
Synthesis and characterisation of a nematic homo-polyurethane

Mechanical and thermal characterization of a structural polyurethaneadhesive modified with thermally expandable particles
M.D. Banea a,b,n, L.F.M. da Silva b, R.J.C Carbas b, R.D.S.G. Campilho c
a IDMEC, Faculdade de Engenharia, Universidade do Porto, Rua Dr. Roberto Frias, 4200-465 Porto, Portugalb Departamento de Engenharia Mecânica, Faculdade de Engenharia, Universidade do Porto, Rua Dr. Roberto Frias, 4200-465 Porto, Portugalc Departamento de Engenharia Mecânica, Instituto Superior de Engenharia do Porto, Instituto Politécnico do Porto, Rua Dr. António Bernardino de Almeida,431, 4200-072 Porto, Portugal
a r t i c l e i n f o
Article history:Accepted 3 June 2014Available online 18 June 2014
Keywords:Thermally expandable particles (TEPs)Adhesive jointsFracture toughness
a b s t r a c t
Thermally expandable particles (TEPs) are used in a wide variety of applications by industry mainly forweight reduction and appearance improvement for thermoplastics, inks, and coatings. In adhesivebonding, TEPs have been used for recycling purposes. However, TEPs might be used to modify structuraladhesives for other new purposes, such as: to increase the joint strength by creating an adhesivefunctionally modified along the overlap of the joint by gradual heating and/or to heal the adhesive incase of damage. In this study, the behaviour of a structural polyurethane adhesive modified with TEPswas investigated as a preliminary study for further investigations on the potential of TEPs in adhesivejoints. Tensile bulk tests were performed to get the tensile properties of the unmodified and TEPs-modified adhesive, while Double Cantilever Beam (DCB) test was performed in order to evaluate theresistance to mode I crack propagation of unmodified and TEPs-modified adhesive. In addition, in orderto investigate the behaviour of the particles while encapsulated in adhesives, a thermal analysis wasdone. Scanning electron microscopy (SEM) was used to examine the fracture surface morphology of thespecimens. The fracture toughness of the TEPs-modified adhesive was found to increase by addition ofTEPs, while the adhesive tensile strength at yield decreased. The temperature where the particles showthe maximum expansion varied with TEPs concentration, decreasing with increasing the TEPs content.
& 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Adhesive bonding is a viable technique for joining a wide rangeof materials [1]. However, increasing the lifetime, reducing thecosts and improving the safety of structures are highly demanded,nowadays. Hence, the development of new technologies andprocesses for easy recycle, heal or self-heal of bonded structuresare becoming of great interest for the industry [2]. If bonds can bebroken without damage of the components, recycling is easier.Also, for an environmental friendly disassembly of bonded struc-tures, it is necessary to separate the joint between the bondedcomponents so that the different materials can be reused on aqualitatively high level. One example is the case of the adhesivesmodified with thermally expandable particles (TEPs), which can bedismounted by heating the joint. However, TEPs might be used tomodify structural adhesives for other new purposes, such as: toincrease the joint strength by creating an adhesive functionally
modified along the overlap of the joint by gradual heating and/orto heal the adhesive in case of damage.
Thermally expandable particles, microcapsules or microsphere,were developed by Dow Chemical Co in the early 1970s [3] and areparticles made up of a thermoplastic shell filled with liquidhydrocarbon. On heating them, two transformations occur (seeFig. 1). One is the softening of shell material and the other is thegasification of the hydrocarbon liquid inside it. As a consequence,the shell expands as the gas inside it pushes the softened shellfrom inside out causing it to grow in size. When fully expanded,the growth in volume of the particle can be from 50 to 100 times.When heat is removed, the shell stiffens and the particle remainsin its expanded form. Expansion temperatures range from 70 1C to285 1C depending on particle and grade [4]. They are commercia-lized worldwide by the companies Expancel Nobel Industries(Sweden), under the trademark of Expancel [5], and MatsumotoYushi Seiyaku (Japan), under the trademark of Micropearl [4].Owing to this unique behaviour, TEPs are used by the industry in awide variety of applications [6–9]. This innovative idea has beenextended to structural adhesives for recycling purposes byNishiyama et al. [10]. The simple heating of the joint over 100 1Cleads to an easy separation of the bonded materials. The adhesive
Contents lists available at ScienceDirect
journal homepage: www.elsevier.com/locate/ijadhadh
International Journal of Adhesion & Adhesives
http://dx.doi.org/10.1016/j.ijadhadh.2014.06.0080143-7496/& 2014 Elsevier Ltd. All rights reserved.
n Corresponding author at: IDMEC, Faculdade de Engenharia, Universidade doPorto, Rua Dr. Roberto Frias, 4200-465 Porto, Portugal. Tel.: þ351 225081750;fax: þ351 225081445.
E-mail address: [email protected] (M.D. Banea).
International Journal of Adhesion & Adhesives 54 (2014) 191–199

expansion may be up to 400% according to the study of Nishiyamaand Sato [11]. However the high temperature performance waspoor because the particles began to expand around 60 1C and theglass transition temperature (Tg) of the adhesive was lower thanthe expansion temperature of the particles. High temperatureperformance is vital for structural applications such as automotiveand aerospace. To overpass this problem, Kishi et al. [12,13] usedexpandable graphite, which begins to expand at 200 1C, with anepoxy adhesive to study de-bond of Carbon Fiber ReinforcedPolymer (CFRP) and steel plates adhesive joints and found a gooddismantlability at 250 1C. Nevertheless, presently TEPs producersdevelop particles with higher expansion temperatures [4,5].
Kim et al. [14] used TEPs with a polyurethane adhesiveand found that the dismantlement of the joint was possiblewith microwave treatment for 4 min. More recently, McCurdyet al. [15] used TEPs with three structural adhesives for automotiveindustry in order to obtain joint dismantling. They found thatmatching a high performance TEPs with a high performanceadhesive is not sufficient to obtain an efficient joint dismantlingas there are important implications for joint performance (i.e. jointdurability). To conclude, the success of the concept of using TEPswith adhesives depends on the combination of the TEPs and theadhesive system and more research efforts in this area arenecessary.
In this study, the mechanical and thermal behaviour of astructural polyurethane adhesive modified with TEPs was investi-gated as a preliminary study for further investigations on thepotential of TEPs in adhesive joints. Tensile bulk tests wereperformed to get the tensile properties of the adhesive andTEPs-modified adhesive (the Young's modulus, the yield tensilestress and the failure tensile strain). Double cantilever beam (DCB)tests were performed in order to evaluate the resistance to mode Icrack propagation of unmodified and TEPs-modified adhesive.In addition, a thermal analysis was done in order to observe thebehaviour of the particles while encapsulated in adhesives. Finally,scanning electron microscopy (SEM) was used to examine thefracture surface morphology.
2. Experimental details
2.1. Materials
2.1.1. AdhesiveThe adhesive selected for this study was a two-component
structural polyurethane adhesive SikaForces7888 L10, supplied bySika (Portugal). It cures at room temperature (RT) and is used inthe automotive industry. This adhesive is part of a new family ofpolyurethane adhesives which combines high strength with largeductility. Interest in this class of adhesives is on the rise because ofvarious benefits that they can offer such as: high peel strength,impact resistance, and improved fatigue behaviour [16,17].Another important advantage is the more stable crack propaga-tion, which can prevent sudden catastrophic joint failure. Thispermits that damaged adhesive joints can be identified andrepaired before total failure, which is a critical point in terms ofsafety in the automotive industry.
2.1.2. TEPsExpancel 031 DU 40 particles supplied by Expancel Nobel
Industries (Sweden) were selected. The diameter of these particlesranges mainly from 10 mm to 16 mm. The dimensions of the particlesbefore and after expansion were verified through a SEM analysis (seeFig. 2). Data provided by the manufacturer is given in Table 1.
2.1.3. SubstratesHard tool steel DIN 40CrMnMo7 substrates were used for the
DCB specimens, in order to assure an elastic behaviour of theadherends. The mechanical properties of the tool steel DIN40CrMnMo7 are given in Table 2 (data provided by supplier).
2.2. Specimens manufacture
The TEPs-modified adhesive was mixed with a Speed Mixer (DAC150.1 FVZ Speedmixer, Hauschild, Germany) for 60 s at 2500 rev/min.This allows an efficient and homogeneous dispersion, creating visibly
Fig. 1. Model of expansion mechanism.
Fig. 2. SEM image of TEPs before (a) and after expansion (b).
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199192

bubble-free mixing. The TEPs-modified adhesive cured matrix struc-ture was checked through a SEM analysis (see Section 3.1.2) and auniform dispersion of particles within the adhesive matrix wasobserved.
Bulk “dogbone” and DCB specimens with different TEPs con-centration by percentage weight (0 wt%, 5 wt%, 10 wt% and 15 wt%TEPs) were produced, while for the thermal analysis, specimenswith six TEPs concentration by percentage weight (0 wt%, 5 wt%,10 wt%, 15 wt%, 25 wt% and 50 wt%) were manufactured.
2.2.1. Bulk specimensThin sheets of SikaForces7888 L10 adhesive were produced
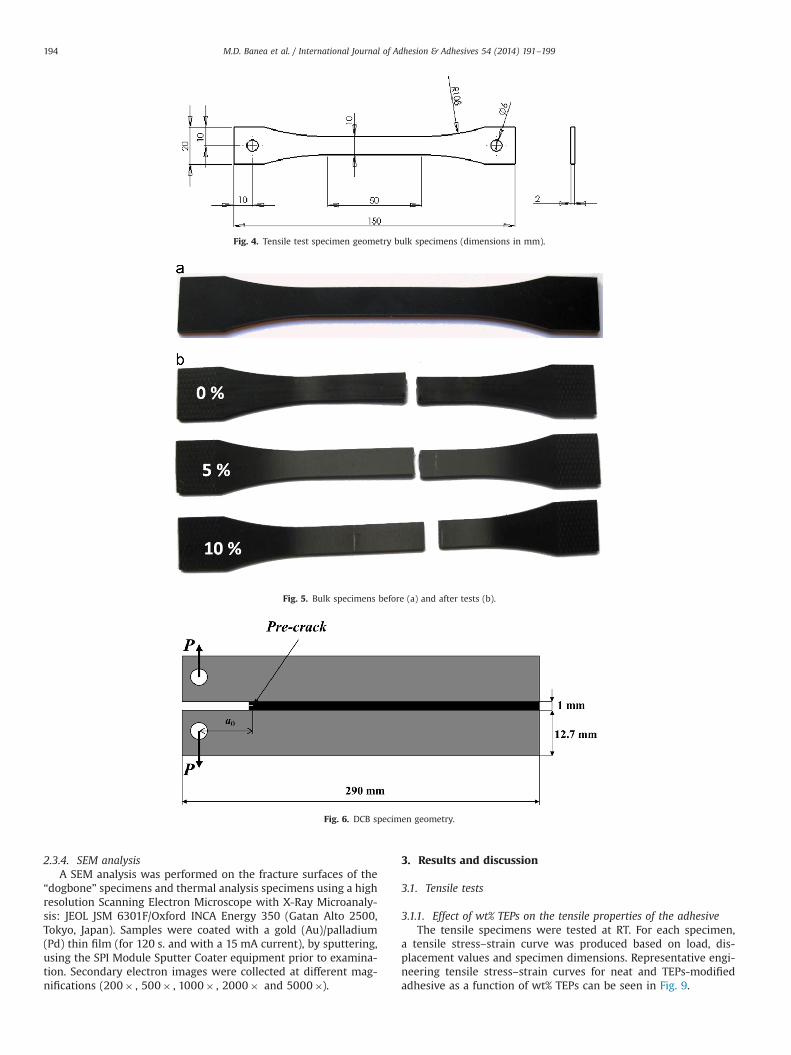
by curing the adhesive between steel plates of a mould with asilicone rubber frame, which were pressed (2 MPa) for 24 h at RT(Fig. 3a) [18]. The silicone rubber frame stops the adhesive fromflowing out and the pressure applied creates a good surface finish.The dimensions of the adhesive plate after cure were 150 mm�45 mm, with a thickness of 2 mm, which corresponds to the internaldimensions of the silicone rubber frame (Fig. 3b). Dogbone speci-mens 2 mm thick and 10 mm wide were machined from the bulksheets plates. The geometry of the dogbone tensile specimens used(BS 2782 standard) is shown in Fig. 4. SikaForces7888 L10 dogbonetensile specimens before and after tests can be seen in Fig. 5.
2.2.2. DCB specimensThe DCB joint surfaces were grit blasted and degreased with
acetone prior to the application of the adhesive. The specimengeometry and the loading are shown in Fig. 6. In a previous studyby the authors [19], the effect of adhesive thickness on themechanical behaviour of this polyurethane adhesive system was
investigated and it was concluded that the recommended adhesivelayer thickness to be used in practical application in automotiveindustry is 1 mm. Therefore, the bondline thickness used in thisstudy was 1 mm. Spacers (calibrated steel bars of 1 mm) wereinserted between the adherends before the application of theadhesive in order to control the bondline thickness. These spacerswere removed after the adhesive was cured. A sharp pre-crack inthe adhesive layer mid-thickness was assured using a razor blade.A mould with spacers for the correct alignment of the adherendswas used [20]. The DCB joints were cured at RT.
2.2.3. Thermal analysis specimensPrismatic samples of 4 mm�4 mm�40 mm were machined
from the bulk sheets plates manufactured similar to procedureexplained in Section 2.2.1. Thermal analysis specimens after testscan be seen in Fig. 7.
2.3. Test methods
2.3.1. Tensile testsThe “dogbone” specimens were tested in tension using a
universal testing machine Instron model 3367 (Norwood, Massa-chusetts, USA), which has a maximum load capacity of 30 kN, at RTunder a constant crosshead rate of 1 mm/min. An Instron extens-ometer (50 mm gauge length) was used to record the displace-ment. At least three specimens were tested to failure for each case.
2.3.2. DCB testsTesting was conducted at RT at a constant displacement rate of
1 mm/min using a MTS 312.31 servo-hydraulic machine (Minnea-polis, USA). Four joints were tested to failure for each case. Loadsand displacements to failure were recorded. The DCB specimenstest set-up is shown in Fig. 8.
2.3.3. Thermal analysisIn order to determine the thermal behaviour of the particles
while encapsulated in adhesives, the variation of the volume ofadhesive samples modified with different wt% TEPs as a functionof temperature was recorded. The measurement was made using adilatometer system DIL801L (Bahr Thermo Analyze DIL801L, Hull-horst, Germany GmbH) allowing the measurement of the speci-men volume while enduring a temperature ramp. The temperaturewas raised from RT to 150 1C at a very slow and controlled rate, of2 K/min, to allow a homogeneous temperature all over the sample.Three samples were tested for each series (wt% TEPs).
Table 1Characteristic data of Expancel 031 DU 40 [3].
Particle size [mm] 10–16Tstart [1C] 80–95Tmax. [1C] 120–135Density [kg/m3] r12
Table 2Mechanical properties of steel substrates.
Tensile failure strength [MPa] 1000–1068Yield stress [MPa] 861–930Elongation [%] 14–17Young's modulus, E [GPa] 205
Fig. 3. Mould for producing bulk specimens (a) and adhesive plate after cure (b).
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199 193
2.3.4. SEM analysisA SEM analysis was performed on the fracture surfaces of the
“dogbone” specimens and thermal analysis specimens using a highresolution Scanning Electron Microscope with X-Ray Microanaly-sis: JEOL JSM 6301F/Oxford INCA Energy 350 (Gatan Alto 2500,Tokyo, Japan). Samples were coated with a gold (Au)/palladium(Pd) thin film (for 120 s. and with a 15 mA current), by sputtering,using the SPI Module Sputter Coater equipment prior to examina-tion. Secondary electron images were collected at different mag-nifications (200� , 500� , 1000� , 2000� and 5000�).
3. Results and discussion
3.1. Tensile tests
3.1.1. Effect of wt% TEPs on the tensile properties of the adhesiveThe tensile specimens were tested at RT. For each specimen,
a tensile stress–strain curve was produced based on load, dis-placement values and specimen dimensions. Representative engi-neering tensile stress–strain curves for neat and TEPs-modifiedadhesive as a function of wt% TEPs can be seen in Fig. 9.
Fig. 4. Tensile test specimen geometry bulk specimens (dimensions in mm).
Fig. 5. Bulk specimens before (a) and after tests (b).
Fig. 6. DCB specimen geometry.
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199194
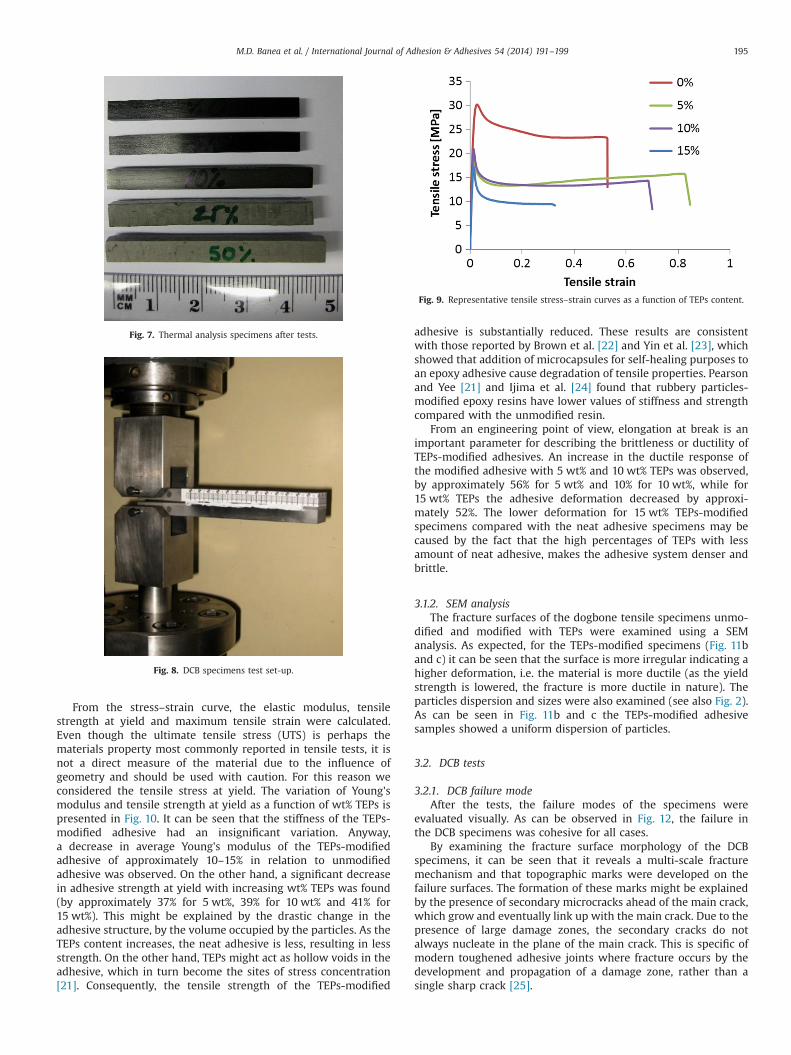
From the stress–strain curve, the elastic modulus, tensilestrength at yield and maximum tensile strain were calculated.Even though the ultimate tensile stress (UTS) is perhaps thematerials property most commonly reported in tensile tests, it isnot a direct measure of the material due to the influence ofgeometry and should be used with caution. For this reason weconsidered the tensile stress at yield. The variation of Young'smodulus and tensile strength at yield as a function of wt% TEPs ispresented in Fig. 10. It can be seen that the stiffness of the TEPs-modified adhesive had an insignificant variation. Anyway,a decrease in average Young's modulus of the TEPs-modifiedadhesive of approximately 10–15% in relation to unmodifiedadhesive was observed. On the other hand, a significant decreasein adhesive strength at yield with increasing wt% TEPs was found(by approximately 37% for 5 wt%, 39% for 10 wt% and 41% for15 wt%). This might be explained by the drastic change in theadhesive structure, by the volume occupied by the particles. As theTEPs content increases, the neat adhesive is less, resulting in lessstrength. On the other hand, TEPs might act as hollow voids in theadhesive, which in turn become the sites of stress concentration[21]. Consequently, the tensile strength of the TEPs-modified
adhesive is substantially reduced. These results are consistentwith those reported by Brown et al. [22] and Yin et al. [23], whichshowed that addition of microcapsules for self-healing purposes toan epoxy adhesive cause degradation of tensile properties. Pearsonand Yee [21] and Ijima et al. [24] found that rubbery particles-modified epoxy resins have lower values of stiffness and strengthcompared with the unmodified resin.
From an engineering point of view, elongation at break is animportant parameter for describing the brittleness or ductility ofTEPs-modified adhesives. An increase in the ductile response ofthe modified adhesive with 5 wt% and 10 wt% TEPs was observed,by approximately 56% for 5 wt% and 10% for 10 wt%, while for15 wt% TEPs the adhesive deformation decreased by approxi-mately 52%. The lower deformation for 15 wt% TEPs-modifiedspecimens compared with the neat adhesive specimens may becaused by the fact that the high percentages of TEPs with lessamount of neat adhesive, makes the adhesive system denser andbrittle.
3.1.2. SEM analysisThe fracture surfaces of the dogbone tensile specimens unmo-
dified and modified with TEPs were examined using a SEManalysis. As expected, for the TEPs-modified specimens (Fig. 11band c) it can be seen that the surface is more irregular indicating ahigher deformation, i.e. the material is more ductile (as the yieldstrength is lowered, the fracture is more ductile in nature). Theparticles dispersion and sizes were also examined (see also Fig. 2).As can be seen in Fig. 11b and c the TEPs-modified adhesivesamples showed a uniform dispersion of particles.
3.2. DCB tests
3.2.1. DCB failure modeAfter the tests, the failure modes of the specimens were
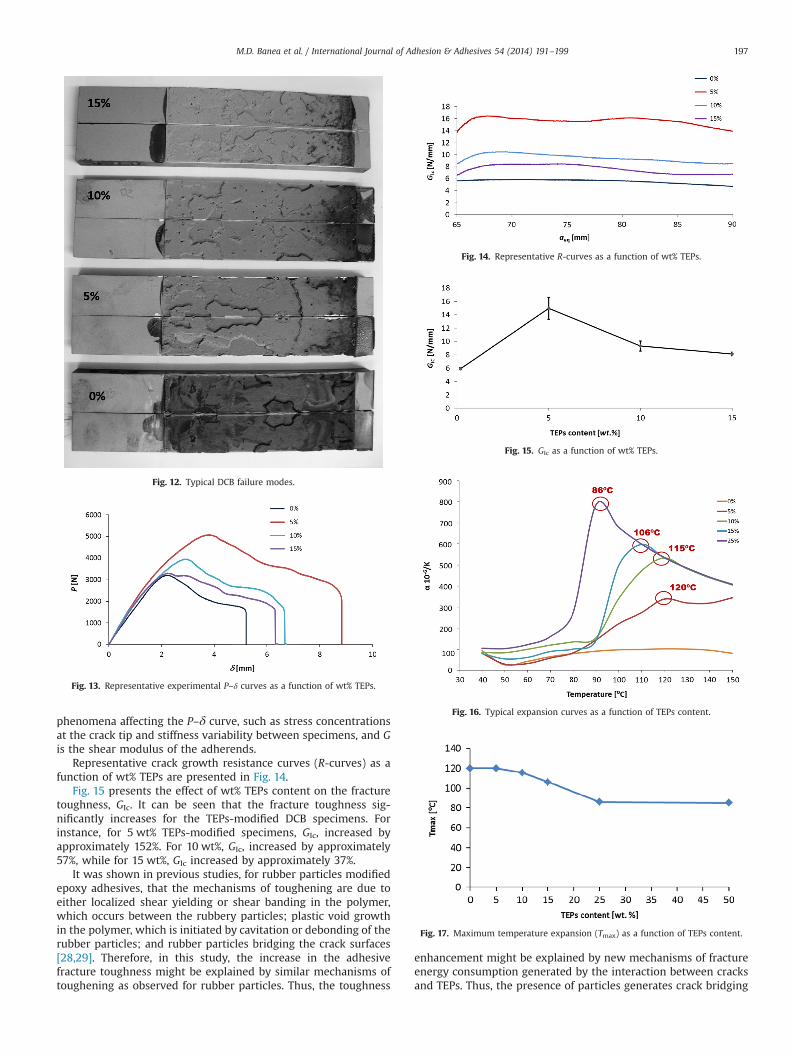
evaluated visually. As can be observed in Fig. 12, the failure inthe DCB specimens was cohesive for all cases.
By examining the fracture surface morphology of the DCBspecimens, it can be seen that it reveals a multi-scale fracturemechanism and that topographic marks were developed on thefailure surfaces. The formation of these marks might be explainedby the presence of secondary microcracks ahead of the main crack,which grow and eventually link up with the main crack. Due to thepresence of large damage zones, the secondary cracks do notalways nucleate in the plane of the main crack. This is specific ofmodern toughened adhesive joints where fracture occurs by thedevelopment and propagation of a damage zone, rather than asingle sharp crack [25].
Fig. 7. Thermal analysis specimens after tests.
Fig. 8. DCB specimens test set-up.
Fig. 9. Representative tensile stress–strain curves as a function of TEPs content.
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199 195

3.2.2. Effect of wt% TEPs on the fracture toughnessRepresentative experimental load (P)-displacement (δ) curves
of the DCB specimens as a function of wt% TEPs are presented inFig. 13. It can be seen that the elastic stiffness was almost the samefor all TEPs concentrations and that the maximum load increasedby addition of TEPs. Also, an increase in displacement can beobserved for all the wt% TEPs concentrations.
The critical fracture energy in mode I, GIc, was evaluated usingthe Compliance-Based Beam Method (CBBM). This method wasdeveloped by de Moura et al. [26,27] and is based on the crack
equivalent concept, depending only on the specimen's complianceduring the test. GIc can be obtained by the following expression:
GIC ¼6P2
b2h
2a2eqh2Ef
þ 15G
!ð1Þ
where aeq is an equivalent crack length obtained from the experi-mental compliance and accounting for the fracture process zone(FPZ) at the crack tip, h is the specimen height, b is the specimenwidth, Ef is a corrected flexural modulus to account for all
Fig. 10. Average tensile strength at yield and Young's modulus as a function of TEPs content.
Fig. 11. SEM micrograph of fracture surfaces of dogbone specimens tested in tension: (a) 0 wt%; (b) 5 wt%; (c) 10 wt%.
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199196
phenomena affecting the P–δ curve, such as stress concentrationsat the crack tip and stiffness variability between specimens, and Gis the shear modulus of the adherends.
Representative crack growth resistance curves (R-curves) as afunction of wt% TEPs are presented in Fig. 14.
Fig. 15 presents the effect of wt% TEPs content on the fracturetoughness, GIc. It can be seen that the fracture toughness sig-nificantly increases for the TEPs-modified DCB specimens. Forinstance, for 5 wt% TEPs-modified specimens, GIc, increased byapproximately 152%. For 10 wt%, GIc, increased by approximately57%, while for 15 wt%, GIc increased by approximately 37%.
It was shown in previous studies, for rubber particles modifiedepoxy adhesives, that the mechanisms of toughening are due toeither localized shear yielding or shear banding in the polymer,which occurs between the rubbery particles; plastic void growthin the polymer, which is initiated by cavitation or debonding of therubber particles; and rubber particles bridging the crack surfaces[28,29]. Therefore, in this study, the increase in the adhesivefracture toughness might be explained by similar mechanisms oftoughening as observed for rubber particles. Thus, the toughness
enhancement might be explained by new mechanisms of fractureenergy consumption generated by the interaction between cracksand TEPs. Thus, the presence of particles generates crack bridging
Fig. 12. Typical DCB failure modes.
Fig. 13. Representative experimental P–δ curves as a function of wt% TEPs.
Fig. 14. Representative R-curves as a function of wt% TEPs.
Fig. 15. GIc as a function of wt% TEPs.
Fig. 16. Typical expansion curves as a function of TEPs content.
Fig. 17. Maximum temperature expansion (Tmax) as a function of TEPs content.
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199 197

giving an additional plastic deformation at the crack tip, hence anincrease in toughness. Crack blunting and the extension of the plasticdeformation zone also might be an explanation. It was shown [22]that the fracture toughness enhancement is strongly dependent onthe size and concentration of the microcapsules added to theadhesive system. For the particles size and concentrations investi-gated here the maximum toughness was found for 5% wt TEPs-modified specimens. The lower increase in toughness for 15 wt%TEPs-modified specimens compared with the 5 wt% TEPs-modifiedDCB specimens may be caused by the fact that the high percentagesof TEPs, makes the adhesive system denser and brittle, causing alower plastic deformation at the crack tip, hence a lower increase intoughness. The addition of fluid-filled microcapsules for self-healingpurposes to epoxy adhesives was also found to increase the virginfracture toughness of the adhesives [22,30].
3.3. Thermal analysis tests results
A thermal analysis was performed in order to investigate thebehaviour of the particles while encapsulated in this particularadhesive system. Fig. 16 presents the linear coefficient of thermalexpansion as a function of temperature, while Fig. 17 shows themaximum temperature expansion of the specimens as a functionof TEPs content. It can be seen that the temperature where theTEPs-modified specimens show the maximum expansion varies
with TEPs content, decreasing with increasing the TEPs concentra-tion. The thermal analysis also showed that the expansion takesplace in a range of temperatures, between 80 1C and 120 1C,depending on the wt% TEPs content. However, for all the seriesfrom 80 1C to 90 1C onwards, a volumetric increase due to particlesexpansion is observed. After the temperature at maximumexpansion (Tmax) was reached, the specimens' volume decreaseddue to degradation and/or explosion of the TEPs. The thermaldegradation of the TEPs’ shells might result in the gas containedinside getting out. The consequence of this loss of gas is thereduction of the overall volume since the adhesive specimen is notunder constraint anymore and may return to its original shape.Therefore, in applications of such particular material (TEPs-mod-ified polyurethane adhesive), the temperature should be con-trolled to stay between 90 1C and 120 1C, depending on the TEPsconcentration to obtain the highest expansion ratio. At a lowertemperature, not all the particles will expand (see Fig. 18a), andabove, the TEPs-modified adhesive will deteriorate (see Fig. 18band c).
4. Conclusions
In this study, the behaviour of a structural polyurethaneadhesive modified with TEPs was investigated as a preliminary
Fig. 18. SEM images showing TEPs-modified thermal analysis samples. (a) 1000� . (b) 1000� . (c) 2000� .
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199198

study for further investigations on the potential of TEPs inadhesive joints. The following conclusions can be drawn:
– the toughness of the adhesive is increased by addition of TEPs.The increase in toughness might be explained by new mechan-isms of fracture energy consumption generated by the interac-tion between crack and TEPs (crack bridging). Crack bluntingand the extension of the plastic deformation zone also might bean explanation.
– the toughness improvement is important as it is obtainedwithout loss of stiffness (E) or ductility.
– a significant decrease in adhesive strength at yield withincreasing wt% TEPs was found. This might be explained bythe drastic change in the adhesive structure, by the volumeoccupied by the particles and by the fact that TEPs act as stressconcentrators.
– the expansion takes place in a range of temperatures, between80 1C and 120 1C, depending on the wt% TEPs content. Thetemperature where the particles show the maximum expan-sion varies with TEPs content, decreasing with increasing thewt% TEPs.
– in applications of such particular material (TEPs-modifiedpolyurethane adhesive), the temperature should be controlledto stay between 90 1C and 120 1C, depending on the TEPsconcentration to obtain the highest expansion ratio. At a lowertemperature, not all the particles will expand, and above, theTEPs-modified adhesive will deteriorate.
Acknowledgements
M. D. Banea would like to thank the Portuguese Foundation forScience and Technology for supporting the work presentedhere, through the individual grant SFRH/BPD/75920/2011, SikaPortugal for supplying the adhesive and Expancel for supplyingthe particles.
References
[1] Banea MD, Da Silva LFM. Adhesively bonded joints in composite materials: anoverview. Proc Inst Mech Eng Part L J Mater Des Appl 2009;223:1–18.
[2] Banea MD, da Silva LFM, Campilho RDSG, Sato C. Smart adhesive joints: anoverview of eecent developments. J Adhes 2014;90:16–40.
[3] Morehouse DSJ, Tetreault RJ. Expansible thermoplastic polymer particlescontaining volatile fluid foaming agent and method of foaming the same, USpatent 3615972; 1971.
[4] Matsumoto Yushi-Seiyaku Co. L. ⟨http://www.mtmtys.co.jp⟩; 2012.[5] Expancel home page, ⟨http://www.akzonobel.com/expancel/⟩; 2012.[6] Mori M, Fukutomi T, Shirokawa T, Sugiyama T, Takeda S, Masuda T. et al.,
Rubber composition for the tire and pneumatic tire made therefrom, USpatent 2006/0148979 A1; 2006.
[7] Good BT, Ebeling TA. Enhanced sound absorption in thermoplastic composites,US patent 2008/0008869 A1; 2008.
[8] Tomalino M, Bianchini G. Heat-expandable microspheres for car protectionproduction. Prog Org Coat 1997;32:17–24.
[9] Andersson L, Bergström L. Gas-filled microspheres as an expandable sacrificialtemplate for direct casting of complex-shaped macroporous ceramics. J EurCeram Soc 2008;28:2815–21.
[10] Nishiyama Y, Uto N, Sato C, Sakurai H. Dismantlement behavior and strengthof dismantlable adhesive including thermally expansive particles. Int J AdhesAdhes 2003;23:377–82.
[11] Nishiyama Y, Sato C. Behavior of dismantlable adhesives including thermallyexpansive microcapsules. In: Possart W, editor. Adhesion—current researchand application. Weinheim: Wiley-VCH Verlag GmbH & Co. KGaA; 2005.
[12] Kishi H, Inada Y, Imade J, Uesawa K, Matsuda S, Sato C, et al. Designof dismantlable structural adhesives with high temperature performance.J Adhes Soc Jpn 2006;42:356–63.
[13] Kishi H, Imade J, Inada Y, Sato C, Matsuda S. AM. Dismantable epoxy adhesivesfor recycling of structural materials. In: 16th International conference oncomposite materials , Kyoto, Japan; 2007.
[14] Kim D, Chung I, Kim G. Dismantlement studies of dismantlable polyurethaneadhesive by controlling thermal property. J Adhes Sci Technol 2012:1–19.
[15] McCurdy RH, Hutchinson AR, Winfield PH. The mechanical performance ofadhesive joints containing active disbonding agents. Int J Adhes Adhes2013;46:100–13.
[16] Banea MD, Da Silva LFM. The effect of temperature on the mechanicalproperties of adhesives for the automotive industry. Proc Inst Mech Eng PartL J Mater Des Appl 2010;224:51–62.
[17] Loureiro AL, Da Silva LFM, Sato C, Figueiredo MAV. Comparison of themechanical behaviour between stiff and flexible adhesive joints for theautomotive industry. J Adhes 2010;86:765–87.
[18] Banea MD, De Sousa FSM, Da Silva LFM, Campilho RDSG, De Pereira AMB.Effects of temperature and loading rate on the mechanical properties of a hightemperature epoxy adhesive. J Adhes Sci Technol 2011;25:2461–74.
[19] Banea MD, da Silva LFM, Campilho RDSG. The effect of adhesive thickness onthe mechanical behaviour of a structural polyurethane adhesive. J Adheshttp://dx.doi.org/10.1080/00218464.2014.903802 (in press).
[20] Banea MD, Da Silva LFM, Campilho RDSG. Moulds design for adhesive bulkand joint specimens manufacturing. Assem Autom 2012;32:284–92.
[21] Pearson RA, Yee AF. Influence of particle size and particle size distribution ontoughening mechanisms in rubber-modified epoxies. J Mater Sci 1991;26:3828–44.
[22] Brown EN, White SR, Sottos NR. Microcapsule induced toughening in a self-healing polymer composite. J Mater Sci 2004;39:1703–10.
[23] Yin T, Zhou L, Rong MZ, Zhang MQ. Self-healing woven glass fabric/epoxycomposites with the healant consisting of micro-encapsulated epoxy andlatent curing agent. Smart Mater Struct 2008;17.
[24] Iijima T, Miura S, Fukuda W, Tomoi M. Effect of cross-link density onmodification of epoxy resins by N-phenylmaleimide-styrene copolymers. EurPolym J 1993;29:1103–13.
[25] Papini M, Fernlund G, Spelt JK. The effect of geometry on the fracture ofadhesive joints. Int J Adhes Adhes 1994;14:5–13.
[26] de Moura MFSF, Campilho RDSG, Gonçalves JPM. Crack equivalent conceptapplied to the fracture characterization of bonded joints under pure mode Iloading. Compos Sci Technol 2008;68:2224–30.
[27] De Moura MFSF, Gonçalves JPM, Chousal JAG, Campilho RDSG. Cohesive andcontinuum mixed-mode damage models applied to the simulation of themechanical behaviour of bonded joints. Int J Adhes Adhes 2008;28:419–26.
[28] Kinloch AJ, Shaw SJ, Hunston DL. Deformation and fracture behaviour of arubber-toughened epoxy: 2. Failure criteria. Polymer 1983;24:1355–63.
[29] Kinloch AJ, Shaw SJ, Tod DA, Hunston DL. Deformation and fracture behaviourof a rubber-toughened epoxy: 1. Microstructure and fracture studies. Polymer1983;24:1341–54.
[30] Jin H, Miller GM, Sottos NR, White SR. Fracture and fatigue response of a self-healing epoxy adhesive. Polymer 2011;52:1628–34.
M.D. Banea et al. / International Journal of Adhesion & Adhesives 54 (2014) 191–199 199
Copyright © 2022 FDOKUMEN




















