
SIMULACIÓN DEL LLENADO DE MOLDES CON EL USO DE OPENFOAM
8
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 SIMULACIÓN DEL LLENADO DE MOLDES CON EL USO DE OPENFOAM® Edgar Fonseca 1* , Orlando Pelliccioni 1 , Tim Osswald 2 y William Aquite 2 1 Universidad Simón Bolívar, Departamento de Mecánica, Caracas, Venezuela 2 Polymer Engineering Center, University of Wisconsin-Madison, Department of Mechanical Engineering, Madison, USA *[email protected] RESUMEN La simulación numérica es un recurso importante en moldeo por inyección que predice problemas de manufactura en la etapa de diseño, reduciendo costos por retoques o desecho de moldes mal diseñados. Existen software comerciales de simulación numérica especializados en procesamiento de polímeros; sin embargo, el uso de un software libre, como OpenFOAM®, puede ser una alternativa para reducir, aún más, los costos, mejorar el tiempo de cómputo y personalizar el código según los requerimientos específicos de un problema a nivel industrial. OpenFOAM® es una librería de código abierto diseñada para aplicaciones de dinámica de fluidos computacional (CFD) que opera bajo el método de volúmenes finitos. En este trabajo se evaluó su desempeño en problemas de moldeo por inyección, en comparación con una herramienta comercial. Se simuló la etapa de llenado de un molde de una sola cavidad (en 2D) bajo el módulo interFoam en régimen de flujo laminar. La ecuación Cross-Exponencial fue utilizada para estimar el comportamiento de la viscosidad de un polímero termoplástico. Se implementaron condiciones de borde de velocidad de inyección constante en el bebedero y una ventilación de aire en la cavidad. Las diferencias más relevantes entre los modelos numéricos se apreciaron en los valores de presión y viscosidad para el tiempo final. Palabras Clave: moldeo por inyección, OpenFOAM, procesamiento de polímeros, simulación numérica, CFD ABSTRACT Numerical simulation is a valuable resource in injection molding that is capable of predict product defects in the design stage, reducing costs due to retooling or disposal of defective molds. There are available commercial software specialized in polymer processing. However, an open source software, such as OpenFOAM®, could work as an alternative solution to injection molding simulation to reduce costs even more, save computing time and customize the numerical methods to a particular industrial problem. OpenFOAM® is an open source library designed for computational fluids dynamics (CFD) applications based on the finite volume method. In this paper we assess the performance of the open source toolbox applied to injection molding problems, in comparison with commercial software. The filling stage of a single cavity mold was simulated (in 2D) using the interFoam solver in laminar regime. The viscosity of a thermoplastic
Transcript of SIMULACIÓN DEL LLENADO DE MOLDES CON EL USO DE OPENFOAM
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
SIMULACIÓN DEL LLENADO DE MOLDES CON EL USO DE OPENFOAM®
Edgar Fonseca1*, Orlando Pelliccioni1, Tim Osswald2 y William Aquite2
1 Universidad Simón Bolívar, Departamento de Mecánica, Caracas, Venezuela 2 Polymer Engineering Center, University of Wisconsin-Madison, Department of Mechanical Engineering, Madison, USA *[email protected]
RESUMEN
La simulación numérica es un recurso importante en moldeo por inyección que predice problemas de manufactura en la etapa de diseño, reduciendo costos por retoques o desecho de moldes mal diseñados. Existen software comerciales de simulación numérica especializados en procesamiento de polímeros; sin embargo, el uso de un software libre, como OpenFOAM®, puede ser una alternativa para reducir, aún más, los costos, mejorar el tiempo de cómputo y personalizar el código según los requerimientos específicos de un problema a nivel industrial. OpenFOAM® es una librería de código abierto diseñada para aplicaciones de dinámica de fluidos computacional (CFD) que opera bajo el método de volúmenes finitos. En este trabajo se evaluó su desempeño en problemas de moldeo por inyección, en comparación con una herramienta comercial. Se simuló la etapa de llenado de un molde de una sola cavidad (en 2D) bajo el módulo interFoam en régimen de flujo laminar. La ecuación Cross-Exponencial fue utilizada para estimar el comportamiento de la viscosidad de un polímero termoplástico. Se implementaron condiciones de borde de velocidad de inyección constante en el bebedero y una ventilación de aire en la cavidad. Las diferencias más relevantes entre los modelos numéricos se apreciaron en los valores de presión y viscosidad para el tiempo final. Palabras Clave: moldeo por inyección, OpenFOAM, procesamiento de polímeros, simulación numérica, CFD
ABSTRACT Numerical simulation is a valuable resource in injection molding that is capable of predict product defects in the design stage, reducing costs due to retooling or disposal of defective molds. There are available commercial software specialized in polymer processing. However, an open source software, such as OpenFOAM®, could work as an alternative solution to injection molding simulation to reduce costs even more, save computing time and customize the numerical methods to a particular industrial problem. OpenFOAM® is an open source library designed for computational fluids dynamics (CFD) applications based on the finite volume method. In this paper we assess the performance of the open source toolbox applied to injection molding problems, in comparison with commercial software. The filling stage of a single cavity mold was simulated (in 2D) using the interFoam solver in laminar regime. The viscosity of a thermoplastic
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
polymer was modeled with the Cross-Exponential equation. Constant injection velocity at the sprue and an air vent, located in the cavity, were set as boundary conditions. Significant differences were found in viscosities and pressure at final time. Keywords: injection molding, OpenFOAM, polymer processing, numerical methods, CFD
INTRODUCCIÓN El diseño de moldes es, usualmente, un proceso iterativo que involucra variaciones en la pieza, el molde, el material y el proceso hasta obtener el producto deseado. Más aún, el diseño de un molde debe garantizar una producción consistente de piezas en el tiempo [1]. La verificación experimental del diseño resulta costosa y lenta. En cambio, simulaciones del proceso completo pudieran predecir, por ejemplo, la contracción volumétrica y alabeo de las piezas, formación de trampas de aire y líneas de soldadura, obstrucción de las entradas y presión ejercida a las paredes del molde [1]. Actualmente existen herramientas comerciales especializadas en moldeo por inyección y son ampliamente utilizadas en la industria. Por otro lado, dichas herramientas tienen la desventaja de ser costosas y limitadas en cuanto a la personalización de los métodos numéricos. OpenFOAM®(Open Field Operation and Manipulation) es una librería C++, bajo la licencia pública general (GNU), programada para resolver problemas de mecánica de medios continuos[2]. Específicamente, su módulo interFoam utiliza el método de volúmenes finitos para resolver problemas de flujo transitorio, de dos fases inmiscibles e incompresibles, en condiciones isotérmicas. Para la determinación de la interfaz, utiliza el método de Volumen de Fluido (VOF). En trabajos recientes se ha utilizado OpenFOAM® para simulaciones de moldeo por inyección. Fazelpouret al. modelaron el proceso de llenado en dos dimensiones, asumiendo un flujo Newtoniano en condiciones no isotérmicas [3]. Becharaet al. utilizaron la librería para predecir la orientación de las fibras en el llenado de un proceso de inyección con reforzamiento con fibras. El problema se simplificó a un sistema cavidad-pistón, isotérmico, en dos dimensiones. Se consideró la tensión superficial entre cada fase y entre los fluidos y las paredes y se asumió un comportamiento no Newtoniano del polímero, gobernado por la ecuación de viscosidad de Carreau [4]. Ospald, con el mismo objetivo de Bechara, propuso una modificación de la aplicación interFoam para implementar, en las paredes, condiciones de borde dependientes de la fase, de tal manera que actuaran como barrera para el polímero, pero dejando escapar el aire. El problema fue resuelto en tres dimensiones con una material caracterizado por la ecuación de Carreau-WLF [5]. En este trabajo, se realizó una simulación de la etapa de llenado utilizando interFoam, a fin de comparar los resultados con los de un software comercial. Se analizaron las distribuciones de presión, velocidad y viscosidad, el tiempo de llenado, volumen llenado, formación de trampas de aire y la progresión del frente del fundido.
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
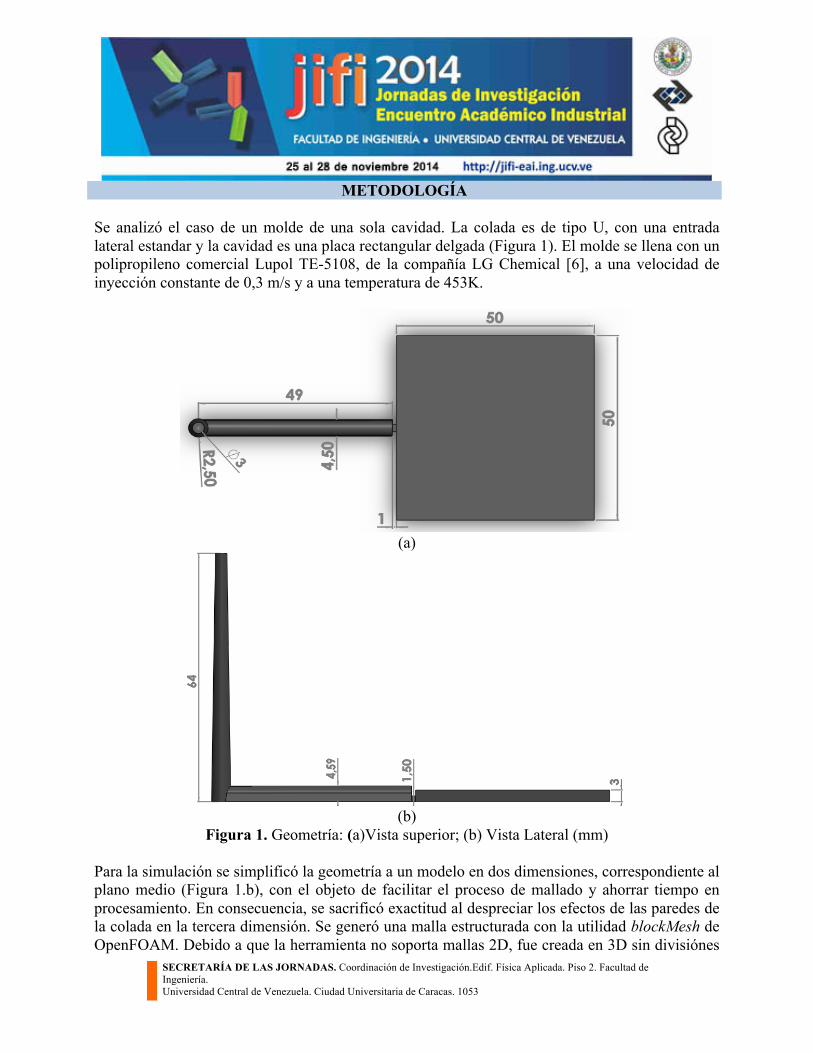
METODOLOGÍA Se analizó el caso de un molde de una sola cavidad. La colada es de tipo U, con una entrada lateral estandar y la cavidad es una placa rectangular delgada (Figura 1). El molde se llena con un polipropileno comercial Lupol TE-5108, de la compañía LG Chemical [6], a una velocidad de inyección constante de 0,3 m/s y a una temperatura de 453K.
(a)
(b)
Figura 1. Geometría: (a)Vista superior; (b) Vista Lateral (mm) Para la simulación se simplificó la geometría a un modelo en dos dimensiones, correspondiente al plano medio (Figura 1.b), con el objeto de facilitar el proceso de mallado y ahorrar tiempo en procesamiento. En consecuencia, se sacrificó exactitud al despreciar los efectos de las paredes de la colada en la tercera dimensión. Se generó una malla estructurada con la utilidad blockMesh de OpenFOAM. Debido a que la herramienta no soporta mallas 2D, fue creada en 3D sin divisiónes
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
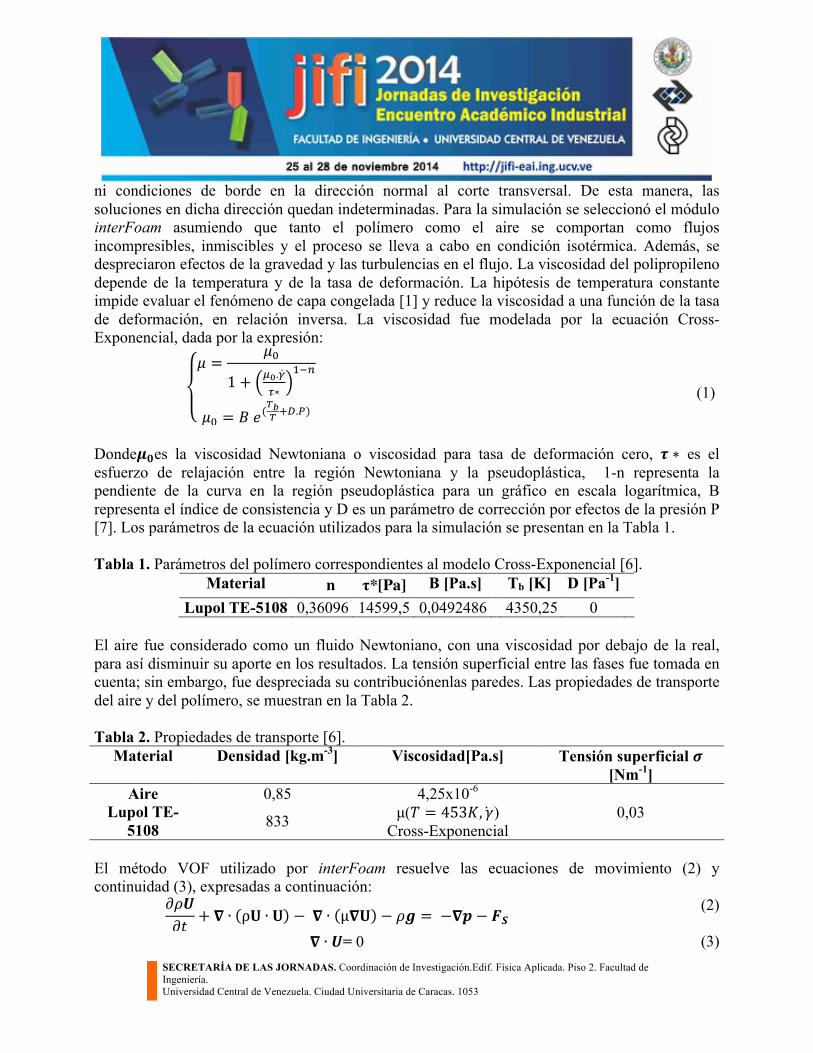
ni condiciones de borde en la dirección normal al corte transversal. De esta manera, las soluciones en dicha dirección quedan indeterminadas. Para la simulación se seleccionó el módulo interFoam asumiendo que tanto el polímero como el aire se comportan como flujos incompresibles, inmiscibles y el proceso se lleva a cabo en condición isotérmica. Además, se despreciaron efectos de la gravedad y las turbulencias en el flujo. La viscosidad del polipropileno depende de la temperatura y de la tasa de deformación. La hipótesis de temperatura constante impide evaluar el fenómeno de capa congelada [1] y reduce la viscosidad a una función de la tasa de deformación, en relación inversa. La viscosidad fue modelada por la ecuación Cross-Exponencial, dada por la expresión:
𝜇 =𝜇!
1+ !!.!!∗
!!!
𝜇! = 𝐵 𝑒(!!! !!.!)
(1)
Donde𝝁𝟎es la viscosidad Newtoniana o viscosidad para tasa de deformación cero, 𝝉 ∗ es el esfuerzo de relajación entre la región Newtoniana y la pseudoplástica, 1-n representa la pendiente de la curva en la región pseudoplástica para un gráfico en escala logarítmica, B representa el índice de consistencia y D es un parámetro de corrección por efectos de la presión P [7]. Los parámetros de la ecuación utilizados para la simulación se presentan en la Tabla 1. Tabla 1. Parámetros del polímero correspondientes al modelo Cross-Exponencial [6].
Material ����n 𝛕*[Pa] B [Pa.s] Tb [K] D [Pa-1]
Lupol TE-5108 0,36096 14599,5 0,0492486 4350,25 0 El aire fue considerado como un fluido Newtoniano, con una viscosidad por debajo de la real, para así disminuir su aporte en los resultados. La tensión superficial entre las fases fue tomada en cuenta; sin embargo, fue despreciada su contribuciónenlas paredes. Las propiedades de transporte del aire y del polímero, se muestran en la Tabla 2. Tabla 2. Propiedades de transporte [6].
Material Densidad [kg.m-3] Viscosidad[Pa.s] Tensión superficial 𝝈 [Nm-1]
Aire 0,85 4,25x10-6
0,03 Lupol TE-5108 833 µ(𝑇 = 453𝐾, 𝛾)
Cross-Exponencial El método VOF utilizado por interFoam resuelve las ecuaciones de movimiento (2) y continuidad (3), expresadas a continuación:
𝜕𝜌𝑼𝜕𝑡 + 𝛁 ∙ ρ𝐔 ∙ 𝐔 − 𝛁 ∙ µμ𝛁𝐔 − 𝜌𝒈 = −𝛁𝒑− 𝑭𝑺
(2)
𝛁 ∙ 𝑼= 0 (3)

SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
Donde 𝝆 es la densidad promedio del fluido 𝑼 es la velocidad, 𝛍 es la viscosidad dinámica promedio, 𝒈 es un vector de aceleración, p es la presión y 𝑭𝑺 representa la fuerza de tensión superficial. Para determinar la densidad y viscosidad promedio, el método define una función α(x,y,z,t) que representa la fracción volumétrica de uno de los material en el volumen finito, siendo α=1 un espacio completamente ocupado dicho material (polímero) y α=0 uno completamente ocupado por la otra fase (aire). La ecuación diferencial que rige la función α se expresa como:
𝜕α𝜕𝑡 + 𝑼 ∙ 𝛁α = 𝟎
(4)
Los promedios ponderados de las densidades y las viscosidades se definen, respectivamente, como:
𝜌 = α𝜌! + (1− α)𝜌! (5)
µμ = αµμ! + (1− α)µμ! (6) Donde el subíndice 1 asocia la propiedad al material asignado para α=1 y el subíndice 0 a una propiedad del material restante. La fuerza de tensión superficial es calculada por:
𝑭𝒔 = σ 𝜅 𝑥 𝒏
(7)
Donde n es el vector unitario normal a la interfaz y 𝜿 es la curvatura de la interfaz
𝒏 =𝛁𝛼|𝛁𝛼|
(8)
𝜅 𝑥 = ∇ ∙ 𝒏 (9) Las condiciones de borde impuestas al dominio consistieron en un perfíl de velocidad constante de inyección de la fase α=1 en el bebedero (U=0,3m/s), sin deslizamiento en las paredes del molde (U=0) y una salida de aire a la atmósfera (p=0) de 0,025mm ubicada en el extremo inferior derecho de la cavidad (Figura 1.b). Tomando en consideración la metodología empleada por Ospald, se asignó a las paredes un valor de α=0,5αi, siendo i el nodo vecino en la dirección perpendicular a la frontera [5]. Partiendo del archivo fvSolution del tutorial damBreak de OpenFOAM®, se modificaron los métodos de resolución de sistemas de ecuaciones para disminuir tiempo de cómputo. En la Tabla 3, se encuentran los métodos seleccionados para cada variable, con sus respectivos suavizardores. Los métodos de interpolación permanecieron iguales a los del tutorial ya mencionado. Tabla 3. Métodos de resolución de sistemas de ecuaciones
Variable Método Suavizador Presión GAMG GaussSeidel
Velocidad smoothSolver symGaussSeidel
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
Fracción de fase smoothSolver symGaussSeidel Las variables seleccionadas para estudiar la sensibilidad de la malla fueron la presión de inyección y presión media en la cavidad para el tiempo final. La convergencia del modelo se obtuvo para una malla de 33.558 celdas. Como modelo comparativo, se ejecutó una simulación en el software comercial Moldex3D® para una malla no estructurada de elementos finitos, asumiendo incompresibilidad del polímero y temperatura constante y la misma velocidad de inyección y modelo de viscosidad que en OpenFOAM®. Una diferencia importante de este modelo es que desprecia las propiedades del aire y asume que el volumen del molde está inicialmente vacío. El tiempo final (tf) de la simulación se definió condicionando el llenado a un 98%. En OpenFOAM®, se estableció como tiempo final el instante en el que el frente del fundido coincide con el de Moldex3D® para tf. Las simulaciones se ejecutaron utilizando los cuatro núcleos de un procesador Intel® Core™ i5(OpenFOAM®) e Intel® Core™ i7(Moldex3D®).Se compararon los resultados de tiempo de llenado, volumen llenado, distribuciones de presión, velocidad y viscosidad en el tiempo final y la evolución de la presión de inyección en el tiempo.
RESULTADOS Y DISCUSIÓN El tiempo de cómputo en ambos casos fue de dos horas y media. Recordando que la simulación OpenFOAM® estuvo limitada por un procesador menos eficiente, puede inferirse que este modelo sería más rápido que el del software comercial en equipos idénticos. En la Tabla 4 se comparan los resultados numéricos de ambas simulaciónes. Tabla 4. Resultados
Variable OpenFOAM® Moldex3D® Diferencia (%) Tiempo de llenado [s] 0,642 0,675 5
Volumen llenado [cm3] 28,875 30.375 5 Presión máxima atf [MPa] 4,2 4,76 12 Rapidez máxima a tf[m/s] 0,772 0,7868 2
Viscosidad mínima a tf[Pa.s] 20,408 28,792 30 Viscosidad máximaa tf [Pa.s] 658,90 694,19 5
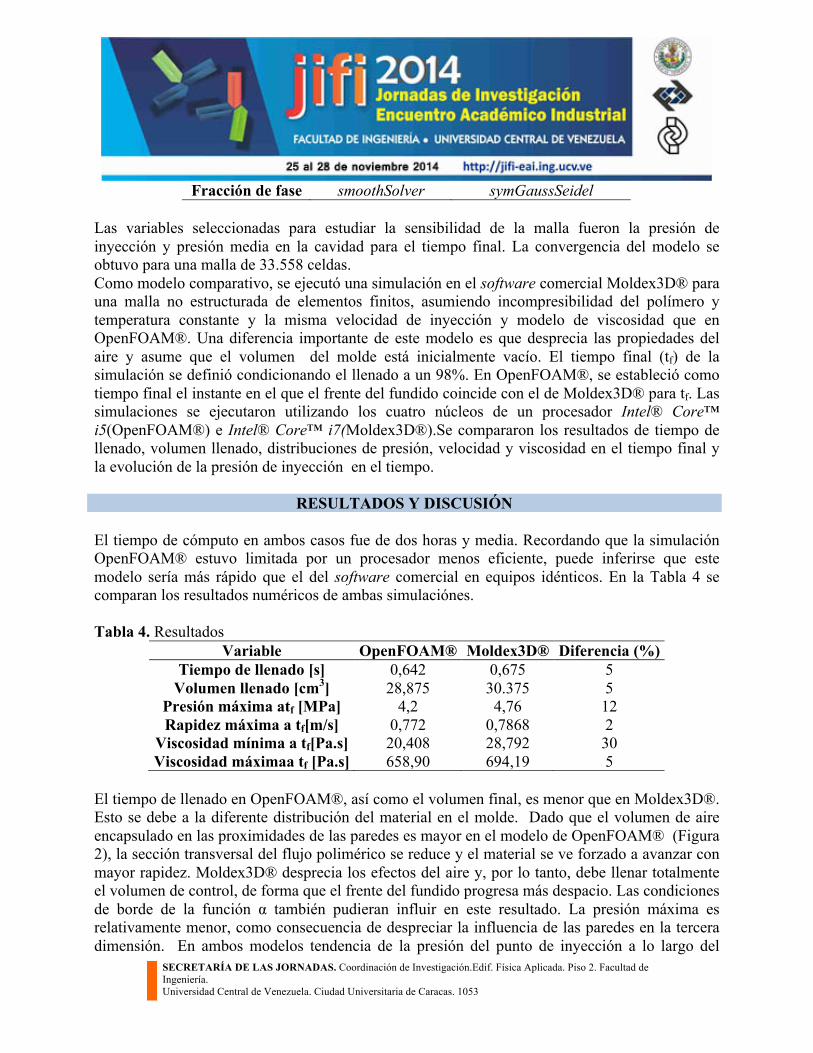
El tiempo de llenado en OpenFOAM®, así como el volumen final, es menor que en Moldex3D®. Esto se debe a la diferente distribución del material en el molde. Dado que el volumen de aire encapsulado en las proximidades de las paredes es mayor en el modelo de OpenFOAM® (Figura 2), la sección transversal del flujo polimérico se reduce y el material se ve forzado a avanzar con mayor rapidez. Moldex3D® desprecia los efectos del aire y, por lo tanto, debe llenar totalmente el volumen de control, de forma que el frente del fundido progresa más despacio. Las condiciones de borde de la función α también pudieran influir en este resultado. La presión máxima es relativamente menor, como consecuencia de despreciar la influencia de las paredes en la tercera dimensión. En ambos modelos tendencia de la presión del punto de inyección a lo largo del
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
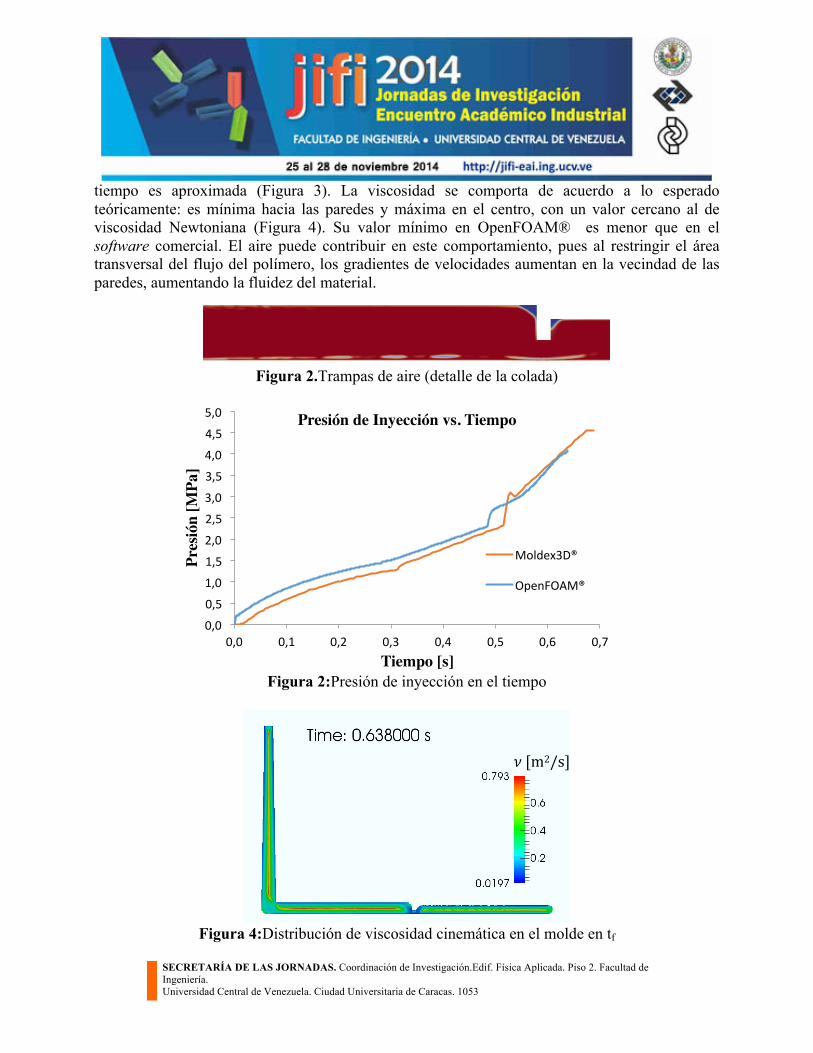
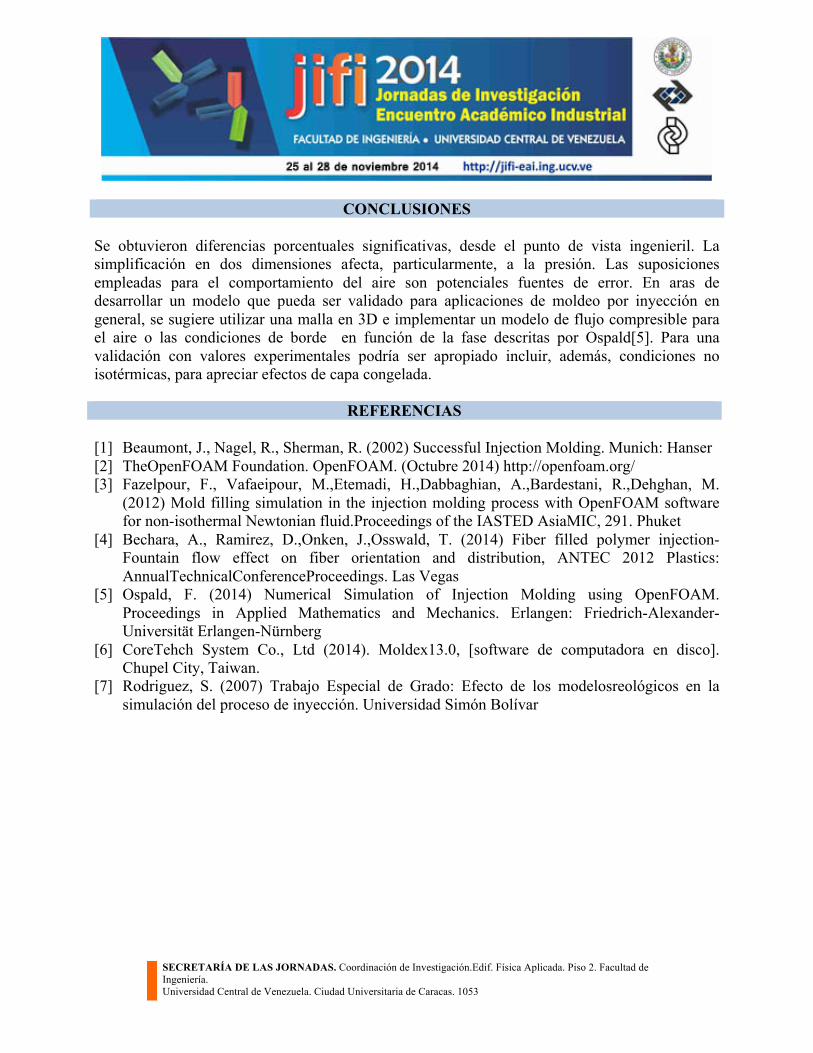
tiempo es aproximada (Figura 3). La viscosidad se comporta de acuerdo a lo esperado teóricamente: es mínima hacia las paredes y máxima en el centro, con un valor cercano al de viscosidad Newtoniana (Figura 4). Su valor mínimo en OpenFOAM® es menor que en el software comercial. El aire puede contribuir en este comportamiento, pues al restringir el área transversal del flujo del polímero, los gradientes de velocidades aumentan en la vecindad de las paredes, aumentando la fluidez del material.
Figura 2.Trampas de aire (detalle de la colada)
Figura 2:Presión de inyección en el tiempo
Figura 4:Distribución de viscosidad cinemática en el molde en tf
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Pres
ión
[MPa
]
Tiempo [s]
Presión de Inyección vs. Tiempo
Moldex3D®
OpenFOAM®
𝜈 [m2/s]
SECRETARÍA DE LAS JORNADAS. Coordinación de Investigación.Edif. Física Aplicada. Piso 2. Facultad de Ingeniería. Universidad Central de Venezuela. Ciudad Universitaria de Caracas. 1053 Telf.: +58 212-605 1644 / 1645. Telfax: +58 212 - 6628927 Correo electrónico:[email protected]://www.ing.ucv.ve
CONCLUSIONES
Se obtuvieron diferencias porcentuales significativas, desde el punto de vista ingenieril. La simplificación en dos dimensiones afecta, particularmente, a la presión. Las suposiciones empleadas para el comportamiento del aire son potenciales fuentes de error. En aras de desarrollar un modelo que pueda ser validado para aplicaciones de moldeo por inyección en general, se sugiere utilizar una malla en 3D e implementar un modelo de flujo compresible para el aire o las condiciones de borde en función de la fase descritas por Ospald[5]. Para una validación con valores experimentales podría ser apropiado incluir, además, condiciones no isotérmicas, para apreciar efectos de capa congelada.
REFERENCIAS [1] Beaumont, J., Nagel, R., Sherman, R. (2002) Successful Injection Molding. Munich: Hanser [2] TheOpenFOAM Foundation. OpenFOAM. (Octubre 2014) http://openfoam.org/ [3] Fazelpour, F., Vafaeipour, M.,Etemadi, H.,Dabbaghian, A.,Bardestani, R.,Dehghan, M.
(2012) Mold filling simulation in the injection molding process with OpenFOAM software for non-isothermal Newtonian fluid.Proceedings of the IASTED AsiaMIC, 291. Phuket
[4] Bechara, A., Ramirez, D.,Onken, J.,Osswald, T. (2014) Fiber filled polymer injection- Fountain flow effect on fiber orientation and distribution, ANTEC 2012 Plastics: AnnualTechnicalConferenceProceedings. Las Vegas
[5] Ospald, F. (2014) Numerical Simulation of Injection Molding using OpenFOAM. Proceedings in Applied Mathematics and Mechanics. Erlangen: Friedrich-Alexander-Universität Erlangen-Nürnberg
[6] CoreTehch System Co., Ltd (2014). Moldex13.0, [software de computadora en disco]. Chupel City, Taiwan.
[7] Rodriguez, S. (2007) Trabajo Especial de Grado: Efecto de los modelosreológicos en la simulación del proceso de inyección. Universidad Simón Bolívar




















