Impact toughness and microstructure of continuous steel wire-reinforced cast iron composite
7
Materials Science and Engineering A 516 (2009) 119–125 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Impact toughness and microstructure of continuous steel wire-reinforced cast iron composite Ahmet Akdemir a , Recai Kus ¸ b , Mehmet S ¸ ims ¸ ir c,∗ a Department of Mechanical Engineering, Selc ¸uk University, Konya, Turkey b Department of Mechanical Education, Selc ¸uk University, Konya, Turkey c Department of Metallurgical and Materials Engineering, Cumhuriyet University, 58140, Sivas, Turkey article info Article history: Received 30 October 2008 Received in revised form 2 March 2009 Accepted 3 March 2009 Keywords: Metal matrix composites Impact toughness Casting Microstructure abstract In this study, improvement of impact toughness of gray cast iron by reinforcing steel fiber was investi- gated. The composite material was produced by sand mould casting technique. Then, normalizing heat treatment was applied to the specimens at various temperatures (800 ◦ C, 850 ◦ C, and 900 ◦ C). Charpy impact toughness tests were conducted at the temperature of −80 ◦ C, 0 ◦ C, and 27 ◦ C. The results show that impact toughness of the gray cast iron is increased by reinforcing low carbon steel wire. As the test temperature is decreased, impact toughness of the composite specimens decreases considerably. It is noted that graphite free transition regions with high hardness were observed due to the carbon diffu- sion from cast iron to steel fiber. It is considered that interphase (fine pearlitic phase without graphite flakes) and bond quality in transition region contribute to increase in impact toughness of the cast iron composites. © 2009 Elsevier B.V. All rights reserved. 1. Introduction Although gray cast iron is well known as brittle metallic material, it is the most widely used cast iron type among the cast iron family due to good castability, corrosion resistance, machinability, filling mould, low melting point, high damping capacity, and relatively low cost [1]. Moreover, gray cast iron is an important constructional material. It is well known that gray cast iron is extensively used in applications where the material is subjected to compressive load, such as disc brake rotors and hydraulic valves. The microstructure of gray cast iron comprises free carbon in the form of graphite flakes and a ferritic or pearlitic the matrix. Graphite flakes are formed during the solidification process and basically control the mechanical properties of the gray cast iron. Due to flake graphite, the gray cast iron has poor mechanical prop- erties such as: low strength, low impact, and fracture toughness. Graphite flakes act as stress raisers producing self microcracking, or interface debonding at very low stress levels and plastic deforma- tion in the matrix. Bertolino and Ipina [2] reported that propagation of a macroscopic crack will result from the coalescence of pro- duced microcracks together with the matrix plastic deformation that surrounds the microcracks. In the literature, there are many works to improve the mechan- ical properties of gray cast iron. Researches are focused on the ∗ Corresponding author. Tel.: +90 346 219 10 10x2805; fax: +90 346 219 11 79. E-mail address: [email protected] (M. S ¸ ims ¸ ir). adding alloying elements to alter the matrix structure, applying austempering heat treatments, and refining of graphite flakes by inoculation of the iron melt. Ceccarelli et al. [3] and Giacchi et al. [4] evaluated the influence of graphite morphology on the impact resistance of a chilled ductile iron and gray iron, respectively. The impact toughness has low value due to the high carbide content and graphite type. Xu et al. [5] improved impact toughness and strength of gray iron by adding Mn and Mo elements to alter the matrix microstructure. The contents of Mn and Mo should be opti- mum values of 1.1% and 0.62%, respectively, to form ausferrite in the matrix. El-Baradie et al. [6] showed that impact toughness and elon- gation of spheroidal graphite cast iron increases with increasing austempering temperature. A similar result was obtained for Si–Cr cast steel by Fu et al. [7]. Another way to improve the mechanical properties of a brittle material is to produce its composite mate- rial by reinforcing relatively high tough material [8–12]. K IC and G IC of the composite were increased by adding tough reinforce- ment. Karamıs ¸ et al. [13] worked on ballistic impact properties of SiC particle reinforced Al alloys. Kawamata et al. [14] showed that the fracture toughness of the matrix could be one of the key parameters to control the ductility of fiber reinforced cementitious composites. Impact of toughness properties of laminated metal matrix compos- ite (MMC), which was composed ultrahigh carbon steel (UHCS) and mild steel, was investigated both crack divider and arrested orienta- tions by Carreno et al. [15]. Impact toughness of the composite was compared with that of UHCS and mild steel. It has higher impact toughness value than UHCS in both orientations and than mild steel only crack arrested orientation. 0921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2009.03.006
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Impact toughness and microstructure of continuous steel wire-reinforced cast iron composite

Ii
Aa
b
c
a
ARRA
KMICM
1
idmlmas
tGbDeGitodt
i
0d
Materials Science and Engineering A 516 (2009) 119–125
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
mpact toughness and microstructure of continuous steel wire-reinforced castron composite
hmet Akdemira, Recai Kusb, Mehmet Simsir c,∗
Department of Mechanical Engineering, Selcuk University, Konya, TurkeyDepartment of Mechanical Education, Selcuk University, Konya, TurkeyDepartment of Metallurgical and Materials Engineering, Cumhuriyet University, 58140, Sivas, Turkey
r t i c l e i n f o
rticle history:eceived 30 October 2008eceived in revised form 2 March 2009ccepted 3 March 2009
a b s t r a c t
In this study, improvement of impact toughness of gray cast iron by reinforcing steel fiber was investi-gated. The composite material was produced by sand mould casting technique. Then, normalizing heattreatment was applied to the specimens at various temperatures (800 ◦C, 850 ◦C, and 900 ◦C). Charpy
◦ ◦ ◦
eywords:etal matrix composites
mpact toughnessasting
impact toughness tests were conducted at the temperature of −80 C, 0 C, and 27 C. The results showthat impact toughness of the gray cast iron is increased by reinforcing low carbon steel wire. As the testtemperature is decreased, impact toughness of the composite specimens decreases considerably. It isnoted that graphite free transition regions with high hardness were observed due to the carbon diffu-sion from cast iron to steel fiber. It is considered that interphase (fine pearlitic phase without graphiteflakes) and bond quality in transition region contribute to increase in impact toughness of the cast iron
icrostructurecomposites.. Introduction
Although gray cast iron is well known as brittle metallic material,t is the most widely used cast iron type among the cast iron familyue to good castability, corrosion resistance, machinability, fillingould, low melting point, high damping capacity, and relatively
ow cost [1]. Moreover, gray cast iron is an important constructionalaterial. It is well known that gray cast iron is extensively used in
pplications where the material is subjected to compressive load,uch as disc brake rotors and hydraulic valves.
The microstructure of gray cast iron comprises free carbon inhe form of graphite flakes and a ferritic or pearlitic the matrix.raphite flakes are formed during the solidification process andasically control the mechanical properties of the gray cast iron.ue to flake graphite, the gray cast iron has poor mechanical prop-rties such as: low strength, low impact, and fracture toughness.raphite flakes act as stress raisers producing self microcracking, or
nterface debonding at very low stress levels and plastic deforma-ion in the matrix. Bertolino and Ipina [2] reported that propagationf a macroscopic crack will result from the coalescence of pro-
uced microcracks together with the matrix plastic deformationhat surrounds the microcracks.In the literature, there are many works to improve the mechan-cal properties of gray cast iron. Researches are focused on the
∗ Corresponding author. Tel.: +90 346 219 10 10x2805; fax: +90 346 219 11 79.E-mail address: [email protected] (M. Simsir).
921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2009.03.006
© 2009 Elsevier B.V. All rights reserved.
adding alloying elements to alter the matrix structure, applyingaustempering heat treatments, and refining of graphite flakes byinoculation of the iron melt. Ceccarelli et al. [3] and Giacchi et al.[4] evaluated the influence of graphite morphology on the impactresistance of a chilled ductile iron and gray iron, respectively. Theimpact toughness has low value due to the high carbide contentand graphite type. Xu et al. [5] improved impact toughness andstrength of gray iron by adding Mn and Mo elements to alter thematrix microstructure. The contents of Mn and Mo should be opti-mum values of 1.1% and 0.62%, respectively, to form ausferrite in thematrix. El-Baradie et al. [6] showed that impact toughness and elon-gation of spheroidal graphite cast iron increases with increasingaustempering temperature. A similar result was obtained for Si–Crcast steel by Fu et al. [7]. Another way to improve the mechanicalproperties of a brittle material is to produce its composite mate-rial by reinforcing relatively high tough material [8–12]. KIC andGIC of the composite were increased by adding tough reinforce-ment. Karamıs et al. [13] worked on ballistic impact properties of SiCparticle reinforced Al alloys. Kawamata et al. [14] showed that thefracture toughness of the matrix could be one of the key parametersto control the ductility of fiber reinforced cementitious composites.Impact of toughness properties of laminated metal matrix compos-ite (MMC), which was composed ultrahigh carbon steel (UHCS) and
mild steel, was investigated both crack divider and arrested orienta-tions by Carreno et al. [15]. Impact toughness of the composite wascompared with that of UHCS and mild steel. It has higher impacttoughness value than UHCS in both orientations and than mild steelonly crack arrested orientation.
1 e and Engineering A 516 (2009) 119–125
obpfiptt
uti
sptpbii(cim
2
2
mcwfwtoso15wigptffpgw
2
ntt
TC
M
CS
20 A. Akdemir et al. / Materials Scienc
The most important factor in composites is the compatibilityf matrix and reinforcement. It determines the quality of bondetween matrix and reinforcement. Quality of interface and inter-hases between matrix and reinforcement greatly influence thenal mechanical properties of composites [11,16,17]. Regarding thisoint, the stronger is the interface the higher is the expected duc-ility. Unfortunately, the stronger the interface, the more difficult ishe delamination, thus diminishing the impact properties [18].
Under these considerations, metal matrix composites can besed for variety of structural application, such as in transporta-ion, defence industry since their mechanical properties changesn a large range [16].
From the above literature review, it is seen that there are a fewtudies on improvement of mechanical properties of cast iron com-osite, which is composed brittle metallic matrix. The main aim ofhis study is to investigate high impact toughness cast iron com-osite consisting of relatively high tough steel wire reinforced inrittle gray cast iron. The second benefit of the current composite
s to produce graphite free region in the microstructure of gray castron in composite by diffusion of carbon atoms from gray cast ironmatrix) to low carbon steel wire (reinforcement) because chemi-al potential of C is different in gray iron and in steel. The third aims to investigate the effect of normalization heat treatment on the
icrostructure and the impact toughness of the current composite.
. Experimental study
.1. Materials
The composite is consisting of low carbon steel wire as reinforce-ent and gray cast iron as matrix. The chemical compositions of the
onstituents are shown in Table 1. Sand-mould casting techniqueas used for the production of both the gray cast iron without rein-
orcement and that with reinforcements. Sixty sand mould cavitiesith dimensions 14 mm × 14 mm × 60 mm were prepared horizon-
ally. Steel wires with 4 mm in diameter were cut in the lengthf 80 mm. Subsequently, the surfaces of the wire were grindedequentially using emery paper with grit size 1200. The surfacesf the steel wire were cleaned of all dirt, grease and oxides for0–15 min in a solution containing 3.7 g hexamethylenetetramine,00 ml HCl acid, and 500 ml pure water, and then washed withater and dried using alcohol. The steel wires were embedded hor-
zontally into center of the mould and heated up to 500 ◦C to formood bonding between melt gray iron and the steel wire and torevent the distortion due to temperature differences. The castingemperature was chosen to be 1250 ◦C (the critical temperature),ound by preliminary work prior to final casting for composite andollowed by cooling in the sand mould. By this manner, the com-osite material, consisting of a continuous steel wire reinforcing inray cast iron, was produced and then normalizing heat treatmentas applied.
.2. Heat treatments
Normalizing heat treatment was applied prior to impact tough-ess tests at three temperatures of 800 ◦C, 850 ◦C and 900 ◦C withhe heating rate of 25 ◦C/min and held for 15 min at normalizingemperatures and then cooled in air to room temperature [11].
able 1hemical composition of the gray cast iron and the steel wire (wt.%).
aterial C Si Mn P S Fe
ast iron 3.50 2.50 0.72 0.42 0.1 Bal.teel wire (EN 756-S1) 0.07 0.04 0.45 – 0.04 Bal.
Fig. 1. Schematic illustration of the Charpy impact toughness specimen (all dimen-sions in mm).
2.3. Impact toughness tests
Charpy test was applied to measure the impact toughness of thegray cast iron and the fiber reinforced composite both in as-cast andnormalized specimens. The tests were conducted at three differenttemperatures at −80 ◦C, 0 ◦C and 27 ◦C by Instron Wolpert PW 30Izod-Charpy test machine. The impact toughness specimens with10 mm × 10 mm × 55 mm in dimensions were machined to prepareaccording to ASTM E23-82, as shown in Fig. 1. Since the graphiteflakes act as crack starter in the specimen, it is thought that extranotch was not machined on the specimen. For this purpose, totally,30 specimens were prepared. The test was repeated at least threetimes for each specimen and each condition, and the average of thetest results was used in the evaluation. The percent volume fractionof the reinforcement is 12.56% in composite specimens.
2.4. Metallographic examination
Metallographic specimens were prepared for examining theflake morphology and the microstructures. Without etching, themorphology and the distribution of graphite flakes were exam-ined under an optical microscope with a magnification of 100×according to ASTM A 247-67 Standards. To determine the type ofgraphite flakes in the gray cast iron, the graphite flakes were com-pared with the graphite flakes defined in ASTM A 247-67 Standards.After that, the same specimens were etched by 2% nital to reveal thematrix microstructure. The steel, transition, and cast iron regionswere examined in the as-cast and normalized specimens. In orderto reveal Si diffusion from the cast iron to the steel wire, Si contentwere measured close to interface in as-cast and normalized speci-mens by energy dispersive spectroscopy (EDS) analysis. Also, frac-ture surfaces of the specimens were inspected with various magni-fications in as-cast and normalized specimens using SEM. JSV5600-LV model SEM machine was used for SEM and EDS analysis.
2.5. Hardness tests
The hardness values for cast iron and composites in the transi-tion regions and in the two sides (cast iron and steel) were measuredin the as-cast and the normalized specimens. Five hardness val-ues were obtained for transition region and the steel in terms ofVickers hardness (HV) using Instron Wolpert Vickers hardness testmachine according to ASTM E92-72 Standards. The hardness of thegray cast iron matrix of the composite and the gray cast iron with-out reinforcement were measured in terms of Rockwell hardness(HRB) and then converted to Vickers hardness values according toconversion table given in ASTM E92-72 Standards. Mean hardnessprofiles of the matrix, reinforcement, and transition region weredrawn separately in as-cast and normalized specimen.
3. Results and discussion
3.1. Impact toughness
3.1.1. Gray cast ironCharpy impact toughness tests were conducted at three different
temperatures (−80 ◦C, 0 ◦C, and 27 ◦C). Test results are summarized
A. Akdemir et al. / Materials Science and
Table 2Results of the Charpy impact toughness test of the gray cast iron (J).
Normalization temperature (◦C) Test temperature (◦C)
−80 0 27
As-cast 2.0 2.5 3.0889
iwsvictotpoemtti
3
wif0ttiaiostcc
iitta
Ff
localized necking is seen. Cavities and dimples on the fracture sur-face are the sign of weak interfaces between graphite flakes andmatrix. Same observations, brittle fracture, were seen in the fracturesurface of the gray cast iron used in the current study. Type of frac-
00 2.1 2.0 2.550 2.0 2.5 2.800 2.0 2.8 3.0
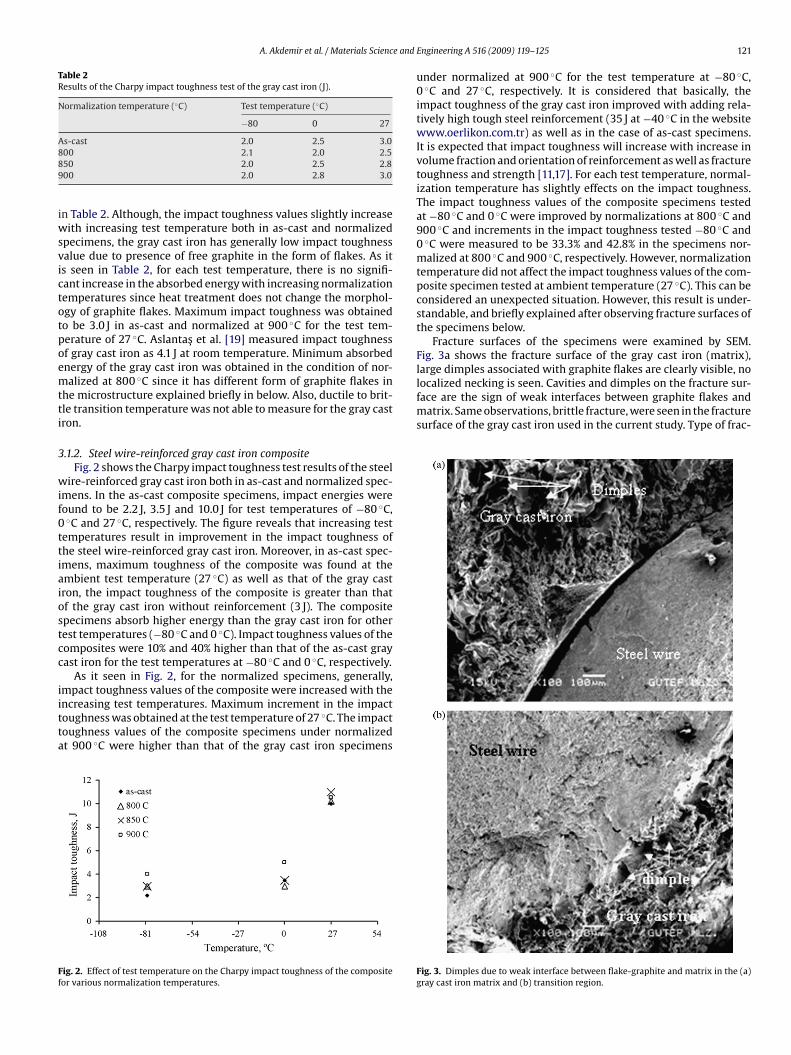
n Table 2. Although, the impact toughness values slightly increaseith increasing test temperature both in as-cast and normalized
pecimens, the gray cast iron has generally low impact toughnessalue due to presence of free graphite in the form of flakes. As its seen in Table 2, for each test temperature, there is no signifi-ant increase in the absorbed energy with increasing normalizationemperatures since heat treatment does not change the morphol-gy of graphite flakes. Maximum impact toughness was obtainedo be 3.0 J in as-cast and normalized at 900 ◦C for the test tem-erature of 27 ◦C. Aslantas et al. [19] measured impact toughnessf gray cast iron as 4.1 J at room temperature. Minimum absorbednergy of the gray cast iron was obtained in the condition of nor-alized at 800 ◦C since it has different form of graphite flakes in
he microstructure explained briefly in below. Also, ductile to brit-le transition temperature was not able to measure for the gray castron.
.1.2. Steel wire-reinforced gray cast iron compositeFig. 2 shows the Charpy impact toughness test results of the steel
ire-reinforced gray cast iron both in as-cast and normalized spec-mens. In the as-cast composite specimens, impact energies wereound to be 2.2 J, 3.5 J and 10.0 J for test temperatures of −80 ◦C,◦C and 27 ◦C, respectively. The figure reveals that increasing test
emperatures result in improvement in the impact toughness ofhe steel wire-reinforced gray cast iron. Moreover, in as-cast spec-mens, maximum toughness of the composite was found at thembient test temperature (27 ◦C) as well as that of the gray castron, the impact toughness of the composite is greater than thatf the gray cast iron without reinforcement (3 J). The compositepecimens absorb higher energy than the gray cast iron for otherest temperatures (−80 ◦C and 0 ◦C). Impact toughness values of theomposites were 10% and 40% higher than that of the as-cast grayast iron for the test temperatures at −80 ◦C and 0 ◦C, respectively.
As it seen in Fig. 2, for the normalized specimens, generally,mpact toughness values of the composite were increased with the
ncreasing test temperatures. Maximum increment in the impactoughness was obtained at the test temperature of 27 ◦C. The impactoughness values of the composite specimens under normalizedt 900 ◦C were higher than that of the gray cast iron specimensig. 2. Effect of test temperature on the Charpy impact toughness of the compositeor various normalization temperatures.
Engineering A 516 (2009) 119–125 121
under normalized at 900 ◦C for the test temperature at −80 ◦C,0 ◦C and 27 ◦C, respectively. It is considered that basically, theimpact toughness of the gray cast iron improved with adding rela-tively high tough steel reinforcement (35 J at −40 ◦C in the websitewww.oerlikon.com.tr) as well as in the case of as-cast specimens.It is expected that impact toughness will increase with increase involume fraction and orientation of reinforcement as well as fracturetoughness and strength [11,17]. For each test temperature, normal-ization temperature has slightly effects on the impact toughness.The impact toughness values of the composite specimens testedat −80 ◦C and 0 ◦C were improved by normalizations at 800 ◦C and900 ◦C and increments in the impact toughness tested −80 ◦C and0 ◦C were measured to be 33.3% and 42.8% in the specimens nor-malized at 800 ◦C and 900 ◦C, respectively. However, normalizationtemperature did not affect the impact toughness values of the com-posite specimen tested at ambient temperature (27 ◦C). This can beconsidered an unexpected situation. However, this result is under-standable, and briefly explained after observing fracture surfaces ofthe specimens below.
Fracture surfaces of the specimens were examined by SEM.Fig. 3a shows the fracture surface of the gray cast iron (matrix),large dimples associated with graphite flakes are clearly visible, no
Fig. 3. Dimples due to weak interface between flake-graphite and matrix in the (a)gray cast iron matrix and (b) transition region.

122 A. Akdemir et al. / Materials Science and Engineering A 516 (2009) 119–125
00 ◦C (
taAsit
Fa
Fig. 4. Fracture surfaces of the composites of (a) as-cast, normalized at: (b) 8
ure in the cast iron highly depends on morphology of free graphite,
nd discussed by Aranzabal et al. [20] and Simsir [17]. Furthermore,ranzabal et al. [20] showed that such dispersion hardened cast irontructures generally fail by ductile fracture; however, flake graphites a stress raiser which causes local interface fracture extendingo failure of the whole structure. In the transition regions, brittleig. 5. Graphite structure of the gray cast iron without reinforcement for: (a) as-castnd (b) normalizing at 900 ◦C.
c) 850 ◦C, and (d) 900 ◦C. (The impact toughness tests were applied at 27 ◦C.)
fracture observed. Cast iron side of the transition region has differ-ent microstructure than the matrix since flake graphites dissolveand diffuse from cast iron to the steel wire having low carbon con-tent during the solidification. Fully dissolution of graphite was notcompleted since such dimples in the cast iron side of the transi-tion region were observed in the fracture surface due to presenceof some partially dissolved graphite (Fig. 3b). Fig. 4a–d shows thefracture surfaces the transition region and the steel wire; the testswere conducted at 27 ◦C for specimens in as-cast and normalizedheat treatments. Also, debonding between the gray cast iron andthe steel fiber is seen in as-cast specimen (Fig. 4a) as well as thespecimens under normalized at 800 ◦C and 850 ◦C (Fig. 4b and c).It can be said that matrix and reinforcement behaved individuallyunder load due to the weak interface. When the impact load wasapplied, a crack was taken place on the edge of the specimen andwas grown completely in the brittle matrix except the steel fiberand load was carried by fiber and crack deflection taken place dueto debonding between matrix and fiber and then fiber fracture wasoccurred. Deflection of the crack contributes the improving impacttoughness of the composite in as-cast and normalized at 800 ◦C and850 ◦C [21]. The width of the debonding decreases with increasingnormalization temperatures and the debonding was not observedin the specimen of normalized heat treatment at 900 ◦C (Fig. 4d) andalso the crack growth in the matrix is seen in Fig. 4d (i.e. deflectionof the crack occurs in front of the transition region), since the matrix(gray cast iron) is much brittle than the transition region. The bondquality of the specimen with normalized at 900 ◦C was improveddue to more diffusion of carbon at 900 ◦C and formed metallurgi-cal bond along the interface. This situation causes decreasing theimpact toughness of the composite. However, the presence of steel
wire contributes the increasing in the impact toughness of the com-posite. In fracture surfaces of the steel wire, there are two distinctfracture types were observed in Fig. 4a–d. As it goes from edge tocenter of the steel, fracture type was converted from brittle to duc-tile since the microstructure changes from the high carbon content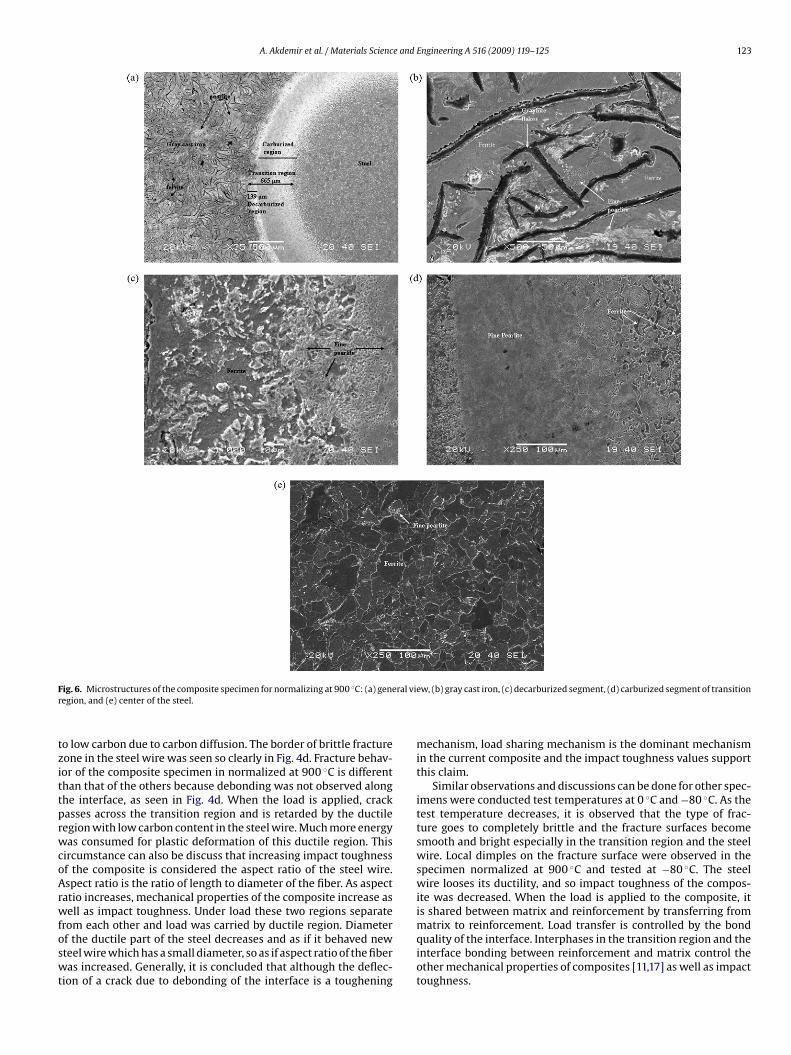
A. Akdemir et al. / Materials Science and Engineering A 516 (2009) 119–125 123
F ral vir
tzittprwcoArwfoswt
ig. 6. Microstructures of the composite specimen for normalizing at 900 ◦C: (a) geneegion, and (e) center of the steel.
o low carbon due to carbon diffusion. The border of brittle fractureone in the steel wire was seen so clearly in Fig. 4d. Fracture behav-or of the composite specimen in normalized at 900 ◦C is differenthan that of the others because debonding was not observed alonghe interface, as seen in Fig. 4d. When the load is applied, crackasses across the transition region and is retarded by the ductileegion with low carbon content in the steel wire. Much more energyas consumed for plastic deformation of this ductile region. This
ircumstance can also be discuss that increasing impact toughnessf the composite is considered the aspect ratio of the steel wire.spect ratio is the ratio of length to diameter of the fiber. As aspectatio increases, mechanical properties of the composite increase asell as impact toughness. Under load these two regions separate
rom each other and load was carried by ductile region. Diameterf the ductile part of the steel decreases and as if it behaved newteel wire which has a small diameter, so as if aspect ratio of the fiberas increased. Generally, it is concluded that although the deflec-
ion of a crack due to debonding of the interface is a toughening
ew, (b) gray cast iron, (c) decarburized segment, (d) carburized segment of transition
mechanism, load sharing mechanism is the dominant mechanismin the current composite and the impact toughness values supportthis claim.
Similar observations and discussions can be done for other spec-imens were conducted test temperatures at 0 ◦C and −80 ◦C. As thetest temperature decreases, it is observed that the type of frac-ture goes to completely brittle and the fracture surfaces becomesmooth and bright especially in the transition region and the steelwire. Local dimples on the fracture surface were observed in thespecimen normalized at 900 ◦C and tested at −80 ◦C. The steelwire looses its ductility, and so impact toughness of the compos-ite was decreased. When the load is applied to the composite, itis shared between matrix and reinforcement by transferring from
matrix to reinforcement. Load transfer is controlled by the bondquality of the interface. Interphases in the transition region and theinterface bonding between reinforcement and matrix control theother mechanical properties of composites [11,17] as well as impacttoughness.
1 e and Engineering A 516 (2009) 119–125
3
ccmnsmgrsatctnuoenggia
senn
nnattrirwpbcnraalso
F
24 A. Akdemir et al. / Materials Scienc
.2. Microstructures
In order to investigate the changing of graphite structure in theast iron with normalizing heat treatment, the unreinforced grayast iron specimens with unetched were examined under opticalicroscope (100× magnification) in the conditions of as-cast and
ormalized at 800 ◦C, 850 ◦C and 900 ◦C Fig. 5(a–b) shows graphitetructures of the gray cast iron specimens under as-cast and nor-alizing at 900 ◦C. Graphite structure of the unreinforced as-cast
ray iron was in the form of 1A3-5 types (ASTM A 247-673), i.e.andomly oriented, homogeny distribution, thick and extremelyharp tip flakes (Fig. 5a). Heat treatment was not affected the lengthnd the form of graphite flakes but fine flakes disappeared and thehickness of the flakes was decreased but carbon precipitates wereoarsened as like a nodule due to carbon diffusion and the dis-ribution of the graphite flakes in the matrix was not changed byormalization heat treatments, i.e. 1A3 type (see Fig. 5b) Same sit-ation was observed by Akdemir et al. [11]. Similar structures werebtained for the gray cast iron normalized at 850 ◦C. Only differ-nce is the type of graphite flake of the composite specimen withormalized at 800 ◦C in 1AB form. The amount of mixed form ofraphite flake acts adverse effect on the absorbed energy of theray cast iron. Therefore, there is no considerable increase in thempact toughness of the gray cast iron without reinforcement fors-cast and normalized heat treatments conditions.
Same graphite structure (1A3-5) was observed in the compositepecimens in the conditions of as-cast and normalizing. Only differ-nce is the type of graphite flake of the composite specimen withormalized at 800 ◦C in 1AB form as well as gray cast iron specimenormalized at 800 ◦C.
The microstructure of the composite is examined under scan-ing electron microscope (SEM) as seen in Fig. 6a–e underormalization at 900 ◦C. On the figures, the gray cast iron, transitionnd steel fiber regions are shown in Fig. 6a. Generally, microstruc-ure of the gray cast iron was consisting of the graphite flakes inhe mixture of ferrite and pearlite phases (Fig. 6b). The transitionegion with the length of 665 �m composes of two segments, ones the decarburized region in cast iron and later is the carburizedegion in the steel wire. Microstructure of the decarburized regionith the length of 139 �m was mixtures of ferrite and pearlitehases without flake-graphite, which was formed due to the car-on diffusion as seen in Fig. 6c [11,12]. It can be considered that thearbon diffusion contributes to improvement of the impact tough-ess. Microstructure of the carburized segment of the transitionegion is almost fully fine pearlite phase as seen in Fig. 6d. Then,s going to center of the steel wire, the microstructure changes
nd consists of pearlite islands in ferrite matrix (Fig. 6e). Simi-ar microstructures were observed in other normalized compositepecimens. Two effects of the normalizing heat treatment werebserved in the microstructure. One is that the carbon diffusion wasig. 7. Variation of Si content with from center of the steel to the gray cast iron.
Fig. 8. Variation of hardness with normalizing heat treatment temperatures for thecast iron, transition and steel wire regions of the composite.
increased with increasing normalization temperature because thewidth of the decarburized region was measured as 94 �m, 118 �mand 129 �m for the as-cast, and the normalized specimens at 800 ◦Cand 850 ◦C respectively. Second one is that increasing carbon dif-fusion with normalization temperature causes better effect in themicrostructure of the gray cast iron since dissolution of graphiteflakes, and also the microstructure of the transition region (Fig. 6b)has fine pearlite grains with respect to as-cast condition (Fig. 6a).The amount of pearlite phase increases in a volume since the carbondiffusion occurs faster at high temperature [17]. It is considered thatimprovement of microstructure contributes to the impact tough-ness of the composite with respect to that the gray cast iron withoutreinforcement.
3.3. Effect of Si
It is well known that as the amount of Si in cast iron is increased,eutectic point shifts toward left side in Fe-C phase diagram. Theamount of free graphite in the matrix increases with decreasingcooling rate. Mechanical properties are affected worse due to pres-ence of free graphite in shape of flake. In Fig. 7, the amounts ofSi were measured at the center of the wire, the transition region,and the gray cast iron by EDS. As it is seen, the amount of Siincreases from the center of wire to the gray cast iron due to dif-fusion of Si [12]. Si content in the transition region increases withnormalization temperature. There is a considerable difference inthe Si-content between the center of the steel wire and at the inter-face. However, diffusion of Si does not occur as fast as that of Csince Si diffuses into substitution sites in Fe. Si encourages ferritephase and the formation of graphite flakes in the cast iron, so a littleamount of ferrite phase was observed in the microstructure of thecast iron segment of the transition region. The microstructure ofthe decarburized region is mainly pearlite phase due to decreasingin Si content by diffusion [19,22]. Also, Si delays etching of the spec-imen so it is possible to say that the partially dissolved graphitesin the cast iron side of the transition regions were not able to seenclearly due to insufficient etching. Furthermore, while specimenwas prepared in the current experimental work, great attention wasgiven to reveal the graphite morphology. Specimen preparation isa problem when the soft graphite presents in the hard matrix [23].
3.4. Hardness
Fig. 8 shows the variation of Vickers hardness values with nor-
malization temperature. The gray cast iron without reinforcementand the matrix of composite have same hardness values. This was anexpected result since there was no change in the microstructures.Therefore, the hardness of the gray cast iron in the composite wasshowed only in Fig. 8. Furthermore, there is no significant change
e and
iititamPatcTwrwtHpoc[
scdpphg
4
cow
2
3
4
[
[[[
[
[
[
[
[
A. Akdemir et al. / Materials Scienc
n the hardness values of the steel wire core with changing normal-zation temperature due to same reason (Fig. 8). However, for theransition region, the hardness values were increased with increas-ng normalization temperature [9,10,12]. Average hardness value ofhe transition region was measured as 315 HV for as-cast conditionnd the hardness number increases 3.2%, 22.2% and 27.0% with nor-alizing temperatures at 800 ◦C, 850 ◦C and 900 ◦C, respectively.
resence of free graphite in microstructure decreases hardness ofgray cast iron. But free graphite dissolved in the cast iron side of
he transition region since C and Si diffuse from the cast iron (higharbon concentration) to the steel wire (low carbon concentration).herefore, graphite free zone was obtained in the microstructure,hich increases the hardness of the cast iron side of the transition
egion. In the steel side of the transition region, C concentrationas increased due to diffusion of carbon. Increasing C content con-
ributes formation of pearlite phase in the microstructure of steel.ardness of the pearlite phase is always greater than that of ferritehase (microstructure in core of the steel). Therefore, the hardnessf the steel side of the transition region is greater than that of theore of the steel. Both situations were observed and shown in Fig. 6a22].
For a future work, carbon content of the steel fiber can be cho-en to be sufficiently high that the graphite flakes can be solvedompletely by carbon diffusion from the cast iron to the steel fiberuring the solidification and cooling stages. By selecting the correctarameters such as casting condition, cooling rate, fiber orientation,reheating of fibers and especially high enough volume fraction,aving high impact toughness cast iron composites with completelyraphite free matrix can be produced economically.
. Conclusion
In this study, impact toughness of the fiber reinforced cast ironomposite which is made up of tough low carbon content continu-us steel wire as reinforcement and brittle gray cast iron as a matrix,as investigated, and the following conclusions were obtained:
1. Absorbed energy of the gray cast iron increases basically withadding the ductile reinforcement. The basic mechanism is theload shearing due to improvement in the quality of the bondwhich is a stronger bond occurred by carbon diffusion. It is con-sidered that pearlite phase was formed in the transition regionby carbon diffusion. Presence of pearlite phase without lack ofgraphite contributes to improvement of impact toughness of thecomposite materials.
. Absorbed energy of the composite decreases with decreasing testtemperature since the steel wire in the composite looses its duc-tility and behaves as a brittle material as the test temperaturewas decreased.
. Impact toughness at 27 ◦C did not show any improvement com-pare to as-cast composite since the fracture behavior of thecomposite specimen under normalized at 900 ◦C is differentthan that of as-cast. As the basic fracture mechanism of as-cast
composite is the crack deflection due to debonding, that of nor-malized specimen is crack deflection in the brittle gray cast ironplus presence of ductile phase which retards of crack growth.. Transition region having high hardness was observed due to theC and Si diffusions. However, flake graphite number, size and
[
[
[
Engineering A 516 (2009) 119–125 125
distribution in the gray cast iron and width of the transitionregion can be controlled by volume fraction of the reinforce-ment, carbon content of the steel wire, casting temperature, andsolidification parameters. If all these parameters are selectedappropriately, the volume of the graphite free transition regioncan be increased.
5. Impact toughness of the gray cast iron was not improved with theincreasing normalization temperature since there is no changein the morphology of graphite flakes in the gray cast iron withnormalizing heat treatment. Normalizing heat treatment doesnot affect impact toughness of the cast composite significantly,because the partially dissolved region (gray cast iron side of thetransition region) is very narrow due to insufficient volume frac-tion for the current work condition.
Acknowledgements
This study was made as Ph. D. thesis by Recai KUS in the Gradu-ate School of Natural and Applied Science, Selcuk University, Konya2005 (in Turkish) and the authors thank to Selcuk University Scien-tific Research Centre for financial support.
References
[1] C.F. Walton, T.J. Opar, Iron Casting Handbook, Iron Casting Society Inc., NewYork, 1981, pp. 57.
[2] G. Bertolino, J.E.P. Ipina, Journal of Materials Processing Technology 179 (2006)202–206.
[3] B.A. Ceccarelli, R.C. Dommarco, R.A. Martínez, G.M.R. Martínez, Wear 256(2004) 49–55.
[4] J.V. Giacchi, R.A. Martínez, G.M.R. Martínez, R.C. Dommarco, Wear 262 (2007)282–291.
[5] W. Xu, M. Ferry, Y. Wang, Materials Science and Engineering A 390 (2005)326–333.
[6] Z.M. El-Baradie, M.M. Ibrahim, I.A. El-Sisy, A.A. Abd El-Hakeem, Materials Sci-ence 40 (4) (2004) 523–528.
[7] H. Fu, Y. Miao, X. Chen, K. Hu, Z. Tian, Mat.-wiss. u. Werkstofftech. 38 (3) (2007)233–238.
[8] S.D. Antolovich, K. Kasi, G.R. Chanani, Fracture Toughness of Duplex Structures.Part I. Tough Fibers in a Brittle Matrix, ASTM STP 514, American Society forTesting and Materials, Philadelphia, 1972, pp.115–133.
[9] N. Özdemir, M. Aksoy, N. Orhan, Journal of Materials Processing Technology 141(2003) 228–233.
10] M. Simsir, T. Öztürk, M. Doruk, Investigation of the fracture behavior ofsteel/steel laminates in crack divider orientation, Turkish Journal of Engineeringand Environmental Sciences 28 (2004) 397–404.
[11] A. Akdemir, H. Arıkan, R. Kus, Materials Science and Technology 21 (2005)1099–1102.
12] B. Kurt, N. Orhan, A. Hascalık, Materials and Design 28 (7) (2007) 2229–2233.13] M.B. Karamis, A. Tasdemirci, F. Nair, Composites: Part A 34 (2003) 217–226.14] A. Kawamata, H. Mihashi, Y. Kaneko, K. Kirikoshi, Engineering Fracture Mechan-
ics 69 (2002) 249–265.15] F. Carreno, J. Chao, M. Pozuelo, O.A. Ruano, Scripta Materialia 48 (2003)
1135–1140.16] J. Hashmi, L. Looney, M.S.J. Hashmi, Journal of Materials Processing Technology
123 (2002) 251–257.[17] M. Simsir, Journal of Materials Science 42 (2007) 6701–6707.18] D.R. Lesuer, C.K. Syn, O.D. Sherby, J. Wadsworth, J.J. Lewandowski, W.H. Hunt,
International Materials Reviews (1996) 41–169.19] K. Aslantas, S. Talas, S. Tasgetiren, Engineering Failure Analysis 11 (2004)
369–373.20] J. Aranzabal, I. Gutierrez, J.M. Rodriguez-Ibabe, J.J. Urcola, Metallurgical & Mate-
rials Transaction A 28 (1997) 1143–1156.21] A. Rohatgi, D.J. Harach, K.S. Vecchio, K.P. Harvey, Acta Materialia 51 (2003)
2933–2957.22] R. Kus, Investigation of mechanical properties of gray cast iron composite rein-
forced with low carbon steel fiber, Selcuk University, Ph.D. Thesis, 2007.23] J.M. Radzikowska, Materials Characterization 54 (2005) 287–304.