
RANCANG BANGUN ALAT PEMOTONG EMPEK-EMPEK ...
88
i RANCANG BANGUN ALAT PEMOTONG EMPEK-EMPEK PROYEK AKHIR HALAMAN JUDUL Laporan akhir ini dibuat dan diajukan untuk memenuhi salah satu syarat kelulusan Diploma III Politeknik Manufaktur Negeri Bangka Belitung Disusun Oleh: RAUDYA CHOIRUNNISSA NIRM 0021626 CAROL DAVID MARCELINO NIRM 0011506 MUHAMAD AGUS SUBANDI NIRM 0011650 POLITEKNIK MANUFAKTUR NEGERI BANGKA BELITUNG TAHUN 2019
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of RANCANG BANGUN ALAT PEMOTONG EMPEK-EMPEK ...

i
RANCANG BANGUN
ALAT PEMOTONG EMPEK-EMPEK
PROYEK AKHIR
HALAMAN JUDUL
Laporan akhir ini dibuat dan diajukan untuk memenuhi salah satu syarat kelulusan
Diploma III Politeknik Manufaktur Negeri Bangka Belitung
Disusun Oleh:
RAUDYA CHOIRUNNISSA NIRM 0021626
CAROL DAVID MARCELINO NIRM 0011506
MUHAMAD AGUS SUBANDI NIRM 0011650
POLITEKNIK MANUFAKTUR NEGERI
BANGKA BELITUNG
TAHUN 2019


iv
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah Subhanahu wa Ta’ala, atas berkat
rahmat dan hidayah-Nya, sehingga pada akhirnya penulis dapat menyelesaikan laporan
proyek akhir ini tepat pada waktunya.
Laporan proyek akhir ini disusun sebagai salah satu persyaratan dan kewajiban
mahasiswa untuk menyelesaikan kurikulum program pendidikan Diploma III di
Politeknik Manufaktur Negeri Bangka Belitung.
Laporan proyek akhir ini berisikan hasil yang penulis laksanakan selama program
proyek akhir berlangsung. Alat Pemotong Empek-empek ini diharapkan dapat
membantu masyarakat agar bisa memudahkan dalam proses pemotongan empek-
empek.
Pada kesempatan ini penulis menyampaikan rasa terima kasih yang sebesar -
besarnya kepada orang-orang yang telah berperan sehingga dapat terselesaikannya
laporan proyek akhir ini, yaitu:
1. Kedua orang tua tercinta yang tak pernah berhenti memberikan dari dukungan
moril, materi dan semangat serta menghibur penulis dikala jenuh.
2. Bapak Sugeng Ariyono, M.Eng, Ph.D selaku Direktur Politeknik Manufaktur
Negeri Bangka Belitung.
3. Bapak M.Haritsah amrullah, M.Eng selaku Ka.Prodi Teknik Perancangan
Mekanik.
4. Bapak Fajar Aswin, M.Sc. selaku Ketua jurusan Teknik Mesin Politeknik
Manufaktur Negeri Bnagka Belitung.
5. Bapak Erwansyah, M.T. selaku dosen wali.
6. Bapak Somawardi, M.T. selaku pembimbing I yang telah meluangkan banyak
waktu, tenaga, serta pikiran untuk memberikan arahan dan bimbingan kepada
kami selama proses pengerjaan proyek akhir ini.

v
7. Bapak Juanda, M.T. selaku pembimbing II yang telah banyak memberikan
saran-saran dan solusi dari masalah-masalah yang kami hadapi selama proses
pengerjaan proyek akhir ini.
8. Bapak Dedy Ramdhani Harahap, M.Sc yang telah banyak membantu dan
memberikan semangat serta motivasi bagi kami selama proses proyek akhir
berlangsung.
9. Dewan Penguji Tugas Akhir.
10. Seluruh dosen pengajar dan instruktur di Politeknik Manufaktur Negeri Bangka
Belitung yang telah banyak membantu dalam penyelesaian proyek akhir ini.
11. Rekan-rekan mahasiswa Politeknik Manufaktur Negeri Bangka Belitung yang
telah banyak membantu selama menyelesaikan proyek akhir.
12. Pihak-pihak lain yang telah memberikan bantuan secara langsung maupun tidak
langsung dalam pembuatan proyek akhir ini yang tidak dapat disebutkan satu per
satu.
Penulis menyadari bahwa laporan proyek akhir ini masih jauh dari sempurna
terutama dari segi isi maupun rancangan karena keterbatasan waktu dan hambatan yang
penulis hadapi. Oleh sebab itu penulis mengharapkan masukan dari pembaca agar
dapat menjadi bahan petimbangan penulis untuk menyempurnakan laporan proyek
akhir ini.
Besar harapan penulis semoga laporan proyek akhir ini dapat memberi manfaat
bagi pihak yang berkepentingan pada khususnya dan bagi perkembangan ilmu
teknologi pada umumnya.
Sungailiat, 15 Agustus 2019
Penulis

vi
ABSTRAK
Empek-empek merupakan salah satu makanan tradisional yang cukupsederhana, yang banyak disukai masyarakat khususnya dibangka belitung.Berdasarkan hasil survei yang dilakukan di Mentok Saat ini, pengerjaan pemotonganempek-empek masih dilakukan secara manual menggunakan pisau dapur dimanadalam 1 (satu)kg/ jam dapat menghasilkan sebanyak 60 potong empek-empek denganpanjang rata-rata 7cm dengan diameter 2,5cm. Tujuan dari merancang alat pemotongempek-empek ini adalah Merancang alat pemotong empek-empek maksimum 10(sepuluh) puntung berukuran panjang 30 cm dengan Ø3 cm dalam satu kalipemotongan, membuat rancang bangun alat pemotong empek-empek yang dapat diaturpanjang pemotongan, serta mengatur kemiringan 15 derajat untuk hasil bentuk yangmiring pada empek-empek Perancangan alat pemotong empek-empek tersebutmengacu pada metode perancangan VDI 2222 dimana memiliki 4 (empat) tahapanyaitu merencana, mengkonsep, merancang, dan penyelesaian. dari hasil uji coba yangdilakukan dengan menggunakan Alat Pemotong Empek-empek dapat memprosessebanyak 10 puntung empek-empek dengan panjang 30cm dengan diameter 3cm, untukpemotongan lurus diperoleh hasil dalam 1 (satu) kali proses pemotongan untuk ukuran10cm di dapat hasil 30 puntung empek-empek untuk ukuran 10cm, dibutuhkan waktuselama 1 menit 50 detik untuk melakukan proses penyetingan mata potong danpemotongan empek-empek. Dalam 1 (satu) jam proses dapat menghasilkan 300 empek-empek berukuran panjang 10 cm dengan diameter 3 cm dan setelah ujicoba untukpemotongan empek-empek dengan kemiringan 15 derajat pemotongan tidak optimalsehingga terjadi kegagalan.
Kata kunci: empek-empek, VDI 2222, alat pemotong empek-empek

vii
ABSTRACT
Empek-empek is one of the traditional foods that is quite simple, which is widelyused by people in the Pacific Islands. Based on the results of a survey conducted inMentok Currently, the work of cutting the chips is still done manually using a kitchenknife where in 1 (one) hour can produce as many as 60 pieces of soft chips with anaverage of 7cm in diameter 2, 5cm. The purpose of paying for this soft cutting tool isto design a cutting tool with a maximum of 10 (ten) butts to increase the length of 30cm by Ø 3 cm in one cut, to make a design for the soft-cutting tool that can be used.sloping on the empek-empek The design of the empek-empek cutting tool is inaccordance with the VDI 2222 design method which has 4 (four) stages such asplanning, conceptualizing, supporting, and supporting. From the results of trialsconducted using a soft-and-soft cutting tool, it can process as many as 10 soft-buttswith a length of 30cm with a diameter of 3cm, for straight cutting the results areobtained in 1 (one) time the cutting process for a size of 10cm in the result can be 30empek butts for a size of 10cm, it takes 1 minute 50 seconds to do the cutting processand cutting the chips. In 1 (one) hour the process can produce 300 soft chips increasingto 10 cm in length with a diameter of 3 cm and after testing to cut soft chips with aslope of 15 degrees the cutting is not optimal resulting in recovery.
Keywords: empek-empek, VDI 2222, empek-empek cutting tool

viii
DAFTAR ISI
HALAMAN JUDUL .................................................................................................... i
LEMBAR PENGESAHAN ........................................................................................ii
PERNYATAAN BUKAN PLAGIAT .......................................................................iii
KATA PENGANTAR................................................................................................ iv
ABSTRAK ..................................................................................................................vi
ABSTRACT ................................................................................................................vii
DAFTAR ISI.............................................................................................................viii
DAFTAR GAMBAR..................................................................................................xi
DAFTAR TABEL ....................................................................................................xiii
DAFTAR LAMPIRAN ............................................................................................xiv
BAB I PENDAHULUAN......................................................................................... 1
1.1 Latar Belakang ............................................................................................... 1
1.2 Rumusan dan Batasan Masalah ...................................................................... 2
1.2.1 Rumusan Masalah................................................................................... 2
1.2.2 Batasan Masalah ..................................................................................... 2
1.3 Tujuan............................................................................................................. 3
BAB II LANDASAN TEORI.................................................................................... 4
2.1 Empek-Empek ................................................................................................ 4
2.2 Metodelogi Perancangan VDI 2222 ............................................................... 4
2.3 Proses Pemotongan Empek-Empek................................................................ 7
2.4 Desain Alat Pemotong Empek-Empek........................................................... 8
2.5 Dasar Penilaian Alternatif Fungsi Bagian ...................................................... 8
2.6 Pegas............................................................................................................... 9

ix
2.7 Elemen Pemindah......................................................................................... 12
2.7.1 Poros...................................................................................................... 12
2.8 Elemenen Pemikat ........................................................................................ 15
2.8.1 Baut dan Mur ........................................................................................ 15
2.8.2 Pengelasan............................................................................................. 16
2.9 Perawatan (Maintenance) ............................................................................. 19
2.9.1 Definisi.................................................................................................. 19
2.9.2 Jenis-Jenis Perawatan............................................................................ 20
2.9.3 Tujuan Perawatan.................................................................................. 21
BAB III METODE PELAKSANAAN..................................................................... 22
3.1 Tahapan – Tahapan Penelitian ..................................................................... 23
3.1.1 Pengumpulan Data ................................................................................ 23
3.1.2 Mengkonsep .......................................................................................... 24
3.1.3 Membuat Alternatif Fungsi Bagian....................................................... 24
3.1.4 Membuat Varian Konsep ...................................................................... 24
3.1.5 Melakukan Penilaian............................................................................. 25
3.1.6 Pembuatan Detail Rancangan ............................................................... 25
3.1.7 Pembuatan Komponen .......................................................................... 25
3.1.8 Perakitan Komponen............................................................................. 25
3.1.9 Uji Coba Alat ........................................................................................ 26
3.1.10 Penyelesaian.......................................................................................... 26
BAB IV PEMBAHASAN.......................................................................................... 27
4.1 Pendahuluan ................................................................................................. 27
4.2 Menganalisis................................................................................................. 27
4.2.1 Pengumpulan Data ................................................................................ 27
4.3 Mengkonsep ................................................................................................. 27
4.3.1 Daftar Tuntutan ..................................................................................... 27
4.3.2 Metode Penguraian Fungsi.................................................................... 29

x
4.3.3 Alternatif Fungsi Bagian ....................................................................... 31
4.3.4 Pembuatan Alternatif Keseluruhan ....................................................... 34
4.3.5 Variasi Konsep ...................................................................................... 35
4.3.6 Penilaian Variasi Konsep ...................................................................... 39
4.3.7 Keputusan.............................................................................................. 40
4.4 Merancang .................................................................................................... 40
4.4.1 Draft Rancangan.................................................................................... 40
4.4.2 Optimasi Rancangan ............................................................................. 44
4.5 Analisis Perhitungan..................................................................................... 44
4.6 Pembuatan Komponen ................................................................................. 48
4.6.1 Proses Permesinan................................................................................. 48
4.7 Perakitan ....................................................................................................... 50
4.8 Uji Coba Alat................................................................................................ 53
4.9 Analisa Hasil ................................................................................................ 56
4.10 Penyelesaian ................................................................................................. 56
BAB V PENUTUP ................................................................................................... 57
5.1 Kesimpulan................................................................................................... 57
5.2 Saran ............................................................................................................. 57
DAFTAR PUSTAKA................................................................................................ 59
DAFTAR LAMPIRAN ............................................................................................. 61
xi
DAFTAR GAMBAR
Gambar 1. 1 (a) pemotongan Empek- empek secara Manual (b) hasil pemotongan... 1
Gambar 2. 1 Macam-macam Pegas .......................................................................... 10
Gambar 2. 2 Bahan Pegas Silindris Menurut Pemakaiannya .................................... 10
Gambar 2. 3 Poros ..................................................................................................... 12
Gambar 2. 4 Macam-macam Baut............................................................................. 15
Gambar 2. 5 Macam-macam Mur.............................................................................. 16
Gambar 2. 6 Bentuk Kampuh Sambungan Las Dasar ............................................... 17
Gambar 2. 7 Penunjukan Pengelasan ........................................................................ 17
Gambar 2. 8 Simbol Dasar Pengelasan ..................................................................... 18
Gambar 2. 9 Simbol Pelengkap Pengelasan .............................................................. 18
Gambar 3. 1 Diagram Alir Metode Pelaksanaan ...................................................... 23
Gambar 4. 1 Diagram Black Box atau Diagram Fungsi............................................ 29
Gambar 4. 2 Diagram Struktur Fungsi Alat Pemotong Empek-empek..................... 29
Gambar 4. 3 Diagram Pembagian Sub Fungsi Bagian .............................................. 30
Gambar 4. 4 Varian konsep 1 .................................................................................... 36
Gambar 4. 5 Varian konsep 2 .................................................................................... 37
Gambar 4. 6 Varian konsep 3 .................................................................................... 38
Gambar 4. 7 Alat Pemotong Empek-empek.............................................................. 43
Gambar 4. 8 Alat Pemotong Empek-empek.............................................................. 44
Gambar 4. 9 DBB ...................................................................................................... 45
Gambar 4. 10 DBB poros tuas................................................................................... 46
Gambar 4. 11 Poros sebagai penghubung rangka...................................................... 49
Gambar 4. 12 Pemotong Pelat Siku........................................................................... 49
Gambar 4. 13 pengelasan Rangka ............................................................................. 50
Gambar 4. 14 Merakit Rangka Meja ......................................................................... 51
Gambar 4. 15 Merakit Rangka Box........................................................................... 51

xii
Gambar 4. 16 Merakit Poros...................................................................................... 51
Gambar 4. 17 Merakit Mata Potong .......................................................................... 52
Gambar 4. 18 Merakit pelat atas................................................................................ 52
Gambar 4. 19 Merakit Tuas dan Laci ........................................................................ 53
Gambar 4. 20 Alat Pemotong Empek-empek............................................................ 53

xiii
DAFTAR TABEL
Tabel 2. 1 Skala Penilaian Alternatif Fungsi................................................................ 9
Tabel 4. 1 Tabel Daftar Tuntutan ............................................................................... 28
Tabel 4. 2 Tabel Deskripsi Sub Fungsi Bagian .......................................................... 30
Tabel 4. 3 Alternatif Fungsi Rangka .......................................................................... 31
Tabel 4. 4 Alternatif Fungsi Wadah Empek-empek (Laci) ........................................ 32
Tabel 4. 5 Alternatif Fungsi Sistem Pemotong .......................................................... 33
Tabel 4. 6 Alternatif Fungsi Sistem Penekan ............................................................. 34
Tabel 4. 7 Kotak Morfologi........................................................................................ 35
Tabel 4. 8 Skala penilaian Varian konsep .................................................................. 39
Tabel 4. 9 Kriteria Penilaian Teknis........................................................................... 39
Tabel 4. 10 Kriteria Penilaian Ekonomis ................................................................... 40
Tabel 4. 11 Merakit .................................................................................................... 41
Tabel 4. 12 Material ................................................................................................... 42
Tabel 4. 13 Komponen yang dibuat ........................................................................... 42
Tabel 4. 14 Part Standar ............................................................................................. 43
Tabel 4. 15 Tabel Fungsi Kerja Mesin ....................................................................... 54
Tabel 4. 16 Hasil Uji coba.......................................................................................... 55

xiv
DAFTAR LAMPIRAN
1. Daftar Riwayat Hidup2. Gambar Susunan3. Gambar Bagian4. SOP (Standart Operation Plan)

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Saat ini hampir seluruh masyarakat Indonesia mengetahui makanan yang
bernama Empek-empek. Empek-empek merupakan salah satu makanan tradisional
yang sangat banyak di minati khususnya di Bangka Belitung, Tidak hanya anak-anak,
bahkan orang tua hingga manula banyak yang menyukai empek-empek dan sekaligus
merupakan makanan yang juga cukup mengenyangkan Rasanya yang gurih dan enak
khas ikan membuat banyak orang menyukainya. Pempek atau empek-empek makanan
khas palembang yang terbuat dari ikan dan sagu (Rochima, 2015)
Dalam suatu pemasaran banyak sekali bentuk dan macam-macam aneka ragam
makanan dari yang kecil hingga yang besar dan dari yang murah hingga sampai yang
mahal. Untuk kebutuhan sehari-hari banyak sekali aktivitas yang dijalani oleh setiap
orang. Dengan aktivitas yang semakin padat, membuat banyak orang membutuhkan
asupan makanan tambahan yang bermanfaat untuk kesehatan tubuh.
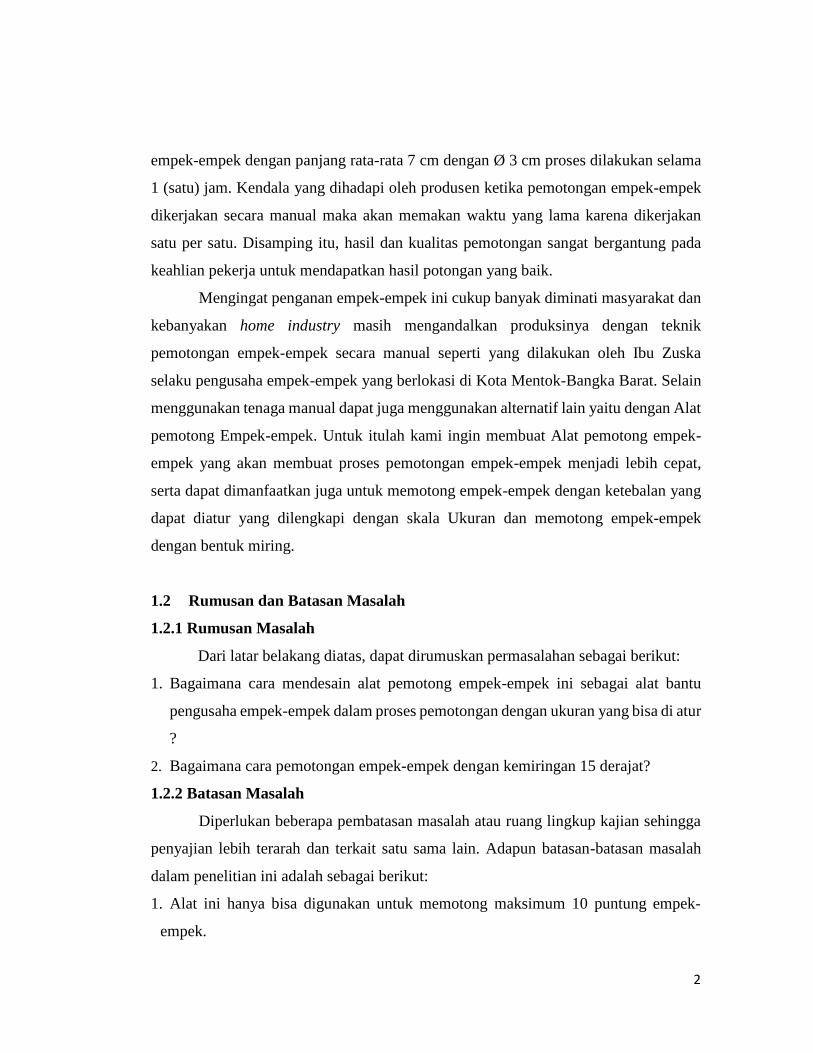
(a) (b)Gambar 1. 1 (a) pemotongan Empek- empek secara Manual (b) hasil pemotongan
Saat ini, pengerjaan pemotongan empek-empek dilakukan menggunakan pisau
dapur dimana dalam 1 (satu) kg empek-empek menghasilkan sebanyak 60 potong
2
empek-empek dengan panjang rata-rata 7 cm dengan Ø 3 cm proses dilakukan selama
1 (satu) jam. Kendala yang dihadapi oleh produsen ketika pemotongan empek-empek
dikerjakan secara manual maka akan memakan waktu yang lama karena dikerjakan
satu per satu. Disamping itu, hasil dan kualitas pemotongan sangat bergantung pada
keahlian pekerja untuk mendapatkan hasil potongan yang baik.
Mengingat penganan empek-empek ini cukup banyak diminati masyarakat dan
kebanyakan home industry masih mengandalkan produksinya dengan teknik
pemotongan empek-empek secara manual seperti yang dilakukan oleh Ibu Zuska
selaku pengusaha empek-empek yang berlokasi di Kota Mentok-Bangka Barat. Selain
menggunakan tenaga manual dapat juga menggunakan alternatif lain yaitu dengan Alat
pemotong Empek-empek. Untuk itulah kami ingin membuat Alat pemotong empek-
empek yang akan membuat proses pemotongan empek-empek menjadi lebih cepat,
serta dapat dimanfaatkan juga untuk memotong empek-empek dengan ketebalan yang
dapat diatur yang dilengkapi dengan skala Ukuran dan memotong empek-empek
dengan bentuk miring.
1.2 Rumusan dan Batasan Masalah
1.2.1 Rumusan Masalah
Dari latar belakang diatas, dapat dirumuskan permasalahan sebagai berikut:
1. Bagaimana cara mendesain alat pemotong empek-empek ini sebagai alat bantu
pengusaha empek-empek dalam proses pemotongan dengan ukuran yang bisa di atur
?
2. Bagaimana cara pemotongan empek-empek dengan kemiringan 15 derajat?
1.2.2 Batasan Masalah
Diperlukan beberapa pembatasan masalah atau ruang lingkup kajian sehingga
penyajian lebih terarah dan terkait satu sama lain. Adapun batasan-batasan masalah
dalam penelitian ini adalah sebagai berikut:
1. Alat ini hanya bisa digunakan untuk memotong maksimum 10 puntung empek-
empek.

3
2. Alat ini hanya bisa digunakan untuk ukuran maksimal panjang empek-empek 30 cm
dengan ∅ 3 cm.
3. Pada penelitian ini, Metode rancang bangun alat yang digunakan adalah metode
perancangan VDI 2222.
1.3 Tujuan
Tujuan dari Merancang Alat Pemotong Empek-empek sebagai berikut:
1. Merancang alat pemotong empek-empek maksimum 10 (sepuluh) puntung
berukuran panjang 30 cm dengan Ø3cm dalam satu kali pemotongan dengan
menggunakan metode perancangan VDI 2222.
2. Membuat rancang bangun alat pemotong empek-empek yang dapat diatur ketebalan
serta kemiringan hasil bentuk empek-empek.
3. Untuk meningkatkan efisiensi pada proses pemotongan dimana didapat hasil
pemotongan untuk ukuran Ø3cm dengan panjang pemotongan 10cm didapat hasil
300 puntung dalam waktu 1(satu) jam, juga praktis, serbaguna, aman, dan higienis.

4
BAB II
LANDASAN TEORI
2.1 Empek-Empek
Empek-empek adalah makanan khas Palembang yang dibuat dari bahan baku
ikan berbentuk silinder atau lain, yang diperoleh dari campuran daging ikan (kadar
daging ikan tidak kurang dari 50%) dan pati atau tanpa penambahan bahan makanan
yang di izinkan Tahun 2003 sebanyak 6.362.000 buah pempek ikan telah diproduksi
oleh industry besar dan sedang (Statistik, 2003)
Pempek merupakan makanan yang cukup popular dikalangan masyarakat.
Pempek berbentuk sejenis gel yang bertekstur kenyal dan elastis. Bahan dasar
pembuatan pempek adalah daging ikan, tapioka, air, garam halus dan bumbu tambahan
lain (Hayati, 2006) Campuran bahan dapat dibuat dalam aneka bentuk kemudian
dimasak dengan cara direbus, dikukus, digoreng, maupun di panggang. Pada waktu
dihidangkan atau dimakan, pempek tidak cukup dimakan begitu saja tetapi
dihidangkan bersama kuah atau cuko pempek sebagai pelengkap.
2.2 Metodelogi Perancangan VDI 2222
Metode perancangan Verein Deutsche Ingenieuer (VDI 2222) merupakan
metode yang disusun oleh persatuan insinyur jerman secara sistematik terhadap
pendekatan faktor kondisi real dari sebuah proses. Berikut ini merupakan 4 (empat)
tahapan perancangan menurut metode VDI 2222 (Ruswandi, 2004):
1. Merencana / menganalisa
Tahap ini bertujuan untuk mendefinisikan pekerjaan yang akan dilakukan
dengan cara mempelajari lebih lanjut permasalahan pada produk sehingga
mempermudah perancang untuk mencapai tujuan atau target rancangan. Untuk
mengetahui permasalahan yang terjadi dapat dilakukan dengan mengumpulkan data-
data pendukung melalui wawancara, mempelajari hasil penelitian terkait permasalahan
5
tersebut, mengumpulkan keterangan para ahli baik keterangan tertulis maupun
keterangan non-tertulis, mereview desain-desain terdahulu, serta melakukan metode
brainstorming. Hasil akhir dari tahap ini berupa design review serta mencari
bagaimana masalah desain disusun ke dalam sub-problem yang lebih kecil dan
mudah diatur (Komara & Saepudin, 2014).
2. Mengkonsep
Pada tahap ini dibuat beberapa konsep dari produk yang dapat memenuhi
tuntutan yang sudah ditetapkan sebelumnya. Semakin banyak konsep yang dapat
dirancang, maka konsep yang terpilih akan semakin baik dikarenakan perancang
memiliki lebih banyak pilihan alternatif konsep yang dapat dipilih. Konsep produk
menampilkan bentuk dan dimensi dasar produk, namun tidak perlu diberi ukuran detail.
(Batan)
a. Daftar Tuntutan
Daftar berisi kebutuhan dan keinginan yang harus dicapai oleh
rancangan. Daftar tuntutan dibuat berdasarkan data yang telah dikumpulkan
sebelumnya. Daftar tuntutan dibagi menjadi 3 bagian, yaitu tuntutan utama, tuntutan
kedua, dan keinginan. Dari ketiga tuntutan tersebut, tuntutan yang harus diutamakan
untuk dicapai adalah tuntutan utama. Salah satu metode penyusunan daftar tuntutan
yang dapat diterapkan adalah metode HoQ (House Of Quality).
b. Menguraikan Fungsi
Hasil akhir yang ingin didapatkan pada tahap ini adalah uraian fungsi bagian
mesin dan uraian penjelasannya. Untuk mencapai hal tersbut, langkah awal yang dapat
dilakukan adalah membuat analisa black box, dan dilanjutkan dengan membuat ruang
lingkup perancangan dan diagram fungsi bagian.
c. Membuat alternatif fungsi bagian
Pada tahap ini, perancangan harus membuat alternatif konsep untuk setiap
fungsi bagian yang telah ditentukan sebelumnya. Pada alternatif konsep, yang
diperlukan hanyalah ukuran dasar dan bentuknya saja, sehingga tidak perlu

6
dicantumkan ukurun detail. Alternatif konsep tidak harus digambar Menggunakan
software CAD namun juga dapat ditampilkan dalam bentuk gambar manual, foto
bagian mesin, maupun mekanisme lain dari suatu alat yang dapat diterapkan kedalam
rancangan.
Minimal harus ada 3 (tiga) alternatif konsep untuk melakukan penilaian konsep,
namun perancang dapat membuat alternatif konsep sebanyak mungkin sesuai dengan
kemampuan masing-masing perancang. Salah satu metode yang dapat diterapkan untuk
menyeleksi alternatif fungsi bagian adalah metode screening (Ulrich, et al.). Untuk
memudahkan proses pemilihan, maka dibuat uraian kekurangan serta kelebihan untuk
setiap alternatif yang akan dipilih.
d. Membuat alternatif fungsi keseluruhan/varian konsep keseluruhan
Membuat varian konsep dilakukan dengan cara memadu padankan masing-
masing alternatif fungsi bagian dengan menggunakan diagram atau tabel pemilihan.
Minimal ada 3 (tiga) varian konsep yang dibuat.
e. Varian konsep
Pada tahap ini, dibuat sebuah rancangan sesuai dengan masing-masing
alternatif fungsi bagian yang telah dipasangkan sebelumnya. Hasil akhir pada
tahap ini adalah 3 jenis varian konsep produk dan dilengkapi dengan kekurangan serta
kelebihannya masing-masing.
f. Penilaian varian konsep
Penilaian varian konsep dilakukan dengan mempertimbangkan aspek teknis
serta aspek ekonomis dari setiap konsep. Untuk mempermudah proses penilaian, maka
perlu ditentukan bobot kebutuhan dari masing-masing fungsi bagian. Berdasarkan
bobot tersebut, akan diperoleh kesimpulan fungsi mana yang harus didahulukan
dibandingkan dengan fungsi yang lain. Terdapat 2 (dua) metode yang dapat diterapkan
untuk melakukan penilaian varian konsep, yaitu metode House of Quality dan metode
scoring
3. Merancang
7
Pada tahap ini, dilakukan optimalisasi dan perhitungan rancangan secara
meneyeluruh pada varian konsep yang terpilih. Optimalisasi yang dilakukan dapat
berupa merancang komponen pelengkap produk, menghilangkan bagian kritits, atau
melakukan perbaikan rancangan. Sedangkan perhitungan rancangan yang dilakukan
dapat berupa perhitungan gaya-gaya yang bekerja, momen yang terjadi, kekuatan
bahan (material), pemilihan material, pemilihan bentuk komponen penunjang, faktor
penting lain seperti faktor keamanan, keandalan, dan lain-lain. Hasil akhir dari tahap
ini adalah rancangan yang lengkap dan siap dituangkan kedalam gambar teknik.
(Batan)
4. Penyelesaian Rancangan
Pada tahap ini dilakukan pembuatan gambar kerja dan gambar susunan produk.
Kemudian dilanjutkan dengan penyelesaian dokumen seperti gambar- gambar, daftar
bagian, spesifikasi tambahan, petunjuk pengerjaan dan sebagainya.
2.3 Proses Pemotongan Empek-Empek
Pada saat ini teknik Pemotongan Empek-empek seperti yang kita ketahui,
terutama dikalangan pengusaha empek-empek di lingkungan masyarakat bangka
belitung, masih banyak yang menggunakan teknik pemotongan secara manual dan
sederhana yaitu bermodalkan pisau dapur dan beralas talenan dan juga memerlukan
cara teknik yang berbeda pula dalam proses pemotongan juga ketelatenan yang harus
dijalankan, sehingga dalam pengerjaan membutuhkan waktu yang cukup lama. maka
dirancang dan dibuatlah Alat Pemotong Empek-empek dengan mendesain wadah
sebagai tempat meletakkan empek-empek agar pada saat proses pemotongan dapat
meletakkan pempek lebih dari satu puntung, juga mendesain sistem pemotong dengan
dua jumlah mata potong dan Tuas sebagai sistem penekan sehingga dalam pengerjaan
tidak membutuhkan waktu yang lama serta lebih efektif dan efisien dibandingkan
dengan cara manual. Mesin yang penulis desain ini lebih mengutamakan aspek
kesederhanaan dan bentuk yang ringkas sehingga pembuatan empek-empek dan

8
operasional alat tidak membutuhkan biaya yang terlalu besar dan dapat dijangkau para
pedagang kecil.
2.4 Desain Alat Pemotong Empek-Empek
Indeks design Alat Pemotong Empek-empek ini belum ada sama sekali di
indonesia khususnya di Bangka Belitung, karna Alat ini belum ada Hak ciptanya,
seperti yang kita ketahui, Pengusaha Empek-empek rumahan masih mengandalkan
pisau dapur sebagai alat pemotong empek-empeknya dan dengan tenaga manusia,
disini kami mendesain Alat Pemotong Empek-empek yang dimana tetap menggunakan
tenaga manusia, akan tetapi Alat yang kami Desain ini lebih membantu dan
mempercepat proses Pemotongan Empek-empeknya yang di mana sebelumnya dalam
waktu 1 jam untuk 1 kg adonan empek-empek bisa menghasilkan 60 puntung empek-
empek berukuran panjang 7 cm, jika Alat kami ini di desain laci yang dapat
menampung max 10 puntung empek-empek dengan panjang 30 cm dengan Ø3 cm
untuk itu dalam proses 1 x pemotongan bisa menghasilkan 30 sampai 60 puntung sesuai
dengan ukuran yang diinginkan. Selain itu alat ini juga bukan hanya bisa memotong
dengan 1 ukuran saja, kelebihan alat ini dapat digunakan untuk memotong dengan
berbagai ukuran, dan juga dapat di atur pemotongan empek-empek dengan kemiringan
15 derajat. Berikut yang ingin di rancang:
1. rangka.
2. Tatakan Penempat Empek (Laci).
3. Sistem pemotong yang terdiri dari : mata potong, pelat pencekam mata potong dan
pelat support.
4. Sistem penekan yang terdiri dari : poros penekan dan Tuas.
5. Skala ukuran
2.5 Dasar Penilaian Alternatif Fungsi Bagian
Index gabungan (composite index) dapat digunakan untuk menentukan
penentuan atau peringkat dari berbagai alternatif berdasarkan beberapa kriteria.

9
1. Kriteria Penilaian
variasi konsep dilakukan untuk memutuskan alternatif yang akan
ditindaklanjuti ke proses pembuatan draft. Kriteria aspek penilaian bedasarkan daftar
tuntutan yang ada. Skala penilaian yang diberikan untuk menilai setiap varian terdapat
pada Tabel 2. 1 dibawah.
Tabel 2. 1 Skala Penilaian Alternatif Fungsi
4 3 2 1
Sangat Baik Baik Cukup Baik Kurang Baik
2.6 Pegas
Pegas merupakan benda elastis yang digunakan untuk menyimpan energi
mekanis. Berikut ini macam-macam pegas berdasarkan jenis beban yang diterimanya
(Sularso & suga, 1979)
a. Pegas tekan atau kompresi
b. Pegas tarik
c. Pegas puntir
Sedangkan menurut coraknya, pegas dapat dibedakan menjadi (Sularso &
suga, 1979)
(a, b, c) Pegas ulir
d. Pegas volute
e. Pegas daun
f. Pegas piring
g. Pegas cincin
h. Pegas batang puntir
i. Pegas spural atau pegas jam.

10
Gambar 2. 1 Macam-macam Pegas
Pegas dapat berfungsi sebagai pelunak tumbukan atau kejutan seperti pada
pegas kendaraan, sebagai peyimpan energi seperti pada jam, sebagai pengukur seperti
pada timbangan, sebagai penegang atau penjepit, sebagai pembagi rata tekanan, dll.
Pegas dapat dibuat dari berbagai jenis bahan seperti yang ditunjukkan pada tabel
dibawah ini. (Sularso & suga, 1979)
Gambar 2. 2 Bahan Pegas Silindris Menurut Pemakaiannya
Hal-hal yang perlu diperhatikan dalam merencanakan, serta memilih jenis dan
bahan pegas adalah sebagai berikut (Sularso & suga, 1979):

11
a. Berapa besar lendutan yang diizinkan.
b. Berapa besar energi yang di serap.
c. Apakah kekerasan pegas yang akan dibuat tetap atau berubah dengan
membesarnya beban.
d. Berapa besar ruangan yang disediakan.
e. Bagaimana corak beban: berat, sedang, atau ringan, dengan kejutan atau tidak,
dll.
f. Bagaimana lingkungan kerjanya: Korosi, temperature tinggi, dll.
Gaya pegas dapat dihitung menggunakan hukum Hooke. Hukum hooke
menyatakan bahwa besar gaya berbanding lurus dengan perubahan panjang. Semakin
besar gaya yang bekerja pada pegas, semakin besar perubahan panjang pegas.
Perbandingan antara besar gaya terhadap perubahan panjang pegas bernilai konstan.
Hukum Hooke berlaku ketika gaya tidak melampaui batas elastisitas. Pada saat
pegas ditarik atau ditekan (pada pegas bekerja gaya F) pegas bertambah panjang atau
mungkin bertambah pendek. Pegas tersebut juga memberikan gaya perlawanan
terhadap gaya yang bekerja pada pegas yang dinamakan gaya lenting pulih (Fp).
Besarnya gaya lenting pulih sama dengan gaya penyebabnya. Sehingga hukum Hooke
disebut keelastisan suatu benda. Bila pegas ditarik melebihi batas tertentu maka benda
itu tidak akan elastis lagi. (Irawan, et al., 2018)
Berdasarkan Uraian diatas, maka rumus gaya pegas dapat dituliskan sebagai
berikut:
Keterangan:
F = Gaya (N)∆ = Perubahan Panjang (mm)
K = Konstanta Pegas (N/mm)

12
Pertimbangan dalam pemilihan material harus benar-benar sesuai dengan
kebutuhan, selain itu juga harus memperhatikan faktor biaya yang ekonomis, karena
itu material merupakan bagian yang penting dalam suatu mesin.
2.7 Elemen Pemindah
Elemen pemindah adalah bagian dari mesin atau peralatan sistem mekanik yang
berfungsi sebagai pembawa, pemindah atau penerus, pendukung dan pengatur suatu
gerak atau putaran yang bekerja antara beberapa sistem mekanik dalam suatu unit
mesin. (Sularso & suga, 1979)
2.7.1 Poros
Poros merupakan elemen utama pada sistem transmisi putar yang dapat
berfungsi sebagai pembawa, pendukung putaran dan beban, pengatur gerak putar
menjadi gerak lurus yang umumnya ditumpu dengan dua tumpuan. Gaya- gaya yang
timbul dari penggerak melalui elemen-elemen transmisi seperti roda gigi, puli serta
rantai dan sprocket, poros ditunjukkan pada Gambar 2.3 berikut ini.
Gambar 2. 3 Poros
2.7.1.1 Macam-macam Poros
Poros untuk meneruskan daya diklasifikasikan menurut pembebanannya,
sebagai berikut:
1. Poros Transmisi
Poros transmisi ini mendapat beban punter murni atau lentur. Daya
ditransmisikan melalui kopling, roda gigi, puli sabuk atau rantai sproket.
2. Poros Spindle

13
Poros ini merupakan poros transmisi yang sangat pendek, seperti poros utama
mesin perkakas, dimana beban utamanya berupa puntiran. Syarat yang harus dipenuhi
adalah deformasinya kecil, bentuk serta ukuran harus teliti.
3. Poros Gandar
Poros ini tidak mendapat beban puntir, kadang-kadang tidak boleh berputar
sesuai dengan konstruksi yag diinginkan. Poros ini hanya mendapat beban lentur
kecuali jika hanya digerakkan oleh penggerak pula dan akan mengalami beban puntir
juga.
2.7.1.2 Hal-hal yang harus diperhatikan untuk merancang poros
1. Kekuatan poros
Suatu poros transmisi dapat mengalami beban puntir atau gabungan antara
puntir dan lentur
2. Kekakuan poros
Poros mempunyai kekuatan yang cukup tetapi jika lenturan atau defleksi
puntirannya terlalu besar akan mengakibatkan ketidak telitian (pada mesin perkakas)
atau getaran dan suara (misalnya pada turbin dan kotak roda gigi).
3. Putaran keritis
Putaran suatu mesin dinaikkan maka pada suatu harga putaran tertentu dapat
terjadi getaran yang luar biasa besarnya.
4. Bahan poros
Poros untuk mesin umum biasanya dibuat dari baja batang yang ditarik dingin
dan difinis (Sularso & Suga, 2008). Sedangkan untuk mencari gaya-gaya reaksi yang
ada pada tumpuan dapat dicari dengan hukum newton III yaitu tentang hukum
kesetimbangan, dimana ∑ = 0,∑ = 0, ∑ = 0 Sedangkan untuk
menentukan diameter poros tersebut, biasanya dihitung dibagian menerima momen
bengkok maksimum.

14
Beberapa hal yang perlu diperhatikan dalam menentukan diameter poros, antara
lain:
1. Perhitungan Volume untuk Menentukan Beban pada Poros
V = Luas Alas x Tinggi
2. Momen Bengkok Poros
Mb = F.l
Keterangan: Mb = Momen Bengkok (Nmm)
F = Gaya (N)
l = Jarak (mm)
3. Tegangan Bengkok Porosσ = . == = 0,1= (untuk poros pejal)
Keterangan: σb = Tegangan Bengkok (N/mm )
Mb = Momen Bengkok (Nmm)
Wb = Momen Tahanan Bengkok (mm )D = Diameter (mm)
I = Momen Inersia (mm )
c = Jarak Maksimum Titik Berat (mm)
4. Perhitungan diameter Tuas Poros
d = ,= ( didapat dari buku elemen mesin 11-14)

15
2.8 Elemen Pengikat
2.8.1 Baut dan Mur
Baut dan mur merupakan komponen pengikat yang mempunyai peranan yang
sangat penting dalam suatu konstruksi mesin. Baut dan mur termasuk sambungan yang
dapat dibuka tanpa merusak bagian yang disambung. Baut dan mur terdiri dari
beraneka ragam bentuk, sehingga penggunaanya disesuaikan dengan kebutuhan.
Pemilihan baut dan mur sebagai pengikat harus dilakukan dengan teliti untuk
mendapatkan ukuran yang sesuai dengan beban yang diterimanya sebagai usaha untuk
menjaga kerusakan pada mesin maupun
kecelakaan kerja. Beberapa faktor harus diperhatikan untuk menentukan
ukuran baut dan mur, seperti sifat gaya yang bekerja pada baut, syarat kerja, kekuatan
bahan dan kelas ketelitian. (Sularso & suga, 1979).
Gambar 2. 4 Macam-macam Baut

16
Gambar 2. 5 Macam-macam Mur
Berikut ini beberapa keuntungan penggunaan baut dan mur sebagai elemen
pengikat:
Mempunyai kemampuan yang tinggi dalam menerima beban.
Kemudahan dalam pemasangan
Mudah dibongkar tanpa perlu dirusak
Dapat digunakan untuk berbagai kondisi operasi
Mudah didapat karena komponen standar
Sedangkan beberapa kerugian menggunakan baut dan mur sebagai elemen
pengikat adalah sebagai berikut:
Konsentrasi tegangan yang tinggi di daerah ulir
Sambungan baut dan mur lambat laun akan longgar sehingga perlu
dicek secara berkala.
Mempengaruhi berat konstraksi karena menambah beban.
2.8.2 Pengelasan
Pengelasan merupakan penyambungan dua bahan atau lebih yang didasarkan
pada prinsip-prinsip proses difusi, sehingga terjadi penyatuan bagian bahan yang
disambung. Ada beberapa bentuk dasar sambungan las yang biasa dilakukan dalam

17
penyambungan logam, bentuk tersebut adalah butt joint, fillet/tee joint, lap joint, edge
joint dan out-side corner joint. (Djamiko, 2008) Berbagai bentuk kampuh dari
sambungan las dasar ini dapat dilihat pada Error! Reference source not found..
Gambar 2. 6 Bentuk Kampuh Sambungan Las Dasar
Berikut ini adalah penunjukkan pengelasan menggunakan metode proyeksi
eropa (Politeknik Manufaktur Bandung, t.thn.)
Gambar 2. 7 Penunjukan PengelasanKeterangan:
1. Ukuran tebal las
2. Panjang pengelasan
3. Simbol pengelasan
4. Simbol untuk pengelasan keliling
5. Informasi lain yang perlu, misalkan proses pengelasan (dengan kode angka)
6. Garis penunjukkan
7. Lambang untuk pengelasan dilapangan (jarang dicantumkan)

18
Gambar 2. 8 Simbol Dasar Pengelasan
Gambar 2. 9 Simbol Pelengkap Pengelasan

19
Berikut ini beberapa keuntungan menggunakan pengelasan sebagai
elemen pengikat (Djamiko, 2008)
Konstruksi ringan.
Dapat menahan kekuatan yang tinggi.
Cukup ekonomis.
Kemungkinan terjadi korosi pada sambungan las rendah.
Tidak memerlukan perawatan khusus.
Mampu meredam getaran.
Sedangkan kerugan menggunakan pengelasan adalah sebagai berikut:
Perubahan struktur mikro dari bahan yang dilas sehingga terjadi perubahan sifat
fisik maupun mekanis dari bahan yang dilas.
Memerlukan tenaga ahli dalam perakitan.
Konstruksi sambungan tidak dapat di bongkar pasang.
2.9 Perawatan (Maintenance)
2.9.1 Definisi
Perawatan adalah kegiatan pendukung utama yang bertujuan menjamin
kelangsungan peranan (fungsional) sehingga pada saat dibutuhkan dapat dipakai sesuai
kondisi yang diharapkan. Perawatan juga didefinisikan sebagai suatu kegiatan merawat
fasilitas dan menempatkannya pada kondisi siap pakai sesuai dengan kebutuhan.
Perawatan adalah satu konsepsi dari semua aktivitas yang diperlukan untuk
menjaga atau mempertahankan kualitas agar tetap dapat berfungsi dengan baik seperti
dalam kondisi sebelumnya (Polman Timah, 1996).
Masalah perawatan mempunyai kaitan yang sangat erat dengan pencegahan
kerusakan (preventive) dan perbaikan kerusakan (corrective). Tindakan tersebut dapat
berupa.
1. Inspection (Pemeriksaan) yaitu tindakan yang ditujukan terhadap sistem atau
mesin untuk mengetahui apakah sistem berada pada kondisi yang diinginkan

20
2. Service (Servis) yaitu tindakan yang bertujuan untuk menjaga kondisi suatu
sistem yang biasanya telah diatur dalam buku petunjuk pemakaian sistem.
3. Replacement (Pergantian Komponen) yaitu tindakan pergantian komponen yang
dianggap rusak atau tidak memenuhi kondisi yang diinginkan Tindakan
penggantian ini mungkin dilakukan secara mendadak atau dengan perencanaan
pencegahan terlebih dahulu
4. Repair (Perbaikan) yaitu tindakan perbaikan minor yang dilakukan pada saat
terjadi kerusakan kecil.
5. Overhoul yaitu tindakan perubahan besar-besaran yang biasanya dilakukan di
akhir periode tertentu
2.9.2 Jenis-Jenis Perawatan
Perawatan dapat dibagi menjadi beberapa jenis, diantaranya:
1. Berdasakan Tingkat Perawatan
Penentuan tingkat perawatan pada dasarnya berpedoman pada lingkup/bobot
pekerjaan yang meliputi kerumitan, macam dukungan serta waktu yang diperlukan
untuk pelaksanaannya. Tiga tingkatan dalam perawatan sistem, yaitu:
a. Perawatan Tingkat Ringan
Bersifat preventive yang dilaksanakan untuk mempertahankan sistem dalam
keadaan siap operasi dengan cara sistematis dan periodik memberikan inspeksi, deteksi
dan pencegahan awal. Kegiatannya antara lain menyiapkan sistem servicing, perbaikan
ringan
b. Perawatan Tingkat Sedang
Bersifat korektif, dilaksanakan untuk mengembalikan dan memulihkan sistem
dalam keadaan siap dengan memberikan perbaikan atas kerusakan yang telah
menyebabkan merosotnya tingkat keandalan. Untuk melaksanakan pekerjaan tersebut
didukung dengan peralatan serta fasilitas bengkel yang cukup lengkap.

21
2.9.3 Tujuan Perawatan
Tujuan dilakukannya perawatan adalah :
1. Memaksimalkan umur kegunaan dari sistem.
2. Menjaga agar sistem aman dan mencegah berkembangnya gangguan keamanan
Mencegah timbulnya kerusakan-kerusakan pada saat mesin sedang beroperasi.
3. Memelihara peralatan-peralatan dengan benar sehingga mesin atau peralatan
selalu berada pada kondisi tetap siap untuk operasi.
Sedangkan Tahap Penerapan adalah dilakukan sebagai berikut:
1. Melaksanakan kegiatan "Improvement”
2. Menerapkan “Autonomous Maintenance" serta menetapkan prosedur-posedur
perawatan.
3. Menyempurnakan sistem perencanaan "Maintenance".
22
BAB III
METODE PELAKSANAAN
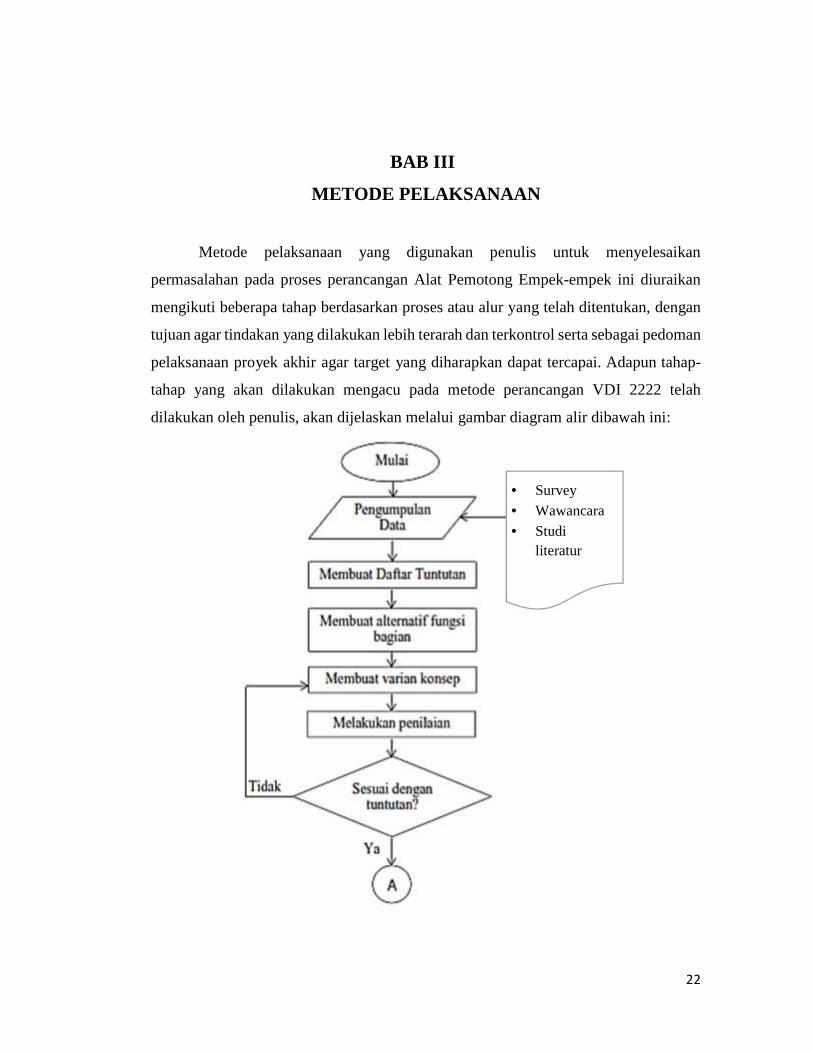
Metode pelaksanaan yang digunakan penulis untuk menyelesaikan
permasalahan pada proses perancangan Alat Pemotong Empek-empek ini diuraikan
mengikuti beberapa tahap berdasarkan proses atau alur yang telah ditentukan, dengan
tujuan agar tindakan yang dilakukan lebih terarah dan terkontrol serta sebagai pedoman
pelaksanaan proyek akhir agar target yang diharapkan dapat tercapai. Adapun tahap-
tahap yang akan dilakukan mengacu pada metode perancangan VDI 2222 telah
dilakukan oleh penulis, akan dijelaskan melalui gambar diagram alir dibawah ini:
Survey Wawancara Studi
literatur

23
Gambar 3. 1 Diagram Alir Metode Pelaksanaan
3.1 Tahapan – Tahapan Penelitian
Berikut ini adalah tahapan-tahapan penilitian yang dipakai.
3.1.1 Pengumpulan Data
Pengumpulan data dilakukan menggunakan beberapa metode untuk
mendapatkan data yang diinginkan, antara lain menggunakan metode wawancara
dengan mengajukan pertanyaan secara umum kepada produsen empek-empek di
Muntok, terkait dengan alat bantu dalam proses Pemotongan empek-empek.

24
Selanjutnya dilakukan studi pustaka agar peneliti dapat menguasai teori maupun
konsep dasar yang berkaitan dengan perancangan alat pemotongan empek-empek.
Studi ini dilakukan dengan membaca dan mempelajari beberapa referensi seperti
literatur, laporan ilmiah dan tulisan lain yang dapat mendukung penelitian. Studi
lapangan digunakan untuk mengetahui proses pemotongan empek-empek sebelumnya.
Selain itu dilakukan brainstorming dengan orang-orang yang ahli dalam bidang
manufaktur.
3.1.2 Mengkonsep
Dalam tahapan ini, akan diuraikan Daftar tuntutan yang ingin dicapai dari
rancangan alat pemotong empek-empek. Daftar tuntutan nantinya akan di kelompokan
dalam 3 jenis tuntutan, yaitu tuntutan utama yang berkaitan dengan fungsi dan hal-hal
yang bersifat teknis, tuntutan kedua yang bersifat dengn penggunaan alat. Serta
keinginan yang berkaitan dengan tampilan fisik alat.
3.1.3 Membuat Alternatif Fungsi Bagian
Dalam tahapan ini akan dijabarkan fungsi bagian utama alat pemotong empek-
empek dengan menggunakan black box. Kemudian dibuat 3 (tiga) alternatif untuk
setiap fungsi dari alat pemotong empek-empek beserta analisa keuntungan dan
kerugian dari setiap alternatif.
3.1.4 Membuat Varian Konsep
Dalam tahapan ini, masing-masing alternatif fungsi bagian dipilih dan
digabungkan satu sama lain, sehingga terbentuk sebuah varian konsep alat pemotong
empek-empek. Nantinya akan dibuat 3 (tiga) jenis varian konsep agar terdapat
perbandingan dalam proses pemilihan dan diharapkan dapat dipilih varian konsep
yang benar-benar dapat memenuhi tuntutan yang diinginkan. Setiap varian tersebut
akan dianalisa keuntungan dan kerugiannya untuk mempermudah proses pemilihan.

25
3.1.5 Melakukan Penilaian
Dalam tahapan ini dilakukan penilaian terhadap varian konsep dengan sekala
penilaian 1 – 4. Tujuannya adalah untuk memutuskan varian konsep yang akan di
tindak lanjut ke proses pembuatan detail rancangan untuk memudahkan dalam
penilaian. Untuk memudahkan dalam penilaian digunakan 2 (dua) kriteria aspek
penilaian, yaitu aspek teknis dan aspek ekonomi. Dari proses penilaian yang telah
dilakukan, konsep yang dipilih adalah konsep alat yang persentasenya mendekati 100
persen. Sehingga dapat diperoleh hasil rancangan alat pemotong empek-empek yang
baik dan sesuai dengan yang diinginkan.
3.1.6 Pembuatan Detail Rancangan
Dalam tahapan ini, dilakukan pembuatan gambar draft alat pemotong empek-
empek sehingga mendapatkan detail kontruksi yang ringkas dan mudah dalam proses
permesinannya.
3.1.7 Pembuatan Komponen
Setelah rancangan telah selesai maka dilanjutkan ke proses pemesinan.
Pembuatan alat yang telah di analisis dan dihitung berdasarkan hasil tahapan
perancangan sehingga mempunyai arah yang jelas dalam proses pembuatannya.
Proses pemesinan yang dilakukan dalam pembuatan bagian-bagian menggunakan
mesin bubut, welding, dan Gerinda.
3.1.8 Perakitan Komponen
Proses perakitan adalah proses penggabungan komponen-komponen dalam
suatu bentuk yang saling mendukung sehingga terbentuk mekanisme kerja sesuai
dengan yang diinginkan. Proses perakitan mesin dilakukan setelah proses pemesinan
dilakukan selanjutnya dengan memasang dan merakit semua komponen yang telah

26
dibuat, baik komponen utama, komponen pendukung, maupun komponen standar
menggunakan metode penyambungan secara permanen dan non permanen.
3.1.9 Uji Coba Alat
Setelah mesin sudah selasai ditahapan perakitan, dilanjutkan ke tahapan uji
coba. Dalam suatu percobaan sebuah alat biasanya mengalami kegagalan sehingga
sebelum dilakukan proses percobaan alat sebaiknya dipersiapkan semaksimal
mungkin agar alat yang akan dicoba dapat bekerja sesuai dengan yang diinginkan.
Apabila dalam uji coba alat ini mengalami kegagalan maka sebaiknya dilakukan
evaluasi tentang apa yang menyebabkan kegagalan tersebut, kemudian lakukan
perbaikan. Setelah itu lakukan uji coba kembali, jika berhasil sesuai dengan yang
diinginkan maka pembuatan alat telah selesai.
3.1.10 Penyelesaian
Penyelesaian adalah tahap terakhir dalam tahap perancangan, dimana ditahap
ini output nya adalah pembuatan gambar kerja dan gambar susunan, gambar
bagian/Detail, Alat Pemotong Empek-empek, makalah, SOP dan poster.

27
BAB IV
PEMBAHASAN
4.1 Pendahuluan
Dalam bab ini akan diuraikan langkah-langkah yang dilakukan dalam
penyelesaian rancangan alat pemotong empek-empek. Metodologi perancangan yang
digunakan dalam dalam proses perancangan alat pemotong empek-empek ini
mengacu pada tahapan perancangan VDI (Verein Deutche Ingenieuer) 2222,
Persatuan Insinyur Jerman yang didapat dari referensi modul Metoda Perancangan.
4.2 Menganalisis
4.2.1 Pengumpulan Data
Pengumpulan data dilakukan dengan beberapa metode, diantaranya dengan
melakukan survey, wawancara, studi literatur baik melalui referensi buku, jurnal,
melalui laporan ilmiah maupun tulisan lainnya yang dapat mendukung penelitian,
serta penelusuran di internet. Data yang didapatkan dari kegiatan tersebut di antaranya,
ukuran empek-empek yang normal di jual di pasaran, dan software yang digunakan
untuk merancang alat pemotong empek-empek tersebut.
4.3 Mengkonsep
Berikut ini adalah langkah-langkah yang dikerjakan dalam mengkonsep alat
pemotong empek-empek ini.
4.3.1 Daftar Tuntutan
Dibawah ini merupakan beberapa tuntutan yang ingin diterapkan pada Alat
Pemotong Empek-empek dan dikelompokkan kedalam 3 (Tiga) jenis tuntutan.

28
Tabel 4. 1 Tabel Daftar Tuntutan
No. Tuntutan Utama Deskripsi Keterangan
1 Ukuran panjang empek-
empek bisa lebih dari 1
(satu) ukuran
ukuran pemotongan yang
diatur pada pencekam mata
potong
-
2 Pemotongan empek-
empek dengan
kemiringan 15 derajat
Pemotongan miring yang
diatur pada laci yang bisa
digerakkan dan mengatur
pada pencekam mata
potong
-
3 Jumlah mata pisau 2 (dua) -
No. Tuntutan Kedua Deskripsi
1 - Pengoperasian - Ditekan dengan tuas sehingga terjadi
proses pemotongan empek-empek
- Wadah (laci) empek-empek dapat di
atur kemiringannya
2 Pencekaman mata pisau Dapat diatur ketebalan pemotongan dengan
megatur pada pencekam mata pisau
3 Perawatan Mudah, tanpa memerlukan tenaga ahli atau
instruksi khusus
No. Keinginan
1 Portable/Ringkas
2 Pengoprasian diatas meja dan bisa sambil duduk
3 Kokoh
4 Higienis
5 Ergonomis

29
4.3.2 Metode Penguraian Fungsi
Pada tahapan ini dilakukan proses pemecahan masalah dengan menggunakan
black box untuk menentukan fungsi bagian utama pada Alat Pemotong Empek-empek.
4.3.2.1 Black Box
Alat pemotong empek-empek yang dirancang pada proyek akhir ini dapat
memotong empek-empek dalam skala yang terukur dan dapat juga pemotongan dalam
bentuk miring.
Gambar 4. 1 Diagram Black Box atau Diagram Fungsi
Dibawah ini merupakan ruang lingkup perancangan dari alat pemotong empek-
empek, Menerangakan tentang daerah yang dirancang pada alat pemotong empek-
empek.
Gambar 4. 2 Diagram Struktur Fungsi Alat Pemotong Empek-empek

30
Berdasarkan diagram struktur fungsi bagian diatas selanjutnya dirancang
alternatif solusi perancangan alat pemotong empek-empek berdasarkan sub fungsi
bagian seperti dibawah ini.
Gambar 4. 3 Diagram Pembagian Sub Fungsi Bagian
4.3.2.2 Tuntutan Fungsi Bagian
Pada Tahapan ini mendeskripsikan tuntutan yang diinginkan dari masing
masing fungsi bagian pada Gambar 4. 3 sehingga dalam pembuatan alternatif dari
fungsi bagian alat Pemotong empek-empek sesuai dengan yang diinginkan. Berikut ini
deskripsi sub fungsi bagian alat pemotong empek-empek.
Tabel 4. 2 Tabel Deskripsi Sub Fungsi Bagian
No. Fungsi Bagian Deskripsi
1. Fungsi Rangka
Keseluruhan rangka mampu Menahan tegangan-
tegangan yang terjadi sehingga keseluruhan alat
stabil dan ada dalam keadaan ideal saat terjadi
proses pemotongan

31
2 Wadah Empek-empek
(Laci)
Sebagai wadah untuk empek-empek yang akan di
proses
3 Sistem Pemotong
Yang terdiri dari Pelat Dudukan Mata
potong,pencekam mata potong dan Mata potong
yang berfungsi sebagai alat potong dalam proses
pemotongan empek-empek
4 Sistem Penekan
Yang terdiri dari Poros penekan dan Tuas yang
berfungsi sebagai alat bantu pemotongan pempek.
4.3.3 Alternatif Fungsi Bagian
Pada Tahapan ini disusun alternatif masing-masing fungsi bagian dari alat yang
akan di rancang. Pengelompokan alternatif disesuaikan Dengan deskripsi sub bagian
pada Tabel 4. 2 dengan dilengkapi gambar rancangan beserta keuntungan dan kerugian.
1. Fungsi Rangka
Tabel 4. 3 Alternatif Fungsi Rangka
No. Alternatif Kelebihan Kekurangan
A.1
Rangka Cor
- Konstruksi
kokoh
- Komponen yang
diperlukan sedikit
- Mampu meredam
getaran
- Pembuatan
memerlukan
tenaga ahli
- Sulit dimodifikasi
- Mahal
A.2
Rangka pelat profildengan perakitan las
- Komponen yang
digunakan
sedikit.
- Mampu meredam
getaran.
- Proses assembly
memerlukan
tenaga ahli.
- Sulit dibongkar
pasang
- Sulit dimodifikasi

32
2. Fungsi Wadah Empek-empek (Laci)
Tabel 4. 4 Alternatif Fungsi Wadah Empek-empek (Laci)
No. Alternatif Kelebihan Kekurangan
B.1 - Pengisian empek-
empek lebih teratur
posisinya, karena
terdapat alur di laci
tersebut
- Empek-empek tidak
bergeser kemana-mana
- Sulit dalam proses
manufaktur
- Susah jika
digunakan untuk
proses pemotongan
Miring
B.2 - Kontruksi sederhana
- Komponen yang
diperlukan lebih sedikit
- Tidak banyak yang
dilas
- Tidak aman
- Regiditas rendah
- Produk bisa saja
jatuh saat
pemotongan
dikarenakan tidak
ada penyangga di
kanan kiri laci
- Material mudah
didapat
A.3
Rangka pelat profildengan perakitan
Baut dan mur
- Mudah dibuat
- Mudah di bongkar
pasang
- Mudah di modifikasi
- Rigiditas cukup tinggi
- Kaki meja bisa dilipat
- Tidak meredam
getaran
- Komponen yang
digunakan banyak

33
B.3 - Kontruksi sederhana
- Aman
- Praktis
- Laci bisa di atur
kemiringannya
- Untuk pengelasan
lebih susah karna
terjadinya
ketidakrataan pada
material
3. Fungsi Sistem Pemotong
Tabel 4. 5 Alternatif Fungsi Sistem Pemotong
No. Alternatif Kelebihan Kekurangan
C.1 - Material mudah
didapat
- Pencekaman
menggunakan baut
dan mur
- Mudah tumpul
- Perawatan cukup
sulit
- Sulit dalam
pembuatan
C.2 - Kontruksi
sederhana
- Pencekaman mata
pisau
menggunakan baut
- Boros bahan
C.3 - Material mudah
didapat
- Sulit dalam
pencekaman karna
permukaan tidak
rata
- Pada saat
pemotongan
otomatis hasilnya
tidak sempurna
karna adanya
lobang pada pisau
- Pembuatan sulit

34
4. Fungsi sistem Penekan
Tabel 4. 6 Alternatif Fungsi Sistem Penekan
No. Alternatif Kelebihan Kekurangan
D.1 Tuas - Perakitan tidak rumit
- Material Mudah
didapat
- Harga material
relatif mahal
D.2 engkol - Kontruksi sederhana
- Aman
- Mudah didapat
- Proses
pemotongan
sedikit lebih lama
D.3 Tuas pengungkit - Kontruksi sederhana
- Aman
- Boros bahan
4.3.4 Pembuatan Alternatif Keseluruhan
Pada Tahapan ini, alternatif dari masing-masing fungsi bagian dipilih dan
digabung satu sama lain sehingga terbentuk sebuah varian konsep alat pemotong
empek-empek dengan jumlah varian minimal 3 jenis varian konsep. Hal ini
dimaksudkan agar dalam proses pemilihanterdapat pembanding dan diharapkan dapat
dipilih varian konsep yang dapat memenuhi tuntutan yang diinginkan.

35
Tabel 4. 7 Kotak Morfologi
Dengan menggunakan metode kotak morfologi, alternatif-alternatif bagian
tersebut di kombinasikan menjadi alternatif fungsi keseluruhan. Untuk mempermudah
dalam membedakan varian konsep yang telah disusun di simbolisasikan dengan huruf
“V” yang berarti varian.
4.3.5 Variasi Konsep
Berdasarkan kotak morfologi pada pembahasan sebelumnya, didapat tiga
varian konsep yang ditampilkan dalam model 3D. Setiap kombinasi varian konsep
yang dibuat kemudian dideskripsikan alternatif fungsi bagian yang digunakan serta
keuntungan dan kerugian dari pengkombinasian varian konsep tersebut sebagai alat
pemotong empek-empek.
Dibawah ini adalah 3 (tiga) varian konsep alat pemotong empek-empek yang
telah dikombinasikan berdasarkan kotak morfologi pada Tabel 4. 7, ketiga varian
konsep tersebut adalah sebagai berikut:

36
A. Varian Konsep 1
Gambar 4. 4 Varian konsep 1
Varian Konsep 1 merupakan kombinasi dari wadah empek-empek dengan
sistem tanpa pinggiran, sedangkan sistem pemotong menggunakan pisau, sistem
penekan yang digunakan dengan memanfaatkan poros engkol, ditambahkan dengan
penyetelan pencekam mata potong mengunakan skala ukuran dan Rangka konstruksi
menggunakan bahan yang dibentuk dengan mekanisme pengecoran.
Keuntungan:
Kontruksi rangka dapat dibuat seergonomis mungkin, dengan pelat pencekam
mata potong yang dapat digeser sesuai skala ukuran yang di inginkan, disamping itu
konstruksi rangka cor dapat meredam getaran dan kokoh pada saat alat tersebut
dioperasikan.
Kekurangan:
Pembuatan rangka cor mahal dan membutuhkan waktu yang lama umtuk proses
pengerjaannya. Rangka yang sudah dibuat sulit untuk dimodifikasi sehingga harus
berhati-hati dalam perencanaan prosesnya. Alat Sulit untuk di pindah-pindah.

37
B. Varian Konsep 2
Gambar 4. 5 Varian konsep 2
Varian Konsep 2 merupakan kombinasi dari wadah empek-empek dengan
menggunakan pinggiran, sedangkan sistem pemotong menggunakan pisau, seistem
penekan yang digunakan dengan memanfaatkan Tuas penekan, ditambahkan dengan
penyetelan pencekam mata potong mengunakan skala ukuran dan Rangka konstruksi
menggunakan besi siku yang perakitannya dengan baut dan mur
Keuntungan:
Kontruksi rangka dapat dibuat seergonomis mungkin, dengan pelat pencekam
mata potong yang dapat digeser sesuai skala ukuran yang diinginkan, wadah empek-
empek yang dapat di miringkan untuk pemotongan bentuk miring, disamping itu
konstruksi rangka menggunakan baut dan mur memudahkan untuk di lepas pasang dan
kaki meja pun dapat dilepas serta kokoh pada saat alat tersebut dioperasikan.
Kekurangan:
Harga material yang di gunakan mahal
38
C. Varian konsep 3
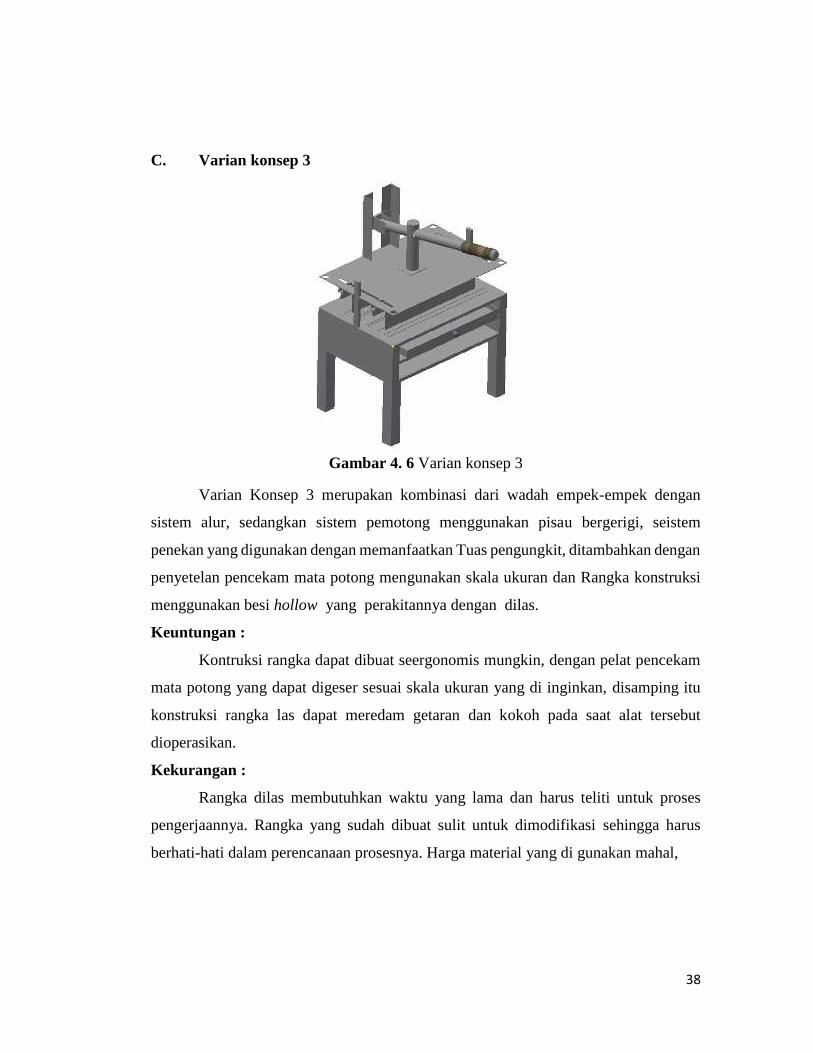
Gambar 4. 6 Varian konsep 3
Varian Konsep 3 merupakan kombinasi dari wadah empek-empek dengan
sistem alur, sedangkan sistem pemotong menggunakan pisau bergerigi, seistem
penekan yang digunakan dengan memanfaatkan Tuas pengungkit, ditambahkan dengan
penyetelan pencekam mata potong mengunakan skala ukuran dan Rangka konstruksi
menggunakan besi hollow yang perakitannya dengan dilas.
Keuntungan :
Kontruksi rangka dapat dibuat seergonomis mungkin, dengan pelat pencekam
mata potong yang dapat digeser sesuai skala ukuran yang di inginkan, disamping itu
konstruksi rangka las dapat meredam getaran dan kokoh pada saat alat tersebut
dioperasikan.
Kekurangan :
Rangka dilas membutuhkan waktu yang lama dan harus teliti untuk proses
pengerjaannya. Rangka yang sudah dibuat sulit untuk dimodifikasi sehingga harus
berhati-hati dalam perencanaan prosesnya. Harga material yang di gunakan mahal,

39
4.3.6 Penilaian Variasi Konsep
4.3.6.1 Kriteria Penilaian
Setelah menyusun alternatif fungsi keseluruhan, penilaian variasi konsep
dilakukan untuk memutuskan alternatif yang akan di tindaklanjuti ke proses pembuatan
draft. Kriteria aspek penilaian dibagi menjadi dua kelompok, yaitu penilaian aspek
teknis dan aspek ekonomis. Skala penilaian yang diberikan untuk menilai setiap varian
terdapat pada tabel dibawah.
Tabel 4. 8 Skala penilaian Varian konsep
4 3 2 1
Sangat baik Baik Cukup baik Kurang baik
4.3.6.2 Penilaian Dari Aspek Teknis
Tabel 4. 9 Kriteria Penilaian Teknis
No.
Kriteria PenilaianTeknis
Bobot
VarianKonsep 1
VarianKonsep 2
VarianKonsep 3
TotalNilaiIdeal
1 Fungsi Utama
Kerangka 4 3 12 4 16 3 12 4 16
Wadah (laci) 4 3 12 4 16 3 12 4 16
Sistem pemotong 4 3 12 4 16 2 8 4 16
Sistem penekan 4 2 8 3 12 3 12 4 16
2 Konstruksi &assembly
4 3 12 4 16 3 12 4 16
3 Komponen standar 3 3 9 3 12 2 6 4 12
4 Perawatan 3 2 6 3 9 2 6 4 12
5 Ergonomis 4 3 12 4 16 3 12 4 16
Total 83 113 80 120
% Nilai 69% 94% 66% 100%

40
4.3.6.3 Penilaian Dari Aspek Ekonomi
Tabel 4. 10 Kriteria Penilaian Ekonomis
No.
Kriteria PenilaianEkonomis
BobotVarian
Konsep 1Varian
Konsep 2Varian
Konsep 3Total Nilai
Ideal
1 Material 4 2 8 3 12 2 8 4 16
2 Proses Pengerjaan 4 3 12 4 16 2 8 4 16
3 Jumlah Komponen 4 3 12 2 8 3 12 4 16
Total 12 32 36 28 48
% Nilai 66% 75% 58% 100%
4.3.7 Keputusan
Dari proses penilaian yang telah dilakukan seperti di atas, varian konsep yang
dipilih adalah varian dengan presentasi mendekati 100 persen. Dari varian konsep
tersebut kemudian di optimasi sub fungsi yang ada sehingga diperoleh hasil rancangan
yang baik dan sesuai dengan yang diinginkan. Varian yang dipilih adalah varian konsep
2 (V2) dengan nilai 94% untuk di tindaklanjuti dan dioptimalisasi dalam proses
perancangan alat pemotong empek-empek.
4.4 Merancang
4.4.1 Draft Rancangan
Setelah kombinasi varian konsep didapat, langkah selanjutnya adalah
pembuatan gambar draft alat pemotong empek-empek sehingga mendapatkan detail
kontruksi yang ringkas dan mudah dalam proses permesinannya.
Aspek-aspek dalam merancang dapat diuraikan sebagai berikut:
1. Ergonomi
Ergonomi memfokuskan diri pada manusia dan interaksinya dengan suatu
peralatan, fasilitas, prosedur, dan lingkungan dimana sehari-hari manusia hidup dan
bekerja. Salah satu hal yang berhubungan pada rancangan ini adalah:
41
Mengurasi rasa lelah
Mengurasi rasa lelah ini berkaitan dengan kenyamanan saat menggunakan
mesin. Contohnya tinggi mesin disesuaikan dengan tinggi operator.
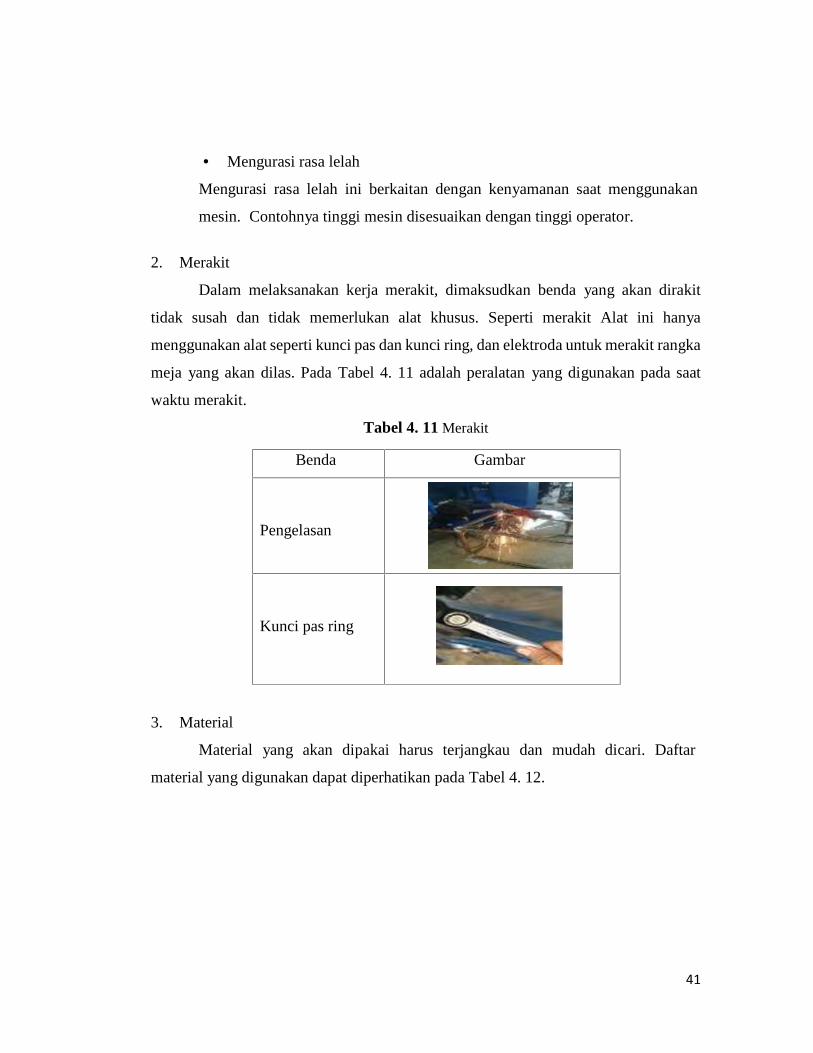
2. Merakit
Dalam melaksanakan kerja merakit, dimaksudkan benda yang akan dirakit
tidak susah dan tidak memerlukan alat khusus. Seperti merakit Alat ini hanya
menggunakan alat seperti kunci pas dan kunci ring, dan elektroda untuk merakit rangka
meja yang akan dilas. Pada Tabel 4. 11 adalah peralatan yang digunakan pada saat
waktu merakit.
Tabel 4. 11 Merakit
Benda Gambar
Pengelasan
Kunci pas ring
3. Material
Material yang akan dipakai harus terjangkau dan mudah dicari. Daftar
material yang digunakan dapat diperhatikan pada Tabel 4. 12.

42
Tabel 4. 12 Material
Benda Material Gambar
Rangka Meja
Rangka box
Baja siku ukuran
40x40x2
Hollow ukuran
25x25x1,5 Rangka Meja
Poros St 42
Ukuran ∅20 150Poros
Wadah (Laci) Stainless stell
Mata potong 2 (dua)
Buah
Stainless stell
4. Pembuatan
Mesin atau alat yang dibuat bisa dengan mesin yang tersedia di bengkel sendiri
tanpa menggunakan mesin khusus.
Tabel 4. 13 Komponen yang dibuat
Benda Komponen Mesin
Rangka Meja Rangka
Mesin Las dan gerinda
tangan
Rangkabox
Rangka box

43
Poros Poros Mesin bubut
5. Estetika
Estetika mencakup apakah mesin atau alat yang dibuat indah dilihat dan sesuai seperti
warna dan bentuk mesin. Pada Gambar 4. 7 berikut adalah bentuk dan warna alat
pemotong empek-empek
Gambar 4. 7 Alat Pemotong Empek-empek
6. Standardisasi
Pemilihan part-part juga dilihat berdasarkan benda yang sudah ada dijual
dipasaran sehingga mengurangi proses pemesinan. Seperti Baut, keling, pena . berikut
adalah jenis Parts Standar yang digunakan.
Tabel 4. 14 Part Standar
Jumlah Nama Bagian No.bag Bahan Ukuran Ket16 Baut Segienam 13-14 St M10 x 20 stdr24 Paku keling 15 St 3.2 x 7.4 stdr2 Baut segi enam 16 St M10 x 30 stdr1 Pegas 17 Baja pegas ∅25x100 stdr

44
7. Elemen Mesin.
Alat yang dibuat berdasarkan perhitungan elemen mesin yang relevan.
Perhitungan poros menggunakan perhitungan elemen mesin.
4.4.2 Optimasi Rancangan
Pada tahapan ini, beberapa alternatif fungsi dioptimasikan diantaranya fungsi
rangka, fungsi sistem pemotong dan fungsi sitem penekan sehingga sesuai dengan
kondisi sesungguhnya ketika komponen tersebut dibuat. Beberapa komponen dapat
ditambahkan atau dikurangi sesuai dengan pertimbangan perancangan dan tingkat
kesulitan dalam pembuatan komponen itu
Gambar 4. 8 Alat Pemotong Empek-empek
4.5 Analisis Perhitungan
1. Perhitungan Tuas Poros Penekan
Diketahui :
l1 = 100 mm
l2 = 380 mm
F = 200 N (Ilham & Yusuf, 2015)

45
Gambar 4. 9 DBB
ƩFx = 0
ƩMA = 0
(RB x l1) – ( P1 x L) = 0
(RB x 150mm) – (200 N x 480mm) = 0
ƩMB = 0
(-RA x l1) – ( P1 x L2) = 0
(-RA x 150mm) – (200 N x 330mm) = 0
RB = (P1 x 480)/150 = (200x330)/150 = 640.00 N
RA = (-P1 x 330)/150 = (-200x330)/150 = -440.00 N
HB = 0 (N)
ƩFY = 0 ;
- RA + RB - P1 = -440.00 x 1 + 640.00 x 1 - 200 = 0
Q (x1) = - RA
Q1(0) = -440 = -440 N
Q1(150) = -440 = -440 N
M (X1) = RA x (X1)
M1 (0) = - 440 x (0) = 0 (N.mm)
M1 (150) = - 440 x (150) = - 66000 (N.mm)

46
Q (X2) = - RA + RB
Q2 (150) = - 440 + 640 = 200 N
Q2 (480) = - 440 + 640 = 200 N
M (X2) = - RA x (X2) + RB x (X2 – 150)
M2 (150) = - 440 x (150) + 640 x (150-150)= - 66000 (N.mm)
M2 (480) = - 440 x (480) + 640 x (480-150)= 0 (N.mm)
DBB
Gambar 4. 10 DBB poros tuas
2. Perhitungan diameter Tuas Poros
d = ,

47
(Sularso & Suga, 2008)
== ,= 27,64 N/mm2
d = , , /d = 27,26 mm
3. Perhitungan Pegas
Dengan rumus:
Keterangan :
F = Gaya (N)∆ = Pertambahan Panjang (mm)
k = Konstanta Pegas (N/mm)
Diketahui :
Massa beban (m) = 20 Kg
Percepatan Gravitasi (g) = 10m/s2
Berat beban (w) = m.g = 20x10 =200 N
Pertambahan Panjang (mm) = 6,5 cm = 0,065 m
Ditanya :
F Pegas ?
Jawab:
Untuk menghitung Konstanta pegas
k = F/∆

48
k = 200/0.065 =3076 N/m
Jadi,
= 0,065 x 3076
= 199,94 N/m
4.6 Pembuatan Komponen
4.6.1 Proses Permesinan
Setelah rancangan telah selesai maka dilanjutkan ke proses pemesinan. Dalam
pembuatan alat pemotong empek-empek hal yang dilakukan pada proses pemesinan
beserta komponen yang dibuat yaitu:
1. Mesin Bubut
Adapun komponen-komponen yang dikerjakan dimesin bubut, yaitu:
poros penghubung rangka
Poros untuk dudukan Tuas
2. Gerinda Tangan
Pelat dudukan Rangka
Pelat pencekam mata potong
Plat siku kerangka
Plat untuk dudukan meja
Laci
3. Mesin Las
Adapun komponen-komponen yang dikerjakan menggunkan mesin las yaitu :
Kerangka meja
Laci
49
4.6.1.1 Operation Plan
Dalam pembuatan komponen alat pemotong empek-empek di perlukan
operation plan, berikut adalah operation plan pada pembuatan alat pemotong empek-
empek.
a. Pembuatan poros sebagai penghubung rangka pada Gambar 4. 11 berikut.
Gambar 4. 11 Poros sebagai penghubung rangka
1.01 Periksa Gambar kerja
1.02 Setting mesin bubut
1.03 Pencekaman benda kerja, dengan setangah bagian yang tercekam
1.04 Diameter bakal awal 25 mm, Proses penyayatan hingga menjadi diameter 20
mm dengan panjang 150 mm
b. Pemotong Pelat Siku sebagai kerangka dudukan alat pada Gambar 4. 12
Gambar 4. 12 Pemotong Pelat Siku
1.01 Periksa gambar kerja
1.02 Setting mesin Gerinda tangan
1.03 Marking Out ukuran yang akan di potong
1.04 Proses pemotongan benda kerja sesuai ukuran yang telah di tentukan

50
c. Pengelasan Rangka sebagai kerangka dudukan Alat pemotong empek-empek pada
Gambar 4. 13
Gambar 4. 13 pengelasan Rangka
1.01 Periksa gambar kerja dan siapkan benda kerja
1.02 Setting mesin Las
1.03 Setting benda kerja (kerangka yang akan di las)
1.04 Mulai proses pengelasan
4.7 Perakitan
Setelah membuat bagian mesin selesai, bagian dirakit sehingga menjadi alat
yang sesuai dengan rancangan. Proses perakitan merupakan proses penggabungan
bagian-bagian dari komponen satu dengan komponen yang lainnya sehingga menjadi
sebuah mesin yang utuh. Urutan perakitan adalah sebagai berikut. Proses
assembling dimulai dari pemasangan dan pengelasan kerangka alat, poros, alat potong,
pencekam alat potong, wadah(laci), dan Tuas.
1. Merakit Rangka
Proses pertama yang dilakukan adalah proses merakit kerangka dengan
menggunakan elemen pengikat baut dan mur (elemen yang bisa dilepas), pengelasan
(elemen yang tidak dapat dilepas). Kemudian ada bagian tertentu yang diproses
dengan bor tangan untuk membuat lubang pemasangan baut Gambar 4. 14 dibawah
ini adalah kerangka yang sudah dirakit.

51
Gambar 4. 14 Merakit Rangka Meja
2. Merakit Rangka Box
Proses kedua dilakukan perakitan rangka box yang diassembly dengan elemen
pengikat pengelasan (elemen yang tidak dapat dilepas) Gambar 4. 15 dibawah ini
adalah rangka box yang sudah dirakit.
Gambar 4. 15 Merakit Rangka Box
3. Merakit Poros
Proses ketiga dilakukan perakitan poros pada rangka yang diassembly dengan
elemen pengikat pengelasan (elemen yang tidak dapat dilepas) Gambar 4. 16 dibawah
ini adalah poros yang sudah dirakit.
Gambar 4. 16 Merakit Poros

52
4. Merakit Mata Potong
Proses keempat dilakukan perakitan mata potong yang di cekam pada plat mata
potong lalu di assembli pada plat skala, yang diassembly dengan elemen pengikat
baut dan mur (elemen yang dapat dilepas) Gambar 4. 17 dibawah ini adalah mata
potong yang sudah dirakit.
Gambar 4. 17 Merakit Mata Potong
5. Merakit pelat atas
Proses kelima dilakukan perakitan pelat atas pada Alat yang diassembly
dengan elemen pengikat baut dan mur (elemen yang dapat dilepas) Gambar 4. 18
dibawah ini adalah pelat yang sudah dirakit.
Gambar 4. 18 Merakit pelat atas
6. Merakit Tuas dan memasang laci pada alat
Proses keenam dilakukan perakitan Tuas dan memasang laci pada Alat yang
diassembly dengan elemen pengikat baut dan mur (elemen yang dapat dilepas)
Gambar 4. 19 dibawah ini adalah Tuas yang sudah dirakit.
53
Gambar 4. 19 Merakit Tuas dan Laci
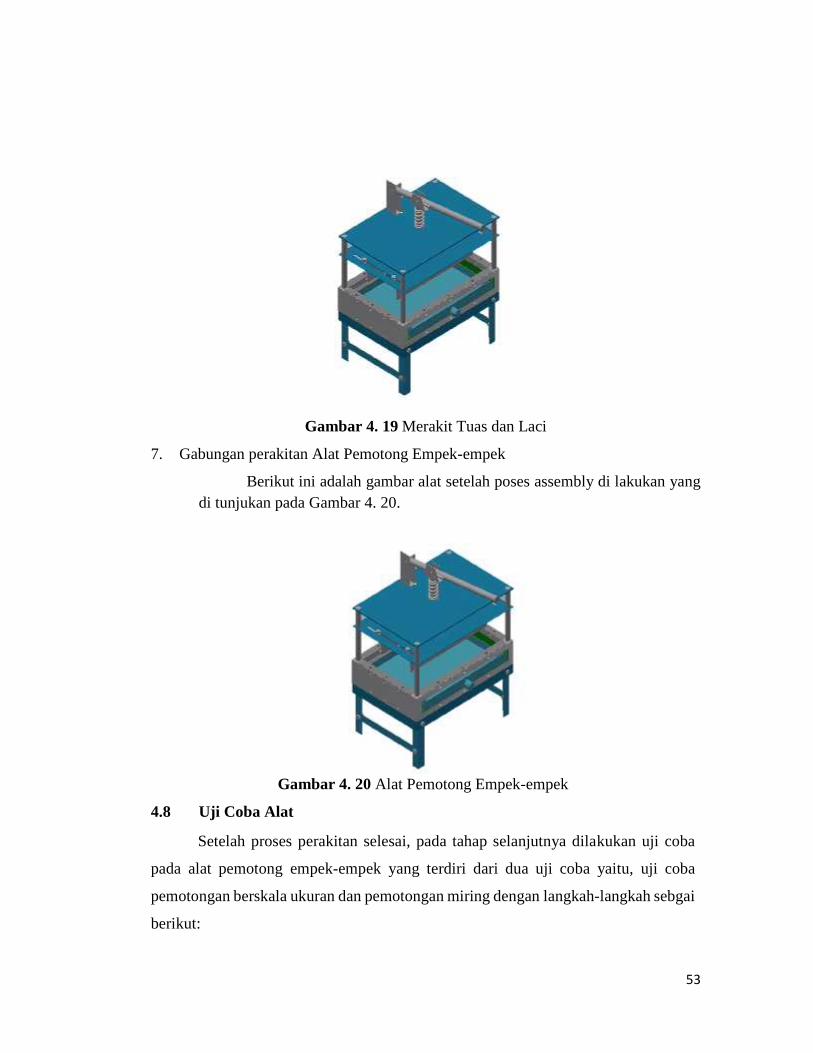
7. Gabungan perakitan Alat Pemotong Empek-empek
Berikut ini adalah gambar alat setelah poses assembly di lakukan yangdi tunjukan pada Gambar 4. 20.
Gambar 4. 20 Alat Pemotong Empek-empek
4.8 Uji Coba Alat
Setelah proses perakitan selesai, pada tahap selanjutnya dilakukan uji coba
pada alat pemotong empek-empek yang terdiri dari dua uji coba yaitu, uji coba
pemotongan berskala ukuran dan pemotongan miring dengan langkah-langkah sebgai
berikut:
54
1. Persiapkan alat dalam kondisi baik
2. Persiapkan bahan baku berupa adonan empek-empek yang sudah digulung
dan di potong dengan ukuran 30 cm
3. Lalu masukkan puntung empek-empek kedalam wadahnya (laci)
4. Atur skala pemotongan dengan cara diatur pada pencekam mata potong.
5. Jika sudah tahu ukuran yang akan di gunaka, tekan tuas dan lakukan proses
pemotongan
6. Jika ingin pemotongan hasil miring, putar wadah (laci) sesuai dengan
derajat kemiringan yang sudah di tentukan dan lakukan proses pemotongan
dengan cara menekan tuas.
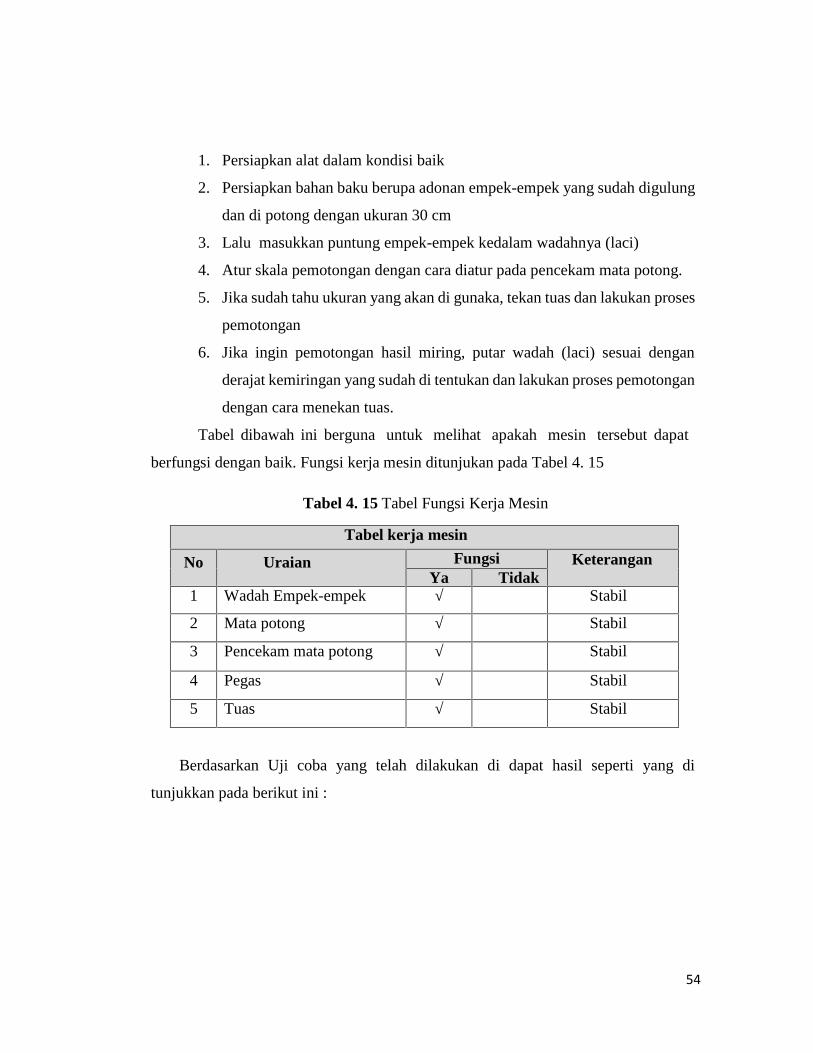
Tabel dibawah ini berguna untuk melihat apakah mesin tersebut dapat
berfungsi dengan baik. Fungsi kerja mesin ditunjukan pada Tabel 4. 15
Tabel 4. 15 Tabel Fungsi Kerja Mesin
Tabel kerja mesin
No Uraian Fungsi KeteranganYa Tidak
1 Wadah Empek-empek √ Stabil
2 Mata potong √ Stabil
3 Pencekam mata potong √ Stabil
4 Pegas √ Stabil
5 Tuas √ Stabil
Berdasarkan Uji coba yang telah dilakukan di dapat hasil seperti yang di
tunjukkan pada berikut ini :

55
Tabel 4. 16 Hasil Uji coba
UjiCobaKe -
Waktu Setting awal +pemotongan Berat
Empek-empek
KeteranganPemotonganLurus/sejajar
PemotonganMiring
1 3 menit 5detik
3 menit 15detik
2kg
- Untuk pemotongan empek-empek bentuklurus/sejajar, digunakan 10 puntungempek-empek dengan panjang 30cmdengan Ø3cm, dalam 1 kali pemotonganuntuk ukuran 10 cm, di dapat hasilpemotongan 30 puntung pempek ukuran 10cm dalam 1 (satu) kali pemotokengan.Untuk pemotongan rata/sejajar Adonanempek-empek ada yang tidak terpotong,empek-empek tersebut lengket pada pisau
- Untuk pemotongan miring, dilakukanpengaturan kemiringan pada laci danpencekam mata potong, yang di dapatwaktu lebih lama dan hasil pemotongantidak optimal, dan produk gagal
2 2 menit 40detik
3 menit 2kg
- Untuk pemotongan empek-empek bentuklurus/sejajar, digunakan 10 puntungempek-empek dengan panjang 30cmdengan Ø3cm, dalam 1 kali pemotonganuntuk ukuran 10 cm, di dapat hasilpemotongan 30 puntung pempek ukuran 10cm dalam 1 (satu) kali pemotongan. Untukpemotongan rata/sejajar diolesi dengantepung,dan laci nya di perbaiki empek-empek mulai terpotong sampai bawahtetapi ada 1 pempek terakhir tidakterpotong. Dikarenakan saat penekananper( pegas) tidak bergerak sempurna
- Untuk pemotongan miring, dilakukanpengaturan kemiringan pada laci danpencekam mata potong di perbaiki, yang didapat waktu lebih cepat dari sebelumnyadan hasil pemotongan belum terlaluoptimal, dan produk ada yang terpotongsesuai yang diinginkan, namun hanyabagian tengah yang terpotong dan

56
berbentuk miring. Sisi kanan kiri produktidak terpotong sesuai dengan yangdiinginkan.
3 1 menit 50detik
2 menit 10detik
2 kg
- Untuk pemotongan empek-empek bentuklurus/sejajar, digunakan 10 puntungempek-empek dengan panjang 30cmdengan Ø3cm, dalam 1 kali pemotonganuntuk ukuran 7 cm, di dapat hasilpemotongan 40 puntung pempek ukuran 7cm dalam 1 (satu) kali pemotongan, namunmasih ada 2 cm tersisa pada saatpemotongan, dikarenakan lebihnya ukuranpanjang empek-empek. Untuk ujicobaukuran 5 cm didapat hasil 60 puntungdalam 1 kali pemotongan. Untukpemotongan rata/sejajar diolesi dengantepung, ditambah 2pegas kanan kiri agarsaat penekanan stabil,dan berhasil untukpemotongan lurus
- Untuk pemotongan kemiringan 15 derajat,dilakukan pengaturan kemiringan pada lacidan pencekam mata potong didapat hasilyang belum optimal
4.9 Analisa Hasil
Setelah Proses uji coba dilakukan maka tahap selanjutnya adalah menganalisa
hasil dari masing-masing percobaan. Kemudian dapat dilakukan analisa hasil yang
dapat dikatagorikan memenuhi tuntutan dari mesin tersebut. Serta didapatkan juga
solusi dari permasalahan maupun hal tambahan, yang dapat menunjang mesin lebih
optimal.
4.10 Penyelesaian
Penyelesaian adalah tahap terakhir dalam tahap perancangan, dimana ditahap
ini output nya adalah pembuatan gambar kerja dan gambar susunan, gambar
bagian/Detail, Alat Pemotong Empek-empek, makalah, SOP dan poster.

57
BAB V
PENUTUP
5.1 Kesimpulan
Dengan menindaklanjuti dan mengoptimasi varian konsep (V2), Alat
Pemotong Empek-empek. Beberapa kesimpulan dari laporan proyek akhir ini sebagai
berikut:
a. Alat Pemotong Empek-empek yang kami design ini dalam proses 1 x pemotongan
bisa menghasilkan 30 sampai 60 puntung sesuai Ukuran yang ingin di buat dengan
menggunakan 2 mata potong. Selain itu alat ini juga bukan hanya bisa memotong
dengan 1 ukuran tetapi bisa di atur ketebalan ukurannya dan dapat memotong
dengan bentuk miring.
b. Alat kami ini dilengkapi dengan Skala ukuran.
c. Berdasarkan hasil uji coba, Alat pemotong empek-empek ini hanya mampu
menampung 10 puntung yang ukuran panjang 30 cm sebelum di potong dengan
Ø3 cm.
d. Dapat mempercepat waktu dalam proses pemotongan empek-empek dengan rata-
rata waktu 1menit 50 detik + Setting awal (persiapan) satu kali pemotongan.
e. Untuk pemotongan empek-empek dengan kemiringan 15 derajat belum optimal.
5.2 Saran
Dalam pembahasan proyek akhir ini ada banyak sekali kekurangan terhadap
Alat dan hasil produk, beberapa saran ingin disampaikan yaitu:
1. Untuk hasil yang lebih maksimal harus menggunakan mata potong yang tajam
agar empek-empek terpotong sempurna dan tidak lengket.
2. lakukan pemeriksaan alat terlebih dahulu sebelum di operasikan.
3. Jagalah kebersihan Alat tersebut agar menciptakan hasil yang baik.

58
4. Selalu mengikuti prosedur permesinan setiap menggunakan alat ini demi
keselamatan dan kesehatan kerja (KKJ) dan pastikan area kerja aman dimanapun
dan kapanpun waktu bekerja.

59
DAFTAR PUSTAKA
Batan, I. M. L., n.d. Diktat Kuliah Pengembangan Produk. s.l: Jurusan TeknikMesin Fakultas Teknik Mesin ITS.
Djamiko, R. D., 2008. Modul Teori pengelasan Logam. Yogyakarta: Fakultas TeknikUniversitas Negeri Yogyakarta.
Hayati, 2006. Penambahan Daging Ikan dann aplikasi Pembekuan pada Pembuatanpempek. ilmu-ilmu perikanan, Volume 8, pp. 147-151.
Ilham, D. & Yusuf, Y., 2015. Analisa Gaya dalam Keadaan Statis pada SistemMuskuloskeletal Tangan-lengan Manusia.
Irawan, D., M., I. G. F. M. & Hastuti, S., 2018. Pengat=ruh Nilai Konstanta TerhadapPertambahan Panjang Pegas. MER-C, Volume 1.
Komara, A. & Saepudin, 2014. Aplikasi Metode VDI 2222 Pada Proses PerancanganWelding Fixture untuk Sambungan Cerebong Dngan Teknologi CAD/CAE.. JurnalIlmiah Mesin Cylinder, Volume 1(2), pp. 1-8.
Politeknik Manufaktur Bandung, n., n.d. Gambar Teknik Mesin: Simbol danPenunjukan Pengelasan. bandung: Politeknik Manufaktur Bandung.
Polman Timah, 1996. Elemen Mesin 1. Sungailiat: Politeknik Manufaktur Timah.
Rochima, 2015. karakteristik kimiawi dan organoleptikpempek dengan penambahantepung dan sagu. jurnal akutika, Volume 6, pp. 115-117.
Ruswandi, A., 2004. Metode Perancangan 1. Bandung: Politeknik ManufakturBandung.
Statistik, B. P., 2003. Statistik Industri Besar dan Sedang (Large and mediumManufacturing Statistic), jakarta: s.n.
Sularso & suga, k., 1979. Dasar Perencanaan dan Pemilihan Elemen Mesin. 1 ed.Jakarta: PT.Pradnya Paramita.
Sularso & Suga, K., 2008. Dasar Perancangan dan Pemilihan Elemen Mesin. In: 12 ed.Jakarta: PT. Pradnya Paramita, pp. 11-12.

60
Ulrich, Eppinger, K. T. & D, S., n.d. Product Design and Development. s.l: McGraw-Hill.



Politeknik Manufaktur Negeri Babel
ALAT PEMOTONG
EMPEK-EMPEK
Digambar
Skala
1:5
Dilihat
01-07-19 Raudya C
Pengganti Dari :Perubahan
Diganti Dengan :
Diperiksa
Jumlah UkuranNo.bagNama bagian Keterangan
a
b
c
d
e
f
h
i
j
k
g
1
1
4
4
4
4
12
13
-
-
-
-
-
16
10
15
14
5
6
4
St
St
St 37
St 37
Aluminium
Stainlees
Bahan
17 St
St
Baja
St 37
St
Aluminium
St 37
St 37
Stainlees
11
St
St
A3-01-TA-2019
St
stdr
stdr
stdr
stdr
18
19
20
-
stdr
stdr
stdr
-
-
-
-
-
8
9
4
1
1
1
1
1
2
2
1
7
1
3
2
stdr
St 37
St 37
1
-
500
692
506
1
13
2
8
5
7
12
18
10
4
15
9
20
1911
17
3
16
14
6
Baut kepala segienam
Baut kepala segienam
Baut kepala segienam
Baut kepala segienam
Baut kepala segienam
Baut kepala segienam
paku keling
Pelat Tumpuan Tuas
Plat Pencekam Mata Potong
Mata Potong(Pisau)
Plat Skala
Plat Atas
Poros Penghubung Tuas
Tuas
Poros
Laci
Box laci
Rangka Meja
Pelat Penyangga Tuas
Baut kepala segienam
1
1
1
24
Ø25x100
M10x20
M10x30
M10x30
M10x20
M10x20
M10X17
Ø25x525
50x50x70
50x60x80
Ø24x170
2.8x335x500
2x90x396
25x55x500
2.8x335x500
Ø20x200
45x340x440
100x335x500
210x335x500

DETAIL
1:2
B
ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-01-TA-2019Politeknik Manufaktur Negeri Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:5
BahanNama bagian Ukuran KetJumlah
kaki meja
St 40x210x500 -1
Tol. Sedang
No.bag
334
210
200
40
500
30
40
440
10
292
1
1.
Baut M10
N8( )
1.1
1.2
1.5
1.4
1.3
4
2
1
2
2
Pelat penahan kaki meja
Rangka Meja
Pelat atas meja
Pelat samping meja
Pelat depan meja
1.1
1.2
1.3
1.4
1.5
St
St
St
St
St
2x40x40x200
2,8x30x334
2,8x334x500
2,8x40x500
2,8x40x500
-
-
-
-
-
33

ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-02-TA-2019Politeknik Manufaktur Negeri Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:5
BahanNama bagian Ukuran KetJumlah No.Bag
2Rangka Box
100
335
500
50
25
st 100x335x500 -1
285
450
Tol.Sedang
84
168
250
125
250
25
2. ( )N8
2.1
2.3
2.2
st
st
st
2.1
2.2
2.3
4
4
4
Rangka box depan dan belakang
Rangka Kanan kiri box
Penghubung rangka box
25x25x450
25x25x285
25x25x50
310
12
75
-
-
-
N8 N8
N8
33
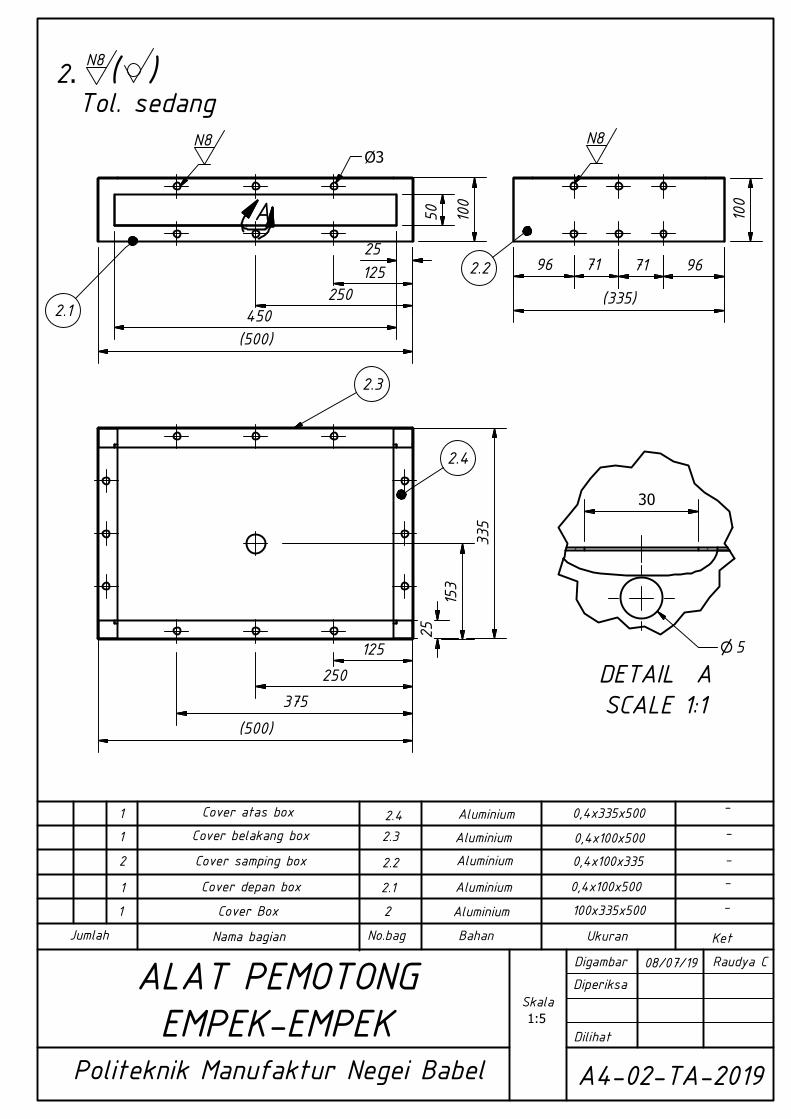
DETAIL A
SCALE 1:1
A
ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-02-TA-2019Politeknik Manufaktur Negei Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:5
No.bagNama bagian Ukuran KetJumlah Bahan
Cover Box
Tol. sedang
Aluminium 100x335x5001 2
2.
25
(500)
450
50
100
153
25
335
(500)
125
250
375
30
N8( )
2.1
2.3
2.2
Ø3
125
250
1
2
1
Cover depan box 2.1
2.2
2.3
0,4x100x500
0,4x100x335
0,4x335x500
-
-
-
-
(335)
Aluminium
Aluminium
Aluminium
N8 N8
Cover samping box
Cover belakang box
100
96717196
2.4
Cover atas box1 Aluminium
0,4x100x500
-2.4
5

ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-03-TA-2019Politeknik Manufaktur Negei Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1/6
BahanNama bagian Ukuran KetJumlah
2.1
No.bag
1
2.3
2.4
2.2
1
2
1
Pelat cover belakang Box
Aluminium 0.4x100x500 -
100
50025
5
25
Tebal 0.4
100
500
Tebal 0.4
Tebal 0.4
100
335
Aluminium
Aluminium
Aluminium
0.4x100x500
0.4x100x335
0.4x335x500
Pelat Cover Depan Box
Pelat Cover Samping Box
Pelat Cover Atas Box
N8
N8
N8
N8
Tol.Sedang
Tol.Sedang
Tol.Sedang
Tol.Sedang
275
440
30
30
95
220
52
137 220
(335)
(500)
( )2.1
( )2.2
2.3
2.4
( )
( )75
Tebal 0.4
N8
N8
N8
N8
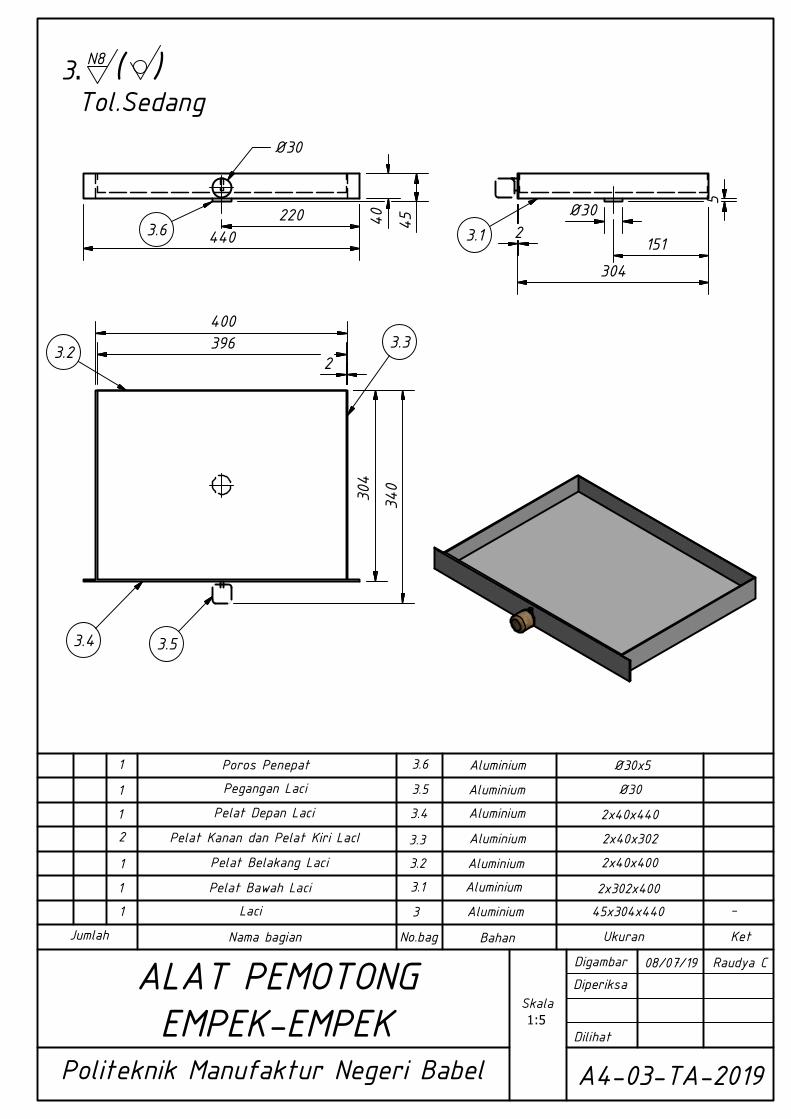
ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-03-TA-2019Politeknik Manufaktur Negeri Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:5
BahanNama bagian Ukuran KetJumlah
Laci Aluminium 45x304x440 -1
440
220 40
Ø30
Ø30
5
151
304
2
400
2
340
45
N8
Tol.Sedang
No.bag
396
304
3
3.
( )
3.4
3.33.2
3.5
3.1
3.1
3.2
3.3
3.4
3.5
Aluminium
Aluminium
Aluminium
Aluminium
Aluminium
3.6
2x302x400
2x40x400
2x40x302
2x40x440
Ø30
1
1
1
1
1
2
Aluminium Ø30x53.6Poros Penepat
Pegangan Laci
Pelat Bawah Laci
Pelat Belakang Laci
Pelat Kanan dan Pelat Kiri LacI
Pelat Depan Laci

ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-04-TA-2019Politeknik Manufaktur Negeri Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:2
BahanNama bagian Ukuran KetJumlah
Poros penahan St Ø20x120 -4
N7
Tol. Sedang
No.bag
Tol. Sedang
N7
Poros penghubung Tuas Ø24x1701 St
120
Ø20
Ø24
170
9
4
4.
9.
-

ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-05-TA-2019Politeknik Manufaktur Negei Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:5
BahanNama bagian Ukuran KetJumlah
5
No.bag
8
1
1
st 2,8x350X450 -
st 2,8x335X450
Plat Skala
Plat Atas
335
500
236
Ø20x4
15
15
55
37
426
1 2 3 4 5 6 7 8 9 10
335
500
Ø20
Ø24
Tebal 2,8
Tebal 2,8
15
15
Tol.Sedang
Tol.Sedang
Ø24
5.
8.
-
250
167
skala ukuran
37
10
290
250
N8
N8
N8
N8
N8
N8
N8
( )
( )

ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-06-TA-2019Politeknik Manufaktur Negeri Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:5
BahanNama bagian Ukuran KetJumlah
Pencekam Mata Pisau Besi Hollow dan Plat 25x55x500 -2
Tol.Sedang
No.bag
25
25
55
335
Ø8
Tol.Sedang
(396)
90
2
Ø8
Alat Potong Stainlees 2x90x3962
6
7
6.
7.
48
14
63
48300
2°
2
20
N8( )
( )N8
N8
N8 36
Ø10426
300

SECTION C-C
SCALE 1:1
C
C
ALAT PEMOTONG
EMPEK-EMPEK
08/07/19
A4-06-TA-2019Politeknik Manufaktur Negeri Babel
Raudya C
Diperiksa
Digambar
Dilihat
Skala
1:2
BahanNama bagian Ukuran KetJumlah
Plat Penyangga Tuas 27x50x701
Tol.Sedang
No.bag
N8
Plat Tumpuan Tuas 27x50x801
Tuas1 Ø25x490
10
11
12
st
Stainless
st
10.
11.
12.
Tol.Sedang
-
490
40
R4Ø20
Ø24
25
130
2
27
25
100
20
50
80
40
3
Tol.Sedang
146
N8
N8( )
( )
( )
3
3
N8
50
2
25
(27)
8
N8
N8
N8
R4

STANDAR OPERATIONAL PROSEDUR (SOP)PENGOPERASIAN ALAT
No. Standar Operational Prosedur (Sop) Pengoprasian AlatGambar Langkah Kerja
1
Siapkan sarung tangan plastik dan bahan(empek-empek) yang ingin digunakan
3masukkan adonan empek-empek yang sudah
digulung kedalam wadah(laci)
4
Masukkan laci kedalam box
5
Mengatur skala pemotongan
7Tuas penekan untuk memotong empek-empek
8Keluarkan empek-empek dari alat pemotong




















