Prediction of Bulk Powder Flow Performance Using Comprehensive Particle Size and Particle Shape...
10
Prediction of Bulk Powder Flow Performance Using Comprehensive Particle Size and Particle Shape Distributions WEILI YU, KOJI MUTEKI, LIN ZHANG, GLORIA KIM Pfizer Global Research and Development, Eastern Point Road, MS 8156-007, Groton, Connecticut 06340 Received 8 September 2009; revised 24 March 2010; accepted 3 May 2010 Published online 22 June 2010 in Wiley Online Library (wileyonlinelibrary.com). DOI 10.1002/jps.22254 ABSTRACT: The purpose of this study is to establish a modeling approach that can be used to predict bulk powder flowability of pharmaceutical materials from their particle size and shape distributions. To build and validate the model, 23 commonly used pharmaceutical excipients and 38 binary blends were fully characterized for their particle size and shape distributions. The particle size and shape of each sample was characterized by multiple descriptors to fully reflect their morphological characteristics. The flow properties of these materials were analyzed using the Schulze Ring Shear Tester at a fixed humidity condition. A partial least squares (PLS) approach was used to build the mathematical model. Several different modeling approaches were attempted and the best method was identified as using a combination of formulation composition and particle size and shape distributions of single-component powder systems. The PLS model was shown to provide excellent predictions of powder flow function coefficient (FFC) of up to approximately 20. The results also revealed that both particle size and shape play an important role in determining the powder flow behavior. ß 2010 Wiley-Liss, Inc. and the American Pharmacists Association J Pharm Sci 100:284–293, 2011 Keywords: image analysis; mathematical model; particle size; shape factor of particle; particle sizing; partial least squares; powder flow; pharmaceutical powders INTRODUCTION Optimization of powder flow properties is conducted routinely during solid dosage form development to achieve satisfactory drug product manufacturability. The optimization process may include evaluation of various excipients at different concentrations, and conducting powder flow analysis after each alteration until satisfactory performance is achieved. The num- ber of blends and flow analysis that need to be pursued may vary largely depending on the char- acteristics of the materials at hand, but the resources required to complete this task is often significant. It has long been shown that powder flow property is dependent on particle size and particle shape characteristics of a material. 1–10 The recent deve- lopment and application of novel crystallization technologies allow researchers to modify crystal habit of various materials and assess the impact on power flowability. 11–13 Garekani et al. showed different size and shape of ibuprofen particles crystallized from various solvents. Samples obtained from methanol and ethanol were lath/plate-shaped and exhibited better flow properties than those crystallized from hexane that was needle-shaped. 12 The particle shape effect on powder flowability was also demonstrated by Kaerger et al. using paracetamol. A decrease in the angle of repose (improved flowability) was achieved with the spherical paracetamol particles when comp- ared to micronized particles that were lath-shaped. 13 More recently, Liu et al. showed that for needle- shaped ibuprofen particles, the powder flowability was impacted by not only the average particle size, but also by the breadth of the size distribution. The flowability of powders with narrower size distribu- tions increased more significantly with size. 14 Podc- zeck and Mia studied powder flow properties using eight different powders differing in particle size and shape. Their results showed that while the angle of internal friction was dependent on both particle size and shape, the Jenike’s flow factor depended only on particle shape. 5,15 Numerous attempts have also been made on modeling flow of bulk powder. 16–20 Liu et al. 14 derived a mathematical model that demonstrated the dep- endence of powder flowability on particle size, and obtained qualitative agreement with experimental data collected using needle-shaped ibuprofen sam- ples. Cleary used discrete element methods and dem- onstrated a strong effect of particle shape on shear flow. 18 Correspondence to: Weili Yu (Telephone: þ1-860-686-2072; Fax: þ1-860-686-5632; E-mail: weili.yu@pfizer.com) Journal of Pharmaceutical Sciences, Vol. 100, 284–293 (2011) ß 2010 Wiley-Liss, Inc. and the American Pharmacists Association 284 JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011
Transcript of Prediction of Bulk Powder Flow Performance Using Comprehensive Particle Size and Particle Shape...

Prediction of Bulk Powder Flow Performance UsingComprehensive Particle Size and Particle Shape Distributions
WEILI YU, KOJI MUTEKI, LIN ZHANG, GLORIA KIM
Pfizer Global Research and Development, Eastern Point Road, MS 8156-007, Groton, Connecticut 06340
Received 8 September 2009; revised 24 March 2010; accepted 3 May 2010
Published online 22 June 2010 in Wiley Online Library (wileyonlinelibrary.com). DOI 10.1002/jps.22254
CorrespondeFax: þ1-860-686
Journal of Pharm
� 2010 Wiley-Liss
284 JOURNA
ABSTRACT: The purpose of this study is to establish a modeling approach that can be used topredict bulk powder flowability of pharmaceutical materials from their particle size and shapedistributions. To build and validate the model, 23 commonly used pharmaceutical excipients and38 binary blends were fully characterized for their particle size and shape distributions. Theparticle size and shape of each sample was characterized by multiple descriptors to fully reflecttheir morphological characteristics. The flow properties of these materials were analyzed usingthe Schulze Ring Shear Tester at a fixed humidity condition. A partial least squares (PLS)approach was used to build the mathematical model. Several different modeling approacheswere attempted and the best method was identified as using a combination of formulationcomposition and particle size and shape distributions of single-component powder systems. ThePLS model was shown to provide excellent predictions of powder flow function coefficient (FFC)of up to approximately 20. The results also revealed that both particle size and shape play animportant role in determining the powder flow behavior. � 2010 Wiley-Liss, Inc. and the American
Pharmacists Association J Pharm Sci 100:284–293, 2011
Keywords: image analysis; mathematical
model; particle size; shape factor of particle;particle sizing; partial least squares; powder flow; pharmaceutical powdersINTRODUCTION
Optimization of powder flow properties is conductedroutinely during solid dosage form development toachieve satisfactory drug product manufacturability.The optimization process may include evaluation ofvarious excipients at different concentrations, andconducting powder flow analysis after each alterationuntil satisfactory performance is achieved. The num-ber of blends and flow analysis that need to bepursued may vary largely depending on the char-acteristics of the materials at hand, but the resourcesrequired to complete this task is often significant.
It has long been shown that powder flow propertyis dependent on particle size and particle shapecharacteristics of a material.1–10 The recent deve-lopment and application of novel crystallizationtechnologies allow researchers to modify crystal habitof various materials and assess the impact on powerflowability.11–13 Garekani et al. showed different sizeand shape of ibuprofen particles crystallized fromvarious solvents. Samples obtained from methanoland ethanol were lath/plate-shaped and exhibited
nce to: Weili Yu (Telephone: þ1-860-686-2072;-5632; E-mail: [email protected])
aceutical Sciences, Vol. 100, 284–293 (2011)
, Inc. and the American Pharmacists Association
L OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY
better flow properties than those crystallized fromhexane that was needle-shaped.12 The particle shapeeffect on powder flowability was also demonstrated byKaerger et al. using paracetamol. A decrease in theangle of repose (improved flowability) was achievedwith the spherical paracetamol particles when comp-ared to micronized particles that were lath-shaped.13
More recently, Liu et al. showed that for needle-shaped ibuprofen particles, the powder flowabilitywas impacted by not only the average particle size,but also by the breadth of the size distribution. Theflowability of powders with narrower size distribu-tions increased more significantly with size.14 Podc-zeck and Mia studied powder flow properties usingeight different powders differing in particle size andshape. Their results showed that while the angle ofinternal friction was dependent on both particle sizeand shape, the Jenike’s flow factor depended only onparticle shape.5,15
Numerous attempts have also been made onmodeling flow of bulk powder.16–20 Liu et al.14 deriveda mathematical model that demonstrated the dep-endence of powder flowability on particle size, andobtained qualitative agreement with experimentaldata collected using needle-shaped ibuprofen sam-ples. Cleary used discrete element methods and dem-onstrated a strong effect of particle shape on shearflow.18
2011

PREDICTION OF BULK POWDER FLOW PERFORMANCE 285
Despite all the progresses made to date, quantita-tive prediction of powder flowability of real-worldpharmaceutical materials remains challenging. Oneof the obstacles has been the lack of suitable tech-niques for quantitative particle shape characteriza-tion of bulk powders. In most of the reported studies,particle shape information was obtained using con-ventional static image analysis techniques (e.g.,scanning electron microscopy, or optical microscope)where a relatively small number of particles wereanalyzed for their shape distribution.21,22 This app-roach is often tedious and time-consuming, and thesampling errors can be quite significant.23 In addi-tion, the particle morphologies are often character-ized by one or two descriptors which may not be ableto fully represent the characteristics of a material.24
In this article, we present a modeling approachdeveloped using the partial least squares (PLS) met-hod to predict powder flowability of pharmaceuticalmaterials with complex particle size and shape char-acteristics. Twenty-three commonly used pharma-ceutical excipients and 38 binary blends were fullycharacterized and were used to build the model. Theparticle size and shape distributions of the materialswere analyzed using laser diffraction and dynamicimage analysis (DIA) techniques. The state-of-the-art DIA technique employed in the study allowsfast analysis of particle size and shape informationof millions of particles.24–27 The particle size andshape of nonspherical particles often cannot be fullydescribed using a single value.24 To better reflectthe morphological characteristics associated with
Table 1. Summary of Materials
ID Name
1 Lactose Monohydrate (FAST FLO1 316)2 Lactose Anhydrous (SUPER TAB1 21AN)3 Lactose Anhydrous (DIRECT TABLETING)4 Lactose-310, NF Monohydrate5 Lactose 315, NF Monohydrate6 Mannitol 60 (Pearlitol1 160C)7 Mannitol (Pearlitol1 300DC)8 Mannitol 60 Parenteral PF9 Mannitol Powder10 Mannitol, Granular 208011 Mannitol (Pearlitol1 200SD)12 Mannitol Spray Dried (Mannogem EZ1)
(nonparenteral use only)13 Crospovidone (Kollidon1 CL)14 Povidone (Kollidon1 25)15 Povidone (Kollidon1 30)16 L-Ascorbic Acid17 Sodium Starch Glycolate (ExploTab1 CLV)18 Sodium Starch Glycolate ExploTab1
19 Microcrystalline Cellulose (Avicel PH200)20 Microcrystalline Cellulose (Avicel PH102)21 Microcrystalline Cellulose (Avicel PH101)22 Calcium Phosphate Dibasic, Dihyd23 CellousTM UF-711
DOI 10.1002/jps JO
the materials, the particle size and shape wereeach represented by three size/shape descriptors.The powder flowability was analyzed using a stan-dard Ring Shear Tester under a fixed humiditycondition.
EXPERIMENTAL
Materials
Twenty-three pharmaceutical excipients with var-ious particle size, shape, and flow properties wereused in this study, and the materials are summarizedin Table 1. All materials were used as received.Thirteen sets of binary powder mixtures were pre-pared using selected pairs of excipients (componentsA and B) mixed at volume ratios of 1:3, 1:1, and 3:1,and the compositions are summarized in Table 2. Thebinary mixtures were blended in a Turbula mixer for10 min before use.
Methods
The DIA apparatus QicPic equipped with the RODOSdry powder disperser (Sympatec, Inc., Clausthal-Zellerfeld, Germany) was used to analyze particlesize and particle shape distributions. The QicPic usesrear illumination with a visible pulsed light sourcethat has an exposure time of 1 ns to minimize motionblur. During a measurement, dry powders werefed into the RODOS powder disperser and weredispersed and aerosolized through particle–particle
Vendor
Foremost Farms (Baraboo, WI)DMV-Fonterra Excipients (Norten-Hardenberg, Germany)Foremost FarmsForemost FarmsForemost FarmsRoquette Pharma (Lestrem, France)Roquette PharmaRoquette PharmaSPI Pharma Group (Wilmington, DE)SPI Pharma GroupRoquette PharmaSPI Pharma Group
BASF (Florham Park, NJ)BASFBASFSigma-Aldrich (St. Louis, MO)JRS Pharma (Rosenberg, Germany)JRS PharmaFMC Corporation (Philadelphia, PA)FMC CorporationFMC CorporationRhodia (Cranbury. NJ)Asahi Kasei Chemicals Corp. (Chiyoda-kuTokyo, Japan)
URNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011

Table 2. Mixture Compositions
ID Code Component A Component B
M1-1–M1-3 Fast Flo 316 Avicel PH101M2-1–M2-3 Fast Flo 316 Lactose 310M3-1–M3-3 Fast Flo 316 Kollidon 30M4-1–M4-3 Fast Flo 316 Lactose SuperTab 21ANM5-1–M5-3 Fast Flo 316 Lactose Direct TabletingM6-1–M6-3 Fast Flo 316 Lactose 310M7-1–M7-3 Fast Flo 316 MCC UF711M8-1–M8-3 Lactose S/D0 Avicel PH101M9-1–M9-3 Avicel PH 200 Avicel PH101M10-1–M10-3 Mannitol 2080 Avicel PH102M11-1–M11-3 Mannitol 2080 Mannitol PowderM12-1–M12-3 Mannitol 2080 Avicel PH101M13-1–M13-2 Mannitol 2080 MCC UF711
Table 3. Definition of Particle Size and ShapeDescriptors Used by the QicPic
Descriptors Definition
EQPC Diameter of a circle that has the sameprojected area as the particle
Fmin The minimum distance between pairsof tangents to the particle projectionin some fixed direction. Forirregularly shaped particle, Fmincan thus be significantly smallerthan EQPC
Fmax The maximum distance between pairsof tangents to the particle projectionin some fixed direction. Fmax canthus be significantly larger thanEQPC
Aspect ratio The ratio of Fmin to Fmax. The value isbetween 0 and 1
Sphericity The ratio of the perimeter of theequivalent circle, PEQPC, to the realparticle. Since the equivalent circlegives the smallest possible perimeterat a given projection area, the valueof sphericity is between 0 and 1. Thesmaller the value, the more irregularthe shape of the particle. Surfaceroughness may also increaseperimeter of a particle, and thusdecrease sphericity
Convexity The ratio of the projection area of aparticle to the area of the convex hull(the latter is calculated from particleprojection). The value describes thecompactness of a particle. The moreconcave region a particle has, thesmaller the value of convexity
The figure below shows a particle witha projection area A (gray) with aconcave area B. Convexity isdefined as
Convexity¼A/(AþB)
286 YU ET AL.
and particle–wall collisions before entering themeasurement zone with a speed of up to 100 m/s.Additional details of the instrument can be found inthe literature.25,27 In the current study, at least100,000 particles were analyzed during each mea-surement to minimize statistical biases resulted fromsampling. The particle size distributions of all thematerials were also analyzed using the HELOS(Helium–Neon Laser Optical System, Sympatec,Inc.) laser diffraction instrument equipped with thesame RODOS dry powder disperser. Measurementconditions including sample feed rate, dispersing airpressure and frame rate for image-capturing (QicPiconly) were adjusted from sample to sample toaccommodate different particle characteristics.Appropriate methods for each material were deter-mined by conducting method development studies onboth instruments before collecting the reported data.At least three replicates were conducted with eachsample using the selected method.
Powder flow properties were analyzed using theSchulze Ring Shear Tester RST-XS (Dietmar SchulzeSchuttgutmesstechnik, Wolfenbuttel, Germany).28
Each sample was equilibrated at 50� 2% RH in ahumidity-controlled glove box for 12–14 h before test-ing. At the beginning of a measurement, the powderwas preconsolidated at 4 kPa and sheared until asteady shear stress was reached. The powder wasthen subjected to a series of normal stress rangingfrom 1 to 2.6 kPa with a preconsolidation step applied(at 4 kPa) before each load.28 From the yield locusobtained from this procedure, the flow function coeffi-cient (FFC) was calculated. Three replicates wereconducted with each sample with RSD less than 10%.The average FFC values were used in this study.
RESULTS
Particle Size and Shape Descriptors
Terminologies used to describe particle size andparticle shape by image analysis techniques vary
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011
from instrument to instrument. Three particle sizedescriptors available through the QicPic were foundrelevant in this study, namely the Equivalent Project-ion Circle (EQPC), minimum Feret diameters (Fmin),and maximum Feret diameter (Fmax). Similarly,three particle shape factors obtained from the QicPicwere employed in the current study, including theaspect ratio (AR), sphericity, and convexity. Thedefinitions of these size and shape factors are summ-arized in Table 3 and were kept consistent withthose used by the QicPic instrument to allow easyimplementation of the proposed modeling methodol-ogy by interested readers. From the definitions, it
DOI 10.1002/jps

DOI 10.1002/jps JO
PREDICTION OF BULK POWDER FLOW PERFORMANCE 287
is clear that the use of different size and shapedescriptors makes little difference when analyzingparticles that are perfectly spherical. For nonsphe-rical particles, however, each of the size and shapedescriptors reflects a different aspect of a material’smorphological property. For instance, while the ARreflects the elongation of a particle and deviation froma sphere, the convexity describes the compactness of aparticle. Both these morphological features may inturn affect the powder flow properties as will beshown later. Since bulk powder properties are oftenaffected by mass (or volume) based distribution, boththe particle size and shape distributions presented inthis study are volume weighted. When weighted byvolume, the presence of fine particles in a distributioncan be diminished to some extent as the fines typicallyoccupy a relatively small portion of the volume of thebulk powder. In applications where presence of finesis important, number-weighted distribution can beused to provide increased resolution of fines.
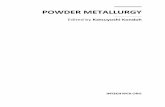
Figure 1a–c demonstrates the effect of using diff-erent particle size and shape descriptors when ana-lyzing Lactose 310, and the Scanning ElectronMicrograph of the material. The SEM results revealedthat the material was a mixture of equant and elon-gated particles with smooth surface. Consequently, theparticle size analyzed using different size descriptorsshowed the trend of Fmax>EQPC>Fmin. The ARranged from 0.4 to 1.0, reflecting the mixture of equantand elongated morphologies of the particles. Thesphericity and convexity ranged from 0.6 to 1.0, consi-stent with the particle morphology, and also indicatedthat the particles had relatively smooth surface andcompact structures.
Particle Size and Shape of Binary Mixtures
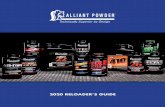
The particle size and shape distributions of the binarypowder mixtures were measured both experimentallyand computed using those of the individual compo-nents. Overall, good agreement between the experi-mental and computed distributions was obtainedwith all samples. Examples of such comparisons weregiven in Figure 2a–e, where distributions of theEQPC (particle size) and AR (particle shape) ofmixture samples M6, M10, and M11 at three differentvolume ratios were shown. Note that some minordifferences exist between the experimental and com-puted data and this could be attributed to inherent
Figure 1. (a) Comparison of the particle size distribu-tions of lactose 310 analyzed using three size descriptors,Fmax, Fmin, and EQPC. (b) Comparison of the particleshape distributions of lactose 310 analyzed using threeshape descriptors, aspect ratio, sphericity, and convexity.(c) SEM micrograph of lactose 310.
URNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011

Figure 2. Comparison of the experimental and computed particle size and shapedistributions of binary powder mixtures. Particle size and shape distributionswere plotted using EQPC and Aspect Ratio, respectively. The scatter plot representsthe experimental data, while the solid and dashed lines represent computed data.(a) EQPC distribution of mixture M6-1, M6-2 and M6-3; (b) Aspect ratio plot of mixtureM6-1, M6-2 and M6-3; (c) EQPC distribution of M10-1, M10-2 and M10-3; (d) Aspect ratiodistribution of M10-1, M10-2 and M10-3; (e) EQPC distribution of M11-1, M11-2 andM11-3; (f) Aspect ratio distribution of M11-1, M11-2 and M11-3.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011 DOI 10.1002/jps
288 YU ET AL.

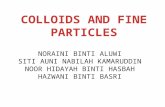
Figure 3. Distribution of the flow function coefficient ofmaterials used in this study.
PREDICTION OF BULK POWDER FLOW PERFORMANCE 289
experimental variability and possible presence ofparticle porosity effect.24 The impact of using theexperimental or computed distributions on FFCprediction will be further elaborated in ModelingSection.
Powder Flow Properties
Powder flowability is mainly characterized by itsunconfined yield stress (su) in dependence on theconsolidation stress (sc). The stress that causes anunconfined powder bed to flow is defined as theunconfined yield stress. The consolidation stress isthe stress that compacts or consolidates a powdersystem. Apparently, the unconfined yield stress (su)changes with the consolidation stress (sc), and theratio between sc and su, defined as the FFC, is anumerical description of the flowability of a powdersystem:
FFC ¼ sc=su
The larger the FFC value, the better the powderflows. Powder flow behaviors can be classified as thefollowing:29,30
FFC< 1 not flowing;1<FFC< 2 very cohesive;2<FFC< 4 cohesive;4<FFC< 10 easy flowing;10<FFC free flowing.
Powders with a wide range of flow properties wereselected in this study as shown in Figure 3.
MODELING
Data Structure
The data structure used in this study is demonstratedschematically in Figure 4a. Xsin and Xbin representthe particle size and shape distribution matrix of thesingle and binary powder systems, respectively. Rsin
and Rbin are the compositions (i.e., volume %) of thesingle and binary powder systems, respectively. It isevident that Rsin is an identity matrix as it shows thecomposition of the single-component systems. TheYsin and Ybin are the FFC vectors of the single andbinary powder systems, respectively. The 61 powdersystems (including both single and binary) were usedto build and validate the model.
Partial Least Squares (PLS) Modeling
A PLS approach was employed for the modeling sincePLS model can effectively project correlated highdimensional data matrices into low dimensionalsubspace and provide good estimates on Y.31–34
MatLab was used to program the PLS model.
DOI 10.1002/jps JO
Based on the data structure shown in Figure 4a, akey question is how to build the PLS model whichprovides the best estimates on the FFC. There arethree different potential PLS modeling approaches:(A) use only the formulation compositions (i.e., Rsin
and Rbin); (B) use the measured particle size andshape distributions (i.e., Xsin and Xbin); (C) use theformulation compositions (i.e., Rsin and Rbin) and theparticle size and shape distributions of the single-component systems (i.e., Xsin). In model (C), asdemonstrated in Figure 4b, the particle size andshape distributions of the binary blends were com-puted from those of the single-component systemsand are expressed as Rbin�Xsin (calculated by idealmixing rule35). For the single component systems,Rsin�Xsin is the same as Xsin because Rsin is anidentity matrix. For all the above PLS models, due toobvious nonlinearity in the FFC data, a logarithmictransformation of the FFC was used.
To evaluate the different modeling approaches, R2
(the fraction of the cumulative sum of squares of Yexplained by the model fit) and Q2 (the fraction ofthe cumulative sum of squares of prediction obtainedfrom cross-validation) are used. The Q2 value is amore important indicator on model’s predictability.The number of latent variables is selected so as tomaximize the Q2 value. The R2 and Q2 values for theabove PLS models are shown in Table 4. The PLSmodel (C) provided better estimates on FFC (in termsof Q2), compared to the PLS models (A) and (B). Thereason model (A) provided the worst result is likelydue to the lack of information in X for predicting FFC(i.e., formulation compositions alone cannot predict
URNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011

Figure 4. (a) Experimental data structure that contains 23 single-component and 38binary powder mixtures. (b) Data structure used to build the PLS model. The particlesize and shape distributions of the binary mixtures were computed using those of theindividual components.
Table 5. Summary of the X Variables Used in the PLSModel
No. Description of X VariablesThe Number
of X Variables
1 Distribution of EQPC 312 Distribution of Fmin 313 Distribution of Fmax 31
290 YU ET AL.
FFC reliably). It is suspected that the improvementmodel (C) showed over model (B) is probably due toreduction of inherent variability embedded in themeasurement of particle size and shape of binaryblends. The most important advantage model (C)provides is that it allows quick estimate of theFFC of formulated blends even in the absence of theparticle size and shape distributions of the blends, asthe distributions will be computed using those of theblend components. It thus opens the door to virtualselection and optimization of formulation componentsand compositions.32 For these reasons, the modelingapproach in (C) was used in this study.
Another important task during modeling wasto select the most appropriate X variables. The X
Table 4. Result of Three Different PLS Models
R2 (%) Q2 (%) PCa
PLS model (A) 91.0 31.8 2PLS model (B) 88.5 60.9 4PLS model (C) 86.2 71.0 4
aThe number of PC was selected so as to maximize the Q2 value.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011
variables (particle size and shape) available for mode-ling were summarized in Table 5. A total of 275 Xvariables were compiled for each material. Severalmodeling trials were conducted using various X vari-ables and the results are summarized in Table 6. The
4 Distribution of aspect ratio 205 Distribution of sphericity 206 Distribution of Convexity 207 Aspect ratio vs. EQPC 318 Distribution of HELOS particle size 739 The 10th, 50th, and 90th
percentile values obtainedfrom distributions of EQPC,Fmin, Fmax, aspect ratio,sphericity, and convexity
18
Total 275
DOI 10.1002/jps

Table 6. Evaluation of Different Modeling ApproachesThat Differed in X Variables
Model # X variablesa R2 (%) Q2 (%) PCb
1 All (1–9) 86.2 71.0 42 All but #9 85.8 67.33 All but 8 78.4 63.7 44 1–7 77.3 59.3 35 1, 2, 4, and 7 78.9 54.3 36 1 and 2 75.7 56.7 47 8 48.7 31.7 2
aPlease see Table 5 for descriptions of the corresponding X variables.bThe number of principal components was so selected to maximize the Q2
value.
PREDICTION OF BULK POWDER FLOW PERFORMANCE 291
results showed that the best model (Model 1) wasobtained when all the 275 X variables were incorpo-rated. It is interesting to note that when using dataobtained from the QicPic alone (Models 3–6), themodel performance decreased only slightly compar-ing to Model 1. But when using only the particle sizedata obtained from the laser diffraction (HELOS), themodel performance decreased significantly (Model 7).The results indicate that for nonspherical particles(1) the bulk powder flowability is impacted by bothparticle size and shape and (2) expressing particlesize and shape in various ways help to better capturethe morphological characteristics of the particles thatare relevant to powder flow.
DISCUSSIONS
Comparison of Predicted and Experimental FFC
Figure 5a shows the results of the predicted FFCvalues of the 61 materials plotted against theirexperimental values. The diagonal solid line repre-sents where Y equals X. Model 1 was used for theprediction, in which a logarithmic transformation ofFFC was incorporated. Prediction result withoutlogarithmically transforming the FFC was given inFigure 5b for comparison purposes. It is clear that thelogarithmic transformation improved model predict-ability significantly. The results also indicated thatthe model works the best in the lower FFC range. AsFFC exceeds �20, the model appears to under-estimate the FFC values. While more studies maybe necessary to improve the model predictability inthe higher FFC range for academic interest, practi-cally, powders with FFC larger than 10 are alreadyconsidered free flowing and thus less likely to haveflow issues.
Impact of Particle Size and Shape on FFC
The PLS modeling provides quantitative analysis ofthe importance of the X variables on the FFCprediction. The top 20 variables that showed the
DOI 10.1002/jps JO
most significant impact on the FFC are plotted in theVariable Importance in the Projection (VIP) plot inFigure 6. The results revealed that the Fmin, EQPC,and AR had the most impact on the FFC prediction.Interestingly, all the top 20 particle size and shapevariables were obtained from the QicPic measure-ments. These results confirmed that both particlesize and particle shape play an important role indetermining powder flow properties.
Model Reliability and Maintenance
As for any predictive model, it is important to be ableto assess uncertainties in the predicted FFC values toprevent erroneous predictions being made uninten-tionally. For instance, when the input data containfalse measurements or lies outside the region onwhich the model was built, the predicted FFC valueswill generally have a large uncertainty. In the currentmodel, the square prediction error (SPE) using latentvariables of input matrix is used to represent thereliability of predicted FFC values. The SPE is cal-culated as a sum of squared errors between the actualX and the X projected to the latent variable space.32 Ifthe SPE of a new material exceeds certain threshold(e.g., 99% SPE confidence limit of training samples),the prediction will be flagged and experimental app-roach may be needed in determining the FFC ofthe material. When such an incident occurs, it is anindication of the false measurement or need of modelupdate and maintenance. Addition of the new data tothe model database will help to extend the applicablerange of the model and improve model robustness.
Model Application
The capability of estimating powder flow propertiesusing simply the particle size and shape distributionsmakes it possible to quickly screen through a largenumber of formulations with very little resource. Thefact that the particle size and shape distributions ofcommonly used excipients can be used to establishthe model in the first place means that these datawill be readily available at the time of the prediction.Often the only new data that need to be generatedbefore the prediction are the particle size and shapedistributions of the drug itself. Particle size and shapedistributions of formulated blends can be easilycomputed from those of the individual componentsand used to predict the flow property of the virtualformulations. The model thus enables quick eval-uation and screening of a large number of virtualblends with varying compositions for their flowproperty. This approach is perhaps particularly use-ful for direct compression processes where the flowproperties of formulated blends often present achallenge, but are critical to manufacturability anddrug product quality.
URNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011

Figure 5. (a) Comparison of the experimental and estimated FFC values with loga-rithmically transforming the FFC values. (b) Comparison of the experimental andestimated FFC values without logarithmically transforming the FFC values.
292 YU ET AL.
SUMMARY
A PLS model was successfully developed to estimatethe FFC of bulk powder materials using comprehen-sive particle size and particle shape distributions. Themodel was established using 61 single-component andbinary pharmaceutical particle systems whose mor-phological characteristics were analyzed and expressed
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011
using multiple size and shape descriptors. The modelrevealed that among the particle size and shapedescriptors, the Fmin, EQPC, and AR showed themost significant impact on the FFC prediction. Whilethe result confirmed the earlier findings reported inthe literature that both particle size and shape playan important role in determining powder flow, it alsorevealed the importance of expressing particle size/
DOI 10.1002/jps

Figure 6. Result of the top 20 causal variable rankingfrom the PLS model.
PREDICTION OF BULK POWDER FLOW PERFORMANCE 293
shape using multiple descriptors to better capture themorphological characteristics of a powder system.The model allows estimation of particle size andshape distributions of formulated blends from those ofthe individual components. Once an initial databaseis established with commonly used pharmaceuticalexcipients, the model can be used to screen through alarge number of formulations to optimize bulk powderflow properties with little resource cost. The modelflags predictions with large uncertainties, so thaterroneous experimental data or inappropriate use ofthe model can be noted promptly to avoid falsepredictions.
REFERENCES
1. Sun C, Grant DJW. 2001. Effects of initial particle size on thetableting properties of lysine monohydrochloride dihydratepowder. Int J Pharm 215:221–228.
2. Guo A, Beddow JK, Vetter AF. 1985. A simple relationshipbetween particle shape effects and density, flow rate andHausner ratio. Powder Technol 43:279–284.
3. Ridgway K, Rupp R. 1971. The mixing of powder layers on achute: The effect of particle size and shape. Powder Technol4:195–202.
4. Johanson JR. 1972. Modeling flow of bulk solids. Powder Tech-nol 5:93–99.
5. Podczeck F, Mia Y. 1996. The influence of particle size andshape on the angle of internal friction and the flow factor ofunlubricated and lubricated powders. Int J Pharm 144:187–194.
6. Chan LCY, Page NW. 1997. Particle fractal and load effects oninternal friction in powders. Powder Technol 90:259–266.
7. Hancock BC, Carlson GT, Ladipo DD, Langdon BA, MullarneyMP. 2002. Comparison of the mechanical properties of thecrystalline and amorphous forms of a drug substance. Int JPharm 241:73–85.
8. Rasenack N, Muller BW. 2002. Ibuprofen crystals with opti-mized properties. Int J Pharm 245:9–24.
DOI 10.1002/jps JO
9. Listiohadi DY, Hourigan JA, Sleigh RW, Steele RJ. 2005.Properties of lactose and its caking behavior. Aust J DairyTechnol 60:33.
10. Fatah N. 2009. Study and comparison of micronic and nano-metric powders: Analysis of physical, flow and interparticleproperties of powders. Powder Technol 190:41–47.
11. Nada A, Al-Saidan SM, Mueller BW. 2005. Improvingthe physical and chemical properties of ibuprofen. PharmTechnol 29.
12. Garekani HA, Sadeghi F, Badiee A, Mostafa SA, Rajabi-Siahboomi AR. 2001. Crystal habit modifications of ibuprofenand their physicomechanical characteristics. Drug Dev IndPharm 27:803–809.
13. Kaerger JS, Edge S, Price R. 2004. Influence of particle size andshape on flowability and compactibility of binary mixtures ofparacetamol and microcrystalline cellulose. Eur J Pharm Sci22:173–179.
14. Liu LX, Marziano I, Bentham AC, Litster JD, White ET, HowesT. 2008. Effect of particle properties on the flowability ofibuprofen powders. Int J Pharm 362:109–117.
15. Jenike AW. 1961. Gravity flow of bulk solids. Utah Eng Exp StnBull. Salt Lake City, Utah: University of Utah. p 108.
16. Kachrimanis K, Karamyan V, Malamataris S. 2003. Artificialneural networks (ANNs) and modeling of powder flow. Int JPharm 250:13–123.
17. Luding S. 2005. Shear flow modeling of cohesive and frictionalfine powder. Powder Technol 158:45–50.
18. Cleary PW. 2008. The effect of particle shape on simple shearflows. Powder Technol 179:144–163.
19. Fraige FY, Langston PA, Chen GZ. 2008. Distinct elementmodelling of cubic particle packing and flow. Powder Technol186:224–240.
20. Wu J, Chen J, Yang Y. 2008. A modified kinematic model forparticle flow in moving beds. Powder Technol 181:74–82.
21. Bao N, Shen L, Feng X, Lu X, Yanagisawa K. 2004. Shape andsize characterization of potassium titanate fibers by imageanalysis. J Mater Sci 39:469–476.
22. Li M, Wilkinson D, Patchigolla K. 2005. Comparison of particlesize distributions measured using different techniques. Parti-culate Sci Technol 23:265–284.
23. Jillavenkatesa A, Dapkunas SJ, Lum L-SH. 2001. Particle sizecharacterization, Washington: U.S. Government PrintingOffice. Special Publication 960–1.
24. Yu W, Hancock BC. 2008. Evaluation of dynamic image ana-lysis for characterizing pharmaceutical excipient particles. IntJ Pharm 361:150–157.
25. Witt W, Kohler U. 2004. List J. Partec 2004. Nurnberg: Partec.26. Witt W, Kohler U, List J. 2005. Particulate Systems Analysis
2005. Stratford-upon-Avon, UK.27. Witt W, Kohler U. 2007. List J. Partec 2007. Nurnberg.28. Schulze D. 2008. Powders and bulk solids: Behavior, charac-
terization, storage and flow, 1st ed. Berlin: Springer.29. Rhodes M. 2008. Introduction to particle technology, 2nd edi-
tion. West Sussex: John Wiley & Sons Ltd.30. Jenike AW. 1964. Storage and flow of solids, Bull. No. 123 of
Utah Eng Exp Stn, Salt Lake City, Utah: Univ Utah.31. Hoskuldsson A. 1988. PLS regression methods. J Chemom 2:
211–228.32. Muteki K, MacGregor J, Ueda T. 2006. Rapid development of
new polymer blends: The optimal selection of materials andblend ratios. Ind Eng Chem Res 45:4653–4660.
33. Martens H, Tormod N. 1991. Multivariate calibration, 1st ed.Chichester, West Sussex, England: John Wiley & Sons Ltd.
34. Burnham JA, MacGregor JF, Viveros R. 1996. Frameworks forlatent variable regression. J Chemometrics 10:31–45.
35. Muteki K, MacGregor J, Ueda T. 2007. Mixture designs andmodels for the simultaneous selection of ingredients and theirratios. Chemometrics Intelligent Lab Syst 86:17–25.
URNAL OF PHARMACEUTICAL SCIENCES, VOL. 100, NO. 1, JANUARY 2011