MATERIAL BALANCE Input Material Quantity (kg) Output ...
52
MATERIAL BALANCE Input Material Quantity (kg) Output Material Quantity(kg) TCAP 1059 Micanazol nitrate 1000 Imidazol 424 Recovered Toluene 9250 Sodium Carbonate 848 org residue 624 Toluene 9481 Spent carbon 350 Sodium borohydride 69 Recovered Methanol 2100 TBAB 375 Effluent to ETP(Aqueous effluent) 22559 Caustic Soda flake 3750 DCBC 917 Hydrose 10 Carbon 350 Nitric acid 300 Methanol 2300 Water 16000 Total 35883 Total 35883
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of MATERIAL BALANCE Input Material Quantity (kg) Output ...
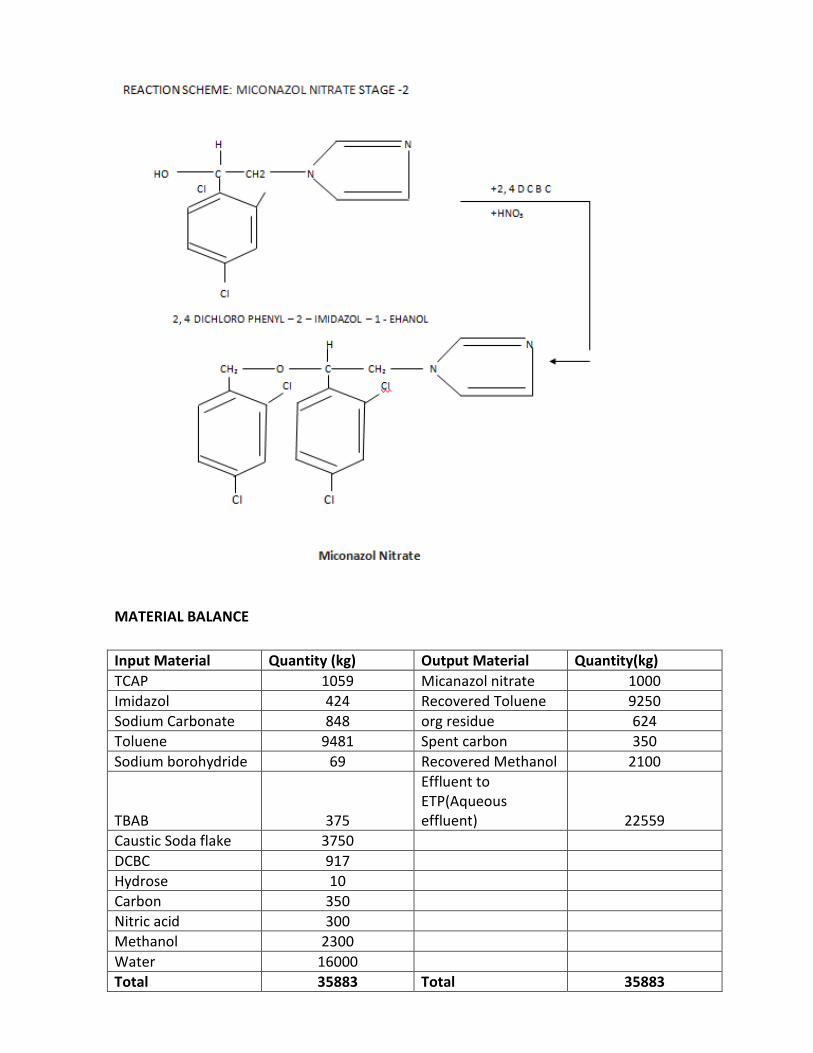
MATERIAL BALANCE
Input Material Quantity (kg) Output Material Quantity(kg)
TCAP 1059 Micanazol nitrate 1000
Imidazol 424 Recovered Toluene 9250
Sodium Carbonate 848 org residue 624
Toluene 9481 Spent carbon 350
Sodium borohydride 69 Recovered Methanol 2100
TBAB 375
Effluent to
ETP(Aqueous
effluent) 22559
Caustic Soda flake 3750
DCBC 917
Hydrose 10
Carbon 350
Nitric acid 300
Methanol 2300
Water 16000
Total 35883 Total 35883

[15] DORZOLAMIDE HYDROCHLORIDE
MANUFACTURING PROCESS
(±)-Trans-5, 6-dihydro-4H-4-Ethyl amino
7-dioxide is resolute with (-)
with hydrochloric acid in presence of water to yield Dorzolamide Hydrochl
Schematic diagram of Dorzolamide
methanol are taken for solvent recovery. The process involves reaction of methanol,
acetone, n butanol, methanol, sodium hydroxide, sodium carbonate, so
reactor. Different compounds are formed which get acidified and alkalized with purification.
CHEMICAL REACTION
MATERIAL BALANCE
Input Material
(+-)- Trans -5,6 - DIHYDRO-4H
Ethyl amino-6methyltheino[2,3
N butanol
Methanol
Ethyl Acetate
Acetone
Activated carbon
Sodium Bicarbonate
Sodium Chloride
Sodium Hydroxide
Hydrochloric acid
Water
Total
[15] DORZOLAMIDE HYDROCHLORIDE
Ethyl amino-6-methylthieno [2, 3-b] thiopyran-2
)-Di-para-toluoyl-L-tartaric acid monohydrate and then reacted
with hydrochloric acid in presence of water to yield Dorzolamide Hydrochl
Schematic diagram of Dorzolamide Hydrochloride. N Butanol, ethyl acetate , acetone and
methanol are taken for solvent recovery. The process involves reaction of methanol,
acetone, n butanol, methanol, sodium hydroxide, sodium carbonate, sodium chloride in a
reactor. Different compounds are formed which get acidified and alkalized with purification.
Quantity (KG) Output Material
4H-4-
methyltheino[2,3-
2990 Dorzolamide Hcl
23200 Recovered N Butanol
30200 Recovered Methanol
14500 Recovered Ethyl Acetate
800 Recovered Acetone
300 Organic residue
1500 Solvent Vapor loss
1500 Effluent to ETP(Aqueous
258
Recovered intermediate
products for second crop
336
8800
84384 Total
2-Sulfonamide-7,
tartaric acid monohydrate and then reacted
with hydrochloric acid in presence of water to yield Dorzolamide Hydrochloride (Pharma).
. N Butanol, ethyl acetate , acetone and
methanol are taken for solvent recovery. The process involves reaction of methanol,
dium chloride in a
reactor. Different compounds are formed which get acidified and alkalized with purification.
Quantity (KG)
1000
21700
28275
Recovered Ethyl Acetate 14028
720
2666
1033
Aqueous) 12769
Recovered intermediate
products for second crop 2193
84384

[16] BOSENTAN
MANUFACTURING PROCESS Guiacol and diethyl chloromalonate were added drop wise in succession to a previously
prepared sodium ethoxide solution. The suspension was stirred at 45oC with exclusion of
moisture. Thereafter the ethanol was distilled off. The residue was taken up in toluene,wash
with water and 1% sodium hydroxide solution until organic phase gets colorless. Finally wash
with water and saturated brine solution. After drying on sodium sulfate and evaporating the
solvent, the residue was distilled to give diethyl (O-ethoxyphenoxy) malonate.Pyrimidine-2-
carboxamidine hydrochloride and diethyl (O-ethoxyphenoxy) malonate were added while
cooling with ice to a previously prepared sodium methoxide solution from sodium and
absolute methanol. Stir the reaction mixture at room temperature with the exclusion of
moisture. Solvent was evaporated under reduced pressure. The residue was taken up in
1NNaOH solution. Alkaline solution was acidified with 1N HCl. Precipitate was filtered off and
washed thoroughly with water and dried under vacuum. The 5-(2-methoxy-phenoxy)-2-
(pyrimidin-2-yl) tetrahydro-pyrimidine-4, 6-dione used in the next step without further
purification. Pyrimidinone from step-II was charged in to N, N diisopropyl-N-ethylamine.
Phosphorous pentachloride (PCl5) was added portion wise. Reflux the reaction mixture. The
mixture was then evaporated under reduced pressure. Residue was poured on to ice and
extracted with ethyl acetate.
The combined extracts were washed with water, dried andevaporated in a vacuum. The
residue was chromatographed on silica gel using ethyl acetate yielded 4, 6-dichloro-5-(2-
methoxy-phenoxy)-2, 2’-bipyrimidine. To a solution of Step-III inDMSO, p-
tertbutylbenzenesulphonamide was added. The mixture was heated at 100oC. The solution
was concentrated under vacuum. The oily residue was poured on to ice, and adjusted pH 3.
The suspension was extracted with ethyl acetate, combined organic layers and washed with
water. Dried over sodium sulphate and concentrated under reduced pressure. The residue
was chromatographed on silica gel with toluene-ethyl acetate 9:1to give4-tert-butyl-N-[6-
chloro-5-(2-methoxy-phenoxy)-2-(pyrimidin-2-yl)-pyrimidin-4-yl]-benzenesulphonamide. To
a solution of sodium metal in ethylene glycol, charged Step 04. The mixture was heated at
100oC.After completion of reaction, the reaction mass was poured on to ice and adjusted to
pH=3 with1M tartaric acid. The suspension was extracted with ethyl acetate. Combined
organic layers were washed with water, dried over sodium sulphate and concentrated under
reduced pressure. The residue was chromatographed on silica gel with dichloromethane-
ethyl acetate9:1to yield 4-tert-butyl-N-[6-(2-hydroxy-ethoxy)-5-(2-methoxy-phenoxy)-2-
(pyrimidin-2-yl)-pyrimidin-4-yl]-benzenesulphonamide (Bosentan)

CHEMICAL REACTION

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
4,6 Dichloro 5 (2-
Methoxyphenoxy)2,2
Bipsimidine
726 Bosentan
Monohydrate
1000
4 Tert Butylbenzene
Sulfonamide
443 Evaporation losses 3973
Hydrochloric Acid 179 Carbon dioxide 94
Potassium Carbonate 1206 Effluent to ETP 17245
Sodium Tert Butoxide 998
Ethylene Glycol 12339
Water 6421
Total 22312 Total 22312

[17] FEBUXOSTAT
MANUFACTURING PROCESS
Ethyl-2-(3-formyl-4-isobutoxyphenyl)-4-methylthiazole-5-carboxylate is reacted with
hydroxylamine hydrochloride to form oxide which is dehydrated with sodium formate &
formic acid to form Ethyl 2-(3-cyano-4-isobutoxyphenyl)-4-methyl-5-thiazolecarboxylate
which on hydrolysis gives Febuxostate. Process involves formation of Ethyl 2-(3-Formyl-4-
Isobutoxyphenyl)-4-Methylthiazole-5-carboxylate,Ethyl 2-(3-Cyano-4-Isobutoxyphenyl)-4-
Methyl-5-thiazole carboxylate and finally febuxostate. The reactions are carried out in three
different reactors .Acetone is recovered and reused while aqueous effluent is taken to ETP.

CHEMICAL REACTION

MATERIAL BALANCE
Input material
KSM
Isobutyl Bromide
Potassium Carbonate
Ammonium Hydroxide Hcl
Sodium Carbonate
Sodium Hydroxide
Hydrochloric Acid
Acetone
Water
Total
Quantity (KG) Output material
1547 Febuxostat
1162 Evaporation losses
1834 Recovered Acetone
323 Effluent to ETP
314
297
289
750
1200
7716 Total
Quantity (KG)
1000
565
700
5451
7716

[18] FESOTERODINE NDMF
MANUFACTURING PROCESS
Stage-1 Preparation of FES/KSM/I (Ester)Reaction of Cinnamic acid with p
intermediate which on further reaction with Benzyl bromide in presence of Methanol and
base gives Ester is isolated from Methanol.
Stage-2 Preparation FES/KSM/II (Amide)Ester is hydrolyzed using Potassium hydroxide and Meth
on further reaction with Thionyl chloride followed by reaction with Diisopropylamine gives
amide. Amide is isolated from Isopropanol.
Stage-3 Preparation of FES/KSM/III (KSM)Amide on reduction with Sodium Borohydride
(Oil) having one chiral carbon and it is racemic. Racemic Amine (Oil) on resolution with
optically active acid Di p-toluoyl L
desired optical and chemical pu
CHEMICAL REACTION
[18] FESOTERODINE NDMF
MANUFACTURING PROCESS
1 Preparation of FES/KSM/I (Ester) Reaction of Cinnamic acid with p-Cresol in presence of Sulphuric acid gives Coumarin
intermediate which on further reaction with Benzyl bromide in presence of Methanol and
base gives Ester is isolated from Methanol.
2 Preparation FES/KSM/II (Amide) Ester is hydrolyzed using Potassium hydroxide and Methanol to give Acid intermediate which
on further reaction with Thionyl chloride followed by reaction with Diisopropylamine gives
amide. Amide is isolated from Isopropanol.
3 Preparation of FES/KSM/III (KSM) Amide on reduction with Sodium Borohydride and Borontri-fluorideetherate gives Amine
(Oil) having one chiral carbon and it is racemic. Racemic Amine (Oil) on resolution with
toluoyl L-tartaric acid followed by crystallizations gives KSM of
desired optical and chemical purity.
Sulphuric acid gives Coumarin
intermediate which on further reaction with Benzyl bromide in presence of Methanol and
anol to give Acid intermediate which
on further reaction with Thionyl chloride followed by reaction with Diisopropylamine gives
fluorideetherate gives Amine
(Oil) having one chiral carbon and it is racemic. Racemic Amine (Oil) on resolution with
tartaric acid followed by crystallizations gives KSM of

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
Benzyl Amine DPTT 5454 Festerodine NDMF 1000
Sodium Carbonate 5726 Carbon dioxide 535
Ceric Ammonium nitrate 12544 Evaporation losses 5630
Barium Borohydrate (BaBH4) 774 Effluent to ETP 19464
Fumaric Acid 1477
Hydrogen gas 13
Isobutyl Chloride 340
Triethylamine 301
Total 26629 Total 26629

[19] RIZATRIPTAN
MANUFACTURING PROCESSCharge Triazole Compound, Dimethyl amino Indole, Catalyst, Acetonitrile,Methanol, Water
in a reactor and heat by raising the temperature. Then reflux and distill out Methanol.
filter and finally dry in RCVD to get
solvents.Process involves reaction in a reactor ,filteration and drying. It involves heating and
cooling ,drying with recovery of solvents. Aqueous effluent is taken to ETP.
CHEMICAL REACTION
MATERIAL BALANCE
Input Material
Triazole Compound
Dimethyl amine Indole
Catalyst
Acetonitrile
Methanol
Water
Total
MANUFACTURING PROCESS Charge Triazole Compound, Dimethyl amino Indole, Catalyst, Acetonitrile,Methanol, Water
in a reactor and heat by raising the temperature. Then reflux and distill out Methanol.
filter and finally dry in RCVD to get Rizatriptan .Acetonitrile and methanol are recovered as
solvents.Process involves reaction in a reactor ,filteration and drying. It involves heating and
cooling ,drying with recovery of solvents. Aqueous effluent is taken to ETP.
Quantity (kg) Output Material
1250 Rizatriptan
2000 Recovered solvents
1120 Effluent to ETP
5000 Moisture loss
6250
12500
28120 Total
Charge Triazole Compound, Dimethyl amino Indole, Catalyst, Acetonitrile,Methanol, Water
in a reactor and heat by raising the temperature. Then reflux and distill out Methanol. Cool &
Acetonitrile and methanol are recovered as
solvents.Process involves reaction in a reactor ,filteration and drying. It involves heating and
Quantity(kg)
1000
13250
13250
620
28120

[20] OLANZAPINE
MANUFACTURING PROCESS
Charge Methyl piperazinyl Chloro
temperature by heating. Reflux the material and distill out. Add Acetonitrile cool & filter dry
in RCVD to get OLANZAPINE
distillation, refluxing and drying with recovery of solvents. Aqueous effluent is taken to ETP.
CHEMICAL REACTION
MATERIAL BALANCE
Input Material
Methyl Piperazinyl Chloro-thiano benzodiazepine N N DMA
Catalyst
Acetonitrile
Total
Charge Methyl piperazinyl Chloro-thieno benzodiazepine, N N DMA, catalyst and raise the
Reflux the material and distill out. Add Acetonitrile cool & filter dry
OLANZAPINE. Process involves reaction, heating , cooling , filtration,
distillation, refluxing and drying with recovery of solvents. Aqueous effluent is taken to ETP.
Quantity (kg) Output Material
1060 Olanzapine thiano benzodiazepine
933 Effluent to ETP
5330 Recovered Solvent
130 Moisture loss
4000
11453 Total
thieno benzodiazepine, N N DMA, catalyst and raise the
Reflux the material and distill out. Add Acetonitrile cool & filter dry
. Process involves reaction, heating , cooling , filtration,
distillation, refluxing and drying with recovery of solvents. Aqueous effluent is taken to ETP.
Quantity(kg)
1000
3323
6800
330
11453

[21] LEVOCITRIZINE
MANUFACTURING PROCESS
1-[4-Chlorophenyl) phenyl methyl] piperizine is treated with L-Tartaric acid, (2
Chloroethoxy) & Acetonitrile. The mass is further treated with Sodium Carbonate, KI, n-
Butanol & Conc. HCl. The crude obtained is crystallized from ethyl acetate to give
Levocetrizine.Process involves reaction in a reactor, purification, drying and milling.
Potassium iodide, tartaric acid,n butanol, ethyl acetate are recovered and reused.
CHEMICAL REACTION
Cl OH
+ O
O
Cl
1-[4-Chlorophenyl) phenyl methyl]
piperizine
L-Tartaric acid,(2-Chloroethoxy)
Na2CO3
HCl
N N O
OH
. HCl
O
LEVOCITRIZINE HCL
N

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
1-[4Chlorophenyl) Phenyl
methyl] piperizine L-Tartaric acid
1820 Levocetrizine 1000
2-Chloroethoxy 620 Recovered N Butanol 2080
Acetonitrile 1450 Recovered Ethyl
Acetate 2660
Sodium Carbonate 350 Aqueous Effluent for
Potassium Iodide and
Tartaric acid Recovery
3920
Potassium Iodide 150 Solvent vapor loss 250
N-Butanol 2250
Hydrochloric Acid 320
Ethyl Acetate 2950
Total 9910 Total 9910

[22] REVAROXABAN
MANUFACTURING PROCESS
Stage-1: Preparation of 4-{4-[(5S)-5-(aminomethyl)-2-oxo-1,3-oxazolidin-3-
yl]phenyl}morpholin-3- one hydrochloride
2-({(5S)-2-oxo-3-[4-(3-oxomorpholin-4-yl)phenyl]-1,3-oxazolidin-5- yl} methyl)-1Hisoindole-
1,3(2H)-dione {Stage-II (Non-DMF)} is reacted with 40% Aqueous methyl amine in Isopropyl
alcohol to give 4-{4-[(5S)-5-(aminomethyl)-2-oxo-1,3-oxazolidin-3-yl]phenyl} morpholin-3- one
which is further reacted with aq. HCl to give 4-{4-[(5S)-5-(aminomethyl)-2-oxo-1,3-oxazolidin-
3-yl]phenyl}morpholin-3- one hydrochloride.
Stage-II: Preparation of 5-Chloro-N-({(5S)-2-oxo-3-[4-(3-oxo-4-morpholinyl) phenyl]-1,3-
oxazolidin-5-yl}methyl)-2-thiophene-carboxamide
5-Chlorothiophene-2-carboxylic acid (RM-III) is reacted with Oxalyl chloride with catalytic
amount of DMF in THF to give 5-Chlorothiophene-2-carboxylchloride which is further reacted
with 4-{4-[(5S)-5-(aminomethyl)-2-oxo-1,3-oxazolidin-3- yl]phenyl}morpholin-3-
onehydrochloride in presence of sodium acetate in Process water/sulfolane to give 5-Chloro-
N-({(5S)-2-oxo-3-[4-(3-oxo-4-morpholinyl)phenyl]-1,3-oxazolidin-5-yl}methyl)-2-
thiophenecarboxamide
Stage3
Preparation of 5-Chloro-N-({(5S)-2-oxo-3-[4-(3-oxo-4-morpholinyl)phenyl]-1,3-oxazolidin-5-
yl}methyl)-2-thiophene-carboxamide
5-Chloro-N-({(5S)-2-oxo-3-[4-(3-oxo-4-morpholinyl)phenyl]-1,3-oxazolidin-5-yl}methyl)-2-
thiophene-carboxamide is crystallized from Acetic acid to give Rivaroxaban.

CHEMICAL REACTION

MATERIAL BALANCE
Input material Quantity
(KG)
Output
material
Quantity
(KG)
(4-4-Aminophenyl)-
morpholin-3-one 1410
Revaroxaban 1000
Glycidyl Phthalimide 1640
Carbon
dioxide 410
4-
Dimethylaminoopyridine
(DMAP)
10 Solvent
vapor losses 200
Carbonyldiimidazole 4030 Effluent to
ETP(aqueous) 12040
5-Chlorothiophene-2-
cacoxylic acid 1230
Sodium Acetate 1480
Oxalyl Chloride 1500
Methyl Amine(Aqueous) 1630
Hydrochloric Acid 680
Acetic Acid 40
Total 13650 Total 13650

[23] CIPROFLOXACIN
MANUFACTURING PROCESS
Fluoro quonlinic acid & piperizine treated in presence of dimethyl sulphoxide. Caustic lye is
added, to forma base. Treated with HCl to give Ciprofloxacin. Purified using Methanol filtered
& dried to give Ciprofloxacin.
CHEMICAL REACTION

MATERIAL BALANCE
Input Material Quantity (KG) Output Material Quantity (KG)
Flouro Quinolic acid 1000 Ciprofloxacin 1000
Piperazine 400 Recovered Methanol 800
Dimethyl Sulphoxide 50 Recovered
Piperazine
160
Causitc lye 950 Drying loss 240
Hydrochloric Acid 600 Aqueous effluent to
ETP
3000
Methanol 1400
Water 800
Total 5200 Total 5200

[24] AGOMELATINE
MANUFACTURING PROCESS
Catalytic hydrogenation of (7
Ammonia gives 2-(7-Methoxy-1
naphthyl) ethanamine with acetyl chloride in p
This on purification gives final Agomelatine. Process involves catalytic hydrogenation,
condensation and purification.IPA and acetic acid are recovered .Processes are carried
carried out in reaction vessels.
CHEMICAL REACTION
Catalytic hydrogenation of (7-Methoxy-1-naphthyl) acetonitrile using Methanol and
1-naphthyl) ethanamine. Condensation of 2-(7
naphthyl) ethanamine with acetyl chloride in presence of base gives crude Agom
tion gives final Agomelatine. Process involves catalytic hydrogenation,
and purification.IPA and acetic acid are recovered .Processes are carried
naphthyl) acetonitrile using Methanol and
(7-Methoxy-1-
resence of base gives crude Agomelatine.
tion gives final Agomelatine. Process involves catalytic hydrogenation,
and purification.IPA and acetic acid are recovered .Processes are carried

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
2-(7-methoxy-1-napthyl-napthyl)
Acetonitrile
1000 Agomelatine 1000
Hydrogen Gas 20 Recovered Isopropyl
Alcohol
560
Isopropyl Alcohol 740 Organic Residue 100
Sodium Acetate (Anhydrous) 420 Solvent vapor losses 20
Acetic Acid (Anhydrous) 510 Recovered Acetic
Acid 490
Sodium chloride 520
Total 2690 Total 2690
[25] BRINZOLAMIDE
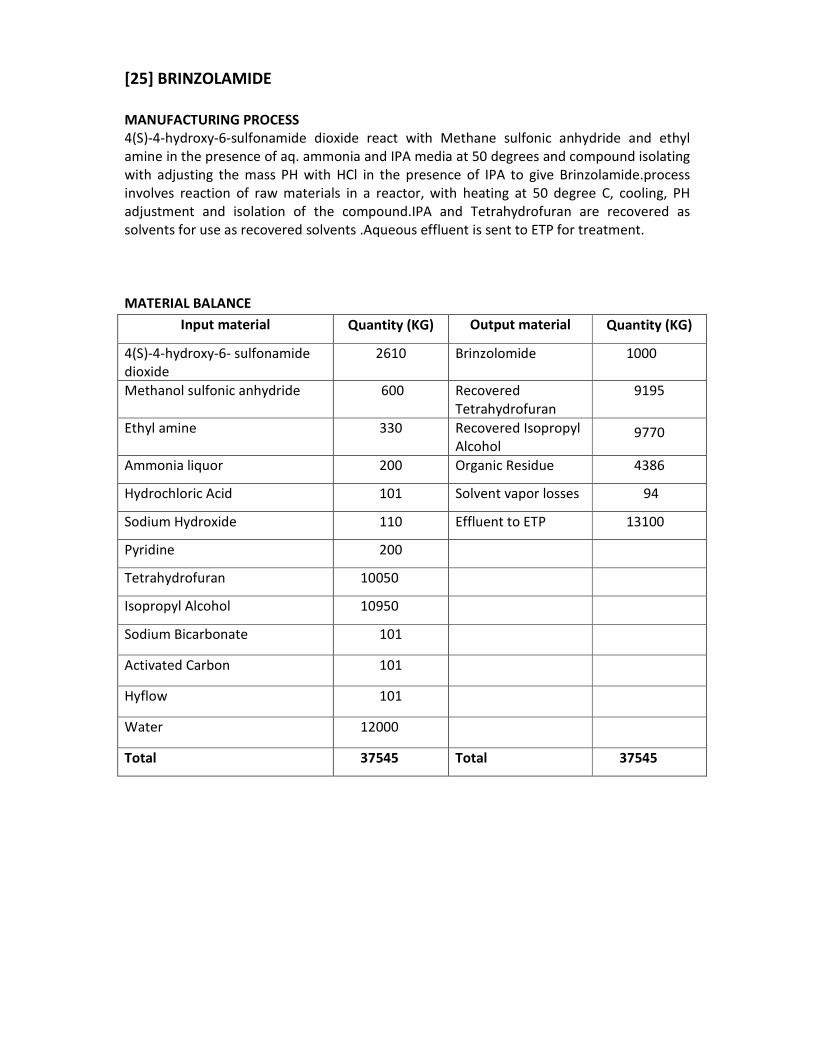
MANUFACTURING PROCESS
4(S)-4-hydroxy-6-sulfonamide dioxide react with Methane sulfonic anhydride and ethyl
amine in the presence of aq. ammonia and IPA media at 50 degrees and compound isolating
with adjusting the mass PH with HCl in the presence of IPA to give Brinzolamide.process
involves reaction of raw materials in a reactor, with heating at 50 degree C, cooling, PH
adjustment and isolation of the compound.IPA and Tetrahydrofuran are recovered as
solvents for use as recovered solvents .Aqueous effluent is sent to ETP for treatment.
MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
4(S)-4-hydroxy-6- sulfonamide
dioxide
2610 Brinzolomide 1000
Methanol sulfonic anhydride 600 Recovered
Tetrahydrofuran
9195
Ethyl amine 330 Recovered Isopropyl
Alcohol 9770
Ammonia liquor 200 Organic Residue 4386
Hydrochloric Acid 101 Solvent vapor losses 94
Sodium Hydroxide 110 Effluent to ETP 13100
Pyridine 200
Tetrahydrofuran 10050
Isopropyl Alcohol 10950
Sodium Bicarbonate 101
Activated Carbon 101
Hyflow 101
Water 12000
Total 37545 Total 37545
[26] ATORVASTATIN CALCIUM
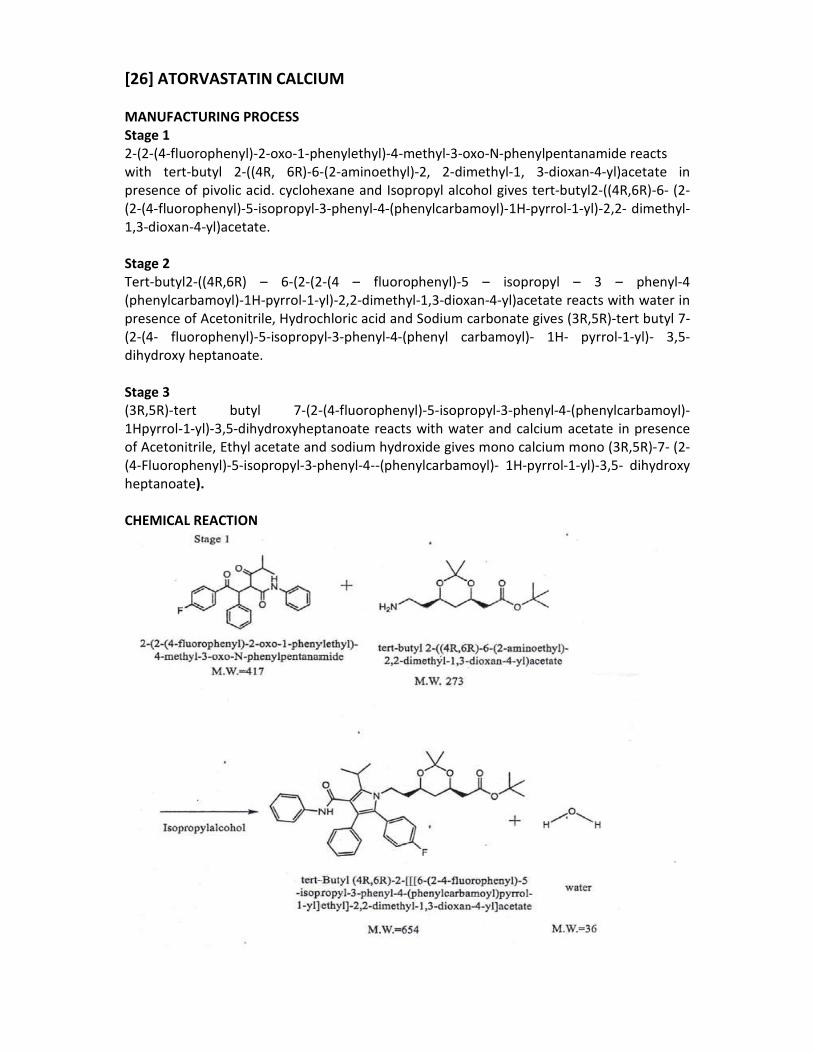
MANUFACTURING PROCESS
Stage 1
2-(2-(4-fluorophenyl)-2-oxo-1-phenylethyl)
with tert-butyl 2-((4R, 6R)-6-
presence of pivolic acid. cyclohexane and Isopropyl alcohol gives tert
(2-(4-fluorophenyl)-5-isopropyl-3
1,3-dioxan-4-yl)acetate.
Stage 2
Tert-butyl2-((4R,6R) – 6-(2-(2
(phenylcarbamoyl)-1H-pyrrol-1-yl)
presence of Acetonitrile, Hydrochloric a
(2-(4- fluorophenyl)-5-isopropyl
dihydroxy heptanoate.
Stage 3
(3R,5R)-tert butyl 7-(2-
1Hpyrrol-1-yl)-3,5-dihydroxyheptanoate reacts with water and calcium acetate in presence
of Acetonitrile, Ethyl acetate and sodium hydroxide gives mono calcium mono (3R,5R)
(4-Fluorophenyl)-5-isopropyl-3-phenyl
heptanoate).
CHEMICAL REACTION
[26] ATORVASTATIN CALCIUM
phenylethyl)-4-methyl-3-oxo-N-phenylpentanamide reacts
-(2-aminoethyl)-2, 2-dimethyl-1, 3-dioxan-4-yl)acetate in
presence of pivolic acid. cyclohexane and Isopropyl alcohol gives tert-butyl2-((4R,6R)
3-phenyl-4-(phenylcarbamoyl)-1H-pyrrol-1-yl)-2,2
(2-(4 – fluorophenyl)-5 – isopropyl – 3
yl)-2,2-dimethyl-1,3-dioxan-4-yl)acetate reacts with water
presence of Acetonitrile, Hydrochloric acid and Sodium carbonate gives (3R,5R)
isopropyl-3-phenyl-4-(phenyl carbamoyl)- 1H- pyrrol
-(4-fluorophenyl)-5-isopropyl-3-phenyl-4-(phenylcarbamoyl)
dihydroxyheptanoate reacts with water and calcium acetate in presence
of Acetonitrile, Ethyl acetate and sodium hydroxide gives mono calcium mono (3R,5R)
phenyl-4--(phenylcarbamoyl)- 1H-pyrrol-1-yl)-3,5
phenylpentanamide reacts
yl)acetate in
((4R,6R)-6- (2-
2,2- dimethyl-
3 – phenyl-4
yl)acetate reacts with water in
cid and Sodium carbonate gives (3R,5R)-tert butyl 7-
pyrrol-1-yl)- 3,5-
(phenylcarbamoyl)-
dihydroxyheptanoate reacts with water and calcium acetate in presence
of Acetonitrile, Ethyl acetate and sodium hydroxide gives mono calcium mono (3R,5R)-7- (2-
3,5- dihydroxy

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
1, 1--dimethyl ethyl-6-
(2- aminoethyl)
770 Atorvastatin Calcium 1000
4- Fluoro-2-methyl-1-oxopropyl 1176 Recovered Isopropyl
Alcohol
2388
Cyclohexane 3000 Recovered
Acetonitrile 3235
Isopropyl Alcohol 2501 Recovered
Cyclohexane 2760
Hydrochloric Acid 70 Organic Residue 1707
Acetonitrile 3500 Solvent vapor loss 117
Sodium Hydroxide 146 Calcium
Acetate(byproduct) 42
Calcium Acetate 179 Sodium
Acetate(byproduct) 34
Hyflow 12 Effluent to ETP 6269
Water 6198
Total 17552 Total 17552

[27] CAPACITABINE
MANUFACTURING PROCESS
2,3-di-o-acetyl-5-deoxy-5-fluorocytidine is condensed with n
Methylene chloride to give Capacitabine
Chloroformate, Sodium Hydroxide, sodium Bicarbonate, Hydrochloric Acid, Methylene
Chloride(MDC), Methanol, Ethyl Acetate
reaction vessel. MDC, Methanol and ethyl acetate are taken for solvent recovery for
recovery and further reuse. Effluent is taken for further treatment to ETP. Activated carbon
is disposed as organic residue. The process mainly involves c
CHEMICAL REACTION
fluorocytidine is condensed with n-Pentyl chloro
Methylene chloride to give Capacitabine. 2,3 di-o-actyl-5-dexy-5-fluorocytidine,
Sodium Hydroxide, sodium Bicarbonate, Hydrochloric Acid, Methylene
Chloride(MDC), Methanol, Ethyl Acetate, Activated carbon and water are reacted in a
MDC, Methanol and ethyl acetate are taken for solvent recovery for
recovery and further reuse. Effluent is taken for further treatment to ETP. Activated carbon
is disposed as organic residue. The process mainly involves condensation.
chloro formate in
fluorocytidine, n-Pentyl
Sodium Hydroxide, sodium Bicarbonate, Hydrochloric Acid, Methylene
are reacted in a
MDC, Methanol and ethyl acetate are taken for solvent recovery for
recovery and further reuse. Effluent is taken for further treatment to ETP. Activated carbon

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
2,3 di-o-actyl-5-dexy-5-
fluorocytidine
1247 Capacitabine 1000
n-Pentyl Chloroformate 570 Recovered
Methylene
Chloride(MDC)
3881
Sodium Hydroxide 415 Recovered Methanol 2419
Sodium Bicarbonate 50 Recovered ethyl
Acetate 5308
Hydrochloric Acid 75 Organic Residue 868
Methylene Chloride(MDC) 4000 Solvent vapor loss 52
Methanol 2500 Material recovered
for second crop 446
Ethyl Acetate 5500 Effluent to ETP 1183
Activated Carbon 50
Water 750
Total 15157 Total 15157

[28] DIACEREIN
MANUFACTURING PROCESS
Aloe emodine is oxidized using chromic acid and tetrahydrofuran as a solvent to give
I(4,5-(Hydroxy)-9,10-dihydro-9, 10
acetic anhydride in presence of sulfuric acid to get Diacerein crude and which is first purified
with NMP & methanol mixture and then with NMP & wate
Methyl pyrolidone,methanol and acetone are sent for solvent recovery.
reaction in reactors in two stages.In stage 1
Sulphuric Acid, Sodium Hydroxide ,Tetrahydrofuran (THF), Acetone a
of water.In stage two the reacted mass is further reacted with Acetic anhydride ,Sulphuric
acid, Sodium hydroxide, N-Methyl pyrolidone, Methanol and Acetone to give diacerein.
Aqueous effluent is taken to ETP for further treatment.
CHEMICAL REACTION
Aloe emodine is oxidized using chromic acid and tetrahydrofuran as a solvent to give
9, 10-dioxo-2-anthracenecarboxylic acid). DCN-I is reacted with
acetic anhydride in presence of sulfuric acid to get Diacerein crude and which is first purified
with NMP & methanol mixture and then with NMP & water mixture to give diacerein.
Methyl pyrolidone,methanol and acetone are sent for solvent recovery. Process involves
reaction in reactors in two stages.In stage 1 Aloe emodine, Sodium dichromate
Sulphuric Acid, Sodium Hydroxide ,Tetrahydrofuran (THF), Acetone are reacted in presence
of water.In stage two the reacted mass is further reacted with Acetic anhydride ,Sulphuric
Methyl pyrolidone, Methanol and Acetone to give diacerein.
Aqueous effluent is taken to ETP for further treatment.
Aloe emodine is oxidized using chromic acid and tetrahydrofuran as a solvent to give DCN-
I is reacted with
acetic anhydride in presence of sulfuric acid to get Diacerein crude and which is first purified
e diacerein. N-
Process involves
Aloe emodine, Sodium dichromate, dihydro,
re reacted in presence
of water.In stage two the reacted mass is further reacted with Acetic anhydride ,Sulphuric
Methyl pyrolidone, Methanol and Acetone to give diacerein.
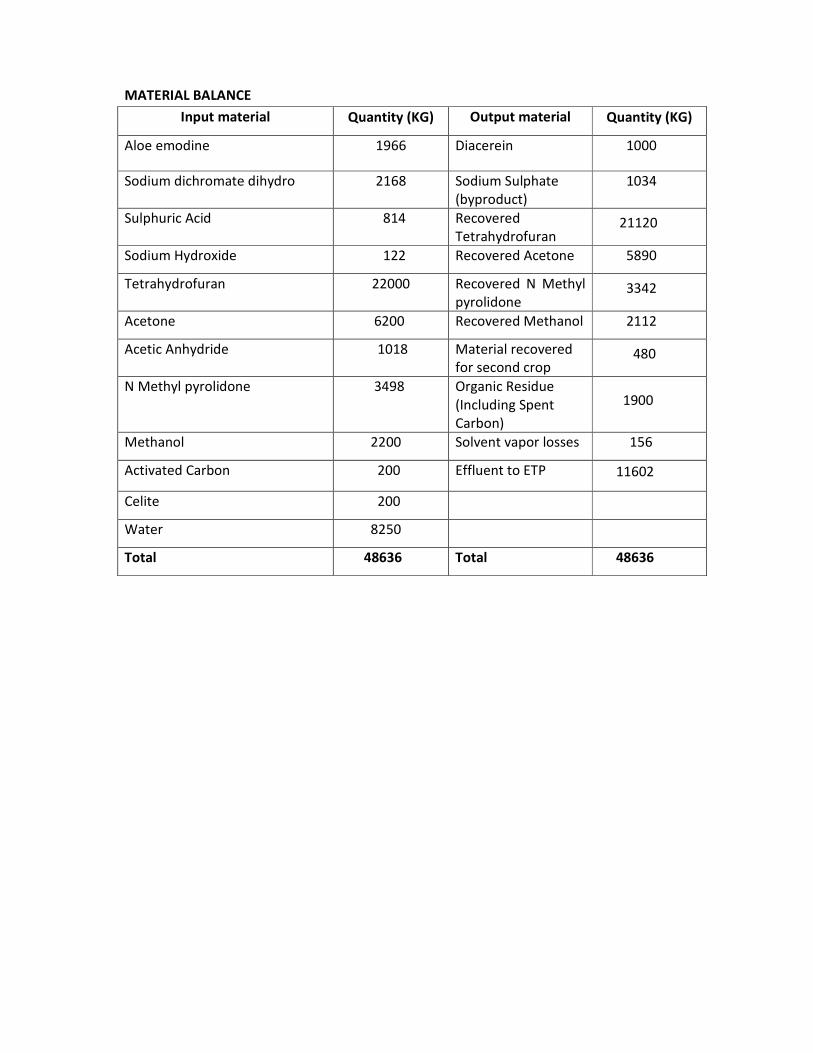
MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
Aloe emodine 1966 Diacerein 1000
Sodium dichromate dihydro 2168 Sodium Sulphate
(byproduct)
1034
Sulphuric Acid 814 Recovered
Tetrahydrofuran 21120
Sodium Hydroxide 122 Recovered Acetone 5890
Tetrahydrofuran 22000 Recovered N Methyl
pyrolidone 3342
Acetone 6200 Recovered Methanol 2112
Acetic Anhydride 1018 Material recovered
for second crop 480
N Methyl pyrolidone 3498 Organic Residue
(Including Spent
Carbon)
1900
Methanol 2200 Solvent vapor losses 156
Activated Carbon 200 Effluent to ETP 11602
Celite 200
Water 8250
Total 48636 Total 48636
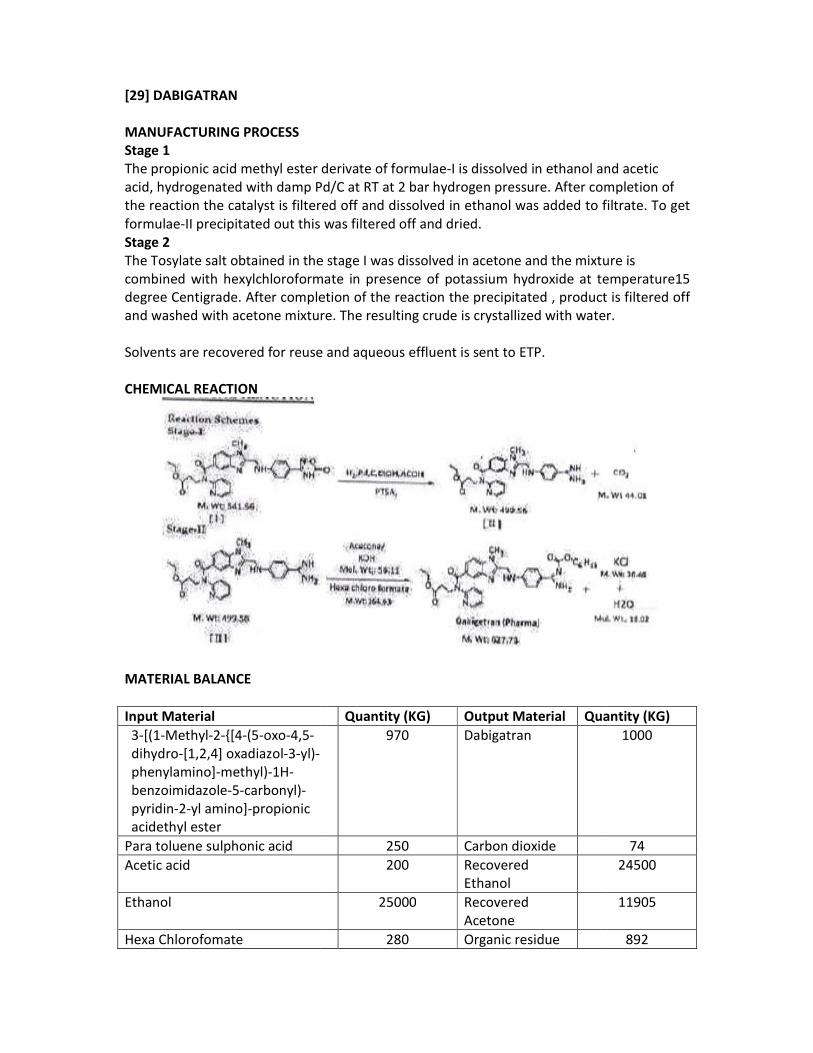
[29] DABIGATRAN
MANUFACTURING PROCESS
Stage 1
The propionic acid methyl ester derivate of formulae
acid, hydrogenated with damp Pd/C at RT at 2 bar hydrogen pressure. After completion of
the reaction the catalyst is filtered off and dissolved in ethanol was added to filtrate. To get
formulae-II precipitated out this was filtered off and dried.
Stage 2
The Tosylate salt obtained in the stage I was dissolved in acetone and the mixture is
combined with hexylchloroformate in presence of potassium hydroxide at temperature15
degree Centigrade. After completion of the reaction the precipitated
and washed with acetone mixture. The resulting crude is crystallized with water.
Solvents are recovered for reuse and aqueous effluent is sent to ETP.
CHEMICAL REACTION
MATERIAL BALANCE
Input Material
3-[(1-Methyl-2-{[4-(5-oxo-4,5-
dihydro-[1,2,4] oxadiazol-3-yl)-
phenylamino]-methyl)-1H-
benzoimidazole-5-carbonyl)-
pyridin-2-yl amino]-propionic
acidethyl ester
Para toluene sulphonic acid
Acetic acid
Ethanol
Hexa Chlorofomate
The propionic acid methyl ester derivate of formulae-I is dissolved in ethanol and acetic
with damp Pd/C at RT at 2 bar hydrogen pressure. After completion of
the reaction the catalyst is filtered off and dissolved in ethanol was added to filtrate. To get
II precipitated out this was filtered off and dried.
obtained in the stage I was dissolved in acetone and the mixture is
combined with hexylchloroformate in presence of potassium hydroxide at temperature15
degree Centigrade. After completion of the reaction the precipitated , product is filtered off
ed with acetone mixture. The resulting crude is crystallized with water.
Solvents are recovered for reuse and aqueous effluent is sent to ETP.
Quantity (KG) Output Material Quantity (KG)
970 Dabigatran
250 Carbon dioxide
200 Recovered
Ethanol
25000 Recovered
Acetone
280 Organic residue
I is dissolved in ethanol and acetic
with damp Pd/C at RT at 2 bar hydrogen pressure. After completion of
the reaction the catalyst is filtered off and dissolved in ethanol was added to filtrate. To get
obtained in the stage I was dissolved in acetone and the mixture is
combined with hexylchloroformate in presence of potassium hydroxide at temperature15
product is filtered off
ed with acetone mixture. The resulting crude is crystallized with water.
Quantity (KG)
1000
74
24500
11905
892

Acetone
12000
Solvent Vapor
loss 174
Potassium Hydroxide 96
Effluent to ETP
(Aqueous
Effluent )
3255
Hydrochloric acid 4
Water 3000
Total 41800 Total 41800

[30] VILAZODONE HYDROCHLORIDE
MANUFACTURING PROCESS
Stage 1
5-{4-[4-(5-Cyano-1H-indol-3-yl)-
methylester reacts with methanolic ammonia to yield 5
piperazin-1-yl}-benzofuran-2-carboxylic acid amide
Stage 2
5-{4-[4-(5-Cyano-1H-indol-3-yl)-butyl]
reacts with IPA/HCl in methanol and water to yield Vilazodone hydrochloride
Solvents are recovered and reused.
CHEMICAL REACTION
MATERIAL BALANCE
Input Material
5-{4-(5-Cyano-1H-indol-3-
yl)-butyl]-piperazin-1-yl}-
benzofuran-2carboxylicacid
methyl ester
Ammonia
Methanol
Hydrochloric acid
[30] VILAZODONE HYDROCHLORIDE
-butyl]-piperazin-1-yl}-benzofuran-2-carboxylicacid
methylester reacts with methanolic ammonia to yield 5-{4-[4-(5-Cyano-1H-indol
carboxylic acid amide
butyl]-piperazin-1-yl}-benzofuran-2carboxylicacidamide
reacts with IPA/HCl in methanol and water to yield Vilazodone hydrochloride.
Solvents are recovered and reused. Effluent is sent to ETP.
Quantity (kg) Output Material
1510 Vilazodone Hcl
951 Recovered Methanol
16100
Recovered Isopropyl
Alcohol
110 Solvent Vapor loss
carboxylicacid
indol-3-yl)-butyl]-
2carboxylicacidamide
Quantity(kg)
1000
15800
11640
878

Sodium Hydroxide 30% 122 Organic Residue 1042
Isopropyl Alcohol 12000 Effluent to ETP 14380
Activated Carbon 200 Activated carbon 200
Water 14000 Sodium chloride 53
Total 44993 Total 44993

[31] POSACONAZOLE
MANUFACTURING PROCESS
N-{4-[4-(4-Hydroxy-phenyl)-piperazin
with Formic acid N'-(2-benzyloxy
difluorophenyl)-5-(1,2,4-triazol-1
presence of Tetrahydrofuran and Formic acid to yield Posaconazole .
Chloro-2- Quinolinyl)-ethenyl]pheny]
methyl) cyclopropyl}acetic acid, Methane sulfonyl chloride, sodium hydroxide, N,N
Disopropyletylamie, Hydrochloric acid, Sodium chloride, Acetic acid ,Toluene, Acetonitrile
and Methanol are reacted in a reaction vessel. Solvent
effluent is sent to ETP.
CHEMICAL REACTION
MATERIAL BALANCE
Input material
2-[2-[3(S)-[3-[2-(7-Chloro-2-
Quinolinyl)-ethenyl ]pheny]-3
hydroxy propyl] phenyl-2-
Propanol
2-[1-(sulfonyl
methyl) cyclopropyl} acetic
acid
Methane sulfonyl chloride
piperazin-1-yl]-phenyl}-carbonic acid phenyl ester is condensed
benzyloxy-1-ethyl-propyl)-hydrazine and (5R
1-ylmethyl)tetrahydrofuran-3-methanol tosylate ester in the
presence of Tetrahydrofuran and Formic acid to yield Posaconazole . 2-[2-[3(S)
ethenyl]pheny]-3-hydroxypropyl]phenyl-2- Propanol, 2
methyl) cyclopropyl}acetic acid, Methane sulfonyl chloride, sodium hydroxide, N,N
Disopropyletylamie, Hydrochloric acid, Sodium chloride, Acetic acid ,Toluene, Acetonitrile
and Methanol are reacted in a reaction vessel. Solvents are sent for solvent recovery and
Quantity
(KG)
Output material Quantity
1326
Posaconazole
423 Methane Sulphonic Acid
(byproduct)
332 Recovered
Acetonitrile
carbonic acid phenyl ester is condensed
(5R-cis)-5-(2,4-
methanol tosylate ester in the
[3(S)-[3-[2-(7-
Propanol, 2-[1-(sulfonyl
methyl) cyclopropyl}acetic acid, Methane sulfonyl chloride, sodium hydroxide, N,N-
Disopropyletylamie, Hydrochloric acid, Sodium chloride, Acetic acid ,Toluene, Acetonitrile
s are sent for solvent recovery and
Quantity
(KG)
1000
158
821

sodium hydroxide 182 Recovered Toluene 947
N,N-Disopropyletylamine 7 Recovered n Hexane 1646
Hydrochloric acid 46 Recovered Methanol 1262
Sodium chloride 7 Solvent Vapor losses 51
Acetic acid 13 Organic Residue 1095
Toluene 1000 Effluent to ETP 1835
Acetonitrile 867
Methanol 1333
n-Hexane 1733
Activated carbon 13
Water 1533
Total 8815 Total 8815
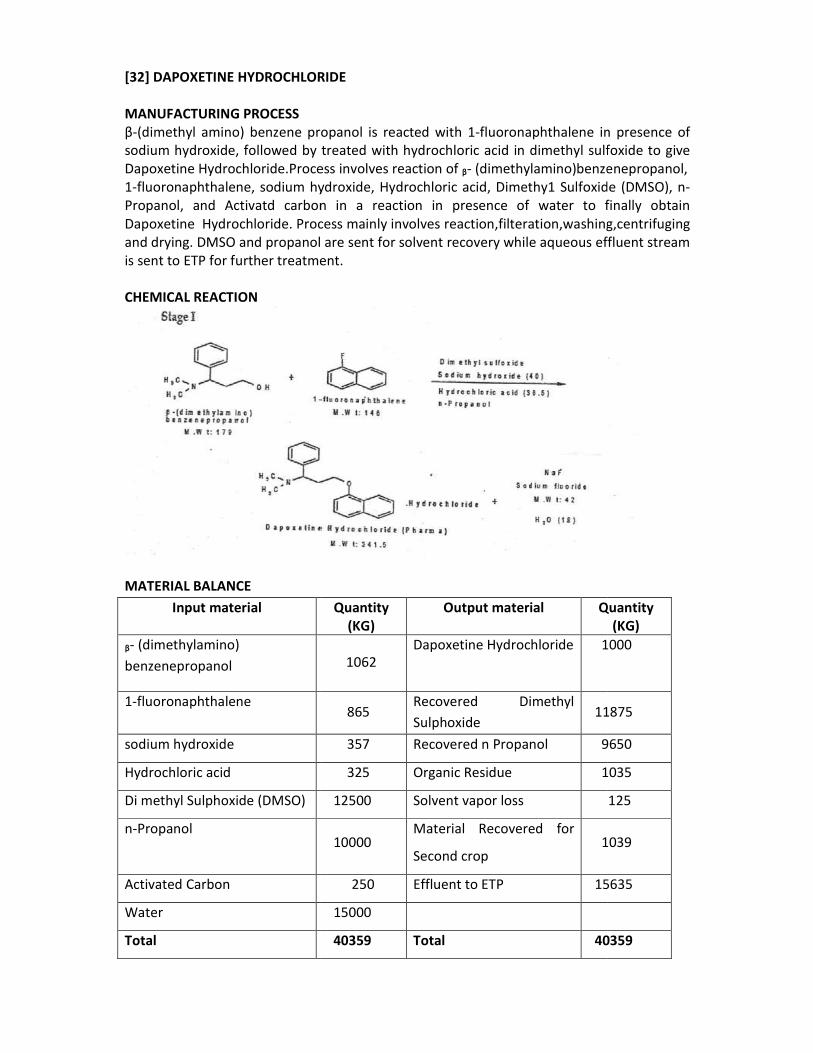
[32] DAPOXETINE HYDROCHLORIDE
MANUFACTURING PROCESS
β-(dimethyl amino) benzene propanol is reacted with 1
sodium hydroxide, followed by treated with hydrochloric aci
Dapoxetine Hydrochloride.Process involves reaction of
1-fluoronaphthalene, sodium hydroxide
Propanol, and Activatd carbon in
Dapoxetine Hydrochloride. Process mainly involves reaction,filteration,washing,centrifuging
and drying. DMSO and propanol are sent for solvent recovery while aqueous effluent stre
is sent to ETP for further treatment.
CHEMICAL REACTION
MATERIAL BALANCE
Input material
ᵦ- (dimethylamino)
benzenepropanol
1-fluoronaphthalene
sodium hydroxide
Hydrochloric acid
Di methyl Sulphoxide (DMSO)
n-Propanol
Activated Carbon
Water
Total
[32] DAPOXETINE HYDROCHLORIDE
(dimethyl amino) benzene propanol is reacted with 1-fluoronaphthalene in presence of
followed by treated with hydrochloric acid in dimethyl sulfoxide to give
Process involves reaction of ᵦ- (dimethylamino)benzenepropanol,
hydroxide, Hydrochloric acid, Dimethy1 Sulfoxide (DMSO), n
l, and Activatd carbon in a reaction in presence of water to finally obtain
Dapoxetine Hydrochloride. Process mainly involves reaction,filteration,washing,centrifuging
and drying. DMSO and propanol are sent for solvent recovery while aqueous effluent stre
is sent to ETP for further treatment.
Quantity
(KG)
Output material Quantity
1062 Dapoxetine Hydrochloride 1000
865 Recovered Dimethyl
Sulphoxide 11875
357 Recovered n Propanol 9650
325 Organic Residue 1035
12500 Solvent vapor loss
10000 Material Recovered for
Second crop 1039
250 Effluent to ETP 15635
15000
40359 Total 40359
fluoronaphthalene in presence of
d in dimethyl sulfoxide to give
(dimethylamino)benzenepropanol,
, Hydrochloric acid, Dimethy1 Sulfoxide (DMSO), n-
a reaction in presence of water to finally obtain
Dapoxetine Hydrochloride. Process mainly involves reaction,filteration,washing,centrifuging
and drying. DMSO and propanol are sent for solvent recovery while aqueous effluent stream
Quantity
(KG)
1000
11875
9650
1035
125
1039
15635
40359

[33] CANAGLIFLOZIN
MANUFACTURING PROCESS
2-(5-bromo-2-methyl benzyl)-5-(4
the presence of Methanol media and potassium carbonate catalyst and compound isolate in
Acetone media to give pure Canagliflozin
flurophenyl)thiophene, silyl D-gloconolactone, Methanol, Acetone ,Potassium carbonate
and water are reacted in a reactor followed by filteration,
Methanol and Acetone are sent for solvent recovery
for further treatment.
CHEMICAL REACTION
MATERIAL BALANCE
Input material
2-(5-bromo-2-methylbenzil)-
5-(4-flurophenyl)thiophene
silyl D-gloconolactone
Methanol
Acetone
Potassium Carbonate
Water
Total
(4-flurophenyl) thiophene react with silyl-Dgloconolactonein
the presence of Methanol media and potassium carbonate catalyst and compound isolate in
Acetone media to give pure Canagliflozin. 2-(5-bromo-2-methylbenzil)
gloconolactone, Methanol, Acetone ,Potassium carbonate
and water are reacted in a reactor followed by filteration, centrifuging and drying.
Methanol and Acetone are sent for solvent recovery while aqueous effluent is sent to ETP
Quantity
(KG)
Output material Quantity
2123 Canagliflozin
2770 Recovered Methanol
15400
16667 Recovered Acetone 23250
25000 Material recovered for
second crop
333 Solvent Vapor Losses
5055 Organic residue
Effluent to ETP
51948 Total 51948
Dgloconolactonein
the presence of Methanol media and potassium carbonate catalyst and compound isolate in
methylbenzil)-5-(4-
gloconolactone, Methanol, Acetone ,Potassium carbonate
centrifuging and drying.
while aqueous effluent is sent to ETP
Quantity
(KG)
1000
15400
23250
2567
142
3754
5835
51948

[34] BRONOPOL (BP)
MANUFACTURING PROCESS
Charge methanol in a Reactor and then charge formaldehyde, charge caustic lye slowly to
the mixture. This is maintained for 3 hours at 200 degree Centigrade, after that charge
bromine and maintain for 4 hours at 60 degree centigrade and then methanol is recovered.
After total methanol recovery, charge water &
carbon is filtered & water is distilled. The reaction
Centigrade. The material is centrifuged & dried
collected separately.
CHEMICAL REACTION
MATERIAL BALANCE
Input material
Nitro Methane
Methanol
caustic
Formaldehyde
Carbon
Bromine
Water
Total
Charge methanol in a Reactor and then charge formaldehyde, charge caustic lye slowly to
This is maintained for 3 hours at 200 degree Centigrade, after that charge
4 hours at 60 degree centigrade and then methanol is recovered.
After total methanol recovery, charge water & Carbon into this and then stir for 1 Hr. Then
carbon is filtered & water is distilled. The reaction mixture is chilled to 100 degree
Centigrade. The material is centrifuged & dried. ML is sodium bromide solution & it is
Quantity
(KG)
Output material Quantity
333 Bronopol (BP)
1667 Recovered Methanol
233 Waste water(recycled)
733
Sodium Bromide
17
Drying loss
883
1667
5533 Total
Charge methanol in a Reactor and then charge formaldehyde, charge caustic lye slowly to
This is maintained for 3 hours at 200 degree Centigrade, after that charge
4 hours at 60 degree centigrade and then methanol is recovered.
Carbon into this and then stir for 1 Hr. Then
mixture is chilled to 100 degree
is sodium bromide solution & it is
Quantity
(KG)
1000
2083
1667
267
516
5533

[35] CARBAMAZEPINE
MANUFACTURING PROCESS
Charge Methanol, Iminostilbene carbonyl chloride, ammonia & purified water in to reactor,
stir & heat the content to desired temperature. After completion of reaction centrifuge the
reaction mass followed by washing the wet cake with purified water. Charge Acetone,
Hyflow, wet cake, activated carbon in to another reactor & heat the content up to desire
temperature. Cool the reaction mass and filter it through sparkler followed by micr
Transfer the filtrate in to another reactor, stir & cool the content. Centrifuge the reaction
mass followed washing of wet cake with acetone and then lastly dry the product in fluid
drier.
CHEMICAL REACTION
MATERIAL BALANCE
Input material
Methanol
Imino stilbene carbonyl
Chloride
Ammonia Liquor
Acetone
Charge Methanol, Iminostilbene carbonyl chloride, ammonia & purified water in to reactor,
stir & heat the content to desired temperature. After completion of reaction centrifuge the
reaction mass followed by washing the wet cake with purified water. Charge Acetone,
Hyflow, wet cake, activated carbon in to another reactor & heat the content up to desire
temperature. Cool the reaction mass and filter it through sparkler followed by micr
Transfer the filtrate in to another reactor, stir & cool the content. Centrifuge the reaction
mass followed washing of wet cake with acetone and then lastly dry the product in fluid
Quantity
(KG)
Output material Quantity
1014
Carbamezapine
1282 Losses to air
( Scrubber)
2802 Effluent to ETP 17154
6504 Spent Carbon
Charge Methanol, Iminostilbene carbonyl chloride, ammonia & purified water in to reactor,
stir & heat the content to desired temperature. After completion of reaction centrifuge the
reaction mass followed by washing the wet cake with purified water. Charge Acetone,
Hyflow, wet cake, activated carbon in to another reactor & heat the content up to desire
temperature. Cool the reaction mass and filter it through sparkler followed by micron.
Transfer the filtrate in to another reactor, stir & cool the content. Centrifuge the reaction
mass followed washing of wet cake with acetone and then lastly dry the product in fluid bed
Quantity
(KG)
1000
216
17154
31

Toluene 40 Recovered Acetone 6179
Caustic lye 406 Recovered Methanol 963
Hyflow 13 Organic residue 445
Activated Carbon 12 Solvent vapor losses 303
Water 14218
Total 26291 Total 26291

[36] CEFSULODINE SODIUM
MANUFACTURING PROCESS
Stage 1
RS-a- Sulfophenyl Acetic Acid react with S- Methyl Benzyl Amine in the presence of
Acetonitrile media at room temperature to give complex stage-I.
Stage 2
1-Hydroxy Benzotraizole react with Methansulphonyl Chloride in the presence of
sodiumbicarbonate base and MDC media at 50 degrees then mass adjusting the PH with
sodium bicarbonate and at room temperature and compound isolate in Hexane media to
give stage-II solid.
Stage 3
7-Amino Cephalosporonic Acid react with tert-butyl acetate in the presence of Boron
Trifluoroetharate catalyst and Hexane media at 65 degrees to give stage-III solid.
Stage 4
Stage-I react with stage-II and stage-III in the presence of Zinc Chloride catalyst and
Triethylamine base in MDC media and compound isolate in Ethyl Acetate and Hexane and
Diisopropyl Ether media to give stage-IV solid.
Stage 5
Stage –IV react with Dimethyl Amine Formamine in the presence of Pyridine-4-
Carboxamide and Sodium Iodide catalyst in Ethanol media then compound isolating with
Using concentrated hydrochloric acid.
Stage 6
Stage-V reacts with sodium acetate at 40 degrees and compound isolating ethanol media to
give Cefsulodine pure compound.

CHEMICAL PROCESS

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
RS-a-Sulfophenyl acetic acid 515 Cefsulodine Sodium 1000
(S)-a-Methyl benzyl amine 288 Recovered Acetonitrile 5904
Acetonitrile 6150 Recovered Methylene
Dichloride 4859
1-Hydroxy benzotriazole 309 Recovered Hexane 2622
Methane sulphonyl chloride 261 Recovered ethyl Acetate 979
Sodium bicarbonate 100 Recovered Ethanol 1662
Methylene dichloride 5125 Recovered Di isopropyl ether 470
Hexane 3000 Recovered DMF and Acetic
Acid 1650
Sodium hydroxide 86 Recovered Diethyl ether 2175
7-Amino cephalosporic acid 598 Material recovered for second
crop 1656
Boron triflouride etherate 1875 Solvent Vapor losses 170
Tert-butyl acetate 255 Organic residue 1927
Hyflow 50 Hyflow (inorganic residue) 50
Zinc chloride 25 Acetic Acid (Byproduct) 128
Triethyl amine 25 Effluent to ETP 11442
Ethyl acetate 1025
Di isopropyl ether 500
Pyridine -4-carboxamide 242
Sodium Iodide 200
Dimethyl formamine 276
Hydrochloric Acid 25
Ethanol 1750
Sodium hydroxide 27
Sodium acetate 161
DMF 1500
Diethyl ether 2250
Water 10076
Total 36694 Total 36694

[37] CLINIDIPINE
MANUFACTURING PROCESS
Charge Methanol heat and reflux. distilled out IPA Add Methyl cello solve, CinamylAceto
Acetate , 3 Nitro Benzaldhyde, Methanol co
Methanol, 2 Methoxy Ethyl Acetoac
and Ammonium Carbonate are reacted in a reaction vessel. Process involves heating ,
distillation, cooling, filtration and drying.
aqueous effluent is sent to ETP for further treatment.
CHEMICAL REACTION
reflux. distilled out IPA Add Methyl cello solve, CinamylAceto
Acetate , 3 Nitro Benzaldhyde, Methanol cool & Filters dry in RCVD to give
Methanol, 2 Methoxy Ethyl Acetoacetate, Cinramyl Aceto Acetate, 3 Nitro Benzaldehyde,
nate are reacted in a reaction vessel. Process involves heating ,
distillation, cooling, filtration and drying. Solvent is recovered for further reuse while
aqueous effluent is sent to ETP for further treatment.
reflux. distilled out IPA Add Methyl cello solve, CinamylAceto
ol & Filters dry in RCVD to give Cilinidipine.
, Cinramyl Aceto Acetate, 3 Nitro Benzaldehyde,
nate are reacted in a reaction vessel. Process involves heating , reflux,
Solvent is recovered for further reuse while

MATERIAL BALANCE
Input material Quantity
(KG)
Output material Quantity
(KG)
Methanol
7500 clinidipine 1000
2 Methoxy Ethyl Acetoacetate
3250 Recovered Methanol 6500
Cinramyl Aceto Acetate
1000 Recovered methyl cello
solution
2100
3 Nitro Benzaldehyde
750 Moisture loss on drying 300
Ammonium Carbonate
1000 Effluent to ETP 3600
Total 13500 Total 13500

[38] NEBIVOLOL
MANUFACTURING PROCESS
Benzopyran-2-Carboxaldehyde Derivative treated with Trimethyl sulfoxonium iodide In
presence of Potassium hydroxide & Water. The mass is further treated with Benzyl
& Toluene, Ammonium formate using Pd/Catalyst. The mass is crystallized from
filtered & dried to give Nebivolol.
CHEMICAL REACTION
MATERIAL BALANCE
Input material
Benzopyran-2-
Carboxaldehyde Deri
Trimethyl sulfoxonium Iodide
Potassium hydroxide
Water
Benzylamine
Toluene
Ammonium formate
(Hydrogen source) Pd/C
Methanol
Total
Carboxaldehyde Derivative treated with Trimethyl sulfoxonium iodide In
presence of Potassium hydroxide & Water. The mass is further treated with Benzyl
& Toluene, Ammonium formate using Pd/Catalyst. The mass is crystallized from Methanol,
filtered & dried to give Nebivolol.
Quantity (KG) Output material Quantity (KG)
1.4 Aqueous Effluent for KI (1.1
Kg) recovery
1.15 Methanol
0.56 Solventloss
3.0 Toluene Recovery
0.4 Drying loss
3.0 Carbon dioxide
0.6 Nebivolol
0.01
5.2
15.32 Total
Carboxaldehyde Derivative treated with Trimethyl sulfoxonium iodide In
presence of Potassium hydroxide & Water. The mass is further treated with Benzyl amine
Methanol,
Quantity (KG)
5.3
4.6
0.7
3.0
0.3
0.4
1.0
15.32

[39] NEBIVOLOL HCL
MANUFACTURING PROCESS
Stage-I :
(25) 6-Fluro –[(25) (oxiran-2yl)-3,4 dihydro-2H Chromene is reacted with benyl amine in IPA
to get Stage I product.
Stage-II :
Stage I product is hydrogenated in methanol in presence of palladium catalyst.
Stage-III :
StageI I product is reacted in Isopropyl alcohol hydrochloride to get NEBIVOLOL HCL
CHEMICAL REACTION
Stage-I : Prepartion of NB-IX (NE-3)
Stage-II : Prepartion of NB-IX (NE-3)
O
F
N O
F
OH OH
Benzyl Nebivolol HCl
NE 3
Pd/C, H2
MethanolIPA HCl
.HCl.HCl
O
F
NH O
F
OH OH
Nebivolol HClNL 1

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
Stage-I
Stage-VIII (NE-2) 0.009 Dry Product 0.0148
NSR-19C 0.0058 MeOH Recovery 0.0405
Methanol 0.045 CFML 0.055
Acetonitrile 0.01756 Losses 0.01
Diisopropyl ether 0.03526
HCl (CP) 0.0036
Total 0.12 Total 0.12
Stage-II
Stage-IX (NE-3) 0.02 MeOH Recovery 0.765
Methanol 0.85 Dry wet 0.0059
NSR-19D 0.002 CFML 0.04
IPA HCl (20%) 0.02 Losses MeOH 0.085
Hyflow 0.01
Total 0.9 Total 0.9

[40] DONEPEZIL HYDROCHLORIDE
MANUFACTURING PROCESS
Stage-I:
Methyl aplha bromo-2-chlorophenyl acetate is reacted with 4,5,6,7-tetra hydro thieno
pyridine (3,2,C) pyridine HCl in methanol.Product is taken in chloroform and reacted with
camphor sulphonic acid to get Stage I product.
Stage-II:
Stage I product is converted in Clopidogrel bisulfate by reacting with sodium carbonate and
then with sulphuric acid in presence of sodium sulfate.
CHEMICAL REACTION
Stage-I : Preparation of Enone from NSR-10A and NSR-10B
Stage:II Preparation of Donepezil Hydrochloride from Enone
Stage:III Purification of Donepezil Hydrochloride from crude
MeO
MeO
O
+N
OHCNaOMe
Methanol
MeO
MeO
O
N
M W = 377.47
5,6-dimethoxy-2,3-dihydro-1H-inden-1-one
1-benzylpiperidine-4-carbaldehydeM W = 192.21
M W = 203.28
MeO
MeO
O
N
MeO
MeO
O
N
. HCl
Donepezil Hydrochloride
M W = 416
Enone
M W = 377.47
Pd/C, H2
Ethylacetate
MeO
MeO
O
N
. HCl
Donepezil Hydrochloride
M W = 416

MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
Stage-I
NSR-10A 0.0029 CF ML Final 0.19298
NSR-10B 0.0025 Dry wet 0.003
Sodium methoxide solution (30%) 0.00283 Loss in Drying 0.0005
Methanol 0.0762
Hydrochloric acid 0.0008
D M Water 0.1
Total 0.2 Total 0.2
Stage-II
Enone (stage-I) 0.0055 Methanol recovery 0.17
NSR-10C 0.0014 CFML -1 0.01323
Recycled NSR-10C from Donepezil
Hydrochloride crude (cycle-1)
0.00011
Aq layer all 0.2
Recycled NSR-10C from Donepezil
Hydrochloride crude (cycle-2)
0.00022
Dry wet 0.0034
Hydrochloric acid 0.0036 Loss of MeOH in rec &
LOD 0.0265
Ammonia solution 0.0295 Org Layer EA recovery 0.0918
Ethyl acetate 0.108 Loss in Aq layer 0.0162
Hydrogen gas 0.002
Hyflo super cel 0.002
Methanol 0.265
D M Water (Purified water) 0.059
Total 0.5 Total 0.5
Stage-III
Donepezil hydrochloride crude
(wet)
0.0034
CF ML 0.07643
Methanol 0.0295 Dry wet 0.0018
Methyl tertiary butyl ether 0.04318 Loss in Drying 0.0002
Activated charcoal 0.0002
Hyflo super cel 0.0005
Donepezil Hydrochloride seed 0.000042
D M Water (purified water) 0.0005
Total 0.1 Total 0.1

[41] BRIMONIDINE TARTRATE
MANUFACTURING PROCESS
6-Amino-5-bromo quinoxaline get reacted to Benzoyl chloride and Ammonium Thiocyanate
to form stage-1 intermediate, which further reacts with Ethylenediamine and O-
Dichlorobenzene to form crude material, which is further purified using Ethyl acetate and
Activated carbon to get BRIMONIDINE TARTRATE.
CHEMICAL REACTION
Stage-I : Preparation of 5-Bromo-6-thiouredo Quinoxaline from NSR-2A
Stage-II : Preparation Brimonidine Crude from stage-I
N
N
Br
NH 2
N
N NH NH 2
S
Br
Benzoyl chloride
NH 4SCN
Acetone
C 8H 4BrN 3
M W = 217
C 9H 7BrN 4S
M W = 282
N
N N H N H 2
S
B r
C 9 H 7 BrN 4 S
M W = 282
N
N N S
B r
N
N N H N H
N H 2
S
B r
N
N N H
N
NH
B r
C 11 H 10 BrN 5
M W = 292 .
Chlorobenzene
Heat
EthylenediamineIPA

Stage-III : Purification of Crude Brimonidine
MATERIAL BALANCE
Input material Quantity (KG) Output material Quantity (KG)
Stage-I
NSR-2A 1000 Acetone recovery 2700 Benzoyl chloride 760 Dry wet 1000 NSR-2B 420 Filtrate + WML 264000 Acetone 3000 Acetone loss 300 D M Water 258600 Sodium Hydroxide Flakes 900 Hydrochloric acid 2000 Hyflo supercel 1020 Total 267700 Total 268000
Stage-II
Stage-I 0.5 Recovery CB+IPA 13.8 Ethylenediamine 0.41 Dry wet 0.4 Chlorobenzene 11.1 Loss in ML rec + wet cake 1 Isopropyl alcohol 3 Total 15 Total 15
Stage-III
Brimonidine crude 0.4 Aq layer 27 Hydrochloric acid 1.42 Dry wet 0.2 Sodium Hydroxide flakes 14.4 Filtrate + WML 86 Ethylacetate 27.72 Ethyl acetate recovery 25 Hyflo supercel 0.82 Ethyl rec loss + LOD Loss 2.772 D M Water 95.6
Total 140 Total 140

[42] CAPTOPRIL
MANUFACTURING PROCESS
Methyl Methycrylic acid is reacted with Thioacetic acid to form stahe-1 intermediate, which
further get reacted L Proline to form crude which will be further purified using water and
the isolated material further reacted with ammonia and hydrochloric acid in presence of Zn
to get the finished product.
CHEMICAL REACTION
Stage-I : Preparation of acid chloride
Stage-II : Preparation d-Amide Crude from Acid Chloride
Stage-III : Purification of d-Amide Crude
CH2
CH3
COOH
+
2-methylprop-2-enoic acid
M W = 86Methyl methacrylic acid
CH3
SH
O
ethanethioic S-acid
M W = 76Thioacetic acid
Thionyl chloride
MethanolCH3
S
O
COCl
CH3
S-(3-chloro-2-methyl-3-oxopropyl) ethanethioateM W =180.65
CH3S
O
COCl
CH3
S-(3-chloro-2-methyl-3-oxopropyl) ethanethioate
M W =180.65
+ NH
COOH
(2S)-pyrrolidine-2-carboxylic acidM W = 115.13L
-Proline
N,N-Dimethyl aniline
MDCCH3
S
O
CH3
N
COOHO
(2S)-1-[(2S)-3-(acetylsulfanyl)-2-methylpropanoyl]pyrrolidine-2-carboxylic acid
M W = 259.32
d - Amide
CH3S
O
CH3
N
COOHO