
optimization of product mix in - ..a knit dyeing industry
79
<. • - , • OPTIMIZATION OF PRODUCT MIX IN ..A KNIT DYEING INDUSTRY . by Md.Monowarul Islam. • A thesis submitted to the Department of Industrial & Production Engineering, Bangladesh University of Engineering & Technology, Dhaka, In partial fulfilment of the requirements for the degree ofMasler of Advanced Engineering Management DEPARTMENT OF INDUSTRIAL & PRODUCTION ENGINEERING. BANGLADESH UNIVERSITY OF ENGINEERING & TECHNOLOGY. DHAKA, BANGLADESH. 11111111111111111111 ~IIIIIIIIII 1199676#11 • • • - • 1
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of optimization of product mix in - ..a knit dyeing industry

<.
•
-
,
•
OPTIMIZATION OF PRODUCT MIX IN..A KNIT DYEING INDUSTRY .
byMd.Monowarul Islam.
•
A thesis submitted to the Department of Industrial & Production Engineering,
Bangladesh University of Engineering & Technology, Dhaka, In partial fulfilment of
the requirements for the degree ofMasler of Advanced Engineering Management
DEPARTMENT OF INDUSTRIAL & PRODUCTION ENGINEERING.BANGLADESH UNIVERSITY OF ENGINEERING &
TECHNOLOGY. DHAKA, BANGLADESH.
11111111111111111111~IIIIIIIIII1199676#11
•
•
• -• 1

The thesis titled "Optimizatio~ of Product mix i~ a Knit Dyeing Industry" suhmiued
by Md.Monowal1lllslam, Roll nO.-1000U8113(p), Session"October, 2000, has been
accepted as satisfactory in partial fulfilment of the requireme~t for the degree of
Master of Advanced Engi~eering Management on 231'dSeptember,2004.
BOARD OF EXAMINERS
ChairmenDr Mahiuddin Ahamed
rrofessor & Head of the dept.
Dept. afirE, DUET.
Dhaka
Member
Dr AF.M. Anwal1ll Haque.
Vice Chancellor,
Rajshahi University of Engineering & Technology.
Rajshahi.
2.
3. Member
Dr. Ahsan Akthal' Hasin
Associate Professor,
Dept. afirE, DUET
Dhaka.
(il)

DECLARATION
This is hereby declared that this thesis or any part of it has not been
submitted elsewhere for the award of any degree or diploma except
publication.
Md.Monowarullslam.
(iii)

•ACKNOWLEDGEMENT
Firstly the author wish to convey his profound gratitude to the Almighty Allah.
Secondly the author acknowledges his profound indebtedness and expresses his
sincere gratitude to Prof Dr, Mahiudd'fl Ahamcd, Head, Department of Tndustrial &
Production Engmcering, RUET for his constant guidance, supervision and suggestion
at all stages in conduction oflhi, research work.
The author like to convey his deep sense of gratitude 10Dr. AF.M. Anwarul Haque,
Vice Chancellor, Rajshahi University of Engineering & Tochnology & Dr. A.N
Mustafizul Karim, Professor, Department of Industrial & Production Engineering,
SUET, who made numerous helpful :;uggestions, comments and provided help to
publish this thesis paper in the International Conference on Manufacturing, ICM-
2002,
A special thanks to Dr M,Ahsan Akthar Hasin, Associate Professor, Dept. of IPE,
I3UET.
The author is grateful to Beximco Knitting Ltd. & Beximco Textiles Division, for
permission to carry out this study and allowing him to use necessary data and
information, Also a special thanks to MrJeon Nasir, EX.GM, HRD & MIS, Beximeo
Textiles Division. Mr,Amir Syed Sahzwari, Ex Factory Manager, Beximco Knitting
'Ltd, Mr.Faisal Rashid, Ex.DGM, Beximco Knitting Ltd. Mr.Joynal Ahedin,
Sf Executive, Planning, Beximco Kniuing Ltd. for sincere co-operation
Finally the author wishes to express his heartiest thanks to his respected teachers of
the Department of Industrial & Production Engineering, BUET and to all of his
colleagues, friends & family members tho"e directly or indirectly helped him in this
work.(iv) Author.
•

ABSTRACT
Dye-house ISthe we! processmg unit in a Knit dyeing industry. There are mainly three
type~ of fabric processed in dye-house (i e.- White fabric, Reactive dyed fabric and
PC fabric). The processing method and processing time of these three products arc
also different It is very important for dye-house to maintain an optimum ratio of these
three products Consequence of non-optimal proportion of these three products (or
product mix) will result in improper production planning, leading to a loss in output
due to bottleneck problem in batch preparation section and finishing section. Non-
optimal product mix may lead to increase one type of product. This increased
production of a particular type of fabric can delay the batch preparation and can also
overload the finishing area causing shortage of fabric and shortage of trolley for
loading and unloading the dyeing machInes. This in turn results in to delay in
shipment Morcover, lfi order to mcet the deadlinc, sometimes the company has to
send the container by air instead of sea, resulting in sIgnificant loss of money as well
as good will of the company. This paper develops a linear programming model to
overcome these problems. A comparison in terms of production volume between the
current production planning approach and linear programming method presented.
(v)

CONTENTS
• Declaration
• Acknowledgement
• Abstract
• Contents
• Lisf offib'llre~'
• List of tables
(,il)
(iv)
M(vi)
(iJ;)
(ix)
Chapter-1:/ntroduetion 01
J./. Introduelion 02
i.2, importanceof knil-dyemgindu~'trym Bangladesheconomy 03
i.3. Backgroundof BeximcoKnillingrid. 05
J.4,A briefdes,",'pl;onofDye_houseof BeXlmcoKnillmgLtd 06
i.5, Scope'if the the~'ls 07
1.6.Aimsand objectivesof thethesis 07
i.7. OrgamzatlOnof thethesi!>' 08
Chapter-2:Background study & Literature .mrvt1' 09
2.J.Kllifling&Dyeingconcept 10
2.2,Prodact& Productionconcept 12
2.3.Pmductmix concept 13
2.4.Modelmg& Decmon makmg /3
2,5.0ptimizatwnofmathemat/calmodelby Linearprogramming J5
(vi)

Chapter-3;Fuflction.~& descriptionsof J)ye-hollse 17
3 l.Functio/lsr!f dye-house 18
3,2.Proce,lsjlowchartof knildyeingindustry 19
3.3.Productsof dye-house 20
3.4,Rmv-matena!.l'0/ d),-'e-house 20
3.5.Machi/leusedIndye-house 21
3.6.Jnstrument& s'ojtwareusedindye-house 22
Chapter-4;Proco."descriptionandprocesscycletimefor different
type"f prof/llet 13
4.1.Pruass & cycle timefor Whitefabric 24
4.2.Proces,j& cycle time/or H.eaClivedyed/ahric 25
4.3.Process& cycle timefor 1'.C./almc 27
4.4. AdditIOnalprocess 29
4.5.Reprocessinglime 29
4.6. CausesandEffectdiagramuf reprocessmg 31
Chapter-5;Datacollection& Motklformulation 31
5.1.RatIOo/the product 33
5.2.Standardprocessmgtime,Reprocessmgtimeatjirsttime
Reproce,\Singtimea/terdryjims'h 34
5.3.RY r reportfor themonthufApril, 2003 35
5.3 !.!.:xp!anatiun'1IlightFirst 'lJmdR.F.T) report 35
5,4.Reproeessingreportafterdry/finishfor themonthofApril.2003 36
5.5. Ca!cu!atlO11of expectedprocessinglime 36
5.5.l.F3:J!ectedproce.,singtimefor differentmlc 36
5,6.M/C stoppagereportofApnl, 2003 37
(vii)

5.7, Formu/afl(J1I of the mathemali",d model
5.7.1. Vanub/es
5, 7.2, Uhjecflve functions
5.7.3. Constraints
Chapter-6:Solution (If the model and Re.•.uft ana/y.•i.•
6, I. Tora result of the mathematical model
6.2.Analysls of ,he result
6.3. Companson belween present & expecled production
6,4. Sensltlvilyana/p'i"
Chapter_7:Condu .•ion and Recommendatiom.
7.1. ConclusIOn of the work
7.2. Llmi/ations of the work
7.3. RecommendatIOns
References
Appendix-A
Appendix-B
(viii)
3838
38
39
42
43
4445
"
4'49
4950
53
54
67

LIST OJ. TIlE FIGURES
Figure: I. I. Percel1lageof RMG illBD ecollomy
Figure: 1.2: Percentage of Knil-wear in HiJ economy
Figure 2.1, Modellmg process
Figure 3. I: Processflow chari in knit dyemg industry
Figure 4, I: Process curve for Whilefabric
Flgure4.2: Pre_treatmenl curve
Figure4.3: Reaclive dyeing curve
Figure4.4: Polyester dyeing curve
Figure6.3:Compasisoll betweellpresenl & model produclion
LIST OF TABLES
03
04
14
1924
25
27
2845
Table 1.2:pen'entage of RMG to total Bangladesh exports 03
Table 5.2: Stal/dardpnx:e~'"inglime, Reproce.~~mglime atfirstlime,
Reprocessing lime afler dry,jinish 34
Table 5.3:R.F.T report (or the month 'ifApril, 2()()3 35
Table 5.5, I:Expee/ed processing timefor differenl mk 36
Table5.6:Maehme sloppage report of April,2()03 37
Table5.7.I:Variables 38
Table 6.1: Tora result oflhe rna/hemotiell!mode! 43
Table 6.2: AnalysIs of the l"e~ll!1 44
(ix)

CHAPTER-OI
INTRODUCTION
Contents:
1.1,Inlroduc1ion.l.2.Importance of knit-dyeing mduslry in Bangladesh economy.
1.3. Background of BexmlCOKnitting Ltd.
1.4. A description of the Dye-house ofBcximco Knitting Ltd.
1.5. Scope of tile the8is.
1.6. Aims amI Objectives oflhc thesis.
1.7. Organization of the thesis.

t:r*,;--~~-\\'Xi;f( ~,~- '. ~)~;\
~\~\._-,o -'-'::l'l.1.Jntroduction: \ ..•\.::~- '. --'-"- ,s1}1-" __'- ':Y/l
It'~ a w"r out three, The global ~pparcl indll~lry ha.s ri6(,~{~~lli~~:{,j;r;dden:Cdlevels of competition ill €\'cry hnk of supply cham. The apparel industry has never
been:m easy place lo nwke a hving and things arc only worsemng. Oll the one hand,
the number of apparel suppliers continue, to rise. Virtually every developing nation
looks at garment maklI1g as the lirst step in building an export based industrial
economy. On th~ other hund, shoppers everyv,:here arc demandlllg and gelling
everyday low pnce. Due (0 geographical position, poor communication,
transportallOll, porI man~gemcllt, political and natural crisis of Bangla<ksh, our kad-
time is around 120 dllYSto the malor U,S.A. and European market. This i~ the largest
lead times In the world for" major exporting country. China's lead-\lmc is around
7Sdays. Buyers who are happy with Bangladesh's low price and good-quality-price
ratio have long ~inee re~igned themsclve~ to long lead times atld factor them in whell
setting pri~es. Most importantly, nobody III the supply chain wallts to tic their money
up any longcr th,111neccss,ll-y.
Under the Multi Fiber Agreemen( itself under the jurisdictioll of (he World Trade
Organisation (WTO) all quota il; tn be gradually phased ou[ by January I, 2005, Allcr
2005 at least hal f, if not mote, ()f Bangladesh 's 300-plu~ export-apparel unit wlll close
down. Ollly these who have Gearcd theIr operations to compete globally along purely
professional standards will have auy chance of survival. To face the challenge, we
have to mcrea~e the productivity as well as quality and needs to reduce the lead-time,
To reduce the lead-time, in every steps of operation should be ealculaled and per-
planed. Tn this thesis paper, we have shown how to increasc the produclJon of a knit
dyeing industry by utilizing the same machine hour and ~amc product nmL It will
also helps to reduce the factory kad-time and enslIres timely delivery,
.,•

1.2.Importance of Knit-dyeing industry in Bangladesh economy:
Textile is thc Inost imporlant sector ror thc econoD1Yof Bangladesh. It contribution
5% to the GDP and 75% of the natiooal export earning. About 2 million peoples are
involvcd in tillS scetur and 1,6 million ofthclll are "'Oillen. The below statistics shows
the percemage ofRcady made ganllems(RlVlG) to total Bangladesh exports.
Fiscal year Export valuc in Illilliotl US dollar Percentage
June-July Woven-wear KJ]lI-Wear Total RMG Total BD ofRMG
1996-97 2237,95 763.30 3001.25 4418.28 67,93
1997-98 2844.43 937.51 3nL94 5161.20 73.28
1998-99 2984,96 1035.02 4019,98 5312.86 75,67
1999-2000 3081.19 1268,22 4349.41 5752.19 75.66
2000-2001 3381.52 1478.48 4860,12 6467,30 75.15
2001 2002 2833.10 1303.08 4136.18 5409.98 76.45
2002-2003 2923.10 146037 4383.47 5872.84 74.64
*Souree: EPB
787674727068666462 ,,,',,,q,C5
Fig: 1.1 :Perccnlage of R,VlG in BD economy.
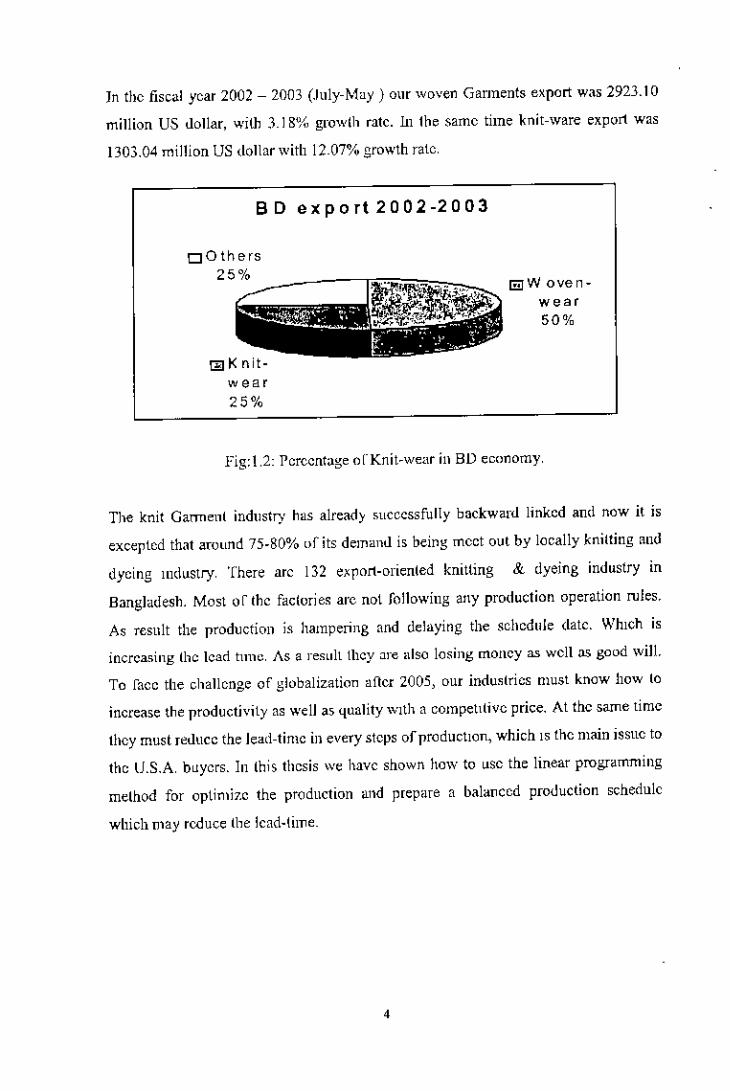
In the fiscal year 2002 - 2003 (July-May) our woven Garments export was 2923.10
million US <.lollar,willi 3.18% growth rate. In the same time knit-ware export was
1303.04 million US dollar with 12.07% growth rate,
B D export 2002-2003
G1W oven-wear50%
rnKnit-wear25%
1'ig:I.2: Percentage o('Knit-wear in BD economy,
The knit Garment industry has already successfully baekwar<.l linked and now it is
excepted that around 75-80% Df its demand is being meet out by locally kniUing and
dyeing llldliStry, There arc 132 export-oriented knitting & dyeing industry in
Bangladesh. Most or the factories arc not following any production operation rules.
As result the production is hampering and delaying the schedlile datc. WhIch is
increasing the lead tnnc, As a result they are also losing money as well as good will.
To face the challenge of globalization aflcr 2005, our industrics must know how to
increase the prodllctivity as well as quality ",nth a eompetltive price. At the same time
they mllst reducc the lead-timc ill every steps of productIon, which ISthe main issuc to
the U.S.A. buycrs. In this thesis we havc shown hmv to lISCthe linear programming
method for optimizc the production and prepare a balallced production schedule
which Illay reduce the lead-lime.
,

1.3. Background of Beximco Knitting Limited:Mathematical fonnulation lS b~sed on 1he data and informatiotl gathered from the
Dye-house of 'Bb:XIMCO Kt'JTTlNG LTD,' a 100% e"port onenled knit dyeing
indu~try, located at 'Beximeo industrial p~rk', Gazipur, Bangladesh.
History of the BF.XIMCO group:
1965-1975: BEXIMCO i~bom.
1976-1989: BEXIMCO diversifie!',
1990-1995: I3EXIMCO expands.
1996-1999: BEXIMCO preparing for the new millennium &
'l3EXIMCO KNITTING LIMITED' 18hom,
Main customers:
Je penny(USA)
Marks & Spencer(USA)
Wall Marl(USA)
Lev;'s(USA)
Hagger & Henbury(UK)
Charter HOllse(UK)
MiJes(GelmMY)
C & A(Gcnnany)
Fmit of the 10om(UK)
Mission statement of B.K.L.:Each of our activities must benefit and add value to the commonwealth of our SOC1ety.
We fimlly believe tbal, in the final analysis we are accountable to each of the
con,titutes with whom we interact; namely: our employees, our customers. business
associates, our fellow citi7.cns and our shareholder,;,

- -~-.Vision statement ofB.KJ ..:
- -Building a true marketmg led enterprise with motivated work force, innovative vision,
strong revenue based product portfolio, cw,tomer satisfaction and understanding of
global market
1,4. A brief description of Dye-house of Bcximco Knitting J,td:
There arc 18 dyeing machines on the 110or, 10 of that are fully computer controlled
and the rest of tl,e machines are manually operated, Each machine can process a hatch
independently in a eertam time. The capacity of thc machine is different and that is in
a rangc for minimum and maximum limit, Different machine has different efficiency
mamly beCaliSe of tlic vanation in water filling-draining time, heating-cooling time
and controlling system, As a result processing time and probability ofreproces,es of
available maehine8 are al80 different. All machines can't process all types of fabric
due to design of the machine, These are two categories, some arc high temp-high
pressurised machine and some arc open atmospheric condItion machine.
Some more itlfonnation about Dye-house of 8e"imeo Knitting Limited:
• OriginoL14dyeing machine
• Origin of 4 dyeing machine
• Total computer controllcd machinc
• Total prodllctive machine
• Software uscd for ccntral controllcr
:TllIES, Gemlany .
:Local workshop.
:10 machines.
:13 machines.
: BEACON CONTROLLER 2800.
• Softwarc used lor Work sheet generation :Data proccss(DAT A COLOR INT.)
• Sol1ware uscd for IIrst recipe generation
and correction :Data mateh(DATA COLOR INT.)
• Software uscd fDr quality control :Data master & Color tools
(DATA COLOR INT.)
• Instrumcnlllsed for color mcasurement :Spectrophotomcter (SF GOO)
• Instrument used for pll 1l1caSllrcmeni :Electronic pI! meter (HANNA)
• Instrument used for Specific gravity

••
measurement of _,altbath
Software used for ERP package
Main supplier of Dyestuff & Chemicals
:Hydro meter,
;DATATEX.
:BASF(Germany)
CIlT(Germany)
Dyslar(Germany)
CIBA GElGY(Switzerland)
BEZEMA(Switzerland)
,
t .S.Scope of the thesis:There arc mamly three lypes of fabric processed in dye-house (i,e.- White fabric,
Reactive dyed fabnc and P,C. fabric). The processing timc and processing steps of
thesc three products are diffcrcnt. It is vcry important for dyc-house to maintain an
optimum ratlO of these thrce products. Consequence of non-optimal proportion of
thcse lhree products (or product mix) will result in improper production plarming,
leading to a loss in throughput due to bottleneck problem in balch preparation section
and fimshing section. Non-optimal producl mix m"y lead to increase one type of
product. This increased production of a particular type of fabric can delay thc balch
preparation and overload thc finishing area causing shortage of fabric and trollcy for
loading and unloading the dycing machines. That can redllce the productIOn and
increasc the lead-time. As a result, delivery is delayed from scheduled date leading to
dclay ill shlprncnt. Moreover, in order to meet the deadline sometimes the company
has to send the containcr by air instead of sea, resulling in significant loss of money as
well as good will onhe company.
2.6.Aims and Objectives ufthc thesis:
• To study thc present productIOn system "doptcd ill the industry.
• To maximize the production in Dye-house of a Kmt dyeing industry hy using LP
and to make a sensitivity analysis.
• To propose for setting a calculated production targd for Dyc-house.

1.7.0rganization of the thesis:• Find oulthe ratio oflhe products rrom order sheets of planning deparlment.
• Fmd out lhe standard processing time for each product and each machine from
'BEACON CONTROIL-2800' software.
• FInd out the probab1l1ty reprocessing and reproccssing time for each product and
each machine rrom 'BEACON CO!';,ROLG2800' sortware and Dyeing
worksheels.• Find out the expected proces<;ing time for cach product and each machine.
• Find Qut the total maehllle hour used for processing.
• Formulation of lhe leancr programming model.
• Find out the results of the model.
• Analysis of the results and recommendations.
•

CHAPTER-2
BACK GROUND STUDY
&
LTTF:RATURE SURVEY.
Cootents:
2.t.Knitting & Dycing concept.
2.2.Produet & Production concept.
2.4.Product mix concept.
2.5.Modeling & Decision making.
21i.Opl1111lzal;ol1ofll1~[heJl1aticaImodel by Linear Programmmg.
••

2.1.Knitting & Dyeing concept:
Knitting coocept:
The term knitting which is llsed to dcscnbe thc techniques of constructing textile
strudllres by forming contimLOllslengths of yam into vertically inlemleshcd loops has
evolved [rom Saxon word 'Cnyltan' which in turn was derived from the action
Sanskrit word 'l\'ahyati', Both words were less prccise in their mcaning indicating
that knitting probably developed from experience gained by knitting and twisting
yarns.
Although man's Ii",t articles of clothing and fllmishing were probably animal skin
wraps Slllnetimes stitched together using bone needles and animal sinews, he soon
attempted to mampulated fibrous materials into textile fabncs, encouraged by
experience gained from interlacing hranches leaves and grasses in the proJuction of
primitive shelters,
The lextile fabric can he produced Jlrectly fj'om wehs of fibres by bondmg fusing or
interlockmg to make non-wovcn fabncs and felts, bm thelI physical properties tend to
restrict their potentia! end- usage, The rne~hanical manipulation of yarn into fabric is
the most versatile method of manufacturing textile fabrics for a wide range of end-
uses. There are three principle mcthod of mechanically manipulating yam into textile
fabrics: Interweaving intertwining and interloping, All three methods have evolved
from hand mampulated techniques through thcir application on pntllitive frames into
sophisticated manufacturing operations on automatic machinery,
Knitting is the most common mdhod of interloping and is second only to weaving as
a method of manufacturing texti1c struclures, Interloping consists of fonning yams
1010 loops, each of whicb is typically only released aftcr a succeeding loop ha~ been
formed and intenneshed with it so th,lt a secure grand loop stmcture is achleved. The
loops are also bold togcther by the yarn passing from one to the next.
It is estimated that over 7 million tons of knitted goods are produced annually
throughout thc world. Although tbe unique capability of knitting to manufactllring
shaped and from fitting artides has been utlhzed for ecntllrie~, modern tcclmology
'0

has enabled knitted constmctiotls in shaped and unshaped fabric from to exparld into a
wide range of apparel, domestic industrial end-uses.
Knitting requires a reliltivcly flne, smooth, strotlg yarn with good clastIc recovery
propclties; the worsted system has provcd particularly suitable for spinnmg yarns
used for knitwear, outerv,'car and ,oeks and the combed colton systcm for underwear
sports,,"ear and sock> [13J
Knilled goods hilve poor dimen<,ional ~tabihty and ~o are deformed easily by
mechanical forces. They m~y be prone to creasing during wel processing. Knitted
goods are comfortable to wear when made into garmcnts, owmg to thcir high
elasticity and moi~ture absorbcllcy.Gannents and hosiery are usually batch proce8sed but the latter is being continuously
proce8sed in the U.S.A. Fabric can be prepared batch wise on Winch or Jet, •
continuously processed on .I-box, "piral Wmch or Jet and conveyor steamer or scmi-
continuously prepared by cold pad-balch method. [12]
Dyeing concept:Dyeing means coloration. Color is nllthing hllt a particular range (400-700nm) of
visible light energy. When a particular l'ill1ge of visible light Cllmes in our eyes
through an objed then, we can sec allYcolor. Three things arc most important to see a
color; such as light SOllfee, object and observer. The same color can be seen dilTerent
in different light source, which we called metamerism problem. Someonc's
expres8ion of a color is ba5ed on angle of observation with object, eye5 fatigue,
emotions etc. That's why color can vary from man to man and without modem
techllOlogy express of color is some what arbitrary. Arter Albert H' Munsell's color
ordering system in 1905. tbe first internationally accepted color scale was known as
CIELAI3 (1976) by the Comllll'sioll International de I'Eciairage (CIE) Since the
developmcnt of color meas\lrement instrument there has been an evolutlOn of
mathematical formulate to measure color and color difference well correlated to the
sensitivity of human eye.

The newest of the accepted to toJerancing method, developed by the eolor
Measuremcnt committee (CMC) of thc society of Dyes & colounsls in great Britain,
is know as CMe to1crancing, CMC to1crancing 1S a Jnodification of CIF.LAD which
providcs belter agreement between viS\lal assessment and instrumentally measured
color dlfferencc [13JHowcver for dyeing the textile fabric, different dyestuff C3n be used. The dyestuffs
are absorbing all colors from the light source and allowing to reflect only a partic\llar
color, so that we can sec a (abric Red or Yello"v"or Blue or its combined color.
Different Iypes of dyestuff can be \lscd for dyeing the Textile fabric like Reactive
dyes, Acid dyes, Basic dyes, Direct dyes, Vat- dyes, Azoic dyes and Disperse dycs
ctc. The application mcthO(! of these dyes are also differcnt. Selection of dyestuff
depends on the nat\lre of fabric and requiremcnts of dyed fabric quality_ The most
widely and commonly used dyestuff for cotton is Reactive 3nd for Polyester is
Dispersc.
2.2. Product & Production concept:
Product eODcept:The product concept holds that consumer will favour products that offer the most
quality perfollnance and innovative features and that the organizatIOn should therefore
devote its energy to make contin\lous product improvement. [12]
Production cuncept:The production concept holds that consumer will favour products that are available
and highly affordable and management should therefore focus on improving
production and distribution efficiency.
Production concept phil080phies holds good for two typcs of situations:
(i) When demand exceeds the supply. When management should look for
incrcase the supply, increase the productIOn

(ii) When the production cost is (00 high and improved productivity is needed to
bring uown the cost. [ 11]
In this thesis we will focus on the first Sltua(ion.
2.3. Product mix concept:An organintion with ,everal product lme has a prodllct mix consists of all the product
hnes and items that a particular seller offers for sale. A company's product mix has
four important dimenSlOns: width, length depth and consis(eney,
Product mix width refers to the number of different product lines thc company carries,
Product mix lenglh refers to the tot,l! number of items the company carnes with in lls
produd line.
Product line depth refers the number of version off~red of each product in the lin~.
Produd mix dimensions provide the handles for defining the COmP<1ny'sproduct
strategy, [11]
2.4.Modeling & decision making:Manag~rs have long regarded quantitative modeling for de<:ision making with mixed
emotions. While aeknO\vlcdging the benefits of quantitative models general manager
have often viewed the modeling process itself as a "black art" to be practiced only by
ll1athemallei~ns, high-paul consultants em computer specialist. Unfortunately this
delegation of modeling to specialists renlo\'eS the manager from the process, a step
that oftcn leads to misapplication or non-application of the results,
Two reCeJlt technologies have revolutionized modelling by allowing manager to
eonstmct and analysc models for thcmselves. Thc two technologies are powerful
personal computers and sophisticated user-friendly spreadsheet software, This direct
decision support use of models not only leads to better decision hut in addition
mallagers gain important insights that previously were lost. This !earning from
modelling approach allows the manager to address the most important issues of any
\

decision making situation: dctenmnillg what fundamcnt,ll questions to ask what
alternatives to ]Ilvestigale and where to foells attenllOn.
Models often play different roles at llifferent levels of the finn. At the top levels,
models more typically provided information m the from of re~ults and insights, not
necessarily recommended decision, They arc usefnl as stratcgic planning tools: to help
foree<1Stthc futl1re, cxplore alternatives, develop multiple contingency plans, increase
flexibility and decrease reaction limc. At lower levels, models are more freqncntly
used to provlde recommended decision.
Decision models arc used lor job-shop scheduling. The decision variables might be
how many hours to schedules givcn parts on gIven machines, and whal sequencc.
Possible obJectivcs might be to millllll;Y,Ccosts, total completion time or tardmess on
deliveries.
The successfully "pplicalion of modelling of real-world decision making can be
broken down into four stages that elosely parallel the items in the modelling process
of figure:
[M":":"~'~'J- !N,'""""y"";~" .• Q"~';';"';";.:=JISymbolic world AbstractIOn--- ------'"Real world
Fig:2.1. modelling proccss.
Interpretation
(i) Model fonnulation and model bUlllling, thc process of taking rcal-world
managcnal situation, abslracting lhem into a fonnulation and then developing
the mathematical tenn of a symbolic modeL
•

"
•)0 l~S ~ql UD SUOljO).llSOl 51! ]0 lnoliBnol!]1J(j UI!O Sjlm)SllOJ 'uoljJun] OA!p~rqO
aql P~IlEOS! paz!WndO ;)1] 01 ~Jl1Sl'aU1 ;)OU1!llUOjJ"li B 'umll!ZnUlldo JO J~1!n~uBj ~{]l UI
'Slll!1JJISUOO AIl[En h"U] J 0 IdS ~
Aq (K'UlUU;;IPP glB SON"!-iEA UOlSIX'P 041]0 sOlllcA Ojq"P.;}j 01l.L -sa!qep"~ UOTS10<>Palp
JO S:lnllJA ~lq!SU<lJ)O Oil,ll!1 E J:JAO 1l0l1UZLU1!ldo aq OJ OJl1sr.am ;JJl1CUTJo]J;>d 1!JO 1.WO]
alp SO}jBl ppOW UOTl1l"/.'[U11dopaU!Ul)WOO V -~tlOl)Unl'" )uolll::>;lr.U1JlU lURI_lOdlUj All\!lU
JO <>ou~ssoJl.jl pOJnldeo A341 asnuo~q IUUjJodlUl OJ" SppOUl llO]1BZ!ULl]doPOUl1U1SUO:)
'SlumJISUO~puu PO/llU!U!UllO pnlW1X1!lU oq
01 UOjPUllj atl!1~fqo uu ::;~lOltlJlup.110dUll 0"'4 suq )"POIU flU!LUlUUJSOld lOlin AlaAa
'SlU~lqOJdJo A1J!JN ap!A\ Ul 1001 Itm1..l0dlU]
liE lIU!lUUmlilold JUJul1 S'J}[BW 'A[UlU! SJoqlunu 0,041 l'U1llSUOlpeJJll1l JO J<lqwnu
ajq!paDU] alj) poo S)Ul1!lISUOOpue SO[qeIlEA"",spop jO spUl!snOlIl OJSp"JpUtllj "[PUtilj
0) "jm'le <Ill},"SPPOW OAllp.)IjtrnnbjO PpOA\ aql U! afUOlPllo," I! 51flUIWWB15wd JBOUq
:'aU!wwlU'aOJd JllaU!1 Aq lapow Il':Jllllwaqll':W JOUO!JIlZ!WpdO'S'Z
[zJ "JaljBW-ll0l5)Jap I! OlllOll"lUlOJtil ajqtin[I!.' JO ljljllO" 1!ap!A01d
!lEO)! laAOA\Ol]'pop.ul.IalU! Al1nplUO ,ndlno SITpuu p~WjnuuoJ "1J;:.dOJdS! ppOW
p. J1 "Idaouoo PJlOA\-jll~l 01 pasoddo '-c 'jI!J!)\llUaljl~ul 1! 51 JUILIlldo, jO UOllO"
Olj1l"lJl po~ISl!lJdwo "AtilJ a,\A'lB[1l01)md UI ""O!1Bnj'S)uaWO~\llmU! jI!U''lUO alj1 JO]
UOI)n]OS<>1l1"j1J1JssaJOUlOUam ppOU! U3UlsAjl!UUUlOl] Sl[nsal 0'[1 '\lOS801<>'[110.:1
""j!jtialJO U0I1BIU~saldJl p~11Wlju 1nq "l!luaJ SlJ!J![dlUTSSAE'\\j~ ppOLl! ~ JaAo,\\oll
-lluPluUl UO!SpJp ppOA\-[1Jalll] )j10A\01 SllnS~J jJpOlll]O 1I0'J"1~ldlJj\[!
alJl LUOI] p<>ulBil ollpajA\ou'l pJ1Upq1!A 0'll :JUl))nd 'UO[lP.juOIU:>jdllll (AI)
'PUllllOll1!nl!" P[lO"'\-]I!OJjtiu!E'JO
alp JO 1xalUOO0lJl til POOlsloplin SI s!s,,[mw "1[1 lU01) P~l1TBllj()UOT1UUllO]U]
alqUj!1!AUOljll1!lJl :>Jns lluPIBUl 'SljnS:>J I~POlUJO UO!IUPI[llApUll llOTjBpJdlajU] (!l])
'Sl[!lSOlJIU.L~uoiiOl[~POlU Jljl JO SaS"ltiuy (1])

.«,- •
allowable decisions. Specific illustrations of such restrictions are particularly evident
when dealing with the prohlcms of management,
In the context of modelling, a restriction or constraint, on the allowable declsion is a
concept of special importance. Constraints arc often in on or two fonns: limitations or
reqUlrements, The constraints may be fClrlherclassified to renee! physical hmitations
or requirements, economic limitation or requirement,;, or policy limltations or
requirements.
A model that satisfies all the conditions of a linear programming exeeptlhat some or
all of the variables are required to be integers, such model called Integer Linear
Programming model. A fcasible solul1on to an Integer Linear Programming found by
solving the linear programmmg relaxation and rollnding eileh of the integer variables
either up or down arc called rounded solution, Using such solution is acceptable to
management in ~itllation, where m a significant practical sense the rounding does not
matter. Generally, the large the LP solution decision variable values, the more likely
that a rounded integer ,mswer will be aceeptahle in practiee.[2 JSome optimizalion models invoh'e thousands of decision variables and constraints
requiring special software. ]n this thesis will usc 'TORA' software[l]lo solve the
mathematical model.
",

CHAPTER-3
FUN"CTIONS
&
DESCRlJ'TION OF DYE-HOUSE.
Contenl~:
3.1. Funclions of dye-house.
3.2. Proee;~ l10wehart ofknil dyeing industry.
3.3. Products ofdyc-house.
3 4. Raw-materials of dye-hou~c.
3.5.Machinc u~ed in dyc-hou"e.
3.6.Instrument & software used in dye-house.
" •

3.1.Functions of Dye-house:Dye-house is a wet-processing umt in a knit dyeing industry. The raw colton or
Polyester-cotton blends (P,C) fabrics <Ireproce,sed in dye-house with dilTercnt types
of chemicals and dyestuff
The chemical trealments are performed on the fahrie to get !he color and quality
specified by the customer, For dyeing, three parameter, arc most important such as
temperature, time and hquor ratio. These p<lramders arc controlled in a modem
dyeing machine by llllcroproccsSOl'S and central controller like 'BEACON
CONTROL' softwarc. Different method, can be applied for dycing the fabric such as
Continues method, Semi- continues or J-box method and batch wise Exhaust method.
The most popular dyeing melhod for knitted fabric is batch wise Exhaust method. The
shadc of the stamlard sample supphed by thc cnstomer is compared with lhe product
by spectrophotometer usmg soliwarc like 'DATACOLOUR INTERNATIONAL'. A
numerical value of the diJTcrcncc. knowll as deHa-E (L'!.E),is provided, depending on
\vhich the product is accepted or rcproccssed, [8], The shade of lhe physical sample or
spectral value oj" thc customer's supplicd stamlard, reproduced on a small fabnc
(lOgm) in the lahoratory, The laboratory machine al~o microprocessor controlled and
can follow the same program like bulk dyeing machine, Thc lab- sample tested as per
customer required quality pan1l11eter.The quahly parameters are as rollows: wash
rastness, waler fastness, light fastness, metamerism index, delta-E reading with
spectral vallIc. quadratic positIOn ctc, If all parameters are satisfied as per
requirements, that will ap]Jro~ed by the customer ror bulk produclJon, After getting
approval, the same recipe followed by the dye-house to getlhe "amc quality in bulk
production. So many paramctcrs are illvolvcd with this bulk production like liquor
ratio, tcmperature, lime, water hardness, dyes or chemicals lot qnality, Yam lot and
operator's skillness. That's why in Dyemg, it is not possible to reproduce 100%
shade, So customcrs are sclling a tolerance limIt which is mentioned in delta-Eo So,
dye-house is a very scnsiti\'e area III a knit dyeing industry.
,

3.2. Process flow chart in Knit Dyeing industry:
Kmltmg
Grey inspedion
Balch preparation
Pre-trealment(Caustic seour/ Seml-blcaeh)
P.c.
White processmg
Polyester dyeing
Slentcring
Reactive dyed
Cotton dyeing
Hydro-extracting /De-watering
Drying
Compacting
Final inspection
Finished store
Delivery toGamleIlt industry
Fig.-3.1

3.3. Products of dye-house:Different types of fabrics are produced in dye-house. In this thesis we will eon,ider
only three types of fabrics, which is nlainly processed In dye-house.
(i) While fabric.
(Ii) Reactive dyed fabric.
(iii) P.c. fabric.
There arc some other fabrics are also proeesscd m dye-house like Nylon fabric,
Regeneraled cellulose fabric (Vi~eose), Melange fahrie etc. But the quantl!y of that
fabric is very less,
3.4. Raw-materials used in dye-house:• Grey fabne:IOO% cotton or Polyester-cotton blended fahrie produced from grey
yarn.• Raw water: For pre_treatment and washing .
• Soft Water: For dyeing,
• Steam: For heating up the dyeing mle,
• Compressed air: For controlling the pneumatIC valve of dyeing mles.
• Dyestufr: Reactive for cotton dyeing and Disperse for polyester dyeing.
• Caustic Sod,,: For Mercerizillg, Scouring, Bleaching, Dyeing and Stripping.
• Soda A~h: For dye fixatIOn on cotton.
• Sodium Thio_Sulphate: As a Per-Oxide killer.
• Glubers Sill! or Common Salt: As a electrolyte in Reactive dye-bath
• Hydrogen Per-oxide: As a bleilChing agent.
• Hydro sulphite: For stupping anu mle cleaning,
• Bleaching powder: For Hypo_Chlorite bJcaehillg,
• Stabilizer: To control the bleaching adim' in Per_Oxidc bleaching.
• Sequestering agent: For control the hardness of dye-bath.
• Anti-creasing agent: To avoid the crease mark 011fahnc,
'"

• Levelling agent: For level dyemg.
• Dispersmg agent: For Polyester lIycing.
• Buffermg agent: For Polyester dye-bath pH setting.
• Aeetlc Acid: For neutralismg and fabric pll adjustment.
• Oxalic acid: For Iron removing.
• Slilphuric acid: For earbonising of cellulose.
• Soaping eheJllleal: For wasillng off treatment after dyeing.
• Detergent For pre-treatment of grey fahne.
• En/.yl\1c: For remOViJlgthe hairine" & dead fihre from the surface of the fabric.
3.5. Machine used in dye-house:Knilted fabnes me usuallv roeessed in batch wise cxhaust method. There are mainly
1\'10types of machine are u,ed in KIll( dyeing industry:
(i) \Vineh dyelllg machine.
(ii) Jet dyeing machine.
(il "'inch dyeing machine:
Wineh design and used has been well reviewed by Wyles. The basic arrangement is to
have several looped ropes of f"brie of equ"l length, which are kept apart by the peg
rail. Most of the fabric '" plaited down into (he liquor bllt part of the rope nms over
two reels above the liquor. [12]
The fabric moves by a rotational winch. These machines arc atmospheric. So
temperature can't be raised more than 100° C. The liquor of the bath is fixed. As a
result the evenness of the dyed fabric is not good. Moreover due to high friction
between fabric and ",inch, the fabric becomes hairy. This machine can be u:;ed only
white and reactive dyed fabric.
(ii) Jet dyeing machine;Developments in jet machine are well covered. The main p"mp CIrculates the liqllor,
which propels the fabric ill rope form, round the machme. The rtlnning speed and high
lift of the f~bric from liqllor ",ere unslablc for preserving the appearance of knitted
cotton fabric, The Thie~ Ecosolt, one of m~y modem Jet, ha" not only overcome these
problems but abo improved the economy of wet proecssing by reducing thc liquor
rallOn. [12]The fabric move~ by the jet pressure. The jet pressure is creatcd in the noule by the
liquor and a celltral pump, 'llm machine can raise the temperature tip to J80~C. The
liquor and the fabric both moves at a lime, So the levelness of dyeing is beller. As the
fabric moves by the now of liquor lhe friction of tile fabric is very less, This machine
can be used for any type offabric.
3.6.lnstruments and suftware used in dye-house:(i) SADO MASTER! BEACON COl"TROLLER sofi",are used for machine
control and Inonitoring.
(ii) TEXTILE PRODUCTION.' DATATEX (ERP) software used for recipe
calculation, dyc1ine print our, stock control & costing etc.
(lii) Spectrophotometer & DATACOLOUR INT. software used for measuremcnt
of spectral va[ue~, color dcviallOn, melamelism index, rcclpe generation etc,
(iv) Light cabinet wllh different light source to observe the color visually,
(v) pllmeter 10check the pll of the liquor m different steps of process.
(vi) Hydro meter 10 check the specific gravity of dlfferenl eonceJltratioIl of sail
used in dye-bath.
(vii) Electronic balance to measurement of dyestuff and chemicals accl.lratcly.
••

CHAPTER-4
PROCESS DESCRIPTION
&
PROCESS CYCLE TIME FOR DIFFERENT PRODUCTS.
Contents:
4.1. Process & cycle lime for White fabric
4,2. Process & cycle tmlc for Reactive dyed fabnc.
4.3. Proces~ & cycle t!TIle lor p,c. fabric.
4.4. Additional processing li1l1e.
4.5. Reprocessing time.
4,6. Causes & Effect d"'gram ofreproccssillg
•

4.1. Process and cycle time for White fabric:The grey fabric (knitted with raw.cotion yarn) IS bleached wIth hydrogen peroxide
and treated with bllghtcning agent at IOOGe for 60millUles,[6] AftelWard some
)leulralising and washing process are required,
The press sleps are as follows:
I) Add dctcrgent, Anli-creasiJlg and scqllestenng agcnt.
2) Add Pcroxlde and stabilizer.
3) Add Caustic and peroxide at 60G.
4) Add optical brightcning agent
5) Raisc temp at 100° C for 60 min,
6) Drain lhe balh and neutrali~e hy AcetIC Acid,
The ",hole proce8smg time is fOllr hours for the eomputeriscd jet dyeing machines
including loadmg and 11I1IOildingtimc. For manualjel dyeing machines little bit higher
time 15 required with respecl to computen<;ed machines. The locally made small
winch machine's processing time is less tlum other machines, as those machine's have
direct steam heating system and no cooling syslem. However, these machines do not
ensure quahly. The probability of reprocess of while fabric is very low,
After finish the white fabric if required brightness known as CIE whiteness[8] and
tone known as tinted valuc (Tv)[8] is not achieved, the batch will again return to dye-
hou,e for re.dyemg. The re-dyeing time is usually same as standard processing time.
100°C X 60min
60"C
10min
Fig:.4.1 :Proeess curve for While fabric.
•

4.2. Process and cycle time for Reactive dyed fabric:Thc grey coUon fabric bleached or sc()ured with hydrogen peroxide and caustic soda
and then dyed with tliffcrcnt reactive dyes to achieve required color and match with
customer's given standard sample. The whole process is divided mlo two parts, First
scouring or bleaching, wh"h arc known as pre-treatment and the next process is
dyeing[4,7]'
Pre-treatment:
Pretreatment mcans to prepare the fabric for dyeing. For the knitted fablic
pretreatment is known as SCOuriJlgor bleaching. For ~ery dark shade hke Navy or
Black, scouring is enough for pretreatment. But for the hrighter and lighter shade,
bleaching is essenti,,!. Thc natural la\\' cotton contains broken leaf and seed particles,
fats, wax, gum. etc During spinning and knitting some oils arc also added. Before
dyeing it is essential to rcmovc all of this materials from ccllulose. For scouring
proccss, fabric8 are boiled at 100" C for 30 minutcs wIth ~austic soda and detergcnt.
During SCOliringproccss sapomfication and emu1;lfication can remove all natural and
added materials from the fabric, Thcn it is necessary to neutra11ling by Acetic Acid.
The whole proccss takes al'pnlXlmatc1y 2.30 hours.
Thc natural cotton color is yellowish. For dyemg the bright and light shade it IS
essential to rcmovc that color rl"(lm cellulose. for knitted fabric Hydrogen peroxide
bleaching is the most p()pular process. By this method scouring and bleaching can be
perfonncd together, TIm called one hath scouring-hleaching method, The process is
carried at 90" C-120" C for 30 to 15 minutes. Tb~ increased temperature can reducc
the processing tlme. But in case of Lycra and PC fabric 90" C-IOO" C is suitable to
avoid the crease mark on fabric.
1lSoCX20min
60"C
Fig:-4.2: Pre-treatment ~urvc (one bath Scouring.Dleaching method).

The process steps are as follows:
1) Add the detergent, anticre~sillg & sequestering agent.
2) Add the peroxide stabilizer.
3) Add the caustic soda at 60°C
4) Add the peroxide at 70°C
5) Raise the tamp at 90-120~C for 30-1 5 minutcs,
0) Kill the rcsidual PeroxIde by Sodium-thio-Slilphate.
7) Drain the bath and nClitralize by Acetic Acid,
The pretreatment proces,; takes approximately 3:00 hours,
Reactive dJ'eillg:
ReactIve dyeing ean perfonn in dirrerent temperature as on the reactlvity group in the
dyestuff, such as monochloro-di-azilinc, dichloro-tri-aziline, vinyl-sulphone, etc, The
most commonly used dyestuffs are used at 500C.60°C. The steps of Reactive dyeing
are as follows:
(i) Add dye bath auxiilaries.
(ii) Linear inject the dyestuff,
(iii) Run at required temperature to pick up the dyestulT by fibre.
(iv) ProgressIve injcction of alkail for fixation the dyes,
(v) Check the shade of the dyed fabric.
(vi) lfthe sh~de is not matched with slandard thcn repeat steps no (ii) to (v).
(vii) If the shade matched wIth standard then dram the bath and nelltralizing the
fabric by Acetic acid
(viii) Soaping the fabric to remove the un-fixcd dyestuff.
For dyeing three parameters are mosl important. Sueh as liquor ratio, tempcrature
control and dozing of dyes and chemIcals Thc modem computerized maehines arc
controlled these parameters by the microprocessors. In other macbines that is
controlled by manually, So (he quality ~nd re- producibihty or color is always bctter
with computerized machme

:.,
600CX60min 60"CX I0
500CX 15min/ "'\ n
•
FIg:-4 3:Reaclive dyeing enrve.
After dyeing a batch jf the required color is not achieved then it is required to dye
again, which called reprocess, According to depth of color, dyestuff and quality of
grey fabric, the proce~s eyele tIme is also dIfferent. But on the average the pre-
treatment time i~ about 3:00 hours and the dyeing time is approximately 7:00 hours.
Including loading and unloading the whole process requires approximately 10:00
hours.
4,3.Process and cycle time for P.c. fabric:As the yarn of grey fabric made of polyester and cotton fibre; so, the fabric is
required to dye both the part~. The pre-treatment is as like reactive dyed fabnc but at
90"C for 30minutes to avoid the crease mark. Afterward the polyester part to be dyed.
For polyester dyeing, the process requires high temperature and high-pressure
machine becau~e thc proce~s is carryon at 130° C. The process requires
approximately 5:00 hours Including slo'Wtwo steps heating and very slow two steps
coohng system to protect the shape change ofpolyester.[5]
The process ~leps arc as follows:
]) Add the aoticreasing, sequestering, disper~ing agent and levelly agent.
2) Add the buffering chemical to set pH at 4,5 to 5.5.
3) Add the dyestuffs al600 C.
4) Raise the tamp at 1150C and run 10 111 inutes.
5) Ral~e the tamp at 1300C and Run for 20-30 minules.

6) Slow cool-down up to 100° e then fasler cool down,
7) Shade check at 800C.
8) It shade is JJOlmalche, thcn respect step' no 3 to 7 again.
9) Add reduction cleaning chemical ami Rutl at 80° C for 15 minules.
10) Darin the bath and hot wash for removal all residlIaI chemlCals,
xlOmin
nFig :4.4: Polyester dyeitlg curvc.
For polyester dyeing 1000e _130oe is the critical rcsign. Mosl of lhe dye absorplion
lakes place at 11S"c. Thal"s why after raise that lemperaturc, it is required 10 rLU1
10minutes for cvcn absorptIOn of dye~luff. At 130"C the dyesluff are migratc from
fibre to liquor and from liquor to fibrc. During cooling from 130"C to 100°C it is
required 10 cool the dye bath very slowly to avid the quick shock of temperallJrc
which may creat the pennanent crease mark on the fabric surfacc.
After checking the shadc by carbonising the cotton pun wllh 70% concentrated
Sulphuric Acid if the shade i~ rn3tched than (hc batch is reqUIred to Redllclion clear 10
improvc the fastness of color. The process is done ill the same bath by adding
reduction-cleaning chemicals. Finally after onc hot wash at 80"C for lOminlltes the
batch is ready for colton part dyeing.
After polycster dyeing cotton part to hc dyed and thc proccss is exactly same as
prevlOllsly described cotlon dyeing process. The whole proccss cycle time including
pre-lreatment, Polyester dyeing and cotton part dycing IS approximately 15:00hours.
",to,

Most of the P.C fabflc is wproccsscd during cotton part dyeing. NOilllally the
probability of rcprocess ofpolyestcr is very low, but the probability tor cotton part is
as like cotton dyeing process. It is not possible to dye the P.C fabric in manual mles
and locally made macbmes as those machines can raise temperaturc up toIOO~C.
4.4. Additional processing time:
Wash: If the fabric is knilled by dyed yam instcad of grey yarn then the batch is
required to wash. The "ash is done with some detergent at GOoC for 20 minutes to
remove the needle oil, which is used by the knitting machine, The process takes ahout
50 percent timc of white fahric processmg lime.
Rc-wash: If the color fastness IS poor or dirtldu,t and softener/chemical spots found
on the fabric after dry/finish, the fabric is again transferred to Dye.house for re.
washing. Usually that process takes about 50 percent time ofwhitc fabric processing
time,
EUlyme wash: If the fabric appearancc is hairy or prominent dead fibre on the
surface of the fabric or neps arc fOllnd alicr dry or linish, the fabric is "gain
transferred to Dye-hollsc for enZ}1ne trcatment. This process takes aboLlt 50 percent
time of white fahric processing time.
4.5.Reproeessing Hme:
The are two types of reprocessing for dyemg, Rcprocessmg at first lime dyeing and
reprocessing altcr dry or finish,
Reprocessing at fir~t time dyeing.
After complete the dyeing cycle it I~ required iQ check the shade before drop the dye
bath. If the shade comes right at first time, then that need to complete thc after .wash
process "nd unload thc batch, BLI! if the shade is far from the standard then i! is

necessary to add some more color in the same dyeitlg bath. In that case it is necessary
to inject the additional color very slowly to avoid qUlCkexhaustion and fixating which
may case ofullel'en uycing. However it is possible to add extra color m the same dye-
bath up to three times. E"cb addItion takes almost I :00 hour for White, 2:30 hours for
Reaclive dyed and 4:00 hours for PC fabric. At the end of the monlb the RFT (Right
shade match at the first time) report shows that how many shade needed how many
hmes addition.
Reprocessing after dry or finish:Some times the unloading shade i,matched but after dry due to heal sensit1vity some
shade may changed. Also some ;hade may changed arter applying Ilnishing chemicals
like sortener, stiffener, waler repellent chemical, wnnk1c free chemical etc. In that
case fabnc returned to dye-house for shade adjustment. In [his reproccss time is more
than first timc dyemg, becmlsc It needs to removc the finishing chemical first, thcn
needs to re-dyed. Sometmles if the fabric dyed uneven then that needs to strip out the
color and then re-dyed The monthly reprocessing report shows that how many
percent of fresh dyed fabric has reprocessed in that particular month. The average
reprocessing t1me after dry or linish is approximately 4:00 hours for White, 12 hours
for Reactive dyed and 20 hours for PC fabric.
•

Q
".e~

•...•., .••..'..
CHAPTER-S
DATA COLLECTION
&
MODEL ,FORMULATION.
Contents:
5.1. Ratio of the produd.
5.2 Standard processing time, Reprocessing time at first llme,
Reproeessmg timc after dry/finish.
5.3. R.F.T report for the month of April, 2003.
5.3.l.Explanation of Right First Time(R,F.T.) report.
5.4. Reprocessing report after dryifinish for the month of april,2003.
5.5. Calculation of expected proees,ing time.
5.5.1 ,Expected processIng time for different m/e,
5.6, MlC stoppage report of April, 2003.
5.7, Formulation of the mathematical moue!.
5.7.1 ,Objectl ve I'unctions.
5.7.2, Variables.
5.7.3, Constraints,

5.1.Ratio of the product:To make a comparison bctween present production planning system and proposed
planning system, we have considered the production data of April, 2003 of the dye-
house of Beximco KniUing Ltd. In that month thc work order and production was
comparatively smooth than the other months of the year,20m,
The break down of production of April,200] was as below:
Aetnal White fabric production. . ..=6417Gkg
Wash; Re-wash! Enzyme wash ~5850kg =:1462kg (White fabnc)
Total White fabric production........... . =65,638kg
Total Reactive dyed fabric production.. . ,=90,OI6kg
Tota! P.c. fabric production........ . =54,635kg
Grand total produclion . . =210,289kg
The product mix of April, 2003 was as below:
• White fabric =31.21%
• Reacti~e dyed fabric=42.81 %
• P.c. fahrie =25.98%
*Source: Monthly dyeing production ['eport of April, 2003,

5.2. Standard processing time, Rellroces,~illg time at first time,Reprocessing timeafter dryltinish :
mI, Capa Std.Processing Reprocessing Reprocessing time after
"' -city Time (IIr) time at ISO time dyeing Dry/finish.(kg)
White Reac. p,c. Whlle Reac. P.C White Rcac. P.c.d ed dyed dved
1 550 5:00 10 00 15:00 1:00 2:30 4:00 4:00 12:00 20:00
2 550 5:00 10:00 15:00 1:00 2:30 4:00 4:00 12:00 20:00
3 550 5:00 10:00 15;00 1'00 2:30 4:00 4;00 12:00 20:00
4 550 5:00 10:00 15:00 1:00 2:30 4:00 4;00 12:()0 20:00
5 85 5:00 10.00 15'()0 1:00 2:30 4:00 4'00 12:00 20:00
6 250 5:00 10:00 15 00 1:00 2:30 4:00 4:00 12:00 20:00
7 550 5:00 10:00 15.00 1:00 2:30 4:00 4,00 12:00 20:00
8 550 5:00 10:00 15:00 1:00 2:30 4:00 4:00 12:00 20:00
9 350 5:00 10:00 15:00 1:00 2:30 4:00 4:00 12:00 20:00
10 450 500 10:00 15:00 1:00 2:30 4:00 4:00 12:00 20:00
11 300 5:30 12:00 0:00 1:30 3:00 0:00 4'30 15:00 0:00
12 400 5:30 12:00 0:00 1:30 I 3:00 0:00 4:30 15:00 0:00
13 400 5:30 12:0(J 13:00 1:30 3:()0 0:00 4:30 15:()O 0:00
*Souree; Work sheels! recipe sheets, of April- 2003 and' BEACON CONTROLL-
2800' Software.
Note: StalJ(1<mlprocessing time including loading ,11)dunloading time and that is an
average time.
~Reproeess lime including unloading \lme and that is also an average lime.
~Bolh limes will be extended iffabrie is entangled, tOIe down, chemical addition delayed
or slow healing and cooling elc.
~M!C no 11,12 & 13 is <ltmospherie machine; so lh"t can'l process the p,c. fahrie
•

5.3.R.F.T RI{PORT FOR THE MO~TIJ 01" APRIL, 2003:
Total no additiou 43,66%
Total no. of 1" add,tion 42.25%
Total uo. of2"< addition 12.68%
Total no, of 3" addition 1.41%
5.3.1.Explaoation of Right First Time(IU<".T.) report:
Total no addition: The above report shows that 43.66% of towl dye<! batches has
matcbcd RIghI Fir;t Time(R.F.T) These hatches need only standard processing time
& there ",as no extra color ad,htion. So, the probability of reprocess of these batches
arc zero.
Total no. of 1" addition: The above report shows that 41.25% ortolal dyed batches
are not matched Right First Time. These batches need one time extra color addition.
So, the probability of one time reprocess(RlP-I) of these batche; are 41.25%.
Total no. of 2"" addition: The above report shows that 12.68% of total dyed batches
are not matched aflcr one time extra color addition. These batehes need two time extra
color addition. So, the probability of 1"'0 times reprllccss(R/P-2) ofthesc batches are
12.68%.
Total no. of 3,,1 addition: The above report shows that 1.41% oftolal dyed batches
are not matched evcn after t",o times extra color addition. These batchcs need three
limes extra color addition. So, the probabihly oflhrce times reprocess(RlP-3) of these
batches are 1.41%.
Note: Reprocessing after 3 times is [<ireas jS ignored in this case.

5.4. Reprocessing report after dry/finish for the month of april,2003:
The reprocessing after drylfinish of April,2003 is 15.20% of total production, So,
probability ofreproecss after dyr/aftcr finish is 0,152.
5.5.Calculation of expected processing time:
Expected processing lime ~ Sld.processillg tlme + (Reprocessing time x Probability
of RP-l) + (Repro~essing time x Probabihty of RP-2) + (Reprocessing time x
Probability oj RP-3) + (Reprocessing time ailer dry/finish x Probability of Reprocess-
after dry/fimsh)
5.5.1.Expcctcd processing time for different mlc:
m/c no Expected processing time (Av)
White fabric Rcactivc P.c. fabricDved fabric1 6.172 13.27 20.296
2 6.172 13.27 20.2963 6.172 13,27 20.2964 6,172 13.27 20.2965 6,172 13.27 20.296
6 6.172 13.27 20.2967 6.172 13,27 20,296
8 6,172 13.27 20.2969 6.172 13.27 20.2%
10 6.172 13.27 20.296
11 7.03 15,972 0012 7.03 15.972 0013 7.03 15.972 00
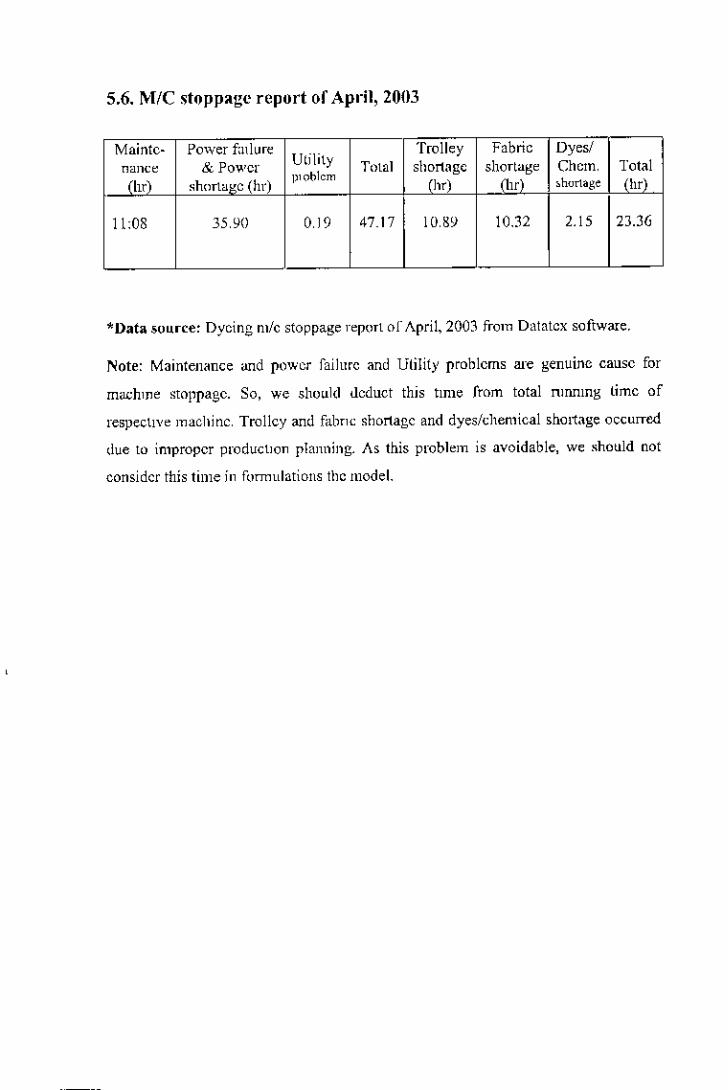
5.6. !\lIe stoppage report of April, Z003
Mainte- Pov"er [allure Trolley Fabrie Dyes!nanee & Power Utility Total shortage sh~:~~ge Chem, 1;7,~~1(hr) shortmw (hr)
p'ob1cm hr) ,hurt.ge" he
11:08 35,YO 0,19 47.17 10,89 10.32 2.15 23.36
*Data sou~ce: Dyeing m/e stoppage report oj' April, 2003 from Datatex software.
Note: Maintenance and power failure and Utility prohlems are genuine cause for
machme stoppage. So, we should deduct this tIme from total nmnmg lime of
respectIve machine, Trolley and fabne shortage and dyes/chemical shOltage occurred
due to improper produelJon planning. As this problem is avoidable, we sholild not
consider this time ill formulations the model.
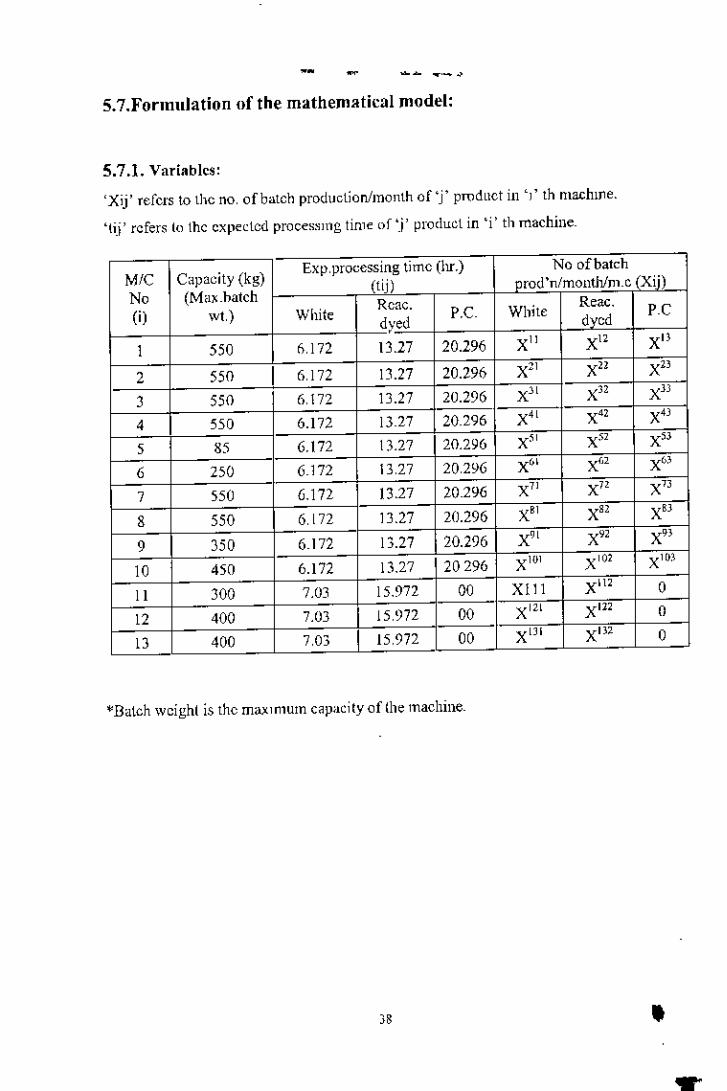
-S.7.Formulation of the mathematical model:
5.7.1. Variables:'Xij' refcl's to the no, ofbateh production/month of 'j' pmdllct in ')' th machIne.
'(;j' refers (0 the expected processll1g tiwc of 'j' product in 'j' th machine.
M/C Capacity (kg)Exp,processing time (he.) No of batch
No (M<lx.hatch(Iij) nrod'nlmonthlm.c Xi")Reae. Reac.
(il wI.) Wilite d>'edp,c. While dyed PC
1 550 6,172 13.27 20.296 X" XU X"2 550 I 6,172 13.27 20.296 X21 XU XU3 550 6,172 13.27 20.296 X" X" X"4 550 6.172 13.27 20.296 X" X" X"5 85 6.172 13.27 20.296 X" X" X"6 250 6.172 13,27 20,296 X"' X',2 xo,
7 550 6.172 13.27 20.296 XU XU XU8 550 6,172 13.27 20.296 X" X"' X"9 350 6.172 13.27 20.296 X" X" X"10 450 6.172 13.27 20296 XlU1 X'Ol X'U)II 300 7.03 15.972 00 X111 Xll, 012 400 7.03 15,972 00 X'll Xlll 013 400 7,03 15,972 00 XlJ1 XIJ;! 0
*Balch weigh! is the maxImum Cilpacity of (he machine.
•

5.7.2. Objective function:
Max. Production, Z =L:m/e capacity (batch weigh!) X Xij ('Xij' refers to the
no. of batch production/month of 'j' product in 'i' th machine.)
Max .Z~5 50X 11+550X 12-<-550X 1J+550X21 +5 SOX., +550XZl+550X ) I+5 50Xl1
+5 50X JJ+5 50X41 +550X42+5 50X" +S5X51'1 85X" +SSXSJ +250X61+ 250X62
+250XoJ+5 50X 71+550Xn+550X 7J+550XE1 +5 50X'2 +550X8J+ 3 50X')] +350X91+ 3 50X"
3'1450XIOI +450X IOl+450X 1fl.'+ 300X III+4 50X 1m+450X IOJ+300X III
+ 300X 111+400X 111+400X 112+400X IJ1+400X DI
5.7.3. Constraints:
From the ratio of the product mix we get:
Percentage of While fabric =31.21%
Percentage ofreacllve dyed fabric =42 81%
Percentage ofP.C fabrie =25,98%
Total White fabric produetion=L:(m/c capacity X No. of whitc fahric's batches
production per month per m/c) =31.21% of'Z'
So for whitc fa"rie:5 SOXII+550X' I+5 50X.'1+5 50X'; +85XSI +250X'" +550X71
+550X"'+350X91 +450X""+300X'II+400X,2'+X400131 = 31.21/1 OOx(Z)
:=;> 378.34XII_171 ,66X" _171.66XIJ+ 378.34X21_171.66Xll_171.66XIJ+ 378.34XJI
_171.66XJ' _171.66XJJ+ 3 78,34X' I_171.66X41 -171 ,66X'J +5 8.47X51 _26.53X\2
_26.53X'J+ 171.97X"I_78.03Xbl_78,03XI;J+ 378.34XJl-171 ,66X71_171.66X1J
+378.34XRL_171.66XR~_171.66XBJ+240.76X91_ t 09.24X91-109.24XQ.' +309.55X'01
-140.45X llfl_140.45X 1'" + 206.3 7X IIL.93.63X 112+27 5 .16X 121_124.84X Ill+ 275, 16X131
_124,84X1J2=O ... "" ... .. " (1)

Total Reactive dyed fabric productioll=L(mfc capacity X No. of Rcactive d)'ed
fabric's batehes productiou pcr month per mlc) = 42.81% of '7,'
So for Reactive dyed fabric:
5 50X Il+5 50Xll +5 50XJ2+5 50X4l +85X51+ 250X',1 +550X n+550XB2 +350X')2+450X1D2+ 300X 112+400XII'+400XiJl = 42,81/100x(Z)
=:> 235 46X" _314.54XI2+235.46X IJ+235.46X" "314.54X22+235.46XlJ
+235 .46XJ '-3 14.54X 32+23 5.46X-'J + 235.46X41 _314.54X4,+ 235 .46X4J
+36.39X' '48.61 X51+36 39X') + I 07 .03Xol _142.97X62+ 107 .03X 61+23 5.46X' 1
-314.54X 7,+ 235 .46Xl)+ 23 5.46X Sl-314, 54X" +235 .46X~J+ 149 .84X91
_200.16X92+ 149 .84X~) + 192.64 X'~' _25 7.35X 1U,+ In.65X'o,+ 128.43X III
_171.57X"1+ 171.24X'1I_228,76XI2l+ 171.24XIJI_228.76X'J2 = 0 , ,,(2)
Total P.C. fabric productiou=Imlc capacity X No. of P.C. fabric's batchcs
production per month per m/c) =25.98Qj" of 'z'
So for P.c. fabric:550X IJ+550XZ] +55 OX'! +55 OX'J -i-85X4J-i-250Xo'+55 OXJJ+5 50X3J -i-350X9J
+450Xl<J.1= 25.98/1 OOx(Z)
=:> 142.89X"+ 142,89X"_407.11XIJ+142.89X2'+ 142,89X1l407 11X11+ 142,89X1'
+142.89X-" -407.11 XJJ+ 142,89X41+142.89X41_407, 11X4J+22,08X"+22.08X"
'66.23 X-'.1+64, 9 5X6i+M, 95X62 -233. 05X"J + 142.89X 71+ 142.89X 72-407 .11 Xl)
'c142.89X!1+ 142,89X8'_407.11X8J+90.93X91'1 90.93X~' -259.07X°-'+ 116,91 Xi<ll
+116.91X lm_333.09X'''J+ 77.94XIIl+ 77,94X'1,+ 103,92X'll+l o3,nxl,l
+l03,nXlJ'+ 103.nX'''= 0 ...... (3)

For each mle total running time per month, L:Xij. tij:::; Total running time of the
mlc in that month - Stoppage time of fhe mle in that month.
" ..(4)
.. ,., ".(5)
.. (6)
...(7)
.. (8)
...(9)
.. ".(10)
.....(11)
.. .... (12)
...(13)
,(14)
.. ..... (15)
. .(16)1\-1/e no-13: 7.03X'.1l+ 15.972X'.12S;672.83 ..
For mlc llo.-01: (Expected processing time [or White fahric X No of White fabric's
batches production from m/c-Ol) + (Exp,Proccssing time for Reactive dyed fabric X
No. of Rea clive dyed fabnc's batches production from m/c-Ol) + (Exp.processing
lime forP.e. fabnc X No, ofP.e. fabric's batches production from mle-Ol) = r
(24X30) - 47, 17 (Stoppage for maintenance, power failure, power shortage & utility
problem)
So, for mle no-Ol: 6.172X11+ 13.27X11+20,296X'3:::; 672.83
M/C 1)0-02: 6.172X"+ 13.27X22+20.2%X'!::o 672.83
!\f/C 1)0-03: 6.172XJI'ioI3,27XJ2+20.296X3J ~ 672.83 .
!\f/C 00-04: 6, I72X41+13.27X41+20.29GX4J~ 672.83 . .., .
MI(, no-05: 6, 172X51+13.27Xl1+20,29GX53 ~ 672.83 .
Mle no-06: 6.172X(,L+13.27X"'+20 296X(» ~ 672.83 ., .... , ..
M/C no-07: 6.172X71., I3.27Xll+20,296X7) S;672,83 ,
1\-1/Cno-08: 6.172X81+ 13,27X82+20.296XSJ S;672,83
!\fIC 110-09: 6, I72X91+ 13.27X9'+20.296X"::o 672.83 .
"'IIC no-l0: 6.172X 101+13,27XI0l+20.29GX'OJ S;672.83 .
1\-1/C no-II: 7.03X 'lL+15.972X 1,2 S;672.83 .
MIC no-12: 7,03X"'-i-15,972XI22 S;672,83 . . .
CHAPTER-06
SOLUTION OF THE MODEL&
RESULT ANALYSIS.
Contents:
6.1. Tara result.
6,2. Analysis orthe result
6.3, Comparison between present & e"pected production.
6.4. SensitivIty analysis,
6.1. TORA results of the mathematical model :
Model Tora ToraModel Tora Tom
Model Tora Tom
Varia- Varia Vana- Varia- Varia- Varia result
bles -blesresult bles bles
Reslllt bles blcs
XiI X' 0 X" X' 50 X" X' 0
X" X' 0 X22 X' 0 X" X' 33
X" X' 0 X!l X' 0 X" X' 33
X" X10 0 X" X" 0 X4J X" 33
X" X" 0 X" X" 48 X" X" 01
X',I Xl(, 0 X6l Xl7 50 X"l X" 0
X" Xl') 0 X72 XlO 50 X" X" 0
X" X" 0 Xi1 X'J 32 X" X" 12
X" XlI 0 X92 X" 0 X" X" 33
XIOI X" 0 XIG' Xl9 50 X"'J X)~ 0
XiI! X" 37 X") X" 25 - - -
XI21 Xl) 95 X122 X!4 0 -XIJ' Xl' 95 XU2 X'" 0 - -
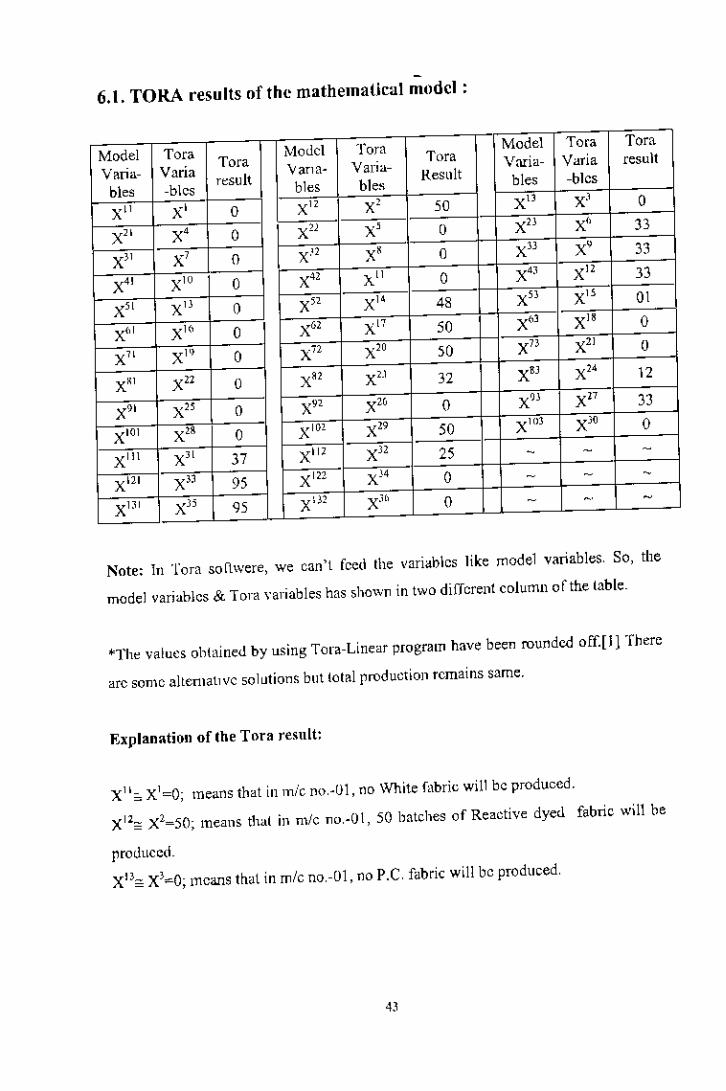
Note: In Tora soflwere, we can't feed the variab1cs like model variables. So, the
model variables & Tora variables has 5ho\vn in two different column of the table.
*1'he valucs obtained by using Tora-Linear program have been rounded off.[J J TherearCsome allematlvc solutions but total production rcmains same.
Explanation of the Tora result:
X'i=. X'=O; means that in mic no.-0l, no \Vhite fabric will be produced.Xll", X2~50; means that in mle no.-Ol, 50 batches of Reactive dyed fabric will be
produced.Xl)", XJ=O; means that in mic no.-Ol, no P.c. fabric will bc produced.
•6.2. Analysis of the result:
CapaNo of balch T"lal prod'n in kg/month! G.Tolal
MIC . prod'n/month/machine machine. Prod'niNo
- cIty month!(kg) I While Reac. Reac.
dyedp,c. White dyed
P.C machiue(kg)
1 550 0 50 0 0 27,500 0 27,500
2 550 0 0 33 0 0 18,150 18,150
3 550 0 0 33 0 0 18,150 18,150
4 550 0 0 33 0 0 18,150 lS,ISO
5 85 0 48 01 0 4,080 85 4,165
6 250 0 50 0 0 12,500 0 12,500
7 550 0 50 0 0 27,500 0 27,500
8 550 0 32 12 0 17,600 6,60() 24,200
9 350 0 0 33 0 0 11,550 11,550
10 450 0 50 0 0 22,500 0 22,500
11 400 37 25 - 11,100 7,500 - 18,600
12 400 95 0 - 38,000 0 - 38,000
13 400 95 0 - 38,000 0 - 38,000
Grand tola! Pred,n in kg/month 87,100 119,180 72,685 278,965
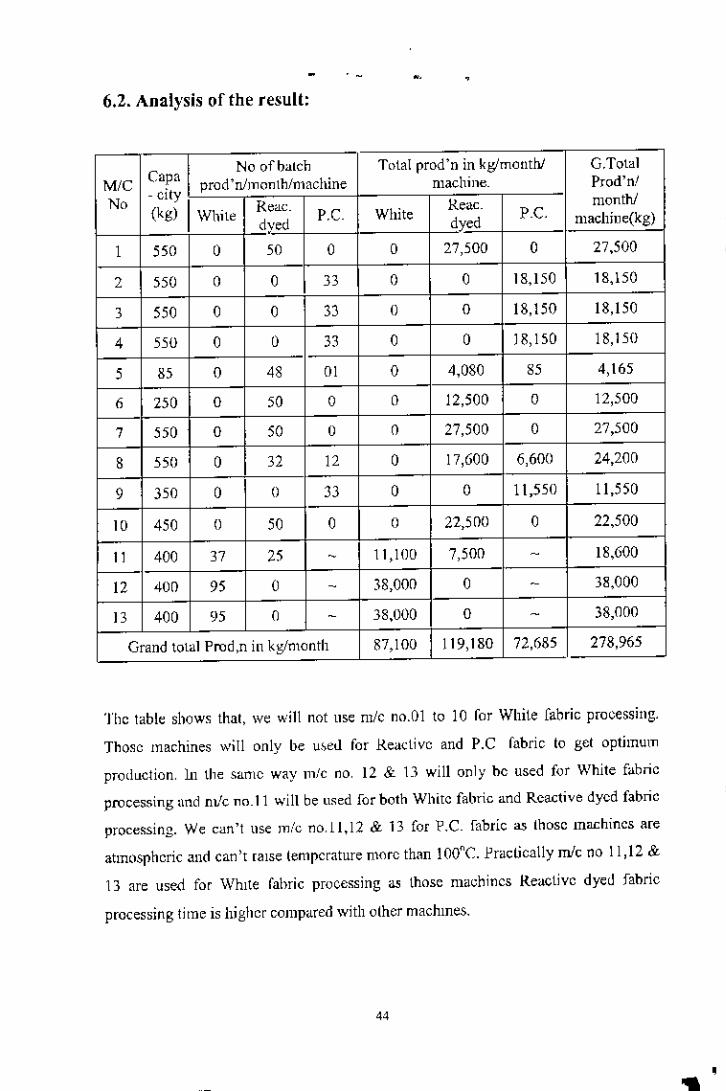
The table shows that, we will not use TIlle no.OJ to 10 for While fabric processing.
Those machines will only be used for Readivc and P.C fabric to get optimum
prolillction, In the same way mic no, 12 & 13 will only be used for White fabric
processing and m'c nO.l1 will be used for both White fabric and Reactive dyed fabrie
processing. We can't use mic no,I1,12 & 13 for P.C- fabric as those machines are
atmospheric and can't ralse (emperature more than lOO"C. Practically mlc no 11,12 &
13 are used for WhIle fabric processing; as those machincs Reactive dyed fabric
processing time is higher compared with other machmes.
•• •

6.3. Comparison between prc~ent& expected production:
300000
250000.
]I 200000
."~ 150000
~II. 100000
50000
o ,
Result comparison
119180
• Model prod'n0Actual prod'n
72685
'"
The result orthe mathematical model shows that, optimal production of April, 2003,
would be 278,965 kg of which White fablic 87,IOOkg, Reactive dyed fabric 119,180
kg and P.c. fabric 72,685 kg, But practically the production during the month of
April, 2003 was 210,289 kg. So, there had been a scope to produce about an
additional quantity of68 Ions offahric by utilizing the same facdities.
The main cause ofth;~ reduced pl'Oduction is due to nOll-optimal production planning
and machine capac;t y utili latioll.

6.4. Sensitivity analysis:
In the solution we sec that, C<lpaCltyutill/ation is 100%. TIllS reflects 1I1the sointion
list where all slack variables are zero. Where ,IS, tIllS is not typical of most LP
problems, the way we fonnulaled out model has resulted in the particular condition.
The solution is quite sensitlVC to ~hanges in lhe coefficicnts of reRomce constraints.
This is so, because all these constraints arC binding, So, it wd1 be important to
accurately input the associated coefficicnt values.The sensitivily analysi~ of Tora result sheet ShOWRthat the current coefficient of X'
ls550; which can bc increased up to 571. The each unit increase of coefficient of
XIcan redl-lCcd21.4 unit cost. In the same way the coefficient of X" can be increased
up to 9107 but that will not reduce any unit cost. So, there will be no change in
outplIl. This allalysis is givmg us the mdication that coeffiCIent of Xl increase is more
profitable compared with thc coefficIent ofX2 In tius way we can identify that which
variable's coefficient increase lS profitable and how much profitable. So, if we have
Ihe availahle resources in future, we wdl increase only those va\;abie's coeflicient,
which will give us the maXlillum output.
In this prcsent solution, our Xl vahw is ~,cro. It means we willnot prodllCe any bateh
of White fabric from machine no,-01 to get (he optimum produclion. Bnt the
sensItivity analysis indicate that ir we increase the coefficient of XI, (capacity of the
machi!le) then that machmc can be used for White fabric production, in that case as
the proccssing time of white is less. so we can gel more production from lhat
machine, From this sensitIvity analysis managemcnt can come to a decision that
which maelunes c<lpacity increase i" more profitable and which maehine will hc uscd
for what type of product. Hut is also importatlt 10 consider the profit margin of
different type of product. Definitely thc profit margm of different product will be
dlfTcrenL Hut we have 10keep in mind that a customer will not place only that type of
pwduct, which will hc nlOrc profitable. MarketIng deparlment can nse this
infonnation to set the stratcgy of business and target more valne added cuslomer for
fnture,
",

Wc dIdn't consider those Jaetors III our LP modeL Our main target was to utili7.Cthe
maximum machine capacity and tmle to increase the total production. Another LP
model can be done basis on profit margm.

CHAPTER-07
CONCLUSIONS&
RECOMMENDA nONS.
Contcnt~:7.L Conclusions of the work.
7.2. Limitations of the work.
7.3. Recommendations.

-7.1. Conclusion~ of the work:Today's Apparel and Texlllc industries know no national boundaries; they arc global.
Only indivldllal companies and thw Sllpply chains can be win, not countries.
Bangladesh entrepreneurs olJd policjwakcrs can't operate as (hough the world
Apparel and Textile mdustries arC static infacI, the goalposts keep shifting and stakes
are going up daily. The ecollOllucal cond)(ion of USA and (he duty-free facilities to
the sub Saharan countries, the order from USA 18 shrinkmg day by <.layand some
customers are already quit from Bangladesh. Already so many industries have no
work or very less work The situallOn \vill be dangerous after 2005, when qllota
system will be !cmlina(cd by U51\.[9] So, this is (he time 10 optimi"c the production
as well as quality and rednee the production cost with le,ul time to face the challenge
after 2005.
Our thesis method can be applied m any Knit Dyemg industries to optimize the
pl'Oduetion.ll will help to pl'ep<lrean early pl'Oduction plan to get optimum production
or set a standard production target for Dye-house. By this method Dyc-hose can
evaluate how many batches to be produced of caeb tjllC of fahric in each machinc to
optim;~.e the production Mathenmtical model is a superior method in plal1ning of
production sche(!lile
7.2. Limitations of the work:The reliability of the dat<l in any mathelTI<lllCalmodel is important In obtaining a
useful solution ofpractie<ll problems.[3] Some ofthi, data are influenced owing to the
instability and uneontrollability of ccrtam aspects sneh as urgent order, machmes
problem, operator's l<lgging, unavailability of raw materials and poor quality of the
supplied raw matcrials. On basis of those limitations optinmll1 prodllction may vary

7.3.Recommendations:
(i) Monthly production piau:To gel the optimum production, it is recommended to prepare a dyeing productIOn
plan for the whole month, By preparing th,!! plan Dyeing department can allocate the
machine for dIfferent product and can monitor daily perfonnance. That will al:;o help
to maintilin the dye:;/chemical:; inventory.
(ii) Knittillg plall:Dyeing producllOll plan depends on knitting production becausc knllling lS the
supplicr of grey fabnc for dycing. So, to get the optimum production from dyeing it IS
essential to make an oplimum knl(litlg production plan for differenl product. For
example if the body fabric is knitted but Collar-cuff or Rib is not knitted at the same
tIme then that hatch will nol prepare ror dyeitlg, It is also necessary 10 ensure the
smooth yam supply for knitting to gel the smooth supply of grey fabric for dyeing.
(iii) Dye~/ Chemicals stock maiutain:For dyeing operiltlOn so many dyestuff and chemicals arc u:;ed every day. The
producer of dyes and chemicals can't maintain the exact quality ror each lot. The
change of each lot dyes/chemicals, that efl'ccts on the shade reproducibility. Thal may
increase the reprocessing and rcduce the dyeing productlOn. So, it is recommended \0
procure at least 15 days rcquired dyeyehemicals a( a time to aVOldlot to lot vmiation.
(iv) Work-study:Sometimes ror the lack of supervision lhc loading and unloading times bccome higher
than standard tlnle. It is recommended thaI the managemenl can sll.ldy the time and
motion for loading and llnloadmg and that can be (ixed for the supervisors to reduce
lhc machine idle lime,
';0
•

(~")Training for the workers:The HRD of the company is already staned th"t activity. The dyeing method is
changing and modifieng freqnently. So, the workers should know about the change to
reduce the llllman error in proces" Here it 15recommended to arrange the training
program for all of workers weekly basis. This actIvity may reduce the reprocessing.
(yi) Motivation of the workers:As it is a worker based manui"acturing industry, so l]1otivalion program can be laken
like timely increment, six months performance assessment, regular attendance
allowance etc, Company can declared profit bOllllS to motivate the workers, so that
Ihey wil1 try to increase the production for their own interest.
(\'ii) Sehedllle & preventive maintenance:Schedule and preventive mamtenance can be done properly to avoid the breakdown of
machine in proces~ing. Also needs ro\Ltine check the most sensitive parameters like
temperatl.lre control, pump pressure, eql.lal Reel speed, main vassal and add-tank
calibration etc. to redl.lce lhe problematic hatch prodl.lction.
(viii) Improye utility service:The dual power supply ~ystel11i"romREB and Generator shol.lld be aVOldcd for Dye-
house. After powcr fmlme ofRE8, the change over llme fwm REB to Generator is at
least 10 minutes, which is enough to produee uneven dyed fahric. During reactive
<lyeing rabric ~hould move with 1114 minutes and fur PC dyemg fabric should nlOve
with in 2.5 minutes to avoid the uneven dyeing.
The supplied water for dye-house should be iron Iree and soft water. But the supplied
water [or BKL i~only iron free hard waler and also not sufTieient. This water can
reduce reproducibility of color and increase the reprocessing. So, it is recommended
to supply iron Iree soft water [or itlCrease the prodllction in dye-house.

(ix) Implementation of T.Q.M:
The quality of the product ~hould he maintained from grey yarn (0 garments delivery.
So, it IS not only the work of an mdividual deparlmcnt, II is a teamwork. So, it is
sugge"ted to implement the TQM to involve all the departments to improve the
qlIality of the product in every steps of process.
(x) Database recording ~ystem:
To assess lhc improvement of the existing sy<;tem of the company, II is essential to
analysis the data. So, the data recording sY5tem should be modified such a way that
any time can be analysIs lhat how much progress has achieved and how much needs
to be achieved. The compJIlY is implementing ERr software, which may be
appreciated for qllick dala analysis.

References:[1] Hamdy A. Thaha, 'Operations Research (An Introduction)' and the attached
software 'TORA' 6'" edition, Prentice Hall orlndia private limitcd.
[21 G.D.Eppen, F.I.Gould, C.P.Sclunicl\, Jefrery H. Moore & Larry R. Weather ford,
'Introductory Management Scicnce' 5Lh edition,
[3J Zhao Qlngzhen, Wang Chungyu, Zhang Zhimin, Zhang Yunxiang & Wang
Chauunjiang, 'Operations Re~cmch -Vol-39, No-2, March-April-1991' (194-205)
[4] E.R. Trotm~n, 'Dyeing and chemiealteclmology oLTe;dilc fibrcs.' 3'u edition,
Reactlvc dyes (496-500)
[5] R.n,Petters, 'Textile chcmistry.' VOI.-ill, Non-ionic dyes equilibrium studies,
(100-102)[6] Mcnachem Lewin & Stephcn B. Sello, 'Fundamentals und Preparation.' The
Fluoresccnt \Vhllening or-textiles. (2~G-292)
[7] V.A.Shenai,'Techno1ogy orBie,lChing & Merceri"ing. 'Vol.-lii, Peroxide
bleaching,(24 7-2~4)[8J H.S,Shaha & R.S.Gandhi, 'Instrumcntal colour measurements and computer aided
colour matching for Textiles.' Colour difference measurement.(85-108)
[9] Ms.Ioscphinc How, 'B,mgladesh's Exporl Apparel Industry in to the 21"
century-The next challenge' The Asia Foundation report, Odober,2000.
[10] B.P ,n, Bangladesh, slatistlCal report,J ,me,2003,
[11] Philip Kotler & Gary Amlstrong, 'Principles of Marketing' Eight eddition,
Pricing Product: Pricing considerations and Approachcs. [ 257-258]
[ 12] Formerly ofBTTG-Shirley & ICl(now Zeneca), Edited by John Shore,
'Cellulosics Dyeing' Society 0 r Dyers and Colourist,l 995,
[ 13] D<lvidJ.Spell~er, 'Knittmg Technology' All Introduction to Textile Technology.

APPENDlX-A
Tora result sheet

, , nnOnnnnnnnnOOOnO , , r",noonnnnnnnnnnn , , , ", , , o 0 0 0 0 0 0 o 0 0 0 0 0 0 0 0 , , g g g g g g g g g g g g g g g g , , , ~., , , ~ ~ 0 0 ~ ~ ~ ~ ~ ~ ~ ~ 000 0 , , , , , "rn~mmmmm~mmmmmmffim , if if if "' Dl m m m m "' '" 01 " m OJ III, , ~
cr",..,,,et,,"rt""(T(TfT""'ro-, (T(T(T~nnn(T(T"(Tnn"M~ , , ""Pi" '"Pi H KH""''' " " " " ><, ," " " " <j " o-j,,",,"Ic\l-jH'<
OJ OJ ~ ~ '" '",,," Ilqu ru 0> '" , ,,
~ Il> '" '" '" '" POP'''''''''''"''''''.', >' .•..•.•..•. t-'->-,. f-o_ •.••• '", >-,'~,t-'."'. t-' • .," f-'. , ,..,,~'... ,.,... ,.. " ~-t-'-t-'- •..•~-r--~u.•..•., , "o ~ ~ ~ ~ ~ ~ ~ 0 ~ 0 ~ ~ ~ ~ ~ , o 0 :0 ::l " o 0 0 :> ::l ::l 000"::1 , ,"n""rt~Mn"(Tn(T(T"n,' , ~~(T(T(T(T~n(T(T(Trt(Tn(T(T, , ,•..•r'r">-"~•..•~' , •.••..•r'r',...,...,... , , H~~~~~""Q~rn~~~~w~,..., m~~W~,...o~m~~~~W~"", , ,
, , ,, , ,, , , ," , , , 0000000000>-"00 •..•, , , if , , oooooooooooom~'~W , if , ,if , H , W OWH , " , • OWw , " , H
C, , "' •..• -.> , " ,..."''"co , "W OH , W0 " , [00","ww HW" , woo
0" ,, , ,, , ,, w , 0000000000""00 w , W , 000000000000,.., •..•, , , W , ,, W W , 0 ,~w•..•, W W W","W"" , W W, " 0 , 0"0 , W WHO , 0, , w 0 H , W OH ,, , w 0 , wO ,, , 0 HOO ," "' CO '"
,, , H 0 , , 00 ,, , , , ,, , , , ,, w , , 000000000"'000,""'," , " , , oooooocooooo'" w , , c, , W, if H , wOW , 0 , H 0"''''>-' , , , w, 0 0 , H "UlCO, 0 , " '" (" -..J , 0, , 0 , , WO H ,, , w "''''w , , H 0 ,, , OOw , , "'"''''''' ,, , , , H 0 ,, , , , ,, , , , ,, w , , , 00000000001-'0001-' , , , , , , ooooooooooo~o,..,~,w , , ,W , " , 00 .,.w I~, , , H OWW , W 00 , 00 , '"I-'~l, 0 , w H "',-"CO , ", 0 Ow , , 0 ,, w 0 , , 0 Uw, , W 'DUlC'l, 000, , wOO ,, ,, ,if , , , 000000000"'000 0 , , 0 , 000000000001-'0"" , W ,if , w , 0 OWH , W H W OWH W '"" , w , oew , " 00 "'''''...0 0, , 00 0 H , W OH, , 0 0 , w 0, , 0 H"" , W wwO, , H 00 , 00, ,, ,if , , , ooooooOO~OOOO"'WUl , w , 00000000000"'0 , w , , W ,W , w , 000 , , H 0 •• w .. ' , W 0
" , 0 , H , , W O"w , 0, , 0 OWO , , w w w, , 00 wwo , , H 0, , , 00 wwo, , , w 0,,if , , , oooooooot-'OOOO'" , , , w , , , oooooooooo~OOI-''''W , C' , W0 , w , w wOW , W , H , OWW , W , 00 , H , 00 , , 0 , H wwo , 0, , 00 0 , , , 0, , 0 wOO , , , W WOW, , w HW , , , 000,.- ,

• ri.~ri. ~'"" • r-- 0'.t-L!10 '"ririO""'0000 '"OONOOOOOO
00CD C~ '" '"rl 0riri rl['-Me<rl"''' ,..,,,...000000<"<000000
o~rl",-eO) N
oOOUlN rl0-<"1"~NrlOOOOOO"'OOOOOO
oN<
orl,
"N"
orlo
"ori
""o
OON","'''' No'" N '" ••••OOri01,"",,"",000000000"'000
o 0
'" '" '" '"o 0o 0 0000'""<;<N '"''''''00000000",0000
riON rl N
o 0
'" '" '" N00'""' '" '" ,..,, ,<0\00000000,""0000
,,,,,,,,,,,,,,,,,,,,,,,
,,,,,,00'0rl' 0, ' .,,,,,,ri,Qrl' 0, ' ro
o , 00
'" , 0, ' 0
0000riNOOriO"''-0NrlrlOOOOooo
omOON
rororoNNrieNO, ,rlOOOOOOo
mooriOOroriOrlrl 0",,"'-<0000000
"
,m ri, '" '" -< '", '" en''" r- "0,""'0
'" , --< ('l ~, '"'L~' ,N' 0000000'"00000,,
'CO'", COcr, V\ N,ro 0, M," N
'0" t-r<N!fl''""'''''' ,.-,L0' , 'MOOOOOOOrlOOOOO,,
rl"''''0 '"00 rl
o No rlrl'"'ON '"rl' 00000,,",0000000
o00 NOLO r-
oO rl0.'r-- " " ,..,
CDOOOOOrlOOOOOQO
00mo", Nrl 0
riO rit-- '" .~,",,"","'00000"'0000000
o rl rl
""" N '"rl 0o CON,",CD '".,..,'OOOONOOOOOOOO
~NM,"L!1",,,ro"'OrlNM~Ul'"rlrlrlrlrl,~rl~UUUUUUUUUUUUU.'UC C ~ C ~ ~ C C ~ C C C C ~ ~ ~_M_~.~'~ rl_M_M_M 'n'~-rl M_M"n_rl_Mm ~ ~ ~ ~ ~ ro ~ ~ ~ ~ ~ ~ ~ ~ ~~~~~~~~~~.. ~~~., ~~U"UUUUUUUUUUU,JUUm m ~ m m ~ m ~ ro ro ~ W m m ~ m~ C ~ C C ~ ~ ~ C ~ C C C ~ ~ C0000000000000000UUUUUVUUUUUUUU.)U
"~
c'o,
oN
"
o
~
ooo
rooo
1
mo"00'" No 000 ri0000N~~OOOOOOOO~OOOO
'" '1' c~"' " OJ ~OOLnN -<rlrl ro('1NrlOOOOOoO,",OOOOO
rlN",,"",,,,,,,OJmOrlN"',"",\D"'C'iC<rlr<-<C<
uuuWuUuUU~UUUUUU~::: 0:dec <::C <:: c <:: <::" 0:0:"M "' _., _M _M ,< 'rl -rl -rl rl -rl -rl -rl .•..• _M .•..•~ ~ ~ ~ ~ ~ m ~ ~ ~ m m ~ m m m~ ~ H H ~ ~ H H K H ~ ~ ~ ~ h ~u,'uuuuuuuuuu~uu~m m ~ ~ m m ~ ~ ~ ~ ~ ~ ~ ~ ~ ~gggggg:S13gg:s:sgggguuuuuuuuuuuuuuuu
00rl,
riri
"oro,
ro
~
""o
00
"o
00COo
ooo
,ro,
o00• 0
riO00OriO, 't'-ooooooo
riM000
orooON"N-<,",OOOOOOO
o 0",encro
00 00ONrlrl C, ,..,',-<'000'0'000
roooriri
o00000riOOri, ',.,0000000
,-<",,,,,,,",,,,,,,,,,",0ri
","",uuuL'U'-'''-'-'-'o:~<:<:o:"C<:"o:-rl ~ ~_ •..•_~ ,~- •..•'n-rl-~"''''''''''oJ'''''''''''''''HHH~,.Hl-<,"HHUUUU,",UU,"",UU~ ro ~ ~ m ~ m ~ ~ ~<::r.C<::<::<:<::o:>:<::0000000000UUUUUUUUUU

Constraintll, 0 0 0 0 0 0 0
Constralnt12, 0 0 0 0 0 0 "Constraint13: 13.?72 " ,296 0 0 0 0 0
Constraintl4, 0 , 7.03 15.9'12 0 0 0
Constraintl5, 0 0 0 0 "' " 15.972 0
Constralnt16 : , 0 0 0 0 , ,"- - - - - - - - - - - - - - - - - - - - - - - - - - - - - _. - - - - - - - - - - - - _ ..- - - - - - - - - - - - - - - - - - - - - - - - - _. - - - --
RHS----------------------------------------------- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --constraint " -124.81 ~ 0constraint " -228.'!6 ~ 0
Constraint " 103.92 0
Constraint " , <~ 672. "Constraint C, 0 ,~672.83Constraint " 0 ,~672,83Constraint ,, 0 ,~672.83Constraint C, 0 ,~67~.83CO:lstraint " , ,~673.83constralntlO: C « 6n.83
constraintl1 : , ,~ 672.83Constraint12, 0 ,~672.33constraint13 : 0 ,~672.83Co:tstraint14, , " 672.83Constraint15 : 0 ,~672.83Constraintl6 , "m ,~672.83
- - - - - - - - - - - - - - - - - - - - - - - - - - - _. - - - - - - - - - - - - - - - --
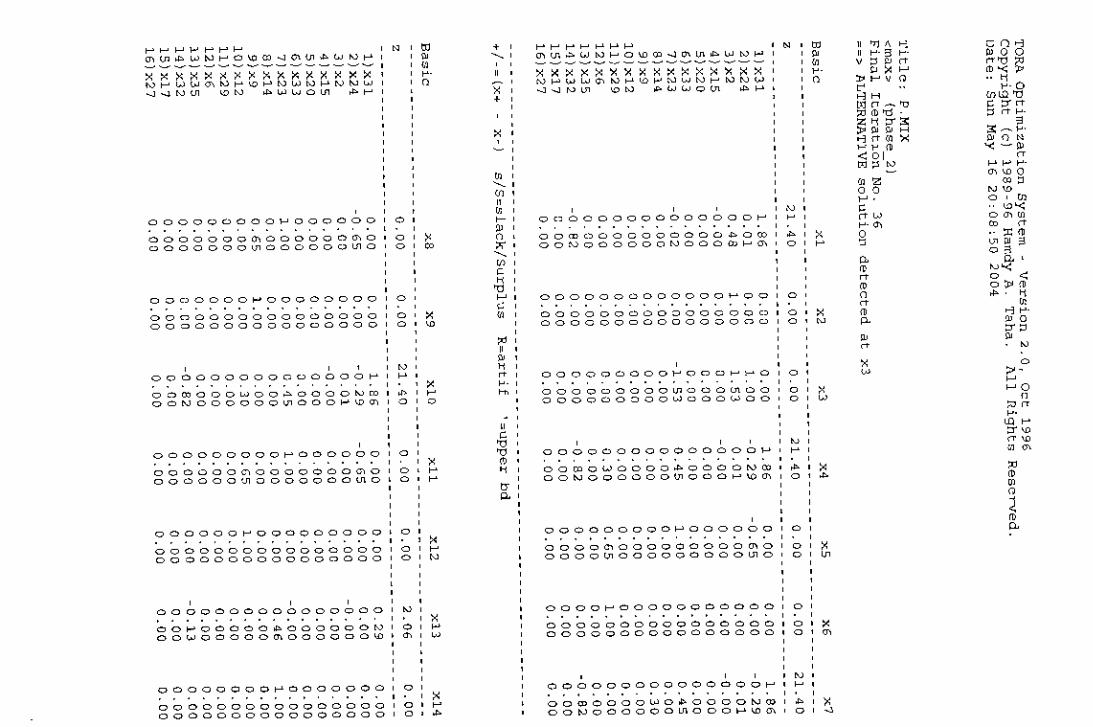
<"",weW 0,0N
oW'NNO
C00"weOwow" m
~,"lo
cClo-J>0 0000ON'" ,eO
000COo::l et •..•-,3: _l-"'" (} ~W _0
N~wt-'-WWO
o 0NO" , "ONOWNo 0
"',-"~ ;l:$o0'•
11"1" >-;" t-'- 3 t-'-v::l"'et
W, NE:t-"v"WHl~" _ '"owo~~~i'So-J""'X•..• l-'ID< 0't>l;>N
No" 0NCowewg
,w
o"oWCoN
"oo
o0' ,0'0
,N,
0',o , ,0' w,,,,w," ,., ,0'.,,,,,0',0' ,0' N,,,,,0',0' ,0'0,,
" ,ro,"e"
. ,o e
oooo~ooooooooooo00000000000000000000000000000000
000000000",o00"'00OOOOOOOOOWooowoo
,000000000~000000
oooomooooooooomo0000"'000000000"'0
, ,000000000000000 •..•
oomoWoooo~oOOO"'ooooNooOOOO"'ooo~wm
,ooooooooo •...ooo~ •..•o
000000000000000"0000000000000000
, ,o"ooooooooooooo~
0000000000000 •..•00
00000000000000"'000oo"'ooooooNooow~m
x X X X X X X X X X X X X X X XN~wWmN~8~NwN~NNw~"Nm 8N ","WWO<.n~~
~~~~~~~mm~WN~o~m~mm",WN~-----~~----------
"~,""
N~N
","!,~NC
~NNN
~o,o,."
,,•
•~
,eo
,eN
,ee
,e
"
,~
"
roo"eC
,OOOOOOOOO~OOOOOO'O ,000000"'0000000"'0' 0OOOOOO~Ooooooomo.o
000000~000000000.0 ,0000000000000000'00000000000000000'0
, , , NOOOOOOOOOOoOOOO~ ~OOOOOOOWOO~OOOONro.~OONOOOOOOmooo~~m'o
, "0000000000000000' N,OO~OOOOO",OOOOOON' 0OOwooooomOOOOOo~.m
0000000~00000000'0
0000000000000000 00000000000000000 0
ooooooooo~oooooo' 0,OoooooomOOOOOomo•oooooooomOOOOOO~O'O
x x x x x x x ~ ~ x x x ~ x x XN~WWmN~~~NWN~NNW~~N~ ~N ~WWO~ ~~
~~~~~~~ ,~mm~WN~O~m~m~~WN~~---~-----------
OOOOOOOO~OOOOOOO00000000000000000000000000000000
ooo
,e•
, ,ooooooooooooooo~ooooooooWO",OOOONOOooNoOOOOomooo~wm
NN
•o "

ro oN0" •,'
, 0, rl,,,,
000rl 00,'
00,,,,,000N 00" '00,,
o
N 0M 0,
,,,,,rl , 0M , 0
< ''0,,,,,0' 00". , 0,'
"0,,,,,000N 00, ,
o
o
ooo
ooo
oo
o?
oM<
•M<
o
"~,
,,rl
~o~"Corlo,o~,
",o
",""
"o
00000000000000000000000000000000
00000000000000000000000000000000
rlOoOOOOOOOOOO"OO, ,
"'rlrlOOOlflOOOOOO~OOOOOOOO~ooooOOOOO
0"'00000000000000
OOOOOO~OOOOOOOOO
~~rlooomOOoOOONOOrlrlOOOONOOOOOOlf)O~rlOOOOOOOOOOOOOOO, ,
00000000000000000000000000000000OOOOOOOOOOOOOOOrl
NrlrlOOOrlOOO""OO~OOUlOOOOOOOOO"OO~OO
rlOOOOOOOOOOOOOOO ,
ONOO0,"0000,"00... 00<.00 000000 0000 00lf)0000 000<.0
, , 0000 00000';
rlrl
ooo
o~
ooo
o,Mrl
NN<
rl
~
rlo,
o~
o,rl
",o~"crlrl,,o~o
"'rl"'"'rl,"
~
"'ofr"
OrlO~OONNOOOOOOrlO''"""' N ,,
~~OrloomOOOOOO~MOO~ ~000rlOOOOOO~O
00000000000000000000000000000000
OOOOOOOOOOOOOOrlO
~o~ooo~Oooooo~~oroooooOOOOOOOOM~O
000"000000000000"" ,
00000000000000000000000000000000
OOOrlOOOOOOOOOOOO
~rlrlO~ONOOOOOONOOroooo~oooooooorooorlOOOOOOOOOOOOOOO, ,
oooo~ooooooooooo
oooo~onoooooooooOOOO~O~OOOOOOOOO
OrlOOrlOrlOOOOOOOOO,
00000000000000000000000000000000
ooo
rloo
ooo
o•rlN
rlo
•o
ooo
ooo
,rl<
orl<
orl,
oN,
"rl<
rlrl<
o,""rlo,"~'G,rl
",00~,
"'"'"'"•,"
"""'"~
"
,"
,, ,•<~•
c,,""2 rl
rl'>'"'OM"''' Nm U>N""""MNNrlNMNrlmrlN~MMrlN~ ~ ~ ~ ~ K X X X X X X X X X XrlNM"Ul0,...romOrlNM"Ul~
rlrleO"'rl"","
•,,,~"
orl
"•o ,
rlo;-IDO",,,,,"NO, lflN[,[,",NNrlN",Nrl~rlN"''''",~NX X X X X X X X X X K K X K X X----------------~N"''"lf)O['Oo,O~N<'l'"lf)'''
rlrlrl"rlrlrl
•<,,~•
c'0o
£ ,

~)x3~ 0.00 0 00 , 00 0 00 0 00 -c " 0 .0021x24 0.00 0 .82 ,.00 0 00 0 00 0 00 , 00
31x2 0.00 0 00 , 00 0 00 0 " 0 00 0 .00
41x15 0.00 0 00 0 .00 0 00 a .00 0,00 o. 0051x20 0.00 0 00 0 .00 0 00 0.00 0.00 0 00
61x33 0.00 0 .00 0 00 0.00 1.00 2.27 0 co71x23 0.00 -, " 0,aD 0.00 0.00 0.00 0 00
8)x14 0.00 -0 00 0.00 O.DD 0.00 0.00 , 00
g) x9 0.00 0 .00 0.00 0.00 0.00 0.00 0,0010)x12 0.00 , 00 0.00 O.DD 0.00 0.00 0.00J.l)x29 1.00 ," 0.00 0 co 0.00 0.00 0.0012)x6 0.00 0 " 0.00 0 " 0.00 0.00 0.0013)x35 0 00 0 00 0.00 0 ,C0 0.00 0.00 1.0014)x32 0 00 0 00 0.00 , 00 0.00 1.33 0.0015)x17 O. 00 0,00 0.00 0,00 0.00 0.00 0.0016)x27 0 co 0.00 0.00 0.00 0.00 0.00 0,00
- - - - - - - - - - - - - - - - - - - - - - - - - - - - -" - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --+!_~(x+ - "-, s!S~slack!Surp1u8 R~artH •=upper ,,'
Basic R.x37 Rx38 Rx39 sx40 sx41 sx42
------------------------------------------------------------------------------, 0.01 2.39 -1. 79 -1.2q 43.22 43.22 43.21--------------------------------"--------------------------_.-----------------
l)x31 -3 .03 0.01 -, . 00 -0 00 0.04 0.04 0.042)x24 0.00 -0.05 0 00 0 ,05 0.02 -0.03 -0.033)x2 0.00 0.00 -0 00 -0. 00 0.08 0.00 0.004)x15 0.00 0.30 -0 ;0 -0 ;0 0.00 0.00 0.005)x20 0.00 0.00 0,00 o. 00 0.00 0.00 0.006)x33 0.00 O.DQ 0.00 0 00 0.00 D.OO 0.007)x~3 0.00 0.D7 -0.07 -0 00 -0.03 O.Oq 0.048)x14 0.00 -D ,q6 0.46 0,q6 -0.00 -0.00 -0.009)x9 0.00 D.OO 0.00 0.00 0.00 0.00 0.05
10lxl2 0.00 O.QO 0.00 D,OO 0.00 Q.OO 0.001l)x29 0.00 0.00 0.00 o '0G 0.00 0.00 0.0012)xE 0.00 Q.OO 0.00 D,OO 0.00 Q.05 0.0013)x35 2.27 0.00 0.00 0.00 0.00 0.00 0.0014)x32 ," -0.00 0.00 0.00 -0.02 _0.02 -0.02151x17 0 00 0.00 0,00 D.OO -0.00 -0,OC V.OO16)x27 0 00 0.00 0.00 o ,00 0.00 0,a0 0,00
- - - -" - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --+!-=(x+ - x-' s!S~slack!SurplLs R~artH •=upper "
Basic sxQ3 sx44 sxQS sxQ6 sx47 sxQ8 sxQg
------------------------------------------------------------------------------0 13.22 6.48 19,64 43.22 43.22 27.50 35.36- - - - - - - - - - - - - - - - - - - - - - - - - - - - - -" _. - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --1)x31 0 .04 0.01 0 .n 0.04 0.04 0.03 0.042)x24 -, " 0.00 0 " 0.02 0.02 -0.07- 0.023)x2 , 00 -0.00 0 .00 0.00 0.00 0.00 0.00q)x15 0.00 0.00 0 CO 0.00 0.00 0.00 0.005)x20 0.00 0.00 , CO 0.08 0.00 0.00 0.006)x33 0.00 0.00 , CO 0.00 0.00 0.00 0.007)x23 0.04 -0.00 -0 " -0 ,03 0.04 0,03 -0,038)x14 -0.00 0.08 0.00 -0.00 -0.00 -0.00 -0.009)x9 0.00 0.00 0.00 0.00 0.00 0.00 0.00
10)x12 0.05 0.00 0.00 0.00 {),OO 0.00 O.OQ

11)"'29 0.00 0.00 G .00 0.00 O.GO 0.00 0 00
12)",6 0.00 o ,OD O. GO 0.00 0.00 0.00 o. 00
13) ",35 0.00 0.00 0.00 c .c0 0.00 0.00 0.00
l4)",32 -0 n -0.00 _0.01 -0.02 -0.02 -D.Ol -0.02
~5)x17 _0.00 0.00 G,08 0.00 0.00 0.00 0.00
16)"'27 0.00 0.00 O,OC 0.00 0.00 0.05 G.OO
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --
sx52 Solut;ion
25.38281326.94
sx51
25.38
6x50
19.03- - - - - - - - - - - - - - - - - -" - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --Banic
37.4612,l4SO.071.23
50.7095,7132.1348.8133.1533.,550,7033 .1595.7125.645D.7733.15
_0,160.01
-0.00n,oo0,000.00
-0.02-0.000.00O,Oc0.000.00O. 140, 070.000.00
_0.16G, 0 1
-O.GO0.000.000.14
-0 ,D20.000.000.00O.DO0,000.000.070.000.00
0.020.01
-0.000.000,000.00
-O.OJO,OG0.000.000.000.00D,OO0.050.000.00
1)x312) x243) x2~)x155) x2D6)x337)xB8)xl49)x9
10)x1211) x2912)x613)x3514)x3215)'x~716) x2'j
--------------------------------"---------------------
+I-~(x+ _ x-) (;/s~slack/Surp1us R~art.i.£ '~upper bd------------------------------------------------------

TORA Optimization System - Version 2.0, Oct 1995Copynght (0) 1989-96 f1amctyA. Taha. All RightsDate: Tue May 18 10:57:18 2004
Reserved.
*** OPTIMUM SOLUTION SUMMARY * ••
Title: P.MIXFinal iteration No: 36Objective value {max) ~281326.8125==> ALTERNATIVE solution detected at x3
Variable Value Obj CoeH Obj Val Contrib
d 0.0000 550 ,0000 0.0000x, 50.0721 550.0000 27539.6699x, 0.0000 550.0000 0.0000
"' 0.0000 550.0000 0.0000
"' 0.0000 550.0000 0.0000xo 33.1509 550.0000 18232.9785x, 0.0000 55G.0000 0.0000
"' 0.0000 550.0000 0.0000x, 33.1509 550.0COO 18232.9746dO 0.0000 550.0000 0.0000
"" 0,0000 550.0000 0.0000
"" 33.1509 550.0000 18232.9785xU O.COOO 85.0000 0.0000d' 48.8072 85.0000 4148.6157
"" 1.234 7 85.0000 104.9529x" 0,0000 250.0000 0.0000xU 50 _7705 250.0GGO 12692.6211dO O.OGOO 250.0000 0.0000dO 0.0000 550.0000 0.0000x," 50.6955 550.0000 27882.50()0x'" 0,0000 550.GGOO 0.0000xU O.GOOO 550.0000 0.0000
'" 32.1279 550.0000 17670.3418
'" 12.1117 550.0000 6677.9521x," 0.0000 350.0000 0.0000
'" 0.0000 350.0000 0.0000
'" 33.1509 350.0000 11602.8037x," 0.0000 450.0000 0.0000m 50,6955 450.0000 22812.9551x'" 0.0000 450.0000 0.0000x," 37.4567 300.0000 11237.0225xn 25.6392 300,0000 7691.7568
'" 95,7084 400.0000 38283.3594x34 0.0000 400.0000 0.0000x35 95.7084 400.0000 38283.3555x," 0.0000 400.0000 0.0000
-------------------- -------------------------------------------Constraint '" Slack (-)jSurpl us (.•.)- --- - - - - - - - - ------- --- - ----- ---- - - ------- - - ----- ----- --- ---- ---, (= ) 0.0000 0.0000, (~) 0.0000 0.0000, (~) 0.0000 0.0000, (<) 672.8300 0.0000-, ( < ) 672.8300 0.0000-

" , ,, , " ~oorooowo~wOOroOOroffiO~O~OOOMOW , 0, , 0 ~OOOOOWOOffiOO~OOMO~roOOrooo~oo~OOOOoooro ,"ry , U OOoffioo~ooffioO~Oo~o~moomoorlooOOOOooooo , , "" , OOomoomOOMOOOOO~OWMOOMOOWOO~OOOOOOOO ,, ", , " "",00<")00",00 ry,,, , ~oONOOmOffirlOOMOO"'OO~OOOOOOoo " , ~, 0 rlOOrloo.-<Oo", "0 N ~ ~ , , ,• , , N N 0 , , ," , " , 0, , ," , " ",, 0
0, ,,, NO >,00.,.0", 0 t- '" >,0 ""'"rlroffi>,.,.>,.,.rl'">,M ,~ ," ~.,.ooo>,,,,o>,mo~t-rlrl,,,o.,.ro~oroOO~ODt-DOOt-DODOO , , W, " ot-omoDt-ODmO-~~.,.mNo.,.m'rlOmoorlo-rlO-rlOot--rlo'rlO ,, "" , o",omO-rlmO-rlMOComNt-O"'MCOMOO"'OC~COOMCOCO , ", 0 '"0'0'''-'0<::",00: , ., , , ., ., , ,, 0 U _rl '-rlrlo~t-~t-momrl~OrlOOMO~t-~OO"'~o~o , , ,
• 0 rlt-OrlO~rlO~t-~~rororo~t-ot-C~t-~~"'~~"'C~OrlCOCO C , 0• , t-o",r-U'1~""\f1<:j"'lIl, NNMUl-rlU'1U'1U'1U'1MM'rl""rl"'MM-rl"'-rl'", , "" 0 , U'1rlenlf1lfl'n\f)l!l'''' N ", , , , , , , 00 , " , N 0 ", , , , 0000000 ~ 0 000000000000 00 , , N ~00000000000 " " , ,00000000000 0 , , ;l0000
~,
0000000 ~ ~ , m0000 < , >,>,0.>,"'M>,r->,>,0>,>,00 »>,t->.r-"'L~OOG"'''''" 0 , ", " "'O"'~~G~~m~~m~~M~o.JUOuuoou~mumUrlGGU~U , , "" " " UOUuuG~um-ri-rlm-rlOrl'rlm,~_~o_~_~oo~_~m'rlm'rlGmm_~m_~ m,e " <:: " 'rlO-~-rl-rlm-rl-rlmc<::m<::~~<::o<::Coc<::oo<::<::m<::m<::~mm<::m<::, , ,H "' 0 co<::<::~m<::<::m-"-rl'-rl "rl '_~_rl-n-rl rl-~ _rl._~ '-rl-rl , ,~" OZ U ~~~__rl'r!.~~m~MM~m~~o~~oo~~m~m~~mm~m~ " , •H , ~o~~~m~~mC<::~<::oooo<::N<:: <:: ,~ <::<::~10C:::'"<::"'<::"'''''''c'''<::e 0 , c~<::<::<::w<::<::.'~.~~.•• -riN-rlrllfl'rl'~lfl~ -rl-ri'"rl"'-_~"N"'_rl""r!H " , , -rllD-rl'rl'~if>'co< _~ lfl, , , , , , , , , , , ,00 u~
, , , , , , ,, ,," "~ ""' ,~H mH0000000 mZ ,"00000000000 , ,, ,0000 0"''''"'M~l"'''' , ,
" "'"''''''''''00000000000000 • 00" " 000000000000000000000000000 U" , "00000000 e " 000000000000000000000000000000000000 ,~, "NNMNMMM , " , 000000000000000000000000000000000000 ,NMM"'~~~~~~~ , Z , 000000000000000000000000000000000000 HZ , "~~~~~~~"'~"'~" u 000000000 mm , ,"'"'"'CD "" OOO1010lflOOOOOoooooooooooooooo '" , "He " oooOOOOOO1010~roooro101010101010~10lfl~10101010if>Oooooo ,e , u'0 , 10l010101010lfll0~lfl10~ MMM10lfl~~1010"''''''''''.~''''''~•• ~ ";l , HH< H lDlfl10~101010I010 , ,
0 " , , uco " , ,~ 0 , 0
" U H"" ""He ~e8~ "~" 'gg@ , "" , ,'" , , '" , ~'" ' H "u , 0------- ou ," , " , "____ vvvV
" " u 00 , , "" , "" u uv _______ , 'U " , H---- nU , H OrlMM"'~~~OOGOrlN",.10",~mmOrl""'.~", Ou , ,O~N"''''10", " " , , rl"'M"'10",~rom~rlrlrlrlrlrlrlrlrl~"'N"'MMNNMM"'''''''''''''''''''~ " , 0",~ro"'rl~rlrlrlrlrl 0 " , " ;<"""""""";<"""""""""";<"" X''" X''"" X''"""" " " , U

_________ vvvvvvv"" IIvvvvvv _
rlN"'<l'U)"'['-ro"'~jNM<l'U)'"ri •...•,....•...••••
-------
"''''OOrloo['-oooot'-"' •...•"'rl'" 10 <'l",OOMt'-rlu)o.-< ['-o.-<ou) "'t'-[,-OO'"NN00•...••..•000""0['-000000000,",,,,,,,,000("),,,
o~o00
o ""o~
oo
o
~
.,00CO~o
o
00 ••oDaN000
""
•
NO~oO~00
00., ,
o~N'o0000,"," 0o'00000000
oo0000'0o
N
"
00 0NO"0
.,
00
~
oN
~
o •CO'" "., NOJ rl ,~0"
00~o0000
oo
"
••~
o~oo
oD•00
o
o.o00ON
"o
"''' 00. ".
o
"oN0000'0o
o
~~
o
DODON'"000o 0
oN
"
No00o~,
o
~
00~N0"
.,
o~,
o00oooo
ooo"'++0cO 0".,"''"'"OJ r". rl '""0o 0
00~~0000
0. No 0riO'"'"O"'MIf)
""o ~0000O~000
,ao00
oN00ON,"o
~
00~N0"
• •
0000ON00
NN00>000
00~,
'"'" 00 " 00+e<,+, +A+",•ooo
"
q< + +N000O~O'Doo
~o
"
o•o00
00
"o•0000,"o
0000
""
••
ON0000OM
MO'a0000
o •o",t'-"',..,t-
Nrlr-Nrl'0 '1J • 'D '1J~,
"''' Nit"'''~+",A+, ~+,
oo,
o ••o" L~ '"o~o
""o
o
•
00 <'Irl00+, + + ,+~o
"
o00
"
o~o00
o.ooo
o
",oO.00,"o
00~rl"0,o•
o~,
o
o~o00
o
CO •o00ONo
o.~o.00,"o
oo
"•
>oo•o
~
oN
"
00oON00
"o'0o00oo.,
o
~~,
o
000o~'0000o 0
oorl
o
00~
"ooCO~
.,
aooco
o~,
oN
'" + + ffio 0Ul"'NUla:Jrl,-<'"0"o 0
00'~.000'0
oo
"
o OMN ~N
" ""O' 0'0 0"''''NO"'''''"'0,""o 0'0000Orl.000. '.
~o0000O~
"o
0". "
o
00<
o
00"01100t1+' +A+,~+,."
o
oo
"
o
">ooo
• >oao
N000O"Do 0
•• 0
~N
•
,.,OrlO00'0000
ooo
,
o 000 0'" ('"'' '","'0",0
"OM 0,,'., •...00O~
00
•
o
o00LOri'"0""
o. '.
~oNOO~DO000oao00
+ II +
"o 0N ON" "0
o
o,
o
oo
"
o
o
">ooo
••oCO~
"." o00
""
00" ,."Oa~0",o 0
++0"''
•
~N
•
rl 0"-< 000'0000
o00O~O00"0
00 000 0"'NNO",'0'"'0
"Do ~'00'.000
00
,
o
•
oo
"
~
•N"
o. '.
roNO~~0"00ooo00
o
o
0000" 0o 00,.
•
oo00o~
o,
,
00
"
oo
"o00oo
o
00"ON
"
0'" 00" " ,+ + A +
~,
•
cOoo•••~o
ro 0LnL~'~OLOrl",O"''"[)'Oo'-<ot-rl
0000000
o, "+ ~ +
•
oo
"
••~
~
0'00oo
MDOON0"
ro
",~."00oooo
~~oe
",~Z
6~D~"
8,Derl
1e
~
ro
""DeC~""8~eDCDo
8
""o!ro
"i",D~,ero
00,...",,,,OO~O~OO
0) '" '" " ""',",,,,0,,,",0rl c"-" '" " C<l"''''OlD",,,,",r-1Il"''''U1""",C'lrlC'l'"
"'" L~'J) r- 00" 0 '" 0 r- r-,00r-",,,,,~o, ,
0000'0'000000000000000000OOOOOOOOOMMMMMMMOOOMMMM",,,,OOroOOroroooooo OO"''''al"''''''' NNNNNNNOOON"'''''''''''''[,-t'-t'-t'-<--<--['-r-..r-r-t--"C--'D"''''''''''''''''
'" CO'" \[".0 '"
o"'''''''''' •...••...•..-<t--t'-U)O<l'rlr-'D"'''''''rlrl"''''''''rlrlrlrl[,-<I''''eo"''''''''''''''''''''''' o"' •...•,...."''''''''''''''''<l'
, , ••• <l' .,. '" .-<
rl 0 ,."" '" '" '"",0000,""'''''''''''0'''00'1'''''''''''''O"''''NO'IOOO'lt'-<--OO",,,,,,, 0"''''....•0000"'''"0'\''"''''''''''''''' ....•....•''''''",OOONO,""'''' ",ooN",t-",,,,",,,,"""''''''''''''''''0,",''',,"000o o "'''''''''''''t'-"''''O'I 0 "''''•...• t'- 0 0 '" U)'" rl rl c-h."',rlrlrlrlr-N

,,~ 0.0009 < -0.1161 '" , _0,0004 "" • 0.6363 '"• 0.0006 '" • 0.6539 '" - dCO.> 0
'" 1-1.5074 • 1.5182 dn • 0.0084 '" • 0.0103 "• -0.0010 dIS , -0 .0129 "n • 0 .0015 dn, 0.4650 dOO • -e .6682 "" - '" » e
x;o 0.0004 • 0.8181 "n • 0,0003 ", • -1.2511 "n• -0 ,0005 '" • 1.529? m - d;O» 0
'" 0.0003 • -].0293 d31 • 2.2720 dD • 1.3333 dn- d34 .> 0
xH 0.0086 • -3.0293 d31 , 2.2120 dD • 1.3333 d32
• 0.0000 dn - dH » 0
sx40 " 2172 , 0.0450 dn • 0.0204 '" • 0.0757 "• -0.0312 dn e -0 0002 '" • -0.0198 dO'• -0.0000 dn » 0
ax'll ".2161 • 0,0450 dn • -0.0289 dn • 0.0003 ", 0 ,0442 dn • _0.0002 '" • 0.0493 "• -0 0198 dn • -0.0000 dn » C
sx12 13.2141 • 0.0450 dO'• -0.0289 d24 • 0.0003 "• 0.0002 C" • 0.0442 dn • -0.0004 dn• 0.0493 " • _0.0198 dO'.> 0
sx'!] " 2161 , 0.0450 dO'• -0.0289 dn • 0.0003 "• 0.0442 dn , -0.0002 cil'! • 0.0493 de<• -0.0198 d32 , -0. 0000 dn » 0
ax44 ,.4767 • 0,0067 dO'• 0.0031 dn • _0,0003 "• -0.0047 'n • 0 0754 '" , -0.0030 en.> 0sx45 19.6417 • 0,0204 en , 0.0093 dn • 0.0001 "• -0,0142 en • _0.0090 dO' • 0.0753 en.> esx46 43.2158 • 0.0450 dn • 0.0204 en • 0.0003 "• 0.0002 dCO• o. 0753 deo • -0.0312 dn
• _0.0004 dn • -0. 0198 "" » 0
s;-::47 ".2158 • 0.0450 dn • 0.0204 dn • 0.0003 "• 0.0002 dIS , ,0442 dn • -0.0004 '"• -0.0198 d32 .> 08;-::48 n .5025 • 0.0286 "" • -0.0184 '" • 0.0002 ".e 0.0002 dIS , 0.0281 dn , -0.0003 dn
• -0.0126 d.32 , O.0493 ", ,> 0
8x49 35.3603 • 0,0368 dn • 0.0167 dn • 0.0003 "• 0.0002 d15 • _0.0255 dn • -0.0003 dn• 0.0753 '" • -0.0162 dn » 0
8;-::50 H .0347 • 0.0198 dn , 0.0090 dn • -0.0008 d'• -0 ,0138 dn • 0.0001 dn • 0 .0539 "".> 0
8;-::51 25.3796 • -0.1633 dn • 0.0120 dC' • -0.0011 "• 0 .1422 dn .e -0 .0184 en • 0.0001 dH• 0 .0719 dn ,> 0
8x52 25.3809 • -0 .1633 dn • 0.0120 dn • -0.0011 dC• 0.0002 dIS • -0.0183 dn • _0.0002 dn, 0.1422 en • 0.0719 "" • 0.0000 dn.> ,
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - --Right-hand Side Ranging -- Simultaneous Changes D:
Basic Var ValuejFeasibilty Cond~tion
xn 37.4567 • 0.0058 m • -0.0019 "' • -0.0013 n;
• 0.0450 "' • 0,0450 CO • 0.0450 "• 0.0450 m • 0.0067 D' • 0.0204 W
• 0.0450 me • 0.0450 DU • 0.0286 OU• 0.0368 OU • 0.0198 Dn • -0.1633 OCO• -0.l.533 DCO .> 0
----------------------------------------------------------------------------

"&c"
,w~,ow
xxx xxx'"CO"'''' •.•'£>W en c,,,,,
,oo
" ,000000
,oo
c co
cu+"'+++++00 0
00,..,," w Ul WU1ln. OW
'" >-' -..J '" 0o t,,,,,, '"-..J --J CD '"",W", ,,,, •• CO
0000 00000 .., ,ooo, ~
00
00000rq." '" '" '""'mo(DO0....,-<-<.0'"
+++++ •..•00
0000+000
000000000-->f.."OOOUl,...COW,"""
o+++++0
o~oo
o
0000o~,o,
••
00
000000WO
W'DUlV"'lOG'"
00000>-'Ww",,'"'" ~1 •.•'" •.•Wlnf0WW
+++++
•
++++'" o
000000000000.....•. "''''
wo •
"
,
00WOO0000o.. ,
00
"''''''''''WOO'"''D '" 'D co
'" ,"''''' ~"00000 +00000" •..•..•...•...•.•"'''''''C)""0000"'00
~~oo,
owoo
a
oooo.
~00<rt~.g~
I~
tJ ' 0 tJ tJ t:"=' '0'"'0 •..••..••.•" •••00
00000'0.•• Ov++CD 0"o 0
,
++0>-'00O."
" 0o~o
00oo
oo
000'0
" aoo~o
'0000, ,
0000OW00<.0'"f-'f-'w<.o000",-<-DDwoo0000 0ow 0
oo
"
000000
00 ,00
000'"'oOJwm<.00""«'00
oi:::Ji:::JDDD',..,,..,,..,,,••0omWoaovv++w "
,000'0 o•• 0o
w
,00000000 0
00 0OW W
00
oo
00o
••8
,0000
DO0000OOr'W00OW
00'
00DO00
,, 0 0 .•.00
0000000000OOWW00
a
ootJtJoO~,...,......,,,,0000
00, 0o00
oa
0000OWo ,
0000DOWo 0
ow
oo
oo
o
0'8
,
0'00000o
o ,
••• W ~ •••.•• 0'/++
"'II.0
o0000OWW
000000
2
• DO
" "00
000000
00
000
000~OW000C" '" w
,00
00'DOD•• 0~
0000
00ow00
DO00
••
, ,0000
0000"''''•... "'''''''00.•.•...00'
0000000 0ow w
ooow
00000"""""'''''''W"'-...l'"OW
ooootJ•..• ,... •..• ....,,,,.000
oo00o
,
00000o
00000
•• 0ooo
o, , 0000
00~OW"0OW
ow
0000OW
00000000
, ,0000
0000DO
oo
0000OW
o
00000000
~+'" ++++ <t\V++o "o
'0000 ,
COO'='>-'""..J •• ODo
.,
o
oDODO00o
00o 0
o000000o
o 0o
o 0"'''0'''O~• 0 •
" V"V V"" 0"
oaao
oo
,
•
DOo 0.o
00ODD
00DOD•• 0
ao00
o, , 0DO
000000
,0000
0000'0'""""'0'"DO00
DO00000 •..•en,...W",w,",oeo
00
0000Do
00
.,
o
,a
o 0~ .00
• 0"0aDO
0'000rto
• a"0o
oo
o
,
oaao
o~;

APPEl'iDJX-B
Typical color difference 'dE' from
'DATACOLOUR INT.' software.

BEXIMCO KNmING LTD,
Batch, B~tchChecksum:BULK DIRECTlON1
986.65
400-450 om 17.64 17.43 1678 15 81 14.71 13.24460.510 om 11.36 "'" 7,75 "" 5,65 4.90520-570 nm 4.43 '" 4,35 '" '" 5.40580-530 nm 9.98 16,56 2648 3B,86 5578 69,B4640.590 nm 79.68 84.43 5677 87 51 85,92 86.10700 nm 88.34
Too saturatedToo yellow
DATE: 15-M~y-04
Standard'BKL KK403 RASPBERRY400-450 nm 17,92 17.70460-510 nm 1133 9.45520_570 nm 442 4.325-80--630 nm 9,92 16.52640,(;90 nm 7713 80.67
700nm 54,71
STD Checksum,
15.95 16007.67 6524.36 44926.73 39,8583.26 8363
1027,OB
14.84 13,2G5.61 4824.92 6,4354.33 67,G983.68 8326
System info %R LAVSCI UV Inc
Mea5urem~nts SPeCilica!!QD
Fab,!c Tn!cknos"". Fo!~s Me••",.m~ntsPlquo , , "TC Sheeting " , ,Oxford Fabri, , , ,eve Shooting " , ,SLng'" Jersey , , ,Polar Fl€ooo , , ,TwdlISo"'Oll , , ,
DescriptionDL:DC:DH:
'.' '". :..
D1trerena:.III/Obo DL*jISL DC'leSC DH*jSH '" CO' DECMC CMCP/F Met.Index
D55 10 Deg 0.12 0.24 0,29 0,60 0.57 0,39 e,"TB3/10-T6 0.Q7 0.17 0,28 0,33 0.53 0,33 '"" 0.30
A 10 Deg 0.17 0.36 0,27 0.79 0.74 0,," '"" 0.21
+dH* +dL*
l- -., '" - .,-",
-dC*
-dL*
, I

BKL KK403 RASPBERRYStandard Name
Batch Name
5439/1909Date: 16-Feb-04
6 of 6
2 of 2
-dC'-
-dH~
+dC' '
.,"
IIllObs
D6510DegT83110-T6A 10 Deg
DC' 0" W DC OW DE' f:Mf: nF ,"------------.--
0.14 0,75 0.15 076 0.10 0.78 0.29 Too red
-023 -0.05 _0.11 -0,08 _0.10 0.26 013 Too green
0.29 1.18 031 1,22 _008 1,26 0.47 Too red

Targel Corporation Lab Dip QC Results,Standard Name& Numbe"BKL KK403 RASPBERRY
IIluminanllObserv.f, 06510 Oeg
Lab Dip 10: 5439/1909Ins~umentoo"Mlon,. %RLAVSCIUV Inc
Metamerism
0,94
IlluminantlObserver: T83110-T6
DH'ISH.
DL"IISL:
DC"/sSC:
DE(cmc):
0.06
0.07
0,28
0.29
Too red
Too light
Too bright
Pass
DW/SH: -0.06 Too blue
DL"IISL: -0,11 Too dark
DC"/sSC, -0,03 Too dull
DE(cmc]: 0.13 PassTarget Visual Examination: Target Final Pass/l
~ Hyo
Too Light Too Red
Chroma
Too Dark
Too Bright
Too Dull
Too Gre.n
Too Yellow
Too Blue
Commant.




















