Gujarat Perfect Engineering Limited
15
Gujarat Perfect Engineering Limited Presents the services of Gujarats’s Largest Heat Treatment Furnace At the most unbeatable price. GPEL has been expertising in Heat Treatment since 40 years. Providing Complete Heat Treatment Solutions for a wide Range of Equipment and Applications. Stress Relieving, Normalizing, Solution Annealing, Quench-Tempering, Multistage Heat treatment for all kinds of Castings, Cleaning and Refurbishing of Spinning Beams, Die Plates etc.. Hardening and Tempering We Undertake Jobs Under Inspections of IBR, LRIS, BVIS, NPCIL, TUV, FEDO Etc. Partial client list includes ABB, Seimens, NTPC, BARC, BHEL (Bhopal), HWP, ISRO, Bend Joints (Bhopal), L&T, Jindal Saw Pipes, Welspun, Cameron, Reliance, Alstom Power, Inox CVA, Vijay Tanks, Voith, Anup Engineering
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of Gujarat Perfect Engineering Limited

Gujarat Perfect Engineering Limited
Presents the services of Gujarats’s Largest Heat Treatment Furnace
At the most unbeatable price.
GPEL has been expertising in Heat Treatment since 40 years. Providing Complete Heat Treatment Solutions for a wide Range of Equipment and
Applications.
Stress Relieving, Normalizing,
Solution Annealing, Quench-Tempering,
Multistage Heat treatment for all kinds of Castings, Cleaning and Refurbishing of Spinning Beams, Die Plates etc..
Hardening and Tempering
We Undertake Jobs Under Inspections of IBR, LRIS, BVIS, NPCIL, TUV, FEDO Etc.
Partial client list includes
ABB, Seimens, NTPC, BARC, BHEL (Bhopal), HWP, ISRO, Bend Joints (Bhopal), L&T, Jindal Saw Pipes, Welspun,
Cameron, Reliance, Alstom Power, Inox CVA, Vijay Tanks, Voith, Anup Engineering

Our Furnaces
Sr. No. Max Temp
°C Length Width Height
Weight (tones)
Furnace 1
700°C 15 mtr 5 Mtr 5 Mtr 100
Furnace 2
1200°C 5 Mtr 5 Mtr 2.5 Mtr 10
Furnace 3
1100°C 12 mtr 3.5 Mtr 3.5 Mtr 25
Furnace 4
1100°C 1.5 Mtr 1.2 Mtr 1 Mtr 1
Furnace 5
1100°C 2.4 Mtr 2.4 Mtr 1.2 Mtr 2.
Furnace 6
950°C 6 Mtr 6 Mtr 5 Mtr 50
The Furnaces are Boogie Hearth Type Furnaces, With Ceramic Wool Blanket Lining. We always Use LDO or HSD fuel for the Best Results and its Extra Low Sulphur Content. With North American Design Design type Burners, All the Furnaces have Manually Controlled Fine Burners,, Which can be Very precisely controlled All Recorders and Thermocouples Calibrated Every Six months and are as Per API Standards. All our Our Furnaces Are Calibrated As per API Standards.

Loading of 35 Tones vessel in progress
Picture Showing Ceramic Wool Lining
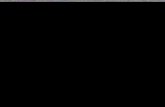
Loading of 60 Ton MG Roller in progress
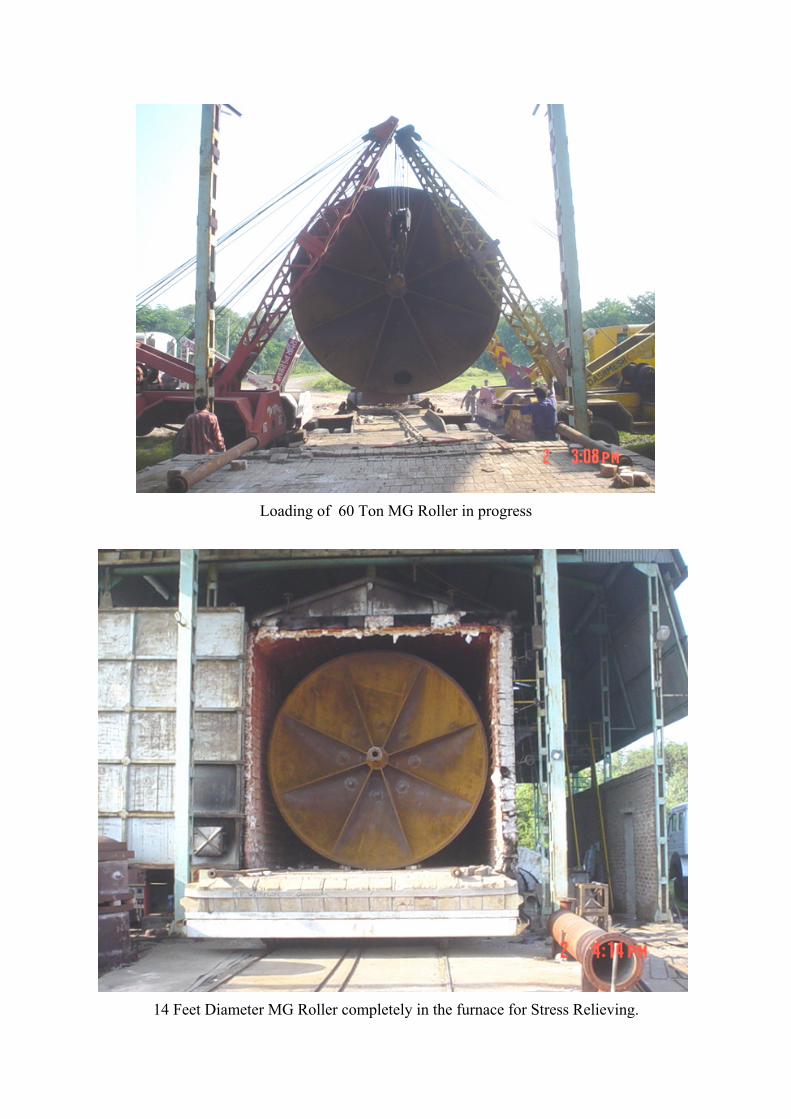
14 Feet Diameter MG Roller completely in the furnace for Stress Relieving.

IPCL Bends simultaneous 42 point recording
Inconel Inner Casing, NTPC
Inconel Mixing Chamber, GPEC Paguthan

Forced Air Cooling System
We have developed successfully a typical heat treatment with forced air cooling system with continuous argon purging for SS clad reactors for L &T Ranoli.. The system worked satisfactorily to the requirement of L&T Ranoli QC Dept and the BARC Inspection
The System is being used successfully for High Chromium Content Castings having a dia approx 4 meters and weight approx 10 MT.

Loading of 30 Tons Equipment
Loading of 15Mtr Long Vessel

The Furnace Facilities on NH No.8, Near Baroda
Solution Annealing of 3.6 meter D'End
Contact us at: Nizami Compound Makarpura Road, Baroda – 390009
Phone : +91-265-2642140 Fax : +91-265-2651834 E-mail: [email protected]
Md. Yunus Sulemani : +91-9825312140
Anand Majmudar : +91-9898014997, (0265) 2642140 Mohsin Jabir : +91-9824024997, (02666) 271156

Gujarat Perfect Engineering Limited Registered Office : Nizami Compound, Makarpura Road, Baroda – 390009
Phone: +91-265-2642140, Telefax: +91-265-2631834, E-mail: [email protected] Works : Manglej Village, Nr. Por, NH No.8, Taluka Karjan, Baroda, Gujarat.
Phone : +91-2666-271156
2 March 2012
PROCEDURE FOR POST WELD HEAT TREATMENT (STRESS RELIEVING)
Procedure No. Sr-GP0018(11-12)
1. This procedure is for PWHT (Stress Relieving) of the Vessel or Vessel part fabricated from Carbon and low alloy steels. (Material Group: P No. 1.)
2. This procedure is for PWHT (Stress Relieving) the Vessel or Vessel part by heating as a whole
in an enclosed furnace in which low sulphur content liquid fuel is used.
3. The Vessel or Vessel part to be Stress Relieved shall be examined thoroughly particularly all weld seams.
4. The furnace shall be of such design as to prevent direct impingement of the flame on the Vessel or Vessel part.
5. Excessive oxidation to be avoided during heating and holding.
6. The Vessel or Vessel part should be placed in the furnace properly so that the entire surface is heated uniformly. Adequate support of firebricks is given to ensure that there is no distortion of any kind during the entire heat treatment.
7. Furnace temperature at the time of placement of Vessel or Vessel part in the furnace should
not exceed 300o C. 8. The General PWHT (Stress Relieving) Cycle
a. Loading temperature shall be maximum 3000C at the time of loading the Vessel or Vessel part.
b. The rate of heating shall not exceed 2000C /hr c. The Soaking temperature will be 6100C plus or minus 20 oC d. The Soaking period will be at least 60 minutes per 25mm thickness, but not less than
15 minutes (As applicable for max. material thickness).
9. After the Vessel or Vessel part is soaked for the required length of time as per para above. It should be allowed to cool in still air (outside the furnace).
10. The temperature specified here in above shall be the actual temperature of any part of the
Vessel or Vessel part shall be determined by thermocouples in contact with the Vessel or Vessel part.
11. All temperature shall be recorded continuously and automatically.
12. A temperature-time diagram of the PWHT (Stress Relieving) operation shall be obtained.
This record will be furnished at the end of the required PWHT (Stress Relieving) Cycle.
13. Calibration of the thermocouples and Temperature Recorder shall be updated and traceable to National Standard and shall be offered for verification at the beginning of the cycle
For Gujarat Perfect Engineering Ltd.

Gujarat Perfect Engineering Limited Registered Office : Nizami Compound, Makarpura Road, Baroda – 390009
Phone: +91-265-2642140, Telefax: +91-265-2631834, E-mail: [email protected] Works : Manglej Village, Nr. Por, NH No.8, Taluka Karjan, Baroda, Gujarat.
Phone : +91-2666-271156
2 March 2012
PROCEDURE FOR SOLUTION ANNEALING OF DISHED ENDS
Procedure No. Sol-GP0019(11-12)
1. This procedure is for Solution Annealing of Dished Ends fabricated from Stainless steels
2. This procedure is for Solution Annealing Dished Ends by heating as a whole in an enclosed furnace in which low sulphur content liquid fuel is used.
3. The Dished end to be Solution Annealed shall be examined thoroughly particularly all weld seams.
4. The furnace shall be of such design as to prevent direct impingement of the flame on the
Dished End.
5. The Dished End should be placed inside the furnace properly so that the entire surface is heated uniformly.
6. Furnace temperature at the time of placement of Dished End in the furnace should not
exceed 300o C. 7. The Solution Annealing Cycle
i. Loading temperature shall be maximum 300o at the time of loading the Dished ends. ii. The rate of heating shall not exceed 2500C /hr iii. The Soaking temperature will be 1040 0C to 1060 0C iv. The Soaking period will be at least 60 minutes per 25mm thickness, but not less than
15 minutes (As applicable for max. material thickness).
8. As soon as the Soaking period is completed, the door of furnace will be opened and simultaneously the bogie shall be pulled out for water spraying. The spraying of water shall begin immediately using high velocity water jets from least 20 nos. of spray nozzles, to bring down the temperature from 850 0C to 350 0C within 3 minutes.
9. The location of the water spray nozzles is such that the spray of water on the Dished End(s)
is uniform from all sides and on the entire surface.
10. A minimum of 2 nos. of “K” type thermocouple shall be attached on a Dished End and 1 no. kept in the atmosphere of the Furnace.
11. All temperature shall be recorded continuously and automatically. A temperature-time
diagram of the Solution Annealing operation shall be obtained. This record will be furnished at the end of the required Solution Annealing Cycle.
12. Calibration of the thermocouples and Temperature Recorder shall be updated and traceable
to National Standard and shall be offered for verification at the beginning of the cycle
For Gujarat Perfect Engineering Ltd.

Gujarat Perfect Engineering Limited Registered Office : Nizami Compound, Makarpura Road, Baroda – 390009
Phone: +91-265-2642140, Telefax: +91-265-2631834, E-mail: [email protected] Works : Manglej Village, Nr. Por, NH No.8, Taluka Karjan, Baroda, Gujarat.
Phone : +91-2666-271156
2 March 2012
PROCEDURE FOR SOLUTION ANNEALING OF INCONEL COMPONENTS
Procedure No. Sol-GP0020(11-12)
1. This procedure is for Solution Annealing of Components fabricated from Inconel .
2. This procedure is for Solution Annealing Components by heating as a whole in enclosed furnace, in which low sulphur content liquid fuel is used.
3. The Components to be Solution Annealed shall be examined thoroughly particularly all weld
seams.
4. The furnace shall be of such design as to prevent direct impingement of the flame on the Components.
5. The Components should be placed inside the furnace properly so that the entire surface is
heated uniformly.
6. Furnace temperature at the time of placement of Component in the furnace should not exceed 300o C.
7. The Solution Annealing Cycle
i. Loading temperature shall be maximum 300o at the time of loading the Components. ii. The rate of heating shall not exceed 2000C /hr iii. The Soaking temperature will be 1160 0C iv. The Soaking period will be as required by the client.
8. As soon as the Soaking period is completed, the door of furnace will be swing opened and
temperature allowed to come down to 9000C, then after the bogie shall be pulled out for the cooling in still air
9. A minimum of 4 nos. of “K” type thermocouple shall be attached on a Component and 1 no.
kept in the atmosphere of the Furnace.
10. All temperature shall be recorded continuously and automatically. A temperature-time diagram of the Solution Annealing operation shall be obtained. This record will be furnished at the end of the required Solution Annealing Cycle.
11. Calibration of the thermocouples and Temperature Recorder shall be updated and traceable
to National Standard and shall be offered for verification at the beginning of the cycle
For Gujarat Perfect Engineering Ltd.

Gujarat Perfect Engineering Limited Registered Office : Nizami Compound, Makarpura Road, Baroda – 390009
Phone: +91-265-2642140, Telefax: +91-265-2631834, E-mail: [email protected] Works : Manglej Village, Nr. Por, NH No.8, Taluka Karjan, Baroda, Gujarat.
Phone : +91-2666-271156
2 March 2012
PROCEDURE FOR NORMALISING OF DISHED ENDS
Procedure No. Nor-0021(11-12)
1. This procedure is f or Normalizing of Dished Ends fabricated from Carbon and low alloy steels (Material Group: P No. 1.)
2. This procedure re is f or Normalizing of Dished End(s) by heating as a whole in an
enclosed furnace in which low sulphur content liquid fuel is used.
3. The Dished End(s) to be Normalized shall be examined thoroughly particularly all weld seams.
4. The furnace shall be of such design as to prevent direct impingement of the flame on the
Dished End(s)
5. Excessive oxidation to be avoided during heating and holding.
6. The Dished End(s) should be placed in the furnace properly so that the entire surface i s heated uniformly. Adequate support of firebricks is given to ensure that there is no distortion of any kind during the entire heat treatment.
7. Furnace temperature at the time of placement of Vessel or Vessel p art in the furnace should
not exceed 300o C.
8. The Normalizing Cycle a. Loading temperature shall be maximum 3000C at the time of l oading the Dished
ends. b. The rate of heating shall not exceed 2000C /hr c. The Soaking temperature will be 910 0C plus or minus 10 oC
9. The Soaking period will be at least 60 minutes per 25mm thickness, but not less than 30
minutes (As applicable for max. material thickness).
10. After Dished End(s) is soaked for the required length of time as per the para above. It should be allowed to cool in still air (outside the furnace).
11. All temperature shall be recorded continuously and automatically.
12. A temperature-time diagram of the Normalizing operation shall be o obtained. This record will be furnished at the end of the required Normalizing Cycle.
13. Calibration of the thermocouples and Temperature Recorder shall be updated and traceable
to National Standard and shall be offered for verification at the beginning of the cycle For Gujarat Perfect Engineering Ltd.

Gujarat Perfect Engineering Limited Registered Office : Nizami Compound, Makarpura Road, Baroda – 390009
Phone: +91-265-2642140, Telefax: +91-265-2631834, E-mail: [email protected] Works : Manglej Village, Nr. Por, NH No.8, Taluka Karjan, Baroda, Gujarat.
Phone : +91-2666-271156
2 March 2012
PROCEDURE FOR SOLUTION ANNEALING OF SS Equipment Procedure No. Sol-GP0022(11-12)
1. This procedure is for Solution Annealing of Equipment fabricated from Stainless steels
2. This procedure is for Solution Annealing Equipment by heating as a whole in an enclosed
furnace.
3. The Equipment to be Solution Annealed shall be examined thoroughly particularly all weld seams.
4. The furnace shall be of such design as to prevent direct impingement of the flame on the
Equipment.
5. The Equipment should be placed inside the furnace properly so that the entire surface is heated uniformly.
6. Furnace temperature at the time of placement of Equipment in the furnace should not exceed
300o C. 7. The Solution Annealing Cycle
i. Loading temperature shall be maximum 300o at the time of loading the Equipment. ii. The rate of heating shall not exceed 2500C /hr iii. The Soaking temperature will be 1040 0C to 1060 0C iv. The Soaking period will be at least 60 minutes per 25mm thickness, but not less than
15 minutes (As applicable for max. material thickness).
8. As soon as the Soaking period is completed, the door of furnace will be opened and simultaneously the bogie shall be pulled out for water spraying. The spraying of water shall begin immediately using high velocity water jets from least 20 nos. of nozzles, to bring down the temperature from 850 0C to 350 0C within 3 minutes.
9. The location of the water spray nozzles is such that the spray of water on the Equipment(s)
is uniform from all sides and on the entire surface.
10. A minimum of 2 nos. of “K” type thermocouple shall be attached on a Equipment and 1 no. kept in the atmosphere of the Furnace.
11. All temperature shall be recorded continuously and automatically. A temperature-time
diagram of the Solution Annealing operation shall be obtained. This record will be furnished at the end of the required Solution Annealing Cycle.
12. Calibration of the thermocouples and Temperature Recorder shall be updated and traceable
to National Standard and shall be offered for verification at the beginning of the cycle
For Gujarat Perfect Engineering Ltd.

L&T Hydrocarbon Engineering Limited, Hazira Works
VENDOR EVALUTION PERIOD : - 01-Jan-2018 to 31-Dec-2018
Category
SAP Vendor Code Vendor Name Address P.O. No. Delivery Quality Price Customer
Satisfaction Total Remarks Signature
Max. 35 Points
Max. 45 Points
Max. 5 Points
Max. 15 Points
Max. 100
Points
HEAT TREATM
ENT
58936 GUJARAT PERFECT ENGINEERING LTD
7500049310 35 45 5 13 98 Approved
7500049434 35 45 5 13 98 Approved
7500049844 35 45 5 13 98 Approved
7500050060 35 45 5 13 98 Approved
7500050253 35 45 5 13 98 Approved
7500050344 35 45 5 13 98 Approved
7500050359 35 45 5 13 98 Approved
7500050591 35 45 5 13 98 Approved
7500052062 35 45 5 13 98 Approved
7500052236 35 45 5 13 98 Approved

Office of the Director of Boilers, 3rd Floor, D-Block, Asarava Bahumali Bhavan, manjushriMill Compound,
Girdharnagar, Ahmedabad - 380 004 e-mail :- cislmsn-lab-ahd(i4guiarat.gov.i!! & Web site :- http://www.boiler.gu.iarat.gov.in
No. DOB/TECHJ2018! r-4 e 1 (7 Date: J JUL l0181
To JRe Director, ~GUJARAT PERFECT ENGINEERING LIMITED,
Village - Manglej, National Highway no. 8, Ta. Karjan, Dist. Vadodara.
Sub: Renewal of approval of Furnace to carry out Heat Treatment of Jobs
falling under purview of IBR _.. 1950.
Ref: 1. This office letter no. TECH 1 19693 / 2008 dtd. 0711 0/2008, TECH!
11192 ! 2010 dtd.21106/2010 & DOB 1TECH /13230/2012 dtd.
26/06/2012, DOB 1TECH 1 11027 / 2014 dtd. 1710612014
2. This oftIce letter no. DOB 1TECH 113228 ! 2016 dtd.29106/2016.
3. Your letter no. GPELlHT 12018 dtd. 04/05/2018 .
4. Endorsement no. DDOB 1VADO i 4675 dtd. 16/05/2018 of
Deputy Director of Boilers, Vadodara.
5. Government of Gujarat Notification no. GR -- 2007-- 73 ....... IBA ....
1099-- 1895 (I) - M - (3 ) dtd. 31/08/2007.
Sir, With reference to above the approval granted to your for firm to carry out Heat
Treatment of Jobs falling under purview IBR - 1950 Code is extended / renewed for two year
more i.e. from 2110612018 to 20/06/2020.
Voucher 110. 142 ofRs. 3,0001- dtd.01l05/2018 for registration fee enclosed here\\"ith
for renewal fees. Also you shall apply for renewal of their firm recognition at least two
months before the expiry of said period.
Yours faithfully
(A~ Directors of Boilers
Gujarat State, Ahmedabad.
Copy to : DOBI TECH120181 dtd.
1. Shri A. A. Shah, Deputy Director of Boilers, Vadodara Divisionihr information &
necessary action.