
Strengthening and Restoration of Historical Structures—Mirahor Ilyas Beg Mosque in Korça

1
INTERNSHIP REPORT (8 July 2009 to 18 July 2009)
TEXTILE WET PROCESSING
SECTOR
Department Of Textile Engineering
MEHRAN UNIVERSITY OF ENGINEERING &
TECHNOLOGY, JAMSHORO

2
MEHRAN UNIVERSITY OF
ENGINEERING & TECHNOLOGY
PROCESSING
DEPARTMENT
Group Of Students
1. SHUHARAT ILYAS JOKHIO TAHIRI 07TE40
2. SANAULLLAH PEERZADA 07TE23
3. SHUJA-U-DIN KHUSHK 07TE80
4. AMJAD ALI KALWER 07TE75

3
_
�
�

4
�
Dedicated to
��������������������������������������������
�� ���������������� ���������������� ���������������� ����������������������
��������
Our mystic leader
������������� ���������
who nurtured us with love and affection,
so as to develop us
into useful component of society.����

5
We pay our sincerest and heart full utterances to ALMIGHTY �����, Whose
mercy enable us to work and help us on every step towards success and to
complete this internship at Al-Karam Textile Mill.
We wish to express our deepest sense of gratitude to our
Internship supervisor, and our teacher respected sir Engr. Shamshad, Lecturer,
Department of Textile Engineering MUET Jamshoro, for his valuable guidance.
We are thankful and acknowledge tremendously to Sir Anwarudin Tanwari,
Chairman Department of Textile Engineering MUET Jamshoro.
We would like to thank the staff of Processing Department
of Al-Karam Textile Mills for their helpful assistance and cooperation, and
especial thanks to Sir Arif Zafar Sahib (Assastant Manager ISO Cell) and Sir
Rizwan Sultani who permitted us in Al-Karam textile mills for the practical work.

6
Chapter # 01
PRE-TREATMENT

7
�������������������� �����
In wet processing pretreatment is the first process. As the name mentions itself that it is the initial wet treatment of the fabric with either water or other chemicals. The untreated fabric which arrives from the weaving department is called as “gray fabric”. It is an important process because one cannot treat a gray fabric directly with dyeing and finishing without a certain wet treatment of the fabric. As the fabric comes from weaving it has certain problems like low absorbency for dyes, unfriendly hand feel or other undesired properties like stiffness or roughness etc, which are removed by chemical or mechanical post treatment (finishing). The main purpose of pretreatment process is to ensure a fabric which could be subsequently dyed, printed and finished. This particular objective of pretreatment is achieved by passing fabric through certain processes such as:
Pre-treatment consists of following Processes:
�������� ������������������������������������
�������� ��������������������������������
�������� ������������������������������������
�������� ����������������������������������������
� � � � !�����������!�����������!�����������!���������������
After the fabric is passed through these processes, the fabric is then suitable enough to be dyed and finished.
OBJECTIVES:
Following are the objectives of pre-treatment i-e:
1. To remove the short fiber on surface
2. To remove the starch
3. To improve the absorbency for dyes
4. To bring the required whiteness in the fabric
5. To make the fabric strong enough to sustain different chemical and mechanical treatments.
8
��������������������������������������������
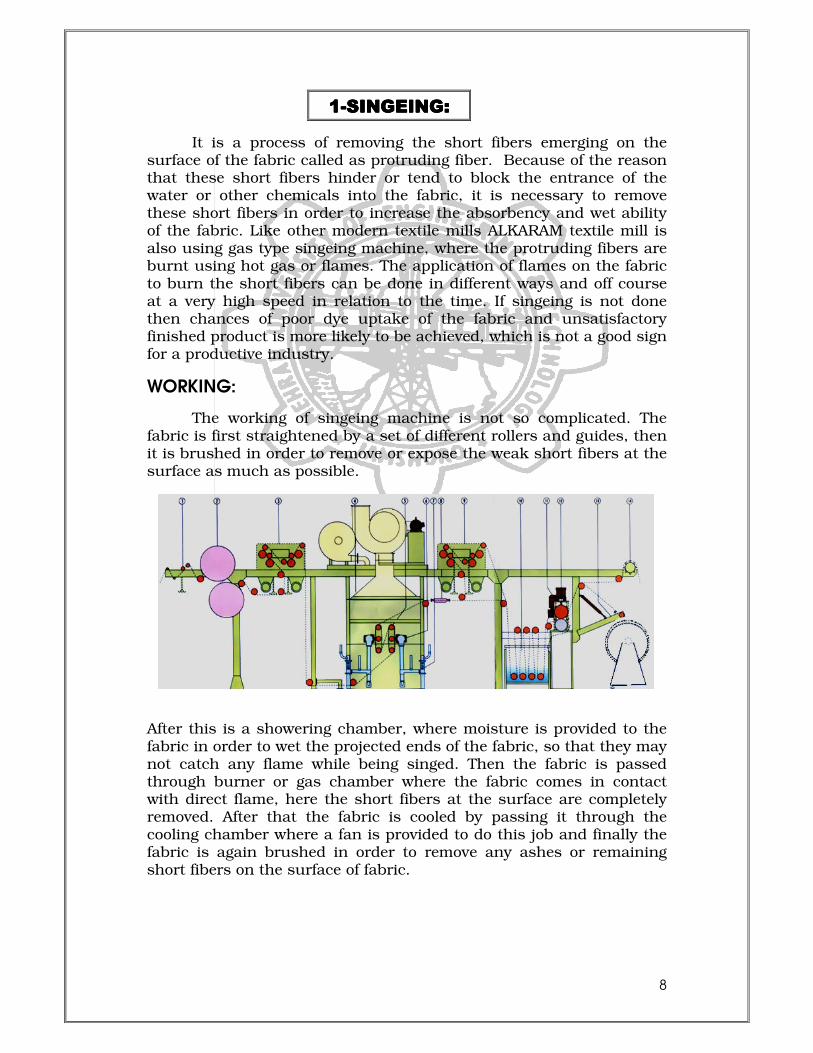
It is a process of removing the short fibers emerging on the surface of the fabric called as protruding fiber. Because of the reason that these short fibers hinder or tend to block the entrance of the water or other chemicals into the fabric, it is necessary to remove these short fibers in order to increase the absorbency and wet ability of the fabric. Like other modern textile mills ALKARAM textile mill is also using gas type singeing machine, where the protruding fibers are burnt using hot gas or flames. The application of flames on the fabric to burn the short fibers can be done in different ways and off course at a very high speed in relation to the time. If singeing is not done then chances of poor dye uptake of the fabric and unsatisfactory finished product is more likely to be achieved, which is not a good sign for a productive industry.
WORKING:
The working of singeing machine is not so complicated. The fabric is first straightened by a set of different rollers and guides, then it is brushed in order to remove or expose the weak short fibers at the surface as much as possible.
After this is a showering chamber, where moisture is provided to the fabric in order to wet the projected ends of the fabric, so that they may not catch any flame while being singed. Then the fabric is passed through burner or gas chamber where the fabric comes in contact with direct flame, here the short fibers at the surface are completely removed. After that the fabric is cooled by passing it through the cooling chamber where a fan is provided to do this job and finally the fabric is again brushed in order to remove any ashes or remaining short fibers on the surface of fabric.

9
PARTS OF SINGEING MACHINE:
This machine is OSTHOFF SENGE double sided flame singeing machine, which is adopted by many modern textile mills. It is called as double sided flame singeing machine because there are 2 flame sources employed in this machine to burn the short fibers from 2 sides, as shown in the figure. This ensures a thorough singeing and therefore is quite effective. This machine consists of following important parts:
1. GUIDER :
Guiders are used to remove creases from the cloth and provide tension to fabric.
2. PRE-BRUSHING UNIT:
Here the loose short fiber on the surface and other loose material like treads etc are removed as much as it can be.
3. SHOWERING:
Figure: FLOW CHART OF SINGEING MACHINE

10
Here the fabric is given a little bit of moisture so that any outward projected end of the fabric may not catch fire as it comes in contact with the flam
4. SINGEING CHAMBER:
This is the area where actual singeing takes place. Here the flames touch the fabric at 90˚ (position 3), which is sever singeing. Singeing can also be done at other positions i-e: 1 and 2, by changing the position of the rollers or the angle of flame. At position 2(flames at 70˚) the singeing is of medium intensity, while as at position 1(flames at 45˚) the singeing is mild.
5. POST-BRUSHING UNIT:
Finally the fabric is cooled and brushed here in order to prevent
any flaming of the fabric and cleaning away of ashes, dust or dirt
on the fabric surface.

11
����������������������������������������
Desizing is also another important process which always comes after singeing process, because if desizing is done before the singeing then more desizing chemical would be required and desizing chemical may not penetrate the structure of fabric due to the presence of unwanted short fiber. In most of the modern mills the desizing process is done immediately after singeing by connecting both processes together. This means that fabric unwound from the batcher is singed and desized and then wounded again on another batcher. The desizing process is short and a simple process in which the sizing material is removed from the fabric. Actually in desizing process only starch is removed from the fabric which is a part of the sizeing material.
There are basically three types of desizing processes but here only enzymatic desizing process is followed because it is non-hazardous, cheap, accurate(if precaution). The only problem with enzymatic desizing is that it is a bit time consuming and very sensitive, in a sense that it might be very distructive if its parameter are even slightly ignored.
WORKING:
The working principle is quite simple. The fabric is dipped in the desizing solution 5-6 times under a temperature of around 75˚c. The desizing solution consists of enzymatic desizer and wetting agent (for increasing absorbency of the fabric). After the solution is applied on the fabric, the fabric is padded at 100% pickup. The pressure applied for required pickup %age for yarn dyed fabrics is 2 bars, while as for gray fabric it is 4 bars. Then the fabric wound on the batcher which is supposed to be stored in open air for 8-12 hours in order to allow enzymes to complete their job.
CHEMICALS AND PARAMETERS:
The chemicals used for Desizing purpose are only water, enzymatic desizer and wetting agent. The amount of this solution depends upon how much Desizing is required, which is different for different fabrics.
The major asset in this solution is enzymes (microorganism) whose function is to attack and eat the starch. Their efficiency can be

12
very productive or very destructive depending upon the following parameters:
• Time
• Temperature
Time is important for enzymes, because till a certain time period the enzymes would complete their work. If enzymes are removed before they complete their job then there would arise a number of problem in subsequent processes, such as low absorbency, more chemical treatment etc. if the enzymes are left in the fabric for a longer time then they are also likely to start eating or destroying the fiber polymers, which would weaken the fabric and hence the quality of the fabric would be adversely effected.
Temperature is also of immense importance because enzymes can only be efficient within a temperature range around 75˚. Below this temperature the enzymes may act too weak, and above this temperature the enzymes may become very unstable and might also be destroyed.
The slight variation in both the parameters can be managed by
controlling the speed of the machine. The batcher after desizing is
required to be stored for a certain period of time of around 8-12 hours.

13
����������������������������������������
Bleaching is a process of bringing whiteness to the fabric. The gray fabric after being singed and desized is still not clean yet. The bleaching process provides a total package of cleanliness and most of all provides whiteness. Actually the cleanliness is provided by another process called as scouring, but scouring process can also be performed in a bleaching process called as SOLOMATIC BLEACHING. The fabric arriving from the previous processes contains a lot of impurities such as:
• Fats
• Waxes
• Pactines
• Vegetable oils
• Minerals
• Natural colour
Amongst all these impurities fats, waxes, oils and pactines are most in quantity. These are necessary to be removed because they hinder the absorbency and repel water which is the basic medium for transferring dyes and finishes onto the fabric. Hence, it is must to remove them. The minerals present in the fiber can cause catalytic damages in the chemical processes, which are bad for the polyester structure. This job of removing these impurities is done by scouring, which means it is a simple cleaning and washing process. Remaining left is the natural colour. The natural colour of the fiber contains two main coloring compounds called as:
• Xanthophylls
• Chlorophyll
These both compounds combine give the fabric a kind of yellowish colour. But the bleaching process helps in removing these compounds giving the fabric a pure whiteness. This whiteness is required in order to determine correct dye intensity in the fabric in the dying process. If bleaching is not done then dyes so applied would continuously give a faulty shade.
The bleaching process can be of following types i-e:
1- Chlorinative bleaching
2- Peroxide bleaching

14
In this mill only peroxide bleaching and is performed on the bleaching machine. The bleaching is done by two methods which are :
• Solomatic bleaching
• Optical brightening
The solomatic bleaching process has already been described above while as in optical brightening even a higher degree of brightening is achieved as compared to solomatic bleaching. The optical brightening is done only for the fabrics which are meant or demanded to be white only, but from solomatic bleaching only those fabrics are treated which are for dyeing purpose. Both the processes are performed in the same way the only difference is of chemicals used.
WORKING PRINCIPLE:
The process on the bleaching machine is very lengthy but simple. The fabric is first unloaded from the batcher. Thereafter the fabric is given tension and smooth feeding is provided by the guiders in to the 2 pre-washing chambers at temperature around 92˚c-98˚c and is treated with caustic, wetting agent, sequestering agent and stabilizers. After this the fabric is immersed in the chamber called black flexnip which is the chemical bath to apply bleaching agent. After this the fabric passes through steamer and is gathered in a bulky form on a platform, which moves very slowly in order to provide the fabric some time so that chemicals may penetrate the fabric thoroughly. This time period is called as dwell time, which is normally kept around 22 minutes, Otherwise as per demand. At this time the pH of the fabric is slightly acidic. The pH of the fabric is brought to neutral in the neutralizing chambers and finally the fabric is dried in the dryer and then wound on the batcher.
PARTS OF BLEACHING MACHINE:
The main parts of the bleaching machine are described below:
1. GUIDERS:
Guiders are used to remove creases from the cloth and provide
tension to fabric.
2. PRE-WASHER CHAMBER:
This part consists of two chambers where the fabric is passed through scouring process of the solomatic bleaching. The fabric is

15
treated with caustic, wetting agent, sequestering agent and stabilizers. In short here the desizing material is removed.
3. BLACK FLEXNIP:
It is the chemical bath for bleaching where the chemicals are applied by pressure on the fabric. The chemicals in the bath are the bleaching agent and the caustic. And stabilizer in order to control over oxidation as over oxidation Is likely to cause fabric detoriation and weakening. After this the fabric is padded and squeezed at about 80% pickup. For the optical brightening everything is kept same only optical brightening agent replaces the bleaching agent.
4. STEAMER:
Although there are two types of steamer i-e: single steamer and double steamer but this bleaching machine is equipped with single steamer. The purpose of this part of machine is to ensure fixation of the chemical on the fabric.
5. POST WASHER:
After the chemicals are fixed on the fabric then any loose or remaining unfixed chemical on the fabric are likely to be removed
in post washer.
6. NEUTRALIZER:
Here the fabric is neutralized. Because the fabric attains an acidic pH after being passed through different chemicals it is necessary to neutralize it. It is necessary for the subsequent processes to have a fabric with neutral pH.
7. DRYER:
Here the fabric is dried as in every process the fabric is supposed to be dried and finally wound on the batcher.
CHEMICALS AND PARAMERTERS:
The chemicals used in the solomatic bleaching machine are as following:
1- Bleaching agent (H�O�)
2- Wetting agent
3- Caustic (NaOH)

16
4- Stabilizer
5- Sequestering agent
At the same time the parameters of this machine are equally important as much as chemicals are, which include:
• Time
• Temperature
These both parameters have a similar impact on the fabric quality just like it is in the desizing process. It is the duty of the wet processing manager to keep a keen eye on the parameters as even a little carelessness would cause a lot of payback. One has to take care of the timing, which must not exceed or lessen from a certain limit, required by the reactions to be completed.
Similarly temperature has also sensitive impact on the chemical reactions which again require a certain limit of temperature, below or above which the reaction may be too slow or too unstable respectively.

17
����������������������������������������������������������������
Mercerization is another process of pretreatment. Normally this process is included in the pretreatment process but in ALKARAM textile mill this process is a part of dyeing department. The need for this process comes because of the reason that after bleaching the fabric is observed to have a low absorbency, dull appearance and is not that strong to sustain different pressures in the subsequent processes. For that reason the fabric is passed through a special caustic treatment called as mercerization. This process is therefore practiced to achieve luster, strength and good absorbency for dyes. There are three types of mercerization processes i-e:
• Chain mercerization
• Chainless mercerization
• Slack mercerization (caustisization only)
Here only chain mercerization is practiced in which there is a special feature of stretching of the fabric after its chemical treatment by the help of spiked chains that hold the fabric and stretch it.
OBJECTIVES:
Following are the main objectives of the mercerization process:
• To improve wet ability
• To increase luster
• To increase the absorbency
• To increase the strength of the fabric
CHEMICALS:
The main chemicals used in this process are:
• Unimerciroll
• Na OH
• Acetic acid
• Soap (fdf) wetting agent
• Stabilizer
Na OH is used because it swells the fiber and helps in improving absorbency and luster. With mercerizing agent it gives fiber strength.

18
Acetic acid is used to control the pH of the fabric while wetting agent helps in chemical penetration. And stabilizers are used for chemical reaction stability.
WORKING PRINCIPAL:
The fabric from the batcher is unwounded and collected in the scary to a certain length. Then the fabric is self balanced on the rollers called as blianco, and then the fabric is immersed in wet and wet tank where it is mostly treated with water and a very small amount of caustic with mercerizing agent. Then fabric is treated in strong lye solution containing the actual amount of caustic and mercerizing agent. Here the solution concentration for dyed fabric is kept around 22˚-28˚ bu and 15˚-20˚ bu for printing fabric, at a temperature of around 60˚c - 65˚c. then the fabric is squeezed to 87% pickup. Then the fabric goes into the stanter chamber to give fabric some time to absorb the chemicals and to prvide fabric some time to do this job. Then comes the main part of the machine where fabric is stretched by spiked chains which are 7 meters long and here steaming is provided at a temperature of about 75˚c. Then the fabric is treated in a weak lye, where the solution concentration is 6˚-8˚ bu at 75˚c temperature. Then the fabric is washed at 90˚c-95˚c. Then the fabric is dried at 120˚c-125˚c and finally wound on the batcher.
PARTS OF MERCERIZATION MACHINE:
The machine used for mercerization is ”blanco tex lru” of Kuster company. It has following main parts:
1. SCRAY :
It is the curved part of machine which is used to store a predetermined amount of fabric.
2. BLIANCO:
It consists of two rollers which self adjust themselves to keep the fabric at the center.
3. WET AND WET TANK:

19
Here the fabric is immersed in water bath which very slightly
consists of caustic of around 1˚ bu concentration.
4. STRONG LYE CHAMBER:
There are two chambers where the fabric is treated with strong solution of caustic and mercerizing agent with concentration up to 28˚bu at temperature around 65˚c.
5. STANTER:
Here the fabric is stored and given some time to absorb the chemicals.
6. CHAINS:
Here the fabric is fixed on chains with spikes to hold the fabric and stretch it along its 7 meters length. The fabric is also steamed here at 75˚c.
7. WEAK LYE:
Here the fabric is treated in a weak solution of caustic and mercerizing agent whose concentration is about.
8. WASHING CHAMBERS:
This part of machine consists of 5 chambers where in 4 chambers washing is carried out and soaping is done in 2nd chamber, while as in 5th chamber fabric is treated with acetic acid in order to control the pH and keep the pH around 7.
9. DRYER: After the squeezing action the fabric is dried in dryer around 120˚c-125˚c temperature. And finally wound up on the batcher

20
Chapter # 02
DYEING

21
��������������
�����
The molecules of organic compounds are called dyes which are responsible for colors, they can be cationic, anionic or non anionic (disperse) in the nature. Dyeing is a process of applying dyestuff onto the fabric according to the requirement. Dyeing is the process of colouring the textile materials by immersing them in an aqueous solution of dye called dye liquor. Generally dye liquor consists of dye, water and an auxiliary.
Dye Auxiliaries
The chemical compound include carriers or swelling agents, leveling agents, anti foaming agents, detergents and wetting agents are called dye auxiliaries. The common dyeing auxiliaries are following:
• Dispersing agents:
Stabilizes the dye and keeps it in the stable physical form.
• Levelling agents:
Slow downs the process for uniform dyeing.
Reducing agents:
Those agents who changes the chemical nature of the dyes, and helps to produce uniform dyeing.
• Squesting agents:
Makes the metal particles un-reactive.
• Wetting agents:
Surfactants increase the wet ability of the dyes.
• Alkali:
Is used to make the strong covalent bond.

22
Dyeing Factors
Dyeing is a complex process, and part of wet processing, in which one has to take care of many factors involved. Major factors involved are:
1. Process
2. Recipe
3. Parameters
4. Production
5. Faults and their remedies
1-Process
The process of dying is of immense importance since the the results largely depend upon the process being followed. There are mainly three processes that a mill may adopt i-e:
• Exhaust dyeing
• Continuous dyeing
• Semi continuous dyeing
In exhaust dyeing all the processes including dyeing and printing may be carried out on one machine by draining out the existing liquor for a new process. This makes the process for use in small scale production. This is less required by the highly productive industries because switching to a different process on the same machine requires 10-15 days of cleaning first.

23
Fig: Thermosol Dyeing
In continuous dyeing there are series of machines for their specific process. They cover a lot of space but also enable a mill to make large scale productions. Therefore, most industries adopt continuous method.
In semi continuous method both types (exhaust and continuous type) of machinery may be utilized to make medium scale productions.
It is important to mention that before processing starts in full zeal the process of “matching” is performed. In this process about 250-500 meters of fabric or substrate is passed through a testing or confirmation phase in which it is dyed under temperature change as the temperature decreases from start till the end of this phase. The fabric is divided in three parts i-e:
1. High dying (at higher temperature)
2. Medium dyeing (at lower temperature then the higher one)
3. Low dyeing (at even lower temperature then the 1st two)
Then the fabric is cut at different places for sampling and sent to the laboratory for testing as if which type of dyeing is giving the required shade.
In ALKARAM TEXTILE MILL continuous method was being followed. And the machine in use for dyeing is mono fort continuous dyeing of Kuster Company which is followed by washing process. Though different methods of dying may be performed on this machine, which are described as a flow chart. The first two methods are currently adopted by the mill, while the remaining two are adopted as per requirement. These are following:
1. Pad Dry Cure Method:
2. WET AND WET PROCESS: ( pad-steam machine)
3. Pad Dry-Chemical Pad:
4. Wet Development Method:

24
�������������������
�������������������
(Pad-steam machine)
!������"���#$%�&���

25
'!�����(�&�)#�*�������
It is worth mentioning that for different fabrics different processes are adopted. Here mostly cotton and polyester or their blends are treated and processed. At the time of our internship cotton fabrics were being dyed.
In case of cotton fabrics, mostly dyeing is not so complex by simply following any of the above mentioned methods, where they are padded, dyed, chemically treated, dried and simply washed with good color fastness properties and characteristics achieved. But, in case of polyester or PES/CES blend, the fabric is treated in the same manner as cotton but its processing only differs in fixation and washing. Here dark shaded fabrics, after dyeing, are further processed with chemical padding (where other chemicals are applied on fabric which are earlier skipped), wet development (where shade is developed by applying cold solution of NaOH and a salt), Reduction Clearance R.C (a washing process where loosely bonded dyes at the surface of the fabric are removed to give good fastness properties).
����������������������������������������������������
Recipe is the term used for the ingredients used in the dyeing bath. The recipe for different dyes is different and it also depends on the process, substrate, customer’s demand and end usage. Here, reactive

26
dyes were being used on cotton fabric. The amount or concentrations of any dyes always depend upon customer’s demand. The other ingredients used for these dyes are:
• Urea => 50 gm/liter
(For moisture gain during drying)
• Soda ash => 10 gm/liter
• Anti migrating agent (alginate) => 6 gm/liter
(to resist dye migration)
If polyester or PES/CES blended fabrics are being treated then the recipe is defiantly going to be different, because the dyes used are disperse dyes which are only applied on polyester or other hydrophobic fabrics. I-e:
• Anti migrating agent = 10 gms/ltr
• Dispersing agent = 3 gms/ltr (for disperse dyes to remain dispersed in solution)
• Acidic acid = 1 gms/ltr (to maintain ph)
PARAMETERS:
Dyeing parameters are of immense importance because it is these parameters which control the rate of dyeing most importantly. If the parameters of dyeing are mismanaged then it would result in serious dyeing faults like staining, colour defects, faulty shades etc. the main dyeing parameters are as following:
• Temperature
• Time
• Speed of dyeing (40 mtrs/min)
• Amount of substrate
The temperature, timing and speed of dyeing depend upon the dyestuff being used, their auxiliaries and the method of dyeing. At the same time if higher the speed of dyeing more would be the production and lesser the time would be consumed. But, mostly the more you

27
increase the speed of dyeing the more adversely the quality of dyeing is affected. So, therefore care is taken regarding the parameters of dyeing. Correct temperature level ensures correct rate of dyeing and prevents unstable dyeing which may result in different faults like colour fading or shade variation etc. In case of timing it is important to pass the fabric through each step of dyeing in its specific time, if improper timing is adopted then more chances of faulty dyeing with chemical or thermal degradation of dyestuff as well as the fabric is likely to occure. On the other hand, the amount of substrate also cannot be ignored, which largely depends upon customer’s demand. Normally, dyeing is easier in small scale productions because less substrate is required to be dyed but when it comes to continuous processes very large amount of substrate, ranging from 5000-14000 meters, are dyed then it is very important to dye such a large amount of substrate properly otherwise stripping, re-dyeing or disposing a substrate this much large would cause serious economical loses for the industry.
PRODUCTION
The production of the material that a mill is producing is always of priority importance for the mill owners and managers. In dyeing mostly quality is considered rather than quantity of fabric. But at the same time if production is low then more time is required to attain the desired amount of production, which the demanding parties don’t appreciate and it is evenly critical to deliver the goods on its respective due time. It is the production which helps the mill to sustain its future in industry. At the time of internship about 8000 meters of fabric was being dyed on the batcher. Normally this amount of fabric takes about 3.5 - 4 hours, so as per whole day about 30000 – 35000 meters of fabric is processed daily only from a single machine.
FAULTS & THEIR REMEDIES
In industries faults occur in every process. The case is same for dyeing as well. Mill managers have to face different faults in dyeing such as spotting, staining, shade variations, listing, tailing etc. which occur due to number of reasons mostly due to fault in processing, recipe or dyeing parameters or even due to defects in dyeing machine and its parts. Hence extreme care is important in these three areas.

28
PARTS OF Dyeing MACHINE AND THEIR FUNCTION
1. BATCHER :
It is used to hold the fabric and help in winding and unwinding of fabric.
2. SCRAY :
It is the curved part of machine which is used to store a predetermined amount of fabric.
3. GUIDERS :
Guiders are used to remove creases from the cloth and provide tension to fabric.
4. GUIDE ROLLS:
These are used to guide the fabric and to maintain the tension in fabric
5. COOLING DRUMS:
These are used to lower the temperature of the fabric, as required by the dye bath.
6. PADDER:
These are rollers used to apply pressure on the fabric after it is dyed. The pressure so applied is in order to remove the extra dyestuff from the fabric and also to inject in the dye particles. The pressure so applied by the pad rollers is about 1.5 bar. And pickup % is at 60 %.
7. I.R DRYER:
It is a heating chamber which consists of infrared heating sources placed in 2 chambers. It performs the job pre-drying.
8. THERMEX CHAMBERS:
These are 4 chambers where 2 chambers are used for simple drying purpose while the other two are used for curing.
9. WINDING:
Finally winding occurs to help winding up of fabric onto the batcher.

29
CHAPTER # 03
FINISHING

30
FINISHING PROCESS
Finishing is the last stage in the production of textile fabrics.
It is the operation where the final fabric properties are developed. Finish can be either chemicals that change the fabric’s aesthetic properties or physical properties or changes in texture or surface characteristics brought about by physically manipulating the fabric with mechanical devices.
Every good that a mill or a factory produces needs to be given a final shape. Which is required so, in-order to meet the desired requirements. As the name of the process itself indicates that it is a finishing process where goods are at their final stage of processing, after which they are ready to be packed and delivered. In finishing process the characteristics and properties of the fabric are changed to the required state by the application of different chemical and mechanical treatments. Though this process may appear to be very simple by just applying the finishes, but it is worth mentioning that extreme care is required in finishing as it is the final process after which the goods are supposed to be ready and without a bit of an error. Any mistake may lead to severe economic losses as well as a bad name to the mill.
Finishing may be :
• Chemical finishes (wet)
• Mechanical finishes (dry)
In al-karam textile mill the finishing process was being carried out on three machines i-e:
1. Stenter machine
2. Calendaring machine
3. Sanforizing machine
There are certain parameters that finishing department has to consider. These parameters major include the type of fabric, quality of fabric, the demand of ordering party, fabrics overall processing up to finishing and environmental conditions (temperature and humidity). At the same time a finishing manager also has to take care of before and after measures of the finishing process where before finishing

31
process moisture, curing, dyeing, and quality parameters of fabric are taken into consideration while after finishing process it is important to ascertain that the required results are achieved or not.
OBJECTIVES:
Following are the major objectives of dying machine
• To apply finishes correctly
• To achieve the desired result
• Drying
• Winding
��������������������������������������������������������������������
In one processing unit of the mill there were 6 stenter machines in which one consist of 5 drying chambers while others consist of 6 drying chambers. The stenter machine is one in which the fabric is given chemical and slightly mechanical treatment. In this machine different chemical finishes may be applied as per requirement or demand. Mostly the chemicals finishes applied are softeners, soil retarding, fire retarding, crease recovery, water retarding agents, etc. there are a variety of chemicals used to achieve these finishing effects. The material fed to the stenter machines may be:
• Dyed and mercerized
• Dyed and un mercerized
• Mercerized and un-dyed
• Neither mercerized nor dyed
Daily production of one stenter machine is around 35000-40000 meters of fabric. As the fabric is loaded onto the stenter machine the first task of this machine is to “Equalize” the fabric, where the fabric is stretched up to the required and width setting is controlled. After that the fabric is padded where the fabric is passed through the finishing chemicals and padded to a pickup % of 30% - 40%. Then the faults like skew and bow are removed at weft streightener.

32
After that the fabric is stretched or shrinked as per requirement by the help of chain with clips and spikes. Then the fabric is passed through the drying chambers where fabric is dried. Finally the fabric is stretched through guiders and wound on the trolley or batcher by the help of bladders.
PARTS OF STENTER MACHINE:
Following are the parts of stenter machine:
1. EQUALIZER:
Here the fabric is straightened by applying tension and creases are removed here as well.
2. SCRAY:
It is used to store the predetermined amount of fabric so that the machine keeps on running even if sewing of fabric is being performed.
3. GUIDERS:
Guiders are used to remove creases from the cloth and provide tension to fabric.
4. PADDER:
Here the finishing chemicals are applied on the fabric by the pressure of padding rollers. The pressure applied is 2.5 psi in the middle portion of fabric and 2 psi at each side of fabric. The fabric is padded at 30% - 40 % percent.
5. WEFT STREIGHTNER:
Here the faults like skew and bow are removed by the help of steel and bow rollers. The bow rollers are curved rollers and are used to

33
remove bow, while as steel rollers are used to remove the skew from the fabric.
6. CHAINS:
At this point two things can be done, under feeding and over feeding. In under feeding clips on the chains are used to hold and stretch the fabric and in under feeding the fabric is held loose by the spikes on the chains where fabric’s width is reduced or shrinked.
7. DRYING CHAMBERS
Here the fabric undergoes drying as it is wet due to chemicals applied on it. The stenter machine is equipped with either 5 or 6 drying chambers. The drying of the fabric is performed by gas heating method. Each chamber consists of maximum of 2 fans as well. Due to this reason the machine covers a lot of space.
8. WINDING:
The winding of the fabric is done with the help of hydraulic pressure of bladder. The fabric is either wound on trolleys or batchers.
34
��������������������������������������������������������������������������������
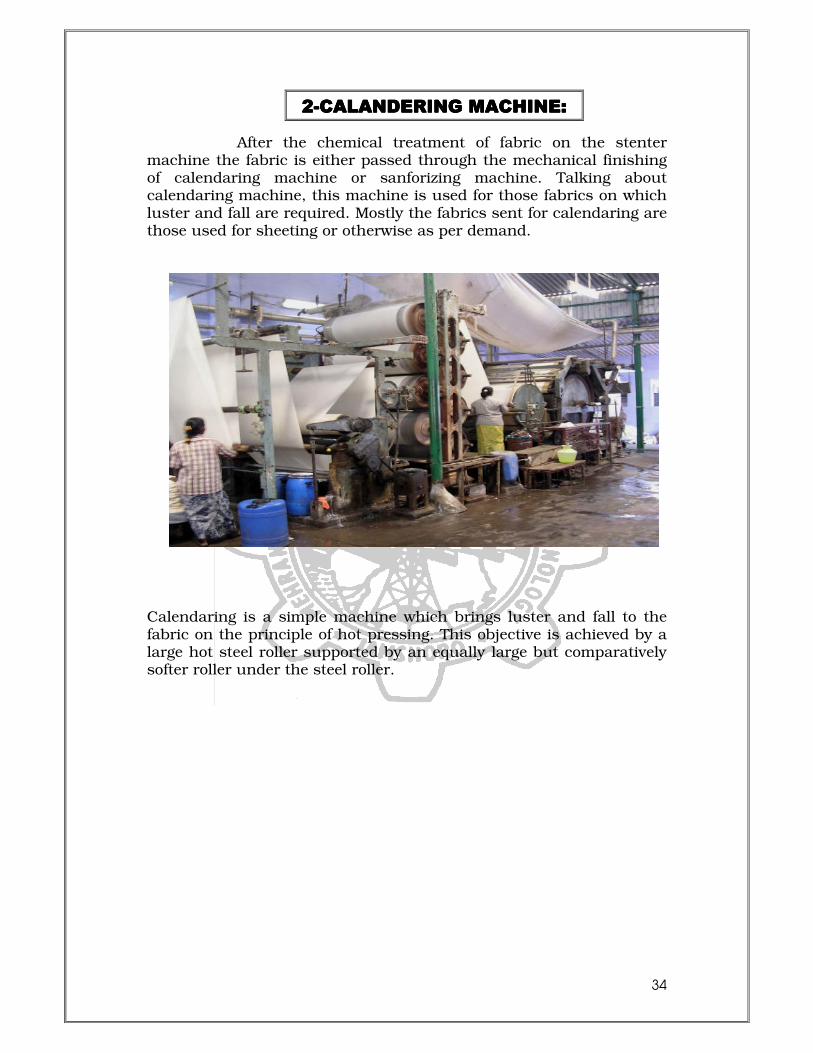
After the chemical treatment of fabric on the stenter machine the fabric is either passed through the mechanical finishing of calendaring machine or sanforizing machine. Talking about calendaring machine, this machine is used for those fabrics on which luster and fall are required. Mostly the fabrics sent for calendaring are those used for sheeting or otherwise as per demand.
Calendaring is a simple machine which brings luster and fall to the fabric on the principle of hot pressing. This objective is achieved by a large hot steel roller supported by an equally large but comparatively softer roller under the steel roller.

35
PARTS OF CALANDERING MACHINE:
1. TENTIONER ROLLERS:
These rollers are used to apply tension on the fabric in order to help remove creasing.
2. GUIDERS:
Guiders are used to remove creases from the cloth and provide tension to fabric.
3. MATTER SENSOR:
It is used to detect any foreign matter mostly metal particles and stop the machine.
4. CREASE REMOVER:
It is a set of rollers where any creases present in the fabric are removed due to their grooved design, so that a straight and smooth fabric is fed for calandering.
5. HEATER ROLLER:
It is a large steel roller which is internally heated by electricity. Its heat application on the fabric gives the fabric the luster and fall required. It works on the principle of simple pressing.

36
6. TEFLON ROLLER:
It is the roller under the heater roller made of Teflon material, which is soft and used for help in pressing of the fabric. It just provides a ground for the fabric over which pressing may be done.
7. GUIDE ROLLERS:
These roller are simply used for guiding the material for winding.
8. BLADER:
It is a swinging roller which swings to and fro by hydraulic pressure, and is used for winding purpose.

37
��������������������������������������������������������������������������������
Sanforizing machine is another machine which is used in the finishing department of ALKARAM TEXTILE MILL. As mentioned above that after the fabric is treated from stanter machine the fabric may either be treated from calendaring machine or sanforizing machine. As far as sanforizing machine is concerned, this machine is used for setting of the length and width of the machine. Here the shrinkage of warp and weft is controlled, either the shrinkage may be increased or decreased, which depends upon the demand made by the customer. Here, again the fabric is mechanically finished.
This machine simply works on the principle of folding and unfolding of the fabric subsequently. The fabric is first showered and if required also humidified by steaming and then passed through a large hot rubber roller where it is passed steeply under the roller so that proper folding may be achieved and in the same way the fabric is unfolded over another large dry cylinder by passing steeply over it. Finally the fabric is cooled and wound.
PARTS OF SANFORIZING MACHINE:
1. GUIDER:
Guiders are used to remove creases from the cloth and provide tension to fabric.
2. ROLLERS:
There are a set of rollers which are used to guide and maintain the tension in the fabric.

38
3. COMPENSATOR:
The function of this part is to maintain the speed of the flow of fabric throughout the machine.
4. SHOWERING ROLLERS:
It is a spray unit in which water is showered in the machine or steam is sprayed on the fabric in order to give the humidity on the fabric. It is this place where the width or length is actually set.
5. STEAM ROLLER:
It has almost the same function as of the spray unit. It is only used if required.
6. RUBBER ROLLERS:
The rubber roller is used to compress the yarn gaps in the fabric. This is how the shrinkage is controlled.
7. DRY CYLINDER:
It is a large roller which is internally heated and is used to dry the wet fabric while it is being unfolded. This step finally makes the set width permanent.
8. COOLING DRUM:
It is a chilled drum which is cooled internally by cold water. And it is used to cool the heated fabric to match the atmospheric conditions.
9. BLADER:
It is a swinging roller which swings to and fro by hydraulic pressure, and is used for winding purpose.
10. BLANKET:
It is used at many places in the machine on the rollers. It is used to set the
width of the fabric after moisture is removed from the fabri

39
CHAPTER # 04
PRINTING

40
Introduction to Printing
"Textile Printing is sometimes regarded as an industrial art, having a
long history and an assured future. Although it will always be a multi
diplomacy activity, in the 21st century it is highly dependent on
science and technology. The aim of this book is to introduce the
reader to all technical considerations that are important in textile
printing. At the same time the various authors, all with long
experience in the industry, encourage the reader not to loose sight of
the human factor in producing successful results, which require the
coordination of many individuals' skills. All the major printing
techniques are covered, including screen printing, the dominant
method at the present time. A brand new chapter on digital systems
has been included."
The application of color to a fabric in a design or pattern (localized dyeing) is called
printing.Textile printing is the process of applying colour to fabric in definite patterns or designs. In properly printed fabrics the colour is bonded with the fiber, so as to resist washing and friction. Textile printing is related to dyeing but, whereas in dyeing proper the whole fabric is uniformly covered with one colour, in printing one or more colours are applied to it in certain parts only, and in sharply defined patterns.
In printing, wooden blocks, stencils, engraved plates, rollers, or silk screens are
used to place colours on the fabric. Colorants used in printing contain dyes
thickened to prevent the colour from spreading by capillary attraction
beyond the limits of the pattern or design.
Steps in Printing Process 1. Preparation of print paste 2. Printing of fabric 3. Drying 4. Fixation of dyestuff 5. Washing – off
Types of Printing Processes

41
Modern printing generally incorporates one of the following techniques:
• Flat screen printing
• Rotary screen printing
• Engraved roller printing
• Heat transfer printing
1-Flat Screen Printing
Automatic flat screen has approximately 17% of printed goods.
• Mechanization of hand screen process
• Fabric glued to blanket
• Screens rise and fall
• Printing done while screen in down position
• Rod or blade squeegee system
• Up to four strokes possible
• Slow process
Advantages: 1. Large repeats 2. Multiple strokes for pile fabrics Disadvantages: 1. Slow production

42
2. No continuous patterns
2. Rotary Screen Printing
Automatic rotary screen has approximately 50% of printed goods.
• Continuous screen printing process
• Fabric glued to blanket
• Fabric moves under rotating screens
• Rod or blade squeegee system
• Fine adjustments easily made
• Speeds up to 100 yd/min
Advantages:

43
1. Fast production 2. Quick changeover of patterns 3. Continuous patterns Disadvantages: 1. Design limitations 2. Small repeats
3. Engraved Roller Printing
Roller printing has approximately 26% of printed goods. Advantages: 1. High design capability 2. Fine detail 3. Multiple tones Disadvantages: 1. Copper cylinders very expensive 2. Not economical for short runs 3. requires highly skilled workers
4. Heat Transfer Printing Heat transfer printing has approximately 7% of printed goods. Advantages:
1- Easier handling of units 2- Easier training of operators 3- Better registration and clarity 4- Fewer seconds 5- Inventory in paper 6- Pollution - free 7- High quality prints 8- Fewer seconds 9- Economical for short runs 10- Practically pollution free
Disadvantages: 1. Slow production

44
2. Limited to synthetic fibers, mainly polyester
CHAPTER # 05
QUALITY
CONTROL

45
�*�����%�$�*��+��&$��
��*���&
In the Quality control department we can improve control the all properties
of textile goods.
The Quality control Department plays an important role in overall
production.
Without quality control, no single meter is produced until the required
results are obtained in the laboratory.
We Print, Dye, Bleach all the fabrics on latest machines who has
capability to give us our required Quality finishing results according to
our client’s desire.
We process all the fabrics under the observation of our Quality control
staff.
On the basis of following four methods we can improve the quality of
textile goods.
1- Research and development
2- Control
3- Matching
4- Physical testing
Equipments
The machinery used in the Quality control department is described as:
1- Viscometer <Brook field>:
The viscometer is used to measure the
viscosity.
2- Veining box:
Veining meter is used to measure the piling of fabric.
3- Solar box:
The solar box is used to measure the light fastness.

46
4- Ovan <Carblite company>:
Ovan is used to measure the colour fastness.
5- Abrasion tester <Martindale company>:
6- High light tubes:
High light tubes are used to match the shed.
7- Spray test shower:
8- Crocking prush:
9- Crocking tester:
10- Pilling tester:
11- Elam tear meter:
12- Pilling tester <atlas>
13- Tearing machine
14- Xenon fade-ometer <ATLAS ci3000>

47
15- Lab dispenser
16- Dispenser
17- Cloth dryer
18- Electrolux wascator
19- Curing machine <Roaches Company>
20- Wash tec <roaches company>
21- Quick shrink tester
22- Pyrotec dyeing machine
23- Pad steam
����������������������������������������
����
����
����
����

48
����
����
����
BY:
Shuharat Ilyas Jokhio Tahiri Naqshbandi
Roll Number: 07TE40
0334-2021980
Copyright © 2022 FDOKUMEN




