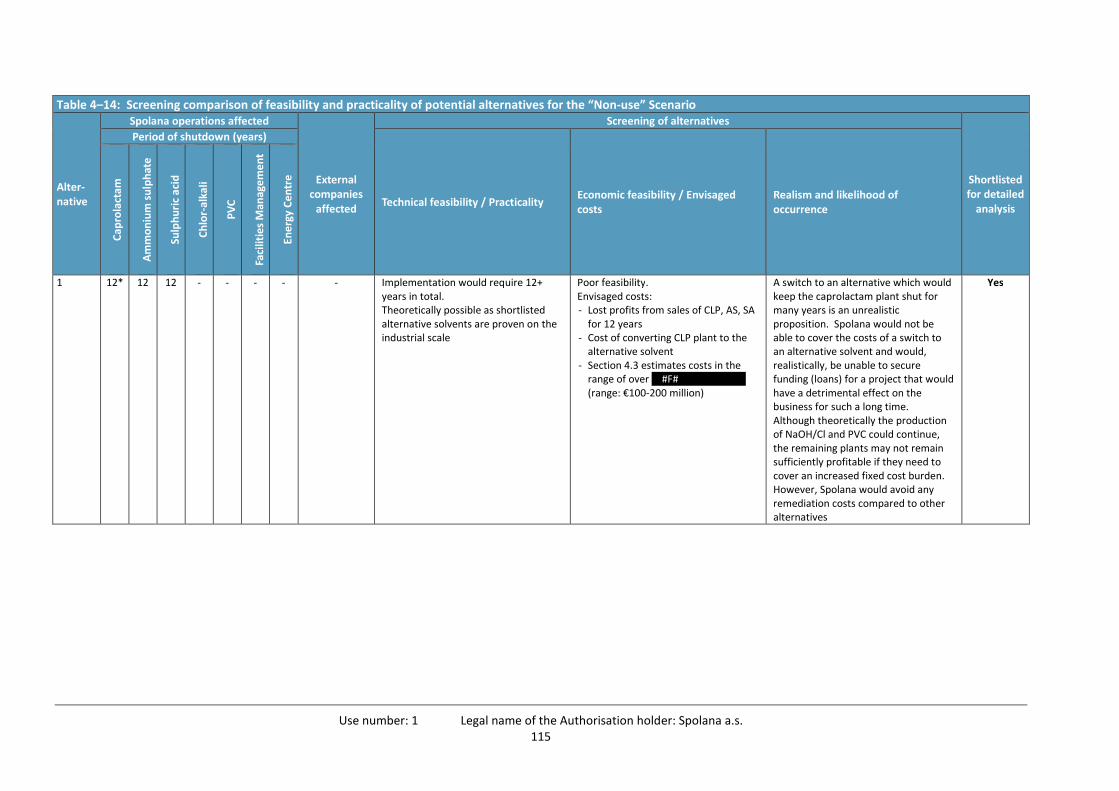
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 115
Table 4–14: Screening comparison of feasibility and practicality of potential alternatives for the “Non-use” Scenario
Alter-native
Spolana operations affected
External companies
affected
Screening of alternatives
Shortlisted for detailed
analysis
Period of shutdown (years)
Technical feasibility / Practicality Economic feasibility / Envisaged costs
Realism and likelihood of occurrence
Cap
rola
ctam
Am
mo
niu
m s
ulp
hat
e
Sulp
hu
ric
aci
d
Ch
lor-
alka
li
PV
C
Faci
litie
s M
anag
em
en
t
Ene
rgy
Ce
ntr
e1 12* 12 12 - - - - - Implementation would require 12+
years in total. Theoretically possible as shortlisted alternative solvents are proven on the industrial scale
Poor feasibility.Envisaged costs: - Lost profits from sales of CLP, AS, SA
for 12 years - Cost of converting CLP plant to the
alternative solvent - Section 4.3 estimates costs in the
range of over ''''#F#'''''''''''''' '''''''''''' (range: €100-200 million)
A switch to an alternative which would keep the caprolactam plant shut for many years is an unrealistic proposition. Spolana would not be able to cover the costs of a switch to an alternative solvent and would, realistically, be unable to secure funding (loans) for a project that would have a detrimental effect on the business for such a long time. Although theoretically the production of NaOH/Cl and PVC could continue, the remaining plants may not remain sufficiently profitable if they need to cover an increased fixed cost burden. However, Spolana would avoid any remediation costs compared to other alternatives
Yes

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 116
Table 4–14: Screening comparison of feasibility and practicality of potential alternatives for the “Non-use” Scenario
Alter-native
Spolana operations affected
External companies
affected
Screening of alternatives
Shortlisted for detailed
analysis
Period of shutdown (years)
Technical feasibility / Practicality Economic feasibility / Envisaged costs
Realism and likelihood of occurrence
Cap
rola
ctam
Am
mo
niu
m s
ulp
hat
e
Sulp
hu
ric
aci
d
Ch
lor-
alka
li
PV
C
Faci
litie
s M
anag
em
en
t
Ene
rgy
Ce
ntr
e2 ? ? ? - - - - - Incompatible with Spolana’s
manufacturing process; unproven thus accompanied by significant technical, technological and business risk
Unknown, but irrelevant due to technical infeasibility
Unless the R&D currently undertaken makes a breakthrough, implementation of a mixed solvent system would be impossible
No
3 ? ? ? - - - - - Unavailable on the industrial scale; unproven thus accompanied by significant technical, technological and business risk
Unknown, but irrelevant due to technical infeasibility
Entirely unrealistic as none of the alternative technologies published in the literature lends itself to implementation on an industrial scale
No
4 ? ? ? - - - - - Cannot meet the three technical, feasibility criteria of (a) compatibility with existing feedstock, (b) analogous by-products and (c) reaction compatibility
Very poor feasibility; estimates generated in 2001 show indicative costs of '''#F#''''''''''''' million in 2017 prices (range: €250-350 million)
The time that would be required, the incompatibility with Spolana’s operations and portfolio and the very large cost (much higher than switching extraction solvent) make this option technically impossible and economically unviable
No
5 ? ? ? ? ? ? ? ? Relocation would be entirely out of step with Spolana’s/ Unipetrol RPA’s strategy. Setting up a new plant based on old technology and a modest capacity would be unsustainable
Unknown but probably very poor; in any case, irrelevant due to technical infeasibility
This option is a ‘non-starter’; it is entirely unrealistic
No

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 117
Table 4–14: Screening comparison of feasibility and practicality of potential alternatives for the “Non-use” Scenario
Alter-native
Spolana operations affected
External companies
affected
Screening of alternatives
Shortlisted for detailed
analysis
Period of shutdown (years)
Technical feasibility / Practicality Economic feasibility / Envisaged costs
Realism and likelihood of occurrence
Cap
rola
ctam
Am
mo
niu
m s
ulp
hat
e
Sulp
hu
ric
aci
d
Ch
lor-
alka
li
PV
C
Faci
litie
s M
anag
em
en
t
Ene
rgy
Ce
ntr
e6 ∞ ∞ ∞ ? ? ? ? ? There is no plan or even an idea on any
new products that could be manufactured instead of caprolactam; not a credible option
Unknown, but irrelevant due to technical infeasibility
This option is a ‘non-starter’; it is entirely unrealistic
No
7 ∞ - - - - - - - This is not technically possible; AS and SA manufacturing units would have to also shut down
Not considered as technically this alternative is impossible to happen
This option is a ‘non-starter’; it is technically impossible and thus entirely unrealistic
No
8 ∞ ∞ ∞ - - - - - Theoretically possible to shut down 3 units (CLP, AS and SA) and focus on chlor-alkali and PVC manufacture and managing services to the commercial zone. Remediation obligations and costs would arise for the CPL plant (three units) only
Poor feasibility. Envisaged costs: - Lost profits from sales of CLP, AS, SA
in perpetuity - Cost of lost economies of scales and
inefficiencies of remaining plants (chlor-alkali, PVC)
- Decommissioning costs for CLP plant: '''#C, F#''''''' '''''''''''''''
'''''''''''''''''' '''''''''''''' '''''' ''''''''''''''''''' '''''''' '''''''' '''''''' ''''''''''' '''''''''''''''''' '''' ''''''''''''''' ''''''' ''''''''''''''''
- Planned expenditure on refurbishing existing units would not be incurred
Realism of this option will depend on (a) the chlor-alkali plant coming on line as soon as possible; (b) the chlor-alkali/PVC plants becoming profitable without the support of CLP/AS/SA plants; (c) commercial zone services generating a profit; (d) Spolana being able to cover the cost of CLP plant remediation
Yes

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 118
Table 4–14: Screening comparison of feasibility and practicality of potential alternatives for the “Non-use” Scenario
Alter-native
Spolana operations affected
External companies
affected
Screening of alternatives
Shortlisted for detailed
analysis
Period of shutdown (years)
Technical feasibility / Practicality Economic feasibility / Envisaged costs
Realism and likelihood of occurrence
Cap
rola
ctam
Am
mo
niu
m s
ulp
hat
e
Sulp
hu
ric
aci
d
Ch
lor-
alka
li
PV
C
Faci
litie
s M
anag
em
en
t
Ene
rgy
Ce
ntr
e9 ∞ ∞ ∞ ∞ ∞ - - - Theoretically possible to shut down all
manufacturing plants (CLP, AS, SA, chlor-alkali, PVC) and focus on and managing services to the commercial zone. Theoretically possible to implement (if intention was there) but would be accompanied by much wider remediation obligations than Alternative 8
Very poor feasibility. Envisaged costs: - Lost profits from sales of CLP, AS, SA,
NaOH, PVC in perpetuity - Cost of lost economies of scales and
inefficiencies of Energy Centre - Decommissioning costs for CLP,
chlor-alkali, PVC plants: '''#C, F#''''''' ''''''''''''''
'''''#B, C#'''' '''''''''''''''' '''''' '''''''''''''''''' '''''''' '''''' '''''''' ''''''''''''
The Facilities Management Department and the Energy Centre could not generate sufficient profit to cover the decommissioning/ remediation costs
An alternative that would steer the company into a completely different business path, service provision and facility management. This option is economically impossible due to very large profit losses from elimination of chemical manufacturing and excessive decommissioning costs which could not be covered by profits made going forward. Thus, this alternative is entirely unrealistic
No
10 ∞ ∞ ∞ ∞ ∞ ∞ ∞ Theoretically possible to implement (if intention was there) but would be accompanied by much wider remediation obligations than Alternatives 9 or 8
Extremely poor feasibility.Envisaged costs: - Lost profits from sales of CLP, AS, SA,
NaOH, PVC in perpetuity - Lost profits from services offered to
3rd parties by Facility Management Dept. and Energy Centre
- Decommissioning costs for entire site: ''''#C, F#''''''' '''''''''''''
'''''''''''''''' '''''''''''''' '''''' '''''''''''''''''' '''''''' ''''''' '''''''' ''''''''''''
Unrealistic to expect that UnipetrolRPA/Spolana would go down a route that terminates all profit making while generating the highest decommissioning/remediation costs. This scenario would also cause the highest adverse impact on local employment and communities and is entirely unrealistic
No
* This is the period during which the caprolactam plant will be out of action during the implementation of an alternative solvent (see Section 4.3.1 later in this document) if a switch started after April 2020CPL: caprolactam, AS: ammonium sulphate, SA: sulphuric acid

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 119
4.3 Assessment of shortlisted alternatives
4.3.1 Alternative 1(a): Use of benzene as an extraction solvent
Substance ID, properties, and availability
The identity of benzene is presented in Table 4–15.
The physicochemical properties of benzene are presented in comparison to TCE in Table 4–16.
Table 4–16: Physicochemical properties of benzene (and comparison with TCE)
Property TCE Benzene
Physical state at 20°C and 101.3 kPa
Liquid Liquid
Melting/freezing point -84.8 °C at ca. 101.3 kPa 5.5 °C at 101.3 kPa
Boiling point 86.7 °C at 760 mm Hg 80.1 °C at 101.3 kPa
Density 1.46 g/cm3 at 20 °C 0.88 g/cm³
Vapour pressure 9.9 kPa at 25 °C 9.97 kPa at 20 °C
Partition coefficient Log Pow 2.53 at 20 °C and pH ca. 7 Log Pow 2.13 at 25 °C and pH 7
Water solubility 1.1 g/L at 20 °C 1.88 g/L at 23.5 ˚C
Surface tension 0.0293 N/m at 20 °C* 28.22 mN/m at 25 °C*
Flash point 90 °C* -11 °C at 101.3 kPa
Auto-flammability 420 °C at ca. 101.3 kPa 498 °C at 101.3 kPa
Flammability Lower explosion limit (%): 7.9
Upper explosion limit (%): 10.5* Lower explosion limit (%): 1.2 Upper explosion limit (%): 7.8
Explosiveness - -
Oxidising properties - -
Viscosity 0.58 mPa.s dynamic at 20 °C 0.604 mPa.s dynamic at 20 °C
Source: European Chemicals Agency: https://echa.europa.eu/information-on-chemicals/registered-substances (accessed on 18 November 2016) * information from https://pubchem.ncbi.nlm.nih.gov/ (accessed on 18 November 2016)
Table 4–15: Identity of benzene
Parameter Value Source
EC number 200-753-7 1
EC name Benzene 1
CAS number 71-43-2 1
IUPAC name Benzene 1
Other names Benzol; Cyclohexatriene; Phenyl hydride; Phene; Bicarburet of hydrogen 2
Molecular formula C6H6 1
SMILES notation c1ccccc1 3
Molecular weight 78.114 g/mol 2
Molecular structure 3
Sources (searches undertaken on 18 November 2016): 1. European Chemicals Agency: http://echa.europa.eu/2. Pubchem: http://pubchem.ncbi.nlm.nih.gov/3. Chemspider: http://www.chemspider.com/

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 120
Finally, the harmonised hazard classification of benzene is shown in Table 4–17.
Table 4–17: Harmonised classification of benzene
Hazard Class and Category Code(s) Hazard Statement Code(s)
Flam. Liq. 2 H225
Skin Irrit. 2 H315
Eye Irrit. 2 H319
Asp. Tox. 1 H304
STOT RE 1 H372
Carc. 1A H350
Muta. 1B H340
Source: European Chemicals Agency (C&L Inventory): https://echa.europa.eu/information-on-chemicals/cl-inventory-database (accessed on 18 November 2016)
Technical feasibility of Alternative 1(a)
Comparison to the technical feasibility criteria
A comparison of benzene and TCE across the pre-selected technical feasibility criteria is provided in Table 4–18. A summary of this comparison can be provided as follows:
Areas of satisfactory or acceptable performance: these include:
Solvent viscosity: benzene only marginally fails to meet the viscosity criterion and this would not be expected to have significant adverse consequences;
Solvent boiling point and recyclability: benzene would generally lend itself to recycling to the same extent as TCE;
Areas of unsatisfactory performance: these include:
Extraction efficiency: the solubility of caprolactam in benzene is 2.2 times lower than TCE and this impacts upon benzene’s extraction efficiency, meaning that a larger volume of extraction solvent would be required as well as modifications for the system to be able to handle increased mass flows. On the other hand, the selectivity of benzene may be superior to TCE’s, according to Glazko et al (2007), although research by van Delden (2005) shows it be marginally lower than TCE (at least, at 20 °C, see Figure below);
Figure 4–5: Caprolactam selectivity at 20 °C for various solvents Source: (van Delden, 2005)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 121
Loading capacity: Spolana does not have information on the loading capacity of benzene for caprolactam. Available literature suggests that it may be somewhat lower than TCE’s. Figure 4–6 replicates Figure 1.8 of van Delden, 2005. It shows that at 20 °C, the distribution of caprolactam to TCE is higher than benzene39. Generally, however, as benzene finds industrial use as an extraction solvent for caprolactam, it can be assumed that its loading capacity would be economically acceptable;
Figure 4–6: Mass fraction of caprolactam in the organic phase as a function of that in the aqueous phase at 20 °C for various solvents Source: (van Delden, 2005)
Solvent density: benzene is lighter than water, while TCE is heavier. This is the major technical shortcoming of benzene for Spolana’s plant and manufacturing process as it would cause fundamental problems to the extraction process within the current configuration;
Solvent solubility in water: a water solubility higher than TCE would mean a less efficient extraction of caprolactam from its aqueous solution and would have implications for the control of releases of benzene in wastewater;
Process energy consumption: a lower extraction efficiency would lead to an increase in process energy consumption as the regeneration of the solvent would become more arduous;
Flammability: the existing plant is not explosion-proof, thus benzene, a flammable liquid, could not be used without extensive equipment modifications; and
Compatibility with existing process requirements: for the above reasons (particularly problems with density and flammability), the existing process and equipment could not be used.
Areas of uncertainty: there is one area where Spolana’s first-hand knowledge of benzene’s performance is limited and as such a conclusive appraisal cannot be undertaken. This is:
Feedstock requirements and by-products: Spolana is uncertain as to whether benzene meets these criteria, although it is likely that it does.
39 As noted by van Delden, a high distribution to the organic phase is desired for the crude caprolactam extraction, pre-extraction and extraction of the aqueous ammonium sulphate layer, but is also unfavourable for the back-extraction (van Delden, 2005).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 122
Table 4–18: Comparison of benzene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by
benzene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
1 Solvent extraction efficiency
92% 90 – 95% Worse than TCE The solubility of a solute is a first indication of the extraction capacity of a solvent and shows whether a favourable solvent-solute interaction exists (but, importantly, it is not the only important parameter). Literature suggests that benzene’s extraction efficiency is similar but worse than TCE. Firstly, the solubility of caprolactam in benzene is lower than in TCE; in benzene, solubility is 41% at 20 °C (van Bochove, 2003), while in TCE it is 90%, i.e. 2.2 times higher (the value for TCE is based on Spolana’s internal knowledge). In order to ensure the same production performance, it would be necessary to use larger volumes of solvent for the extraction. This would accordingly cause an increase in the mass flow rates of several units: - Extraction of crude caprolactam; - Extraction of sulphate lye; and - Regeneration of extraction solvent. Significant modifications (essentially, replacement) of these units would be required (including dividers, pumps, pipelines, storage tanks and heat recovery exchangers). On the other hand, benzene’s selectivity is not substantially different (if not higher) to TCE
Criterion not met
2 Solvent loading capacity for caprolactam
19 – 20% at 20 °C 19 – 20% at 20 °C Worse than TCE Figure 1.8 in van Delden, 2009 shows that the distribution of caprolactam between the two phases as a measure of the capacity of a solvent system for the extraction of caprolactam is higher in the organic phase for TCE compared to benzene It is not clear what benzene’s loading capacity might be. DOMO Caproleuna GmbH’s Application for Authorisation also suggests a lower loading capacity than TCE
Criterion not met
3 Solvent viscosity 0.55 mPa.s at 30 °C ≤ 0.55 mPa.s 0.57 mPa.s at 30 °C The difference between viscosity values is not significant and probably would not cause significant problems
Criterion not met, but not critical

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 123
Table 4–18: Comparison of benzene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by
benzene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
4 Solvent density Density difference: 0.42 kg/l
(TCE density: 1.46 kg/l
Caprolactam density: 1.04 kg/l)
Density difference: >0.2 kg/l
Solvent density: >1.24 kg/l and
ideally similar of higher than TCE
0.88 kg/l (source: ECHA
registered substances database)
Pure TCE has a higher density than crude caprolactam at the temperature at which crude caprolactam enters in the extraction column. Pure benzene, on the other hand, has a lower density than crude caprolactam. This fact would require a change in the arrangement and the hydraulics of the column, to allow for the heavier liquid phase to be sprayed at the head of column at the two-step extraction (the heavier phases would be: - Crude caprolactam, at the first extraction step; - Water, at the second extraction step; and - Sulphate lye, at the extraction of sulphate lye. Due to the construction of the extraction columns into which both phases are led counter-currently, a homogeneous phase would be the extracted liquid phase, which goes against the principles of extraction and would lead to a decrease in the efficiency of the extraction column. To achieve the same extraction (for the case of benzene), it would be necessary to make the following modifications: - Modify the columns so that the extracted phase is
dispersed (modification of column reciprocating plates); - Increase the diameter of the extraction columns due to
expected increase of flow - Increase the number of theoretical plates because of the
expected decrease of the extraction columns efficiency. In practical terms, this would mean an increase to the height of extraction columns
Criterion not met
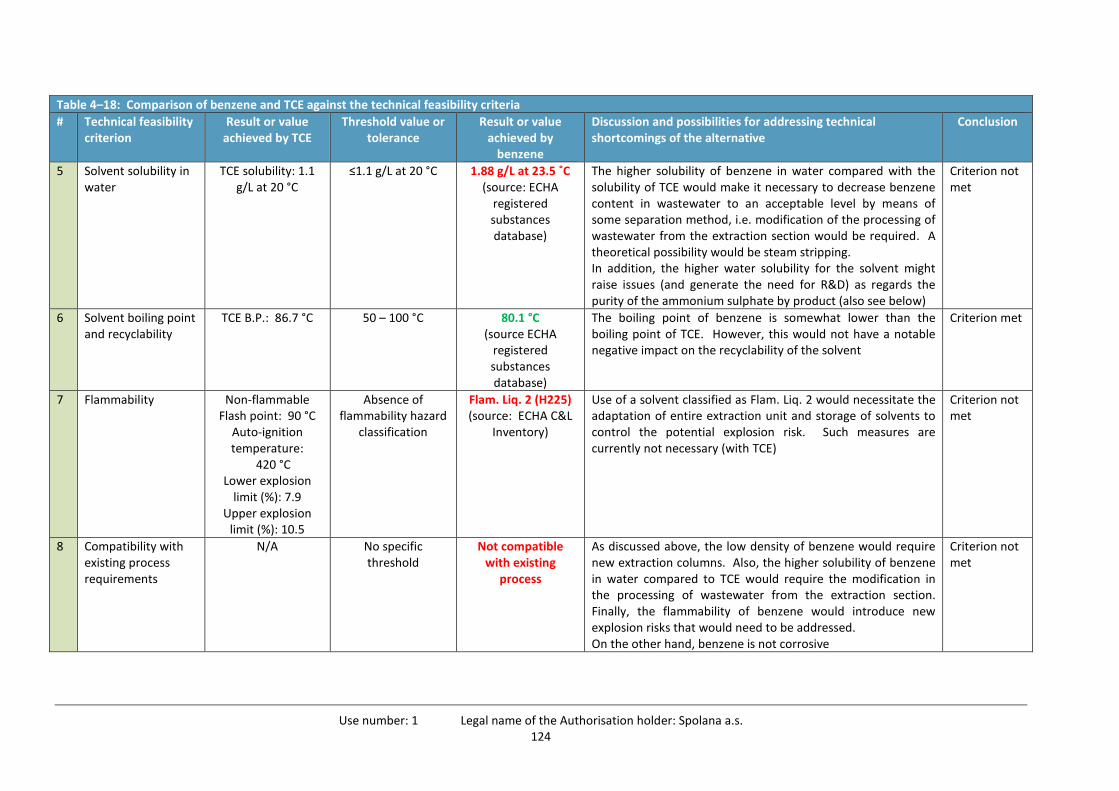
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 124
Table 4–18: Comparison of benzene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by
benzene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
5 Solvent solubility in water
TCE solubility: 1.1 g/L at 20 °C
≤1.1 g/L at 20 °C 1.88 g/L at 23.5 ˚C (source: ECHA
registered substances database)
The higher solubility of benzene in water compared with the solubility of TCE would make it necessary to decrease benzene content in wastewater to an acceptable level by means of some separation method, i.e. modification of the processing of wastewater from the extraction section would be required. A theoretical possibility would be steam stripping. In addition, the higher water solubility for the solvent might raise issues (and generate the need for R&D) as regards the purity of the ammonium sulphate by product (also see below)
Criterion not met
6 Solvent boiling point and recyclability
TCE B.P.: 86.7 °C 50 – 100 °C 80.1 °C(source ECHA
registered substances database)
The boiling point of benzene is somewhat lower than the boiling point of TCE. However, this would not have a notable negative impact on the recyclability of the solvent
Criterion met
7 Flammability Non-flammable Flash point: 90 °C
Auto-ignition temperature:
420 °C Lower explosion
limit (%): 7.9 Upper explosion
limit (%): 10.5
Absence of flammability hazard
classification
Flam. Liq. 2 (H225) (source: ECHA C&L
Inventory)
Use of a solvent classified as Flam. Liq. 2 would necessitate the adaptation of entire extraction unit and storage of solvents to control the potential explosion risk. Such measures are currently not necessary (with TCE)
Criterion not met
8 Compatibility with existing process requirements
N/A No specific threshold
Not compatible with existing
process
As discussed above, the low density of benzene would require new extraction columns. Also, the higher solubility of benzene in water compared to TCE would require the modification in the processing of wastewater from the extraction section. Finally, the flammability of benzene would introduce new explosion risks that would need to be addressed. On the other hand, benzene is not corrosive
Criterion not met
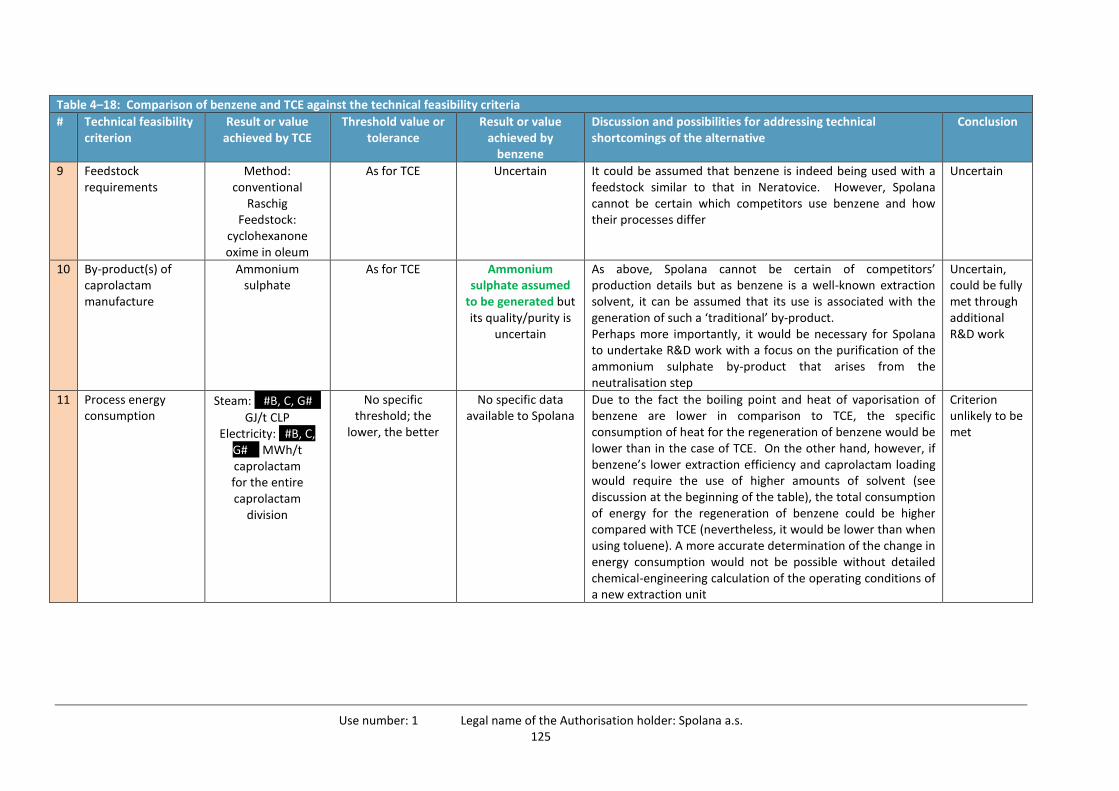
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 125
Table 4–18: Comparison of benzene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by
benzene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
9 Feedstock requirements
Method: conventional
Raschig Feedstock:
cyclohexanone oxime in oleum
As for TCE Uncertain It could be assumed that benzene is indeed being used with a feedstock similar to that in Neratovice. However, Spolana cannot be certain which competitors use benzene and how their processes differ
Uncertain
10 By-product(s) of caprolactam manufacture
Ammonium sulphate
As for TCE Ammonium sulphate assumed
to be generated but its quality/purity is
uncertain
As above, Spolana cannot be certain of competitors’ production details but as benzene is a well-known extraction solvent, it can be assumed that its use is associated with the generation of such a ‘traditional’ by-product. Perhaps more importantly, it would be necessary for Spolana to undertake R&D work with a focus on the purification of the ammonium sulphate by-product that arises from the neutralisation step
Uncertain, could be fully met through additional R&D work
11 Process energy consumption
Steam: '''#B, C, G#'''
GJ/t CLP Electricity: ''#B, C,
G#'''' MWh/t caprolactam for the entire caprolactam
division
No specific threshold; the
lower, the better
No specific data available to Spolana
Due to the fact the boiling point and heat of vaporisation of benzene are lower in comparison to TCE, the specific consumption of heat for the regeneration of benzene would be lower than in the case of TCE. On the other hand, however, if benzene’s lower extraction efficiency and caprolactam loading would require the use of higher amounts of solvent (see discussion at the beginning of the table), the total consumption of energy for the regeneration of benzene could be higher compared with TCE (nevertheless, it would be lower than when using toluene). A more accurate determination of the change in energy consumption would not be possible without detailed chemical-engineering calculation of the operating conditions of a new extraction unit
Criterion unlikely to be met

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 126
In conclusion, benzene has certain technical merits such as acceptable selectivity and favourable boiling point (and heat of vaporisation) and has been successfully used on the industrial scale as an extraction solvent for caprolactam. However, it ultimately is technically infeasible for use in Spolana’s existing plant in Neratovice and could not be considered a feasible alternative for Spolana at the end of the initial review period for the use of TCE.
Box 4-1: Why some competitors are capable of using benzene as a caprolactam extraction solvent?
Spolana can only speculate over why competitors may be using benzene instead of TCE. Typical reasons for the selection of a solvent with an extraction technology tend to be:
- Previous experience with using this solvent for extraction; - The availability of the solvent on-site; - The cost-effectiveness of the solvent in comparison with other similar solvents in a given locality; - The availability of equipment designed for extraction using this solvent; and - The attitude of the public and state and local governments towards the use of this solvent.
Caprolactam production plants operated by Spolana’s competitors essentially differ in that they have extraction units designed for extraction solvents other than TCE, typically toluene or benzene. For purely physicochemical and engineering reasons, replacement of the current extraction solvent by benzene (or toluene) would mean the replacement of the extraction unit that has been designed to operate with TCE by another designed to operate on the new solvent.
Actions required for making the alternative technically feasible
Key plant modifications: the above analysis has confirmed that benzene could only be implemented through extensive modification of the existing plant, essentially the erection of a replacement plant that would be tailor-made for benzene-based extraction. As explained in Table 4–18, the modifications that would be necessary as a minimum would include:
Ensure compliance with the ATEX40 regulations for flammable liquids: this would mean the review, modification or replacement of electrical and mechanical parts of the plant to ensure that explosive atmospheres are not created during the storage and use of the flammable solvent. The existing plant cannot accommodate the needs of a flammable liquid;
Replacement of extraction columns: replacement of a solvent heavier than water by one that is lighter than water would mean that extraction as it currently stands could not be undertaken. The use of a larger volume of a less efficient extraction solvent would also impact upon the operation of the columns;
Significant modification and/or replacement of units affected by increases in mass flows: the caprolactam, sulphate lye, and solvent regeneration units, including parts such as dividers, pumps, pipelines, storage tanks and heat recovery exchangers, should be modified/replaced in order to accommodate the significantly higher mass flows that would be required as a result of benzene’s lower extraction efficiency; and
40 ATEX is the name commonly given to the legal requirements for controlling explosive atmospheres and the suitability of equipment and protective systems used in them.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 127
Modification of wastewater treatment (from extraction section): releases of benzene to water would be higher than TCE due to its higher water solubility. A method for the removal of benzene from wastewater (e.g. steam stripping) would need to be implemented.
Given the breadth and complexity of such necessary changes in equipment, the most realistic approach to implementing benzene as the extraction solvent would be to construct a replacement plant that would be tailored to the use of benzene (NB. see notes at the bottom of Table 4–19 on the scope for construction of an entirely new plant based on entirely new technology).
Theoretical time plan for implementation: Table 4–19 presents a theoretical time plan for the implementation of benzene, essentially the replacement of the extraction unit at Neratovice. The overall duration of the 20 steps described in the table is 143 months, i.e. ca. 12 years. It should be noted that this time plan is very ambitious; very limited contingency has been built into it and therefore, it would be realistic to expend a longer overall duration. Within this ambitious plant conversion project, without an Authorisation permitting the continued use of TCE, caprolactam (and by-product) manufacture would have to cease for at least 12 years. (NB. realistically, Spolana would engage in a project to convert the plant to benzene only if a negative response was received from the European Commission on its review report).
These projections are based on realistic estimates of the duration of each step and takes into account possible overlaps or concurrent actions. Nevertheless, delays may prove unavoidable. For instance, at Steps 6 and 7, the approval process may be delayed by interventions of interested parties (e.g. NGOs protesting against the use of benzene) or court cases. Step 14 could also be challenging; most of the key equipment is made-to-measure rather than being standard. Therefore, it might prove difficult to find a supplier with spare production capacity who could offer a satisfactory delivery time.
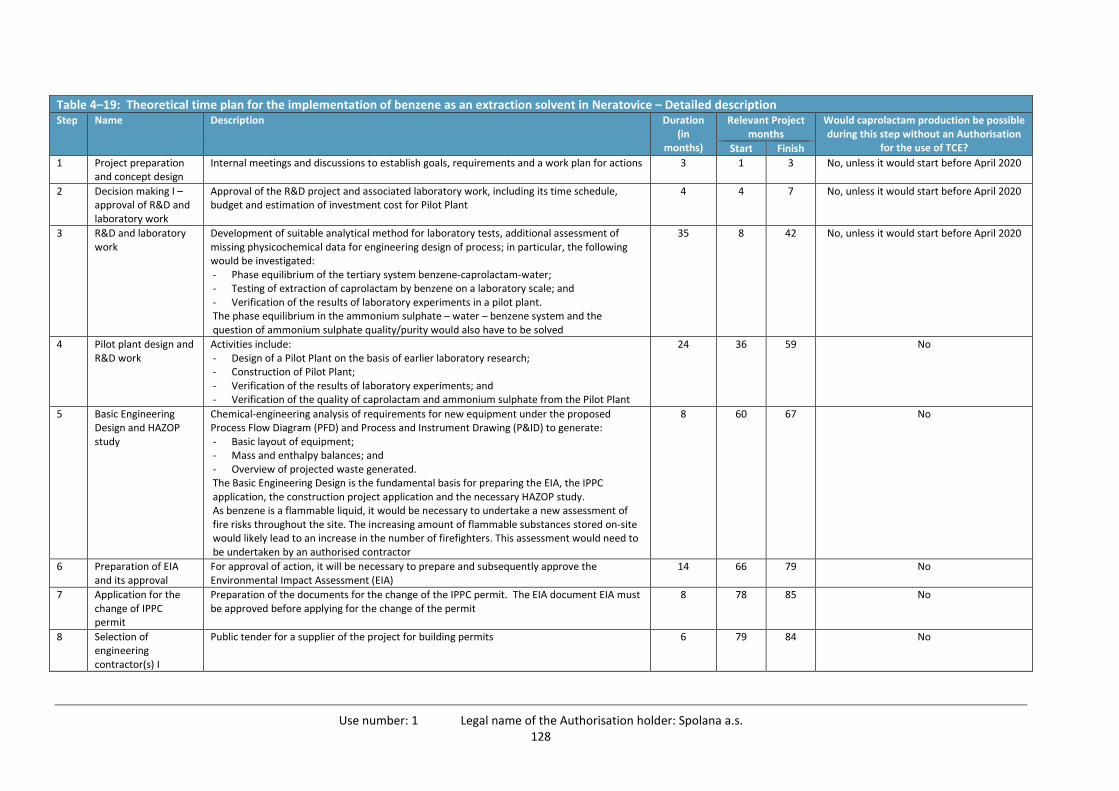
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 128
Table 4–19: Theoretical time plan for the implementation of benzene as an extraction solvent in Neratovice – Detailed description Step Name Description Duration
(in months)
Relevant Project months
Would caprolactam production be possible during this step without an Authorisation
for the use of TCE? Start Finish
1 Project preparation and concept design
Internal meetings and discussions to establish goals, requirements and a work plan for actions 3 1 3 No, unless it would start before April 2020
2 Decision making I –approval of R&D and laboratory work
Approval of the R&D project and associated laboratory work, including its time schedule, budget and estimation of investment cost for Pilot Plant
4 4 7 No, unless it would start before April 2020
3 R&D and laboratory work
Development of suitable analytical method for laboratory tests, additional assessment of missing physicochemical data for engineering design of process; in particular, the following would be investigated: - Phase equilibrium of the tertiary system benzene-caprolactam-water; - Testing of extraction of caprolactam by benzene on a laboratory scale; and - Verification of the results of laboratory experiments in a pilot plant. The phase equilibrium in the ammonium sulphate – water – benzene system and the question of ammonium sulphate quality/purity would also have to be solved
35 8 42 No, unless it would start before April 2020
4 Pilot plant design and R&D work
Activities include:- Design of a Pilot Plant on the basis of earlier laboratory research; - Construction of Pilot Plant; - Verification of the results of laboratory experiments; and - Verification of the quality of caprolactam and ammonium sulphate from the Pilot Plant
24 36 59 No
5 Basic Engineering Design and HAZOP study
Chemical-engineering analysis of requirements for new equipment under the proposed Process Flow Diagram (PFD) and Process and Instrument Drawing (P&ID) to generate: - Basic layout of equipment; - Mass and enthalpy balances; and - Overview of projected waste generated. The Basic Engineering Design is the fundamental basis for preparing the EIA, the IPPC application, the construction project application and the necessary HAZOP study. As benzene is a flammable liquid, it would be necessary to undertake a new assessment of fire risks throughout the site. The increasing amount of flammable substances stored on-site would likely lead to an increase in the number of firefighters. This assessment would need to be undertaken by an authorised contractor
8 60 67 No
6 Preparation of EIA and its approval
For approval of action, it will be necessary to prepare and subsequently approve the Environmental Impact Assessment (EIA)
14 66 79 No
7 Application for the change of IPPC permit
Preparation of the documents for the change of the IPPC permit. The EIA document EIA must be approved before applying for the change of the permit
8 78 85 No
8 Selection of engineering contractor(s) I
Public tender for a supplier of the project for building permits 6 79 84 No

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 129
Table 4–19: Theoretical time plan for the implementation of benzene as an extraction solvent in Neratovice – Detailed description Step Name Description Duration
(in months)
Relevant Project months
Would caprolactam production be possible during this step without an Authorisation
for the use of TCE? Start Finish
9 Project for building permit
Preparation of the project for building permit and its approval by authorities. Approval of documents mentioned in Steps 6 – 9 depends on approval of previous steps and the required total time is applied for a smooth approval with a low risk of litigation
9 85 93 No
10 Decision-making II –Approval of investment in PKN Investment committee
Decision by the management company required before seeking and signing contracts with a service provider who will deliver the Detailed Engineering Plan (DEP) documents
10 91 100 No
11 Selection of engineering contractors II
Public tender for supplier of the Detailed Engineering Plan, construction and assembly works 6 101 106 No
12 Securing investment funds
Negotiation with banks over a loan and with Spolana’s (new) owner (Unipetrol RPA) over guarantees
6 106 111 No
13 Detailed engineering work (including ATEX plant adaptation)
Implementation of the Detailed Engineering Plan for the realisation of the project and subsequent installation and construction works
10 108 117 No
14 Purchase and delivery of new equipment
Tender for the purchase of new equipment in accordance with the according to the Detailed Engineering Plan
12 116 127 No
15 Construction Assembly and construction work, piping, wiring and installation of control system 12 125 136 No
16 Training of personnel Operator training would begin during the last phase of construction of the new extraction unit and at the beginning of complex tests; the operators will have received basic training before the start of operation of the new unit
3 135 137 No
17 Testing of new installation
Complex tests of the new equipment, engine functionality tests and associated measurements
3 137 139 No
18 Commissioning of converted unit
Gradual commissioning of the new installation, trial runs and guarantee test 4 139 142 Practically no***
19 Guarantee test*** 1 143 143 Yes
20 Marketing costs for re-entering the market
Based on Spolana’s experience with the situation following the flooding of the plant in 2002 and 2013, when the entire company was out of operation for almost half a year, it is estimated that two years would be necessary for full recovery of caprolactam sales. During this period Spolana would have to sell its caprolactam product at significantly lower price (expected average discount – '''#F#'''%). However, the time needed for re-entering the market is not included into the overall timescale, because this period starts after the start-up of the modified plant
24 Post-conversion Yes
Total timescale 143 months Production stops for 141 months (ca. 12 years)
* This column is provided for comparison only and shows whether caprolactam production would stop if Spolana was granted a long review period for the continued use of TCE and during that period the plant was converted to benzene-based extraction. Theoretically, it would be possible to construct a new caprolactam plant while operating the existing
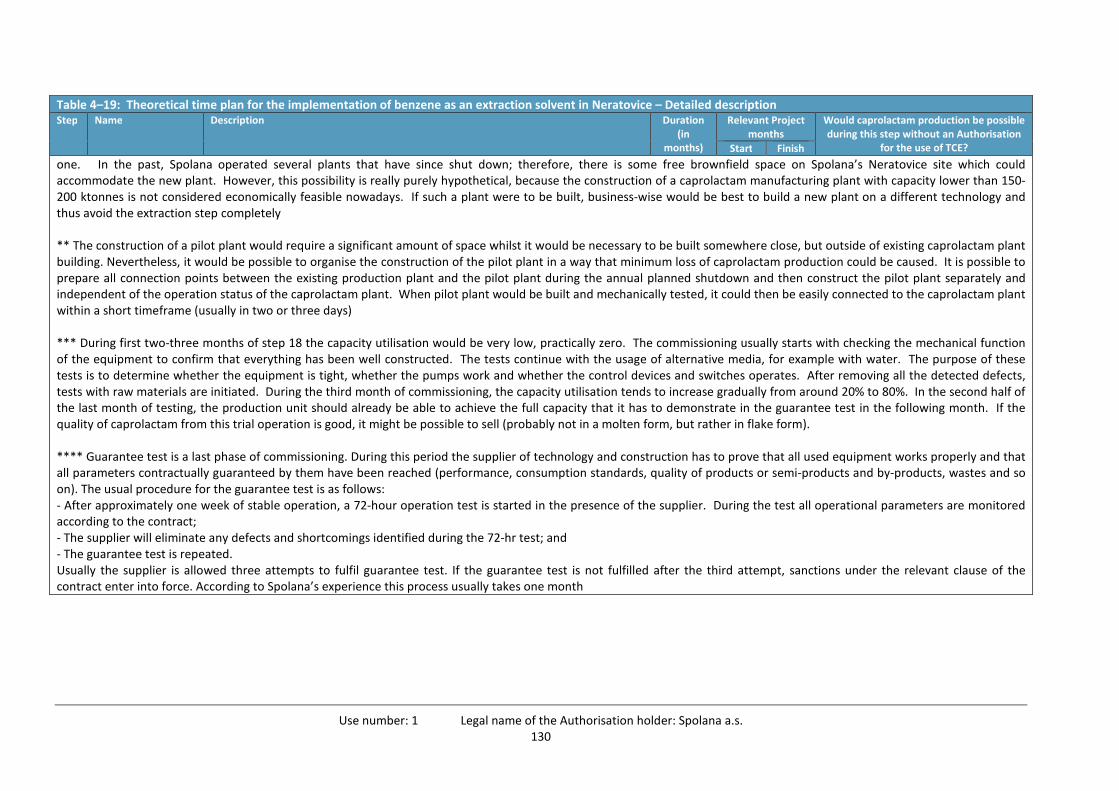
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 130
Table 4–19: Theoretical time plan for the implementation of benzene as an extraction solvent in Neratovice – Detailed description Step Name Description Duration
(in months)
Relevant Project months
Would caprolactam production be possible during this step without an Authorisation
for the use of TCE? Start Finish
one. In the past, Spolana operated several plants that have since shut down; therefore, there is some free brownfield space on Spolana’s Neratovice site which could accommodate the new plant. However, this possibility is really purely hypothetical, because the construction of a caprolactam manufacturing plant with capacity lower than 150-200 ktonnes is not considered economically feasible nowadays. If such a plant were to be built, business-wise would be best to build a new plant on a different technology and thus avoid the extraction step completely
** The construction of a pilot plant would require a significant amount of space whilst it would be necessary to be built somewhere close, but outside of existing caprolactam plant building. Nevertheless, it would be possible to organise the construction of the pilot plant in a way that minimum loss of caprolactam production could be caused. It is possible to prepare all connection points between the existing production plant and the pilot plant during the annual planned shutdown and then construct the pilot plant separately and independent of the operation status of the caprolactam plant. When pilot plant would be built and mechanically tested, it could then be easily connected to the caprolactam plant within a short timeframe (usually in two or three days)
*** During first two-three months of step 18 the capacity utilisation would be very low, practically zero. The commissioning usually starts with checking the mechanical function of the equipment to confirm that everything has been well constructed. The tests continue with the usage of alternative media, for example with water. The purpose of these tests is to determine whether the equipment is tight, whether the pumps work and whether the control devices and switches operates. After removing all the detected defects, tests with raw materials are initiated. During the third month of commissioning, the capacity utilisation tends to increase gradually from around 20% to 80%. In the second half of the last month of testing, the production unit should already be able to achieve the full capacity that it has to demonstrate in the guarantee test in the following month. If the quality of caprolactam from this trial operation is good, it might be possible to sell (probably not in a molten form, but rather in flake form).
**** Guarantee test is a last phase of commissioning. During this period the supplier of technology and construction has to prove that all used equipment works properly and that all parameters contractually guaranteed by them have been reached (performance, consumption standards, quality of products or semi-products and by-products, wastes and so on). The usual procedure for the guarantee test is as follows: - After approximately one week of stable operation, a 72-hour operation test is started in the presence of the supplier. During the test all operational parameters are monitored according to the contract; - The supplier will eliminate any defects and shortcomings identified during the 72-hr test; and - The guarantee test is repeated. Usually the supplier is allowed three attempts to fulfil guarantee test. If the guarantee test is not fulfilled after the third attempt, sanctions under the relevant clause of the contract enter into force. According to Spolana’s experience this process usually takes one month

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 131
Economic feasibility and economic impacts of Alternative 1(a)
Introduction to the analysis of economic feasibility of benzene
For the technical reasons described above, benzene is not considered technically feasible. As such, an analysis of its economic feasibility is not strictly necessary (particularly in light of the substance’s unappealing hazard profile, as will be elaborated further below). Nevertheless, in the interest of completeness, the following paragraphs present an attempt to estimate the investment costs and to outline the changes to the operating costs of the Neratovice plant.
Relevant cost elements
The cost elements that would be of relevance to the theoretical implementation of benzene would include:
Investment costs, including:
Capital investment cost for new equipment and its installation;
Costs of R&D and delivery of the plant conversion project;
Downtime cost;
Cost of the disposal of leftover TCE;
Changes to operating costs, including:
Changes to the cost of and profits from operating the caprolactam production line;
Changes to the cost of and profits from operating the ancillary product lines;
Cost of finance (interest payments);
Other costs:
Licence payments; and
Opportunity costs.
These costs are analysed further below.
Investment and downtime costs
New equipment and installation costs: in the absence of a detailed investment study, one way of generating an estimate of the costs for purchasing a new extraction line and its installation is to recalculate the cost of building the existing extraction line to adjust to present values and to a larger size, as needed by the new extraction solvent. Spolana expects that the new line would be quite similar to the existing one that uses TCE; however, it would need to be 2.2 times larger because of the lower solubility of caprolactam in benzene, as previously explained. There would also be a different arrangement of the extraction columns because of the differences in solvent densities.
Appendix 4 presents the methodology used for the calculation of the equipment and installation cost. By way of summary:
The cost of the original equipment can be expressed in 2017 prices taking into account inflation. This is estimated at '''#F# ''''''''' ''''''''''''' (range: €1-5 million); and
When the larger size of equipment needed is taken into account, the equipment cost increases to '''#F# '''''''' '''''' ''''''''''''' (range: €5-10 million) in 2017 prices.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 132
Beyond the equipment cost, other direct and indirect costs would arise in relation to the delivery and installation of the new equipment and these can be expressed as a percentage of the equipment cost, as explained in detail in Appendix 4. The calculations of the overall cost are shown in Table 12–6 and suggest a total investment cost of '''#F#''''''''''' ''''''''''''' (range: €15-30 million). This should be considered to be an underestimate because it does not include certain costs that would be necessary for adapting the production line to the use of flammable liquids, construction of new storage for flammable liquids, modifications of buildings, etc.
The above estimate is in line with Spolana’s initial Application for Authorisation which noted, “extensive modifications of the technology would cost up to tens of millions of Euros”. Also, by way of a further comparison, it is noted that the Application for Authorisation submitted by DOMO Caproleuna GmbH for the same use of TCE concluded, “Substitution of TCE with toluene would therefore result in an overall investment cost of €100 million”41. As the caprolactam production capacity of this competitor is ca. 4 times larger than Spolana’s, it can be seen that the Spolana estimate above is, in general terms, in line with that of its competitor.
Cost of plant conversion project: the overall expenditure for converting the Neratovice plant to benzene will be equal to the cost of undertaking the different steps shown in Table 4–19. The costs for each plant have been estimated on the basis of:
The calculation of the cost of equipment and its installation (see above and Appendix 4);
The cost of already planned R&D work. According to existing contracts, the cost of research undertaken by Spolana’s research partners, VŠB and TECHEM CZ, on a new extraction solvent is '''#E, F#''''''''' ''''''''''''''. In addition to the cost of a newly established co-operation with ‘’ #D, E#’’’’’’’’’’’’’’’’ would be ''#E, F#'''' ''''''''''''. These figures can be used to estimate the cost of R&D for the implementation of benzene;
As noted in Table 4–19, Spolana expects two years of caprolactam sales at a lower price (minus ''#F#'%). We assume that the first year is Year 12 (i.e. the year after the completion of the plant conversion) and Year 13 (the year after) – if the conversion project was delayed, such impacts would be accordingly delayed to manifest themselves too. The volume of caprolactam production each year is assumed to be '#B#''''' tonnes (see Table 3–9) and its full price ca. ''#C#'''''''''''''''''''''''' (based on 2017 data). So, the losses each year are equal to '''#F#'''''''' '' '''''''''''' ''' '''''''' '' '''''' ''''''''''''''' '''''''''''''' '''' ''''' ''''''' '''''''''42''''''' '''''''''''''' '''''''''''' ''''' '''''''''''''' ''' '''''''' ''''' ''''''''''''''''''''''; and
Spolana experts’ past experience and expertise.
41 See DOMO Caproleuna GmbH’s Analysis of Alternatives, Sections 4.1.3.1 & 4.1.3.3, available at https://echa.europa.eu/documents/10162/18584504/afa_tce-0020-01-aa_en.pdf (accessed on 16 February 2017). This publicly available information is referred to here for comparison purposes only; Spolana has no access to the calculations made by DOMO Caproleuna.
42 ‘’ #C#’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’ ’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’ ‘’’’’’’’’’’’’’’’’’’’’’ ’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 133
A new table can be generated with these costs estimates, overleaf. The table shows the key actors at each step of the project, the estimated cost for each step.
Subsequently, to estimate the overall present value cost of the plant conversion project, we have taken the following approach:
Timing of expenditure: each step is accompanied by expenditure which takes place at different points in time. For simplicity, it is assumed that the entire expenditure for any given step takes place in the year that the step finishes (for example, if a step takes place over years 9 and 10 of the project, it is assumed that all associated expenditure takes place in year 10);
Discounting: as shown in Table 2–1, 2017 is taken as the present value year while 2018 is the year when discounting starts and 2020 is the year when impacts start occurring (after the end of Spolana’s initial review period). As far as the discount rate is concerned, this is selected to be 10%; this is Spolana’s internal discounting rate for returns on capital expenditure. It also reflects the high cost of capital for businesses, juxtaposing this to the societal discount factor of 4% used in the (human health) cost calculations made in the SEA part of this document; and
Cost uncertainty: uncertainty over costs has been taken into account by using the uncertainty ranges shown in Table 4–20 and thus generating a low and a high estimate for the cost of each step of the plant conversion project.
Following the above approach, the estimates shown in Table 4–21 can be generated. The overall cost of the plant conversion project for the implementation of benzene would be ''#F#''''''''''' ''''''''''''' (range: €10-25 million) in 2017 prices.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 134
Table 4–20: Investment cost for each step of the plant conversion project for the implementation of benzeneStep Description Key actor Likely cost Source of estimate Estimate
uncertainty CZK* € 1 Project preparation and concept design Spolana '#F# table'''''''''' ''''''''''' Spolana’s experience ± 5%
2 Decision making I – approval of R&D and laboratory work Spolana & Unipetrol ''''''''''''' '''''''' Spolana’s experience ± 5%
3 R&D and laboratory work Contractors & Spolana '''''''''''''''''''''' ''''''''''''''' See calculation on previous page ± 15%
4 Pilot plant design and R&D work Contractors ''''''''''''''''''''''''' '''''''''''''''''''' Equivalent to '''''% (range: 10-25%) of equipment and installation cost (Appendix 4) plus ''''''''' '''''''''''''' for R&D works on the
pilot plant
± 20%
5 Basic Engineering Design and HAZOP study Contractors '''''''''''''''''' '''''''''''''''' Equivalent to '''% (range: 1-10%) of equipment and installation cost (Appendix
4)
± 20%
6 Preparation of EIA and its approval Spolana & Contractor ''''''''''''''''' '''''''''''''' Spolana’s experience ± 10%
7 Application for the change of IPPC permit Spolana & Contractor ''''''''''''''' ''''''''''' Spolana’s experience ± 10%
8 Selection of engineering contractor(s) I Spolana & Unipetrol '''''''''''''' ''''''' Spolana’s experience ± 15%
9 Project for building permit Contractors ''''''''''''''''''' ''''''''''''''''' Legal expenses are equivalent to 4% of equipment cost (see Table 12–6). This
cost here is legal costs minus items 6 and 7
0 to +30%
10 Decision-making II –Approval of investment in PKN Investment committee
PKN, Unipetrol & Spolana '''''''''''''''' '''''''''' Spolana’s experience ± 15 %
11 Selection of engineering contractors II Spolana & Unipetrol ''''''''''''' '''''''' Spolana’s experience ± 15
12 Securing investment funds Spolana & Unipetrol ''''''''''''' '''''' Spolana’s experience ± 15
13 Detailed engineering work (including ATEX plant adaptation) Contractor '''''''''''''''''''' '''''''''''''''''''' Equivalent to '''''% (range: 25-50%) of equipment and installation cost (Appendix
4)
0 to +50%
14 Purchase and delivery of new equipment Contractor ''''''''''''''''''''''''' '''''''''''''''''' Equipment cost in Appendix 4 0 to +50%**
15 Construction Contractor '''''''''''''''''''''''' ''''''''''''''''''''''' Calculated form total equipment and installation cost (Appendix 4) minus costs for Steps 5, 6, 7, 9, 12, 13, 14, 16, 17, 18,
19
0 to +50%**
16 Training of personnel Contractor & Spolana '''''''''''''' ''''''''''''' Spolana’s experience ± 15 %
17 Testing of new installation Contractor & Spolana ''''''''''''''''' ''''''''''''' Spolana’s experience ± 20%
18 Commissioning of converted unit Spolana & Contractor ''''''''''''''' ''''''''''''''' Spolana’s experience ± 20%
19 Guarantee test Spolana & Contractor ''''''''''''''' '''''''''''''' Spolana’s experience ± 10%
20 Marketing costs for re-entering the market Spolana ''''''''''''''''''''''''' '''''''''''''''''''' See calculation on previous page ± 20%
Source: Spolana* exchange rate used: CZK1 = €0.037 ** It is certain that the estimate of equipment costs cannot be smaller, because the cost of adaptation for usage of flammable liquids and the cost of a new storage for flammable liquids is not included. Conversely, additional purification of the ammonium sulphate by-product would probably require some new equipment too

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 135
Table 4–21: Discounted investment cost of the plant conversion project for the implementation of benzene (all prices in Euros, rounded)
# Step Year of conversion
project
Year of discounting
Cost estimate Low
Cost estimate High
Discounting factor used (rate: 10%)
Discounted cost estimate
Low (2017)
Discounted cost estimateHigh (2017)
1 Project preparation and concept design 1 3 ''#F# table'''''''' '''''''''' 0.751 ''''''''''' ''''''''''
2 Decision making I – approval of R&D and laboratory work
1 3 ''''''' ''''''' 0.751 '''''''' '''''''
3 R&D and Laboratory work 1 3 ''''''''''''''' ''''''''''''''''' 0.564 '''''''''''''' ''''''''''''''''
4 Pilot plant design and R&D work 3 5 ''''''''''''''''''''' '''''''''''''''''' 0.513 ''''''''''''''''''' '''''''''''''''''
5 Basic engineering design + HAZOP study 5 7 '''''''''''''' ''''''''''''''' 0.467 '''''''''''''''' ''''''''''''''
6 Regulatory approvals 5 7 ''''''''''''' '''''''''''''' 0.424 '''''''''' '''''''''''
7 Preparation of EIA and its approval 6 8 '''''''''' ''''''''''' 0.386 ''''''''''' ''''''''''
8 Application for the change of IPPC 6 8 '''''''' ''''''' 0.424 '''''''' '''''''
9 Project for building permits 7 9 '''''''''''''' ''''''''''''''''' 0.386 ''''''''''''' ''''''''''''''
10 Decision making II approval of investment in PKN Investment Commission
8 10 '''''''''' ''''''''''' 0.350 ''''''''''' ''''''''''''
11 Securing investment funds 8 10 '''''''' ''''''' 0.350 '''''''' '''''''
12 Detailed engineering work (including ATEX plant adaptation to allow use of a flammable solvent
8 10 '''''''' ''''''' 0.319 '''''''' '''''''
13 Selection of engineering contractors 8 10 '''''''''''''''''' '''''''''''''''''''' 0.319 '''''''''''''' ''''''''''''''''
14 Purchase and delivery of new equipment 9 11 '''''''''''''''''''' ''''''''''''''''''' 0.290 ''''''''''''''''' ''''''''''''''''''
15 Construction 10 12 ''''''''''''''''''''' ''''''''''''''''''''''' 0.263 ''''''''''''''''' ''''''''''''''''''''
16 Testing of new installation 11 13 ''''''''''''' '''''''''''''' 0.263 '''''''''' ''''''''''
17 Commissioning of converted unit 11 13 ''''''''''' '''''''''''''' 0.263 '''''''''''' '''''''''''
18 Training of personnel 11 13 '''''''''' '''''''''''''' 0.263 ''''''''''' '''''''''''
19 Guarantee test 11 13 '''''''''''''' '''''''''''''' 0.263 '''''''''' ''''''''''
20 Marketing costs for re-entering the market 12 & 13 14 & 15 '''''''''''''''''''''' ''''''''''''''''''' 0.239 & 0.218
''''''''''''''''''' ''''''''''''''''''
Total (rounded) '''''''''''''''''''''' '''''''''''''''''''
Source: Spolana
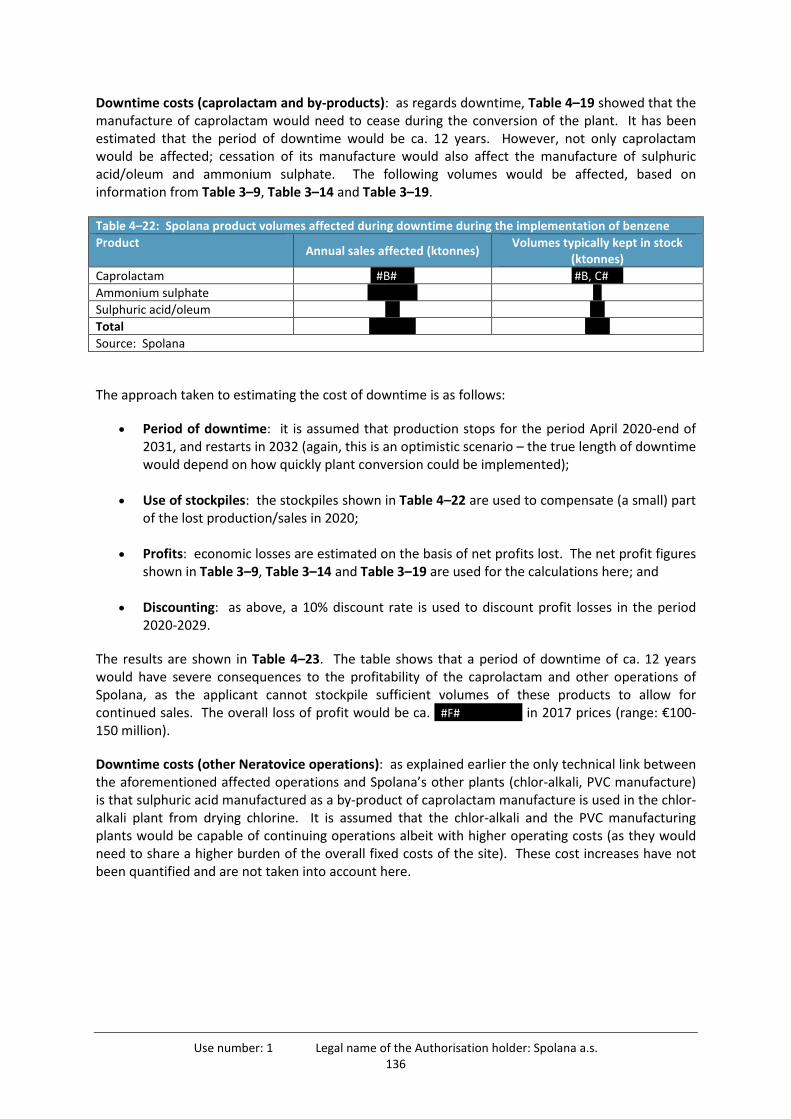
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 136
Downtime costs (caprolactam and by-products): as regards downtime, Table 4–19 showed that the manufacture of caprolactam would need to cease during the conversion of the plant. It has been estimated that the period of downtime would be ca. 12 years. However, not only caprolactam would be affected; cessation of its manufacture would also affect the manufacture of sulphuric acid/oleum and ammonium sulphate. The following volumes would be affected, based on information from Table 3–9, Table 3–14 and Table 3–19.
Table 4–22: Spolana product volumes affected during downtime during the implementation of benzene
Product Annual sales affected (ktonnes)
Volumes typically kept in stock (ktonnes)
Caprolactam ''#B#'''''' '#B, C#'''''
Ammonium sulphate ''''''''''''''''' '''
Sulphuric acid/oleum ''''' '''''
Total ''''''''''''''' ''''''''
Source: Spolana
The approach taken to estimating the cost of downtime is as follows:
Period of downtime: it is assumed that production stops for the period April 2020-end of 2031, and restarts in 2032 (again, this is an optimistic scenario – the true length of downtime would depend on how quickly plant conversion could be implemented);
Use of stockpiles: the stockpiles shown in Table 4–22 are used to compensate (a small) part of the lost production/sales in 2020;
Profits: economic losses are estimated on the basis of net profits lost. The net profit figures shown in Table 3–9, Table 3–14 and Table 3–19 are used for the calculations here; and
Discounting: as above, a 10% discount rate is used to discount profit losses in the period 2020-2029.
The results are shown in Table 4–23. The table shows that a period of downtime of ca. 12 years would have severe consequences to the profitability of the caprolactam and other operations of Spolana, as the applicant cannot stockpile sufficient volumes of these products to allow for continued sales. The overall loss of profit would be ca. ''#F#'''' '''''''''''''' in 2017 prices (range: €100-150 million).
Downtime costs (other Neratovice operations): as explained earlier the only technical link between the aforementioned affected operations and Spolana’s other plants (chlor-alkali, PVC manufacture) is that sulphuric acid manufactured as a by-product of caprolactam manufacture is used in the chlor-alkali plant from drying chlorine. It is assumed that the chlor-alkali and the PVC manufacturing plants would be capable of continuing operations albeit with higher operating costs (as they would need to share a higher burden of the overall fixed costs of the site). These cost increases have not been quantified and are not taken into account here.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 137
Table 4–23: Lost profits for Spolana due to loss of production and sales during downtime associated with the implementation of benzene
Product Year
Discounting factor 0.751 0.683 0.621 0.564 0.513 0.467 0.424 0.386 0.350 0.319 0.290 0.263 Total profit lost (€
million)
Caprolactam 2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031
Sales lost (tonnes) ''#F# table'
'''''''''''' ''''''''''''' ''''''''''''' ''''''''''''' '''''''''''' '''''''''''''' '''''''''''''' '''''''''''' ''''''''''''' ''''''''''''' ''''''''''''''
'''''' Net profit per tonne (CZK, 2017 values)
''''''''''' ''''''''''' '''''''''' '''''''''''' ''''''''''' ''''''''''' '''''''''''' '''''''''''' '''''''''' ''''''''''' ''''''''''' ''''''''''
Discounted profit loss(CZK million)
''''' ''''''' ''''''' ''''''' '''''''' '''''''' ''''''' ''''''' ''''' '''''' ''''' '''''
Ammonium sulphate 2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031
Sales lost (tonnes) '''''''''''''' '''''''''''''' ''''''''''''''' ''''''''''''''' '''''''''''''''' '''''''''''''' '''''''''''''' '''''''''''''''' '''''''''''''''' '''''''''''''' '''''''''''''' ''''''''''''''''
'''''Net profit per tonne (CZK, 2017 values)
''''' '''''''''' ''''''''''' '''''''''''' ''''''''''' '''''''''''' '''''''''' '''''''''' ''''''''''' ''''''''''' '''''''''' '''''''''''
Discounted profit loss(CZK million)
'''''' ''''''' '''''''' ''''''' '''''''' '''''''' ''''' ''''' ''''' '''''' '''''' '''''
Sulphuric acid/oleum 2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031
Sales lost (tonnes) ''''''''''''' '''''''''''''' '''''''''''' '''''''''''' ''''''''''''' ''''''''''''' '''''''''''''' ''''''''''''' '''''''''''''' ''''''''''''' '''''''''''''' ''''''''''''
''' Net profit per tonne (CZK, 2017 values)
'''''''' '''''''' ''''''' ''''''' '''''''' ''''''' ''''''' ''''''' ''''''' '''''''' ''''''' ''''''''
Discounted profit loss(CZK million)
''' ''''' ''''' ''''' ''''' ''''' ''''' ''''' ''''' '''''' ''''' '''
Total net profits lost (€million) '''''''
Source: Spolana * approximate figures converted from CZK prices (€1 = CZK27)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 138
Chemical disposal costs: if Spolana was not permitted to continue the use of TCE, any remaining stock would need to be appropriately disposed of. The typical volume of TCE held in storage and contained in equipment is 100-500 tonnes. In the case of forced substitution, if time allowed, Spolana would aim to gradually consume this volume so that the remaining amount would be small. In addition, the leftover amount could potentially be purified and then sold to a third party for a non-prohibited use. In any case, the cost of disposal would not be significant in comparison to other cost elements discussed in this Analysis of Alternatives.
New regulatory compliance costs: the discussion below (as well as Section 5.2.2) will present the changes to risks to human health and the environment under the “Non-use” Scenario. In short, the use of benzene would likely increase the risks to workers’ health and the environment. Importantly, environmental release and occupational exposure limits set out by Czech national legislation are much more stringent for benzene than TCE. As such, as part of the implementation of benzene as the new extraction solvent, effective ventilation of the working environment will have to be implemented to meet the relevant emission limits. This will be accompanied by additional costs that can presently not be quantified. It is also worth noting that in March 2018, the RAC proposed a new much lower OEL for benzene of 0.16 mg/m3 (ECHA, 2018).
Changes to operating costs
Changes to production costs and impacts on product quantity and quality: the use of benzene would have an impact on the operating costs of the caprolactam production line. Table 4–24provides a breakdown of the production costs per kilogram of caprolactam and explains the envisaged changes to specific cost elements.
Although the largest contributing costs would probably remain unchanged, several cost elements would increase, including the cost of:
Water; Steam; Environmental services; Replacement parts and maintenance; Licence fees; and Administrative overheads.
Some cost elements might decrease, for instance, the cost of solvent. Of note is the issue of the quality of the ammonium sulphate by-product. It is assumed that the use of benzene as a substitute for TCE would not have an adverse effect on the quantity of caprolactam but could impact upon the quality/purity of the ammonium sulphate by-product. If this were to be impacted, sales of the product would be affected and this in turn would impact upon the economics of caprolactam manufacture.
In addition, absence from the market for at least 12 years would mean that customers would be lost and move to competitor suppliers. The caprolactam market is very competitive with a large number of manufacturers. Therefore, it would be relatively straightforward for Spolana’s customers to find an alternative supplier if Spolana could not produce caprolactam (and associated products). Once the manufacture of caprolactam in Neratovice would resume, the significant investment cost and the envisaged increases in operating costs would make it even harder for Spolana to attract previous and new customers. In any case, the majority of customers require long-term contracts (ideally annual ones); hence it would be difficult and costly to attract them after the restart of production.
For similar reasons, the marketability of Spolana’s sulphuric acid/oleum and ammonium sulphate products would be impacted. Thus, these customers would be permanently lost.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 139
Table 4–24: Caprolactam production costs and envisaged changes following conversion to benzene extraction
Cost element Breakdown (%) of current costs
in per kg of caprolactam
Changes to current costs if benzene was
used
Explanation of projected changes for benzene
Energy costs
Electricity '#C, G# table'' Increase New line would be larger than current one and there would be also a greater volume of solvent amount in circulation and recycling. Higher consumption of electricity for motors would therefore be expected
Steam '''''''' Increase Larger volume of solvent would be recycled; this would mean a higher consumption of steam for distillation
Materials and service costs
Cost of process solvent (currently TCE)
'''''''' Decrease This refers to the year-on-year consumption of the solvent, not the volume of solvent in the system (which would be 2.2 higher than TCE). It is assumed that the new extraction unit will be constructed according to state-of-art technology and that some losses of solvent would decrease in a comparison to the old line. On the other hand, benzene’s solubility in water is greater than the solubility of TCE, so larger losses of benzene to wastewater can be expected. Overall, consumption of benzene may increase somewhat compared to TCE; however, according to recent data, the price of benzene per tonne may be ca. '''''% (range: 25-50%) lower than TCE, hence the cost of consumed extraction solvent would show an overall decrease compared to TCE
Raw materials (excluding water and TCE but including their delivery costs)
'''''''''' Similar There is no consumption of raw materials in the extraction unit
Consumption of semi-finished products (NaOH, sulphuric acid and nitrogen used at the caprolactam unit which are made by Spolana itself)
''''''''' Similar There is no consumption of semi products in the extraction unit
Water '''''''' Slight increase Larger consumption of cooling water for distillation due a to a larger amount of solvent
Air ''''''''' Slight increase Higher consumption of instrument air would be envisaged due to higher degree of automation of the new extraction unit
By-products: Ammonium Sulphate Steam Steam Condensate
'''''''''''' '''''''''' ''''''''''
No change Formation of by-products is not dependent on caprolactam extraction from the water phase. Nevertheless, there may be issues with the quality of the ammonium sulphate product, which would need to be resolved. Ammonium sulphate has to be suitable for fertiliser use

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 140
Table 4–24: Caprolactam production costs and envisaged changes following conversion to benzene extraction
Cost element Breakdown (%) of current costs
in per kg of caprolactam
Changes to current costs if benzene was
used
Explanation of projected changes for benzene
Environmental service costs (e.g. waste treatment and disposal services)
'''''''' Increase An increase of waste water treatment costs would be likely to occur
Transportation of caprolactam product
''''''''' Similar Cost is not dependent on the operation of the extraction unit
Replacement parts and any other materials needed for the operation of the plant
''''''''' Increase The new extraction line would certainly be costlier than the old one. The cost of maintenance is usually derived as a percentage of the cost of the equipment
Labour costs
Salaries, for workers on the production line (incl. supervisory roles)
''''''''' Similar No change to the number of workers would be envisaged
Costs of meeting worker health and safety requirements (e.g. disposable gloves, masks, etc.)
''''''''' Slight increase Increased expenditure for protective equipment due to the carcinogenic properties of benzene would be envisaged
Maintenance and laboratory costs
Sampling, testing and monitoring cost (incl. lab worker cost)
'''''''' Similar Frequency of laboratory tests is not dependent on the amount of solvent used in the extraction unit
Costs associated with cleaning or maintenance
'''''''' Increase New line would be larger and more expensive than the old unit using TCE
Other costs
Marketing and licence fees '''''''''' Increase Marketing fees would be probably more or less the same, but there would probably be a licence fee for caprolactam extraction by benzene (also see discussion later in the text). Currently, there is no licence fee for TCE
Regulatory compliance costs, including monitoring
'''''''' '''' ''''''''''''''' ''''''''''''''''''
- -
Other general overhead costs (e.g. insurance premiums, administration, etc.)
''''''''' Similar

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 141
Table 4–24: Caprolactam production costs and envisaged changes following conversion to benzene extraction
Cost element Breakdown (%) of current costs
in per kg of caprolactam
Changes to current costs if benzene was
used
Explanation of projected changes for benzene
Commercial overheads '''''''' Similar
Administrative overheads '''''''' Significant increase
An increase of the regulatory compliance costs would be probable because of the larger volume of solvent stored and used, its flammability and its risks to workers’ health
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 142
Loan interest payments: if benzene were to be implemented, Spolana would seek to obtain a loan to cover investment costs, at least the larger proportion of such costs. To estimate the likely costs of finance, we may consider the following parameters:
According to PKN rules, the Weighted Average Cost of Capital should be less than '#C#'%. For the purposes of this calculation and given the poor business prospects post-implementation of benzene, a 6% loan interest rate will be assumed;
A typical repayment period for such a loan is 5 years; and
Spolana could obtain such a loan only if backed by guarantee from its owner, Unipetrol RPA.
Using an online loan repayment calculator43, and assuming a loan value of '#F#'' '''''''''''' only, an interest rate of 6% and a repayment period of 5 years, the total interest that would be paid over 60 months would be ''#F, G#''''' (range: €1-3 million). This is only a theoretical calculation; the poor business prospects post-implementation of benzene would disincentivise financial institutions from supplying credit to Spolana.
Other costs
Spolana’s caprolactam plant was constructed on the basis of the original Czechoslovak technology invented by a team led by Professor Wichterle at Bata University’s laboratories in Zlín during the Second World War. Since the plant’s start-up in 1968, this technology was step-by-step improved by Spolana’s own research work supported by specialists from the University and the Czechoslovak Academy of Science. Most of the patents connected with caprolactam production at Spolana have now expired; as such, there would be no licensing complications from abandoning the TCE technology. A licence fee for the benzene technology would be due, as described in Table 4–24.
Finally, investing in plant modifications for the substitution of TCE by benzene would be accompanied by an opportunity cost. The significant expenditure for the extraction unit described above would jeopardise ''#C, F#''''''''' ''''''''''''''''''''''''''' ''''' ''''''' ''''''''''''''''''''' '''' ''''''''''''''''' '''''''' '''''''''''''''''''' ''''' '' ''''''''''''''''' ''''''''''' '''''''' ''''''' '''''''''' ''''''''''''''''''' ''''''' ''''''''''''''''''' ''''''' ''''''' ''''' '''''''' ''''''''''''''' ''''''' the installation of the 2nd and 3rd lines for pressure granulation of ammonium sulphate for the production of compound fertilisers (Spolana has already received an offer for this project which outlines a cost of ''#F#'''''''''''' (range: €10-20 million)). Diverting funds into converting the caprolactam unit to benzene could result in the cost savings or extra profits that are envisaged to materialise from these investment projects to come into jeopardy.
Summary of economic feasibility
Table 4–25 summarises the above analysis on the economic feasibility of benzene. The table confirms that profit losses from downtime and the cost of R&D and engineering implementation of benzene (essentially, the replacement of the extraction unit) would dominate overall costs and would make Spolana uncompetitive in the relevant markets. The cost of implementing benzene as an extraction solvent would exceed €111 million in 2017 prices. Benzene cannot be considered to be an economically feasible alternative.
43 See for example, http://www.thecalculatorsite.com/finance/calculators/loancalculator.php (accessed on 16 February 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 143
Table 4–25: Summary of costs associated with the implementation of benzene as a substitute for TCE
Cost category Cost element Cost estimate
Investment and downtime costs
Plant conversion costs '#F# table'''''''' '''''''''''' (range: €10-25 million)
Downtime costs ''''''''' '''''''''''' (range: €100-150 million)
TCE disposal Low – not considered
Regulatory compliance costs Cannot be quantified
Changes to operating costs
Increase in manufacturing costs Moderate – not quantified
Loan interest payments '''''''' '''''''''''''' (range: €1-3 million)
Impacts on quantity and quality of products
Market losses Possible impact on quality of ammonium sulphate (not quantified)
Other costs Opportunity costs Profits potentially arising from projects worth ''''''' '''''''''''''' (range: €20-40 million)
jeopardised (NB. not included in aggregate below)
Total cost (excluding Other costs) Over ''''''''' '''''''''''''' (range: €111-178 million)
Availability of Alternative 1(a)
Market availability of benzene
Table 4–26 summarises relevant REACH registration information for benzene. The substance has been fully registered in the 1,000,000 - 10,000,000 t/y tonnage band. Benzene is a common chemical and widely available on the market. As of 18 November 2016, there were 107 active registrants listed on the ECHA registered substances database. Spolana would face no problem in sourcing the required volumes of benzene.
Table 4–26: REACH registration status of benzene (and comparison to TCE)
Property TCE Benzene
Registration Full Full
Tonnage band (t/y) 10,000 – 100,000 1,000,000 - 10,000,000
Source: European Chemicals Agency: https://echa.europa.eu/information-on-chemicals/registered-substances/ (accessed on 18 November 2016)
Whilst Spolana does not manufacture benzene, this substance is produced within the Unipetrol RPA Group, to which Spolana belongs.
Quality requirements
The extraction of caprolactam with TCE requires a solvent of purity min. 99% and the residue at 110 °C of 0.005%. It is expected that benzene of similar quality is available on the market.
Availability of benzene-based technology
Although the alternative solvent is widely available on the market, implementation of the benzene extraction technology in the Neratovice plant would require a considerable time period, as shown in Table 4–19. It should be noted that this time plan can be used as a ‘template’ for actions and time required for conversion to any alternative solvent that may be identified in the future. However, the time plan presented here has been generated for and applies to a commercially proven alternative. For a yet unknown and unproven alternative which may be identified through Spolana’s R&D work, the time that would be required for its identification should also be taken into consideration; this would further prolong the time required for conversion of the Neratovice plant.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 144
Hazard and risk of Alternative 1 (a)
Approach to the review of the hazard and risk profile of benzene
The approach taken to the assessment of the hazard and risks from the use of benzene includes the following:
Collection of information on the hazard classification and potential SVHC properties of the substance;
Comparison of the harmonised hazard classification of benzene to that of TCE; and Comparison of risks based on modelling with the ECETOC TRA software.
Information on the hazards of benzene
The following information has been collated:
Registration status; EU hazard classification; and Any other relevant information on SVHC properties (e.g. existing restrictions, evaluations of
carcinogenicity by other organisations (e.g. IARC), clear evidence for endocrine disrupting activity).
To this end, ECHA’s website44 was consulted and benzene was searched for by CAS Number. The Registration status as well as the classification of benzene was retrieved from this site. In addition, any information on other REACH-related activities (e.g. listing as SVHC, information on restrictions, or Authorisation) was considered and evaluated with regard to the potential consequences of using this substance as an alternative to TCE. Furthermore, eChemPortal45 was consulted to check if there has been any involvement in other regulatory programmes or existing evaluations (e.g. OECD SIDS reports). Relevant findings are documented in Table 4–27.
Notable entries in the table include the harmonised classification of benzene as Carc. Cat 1A and Muta. Cat. 1B and the existing restriction on the marketing and use of the substance in the EU unless in an industrial context and in compliance with existing emission limits. The substance is also a Seveso III Directive substance due to its flammability.
44 https://echa.europa.eu/
45 http://www.echemportal.org/echemportal/index?pageID=0&request_locale=en
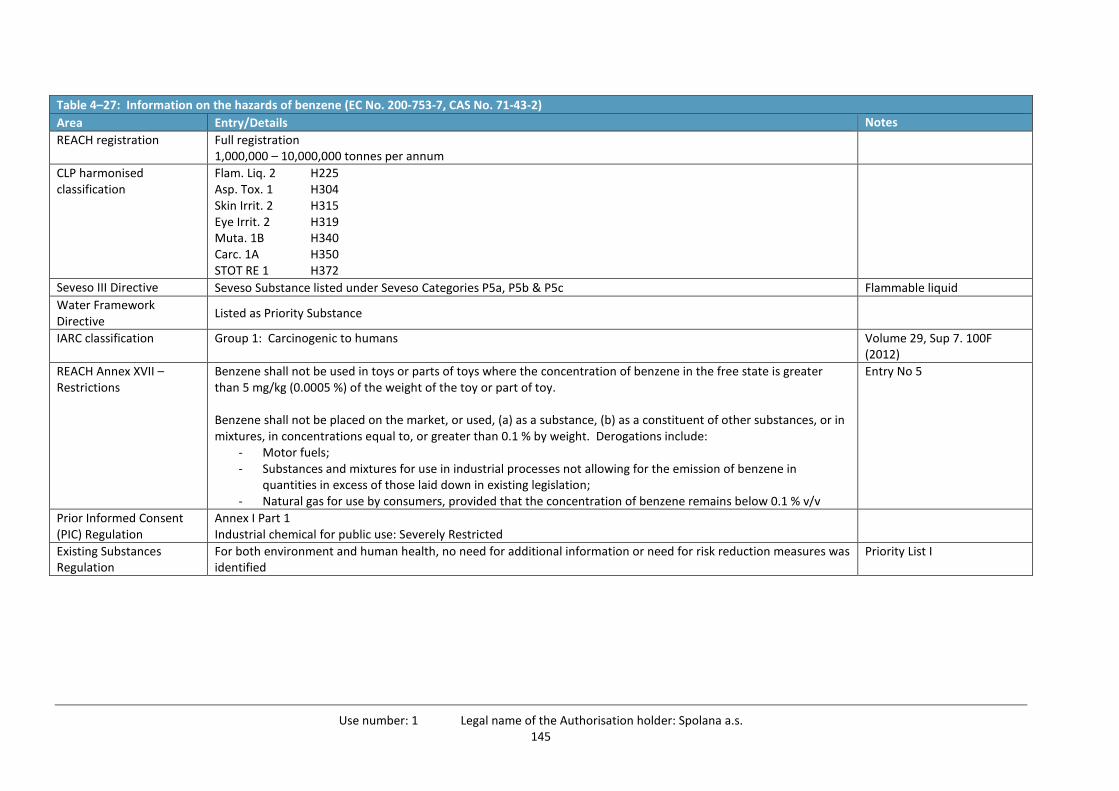
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 145
Table 4–27: Information on the hazards of benzene (EC No. 200-753-7, CAS No. 71-43-2)
Area Entry/Details Notes
REACH registration Full registration 1,000,000 – 10,000,000 tonnes per annum
CLP harmonised classification
Flam. Liq. 2 H225 Asp. Tox. 1 H304 Skin Irrit. 2 H315 Eye Irrit. 2 H319 Muta. 1B H340 Carc. 1A H350 STOT RE 1 H372
Seveso III Directive Seveso Substance listed under Seveso Categories P5a, P5b & P5c Flammable liquid
Water Framework Directive
Listed as Priority Substance
IARC classification Group 1: Carcinogenic to humans Volume 29, Sup 7. 100F (2012)
REACH Annex XVII – Restrictions
Benzene shall not be used in toys or parts of toys where the concentration of benzene in the free state is greater than 5 mg/kg (0.0005 %) of the weight of the toy or part of toy.
Benzene shall not be placed on the market, or used, (a) as a substance, (b) as a constituent of other substances, or in mixtures, in concentrations equal to, or greater than 0.1 % by weight. Derogations include:
- Motor fuels; - Substances and mixtures for use in industrial processes not allowing for the emission of benzene in
quantities in excess of those laid down in existing legislation; - Natural gas for use by consumers, provided that the concentration of benzene remains below 0.1 % v/v
Entry No 5
Prior Informed Consent (PIC) Regulation
Annex I Part 1 Industrial chemical for public use: Severely Restricted
Existing Substances Regulation
For both environment and human health, no need for additional information or need for risk reduction measures was identified
Priority List I
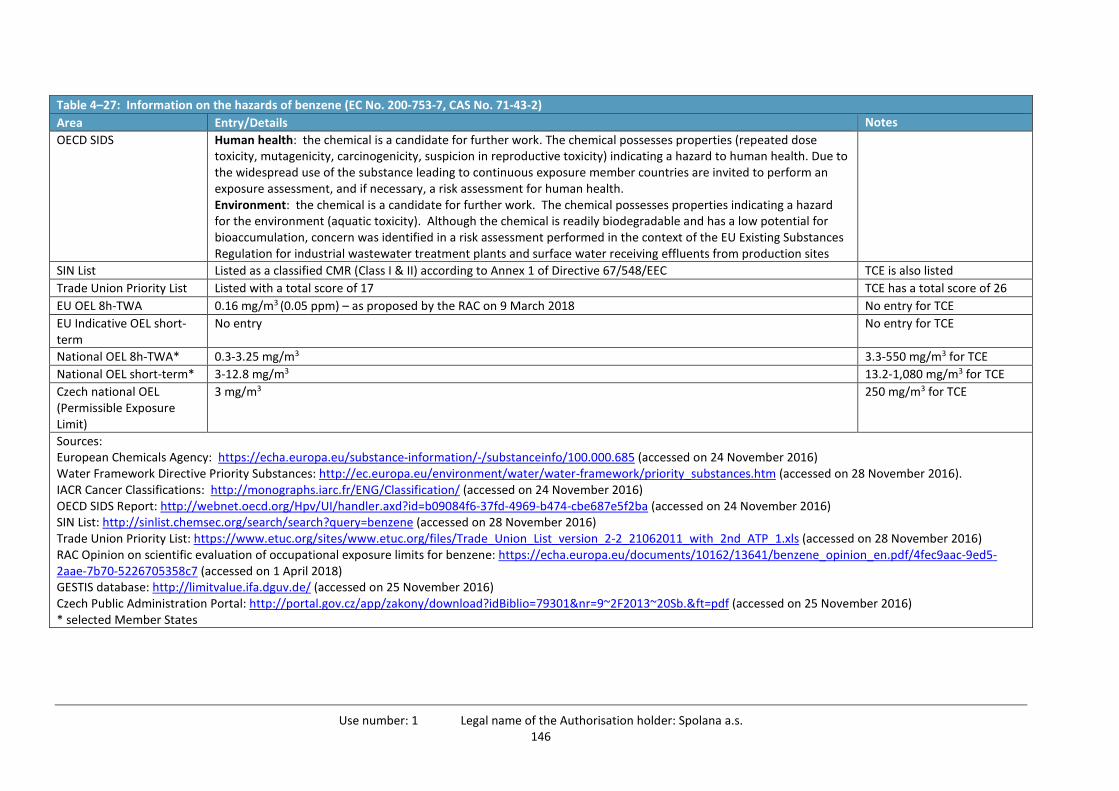
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 146
Table 4–27: Information on the hazards of benzene (EC No. 200-753-7, CAS No. 71-43-2)
Area Entry/Details Notes
OECD SIDS Human health: the chemical is a candidate for further work. The chemical possesses properties (repeated dose toxicity, mutagenicity, carcinogenicity, suspicion in reproductive toxicity) indicating a hazard to human health. Due to the widespread use of the substance leading to continuous exposure member countries are invited to perform an exposure assessment, and if necessary, a risk assessment for human health. Environment: the chemical is a candidate for further work. The chemical possesses properties indicating a hazard for the environment (aquatic toxicity). Although the chemical is readily biodegradable and has a low potential for bioaccumulation, concern was identified in a risk assessment performed in the context of the EU Existing Substances Regulation for industrial wastewater treatment plants and surface water receiving effluents from production sites
SIN List Listed as a classified CMR (Class I & II) according to Annex 1 of Directive 67/548/EEC TCE is also listed
Trade Union Priority List Listed with a total score of 17 TCE has a total score of 26
EU OEL 8h-TWA 0.16 mg/m3 (0.05 ppm) – as proposed by the RAC on 9 March 2018 No entry for TCE
EU Indicative OEL short-term
No entry No entry for TCE
National OEL 8h-TWA* 0.3-3.25 mg/m3 3.3-550 mg/m3 for TCE
National OEL short-term* 3-12.8 mg/m3 13.2-1,080 mg/m3 for TCE
Czech national OEL (Permissible Exposure Limit)
3 mg/m3 250 mg/m3 for TCE
Sources: European Chemicals Agency: https://echa.europa.eu/substance-information/-/substanceinfo/100.000.685 (accessed on 24 November 2016) Water Framework Directive Priority Substances: http://ec.europa.eu/environment/water/water-framework/priority_substances.htm (accessed on 28 November 2016). IACR Cancer Classifications: http://monographs.iarc.fr/ENG/Classification/ (accessed on 24 November 2016) OECD SIDS Report: http://webnet.oecd.org/Hpv/UI/handler.axd?id=b09084f6-37fd-4969-b474-cbe687e5f2ba (accessed on 24 November 2016) SIN List: http://sinlist.chemsec.org/search/search?query=benzene (accessed on 28 November 2016) Trade Union Priority List: https://www.etuc.org/sites/www.etuc.org/files/Trade_Union_List_version_2-2_21062011_with_2nd_ATP_1.xls (accessed on 28 November 2016) RAC Opinion on scientific evaluation of occupational exposure limits for benzene: https://echa.europa.eu/documents/10162/13641/benzene_opinion_en.pdf/4fec9aac-9ed5-2aae-7b70-5226705358c7 (accessed on 1 April 2018) GESTIS database: http://limitvalue.ifa.dguv.de/ (accessed on 25 November 2016) Czech Public Administration Portal: http://portal.gov.cz/app/zakony/download?idBiblio=79301&nr=9~2F2013~20Sb.&ft=pdf (accessed on 25 November 2016) * selected Member States

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 147
Comparison of hazard classification of TCE and benzene
The harmonised classification of benzene is compared to that of TCE in Table 4–28. Red coloured cells indicate an area where benzene’s hazards are more severe than TCE, while green colour indicates areas where benzene’s hazards are less severe than TCE.
Table 4–28: Comparison of harmonised classification of TCE and benzene
Field TCE Benzene
Har
mo
nis
ed c
lass
ific
atio
n
Hazard Class and Category Code(s)
Hazard Statement Code(s)
Hazard Class and Category Code(s)
Hazard Statement Code(s)
- - Flam. Liq. 2 H225
Skin Irrit. 2 H315 Skin Irrit. 2 H315
Eye Irrit. 2 H319 Eye Irrit. 2 H319
- - Asp. Tox. 1 H304
STOT SE 3 H336 STOT RE 1 H372
Carc. 1B H350 Carc. 1A H350
Muta. 2 H341 Muta. 1B H340
Aquatic Chronic 3 H412 - -
Seve
so II
I
Dir
ecti
ve
Relevant Seveso Categories Relevant Seveso Categories
- P5a P5b P5c
Source: European Chemicals Agency (C&L Inventory): https://echa.europa.eu/information-on-chemicals/cl-inventory-database (accessed on 18 November 2016)
The comparison highlights key differences between the two substances:
Benzene is a known carcinogen to humans and has a more severe carcinogenicity (1A vs. 1B) and mutagenicity (1B vs. 2) classification than TCE;
Benzene can be fatal if swallowed and it enters the airways (H304), therefore exposure to it must be avoided;
Benzene, in contrast to TCE, is a flammable liquid. The explosion limits for benzene are lower than for TCE (1.2% vs. 7.9% as a lower explosion limit and 7.8% vs. 10.5% as an upper explosion limit). Benzene’s flash point at -11 °C is much lower than TCE’s which stands at 90 °C. As noted above, Benzene is a Seveso III Directive substance; and
Benzene has no classification for environmental hazards whereas TCE is classified for hazards to the aquatic environment. On the other hand, benzene is among the Priority Substances named under the Water Framework Directive.
Neither substance has PBT/vPvB properties or displays endocrine disruption potential.
In conclusion, benzene would be more hazardous to workers’ health and its use would require Spolana to introduce fire protection measures to mitigate the increased risk of fire/explosion compared to current operations with TCE.
Comparison of risks based on modelling using the ECETOC TRA software
The ECETOC TRA model has been used to provide a high-level comparison of risks between TCE and benzene in the use of concern. The inputs made to the software are shown in Table 4–29.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 148
Table 4–29: ECETOC TRA input data for the comparison of risks between TCE and benzene
Parameter Value for TCE Value for benzene Physicochemical properties
Molecular weight (g.mol-1) 131.39 78.11
Vapour pressure (Pa; temperature range 15-25°C) 8600 9970
Water solubility (mg.l-1; temperature range 15-25°C) 1100 1880
Kow 339 134.90
Biodegradability test result Not biodegradable Readily biodegradable
Chemical class for Koc-QSAR Predominantly hydrophobics Predominantly hydrophobics
Workers’ health
Scenario name 1: Caprolactam purification
2: Caprolactam purification
3: Caprolactam purification
1: Caprolactam purification
2: Caprolactam purification
3: Caprolactam purification
Process Category (PROC) PROC 2 PROC 8b PROC 15 PROC 2 PROC 8b PROC 15
Type of setting Industrial Industrial Industrial Industrial Industrial Industrial
Is substance a solid? No No No No No No
VP of volatiles (Pa) at process temperature 8600 8600 8600 9970 9970 9970
Duration of activity [hours/day] >4 hours (default) >4 hours (default) >4 hours (default) >4 hours (default) >4 hours (default) >4 hours (default)
Use of ventilation? Outdoors Outdoors Indoors with LEV Outdoors Outdoors Indoors with LEV
Use of respiratory protection and, if so, minimum efficiency?
90% 90% No 90% 90% No
Substance in preparation? >25% >25% >25% >25% >25% >25%
Dermal PPE / Gloves Gloves APF 20 Gloves APF 20 Gloves APF 20 Gloves APF 20 Gloves APF 20 Gloves APF 20
Reference value long-term inhalation - workers (mg.m-3) (8-hour average)
3 4.75E-03
Environment
Life cycle stage Processing Processing
Annual EU tonnage (tonnes/year) 100 120
Fraction of EU tonnage to region (-) 1 1
Daily amount used at site [kg/d] for spERC assessment
3.33E+02 4.00E+02
ERC ERC4 ERC4
STP Yes Yes
Industry sector for spERC ESVOC ESVOC
spERC ESVOC SpERC 1.1.v1 ESVOC SpERC 1.1.v1
Reference value microorganisms STP (mg.l-1) (PNEC) 2.6 39
Reference value freshwater aquatic (mg.l-1) (PNEC) 0.115 1.9

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 149
The following sources of information have been used:
Physicochemical properties: data have been obtained from the registration dossiers of the two substances (see Table 4–16);
Reference value long-term inhalation – workers: the value for TCE has been taken from the comparative risk assessment of TCE and potential alternatives submitted by Grupa Azoty S.A. in its Application for Authorisation of the same use of TCE46. For benzene, as a reference value an exposure-risk relationship derived by the German AGS (Auschuss für Gefahrstoffe) and published by BAuA is used. 4.75 µg/m3 corresponds to a 10-5 risk level47;
Reference value microorganisms STP and freshwater aquatic: data have been obtained from the registration dossiers of the two substances48; and
Tonnages: for TCE, the tonnage used is the average consumption tonnage over the last 4 years, as shown in Table 3–2. As explained in Table 4–24, whilst the new extraction line would require a solvent volume 2.2 times higher than TCE in circulation, the new line would be more modern and could reduce fugitive solvent losses. On the other hand, a higher solubility would mean higher losses of benzene to wastewater. As such it is assumed that the year-on-year consumption of benzene would be marginally higher than TCE at 120 t/y.
The risk characterisation results for TCE and benzene are summarised in Table 4–30. Neither substance shows unacceptable risks to the local environment (freshwater, sediment, terrestrial and STP) although benzene’s RCR values are notably lower than TCE’s.
On the other hand, benzene shows characteristically high RCR values for workers’ health which far exceed both unity and those for TCE. ECETOC TRA confirms that the use of benzene would likely not reduce overall risks to workers if used as a substitute for TCE.
Other considerations
The use of benzene would be expected to increase the energy consumption of the process. Increased energy production would mean increased generation of greenhouse gases. The environmental impact of this cannot be monetised as it is uncertain by how much energy consumption would increase.
46 See Section 10.3.6 of Grupa Azoty S.A.’s Analysis of Alternatives, available at https://echa.europa.eu/documents/10162/50fede13-c7f0-4681-8da2-7b1ba24512c3 (accessed on 3 May 2017 – information is used with the kind permission of Grupa Azoty S.A.)
47 According to the AGS, a level of 1.9 mg/m3 corresponds to a risk of 4 × 10-3, therefore, a level of 4.75 µg/m3
corresponds to a risk of 1 × 10-5. See https://www.baua.de/DE/Angebote/Rechtstexte-und-Technische-Regeln/Regelwerk/TRGS/pdf/910/910-benzol.pdf?__blob=publicationFile&v=2 (accessed on 3 May 2017).
48 European Chemicals Agency: https://echa.europa.eu/registration-dossier/-/registered-dossier/14485/1and https://echa.europa.eu/registration-dossier/-/registered-dossier/13424/1 (accessed on 24 November 2016).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 150
Table 4–30: ECETOC TRA risk characterisation results for TCE and benzene
Parameter Value for TCE Value for benzene
Environment
RCR in STP 0.077 0.004
RCR for local freshwater 0.175 0.009
RCR for local freshwater sediment 0.175 0.009
RCR in local terrestrial environment
0.752 0.008
Workers’ health
Scenario 1 2 3 1 2 3
Risk Characterisation Ratio – Long-term Inhalation
0.639 3.194 1.825 240 1,199 685
Risk Characterisation Ratio – Long-term Dermal
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
Risk Characterisation Ratio – Long-term Total Exposure
0.639 3.194 1.825 240 1,199 685
Conclusion on the hazards and risks from benzene
Based on a comparison of hazards and the modelling of risks, it can be concluded that benzene is not a suitable alternative for reducing overall risks to workers arising from exposures associated with the extraction of caprolactam.
Conclusions on Alternative 1(a)
Benzene is commercially used in the extraction of caprolactam from aqueous solutions generated during its manufacture. As such, it is, in principle, technically implementable; however, this applies only to plants that have been tailored to this specific extraction solvent. For Spolana’s plant in Neratovice, benzene is not compatible with the existing equipment and process, primarily (but not exclusively) due to its worse extraction efficiency, low density, flammability and higher water solubility. Implementation of benzene would essentially require the replacement of the extraction unit (extraction columns and associated pipework) over a considerable period of time, currently estimated at ca. 12 years as a minimum.
Converting the Neratovice plant to benzene would be a very costly undertaking, primarily due to the high investment costs but also as a result of the profit losses that would arise from a very lengthy period of downtime of the production lines for caprolactam, sulphuric acid/oleum and ammonium sulphate. Withdrawing from the market for such a long time and having to meet the very high plant conversion costs would place Spolana in a very disadvantageous market position. In any case, finding a financial institution willing to support such a counter-intuitive business plan would be impossible.
Finally, and perhaps most crucially, benzene would likely not reduce risks to workers’ health. Whilst it is not present in the Annex XIV Authorisation list or even on the Candidate List, it is classified as a carcinogen category 1A and a mutagen category 1B. A comparison of risks undertaken with accepted modelling software confirms that substituting TCE for benzene would go against the aim of the REACH Regulation to progressively eliminate substances of very high concern.
Overall, for technical, economic and risk reduction reasons, benzene is neither a feasible nor a suitable alternative for TCE in the applied for use.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 151
4.3.2 Alternative 1(b): Use of toluene as an extraction solvent
Substance ID, properties, and availability
The identity of toluene is presented in Table 4–31.
Table 4–31: Identity of toluene
Parameter Value Source
EC number 203-625-9 1
EC name Toluene 1
CAS number 108-88-3 1
IUPAC name Toluene 1
Other names Methylbenzene; Toluol; Benzene, methyl-; Methacide; Methylbenzol;
Phenylmethane 2
Molecular formula C7H8 1
SMILES notation Cc1ccccc1 3
Molecular weight 92.141 g/mol 2
Molecular structure 3
Sources (searches undertaken on 18 November 2016): 1. European Chemicals Agency: http://echa.europa.eu/2. Pubchem: http://pubchem.ncbi.nlm.nih.gov/3. Chemspider: http://www.chemspider.com/
The physicochemical properties of toluene are presented in comparison to TCE in Table 4–32.
Table 4–32: Physicochemical properties of toluene (and comparison with TCE)
Property TCE Toluene
Physical state at 20°C and 101.3 kPa
Liquid Liquid
Melting/freezing point -84.8 °C at ca. 101.3 kPa -94.95 °C at 101.3 kPa
Boiling point 86.7 °C at 760 mm Hg 110.63 °C at 101.3 kPa
Density 1.46 g/cm3 at 20 °C 0.87 g/cm³ at 20 °C
Vapour pressure 9.9 kPa at 25 °C 3.09 kPa at 25 °C*
Partition coefficient Log Pow 2.53 at 20 °C and pH ca. 7 Log Pow 2.73 at 20 °C and pH 7
Water solubility 1.1 g/L at 20 °C 0.515 g/L at 20 °C
Surface tension 0.0293 N/m at 20 °C* 27.73 mN/m at 25 °C*
Flash point 90 °C* 4 °C
Auto-flammability 420 °C at ca. 101.3 kPa 480 °C at 101.3 kPa
Flammability Lower explosion limit (%): 7.9
Upper explosion limit (%): 10.5* Lower explosion limit (%): 1.1 Upper explosion limit (%): 7.1
Explosiveness - -
Oxidising properties - -
Viscosity 0.58 mPa.s dynamic at 20 °C 0.56 mPa.s dynamic at 20 °C
Source: European Chemicals Agency: https://echa.europa.eu/information-on-chemicals/registered-substances(accessed on 18 November 2016) * information from https://pubchem.ncbi.nlm.nih.gov/ (accessed on 18 November 2016)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 152
Finally, the harmonised hazard classification of toluene is shown in Table 4–33.
Table 4–33: Harmonised classification of toluene
Hazard Class and Category Code(s) Hazard Statement Code(s)
Flam. Liq. 2 H225
Skin Irrit. 2 H315
Asp. Tox. 1 H304
STOT SE 3 STOT RE 2
H336 H373
Repr. 2 H361d
Source: European Chemicals Agency (C&L Inventory): https://echa.europa.eu/information-on-chemicals/cl-inventory-database (accessed on 18 November 2016)
Technical feasibility of Alternative 1(b)
Comparison to the technical feasibility criteria
A comparison of toluene and TCE across the pre-selected technical feasibility criteria is provided in Table 4–34. A summary of this comparison can be provided as follows:
Areas of satisfactory or acceptable performance by toluene: these include:
Solvent viscosity: toluene meets the viscosity criterion;
Solvent solubility in water: toluene’s water solubility is lower than TCE; however, its poor caprolactam extraction efficiency would mean that higher toluene volumes than TCE would be required;
Areas of unsatisfactory performance by toluene: these include:
Extraction efficiency: the solubility of caprolactam in toluene is 3.5 times lower than TCE and this impacts upon toluene’s extraction efficiency, meaning that a larger volume of extraction solvent would be required as well as modifications for the system to be able to handle increased mass flows. The partition coefficient of caprolactam at equilibrium between the organic and aqueous phases for toluene is lower than benzene, as shown in Figure 4–7, thus caprolactam extraction with toluene would require larger extraction columns and larger solvent inventories for toluene in comparison to benzene;
Figure 4–7: Comparison of caprolactam partition coefficients in toluene vs. benzene Source: (Cato, 2016) based on (van Delden, Kuipers and de Haan, 2004)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 153
Caprolactam loading: based on literature sources, toluene has a caprolactam loading lower than TCE;
Solvent density: toluene, like benzene, is lighter than water, while TCE is heavier. This would cause fundamental problems to the extraction process in the current configuration;
Solvent boiling point and recyclability: toluene would be more difficult, energy-intensive, and ultimately costly to recycle due to its much higher boiling point compared to TCE;
Process energy consumption: a lower extraction efficiency and a higher boiling point and heat of vaporisation would lead to an increase in process energy consumption as the regeneration of the solvent would become more arduous;
Flammability: the existing plant is not explosion-proof, thus toluene, a flammable liquid, could not be used without extensive equipment modifications;
Compatibility with existing process requirements and by-products: for the above reasons (particularly problems with poor extraction efficiency, density and flammability), but also issues of by-product (ammonium sulphate), the existing process and equipment could not be used or would need to be further complemented in order to meet the requirements of Spolana and its customers;
Areas of uncertainty: there is one area where Spolana’s first-hand knowledge of toluene’s performance is limited and as such a conclusive appraisal cannot be undertaken. This includes:
Feedstock requirements: Spolana is uncertain as to whether toluene meets these criteria, although it is likely that it does.
In conclusion, toluene is technically infeasible for use in the existing plant of Spolana in Neratovice and could not be considered a feasible alternative at the end of the initial review period for the use of TCE.
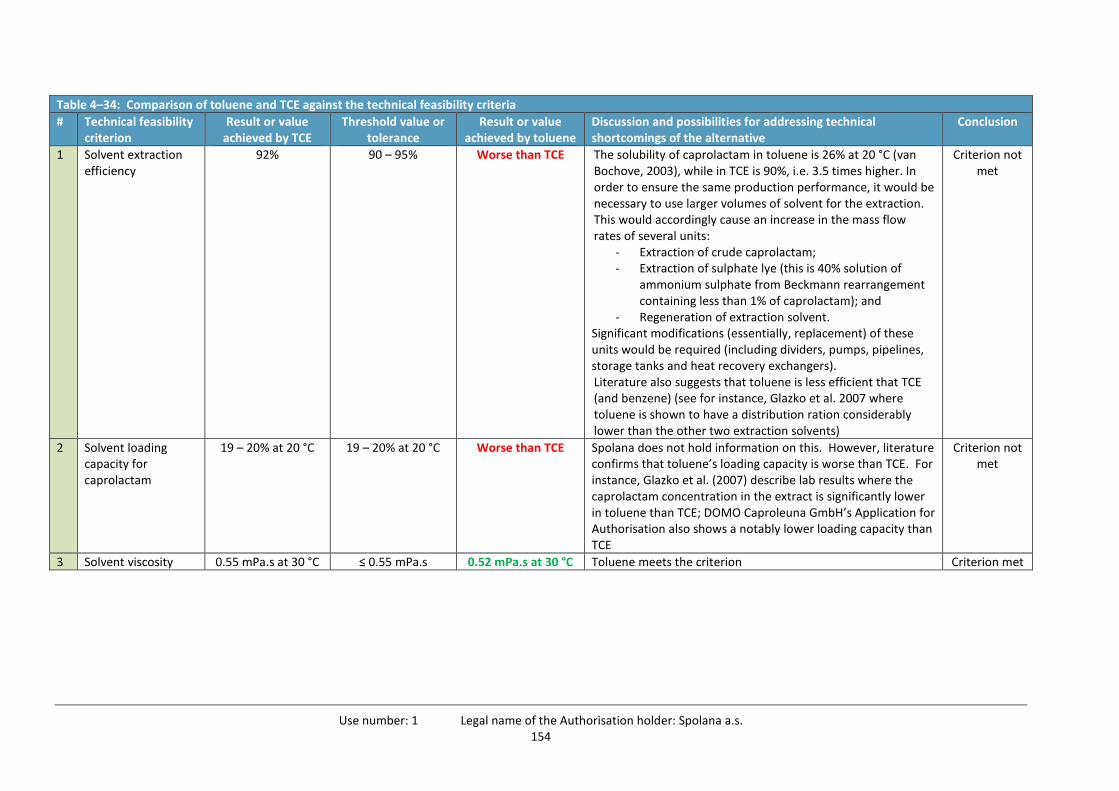
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 154
Table 4–34: Comparison of toluene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by toluene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
1 Solvent extraction efficiency
92% 90 – 95% Worse than TCE The solubility of caprolactam in toluene is 26% at 20 °C (van Bochove, 2003), while in TCE is 90%, i.e. 3.5 times higher. In order to ensure the same production performance, it would be necessary to use larger volumes of solvent for the extraction. This would accordingly cause an increase in the mass flow rates of several units:
- Extraction of crude caprolactam; - Extraction of sulphate lye (this is 40% solution of
ammonium sulphate from Beckmann rearrangement containing less than 1% of caprolactam); and
- Regeneration of extraction solvent. Significant modifications (essentially, replacement) of these units would be required (including dividers, pumps, pipelines, storage tanks and heat recovery exchangers). Literature also suggests that toluene is less efficient that TCE (and benzene) (see for instance, Glazko et al. 2007 where toluene is shown to have a distribution ration considerably lower than the other two extraction solvents)
Criterion not met
2 Solvent loading capacity for caprolactam
19 – 20% at 20 °C 19 – 20% at 20 °C Worse than TCE Spolana does not hold information on this. However, literature confirms that toluene’s loading capacity is worse than TCE. For instance, Glazko et al. (2007) describe lab results where the caprolactam concentration in the extract is significantly lower in toluene than TCE; DOMO Caproleuna GmbH’s Application for Authorisation also shows a notably lower loading capacity than TCE
Criterion not met
3 Solvent viscosity 0.55 mPa.s at 30 °C ≤ 0.55 mPa.s 0.52 mPa.s at 30 °C Toluene meets the criterion Criterion met

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 155
Table 4–34: Comparison of toluene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by toluene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
4 Solvent density Density difference: 0.42 kg/l
(TCE density: 1.46 kg/l
Caprolactam density: 1.04 kg/l)
Density difference: >0.2 kg/l
Solvent density: >1.24 kg/l and
ideally similar of higher than TCE
0.87 kg/l (source: ECHA
registered substances database)
Similar to benzene, pure toluene, on the other hand, has a lower density than crude caprolactam. To achieve the same extraction (for the case of toluene), it would be necessary to make the following modifications: - Modify the columns so that the extracted phase is
adequately dispersed (modification of column reciprocating plates);
- Increase the diameter of the extraction column due to the expected increase of flow through the columns; and
- Increase the number of theoretical plates because of the expected decrease of the efficiency of the extraction columns. In practical terms, this would mean an increase to the height of the columns
Criterion not met
5 Solvent solubility in water
TCE solubility: 1.1 g/L at 20 °C
≤1.1 g/L at 20 °C 0.515 g/L at 20 ˚C(source: ECHA
registered substances database)
Toluene meets the criterion of water solubility better than TCE. On the other hand, the solubility of caprolactam in toluene is 3.5 times lower than TCE. So, it will be necessary to use larger volumes of toluene to achieve the same extraction performance
Criterion met
6 Solvent boiling point and recyclability
TCE B.P.: 86.7 °C 50 – 100 °C 110.63 °C(source ECHA
registered substances database)
Significantly higher boiling point and higher heat of vaporisation compared with TCE leads to an increase of energy consumption for regeneration of the extraction solvent, which would be further higher compared to the current situation due to the large volumes of solvent required to achieve the same extraction performance
Criterion not met
7 Flammability Non-flammable Flash point: 90 °C
Auto-ignition temperature:
420 °C Lower explosion
limit (%): 7.9 Upper explosion
limit (%): 10.5
Absence of flammability hazard
classification
Flam. Liq. 2 (H225) (source: ECHA C&L
Inventory)
Use of a solvent classified as Flam. Liq. 2 would necessitate the adaptation of entire extraction unit and storage of solvents to control the potential explosion risk. Such measures are currently not necessary (with TCE)
Criterion not met

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 156
Table 4–34: Comparison of toluene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by toluene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
8 Compatibility with existing process requirements
N/A No specific threshold
Not compatible with existing
process
Comparison of the boiling points and azeotrope composition of the TCE-H2O and Toluene-H2O systems shows that there is a significant increase in energy consumption also in zero degree of caprolactam concentration, which follows the extraction. To ensure complete removal of toluene before entry to the vacuum concentration section, the proportion of vapour phase would increase. As a consequence, Column C10 and its reboiler would be poorly dimensioned. For the same reasons, it would be necessary to install new equipment into the stripping section of aqueous raffinates (installation of columns with a new reboiler and condenser)
Criterion not met
9 Feedstock requirements
Method: conventional
Raschig Feedstock:
cyclohexanone oxime in oleum
As for TCE Uncertain It could be assumed that toluene is indeed being used with a feedstock and chemical process similar to that in Neratovice. However, Spolana cannot be certain which competitors use toluene and how their processes differ to that of Spolana
Uncertain
10 By-product(s) of caprolactam manufacture
Ammonium sulphate
As for TCE Ammonium sulphate can be
generated but its quality/purity could
be worse
Based on publicly available information (for instance, Grupa Azoty S.A.’s Application for Authorisation), the manufacture of ammonium sulphate is possible with toluene technology. However, Grupa Azoty S.A. also confirms that the use of toluene may have an adverse effect on the quality (impurities) of the ammonium sulphate by-product and the implications on its use in agricultural fertilisers. Spolana would need to undertake important research on the purification of this by-product before using it in the production of granulated fertilisers
Criterion could be met
with additional R&D work

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 157
Table 4–34: Comparison of toluene and TCE against the technical feasibility criteria
# Technical feasibility criterion
Result or value achieved by TCE
Threshold value or tolerance
Result or value achieved by toluene
Discussion and possibilities for addressing technical shortcomings of the alternative
Conclusion
11 Process energy consumption
Steam: '#B, C, G#''' GJ/t CLP
Electricity: '#B, C, G#'''' MWh/t caprolactam for the entire caprolactam
division
No specific threshold; the
lower, the better
Worse than TCE The boiling point and heat of vaporisation of toluene are higher in comparison to TCE; as such, the specific consumption of heat for the regeneration of toluene would be higher than in the case of TCE. In addition, the boiling point of the solvent-water azeotrope mixture is higher in the case of the toluene-H2O system (73.1:85.0), which is even more important in terms of energy consumption during solvent removal (please see further detail in Box 4-2 below this table). The above, coupled with a lower extraction efficiency for caprolactam, mean that the total consumption of energy for the regeneration of toluene would be higher compared with TCE or benzene
Criterion not met

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 158
Box 4-2: Effect of the boiling point of toluene and of its azeotrope with water on energy consumption
The following table presents the compositions of the azeotropes of the two solvents, TCE and toluene and the boiling points of all three substances and the two azeotropes.
Substance Boiling point (° C)
Azeotrope boiling point (° C)
Azeotrope (w/w)
Upper (w/w)
Bottom (w/w)
TCE 87.1 73.1 0.9370 0.0020 0.9998
H2O 100.0 0.0630 0.9980 0.0002
Total 1.0000 1.0000 1.0000
Substance Boiling point (° C)
Azeotrope boiling point (° C)
Azeotrope (w/w)
Upper (w/w)
Bottom (w/w)
Toluene 110.6 85.0 0.7980 0.9995 0.0006
H2O 100.0 0.2020 0.0005 0.9994
Total 1.0000 1.0000 1.0000
The table shows that the boiling point of TCE is much lower than the boiling point of toluene (87.1 : 110.6) and also boiling point of azeotrope mixture is higher in the case of the toluene-H2O system, which is even more important (73.1 : 85.0).
It is important to remove the rest of solvent as much as possible before the extract from the second stage of extraction is treated by vacuum evaporation (what is termed “Aqueous CL” in Figure 3-1). Both solvents form azeotropes with water, so removal of solvents by rectification is carried out in the form of the mixtures described in the table above. The consumption of energy for heating the extract at a higher temperature in case of toluene would certainly be higher than for TCE. Notably, the main components of the extract are caprolactam and water. The solvent itself is only a minor component, thus the specific heat of extract will be practically the same in both cases. Therefore, it can be argued that the increase in the specific consumption of energy in the case of toluene due to higher boiling point of its azeotrope with water would be higher by approximately the ratio of the boiling points of the two azeotropes, i.e. 85 ÷ 73.1 = ca. 16%.
From the comparison of azeotrope compositions, it can be readily concluded that the vapour phase contains less solvent in the case of toluene, than in the case of TCE (0.937 vs. 0.798). This further means that for the removal of the same amount of solvent from the extract it would be necessary to distil off more of the extract. The result is higher heat consumption and higher volume of the vapour phase.
Finally, it would be necessary to use 3.5 times more solvent for caprolactam extraction in the case of toluene than in the case of TCE. It is probable that the amount of water needed for re-extraction of caprolactam from toluene would be also higher than in case of TCE. This would result in a further increase in energy consumption
Actions required for making the alternative technically feasible
Key plant modifications: the above analysis has confirmed that toluene could only be implemented through extensive modification of the existing plant or, more advantageously, the erection of a replacement plant that would be tailor-made for benzene. As explained in Table 4–34, the modifications that would be necessary as a minimum would include:
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 159
Ensuring compliance with the ATEX49 regulations for flammable liquids: this would mean the review, modification or replacement of electrical and mechanical parts of the plant to ensure that explosive atmospheres are not created during the storage and use of the flammable liquid (toluene). The existing plant cannot accommodate the needs of a flammable solvent;
Replacement of extraction columns: replacement of a solvent heavier than water by one that is lighter than water, would mean that extraction as it currently stands could not be undertaken. The use of a larger volume of a less efficient extraction solvent would also impact upon the operation of the columns;
Significant modification and/or replacement of units affected by increases in mass flows: the caprolactam, sulphate lye, and solvent regeneration units, including parts such as dividers, pumps, pipelines, storage tanks and heat recovery exchangers, should be modified/replaced in order to accommodate the significantly higher mass flows that would be required as a result of toluene’s lower extraction efficiency; and
Modification of Column 10 and its reboiler, stripping section: the concentration unit which follows the second extraction stage (see Figure 3–1) consists of a cascade of evaporators with different arrangements. Some apparatus works at atmospheric pressure, some under vacuum. In the past, the first section of the unit worked at atmospheric pressure without a dedicated system for TCE removal and was followed by vacuum evaporators operating at a pressure of 30 – 50 kPa. The amount of TCE at the outlet of the vacuum pumps was quite high. In 2006, a project titled “Reduction of TCE emissions from vacuum pumps outlet” was completed. The main part of this project involved the installation of a new distillation column with efficient oriented packing. The reduction of TCE emissions and reduction of volume flow from the outlet of the vacuum pumps were the key outcomes of this project (see Table 4–2). The identification number of this new column is C10 (in PID – process and instrumentation diagrams of Spolana’s technology). Column C10 and its boiler as well as the stripping section would be unable to meet the requirements of a solvent such as toluene which has a higher boiling point and a worse extraction efficiency for caprolactam and would need to be replaced.
Theoretical time plan for implementation: the theoretical time plan for the implementation of toluene would not substantially differ to that of benzene. As such, the reader is referred to Table 4–19 for benzene. The overall duration of the 20 steps described in the table is ca. 12 years. As noted earlier, delays to this time plan, particularly in relation to the approvals process, would be possible, therefore the duration estimate of 12 years should be considered a best-case scenario.
Economic feasibility and economic impacts of Alternative 1(b)
Overview
For the technical reasons described above, toluene is not considered technically feasible. As such, an analysis of its economic feasibility would not strictly be necessary. To avoid unnecessary repetition, the reader is referred to the analysis provided in Section 4.3.1 on benzene, complemented by the findings of Appendix 4 on investment costs, particularly Section 12.2.2. Hereunder, only the differences between toluene-related and benzene-related costs are highlighted:
49 ATEX is the name commonly given to the legal requirements for controlling explosive atmospheres and the suitability of equipment and protective systems used in them.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 160
Investment and downtime costs
New equipment and installation costs: Spolana expects that the new line would be quite similar to the existing one that uses TCE; however, it would need to be 3.5 times larger because of the lower solubility of caprolactam in toluene, as previously explained. There would also be a different arrangement of the extraction columns because of the differences in solvent densities.
Appendix 4 presents the methodology used for the calculation of the investment cost. By way of summary:
The cost of the original equipment cost can be expressed in 2017 prices taking into account inflation. This is estimated at '#F# '''''''' '''''''''''''' (range: €1-5 million); and
When the larger size of equipment needed is taken into account, the equipment cost increases to ''#F#'''''''' ''''''''''''' (range: €5-10 million) in 2017 prices.
The calculations of the overall cost have been based on the same approach as benzene and are shown in Table 12–5 and suggest a total investment cost of '''#F#''''''' '''''''''''' (range: €25-50 million). Again, this should be considered to be an underestimate because it does not include certain costs that would be necessary for adapting the production line to the use of flammable liquids, construction of new storage for flammable liquids, modifications of buildings, etc.
Cost of plant conversion project: the overall expenditure for converting the Neratovice plant to toluene will be equal to the cost of undertaking the different steps shown in Table 4–19. Following the same approach as benzene, Table 4–35 can be generated with these costs estimates, overleaf.
Following the approach described for benzene in Section 4.3.1, the estimates shown in Table 4–36can be generated. The overall cost of the plant conversion project for the implementation of benzene would be ''#F#'''''''''''' '''''''''''''' (range: €15-30 million) in 2017 prices.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 161
Table 4–35: Investment cost for each step of the plant conversion project for the implementation of toluene Step Description Key actor Likely cost Source of estimate Estimate
uncertainty CZK* €
1 Project preparation and concept design Spolana '#F# table'''''' ''''''''''' Spolana’s experience ± 5%
2 Decision making I – approval of R&D and laboratory work Spolana & Unipetrol ''''''''''''' ''''''' Spolana’s experience ± 5%
3 R&D and laboratory work Contractors & Spolana '''''''''''''''''''' '''''''''''''''' Current and planned R&D costs ± 15%
4 Pilot plant design and R&D work Contractors ''''''''''''''''''''' ''''''''''''''''''' Equivalent to '''''% (range: 10-25%) of equipment and installation cost (Appendix 4) plus '''''''''' ''''''''''''' for R&D works on the
pilot plant
± 20%
5 Basic Engineering Design and HAZOP study Contractors ''''''''''''''''''' ''''''''''''''''' Equivalent to '''% (range: 1-10%) of equipment and installation cost
(Appendix 4)
± 20%
6 Preparation of EIA and its approval Spolana & Contractor ''''''''''''''' '''''''''''''' Spolana’s experience ± 10%
7 Application for the change of IPPC permit Spolana & Contractor '''''''''''''' '''''''''''' Spolana’s experience ± 10%
8 Selection of engineering contractor(s) I Spolana & Unipetrol '''''''''''''' ''''''' Spolana’s experience ± 15%
9 Project for building permit Contractors '''''''''''''''''''' '''''''''''''''' Legal expenses are equivalent to 4% of equipment cost (see Table 12–5). This cost here is legal costs minus items 6
and 7
0 to +30%
10 Decision-making II –Approval of investment in PKN Investment committee
PKN, Unipetrol & Spolana '''''''''''''''' '''''''''' Spolana’s experience ± 15 %
11 Selection of engineering contractors II Spolana & Unipetrol ''''''''''''' ''''''' Spolana’s experience ± 15
12 Securing investment funds Spolana & Unipetrol '''''''''''''' ''''''' Spolana’s experience ± 15
13 Detailed engineering work (including ATEX plant adaptation)
Contractor ''''''''''''''''''''''' '''''''''''''''''''' Equivalent to '''''% (range: 25-50%) of equipment and installation cost
(Appendix 4)
0 to +50%
14 Purchase and delivery of new equipment Contractor '''''''''''''''''''''' ''''''''''''''''''' Equipment cost in Appendix 4 0 to +50%
15 Construction Contractor '''''''''''''''''''''''''' ''''''''''''''''''''''' Calculated form total equipment and installation cost (Appendix 4) minus
costs for Steps 5, 6, 7, 9, 12, 13, 14, 16, 17, 18, 19
0 to +50%
16 Training of personnel Contractor & Spolana ''''''''''''''' '''''''''''''' Spolana’s experience ± 15 %
17 Testing of new installation Contractor & Spolana ''''''''''''''''' '''''''''''''' Spolana’s experience ± 20%
18 Commissioning of converted unit Spolana & Contractor '''''''''''''''' '''''''''''' Spolana’s experience ± 20%
19 Guarantee test Spolana & Contractor '''''''''''''' ''''''''''''' Spolana’s experience ± 10%
20 Marketing costs for re-entering the market Spolana '''''''''''''''''''''' '''''''''''''''''''''' See calculation for benzene ± 20%
Source: Spolana * exchange rate used: CZK1 = €0.037

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 162
Table 4–36: Discounted investment cost of the plant conversion project for the implementation of toluene (all prices in Euros, rounded)
# Step Year of conversion
project
Year of discounting
Cost estimate Low
Cost estimate High
Discounting factor used (rate: 10%)
Discounted cost estimate
Low (2017)
Discounted cost estimateHigh (2017)
1 Project preparation and concept design 1 3 '#F# table''' ''''''''''' 0.751 ''''''''''' ''''''''''''
2 Decision making I approval of R&D and laboratory work
1 3 ''''''' '''''''' 0.751 '''''''' '''''''
3 R&D and Laboratory work 1 3 ''''''''''''''' ''''''''''''''' 0.564 '''''''''''''' '''''''''''''''''
4 Pilot plant design and R&D work 3 5 '''''''''''''''''' '''''''''''''''''' 0.513 '''''''''''''''''''' '''''''''''''''''
5 Basic engineering design + HAZOP study 5 7 ''''''''''''''' '''''''''''''' 0.467 ''''''''''''''' ''''''''''''''''
6 Regulatory approvals 5 7 '''''''''''' ''''''''''''' 0.424 ''''''''''' ''''''''''''
7 Preparation of EIA and its approval 6 8 '''''''''''' '''''''''' 0.386 '''''''''''' '''''''''''
8 Application for the change of IPPC 6 8 ''''''' ''''''' 0.424 '''''''' ''''''''
9 Project for building permits 7 9 '''''''''''''' '''''''''''''''' 0.386 '''''''''''''' '''''''''''''''
10 Decision making II approval of investment in PKN Investment Commission
8 10 '''''''''' '''''''''''' 0.350 ''''''''''' ''''''''''
11 Securing investment funds 8 10 '''''''' '''''''' 0.350 '''''''' '''''''
12 Detailed engineering work (including ATEX plant adaptation to allow use of a flammable solvent
8 10 ''''''' '''''''' 0.319 '''''''' '''''''
13 Selection of engineering contractors 8 10 '''''''''''''''''' '''''''''''''''''''' 0.319 '''''''''''''' ''''''''''''''
14 Purchase and delivery of new equipment 9 11 '''''''''''''''''' ''''''''''''''''''' 0.290 '''''''''''''''''''' ''''''''''''''''''
15 Construction 10 12 ''''''''''''''''''''' ''''''''''''''''''''''' 0.263 '''''''''''''''''' ''''''''''''''''''
16 Testing of new installation 11 13 '''''''''''''' '''''''''''' 0.263 '''''''''' '''''''''''
17 Commissioning of converted unit 11 13 '''''''''' '''''''''''' 0.263 '''''''''''' ''''''''''
18 Training of personnel 11 13 ''''''''''' '''''''''''''' 0.263 '''''''''' '''''''''''
19 Guarantee test 11 13 ''''''''''''' '''''''''''''' 0.263 '''''''''' ''''''''''
20 Marketing costs for re-entering the market 10 14 & 15 '''''''''''''''''''' ''''''''''''''''''''''' 0.239 & 0.218
'''''''''''''''''''' ''''''''''''''''''
Total (rounded) ''''''''''''''''''''' '''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 163
Downtime costs: the calculations presented for benzene would equally apply here. The overall loss of profit would be ''#F#'''''''' '''''''''''' in 2017 prices (range: €100-150 million).
Chemical disposal costs: as for benzene, these costs are disregarded.
New regulatory compliance costs: the Occupational Exposure Limit (OEL) for toluene in the Czech Republic is lower than TCE but also much higher than benzene, as shown below.
Table 4–37: Harmonised classification of toluene
Substance Permissible Exposure Limit (mg/m3) Maximum Allowable Concentration (mg/m3)
TCE 250 750
Toluene 200 500
Benzene 3 10
Source: Czech Government Regulation No. 361/2007 Coll. Note: in March 2018, the RAC proposed a new much lower OEL for benzene of 0.16 mg/m3
It cannot be certain whether the implementation of toluene as the extraction solvent would also involve investment in better controlling worker exposures to the solvent. Nevertheless, it is quite logical to suppose that additional costs for installing equipment that would help to keep exposures of workers below the above limits would be significantly lower in case of toluene, than in case of benzene.
Changes to operating costs
Changes to production costs and impacts on product quantity and quality: similar to benzene, the use of toluene would have an impact on the operating costs of the caprolactam production line. Table 4–38 compares the impact on production costs for toluene and benzene. Whilst the two alternative solvents would generally impact upon the same cost elements, cost increases associated to the use of toluene would be higher than benzene due to its higher boiling point and the higher likelihood of by-products being of poorer quality.
Issues of Spolana’s potentially long absence from the market that have been discussed for benzene would equally apply here.
Loan interest payments: due to the higher equipment and installation cost under toluene, we may assume a higher loan value of ''#F#''''''''''', an interest rate of 6% and a repayment period of 5 years; the total interest that would be paid over 60 months would be ''#F, G#'''''''''''' (range: 1-3 million), somewhat higher than benzene. This is only a theoretical calculation; the poor business prospects post-implementation of toluene would disincentivise financial institutions from supplying credit to Spolana.
Other costs
The opportunity costs discussed for benzene earlier would also be relevant in the case of conversion of the Neratovice plant to toluene.
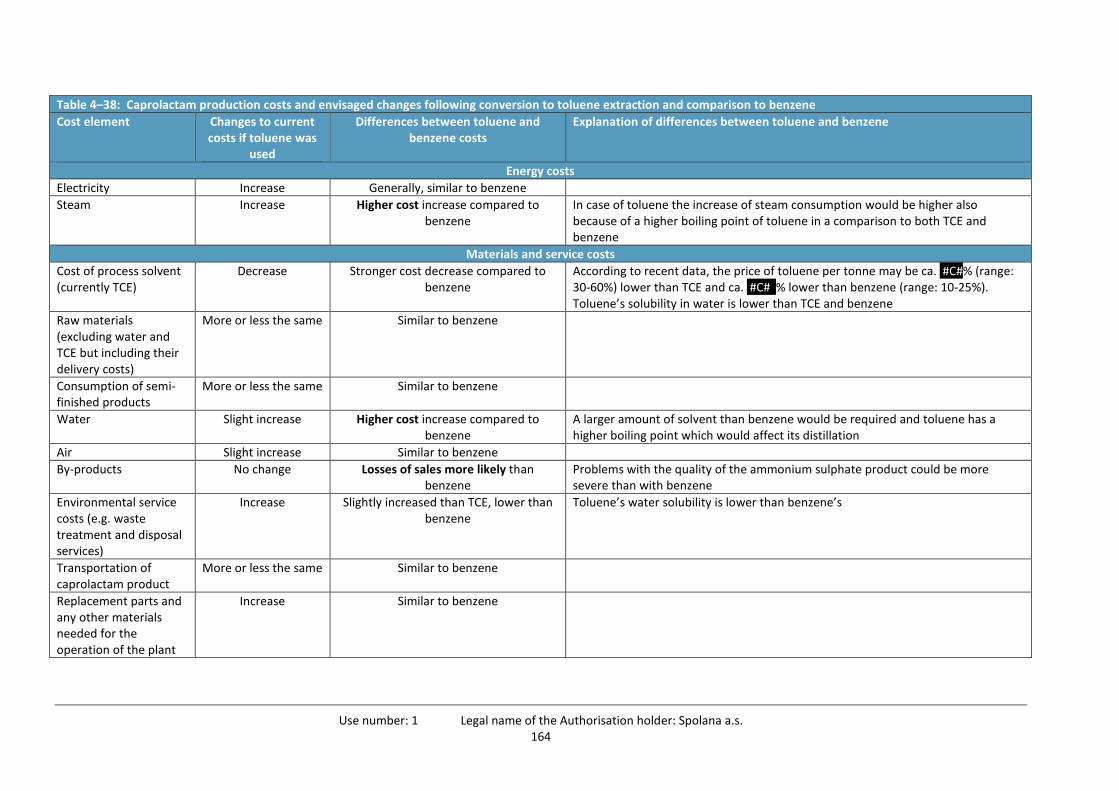
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 164
Table 4–38: Caprolactam production costs and envisaged changes following conversion to toluene extraction and comparison to benzene
Cost element Changes to current costs if toluene was
used
Differences between toluene and benzene costs
Explanation of differences between toluene and benzene
Energy costs
Electricity Increase Generally, similar to benzene
Steam Increase Higher cost increase compared to benzene
In case of toluene the increase of steam consumption would be higher also because of a higher boiling point of toluene in a comparison to both TCE and benzene
Materials and service costs
Cost of process solvent (currently TCE)
Decrease Stronger cost decrease compared to benzene
According to recent data, the price of toluene per tonne may be ca. '#C#% (range: 30-60%) lower than TCE and ca. '#C#''% lower than benzene (range: 10-25%). Toluene’s solubility in water is lower than TCE and benzene
Raw materials (excluding water and TCE but including their delivery costs)
More or less the same Similar to benzene
Consumption of semi-finished products
More or less the same Similar to benzene
Water Slight increase Higher cost increase compared to benzene
A larger amount of solvent than benzene would be required and toluene has a higher boiling point which would affect its distillation
Air Slight increase Similar to benzene
By-products No change Losses of sales more likely than benzene
Problems with the quality of the ammonium sulphate product could be more severe than with benzene
Environmental service costs (e.g. waste treatment and disposal services)
Increase Slightly increased than TCE, lower than benzene
Toluene’s water solubility is lower than benzene’s
Transportation of caprolactam product
More or less the same Similar to benzene
Replacement parts and any other materials needed for the operation of the plant
Increase Similar to benzene
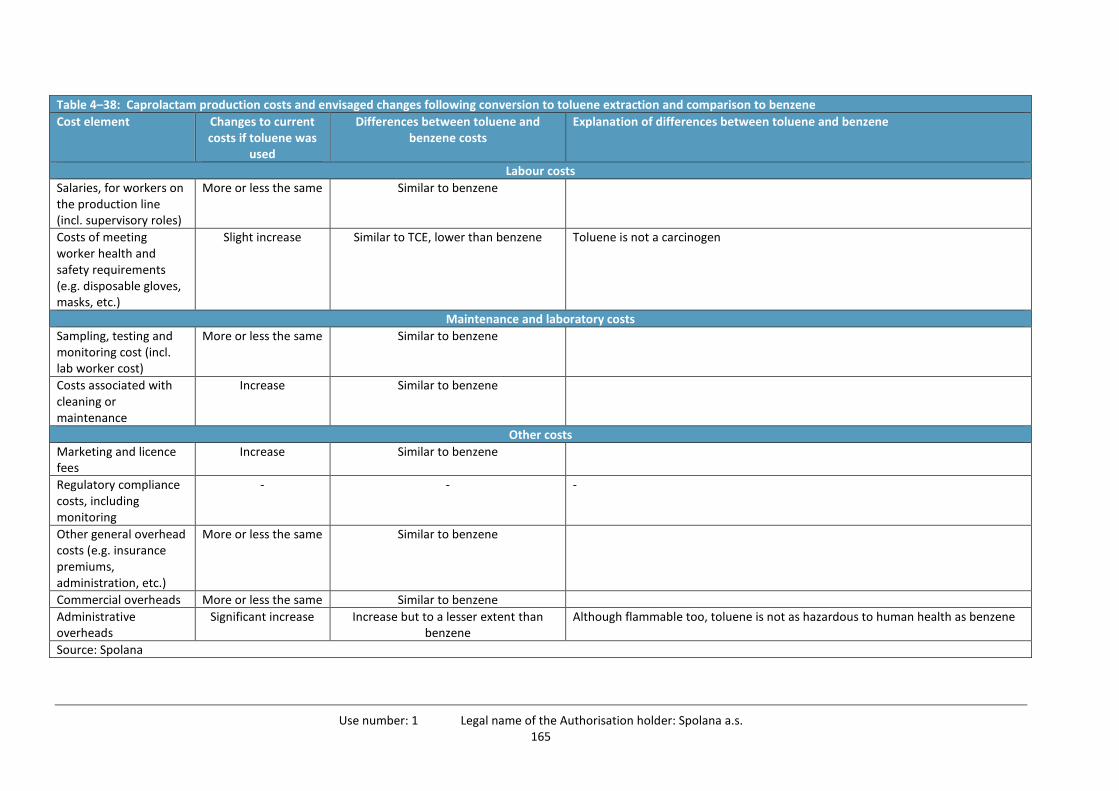
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 165
Table 4–38: Caprolactam production costs and envisaged changes following conversion to toluene extraction and comparison to benzene
Cost element Changes to current costs if toluene was
used
Differences between toluene and benzene costs
Explanation of differences between toluene and benzene
Labour costs
Salaries, for workers on the production line (incl. supervisory roles)
More or less the same Similar to benzene
Costs of meeting worker health and safety requirements (e.g. disposable gloves, masks, etc.)
Slight increase Similar to TCE, lower than benzene Toluene is not a carcinogen
Maintenance and laboratory costs
Sampling, testing and monitoring cost (incl. lab worker cost)
More or less the same Similar to benzene
Costs associated with cleaning or maintenance
Increase Similar to benzene
Other costs
Marketing and licence fees
Increase Similar to benzene
Regulatory compliance costs, including monitoring
- - -
Other general overhead costs (e.g. insurance premiums, administration, etc.)
More or less the same Similar to benzene
Commercial overheads More or less the same Similar to benzene
Administrative overheads
Significant increase Increase but to a lesser extent than benzene
Although flammable too, toluene is not as hazardous to human health as benzene
Source: Spolana
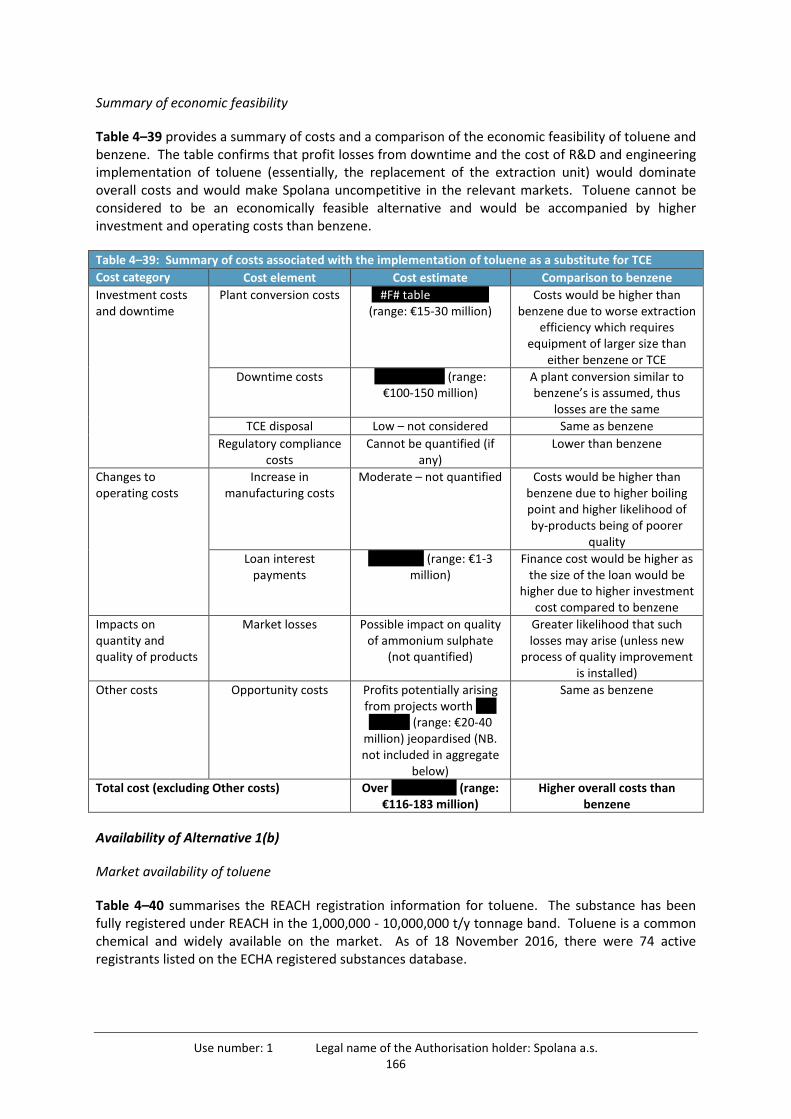
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 166
Summary of economic feasibility
Table 4–39 provides a summary of costs and a comparison of the economic feasibility of toluene and benzene. The table confirms that profit losses from downtime and the cost of R&D and engineering implementation of toluene (essentially, the replacement of the extraction unit) would dominate overall costs and would make Spolana uncompetitive in the relevant markets. Toluene cannot be considered to be an economically feasible alternative and would be accompanied by higher investment and operating costs than benzene.
Table 4–39: Summary of costs associated with the implementation of toluene as a substitute for TCE
Cost category Cost element Cost estimate Comparison to benzene
Investment costs and downtime
Plant conversion costs '''#F# table''''' '''''''''''''' (range: €15-30 million)
Costs would be higher than benzene due to worse extraction
efficiency which requires equipment of larger size than
either benzene or TCE
Downtime costs '''''''''' ''''''''''''' (range: €100-150 million)
A plant conversion similar to benzene’s is assumed, thus
losses are the same
TCE disposal Low – not considered Same as benzene
Regulatory compliance costs
Cannot be quantified (if any)
Lower than benzene
Changes to operating costs
Increase in manufacturing costs
Moderate – not quantified Costs would be higher than benzene due to higher boiling point and higher likelihood of by-products being of poorer
quality
Loan interest payments
'''''' '''''''''''' (range: €1-3 million)
Finance cost would be higher as the size of the loan would be
higher due to higher investment cost compared to benzene
Impacts on quantity and quality of products
Market losses Possible impact on quality of ammonium sulphate
(not quantified)
Greater likelihood that such losses may arise (unless new
process of quality improvement is installed)
Other costs Opportunity costs Profits potentially arising from projects worth ''''''' '''''''''''''' (range: €20-40
million) jeopardised (NB. not included in aggregate
below)
Same as benzene
Total cost (excluding Other costs) Over ''''''''''''''''''''' (range: €116-183 million)
Higher overall costs than benzene
Availability of Alternative 1(b)
Market availability of toluene
Table 4–40 summarises the REACH registration information for toluene. The substance has been fully registered under REACH in the 1,000,000 - 10,000,000 t/y tonnage band. Toluene is a common chemical and widely available on the market. As of 18 November 2016, there were 74 active registrants listed on the ECHA registered substances database.
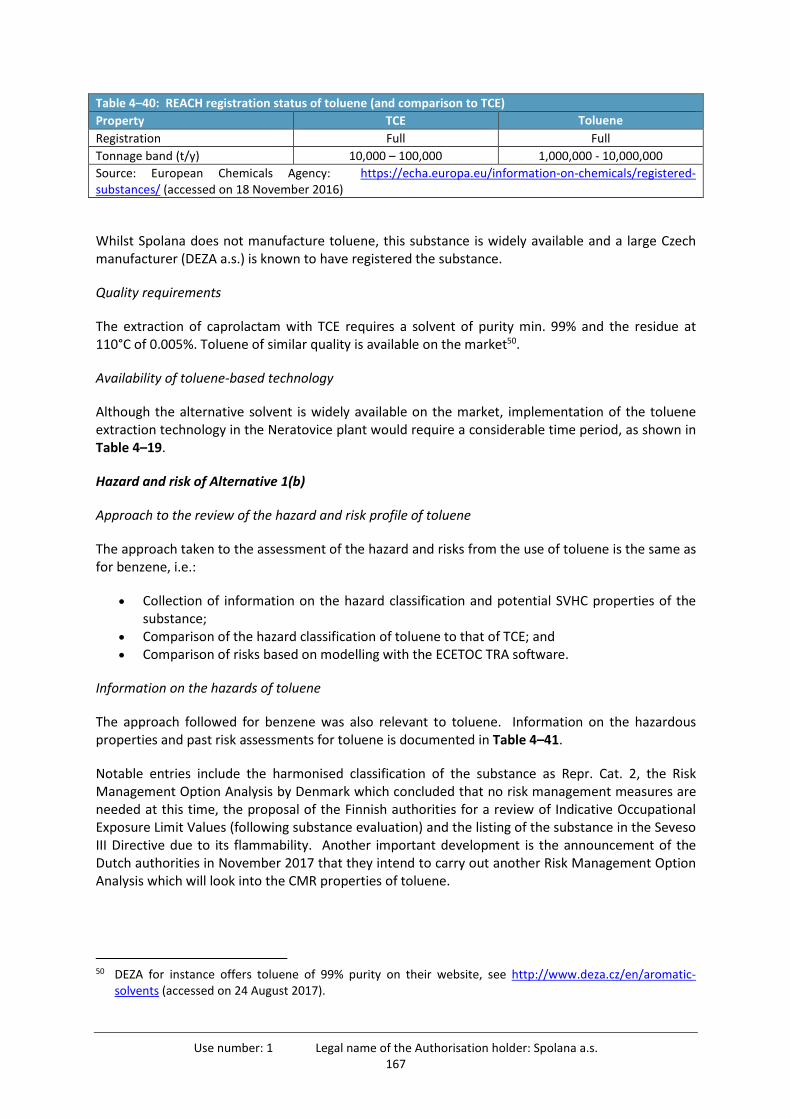
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 167
Table 4–40: REACH registration status of toluene (and comparison to TCE)
Property TCE Toluene
Registration Full Full
Tonnage band (t/y) 10,000 – 100,000 1,000,000 - 10,000,000
Source: European Chemicals Agency: https://echa.europa.eu/information-on-chemicals/registered-substances/ (accessed on 18 November 2016)
Whilst Spolana does not manufacture toluene, this substance is widely available and a large Czech manufacturer (DEZA a.s.) is known to have registered the substance.
Quality requirements
The extraction of caprolactam with TCE requires a solvent of purity min. 99% and the residue at 110°C of 0.005%. Toluene of similar quality is available on the market50.
Availability of toluene-based technology
Although the alternative solvent is widely available on the market, implementation of the toluene extraction technology in the Neratovice plant would require a considerable time period, as shown in Table 4–19.
Hazard and risk of Alternative 1(b)
Approach to the review of the hazard and risk profile of toluene
The approach taken to the assessment of the hazard and risks from the use of toluene is the same as for benzene, i.e.:
Collection of information on the hazard classification and potential SVHC properties of the substance;
Comparison of the hazard classification of toluene to that of TCE; and Comparison of risks based on modelling with the ECETOC TRA software.
Information on the hazards of toluene
The approach followed for benzene was also relevant to toluene. Information on the hazardous properties and past risk assessments for toluene is documented in Table 4–41.
Notable entries include the harmonised classification of the substance as Repr. Cat. 2, the Risk Management Option Analysis by Denmark which concluded that no risk management measures are needed at this time, the proposal of the Finnish authorities for a review of Indicative Occupational Exposure Limit Values (following substance evaluation) and the listing of the substance in the Seveso III Directive due to its flammability. Another important development is the announcement of the Dutch authorities in November 2017 that they intend to carry out another Risk Management Option Analysis which will look into the CMR properties of toluene.
50 DEZA for instance offers toluene of 99% purity on their website, see http://www.deza.cz/en/aromatic-solvents (accessed on 24 August 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 168
Table 4–41: Information on the hazards of toluene (EC No. 203-625-9, CAS No. 108-88-3 2)
Area Entry/Details Notes
REACH registration Full registration 1,000,000 – 10,000,000 tonnes per annum
CLP Classification Flam. Liq. 2 H225 Asp. Tox. 1 H304 Skin Irrit. 2 H315 STOT SE 3 H336 Repr. 2 H361d STOT RE 2 H373
Seveso III Directive Seveso Substance listed under Seveso Categories P5a, P5b & P5c Flammable liquid
Water Framework Directive Not listed
IARC classification Group 3: Not classifiable as to its carcinogenicity to humans Volume 47, 71 (1999)
REACH Annex XVII – Restrictions Shall not be placed on the market, or used, as a substance or in mixtures in a concentration equal to or greater than 0.1 % by weight where the substance or mixture is used in adhesives or spray paints intended for supply to the general public
Entry No 48
PACT-RMOA Denmark, concluded; no need to initiate further regulatory risk management action at this time Latest update 12/01/2017
Netherlands, not started; focus will be on CMR properties – no further detail is provided Latest update 09/11/2017
CoRAP list of substances 2012, Finland Human health/CMR and systemic toxicity; Exposure/wide dispersive use, consumer use, high aggregated tonnage, Concluded: Recommendation for review of IOEL values
Existing Substances Regulation RAR identified risks for humans and all environmental compartments Priority List II
OECD SIDS The OECD SIDS document pointed at the then ongoing risk assessment and reduction work under the Existing Substances Regulation
SIN List Not listed TCE is listed
Trade Union Priority List Listed with a total score of 16 TCE has a total score of 26
EU Indicative OEL 8h-TWA 192 mg/m3 No entry for TCE
EU Indicative OEL short-term 384 mg/m3 No entry for TCE
National OEL 8h-TWA* 50-192 mg/m3 3.3-550 mg/m3 for TCE
National OEL short-term* 150-760 mg/m3 13.2-1,080 mg/m3 for TCE
Czech national OEL (Permissible Exposure Limit)
200 mg/m3 250 mg/m3 for TCE

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 169
Table 4–41: Information on the hazards of toluene (EC No. 203-625-9, CAS No. 108-88-3 2)
Area Entry/Details Notes
Sources: European Chemicals Agency: https://echa.europa.eu/substance-information/-/substanceinfo/100.003.297 (accessed on 24 November 2016) RMOA Report by Denmark dated 21 December 2016: https://echa.europa.eu/documents/10162/994409fe-b526-3c67-4c93-20bbc8564d7e (accessed on 18 January 2017) RMOA announcement by the Netherlands dated 9 November 2017: https://echa.europa.eu/pact/-/substance-rev/17906/term (accessed on 10 November 2017) Water Framework Directive Priority Substances: IACR Cancer Classifications: http://monographs.iarc.fr/ENG/Classification/ (accessed on 24 November 2016) OECD SIDS Report: http://webnet.oecd.org/Hpv/UI/handler.axd?id=78848f77-7cae-4745-a30e-8eb6ec7a4df7 (accessed on 24 November 2016) SIN List: http://sinlist.chemsec.org/search/search?query=toluene (accessed on 28 November 2016) Trade Union Priority List: https://www.etuc.org/sites/www.etuc.org/files/Trade_Union_List_version_2-2_21062011_with_2nd_ATP_1.xls (accessed on 28 November 2016) European Chemicals Agency: https://echa.europa.eu/registration-dossier/-/registered-dossier/14485/1 and https://echa.europa.eu/registration-dossier/-/registered-dossier/15538/1 (accessed on 24 November 2016) GESTIS database: http://limitvalue.ifa.dguv.de/ (accessed on 25 November 2016) Czech Public Administration Portal: http://portal.gov.cz/app/zakony/download?idBiblio=79301&nr=9~2F2013~20Sb.&ft=pdf (accessed on 25 November 2016) * selected EU Member States
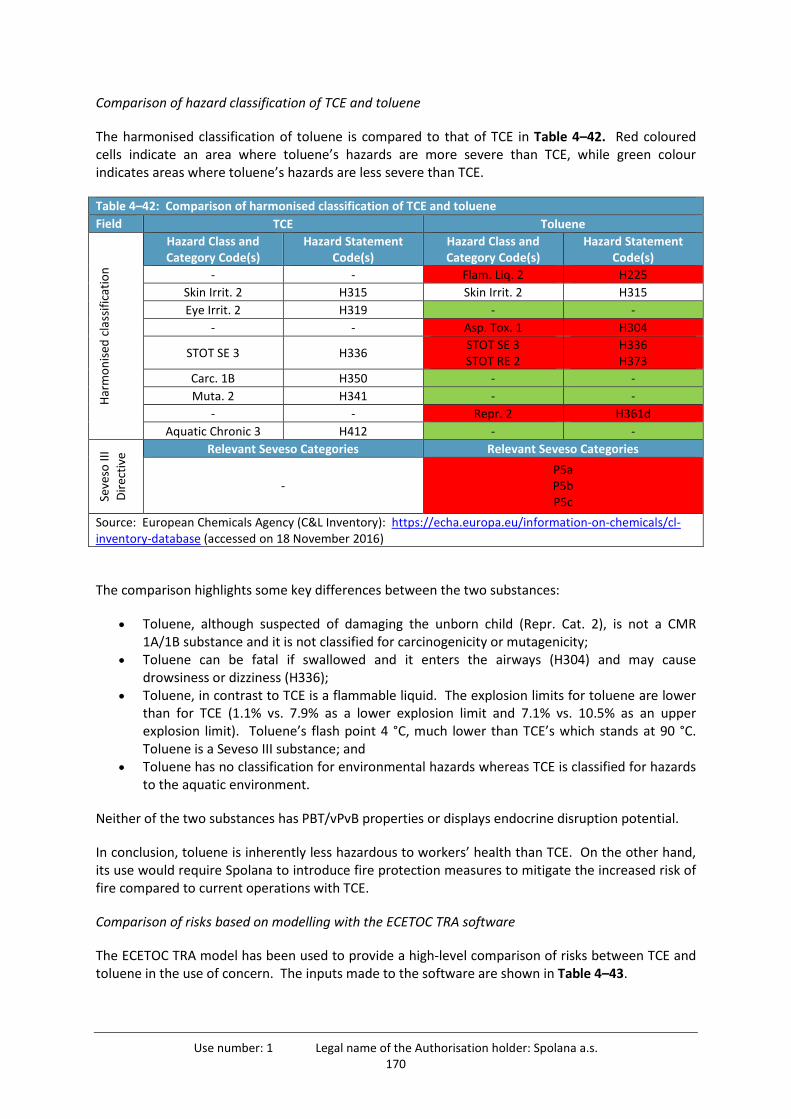
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 170
Comparison of hazard classification of TCE and toluene
The harmonised classification of toluene is compared to that of TCE in Table 4–42. Red coloured cells indicate an area where toluene’s hazards are more severe than TCE, while green colour indicates areas where toluene’s hazards are less severe than TCE.
Table 4–42: Comparison of harmonised classification of TCE and toluene
Field TCE Toluene
Har
mo
nis
ed c
lass
ific
atio
n
Hazard Class and Category Code(s)
Hazard Statement Code(s)
Hazard Class and Category Code(s)
Hazard Statement Code(s)
- - Flam. Liq. 2 H225
Skin Irrit. 2 H315 Skin Irrit. 2 H315
Eye Irrit. 2 H319 - -
- - Asp. Tox. 1 H304
STOT SE 3 H336 STOT SE 3 STOT RE 2
H336 H373
Carc. 1B H350 - -
Muta. 2 H341 - -
- - Repr. 2 H361d
Aquatic Chronic 3 H412 - -
Seve
so II
I
Dir
ecti
ve
Relevant Seveso Categories Relevant Seveso Categories
- P5a P5b P5c
Source: European Chemicals Agency (C&L Inventory): https://echa.europa.eu/information-on-chemicals/cl-inventory-database (accessed on 18 November 2016)
The comparison highlights some key differences between the two substances:
Toluene, although suspected of damaging the unborn child (Repr. Cat. 2), is not a CMR 1A/1B substance and it is not classified for carcinogenicity or mutagenicity;
Toluene can be fatal if swallowed and it enters the airways (H304) and may cause drowsiness or dizziness (H336);
Toluene, in contrast to TCE is a flammable liquid. The explosion limits for toluene are lower than for TCE (1.1% vs. 7.9% as a lower explosion limit and 7.1% vs. 10.5% as an upper explosion limit). Toluene’s flash point 4 °C, much lower than TCE’s which stands at 90 °C. Toluene is a Seveso III substance; and
Toluene has no classification for environmental hazards whereas TCE is classified for hazards to the aquatic environment.
Neither of the two substances has PBT/vPvB properties or displays endocrine disruption potential.
In conclusion, toluene is inherently less hazardous to workers’ health than TCE. On the other hand, its use would require Spolana to introduce fire protection measures to mitigate the increased risk of fire compared to current operations with TCE.
Comparison of risks based on modelling with the ECETOC TRA software
The ECETOC TRA model has been used to provide a high-level comparison of risks between TCE and toluene in the use of concern. The inputs made to the software are shown in Table 4–43.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 171
Table 4–43: ECETOC TRA input data for the comparison of risks between TCE and toluene
Parameter Value for TCE Value for toluene Physicochemical properties
Molecular weight (g.mol-1) 131.39 92.14
Vapour pressure (Pa; temperature range 15-25°C) 8600 3089
Water solubility (mg.l-1; temperature range 15-25°C) 1100 515
Kow 339 447
Biodegradability test result Not biodegradable Readily biodegradable
Chemical class for Koc-QSAR Predominantly hydrophobics Predominantly hydrophobics
Workers’ health
Scenario name 1: Caprolactam purification
2: Caprolactam purification
3: Caprolactam purification
1: Caprolactam purification
2: Caprolactam purification
3: Caprolactam purification
Process Category (PROC) PROC 2 PROC 8b PROC 15 PROC 2 PROC 8b PROC 15
Type of setting Industrial Industrial Industrial Industrial Industrial Industrial
Is substance a solid? No No No No No No
VP of volatiles (Pa) at process temperature 8600 8600 8600 3089 3089 3089
Duration of activity [hours/day] >4 hours (default) >4 hours (default) >4 hours (default) >4 hours (default) >4 hours (default) >4 hours (default)
Use of ventilation? Outdoors Outdoors Indoors with LEV Outdoors Outdoors Indoors with LEV
Use of respiratory protection and, if so, minimum efficiency?
90% 90% No 90% 90% No
Substance in preparation? >25% >25% >25% >25% >25% >25%
Dermal PPE / Gloves Gloves APF 20 Gloves APF 20 Gloves APF 20 Gloves APF 20 Gloves APF 20 Gloves APF 20
Reference value long-term inhalation - workers (mg.m-3) (8-hour average)
3 61.24
Environment
Life cycle stage Processing Processing
Annual EU tonnage (tonnes/year) 100 100
Fraction of EU tonnage to region (-) 1 1
Daily amount used at site [kg/d] for spERC assessment
3.33E+02 3.33E+02
ERC ERC4 ERC4
STP Yes Yes
Industry sector for spERC ESVOC ESVOC
spERC ESVOC SpERC 1.1.v1 ESVOC SpERC 1.1.v1
Reference value microorganisms STP (mg.l-1) (PNEC) 2.6 8.4
Reference value freshwater aquatic (mg.l-1) (PNEC) 0.115 0.074
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 172
The following sources of information have been used:
Physicochemical properties: data have been obtained from the registration dossiers of the two substances (see Table 4–32);
Reference value long-term inhalation – workers: values for both TCE and toluene been taken from the comparative risk assessment of TCE and potential alternatives submitted by Grupa Azoty S.A. in its Application for Authorisation of the same use of TCE51;
Reference value microorganisms STP and freshwater aquatic: data have been obtained from the registration dossiers of the two substances52; and
Tonnages: for TCE, the tonnage used is the average consumption tonnage over the last 4 years, as shown in Table 3–2. As explained earlier, whilst the new extraction line would require a solvent volume 3.5 times higher than TCE in circulation, the new line would be more modern and could reduce fugitive solvent losses. As such it is assumed that the year-on-year consumption of toluene would be similar to TCE at 100 t/y.
The risk characterisation results for TCE and toluene are summarised in Table 4–44. Neither substance shows unacceptable risks to the local environment although toluene’s RCR values are notably lower than TCE’s. In addition, toluene shows characteristically low RCR values for worker’s health. ECETOC TRA confirms that the use of toluene would reduce overall risks to workers if used as a substitute for TCE.
Other considerations
The use of toluene would increase the energy consumption of the process. Increased energy production would mean increased generation of greenhouse gases. The environmental impact of this cannot be monetised as it is uncertain by how much energy would increase.
Conclusion on the hazards and risks from toluene
Based on a comparison of hazards and the modelling of risks, it can be concluded that toluene is an alternative suitable for reducing overall risks to workers arising from exposures associated with the extraction of caprolactam. However, it is of note that the substance is now being subject to a second Risk Management Options Analysis which is looking into its CMR properties.
51 See Section 10.3.6 of Grupa Azoty S.A.’s Analysis of Alternatives, available at https://echa.europa.eu/documents/10162/50fede13-c7f0-4681-8da2-7b1ba24512c3 (accessed on 3 May 2017 – information is used with the kind permission of Grupa Azoty S.A.)
52 European Chemicals Agency: https://echa.europa.eu/registration-dossier/-/registered-dossier/14485/1and https://echa.europa.eu/registration-dossier/-/registered-dossier/15538/1 (accessed on 24 November 2016).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 173
Table 4–44: ECETOC TRA risk characterisation results for TCE and toluene
Parameter Value for TCE Value for toluene
Environment
RCR in STP 0.077 0.004
RCR for local freshwater 0.175 0.047
RCR for local freshwater sediment 0.175 0.047
RCR in local terrestrial environment
0.752 0.060
Workers’ health
Scenario 1 2 3 1 2 3
Risk Characterisation Ratio – Long-term Inhalation
0.639 3.194 1.825 0.022 0.110 0.063
Risk Characterisation Ratio – Long-term Dermal
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
No Dermal DNEL
Risk Characterisation Ratio – Long-term Total Exposure
0.639 3.194 1.825 0.022 0.110 0.063
Conclusions on Alternative 1(b)
Toluene is commercially used in the extraction of caprolactam from aqueous solutions generated during its manufacture. As such, it is, in principle, technically implementable; however, this applies only to plants that have been tailored to this specific extraction solvent. For Spolana’s plant in Neratovice, toluene is not compatible with the existing equipment and process, primarily (but not exclusively) due to its low density, flammability, high boiling point and a poorer extraction efficiency. Implementation of toluene would essentially require the replacement of the extraction unit (extraction columns and associated pipework) over a considerable period of time, currently estimated at ca. 12 years at a minimum. From a technical perspective, toluene has notable disadvantages against the other shortlisted alternative solvent, benzene; it is recognised as having a worse extraction efficiency and selectivity and a much higher boiling point which makes its regeneration more arduous and costly.
Similar to benzene, converting the Neratovice plant to toluene would be a very costly undertaking, primarily due to the high cost of R&D and engineering works but also the profit losses that would arise from a very lengthy period of downtime of the production lines for caprolactam, sulphuric acid/oleum and ammonium sulphate. Investment costs would likely be higher than in the case of benzene due to toluene’s need for larger size equipment. Withdrawing from the market for such a long time and having to cover the very high plant conversion costs would place Spolana in a very disadvantageous market position. In any case, finding a financial institution willing to support such a counter-intuitive business plan would be impossible.
On the other hand, toluene would probably reduce risks to workers’ health. It is currently not classified as CMR 1A/1B and has a more benign environmental hazard profile that either TCE or benzene, although its use would increase energy consumption and associated greenhouse gas emissions. However, it has been the subject of two Risk Management Options Analyses and its CMR classification is given consideration (most recently by the Dutch authorities).
Overall, for technical and economic reasons, toluene is not a feasible alternative for TCE in the applied for use, although its use could lead to the reduction of overall risks. From a technical and economic perspective, toluene is a less advantageous alternative to TCE compared to benzene; however, it is more beneficial than benzene in terms of risk reduction (and long-term compliance).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 174
4.3.3 Alternative 8: Shutdown of the caprolactam and other caprolactam-dependent plants
Description
Under this alternative, Spolana would take the following action in response to a refused extension to the initial review period:
The caprolactam, ammonium sulphate and sulphuric acid units would shut down; The chlor-alkali and PVC plants would remain operational; The capacities of the (new) Energy Centre would be reduced; and The caprolactam, ammonium sulphate and sulphuric acid units would be decommissioned
and land would be remediated.
Technical feasibility of Alternative 8
In principle, this alternative is technically implementable. Shutdown of the aforementioned three units would be an undesirable but feasible course of action and the reduction of capacities of the Energy Centre would consist of replacing pumps with too high power capacity. These operations could be done without any permission from the side of local authorities and implementation of these changes would not require a significant amount of time.
In respect to decommissioning, as previously explained, Spolana would be obliged to submit a plan for the remediation of facilities, buildings and land for approval by the Regional Authority of the Central Bohemia Region before the three units could be shut down. Spolana needs to have in place an approved remediation plan before the actual shut down takes place. Thereafter, the actual remediation activities may take place later, but the remediation schedule is a compulsory part of the remediation plan.
Actions required for making the alternative technically feasible
The alternative is technically feasible, assuming that Spolana’s proposed remediation plan would be accepted and approved by the local authorities.
Economic feasibility and economic impacts of Alternative 8
Overview
The costs that would arise for Spolana from the implementation of this alternative over the requested 12-year extension to the initial review period would include:
1. Loss of profit that would normally be made from sales of caprolactam, ammonium sulphate and sulphuric acid under the “Applied for use” Scenario.
2. Increases to the operating costs (i.e. reduction in profits) of the chlor-alkali and PVC plants due to them having to bear a larger proportion of the fixed costs of operating the Neratovice site.
3. Cost of implementing reductions to the capacities of the Energy Centre and loss of efficiencies from potential underutilisation of its full capabilities.
4. Cost of decommissioning and remediation of the units that would be shut down.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 175
These costs are discussed below. On the other hand, Spolana would save the cost of certain planned activities, as will be discussed below.
Lost profits from loss of sales of caprolactam, ammonium sulphate and sulphuric acid
The approach to estimating the costs of downtime under Alternatives 1(a) and 1(b) can be followed here. In short:
Sale volumes lost: the volumes of caprolactam, sulphuric acid and ammonium sulphate sales that would be affected have been taken (and were rounded) from Table 3–9, Table 3–14 and Table 3–19;
Use of stocks: the volumes of the stocks of these products kept on-site have been taken from Table 4–22 and it is assumed that these volumes would be used up during year 2020;
Profit losses: economic losses are estimated on the basis of net profits lost. The net profit figures shown in Table 3–9, Table 3–14 and Table 3–19 are used for the calculations here;
Assessment period: for simplicity, the 12-year assessment period is taken to be the full years 2020-2031, although in reality the period is April 2020 to April 2032; and
Discounting: as above, a 10% discount rate is used to discount profit losses in the period 2020-2031.
The results are shown in Table 4–45. The table shows that the loss of sales of the three impacted products over a period of 12 years would translate to an overall loss of profit of ca. ''#F#' '''''''''''''' in 2017 prices (range: €100-200 million).
Increases to the operating costs of the chlor-alkali and PVC plants
The two Spolana plants that would remain operational would no longer be able to share the fixed costs of the site with the three units that would shut down. It is not possible to quantify this impact but it can be expected that there would be an adverse effect on the profitability of the two plants going forward.
Cost of implementing reductions to the capacities of the Energy Centre
The cost of the actual reduction in the capacities of the Energy Centre would likely be very low. On the other hand, running at lower capacity would impact upon the efficiency of the Energy Centre. Quantification of the losses in efficiency is not possible.
Cost of decommissioning and remediation of the shutdown units
The cost of remediating the caprolactam, ammonium sulphate and sulphuric acid manufacturing units is estimated at ''#C, F#'''''''''''' or ca. ''#C, F#''''''' (range: €10-100 million). It is acknowledged that these are future costs being brought forward; if Authorisation were to be ignored, they would realistically occur several decades into the future, thus their present value can be assumed to be negligible. For the purposes of the present calculations we assume that the caprolactam plant would operate at least until 2035 (also see discussion in Section 6.2.2). If the above present value cost of ''#F#'''''''''''' were to be discounted to the year 2035 (at a discount rate of 10%), the present value cost of this expenditure occurring in 2035 could be estimated to be ''#F#'''''''' × 0.180 = ''#F#''''''''''''' (range: €1-10 million). Therefore, the net decommissioning cost of Alternative 8 could be assumed to be a minimum of '''#F#''''''' '' '''''''' '''''''''''''' '' ''''''''''' ''''''''''''' (range: €10-100 million).
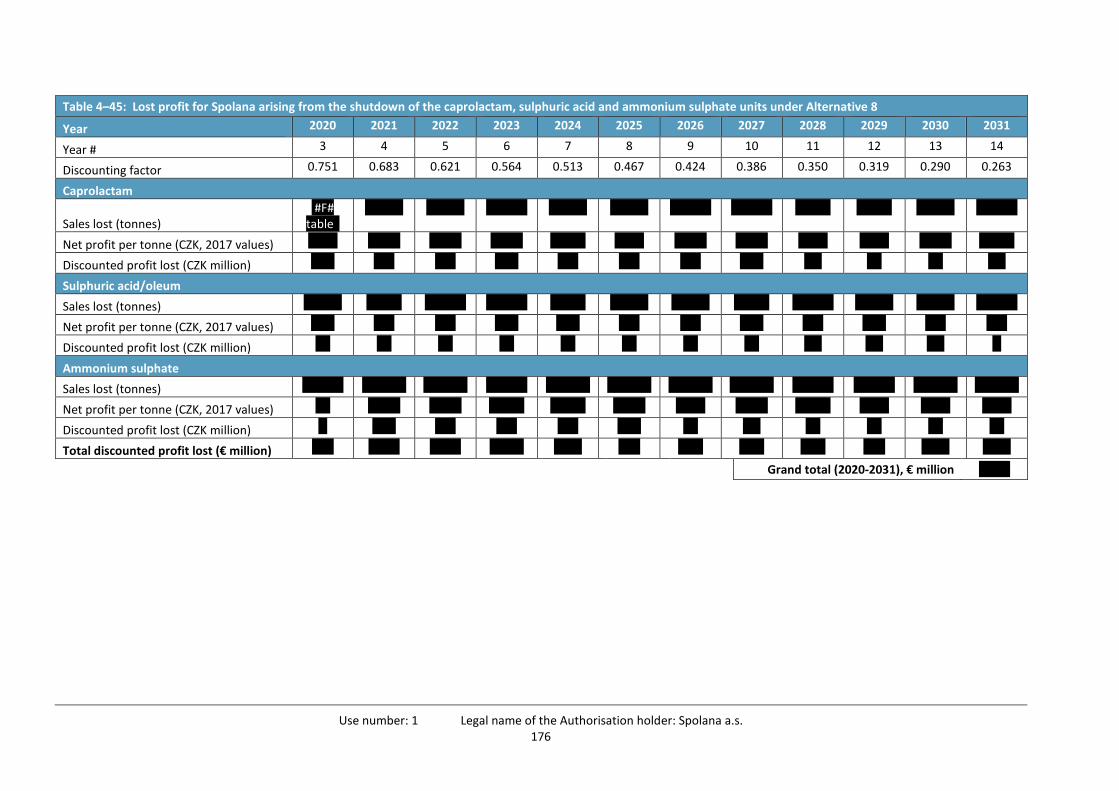
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 176
Table 4–45: Lost profit for Spolana arising from the shutdown of the caprolactam, sulphuric acid and ammonium sulphate units under Alternative 8
Year 2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031
Year # 3 4 5 6 7 8 9 10 11 12 13 14
Discounting factor 0.751 0.683 0.621 0.564 0.513 0.467 0.424 0.386 0.350 0.319 0.290 0.263
Caprolactam
Sales lost (tonnes) '#F#
table'' ''''''''''''' ''''''''''''' '''''''''''''' ''''''''''''' ''''''''''''' '''''''''''''' '''''''''''''' '''''''''''' '''''''''''' ''''''''''''' ''''''''''''''
Net profit per tonne (CZK, 2017 values) '''''''''' ''''''''''' ''''''''''' ''''''''''' '''''''''''' '''''''''' ''''''''''' ''''''''''' '''''''''' '''''''''' ''''''''''' ''''''''''''
Discounted profit lost (CZK million) '''''''' ''''''' ''''''' '''''''' ''''''' ''''''' ''''''' '''''''' '''''' ''''' ''''' ''''''
Sulphuric acid/oleum
Sales lost (tonnes) ''''''''''''' '''''''''''' '''''''''''''' '''''''''''''' '''''''''''' ''''''''''''' ''''''''''''' '''''''''''' '''''''''''''' ''''''''''''' ''''''''''''' ''''''''''''''
Net profit per tonne (CZK, 2017 values) '''''''' ''''''' ''''''' '''''''' '''''''' ''''''' ''''''' '''''''' ''''''' '''''''' ''''''' '''''''
Discounted profit lost (CZK million) ''''' ''''' ''''' ''''' ''''' ''''' ''''' ''''' '''''' '''''' '''''' '''
Ammonium sulphate
Sales lost (tonnes) '''''''''''''' ''''''''''''''' ''''''''''''''' '''''''''''''' ''''''''''''''' ''''''''''''''' ''''''''''''''' ''''''''''''''' '''''''''''''' '''''''''''''' ''''''''''''''' '''''''''''''''
Net profit per tonne (CZK, 2017 values) ''''' ''''''''''' ''''''''''' '''''''''''' '''''''''''' ''''''''''' '''''''''' ''''''''''' '''''''''''' '''''''''' '''''''''' ''''''''''
Discounted profit lost (CZK million) ''' '''''''' ''''''' ''''''' ''''''' '''''''' ''''' '''''' ''''' ''''' ''''' '''''
Total discounted profit lost (€ million) ''''''' '''''''''' '''''''''' ''''''''''' ''''''''' ''''''' '''''''' '''''''' '''''''' ''''''' ''''''''' '''''''''
Grand total (2020-2031), € million ''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 177
Cost savings from planned expenditures becoming redundant
If Spolana shut the entire caprolactam plant down, certain planned expenditure would no longer be relevant. This includes:
The cost of the planned refurbishment of the caprolactam plant; and The cost of the planned modifications ''#C#''''''' '''''''''''''''' ''''''' '''''''' ''''''' and the installation of
the 2nd and 3rd lines for pressure granulation of ammonium sulphate for the production of compound fertilisers.
Appendix 6 (Section 14 to this document) presents a recent evaluation by Spolana of the cost of capital expenditure required for the refurbishment of the caprolactam unit over the next 30 years or so. Appendix 6 is essentially an internal document which ranks the risk and urgency of refurbishing individual parts of the equipment in the unit. The key conclusions can be summarised as follows:
The estimated CAPEX cost for refurbishing/replacing all ''#C#''''' pieces of equipment of the caprolactam unit (excluding the ammonium sulphate and sulphuric acid units) is ''#C#''''''''''' '''''''''''''' or ca. €''#C#'''''''''''' (range: €10-100 million);
'#C#''''' pieces of equipment are in a good or very good state and it is not necessary to take any action about them, except usual maintenance. The estimated CAPEX replacement cost of equipment in a good or very good state is therefore ''#C#'''''''''''''' ''''''''''' or ca. €''#C#'''''''''''' (range: €10-100 million);
Only '#C# apparatuses were found to be in a bad or very bad state. '#C#'''' apparatuses should be replaced in the near future (during next five years) at a cost of ''#C#'''''' ''''''''''''''' or ca. €''#C#''''''''''''' (range: 0.1-1 million); and
''#C#' apparatuses worth ''#C#'''''''''''''''''' or ca. €'#C#'''''''''''' (range: €0.1-1 million) must be replaced as soon as possible (in 2019). This investment cost has already been included into Spolana’s mid-term plan.
For the purposes of a rough calculation, we exclude any costs to be incurred before April 2020 towards the immediate replacement of equipment in urgent need for refurbishment. We can assume a remaining refurbishment cost of ca. €'#C#''''''''' (range: €10-100 million) over a period of ca. 30 years. Simplistically, we may assume a future annual refurbishment cost of '#C#''''''''''''' ''' ''''' ''' '''''' ''''''''' '''''''''''' (range: €1-10 million) per year (in 2017 prices). The discounted (at 10%) overall cost of refurbishment over the 12-year assessment period can be estimated at €'#C, F#'''''''' (range: €1-10 million).
On the other hand:
As discussed in Section 3.2.3, Box 3-2''#C#' ''''''' '''''''''''''''' '''''''' '''''''' '''' '''''''''''''''''''''' ''''''' ''''' '''''''''''''''''' '''''''' '''' '''''''''''''''' '''' ''''''''' ''''''''''' '''' ''''''''' ''''' ''' '''''''' '''' ''''''' ''''' ''''''' ''''''''''''''''''' '''''''''' Discounted at 10%, the present value (2017 prices) cost of this expenditure is €8.9 million (range: €1-10 million);
As discussed in Section 3.2.3, Box 3-3, Spolana has decided on the installation of a press compaction unit which can produce granulates of compound fertilisers made with ammonium sulphate. This project will cost '''#C, F#'''''''''' ''''' ''''''' '''''''''''''''''' ''''''' ''''''' '''' ''''''''''''''''''' '''' '''''' ''''''''''''''''''' ''''' ''''''''''''''''''' Discounted at 10%, the present value (2017 prices) cost of this expenditure is €7.5 million (range: €1-10 million).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 178
Therefore, the overall theoretical cost savings over the assessment period 2020-2031 would be '#F#'''''''''''' ''' '''''''' ''''''''''''' ''' ''''''''' '''''''''''' '' '''''''''' '''''''''''''' (range: €10-100 million).
Conclusion on economic feasibility
The overall cost of this alternative to Spolana is estimated to be in excess of '''#F# ''' ''''''''''' '' '''''''''' ''' '''''''''' '''''''''''''' (range: €10-100 million). This is evidently an unaffordable “Non-use” Scenario.
Actions required for making the alternative economically feasible
There is no action that could be taken to lower the above costs to a degree that would allow this alternative to become remotely feasible from an economic perspective.
Availability of Alternative 8
Not relevant to this alternative.
Hazard and risk of Alternative 8
Not relevant to this alternative. The use of TCE would not be substituted by the use of an alternative substance or technology, thus no new hazards or risks would be introduced (excluding any implications of remediation activities, which are not considered here).
Conclusions on Alternative 8
Alternative 8, i.e. refocusing the business model of Spolana into a chlor-alkali and PVC manufacturer and service provider to occupants of the commercial zone of the Neratovice site would a technically practicable scenario but would probably require phased implementation (particularly decommissioning and remediation activities). It would also not be accompanied of any availability or hazard/risk reduction concerns.
The key issue is economic feasibility. The loss of profits from future sales of caprolactam, sulphuric acid and ammonium sulphate would be substantial and would be accompanied by high costs of remediation. Spolana would not be able to meet such financial obligations. Importantly, this alternative would be entirely incompatible with Unipetrol RPA’s strategic plans which require that the caprolactam plant with its three distinct production units remain operational.
Overall, for economic reasons, the shutdown of the caprolactam, sulphuric acid and ammonium sulphate units is not a feasible alternative for TCE in the applied for use.
4.4 The most likely “Non-use” Scenario
Among the three possible “Non-use” Scenarios, Alternative 8 might not appear to be marginally less costly to Spolana than the other two. However, despite this theoretical cost advantage, it is the least preferable from a business and long-term realism perspective as it has much wider repercussions:
Future reliance of Spolana on NaOH/chlorine and PVC production under Alternative 8 involves significant uncertainty because:
The downstream use of chlorine and products containing chlorine is under increased pressure due to ‘green politics’;

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 179
The technical possibilities for increasing the production capacity of Spolana’s PVC plant is limited to the level of ''#B#''''''''''''' (range: 100,000-200,000) tonnes per year, which is only modest in the context of the EU and global PVC markets;
Future reliance of Spolana on NaOH/chlorine and PVC production (Alternative 8) without caprolactam manufacture is incompatible with recent strategic business decisions and ongoing activities, such as:
#C#
'''''''''''''' ''' '''''''' '''' ''''''' '''''''''''''''''''''''' '''''''''' '''' ''' ''''''''''''' ''''''''''''' ''''' '''''' '''''''''''''''''''''' '''' '''''''''''''''' '''''''' ''''''''''''''''''''' '''''''''' '''' ''''''' ''''''''''' ''''''' '''''''' ''''''' ''''''' '''' ''''''''''''' '''''' '''''''''''''''''''' '''' ''''''' ''''''''''''''''''''''' '''''''''''''''''' '''''''''''''' '''' '''''''''' ''''' '''''''''''''''' '''''''''''' '''''''''''''''''''' ''''' '''''''''''''''''''' ''''''''''''''''''''''''''''' '''''''''''''''''''' '''''''''''''''''' '''''''' ''''''''' '''''' ''''''''''''''''''''''' '''''''''''''''' ''''' ''' ''''''' '''' '''''''''''''''''' ''''''and
'''#B, C#''''''''''''''''' ''' ''''''''''''' '''''''' ''''''''''''''''' '''''''''''''''' ''''''''''''''''''''''''' '''''' '''''''''''''''''' ''''''''' ''''''' '''''''' '''''''''' '''' '''''''''''''''' '''' ''''''''' ''''''''' '''' '''''''''''''''' ''''''' '''''''''''''' '''''''''''''''' '''' ''''''' '''''''''''''' ''''' ''''''''''''''''''' '''''''' ''''''''''''' ''' ''''''' '''''''''' '''''''''''''.
Based on the above, the further existence of caprolactam manufacture in Neratovice accompanied by manufacture of a large amount of ammonium sulphate is not only desirable but necessary for Spolana’s survival and for the business success of the wider business group to which Spolana belongs. As such, Alternative 8 cannot be considered realistic from a business perspective.
Between the two remaining options, the use of benzene (Alternative 1(a)) and the use of toluene (Alternative 1(b)), the implementation of benzene as the extraction solvent would demonstrably be a lower cost “Non-use” Scenario. In addition, the use of benzene would be preferable over the use of toluene for the following reasons:
From the technical viewpoint, benzene is better for extraction of caprolactam because the solubility of caprolactam in benzene is higher than in toluene and solubility of benzene in water phase is lower than solubility of toluene (please refer to Sections 4.3.1 and 4.3.2 above for the full argumentation on this); and
From a business perspective, benzene has a significant advantage in that it is produced within the Unipetrol RPA group of companies.
As such, technical, economic and business considerations support the implementation of benzene as the most preferable “Non-use” Scenario. However, substitution of TCE by a substance with an even more hazardous profile (Carc Cat 1B vs. Carc Cat 1A) would not fit into the Environmental and Health protection policy of the Unipetrol RPA Group which proclaims a responsible approach to worker health protection. As such, the use of toluene is the “Non-use” Scenario that is preferred by Spolana because of its lower risk to the health of workers, and this is Spolana-Unipetrol RPA’s declared position.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 180
Taking the above into account, the analysis presented in Section 5 follows the following approach:
Alternative 1(a), i.e. the temporary shutdown of the caprolactam, ammonium sulphate and sulphuric acid units with the parallel conversion of the caprolactam unit to toluene, which is Spolana’s preferred option, is the “Non-use” Scenario that is taken forward in the assessment in Section 5; and
Alternative 1(b), i.e. the temporary shutdown of the caprolactam, ammonium sulphate and sulphuric acid units with the parallel conversion of the caprolactam unit to benzene, is also assessed (in a more concise manner) within the uncertainty analysis in Section 5.6 of this AoA-SEA document, as it is a lower cost scenario.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 181
5 Impacts of granting authorisation
5.1 Economic impacts
5.1.1 Description of economic impacts under the “Non-use” Scenario – Key assumptions
The assessment period used in this analysis is 12 years, roughly the period 2020-2031 (inclusive), to reflect the requested extension of the initial review period.
Under the selected “Non-use” Scenario, upon the expiration of the initial review period of Spolana’s Authorisation on 21 April 2020, Spolana would cease its use of TCE. This would mean that the following units would cease operations:
The caprolactam unit; The ammonium sulphate unit; and The sulphuric acid unit,
which collectively comprise the ‘caprolactam plant’. At the same time, Spolana would engage in an R&D and engineering project for the implementation of toluene as the extraction solvent in the caprolactam unit. As discussed at length in Section 4.3.1 and in Appendix 4 (Section 12), this would entail the removal of a wide array of equipment and its replacement by larger equipment. The time plan for action is described in Table 4–19; this shows that in the absence of an Authorisation for the use of TCE, production of caprolactam as well as of ammonium sulphate and sulphuric acid would cease for an estimated 141 months, hereafter assumed to be 12 years (as a minimum).
During the 12 years of the assessment period, it is assumed that the NaOH/Cl2 and PVC plants in Neratovice would continue to operate, as would the Facility Management Department (which manages the commercial zone) and the Energy Centre (which serves both Spolana plants and external companies operating from the commercial zone).
Consequently, suppliers of raw materials and services which Spolana needs for the operation of the caprolactam, ammonium sulphate and sulphuric acid units would no longer be able to offer their products and services for a period of ca. 12 years. Similarly, downstream users of the three affected products would not be able to obtain these products from Spolana over the same time period and would need to seek alternative suppliers.
5.1.2 Economic impacts for Spolana
Economic losses for the caprolactam plant from the implementation of toluene
Section 4.3.1 has described the costs to Spolana in comparison to the “Applied for Use” Scenario from the implementation of toluene as the extraction solvent. By way of summary, it was discussed that the cost elements that would be of relevance to the theoretical implementation of toluene would include:
Investment costs, including:
Capital investment cost for new equipment and its installation;
Costs of R&D and delivery of the plant conversion project;

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 182
Downtime cost;
Cost of the disposal of leftover TCE;
Changes to operating costs, including:
Changes to the cost of and profits from operating the caprolactam production line;
Changes to the cost of and profits from operating the ancillary product lines;
Cost of finance (interest payments);
Other costs:
Licence payments; and
Opportunity costs.
Table 4–25 summarised the estimates of the above costs and this table is repeated below, for convenience. The table confirms that profit losses from downtime and the cost of R&D and engineering implementation of toluene (essentially, the replacement of the extraction unit) would dominate overall costs. The cost of implementing toluene as an extraction solvent would exceed ''#F#'''' '''''''''''' in 2017 prices. This need to invest in a new plant is not the best use of the company's resources, which would have been invested in expanding production and thus increasing future profits. As such, this investment arising from a refusal to extend the initial review period for the Authorisation of TCE reflects a societal cost.
Table 5–1: Summary of costs associated with the implementation of toluene as a substitute for TCE
Cost category Cost element Cost estimate
Investment and downtime costs
Plant conversion costs '''#F# table'''''' ''''''''''''' (range: €15-30 million)
Downtime costs ''''''''' '''''''''''''' (range: €50-100 million)
TCE disposal Low – not considered
Regulatory compliance costs Cannot be quantified
Changes to operating costs
Increase in manufacturing costs Moderate – not quantified
Loan interest payments ''''' '''''''''''' (range: €1-3 million)
Impacts on quantity and quality of products
Market losses Possible impact on quality of ammonium sulphate (not quantified)
Other costs Opportunity costs Profits potentially arising from projects worth ''''''' '''''''''''''' (range: €20-40 million) jeopardised (NB. not
included in aggregate below)
Total cost (excluding Other costs) Over €'''''''' '''''''''''' (range: €116-183 million)
Economic losses for the chlor-alkali and PVC plants from downtime of the caprolactam plant
There would be three areas where operating costs of the chlor-alkali and PVC plants would increase under the “Non-use” Scenario. These are in turn examined below.
Implications for chlorine drying: sulphuric acid produced by Spolana is used at its chlor-alkali plant for chlorine drying and consequently neutralised and treated at the ammonium sulphate plant. If caprolactam manufacture were to cease, Spolana would be obliged to purchase sulphuric acid from the market and implement suitable treatment of the used acid. According to a recent feasibility study undertaken by Spolana, the consumption of sulphuric acid for chlorine drying is ''#F#' ''' '''''''''' (range: 1,000-10,000) tonnes per year.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 183
The ex-works price of sulphuric acid is estimated at €'#C# per tonne and its transport price is €''#C#'' per tonne depending on distance. The cost of transport could be reduced by purchasing of complete trains, where it is possible to lower the price to €15 per tonne. For Spolana, this would mean renting railway cars and maintaining sulphuric acid storage tanks. It will be assumed here that the overall price of sulphuric acid will be €60 per tonne. The additional cost that Spolana would incur would not be the full €60/tonne of sulphuric acid; rather, it would be the difference between the €60/tonne cost when buying from the market and the current cost of manufacturing 1 tonne of sulphuric acid. The manufacturing cost of sulphuric acid in 2017 was ''#C#'''''''''' '''''' '''''''''' ''''' ''''' ''''''' per tonne.
Taking a cost increase of ca. €''#F#''' per tonne, the additional cost of purchasing sulphuric acid for a period of ca. 12 years can be estimated to be ''#F#' '''''''''''' (range: €0.1-1 million) (discounted at 10%), as shown in Table 5–2.
Table 5–2: Cost of purchases of additional sulphuric acid under the “Non-use” Scenario
Year Discounting year # Discounting factor Discounted cost per annum (€)
2020 3 0.751 0 (chlor-alkali plant is shut, no sulphuric acid
needed)
2021 4 0.683 0 (chlor-alkali plant is shut, no sulphuric acid
needed)
2022 5 0.621 '#F# table''''''
2023 6 0.564 '''''''''''''
2024 7 0.513 ''''''''''''''
2025 8 0.467 '''''''''''''
2026 9 0.424 ''''''''''''''
2027 10 0.386 '''''''''''''
2028 11 0.350 '''''''''''''
2029 12 0.319 ''''''''''''''
2030 13 0.290 '''''''''''''
2031 14 0.263 '''''''''''''
Total ''''''''''''''
Source: Spolana
Notably, none of the companies belonging to the Unipetrol RPA/PKN Orlen group produce sulphuric acid. Spolana would need to source the chemical from one of several possible suppliers located, for instance, in the Czech Republic, Austria or Hungary.
In addition to the purchase of sulphuric acid, Spolana would need to install a dechlorination and concentration unit. At present, concentrated sulphuric acid is used for chlorine drying during which it is diluted with chlorine humidity. This used acid is neutralised by ammonia and treated at the existing ammonium sulphate unit and then sold as a fertiliser. Under the “Non-use” Scenario, as the ammonium sulphate unit would not be operational for at least 12 years, it would be necessary to process the used sulphuric acid in a different way, namely in a new dechlorination and concentration unit that would treat and recycle the purchased sulphuric acid after it has been used in chlorine drying. Spolana is able to estimate the potential cost of such a new unit with reasonable accuracy. '''#D, F#' '''''''''' '''''''''''''' ''''''''''''''' ''''''' ''''''''''''' ''''' ''''' ''''''''''''''''''' '''''''' '''' '''''''''''''' ''''''' '''''''''' '''''''''''''''' ''''''' ''''''''''''''''' '''' '''''''''''''''''''''''''' ''''' ''''''''''''''''''' ''''''' ''''''' ''''''''''''''''''''''' '''''''''''''''''''''''''' '''''''' '''' ''''''' ''''''''''''''''''' '''''''' '''''''''' '''' '''''''''''''''''' ''''''' ''''''''''''''''' '''''''' '''''''''' ''''' '''''''''''''''''''''' ''''''''''''''''' '''' '''''''' '''''''''' '''' '''''''''' '''''''''''''''' '''''''' '''' ''' ''''' ''' '''''''''''' ''''''''''''' ''''''''''''''''''''''' ''''''' ''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''' '''''''''''''''' ''' ''''''''''''''''''' ''''' '''''''''''''''''''''''''' '''''''''''''' ''''''''''''''''''' ''''''' ''''''''''''''''''''' ''''' '''''''' ''''''''''''''''''''' '''''''''''' '''' '''''''''''''''''''' ''''''''''' ''''' ''''''''''''''''''' ''''''''''''' '''''''''''''''' '''''''''''''''''' '' ''''''''''''''''' ''''''''' ''''''''' ''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 184
''''''''''''''''''''''''' ''''''' '''' '''''''''''''''''''' ''''' ''''''''' '''' '''''' ''''''''''''''' '''''''''' ''''''''''''''' '''''''''' ''''''' ''''''''''''''''''''' ''''''''''' '''' ''''''' ''''''’’’'''' the cost of constructing the new unit can be estimated to exceed ''#F#''''''''''' (range: €1-10 million).
Economic losses for the remaining Neratovice plants from downtime of the caprolactam plant
The shutdown of the caprolactam plant for an estimated period of 12 years as a minimum would mean a lower utilisation of capacities of the Energy Centre. As discussed in Section 4.2.10, Spolana is planning to invest in a new Energy Centre by mid-2019. Its capacities would become too high over the of caprolactam plant’s downtime period. This would reduce economies of scale and would make operations costlier.
More specifically, as a result of the shutdown of the caprolactam plant, utilities consumption would be reduced as follows:
Air: demand for air would decrease by '#B, C, F#'''''''' m3, i.e. ''% (range: 1-10%) of total consumption;
Filtered water: demand would decrease by ''''''' '''''''''''' m3, i.e. by '''''% (range: 25-50%); Clarified water: demand would decrease by '''''''''''''''' m3, i.e. by '''''''% (range: 1-10%); Service water: demand would decrease by ''''''''''''' m3, i.e. '''''''% (range: 1-10%); Inorganic wastewater: inputs would decrease by ''' ''''''''''''' m3, i.e. '''''% (range: 50-100%);
and Biological wastewater: inputs would decrease by '''''''' '''''''''''''' m3, i.e. '''''% (range: 25-50%).
On the other hand, less pronounced impacts would arise in relation to the following utilities:
Electricity: demand for electricity would decrease by 47,800 MWh, i.e. by ''#B, C, F#'''% (range: 25-50%) of total consumption. '''#B, C#''''''''''' '''''''''' '''''''''' ''''''''''''''''' '''''''''''''''' '''''''' '''''' '''''''''''' ''''''''''''''' ''''' ''''''''' ''''''''''''''''''' '''' '''''''''''''''' ''''''''''''' '''''''''''' ''''''''''''''''' '' ''''''''''' '''''''''''''''' ''''' '''''''''''''''''''' ''''''' '''''''''' ''''''''''' '''''' '''''' ''''''''''''''' ''''''' ''''''''' ''''''''''''' '''''''''''''; and
Steam: reduction of steam consumption would not occur because the caprolactam plant produces the steam using the heat from its exothermic chemical reactions, its thermal balance is positive, and a small excess of steam is even supplied to the corporate pipeline. Thus, downtime of the caprolactam plant would actually slightly increase the capacity utilisation of the new Energy Centre.
For the majority of utilities, a reduction in demand during the downtime of the caprolactam plant would probably not cause significant difficulties in the production and supply of the above inputs. The technologies used are able to cope with a drop in capacity utilisation, even in the case of a decrease as significant as it is in the consumption of filtered water. If necessary, it would be possible to reduce the number of lines in operation.
On the other hand, a significant problem would arise in relation to the treatment of wastewater at the on-site STP, although its operation could continue even without the input of wastewater generated by the caprolactam plant. The following impacts can be envisaged:
Impacts from lower capacity utilisation of the inorganic line of the STP: the capacity of the inorganic line of the STP is '#B#''''''''' m3/h or '''#B#''''' m3/day. The usual inflow of all waters into inorganic line of the STP is about '#B#'' m3/h or ''#B#'''''' m3/day, i.e. the projected capacity utilisation is ca. '#B#% (range: 25-75%). The wastewater flow from the caprolactam unit to the STP is about 333 m3/h or 8,000 m3/day, which is about '#B#% (range: 50-75%) of

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 185
the utilised capacity of the inorganic line. Therefore, under the “Non-use” Scenario the input of inorganic wastewater into the on-site STP would be significantly reduced;
Impacts from lower capacity utilisation of the organic line of the STP: under the “Non-use” Scenario, the ratio of biodegradable substrate over nutrients (nitrogen, phosphorus) would change; the share of other wastewater (from the VCM plant PVC production) containing possible inhibitors of decomposition processes would increase53. These would result in the following costs:
Rebalancing of nutrients: due to the lack of some of the nutrients (C, N, P), when limiting the production of wastewaters from the caprolactam plant, an increase in costs by ''#F#''''''''''''''' '''' '''''' ''''''''''''''' (range: €10,000-100,000) per year in the form of external dosing of nutrients could be expected. The discounted cost of the requested extension of the review period can be estimated at ''#F#''''''''''''''' (discounted at 10%) (range: €10,000-100,000). Notably, in the absence of inputs to the on-site STP from the caprolactam plant, it would also be possible to expect the risk of low wastewater temperature on the biological line during the winter period (inhibition of nitrification); and
Investments for rebalancing the AOX value of STP inputs: biodegradable wastewater is made up of wastewater from VCM/PVC manufacture, caprolactam and municipal sewage water. The loss of wastewater from the caprolactam plant would increase the proportion of organic chlorinated substances (AOX) entering the STP with a negative impact on its efficiency and the achieved AOX values at the outlet of purified water to the recipient water body (i.e. the River Elbe (Labe)). To resolve this problem, it would be necessary to install a system for the alkaline hydrolysis of chlorine-containing wastewater at the VCM plant. The estimated cost of the alkaline hydrolysis system is about '#F# ''''' '''''''''''''' ''''' '''''' ''''''''''' '''''''''''''' (range: €1-10 million)54. Ultimately, prior to the re-introduction of the caprolactam plant into operation, the reconstruction of the biological part of the STP would have to be carried out with the introduction of a nitrification-denitrification process. The cost of this is estimated at ''#F#'' '''''' '''''''''''''' ''''' ''''' '''''' ''''''''''''' (range: €1-10 million). '''#D#''''''''''''''''' '''''''''''''''''''' '''''''''' ''' '''''''''''''''''' '''''''''''' '''''''''''''''''''''' '''' ''' '''''''''''''''''''''' ''''''''''''''''''''''''''' ''''''''''
53 Organic wastewater is rich in nitrogen, while the Neratovice municipal sewage water is the major donor of phosphorus. The biological treatment of organic wastewater requires an ideal ratio of organic compound (pollution in wastewater from other plants) and elements such as nitrogen and phosphorus. There is a theoretical ratio between C:N:P for ideal biological treatment of 100:5:1.
54 ''#D, F# '''''''''''''''''''' '''''''' '''' ''''''' '''''''''''''''' ''''''''''''''''' ''''''''''''' '''' '''''''' '''''' ''''''''''''' ''' '''''''''''' ''''' ''''''''''' '''''''''''''''''''''' '''' '''''''''''''''''' ''''''''''''''''''''''''' ' '''''''''''''''''''''''' '''' ''''''''''''''''''''''' '''''''''''''''''''''''''' '''''''' '''''''''''''''''' '''''''' ''''''''''''''''''''''' '''''''' ''' ''''''' '''''''''''' '''' ''''''' ''''''''''''''''' ''''' '''''''''' '''''''' ''''''''''''''''''''' '''''' ''''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''''''' '''''''''''''''''''''' ''' '''''''' ''''''''''''' '''''''' ''''' ''''''''''''''''''' ''' '''''''' '''''''''''''''''' ''''''''''''''' ''' ''''''''' '''''''''' ''' ''''''''' ''''''''''''''' '''''''''' ''''''' '''''''''' ''''''''''' '''' ''''''' ''''''''''''''''''''' '''''''''''''''''''' ''''''''''' '''''''' '''' '''''' ''' '''''''''''''''''''' ''''''''''''''''''''' '''' '''''' ''''''''''''''''''' ''''''''' ''''' '''''''''''''''''''''''''''' '''''''' '''''''''''''''
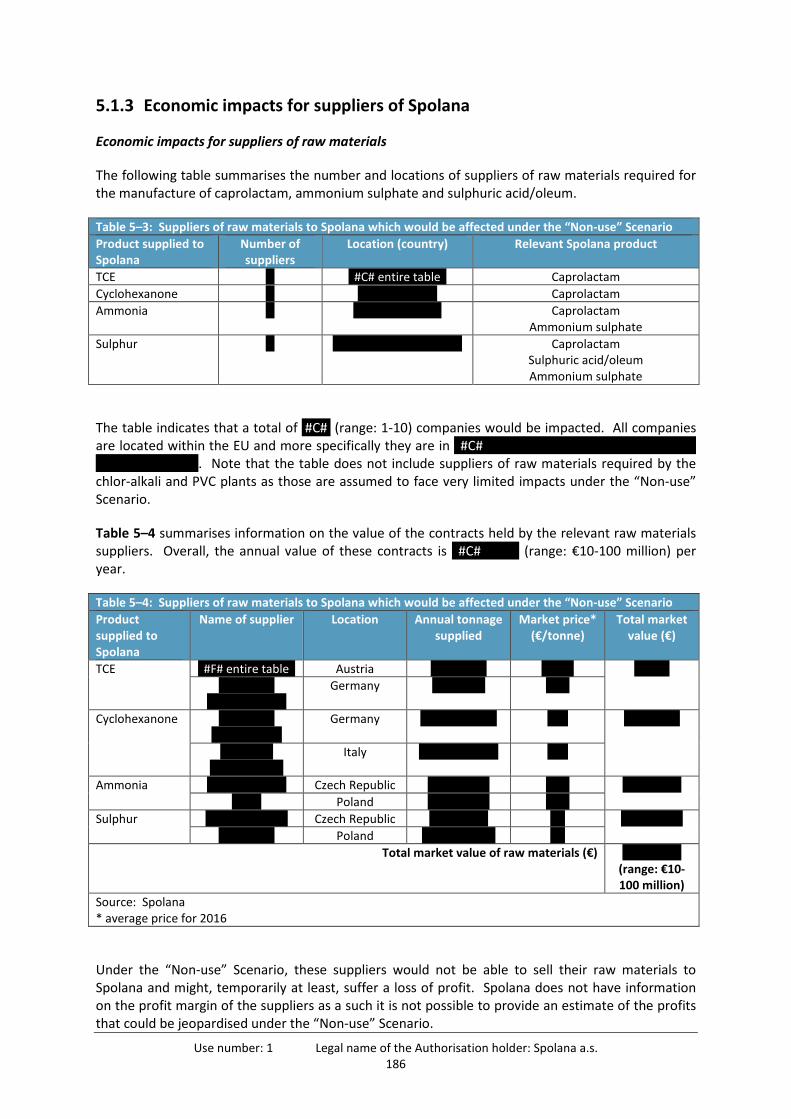
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 186
5.1.3 Economic impacts for suppliers of Spolana
Economic impacts for suppliers of raw materials
The following table summarises the number and locations of suppliers of raw materials required for the manufacture of caprolactam, ammonium sulphate and sulphuric acid/oleum.
Table 5–3: Suppliers of raw materials to Spolana which would be affected under the “Non-use” Scenario
Product supplied to Spolana
Number of suppliers
Location (country) Relevant Spolana product
TCE ''' ''#C# entire table'' Caprolactam
Cyclohexanone ''' '''''''''''''''''' '''''''' Caprolactam
Ammonia ''' ''''''''''''''''' '''''''''''' Caprolactam Ammonium sulphate
Sulphur ''' ''''''''''' ''''''''''''''''' '''''''''''''' Caprolactam Sulphuric acid/oleum Ammonium sulphate
The table indicates that a total of '#C#' (range: 1-10) companies would be impacted. All companies are located within the EU and more specifically they are in ''#C#''''''' ''''''' ''''''''''' ''''''''''''''''''' ''''''''''''''''' '''''''' ''''''' ''''''''''''''. Note that the table does not include suppliers of raw materials required by the chlor-alkali and PVC plants as those are assumed to face very limited impacts under the “Non-use” Scenario.
Table 5–4 summarises information on the value of the contracts held by the relevant raw materials suppliers. Overall, the annual value of these contracts is ''#C#'''''''''''' (range: €10-100 million) per year.
Table 5–4: Suppliers of raw materials to Spolana which would be affected under the “Non-use” Scenario
Product supplied to Spolana
Name of supplier Location Annual tonnage supplied
Market price* (€/tonne)
Total market value (€)
TCE ''#F# entire table'' Austria ''''' ''''''''''''' ''''''''''' ''''''''''''
''''''' ''''''''''' '''''''''''''''''''''''''''
Germany ''''' '''''''''''' ''''''''
Cyclohexanone ''''''' ''''''''''' ''''''''''''''''''''''''
Germany ''''''''' '''''''''''''''' ''''''' ''''' '''''''''''''
''''''' '''''''''' '''''''''''''''''''''''''
Italy ''''''''' ''''''''''''''''' '''''''
Ammonia '''''''''''''''''' '''''''' Czech Republic ''''' ''''''''''''''' '''''''' ''''' ''''''''''''''
'''''''''' Poland ''''' ''''''''''''''' ''''''''
Sulphur ''''''''''''''''''' '''''''' Czech Republic ''''' '''''''''''''' ''''' '''''' ''''''''''''''
''''''' ''''''''''' Poland '''''''' '''''''''''''''' '''''
Total market value of raw materials (€) ''''' ''''''''''''' (range: €10-100 million)
Source: Spolana * average price for 2016
Under the “Non-use” Scenario, these suppliers would not be able to sell their raw materials to Spolana and might, temporarily at least, suffer a loss of profit. Spolana does not have information on the profit margin of the suppliers as a such it is not possible to provide an estimate of the profits that could be jeopardised under the “Non-use” Scenario.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 187
However, on the assumption that third party manufacturers of caprolactam, ammonium sulphate and sulphuric acid would move to take up Spolana’s market share, it might be assumed that the aforementioned suppliers of raw materials might increase their sales to those third parties, thus mitigating any profit losses associated with the shutdown of Spolana’s caprolactam plant. The timeframe over which such losses could be mitigated cannot be known.
It is worth noting the following impacts in particular:
'''#C, F#'''''''''''''''''''' '''' '''''''''''''' '''' ''' ''''''''''''''''''''' '''''''''''''''' ''' '''''''''' ''''' '''' ''''' '''''''''''''''''''' ''''''''''''''''''' '''' ''''''' '''''''''''''''''' '''' '''''''''''''''''''''''''''' ''''''''' '''''''''''''''' '''''''''''''''''' ''''''''''' ''''''''''''''' ''''' ''''''' '''''''''''''''''' '''' '''''''''' '''''''' '''' ''''' ''''''''''' '''''''''''''''''''''''
''''''''''''' '''''''''''' ''''''' ''''''''''''''''' ''''''''''''''''' '''''''''' '''''''''''' ''''''' '''''''''''''''' ''''''''''''''' '''''''''' ''''' '''''''''''''''''''
As noted earlier, this analysis cannot quantify the magnitude of these impacts on Spolana’s suppliers of raw materials under the “Non-use” Scenario as the profit margins of suppliers are not known and the ability to find alternative customers under the “Non-use” Scenario (or indeed the speed of achieving this) cannot be speculated upon. However, it must be understood that adverse effects would arise, certainly in the short-term''#F#''''' '''''''''' ''''''''''''' ''''' ''''''''''''''''''''' '''''''''''''''''''''''' ''''' ''''''''''''''''''' '''''''''''' '''''' '''''''''' '''''''' '''''''''' ''''''''''''.
Economic impacts for suppliers of services
Table 3–31 provided a list of companies that provide services relevant to the operation of Spolana’s caprolactam plant. Apart from ‘’ #C#’’’’’’’’’’’’ which provides maintenance services across the Neratovice site, Spolana can name a further ''#C#''' (range: 10-50) companies which offer a variety of services to the caprolactam plant ''#C#''''''''''' ''''''''' '' ''''''''''''''' '''' ''''''''''' '''' '''''' ''''''''''''''''''''''''' ''''''''''' ''''''''''''' '''''' '''''''''''''''' '''''''''' ''''''''''''''' '''''''''''' ''''''''''''''''''' '''''''', from catering and cleaning to electrical maintenance, rail transport, security services and others.
The total value of contracts held by these service providers amounts to ''’ #C#' '''' '''''' ''''''''''''''''''''''''' ''''''''''' (range: €1-10 million) per year (based on 2016 data). Of this, ''’ #C#'''% (range: 25-50%) was associated with the caprolactam plant.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 188
With respect to potential impacts on specific service suppliers, Spolana is aware that it accounts a significant part of the revenues for ''’ #C#''' (range: 1-10) companies. These, including an estimate of their potential revenue losses under the “Non-use” Scenario are shown in Table 5–5.
In particular, Spolana believes that it accounts for a significant part of the of '’ #C#'''''''''' ''''''''''''''' ''''''''''''''''''''' '''''''' ''''''' '''''''''''; '''’ #C#''' '''''''''''''' '''''''''''''''''''''' ''''''' ''''''' ''''''''''' would face difficulties in finding alternative customers because these companies are only active in the Neratovice area55 and are offering services exclusively or primarily to Spolana, therefore a significant loss of revenues under the “Non-use” Scenario would severely affect them.
Table 5–5: Suppliers of raw materials to Spolana who would be affected under the “Non-use” Scenario
Service provider
Type of services offered
Current total number of employees delivering contract work to Spolana
Estimated loss of revenues
under the “Non-use” Scenario*
Employees associated with…
Caprolactam plant All Spolana plants
''''''''''' ''''''''''''' ''''’ #C# entire table'' ''''' ''''''' 50%
'''''''' ''''''''''''''''' '''''''''''''''''' ''' '''''''''''''
''' ''' ''' ''' 20%
''''' '''''''''' ''''''''' ''''''''''''''''' '''' '''''''''''''''' ''''''''''
''' '' 100%
'''' ''''''''''' ''''''''''''''''''''''''' '''''''''''''' '''''' ''''' 50%
''''''''''''''' '''''''''''''''''' '''''''''''''' ''' ''' 50%
'''''''''''''''' ''''''''''' '''''''''''''''' '''''''''''''' ''''''''''''''''''''''
''' ''''' 50%
'''''''''''''''''''''''' '''''''''''' ''''''''''''''''' ''''''''''''''' '''''''''''''''''''''
''' ''' 50%
''''''' ''''''''''' ''''''''''''''''''''''''' '''''''''''''' '' ''''' 50%
Total 49 176
Source: Spolana * This column shows the estimated reduction in the revenues arising from services offered to Spolana only
As for the suppliers of raw materials, Spolana cannot provide estimates of profits lost for the above companies, as no information is available on their profit margins.
5.1.4 Economic impacts for downstream users of Spolana
Summary of affected downstream supply chains
The following table summarises information from Section 3.2.3 on the numbers and locations of Spolana’s customers for the three affected products, caprolactam, ammonium sulphate and sulphuric acid.
55 Other local (Neratovice) companies include '’ #C#''''' '''''''''''''''' ''''''''''''''''' ''''''''''''''''' ''''''' '''''''''' '''''''''''''''.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 189
Table 5–6: Summary of numbers and locations of potentially impacted customers of Spolana under the “Non-use” Scenario
Location Distributors Product Downstream users Product
''''''''''''' ''' '''
''’ #C, F#''''' ''''''''''''''''''''
''''''''''''''''''''' '''''''''''''''''
''' ''''''''''''''''' '''''''''''''''''''''
'''''''''''''' '' '' ''' ''''''''''''''''''''''' '''''''''''''''''
'''''''''''' '''''''''''''''' ''' ''
''''''''''' ''''''''''''''''''''' '''''''''''''''' ''''''''''''''''''''''
''' '''''''
''''''''''
'''''''''''' ''''''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''''''''''''''''''''''''''''' ''''''''''''''''
'''''''''''''''''' ''' ''' '''
''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''''' '''''''''''''''''
''' ''' '''
'''''''''''''' ''''''''''''''''''''''' '''''''''''' '''''''''''''''''''''
'''''''''''''''''' ''''''''''''''''''''''
''''''''''''''''' '' '' '''''''' '''''''''''''''''''' '''''''''''''''
'''''''' ''' '''''''''''' ''''''''''''''''''''''' ''' '''
'''''''''''''' ''''''''''''''''''''' '''''''''''' ''''''''''''''''''''''''
''''''''''''' '' '' ''' ''' '''
''''''''''''' ''''''''''''''''''''''''' ''''''''''''''''' ''''''''''''''''''''
''''''''''''''''''''' ''''''''''''''''''
'''''''''''' '''''''''''''''' ''' '''
''''''''''''''' ''''''''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''''
''' ''
'''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''' '''''''''''''''
''''''''''' '' '' ''' '''''''''''' '''''''''''''''''''''''''
Total 19 All three affected products
73 All three affected products
Source: Spolana
Clearly, the presence of a notable number of distributors indicates that the actual number of downstream users that use Spolana’s products is far higher than the 73 shown in the table. It can be revealed that a significant proportion of Spolana’s distributors as well as direct customers-downstream users are located in the Czech Republic. Therefore, any adverse impacts under the “Non-use” Scenario would be particularly concentrated in the Czech Republic.
Economic impacts for downstream users of caprolactam in the EEA
Market availability of merchant caprolactam: it should be noted that all three impacted products, caprolactam, ammonium sulphate and sulphuric acid, have their own separate markets with unique characteristics. In all three cases, however, Spolana focuses its sales on ''’ #C#''' ''''''' '''''''''''''''''' '''''''''''''''' '''''''''''''''' '''''' '''''''''''''''''' '''''''''''''''' ''''''''' ''''''' ''''''''''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''' ''''''''''''''' '''' ''''''''''''''''''' ''''''' ''''''''''''' ''''''''''''''' '''' '''''''''' ''''''''''' ''''''' ''''' ''''''''''''''''''' '''''''' '''' ''''''''''' ''''' ''''''''''''' ''''''''' '''' ''''''''''''''''''''''''''
In assessing the potential impacts on Spolana’s customers, it must be noted that Spolana is a merchant supplier of caprolactam. In other words, Spolana does not internally use caprolactam, it simply places it on the market. Conversely, integrated producers of caprolactam/PA-6 concentrate on captive use of caprolactam for their own manufacture of PA-6 and thus offer only part of their caprolactam product on the market. The following table shows the sales of molten caprolactam by Spolana per type of customer ''’ #C#''''''''''' ''''' '''''''''''''''''''''''''''''' and compares this to estimates manufacturing capacity of merchant manufacturers of caprolactam (i.e. of manufacturers who do not sue caprolactam internally in the manufacture of PA-6).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 190
Table 5–7: Spolana’s role in the European merchant market for (molten) caprolactam
Type of customer Spolana sales in 2016
Spolana sales in 2017
Total European caprolactam manufacturing capacity of non-integrated producers
''’ #C# table'''''''''' '''''''' '''''''''''''''' ''''''''' ''''''''''''''' See Figure 5–1<120 ktonnes in the EEA
<240 ktonnes in Europe (i.e. incl. ex-USSR) ''''''''''''''''''''''''''''''' '''''''' ''''''''''''''' ''''''''' ''''''''''''''
'''''''''' '''''''' ''''''''''''''' '''''''' '''''''''''''''''
Source: Spolana ''' '''''''' ''''''''' ''''''''''''''''' '''''''' '''''''''''''''' '''''''''''''' ''''' '''''''''''''''''''' ''''''' '''''''''''''''''''''''''''' ''''''''''''''''''''' '''' '''''''''' ''''''' '''''''''' ''' '''''''''''''' ''''' '''''''''' '''''''''''''''''' ''''' '''''''''''''' '''''''''''''''''''' ''''''''''''''''''''''''''' '''' '''''''' ''''''' '''''''''''' '''''''''''' '''''''''' ''''' ''''''''''''''' ''''''''''''''''''''''''''' '''''''''''''''''''''''''''' ''''' ''''''''
Figure 5–1: Caprolactam producers in Europe
Under the “Non-use” Scenario, if Spolana were out of the market for many years non-integrated manufacturers of PA-6, the natural customers of Spolana, would need to secure and diversify their supply of caprolactam.
The key issue would be what spare capacity could be found at those other suppliers. As shown in Figure 5–2, Europe’s manufacturing capacity for caprolactam is about 1.9 million tonnes, while the manufacturing capacity for polyamides is ca. 1.4 million tonnes (NB. one can assume a caprolactam consumption rate of 1.2 tonnes per tonne of PA-6). There is a surplus of up to 0.3 million tonnes of caprolactam resulting from the structural oversupply; this is exported to Asian markets (of course, no caprolactam manufacturer runs production with a 100% capacity utilisation rate). Therefore, it would appear possible that other European manufacturers of caprolactam could replace Spolana’s supply under the “Non-use” Scenario by simple redirection of exports to non-EU customers to the EU domestic market.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 191
Figure 5–2: Caprolactam and polyamide manufacturing capacities in EuropeSource: IHS
In reality, how Spolana’s competitors would react would be more a question of the economic effectiveness of sales, than the capacity availability/technical matter. All manufacturers have long-term relationships and contracts with their customers; the competition between caprolactam manufacturers could also play a role.
Moreover, the balance of caprolactam in Europe is changing: BASF has decided to reduce the production of caprolactam in Ludwigshafen, while Grupa Azoty and UBE have increased their captive use of caprolactam towards their internal production of PA-6 which is reflected in lower supply of caprolactam in the EU markets. Spolana’s departure from the market would allow large, integrated producers to increase the pressure on prices for non-integrated producers as one of the sources of merchant caprolactam would be not available.
It is not possible to predict which manufacturers of caprolactam would be able to would replace Spolana’s volume under the “Non-use” Scenario. The safest assumption would be that Spolana’s market share would be taken over by a range of alternative suppliers. It is worth pointing out that another user of TCE, Grupa Azoty of Poland (incorporating Grupa Azoty Puławy and Grupa Azoty Tarnow), would be unlikely to replace Spolana, as in theory their caprolactam and PA-6 production should be balanced.
Overall, it can be assumed that Spolana’s customers would be able to identify alternative sources of caprolactam under the “Non-use” Scenario; alternative caprolactam suppliers are well known. It could be expected that within 3-6 months Spolana could be replaced as the source of molten caprolactam.
Loss of benefits associated with existing business relations with Spolana: Spolana has long-term relations with its partners. The company offers consistent quality, good service and on-time delivery. As mentioned above Spolana is the natural partner for non-integrated PA-6 manufacturers. The most important benefit is the fact that Spolana is not a competitive player on PA-6 market, while integrated producers on one hand they offer merchant caprolactam and on the other hand compete with non-integrated on the PA-6 market. The “Non-use” Scenario would mean that Spolana’s downstream users would come under increased pressure on the raw material side.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 192
Changes to market prices: within a single region, i.e. Europe, the caprolactam market is very competitive so it can be assumed (without any knowledge on the prices of competitors) that Spolana’s prices are more or less similar to those of competitors.
Across regions, however, caprolactam prices may vary. For a start, these markets have different raw material costs – especially toluene. In addition, Spolana is mostly selling molten caprolactam. Imports from the USA or Asia are in the form of flakes. Therefore, besides the transportation costs there are additional costs for heating and flakes fusion. Moreover, due to the specifics of caprolactam flake material (i.e. caking), this form of caprolactam is sold in 25kg bags. Therefore, additional handling costs must be considered if moving to imported flakes. It must also be noted that importing caprolactam into Europe is rather less attractive than importing PA-6, as it is a higher margin product.
Economic impacts for downstream users of ammonium sulphate in the EEA
Spolana believes that its customers would not be able to easily find alternative sources of ammonium sulphate within their region. The following parameters would come into play:
Lack of capacity among European manufacturers: other known users of TCE (DOMO Caproleuna, Grupa Azoty) would be unlikely sources of ammonium sulphate as these companies have their own (local) markets and are believed to have no significant capacity to spare (see discussion on transportation costs which prevents sales over longer distances). In addition, it must be remembered that several European producers use different caprolactam manufacturing technologies which generate a lower ratio of ammonium sulphate per tonne of caprolactam compared to Spolana. This means that the increased manufacture/supply of caprolactam to the market by Spolana’s competitors would not be accompanied by an increased manufacture/supply of ammonium sulphate equivalent to the volume currently placed on the market by Spolana. Establishing additional manufacturing capacity would probably mean new production units based on direct neutralisation of sulphuric acid by ammonia; however, the issue of capacity and transportation costs would arise for the sulphuric acid raw material, as described on the following page;
Higher transportation costs: '''’ #C#''''''''''' ''''''''''''' ''''''' '''''''''''' ''''''''''''' '''' '''''''' '''''''''''''''''''' '''' '''''''''''''''' Whilst some small quantities of ammonium sulphate could be sourced from the Slovak Republic, full replacement of Spolana’s ammonium sulphate volume would not be possible. Theoretically Spolana’s amount of ammonium sulphate ''’ #C#''''''''''' ''''''''''''' could be replaced by deliveries from BASF, DSM, China, Russia or Ukraine. Nevertheless, such deliveries would be quite expensive because of transportation costs which could have a negative impact on pricing in the Central European region. ''''’ #C#'''''' '''' '''''''''' '''''''''' ''''''''''' '''''''''''''''' '''''' '''''''''''''''''''''''' '''''''''''''''' '''''''''' '''''''''' ''''''' ''''''' ''''''''''''' '''' '''''''''' ''''' ''''' ''''''' ''''''' '''''''''''' ''''''''' '''''''''' ''''''''''''''''''' '''''' ''''''''''''''''''''''' ''''''''''''''' ''''''' ''''''''''''''' '''''''''''''''''''''' ''''' ''''''''''''''''''''''''''''' '''''''''' ''''' '''''''''' '''' ''''' '''''' '''''''''''''' '''''' '''''''''''''''''''''' '''''''''''''''''' ''''''''''' ''''''''''' '''''''''' '''''''''''' ''''''' '''''''''' ''''''''''' ''''''' '''''''''''' '''''''''''''''' ''''' ''''' '''' ''''''' ''''' ''''''''''''''' ''''''' ''''''' ''''''''''' '''''' '''''''''''''' '''' '''''' ''''''''''' '''''''''''''''' ''''' ''''''''''''' ''''''' '''''' '''' ''''''' '''''' ''''''''''' ''''' ''''''''''''''''' '''' '''''''''''''''' '''''''''''''' ''' '''''''' '''''''''' ''''''''''''''''''' '''''' '''''''''''''''' '''''''' '''''''' ''''''''''''''''''' ''' '''''' ''''''''''''''''''''''''' ''''''''''''''''' '''''''' '''''' ''''''''' ''' ''''''''''''''''''' ''''''' ''''''' '''''''''' ''''''' '''''''''''' '''''''''' '''' '''''' ''''''''''' ''''''''''''''''' '''''''''''''' ''''''''' ''''''' ''''''''''''' ''''''' '''''''''''
Ammonium sulphate is widely used in agricultural applications because of its low costs, which also makes its market very price sensitive. This low cost is one of the reasons farmers prefer it to other fertilisers. If the price of ammonium sulphate were to become comparable or higher than the price of other fertilisers containing nitrogen and sulphur (mixture of

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 193
ammonium nitrate with potassium sulphate for example), they would consider switching to the alternative; and
Potential loss of quality: ammonium sulphate from sources other than caprolactam manufacture or direct synthesis from sulphuric acid and ammonia is usually not suitable for use in the manufacture of fertilisers due to the high content of organic impurities.
Economic impacts for downstream users of sulphuric acid in the EEA
Contrary to the past, the market availability of sulphuric acid has somewhat changed in recent years and is more balanced with consumption. This is a consequence of ownership changes for a number of relevant companies in the region. More specifically, Syntesia, a.s. and Precheza a.s. in the Czech Republic and Duslo, a.s. in the Slovak Republic have now become parts of Agrofert Holding a.s. As the name of the company indicates, Agrofert is active mainly in the food industry and production of fertilisers. Agrofert continuously expands its fertilisers production capacity, because its goal is to be the largest fertilisers producer in Central Europe. Due to Agrofert’s acquisition of these smaller players, the sulphuric acid production and consumption within the group is now almost equal. Duslo, a.s. is even producing ammonium sulphate by direct synthesis with sulphuric acid and ammonia.
The above situation makes the market availability of sulphuric acid in the Central European region constrained and, therefore, Spolana’s inability to supply the substance could have repercussions for its customers. Indeed, it would be necessary to cover the loss of Spolana’s supply of sulphuric acid mostly by import (80 - 90%) from Poland, Hungary and Germany. Spolana manufactures a special quality sulphuric acid product, which is very important to the '’ #C#''''''''''' industry. Manufacturers of '''’ #C#'''''''''''' ''''''''''''''' would face significant problems with replacing Spolana’s supply both in terms of quantity and quality.
Similar to ammonium sulphate, the market for sulphuric acid is very price sensitive, therefore in case of imports, the transportation costs would play significant role and it can have a negative impact on pricing in the Central European region.
The situation with the availability of oleum is slightly different. There is an oleum producer in Hungary, who produces this material only on order and has some spare capacity. ''''’ #C#'''''''''''''' ''''''''''''' '''' ''''''' '''''''''''''''' ''''''' '''''''''''''''' ''''''''''''''' '''' ''''''''''''''''' ''''''''' '''' '''''''''''''''''''''''''' '''' ''''''''''''''''''''''' ''''''''''''''''''''''' '''''''''''' ''''''''''''''''''' '''''''''''''''''' '''''''' '''''''' '''''''' '''''''''' ''''''' '''' '''''''''''''''''''' On the other hand, there is a transport problem because of lack of special railway tankers needed for oleum transport, which are different to those for sulphuric acid because of the different corrosive properties of the two materials.
Economic impacts for downstream users outside the EEA
As noted in Table 3–6, Spolana has '’ #C#'' (range: 1-10) distributors of caprolactam outside the EU'' ''’ #C#''''''' ''''' '''''''' '''''''''' '''''. A total of ''’ #C#'''''''''''''' '''' ''''''''''' ''''''''''''''''''''''' was sold through these distributors in 2016. This volume is being sold to non-EEA end users.
'''’ #C#'''''''''''''' '''' '''''''' ''''''''''' '''' '''''''''''''''''''''''''' '''''''' '''''' ''''''''''' ''''''''''''''''' ''''' '''''''''''''''''' '''''''''''''' '''' ''''''' '''''''''' '''' ''''''''''''''''' '''''''''''''''' ''''''''' '''''''''''''''' '''''''''''''' '''''''''' ''''''''''''''''''' '''''' ''''''''''''''' '''' ''''''''''''''''''''' '''''''''''''''''' '''''''''' '''''''''''' ''''' ''''''''' '''' '''''''''' '''''' ''''''' ''''''''''' ''''''''''' ''''''''''''''''''''' '''''''''' '''''''''''' '''''''''''' ''''''''''''''''''''''' ''''''''' ''''''''''''''' '''' ''''''''''''' ''''''''''''''''''''''''' ''''''''''' '''''''''''''' '''''''''' '''''''''' ''''''''''''''' ''''''''' ''''''''''' ''''''''' ''''''''''''''''''''' ''''''' '''''''''' ''''''' ''''''''' '''' '''''''''' ''''''' '''''''''''''' '''' ''''''' ''''''''''''' ''''''' '''''''''' ''''''''''''''''' '''''''''''''' '''''' '''''''''' '''''''' '''' '''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 194
In general, Spolana expects that these end users would be able to identify alternative suppliers. The most likely source of alternative material would be China. The overall impact on this group of downstream users is assumed to be small.
5.1.5 Economic impacts for actors outside Spolana’s supply chain
External companies operating out of Neratovice’s commercial zone
There are 44 companies which are operating from the commercial zone of the Neratovice site. The Facility Management Department (outsourced to Spolana from the parent company Unipetrol RPA s.r.o.) is managing the site (including guarding services) while the Energy Centre supplies external companies with electric power, heat, different types of water, natural gas and wastewater treatment services.
Given that under the “Non-use” Scenario Spolana will remain in business and the Facility Management Department and Energy Centre will remain operational56, any adverse effects on the external companies will be limited and thus will be disregarded in this analysis.
Other companies operating outside the Neratovice site
As described earlier, Spolana supplies electric power to eighteen companies located outside its premises, heat to two companies and water to six companies. ''’ #C#''''''''' '''''''' '''''''''' '''''''''''''''' ''''''''''''''' '''''' '''''' ''''' '''''''''''''''''''' ''''' '''''''' ''''''''''''''''''' Overall, no discernible adverse effect would be envisaged for these companies under the “Non-use” Scenario.
In addition, Spolana’s on-site STP is receiving municipal wastewater as well as industrial wastewater from a small number of local companies. Although the “Non-use” Scenario will be accompanied by certain adverse effects on the operation of the on-site STP, it is not envisaged that these could have a discernible adverse effect on the industrial ‘users’ of Spolana’s on-site STP.
Third party manufacturers of caprolactam, ammonium sulphate and sulphuric acid
Impacts on these actors are discussed in Section 5.5 on distributional effects.
Competitors to Spolana’s downstream users of caprolactam, ammonium sulphate and sulphuric acid
Impacts on these actors are discussed in Section 5.5 on distributional effects.
5.1.6 Economic impacts on consumers
Impacts on consumers
As shown in Section 3.2.3, caprolactam is used primarily in the production of PA-6 fibres and PA-6 engineering resins and films. Given the very small market share (both within the EEA and globally) of Spolana in the caprolactam market, the downtime of the Neratovice plant would have a very small, if any, impact on the markets for nylon-based products. With specific regard to the Czech Republic, domestic consumption of caprolactam for the production of PA-6 is very small and the domestic
56 Although adverse effects on the operation of the on-site STP should be noted.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 195
need for such products is already covered by imports. As such, impacts on consumers under the “Non-use” Scenario in relation to the use of nylon-based products would be negligible.
On the other hand, in the case of sulphuric acid, consumers might experience some adverse impacts. Spolana supplies ''’ #C#' (range: 10,000-100,000) tonnes of sulphuric acid per year to ‘’ ’#C#’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’''''' '''''''''' ''''''''''''''''' '''''''' '''''''''''''''''''. If those producers '’ #C#''''' '''''''''' '''''''''''' had to purchase sulphuric acid from other suppliers, its price would definitely be higher than Spolana’s price (at least due to the difference in transportation costs), and this could also lead to an increase in the price of car batteries which could ultimately be passed on to consumers ''’ #C#' ''''''''''' ''''''''''''''''' '''' ''''''''''. It is very difficult to estimate or even guess the market price difference in this case57.
A similar situation might also arise in the case of ammonium sulphate. Spolana supplies around ''’#C#''' (range: 100,000-1,000,000) tonnes of ammonium sulphate per year to fertiliser manufacturers who produce mixed fertilisers in combination with ammonium nitrate and urea. Most of these products are delivered directly to farms, but a part of it is sold in small packages on the consumer (hobby) market. ''’ #C# '''''''''''' '''''''''''''''''' ''' ''' ''''''' ''''''''''''' '''''' ''''''''''''''''' ''''''''''''''''''''''' ''''''''''''''''' If that quantity of '’ #C#'''''' tonnes/y were not available, the price of these fertilisers in some markets ''''''''' '''’ #C#'''''' ''''''''''''''''''' '''''''''''' '''''''''''''''''' ''''' ''''''' '''' ''''''''''' ''''''''''' might increase as a result of imports of ammonium sulphate or the market availability of nitrogen fertilisers containing sulphur could be affected.
Local authorities
Wastewater from the town of Neratovice and its nearby villages are channelled into Spolana’s on-site STP due to location of the Spolana facility at the lowest point of the region so that the wastewater is gravitationally guided. There is a unified sewerage system built which belongs partly to the Neratovice city (20%) and partly (80%) to the Central Bohemian water plant.
The original SEA document had included a detailed analysis of the cost of restructuring Spolana’s on-site STP or building a new STP to allow the treatment of municipal wastewater following the shutdown of the entire Spolana operations. In this review report, the “Non-use” Scenario is different and assumes that only the caprolactam plant would be shut down for at least 12 years while conversion to toluene takes place. Therefore, the requirements for a restricted/new municipal STP are different to what had been assumed in 2014.
Under the “Non-use” Scenario analysed in the present document the municipal wastewater from the town of Neratovice and the surrounding villages could still be processed at Spolana’s on-site STP, even after the shutdown of the caprolactam plant; the building of a new municipal STP would not be required. This would only be necessary in the case of a total shutdown of the entire Spolana site.
57 By way of background, the average content of sulphuric acid in private car batteries is 5.2 kg (concentration 40%, density 1.28 g/cm3), whilst the average content of sulphuric acid in truck batteries is 13.8 kg (same concentration and density).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 196
5.2 Human Health or Environmental Impact
5.2.1 Impacts avoided under the “Non-use” Scenario
A refused extension to the initial review period would eliminate the human health risks described in Section 3.4 for the “Applied for Use” Scenario. For that Scenario the number of excess statistical cancer cases is calculated using the Exposure Risk Relationship (ERR) for TCE, published by the Risk Assessment Committee of ECHA (RAC) (ECHA, 2014)
Both fatal and non-fatal cancer cases are calculated and given a monetary value based on the value of statistical life for the avoidance of a death by cancer and the willingness to pay for the avoidance of developing cancer from a study by the Charles University of Prague which have subsequently been reviewed by ECHA. The standard values from ECHA’s review have been given in 2012 prices and for the purposes of the present analysis have been adjusted to be expressed in 2017 prices.
During the “Applied for Use” Scenario, use of TCE in the caprolactam unit in Neratovice will continue for the entirety of the assessment period of 12 years. This analysis reveals that the risks to human health associated with the use of TCE in the manufacture of caprolactam are low, with an estimated number of excess cancer cases of 1.00E-03. When quantified in accordance with accepted methodologies, the estimated human health cost (present value in 2017 prices) over the requested extension to the initial review period of 12 years is estimated to be €1,093 or an annualised cost of €126.
At the same time, the "Applied for Use" scenario minimises the environmental impact of the logistics of caprolactam, ammonium sulphate and sulphuric acid supply within the EEA as it avoids the imports of such materials from locations outside the EEA. As the imported volumes cannot be estimated with any degree of accuracy, quantification and monetisation of the associated environmental cost savings cannot be undertaken.
5.2.2 New impacts under the “Non-use” Scenario
Risks to workers’ health from potential exposure to toluene
Under the “Non-use” Scenario, the use of TCE would cease and would eventually be replaced by the use of toluene. During the 12-year assessment period, very limited use of toluene would take place as the caprolactam unit would mostly be shut down whilst undergoing conversion to the new extraction solvent. As such, adverse worker health impacts from the use of toluene would be very limited.
Still, it would be pertinent to consider what would happen after the assessment period, when the caprolactam unit would be in full operation using toluene. It is known that toluene is not a carcinogen but is classified as a reprotoxic substance (Cat 2). On the other hand, toluene is a flammable liquid, while TCE is not. As toluene is inherently less hazardous to workers’ health than TCE, it would reduce overall risks but its use would require Spolana to introduce fire protection measures to mitigate the increased risk of fire compared to current operations with TCE.
Risks to general population from potential exposure to toluene
Based on the argumentation presented for workers above, toluene can be expected to reduce risks to the general population.
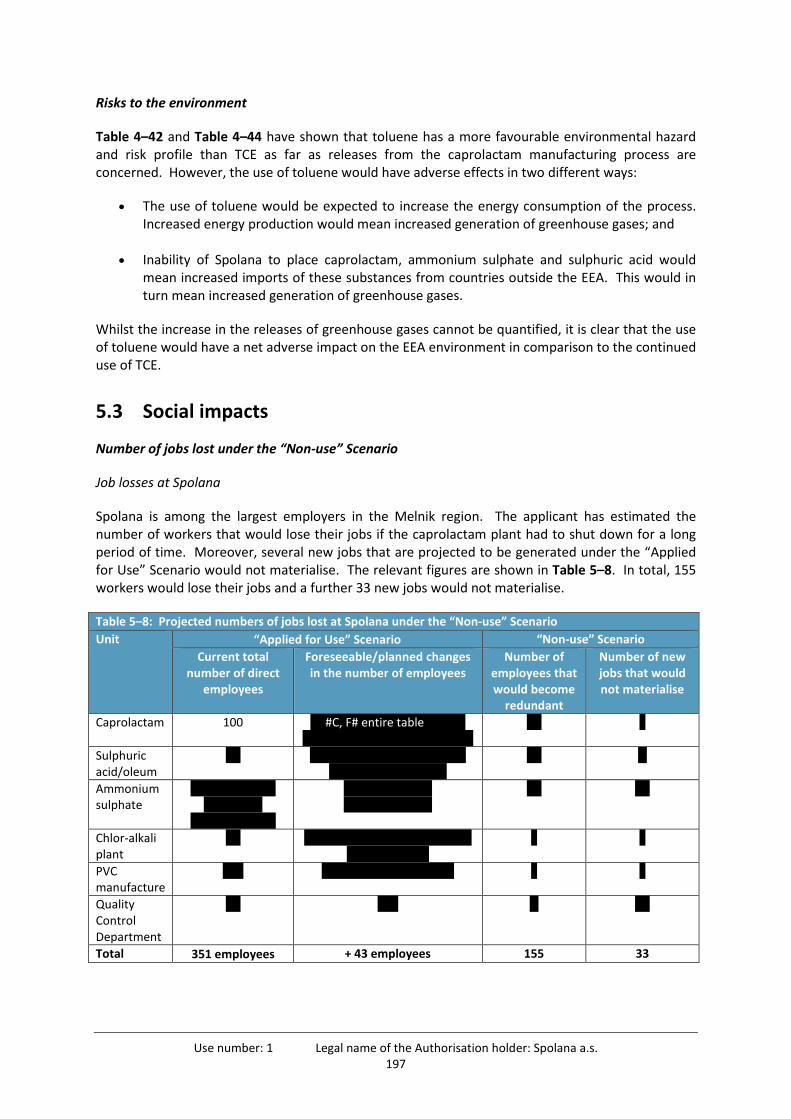
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 197
Risks to the environment
Table 4–42 and Table 4–44 have shown that toluene has a more favourable environmental hazard and risk profile than TCE as far as releases from the caprolactam manufacturing process are concerned. However, the use of toluene would have adverse effects in two different ways:
The use of toluene would be expected to increase the energy consumption of the process. Increased energy production would mean increased generation of greenhouse gases; and
Inability of Spolana to place caprolactam, ammonium sulphate and sulphuric acid would mean increased imports of these substances from countries outside the EEA. This would in turn mean increased generation of greenhouse gases.
Whilst the increase in the releases of greenhouse gases cannot be quantified, it is clear that the use of toluene would have a net adverse impact on the EEA environment in comparison to the continued use of TCE.
5.3 Social impacts
Number of jobs lost under the “Non-use” Scenario
Job losses at Spolana
Spolana is among the largest employers in the Melnik region. The applicant has estimated the number of workers that would lose their jobs if the caprolactam plant had to shut down for a long period of time. Moreover, several new jobs that are projected to be generated under the “Applied for Use” Scenario would not materialise. The relevant figures are shown in Table 5–8. In total, 155 workers would lose their jobs and a further 33 new jobs would not materialise.
Table 5–8: Projected numbers of jobs lost at Spolana under the “Non-use” Scenario
Unit “Applied for Use” Scenario “Non-use” Scenario
Current total number of direct
employees
Foreseeable/planned changes in the number of employees
Number of employees that would become
redundant
Number of new jobs that would not materialise
Caprolactam 100 '''’ #C, F# entire table'''' ''''''''' ''' ''' ''''''''''''''''''''' '''''''''' '''''' ''''''''''
''''' ''
Sulphuric acid/oleum
''''' ''' ''' ''''''''' '''''''''''''' ''''''''' '''''''''' '' ''' '''''''''' '''''' ''''' '''''''''
''''' '''
Ammonium sulphate
'''''''''''''''''' '''' ''''' ''''''''''''''' ''''
''''''''''''''''''''' '''''''
''' ''''' '''''''''' ''''''''' ''' ''''' '''''''''' '''''''''
''''' '''''
Chlor-alkali plant
''''' '''''' '''''''''' ''''''' '''''''''''''''''''' '''''''''' '''''''' ''''''''' '''''''''
'' ''
PVC manufacture
''''''' '''''' ''''''''''''''''' '''''''''''''''''''' '' ''
Quality Control Department
''''' ''''''' ''' '''''
Total 351 employees + 43 employees 155 33

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 198
The overwhelming majority of the caprolactam plant employees would lose their jobs as Spolana would not be able to keep them in employment during the prolonged envisaged period of downtime, because there would be no substitute working programme for them. Certainly, efforts would be made to keep employees that carry critical know-how, i.e. technicians, shift leaders and panel operators. But this would only benefit a small number of existing employees.
On the other hand, no job losses would be envisaged for the PVC and chlor-alkali plants, the Energy Centre and the Facility Management Department. In the case of the Quality Control Department, it is likely that there would be a reduction in the number of the laboratory shift staff who work with caprolactam, i.e. by '’ #F#'' (range: 1-10) workers.
Jobs losses among third party contractors to Spolana
As previously discussed, Spolana has contracts with several suppliers through which it receives services. The total number of employees of these third parties who are involved in the delivery of services to Spolana is 332, of which 58 are directly involved with services to Spolana’s caprolactam plant (see Table 3–31). The following table presents Spolana’s estimates on likely permanent job losses among its service providers. In total, an estimated 58 jobs are envisaged to be lost under the “Non-use” Scenario due to loss of demand on Spolana’s part (see Table 5–9).
It is highly unlikely that the activities connected with the building of the new plant would prove helpful for the aforementioned service providers, as far as job generation is concerned. There would be quite a long period without any job creation opportunity (39 months to the beginning of the construction of the pilot plant and up to 105 months to the beginning of the construction of the new plant – see Table 4–19). These periods would be too long for survival of jobs in some small companies. They would surely have to look for other opportunities, which are rather limited in the region. Moreover, the Engineering, Procurement, and Construction (EPC) contractor very often brings its own, already verified sub-contractors and prefer these sub-contractors against the local firms.
Jobs losses within the wider Neratovice community
Spolana cannot estimate the number of job losses within the wider community around Neratovice. There would certainly be some negative impact under the “Non-use” Scenario because many other firms and even sole proprietors serve as sub-contractors to the firms shown in Table 5–9.
Other job losses
No job losses are envisaged under the “Non-use” Scenario among the external co-located companies in Neratovice. Neither is it expected that there would be any other possible employment impacts within the Unipetrol RPA/PKN Orlen group.
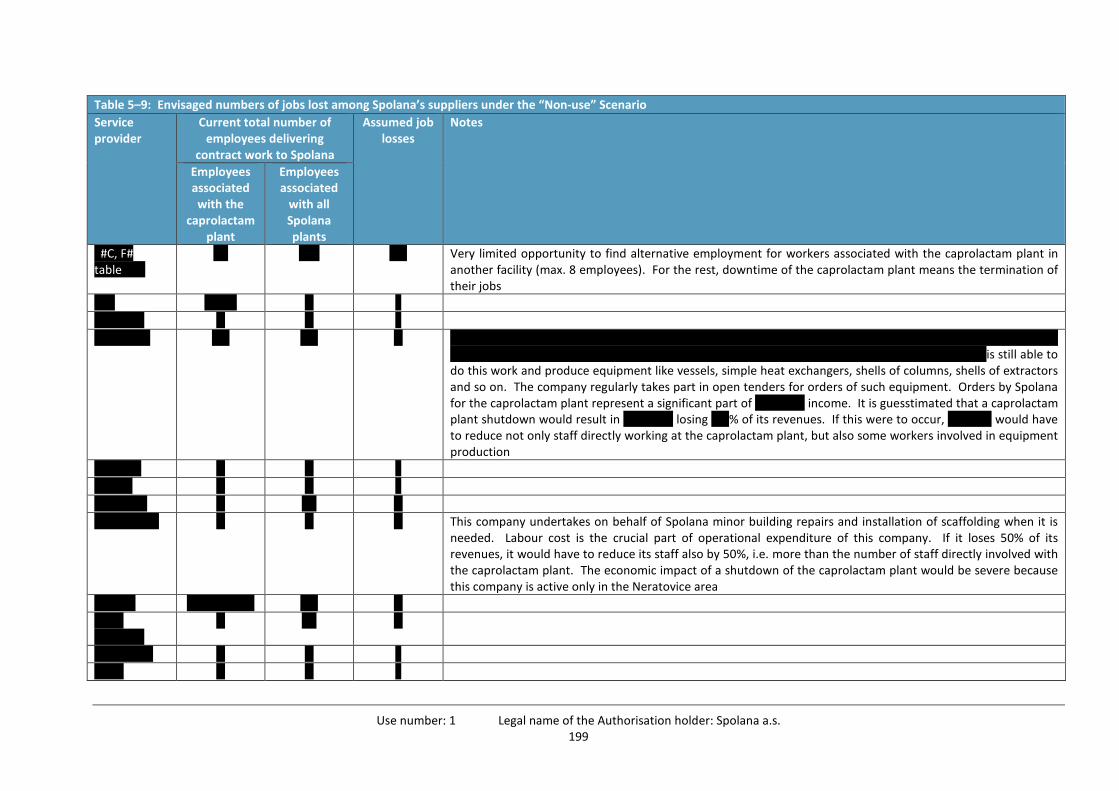
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 199
Table 5–9: Envisaged numbers of jobs lost among Spolana’s suppliers under the “Non-use” Scenario
Service provider
Current total number of employees delivering
contract work to Spolana
Assumed job losses
Notes
Employees associated with the
caprolactam plant
Employees associated
with all Spolana plants
'’#C, F# table''''''''
''''' ''''''' '''''' Very limited opportunity to find alternative employment for workers associated with the caprolactam plant in another facility (max. 8 employees). For the rest, downtime of the caprolactam plant means the termination of their jobs
''''''' ''' ''' ''' ''' ''
'''' '''''''''''' ''' ''' ''
''''' ''''''''''''' '''''' '''''' ''' ''''''' ''''''''''''''''' '''''''' ''''''''''''''' ''''''''' ''''''''''''''''''' ''''''''''''' ''''''''''''''' ''''''''''''''''''''' '''''''''''' ''''''' '''''''' ''''''' ''''''''' ''''' '''''''''''''''' '''''' '''''''''''''''''''' '''' '''''''''''''''' '''''''''''' ''''''' '''''''' ''''''''''''''' ''''''''''' '''''''''''''''''''' '''''''' ''''''''''' '''''''''' '''''''''''''''''' is still able to do this work and produce equipment like vessels, simple heat exchangers, shells of columns, shells of extractors and so on. The company regularly takes part in open tenders for orders of such equipment. Orders by Spolana for the caprolactam plant represent a significant part of ''''''''''''''''' income. It is guesstimated that a caprolactam plant shutdown would result in ''''''''''''''''' losing ''''''% of its revenues. If this were to occur, ''''''''''''''' would have to reduce not only staff directly working at the caprolactam plant, but also some workers involved in equipment production
'''''''''''''''' ''' ''' ''
''''''''''''' ''' ''' ''
'''''''''''''''''' ''' ''''' '''
'''''''''''''''''''''' ''' ''' ''' This company undertakes on behalf of Spolana minor building repairs and installation of scaffolding when it is needed. Labour cost is the crucial part of operational expenditure of this company. If it loses 50% of its revenues, it would have to reduce its staff also by 50%, i.e. more than the number of staff directly involved with the caprolactam plant. The economic impact of a shutdown of the caprolactam plant would be severe because this company is active only in the Neratovice area
'''''''''''''' ''' ''''''''''''''''''' '''''' '''
'''''''''' '''''''''''''''''
''' ''''' '''
'''''''''''''''''''' ''' ''' ''
'''''''''' ''' ''' ''
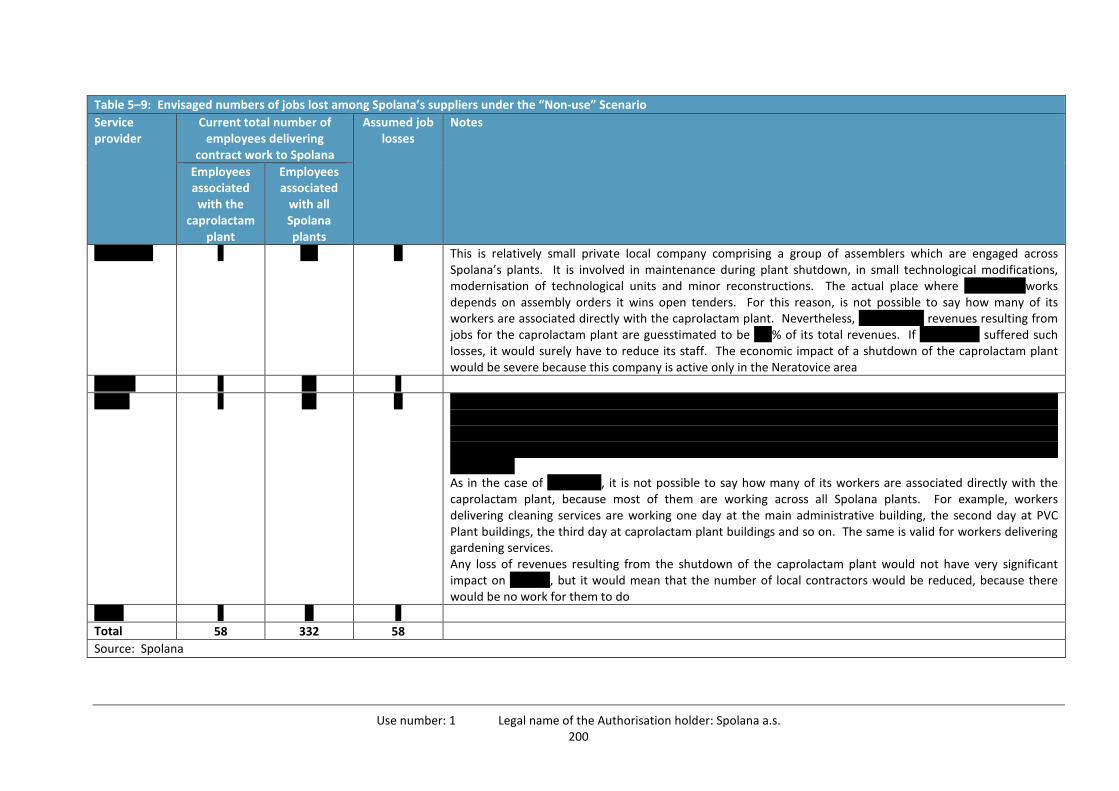
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 200
Table 5–9: Envisaged numbers of jobs lost among Spolana’s suppliers under the “Non-use” Scenario
Service provider
Current total number of employees delivering
contract work to Spolana
Assumed job losses
Notes
Employees associated with the
caprolactam plant
Employees associated
with all Spolana plants
'''''''' ''''''''''' '' '''''' ''' This is relatively small private local company comprising a group of assemblers which are engaged across Spolana’s plants. It is involved in maintenance during plant shutdown, in small technological modifications, modernisation of technological units and minor reconstructions. The actual place where ''''''' '''''''''' works depends on assembly orders it wins open tenders. For this reason, is not possible to say how many of its workers are associated directly with the caprolactam plant. Nevertheless, ''''''' '''''''''''''' revenues resulting from jobs for the caprolactam plant are guesstimated to be ''''''% of its total revenues. If ''''''' '''''''''''' suffered such losses, it would surely have to reduce its staff. The economic impact of a shutdown of the caprolactam plant would be severe because this company is active only in the Neratovice area
'''''''''''''' '' ''''' ''
'''''''''''' '' ''''' ''' '''''''''''' ''' '''''''' '''''''''''''''' '''' '''''' '''''''''' ''''''''''''''''''''' '''''''''''''''''''' ''''''''''''' ''' ''' ''' ''''''''' '''''''''''''''' '''''''''''''''' ''' '''''''''''' ''''' '''''''''''''''' ''''''''''''''''''''' '''''''''''''' ''''''''''''''' ''''''''''''' '''''''' '''''''''''''''''''''''' '''''''''''''''' ''''''''''''''''' '''''''''''''''''''''''''''''' '''' '''''''''''''''' '''''''' ''''''''''' ''''''''''''''' ''''''''''''''''' '''''''''''' '''''' '''''''''' ''''' ''''''''''''''''''''' ''''''''''' ''''' '''''''''''''''''''' ''''''' '''''' ''''' '''''''''''' ''''''''''''''''' '''''''' ''' '''''''''''' '''' ''''''''''' ''''''''''''' ''' ''''''''''''' ''''''''' '''''''' '''''''''''' ''''''''''' '''''''''''''''''' ''''''' ''''''''''''''''''' '''''''''' ''''''''''''' ''''' '''''''''''''' ''''''' As in the case of '''''' ''''''''''', it is not possible to say how many of its workers are associated directly with the caprolactam plant, because most of them are working across all Spolana plants. For example, workers delivering cleaning services are working one day at the main administrative building, the second day at PVC Plant buildings, the third day at caprolactam plant buildings and so on. The same is valid for workers delivering gardening services. Any loss of revenues resulting from the shutdown of the caprolactam plant would not have very significant impact on ‘’’’’’’’’’’’, but it would mean that the number of local contractors would be reduced, because there would be no work for them to do
'''''''''' '' ''' ''
Total 58 332 58
Source: Spolana
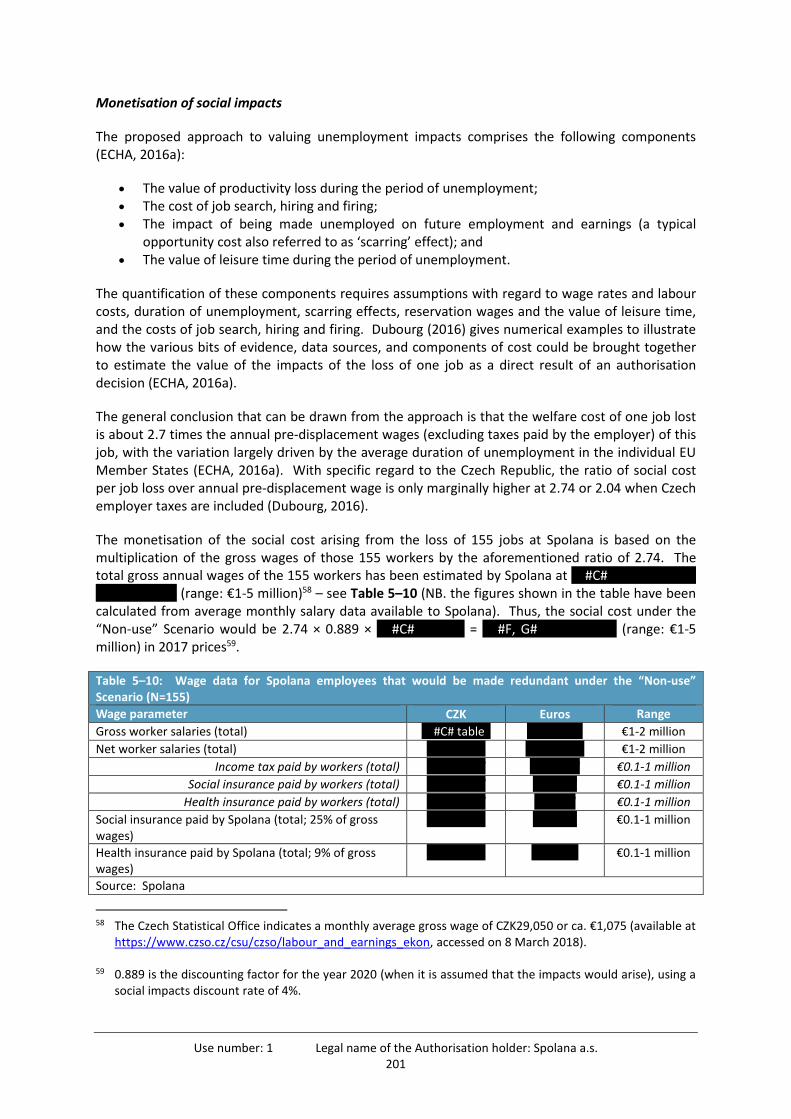
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 201
Monetisation of social impacts
The proposed approach to valuing unemployment impacts comprises the following components (ECHA, 2016a):
The value of productivity loss during the period of unemployment; The cost of job search, hiring and firing; The impact of being made unemployed on future employment and earnings (a typical
opportunity cost also referred to as ‘scarring’ effect); and The value of leisure time during the period of unemployment.
The quantification of these components requires assumptions with regard to wage rates and labour costs, duration of unemployment, scarring effects, reservation wages and the value of leisure time, and the costs of job search, hiring and firing. Dubourg (2016) gives numerical examples to illustrate how the various bits of evidence, data sources, and components of cost could be brought together to estimate the value of the impacts of the loss of one job as a direct result of an authorisation decision (ECHA, 2016a).
The general conclusion that can be drawn from the approach is that the welfare cost of one job lost is about 2.7 times the annual pre-displacement wages (excluding taxes paid by the employer) of this job, with the variation largely driven by the average duration of unemployment in the individual EU Member States (ECHA, 2016a). With specific regard to the Czech Republic, the ratio of social cost per job loss over annual pre-displacement wage is only marginally higher at 2.74 or 2.04 when Czech employer taxes are included (Dubourg, 2016).
The monetisation of the social cost arising from the loss of 155 jobs at Spolana is based on the multiplication of the gross wages of those 155 workers by the aforementioned ratio of 2.74. The total gross annual wages of the 155 workers has been estimated by Spolana at ''’ #C# '''''''''''''' '''' '''''' ''''''''''' ''''''''''''' (range: €1-5 million)58 – see Table 5–10 (NB. the figures shown in the table have been calculated from average monthly salary data available to Spolana). Thus, the social cost under the “Non-use” Scenario would be 2.74 × 0.889 × ''’ #C# '''''''''''''' = ''’ #F, G#''' '''''''''''''''''''' (range: €1-5 million) in 2017 prices59.
Table 5–10: Wage data for Spolana employees that would be made redundant under the “Non-use” Scenario (N=155)
Wage parameter CZK Euros Range
Gross worker salaries (total) ''’ #C# table'' ''''''''''''''''''' €1-2 million
Net worker salaries (total) '''''''''''''''''''' '''''''''''''''''''' €1-2 million
Income tax paid by workers (total) '''''''''''''''''''' ''''''''''''''''' €0.1-1 million
Social insurance paid by workers (total) '''''''''''''''''''' ''''''''''''''' €0.1-1 million
Health insurance paid by workers (total) '''''''''''''''''''' '''''''''''''' €0.1-1 million
Social insurance paid by Spolana (total; 25% of gross wages)
'''''''''''''''''''' ''''''''''''''' €0.1-1 million
Health insurance paid by Spolana (total; 9% of gross wages)
'''''''''''''''''''' '''''''''''''''' €0.1-1 million
Source: Spolana
58 The Czech Statistical Office indicates a monthly average gross wage of CZK29,050 or ca. €1,075 (available at https://www.czso.cz/csu/czso/labour_and_earnings_ekon, accessed on 8 March 2018).
59 0.889 is the discounting factor for the year 2020 (when it is assumed that the impacts would arise), using a social impacts discount rate of 4%.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 202
Monetisation of the social cost of job losses beyond Spolana is not undertaken, firstly due to the absence of reliable wage data for third party employees and, secondly, in order to limit this analysis to a more conservative estimate (i.e. underestimate) of the social costs of the “Non-use” Scenario.
It is also worth noting that redundancy would cause significant problems for most of the workers that would be affected, as 58% of them would be aged over 50 years by 2020; this would realistically make it difficult for them to find new jobs. Despite its willingness, it would be unlikely that Spolana would be in a position to offer jobs to many of those employees after the caprolactam unit would have been converted to an alternative solvent. By 2030, 42% of those workers will be retired and another 6% will be reaching retirement within a further three years thus making their re-employment prospects in Spolana’s unit very poor.
5.4 Wider economic impacts
As explained in Section 3.2.3, Spolana’s production of caprolactam, ammonium sulphate and sulphuric acid only represents a small proportion of the markets for these products. Spolana’s market shares in Europe and globally are shown in Table 5–11.
Table 5–11: Spolana’s market shares in Europe and globally for the three products impacted under the “Non-use” Scenario
Product Spolana’s market share
Europe Global
Caprolactam <5% <1%
Sulphuric acid <1% <<1%
Ammonium sulphate <1% <1%
Source: (Merchant Research & Consulting, 2013; Grand View Research, 2016; Tecnon Orbichem, 2017) and Spolana data
Given the modest presence of Spolana in the respective markets, inability of Spolana to supply the three products for a period of at least 12 years would be unlikely to have a discernible effect on intra-EEA competition (i.e. among EEA manufacturers and users of the three substances) or on the overall competitiveness of EEA companies (i.e. of EEA manufacturers and users of the three substances) vis-à-vis their non-EEA counterparts. Customers of Spolana would certainly experience inconvenience but over the longer-term impacts on their competitiveness would likely be small.
Accordingly, the impact of the “Non-use” Scenario on international trade volumes would be very small and the long-term shutdown of caprolactam/ammonium sulphate/sulphuric acid production in Neratovice would not have a significant impact on the economic development of the EEA, albeit localised effects around Spolana’s site would arise.
5.5 Distributional impacts
5.5.1 Distributional impacts across Spolana’s operations
Under the “Non-use” Scenario, the Spolana plants that would remain operational would have to bear a larger burden of the fixed costs as those would be shared among a smaller number of manufacturing units. More specifically, Spolana can disclose that in 2016 its total fixed costs were '''’#C#''' ''''''''''' ''''''''''''' '''' '''''' ''''''' '''''''''''' (range: €10-100 million). The caprolactam plant covered ca. ''’#C#''% (range: 10-50%) of the total, i.e. a significant percentage which translates to ''’ #C#'''''''' ''''''' ''''''''. If the caprolactam plant were to shut down for several years, the above share of fixed costs
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 203
would have to be covered by the chlor-alkali and the PVC plants. As discussed in Section 4.2.9, the end of the initial review period for TCE in 2020 will occur within the 2018-2021 transitional period during which Spolana will stop running its chlor-alkali plant (as a change in technology will be implemented) and the company will be forced to produce PVC from purchased EDC. It is known and expected that the profitability of the PVC plant will be poor in 2020 and only after the restart of the chlor-alkali plant may improve. The aforementioned increase of the fixed costs burden on the PVC plant (the only production plant to be in operation in April 2020) would further impact on PVC margins.
If the restart of chlor-alkali production were to be delayed unexpectedly, the PVC plant could continue being overly burdened with the aforementioned fixed costs for much longer, thus prolonging the impacts on its profitability.
5.5.2 Impacts on competitors to Spolana
Under the “Non-use” Scenario, Spolana would be unable to place on the market caprolactam, ammonium sulphate or sulphuric acid for at least 12 years. This would offer Spolana’s competitors to step in and replace Spolana’s supply of those substances. As such, Spolana’s direct competitors, i.e. third-party manufacturers of any of the three substances, would benefit under the “Non-use” Scenario.
The magnitude of such benefits to the EU society are not easy to quantify for the following reasons:
Whilst it would be reasonable to assume that other EU-based companies would benefit, it cannot be assumed that only EU-based competitors would benefit. By way of example, there is significant manufacturing caprolactam capacity in Belarus and Russia which combined have a capacity ca. ''’ #C#''' (range: 1-10) times that of Spolana’s plant (Tecnon Orbichem, 2017). In addition, there is gross oversupply of caprolactam in China and additional increases in Chinese capacity during 2016-21 will drive prices of Chinese caprolactam down. On the other hand, Europe is a relatively small producer of sulphuric acid with an estimated global share of ca. 15% (Merchant Research & Consulting, 2013). As such, it is possible that benefits would accrue for non-EU competitors as well. Finally, for ammonium sulphate, Spolana expect that alternative sources of ammonium sulphate would probably include other European manufacturers as well as non-European manufacturers (Russia, Ukraine, China). Spolana cannot provide an estimate of how much of its caprolactam, ammonium sulphate and sulphuric acid could be replaced by non-EU made chemicals but is confident that caprolactam in molten form is not imported from non-EU countries, rather it is imported in the form of flakes. Spolana cannot know if its customers who currently purchase molten caprolactam are also able to treat caprolactam purchased in flakes or not. As far as ammonium sulphate and sulphuric acid are concerned, the import of these products from non-EU countries is improbable because of higher transportation costs; and
Whilst Spolana can provide information on the loss of profit that the company would experience during the envisaged extensive period of downtime, Spolana has no knowledge of competitors’ profit margins. As such, Spolana cannot speculate on the magnitude of competitors’ profit gains during the period of Spolana’s downtime.
The conservative approach taken here is to assume that (a) exclusively EU-based competitors would take over Spolana’s market shares for the three substances, and (b) the EU-based competitors’ profits would be equal to Spolana’s losses during downtime. As shown in Table 5–1, Spolana’s

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 204
envisaged losses would be '’ #F#''''''''''' (range: €100-150 million). This figure is assumed to reflect the benefits for other EU-based companies, although the real figure would likely be lower than this.
5.5.3 Impacts on competitors to Spolana’s customers (downstream users)
It was explained in Section 5.1.4 that Spolana’s customers who use caprolactam generally compete against large, integrated caprolactam/PA-6 manufacturers. In other words, these large suppliers of caprolactam are also competitors to the downstream users of caprolactam. This would result in caprolactam users in Central Europe potentially becoming dependent on their competitors. This could have a detrimental effect on the competitiveness of smaller users of caprolactam among Spolana’s current customer base.
As far as ammonium sulphate and sulphuric acid are concerned, Spolana’s customers might face difficulties with identifying suitable suppliers in the short to medium term thus losing competitiveness vis-à-vis their competitors. This would again likely impact Central European companies to the benefit of companies elsewhere in the EEA. However, Spolana’s customers would eventually be able to identify secure supply of the required chemicals. If, however, they opted for importing ammonium sulphate or sulphuric acid from outside the EU, the transportation costs would play significant role and it can have a negative impact on pricing in the Central European region.
5.5.4 Impacts on central government finances
Spolana’s inability to manufacture and place on the market caprolactam, ammonium sulphate or sulphuric acid for (at least) 12 years under the “Non-use” Scenario would mean that loss of income for the Czech state. Losses would entail:
Loss of income tax receipts associated with taxes paid by Spolana on its profits; Loss of VAT receipts associated with domestic sales Loss of social insurance contributions paid by Spolana on behalf of its employees who would
lose their jobs; Loss of health insurance contributions paid by Spolana on behalf of its employees who would
lose their jobs; Income tax paid by employees who would lose their jobs; Loss of social insurance contributions paid employees who would lose their jobs; and Loss of health insurance contributions paid employees who would lose their jobs.
It is difficult to generate accurate estimates on future tax receipts by the Czech State. A series of assumptions have been made to enable Spolana to monetise the cost to the state:
1. According to the officially approved medium-term plan up to the year 2021 all changes in the Spolana’s production capacities and in the number of its staff should be complete and from 2021 onwards the economic situation of Spolana should remain stable; thus, the economic results for year 2021, as predicted under the medium-term plan can also be assumed to reflect the situation for the years 2022 – 2031.
2. ''''’ #C#'''''' ''''''' ''''' '''''''''''''' ''''''' ''''' '''' ''''''' '''''''' '''' ''''''''''' '''''''''''''' '''' ''''''''''''''''''''''''' '''''''' ''''''''' '''''''''''''''' ''''''''''.
3. The caprolactam plant restart will occur not earlier than in year 2032.
4. Caprolactam plant workers who would become unemployed would be expected to find new jobs within (an average) 13 months (as per Dubourg, 2016 for the Czech Republic), assumed here to be by mid-2021.
5. All calculations are made on a 2017 price basis.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 205
The estimated losses for the Czech State under the “Non-use” Scenario are described in Table 5–12. The overall discounted losses for the Czech State would amount to ca. '''’ #F#''''''''' (range: €10-100 million) in 2017 prices and using a social impact discount rate of 4%.
Tax and other state revenues are funds transferred from one part of the EU society (Spolana and its employees) to another (ultimately, Czech citizens) thus the above calculated losses will not be taken into account when calculating the impact on the EU society under the “Non-use” Scenario. These estimates are provided for information only.
5.5.5 Other impacts not presented elsewhere
Under the “Non-use” Scenario, Spolana would have to pay compensation to the 155 workers it would be forced to make redundant. According to the existing collective employment agreement this severance payment would be ''’ #C, F#''''''''''''''''''' '''' '''''' '''''''' '''''''''''''' (range: €0-1 million) in 2017 prices (NB. Spolana would be required to pay no tax or any other fee on this sum).
Again, this severance pay represents funds transferred from one part of the EU society (Spolana) to another (Czech workers) thus the above calculated costs for Spolana will not be taken into account when calculating the impact on the EU society under the “Non-use” Scenario.
5.6 Uncertainty analysis
5.6.1 Comparison between the two “Non-use” Scenarios
As discussed in Section 4.4, Spolana’s preferred “Non-use” Scenario would be the implementation of toluene as the extraction solvent, although the implementation of benzene would entail lower costs. It is therefore useful to provide a comparison between the two “Non-use” Scenarios, i.e. the balance of costs and benefits from the implementation of toluene vs. the implementation of benzene. This comparison is shown in Table 5–13.
It is generally not possible to fully quantify the differences between toluene and benzene. However, it has already been established that:
Toluene would require equipment of larger size, and therefore higher cost; and
Operating costs could be higher for toluene due to its higher boiling point (and therefore higher energy consumption) and higher likelihood of by-products being of poorer quality; on the other hand, costs associated with the control of worker exposures to the solvent would be lower for toluene as it is less hazardous than benzene (Repr Cat 2 vs. Carc Cat 1A; both Flam Liq 2).
Overall, on the basis of the quantifiable costs alone, costs to society would be lower if benzene were to be implemented by a margin of €'''’ #F#'''' ''''''''''''' (range: €1.1-6 million, Present Value for the period 2020-2031, 2017 prices) in comparison to toluene.
It is worth further investigating the relative risks of benzene compared to TCE (and toluene). Benzene, a known human carcinogen, has its own exposure-risk relationship (ERR). The one used for benzene in this document (see Section 4.3.1) is based on the official German Technical Rules for Hazardous Substances and can be described as follows:
1 mg benzene/m3 = 2.1 x 10-3 risk
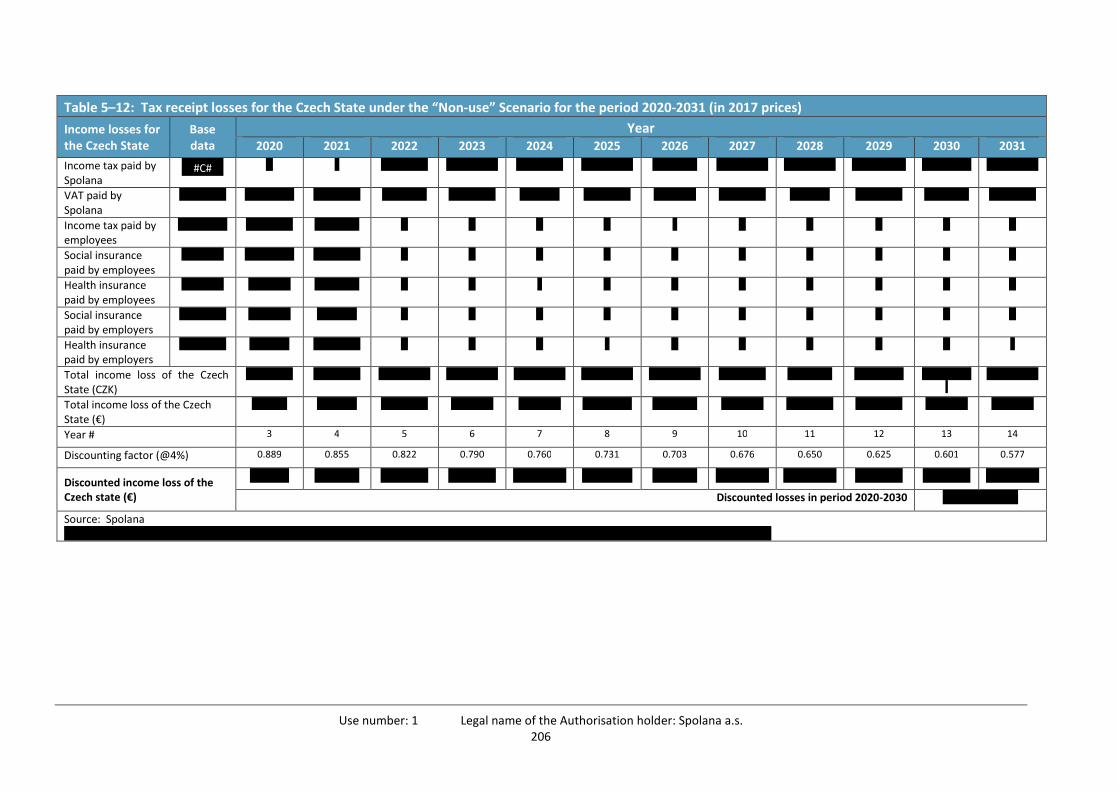
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 206
Table 5–12: Tax receipt losses for the Czech State under the “Non-use” Scenario for the period 2020-2031 (in 2017 prices)
Income losses for the Czech State
Base data
Year 2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031
Income tax paid by Spolana
''’ #C#''''' ''' '' '''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''''''
VAT paid by Spolana
'''''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''' '''''''''''''''''' '''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''
Income tax paid by employees
''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''' ''' ''' ''' ''' '' ''' ''' ''' ''' '''
Social insurance paid by employees
'''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''''' ''' ''' ''' ''' ''' ''' ''' ''' ''' '''
Health insurance paid by employees
'''''''''''''''''' '''''''''''''''''' ''''''''''''''''''' ''' ''' '' ''' ''' ''' ''' ''' ''' '''
Social insurance paid by employers
'''''''''''''''''''' '''''''''''''''''' ''''''''''''''''' ''' ''' ''' ''' ''' ''' ''' ''' ''' '''
Health insurance paid by employers
'''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''' ''' ''' ''' '' ''' ''' ''' ''' ''' ''
Total income loss of the Czech State (CZK)
'''''''''''''''''''' '''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''''''
''''''''''''''''''''''
Total income loss of the Czech State (€)
''''''''''''''' ''''''''''''''''' '''''''''''''''''''' '''''''''''''''''' '''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''' '''''''''''''''''''' '''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''
Year # 3 4 5 6 7 8 9 10 11 12 13 14
Discounting factor (@4%) 0.889 0.855 0.822 0.790 0.760 0.731 0.703 0.676 0.650 0.625 0.601 0.577
Discounted income loss of the Czech state (€)
'''''''''''''' '''''''''''''''' ''''''''''''''''' ''''''''''''''''' ''''''''''''''''''' '''''''''''''''''' '''''''''''''''' ''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''' ''''''''''''''''' '''''''''''''''''''
Discounted losses in period 2020-2030 ''''' ''''''' '''''''''''''
Source: Spolana ''''''''''' '''''' '''''''''''''''''' '''''' '''''''''' '''' ''''''' ''''''''''''''' ''' '''''''''''''' ''''' ''' '''''''' ''''''''' ''''' ''''''''''' ''''''' '''''''''' '''' '''''''''''''''''' ''''''' '''''''''''' ''''' ''''''' ''''''''''''''''''' '''''''' '''''''''
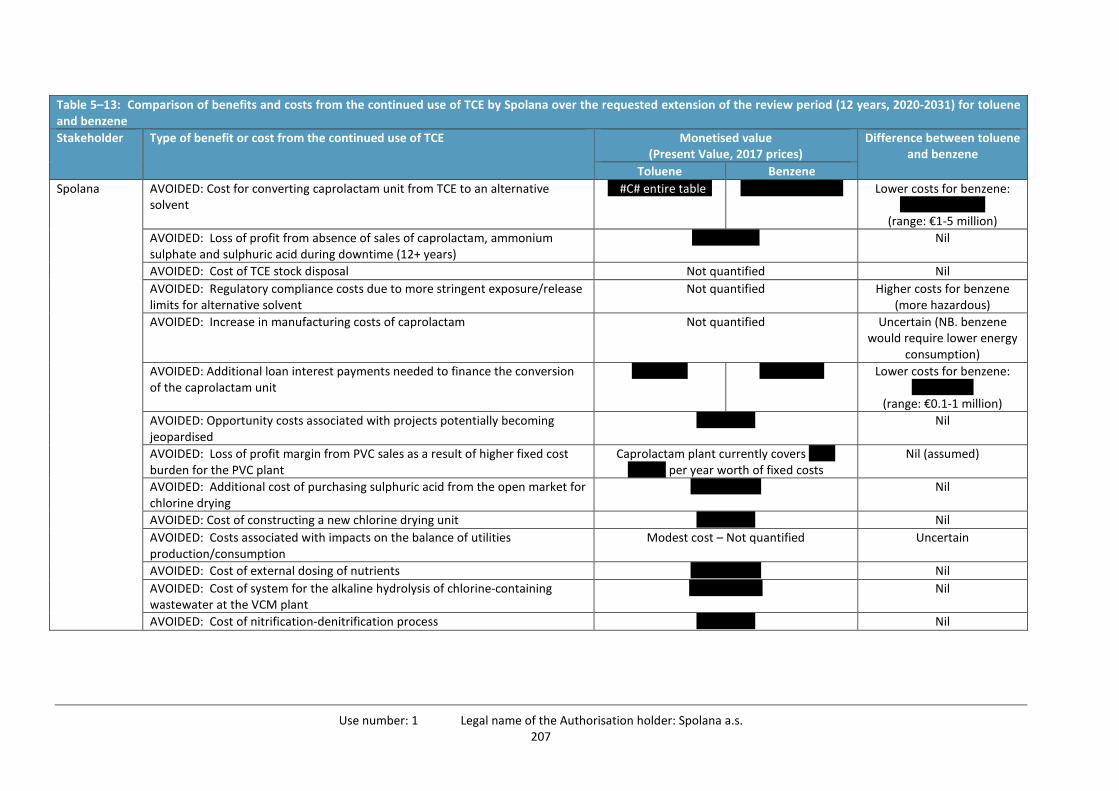
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 207
Table 5–13: Comparison of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031) for toluene and benzene
Stakeholder Type of benefit or cost from the continued use of TCE Monetised value (Present Value, 2017 prices)
Difference between toluene and benzene
Toluene Benzene
Spolana AVOIDED: Cost for converting caprolactam unit from TCE to an alternative solvent
''’ #C# entire table'' ''''''''''''''''''''' ''''''''''''' Lower costs for benzene: '''''''''''''''' ''''''''''''
(range: €1-5 million)
AVOIDED: Loss of profit from absence of sales of caprolactam, ammonium sulphate and sulphuric acid during downtime (12+ years)
''''''''' ''''''''''''' Nil
AVOIDED: Cost of TCE stock disposal Not quantified Nil
AVOIDED: Regulatory compliance costs due to more stringent exposure/release limits for alternative solvent
Not quantified Higher costs for benzene (more hazardous)
AVOIDED: Increase in manufacturing costs of caprolactam Not quantified Uncertain (NB. benzene would require lower energy
consumption)
AVOIDED: Additional loan interest payments needed to finance the conversion of the caprolactam unit
''''' ''''''''''''' ''''''''' '''''''''''' Lower costs for benzene: '''''''' ''''''''''''
(range: €0.1-1 million)
AVOIDED: Opportunity costs associated with projects potentially becoming jeopardised
''''''' '''''''''''' Nil
AVOIDED: Loss of profit margin from PVC sales as a result of higher fixed cost burden for the PVC plant
Caprolactam plant currently covers ''''''''' ''''''''''''' per year worth of fixed costs
Nil (assumed)
AVOIDED: Additional cost of purchasing sulphuric acid from the open market for chlorine drying
''''''''' '''''''''''''' Nil
AVOIDED: Cost of constructing a new chlorine drying unit ''''''' '''''''''''' Nil
AVOIDED: Costs associated with impacts on the balance of utilities production/consumption
Modest cost – Not quantified Uncertain
AVOIDED: Cost of external dosing of nutrients ''''''''''' '''''''''''' Nil
AVOIDED: Cost of system for the alkaline hydrolysis of chlorine-containing wastewater at the VCM plant
''''''''''' ''''''''''''' Nil
AVOIDED: Cost of nitrification-denitrification process ''''' '''''''''''''' Nil
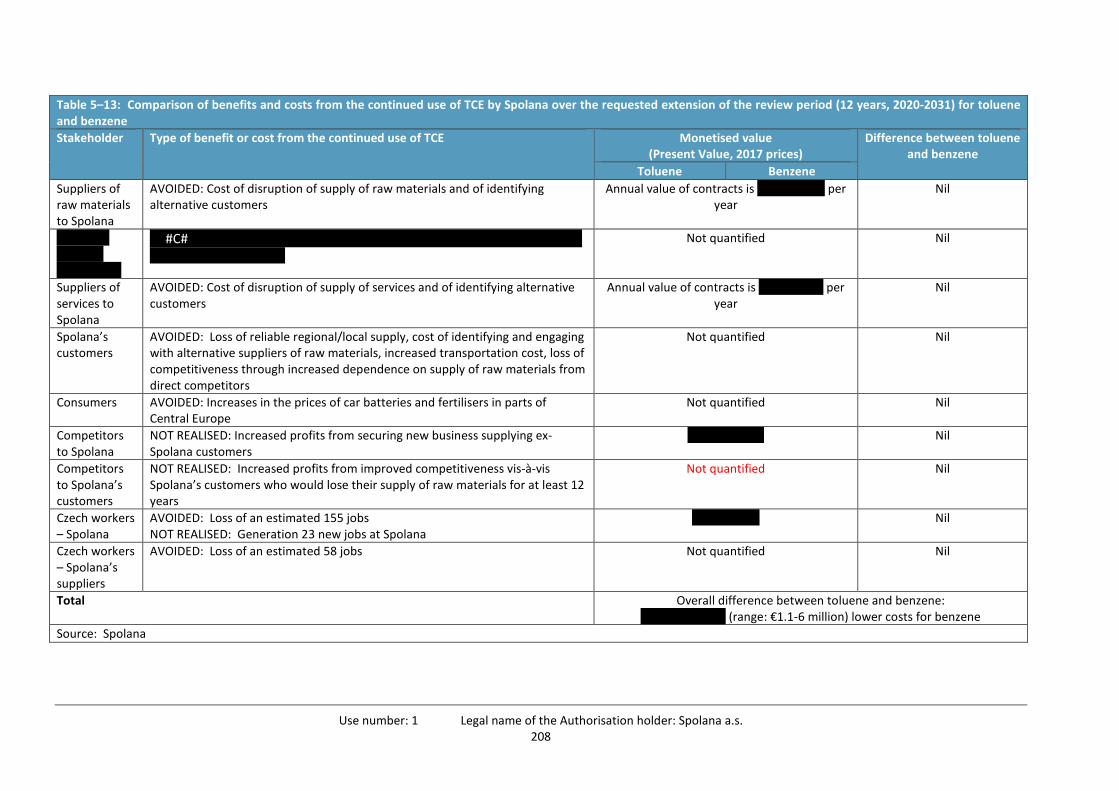
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 208
Table 5–13: Comparison of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031) for toluene and benzene
Stakeholder Type of benefit or cost from the continued use of TCE Monetised value (Present Value, 2017 prices)
Difference between toluene and benzene
Toluene Benzene
Suppliers of raw materials to Spolana
AVOIDED: Cost of disruption of supply of raw materials and of identifying alternative customers
Annual value of contracts is '''''''' '''''''''''''' per year
Nil
'''''''''''''''''' '''''''''''''''' ''''''''''' ''''''''''
'''’ #C#'''''''' ''''''''' '''' ''''''''''''''' ''''' ''''''''''''''' ''''''''''''' '''''''''''''''''''' ''''' ''' '''''''''''' '''''''''''''
'''''''''' '''''''''''''''' ''''''''''''''''''
Not quantified Nil
Suppliers of services to Spolana
AVOIDED: Cost of disruption of supply of services and of identifying alternative customers
Annual value of contracts is '''''''' ''''''''''''' per year
Nil
Spolana’s customers
AVOIDED: Loss of reliable regional/local supply, cost of identifying and engaging with alternative suppliers of raw materials, increased transportation cost, loss of competitiveness through increased dependence on supply of raw materials from direct competitors
Not quantified Nil
Consumers AVOIDED: Increases in the prices of car batteries and fertilisers in parts of Central Europe
Not quantified Nil
Competitors to Spolana
NOT REALISED: Increased profits from securing new business supplying ex-Spolana customers
'''''''''''' ''''''''''''' Nil
Competitors to Spolana’s customers
NOT REALISED: Increased profits from improved competitiveness vis-à-vis Spolana’s customers who would lose their supply of raw materials for at least 12 years
Not quantified Nil
Czech workers – Spolana
AVOIDED: Loss of an estimated 155 jobs NOT REALISED: Generation 23 new jobs at Spolana
''''''''' ''''''''''''' Nil
Czech workers – Spolana’s suppliers
AVOIDED: Loss of an estimated 58 jobs Not quantified Nil
Total Overall difference between toluene and benzene: ''''''''''''''' ''''''''''''' (range: €1.1-6 million) lower costs for benzene
Source: Spolana
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 209
On the other hand, the ERR for TCE which has been published by the RAC and has been used in the
present document is:
1 mg TCE/m3 = 1.2 x 10-5 risk
These figures show that exposure to the same concentration of solvent (1 mg/m3) would lead to 175 times higher risk when benzene in used as opposed to TCE.
The key issue therefore is how worker (and general population) exposure levels might change following the conversion of the caprolactam unit to benzene. Estimating such changes are very difficult, although it can be reasonably be expected that exposure levels to benzene would be lower than the present ones for TCE. The unit would be new and would be designed to minimise benzene leakage into the workplace and the environment. The project would have to respect the existing legislation of the Czech Republic which is much stricter for benzene than for TCE. Czech Government Regulation No. 361/2007 Coll., Annex 2 sets out the following PEL and MAC for TCE:
PEL: 250 mg/m3; and MAC: 300 mg/m3.
For benzene the following limits apply:
PEL: 3 mg/m3; and MAC: 10 mg/m3.
Concentration limits for benzene are clearly very low; they are 30-83 times lower compared to TCE (based on the limits shown in the Czech regulation above). Importantly, following RAC’s Opinion on an OEL for benzene, national OEL values may further decline. Given the envisaged very low OELs, exceedance of them will remain a possibility thus leading to the risk to workers’ health actually increasing. This was also demonstrated in the calculations made with the ECETOC TRA model in Section 4.3.1. Table 4–30 showed that the risk characterisation ratios for benzene (under the assumptions made) could be substantially higher than for TCE. On the other hand, the RAC Opinion on the benzene OEL noted that a mode-of-action (MoA-)based threshold can be established, based on the weight of evidence of the large volume of human data from the workplace (ECHA, 2018). As such a comparison between benzene and TCE cannot be straightforward.
Overall, implementation of benzene as the extraction solvent might not necessarily result in the health risk to workers decreasing compared to the “Applied for Use”. This would depend on Spolana’s ability to maintain worker exposures below the prevailing OEL.
It is also worth noting that Spolana has progressively reduced losses of TCE and consequent worker exposure and will continue doing so in the future. As such, releases of benzene under the “Non-use” Scenario would need to be very much lower if a net benefit to workers’ health were to be achieved.
An ERR for exposure of the general population to benzene is not available so a direct comparison to that of TCE cannot be made. However, the general argumentation made for workers above would apply. Releases of benzene from caprolactam manufacture would need to become very low if a net benefit to the health of the general population were to be achieved under the “Non-use” Scenario.
A comparison between TCE and benzene can be based on the acceptable concentrations according to the German TRGS 910 for these two compounds (BAuA, 2016). The acceptable concentration for benzene (0.06 ppm) is two orders of magnitude lower than the one for TCE (6 ppm). While these concentrations apply to workers, any conversion to the general population would be identical for the two compounds, resulting in an identical difference. This demonstrates that benzene is more potent

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 210
than TCE with respect to carcinogenic effects. Again, due to the threshold nature of benzene’s carcinogenic effect, a direct comparison to TCE is not straightforward.
Arguments on the environmental impacts from the use of benzene would be similar to those presented above for toluene.
5.6.2 Areas of uncertainty and importance of alternative assumptions
There are several areas of uncertainty in the above analysis. However, the difference between the monetised impacts on human health and the benefits to society from the continued use of TCE is so significant that any prevailing uncertainties have very low importance to the overall conclusions. Equally important is to note that in almost all areas of uncertainty conservative assumptions have systematically been made so that the benefits from the continued use of the substance are generally underestimated.
Examples of uncertainties where the assumptions made or the lack of knowledge have led to the underestimation of the benefits of continued use include:
Use of arithmetic means and 90th percentile values for exposure levels: in the CSR, for each contributing scenario for which sufficient monitoring data were available, arithmetic mean (AM) TCE exposure has used to estimate the risks and compared with the 90th percentile (P90) exposure. A comparison of excess cancer risk levels per worker group is provided in Table 5–14.
Table 5–14: Comparison of excess risk calculations for workers for arithmetic mean and 90th percentile TCE exposure estimates
Group of workers Excess lifetime cancer risk (from CSR) Number of statistical excess lifetime cancer cases
P90 AM P90 AM
Operators 3.41E-05 1.06E-05 8.53E-04 2.65E-04
Technologists 1.78E-05 4.25E-06 1.07E-04 2.55E-05
Unloading operators* 1.03E-07 1.03E-07 6.18E-07 6.18E-07
Maintenance workers 3.82E-05 1.14E-05 9.55E-04 2.85E-04
Lab staff 1.27E-05 4.40E-06 2.03E-04 7.04E-05
STP workers 6.00E-07 6.00E-07 1.26E-05 1.26E-05
External waste operators*
2.73E-08 2.73E-08 2.73E-08 2.73E-08
Operators* 3.41E-05 1.06E-05 8.53E-04 2.65E-04
Source: CSR * Identical values used, since the data suggest exposure below the limit of detection (WCS6) or do not allow calculating AM and P90 values
Based on the above estimates, Table 3–39 and Table 3–42, which had been based on P90 exposure estimate values, can be revised to read as shown in Table 5–15 and Table 5–16respectively.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 211
Table 5–15: Number of excess statistical fatal and non-fatal cancer cases among workers in the Spolana caprolactam unit in Neratovice under the “Applied for Use” Scenario (arithmetic mean exposure estimates)
WCS
Number of workers
potentially exposed
Excess lifetime
cancer risk (from CSR)
Number of statistical excess lifetime cancer
cases
Number of statistical excess
lifetime fatal cancer cases
(33.05% of total)
Number of statistical excess lifetime non-fatal
cancer cases (66.95% of total)
WCS2+WCS7 combined
25 1.06E-05 2.65E-04 8.8E-05 1.77E-04
WCS2 6 4.25E-06 2.55E-05 8.4E-06 1.71E-05
WCS3 6 1.03E-07 6.18E-07 2.0E-07 4.14E-07
WCS4 25 1.14E-05 2.85E-04 9.4E-05 1.91E-04
WCS5 16 4.40E-06 7.04E-05 2.3E-05 4.71E-05
WCS6 21 6.00E-07 1.26E-05 4.2E-06 8.44E-06
WSC7 1 2.73E-08 2.73E-08 9.0E-09 1.83E-08
Working lifetime, 40 years 5.89E-04 1.95E-04 3.94E-04
Assessment period, 12 years 1.77E-04 5.84E-05 1.18E-04
Annual values 1.47E-05 4.86E-06 9.85E-06
Table 5–16: Present value and annualised economic value of mortality and morbidity effects on workers at Spolana’s caprolactam unit (discounted over 12 years @4% per year) (based on arithmetic mean exposure estimates)
Mortality Morbidity
Total number of excess cancer cases among workers 5.84E-05 1.18E-04
Annual number of cases among workers 4.86E-06 9.85E-06
Present Value cost (2017 prices) € 155 € 37
Total Present Value costs (over 12 years) € 192
Total annualised cost € 22
Note: figures are rounded to nearest €
The last table indicates a total annualised cost of €22 down from €73 when P90 exposure estimate values are used. This is a reduction of ca. 70%;
Changes to Spolana’s operating costs following conversion to toluene: regulatory compliance costs and increases to manufacturing costs that would arise from a conversion to toluene cannot be quantified and thus will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document;
Reduction of profitability of the PVC plant under the “Non-use” Scenario: if the restart of chlor-alkali production were to be delayed due to the shutdown of the caprolactam plant, the PVC plant could continue being overly burdened with the aforementioned fixed costs for much longer, thus prolonging the impacts on its profitability. As the loss of profit cannot be quantified, it will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document and these impacts are assumed to be distributional in nature;
Loss of profit for Spolana’s suppliers of raw materials and services: under the “Non-use” Scenario, these suppliers would not be able to sell their raw materials and services to Spolana and might, temporarily at least, suffer a loss of profit. The timeframe over which such losses could be mitigated cannot be known, neither are profit margins of suppliers

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 212
known. As these losses cannot be quantified, they will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document;
Business impacts on Spolana’s customers: this document has explained that withdrawal of Spolana form the market for 12 years or more would mean that (a) caprolactam users could become more dependent on their direct competitors (integrated caprolactam/PA-6 manufacturers) and (b) users of caprolactam, sulphuric acid and ammonium sulphate might need to purchase these substances from further afield (potentially from outside the EEA) thus experiencing increased transportation costs. The timeframe and scale of such impacts cannot be quantified; thus, these impacts will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document;
Impacts on consumers: it has been suggested above that under the “Non-use” Scenario users of lead-acid (car) batteries and of ammonium sulphate fertilisers may experience reduced market availability and consequently higher market prices (in certain parts of the EEA (mostly the Czech Republic)). The timeframe and scale of such impacts cannot be quantified; thus, these impacts will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document;
Social cost of job losses among service suppliers to Spolana: Spolana has provided an estimate of the number of job losses that might arise among suppliers of services under the “Non-use” Scenario (58 jobs). Monetisation of the social cost of job losses beyond Spolana has not been undertaken, firstly due to the absence of reliable wage data for third party employees and, secondly, in order to limit this analysis to a more conservative estimate of the social costs of the “Non-use” Scenario. Thus, these impacts will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document;
Discounting rate: for the purposes of this analysis, two discounting rates have been used: a higher 10% rate for costs incurred by businesses and a lower rate of 4% (as suggested in the relevant ECHA Guidance document and EC Impact Assessment guidelines) for social impacts. If future business impacts had been discounted at the same level as social impacts (i.e. at 4%), the present value of benefits of the continued use of TCE would be found to be much higher than what is calculated here;
Loss of profits for Spolana from withdrawal from the caprolactam, sulphuric acid and ammonium sulphate markets and role of competitors: Section 3.2.3 contains several tables where the projected volumes and profit margins for future sales of the three affected products are presented for the “Applied for Use” Scenario. Under the “Non-use” Scenario, it is assumed that Spolana forfeits the profits from such sales while at the same time competitors would step in to claim Spolana’s market shares. Profit margins of competitors are not known. More importantly, it is uncertain what the original of the replacement chemicals would be; there is significant manufacturing capacity for all three products outside the EEA and thus their imports into the EEA might increase under the “Non-use” Scenario. This would mean that, to a certain extent, value generation would relocate from within the EEA and outside the EEA. Due to the prevailing uncertainties, it has been assumed that the profit losses of Spolana transform in their entirety to profit gains for other EEA economic operators thus cancelling out the profit losses that Spolana would incur over 10+ years of downtime. As such, the actual magnitude of profit loss for Spolana becomes irrelevant to the comparison of benefits and costs from the continued use of TCE in Section 6 of this document;

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 213
Environmental damage costs from increased imports of chemicals into the EEA: increased imports of chemicals would mean increased transportation-related greenhouse gas emissions under the “Non-use” Scenario. These impacts cannot be quantified and therefore they will not be taken into account in the comparison of monetised costs and benefits in Section 6 of this document; and
Number of humans exposed via the environment under the “Applied for Use” Scenario: the number of humans exposed via the environment are based on visual examination of a map depicting a 113-km radius circle around Spolana’s caprolactam unit. The estimated number of ca. 7.5 million inhabitants is likely to be a gross overestimation of the number of potentially exposed individuals. Still, exposure levels are low and this the monetised health impacts arising from exposure via the environment are in any case low.
On the other hand, the assessment period for estimating human health impacts under the “Applied for Use” Scenario has been taken to be 12 years, equal to the requested review period. If instead, lifetime human health impacts had been considered (40 years for workers and 70 years for the general population) then in can be calculated that the monetised impacts on human health would rise from €1,093 to €2,451. Thus, the costs of continued use of TCE would still remain very modest and would be still far outweighed by benefits to society.
Finally, another area of uncertainty that is worth mentioning is the future availability of alternatives. Spolana will continue its R&D into alternatives. This SEA takes into account the findings of the AoA which suggest that the only known technically implementable alternatives at present are toluene and benzene which would still require at least 12 years for their implementation. If a new alternative emerged at some point in the future, its implementation could take even longer time than the two known, commercialised solvents.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 214

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 215
6 Conclusions
6.1 Comparison of the benefits and risk
6.1.1 Benefits of continued use of TCE
Table 6–1 brings together the findings of Section 5. It presents the benefits and costs for different stakeholders within the EEA arising from the continued use of TCE by Spolana in Neratovice. The benefits are dominated but those accruing for Spolana with Czech workers also benefitting from the continued use of the substance. The net benefit for the EEA society as a whole is estimated to exceed €53 million (present value, 2017 prices). This must be seen as an underestimate; the actual benefits are believed to be higher for two important reasons:
Several benefits have not been possible to quantify but this does not mean they can be discounted; and
A significant benefit for Spolana is the avoidance of profit losses during a long period of downtime under the “Non-use” Scenario. These have been estimated to be equivalent to ''’#F#''''''''''''' (range: €100-150 million). It has been conservatively assumed that EEA-based competitors to Spolana would increase their profits, by the same amount as Spolana’s loss, under the “Non-use” Scenario. From economic theory we know that this cannot be true, as there is always a producer (and possibly consumer) surplus loss, when resources are diverted to a less optimal use. Furthermore, non-EEA manufacturers of caprolactam, ammonium sulphate and sulphuric acid do exist and these could partially replace Spolana’s supply of these chemicals. The assumption of no societal loss connected with the profit loss of Spolana, is thus a conservative one.
Nevertheless, the figure of €53 million indicates a significant net benefit.
6.1.2 Costs to human health of continued use of TCE
On the other hand, residual risks to human health from the continued use of TCE are low. The estimated excess lifetime risk for workers ranges between 2.73E-08 and 3.82E-05, depending on worker contributing scenario (see Table 3–39); it is even lower for the general population, ranging between 2.43E-10 for a notional ‘region’ of a 113-km radius around the caprolactam unit and 3.41E-07 for local residents living within a 1-km radius from the caprolactam unit (see Table 3–41). The overall residual risk to human health has been monetised at €1,093 over 12 years, representing 1.00E-03 statistical excess cancer cases.
Two additional summary tables are provided, Table 6–2 and Table 6–3. These two tables summarise the calculations presented in Sections 3.4-3.5 on the number of statistical excess cancer cases (fatal and non-fatal) and the monetised human health impacts associated with these cases.
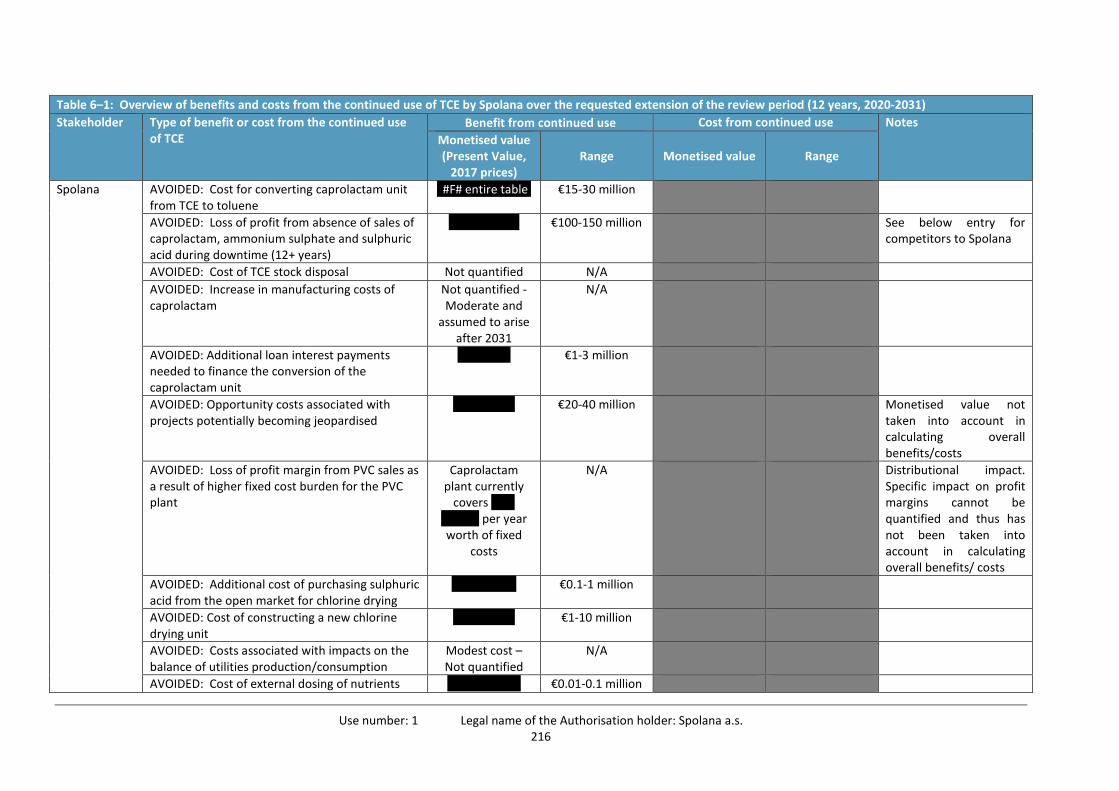
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 216
Table 6–1: Overview of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031)
Stakeholder Type of benefit or cost from the continued use of TCE
Benefit from continued use Cost from continued use Notes
Monetised value (Present Value,
2017 prices) Range Monetised value Range
Spolana AVOIDED: Cost for converting caprolactam unit from TCE to toluene
''#F# entire table' €15-30 million
AVOIDED: Loss of profit from absence of sales of caprolactam, ammonium sulphate and sulphuric acid during downtime (12+ years)
''''''''' '''''''''''''' €100-150 million See below entry for competitors to Spolana
AVOIDED: Cost of TCE stock disposal Not quantified N/A
AVOIDED: Increase in manufacturing costs of caprolactam
Not quantified -Moderate and
assumed to arise after 2031
N/A
AVOIDED: Additional loan interest payments needed to finance the conversion of the caprolactam unit
''''' '''''''''''' €1-3 million
AVOIDED: Opportunity costs associated with projects potentially becoming jeopardised
''''''' ''''''''''''' €20-40 million Monetised value not taken into account in calculating overall benefits/costs
AVOIDED: Loss of profit margin from PVC sales as a result of higher fixed cost burden for the PVC plant
Caprolactam plant currently
covers '''''''' ''''''''''''' per year worth of fixed
costs
N/A Distributional impact. Specific impact on profit margins cannot be quantified and thus has not been taken into account in calculating overall benefits/ costs
AVOIDED: Additional cost of purchasing sulphuric acid from the open market for chlorine drying
'''''''' ''''''''''''' €0.1-1 million
AVOIDED: Cost of constructing a new chlorine drying unit
'''''''' '''''''''''' €1-10 million
AVOIDED: Costs associated with impacts on the balance of utilities production/consumption
Modest cost – Not quantified
N/A
AVOIDED: Cost of external dosing of nutrients ''''''''''' ''''''''''''' €0.01-0.1 million

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 217
Table 6–1: Overview of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031)
Stakeholder Type of benefit or cost from the continued use of TCE
Benefit from continued use Cost from continued use Notes
Monetised value (Present Value,
2017 prices) Range Monetised value Range
AVOIDED: Cost of system for the alkaline hydrolysis of chlorine-containing wastewater at the VCM plant
'''''''''''' '''''''''''''' €1-10 million
AVOIDED: Cost of nitrification-denitrification process
''''' '''''''''''' €1-10 million
Suppliers of raw materials to Spolana
AVOIDED: Cost of disruption of supply of raw materials and of identifying alternative customers
Annual value of contracts is '''''''' ''''''''''''' per year
N/A Profit margins not known, impact likely to be small. Not taken into account in calculating overall benefits/costs
'''''''''''''''' ''''''''''''''''' ''''''''''' '''''''''''
'' #C#'''''''''' '''''''' '''' '''''''''''''''' '''' ''''''''''''' '''''''''''''' '''''''''''''''''''' ''''' ''' '''''''''' '''''''''''' ''''''''' '''''''''''''''' ''''''''''''''''''''
Not quantified N/A ''#C#'''' ''''''''''''''''''' ''' '''''''''''''' ''''''''''''''' '''''''''''' ''''' ''''''''' '''''''''' '''''''''''''''' '''''''' '''''''''''' ''''''''''''''' ''''''' '''' ''''''' '''''''''''''''''''''' '''''''''''''''''''
Suppliers of services to Spolana
AVOIDED: Cost of disruption of supply of services and of identifying alternative customers
Annual value of contracts is '''''''' '''''''''''' per year
N/A Profit margins not known, impact likely to be small. Not taken into account in calculating overall benefits/costs
Spolana’s customers
AVOIDED: Loss of reliable regional/local supply, cost of identifying and engaging with alternative suppliers of raw materials, increased transportation cost, loss of competitiveness through increased dependence on supply of raw materials from direct competitors
Not quantified N/A
Consumers AVOIDED: Increases in the prices of car batteries and fertilisers in parts of Central Europe
Not quantified N/A

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 218
Table 6–1: Overview of benefits and costs from the continued use of TCE by Spolana over the requested extension of the review period (12 years, 2020-2031)
Stakeholder Type of benefit or cost from the continued use of TCE
Benefit from continued use Cost from continued use Notes
Monetised value (Present Value,
2017 prices) Range Monetised value Range
Competitors to Spolana
NOT REALISED: Increased profits from securing new business supplying ex-Spolana customers
'''''''''' '''''''''''''' €100-150 million Assumed to be equal to the profit loss of Spolana during downtime, but this is likely to be an exaggeration as some of this new business and market share would be picked up by non-EEA competitors of Spolana
Competitors to Spolana’s customers
NOT REALISED: Increased profits from improved competitiveness vis-à-vis Spolana’s customers who would lose their supply of raw materials for at least 12 years
Not quantified N/A Assumed to be equal to the losses that would be incurred by Spolana’s customers
Czech workers – Spolana
AVOIDED: Loss of an estimated 155 jobs NOT REALISED: Generation 23 new jobs at Spolana
'''''''' ''''''''''''' €1-5 million
Czech workers – Spolana’s suppliers
AVOIDED: Loss of an estimated 58 jobs Not quantified N/A
Overall balance of benefits/costs from continued use of TCE €53 million (present value, 2017 prices) Variable discount rates have been used (10% for cost of capital for Spolana; 4% as a social discount rate)
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 219
Table 6–2: Summary of additional statistical annual fatal cancer cases under the “Applied for Use” Scenario
Excess cancer risk
Number of exposed people
Estimated annual
statistical fatal cancer cases
Value per statistical fatal cancer case
(mortality)
Monetised excess risk
(annual values)
Workers
Directly exposed workers
WCS2+WCS7 combined 3.41E-05 25 7.04E-06 3,681,000 € 25.93
WCS2 1.78E-05 6 8.82E-07 3,681,000 € 3.25
WCS3 1.03E-07 6 5.11E-09 3,681,000 € 0.02
WCS4 3.82E-05 25 7.89E-06 3,681,000 € 29.05
WCS5 1.27E-05 16 1.68E-06 3,681,000 € 6.18
WCS6 6.00E-07 21 1.04E-07 3,681,000 € 0.38
WSC7 2.73E-08 1 2.26E-10 3,681,000 € 0.00
Indirectly exposed workers
Workers within 1-km from point source
8.29E-08 3,100 2.12E-06 3,681,000 € 7.82
Sub-total 3,200 € 66.44
General population
Local population 3.41E-07 260 4.19E-07 3,681,000 € 1.54
Regional population 2.43E-10 8,011,432 9.19E-06 3,681,000 € 33.84
Sub-total 8,011,692 € 35.38
Total 8,014,892 € 101.82
Note: latency effects have not been taken into account; all cancer cases are assumed to arise within the 12-year assessment period * Not taken into account in the overall monetised excess risk
Table 6–3: Summary of additional statistical annual non-fatal cancer cases under the “Applied for Use” Scenario
Excess cancer risk
Number of exposed people
Estimated annual
statistical non-fatal cancer
cases
Value per statistical non- fatal cancer case (mortality)
Monetised excess risk
(annual values)
Workers
Directly exposed workers
WCS2+WCS7 3.41E-05 25 1.43E-05 431,000 € 6.15
WCS2 1.78E-05 6 1.79E-06 431,000 € 0.77
WCS3 1.03E-07 6 1.03E-08 431,000 € 0.00
WCS4 3.82E-05 25 1.60E-05 431,000 € 6.89
WCS5 1.27E-05 16 3.40E-06 431,000 € 1.47*
WCS6 6.00E-07 21 2.11E-07 431,000 € 0.09
WSC7 2.73E-08 1 4.57E-10 431,000 € 0.00
Indirectly exposed workers
Workers within 1-km from point source
8.29E-08 3,100 4.30E-06 431,000 € 1.85
Sub-total 3,200 € 15.76
General population
Local population 3.41E-07 260 8.48E-07 431,000 € 0.37
Regional population 2.43E-10 8,011,432 1.86E-05 431,000 € 8.02
Sub-total 8,011,692 € 8.39
Total 8,014,892 € 24.15
Note: latency effects have not been taken into account * Not taken into account in the overall monetised excess risk

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 220
6.1.3 Benefit: cost ratio
The overall benefit: cost ratio is €53 million ÷ €1,093 or ca. 48,500. This benefit: cost ratio would be lower if benzene were to be implemented as a substitute for TCE (the ratio would exceed €50.1 million ÷ €1,093 = ca. €46,000).
If lifetime human health risks were considered (i.e. risks over 40 years for workers and over 70 years for the general population), the number of statistical excess cancer cases would be estimated at 4.22E-03 with a monetised cost of €2,451. In this case, the benefit: cost ratio is €53 million ÷ €2,451 = ca. 21,600.
In conclusion, the benefits to EEA society from the continued use of TCE by Spolana far outweigh the residual risks to the health of workers and the general population from potential exposure to TCE.
6.2 Information for the length of the review period
6.2.1 Introduction
In a 2013 document, the ECHA Committees outlined the criteria and considerations which could lead to a recommendation of a long review period (12 years) (ECHA, 2013):
1. The applicant’s investment cycle is demonstrably very long (i.e. the production is capital intensive) making it technically and economically meaningful to substitute only when a major investment or refurbishment takes place.
2. The costs of using the alternatives are very high and very unlikely to change in the next decade as technical progress (as demonstrated in the application) is unlikely to bring any change. For example, this could be the case where a substance is used in very low tonnages for an essential use and the costs for developing an alternative are not justified by the commercial value.
3. The applicant can demonstrate that research and development efforts already made, or just started, did not lead to the development of an alternative that could be available within the normal review period.
4. The possible alternatives would require specific legislative measures under the relevant legislative area in order to ensure safety of use (including acquiring the necessary certificates for using the alternative).
5. The remaining risks are low and the socio-economic benefits are high, and there is clear evidence that this situation is not likely to change in the next decade.
Spolana is now applying for an extension to the initial review period of 12 years. Below, justification is given on why Spolana’s argumentation meets these five criteria.
6.2.2 Criterion 1: Spolana’s investment cycle
Length of investment cycle for the caprolactam unit
A caprolactam manufacturing unit has a very long lifetime at the point of installation. Testament to this is the ongoing operation of Spolana’s caprolactam plant given that trial operation of caprolactam production was launched in Neratovice in 1968. Equipment used in the manufacture of

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 221
caprolactam is built to last. This can be seen in the years of installation of the existing equipment shown in Table 12–4 in Appendix 4 (Section 12 of this document). It can be seen that there is still a significant number of equipment that was installed in the 1960s and is still operating as intended. However, in ways typical to most chemical manufacturing plants, Spolana has had to replace a wide range of equipment over the years. Table 12–4 in Appendix 4 shows, for instance, that 22 different pieces of equipment (some of them critical, such as process tanks, distillation columns, boilers) have been installed since 2000.
Based on many years of experience with the caprolactam extraction operation, Spolana is certain that with regular maintenance at an annual cost of around '’ #C#''' ''''''''''''' (or ' ’ #C#'''''''''''' (range: €10,000-100,000)) per year, the company will be able to keep the unit operational until at least 2035, even though some equipment is relatively old. Similarly, it is possible to keep the ammonium sulphate unit running at least until 2035 with regular maintenance at annual cost around ''’ #C#''' '''''''''''' (or '''’ #C#''''' ''''''''''''' (range: €0.1-1 million)) per year (NB. the relatively high costs in the comparison with the caprolactam unit are due to the regular and rather costly service of the centrifuges); while a similar lifetime for the sulphuric acid unit can be envisaged at an annual maintenance cost of ca. '''’ #C#' ''''''''''''' (or ''’ #C#'''''' '''''''''' (range: €0.1-1 million)) per year (NB. the relatively high costs in the comparison with the caprolactam unit are due to the presence of highly corrosive substances in the process and the use of a costly catalyst).
It is worth remembering that the implementation of an alternative extraction solvent, e.g. toluene, has been shown to require at least 12 years to be decided upon, planned and executed. A yet unknown alternative solvent or technology would take at least that long to implement, if not longer, given the additional R&D requirements the solvent would be accompanied with. Therefore, if Spolana were to become capable to engage in a major investment for the implementation of an alternative, a long period of at least 12 years would be required for such a project to come to fruition.
Significant ongoing and planned investments
As previous discussed in this document, Spolana is already planning and implementing a series of investments across the Neratovice site. More specifically:
As discussed in Section 3.2.3, Box 3-2' '#C#' ' '''''''''''''''' '''''''' '''''''' ''''' ''''''''''''''''''''' ''''''' '''''' '''''''''''''''''''' ''''''' ''' ''''''''''''''''' '''' ''''''''' ''''''''' ''''' ''''''''' '''' ''' ''''''''' ''''''''''' ''''' ''''''' ''''''''''''''''''' '''''''';
As discussed in Section 3.2.3, Box 3-3 Spolana has decided on the installation of a press compaction unit which can produce granulates of compound fertilisers made with ammonium sulphate. This project will cost ''#C#' '' ''''''''''''' ''''''''''''' ''''' ''''''' ''''''''''''''''' '''''''' ''''''' ''' ''''''''''''''''''' '''' ''''' '''''''''''''''''''';
As discussed in Section 3.2.3, Spolana is in the process of replacing the mercury cell technology for electrolysis used in its chlor-alkali plant with membrane technology. This project is expected to be completed in 2022 at a cost of ''#C#' ''''''''''''' (range: €10-50 million, based on the supplier’s bid);
As discussed in Section 4.2.10, Spolana is planning to invest in a new Energy Centre. This is expected to be completed in the first half of 2019 at a cost of ''#C#' ''''''' ''''''''''''' '''' '''''' ''''''''' ''''''''''''' (range: €1-5 million, based on the supplier’s bid); and
As described in Appendix 6 (Section 14), Spolana has investigated the status of equipment in the caprolactam unit, has identified the pieces of equipment that need urgent refurbishment/replacement and intends to address these issues as soon as possible. The

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 222
overall CAPEX for the refurbishment of the caprolactam unit has been estimated at ca. €''''' '''''''''''''' (range: €10-100) over the next 30 years or so.
Overall, Spolana is planning and already implementing major investments and improvements across the Neratovice site. Not only will this activity be completed during the applied for extension of the initial review period at a significant cost (ca. ''#C#' '''''''''''' in total (range: €50-100 million)60), but it will also result in the establishment of new/revamped units which are expected to have lifecycles of several decades into the future.
For the above reasons, Spolana can validly claim that the investment cycles of manufacturing units which are business-linked to the manufacture and sale of caprolactam are sufficiently long to justify Spolana’s request for an extension to the Authorisation of the use of TCE for the period 2020-2031.
6.2.3 Criterion 2: Cost of using alternatives
Estimates of costs of implementing alternatives to TCE
Sections 4.1 and 4.2 have explained the extensive analysis that Spolana has undertaken into possible alternatives for the use of TCE as an extraction solvent. Section 4.1.1. has explained the R&D that Spolana or organisations affiliated to Spolana are currently undertaking or plan to undertake in the foreseeable future. The conclusion reached in Sections 4.2.2-4.2.5 is that alternative substances would be the most accessible substitutes for TCE at the end of the initial review period. More specifically, two commercially used solvents, toluene and benzene, would be the only realistic options to Spolana if an extension to the initial review period was not granted, with toluene being Spolana’s preferred option.
These two alternative solvents were subject to a detailed assessment of feasibility, suitability and availability in Sections 4.3.1-4.3.2. Both alternatives are infeasible for use in Spolana’s caprolactam unit due to specific technical inadequacies:
Both toluene and benzene are lighter than water. This is the major technical shortcoming of either alternative for Spolana’s plant and manufacturing process; both alternative solvents would cause fundamental problems to the extraction process within the current configuration;
Both toluene and benzene are characterised by lower extraction efficiency compared to TCE (the solubility of caprolactam in TCE is 3.5 times higher than toluene and 2.2 times higher than benzene), meaning that both alternatives would require a larger volume of solvent to be present in the system, i.e. the equipment to be accordingly enlarged. In addition, a lower extraction efficiency would lead to an increase in process energy consumption as the regeneration of the solvent would become more arduous;
The existing plant is not explosion-proof, thus toluene or benzene, both being flammable liquids, could not be used without extensive equipment modifications; and
Both toluene and benzene have a lower loading capacity for caprolactam than TCE.
60 The significant costs of investments will be covered by Spolana by means of bank loans. Unipetrol PRA's bank loan guarantees will be necessary to obtain such loans.
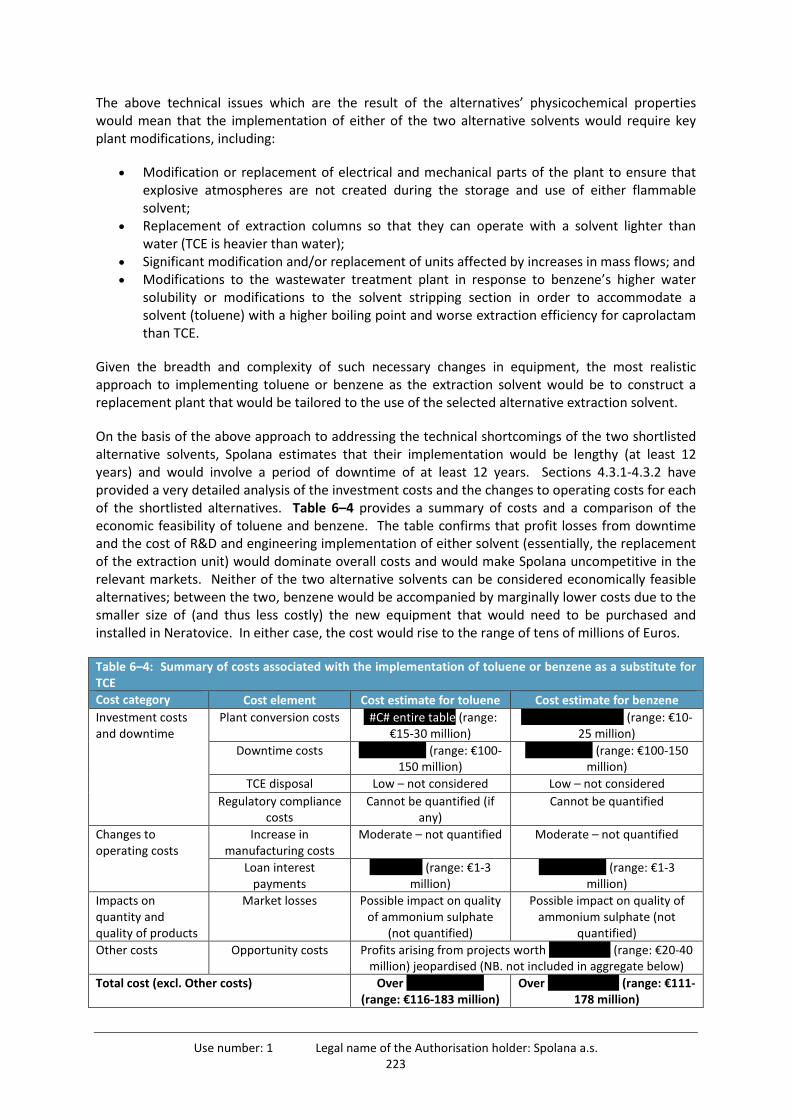
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 223
The above technical issues which are the result of the alternatives’ physicochemical properties would mean that the implementation of either of the two alternative solvents would require key plant modifications, including:
Modification or replacement of electrical and mechanical parts of the plant to ensure that explosive atmospheres are not created during the storage and use of either flammable solvent;
Replacement of extraction columns so that they can operate with a solvent lighter than water (TCE is heavier than water);
Significant modification and/or replacement of units affected by increases in mass flows; and Modifications to the wastewater treatment plant in response to benzene’s higher water
solubility or modifications to the solvent stripping section in order to accommodate a solvent (toluene) with a higher boiling point and worse extraction efficiency for caprolactam than TCE.
Given the breadth and complexity of such necessary changes in equipment, the most realistic approach to implementing toluene or benzene as the extraction solvent would be to construct a replacement plant that would be tailored to the use of the selected alternative extraction solvent.
On the basis of the above approach to addressing the technical shortcomings of the two shortlisted alternative solvents, Spolana estimates that their implementation would be lengthy (at least 12 years) and would involve a period of downtime of at least 12 years. Sections 4.3.1-4.3.2 have provided a very detailed analysis of the investment costs and the changes to operating costs for each of the shortlisted alternatives. Table 6–4 provides a summary of costs and a comparison of the economic feasibility of toluene and benzene. The table confirms that profit losses from downtime and the cost of R&D and engineering implementation of either solvent (essentially, the replacement of the extraction unit) would dominate overall costs and would make Spolana uncompetitive in the relevant markets. Neither of the two alternative solvents can be considered economically feasible alternatives; between the two, benzene would be accompanied by marginally lower costs due to the smaller size of (and thus less costly) the new equipment that would need to be purchased and installed in Neratovice. In either case, the cost would rise to the range of tens of millions of Euros.
Table 6–4: Summary of costs associated with the implementation of toluene or benzene as a substitute for TCE
Cost category Cost element Cost estimate for toluene Cost estimate for benzene
Investment costs and downtime
Plant conversion costs ''#C# entire table (range: €15-30 million)
''''''''''''''''''''' ''''''''''''' (range: €10-25 million)
Downtime costs '''''''''' '''''''''''' (range: €100-150 million)
''''''''' ''''''''''''' (range: €100-150 million)
TCE disposal Low – not considered Low – not considered
Regulatory compliance costs
Cannot be quantified (if any)
Cannot be quantified
Changes to operating costs
Increase in manufacturing costs
Moderate – not quantified Moderate – not quantified
Loan interest payments
''''' '''''''''''' (range: €1-3 million)
'''''''' '''''''''''''' (range: €1-3 million)
Impacts on quantity and quality of products
Market losses Possible impact on quality of ammonium sulphate
(not quantified)
Possible impact on quality of ammonium sulphate (not
quantified)
Other costs Opportunity costs Profits arising from projects worth ''''''' ''''''''''''' (range: €20-40 million) jeopardised (NB. not included in aggregate below)
Total cost (excl. Other costs) Over '''''''''' '''''''''''''' (range: €116-183 million)
Over ''''''''' ''''''''''''' (range: €111-178 million)
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 224
By way of comparison, Section 4.3.3 has demonstrated that the permanent shutdown of the caprolactam plant (comprising the caprolactam, ammonium sulphate and sulphuric acid units) might be seen as less costly (if it was considered that planned expenditure in refurbishing the caprolactam plant and other upgrades would not be incurred) but would be completely out of step with Spolana’s and Unipetrol RPA’s business plans and would make Spolana’s future highly uncertain.
Finally, ''#D, F#' ''''''' ''''''''''' ''''''''''''' ''''''''' ''''''''''''''' ''''''' ''''''''''''''''''' '''' ''''''' ''''''''' '' ''''''''''' '''' ''''' ''''''''''''''''''' '''''''''''''''' ''''''''''' ''''''''''''' '''''''''' ''''''' '''''''''''''''''''' '''''''' '''''''''''''''' ''''' '''''''' ''''''''''''''' ''''''''''''''''''' ''' '''''''''''''''''' ''''''''''''' the cost of introducing a new technology would be ''''''''''''''''''' ''''''''''''' '''' '''''''''' '''''''''''' ''''' '''''' '''''''''''''''''''' ''''''''''''' in 2017 prices61 (range: €250-350 million).
For the alternatives which are currently subject to the multi-faceted R&D work described in Section 4.1.1, details of their theoretical future implementation and cost are not available at the moment.
Conclusion
Two known and commercially proven alternative extraction solvents, toluene and benzene, are the only realistic substitutes for TCE in Spolana’s caprolactam unit at the end of the initial review period in 2020. Both would require the construction of a replacement plant that would be tailored to the use of the selected alternative extraction solvent. The cost associated with the implementation of either alternative solvent would be in the range of tens of millions of Euros. This is unaffordable for Spolana and, in comparison to the monetised risks to human health from the continued use of TCE (see details below), disproportionately large. However, the implementation of an alternative extraction solvent in 2020 would crucially support the long-term strategic goals of Spolana and its parent company.
6.2.4 Criterion 3: Results of R&D on alternatives
Section 4.1 of this document described Spolana’s efforts towards the identification of a feasible alternative for TCE. Since the submission of the initial AfA, Spolana and its R&D partners (VŠB, TECHEM CZ, '''#D, E#' entire Section 6.2.4 ''''''''''' ''''''' '''''''' ''''''''''''''''''' '''''''' '''''''' ''''''''''''') have been engaging in several R&D projects aimed at identifying feasible alternatives for the use of TCE as an extraction solvent. By way of summary of the information presented in Section 4.1.1, the following R&D results have so far been obtained:
The RAFKAPR project: this projected started in January 2015 and is planned to be completed by the end of 2018. '''' ‘’’ ‘ '''''' '''''''''' ''''''''''''' ''''''''''''''''' ''''''''' ''''''' '''''''' ''''''' '''' '''''' ''''''''''''''' '''''''' '''''''''''''''' ''''''''''''''''''' '''''''''' ''''''''''''''' ''''''''''''''''''''' '''' '''''''''''''' '''''' ''''''' ''''''''''''''' '''' ''''''''
''''''''''' ''''''''''''''' ''''''''''''''''''''''''' '' '''''''''''''''' ''''' ''''''''''''''''''''' ''' ''''''''''''''' '''''''' ''''''''' ''''''''''''''''' '''''' '''''''''''''''''' ''''''' '''''''''''''''''' ''''''''''''' ''''''''''' '''''''' '''''''''''''''''''' '''''''''''''''' '''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''''' ''''''' ''''' '''''''''''''''''''''' ''''''''''''''''''''' '''''''''''''''''
61 The equivalent of €100 on 1 January 2001 is €133 on 7 June 2017; based on http://fxtop.com/en/inflation-calculator.php (accessed on 7 June 2017).
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 225
'''''''''''''''' '''''''''' '''''''''' '''''''''''' ''''' '''''' ''''''''''''''''''' '''''' ''''''' '''''''''''' '''''''''''''''''''''' '''''''' ''''''''''''''''' '''''''''''''''''' '''''''''' ''' '''' '''''''' ''''''''''''''''' ''''''''''''''' '''''''''' '''''''''''''' ''''''''''' ''''''''''''' ''''''''''''''''''''''' ''''''''' ''''''' ''''''''''''''''' '''''' '''' '''''''''' ''' '''''''''''''' '''''''''''''' '''''''''' '''''' ''''''''''''''' '''''''''''''''''''''' ''' '''''''''''' '''''''''''''''''' '''''''
'''''' '''''' '''''''''' '''''''''' '''''''''''''''''''''''' '''''''''''''''''''''' ''''''''' ''''''' '''''''''''''''' '''''''''''''''''''''''' '''' '''''''''' '''''''''''''''''''''''' '''''''''' ''''''''''''''''' ''''''' ''''''' '''''''''''''''''''''' ''''''''''''''''''''''' ''''''''''''' '''' ''''''' '''''''''''''''''''''''' '''''''' '''''''''''''''''''''''' '''' '''''''''''''' '''''''''''''''''''''' '''' ''''''''''''''''''''''' '''''''' '''''''''''''''''''''' '''''''' ''''''''''''''''''' '''''''''' '''' '''''''''''''''' ''''''''''''' '''' '''''''''' '''''''''''''''''''' ''' '''''''''''''' '''''''''''''''''' '''''''''''''''''''''''''' '''' '''' ''''''''''''''''''' ''''''' '''''''''''''''''''''''''''' ''''''''''''''''' ''''''''''''''''''''''' '''' ''''''''''''''''''''''''' ''''''''''''' '''''''''''''''''' ''''' '''''''''''''''' ''''''' ''''''' ''''''''''''''''''''''' ''''' '''''''''''''''''''''' '''''''''''''''' '''' ''''''' '''''''' '''' '''
More importantly, ''' ''''''' ''''''''''''''''' '''''''''' '''''''''''' ''''''' ''''''''''''''''''''' '''' '''''' ''''''''''''''' '''''''''''''' '''''''' '''''' '''''''''''''''''' ''''''''''''''''''''' '''''''''''' '''''''''''''' '''''' ''''''''' ''''' ''''''''''''''''' '''''''''''''' ''''''''''''''''''''''''' '''''''''' ''''''''''''''''' ''''''' ''''' '' ''''''''''' '''''''''''''''' '''' '''''' '''''''''' ''''''''''''''''' '''' ''''''' '''''''''''''' ''''''''''' ''''''' '''''''''''''''''' ''''''''''''' ''''''''''''' '''''''''' ''''' '''''''''''''''''' ''''''''' '''' '''''''''''''''''' '''' '''''' ''''''''''''''''' '''''''' '''''''''''''''''''''''''' ''''''''''''''''''''''''''''''' '''''' ''' '''''''' '''''''''' ''''''''''' '''''''''''' '''''''' '''''' ''''''''''''''' '''''''''''''''''''''''' '''''''''''''' ''''''' '''''''''' '''' '''''''''''''''''''' ''''''''''''''''''''' ''''''''' ''''''' ''''''''''''''''' '''''' ''''''''''''''' '''''''' '''''''''' '''''' ''''''''''''''''''''''''
The '''''''''''' '''''''''' research project: ''''' ''''''' ''''''' '''' '''''''''''' ''''' ''''''''''''''''''''''' '''''''''' '''' ''''''' ''''''''''''''''''''' '''' ''''''''''''''' '''''''' '''' '''''''''''''''''''''' ''''''''''''''''''' '''' '''''''''''''''''''''''''''' ''''''' '''''''''''''''''''''''' '''' '''''''''''''''''''''' ''''''' '''''''''''''''''''' '''' ''''''''''''''''' '''''''''''' ''' '''''''' ''''''''' ''''''''' ''''''' ''''''''''''''' '''''''''''' '''' ''''''''''''''''''''''''''' ''''' ''''''' ''''''''''''' '''''''''' '''''' '''''''''''''''''''''''' ''''''' ''' '''''' ''''''' ''''''''' ''''''''' '''''''''''''''' '''''''''''''''''''''''' '''''''' '' ''''''''''''''''' '''''''''''''''' ''''' '''''''''''''' '''''''''''''''''''''' '''''''' '''''''''''''''''' ''''' '''''''''''''''' '''''''''''';
The ELTRIS project: ELTRIS is a follow up of the RAFKAPR Project, as described above and aims to address some of the technical challenges identified during the RAFKAPR Project. No results have been obtained from this project, as it is planned to start on 2 January 2019 and will be completed by 30 June 2022 (i.e. it will start and finish after this review report is submitted). ''''''' ''''''' '''' ''''''' '''''''''''''' ''' ''''' ''''''' ''' '''''''''''''''' ''''''' '''' '''''''''''''''''''''''''' ''''''''''''''''' ''''''''' ''''''''''''''''''' ''''''''''''''''' '''''' ''''''''''''' '''''''''''''''''''''''' '''''''''' '''''''' ''' '''''' ''''''''''''' ''''' ''''''''' '''' '''''''''''''''''''''' ''
The RESUK project: RESUK will be a follow up of the RAFKAPR and ELTRIS Projects and, assuming that the results of the ELTRIS project are positive, would aim to establish a pilot plant at Spolana for the further testing of '''''' '''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''''' for the extraction of caprolactam. The timeline of this project is not yet known; and
Projects on '''''''''''''''''' ''''''''''''' ''''''''''''''''''' '''''''''''''''''''' '''''''''''''''''''' '''''''' '''' ''''''''''''''''''''''''' '''''''' '''''''''''''''' '''' '''''''''''''''''''''' '''' ''''''''''''' ''''''''''''''''''''''' '''''''''''''''''''''' '''''''''''' '''''' '''''''''' '''''''' ''''''''''' '''''''''' ''''''' ''''''''''''''''' ''''' ''''''' ''''' ''''''''''''''''' '''' '''''''''''''''' '''''''''''''''' ''''''''''''' '' ''''''''''''''''''''''' '''''''''''''''''''''' '''' ''' ''''''' '''' '''''''' ''' ''' '''''''' '''''''''''''''' '''' ''''''''''''''' ''''''''''''''''''''' '''''''''''''''' '''' ''' '''''''''''''' '''' '''' '''''''''' '''''' ''''''''''''' ''''''''''''''''' '''''''''' ''''''''''''''' ''''''''' '''''''''''''' ''''''''''''' ''''''' '''''''''''''''''''' ''''''''''''''''''' ''''''''' '''''''''''''' '''''''''' '''''''''' '''''''''''' ''''' '''''''''' '''''''''''''''''''''' '''''''''''''''''''''''' '''' ''''''' '''''''''''''''' '''' ''''''''''''''' ''' ''''''''''''' '''''' ''' ''''''''''''''''''' ''''''''''' ''''' ''''''' ''''''' ''''''''''''''''''''''' '''''' ''''''''''''''''''''''''' ''''''''''''''''''''' '''''''''' '''''''''''''' ''' ''''''''''''' ''''''''''''''''''' '''' '''''''''' ''''''''''''''''''''' ''''' ''''''' '''''''''''''' '''''''''''' ''''''''''''''' '''''''''''' '''''''''''''''' ''''' '''''''''''''' '''''''''''''''' '''' '''''' '''''' ''''''''''' ''''''''''' '''' ''''''' ''''' '''' Spolana will continue to investigate possibilities for caprolactam purification based on proven technologies which are available on the global market.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 226
The above make it clear that Spolana has made very extensive efforts towards the substitution of TCE and has been looking at a range of different options, rather than ‘invest’ in solely one potential solution.
Beyond these investigations in which Spolana participates (although the actual analysis is undertaken by specialist researchers of third party organisations), extensive literature searches have been undertaken in the preparation of this review report. The alternatives that are known to be technically implementable (toluene and benzene) require extensive plant modifications (effectively a new extraction unit) and the time required for those would be at least 12 years, as shown in Table 4–19. An unproven technology will take substantially longer to be researched, developed and finally implemented in Spolana’s plant in Neratovice.
Overall, whether Spolana aimed for implementing a known alternative (toluene being Spolana’s preferred option among the commercially proven solvents) or a newly developed alternative technology that eliminates the use of extraction solvents, an R&D and implementation period that is far longer than a normal review period of 7 years would be required. Taking toluene or benzene as a starting point, 12 years would be required at a minimum.
6.2.5 Criterion 4: Legislative measures for alternatives
This criterion is not relevant to Spolana, its products or its use of TCE. Caprolactam, ammonium sulphate and sulphuric acid are commodity products the use of which is generally not underpinned by specific legislative measures aimed at ensuring safety of use (e.g. marketing authorisations, type approvals, etc.).
6.2.6 Criterion 5: Comparison of socio-economic benefits and risks to human health
Section 6.1 has provided a comparison of the socio-economic benefits from the continued use of TCE to the remaining risks to human health (of workers and the general population). Through a series of conservative assumptions, it has been estimated that the net socio-economic benefits amount to over €53 million (present value, 2017 prices) with the key beneficiaries being Spolana and its workers in the Czech Republic. On the other hand, the risk to human health arising from the continued use of TCE has been monetised at €1,093 over 12 years, representing 1.00E-03 statistical excess cancer cases. This indicates a benefit: cost ratio of €53 million ÷ €1,093 or ca. 48,500.
If lifetime human health risks were considered (i.e. risks over 40 years for workers and over 70 years for the general population), the number of statistical excess cancer cases would be estimated at 4.22E-03 with a monetised cost of €2,451. In this case, the benefit: cost ratio is €53 million ÷ €2,451 = ca. 21,600.
In conclusion, the benefits to EEA society from the continued use of TCE by Spolana far outweigh the risks to the health of workers and the general population. Releases of TCE from the caprolactam manufacturing process are expected to further reduce in the future and as such the remaining risk will further decline. For this reason, the benefit: cost ratio presented is expected to remain substantially high in the foreseeable future.
6.2.7 Overall conclusion
Spolana’s use of TCE meets the criteria set out by the ECHA Committees for the granting of long review periods:

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 227
With regular maintenance, the caprolactam unit can continue operating at a profit at least until 2035, while Spolana is making significant financial commitments (cost range: €50-100 million) in new installations, revamping existing units and investing in new, cleaner technologies;
The cost of using alternatives is very high and estimated to lie in the range of tens of millions of Euros;
Ongoing and past R&D has not been successful in identifying a feasible alternative. Known alternatives currently in use by certain competitors would require the construction of a new extraction unit at significant cost and an implementation period of at least 12 years; and
The benefit: cost ratio for the continued use of TCE is very high at ca. 48,500, as a result of significant socio-economic benefits (profit and job preservation) and low remaining risks to human health (individual excess cancer risk does not exceed 3.82E-05 and the total number of estimated statistical excess cancer cases over 12 years is at the 10-3 mark).
6.3 Substitution effort taken by the applicant if an authorisation is granted
Section 4.1.1 (in more detail) and Section 6.2.4 have explained that Spolana and its research partners have made significant efforts towards the identification of feasible and economically sustainable alternatives for the use of TCE as an extraction solvent. Spolana has shown strong commitment towards this goal and it can further be stated that after the change in its ownership (Spolana is now a part of the Unipetrol RPA Group), Spolana significantly stepped up its activity in addressing the issue of the continued use of TCE, both towards further reducing emissions of TCE into the working and living environment, as well as in identifying potential replacements for TCE. Maintaining Neratovice’s caprolactam manufacturing capabilities is considered crucial for Spolana’s survival.
Spolana’s current state of knowledge based on the results of the VŠB/TECHEM CZ and '#D, F# entire Section 6.3 '''' ''''''''''' research so far is not and cannot be sufficient for the final selection of the only way of further research. As such, the multiple strands of ongoing and planned R&D during the extended review period will be:
Table 6–5 shows the theoretical timeline of a project aimed at implementing the '''''''''''''''''''' ''''' '''''''''''''''' ''''''''' technology for the manufacture of caprolactam. Two versions are presented, one based on the ''''''''''''' '''''''''''''''' '''''''''R&D projects and one based on the ''''''''''''' '''''''''''' R&D project.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 228
''''''' ''''''''''' '''' '''''''''' '''''''' '''''''''' ''''''' ''''''''''''' ''''''''''' '''''' '''''''''' '''''''''''''''''' '''' ''''''''''''''''' ''''' ''''''''''''''' '''''''' '''''''''''''''' ''''''' ''''''''''''''''' '''' ''''''''' ''''''''''' ''''''' ''''''''' ''''''''' '''''''''''''''''' '''''''' ''''''''''' '''''''''' '''''' '''''''''' ''''''''''''' '''''' ''''''''''''''''' '''''' ''''''''''''''''''''''''''' '''''' '''''''''' '''''''''''''''''''''''''' '''''''''' '''''''''''''''''''''''''' ''' ''''''''''''''''' '''''''''''' '''''''' ''''''' '''''''''''' '''''''' '''' '''''''''''''' ''''''' '''''''''''' ''''' '''' ''''''' '''''''''''''' '''''' ''''''''''''''''''''''''' ''''''''''''''''''' '''' ''''''''''''''''''''''' '''''''''' '' ''''''''''''''''''' ''''''''''''''' '''''''' '''''' '''''''''''''''''''''' ''''''''' ''''''' '''''''''''''''''''' ''''''''''''''''' '''''''''''''''' '''''''''''''''' ''''''''' ''''' '''''''' ''''''''''''''''''''' ''''''''' ''''''''' ''' '''''' '''''''''''' ''''''''' ''' ''''''''''''''' ''''''''''''' ''''''''''''' '''''''''''''''''' '' '''''''''' '''''' '''
''''''''''''''''''''' '''''''''''''' ''''''''''' '''''''''''' '''''' ''''''''''''''''''''''' '''' '''' '''''''' '''''''''''''''''''' '''' ''''''''''''''''' '''''''''' ''''''''''''''' ''''''''' ''''''' ''''''''''''''' '''''''''''''''''''' '''''''' ''''''''''''''''' ''''''''''' ''''''''''' '''' ''''' ''''''''' '''''''''' '''''''''''''''''''' '''' ''''''''' ''''''' '''''''''''''''' '''''''' '''''''''''''''''''''''' ''''''''''' '''''''''''''''''''''' '''''''''''''''' ''''''''''''''''''''''' ''''''''''''' ''''' ''' '''''''''' '''''''''''''''' '''''''''''''' '''''''' ''''''''''''''''''''''' ''''' '''''''' '''' '''''''''''''''''' ''''''''''' ''''''''''' '''''''' ''''' '''''''' '''''''' ''''''''''''' ''''''' ''' ''''''''''''''''''''''''''' '''''''''''''' ''''''''''''''' '''' ''''''' '''''''''' ''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''' '''''' '''''''''''''''' '''''''''''''''''' ''''''''''''' ''''''''''' ''''''''' ''''' ''''' '''''''''''''''''''''''''' ''''''''''' '''''''' '''''' '''''''''''''''''''''' ''''''''' ''''''''' '''''''''' ''''''' '''''''''''''''''''' '''' '''''''''''''''''''''' '''''' '''''''' ''''''''''''''''''''' ''''' '''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''''''''''''''''' ''''''''''''''''''''''''''' ''''''' ''''''''''''''''''''''' '''' ''’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’'''''' '' ''
''' ''' ''''''''''' '''''''''''''''' '''''' ''''''''' '''''' ''''''''''''''''''' '''''''''''''''''''''' ''''''''''''''''''' ''''''''' ''''''''' '''''''''' '''''''''''''''' '''''''''''''' ''''''' '''''''''''''''''' '''''''''''''' '''''' ''''''' ''''''''''' '''''' ''''''''''''' ''''''''''' '''''''''''''''''' ''''''''''''''' ''''' '''''''''''' ''''''''''''''''' ''''''''''''''' '''' '''''' '''''''''''''''''' '''''''''''''' '''' ''''''' ''''''''''''''' '''' ''' ''''''''''''''' '''''''''''' '''''''''' ''''''' ''''''''''''''' '''''' '''''' ''''''''''''''' '''''''''''''''''''''' ''''''' '''''''''''''' '''''''' ''''''''''''' ''''''''''' ''''' ''' '''''''''''''''''''''' '''''''''' '''''''''''''' '''''''''''' '''' '''''''' ''''''''''''''''''''''''''' ''''' ''''''''''''''''''''''''''''''''''''''''''''' '''' ''''''' ''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''''' ''''''''''''' ''''''''''''''' '''''''''''''''' ''''''''''''''''' '''''' '''''''' '''''''''' '''' '''''''''''' '''' ''''''' '''''''''''' '''''''''''''' '''''''''''' ''''''''''''''''' ''''''''' ''''''''''' ''''''''' '''''''''' '''' '''''''''''''''''''''' '''''''''''''''''''' ''''''''''''''''''''' '''' ''''''' ''''' '''''''''''''''' '''''''' ''''''''''' '''''''''''' '''''''''''''''''''' ''''''''''''''''' ''''''''''''''''' '''''' ''''''''' '''''''''''''''' ''''''''' ''''' '''''''''''''''''''' '''' ''''''''''''''''''' ''''''''''''''''''''' ''''''' ''''''''''' '''' '''''''''''''''''' '''''''' ''''''' '''' '''''''''''''' '''''''''''''''' ''''''''''''''' ''' '''''''''''''' '''''''''' '''''' '''''''''''''''''''''' ''''''''''''''''''''' ''''' '''''''''' '''' '''''''''''''''''' ''''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 229
Table 6–5: Theoretical time plan for the implementation of an alternative technology ''#D, E# entire table' '''''''' ''''''''''''''''''''''' under the ongoing/planned R&D projects by Spolana’s collaborators
'''''''' '''''''' '''''''''''''' ''''' project ''''''''''' '''''''''' project
Step Name Relevant Project months Duration (in months)
Duration (in months)
Relevant Project months Name Step
Start Finish Start Finish
1 Project preparation and concept design 1 4 4 3 1 3 Project preparation and concept design 1
2 Decision-making I – approval of R&D and laboratory work
5 8 4 4 4 7 Decision-making I – approval of R&D and laboratory work
2
3 R&D and Laboratory work – ELTRIS project 9 50 42 48 8 55 R&D and Laboratory work – verification of preliminary results and development of the
''''''''' '''''''''''''
3
4 Verification of the feasibility to combine the results of RAFKAPR and ELTRIS projects, obtaining the basis for the pilot plant design
49 72 24
5 Decision-making II - approval of pilot plant construction and further R&D work
73 75 3 3 56 58 Decision-making II - approval of pilot plant construction and further R&D work
4
6 Pilot plant design and R&D work 76 111 36 36 59 94 Pilot plant design and R&D work 5
7 Basic Engineering Design and HAZOP study 112 119 8 8 95 102 Basic Engineering Design and HAZOP study 6
8 Preparation of EIA and its approval 118 131 14 14 101 114 Preparation of EIA and its approval 7
9 Application for the change of IPPC permit 130 137 8 8 113 120 Application for the change of IPPC permit 8
10 Selection of engineering contractor(s) I 131 136 6 6 114 119 Selection of engineering contractor(s) I 9
11 Project for building permits 137 146 9 9 120 128 Project for building permits 10
12 Decision-making III –Approval of investment in PKN Investment committee
143 152 10 10 126 135 Decision-making III –Approval of investment in PKN Investment committee
11
13 Selection of engineering contractors II 153 158 6 6 136 141 Selection of engineering contractors II 12
14 Securing investment funds 158 163 6 6 141 146 Securing investment funds 13
15 Detailed engineering work (including ATEX plant adaptation)
160 169 10 10 143 152 Detailed engineering work (including ATEX plant adaptation)
14
16 Purchase and delivery of new equipment 168 179 12 12 151 162 Purchase and delivery of new equipment 15
17 Construction 177 188 12 12 160 171 Construction 16
18 Training of personnel 187 189 3 3 170 172 Training of personnel 17
19 Testing of new installation 189 191 3 3 172 174 Testing of new installation 18
20 Commissioning of converted unit 191 194 4 4 174 177 Commissioning of converted unit 19
21 Guarantee test 195 195 1 1 178 178 Guarantee test 20
Total duration 195 months or 16.25 years 178 months or ca. 15 years Total duration
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 230
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 231
7 References
Alberini, A. and Ščasný, M. (2014) Stated - preference study to examine the economic value of benefits of avoiding selected adverse human health outcomes due to exposure to chemicals in the European Union - Part III: Carcinogens. Available at: https://www.echa.europa.eu/documents/10162/13630/study_economic_benefits_avoiding_adverse_health_outcomes_3_en.pdf (Accessed: 19 August 2017).
Alessi, V. et al. (1997) ‘Caprolactam production: A comparison of different layouts of the liquid-liquid extraction section’, Chemical Engineering & Technology, 20(7), pp. 445–454. doi: 10.1002/ceat.270200703.
Anilkumar, M. and Hoelderich, W. F. (2012) ‘New non-zeolitic Nb-based catalysts for the gas-phase Beckmann rearrangement of cyclohexanone oxime to caprolactam’, Journal of Catalysis, 293, pp. 76–84. doi: 10.1016/j.jcat.2012.06.007.
Anon (no date) World Producers of Chemical Fiber Raw Material. Available at: http://www.kcfa.or.kr/handbk/pdf/chap5.pdf (Accessed: 20 May 2016).
Argus (no date) Strategy Report: World Sulphuric Acid Outlook to 2030. Available at: http://www.argusmedia.jp/~/media/files/pdfs/regional-specific/jp/downloads/tocofmcs/toc-of--sulphuric-acid-outlook-to-2030.pdf?la=en (Accessed: 20 June 2017).
Augustine, R. L. (1985) Catalysis of organic reactions. CRC Press. Available at: https://books.google.co.uk/books?id=zBmR0KzQO70C (Accessed: 18 November 2016).
Avramescu, M. E. and Tinge, J. T. (2013) ‘Caprolactam Recovery With Membrane Treatment’. Available at: https://www.lens.org/lens/patent/US_2013_0211072_A1/fulltext (Accessed: 25 May 2016).
Bagajewicz, M. J. (no date) Engineering Economics - Cost Estimation. Available at: http://www.ou.edu/class/che-design/design 1-2013/econ-2.pdf (Accessed: 13 April 2017).
BASF (2016) BASF realigns caprolactam production in Europe. Available at: https://www.basf.com/en/company/news-and-media/news-releases/2016/09/p-16-293.html (Accessed: 20 June 2017).
BAuA (2016) Technical Rules for Hazardous Substances - Risk-related concept of measures for activities involving carcinogenic hazardous substances - TRGS910. Available at: https://www.baua.de/EN/Service/Legislative-texts-and-technical-rules/Rules/TRGS/pdf/TRGS-910.pdf?__blob=publicationFile&v=2 (Accessed: 9 April 2018).
Big Chemical Encyclopedia (2015) SNIA Viscosa process for caprolactam - Big Chemical Encyclopedia. Available at: http://chempedia.info/info/152073/.
van Bochove, G. H. (2003) Two- and Three-Liquid Phase Equilibria in Industrial Mixed-Solvent Electrolyte Solutions. Technische Universiteit Delft. Available at: http://repository.tudelft.nl/assets/uuid:72910104-e3aa-4aca-9751-b5cce638f6e1/as_bochove_20030318.pdf.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 232
Cato, D. A. (2016) EXTRACTION OF CAPROLACTAM IN A ROTATING DISK CONTACTOR EXTRACTOR. Kansas State University. Available at: http://krex.k-state.edu/dspace/bitstream/handle/2097/32843/DavidCato2016.pdf (Accessed: 17 September 2016).
CDC (2014) Medical Costs and Productivity Losses of Cancer Survivors — United States, 2008–2011. Available at: https://www.cdc.gov/mmwr/preview/mmwrhtml/mm6323a2.htm?s_cid=mm6323a2_w (Accessed: 12 February 2018).
Chang, J.-C. and Ko, A.-N. (2004) ‘Novel synthesis of ɛ-caprolactam from cyclohexanone-oxime via Beckmann rearrangement over mesoporous molecular sieves MCM-48’, Catalysis Today, 97(4), pp. 241–247. doi: 10.1016/j.cattod.2004.07.010.
Chauvel, A. and Lefebvre, G. (1989) Petrochemical Processes.... Editions OPHRYS. Available at: https://books.google.com/books?id=3fkEv6TDqpkC&pgis=1 (Accessed: 25 May 2016).
Chemical Online (2003) Sumitomo to commercialize new caprolactam process. Available at: http://www.chemicalonline.com/doc/sumitomo-to-commercialize-new-caprolactam-pro-0001 (Accessed: 20 May 2016).
Chen, D. et al. (2013) ‘Liquid–liquid extraction of caprolactam from water using room temperature ionic liquids’, Separation and Purification Technology, 104, pp. 263–267. doi: 10.1016/j.seppur.2012.11.035.
Construction Industry Institute (2016) CII Glossary. Available at: https://www.construction-institute.org/scriptcontent/glossary.cfm?section=Orders (Accessed: 18 November 2016).
David, O. M., Francis, W. C. and Hopkins, T. R. (1962) ‘Production of lactams by the beckmann rearrangement using urea bisulfate as catalyst’. Available at: http://www.google.co.uk/patents/US3016374 (Accessed: 16 September 2016).
van Delden, M. L. (2005) Caprolactam extraction in a pulsed disc and doughnut column with a benign mixed solvent. Available at: http://doc.utwente.nl/50809/1/thesis_van_Delden.pdf (Accessed: 20 May 2016).
van Delden, M. L. et al. (2006) ‘Impurity Distribution Behavior in Caprolactam Extraction with Environmentally Benign Mixed Solvents’, Chemical Engineering & Technology, 29(10), pp. 1221–1226. doi: 10.1002/ceat.200600165.
van Delden, M. L., Kuipers, N. J. M. and de Haan, A. B. (2004) ‘Liquid−Liquid Equilibria and Physical Properties of the Quaternary Systems Water + Caprolactam + Ammonium Sulfate + Benzene and Toluene’, Journal of Chemical & Engineering Data. American Chemical Society, 49(6), pp. 1760–1770. doi: 10.1021/je049797q.
Descorme, C. et al. (2012) ‘Heterogeneous Catalysis: A Key Tool toward Sustainability’, ChemCatChem, 4(12), pp. 1897–1906. doi: 10.1002/cctc.201200483.
Dias, E. L. et al. (2015) ‘Production of caprolactam from adipic acid’. Available at: https://www.google.com/patents/US8946411 (Accessed: 20 May 2016).
van Dijk, A. J. M. (2006) 6-aminocapronitrile as an alternative monomer for the nylon 6 synthesis. doi: 10.6100/IR608791.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 233
Douglas, J. M. (1988) Conceptual Design of Chemical Processes. New York: McGraw-Hill.
Dubourg, R. (2016) Valuing the social costs of job losses in applications for authorisation. Available at: https://echa.europa.eu/documents/10162/13555/unemployment_report_en.pdf/e0e5b4c2-66e9-4bb8-b125-29a460720554 (Accessed: 28 December 2017).
Duff & Phelps Ltd (2016) ‘Valuation a 21st Century Approach’, in. Available at: http://airmicconference2016.com/conference/wp-content/uploads/2016/06/A2-DP-_AIRMIC-Conference-Valuations-2016-v2.pdf (Accessed: 13 April 2017).
ECHA (2013) ‘Setting the Review Period when RAC and SEAC Give Opinions on an Application for Authorisation’, (September), pp. 1–3.
ECHA (2014) APPLICATION FOR AUTHORISATION: ESTABLISHING A REFERENCE DOSE RESPONSE RELATIONSHIP FOR CARCINOGENICITY OF TRICHLOROETHYLENE. Available at: https://echa.europa.eu/documents/10162/13641/carcinogenicity_dose_response_tce_en.pdf (Accessed: 18 August 2017).
ECHA (2016a) The social cost of unemployment. Available at: https://echa.europa.eu/documents/10162/13555/seac_unemployment_evaluation_en.pdf/af3a487e-65e5-49bb-84a3-2c1bcbc35d25 (Accessed: 28 December 2017).
ECHA (2016b) Valuing selected health impacts of chemicals. Available at: http://echa.europa.eu/contact (Accessed: 12 February 2018).
ECHA (2018) Opinion on scientific evaluation of occupational exposure limits for Benzene. Available at: https://echa.europa.eu/documents/10162/13641/benzene_opinion_en.pdf/4fec9aac-9ed5-2aae-7b70-5226705358c7 (Accessed: 1 April 2018).
‘Economic Indicators’ (2015) Chemical Engineering. Available at: http://www.che.utah.edu/~ring/DesignII/Articles/CE Index October 2014 - Copy - Copy.pdf (Accessed: 21 July 2017).
EIPPCB (2014) Best Available Techniques Reference Document for the Production of Chlor-alkali. Available at: http://eippcb.jrc.ec.europa.eu/reference/BREF/CAK_BREF_102014.pdf (Accessed: 17 August 2017).
Euro Chlor (2018) What is caustic soda used for? Available at: http://www.eurochlor.org/the-chlorine-universe/what-is-caustic-soda-used-for.aspx (Accessed: 16 January 2018).
Frentzen, Y. H., Thijert, M. P. G. and Zwart, R. L. (1998) ‘Process for the recovery of caprolactam from waste containing nylon’. Available at: http://www.google.co.uk/patents/US6111099 (Accessed: 17 September 2016).
Fukao, M. and Kawase, S. (2006) ‘Process for producing cyclohexanone oxime’.
Gaussand, G., Pukin, A. and Frassen, M. (no date) Chemo-enzymatic synthesis of caprolactam using intermediates accumulated in potato. National Academic research and Collaboration System, research number OND1336011.
Gayet, H., Leconte, P. and Perrona, P. (1997) ‘Method for purifying lactams’. Available at: http://www.google.com.na/patents/US6100396 (Accessed: 17 September 2016).
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 234
Glazko, I. L., Druzhinina, Y. A. and Levanova, S. V. (2007) ‘Performance and selectivity of organic solvents in extraction of caprolactam from lactam oil’, Russian Journal of Applied Chemistry, 80(6), pp. 941–944. doi: 10.1134/S1070427207060171.
GLOBOCAN (2017) Estimatd Cancer Incidence, Mortality and Prevalence Worldwide in 2012 - Fact Sheets by Population. Available at: http://globocan.iarc.fr/Pages/fact_sheets_population.aspx (Accessed: 18 August 2017).
Goettsch, R. and Zwart, R. L. (1977) ‘Process for recovering ε-caprolactam from an ε-caprolactam/sulfuric acid reaction mixture’. Available at: http://www.google.co.uk/patents/US4140685 (Accessed: 17 September 2016).
Gong, X. et al. (2007) ‘Liquid−Liquid Equilibria of the Quaternary System Water + Caprolactam + 1-Octanol + Ammonium Sulfate’, Journal of Chemical & Engineering Data. American Chemical Society, 52(3), pp. 851–855. doi: 10.1021/je060450s.
Gong, X. et al. (2008) ‘Selection and Evaluation of a New Extractant for Caprolactam Extraction’, Chinese Journal of Chemical Engineering, 16(6), pp. 876–880. doi: 10.1016/S1004-9541(09)60009-4.
Grand View Research (2016) Ammonium Sulfate Market Worth $3.44 Billion By 2022. Available at: http://www.grandviewresearch.com/press-release/global-ammonium-sulfate-market (Accessed: 17 August 2017).
Gui, J. et al. (2004) ‘A novel task-specific ionic liquid for Beckmann rearrangement: a simple and effective way for product separation’, Tetrahedron Letters, 45(12), pp. 2681–2683. doi: 10.1016/j.tetlet.2004.01.131.
Guit, R. P. M. and Buijs, W. (2002) ‘Process for the preparation of ε-caprolactam’. Available at: https://patentscope.wipo.int/search/en/detail.jsf?docId=US39676676&recNum=98&maxRec=281&office=&prevFilter=&sortOption=Pub+Date+Desc&queryString=FP%3A%28caprolactam+extraction%29&tab=NationalBiblio (Accessed: 25 May 2016).
Guit, R. P. M. and Frentzen, Y. H. (1997) ‘Recovery of .epsilon.-caprolactam from aqueous mixtures’. Available at: https://google.com/patents/CA2246459A1?cl=en (Accessed: 16 September 2016).
Gunardson, H. H. (1997) Industrial Gases in Petrochemical Processing: Chemical Industries - Google Books. CRC Press. Available at: https://books.google.co.uk/books?id=opm8gy-0PtsC.
Guo, S. et al. (2006) ‘Clean Beckmann rearrangement of cyclohexanone oxime in caprolactam-based Bronsted acidic ionic liquids’, Green Chemistry, 8(3), pp. 296–300. doi: 10.1039/b513139a.
Guthrie, K. M. (1969) ‘Data and techniques for preliminary capital cost estimating’, Chemical Engineering, 24(March), pp. 114–142. Available at: https://openlibrary.org/books/OL14799127M/Data_and_techniques_for_preliminary_capital_cost_estimating. (Accessed: 13 April 2017).
Haan, A. B. de and Bosch, H. (2013) Industrial Separation Processes: Fundamentals. De Gruyter. Available at: https://books.google.com/books?id=99HmBQAAQBAJ&pgis=1 (Accessed: 20 May 2016).
Hagiwara, M., Hackshaw, M. D. and Oster, G. (2013) ‘Economic burden of selected adverse events in patients aged ≥65 years with metastatic renal cell carcinoma’, Journal of Medical Economics, 16(11), pp. 1300–1306. doi: 10.3111/13696998.2013.838570.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 235
Hao, F. et al. (2012) ‘One-Step Cyclohexane Nitrosation to e-Caprolactam over Metal Substituted AlPO-5’, Chinese Journal of Catalysis, 33(4–6), pp. 670–676. doi: 10.1016/S1872-2067(11)60354-9.
Harrison, P. (2015) How will Chinese ammonium sulphate capacity growth affect the status quo of the global industry?, CRU. Available at: http://www.crugroup.com/about-cru/cruinsight/How_will_Chinese_ammonium_sulphate_capacity_growth_affect_the_status_quo_of_the_global_industry (Accessed: 27 May 2016).
Hashimoto, M., Sakaguchi, S. and Ishii, Y. (2006) ‘One-pot synthesis of lactams from cycloalkanes and tert-butyl nitrite by using N-hydroxyphthalimide as key catalyst.’, Chemistry, an Asian journal, 1(5), pp. 712–6. doi: 10.1002/asia.200600187.
Hirabayashi, T., Sakaguchi, S. and Ishii, Y. (2004) ‘A new route to lactam precursors from cycloalkanes: direct production of nitrosocycloalkanes or cycloalkanone oximes by using tert-butyl nitrite and N-hydroxyphthalimide.’, Angewandte Chemie (International ed. in English), 43(9), pp. 1120–3. doi: 10.1002/anie.200352741.
Hopkins, T. R. and Steele, J. W. (1962) ‘Process of producing epsilon-caprolactam’. Available at: http://www.google.co.uk/patents/US3016375 (Accessed: 16 September 2016).
ICIS (2000) Sumitomo route cleans up production of caprolactam. Available at: https://www.icis.com/resources/news/2000/11/27/127540/sumitomo-route-cleans-up-production-of-caprolactam/ (Accessed: 24 August 2017).
ICIS (2005) Adiponitrile. Available at: http://www.icis.com/resources/news/2005/04/01/665143/adiponitrile/.
ICIS (2007) Caprolactam Production and Manufacturing Process. Available at: http://www.icis.com/resources/news/2007/11/01/9075186/caprolactam-production-and-manufacturing-process/ (Accessed: 20 May 2016).
IHS (2014a) Chlorine/Sodium Hydroxide (Chlor-Alkali) - Chemical Economics Handbook (CEH) | IHS Markit. Available at: https://www.ihs.com/products/chlorine-sodium-chemical-economics-handbook.html (Accessed: 17 August 2017).
IHS (2014b) Sulfuric Acid - Chemical Economics Handbook (CEH) | IHS Markit. Available at: https://www.ihs.com/products/sulfuric-acid-chemical-economics-handbook.html (Accessed: 17 August 2017).
IHS (2016a) Ammonium Sulfate - Chemical Economics Handbook (CEH) | IHS Markit. Available at: https://www.ihs.com/products/ammonium-sulfate-chemical-economics-handbook.html (Accessed: 17 August 2017).
IHS (2016b) Nylon Resins. Available at: https://www.ihs.com/products/nylon-resins-chemical-economics-handbook.html (Accessed: 27 May 2016).
IHS (2017a) Caprolactam - Chemical Economics Handbook (CEH) | IHS Markit. Available at: https://www.ihs.com/products/caprolactam-chemical-economics-handbook.html (Accessed: 20 June 2017).
IHS (2017b) Polyvinyl Chloride Resins - Chemical Economics Handbook (CEH) | IHS Markit. Available at: https://www.ihs.com/products/polyvinyl-chloride-resins-chemical-economics-handbook.html (Accessed: 17 August 2017).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 236
Jenkins, S. (2017) Current Economic Trends: February 2017 CEPCI - Chemical Engineering | Page 1, Chemical Engineering. Available at: http://www.chemengonline.com/current-economic-trends-february-2017-cepci/ (Accessed: 7 June 2017).
Kharbanda, O. P. and Stallworthy, E. A. (1988) Capital Cost Estimating for the process industries. Butterworths.
Kiwoom Securities (2017) ‘Downstream Series I’. Available at: http://paxnet.moneta.co.kr/WWW/data/researchCenter/attach/2017/Downstream Series 1-
화학섬유밸류체인분석.pdf (Accessed: 20 June 2017).
Laitinen, A. (1999) Supercritical fluid extraction of organic compounds from solids and aqueous solutions. Helsinki University of Technology. Available at: http://www.vtt.fi/inf/pdf/publications/1999/P403.pdf (Accessed: 17 September 2016).
Lang, H. J. (1947a) ‘Cost relationships in preliminary cost estimation’, Chemical Engineering, 54(10), pp. 117–121.
Lang, H. J. (1947b) ‘Engineering approach to preliminary cost estimates’, Chemical Engineering, 54(9), pp. 130–133.
Lang, K. et al. (2007) ‘The burden of illness associated with renal cell carcinoma in the United States’, Urologic Oncology: Seminars and Original Investigations. Elsevier, 25(5), pp. 368–375. doi: 10.1016/J.UROLONC.2007.02.014.
Loh, H. P., Lyons, J. and White, C. W. (2002) Process Equipment Cost Estimation, Final Report. Pittsburgh, PA, and Morgantown, WV (United States). doi: 10.2172/797810.
De Lorenzi, L., Fermeglia, M. and Torriano, G. (1994) ‘Densities and viscosities of 1,1,1-Trichloroethane + paraffins and + Cycloparaffins at 298.15 K’, J. Chem. Eng. Data, 39, pp. 483–487. Available at: http://www.mose.units.it/doc/p0088.pdf (Accessed: 9 November 2016).
Lv, Y., Gong, X. and Luo, G. (2007) ‘Extraction agent of caprolactam’. Available at: https://www.google.com/patents/CN101003506A?cl=en&dq=caprolactam+extraction&hl=en&sa=X&ved=0ahUKEwiiw6G-qejMAhXBKMAKHepXBX8Q6AEIHDAA (Accessed: 20 May 2016).
Maxwell, G. R. (2004) Synthetic nitrogen products : a practical guide to the products and processes. Kluwer Academic/Plenum Publishers.
Merchant Research & Consulting (2013) Global Sulfuric Acid Production Surpassed 230.7 Million Tonnes in 2012 | Merchant Research & Consulting, Ltd. Available at: https://mcgroup.co.uk/news/20130906/global-sulfuric-acid-production-surpassed-2307-million-tonnes.html (Accessed: 17 August 2017).
Mettu, A. (2009) New synthesis routes for production of ε -caprolactam by Beckmann rearrangement of cyclohexanone oxime and ammoximation of cyclohexanone over different metal incorporated molecular sieves and oxide catalysts. Aachen University. Available at: http://d-nb.info/1008908215/34 (Accessed: 20 May 2016).
Micro Market Monitor (2016) Europe Caprolactam Market Research Report. Available at: http://www.micromarketmonitor.com/market/europe-caprolactam-9337427292.html (Accessed: 27 May 2016).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 237
Moosavian, S. H. (1986) ‘Lactam Purification’. Available at: https://www.lens.org/lens/patent/US_4610768_A/fulltext (Accessed: 25 May 2016).
Mueller, R. (2013) Auswahl und Bewertung alternativer Lösungsmittel für den Extraktionsprozess der Caprolatamherstellung. Hochschule Merseburg, Germany. Available at: https://echa.europa.eu/documents/10162/18584504/afa_tce-0020-01-aa_en.pdf.
Murphy, V. J. et al. (2014) ‘Production of caprolactam from carbohydrate-containing materials’. Available at: http://www.google.com/patents/EP2697202A1?cl=ko (Accessed: 24 May 2016).
National Cancer Institute (2011) Annual Costs of Cancer Care | Cancer Prevalence and Cost of Care Projections. Available at: https://costprojections.cancer.gov/annual.costs.html (Accessed: 12 February 2018).
Nexant (2006) PERP Program - Caprolactam. Available at: http://thinking.nexant.com/sites/default/files/report/field_attachment_abstract/200602/0405-3_abs.pdf (Accessed: 24 May 2016).
Nexant (2011) Caprolactam technology, production cost economics, supply/demand/trade. Available at: http://database.thinking.nexant.com/about/cs/news/items/PERP 0910_1_Caprolactam.cfm (Accessed: 25 May 2016).
Nikkei (2016) Japanese producers cutting back: China glutting the global caprolactam market- Nikkei Asian Review. Available at: http://asia.nikkei.com/Markets/Commodities/China-glutting-the-global-caprolactam-market (Accessed: 27 May 2016).
Peters, M. S., Timmerhaus, K. D. and West, R. E. (no date) Equipment Costs for Plant Design and Economics for Chemical Engineers - 5th Edition. Available at: http://www.mhhe.com/engcs/chemical/peters/data/ (Accessed: 13 April 2017).
Peters, M. S., West, R. E. and Timmerhaus, K. D. (2003) Plant design and economics for chemical engineers. 5th edn. New York: McGraw-Hill. Available at: http://trove.nla.gov.au/work/8832573?q&sort=holdings+desc&_=1492093861212&versionId=44738809 (Accessed: 13 April 2017).
Petley, G. J. (1997) A method for estimating the capital cost of chemical process plants : fuzzy matching. © Gary John Petley. Available at: https://dspace.lboro.ac.uk/dspace-jspui/handle/2134/11165 (Accessed: 21 July 2017).
Platts (2017) Asia Petrochemical Outlook H1 2017 - Aromatics & Blendstocks. Available at: www.platts.com/petrochemicals (Accessed: 20 June 2017).
Purmonen, T. et al. (2010) ‘Current and predicted cost of metastatic renal cell carcinoma in Finland’, Acta Oncologica. Taylor & Francis, 49(6), pp. 837–843. doi: 10.3109/02841861003660049.
PVC.org (no date) How is PVC used? Available at: http://www.pvc.org/en/p/how-is-pvc-used (Accessed: 17 August 2017).
Qiao, K. et al. (2004) ‘Preparation of ε-Caprolactam via Beckmann Rearrangement of Cyclohexanone Oxime: A Mild and Recyclable Process’, Chemistry Letters, 33(10), pp. 1350–1351. doi: 10.1246/cl.2004.1350.
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 238
Raja, R., Sankar, G. and Thomas, J. M. (2001) ‘Bifunctional Molecular Sieve Catalysts for the Benign Ammoximation of Cyclohexanone: One-Step, Solvent-Free Production of Oxime and ε-Caprolactam with a Mixture of Air and Ammonia’, J. Am. Chem. Soc. American Chemical Society, 123(33), pp. 8153–8154. doi: 10.1021/JA011001+.
Ritz, J. et al. (2000) ‘Caprolactam’, in Ullmann’s Encyclopedia of Industrial Chemistry. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.
de Rooij, A. H. and Goettsch, R. (1976) ‘Process for the recovery of pure ε-caprolactam from an aqueous solution thereof’. Available at: https://www.google.com/patents/US4036830 (Accessed: 16 September 2016).
Schellerer, K.-M. et al. (2016) ‘Polyvinyl Chloride (PVC)’, Plastics World Market, 10, pp. 28–32. Available at: https://www.vinnolit.com/vinnolit.nsf/id/kunststoffe-international-10-2016-polyvinyl-chloride-pvc-en/$file/Kunststoffe_Plastics World Market_Polyvinyl Chloride (PVC)_2016_10_e.pdf (Accessed: 17 August 2017).
SCOEL (2009) ‘Recommendation from the Scientific Committee on Occupational Exposure Limits for Methylene Chloride (Dichloromethane)’, (SCOEL/SUM/130). doi: ec.europa.eu/social/BlobServlet?docId=3803&langId=en.
Shih, Y.-C. T. et al. (2011) ‘Economic burden of renal cell carcinoma in the US: Part II--an updated analysis.’, PharmacoEconomics, 29(4), pp. 331–41. doi: 10.2165/11586110-000000000-00000.
Sielcken, O. E. et al. (2002) ‘PROCESS FOR THE PREPARTION OF ε-CAPROLACTAM’. Available at: https://www.google.com/patents/WO2002083635A1?cl=en_2 (Accessed: 28 September 2016).
Simons, A. J. F. and Groot Zevert, L. A. (1999) ‘Process for purifying caprolactam’. Available at: https://www.google.ch/patents/US6448395 (Accessed: 16 September 2016).
Smallwood, I. M. (2002) Solvent Recovery Handbook. Available at: http://aevnmont.free.fr/SACH-BOOKS/Organic Chemistry/Solvent Recovery Handbook-Ian Smallwood.pdf (Accessed: 24 May 2016).
Suh, M. S. et al. (1998) ‘Process for producing a high purity caprolactam’. Available at: http://www.google.co.uk/patents/US6245907 (Accessed: 16 September 2016).
TechSciResearch (2016) Fibrant B.V. to Discontinue Caprolactam Plant in the United States. Available at: https://www.techsciresearch.com/news/1356-fibrant-b-v-to-discontinue-caprolactam-plant-in-the-united-states.html (Accessed: 20 June 2017).
Tecnon Orbichem (2017) Caprolactam/Polyamide - Plant and Project Review - 31 July 2017.
Tettamanti, K., Nogradi, M. and Sawinsky, J. (1960) ‘EQUILIBRIA OF THE TERNARY SYSTEM CAPROLACTAM/WATER/ORGANIC SOLVENT, IN THE LIQUID STATE’.
Thomas, J. M. and Raja, R. (2005) ‘Design of a “green” one-step catalytic production of epsilon-caprolactam (precursor of nylon-6)’, Proceedings of the National Academy of Sciences of the United States of America, 102(39), pp. 13732–6. doi: 10.1073/pnas.0506907102.
Tinge, J. T. et al. (2007) ‘Direct osmosis membrane process to de-water aqueous caprolactam with concentrated aqueous ammonium sulphate’, Chemical Engineering and Processing: Process Intensification, 46(6), pp. 505–512. doi: 10.1016/j.cep.2006.08.002.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 239
UNIPETROL (2017) Annual Report 2016 of UNIPETROL, a.s . Available at: http://ftp.pse.cz/Annual.rep/UNIPEX012017.pdf (Accessed: 20 June 2017).
Vatavuk, W. M. (2002) ‘Updating the CE Plant Cost Index’, Chemical Engineering, pp. 62–70. Available at: http://www.chemengonline.com/Assets/File/CEPCI_1_01-2002.pdf (Accessed: 13 April 2017).
Vilas, M. and Tojo, E. (2010) ‘A mild and efficient way to prepare ε-caprolactam by using a novel salt related with ionic liquids’, Tetrahedron Letters, 51(31), pp. 4125–4128. doi: 10.1016/j.tetlet.2010.05.145.
Weissermel, K. and Arpe, H.-J. (2008) Industrial Organic Chemistry. John Wiley & Sons. Available at: https://books.google.com/books?id=AO5HyPl_X0wC&pgis=1 (Accessed: 20 May 2016).
Whitesides, R. W. (2012) ‘Process Equipment Cost Estimating by Ratio and Proportion’. Available at: http://www.pdhonline.com/courses/g127/g127content.pdf (Accessed: 13 April 2017).
Wijtkamp, M. et al. (1999) ‘Measurements of liquid–liquid equilibria of water+ε-caprolactam+electrolyte+organic solvent systems’, Fluid Phase Equilibria, 158–160, pp. 939–947. doi: 10.1016/S0378-3812(99)00124-7.
Wolf, T. E. (2013) Lang Factor Cost Estimating. Available at: http://prjmgrcap.com/langfactorestimating.html (Accessed: 13 April 2017).
Yadav, P., Kumar, A. and Farooque, A. (2015) Liquid liquid extraction and flocculation. Available at: http://www.slideshare.net/vikash_94/liquid-liquid-extraction-and-flocculation (Accessed: 25 May 2016).
Yalkowsky, S., He, Y. and Jain, P. (2010) Handbook of aqueous solubility data. CRC Press.
Yang, J. (2007) Convenient Synthesis of Caprolactam from Lysine: Alternative of Current Benzene-based Caprolactam Production. Michigan State University. Available at: https://books.google.com/books?id=CmHC0X5_LQwC&pgis=1 (Accessed: 20 May 2016).
Yasuhiko, H. et al. (1995) ‘Process For Producing A High Purity Caprolactam’. Available at: https://www.lens.org/lens/patent/US_5459261_A/fulltext (Accessed: 25 May 2016).
Yasumoto, S., Horyuki, U. and Masami, F. (2010) ‘Process For Producing Epsilon-caprolactam’. Available at: https://www.lens.org/lens/patent/EP_1167350_B1/fulltext (Accessed: 25 May 2016).
Yaws, C. L. (2014) Transport Properties of Chemicals and Hydrocarbons. Gulf Professional Publishing.
You, K. et al. (2007) ‘A Novel Route to One-step Formation of ɛ-caprolactam from Cyclohexane and Nitrosyl Sulfuric Acid Catalyzed by VPO Composites’, Catalysis Letters. Springer US, 118(1–2), pp. 129–133. doi: 10.1007/s10562-007-9168-8.
Zhimei Liu, P. (no date) ‘Review of US Comparative Economic Evidence for Treatment of Metastatic Renal Cell Carcinoma after Failure of First-Line VEGF Inhibitor Therapy’. Available at: http://www.ahdbonline.com/issues/2013/july-2013-vol-6-no-5/1452-feature-1452 (Accessed: 12 February 2018).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 240

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 241
8 Annex – Justifications for Confidentiality Claims
'''''''' ''''''''''''''''''' '''''''''''''' '''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''''''''' ''''''' ''''' '''''''''''''' '''''' '''''''''' ''''''''''' '''' ''' '''''''''''' '''' '''''''''''''''''''' ''''''' ''''''''''''''''''' '''' ''''''' '''''''''''''''''''' ''''''''''''''''''''' '''''''''' ''''''' ''''''''''' ''''''''''''' '''''''''' ''''''''' '''''' '''''''''' '''''''''''' ''''' '''''''''''''''' '''''' '''''''''''''''' ''''''''''''''''' '''''''''' '''''''''''' ''''''' '''''''''' '''''''''''''''' '''''''''''''''''''' ''''''''' ''''''''' ''''''''' '''''' '''''''''''' '''''' ''''''' ''''''''''''''''' '''''''''''' '''' ''''''' ''''''''''''''''' '''''''' ''''''' ''''''''''''
'''''''' ''''''''''' '''''''''' '''''''''''''''''''''' '''''''''''''''''''' ''''' '''''''''''''''''''''''''' ''''''''''''' '''' '''''''''''''''''''''' ''''''''''''''''' '''''''''''' ''''''''''''''' ''''''''''''''' ''''''''''''''''' '''''''''''''''' '''''''''''''''''' '''''''''''''''''''''''' '''' '''''''''''''''' ''''''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''''''''''' '''''''''''''''' ''''''''''''''''''' ''''''''''''''''''' ''''''''' '''''' '''''''''' ''''''''''''' '''' '''''''''''''''''''''' ''''''''''' '''' '''''''''' ''' ''''''''''' '''''''''''' ''''''''''''' '''''''''''' '''''''''' '''' ''''''' '''''''''''''''''''''' ''''''''''''''' '''''''''''''''''''''''' '''''''''''' ''''''' '''''''''' ''''''' '''''''''''''''''''' '''' '''''''''' '''' ''''''''''''''''''''''''' '''''''' '''''''' '''''''''''''''''''' '''' '''''''''' ''''''''''''''''''' '''''''''' ''''' ''''''''''''''''''
''''''''''''''''' ''''''''' ''''''' '''''''''' '''''''''''' ''''' '''''''''''''''' '''''' ''''''''''''''''' '''' '''''''''''''''''''' '''''''''''''''''''''' '''' '''''' ''''''''''''''' ''''''''''''''''''' ''''''' '''''''' ''''''' ''''''''''''''''''''''''''''' '''''''''''' '''''''''''' ''''' '''''''''''''''''' ''''''''''''''''' ''''''''''''''' '''''' ''''''''' ''''''''''''''''''''''''' '''''''''''''''''' ''''''''''''''' '''''''''''''''''''''' '''' ''' ''''''''''''''' ''' ''' '''''''''''''''''''' '''' ''''''''''''' '''''' '''''''''''''''''''''''' ''''''' ''''''''''' ''''''''''''''''''''' ''''''' '''''''''''''''''''' ''''''''' '''' '''''''' '''''''''''''''' '''''''' ''''''' '''' ''''
'''''''' '''''''''''''''''' ''''''''''''''' ''''' ''''''''''''''''''' '''''''''''''''' ''''''''''' '''''''' '''''''''' '''' '''''''''' ''''''''''''''''' ''''''' ''''''''' ''''''''''''' ''''' ''''''''''''''''''''''''' '''''''''' '''' '''''''''''''''''''''''' ''' ''''''''''''' ''''''''''''''' '''' ''''''''''''' '''' ''''''''''''''''''''' ''''''''' '''''' '''''' ''''''''''''''''' '''' ''''''' '''''''''''' '''''''''''''' '''' ''''''' ''''''''''''''' '''''''''''''''''''' ''''''' ''''''''''' '''''''' ''''''''''''''''''' '''''''''' ''''''''''' '''' ''''''''''''''' '''''''''''''''''''''' '''' '''''' '''''''''''''''' ''''''' '''''''''''''''''''''''' ''''' '''''''' '''''''' '''' '''''''''' '''''''''''' '''''''''''' ''''' '''''''' ''''''''' ''''''' ''''''''''''''''''' '''''''''''''''' ''''''' ''''''''''''''''' ''''''''''' '''''''''' ''' '''' '''''''''''''''' ''''''''''''''''''''''''''' ''''''''''''''''''''''''' '''''''''''' ''''''''''''''''' ''''''''''' '''' '''''''''''''''' ''''''''''''' '''''''''''' ''''' ''''''''''''''''''''''''''
'''''''' '''''''''''''''''''''' '''' ''''''''''''''''''''''''''''' ''''''' ''''''''''' '''' ''''''' '''''''''' ''''''''''''' ''''''' '''''' '''''''''''''''' ''''''''' '''''' ''''''''''''' ''' '''' ''''' '''''''''''' ''''''' ''''' '''''''''''''''' ''''
''''''''''''''''''''''' ''''''''''''''''' ''' '''''''''''''''''''''' '''''''''' '''''''''''''' '''''''''''''''''''''''' ''''''''''''''' ''''''''''' '''''''''''' ''''' ''''''''''' '''' ''''''' ''''''''''''''' '''''''''''''''' ''''' '''''''''''''''''' ''''''''''''''''' '''''''''''''''''''
'''''''''''''''' '''''''''''' ''' '''''''''''''''' ''''''''''''''''''''''' '''''''''''''''' '''' ''''''''''''''''''' '''''''''''''''''''''''''' '''''''''''''''''' ''''''' '''''''''''''''' '''' '''''''' ''''''''' '''''' '''''''''''' '''' ''''''''''''''''''''''' ''''''''''''''''''''''''''' '''''''
1. ''''''''''''''' '''''''''''''' '' ''''''''''''''''' '''''''''''''''''''''' ''''''' ''''''''''''' ''''''' '''''''''''''''''' '''''''' ''''' ''''''' '''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 242
Table 8-1 : Justifications for confidentiality claims
# Reference type Commercial Interest Potential Harm Limitation to Validity of Claim
''' '''''''''''''''' ''''''''''''''''''''''' ''''''''''''''''''' ''''''''''' '''''''''''''
''''''' '''''''''''''''''''' ''''''''''' ''''''''''''''' '''''''''' '''' ''''''' '''''''''''''''''' ''''''' '''''' ''''''''''''''''''''''''' '''' ''' '''''''''' '''' ''''''' '''''''''''''''' ''''' ''''''''''''''''''''''' '''''''''''''''''''''''''''' '''''''''''''''' '''''' '''''''''''''''''''''''' '''' ''''''' ''''''''''''''''''' ''''''''''''''''''' '''''''''''''''' '''''''' ''''''''''''''''''' ''''''' ''''''''' '''''''''''''''''' ''''' ''''''' ''''''''''''''''' ''''''''''''''' '''''''''''' '''''''''''''''' ''''''''''''''''''''' ''''''' ''' ''' '''''' ''''''''''''' '''' ''''''' '''''''''''' '''''''''''''''''
'''''''''''''''''' ''''' '''''''' '''''''''''''''''''' ''''''''''''' ''''''''''''''''''' '''''''''' '''''''''''''''''''''' ''''' ''''''''''''' '''''' '''''''''' ''''' ''''' ''''''''''''''' '''' ''''' ''''''''' '''' '''''''''''''''' ''''''' ''''''' '''' ''''''' '''' '''''''''' ''''''''''''''''''''''''' '''''''''''''''''
'''''''' '''''''''' '''''''''''' '''''''''''' '''''''''''''' '''''''''''''''''''''' '''''''''''''''''''''
''' '''''''''''''''' '''''''''''''' ''''''''''''''''''''' '''''''''''''''''''' '''''''''''' '''''''''''''''
''''''''''''' '''''''''''''''''''''' ''''' '''''' ''''''''''''''''''' '''''''''''''' '''''''''''''''''''' ''' ''''''' ''''''''''''''''' '''' '''''''''''''''' ''''''''''''' ''''''' ''''''''''''''' ''''''' ''''''''''''' '''' '''''''''''''''' '''''''''''''''''''' '''''''''''''''' '''''''' ''''''' ''''''''''''''''''''''''' '''''''''''''''' '''''''''''''''''' '''' ''''''' ''''''''''''''''''' ''''''' ''''''''''''''''''''' ''''''''''''''' ''''''' '''''''''' ''''' ''''''''''''''' '''''''''''''''''' '''''''' ''''''''''''''''''''''' '''''''' ''''' '''''' ''''''''''''''''' ''''''''' '''''''''''''''''''''' '''''' ''''''''' '''''''''''''''' '''''''''''''''' ''''''''''' '''' ''''''''''''''''' '''''''''''''''''''''' '''''''' '''''''''''''''''' ''' ''' ''''''''''' ''''''''''' ''''''' ''''''''''''''''' '''''''''''' ''''' ''''''''''''''''' '''''''''' ''''''' ''''''''''' '''''''''' '''''''''''''''''''''' ''''''''''''''''''' ''''' '''''''''''''''''''''''' '''''''''''''' '''' ''''''''''''''''''''' '''''''''''''''' '''''''''''' ''''''''''''''' ''''''''''''''''''' '''''''' ''''''''''''''''''''''' '''''''
'''''''''''''''''' ''''''' '''''''''''' '''' '''''' ''''''''''''''' ''''''''' ''''' ''''''' '''''''''''''''''' ''''' '''''''''''''''''''''''' ''''''''''''' '''''''''''' '''''''''' ''''' ''''''''''''''''''''''' ''''''''' '''''''''''''''' ''''''''''''' '''''''' ''''' ''''''' '''''''''''''''''' ''''''' ''''''''''''''''''''' ''''''''''''''''' ''''''''''''''''' '''' ''''''' ''''''''''''''''''' '''''''''''''''''''' ''''''' '''''''''' '''''''''''' ''''''''' ''''''' '''''''''''''''''''''''''' ''''''''''' ''''' '''''' ''''' '''' ''' ''''''''''''''''' '''''''''''''''' ''''''''''''''''''''' '''''''''''''''' '''''' '''''' '''''''''''' '''''''''''''''''''''''' '''''''''''''''''''''''' ''''' ''''''' '''''''''''' ''''''' ''''''''''''''''' '''''' ''''' '''''''''' '''' '''''''''''''' ''''''''''''''''''''' '''''''''''''' '''''''''''''''''' '''' ''''''' ''''''''''''''''''' '''''''''''''''''''' ''''' '''''' '''''''''' '''' '''''''''''''' '''''''''''''' '''''''''''' ''''''''''''''''''''' ''''' '''''''''''''''' ''''''''''''''''''''''' ''''''''''''''''''' ''' ''''''''''''''''''''''''
''''''' '''''''''''''''''''' ''''''''''''' ''''''''''''' ''''''''''''''''''''''' ''''''''''''''''''''''
''' ''''''''''''''''''' ''''''''''''''''''''' ''''''' '''''''''''' ''''''''''' ''''''''''''''''''''''' '''''''''''''''''' '''''''''''''''' '''''''''''''''
'''''''''''''''''''' ''''' ''''''''''''''''''' ''''''''''' '''''''''''''''''' '''''''''''' '''''''''''''' '''''''' '''' ''''''''' ''''''''''''''''''''''' ''''''''''''''' '''' ''''''''''''''''''''' ''''''''''''''''''' '''''''' '''''''''' '''''''''''''''''''' '''''''' '''''''''''''''''''''' ''''''''''''''''''''''''''' '''' ''''''''''''' '''''''''''' ''''''' ''''''''''''''''''''' '''''''''''' '''''''''' '''''' '''''''''''''' '''''''''''''''''' ''''' ''''''''''''''''''''''' '''''''''''''''''''' '''''''' '''''' '''''''''''''''''''' ''''' ''''''''''''''''''''' ''''''' '''''''' '''''''' ''''''''''' ''''''''''''''''''''''' '''''''''''' ''''''''''''' ''''''' ''''''''''' ''''''''''''''''''''''''''''''''''' '''''''' '''''' '''''''''' ''''' '''' ''''''''''' '''' ''''''' ''''''''' ''''''''''''''''''' '''' ''''''' ''''''''''''''''
''''''''''''''''''''''' ''''' '''''''''''' '''''''''''''''''''''' ''''''''''' ''''''''' '''''''''''''' ''''' ''''''''''''''''''''''' '''''''' '''''' '''''''''''''''''''' '''' ''''''' ''''''''''''''''''''''''' '''''''''''''' '''''''''''''''''' ''''''''' ''''' ''''''' ''''''''''''''''' '''''' '''''' '''''''''''''''''''' '''''''' ''''''''''''''''' ''' '''''''''''' '''''''' ''''''''''''''' '''''''''''''' ''''' ''''''' '''''''''''''' '''''' ''''''''''' '''' '''''''''''''''''''' '''''' '''''''' '''' '''''' ''''''''''''''''''' ''''''' ''''''' ''''''''' ''''''''''' '''''''''''''''''''''''' '''' ''''''' ''''''''''''''''' ''''''''''''''' '''' ''''''''''''''''''''''' ''''' ''''''' '''''''''''''''''' ''''''''''''' ''''''''''' '''''''''''' ''''''''' ''''''''' '''' '''''''''''''''''''''''' ''''''''''''''''''''' '''''' ''''''''''''''''''' ''''''''''''''''''''' ''''''''' '''''' '''''''' '''' '''''''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''''''' '''''''''''''''' '''' ''''''' '''''''''''''''''''' '''''''''''' '''''''''' '''' ''' '''''''''''''' ''''' ''''''''''''''''''''''''' ''''''''
'''''''''''' ''''''''''' ''''''''''''' '''''' '''''''' ''''''''''''''''''''' ''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 243
Table 8-1 : Justifications for confidentiality claims
# Reference type Commercial Interest Potential Harm Limitation to Validity of Claim
''' '''''''''''''''' '''''''''''''''''''''' ''''' ''''''' ''''''''''''''''' ''''''' '''''' ''''''''''''''''''''' ''''''''' '''''' ''''''' ''''''''' '''''''''''''''''' '''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''
''''''' ''''''''''''''''''''''' ''''''''''''''''' ''''' '''''''''''''' '''''''' ''''''''''''''' '''''''''''''''''' ''''''''' ''''''' ''''''' '''''''''' '''''''''''''''''' '''''''' ''' ''''''' '''''''''''''''''' '''' '''''' ''''''''''''' ''''''''''''''''' '''''''' ''''''''''''''' ''''''''' ''''''''''''''''' ''''''''''''''''''''' '''' ''''''''''''''' '''''''''''''''''''' ''''''' '''''''' ''''''''''''''''''''''' ''''''''''''''' '''''''''''''''''''' ''''' '''''''''' '''''''''''''' '''''''' '''''''''''' '''''''''''''' ''''''' ''' '''''''''''''''''''' '''''''''''''''''''''' ''''''''''''' '''''''''''' '''''''''''''''''''' '''' ''''''''''''''''' '''''''''''' ''' '''''''''''''''''''''' ''' '''''''' ''''''' ''''''''''''''' '''''''''''' ''''''''' '''''' ''''''''''''' ''''''''''''''''''' '''''''' '''''''''''''' ''''' '''''''''''''''''' '''''''''' ''''''''''''''''''''''' ''''''' '''''''' ''''''' ''''''''''' ''''''''''''''''''''''
''' ''' ''''''''''''''''''' ''''''''' ''''''''''''''''''''''' ''''' ''''''' '''''''''''''''' '''''''''''' ''''' ''''''' '''''''''''''' '''' '''''''''' '''''''''''''''''' '''' '''''''' ''''''''''''' '''''''''''''''''''''''' '''''''' '''''''''''''''''''''' '''''''''''''''''' '''''' ''''''''''''''''' '''''''' '''''''''''''' ''''''''''''''' ''''' '''''''' '''''''' '''''''''''''' '''''' '''''''''''''''''''''''' ''''''''''''''''' ''''''' '''''''''''''''''''''''' '''' ''''''''''''''''''''''' '''' '''''''''' '''''''''''''''' '''''''''''''''''''''''''''' ''''''''''' ''''''' '''''''''''''''''''''' '''' '''''' ''''''''''''''''''' '''' ''''''''''''''''''''''' ''' ''''''''''' ''''''''''' ''''''''''' ''''' ''''''''''' ''''''''' '''''''' '''''' '''''''''''''''''''' ''''''' ''' ''''''''''' ''''''''''' ''''''''''' ''''' ''''''''''''' ''''''' ''''''''' ''''' ''''''''''''' '''''' '''''''''''''''' ''''' '''''''''''''''''''' '''''''''' '''''''''''''''''' ''''''' ''''''''''''''''''' ''''''''''' '''''''''''''''''''' '''''''''''''''' ''''''''' '''''' ''''''''''''''''' ''''''''''' ''''' '''''''''''''''' ''''''' ''''' '''''''''''''''' ''''''''''''''''''''''''' '''''''''' ''' '''''''''''' '''''''''' ''' '''''''' ''''''''''''''''''' '''''' ''''''' '''''''''''''''' '''''''' ''''''''' ''''''''' ''''''''''''''' '''''''' ''''''''''' ''''''''''''''''''' '''''''''''''''''' '''' '''''''''''''''''' ''''''''''''''' '''''''' '''''' '''''''''''''''''''''' ''''' '''''''''''''' ''''''' '''''''''''''' '''' '''''''''''''''' ''''''''''''''''''''''' ''''' '''''''''''''' ''''''''' '''' ''''''''''''''''''''''''' '''''' '''' '''''''''''''''' '''''' ''''' '''''''''' '''''' ''''''''' '''''''''''' ''''''' '''''''''''''' '''''''''' '''''''''''''''' ''''''''''''''''''''''
'''' '''''''''''''''''''''' ''''' '''''''''''''''''''''''''' '''''''''''' '''''''' '''''''''''''''' ''''''''''' '''''' ''''''''''''''' '''''''''''''''''''''' ''''''' ''''''''''' '''''''''''''''''''' ''''' ''''''''''' ''''''''''''''''''''' ''''''''' ''''''''''''''' ''''''' '''''''''''''''''''''' '''' '''''''''''' ''''''''''''''''''''' ''' ''' ''''''''''''''''''''' ''''' ''''''''' '''''''''''''''''''' '''' '''''''''' '''''' '''''''''''' '''''''''''''''' ''''''''''''''''''''''''''''' '''''''''' ''''' '''''''''''''''''''' ''''''''' '''''''''' ''''''''' '''' ''''''' '''''''''''''''''' ''''''''''''''' '''' ''''''''''''' '''' '''''''''''''''''''' '''' ''''''' ''''''''' '''' ''' '''''''''''''' '''' '''''''''' '''''''''''''''''''' '''''''''' ''' ''''''' '''''''''''''''''''''''' '''''''''''''' '''' ''' ''''''''''''''''' '''''''''''''''''''' '''''''''' '''' ''''' '''''''''''''''''' '''' ''' ''''''''' ''''''''''' '''''' '''''''''''''''''''''' ''''''''''''''''' '''' ''''''' '''''''''''''''' '''' ''''''' '''''''''''''''''' ''''''''''''' ''''''''''''''' ''''''''''''''''''''''' '''' ''' ''''''''''' ''''''''''''''' ''''''' ''''''''''''''' '''''''''''''''''' ''''''''' '''' ''''''' '''''''''''''''''
''' '''''''''''''''' '''''' ''''''' '''''''''''' ''''''''''''''' ''''''''''' ''''''' '''''''''''''''''' '''''''''''''' '''''''''''' '''''''''''''''''' '''''''''''''' '''''''''''''''
''''''' '''''''''''''''''''''' ''''''''''''''''''' ''''''' '''''''''''' ''''' ''''''' ''''''''''''''''''''' '''''''''''''''' '''''' ''''''''''''''''''' '''''''' ''''''''''''''''''''''' ''' ''''''''''''''''''''' ''''' '''' ''''''''''''''''''' '''''' ''''''''''''''''''' '''''''''''''''''' '''''''''''''''''' '''' ''''''''''''' ''''''''''''''''''' ''''''' ''''''''''''''''''''''''''' '''''''''''''''' '''''''' '''''''''''''''''''' ''''''' ''''''' ''''''''' '''''''' '''''' ''''''' ''''' ''''''''''''''' '''''''''''''''' '''' ''' ''''''''''' '''''''''''''''''' ''''''''''''''' ''''''''''''''''''''' '''' ''' ''''''''''''''''' '''''' ''''''''''' ''''''' ''''''''''''''''''''' '''''''' '''''''' '''''' ''''''''' '''''''''''''''' ''''' '''''''''' '''''''''''''' ''''''''''''''''' ''''' ''''''''''''''''''''''''' '''''''' '''''''''''''''' ''''''''''''''''''''' ''' '' '''''''''' '''''''''''' ''''''' ''''''''''''''''' '''''''''''''' ''''' '''''''''''''''''' ''''''''''' '''''' ''''''''''' ''''''''''''''''''''''
''' ''' ''''''''''''''''''''' ''''''''' '''''''''''''''''''''''' ''''' ''''''' '''''''''''''' ''''''''''' ''''' ''''''''''' ''''''''''' ''''' ''''''' '''''''''''' ''''''''''''''''''''' ''''''' ''''''''''''''''''''''' ''''''''''''''''''' ''''''' '''''''''''''''''' '''''''' '''''''''''''''' ''''''''''''''' '''''' '''''' ''''''''''''''''''''''''' '''''''''' ''''''' ''''''''''''''''''''''' '''' ''''' '''''''''''''''''' '''' '''''''''''''''''''''''' '''' '''''''''' ''''''''''' '''''''''' ''''' '''''''''''' ''''''''' '''''''' '''''' ''''''''''''''''''''' ''''''' ''' ''''''''''''' '''''''''' ''''''''''' ''''' '''''''''''''' ''''''' ''''''''''' '''''' '''''' '''''''''''' '''' '''''''''' ''''''''' ''''' '''''''''''''''''''' '''''''''' ''''''''''''''''''' ''''''' '''''''''''''''''' ''''''''''' '''''''''''''''''''''' '''''''''''''''' '''''''''' ''''''' '''''''''''''''' '''''''''' ''' '''''''''''' '''''''''' '''' ''''''' '''''''''''''''''''' '''''' ''''''' '''''''''''''''' '''''''' ''''''''''' '''''''''' ''''''''''''''' ''''''' ''''''''''''' '''''''''''''''''''''' ''''''''''''''''' '''''''''''''''''''' ''''''''''''''''' ''''''''' ''''''''''''''' '''''''''''''''''''''''''' ''''''''' ''''''''''''''' '''''''''''''''' ''''''''''''''
'''' ''''''''''''''''''' ''''' '''''''''''''''''''''' '''''''''''' ''''''' ''''''''''''''''' ''''''''''' '''''' '''''''''''''' '''''''''''''''''''''''' '''''''' ''''''''''' '''''''''''''''''''' ''''' '''''''''''' ''''''''''''''''''''''''' ''''''''' '''''''''''''''' '''''''' '''''''''''''''''''''' '''' '''''''''''''' '''''''''''''''''''''''' ''' ''' '''''''''''''''''''''' '''''' '''''''' ''''''''''''''''''''' ''''' '''''''''' ''''''' ''''''''''' ''''''''''''''''' ''''''''''''''''''''''''''''' ''''''''' ''''' '''''''''''''''''''' ''''''''' ''''''''' '''''''' '''' '''''' '''''''''''''''''' ''''''''''''''''' ''''' '''''''''''' '''' '''''''''''''''''''' '''' ''''''' ''''''''' '''' ''' ''''''''''''' '''' '''''''''' ''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 244
Table 8-1 : Justifications for confidentiality claims
# Reference type Commercial Interest Potential Harm Limitation to Validity of Claim
'' ''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''' '''''''''' '''''' ''''''''''''''''' '''''' '''''''''' '''''''' '''''''''''''''''''' ''''''''''''''''' '''''' ''''''' '''''''''''''''''' ''''''''''''''''''''' ''''''''''''''''' '''''''''''''
'''''''' '''''''''''''''''''' ''''''''''''''''''' ''''''' ''''''''' ''''''''''''' '''''''''' '''''''''''''''' '''''''''''''' '''''''''''' ''''''' '''''''''''' '''''''''' '''''''' ''''''''''' ''''' '''''''''''' '''''''''''''''''' ''' ''''''''''''''' ''''' ''''''''''''''' '''''''''''''''''''' '''' ''''''' '''''''''''' '''''''''''''' ''''''''''''' ''''''' ''' '''''''''''' '''' ''''''' '''''''''''''''''''''' '''''''''''''' '''''''''''' '''''''''''''''''' '''''''' ''''''''''' ''''''' '''''''''' ''''''''''''' '''' ''''''' ''''''''''''''''' ''''''' ''''''''''''' '''''' '''''''' '''' ''''''' '''''''''''''''''''''' ''''''''''''''''''' ''''''' '''''''''''''' ''''''''''' '''''''' '''''''''''' ''''' ''''''' '''''''''''''''''' '''''''''' '''''' ''''''''''''''''' '''''''' '''''''''''''''''''' '''' ''''''''''' '''' '''''''''' ''''' '''''''''''''''''' ''''''''''''''''''''''' '''''''' '''''''''' ''''''''''''' '''''''''' ''''''''''''''''''''''' '''''''''''''''''''''''' '''''' ''''''''''''''' '''''''''' '''' ''''''''' '''''' '''''''''''''''''' '''''''' '''''''''''''''''''' '''''''' ''''''''' ''''''''''' ''''''''''''''''''''' '''''''' ''''''''''''''''''' ''''''''''''''''''' ''' ''' ''''''''''''''' '''''''''''' ''''''' '''''''''''''''' ''''''''''''' ''''' ''''''''''''''''''' '''''''''''' ''''''''''''''''''''''' '''''''' ''''''' '''''' '''''''''' ''''''''''''''''''''''
'''''''' ''''''''''''''''''''''' ''''''''' '''''' '''''''''''''' '''' '''''''' ''''''''''''''''''' ''''''''''''''' ''''''''''''''''''''' '''''''''''''''''' '''' ''''''''' ''''''''''''''''' ''''''''''''''''''' '''' ''''''''''''''' ''''' '' '''''''''''''''' '''''''''''''''''' '''' ''''''' '''''''''' ''''''''''''''''''''''''' ''''''' '''''''''''''''''''''' '''''''''''''''' ''''''' ''''''''''''''''' ''''' ''''''' ''''''''''''''''''''' '''' ''''''' ''''''''''''''' ''''''''''''''''''''''''' '''''''''''''''''''''''' ''''''''''''''''' '''''''''''''''''' ''''''''' ''''''''''''''''''''' ''''''' ''''''' ''''''''''''''''''''''''''''' ''''''''''''''''''''' ''''''' ''''''''''''' '''' ''''''' ''''''''''''''''''''''' '''''''''' ''''''''' '''''''''''''''''''' ''''''''''' '''''''' '''''''''' ''''''' '''''''''''''''''' '''''''''' '''''''''''''' ''''''''''' ''''''''''''''''''''' '''''''''''''' '''' '''''' ''''''''''''' ''''''''''''''''' '''' ''''''''''''' '''''''' '''''''''''''' '''''''''''''''''''''' ''''''''' ''''''''''''''' ''''''''''''''''''''''''' ''''''''''''''' '''''''''' '''' '''''''' '''''''''' '''''''''''''''''' ''''''''''''''''''''' ''''' '''''''''''' '''''''''' ''''''''' '''''''''''''' '''''''''''''''''' ''''''''' '''''''''''''''''''' ''''''''' '''''' '''''''''''''''''' '''''''''''''''' '''''''''''''' '''' ''''''' '''''''''''''''''''''''
'''''''''''' ''''''''''''' ''''''''''''' '''''' '''''''''' '''''''''''''''''''''' ''''''''''''''''''''''
''' '''''''' '''' ''''''''' '''''''''''''''''''' ''''''' '''''''''''''''''''' ''''''''''' ''''' ''''''''' ''''' '''''''''' ''''''''''''' '''' ''''''''''''''''''''''''''''' ''''''''''''''' ''''''''''''''''' ''''''''''''''''''' '''' ''''''' '''''''''''''''''''' ''''''''''''''''''''''' '''''''' '''''''''''' ''''''''' ''''' ''''''''''''''''' ''''' ''''''''' '''' ''''''''''''''''' ''''''' ''''''''''''''''''' ''''''''''''''''' '''' ''''''' ''''''''''''''''' '''''''' ''''''''''' ''''''''''''''''''''' '''''''' '''''''''''''''''' '''''' '''''''''''''''''''''' '''''''' ''''''''''''''''' ''''''' ''''''''''''''''''' ''''''''''''' ''''''''''''' '''' '''''''''''''''' ''''''''''''''''' '''' ''''''' '''''''''''''''''' '''''''''''''''''''''
'''''''' ''''''''' '''''''' ''''''''''' ''''' '''''''''''''''''' '''' '''''''''''''''''''''''''''' ''''''''''' '''''''''''''''' ''''''''' ''''''''''''''''''''' '''''' '''''' ''''''''''''''''''' '''''''' ''''''''''''''''' ''''''' ''''''''''''''''''''''' ''''''''''' ''''' ''''''''''''''' ''''' ''''''''''''''''''''' '''''''' ''''''''''''''''''''' ''''' '''''''' '''''''''''' ''''''''''''''''' '''' '''''''''' ''''''''''''''''''''''''' ''' ''''''''''' ''''' ''''''''' ''''' ''''''''''''''''''''' '''' '''''''''''' '''''''''' '''''''''''''' '''''''''''''' ''''''' ''''''''' ''''''''''''' '''''''''''' ''''''''''' '''' ''' ''''''''''''' '''' '''''''''''''''''''''' ''''''''
''''''''''''' '''''''''''' '''''''''''' ''''' '''''''''' '''''''''''''''''''' ''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 245
9 Appendix 1: Consultations
No consultation was considered necessary for the purposes of preparing this review report. There are no downstream users of TCE in Spolana’s supply chain. In addition, Spolana had consulted with some of its customers at the time of preparing the initial Application for Authorisation and on the basis of that experience it has been considered that further attempts to solicit the input of customers would not confer any substantial benefit to the breadth or accuracy of the analysis presented in this AoA-SEA document.
On the contrary, such communication may have particularly detrimental consequences as it raises doubts over the long-term reliability and viability of Spolana’s supply of its products. ''#C#' '''''' ''''''''''''' '''''''''' '''' ''''''' '''''''''''''''''''''' ''''''''' ''''''' '''''''''''''''''''' '''''''''''''' '''''''''''''''' ''''''' '''''''''''' ''''''' '''''''''''''''''''''' '''''' ''''''' '''''''''''''''' '''' ''''''' ''''''''''' ''''''' ''' ''''''''''''' '''''''''' '''''''''''''' '''' ''''''''''''''''' '''''''''' '''''''''''''''''''''' '''' ''''''''' '''''''''''''' '''' '' ''''''''''''''''' ''''''''''' '''''' ''''''''''' '''' '''''''''' ''''''' '''''''''''''''' ''''''''' '''''''''''''''''''''' '''''''''''''' ''''' ''' '''''''''''' '''' '''''''''''''''''''''' '''''''''''' '''''''''' '''''''''' '''''''' '''' ''''''' ''''''''''''''''''''' ''''''''''''' ''''' '''''''''''''''' ‘’’’’’'''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 246

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 247
10 Appendix 2: Past R&D projects by Spolana
Table 10–1: Past research and development work on caprolactam manufacture by Spolana (1969-2005)
Project code Year Description of research project* Research type/category
Caprolactam extraction (Folder 1)
KL ex 1.1 1972 Physical-chemical basis for the selection of extraction agent, Report by Spolana’s Research Department (Cidlínský) Summary: The phase equilibrium in the system of caprolactam-water-solvent and mean value of the partition coefficient for the relevant solvents at extraction steps I and II were assessed. Trichlorethylene, toluene, benzene, carbon tetrachloride, dichloroethane, tetrachloroethylene, 1,1,1-trichlorethane (methyl chloroform), and chlorobenzene were investigated. Dichloroethane, which is manufactured by the company, was excluded for its flammability
Alternatives for TCE
KL ex 1.2 1969 Project aimed at implementing a line of vibratory extractors (Houba) Extraction performance
KL ex 1.3 1971 ÚTZCHT (Institute of Theoretical Foundation of Chemical Technology, now renamed to Institute of Chemical Process Fundamentals) report on results of extraction measurement at the newly implemented line (Heyberger)
New installation
KL ex 1.4 1971 Extraction of caprolactam by carbon tetrachloride, ÚTZCHT, AVČR (Czech Academy of Science) (Heyberger) Summary: This is a comparison of extraction results to TCE in a model column of ÚTZCHT
Alternatives for TCE
KL ex 1.5 1977 Comparison of different arrangements of apparatus for extraction of caprolactam, Service calculations of TIU (Technical and Engineering Institute) (Jankovec) Summary: A measurement of combination ARDC (Asymmetric Rotating Disc Contactor) extractor for the extraction of caprolactam with a vibrating column used for the purification of the raffinate
Extraction performance
KL ex 1.6a,b 1980 Measurement of vibration extractors in the second extraction step. Report by ÚTZCHT (Heyberger) Summary: Due to the increase of caprolactam production to 40 ktonnes the floor on the second stage of extraction was drilled to form higher diameter holes. Extraction efficiency decreased, but it could improve by increasing the frequency of vibration. The third line was finally finished for further increase in the volume of caprolactam manufactured
New installation
KL ex 1.7 1984 Intensification of extraction refining of caprolactam, Report by ÚTZCHT (Heyberger) Summary: This is the result of development of caprolactam extraction verified on a model device, where the extraction of raw caprolactam was transferred to a JS 1200 (nominal size1200) column with side input of extract from the sulphate lye extraction. The extract from extraction of the heavy rectifying fractions was to be added also to this unit, but the extraction of these residues was solved in another way later.
New installation
KL ex 1.8 1983 The proposal of developmental solution to achieve a caprolactam extraction with a capacity of 50 ktonnes, Report by ÚTZCHT (Heyberger) Summary: Use of ARDC extractor to extract sulphate lye was investigated and the construction of the JS 1000 extractor was designed
New installation

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 248
Table 10–1: Past research and development work on caprolactam manufacture by Spolana (1969-2005)
Project code Year Description of research project* Research type/category
KL ex 1.9 1983 Comprehensive solution for the extraction of caprolactam for a capacity of 50 ktonnes, Report by Spolana’s Department of Technical Development (now defunct) (Sladký)
New installation
KL ex 1.10 1986 Solution for the placement of the JS1200 extractor and expanded metal oriented packing (lath mesh) columns. Technical studies (Peršín)
New installation
KL ex 1.11 1988 Extraction recovery of caprolactam from heavy fractions of distillation, Report by ÚTZCHT (Heyberger) Summary: These are the results of modelled tests on the ÚTZCHT model column with the extraction of heavy fractions. A high absorbance of the extract and unstable operation was found
Extraction performance
KL ex 1.12 1996 Investment plan and background to carry out purification of residues from the distillation of caprolactam and processing light fractions from the 3rd stage of rectification (Peršín). Implemented
Extraction performance
KL ex 1.13 1975 Extraction of caprolactam - Basic of physical-chemical data for extraction calculations at the caprolactam-water-TCE system. Report by Spolana’s Department of Technical Development (Jankovec)
Extraction performance
KL ex 1.14 1975 Mass balance of caprolactam extraction - mathematical apparatus (Jankovec) Extraction performance
KL ex 1.15 1975 Caprolactam extraction – calculation of the height of the transmission unit - mathematical apparatus (Jankovec) Extraction performance
KL ex 1.16 1975 Optimisation of operating conditions for the extraction of caprolactam, ORPA (Spolana’s Processes and Apparatuses Development Department) (Jankovec) Summary: This was the optimisation of the caprolactam extraction with the aim to minimise caprolactam losses by controlling caprolactam concentration in the extract. The mixing of the extract from sulphate lye extraction with the extract from the first extraction stage before the input into the second extraction was also investigated
Extraction performance
KL ex 1.17 1977 Chemical-engineering measurement of the caprolactam extraction unit (Jankovec) Summary: The measurement of two extraction arrangements was undertaken. 1) The original linkage of raw lactam extraction to ARDC, extraction of sulphate lye to ARDC + refining of the raffinate on vibration column JS 500. 2) The second arrangement was designed so that extracts from refining of the raffinate from the first extraction stage (marked as RAF in Figure 3-1) and extract from the sulphate lye extraction were combined and injected onto the respective stage of ARDC column. This enabled reducing caprolactam losses by about 200 t/y
Extraction performance
KL ex 1.18 1985 Extraction Failure Report on 11. 1.-14. 1. 1985 (Peršín) Troubleshooting
Caprolactam Extraction (Folder 2)
Extr. 2.1 1997 Component materials relating to the extraction process Extraction performance
Extr.2.1.1 1997 Results of operating tests with extraction of raffinate from the ARD column on the vibrating extractor (extractor with reciprocating plates), Report by ÚTZCHT (Heyberger)
Extraction performance
Extr. 2.1.2 1977 Draft of extractor K3.8 built modification by drilling of levels for the purpose of performance improvement (Heyberger). Particularly during power reduction, the decrease of the extraction efficiency was found. Returned to the original state
Extraction performance
Extr 2.1.3 1981 Increase of the scale of extraction column with vibrating floors. Article from the Chemical Industry (Czech journal) Extraction performance
Extr. 2.1.4 1981 Improving the quality of TCE extract. Laboratory study Extraction performance
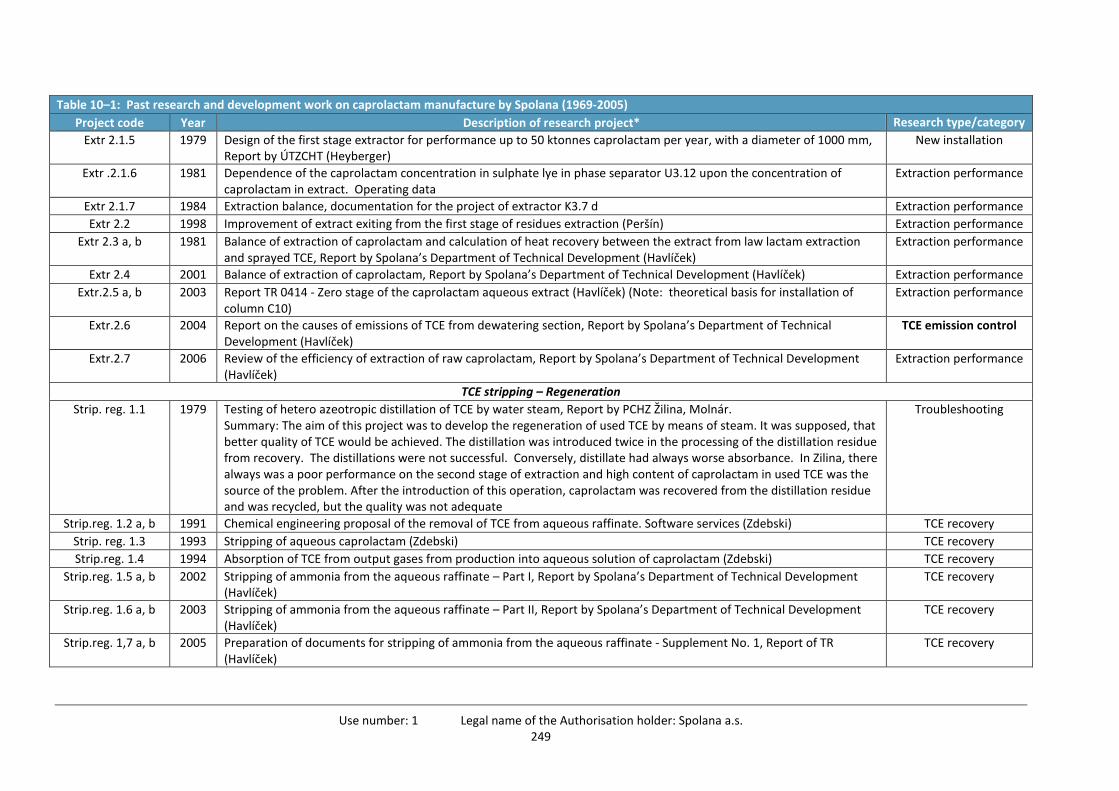
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 249
Table 10–1: Past research and development work on caprolactam manufacture by Spolana (1969-2005)
Project code Year Description of research project* Research type/category
Extr 2.1.5 1979 Design of the first stage extractor for performance up to 50 ktonnes caprolactam per year, with a diameter of 1000 mm, Report by ÚTZCHT (Heyberger)
New installation
Extr .2.1.6 1981 Dependence of the caprolactam concentration in sulphate lye in phase separator U3.12 upon the concentration of caprolactam in extract. Operating data
Extraction performance
Extr 2.1.7 1984 Extraction balance, documentation for the project of extractor K3.7 d Extraction performance
Extr 2.2 1998 Improvement of extract exiting from the first stage of residues extraction (Peršín) Extraction performance
Extr 2.3 a, b 1981 Balance of extraction of caprolactam and calculation of heat recovery between the extract from law lactam extraction and sprayed TCE, Report by Spolana’s Department of Technical Development (Havlíček)
Extraction performance
Extr 2.4 2001 Balance of extraction of caprolactam, Report by Spolana’s Department of Technical Development (Havlíček) Extraction performance
Extr.2.5 a, b 2003 Report TR 0414 - Zero stage of the caprolactam aqueous extract (Havlíček) (Note: theoretical basis for installation of column C10)
Extraction performance
Extr.2.6 2004 Report on the causes of emissions of TCE from dewatering section, Report by Spolana’s Department of Technical Development (Havlíček)
TCE emission control
Extr.2.7 2006 Review of the efficiency of extraction of raw caprolactam, Report by Spolana’s Department of Technical Development (Havlíček)
Extraction performance
TCE stripping – Regeneration
Strip. reg. 1.1 1979 Testing of hetero azeotropic distillation of TCE by water steam, Report by PCHZ Žilina, Molnár. Summary: The aim of this project was to develop the regeneration of used TCE by means of steam. It was supposed, that better quality of TCE would be achieved. The distillation was introduced twice in the processing of the distillation residue from recovery. The distillations were not successful. Conversely, distillate had always worse absorbance. In Zilina, there always was a poor performance on the second stage of extraction and high content of caprolactam in used TCE was the source of the problem. After the introduction of this operation, caprolactam was recovered from the distillation residue and was recycled, but the quality was not adequate
Troubleshooting
Strip.reg. 1.2 a, b 1991 Chemical engineering proposal of the removal of TCE from aqueous raffinate. Software services (Zdebski) TCE recovery
Strip. reg. 1.3 1993 Stripping of aqueous caprolactam (Zdebski) TCE recovery
Strip.reg. 1.4 1994 Absorption of TCE from output gases from production into aqueous solution of caprolactam (Zdebski) TCE recovery
Strip.reg. 1.5 a, b 2002 Stripping of ammonia from the aqueous raffinate – Part I, Report by Spolana’s Department of Technical Development (Havlíček)
TCE recovery
Strip.reg. 1.6 a, b 2003 Stripping of ammonia from the aqueous raffinate – Part II, Report by Spolana’s Department of Technical Development (Havlíček)
TCE recovery
Strip.reg. 1,7 a, b 2005 Preparation of documents for stripping of ammonia from the aqueous raffinate - Supplement No. 1, Report of TR (Havlíček)
TCE recovery

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 250
Table 10–1: Past research and development work on caprolactam manufacture by Spolana (1969-2005)
Project code Year Description of research project* Research type/category
Strip.reg. 1.8 2005 Proposal of stripper TCE modifications from the aqueous raffinate, Report by Spolana’s Department of Technical Development (Havlíček)
TCE recovery
TCE emissions
E TCE 1.1 1993 Protocol for equipment leak emission estimates, Radian Corporation (Hausle) TCE emission control
E TCE 1.2 1994 Application of the LDAR method (detection of the leak of TCE fugitive emissions and their prevention) TCE emission control
E TCE 1.3 2003 Determination of TCE in wastewater, results of measurements of TCE in technological streams, stripping TCE from the raffinate
TCE emission control
E TCE 1.4 2004 Calculation of TCE concentrations in the section of concentration without realisation of stripping TCE from aqueous caprolactam (C 10), Report by Spolana’s Department of Technical Development (Havlíček)
TCE emission control
E TCE 1.5 1983 Reduction of emissions of TCE and TCE balance of caprolactam manufacture, Repot by Spolana’s Department of Technical Development (Havlíček)
TCE emission control
E TCE 1.6 2005 Report of the measurement of fugitive emissions of caprolactam plant (Tymich) TCE emission control
Impurities in cyclohexane and caprolactam
Nč 1.1 Various articles from magazines Various
Nč 1.2 1971 Influence of the concentration of the extracts on the penetration of sulphate ions into the rectification, Caprolactam plant (Nechleba)
Impurity analysis
Nč 1.3 1973 Determination of impurities in cyclohexane, Report by Spolana’s Research Department (Čapek) Impurity analysis
Nč 1.4 1975 Analysis of trace impurities from oxime and caprolactam, Report by VŠCHT (University of Chemistry and Technology Prague) (Kubelka)
Impurity analysis
Nč 1.5 1976 Report from Leuna on the presence of impurities in their production process, Report by Leuna Impurity analysis
Nč 1.6 1976 Improvement of the quality of caprolactam, Report by Spolana’s Research Department (Staněk) Impurity analysis
Nč 1.7 1978 Report on the analysis of selected products and raw materials from the production of caprolactam, Report by VŠCHT (Kubelka)
Impurity analysis
Nč 1.8 1978 Analysis of cyclohexanone by the DSM company Impurity analysis
Nč 1.9 1978 Testing of impurities in caprolactam by liquid chromatography, Report by ÚTZCHT (Minárik) Impurity analysis
Nč. 1.10 1980 Reduction of impurities in TCE streams by washing, Report of graduate studies (Látal) TCE emission control
Nč 1.11 1999 Identification of impurities from boiler distillation, Report by ÚŘJ (Spolana’s Quality Control Department) (Šmíd) Impurity analysis
Nč 1.12 2000 Analysis of TCE residues, Report by ÚŘJ (Šmíd) Note: Hydroxydiphenyl was identified as a substance lowering absorbance (caprolactam quality parameter)
Impurity analysis
Patents
P 1983 – 5081 1983 Purification method and processing impure fractions of epsilon-caprolactam remaining after distillation and rectification Process parameters
P 1983 – 5265 1983 Method of preparation of ammonium nitrite solution Process parameters

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 251
Table 10–1: Past research and development work on caprolactam manufacture by Spolana (1969-2005)
Project code Year Description of research project* Research type/category
P 1984 – 3919 1984 Cleaning equipment of caprolactam Process parameters
P 1985 – 2079 1985 Filling for column type apparatuses Process parameters
P 1985 – 6038 1985 Apparatus for polymerisation of alkaline polyamide Process parameters
P 1986 – 1592 1986 Method for carrying out the Beckmann rearrangement of cyclohexanone oxime and a device for carrying out the process Process parameters
P 1987 – 9227 1987 Method for two-stage extraction in caprolactam production Process parameters
P 1988 – 1917 1988 Method for regeneration of trichloroethylene in caprolactam production Process parameters
P 1988 – 3719 1988 Process for the polyamide production with increased resistance to thermal oxidation Process parameters
P 1988 – 5644 1988 Glass-filled polyamide Process parameters
P 1989 – 1618 1989 Process for the cyclohexanone oxime production Process parameters
P 1989 – 3885 1989 Method for concentration and reuse of waste water from two- and multistage steam jet vacuum pump in caprolactam production
Process parameters
P 1989 – 4493 1989 Process of ammonium hydroxylamine disulphonate production Process parameters
P 1989 – 7254 1989 Apparatus for Beckmann rearrangement Process parameters
P 1994 – 1540 285013
1994 Method for carrying out a Beckmann rearrangement of cyclohexanone oxime in a two-step arrangement Process parameters
P 1994 – 1540 1994 Method for carrying out a Beckmann rearrangement of cyclohexanone oxime in a two-step arrangement Process parameters
P 1996 – 2109 1996 Method of the arrangement of the caprolactam rectification unit's technological apparatus at the production of caprolactam
Process parameters
P 1996 – 2110 1996 Processing method of contaminated caprolactam recycle in caprolactam refining segment in its manufacture Process parameters
Source: Spolana * in parentheses, the names of Spolana researchers involved

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 252

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 253
11 Appendix 3: Results of data searches on potential alternatives
11.1 Alternative extraction solvents identified in the literature
Table 11–1 provides the full list of potential alternative extraction solvents identified in the open literature.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 254
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
1 Aromatic hydrocarbons
Benzene 200-753-7 71-43-2 (Alessi et al., 1997)
Journal article on different layouts of the liquid-liquid extraction section
(Guit and Buijs, 2002)
Patent by the DSM company. Wide range of potential extraction solvents considered. The patent notes, “Preferably chlorinated hydrocarbons with 1 to 10 carbon atoms are used. Examples are dichloromethane, chloroform or 1,1,1-trichloroethane”. The examples described in the patent use dichloromethane and chloroform
(Lv, Gong and Luo, 2007)
Patent. “Benzene and toluene are most commonly used caprolactam extraction solvent. However, at room temperature, caprolactam in benzene - water partition coefficient is only about 0.2 in toluene - water system is only about 0.1, which directly affects the processing capabilities and operating costs of the extraction process of extraction equipment”
(Moosavian, 1986)
Patent
(van Bochove, 2003)
(van Delden, 2005)
(de Rooij and Goettsch, 1976)
Patent by Stamicarbon B.V. Benzene is the solvent used in the described example
(Tettamanti, Nogradi and
Sawinsky, 1960)
(Simons and Groot Zevert,
1999)
(Guit and Frentzen, 1997)
Patent by the DSM company “Possible extraction agents are aromatic solvents, for example benzene, toluene, xylene; ethers, for example diethylether, methyl tert-butylether. Preferably chlorinated hydrocarbons with 1 to 10 carbon atoms are used. Examples are chloroform, dichloromethane
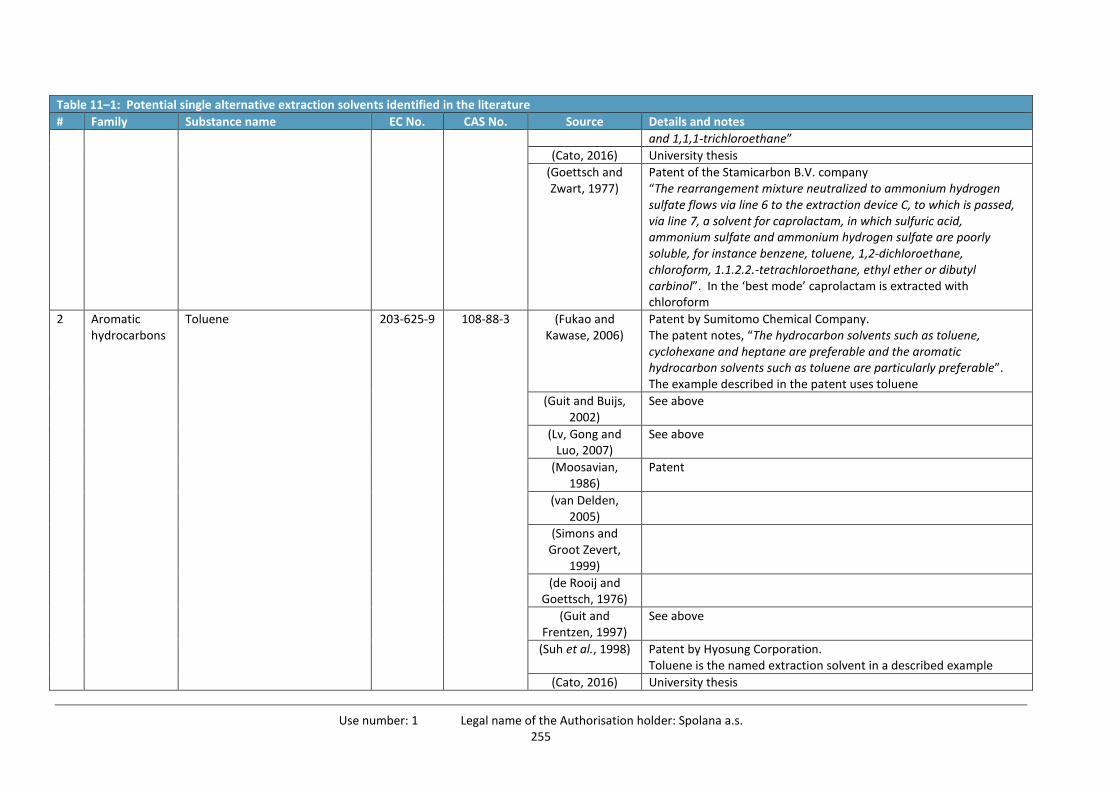
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 255
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
and 1,1,1-trichloroethane”
(Cato, 2016) University thesis
(Goettsch and Zwart, 1977)
Patent of the Stamicarbon B.V. company “The rearrangement mixture neutralized to ammonium hydrogen sulfate flows via line 6 to the extraction device C, to which is passed, via line 7, a solvent for caprolactam, in which sulfuric acid, ammonium sulfate and ammonium hydrogen sulfate are poorly soluble, for instance benzene, toluene, 1,2-dichloroethane, chloroform, 1.1.2.2.-tetrachloroethane, ethyl ether or dibutyl carbinol”. In the ‘best mode’ caprolactam is extracted with chloroform
2 Aromatic hydrocarbons
Toluene 203-625-9 108-88-3 (Fukao and Kawase, 2006)
Patent by Sumitomo Chemical Company. The patent notes, “The hydrocarbon solvents such as toluene, cyclohexane and heptane are preferable and the aromatic hydrocarbon solvents such as toluene are particularly preferable”. The example described in the patent uses toluene
(Guit and Buijs, 2002)
See above
(Lv, Gong and Luo, 2007)
See above
(Moosavian, 1986)
Patent
(van Delden, 2005)
(Simons and Groot Zevert,
1999)
(de Rooij and Goettsch, 1976)
(Guit and Frentzen, 1997)
See above
(Suh et al., 1998) Patent by Hyosung Corporation. Toluene is the named extraction solvent in a described example
(Cato, 2016) University thesis

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 256
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
(Goettsch and Zwart, 1977)
See above
3 Aromatic hydrocarbons
Xylene 215-535-7 1330-20-7 (van Delden, 2005)
(Simons and Groot Zevert,
1999)
(de Rooij and Goettsch, 1976)
(Guit and Frentzen, 1997)
(Cato, 2016) University thesis
4 Aromatic nitro-compounds
Nitrobenzene 202-716-0 98-95-3 (Lv, Gong and Luo, 2007)
See above
(van Delden, 2005)
(Tettamanti, Nogradi and
Sawinsky, 1960)
(Cato, 2016) University thesis
5 Chlorinated hydrocarbons
Dichloromethane 200-838-9 75-09-2 (Guit and Buijs, 2002)
See above
(van Delden, 2005)
(Tettamanti, Nogradi and
Sawinsky, 1960)
(de Rooij and Goettsch, 1976)
(Guit and Frentzen, 1997)
See above
(Cato, 2016) University thesis

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 257
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
6 Chlorinated hydrocarbons
1,2-Dichloroethane 203-458-1 107-06-2 (Lv, Gong and Luo, 2007)
(van Delden, 2005)
(Tettamanti, Nogradi and
Sawinsky, 1960)
(de Rooij and Goettsch, 1976)
(Cato, 2016) University thesis
(Goettsch and Zwart, 1977)
See above
7 Chlorinated hydrocarbons
Chloroform 200-663-8 67-66-3 (Guit and Buijs, 2002)
See above
(Lv, Gong and Luo, 2007)
(van Delden, 2005)
(Tettamanti, Nogradi and
Sawinsky, 1960)
(Simons and Groot Zevert,
1999)
(de Rooij and Goettsch, 1976)
(Guit and Frentzen, 1997)
See above
(Cato, 2016) University thesis
(Goettsch and Zwart, 1977)
See above

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 258
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
8 Chlorinated hydrocarbons
1,1,1-Trichloroethane 200-756-3 71-55-6 (Guit and Buijs, 2002)
See above
(Guit and Frentzen, 1997)
See above
9 Chlorinated hydrocarbons
1,1,2-Trichloroethane 201-166-9 79-00-5 (de Rooij and Goettsch, 1976)
10 Chlorinated hydrocarbons
Carbon tetrachloride 200-262-8 56-23-5 (Guo et al., 2006) Journal article. The article discusses the Beckmann rearrangement of cyclohexanone oxime to afford caprolactam in a novel caprolactam-based Brønsted acidic ionic liquid as catalyst and reaction medium. Carbon tetrachloride was used (as was ether) in the extraction of the products (3 extraction steps used)
(van Delden, 2005)
(Cato, 2016) University thesis
(Tettamanti, Nogradi and
Sawinsky, 1960)
11 Chlorinated hydrocarbons
1,1,2,2-Tetrachloroethane 201-197-8 79-34-5 (van Delden, 2005)
(Goettsch and Zwart, 1977)
See above
12 Alkanes (aliphatic hydrocarbons)
n-Hexane 203-777-6 110-54-3 (Fukao and Kawase, 2006)
See above
(Moosavian, 1986)
(Hopkins and Steele, 1962)
(Cato, 2016) University thesis
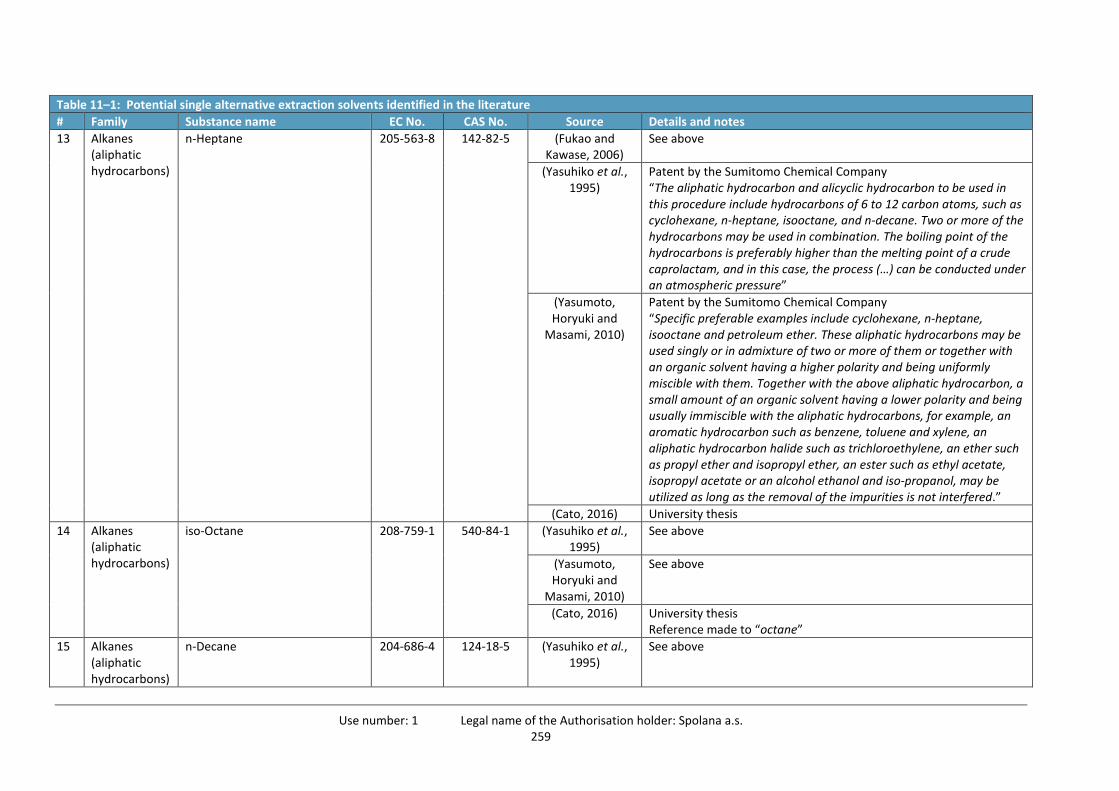
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 259
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
13 Alkanes (aliphatic hydrocarbons)
n-Heptane 205-563-8 142-82-5 (Fukao and Kawase, 2006)
See above
(Yasuhiko et al., 1995)
Patent by the Sumitomo Chemical Company “The aliphatic hydrocarbon and alicyclic hydrocarbon to be used in this procedure include hydrocarbons of 6 to 12 carbon atoms, such as cyclohexane, n-heptane, isooctane, and n-decane. Two or more of the hydrocarbons may be used in combination. The boiling point of the hydrocarbons is preferably higher than the melting point of a crude caprolactam, and in this case, the process (…) can be conducted under an atmospheric pressure”
(Yasumoto, Horyuki and
Masami, 2010)
Patent by the Sumitomo Chemical Company “Specific preferable examples include cyclohexane, n-heptane, isooctane and petroleum ether. These aliphatic hydrocarbons may be used singly or in admixture of two or more of them or together with an organic solvent having a higher polarity and being uniformly miscible with them. Together with the above aliphatic hydrocarbon, a small amount of an organic solvent having a lower polarity and being usually immiscible with the aliphatic hydrocarbons, for example, an aromatic hydrocarbon such as benzene, toluene and xylene, an aliphatic hydrocarbon halide such as trichloroethylene, an ether such as propyl ether and isopropyl ether, an ester such as ethyl acetate, isopropyl acetate or an alcohol ethanol and iso-propanol, may be utilized as long as the removal of the impurities is not interfered.”
(Cato, 2016) University thesis
14 Alkanes (aliphatic hydrocarbons)
iso-Octane 208-759-1 540-84-1 (Yasuhiko et al., 1995)
See above
(Yasumoto, Horyuki and
Masami, 2010)
See above
(Cato, 2016) University thesis Reference made to “octane”
15 Alkanes (aliphatic hydrocarbons)
n-Decane 204-686-4 124-18-5 (Yasuhiko et al., 1995)
See above
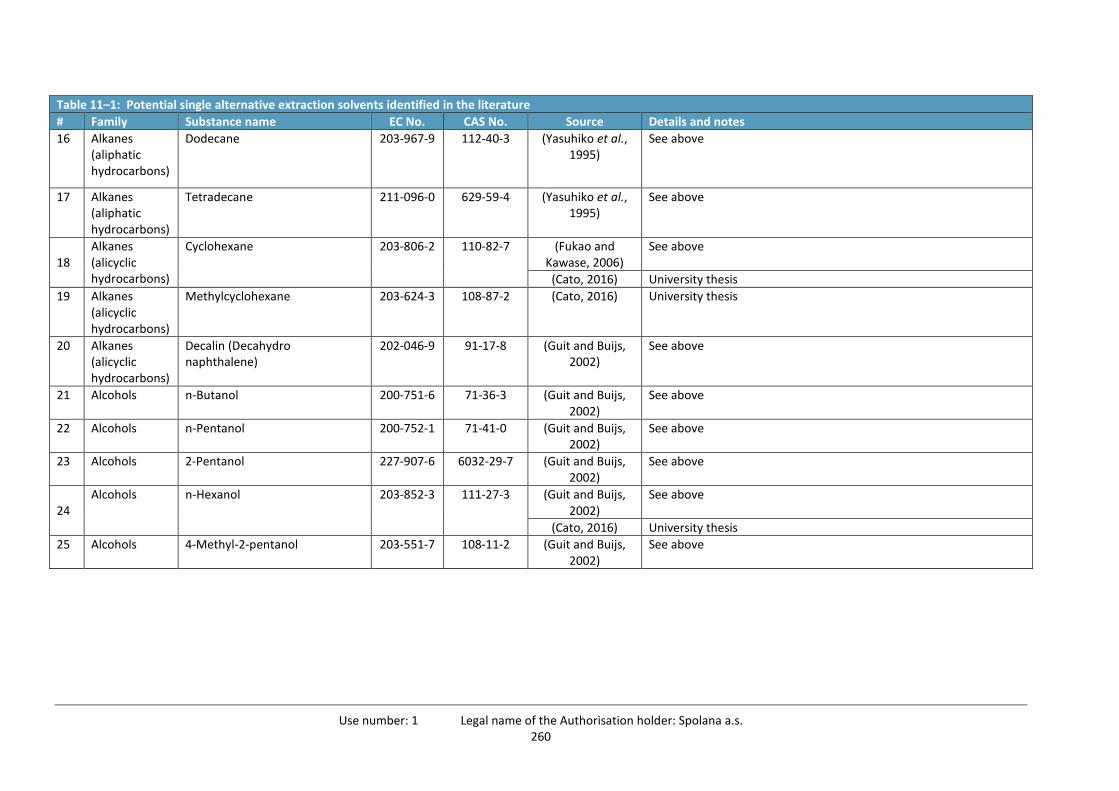
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 260
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
16 Alkanes (aliphatic hydrocarbons)
Dodecane 203-967-9 112-40-3 (Yasuhiko et al., 1995)
See above
17 Alkanes (aliphatic hydrocarbons)
Tetradecane 211-096-0 629-59-4 (Yasuhiko et al., 1995)
See above
18 Alkanes (alicyclic hydrocarbons)
Cyclohexane 203-806-2 110-82-7 (Fukao and Kawase, 2006)
See above
(Cato, 2016) University thesis
19 Alkanes (alicyclic hydrocarbons)
Methylcyclohexane 203-624-3 108-87-2 (Cato, 2016) University thesis
20 Alkanes (alicyclic hydrocarbons)
Decalin (Decahydro naphthalene)
202-046-9 91-17-8 (Guit and Buijs, 2002)
See above
21 Alcohols n-Butanol 200-751-6 71-36-3 (Guit and Buijs, 2002)
See above
22 Alcohols n-Pentanol 200-752-1 71-41-0 (Guit and Buijs, 2002)
See above
23 Alcohols 2-Pentanol 227-907-6 6032-29-7 (Guit and Buijs, 2002)
See above
24 Alcohols n-Hexanol 203-852-3 111-27-3 (Guit and Buijs,
2002) See above
(Cato, 2016) University thesis
25 Alcohols 4-Methyl-2-pentanol 203-551-7 108-11-2 (Guit and Buijs, 2002)
See above
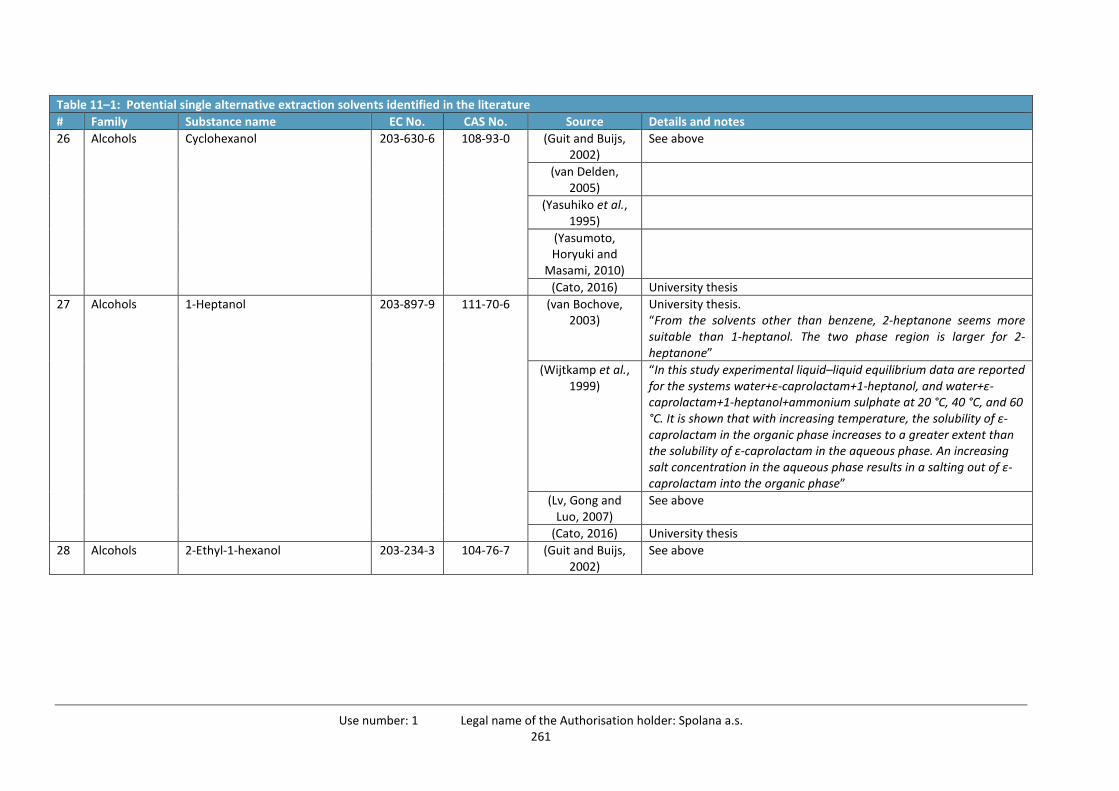
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 261
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
26 Alcohols Cyclohexanol 203-630-6 108-93-0 (Guit and Buijs, 2002)
See above
(van Delden, 2005)
(Yasuhiko et al., 1995)
(Yasumoto, Horyuki and
Masami, 2010)
(Cato, 2016) University thesis
27 Alcohols 1-Heptanol 203-897-9 111-70-6 (van Bochove, 2003)
University thesis. “From the solvents other than benzene, 2-heptanone seems more suitable than 1-heptanol. The two phase region is larger for 2-heptanone”
(Wijtkamp et al., 1999)
“In this study experimental liquid–liquid equilibrium data are reported for the systems water+ε-caprolactam+1-heptanol, and water+ε-caprolactam+1-heptanol+ammonium sulphate at 20 °C, 40 °C, and 60 °C. It is shown that with increasing temperature, the solubility of ε-caprolactam in the organic phase increases to a greater extent than the solubility of ε-caprolactam in the aqueous phase. An increasing salt concentration in the aqueous phase results in a salting out of ε-caprolactam into the organic phase”
(Lv, Gong and Luo, 2007)
See above
(Cato, 2016) University thesis
28 Alcohols 2-Ethyl-1-hexanol 203-234-3 104-76-7 (Guit and Buijs, 2002)
See above
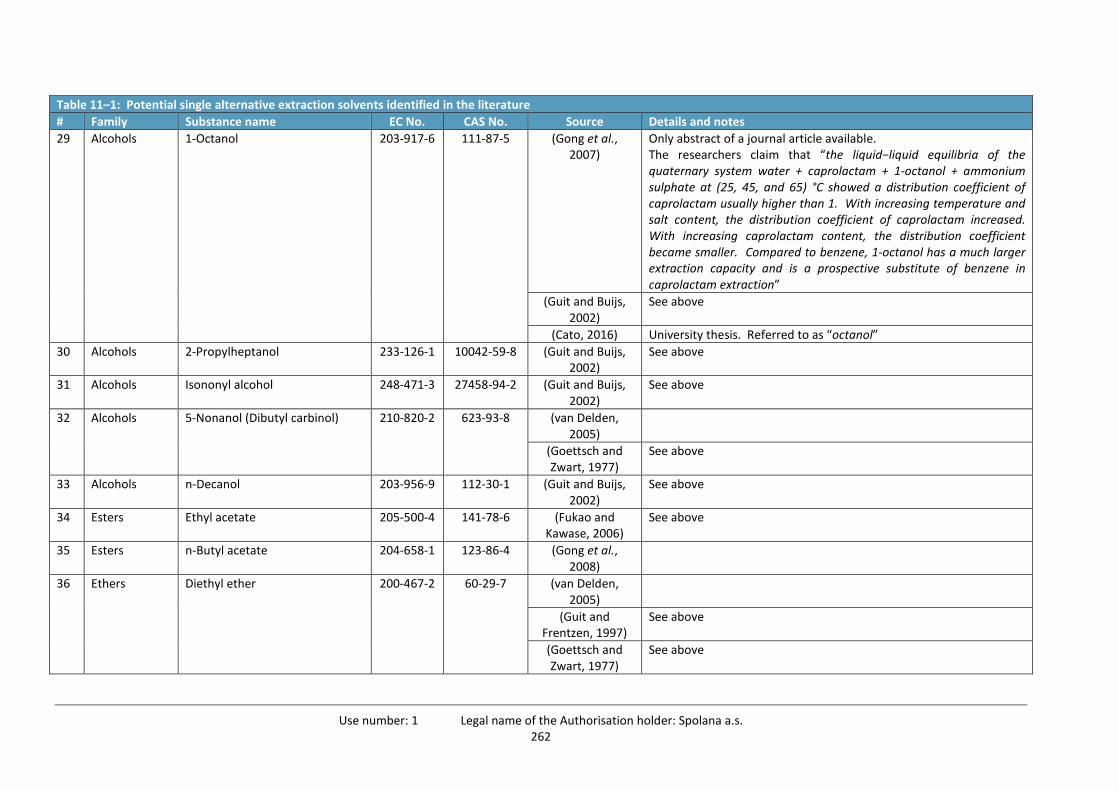
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 262
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
29 Alcohols 1-Octanol 203-917-6 111-87-5 (Gong et al., 2007)
Only abstract of a journal article available. The researchers claim that “the liquid−liquid equilibria of the quaternary system water + caprolactam + 1-octanol + ammonium sulphate at (25, 45, and 65) °C showed a distribution coefficient of caprolactam usually higher than 1. With increasing temperature and salt content, the distribution coefficient of caprolactam increased. With increasing caprolactam content, the distribution coefficient became smaller. Compared to benzene, 1-octanol has a much larger extraction capacity and is a prospective substitute of benzene in caprolactam extraction”
(Guit and Buijs, 2002)
See above
(Cato, 2016) University thesis. Referred to as “octanol”
30 Alcohols 2-Propylheptanol 233-126-1 10042-59-8 (Guit and Buijs, 2002)
See above
31 Alcohols Isononyl alcohol 248-471-3 27458-94-2 (Guit and Buijs, 2002)
See above
32 Alcohols 5-Nonanol (Dibutyl carbinol) 210-820-2 623-93-8 (van Delden, 2005)
(Goettsch and Zwart, 1977)
See above
33 Alcohols n-Decanol 203-956-9 112-30-1 (Guit and Buijs, 2002)
See above
34 Esters Ethyl acetate 205-500-4 141-78-6 (Fukao and Kawase, 2006)
See above
35 Esters n-Butyl acetate 204-658-1 123-86-4 (Gong et al., 2008)
36 Ethers Diethyl ether 200-467-2 60-29-7 (van Delden, 2005)
(Guit and Frentzen, 1997)
See above
(Goettsch and Zwart, 1977)
See above

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 263
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
37 Ethers Diisopropyl ether 203-560-6 108-20-3 (Fukao and Kawase, 2006)
See above
38 Ethers tert-Butylmethyl ether 216-653-1 1634-04-4 (Fukao and Kawase, 2006)
See above
(Guit and Buijs, 2002)
Patent by the DSM company
(Guit and Frentzen, 1997)
See above
39 Ketones Cyclohexanone 203-631-1 108-94-1 (Cato, 2016) University thesis
40 Ketones 2-Heptanone 203-767-1 110-43-0 (van Bochove, 2003)
University thesis. See above
(Lv, Gong and Luo, 2007)
(van Delden, 2005)
(Cato, 2016) University thesis
41 Alkyl phenols 2,4-diisobutyl phenol 265-566-5 65152-07-0 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
42 Alkyl phenols n-Hexylphenol 219-501-2 2446-69-7 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
Patent by the DSM company. “The extraction agent can be an alkyl phenol having a boiling point higher than the boiling point of caprolactam (…) The alkyl component of the alkyl phenol can be, for example, a C6 -C25 alkyl component, and preferably, a C9 -C15 alkyl component. Alternatively, the alkyl component can consist of one or more alkyl groups which together contain 6 or more carbon atoms. The alkyl component preferably consists of an aliphatic or aromatic hydrocarbon, and in particular, aliphatic hydrocarbon”
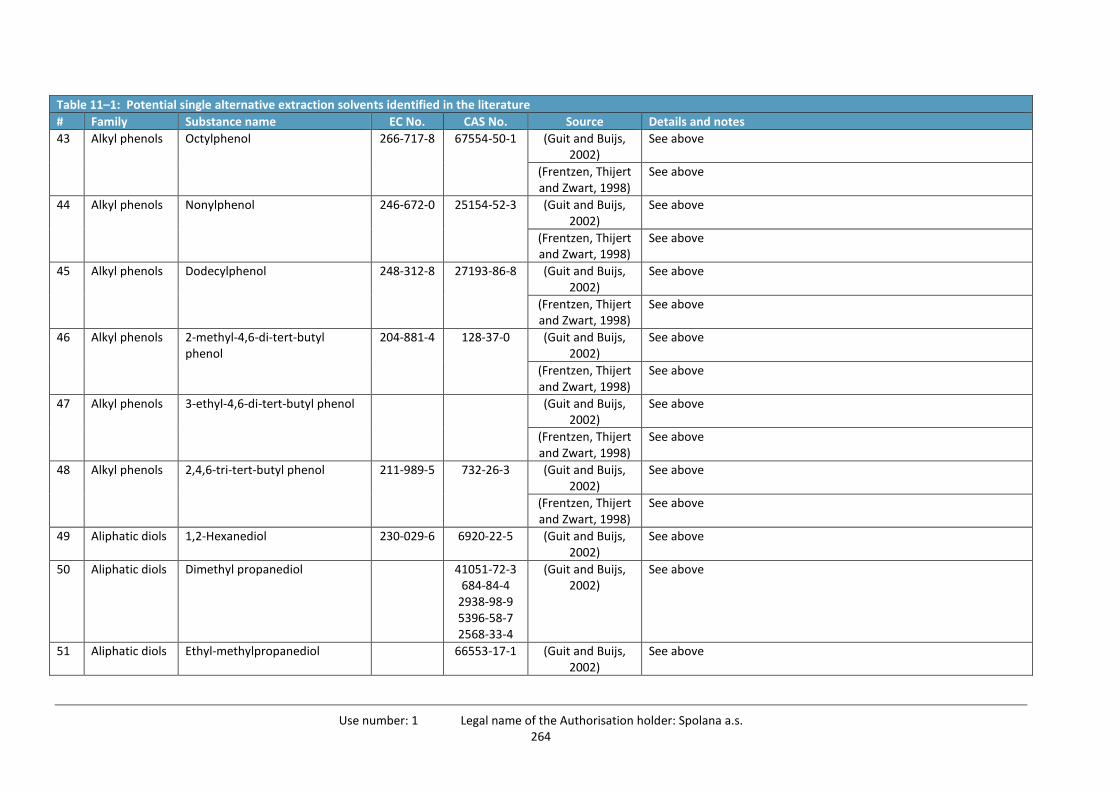
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 264
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
43 Alkyl phenols Octylphenol 266-717-8 67554-50-1 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
44 Alkyl phenols Nonylphenol 246-672-0 25154-52-3 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
45 Alkyl phenols Dodecylphenol 248-312-8 27193-86-8 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
46 Alkyl phenols 2-methyl-4,6-di-tert-butyl phenol
204-881-4 128-37-0 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
47 Alkyl phenols 3-ethyl-4,6-di-tert-butyl phenol (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
48 Alkyl phenols 2,4,6-tri-tert-butyl phenol 211-989-5 732-26-3 (Guit and Buijs, 2002)
See above
(Frentzen, Thijert and Zwart, 1998)
See above
49 Aliphatic diols 1,2-Hexanediol 230-029-6 6920-22-5 (Guit and Buijs, 2002)
See above
50 Aliphatic diols Dimethyl propanediol 41051-72-3 684-84-4
2938-98-9 5396-58-7 2568-33-4
(Guit and Buijs, 2002)
See above
51 Aliphatic diols Ethyl-methylpropanediol 66553-17-1 (Guit and Buijs, 2002)
See above

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 265
Table 11–1: Potential single alternative extraction solvents identified in the literature
# Family Substance name EC No. CAS No. Source Details and notes
52 Aliphatic diols Butyl-methylpropanediol 83988-22-1 (Guit and Buijs, 2002)
See above
53 Aliphatic diols Nonanediol 223-517-5 3937-56-2 (Guit and Buijs, 2002)
See above
54 Aliphatic diols Neopentyl glycol 204-781-0 126-30-7 (Guit and Buijs, 2002)
See above
55 Alkyl hydrogen phosphates
bis(2-Ethylhexyl) hydrogen phosphate
206-056-4 298-07-7 (Gayet, Leconte and Perrona,
1997)
Patent by the Rhodia Fiber And Resin Intermediates company. “The solvent of acidic nature used in the liquid-liquid extraction can be, in particular, a carboxylic acid or an alkyl hydrogen phosphate and more particularly a dialkyl hydrogen phosphate. Thus, it is possible to use a dialkyl hydrogen phosphate in the formula of which the linear or branched and preferably identical alkyl groups contain from 1 to 12 carbon atoms. Among these compounds, bis(2-ethylhexyl) hydrogen phosphate is most often used, in particular on account of its large-scale commercial availability. The dialkyl hydrogen phosphate can contain a certain proportion of corresponding monoalkyl hydrogen phosphate, this compound also being formed during the preparation of the dialkyl hydrogen phosphate. Generally, this proportion of monoalkyl hydrogen phosphate does not exceed 20% and is preferably less than or equal to 10% on a weight for weight basis. As carboxylic acid, mention may be made, for example, of heptanoic acid or 2-ethylhexanoic acid”
56 Petroleum fractions
Ligroin 232-453-7 8032-32-4 (Hopkins and Steele, 1962)
(David, Francis and Hopkins,
1962)
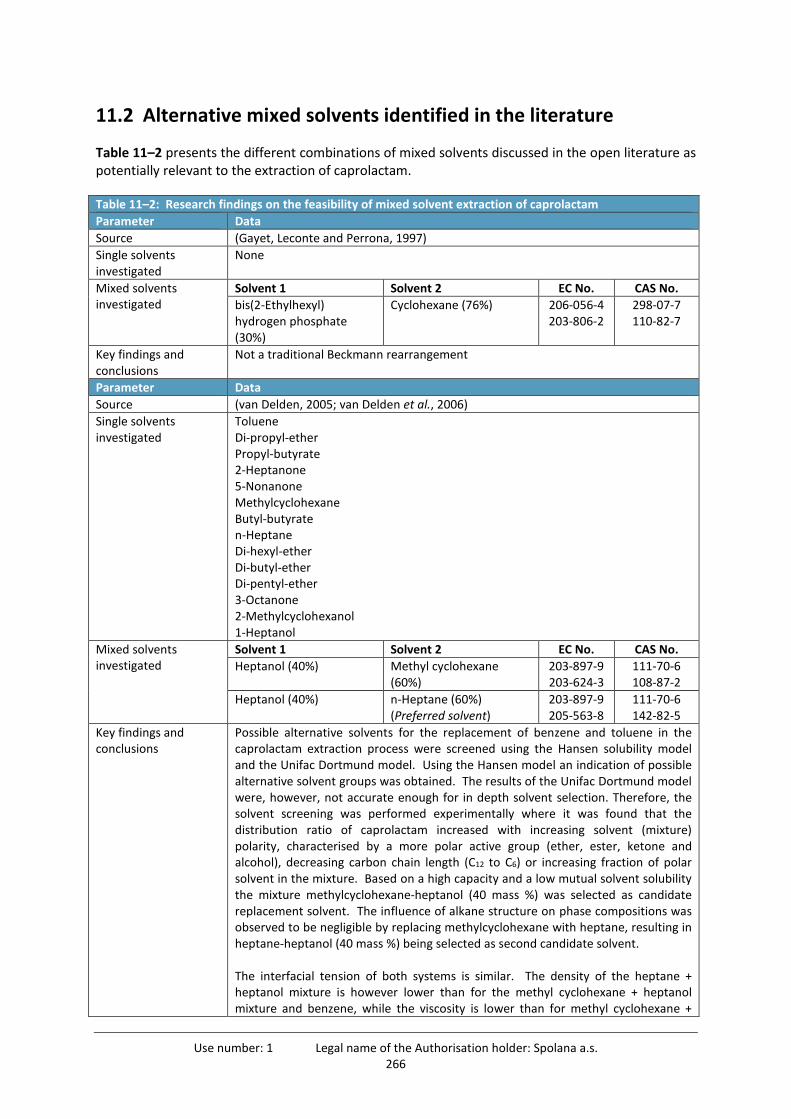
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 266
11.2 Alternative mixed solvents identified in the literature
Table 11–2 presents the different combinations of mixed solvents discussed in the open literature as potentially relevant to the extraction of caprolactam.
Table 11–2: Research findings on the feasibility of mixed solvent extraction of caprolactam
Parameter Data
Source (Gayet, Leconte and Perrona, 1997)
Single solvents investigated
None
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
bis(2-Ethylhexyl) hydrogen phosphate (30%)
Cyclohexane (76%) 206-056-4 203-806-2
298-07-7 110-82-7
Key findings and conclusions
Not a traditional Beckmann rearrangement
Parameter Data
Source (van Delden, 2005; van Delden et al., 2006)
Single solvents investigated
Toluene Di-propyl-ether Propyl-butyrate 2-Heptanone 5-Nonanone Methylcyclohexane Butyl-butyrate n-Heptane Di-hexyl-ether Di-butyl-ether Di-pentyl-ether 3-Octanone 2-Methylcyclohexanol 1-Heptanol
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
Heptanol (40%) Methyl cyclohexane (60%)
203-897-9 203-624-3
111-70-6 108-87-2
Heptanol (40%) n-Heptane (60%) (Preferred solvent)
203-897-9 205-563-8
111-70-6 142-82-5
Key findings and conclusions
Possible alternative solvents for the replacement of benzene and toluene in the caprolactam extraction process were screened using the Hansen solubility model and the Unifac Dortmund model. Using the Hansen model an indication of possible alternative solvent groups was obtained. The results of the Unifac Dortmund model were, however, not accurate enough for in depth solvent selection. Therefore, the solvent screening was performed experimentally where it was found that the distribution ratio of caprolactam increased with increasing solvent (mixture) polarity, characterised by a more polar active group (ether, ester, ketone and alcohol), decreasing carbon chain length (C12 to C6) or increasing fraction of polar solvent in the mixture. Based on a high capacity and a low mutual solvent solubility the mixture methylcyclohexane-heptanol (40 mass %) was selected as candidate replacement solvent. The influence of alkane structure on phase compositions was observed to be negligible by replacing methylcyclohexane with heptane, resulting in heptane-heptanol (40 mass %) being selected as second candidate solvent.
The interfacial tension of both systems is similar. The density of the heptane + heptanol mixture is however lower than for the methyl cyclohexane + heptanol mixture and benzene, while the viscosity is lower than for methyl cyclohexane +

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 267
Table 11–2: Research findings on the feasibility of mixed solvent extraction of caprolactam
heptanol and comparable to benzene. Lower densities are expected to result in a larger hydraulic capacity in extraction columns and the lower viscosity in a lower drag coefficient when the solvent is the continuous phase. The final selection of heptane + heptanol (40 mass %) as best replacement solvent was therefore based on its beneficial physical properties since the phase compositions of both candidate solvent mixtures are comparable. More specifically, heptane-heptanol was selected as best alternative solvent based on its beneficial physical properties, in principle allowing a higher operation capacity, since the phase compositions and the impurity distribution ratio for both candidate solvent mixtures are comparable.
The equilibrium distribution ratio of caprolactam and four model impurities of organic nature was studied at 293 °K, 313 °K and 333 °K for toluene as reference solvent and two alternative solvents, being heptane or methylcyclohexane + heptanol (40 mass %). The selected model impurities were aniline, n-methylcaprolactam, cyclohexanone and cyclohexane-carboxamide. For the model impurities at all conditions it was found that the distribution to the organic phase was higher compared to caprolactam. Furthermore, it was concluded that changing the alkane structure in the mixed solvent from heptane to methylcyclohexane did not influence the impurity distribution ratio. The salting-out effect caused by the presence of an initial 1.5 mass % ammonium sulphate was determined for the toluene system, but the effect on the impurity distribution ratio was not large. The temperature influence was measured, but the effect differed depending on the solvent system and chemical structure of the impurities.
The required solvent to feed ratio, S/F, and number of theoretical stages, NTS, for the forward extraction of caprolactam followed by back-extraction using toluene and heptane + heptanol (40 mass %) were calculated. For the forward extraction S/F = 5.0 and 3.0 and NTS = 11 and 5, respectively, and for the back-extraction S/F = 0.39 and 0.67 and NTS = 4 and 10, respectively. Based on the equilibrium calculations it was overall concluded that, compared to toluene, the co-extracted fraction of cyclohexanone and aniline was higher, that of n-methylcaprolactam was comparable, and that of cyclohexane-carboxamide was lower using the mixed solvent. Overall, the mixed solvent reduced the fraction of co-extracted impurities by almost 10%
Parameter Data
Source (Gong et al., 2007) (abstract only)
Single solvents investigated
1-Octanol 1-Heptanol Benzene Toluene
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
1-Heptanol Heptane 203-897-9 205-563-8
111-70-6 142-82-5
1-Heptanol Methyl cyclohexane 203-897-9 203-624-3
111-70-6 108-87-2
Key findings and conclusions
Equilibrium data for the ternary systems were obtained. The prediction results agreed well with experimental value when the mass fraction of caprolactam is small. No other detail is available

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 268
Table 11–2: Research findings on the feasibility of mixed solvent extraction of caprolactam
Parameter Data
Source (Lv, Gong and Luo, 2007) – Chinese patent, detailed description not available
Single solvents investigated
Benzene Toluene
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
Octanol (60%) Cyclohexane (40%) 203-917-6 203-806-2
111-87-5 110-82-7
Heptanol (50%) Cyclohexane (50%) 203-897-9 203-806-2
111-70-6 110-82-7
Octanol (85%) Methyl cyclohexane (15%)
203-917-6 203-624-3
111-87-5 108-87-2
Iso-octanol (80%) Methyl cyclohexane (20%)
248-133-5 203-624-3
26952-21-6 108-87-2
Iso-octanol (70%) Cyclohexane (30%) 248-133-5 203-806-2
26952-21-6 110-82-7
Heptanol (95%) Hexane (5%) 203-897-9 203-777-6
111-70-6 110-54-3
Octanol (90%) n-Heptane (10%) 203-917-6 205-563-8
111-87-5 142-82-5
Iso-octanol (90%) n-Octane (10%) 248-133-5 203-892-1
26952-21-6 111-65-9
Octanol (75%) Iso-octane (25%) 203-917-6 208-759-1
111-87-5 540-84-1
Key findings and conclusions
The study looked into an extraction agent for caprolactam, wherein the extractant comprises a C6-C8 alkane at 5-50 parts and a lower alcohol in 50-95 parts by weight. The C6-C8 alkane is n-hexane, n-heptane, n-octane, iso-octane, cyclohexane or methylcyclohexane. The low-carbon alcohol is n-heptanol, n-octanol or iso-octanol. One can easily change the composition of the extraction agent to achieve better phase separation, smaller extraction agent loss, no emulsification, selective control over extraction and high caprolactam recovery efficiency
Parameter Data
Source (Glazko, Druzhinina and Levanova, 2007)
Single solvents investigated
TCE Benzene Toluene Cyclohexane
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
Benzene (20%) Cyclohexane (80%) 200-753-7 203-806-2
71-43-2 110-82-7 Benzene (50%) Cyclohexane (50%)
Benzene (70%) Cyclohexane (30%)
Benzene (80%) Cyclohexane (20%)
Benzene (90%) Cyclohexane (10%)
Cyclohexanol (10%) Cyclohexane (90%) 203-630-6 203-806-2
108-93-0 110-82-7
Key findings and conclusions
The extraction of caprolactam from lactam oil with cyclohexane, toluene, tri-chloroethylene, and benzene only slightly depends on temperature. The highest distribution ratios at 20 °C were reached in extraction with trichloroethylene and benzene. Straight cyclohexanol cannot be used as extractant because of its high polarity, high boiling point (161 °C), and high solubility in water (5.7 g per 100 g of water at 15 °C), which causes its large loss with wash waters. This solvent is also difficult to remove from aqueous backwashes. The addition of cyclohexanol (10 wt%) to cyclohexane did not improve the recovery of caprolactam. When the benzene-cyclohexane extraction system is used, with increasing benzene content in the mixed extractant, the caprolactam content in the final aqueous

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 269
Table 11–2: Research findings on the feasibility of mixed solvent extraction of caprolactam
backwash increases and the selectivity for caprolactam decreases. The distribution ratio of caprolactam gradually increases with the benzene content of the mixed cyclohexane-benzene extractant (from pure cyclohexane to pure benzene). Taking into account that benzene is more selective extractant for caprolactam, the extraction of caprolactam with cyclohexane-benzene mixtures is unsuitable
Parameter Data
Source (Gong et al., 2008)
Single solvents investigated
None (but comparisons to benzene and toluene were made)
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
1-Octanol (60%) Cyclohexane (40%) (Preferred solvent)
203-917-6 203-806-2
111-87-5 110-82-7
1-Octanol (50%) Hexane (50%) 203-917-6 203-777-6
111-87-5 110-54-3
1-Octanol (50%) Heptane (50%) 203-917-6 205-563-8
111-87-5 142-82-5
1-Octanol (50%) Octane (50%) 203-917-6 203-892-1
111-87-5 111-65-9
Key findings and conclusions
Based on previous work, 1-octanol was selected as one of the preferable extractants with much larger capacity than benzene or toluene. But with increasing caprolactam content in aqueous phase, the solubility of 1-octanol in aqueous phase increases significantly. Accordingly, it is difficult to get high concentration caprolactam solution (mass fraction >30%) in the water stripping process, otherwise the 1-octanol loss in raffinate will become significant. In van Delden’s work, alkane content in the mixture of alcohol and alkane affected its extraction capacity. Generally, smaller alkane content leads to larger extraction capacity. But alkanes’ species also affected the extraction capacity of the mixed solvent. Accordingly, it is important to select an alkane, which has a smaller negative effect on extraction capacity. The extraction capacities of the different solvent mixtures were determined and distribution coefficients were plotted. The mixture of 1-octanol-cyclohexane had the largest extraction capacity. Considering both the boiling point and price, cyclohexane was selected as they desired alkane component. Caprolactam distribution between two phases using the new extractant at 35 °C and 45 °C was also determined. It was found that the new extractant has larger extraction capacity than benzene or toluene at all experimental temperatures. Compared with 1-octanol, the new extractant showed much better phase separation ability when directly dealing with lactam oil. The reasons include lower density, lower viscosity, and higher interfacial tension. The new extractant also showed certain selectivity in back extraction process
Parameter Data
Source (Mueller, 2013)
Single solvents investigated
No details available
Mixed solvents investigated
Solvent 1 Solvent 2 EC No. CAS No.
Heptanol (40%) n-Heptane (60%) 203-897-9 205-563-8
111-70-6 142-82-5
Key findings and conclusions
It is noted that a competitor to Spolana, DOMO Caproleuna GmbH holds information from a recent thesis by Müller (2013) on the use of a n-heptane/1-heptanol solvent mixture. Full details are not available to Spolana and the reader is referred to the public version of DOMO Caproleuna GmbH’s Application for Authorisation available at https://echa.europa.eu/documents/10162/44e6e42b-884e-46e9-b842-ca488ecb2200 (accessed on 27 September 2016).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 270
11.3 Alternative extraction technologies identified in the literature
Table 11–3 presents the findings of literature searches on alternative extraction technologies that could theoretically be used with caprolactam manufacture via Beckmann rearrangement.
Table 11–3: Research findings on alternative extraction technologies that could theoretically be used with caprolactam manufacture via Beckmann rearrangement
Technology Source Details
Ionic liquids (Chen et al., 2013)
Only abstract of a journal article available. The results of the research show that distribution ratio of caprolactam is influenced significantly by the chemical structures of the ILs. The anion/cation effects are the main structural factors ruling the distribution ratio. The results also show that the distribution ratios are much higher for caprolactam into selected ionic liquids than into benzene or toluene. It is expected that these ILs are promising for caprolactam recovery from aqueous media. Ionic liquids considered included:
- 1-alky-3-methylimidazolium hexafluorophosphate [Cnmim][PF6] (n = 4, 6, 8) - 1-hexyl-3-methylimidazolium tetrafluoroborate [C6mim][BF4] - 1-butyl-3-methylimidazolium bis(trifluoromethylsulphonyl)imide [C4mim][NTf2]
(Gui et al., 2004)
Only abstract of a journal article available. Under mild conditions and without any additional organic solvents, Beckmann rearrangement of ketoximes was performed in a novel task-specific ionic liquid consisting sulphonyl chloride. Especially for the conversion of cyclohexanone oxime to ε-caprolactam, ε-caprolactam has good solubility in water while the task-specific ionic liquid is immiscible with water, therefore, ε-caprolactam could be easily separated from the reaction system by water extraction.
Supercritical fluids (Qiao et al., 2004)
Journal article. The researchers discuss, “A recyclable liquid phase process for preparation of ε-caprolactam via the Beckmann rearrangement of cyclohexanone oxime is developed by utilizing Lewis acidic ionic liquid as catalyst and a mixture of supercritical CO2 and chloroform as extractant”
(Laitinen, 1999) University dissertation “Dense carbon dioxide is a very good solvent for the cyclic amide, 6-caprolactam, and can be used to dissolve and extract it from solid and liquid matrices. The ability of dense carbon dioxide to dissolve 6-caprolactam could possibly be utilised in the industry producing nylon”
Membrane separation (Tinge et al., 2007)
Patent
A new concept of de-watering aqueous caprolactam solutions via water permeable membranes by employing the osmotic pressure of solutions of concentrated aqueous ammonium sulphate has been investigated in order to reduce the energy costs associated with evaporation of water. The technical feasibility of this new application was proven by experiments with two commercially available flat-sheet membranes (Filmtec SW-30 and Toray UTC-80) and one tubular type (PCI AFC-99) composite membrane. Although these values are in line with data found in literature of other direct osmosis applications, for commercial application of direct osmosis as a technology for de-watering CPL solutions, a further increase of the flux of membranes and/or reduction of the investments seemed necessary
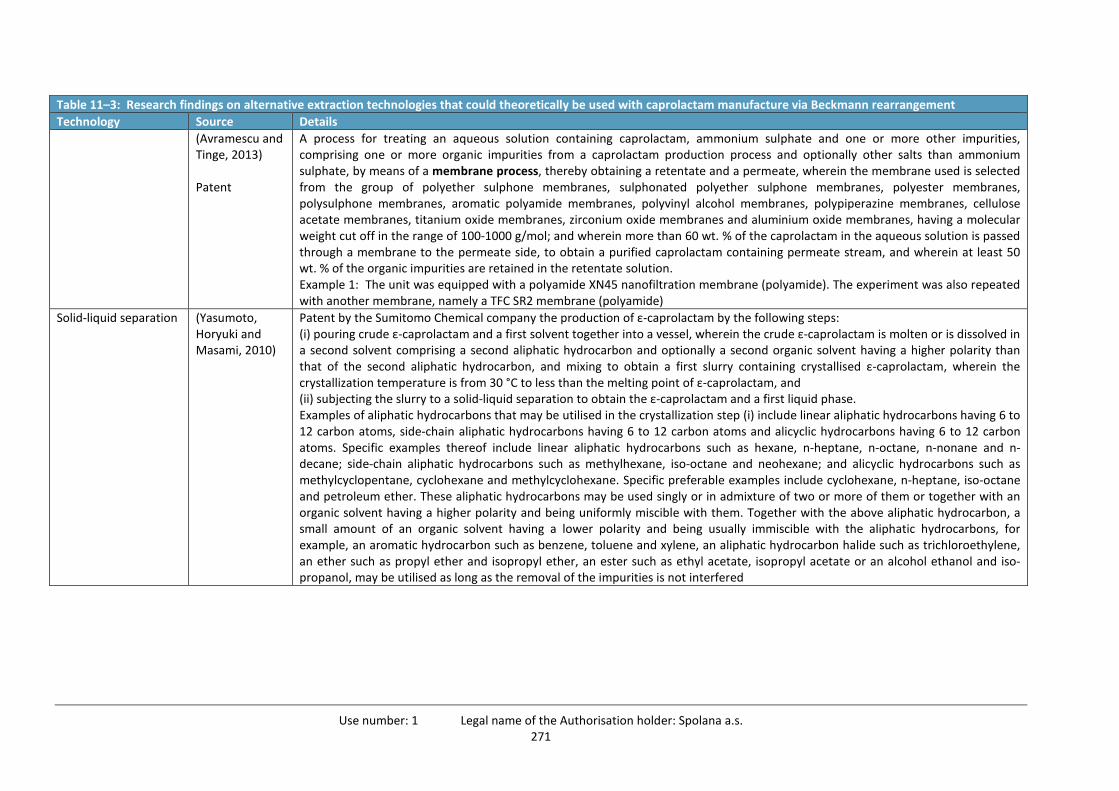
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 271
Table 11–3: Research findings on alternative extraction technologies that could theoretically be used with caprolactam manufacture via Beckmann rearrangement
Technology Source Details
(Avramescu and Tinge, 2013)
Patent
A process for treating an aqueous solution containing caprolactam, ammonium sulphate and one or more other impurities, comprising one or more organic impurities from a caprolactam production process and optionally other salts than ammonium sulphate, by means of a membrane process, thereby obtaining a retentate and a permeate, wherein the membrane used is selected from the group of polyether sulphone membranes, sulphonated polyether sulphone membranes, polyester membranes, polysulphone membranes, aromatic polyamide membranes, polyvinyl alcohol membranes, polypiperazine membranes, cellulose acetate membranes, titanium oxide membranes, zirconium oxide membranes and aluminium oxide membranes, having a molecular weight cut off in the range of 100-1000 g/mol; and wherein more than 60 wt. % of the caprolactam in the aqueous solution is passed through a membrane to the permeate side, to obtain a purified caprolactam containing permeate stream, and wherein at least 50 wt. % of the organic impurities are retained in the retentate solution. Example 1: The unit was equipped with a polyamide XN45 nanofiltration membrane (polyamide). The experiment was also repeated with another membrane, namely a TFC SR2 membrane (polyamide)
Solid-liquid separation (Yasumoto, Horyuki and Masami, 2010)
Patent by the Sumitomo Chemical company the production of ε-caprolactam by the following steps: (i) pouring crude ε-caprolactam and a first solvent together into a vessel, wherein the crude ε-caprolactam is molten or is dissolved in a second solvent comprising a second aliphatic hydrocarbon and optionally a second organic solvent having a higher polarity than that of the second aliphatic hydrocarbon, and mixing to obtain a first slurry containing crystallised ε-caprolactam, wherein the crystallization temperature is from 30 °C to less than the melting point of ε-caprolactam, and (ii) subjecting the slurry to a solid-liquid separation to obtain the ε-caprolactam and a first liquid phase. Examples of aliphatic hydrocarbons that may be utilised in the crystallization step (i) include linear aliphatic hydrocarbons having 6 to 12 carbon atoms, side-chain aliphatic hydrocarbons having 6 to 12 carbon atoms and alicyclic hydrocarbons having 6 to 12 carbon atoms. Specific examples thereof include linear aliphatic hydrocarbons such as hexane, n-heptane, n-octane, n-nonane and n-decane; side-chain aliphatic hydrocarbons such as methylhexane, iso-octane and neohexane; and alicyclic hydrocarbons such as methylcyclopentane, cyclohexane and methylcyclohexane. Specific preferable examples include cyclohexane, n-heptane, iso-octane and petroleum ether. These aliphatic hydrocarbons may be used singly or in admixture of two or more of them or together with an organic solvent having a higher polarity and being uniformly miscible with them. Together with the above aliphatic hydrocarbon, a small amount of an organic solvent having a lower polarity and being usually immiscible with the aliphatic hydrocarbons, for example, an aromatic hydrocarbon such as benzene, toluene and xylene, an aliphatic hydrocarbon halide such as trichloroethylene, an ether such as propyl ether and isopropyl ether, an ester such as ethyl acetate, isopropyl acetate or an alcohol ethanol and iso-propanol, may be utilised as long as the removal of the impurities is not interfered

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 272
11.4 Commercialised and near-commercialised alternative synthetic routes
Several alternative synthetic routes that still use cyclohexanone oxime as an intermediate exist (and start from an aromatic feedstock) but use a different oximation reaction:
1. Allied Signal process: this is based on the original route to caprolactam and starts from phenol. Initially, the process involved two steps: phenol was hydrogenated to cyclohexanol on a nickel catalyst and the alcohol formed was then dehydrogenated to cyclohexanone. Subsequently, a single-step liquid phase process was developed. Hydrogenation is carried out as a continuous process in the liquid phase in the presence of a supported palladium catalyst. Cyclohexanol here is an undesirable by-product and thus it is important to use a selective catalysts (Augustine, 1985; Chauvel and Lefebvre, 1989). Thereafter, a Raschig oximation and Beckmann rearrangement are used62.
Figure 11–1: Allied Signal process Source: (Augustine, 1985)
2. BASF/Bayer/Inventa process: this process starts from cyclohexanone and obtains the hydroxylammonium sulphate solution by the hydrogenation of nitric oxide over a platinum catalyst in the presence of dilute sulphuric acid before reaction with cyclohexanone. Under this route, 0.7 tonnes ammonium sulphate per tonne of cyclohexanone oxime is produced (van Delden, 2005). An alternative approach is the catalytic hydrogenation of nitric oxide in an ammonia hydrogen sulphate solution over platinum or graphite. In this process only 0.1 tonne of ammonium sulphate per tonne of cyclohexanone oxime is formed as a by-product (van Delden, 2005). Oximation is followed by traditional Beckmann rearrangement where 1.6 tonnes of ammonium sulphate per tonne of caprolactam is generated63. The starting material must be very pure and laborious catalyst recovery is required and this has meant
62 It is worth noting that apart from cyclohexanone and phenol, cyclohexylamine may also be used as feedstock to a limited extent in ex-USSR states (Weissermel and Arpe, 2008).
63 ‘Beckmann rearrangement’ is the name of the chemical reaction, rather than an exact definition of a technological process that could be arranged in different ways at different production plants. This means, among other things, that the amount of ammonium sulphate generated per tonne of caprolactam may vary. Typically, it is in a range of 1.6 – 1.8 t/t, but it is very difficult to obtain reliable figures from publicly available sources. Occasionally, different sources show different values for the same producer of caprolactam.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 273
that the process took a considerable amount of time before it was commercialised but it has now become the leading process in terms of production capacity around the world (Weissermel and Arpe, 2008).
Figure 11–2: BASF process Source: (Mettu, 2009)
Figure 11–3: Acidic oximation process Source: (Mettu, 2009)
A variation of the NO route to hydroxylammonium sulphate is the CAPROPOL process. This differs to the BASF process in the materials (metallurgy) of construction used for certain equipment and the hydrogenation catalyst in the NO reduction step. The BASF process utilises Pt, whereas the CAPROPOL process uses Pd. In both cases, the noble metal catalyst is supported on carbon suspended in dilute sulphuric acid solution (Gunardson, 1997). CAPROPOL can be combined with the CYCLOPOL® method for the manufacture of cyclohexanone which is based on the hydrogenation of benzene to cyclohexane, then oxidation of cyclohexane with atmospheric oxygen to cyclohexanone and cyclohexanol to cyclohexanone and purifying the latter (Gruszka et al. 2012).
3. DSM HPO PlusTM process: this process also starts from cyclohexanone. The ammoximation reaction is conducted in a hydroxylamine phosphoric acid buffer solution. DSM's HPO Plus™ process is believed to be used for the production of about 30% of the world's caprolactam (Dias et al., 2015) and generates no ammonium sulphate during the oximation reaction.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 274
Oximation is followed by traditional Beckmann rearrangement where 1.6 tonnes of ammonium sulphate per tonne of caprolactam is generated. Thus, this process has substantially reduced the quantity of ammonium salt by-product by as much as two thirds on a tonne of salt/tonne of caprolactam basis.
Figure 11–4: DSM HPO process Source: (Mettu, 2009)
4. Toray photonitrosation process: Toray has developed a photochemical process to convert cyclohexane into cyclohexanone oxime in the presence of nitrosyl chloride and hydrogen chloride, bypassing the use of cyclohexanone or the oximation step. Although this process may provide capital savings, the photochemical process demands significantly more power and the development of large scale photochemical reactors (Dias et al., 2015). The oximation step does not generate any ammonium sulphate. It is followed by traditional Beckmann rearrangement where 1.6-1.7 tonnes of ammonium sulphate per tonne of caprolactam are generated.
Figure 11–5: Toray photonitrosation process Source: (Mettu, 2009)
5. Nixan process: DuPont developed the Nixan process, which was used in 1963-1967. To introduce nitrogen into the cyclohexane, a nitration with HNO3 in the liquid phase or with NO2 in the gas phase was used. Consequently, nitrocyclohexane was catalytically hydrogenated to the oxime (Mettu, 2009).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 275
Figure 11–6: Nixan process Source: (Mettu, 2009)
On the other hand, there is another manufacturing process which uses a different oximation reaction but also introduces changes to the traditional Beckmann rearrangement. This is:
6. EniChem/Sumitomo process: EniChem had developed a low-cost route to cyclohexanone oxime that uses a proprietary titanium silicate catalyst (TS-1) to produce cyclohexanone oxime by direct ammoximation of cyclohexanone from ammonia and hydrogen peroxide. Sumitomo used EniChem’s innovation to demonstrate the production of caprolactam without by-product ammonia sulphate. In the process, following the generation of cyclohexanone oxime, a stream of cyclohexanone oxime/methanol/nitrogen in the vapour phase is passed through a pentasil-type zeolite at 350 °C. This causes the direct conversion of the oxime to the lactam in what is known as Sumitomo rearrangement. Caprolactam was obtained in 95.7% selectivity at 99.3% conversion after 200 hours on stream. The system employs a fluidised bed reactor in a configuration which resembles that of a riser reactor. The Sumitomo process offers total elimination of the ammonium sulphate by-product (ICIS, 2000).
Figure 11–7: EniChem/Sumitomo process Source: (Descorme et al., 2012)
Beyond the above synthetic routes to caprolactam, attention must be given to routes that do not require cyclohexanone oxime as an intermediate. Known processes include:
7. SNIA Viscosa process: starting with a toluene feedstock, this process follows three steps to generate first benzoic acid which is the hydrogenated to cyclohexanecarboxylic acid which is ultimately subjected to nitrosodecarboxylation to form caprolactam in the presence of oleum. This process avoids the Beckmann rearrangement common to the previous processes. Initial versions of this process generated ammonium sulphate at over 4 tonnes/tonne of caprolactam when the reaction mass was neutralised with ammonia (Chauvel and Lefebvre, 1989; Maxwell, 2004). However, in a no-sulphate version of the process, the reaction mass is diluted with water and is extracted with an alkylphenol solvent (Big Chemical Encyclopedia, 2015). The process is used ex-USSR countries and was also used in Italy in the past (Weissermel and Arpe, 2008).
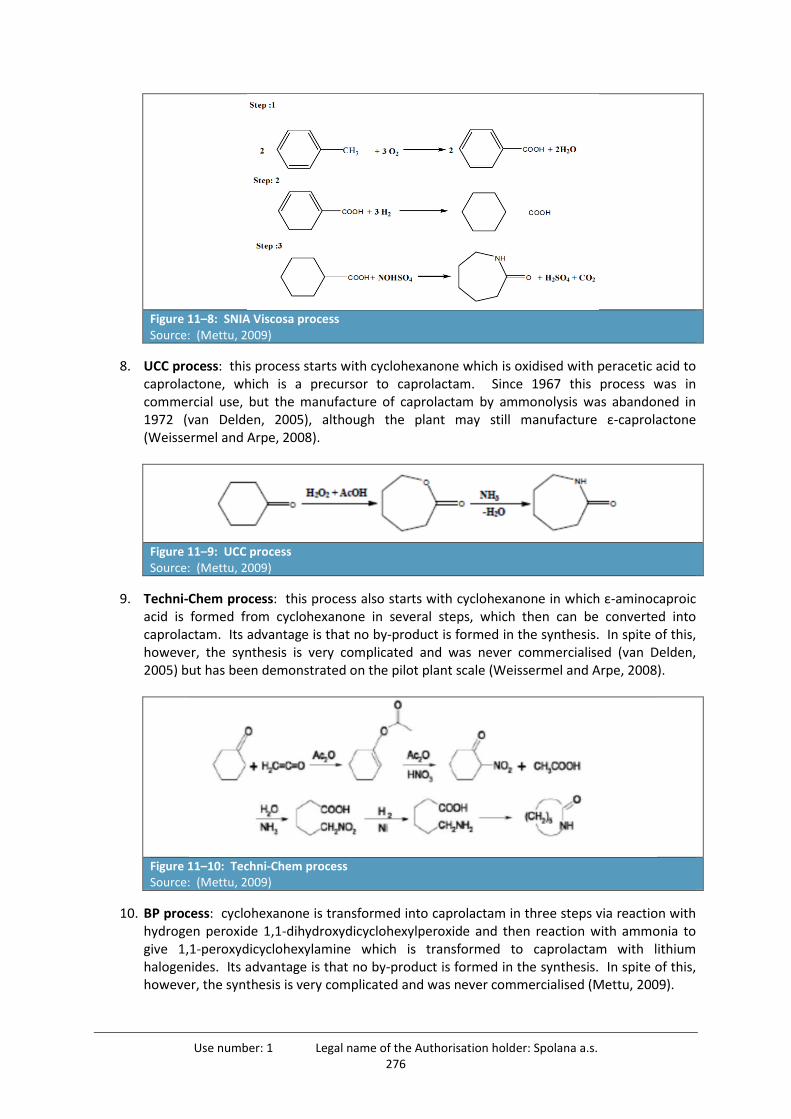
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 276
Figure 11–8: SNIA Viscosa process Source: (Mettu, 2009)
8. UCC process: this process starts with cyclohexanone which is oxidised with peracetic acid to caprolactone, which is a precursor to caprolactam. Since 1967 this process was in commercial use, but the manufacture of caprolactam by ammonolysis was abandoned in 1972 (van Delden, 2005), although the plant may still manufacture ε-caprolactone (Weissermel and Arpe, 2008).
Figure 11–9: UCC process Source: (Mettu, 2009)
9. Techni-Chem process: this process also starts with cyclohexanone in which ε-aminocaproic acid is formed from cyclohexanone in several steps, which then can be converted into caprolactam. Its advantage is that no by-product is formed in the synthesis. In spite of this, however, the synthesis is very complicated and was never commercialised (van Delden, 2005) but has been demonstrated on the pilot plant scale (Weissermel and Arpe, 2008).
Figure 11–10: Techni-Chem process Source: (Mettu, 2009)
10. BP process: cyclohexanone is transformed into caprolactam in three steps via reaction with hydrogen peroxide 1,1-dihydroxydicyclohexylperoxide and then reaction with ammonia to give 1,1-peroxydicyclohexylamine which is transformed to caprolactam with lithium halogenides. Its advantage is that no by-product is formed in the synthesis. In spite of this, however, the synthesis is very complicated and was never commercialised (Mettu, 2009).
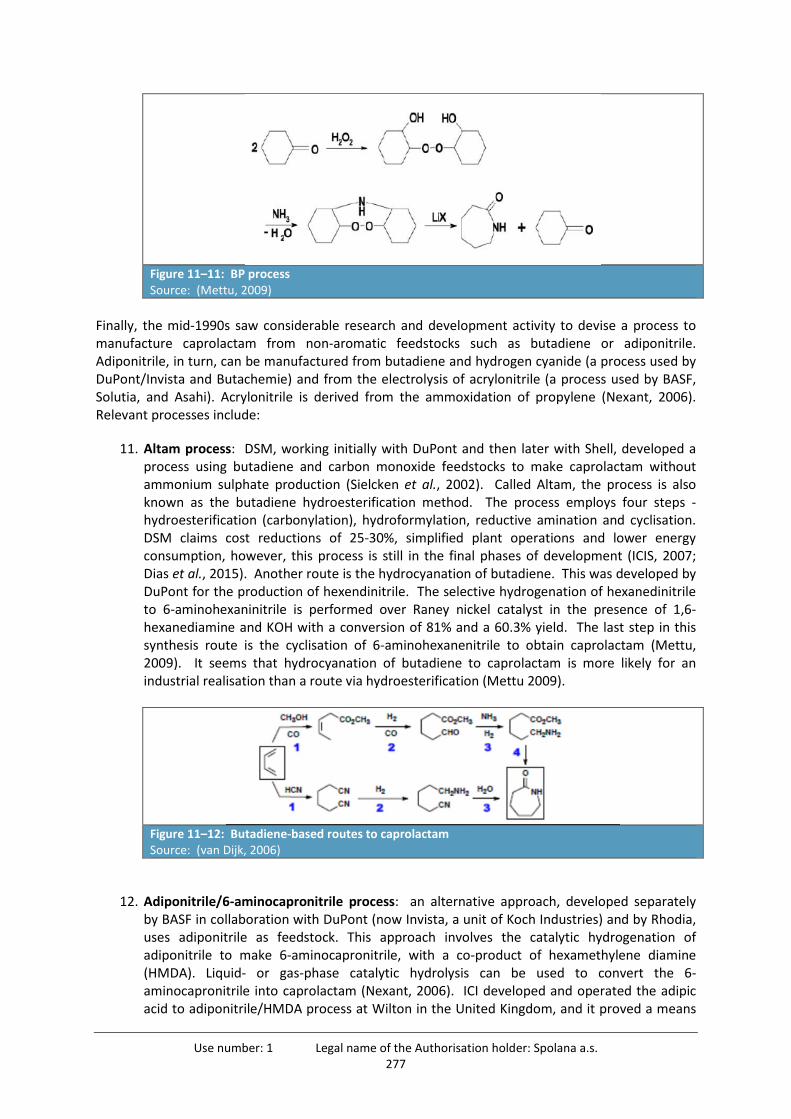
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 277
Figure 11–11: BP process Source: (Mettu, 2009)
Finally, the mid-1990s saw considerable research and development activity to devise a process to manufacture caprolactam from non-aromatic feedstocks such as butadiene or adiponitrile. Adiponitrile, in turn, can be manufactured from butadiene and hydrogen cyanide (a process used by DuPont/Invista and Butachemie) and from the electrolysis of acrylonitrile (a process used by BASF, Solutia, and Asahi). Acrylonitrile is derived from the ammoxidation of propylene (Nexant, 2006). Relevant processes include:
11. Altam process: DSM, working initially with DuPont and then later with Shell, developed a process using butadiene and carbon monoxide feedstocks to make caprolactam without ammonium sulphate production (Sielcken et al., 2002). Called Altam, the process is also known as the butadiene hydroesterification method. The process employs four steps - hydroesterification (carbonylation), hydroformylation, reductive amination and cyclisation. DSM claims cost reductions of 25-30%, simplified plant operations and lower energy consumption, however, this process is still in the final phases of development (ICIS, 2007; Dias et al., 2015). Another route is the hydrocyanation of butadiene. This was developed by DuPont for the production of hexendinitrile. The selective hydrogenation of hexanedinitrile to 6-aminohexaninitrile is performed over Raney nickel catalyst in the presence of 1,6-hexanediamine and KOH with a conversion of 81% and a 60.3% yield. The last step in this synthesis route is the cyclisation of 6-aminohexanenitrile to obtain caprolactam (Mettu, 2009). It seems that hydrocyanation of butadiene to caprolactam is more likely for an industrial realisation than a route via hydroesterification (Mettu 2009).
Figure 11–12: Butadiene-based routes to caprolactam Source: (van Dijk, 2006)
12. Adiponitrile/6-aminocapronitrile process: an alternative approach, developed separately by BASF in collaboration with DuPont (now Invista, a unit of Koch Industries) and by Rhodia, uses adiponitrile as feedstock. This approach involves the catalytic hydrogenation of adiponitrile to make 6-aminocapronitrile, with a co-product of hexamethylene diamine (HMDA). Liquid- or gas-phase catalytic hydrolysis can be used to convert the 6-aminocapronitrile into caprolactam (Nexant, 2006). ICI developed and operated the adipic acid to adiponitrile/HMDA process at Wilton in the United Kingdom, and it proved a means

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 278
of deriving nylon 6 and nylon 6,6 feedstocks from one source, namely cyclohexane. Unfortunately, the value of adipic acid rose steeply over time, making such an approach uneconomic (Nexant, 2006).
Figure 11–13: Production of caprolactam from 6-aminocapronitrile Source: (Mettu, 2009)
Although the above list shows several commercial and potential synthetic routes, currently, practically all commercial caprolactam production globally is based on aromatic feedstocks (Nexant, 2011):
Over 95% of global production is either from cyclohexane (from benzene) or phenol via cyclohexanone and the cyclohexanone oxime; and
The remaining less than five percent of installed caprolactam capacity is via the cyclohexane photonitrosation process of Toray, or the SNIA Viscosa process, which utilises toluene as feedstock and proceeds via oxidation-hydrogenation-nitrosation.
11.5 Synthetic routes investigated on the laboratory scale
Several research groups have attempted the synthesis of caprolactam from new feedstocks or through novel routes. Some examples include:
Synthesis of caprolactam from cyclohexane and tert-butyl nitrite (tBuONO) by using N-hydroxyphtalimide as key catalyst (Hirabayashi, Sakaguchi and Ishii, 2004; Hashimoto, Sakaguchi and Ishii, 2006);
One-step formation of caprolactam from cyclohexane and nitrosyl sulphuric acid catalysed solid vanadium phosphates composites (You et al., 2007);
One-step synthesis of caprolactam from cyclohexane nitrosation using amorphous SiO2-Al2O3
supported Co3O4 (Hao et al., 2012);
Vapour-phase synthesis of caprolactam from cyclohexanone-oxime using aluminosilicate SiMCM-48 and AlMCM-48(X) with Si/Al molar ratios X. As solvents benzene, toluene, ethanol and 1-hexanol were used (Chang and Ko, 2004);
Single step caprolactam synthesis from ammoximation reaction in the liquid-phase, using oxygen (as air) and ammonia over bi-functional catalysts such as (MIIMIII)AlPO-36 (M = Co, Mn) without any solvents (Raja, Sankar and Thomas, 2001; Thomas and Raja, 2005);
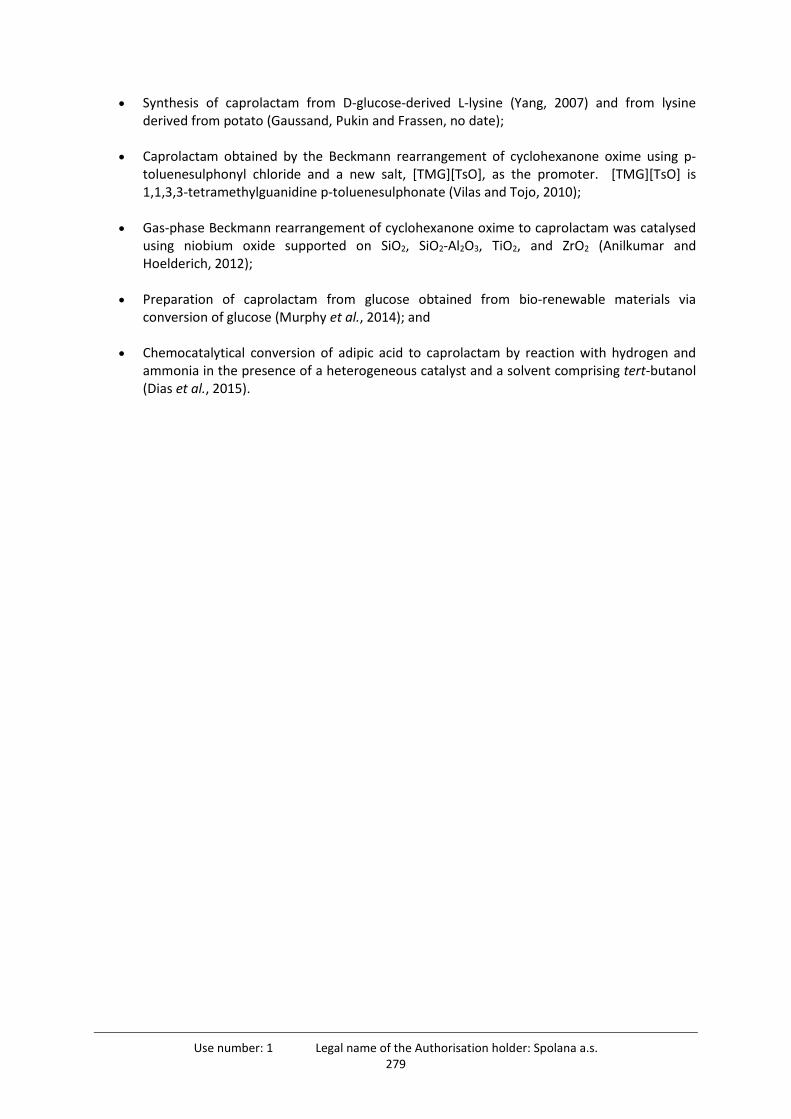
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 279
Synthesis of caprolactam from D-glucose-derived L-lysine (Yang, 2007) and from lysine derived from potato (Gaussand, Pukin and Frassen, no date);
Caprolactam obtained by the Beckmann rearrangement of cyclohexanone oxime using p-toluenesulphonyl chloride and a new salt, [TMG][TsO], as the promoter. [TMG][TsO] is 1,1,3,3-tetramethylguanidine p-toluenesulphonate (Vilas and Tojo, 2010);
Gas-phase Beckmann rearrangement of cyclohexanone oxime to caprolactam was catalysed using niobium oxide supported on SiO2, SiO2-Al2O3, TiO2, and ZrO2 (Anilkumar and Hoelderich, 2012);
Preparation of caprolactam from glucose obtained from bio-renewable materials via conversion of glucose (Murphy et al., 2014); and
Chemocatalytical conversion of adipic acid to caprolactam by reaction with hydrogen and ammonia in the presence of a heterogeneous catalyst and a solvent comprising tert-butanol (Dias et al., 2015).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 280

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 281
12 Appendix 4: Methodology for estimating investment costs for purchase and installation of new equipment
12.1 Methodology to the cost estimates
12.1.1Key parameters affecting cost and general approach to cost estimation
This analysis looks only at the estimation of investment costs in the form of new equipment and its installation associated with the solvent substitution in the context of caprolactam extraction. Toluene has been used as an example solvent for this analysis but this Appendix also addresses the possibility of benzene being used as a substitute for TCE and offers an estimate of the equipment and installation costs for both implementing either of these alternative solvents.
Based on Spolana’s investigations, key parameters affecting implementation and costs for toluene include:
The solubility of caprolactam in toluene is 26% at 20 °C, while in TCE is 90%, i.e. 3.5 times lower. To ensure the same production performance, Spolana would, in the worst case, need to use about 3.5 times larger volumes of the extraction solvent;
An increase in the amount of the extraction solvent would result in an increased flow through the production units for crude caprolactam extraction, extraction of ammonium sulphate liquors and solvent regeneration. For these reasons, all of the aforementioned technology units would have to be replaced (including the flow separators, pumps, pipelines, tanks and heat exchangers);
A similar situation is expected for the atmospheric and vacuum concentration segment, although Spolana is not familiar with the equilibrium of liquid*liquid, which is needed for the calculation of the re-extraction of caprolactam into water. This estimation is possible based on key physicochemical properties of TCE and toluene.
As such, the use of toluene as an extraction agent would be associated with significant investments in the technological units of caprolactam extraction, ammonium sulphate liquor extraction, toluene (solvent) regeneration and the concentration of the caprolactam aqueous solution. At the same time, the energy intensity of production would significantly increase, which would have a significant effect on the production costs.
Currently, Spolana is not familiar who the licensor of the toluene technology is and therefore it can only be assumed that, technologically, the equipment that would be required would be substantially similar to that used with TCE; however, in light of the differences in caprolactam solubility and densities of the extraction solvents the equipment would inevitably need to be larger and the arrangement of inputs and outputs (e.g. into the extraction columns) would be different. This means that none of the current equipment could be used once toluene was implemented, perhaps with the exception of certain pumps and tanks. The increase in the size of the installation would mean that the extraction line could not be in any case implemented within the existing facilities.
On the basis of this reasoning, it is possible to give a first estimate based on the price of the existing equipment used in this section of caprolactam extraction. The scale of enlargement is considered to be 3.5 times for toluene (and 2.2 for benzene).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 282
12.1.2Cost vs. accuracy of an investment cost estimate
The estimation of investment costs is being performed with best available, but essentially incomplete, information. Therefore, there is a possibility of errors being made. The possibility of making an error becomes lower with an increasing amount of relevant information. The estimation error should be minimised but it is useful to consider the relationship between the cost of performing the estimation and the accuracy (and purpose) of the estimation. The effect of the cost on the accuracy of the estimation (and vice-versa) is illustrated in the following figure; this shows that the cost increases significantly with increasing accuracy requirements.
Figure 12–1: Relationship between cost of estimate generation and estimate accuracySource: (Kharbanda and Stallworthy, 1988)
The above point is further illustrated in the following table which is reproduced from Petley (1997).
Table 12–1: Potential alternative extraction solvents investigated by Spolana in the past
Type of estimate
Estimate performed by…
Basis for… Expected margin of
error*
Actual error Potential cost of estimation
exercise (US$ in 1989)
Estimate Individual processor
Introductory study
40% 40 – 100% 2,000-5,000
Study Design group Opportunity study
25 % 30 – 50% 11,000-50,000
Preliminary Licensor, professional estimator
Feasibility study 12% 20 – 35% 50,000-200,000
Final Contractor Basic engineering
6% 10 – 15% 150,000-700,000
Detailed Contractor Guidance 3% 5 – 10 % 1 – 5 % **
Source: (Petley, 1997) * ±% investment cost ** +% investment cost
0
2
4
6
8
10
51015202530
Pri
ce f
acto
r
Estimation accuracy in %
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 283
12.1.3Estimation Step 1: Establishing the cost of equipment of a larger size
The estimation of the cost of equipment in chemical industry can be done on the basis of type, size and material design. This is described in (Douglas, 1988) and (Loh, Lyons and White, 2002); alternatively, one may use a calculator available in (Peters, Timmerhaus and West, no date). A FORTRAN-based computer program was developed by Spolana’s Engineering Service Department in the past based on information gathered in Douglas (1988), and the relevant Excel file is available. The price estimation has been calculated on the basis of type specification, the dimensions of the equipment and used material, for the following devices:
Process furnaces; Direct heaters; Heat exchangers; Compressors; Pressure vessels; Columns; Reactors; Inner flush-mounted columns; and Column packing.
Another way of estimation is the assessment of costs for given equipment based on the required capacity or size. If one knows the price of the equipment, it is possible to recalculate the costs of equipment for one that has different measurements or performance using the so-called power rule. There is an average exponent of 0.6 for the equipment of relevance to this estimation (the ‘six-tenth’ rule). This rule was derived for individual devices; however, it is sometimes used for total costs as well. The equation that should be used would be:
CB = CA × (SB÷SA)0.6, where:
CB = an estimated price of device of size SB (dimensions, flows, performance, etc.); and
CA = known price of device of size SA (units are the same as for SB). This could be the price of the existing equipment.
The margin of error could be as high as 50% due to differences in location, processing, etc. However, if the equipment is used in a similar technology, the estimate is more reliable. It is clear that different types of equipment would have different exponents assigned to them – the reader is referred to relevant tables provided in a useful paper by Whitesides (Whitesides, 2012). The analysis of estimates for individual types of equipment shows that the exponent of factor size (n) ranges from 0.3 to 1.0, but the average is very close to 0.6. If a higher degree of accuracy is required, it is possible to use Table 1 in the Whitesides (2012) paper. That table lists the size exponents for different types of technological equipment. The values in that table have been generated on the basis of data on costs estimates originally was published in the Chemical Engineering magazine (Guthrie, 1969). Even today, those estimates are considered up to date and valid.
12.1.4Estimation Step 2: Adjusting equipment cost by a cost index
Cost indices are correction factors used for determining the price of equipment with the aim of adjusting the price for inflation and other price influences as a function of time. The most used indices in the field are the ‘Marshall & Swift’ index and the ‘CPI’ index of consumer prices generated by the Bureau of Labor Statistics of the US Department of Labor. It is easy to calculate the price in a selected year from a known price in a given (base) year, as follows:

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 284
C = C0 × (I ÷ I0), where:
C = price in the year of interest
C0 = price in the base year
I = cost index in the year of interest
I0 = cost index in the base year
On the other hand, another index, the ‘CEPCI Cost Index’, published on a monthly basis in the Chemical Engineering magazine, is probably the most suitable to use in the chemical industry. This index was established at the beginning of the 1960s; the data for period 1957-1959 served as a base (100). Unfortunately, there are no publicly available data about this index on the Chemical Engineering magazine’s website. Nevertheless, it has been possible to find information about this cost index for years up to 2000 in a review article (Vatavuk, 2002). Indices for the following variables can be found within this article:
Total costs; Costs of individual pieces of equipment; Implementation costs; Building costs; and Engineering and supervision costs.
For years 2001 onwards, a different approach has to be taken. Figure 12–2 is taken from a 2016 presentation by a firm of valuation consultants. This presents modified data from the Marshall & Swift Index for the years 2000 to 2016 (Duff & Phelps Ltd, 2016). These data have been used to fill in the gaps in costs indexes from 2001 to 2016.
Figure 12–2: Construction cost trends – Average construction cost indices (Jan 2000 – Apr 2016)Source: (Duff & Phelps Ltd, 2016)
Data for 2017 can be derived from data published on the Chemical Engineering website (Jenkins, 2017). Therein, Jenkins indicates that there was a significant increase in the cost of equipment,

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 285
engineering and supervision. The pre-determined CEPCI index for February 2017 was 4.6% higher than the corresponding February 2016 value.
Using the information from Vatavuk and Jenkins on the CEPCI cost index and the Duff & Phelps Ltd graph, Spolana has generated the following table of cost index values of equipment prices.
Table 12–2: Annual plant cost indices used in investment cost
Year Annual plant cost index
Year Annual plant cost index
Year Annual plant cost index
1963 100.5 1981 323.9 1999 435.5
1964 101.2 1982 336.2 2000 438.0
1965 102.1 1983 336.0 2001 444.6
1966 105.3 1984 344.0 2002 451.1
1967 107.7 1985 347.2 2003 462.1
1968 109.9 1986 336.3 2004 481.8
1969 116.6 1987 343.9 2005 532.2
1970 123.8 1988 372.7 2006 538.7
1971 130.4 1989 391.0 2007 571.6
1972 135.4 1990 392.2 2008 613.2
1973 141.8 1991 396.9 2009 659.2
1974 171.2 1992 392.2 2010 617.6
1975 194.7 1993 391.3 2011 650.4
1976 205.8 1994 406.9 2012 661.4
1977 220.9 1995 427.3 2013 692.0
1978 240.3 1996 427.4 2014 707.4
1979 264.7 1997 433.2 2015 731.5
1980 292.6 1998 436.0 2016 727.1
2017 760.5
Sources: (Vatavuk, 2002; Duff & Phelps Ltd, 2016; Jenkins, 2017)
To verify whether this combined approach offers reliable results, Spolana searched and found publicly available specific cost index values for certain points in time within the period 2001-2017 (‘Economic Indicators’, 2015) in order to compare those to the figures generated in Table 12–2. The comparison is shown below.
Date Specific CEPCI equipment index Table 11-2 indexNov 13 (2013 in Table 11-2) 686.6 692.0Sept 14 (2014 in Table 11-2) 704.6 707.4
The deviation of the Table 11-2 figures from the specific CEPCI index figures is minor, ca. 0.8% in 2013 and ca. 0.4% in 2014. This confirms that the Marshall & Swift index trend with support from the Jenkins article can be used to complement the pre-2001 CEPCI index figures with only a small error being introduced.
12.1.5Estimation Step 3: Estimating the cost of certain parts of the existing equipment of the caprolactam extraction section
The original cost of the existing equipment of the caprolactam extraction section was possible to retrieve for almost all of the equipment of the operating unit. The lack of data for a relatively small number of pieces of equipment would not substantially affect the accuracy of the overall calculations presented in this Appendix. However, the methods described in Estimation Step 1 above can be used to determine some of the missing values. The calculation was performed on the

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 286
basis of the software programme specified in (Peters, Timmerhaus and West, no date). The software (“EQUIPMENT Costs Calculator”) generates cost estimates expressed in US$ for the year 2002. The value of the equipment in CZK was obtained by using an exchange rate of US$1 = CZK 32.763, which the Czech National Bank indicates as the average for 2002.
The input values and calculation results are listed in the following table.
Table 12–3: Price calculation of certain pieces of equipment for the price level of year 2002
Equipment Specification Price in US$ Price in CZK
Preheater TCE z K3.7c E 3.12 Single-pass, standing cylinder, steel No..17347, D=159 mm, H=5.05 m, F=4 m2, 14 tubes 25/2.5/4400 mm
3,908 128,038
Process tank SL, TCE K 3.2 A Standing cylinder, steel No.17347, D=2.2 m, H cylinder=15 m, H tot.=18.5 m, V=55 m3
74,900 2,453,949
Process tank SL, TCE K 3.2 B Standing cylinder, steel No.17347, D=2.2 m, H cylinder=15 m, H tot.=18.5 m, V=55 m3
74,900 2,453,949
Process tank SL, TCE K 3.2 C Standing cylinder, steel No.17347, D=2.2 m, H cylinder=15 m, H tot.=18.5 m, V=55 m3
74,900 2,453,949
Stripper TCE from AS solution after U 3.12 (K 3.18)
Two standing AKV conical bottom cylinders, D = 500 mm, h = 1000 and 600 mm, connected one by one with AKV pipe DN80, l = 6m, gradient
*
Overflow reservoir after T4.11 T3.5
Reservoir, standing cylinder AKV 17347, position indicator, D=1200, h=1600 mm, V=1.8 m3
*
Prefilter of TCE extr. F 3.1 10030774
Standing cylinder, AKV, H=765 mm, Ø=200 mm, 7 candle filters Ø 65mm
*
Filter behind T 4.11, before P 3.15 F 3.2
Standing cylinder AKV, D = 240 mm, h = 400 mm, side input and output
*
Shower chamber above E 15 C16
*
Source: (Peters, Timmerhaus and West, no date) * Dimensions of the equipment are smaller than the limits of calculation in the used software programme; the price of this equipment can therefore be justifiably neglected
The prices of existing machinery of the caprolactam extraction section at the time of acquisition, ascertained from existing Spolana documentation together with the estimates for the missing cost values above allow the calculation of the present value of the equipment for toluene and benzene as presented further below.
12.1.6Estimation Step 4: Derivation of total equipment & installation cost from equipment cost
Total investment costs can be determined from the total cost of equipment using a method first presented by Lang (Lang, 1947a, 1947b) who identified three types of equipment for which he established an ‘extrapolation’ factor (the basis for the derivation of those factors was the evaluation of fourteen installations). This factor that shows the dependence of total investment costs on the cost of equipment (Wolf, 2013):

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 287
Processing of solid materials: factor (f) 3.10; Processing of liquid materials: factor (f) 3.63; and Processing of solid and liquid materials: factor (f) 4.74.
Essentially, the total installation cost (TOT) can be obtained by multiplying the equipment cost (Equip) by factor (f):
TOT = Equip × f
A lot has changed since this method was first presented. Nowadays, there is a number of rules and regulations that did not exist at the time. Both material and construction design have changed. Digital process control has replaced pneumatic control, etc. However, Lang’s factor as a ratio of total investment costs (TOT) to the cost of equipment could still be considered relevant as the ratio of these costs has not been significantly affected since the factor was generated.
For instance, Wolf (2013) reviewed and statistically processed data from more than 250 projects (mostly from refinery and petrochemical units and a couple of chemical plants), with investment costs in the range of US$20-250 million (see Figures 1 and presented by (Wolf, 2013)). Regardless of the fact that the monitored projects varied a lot amongst themselves and were subject to different conditions and variables and in some cases had even suffered unforeseen implementation problems, the majority of factor values lied in the rage of 3.38-6.86 with a mean of 5.12, which compared to Lang’s factor of 4.74 presents only a ca. 8% increase.
A similar value of 5.10% is reported in (Bagajewicz, no date), based on the work of Peters et al (Peters, West and Timmerhaus, 2003), which also contains an estimate of the share of individual costs. The listed factor values can be applied to the installation of a new unit or the extension of an existing unit, where all the utilities are readily available and the owner of the unit owns the land or is able to buy the land. These data were derived from projects with total investment costs in the range of US$1-100 million. The factors shown in pages 12-13 of the Bagajewicz’s presentation can be used to extrapolate the equipment cost to the total investment cost. These factors are shown in the results section below.
12.2 Results of equipment and installation cost estimation
12.2.1Overview
An Excel-based calculation of the total investment costs has been performed using the approach outlined above. The calculation is based on the price of individual pieces of equipment in the year of purchase. From these data, the price of equipment in 2017 has been extrapolated and has been converted to equipment that is 3.5 times larger for toluene (and 2.2 times larger for benzene). Finally, based on this price, the price of total investment costs has been estimated using the factors presented by Bagajewicz (n.d.).
12.2.2Calculation of equipment and installation costs for toluene
Table 12–4 shows the calculation of the cost of installing new equipment for the extraction of caprolactam and the regeneration of the solvent when toluene substitutes TCE. The table shows that the cost of installing the required equipment in a larger scale would require a cost of ''#F#' ''''''' ''''''''''''' (range: €5-10 million). Using this cost alongside the total investment extrapolation factors of Bagajewicz, a further table, Table 12–5, can be generated to calculate the total cost. That cost is estimated at ''#F#' ''''''' '''''''''''' (range: €25-50 million).

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 288
Table 12–4: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to toluene
Equipment present value in 2017 ''#C, F# table Exchange rate 27
Total investment cost ''' ''''''''''''''''''' Scale Toluene/TCE 3.5
Date of installation
Year of installation
Cost index Original investment cost
(CZK)
Original investment
cost (€)
Cost recalculation for 2017 (€)
Recalculation on a larger scale
Tubular boiler E 3.1 A 10011988 19/08/1989 1989 1.9450 '''''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' ''''''''''''
Tubular boiler E 3.1 B 10011989 19/08/1989 1989 1.9450 ''''''''''''''''' ''''' ''' '''''''''' '' ''''''''''''' ''' ''''''''''''''
Tubular boiler E 3.1 C 10011989 18/09/1989 1989 1.9450 ''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''' '' ''''''''''''''
Surface condenser E 3.2 A 10011993 01/06/1976 1976 3.6953 ''''''''''''''' '''' ''' ''''''''''''' ''' '''''''''''' ''' '''''''''''''
Surface condenser E 3.2 B 10021494 01/09/1999 1999 1.7463 '''''''''''''''''''' ''''' ''' '''''''''''''' ''' '''''''''''' ''' '''''''''''''''
Surface condenser E 3.2 C 10011995 01/06/1976 1976 3.6953 '''''''''''''' ''''' ''' ''''''''''''' '' '''''''''''''' ''' '''''''''''''
Tubular boiler E 3.3 A 10011991 19/08/1989 1989 1.9450 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''' ''' ''''''''''''
Tubular boiler E 3.3 B 10032004 01/03/2014 2014 1.0751 ''''''''''''''''''' '''' ''' ''''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Surface condenser E 3.4 A 10011996 01/09/1976 1976 3.6953 '''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''' ''' '''''''''''''
Surface condenser E 3.4 B 10011997 01/09/1976 1976 3.6953 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' '' '''''''''''''
Preheater E 3.6 Unknown € 0 € 0 € 0
Preheater E 3.7 A Unknown € 0 € 0 € 0
Preheater E 3.7 B Unknown € 0 € 0 € 0
Condenser TCE+ H2O E 3.8 10021491 19/09/1998 1998 1.7443 ''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''' ''' ''''''''''''''
Condensate cooler E 3.9 10021492 01/10/1998 1998 1.7443 ''''''''''''''' ''''' ''' '''''''''''''' ''' '''''''''''' ''' '''''''''''''
Preheater TCE E 3.10 10019406 1900 Unknown € 0 € 0 € 0
Cooler of distillation residues E 3.11 10019406 01/01/1998 1998 1.7443 '''''''''''' ''''' ''' '''''''''' Removed € 0
Preheater TCEE z K3.7c E 3.12 2002 1.6859 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''' ''' '''''''''''''
Cooler of waste condensate KO from SA E 3.13 10012066
18/09/1989 1989 1.9450 ''''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' ''' ''''''''''''
Preheater RAF E 3.15 Unknown € 0 € 0 € 0
TCE process tank TCE K 3.1 B 10012172 (backup) 01/04/1967 1967 7.0613 '''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''
Extractor ARDC K 3.1 C 10003713 01/06/1967 1967 7.0613 ''''''''''''''' '''' ''' ''''''''''''' ''' '''''''''''''' ''' '''''''''''''''
Process tank SL, TCE K 3.2 A 2002 1.6859 '''''''''''''''''' ''''' ''' ''''''''''''' ''' ''''''''''''''' ''' '''''''''''''''''
Process tank SL, TCE K 3.2 B 2002 1.6859 '''''''''''''''''' '''' '' ''''''''''''' ''' ''''''''''''''''' ''' ''''''''''''''
Process tank SL, TCE K 3.2 C 2002 1.6859 '''''''''''''''''' ''''' ''' ''''''''''''' '' ''''''''''''''' ''' ''''''''''''''''
Distillation column K 3.3 A 10012054 01/01/1964 1964 7.5148 ''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' ''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 289
Table 12–4: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to toluene
Distillation column K 3.3 B 10012055 01/01/1964 1964 7.5148 ''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' ''' ''''''''''''
Distillation column K 3.3 C 10012056 01/01/1964 1964 7.5148 '''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''''' ''' ''''''''''''''''
Extractor RDC K 3.4 A 10011843 01/07/1967 1967 7.0613 ''''''''''''''' ''''' ''' '''''''''''''' ''' '''''''''''''''' ''' ''''''''''''''''
Extractor RDC K 3.4 B 10012121 01/04/1964 1964 7.5148 ''''''''''''''' '''' ''' ''''''''''''' ''' '''''''''''''''' ''' '''''''''''''''
Distillation column K 3.5 A 10012057 01/05/1964 1964 7.5148 '''''''''''''' '''' '' '''''''''' ''' '''''''''''''' ''' ''''''''''''''
Distillation column K 3.5 B 10012059 01/05/1964 1964 7.5148 '''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''' ''' ''''''''''''
Vibrating extractor I° K 3.7 A 10003717 01/06/1970 1970 6.1430 ''''''''''''''' '''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''
Vibrating extractor I° K 3.7 B 10011865 01/06/1970 1970 6.1430 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''
Vibrating extractor I° K 3.7 C 10011866 01/06/1970 1970 6.1430 '''''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' '''''''''''''
Vibrating extractor I°K 3.7 D 10003719 01/06/1987 1987 2.2114 ''''''''''''''''''''' ''''' ''' ''''''''''''''' ''' '''''''''''''''' ''' '''''''''''''''''
Vibrating extractor II° K 3.8 A 10003721 01/06/1970 1970 6.1430 '''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''' ''' ''''''''''''''
Vibrating extractor II° K 3.8 B 10011867 01/06/1970 1970 6.1430 '''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' ''''''''''''''''
Vibrating extractor II° K 3.8 C 10011868 01/06/1970 1970 6.1430 ''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''
Static extractor K 3.8 D 10019404 01/01/1998 1998 1.7443 ''''''''''''''' ''''' ''' '''''''''''''' ''' '''''''''''' ''' '''''''''''''
Stripper RAF K 3.15 10012060 01/09/1993 1993 1.9435 N/A € 0 € 0 € 0
Absorber of TCE off-gas K 3.16 10012062 01/05/1992 1992 1.9391 N/A € 0 € 0 € 0
Absorber of ammonia from K 3.1 A (K 3.17) 10012060 01/09/1993 1993 1.9435 N/A € 0 € 0 € 0
Stripper TCE from AS solution after U 3.12 (K 3.18) Unknown € 0 € 0 € 0
Boiler distillation column K 4.1 A 10011909 01/04/1964 1964 7.5148 '''''''''''''''' '''' ''' '''''''''''' ''' '''''''''''' ''' '''''''''''''''
Pump of entrained lactam P 3.1 B 10002681 01/09/1984 1984 2.2108 ''''''''''' ''''' ''' '''''''' ''' '''''''' ''' ''''''''''
Pump of entrained lactam P 3.1 A 10002682 01/04/1984 1984 2.2108 '''''''''''' ''''' ''' ''''''' ''' ''''''' ''' ''''''''''
Pump of TCE (reg.) P 3.5 10002685 10/06/1986 1986 2.2614 '''''''''''''' '''' ''' ''''''' ''' ''''''''''' ''' ''''''''''
Pump of TCE (I°) P 3.6 A 10002686 01/09/1984 1984 2.2108 '''''''''''' ''''' ''' '''''''' ''' '''''''''''' ''' ''''''''''''
Pump of TCE (I°) P 3.6 B 10002687 01/08/1984 1984 2.2108 '''''''''''''' '''' ''' '''''''' ''' '''''''''''' ''' ''''''''''
Pump of TCE (to K4.1 A) P3.8 10002688 20/03/1984 1984 2.2108 '''''''''''' ''''' ''' ''''''' ''' '''''''' ''' ''''''''''''
Pump of TCE extract (from U3.21 P3.13) A 10002689 02/04/1985 1985 2.1904 '''''''''' ''''' ''' ''''''' ''' '''''''' ''' ''''''''''''
Pump of TCE extract (from U3.21 P3.13) B 10031999 01/06/2014 2014 1.0751 '''''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''''''
Pump of TCE extract (from T3.1 B) P3.14 10002691 01/06/2014 2014 1.0751 '''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''' '' '''''''''''''
Pump of TCE (K3.7D) P3.17 A 10002693 02/01/1981 1981 2.3479 '''''''''''''' ''''' ''' '''''''' ''' ''''''' '' ''''''''''
Pump of TCE (K3.7D) P3.17 B 10023858 25/07/2003 2003 1.6457 '''''''''''' '''' ''' ''''''' ''' ''''''' ''' '''''''''''
Pump of residuals circulation P3.21 A 10019413 01/01/1998 1998 1.7443 ''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' ''' ''''''''''''
Pump of residuals circulation P3.21 B 10032000 01/06/2014 2014 1.0751 ''''''''''''''' '''' ''' ''''''''' ''' '''''''''' ''' '''''''''''''
Pump of CL + H2O residualsP3.22 10019409 01/06/2014 2014 1.0751 ''''''''''''' ''''' ''' ''''''' ''' '''''''''' ''' '''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 290
Table 12–4: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to toluene
Pump of demiwater P3.23 10019410 01/06/2014 2014 1.0751 ''''''''''''' ''''' ''' '''''''' ''' '''''''' ''' '''''''''
Pump of TCE extract washing P3.24 A 10019411 01/06/2014 2014 1.0751 ''''''''''''' '''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''
Pump of TCE extract washing P3.24 B 10019412 30/12/2013 2013 1.0990 ''''''''''''' ''''' ''' ''''''' ''' ''''''' ''' ''''''''''
Pump of water interlayer P3.25 10032017 18/08/2000 2000 1.7363 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''''
Tank of TCE, TCE ext. T3.1 A 10012171 01/09/1976 1976 3.6953 '''''''''''''' ''''' ''' ''''''''' ''' '''''''''''''' ''' ''''''''''''
Tank of TCE, TCE ext. T3.1 B 10012172 01/04/1967 1967 7.0613 ''''''''''''''' '''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''''
Process tank of 92% CL T3.2 10012173 01/01/1964 1964 7.5148 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Process tank TCE T3.4 10012176 10/05/1969 1969 6.5223 ''''''''''''''' ''''' '' ''''''''''' ''' '''''''''''' ''' ''''''''''''''
Overflow reservoir after T4.11 T3.5 Unknown € 0 € 0 € 0
Process tank TCE (residuals) T4.11 10012203 01/06/1967 1967 7.0613 N/A € 0 € 0 € 0
Tank of distillation residuals after the 2nd distillation of TCE T 3.6
Unknown € 0 € 0 € 0
Phase separator (TCEE-SL) U 3.3 10012088 30/09/1998 1998 1.7443 '''''''''''' ''''' ''' '''''''''' '' '''''''''' ''' '''''''''''''
Phase separator (VE-TCE) U 3.6 10012089 01/09/1976 1976 3.6953 '''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Phase separator (TCE-VE) U 3.7 10012090 01/09/1976 1976 3.6953 '''''''''''' '''' ''' ''''''''''' ''' '''''''''''' ''' '''''''''''''
Phase separator (H2O-TCE) U 3.11 10012091 01/09/1976 1976 3.6953 ''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' '''''''''''''
Phase separator (SA-TCE) U 3.12 10012092 10/08/1998 1998 1.7443 '''''''''''' ''''' ''' '''''''''''' ''' ''''''''''' ''' ''''''''''''
Phase separator (TCE-RAF) U 3.15 10012093 01/09/1976 1976 3.6953 ''''''''''''' '''' ''' '''''''''''' ''' '''''''''''' ''' ''''''''''''''
Miniphase separator before U 3.15 U 3.15 B Unknown € 0 € 0 € 0
Adjusting vessel on K 3.4B U 3.4 B Unknown € 0 € 0 € 0
Collecting tank of TCE extr. U 3.21 10012235 01/09/1978 1978 3.1648 ''''''''''''''' ''''' ''' ''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Mixing tank U 3.22 10019405 01/01/1998 1998 1.7443 ''''''''''''' ''''' ''' ''''''''''' ''' ''''''''' ''' ''''''''''''
Separator of entrained phase U 3.23 10021496 (backup)
01/01/1998 1998 1.7443 ''''''''''''' '''' '' '''''''''' ''' '''''''''' ''' ''''''''''''
Overflow reservoir U 3.24 10021513 27/07/2001 2001 1.7105 '''''''''''' '''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''''''
Handling tank above U3.7 U 3.25 10012090 (backup) 01/09/1976 1976 3.6953 ''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' '''''''''''''
Settling vessel after T 2.3 U 3.26 10002956 (backup) 04/05/1974 1974 4.4422 '''''''''''''' '''' ''' '''''''''' ''' '''''''''''' ''' '''''''''''''
Adjusting vessel E 4.11A U 4.11 A 10012015 (backup) 01/09/1976 1976 3.6953 ''''''''''''' '''' ''' '''''''''' ''' '''''''''' ''' ''''''''''''
Prefilter of TCE extr. F 3.1 10030774 No value No value € 0 € 0 € 0
Filter behind T 4.11, before P 3.15 F 3.2 Unknown € 0 € 0 € 0
Filter behind T 4.9 F 3.3 Unknown € 0 € 0 € 0
Coalescer-separator of TCE ex and entrained aqueous CL solution U 3.2 A,B 10021512
26/07/2001 2001 1.7105 '''''''''''''' ''''' ''' ''''''''' ''' ''''''''''''' ''' ''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 291
Table 12–4: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to toluene
Boiler of column E 10 10011994 19/08/2005 2005 1.4290 '''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''' ''' '''''''''''''
Condenser of distillate E 3.2 B 10021494 01/09/1999 1999 1.7463 '''''''''''''''''''' ''''' ''' '''''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Distillation column C 10 10012119 19/08/2005 2005 1.4290 ''''''''''''''' ''''' ''' ''''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Pump of distillation residuals P 10 A 10032037 21/10/2006 2006 1.4117 '''''''''''''' ''''' ''' ''''''''''' ''' ''''''''''' ''' ''''''''''''
Pump of distillation residuals P 10 B 10032038 21/10/2006 2006 1.4117 '''''''''''' ''''' ''' ''''''''' ''' ''''''''' ''' ''''''''''''
Preheater of VE E 16 10011987 01/05/1992 1992 1.9391 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''''
Reboiler of a pressure stage E11 10011984 01/05/1992 1992 1.9391 ''''''''''''''''' ''''' ''' ''''''''' ''' '''''''''''' ''' ''''''''''''''
Demister of a pressure stage C 11 10011977 01/05/1992 1992 1.9391 ''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Moderating basin H 11 10012162 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''' ''' '''''''''''
Expander C 12 10011978 (backup) 01/05/1992 1992 1.9391 '''''''''''''''' '''' ''' ''''''''' '' '''''''''''''' ''' '''''''''''''
Evaporator “BECKMANN” E 12 A 10011979 01/05/1992 1992 1.9391 ''''''''''''''' ''''' ''' '''''''''''''' ''' ''''''''''''' ''' '''''''''''''''
Evaporator “BECKMANN” E 12 B 10011980 01/05/1992 1992 1.9391 ''''''''''''''' '''' ''' '''''''''''''' ''' ''''''''''''' ''' '''''''''''''''
Demister “BECKMANN” C13 10011974 01/05/1992 1992 1.9391 ''''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' ''''''''''''
Condenser “BECKMANN” E13 10011985 01/05/1992 1992 1.9391 '''''''''''''' '''' ''' '''''''''''' ''' '''''''''' ''' ''''''''''''
Rotary water ring vacuum pump J 11 A 10012728 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' ''' '''''''''''''
Rotary water ring vacuum pump J 11 B 10012727 01/05/1993 1993 1.9435 '''''''''''' ''''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''''''
Rotary water ring vacuum pump J 11 C 10012729 27/07/2006 2006 1.4117 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''''''
Noise silencer Z11 10023674 01/05/1993 1993 1.9435 ''''''''''''' '''' ''' '''''''''''' ''' '''''''''''' ''' ''''''''''
Aqueous lactam process tank T 1.3C 10012126 01/09/1967 1967 7.0613 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' ''' '''''''''''''
Reboiler of a vacuum stage of E 14 10011983 01/05/1992 1992 1.9391 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' '''''''''''''
Demister C15 10011976 01/05/1992 1992 1.9391 '''''''''''''' ''''' ''' '''''''''''''' ''' ''''''''''''' ''' ''''''''''''
Condenser of a pressure stage of E 15 10011986 01/05/1992 1992 1.9391 '''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''''
Shower chamber above E 15 C16 Unknown € 0 € 0 € 0
Aqueous lactam process tank T 2.2 10012131 01/09/1967 1967 7.0613 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''' ''' '''''''''''''
Barometric closure H15 10012169 01/05/1993 1993 1.9435 ''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''' ''' '''''''''''''
Shower tower C14 10011975 01/05/1992 1992 1.9391 ''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''' ''' '''''''''''''
Pump of lactam z C12 P11 A 10005987 01/05/1993 1993 1.9435 '''''''''''' '''' ''' '''''''''' ''' ''''''''''' ''' '''''''''''
Pump of lactam z C12 P11 B 10005988 01/05/1993 1993 1.9435 '''''''''''' ''''' ''' '''''''''' ''' ''''''''' ''' ''''''''''''
Pump of lactam z E12A P12 A 10005989 01/05/1993 1993 1.9435 ''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' '''''''''''
Pump of lactam z E12A P12 B 10005990 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''''
Pump of lactam z T 1.3C P 13 A 10005991 01/05/1993 1993 1.9435 '''''''''''' '''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''
Pump of lactam z T 1.3C P 13 B 10005992 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' ''' ''''''''''
Pump of lactam z T2.2 P15 A 10005993 01/05/1993 1993 1.9435 '''''''''''''' '''' '' '''''''''' ''' ''''''''''' ''' ''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 292
Table 12–4: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to toluene
Pump of lactam z T2.2 P15 B 10005994 01/05/1993 1993 1.9435 '''''''''''''' '''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''
Water pump P 16 A 10005985 01/05/1993 1993 1.9435 '''''''''''''' '''' ''' '''''''''''' ''' '''''''''' ''' '''''''''''
Water pump P 16 B 10005986 01/05/1993 1993 1.9435 '''''''''''' '''' ''' ''''''''''' ''' '''''''''' '' '''''''''''
Lactam cooler E 17 10021490 01/10/2004 2004 1.5785 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''' ''' ''''''''''''
Total cost '''''''''''''''''' '''' '' ''''''''''''''''' '' '''''''''''''''''''' '' '''''''''''''''''''
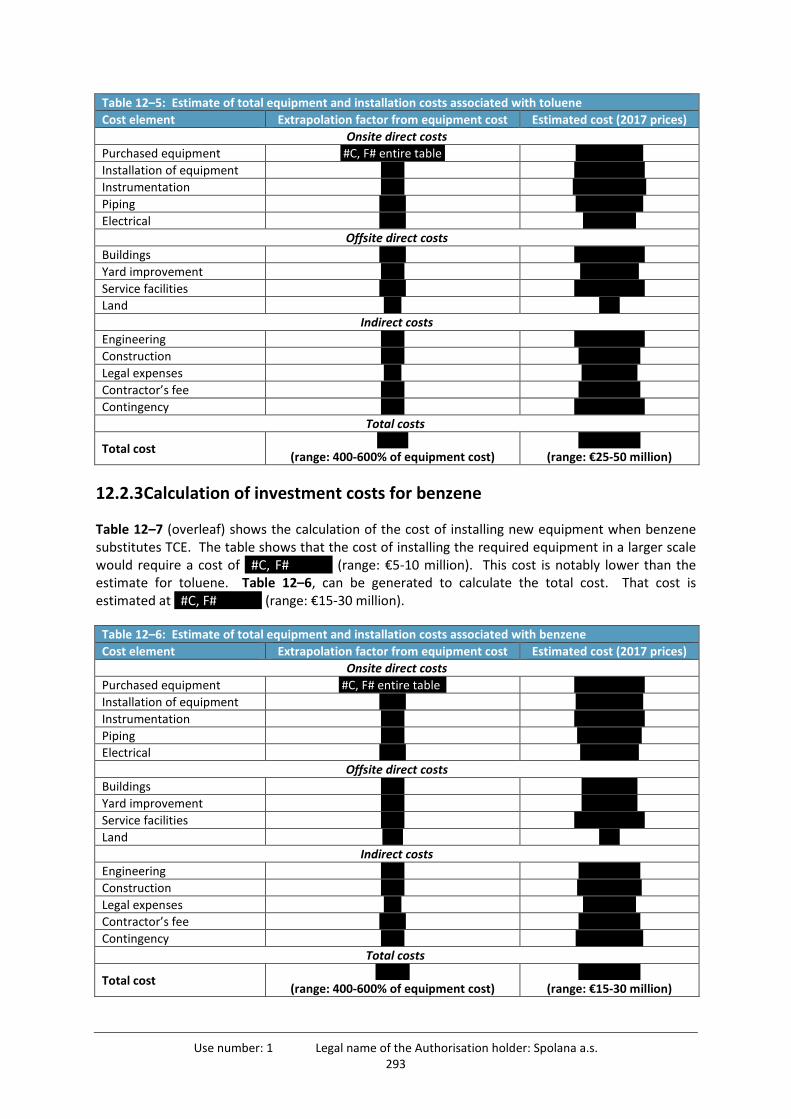
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 293
Table 12–5: Estimate of total equipment and installation costs associated with toluene
Cost element Extrapolation factor from equipment cost Estimated cost (2017 prices)
Onsite direct costs
Purchased equipment '#C, F# entire table' ''' '''''''''''''''''''
Installation of equipment '''''''' ''' ''''''''''''''''''''
Instrumentation '''''''' ''' '''''''''''''''''''''
Piping ''''''''' ''' '''''''''''''''''''
Electrical ''''''''' '' '''''''''''''''
Offsite direct costs
Buildings ''''''''' ''' ''''''''''''''''''''
Yard improvement '''''''' '' '''''''''''''''''
Service facilities ''''''''' ''' ''''''''''''''''''''
Land '''''' ''' '''
Indirect costs
Engineering '''''''' ''' ''''''''''''''''''''
Construction '''''''' ''' '''''''''''''''''
Legal expenses '''''' ''' '''''''''''''''
Contractor’s fee '''''''' ''' '''''''''''''''''
Contingency '''''''' ''' ''''''''''''''''''''
Total costs
Total cost ''''''''''
(range: 400-600% of equipment cost) ''''''''''''''''''''
(range: €25-50 million)
12.2.3Calculation of investment costs for benzene
Table 12–7 (overleaf) shows the calculation of the cost of installing new equipment when benzene substitutes TCE. The table shows that the cost of installing the required equipment in a larger scale would require a cost of ''#C, F# '''''''''''' (range: €5-10 million). This cost is notably lower than the estimate for toluene. Table 12–6, can be generated to calculate the total cost. That cost is estimated at ''#C, F#' '''''''''''' (range: €15-30 million).
Table 12–6: Estimate of total equipment and installation costs associated with benzene
Cost element Extrapolation factor from equipment cost Estimated cost (2017 prices)
Onsite direct costs
Purchased equipment '#C, F# entire table ' ''' ''''''''''''''''''''
Installation of equipment ''''''''' ''' '''''''''''''''''''
Instrumentation '''''''' ''' ''''''''''''''''''''
Piping '''''''' ''' ''''''''''''''''''
Electrical ''''''''' ''' ''''''''''''''''
Offsite direct costs
Buildings '''''''' ''' '''''''''''''''
Yard improvement '''''''' ''' '''''''''''''''
Service facilities '''''''' ''' ''''''''''''''''''''
Land ''''''' ''' '''
Indirect costs
Engineering '''''''' ''' '''''''''''''''''
Construction '''''''' ''' ''''''''''''''''''
Legal expenses '''''' ''' ''''''''''''''
Contractor’s fee ''''''''' ''' '''''''''''''''''
Contingency '''''''' ''' '''''''''''''''''''
Total costs
Total cost '''''''''''
(range: 400-600% of equipment cost) ''''''''''''''''''''
(range: €15-30 million)

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 294
Table 12–7: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to benzene
Equipment present value in 2017 '#C, F# table Exchange rate 27
Total Investment cost '' ''''''''''''''''''' Scale Benzene/TCE 2.2
Date of installation
Year of installation
Cost index Original investment cost
(CZK)
Original investment
cost (€)
Cost recalculation for 2017 (€)
Recalculation on a larger scale
Tubular boiler E 3.1 A 10011988 19/08/1989 1989 1.9450 ''''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' ''''''''''''
Tubular boiler E 3.1 B 10011989 19/08/1989 1989 1.9450 '''''''''''''' ''''' ''' ''''''''' ''' ''''''''''''' '' ''''''''''''''
Tubular boiler E 3.1 C 10011989 18/09/1989 1989 1.9450 ''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' '' ''''''''''''''
Surface condenser E 3.2 A 10011993 01/06/1976 1976 3.6953 '''''''''''''''' ''''' ''' '''''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Surface condenser E 3.2 B 10021494 01/09/1999 1999 1.7463 '''''''''''''''''' ''''' ''' '''''''''''''' ''' '''''''''''' '' ''''''''''''''''
Surface condenser E 3.2 C 10011995 01/06/1976 1976 3.6953 ''''''''''''''''' '''' ''' ''''''''''''' ''' '''''''''''' ''' ''''''''''''
Tubular boiler E 3.3 A 10011991 19/08/1989 1989 1.9450 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''
Tubular boiler E 3.3 B 10032004 01/03/2014 2014 1.0751 '''''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Surface condenser E 3.4 A 10011996 01/09/1976 1976 3.6953 ''''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''' ''' ''''''''''''
Surface condenser E 3.4 B 10011997 01/09/1976 1976 3.6953 ''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Preheater E 3.6 Unknown € 0 € 0 € 0
Preheater E 3.7 A Unknown € 0 € 0 € 0
Preheater E 3.7 B Unknown € 0 € 0 € 0
Condenser TCE+ H2O E 3.8 10021491 19/09/1998 1998 1.7443 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''' ''' '''''''''''''
Condensate cooler E 3.9 10021492 01/10/1998 1998 1.7443 '''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Preheater TCE E 3.10 10019406 1900 Unknown € 0 € 0 € 0
Cooler of distillation residues E 3.11 10019406 01/01/1998 1998 1.7443 '''''''''''''' '''' ''' '''''''''' '''''''''''''''''''' ''' '''
Preheater TCEE z K3.7c E 3.12 2002 1.6859 '''''''''''''' ''''' ''' ''''''''' ''' '''''''''''' ''' ''''''''''''''
Cooler of waste condensate KO from SA E 3.13 10012066
18/09/1989 1989 1.9450 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''''
Preheater RAF E 3.15 Unknown € 0 € 0 € 0
TCE process tank TCE K 3.1 B 10012172 (backup) 01/04/1967 1967 7.0613 ''''''''''''''''' '''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''
Extractor ARDC K 3.1 C 10003713 01/06/1967 1967 7.0613 '''''''''''''''' ''''' ''' ''''''''''''' ''' '''''''''''''' ''' '''''''''''''''
Process tank SL, TCE K 3.2 A 2002 1.6859 '''''''''''''''''''' ''''' '' ''''''''''''' ''' '''''''''''''''' ''' '''''''''''''''
Process tank SL, TCE K 3.2 B 2002 1.6859 ''''''''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' '''''''''''''''
Process tank SL, TCE K 3.2 C 2002 1.6859 ''''''''''''''''' ''''' ''' ''''''''''''' ''' '''''''''''''''' ''' '''''''''''''''
Distillation column K 3.3 A 10012054 01/01/1964 1964 7.5148 '''''''''''' '''' ''' '''''''''' ''' '''''''''''''' '' ''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 295
Table 12–7: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to benzene
Distillation column K 3.3 B 10012055 01/01/1964 1964 7.5148 ''''''''''''' ''''' ''' '''''''''' '' ''''''''''''' ''' ''''''''''''''
Distillation column K 3.3 C 10012056 01/01/1964 1964 7.5148 '''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''''' ''' ''''''''''''''''
Extractor RDC K 3.4 A 10011843 01/07/1967 1967 7.0613 '''''''''''''' ''''' ''' '''''''''''''' ''' ''''''''''''''''' ''' ''''''''''''''
Extractor RDC K 3.4 B 10012121 01/04/1964 1964 7.5148 ''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''''' ''' '''''''''''''''
Distillation column K 3.5 A 10012057 01/05/1964 1964 7.5148 '''''''''''' '''' ''' '''''''''' ''' ''''''''''''' ''' ''''''''''''''
Distillation column K 3.5 B 10012059 01/05/1964 1964 7.5148 '''''''''''''' '''' ''' '''''''''' ''' '''''''''''''' ''' ''''''''''''
Vibrating extractor I° K 3.7 A 10003717 01/06/1970 1970 6.1430 '''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' '''''''''''''
Vibrating extractor I° K 3.7 B 10011865 01/06/1970 1970 6.1430 '''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''' ''' '''''''''''''
Vibrating extractor I° K 3.7 C 10011866 01/06/1970 1970 6.1430 ''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''''' ''' '''''''''''''
Vibrating extractor I°K 3.7 D 10003719 01/06/1987 1987 2.2114 '''''''''''''''''''' ''''' ''' ''''''''''''''''' ''' '''''''''''''''' ''' ''''''''''''''
Vibrating extractor II° K 3.8 A 10003721 01/06/1970 1970 6.1430 ''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''
Vibrating extractor II° K 3.8 B 10011867 01/06/1970 1970 6.1430 ''''''''''''''' '''' ''' ''''''''''''' ''' ''''''''''''' ''' '''''''''''''''''
Vibrating extractor II° K 3.8 C 10011868 01/06/1970 1970 6.1430 ''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''
Static extractor K 3.8 D 10019404 01/01/1998 1998 1.7443 ''''''''''''''' '''' ''' '''''''''''''' ''' ''''''''''''' ''' ''''''''''''''
Stripper RAF K 3.15 10012060 01/09/1993 1993 1.9435 N/A € 0 € 0 € 0
Absorber of TCE off-gas K 3.16 10012062 01/05/1992 1992 1.9391 N/A € 0
Absorber of ammonia from K 3.1 A (K 3.17) 10012060 01/09/1993 1993 1.9435 N/A € 0 € 0 € 0
Stripper TCE from AS solution after U 3.12 (K 3.18) Unknown € 0 € 0 € 0
Boiler distillation column K 4.1 A 10011909 01/04/1964 1964 7.5148 ''''''''''''''''' ''''' ''' ''''''''''''' ''' ''''''''''''' ''' ''''''''''''''''
Pump of entrained lactam P 3.1 B 10002681 01/09/1984 1984 2.2108 '''''''''' ''''' ''' ''''''' ''' ''''''' ''' ''''''''''
Pump of entrained lactam P 3.1 A 10002682 01/04/1984 1984 2.2108 ''''''''' ''''' ''' '''''''' ''' ''''''' ''' ''''''''''''
Pump of TCE (reg.) P 3.5 10002685 10/06/1986 1986 2.2614 ''''''''''''' ''''' ''' '''''''' ''' '''''''''''' ''' ''''''''''
Pump of TCE (I°) P 3.6 A 10002686 01/09/1984 1984 2.2108 '''''''''''' ''''' ''' ''''''' ''' '''''''''' ''' ''''''''''
Pump of TCE (I°) P 3.6 B 10002687 01/08/1984 1984 2.2108 '''''''''''''' ''''' ''' '''''''' ''' '''''''''' ''' ''''''''''
Pump of TCE (to K4.1 A) P3.8 10002688 20/03/1984 1984 2.2108 ''''''''''''' ''''' ''' ''''''' ''' ''''''' ''' ''''''''''''
Pump of TCE extract (from U3.21 P3.13) A 10002689 02/04/1985 1985 2.1904 '''''''''''' ''''' ''' ''''''' ''' '''''''' ''' ''''''''''
Pump of TCE extract (from U3.21 P3.13) B 10031999 01/06/2014 2014 1.0751 '''''''''''''''' '''' ''' '''''''''' ''' ''''''''' ''' ''''''''''''''
Pump of TCE extract (from T3.1 B) P3.14 10002691 01/06/2014 2014 1.0751 ''''''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' '''''''''''''
Pump of TCE (K3.7D) P3.17 A 10002693 02/01/1981 1981 2.3479 '''''''''''''' ''''' ''' '''''''' ''' ''''''' ''' '''''''''''
Pump of TCE (K3.7D) P3.17 B 10023858 25/07/2003 2003 1.6457 ''''''''''''' ''''' ''' '''''''' ''' ''''''' ''' '''''''''''
Pump of residuals circulation P3.21 A 10019413 01/01/1998 1998 1.7443 '''''''''''' '''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''
Pump of residuals circulation P3.21 B 10032000 01/06/2014 2014 1.0751 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' '''''''''''''
Pump of CL + H2O residualsP3.22 10019409 01/06/2014 2014 1.0751 '''''''''''''' ''''' ''' ''''''' ''' '''''''''' ''' '''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 296
Table 12–7: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to benzene
Pump of demiwater P3.23 10019410 01/06/2014 2014 1.0751 ''''''''''''' ''''' ''' ''''''' ''' ''''''' ''' ''''''''''
Pump of TCE extract washing P3.24 A 10019411 01/06/2014 2014 1.0751 '''''''''''''' '''' ''' '''''''''' ''' '''''''''' ''' ''''''''''
Pump of TCE extract washing P3.24 B 10019412 30/12/2013 2013 1.0990 '''''''''''' ''''' ''' ''''''' ''' ''''''' ''' ''''''''''
Pump of water interlayer P3.25 10032017 18/08/2000 2000 1.7363 '''''''''''''' ''''' ''' ''''''''' ''' '''''''''' ''' ''''''''''''
Tank of TCE, TCE ext. T3.1 A 10012171 01/09/1976 1976 3.6953 ''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' '''''''''''''
Tank of TCE, TCE ext. T3.1 B 10012172 01/04/1967 1967 7.0613 '''''''''''''''' ''''' '' ''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Process tank of 92% CL T3.2 10012173 01/01/1964 1964 7.5148 ''''''''''''''' '''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''''
Process tank TCE T3.4 10012176 10/05/1969 1969 6.5223 '''''''''''''''' '''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''''
Overflow reservoir after T4.11 T3.5 Unknown € 0 € 0 € 0
Process tank TCE (residuals) T4.11 10012203 01/06/1967 1967 7.0613 N/A € 0 € 0 € 0
Tank of distillation residuals after the 2nd distillation of TCE T 3.6
Unknown € 0 € 0 € 0
Phase separator (TCEE-SL) U 3.3 10012088 30/09/1998 1998 1.7443 ''''''''''''' ''''' ''' '''''''''' ''' ''''''''' ''' ''''''''''''
Phase separator (VE-TCE) U 3.6 10012089 01/09/1976 1976 3.6953 '''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' '''''''''''''
Phase separator (TCE-VE) U 3.7 10012090 01/09/1976 1976 3.6953 '''''''''''' ''''' ''' ''''''''''' ''' '''''''''''' ''' ''''''''''''''
Phase separator (H2O-TCE) U 3.11 10012091 01/09/1976 1976 3.6953 ''''''''''''' ''''' ''' '''''''''' '' '''''''''''''' ''' '''''''''''''
Phase separator (SA-TCE) U 3.12 10012092 10/08/1998 1998 1.7443 '''''''''''''' ''''' ''' ''''''''' ''' '''''''''' '' ''''''''''''
Phase separator (TCE-RAF) U 3.15 10012093 01/09/1976 1976 3.6953 ''''''''''''' '''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''''''
Miniphase separator before U 3.15 U 3.15 B Unknown € 0 € 0 € 0
Adjusting vessel on K 3.4B U 3.4 B Unknown € 0 € 0 € 0
Collecting tank of TCE extr. U 3.21 10012235 01/09/1978 1978 3.1648 ''''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' ''' '''''''''''''
Mixing tank U 3.22 10019405 01/01/1998 1998 1.7443 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''' ''' ''''''''''
Separator of entrained phase U 3.23 10021496 (backup)
01/01/1998 1998 1.7443 ''''''''''''' ''''' ''' ''''''''''' ''' ''''''''''' ''' ''''''''''
Overflow reservoir U 3.24 10021513 27/07/2001 2001 1.7105 ''''''''''''' ''''' ''' '''''''''''' ''' '''''''''' ''' '''''''''''
Handling tank above U3.7 U 3.25 10012090 (backup) 01/09/1976 1976 3.6953 '''''''''''''' ''''' ''' ''''''''''' ''' ''''''''''''' ''' '''''''''''''
Settling vessel after T 2.3 U 3.26 10002956 (backup) 04/05/1974 1974 4.4422 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Adjusting vessel E 4.11A U 4.11 A 10012015 (backup) 01/09/1976 1976 3.6953 '''''''''''' ''''' ''' '''''''''''' ''' ''''''''''' ''' '''''''''''''
Prefilter of TCE extr. F 3.1 10030774 No value No value € 0 € 0 € 0
Filter behind T 4.11, before P 3.15 F 3.2 Unknown € 0 € 0 € 0
Filter behind T 4.9 F 3.3 Unknown € 0 € 0 € 0
Coalescer-separator of TCE ex and entrained aqueous CL solution U 3.2 A,B 10021512
26/07/2001 2001 1.7105 ''''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''' '' ''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 297
Table 12–7: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to benzene
Boiler of column E 10 10011994 19/08/2005 2005 1.4290 ''''''''''''''' ''''' ''' '''''''''''''' ''' ''''''''''''' ''' '''''''''''''
Condenser of distillate E 3.2 B 10021494 01/09/1999 1999 1.7463 '''''''''''''''''''' '''' ''' '''''''''''' ''' ''''''''''''' ''' ''''''''''''''''
Distillation column C 10 10012119 19/08/2005 2005 1.4290 ''''''''''''''' ''''' ''' ''''''''''''' ''' ''''''''''''' ''' '''''''''''''
Pump of distillation residuals P 10 A 10032037 21/10/2006 2006 1.4117 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''' ''' ''''''''''''
Pump of distillation residuals P 10 B 10032038 21/10/2006 2006 1.4117 ''''''''''''' ''''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''
Preheater of VE E 16 10011987 01/05/1992 1992 1.9391 ''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' '''''''''''
Reboiler of a pressure stage E11 10011984 01/05/1992 1992 1.9391 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''''''' ''' '''''''''''''
Demister of a pressure stage C 11 10011977 01/05/1992 1992 1.9391 '''''''''''''' ''''' ''' '''''''''''' ''' '''''''''''''' ''' '''''''''''''
Moderating basin H 11 10012162 01/05/1993 1993 1.9435 ''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''
Expander C 12 10011978 (backup) 01/05/1992 1992 1.9391 '''''''''''''''' ''''' ''' ''''''''' ''' ''''''''''''' ''' '''''''''''''
Evaporator “BECKMANN” E 12 A 10011979 01/05/1992 1992 1.9391 ''''''''''''''''' '''' ''' '''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Evaporator “BECKMANN” E 12 B 10011980 01/05/1992 1992 1.9391 '''''''''''''''' ''''' '' ''''''''''''' ''' '''''''''''' ''' ''''''''''''
Demister “BECKMANN” C13 10011974 01/05/1992 1992 1.9391 ''''''''''''''''' ''''' ''' '''''''''' ''' ''''''''''''' ''' ''''''''''''
Condenser “BECKMANN” E13 10011985 01/05/1992 1992 1.9391 '''''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' '''''''''''''
Rotary water ring vacuum pump J 11 A 10012728 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' ''''''''''' ''' '''''''''' ''' '''''''''''
Rotary water ring vacuum pump J 11 B 10012727 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''' ''' ''''''''''''
Rotary water ring vacuum pump J 11 C 10012729 27/07/2006 2006 1.4117 '''''''''''''' ''''' ''' '''''''''' ''' ''''''''''' ''' ''''''''''''''
Noise silencer Z11 10023674 01/05/1993 1993 1.9435 ''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''
Aqueous lactam process tank T 1.3C 10012126 01/09/1967 1967 7.0613 '''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''''''' ''' ''''''''''''''
Reboiler of a vacuum stage of E 14 10011983 01/05/1992 1992 1.9391 ''''''''''''''''' ''''' ''' ''''''''''' ''' '''''''''' ''' ''''''''''''''
Demister C15 10011976 01/05/1992 1992 1.9391 ''''''''''''''' ''''' ''' ''''''''''''' ''' ''''''''''''' ''' ''''''''''''
Condenser of a pressure stage of E 15 10011986 01/05/1992 1992 1.9391 '''''''''''''''' '''' ''' '''''''''' ''' '''''''''' ''' '''''''''''''
Shower chamber above E 15 C16 Unknown € 0 € 0 € 0
Aqueous lactam process tank T 2.2 10012131 01/09/1967 1967 7.0613 '''''''''''''' '''' ''' '''''''''''' ''' '''''''''''' ''' ''''''''''''''
Barometric closure H15 10012169 01/05/1993 1993 1.9435 ''''''''''''''' ''''' ''' '''''''''''' ''' ''''''''''' ''' ''''''''''''
Shower tower C14 10011975 01/05/1992 1992 1.9391 '''''''''''''' ''''' '' '''''''''''' ''' '''''''''' ''' ''''''''''''''
Pump of lactam z C12 P11 A 10005987 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' ''''''''' ''' '''''''''' ''' ''''''''''
Pump of lactam z C12 P11 B 10005988 01/05/1993 1993 1.9435 '''''''''''' ''''' ''' '''''''''''' ''' '''''''''' ''' '''''''''''
Pump of lactam z E12A P12 A 10005989 01/05/1993 1993 1.9435 '''''''''''' ''''' '' ''''''''' ''' '''''''''' ''' '''''''''''
Pump of lactam z E12A P12 B 10005990 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''''
Pump of lactam z T 1.3C P 13 A 10005991 01/05/1993 1993 1.9435 ''''''''''''' ''''' '' ''''''''''' ''' '''''''''' ''' ''''''''''
Pump of lactam z T 1.3C P 13 B 10005992 01/05/1993 1993 1.9435 '''''''''''''' '''' ''' '''''''''''' ''' ''''''''' ''' ''''''''''
Pump of lactam z T2.2 P15 A 10005993 01/05/1993 1993 1.9435 ''''''''''''' '''' ''' '''''''''' ''' '''''''''''' ''' ''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 298
Table 12–7: Recalculation of original equipment costs on a price level of year 2017 and calculation of total equipment and installation cost for conversion to benzene
Pump of lactam z T2.2 P15 B 10005994 01/05/1993 1993 1.9435 '''''''''''' ''''' ''' '''''''''' ''' ''''''''''' ''' '''''''''''
Water pump P 16 A 10005985 01/05/1993 1993 1.9435 '''''''''''''' '''' ''' '''''''''' ''' '''''''''' ''' '''''''''''
Water pump P 16 B 10005986 01/05/1993 1993 1.9435 '''''''''''''' ''''' ''' '''''''''' ''' '''''''''' ''' ''''''''''
Lactam cooler E 17 10021490 01/10/2004 2004 1.5785 '''''''''''''' ''''' ''' ''''''''' ''' '''''''''''' ''' ''''''''''''
Total cost ''''''''''''''''''' ''''' ''' ''''''''''''''''''' ''' ''''''''''''''''''' ''' '''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 299
12.3 Further notes
There are some cost elements that have not been calculated, as shown by the gaps in the equipment cost tables above. It would however be possible to estimate them using the approach set out above. This approach would however result in somewhat higher total investment cost prices.
Additional costs would also arise by the requirement on unloading and storage of flammable solvents (toluene, benzene) and also with respect to the quality assessment of the ammonium sulphate produced by extraction with toluene (a new separation line for ammonium sulphate would be needed). These costs have not been quantified.
Finally, Spolana could purchase access to the latest CEPCI Index figures (2001-2017) at a cost, but the improvement in the overall estimates would likely be small, hence this step has not been taken.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 300
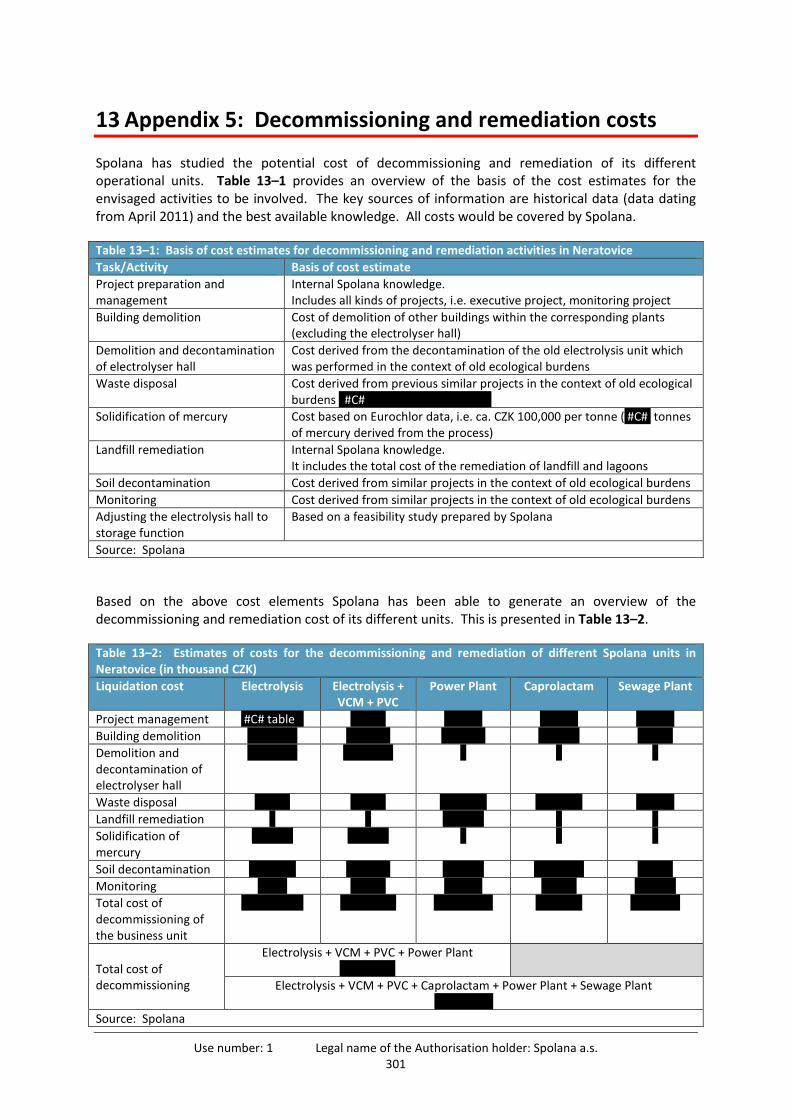
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 301
13 Appendix 5: Decommissioning and remediation costs
Spolana has studied the potential cost of decommissioning and remediation of its different operational units. Table 13–1 provides an overview of the basis of the cost estimates for the envisaged activities to be involved. The key sources of information are historical data (data dating from April 2011) and the best available knowledge. All costs would be covered by Spolana.
Table 13–1: Basis of cost estimates for decommissioning and remediation activities in Neratovice
Task/Activity Basis of cost estimate
Project preparation and management
Internal Spolana knowledge. Includes all kinds of projects, i.e. executive project, monitoring project
Building demolition Cost of demolition of other buildings within the corresponding plants (excluding the electrolyser hall)
Demolition and decontamination of electrolyser hall
Cost derived from the decontamination of the old electrolysis unit which was performed in the context of old ecological burdens
Waste disposal Cost derived from previous similar projects in the context of old ecological burdens ''#C#''''''' '''''''''''' ''''''' ''''''''''''''
Solidification of mercury Cost based on Eurochlor data, i.e. ca. CZK 100,000 per tonne ('#C#' tonnes of mercury derived from the process)
Landfill remediation Internal Spolana knowledge. It includes the total cost of the remediation of landfill and lagoons
Soil decontamination Cost derived from similar projects in the context of old ecological burdens
Monitoring Cost derived from similar projects in the context of old ecological burdens
Adjusting the electrolysis hall to storage function
Based on a feasibility study prepared by Spolana
Source: Spolana
Based on the above cost elements Spolana has been able to generate an overview of the decommissioning and remediation cost of its different units. This is presented in Table 13–2.
Table 13–2: Estimates of costs for the decommissioning and remediation of different Spolana units in Neratovice (in thousand CZK)
Liquidation cost Electrolysis Electrolysis + VCM + PVC
Power Plant Caprolactam Sewage Plant
Project management '#C# table''' '''''''''''' ''''''''''''' ''''''''''''' '''''''''''''
Building demolition ''''''''''''''''' ''''''''''''''' ''''''''''''''' '''''''''''''' ''''''''''''
Demolition and decontamination of electrolyser hall
''''''''''''''''' ''''''''''''''''' '' '' ''
Waste disposal '''''''''''' '''''''''''' '''''''''''''''' '''''''''''''''' '''''''''''''
Landfill remediation '' '' '''''''''''''' '' ''
Solidification of mercury
'''''''''''''' '''''''''''''' '' '' ''
Soil decontamination '''''''''''''''' ''''''''''''''' '''''''''''''' ''''''''''''''''' ''''''''''''
Monitoring '''''''''' '''''''''''' ''''''''''''' '''''''''''' ''''''''''''''
Total cost of decommissioning of the business unit
'''''''''''''''''''' '''''''''''''''''' ''''''''''''''''''' ''''''''''''''' ''''''''''''''''
Total cost of decommissioning
Electrolysis + VCM + PVC + Power Plant '''''''''''''''''''
Electrolysis + VCM + PVC + Caprolactam + Power Plant + Sewage Plant ''''''''''''''''''''
Source: Spolana

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 302
Spolana would be required to prepare documentation, the subject of which will be the scope, timetable and conditions for decommissioning (as per obligations under its integrated permit). Possible penalties could arise from non-compliance with the adopted decommissioning plan.

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 303
14 Appendix 6: Evaluation of the equipment of the caprolactam unit
14.1 Evaluation criteria
'#C# entire Appendix 6''''''' ''''''''''''''''''''
'''''''''''''''''' ''''''' ''''''''''''''''
'''''''''''''''''''' '''''''''''''''''' '''''''' ''''''''''''''''''''''''''
'''''''''''''''''''''''''
''''''''''''''''''''''''''''''''' ''''''' '''''''''''''''
''''''''''''''''''' '''''''
''''''''''''''''''''''' ''''''' '''''''''' '''''''''''''''''''''''''
''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''''
'''''''''''''''' '''''''''''''''''''''' ''''' '''''' '''' ''''''' ''''''''''''''''' ''''''''''''''''''
''''''''''''''''''''''' '''' ''''''''' ''''''''''''''''''' '''''''''''''''''''
''''''''''''''''''''''''''' '''' '''''''' '''''''''''''''''' '''''''''''' '''''''''' ''''''' ''''''''' '''''' '''' '''''''''''''''''''''' '''''''''' '''''''''' ''''''''
'''''''''''''''''''''''''''' '''' '''''''''''''''''''' ''''''''''''''''''' '''''''''''''''''''''' '''''''''''' '''''''''''' ''''''''''''''' ''''''''''''
''''''''''''''''''''' '''' '''''' '''''''''''''''''''' ''''''''''''' ''''''''
''''''''''''''''''''''''' ''''' '''''' ''''''''''''''''''''''' ''''''' ''''' '''''''''''''''''''''''' ''''''''' ''' '''''''' '''''''''' ''' ''''''''' ''''' ''''''''''''''''' '''' '''''''''''''''''''''' '''' '''''''''''''''''''''''''' ''''''''''''''''''' '''''''''''''' ''''''''''''''' '''''' '''' '''''''' ''''' ''''''''''''''''''' '''' ''''''''''''''''''' ''''' '''''''''''''''''''''''' '''''''''''''''''
''''''''''''''''''''''''' '''' ''''''' ''''''''''''''''''''''''' '''''''' '''' '''''''''''''''''''''''' '''''''' ''' ''''''' '''''''''' ''''' '''''''''''''''' ''''' '''''''''''''''''''' '''' ''''''''''''''''''''''' '''''''''''''''''' '''''''''''' '''''''''''''' ''''''' '''' ''''''''' ''''' '''''''''''''''' '''' ''''''''''''''''''''' '''' '''''''''''''''''''' '''''''''''''''''
''''''''''''''''''''''''''' '''' ''''''' '''''''''''''''''''''''''' '''''''' '''' ''''''''''''''''''''''''' ''''''' ''' ''''''''' '''''''''' '' '''''''''' '''''' '''''''''''''''' '''' ''''''''''''''''''' ''''' '''''''''''''''''''''''' '''''''''''''''''''' '''''''''''''' ''''''''''''''' ''''''' '''' ''''''''' ''''' '''''''''''''''' '''' ''''''''''''''''''' ''''' ''''''''''''''''''''' '''''''''''''''''
''''''''''''''''''''''''' '''' '''''' ''''''''''''''''''''''''' ''''''''' ''''' '''''''''''''''''''''''' '''''''' ''' ''''''' '''''''''' '' ''''''' '''''' ''''' ''''''''''' ''''''''''''''''''' '''''''''''''''' '''''''' ''''''''''''''''' '''' ''''''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''''''''
'''''''''''''''''''''''''' '''' ''''''' '''''''''''''''''''''''''' ''''''''' '''' ''''''''''''''''''''''''' ''''''' '' '''''' ''''''''' ''''''' '''' ''''''''''''' ''''''''''''''''''' ''''''''''''''' ''''''''' ''''''''''''''''' '''' ''''''''''''''''''' '''' ''''''''''''''''''''' ''''''''''''''''''
'''''''''''''''''''''' '''' '''''' ''''''''''''''''''''''''' '''''''' '''' ''''''''''''''''''''''''' '''''''' '' ''''''''''' ''''''''' ''' ''''''''' ''''''' '''' ''''''''''''' ''''''''''''''''' '''''''''''''' ''''''''' ''''''''''''''''''' '''' '''''''''''''''''''''' '''' '''''''''''''''''''' ''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 304
''''''''''''''''''''''''' '''' '''''' ''''''''''' '''''''' ''''''' '''''''''' ''' ''''''' ''''''''' ''''''''''''''''''' '''' '''''''''''''''''''''' '''' '''''''''''''''''''''' ''''''''''''''''''
''''''''''''''''''''''''''' ''''' '''''' '''''''''' '''''''' ''''''' '''''''''' ''''''''' ''''''''''''''''' ''''' '''''''''''''''''''' '''' '''''''''''''''''''''' '''''''''''''''''
''''''''''''''''''''''''''' ''''' '''''' ''''''''''' '''''''' ''''''''' '''''''''' ''''''''' ''''''''''''''''''' '''' '''''''''''''''''''''' '''' ''''''''''''''''''''' ''''''''''''''''' '''''''
''''''''''''''''''''''' '''' ''''''' ''''''''''' ''''''''' '''''''''' '''''''''' ''''' '''''''''' '''''''' ''''''''''''''''' '''' '''''''''''''''''''''' '''' '''''''''''''''''''''''' '''''''''''''''''''
''''''''''''' '''''''''''
Table 14–1'' ''''''''''' '''''''''' ''' ''''''''''''''''''''''''' '''' '''''''' '''''' ''''''' '''''''''''''''''''' '''' ''''''''''''''''''
'''''''''''''''''' '''''''''''''''''
''''''''''''''' ''''''''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''''''''''''
'''''''''''''' '''''''''''''''''''''''''''' ''''''''' ''''' '''''''''''''''''''''
''''''''''''''''''' ''''''''''''''' '''''''''''''' '''''''''''''''''' '' ''''''''''''''''''' '''' '''''''''''''''''''
''' '''''''''' ''''''''''''''''' '''''''' '''''''''' '' ''''''''' ''''''''' '''''''''' '' '''''''''''''
''' ''''''''''' ''''''''''''''''' ''''''''''' '''''''' ''''''''' '' '''''''' '''''''''' ''''''''''' '' ''''''''''
''' ''''''''''''''' ''''''''''''' ''''''''''''''''' '''''''' ''''''''' '' '''''''' ''''''''' ''''''''''' '' '''''''''
''' ''''''''''''''' ''''''''''' ''''''''' ''''''' '' '''''''' ''''''''' '''''''' '' ''''''''''
''' ''''''''''''''''' '''''''''''''''''''''''' '''' ''''''''''''''''''''' ''''' '''''''''
'''''''' '''''''' '' ''''''''' '''''''''' ''''''' '' '''''''''''
''''''''''''''' '''''''''''''''
''''''''''''''' ''' ''' '''''''''' '''' ''''''''''''''''
'''''''''''' '''' '''''''''''''''' ''' ''''''''''' '''''''''' ''''''' '''' '''''''''''''''''''''''' ''''''''''' ''''''''''''''''''' '''''''''''''''''''
''''''''''''''''' ''' '' ''' ''' ''
''' ''' ''''''' '''' '''''''''''''''''''''' ''''''''''''''''''''''
'' ''' '''''''''''''''''''' '''''''''''''''''''
'''''''''''''''' ''' '' ''''''''''' '''' '''''''''''''
'''''''' ''''''''''' '''' ''''''''''''''' '''''' '''''''''' '''''''''' ''''''' ''''''''''''' ''''''' '''''''' ''''''''''''''''''''' ''''''''''''' ''''' ''''''''' ''''''''''''''''''''' '''' ''''''''''''''''' '''' ''''''' ''''''''''' ''''' '''''''''''''''' '''''''
''''''''''''''''''' ''''''''''''''''''''''''''' ''' ''''''''' '''''''''' ''''' ''''''' '''''''''''''''''''' '''''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 305
14.2 Results from the evaluation of equipment of the caprolactam unit
14.2.1Total overview – Determining parameters
Table 14–2: '''''''''''''''' ''''' ''''''''''''''''''''' ''''''''''''' ''''' ''''''''''''''''''' '''''''' '''''''''''''''''
'''''''''''''''''' ''''''''' '''''''''''''''' ''''''''''''''' ''''''''''' '''''''''''''''' ''''''''''
1 ''''''''''''' ' ''''''''''''''' ''''''' ''''''''''''''''''''''''
2 '''''''''''''' '''''''''''''' ' '''''''''''''''''''''' ''''''' '''''''''''''''''''''''
3 ''''''''''''''''' ''''' '''''''''''''''''''''
4 '''''''''''''''''''''''''''' ' ''''''''''''''' ''''''' ''''''''''''''''''''
5 '''''''''''' ''''''' ''''''''''''''''''''''
6 ''''''''''''''''' ' '''''''' ''''''''''''''''''''''''' ''''' '''''''''''''''''''''''''
''''''''' '''''''''' ''''''''''''''''''''''''
''''''''''''''' ''''''''''''''''
Figure 14–1: '''''''''''''''''' ''''''''''''' '''''''''''''' ''''' '''''''''''''''''''''' '''''''' ''''''''''''''''' '''''''''''''' '''''''''''''''
Table 14–3: '''''''''''''''' ''''' ''''''''''''''''''' ''''''''''' '''' '''''''''''''''''''' '''''''''''''''' ''''''''''''''
'''''''''''''''''' '''''''''''''''' '''''''''''' '' '''' ''''''''''''''''' '''''''''''''''''' ''''''''''''' '''''''''''''''''' '''''''''''
1 ''''''''' ''''''''''''''''''' '''' ''''''''''' '''' ''''''''''''''''' '''''''''''''''''''
'''''''' ''''''''''''''''''''''''
2 ''''''''''''''''''' ''' ''''''''' ''''''''''''''''''''' '''''''''''''''''''' ''''''' ''''''''''''''''''''''
3 '''''''''''' ''''''''''' '''''''''''''''' '''' '''''''''''' '''''''''' ''''''' '''''''' ''''''''''''''''''''''''
4 '''''''''''''''''''' '''' '''''''' ''''''''''''''''''' '''''''''''''''''''''' ''''''''''''''' '''' ''''''''''' '''''''''
''''' ''''''''''''''''''''
''''''''' ''''''''' ''''''''''''''''''''''''''''
'''''''''''''' ''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 306
Figure 14–2: '''''''''''''''''''' '''''''''''' ''''''''''''' ''''' ''''''''''''''''''''' ''''''''''''''''' ''''''''''''''' Source: Spolana
''''''''''' ''''''''' '''''''''''''''''' ''''''' '''''''''''''''''' ''''''''''''' ''''''''' '''''''''''' ''''''' ''' ''''''''''''''''''''' '''' '''''''''''''''''''''' ''''''''''' '''''''''''' '''''''''' '''''''''''' '''''' '''''''''''''''''' ''''''''''' '''''''''' '''''' ''''''' ''' '''''''''''''''''' '''''''''''''''''' '''' ''''''''''''''''''' ''''''''''''''''''' ''''''''''''''''
'''' '''''''''''''' ''' '''''''''' ''''' '''''''''''''''''''' '''''''' ''''''' '''' '''''''' ''' ''''''' '''' ''''''' ''''''''''''''''' '''''''''''' ''''''''''' ''''''''''''' ''''' '''''''''''''''''' '''' ''''''' '''''''''''''''' ''''''''''''''''''''''' '''' '''''''''''''''''''''' '''''''' '''''''''''' ''''''''''''''''''''''' '''''''''' '''''''' ''''''''
Table 14–4: '''''''''''''''''' '''' '''''''''''''''''''''' '''''''''''' ''''' '''''''''''''''''''' ''''''' ''''' ''''''''''''' ''''''''''''''''
'''''''''''''' '''' ''' '''''''' '''''''''''''''' ''''''''''''''' '''''''''''' '''''''''''''''''' '''''''''
''' ''''' ''''''''''''''''''''
''' ''''''' '''''''''''''''''''''''
''' '''''''' ''''''''''''''''''''''
''' '''''''' '''''''''''''''''''''''
''' '''''''' '''''''''''''''''''''''''
''' ''''' '''''''''''''''''''''
''' ''''' '''''''''''''''''''
''' '''''''' '''''''''''''''''''''''
''' ''''' '''''''''''''''''''
''''' ''' ''''''''''''''''''''
''''''''' '''''''''' ''''''''''''''''''''''''''
'''''''''''''' '''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 307
Figure 14–3: '''''''''''''''''''' ''''''''''''' ''''''''''''' ''''' ''''''''''''''''''''' ''''''''''''''' '''''''' '''''''''''''''' '''''''''''''' ''''''''''''''''
14.2.2Evaluation parameters α and β
Table 14–5: ''''''''''''''''' ''''' ''''''''''''''''''' ''''''''''''' ''''' ''''''''''''''' ''' ''''''''''''''''
''' ''''''''''''''' ''''''''''''' ''''''''''''''''' ''''''''''
''''''''' '''''''' '''''''''''''''''''''
'''''''''''' '''''''' '''''''''''''''''''''''
''''''''''' ''''' ''''''''''''''''''''''
'''''''''''' ''''' ''''''''''''''''''''
''''''''' '''''''''' '''''''''''''''''''''''
'''''''''''''''' '''''''''''''''
''''''' ''''''''''''''''' ''' ''''''''''' '''''''''' ''''''''''''''''''' ''' '''''' '''''''''''''' ''''''' '''''''''' ''''''' ''''''''''''''''''''''' ''''''''' ''''' '''''''''' '''''''' ''''''''''''''''''''''''''' ''''''''''''' ''''' '''''''''' '''''''''''''''''''' ''' '''''''''''' '''''''' ''' '''''''''' '''' ''''' '''' ''''' ''' '''''' '''''''''''''''''''''''' '''''''''' ''''''' '''''''''' '''''''''''' '''''''''' '''''''' '''''''''''' ''''''''''''''''''' '''''' ''''''''''''' ''''''' '''' ''''''''''' ''''''''''''''''''''''''''' '''' ''''''''''''''''' ''''' ''''''' ''''''''''''''''''''''''' ''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 308
Figure 14–4: '''''''''''''''''' ''''''''''''' '''''''''''''' ''''' ''''''''''''''''''' '''''''''''''''''' ''' ''''''''''''''' ''''''''''''''' ''''''''''''''''
Table 14–6: ''''''''''''''''''' '''' '''''''''''''''''' ''''''''''''' ''''' ''''''''''''''' ''' '''''''''''''''
''' ''''''''''''''''' '''''''''''' ''''''''''''''''' '''''''''
'''''''''''' '''''''' '''''''''''''''''''''''
'''''''' '''''''' ''''''''''''''''''''''
'''''''''''' ''' '''''''''''''''''''
'''''''''''' ''' '''''''''''''''''''
'''''''''' '''''''''' '''''''''''''''''''''''''
''''''''''''' '''''''''''''''
Figure 14–5: '''''''''''''''''''' '''''''''''' '''''''''''''' ''''' '''''''''''''''''''''' ''''''''''''''' ''' ''''''''''''''''' ''''''''''''''' '''''''''''''''
''''''' '''''''''''''''''' ''''' ''''''''''' ''''' '''''''''''''''''''''''' ''''''''' '''''''''' '''' ''''' '''''''''''''''' '''''' '' '''''''''' '''''''' '''' '''''''' '''''''''''''''''''''' '''''''''' ''''''''''''''''''''' ''' ''''''' '''' ''''' ''''''''''''''''''''''' ''''''''' '''''''''''''''''''' ''''' ''''''''''''''''''' '''''''''''''''''''''''''' '''''''' ''''''' ''''''' '''' ''' ''''''''''''''''''''''''' '''''''' '''' '''''' '''''''' ''''''' ''''''''''''''''''''''''' ''''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 309
Table 14–7: ''''''''''''''''''''' '''' '''''''''''''''' ''' '''''''''''''''''
''' '''''''''''''''''''''
'''''''''''' '''''''' ''''''' '''' ''''''''''''''''''''''' '''''''''''''''''''' ''''' ''''''''''''''''''' '''''' ''''''''''''''''''''' ''''''' '''''''''''''' ''''''''' '''''''' ''''''' ''''''' '''' ''''' ''''''''''''''''
'''''''' ''''''''''''''''' ''''''' ''''' '''''''''''''''''''' ''''''''''''''''''' ''''' '''''''''''''''''' ''''''' '''''''''''''''''''' '''''' ''''''''''''''' '''''''''' '''''''' ''''''' ''''''' '''' ''''' ''''''''''''''''
''''''''''' ''''''''' ''''''' '''' ''''''''''''''''''''' ''''''''''''''''''' ''''' '''''''''''''''''''' ''''''' ''''''''''''''''''' ''' '''''''''' '''' ''''''' '''''''' '''' ''''' ''''''''''''''''' '''''''''''''''''
''''''''''' '''''''''''' ''''''' '''' '''''''''''''''''''''' '''''''''''''''''' ''''' ''''''''''''''''''' '''''' ''''''''''''''''''''' ''' '''''''''''''''' ''''''''''''''''' ''''''' ''''' '''''''' '''''''' '''' '''' ''''''''''''''''
'''''''''''''' ''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 310
14.3 Estimates of CAPEX costs by equipment type category
14.3.1Equipment category 1 – Vessels and reactors
Table 14–8: ''''''''''''''' ''' ''' ''''''''''''''''''' ''''''''''''''' ''
'''''''''''''''''' ''' ''''''''''''' '''
''''''''''''''' ''''''''''' ''''''''''''''' ''''''''''
''' ''''' ''''''''''''''''''''''''
''' '''''''' '''''''''''''''''''''
''' ''''' ''''''''''''''''''''''
''' ''''' ''''''''''''''''''''''
''''''''''' '''''' '''''''''''''''' ''''''''
Table 14–9: ''''''''''''''' ''' ''' ''''''''''''' ''
''''''''''''' ''' ''''''''''''''' '''''''''''' ''''''''''''''' '''''''''
'' ''''' ''''' ''''''' '''''''
''' ''''' '''''' ''''''' '''''''
''' ''''' ''''' '''''''' '''''''
''' '''''' ''''' '''''''' ''''''''
''' ''''' ''''' '''''''' ''''''''
''' ''''' ''''' ''''''' ''''''''
''' ''''' ''' '''''''' ''''''''
''' '''''' ''''''' ''''''' '''''''
''' '' '''''' ''''''' '''''''
''''' ''' ''''' '''''''' '''''''
''''''''''' ''''''' '''''' '''''''' '''''''
Table 14–10: ''''''''''''''' '' ''' '''''''''''''''' '''
''' ''''''''''''''''' ''''''''''' '''''''''''''''' ''''''''''
'''''''' '''''''' ''''''''''''''''''''''''
''''''''''' ''''' '''''''''''''''''''''''''
'''''''''' ''''' ''''''''''''''''''''''
'''''''''''' ''''' '''''''''''''''''''
'''''''''' '''''''' '''''''''''''''''''''
Table 14–11: '''''''''''''''''' ''' ''' ''''''''''''''' '''
''' '''''''''''''''''' ''''''''''''' ''''''''''''''''' ''''''''''
''''''''''' '''''''' '''''''''''''''''''''
'''''''' '''''''' '''''''''''''''''''''
''''''''''' ''' ''''''''''''''''''''''
''''''''''' ''' ''''''''''''''''''''''
'''''''' ''''''' ''''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 311
14.3.2Equipment category 2 – Rotary machines and compressors
Table 14–12: ''''''''''''''' ''' ''' ''''''''''''''''''' ''''''''''''''' '''
''''''''''''''''' ''' ''''''''''''' ''
''''''''''''''''' '''''''''''' '''''''''''''''''' '''''''''
''' '''''' ''''''''''''''''''''
''' ''''''' '''''''''''''''''''''
''' ''''' ''''''''''''''''''''''
''' '''''' ''''''''''''''''''''
''''''''''' '''''''' ''''''''''''''''''''''
Table 14–13: ''''''''''''''' ''' '' ''''''''''''''' '''
''''''''''''''' ''' ''''''''''''''''' ''''''''''' ''''''''''''''''' ''''''''''
''' ''' '''''''''''''''''''''
''' ''''' '''''''''''''''''''''''
''' ''''' '''''''''''''''''''''''
''' ''''''' '''''''''''''''''''''''
''' ''''' ''''''''''''''''''''
''' ''' '''
''' ''' '''
''' ''' ''''''''''''''''''''
'' ''' '''
''''' ''' '''
'''''''''' '''''' ''''''''''''''''''''''
Table 14–14: '''''''''''''''''' ''' '' '''''''''''''''''' '''
''' ''''''''''''''' ''''''''''''' ''''''''''''''' ''''''''''
''''''''' ''''''' ''''''''''''''''''''''
'''''''''''' ''''' ''''''''''''''''''''
'''''''''''' ''' '''''''''''''''''''
'''''''''' ''' '''
'''''''' '''''' ''''''''''''''''''''''
Table 14–15: '''''''''''''''' ''' ''' '''''''''''''''''' '''
''' ''''''''''''''' ''''''''''''' ''''''''''''''''' ''''''''''
''''''''''''' ''''' '''''''''''''''''''
''''''''' ''''''' ''''''''''''''''''''
'''''''''' ''' ''
''''''''''' ''' '''
'''''''''' ''''''' ''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 312
14.3.3Equipment category 3 – Pipelines
Table 14–16: '''''''''''''''' ''' ''' '''''''''''''''''' ''''''''''''''' ''
''''''''''''''''''' ''' ''''''''''' ''
'''''''''''''''''' ''''''''''''' ''''''''''''''''' '''''''''
''' ''' '''
''' ''''' '''''''''''''''''''''''
''' ''''' ''''''''''''''''''''''
''' ''' ''''''''''''''''''
''''''''''' '''' '''''''''''''''''''''''
Table 14–17: '''''''''''''''''' ''' '' ''''''''''''''' ''
'''''''''''''' ''' ''''''''''''''''' ''''''''''' '''''''''''''''''' '''''''''
'' ''' '''''''''''''''''
''' ''' '''
''' ''' '''
''' ''' '''
''' ''''' ''''''''''''''''''''
''' ''' '''
''' ''' '''
''' ''''' '''''''''''''''''''''
''' ''' '''
''''' ''' '''
'''''''''' ''''' '''''''''''''''''''''
Table 14–18: ''''''''''''''' ''' '' '''''''''''''''''' '''
''' '''''''''''''''' ''''''''''''' ''''''''''''''' ''''''''''
''''''''' ''''' ''''''''''''''''''''''
'''''''''''' ''''' '''''''''''''''''''
'''''''''''' ''''' '''''''''''''''''''''''''
''''''''''' ''' '''''''''''''''''''
''''''''' ''''' ''''''''''''''''''''
Table 14–19: '''''''''''''''''' ''' ''' '''''''''''''''' '''
'' ''''''''''''''' ''''''''''''' '''''''''''''''' '''''''''''
''''''''''''' ''' '''''''''''''''''
'''''''''' ''''' '''''''''''''''''''''''
'''''''''''' ''' '''''''''''''''''''
'''''''''''' ''' '''''''''''''''''
'''''''''' ''''' ''''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 313
14.3.4Equipment category 4 – Measurement and control
Table 14–20: '''''''''''''''''' ''' ''' '''''''''''''''''' '''''''''''''' ''
'''''''''''''''''' ''' ''''''''''' '''
''''''''''''''' ''''''''''''' '''''''''''''''''' ''''''''''
''' ''' '''
''' '''''' '''''''''''''''''
''' '''''''' ''''''''''''''''''''
''' ''' ''''''''''''''''''''
''''''''' ''''''' ''''''''''''''''''''
Table 14–21: '''''''''''''''' ''' ''' ''''''''''''' '''
''''''''''''''' ''' ''''''''''''''' ''''''''''''' '''''''''''''''' '''''''''
''' ''' '''
''' ''''' ''''''''''''''''''''
''' ''''' ''''''''''''''''''''
''' '''''''' ''''''''''''''''''''''
''' ''''' '''''''''''''''''
''' ''' ''''''''''''''
''' ''' '''
''' ''' '''
''' '' '''
'''''' '' '''
''''''''' '''''''' ''''''''''''''''''
Table 14–22: ''''''''''''''' ''' ''' ''''''''''''''' '''
''' '''''''''''''''' ''''''''''''' '''''''''''''' ''''''''''
'''''''''' ''''''' '''''''''''''''''''''''
''''''''''' '''''''' '''''''''''''''''''
'''''''''' ''' '''
'''''''''''' ''' '''
'''''''''' '''''''' ''''''''''''''''''''''
Table 14–23: ''''''''''''''' ''' ''' '''''''''''''''' '''
''' ''''''''''''''' '''''''''''' ''''''''''''''' '''''''''''
''''''''''' ''''' '''''''''''''''''''
''''''''' '''''''' '''''''''''''''''''''''
'''''''''' ''' '''
''''''''''' ''' '''
'''''''' '''''''' ''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 314
14.3.5Equipment category 5 – Electro
Table 14–24: '''''''''''''''' ''' ''' ''''''''''''''''''' ''''''''''''''' '''
'''''''''''''''''' '' '''''''''''' ''
''''''''''''''''' '''''''''''' ''''''''''''''' ''''''''''
''' ''' '''
''' '''''''' ''''''''''''''''''''
''' ''' '''''''''''''''''''
''' ''' '''''''''''''''
''''''''' ''''''' '''''''''''''''''''
Table 14–25: '''''''''''''''''' ''' '' ''''''''''''' '''
''''''''''''''' ''' ''''''''''''''''' ''''''''''' '''''''''''''''' '''''''''
'' ''''' ''''''''''''''''''
''' ''''' '''''''''''''''''''''
''' ''' ''''''''''''''
''' ''''''' '''''''''''''''''''''
''' '''''' '''''''''''''''''
''' ''' '''
''' ''' '''
''' '''''' '''''''''''''''''''
''' '' '''''''''''''''''
''''' ''' '''
'''''''''' '''''''' ''''''''''''''''''''''
Table 14–26: ''''''''''''''''' ''' ''' '''''''''''''''' '''
''' '''''''''''''' ''''''''''''' '''''''''''''''' ''''''''''
''''''''' '''''''' ''''''''''''''''''''''
''''''''''' ''''' ''''''''''''''''''
'''''''''''' ''' '''''''''''''''''
'''''''''' ''' ''
'''''''''' ''''''' '''''''''''''''''''''
Table 14–27: '''''''''''''''' ''' ''' '''''''''''''''' '''
''' '''''''''''''''' '''''''''''' ''''''''''''''' '''''''''''
'''''''''''' ''''''' ''''''''''''''''''''
''''''''' ''''' '''''''''''''''''''
''''''''''' ''' '''
''''''''''' ''' '''
''''''''' '''''''' '''''''''''''''''''''
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 315
14.3.6Equipment category 6 – Buildings and steel structures
Table 14–28: '''''''''''''''''' ''' ''' ''''''''''''''''''' ''''''''''''''' ''
'''''''''''''''''' ''' ''''''''''' ''
''''''''''''''' '''''''''''' '''''''''''''''' ''''''''''
''' ''' '''''''''''''''
''' ''''' ''''''''''''''''''''
''' ''''' ''''''''''''''''''''''''
''' ''' ''''''''''''''''''''
'''''''''' ''''' '''''''''''''''''''''''
Table 14–29: '''''''''''''''' '' ''' ''''''''''''' '''
''''''''''''' ''' ''''''''''''''''' '''''''''''' ''''''''''''''' '''''''''''
''' ''' ''''''''''''''''''''
''' ''' '''''''''''''''''
''' ''''' '''''''''''''''''''''''
''' ''' '''
''' ''' '''''''''''''''''
''' ''''' ''''''''''''''''''''''
'' ''' '''
''' ''' ''
''' ''' '''''''''''''''''''''
''''' ''' '''
''''''''''' '''' '''''''''''''''''''''
Table 14–30: ''''''''''''''' ''' ''' ''''''''''''''' '''
''' '''''''''''''''''' ''''''''''''' ''''''''''''''' '''''''''
''''''''' '''''' '''''''''''''''''''''
''''''''''' ''''' '''''''''''''''''''''''
''''''''''' ''' '''''''''''''''''''
'''''''''''' ''' '''
'''''''' ''''' '''''''''''''''''''''''
Table 14–31: '''''''''''''''''' ''' ''' '''''''''''''''''' '''
''' '''''''''''''''''' ''''''''''' '''''''''''''''' ''''''''''
''''''''''''' ''''' '''''''''''''''''''''''
''''''''' ''''' ''''''''''''''''''''''''
'''''''''' ''' '''
'''''''''''' ''' '''
''''''''' '''' ''''''''''''''''''''''

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 316
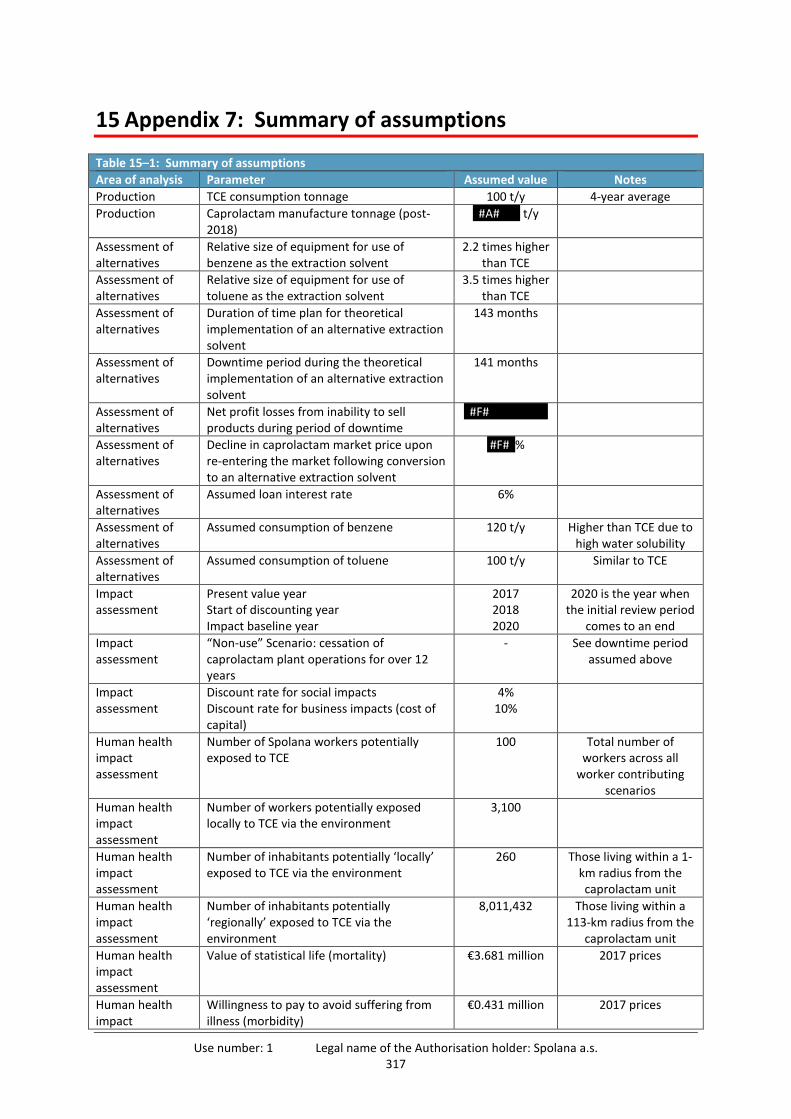
Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 317
15 Appendix 7: Summary of assumptions
Table 15–1: Summary of assumptions
Area of analysis Parameter Assumed value Notes
Production TCE consumption tonnage 100 t/y 4-year average
Production Caprolactam manufacture tonnage (post-2018)
''#A#''''''' t/y
Assessment of alternatives
Relative size of equipment for use of benzene as the extraction solvent
2.2 times higher than TCE
Assessment of alternatives
Relative size of equipment for use of toluene as the extraction solvent
3.5 times higher than TCE
Assessment of alternatives
Duration of time plan for theoretical implementation of an alternative extraction solvent
143 months
Assessment of alternatives
Downtime period during the theoretical implementation of an alternative extraction solvent
141 months
Assessment of alternatives
Net profit losses from inability to sell products during period of downtime
''#F#''''''' ''''''''''''
Assessment of alternatives
Decline in caprolactam market price upon re-entering the market following conversion to an alternative extraction solvent
'#F#''%
Assessment of alternatives
Assumed loan interest rate 6%
Assessment of alternatives
Assumed consumption of benzene 120 t/y Higher than TCE due to high water solubility
Assessment of alternatives
Assumed consumption of toluene 100 t/y Similar to TCE
Impact assessment
Present value year Start of discounting year Impact baseline year
2017 2018 2020
2020 is the year when the initial review period
comes to an end
Impact assessment
“Non-use” Scenario: cessation of caprolactam plant operations for over 12 years
- See downtime period assumed above
Impact assessment
Discount rate for social impacts Discount rate for business impacts (cost of capital)
4% 10%
Human health impact assessment
Number of Spolana workers potentially exposed to TCE
100 Total number of workers across all
worker contributing scenarios
Human health impact assessment
Number of workers potentially exposed locally to TCE via the environment
3,100
Human health impact assessment
Number of inhabitants potentially ‘locally’ exposed to TCE via the environment
260 Those living within a 1-km radius from the caprolactam unit
Human health impact assessment
Number of inhabitants potentially ‘regionally’ exposed to TCE via the environment
8,011,432 Those living within a 113-km radius from the
caprolactam unit
Human health impact assessment
Value of statistical life (mortality) €3.681 million 2017 prices
Human health impact
Willingness to pay to avoid suffering from illness (morbidity)
€0.431 million 2017 prices

Use number: 1 Legal name of the Authorisation holder: Spolana a.s. 318
Table 15–1: Summary of assumptions
Area of analysis Parameter Assumed value Notes
assessment
Human health impact assessment
Mortality ratio for kidney cancers in the Czech Republic Survival ratio for kidney cancers in the Czech Republic
33.05%
66.95%
WHO GLOBOCAN data for 2012
Economic impact assessment
Spolana’s consumption of sulphuric acid for chlorine drying
''#C#'''''' t/y
Economic impact assessment
Market price of sulphuric acid €60/tonne
Economic impact assessment
Purchases of sulphuric acid are not needed for 2020 and half of 2021 due to temporary shutdown of the chlor-alkali plant
- Chlor-alkali plant is being converted from
mercury cell to membrane technology
Economic impact assessment
Cost of construction of a new sulphuric acid dechlorination and concentration unit
''#C, F#''''''''''' ''#C, F#''''''''''''' '''''''''''' '''''''''' ''''''''''''''''''''''''
'''''''''''''''''''''
Economic impact assessment
Lower capacity utilisation for Spolana’s on-site STP under the “Non-use” Scenario requiring rebalancing of nutrients and of the AOX value of inputs and a nitrification-denitrification process before restart of operations at the caprolactam plant
''#C, F#' '''''''''' '''''''''''' ''''''''' ''''''''''''
Economic impact assessment
Impact anticipated for third-party companies operating from the commercial zone of the Neratovice site under the “Non-use” Scenario
Nil
Economic impact assessment
Impact anticipated for companies with business links to Spolana operating from outside the Neratovice site under the “Non-use” Scenario
Nil
Social impact assessment
Number of jobs lost at Spolana under the “Non-use” Scenario Number of jobs not materialising under the “Non-use” Scenario
155
23
Social impact assessment
Number of jobs lost at Spolana’s suppliers under the “Non-use” Scenario
58
Social impact assessment
Welfare cost per one job lost in the Czech Republic
2.74 × gross salary
(Dubourg, 2016)




















