
A INFLUÊNCIA DO NEODESENVOLVIMENTISMO NA INTEGRAÇÃO REGIONAL
Upload
khangminh22Category
view
0download
0
INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA
CÂMPUS FLORIANÓPOLIS
DEPARTAMENTO ACADÊMICO DE CONSTRUÇÃO CIVIL
CURSO SUPERIOR DE GRADUAÇÃO EM ENGENHARIA CIVIL
FERNANDA DOMINGUES DE MELO
ESTUDO DA INFLUÊNCIA DA CURA EM ARGAMASSA
ESTABILIZADA PARA REVESTIMENTO
FLORIANÓPOLIS, JULHO DE 2018

INSTITUTO FEDERAL DE EDUCAÇÃO CIÊNCIA E TECNOLOGIA DE SANTA CATARINA
CÂMPUS FLORIANÓPOLIS
DEPARTAMENTO ACADÊMICO DE CONSTRUÇÃO CIVIL
CURSO SUPERIOR DE GRADUAÇÃO EM ENGENHARIA CIVIL
FERNANDA DOMINGUES DE MELO
ESTUDO DA INFLUÊNCIA DA CURA EM ARGAMASSA
ESTABILIZADA PARA REVESTIMENTO
Trabalho de Conclusão de Curso submetido ao Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina como parte dos requisitos para a obtenção do título de bacharel em Engenharia Civil
Professora Orientadora: Luciana Maltez Calçada, Dr. (a)
FLORIANÓPOLIS, JULHO DE 2018


Dedico este trabalho a minha amada mãe, Dineise Domingues de Melo, e ao meu querido pai, Marcos Antonio de Melo, que são peças fundamentais da minha jornada
e responsáveis pela mulher que me tornei.
RESUMO
A argamassa estabilizada é caracterizada por manter sua trabalhabilidade no estado fresco por até 72 horas. Seu endurecimento inicia tardiamente, devido à presença de estabilizadores de hidratação. Dessa maneira a argamassa perde água por um tempo maior antes do início das reações de hidratação. A perda desta água por evaporação e por sucção do substrato pode influenciar nas propriedades do estado endurecido dos revestimentos executados com esta argamassa. Diante do cenário exposto, o presente trabalho tem o objetivo avaliar a influência do processo de cura nas propriedades dos revestimentos utilizando argamassa estabilizada. Inicialmente, foi feita a avaliação da influência dos materiais constituintes da argamassas estabilizadas no estado fresco: com e sem cal, em dois traços e com três teores de aditivo estabilizador de hidratação. A partir dessas argamassas foram avaliadas a resistência à compressão e resistência à tração quando submetidas a três processos de cura e em momentos distintos. As argamassas que apresentaram diferenças significativas no estado endurecido foram utilizadas para produção de revestimentos em blocos de concreto, que foram submetidos também a três processos de cura. Nos revestimentos foram determinados a resistência de aderência à tração, a dureza superficial e foi realizado o ensaio de cravação pneumática de pinos. Os resultados mostraram que a cura úmida atua beneficamente nas propriedades do estado endurecido das argamassas estabilizadas.
Palavras-chave: argamassa estabilizada, cura, revestimento argamassado.

ABSTRACT
Ready mix mortar is characterized by maintaining its workability for extended periods. Due to the presence of hydration stabilizing admixture it starts to harden later. Therefore, this mortar loses water for a longer period of time before the beginning of the hydration reactions. The loss of water by evaporation and substrate suction may influence the characteristics of the rendering executed with rendering mortar. In this context, the objective of this study was to evaluate the influence of wet curing in hardening properties of rendering mortar coating executed with ready mix mortar. Initially, the influence of the mass ratio proportion and the ready mix mortar composition in the fresh state properties were evaluated. Two mass ratio proportion, containing or not lime as part of the binder, and three hydration stabilizing admixture contents were studied. Prismatic specimens were submitted to three different curing processes during three different periods of time before the evaluation of the hardened state properties. The ready mix mortars that presented significant differences in the hardened state properties were used as rendering mortar coating over concrete blocks surfaces and were also submitted to three curing processes. After that bond tensile strength and surface hardness test were conducted. Pneumatic spike pin test was conducted as well. The results showed that wet curing improve properties in the hardened state of ready mix mortars.
Palavras-chave: ready mix mortar, curing, rendering mortar.

LISTA DE FIGURAS
Figura 1 — Composição granulométrica do agregado miúdo ................................... 30
Figura 2 — Fluxograma das argamassas estudadas ............................................... 31
Figura 3 — Misturador de eixo vertical maior ............................................................ 33
Figura 4 — Balde plástico com argamassa ............................................................... 34
Figura 5 — Homogeneização após 24 horas ............................................................ 34
Figura 6 —Simulação de ambiente saturado ............................................................ 36
Figura 7 — Corpos de prova para execução do ensaio de resistência à tração na
flexão e à compressão .............................................................................................. 37
Figura 8 — Ensaio de resistência à tração na flexão ................................................ 37
Figura 9 — Execução dos revestimentos com argamassa estabilizada .................... 40
Figura 10 — Blocos revestidos com argamassa estabilizada ................................... 40
Figura 11 — Simulação de ambiente saturado para cura úmida dos blocos de
concreto com caixa metálica ..................................................................................... 41
Figura 12 — Simulação de ambiente saturado para cura úmida dos blocos de
concreto no tanque de cura ....................................................................................... 42
Figura 13 — Cura úmida por aspersão em blocos de concreto ................................ 43
Figura 14 — Cura úmida por aspersão em corpos-de-prova .................................... 43
Figura 15 — Esclerômetro Schmidt OS-120 ............................................................. 44
Figura 16 — Execução do ensaio de cravação pneumática de pinos ....................... 44
Figura 17 — Relação entre o teor de ar e o teor de aditivo estabilizador de
hidratação.................................................................................................................. 46
Figura 18 — Índice de consistência por traço das argamassas ................................ 47
Figura 19 — Carregamento x Deslocamento obtido pelo squeeze-flow para cada
traço das argamassas: (a) 1:3; (b) 1:6 e (c) 1:6 com cal ........................................... 48
Figura 20 — Fotos das argamassas após o squeeze-flow ........................................ 49
Figura 21 — Resistência à compressão dos corpos-de-prova em relação ao tempo
de cura ...................................................................................................................... 50
Figura 22 — Resistência à tração na flexão dos corpos-de-prova em relação ao
tempo de cura ........................................................................................................... 51
Figura 23 — Carregamento x Deslocamento obtido pelo squeeze-flow .................... 54
Figura 24 — Resistência à compressão dos corpos-de-prova em relação ao
processo de cura ....................................................................................................... 55

Figura 25 — Resistência à tração na flexão dos corpos-de-prova em relação ao
processo de cura ....................................................................................................... 55
Figura 26 — Resistência à compressão X Velocidade de pulso ultrassônico ........... 57
Figura 27 — Formas de ruptura no ensaio de aderência à tração para um sistema de
revestimento sem chapisco ....................................................................................... 59
Figura 28 — Relação entre resistência à compressão e índice esclerométrico ........ 61
Figura 29 — Relação entre resistência à compressão e profundidade de cravação. 62
Figura 30 — Relação entre a profundidade de cravação e o índice esclerométrico . 63

LISTA DE TABELAS
Tabela 1 — Limites de resistência de aderência à tração para emboço e camada
única .......................................................................................................................... 22
Tabela 2 — Características do CP II-F - 32............................................................... 27
Tabela 3 — Características da Cal hidratada CH III .................................................. 28
Tabela 4 — Características do agregado miúdo ....................................................... 29
Tabela 5 — Características dos aditivos ................................................................... 30
Tabela 6 — Métodos de cura .................................................................................... 35
Tabela 7 — Caracterização dos blocos de concreto utilizados ................................. 39
Tabela 8 — Nomenclatura de acordo com o traço .................................................... 45
Tabela 9 — Nomenclatura de acordo com a quantidade de aditivo estabilizador de
hidratação (AEH) ....................................................................................................... 45
Tabela 10 — Caracterização no estado fresco ......................................................... 46
Tabela 11 — Caracterização no estado fresco ......................................................... 53
Tabela 12 — Média dos ensaios de aderência a tração ........................................... 58
Tabela 13 — Tipos de ruptura dos revestimentos ..................................................... 59
Tabela 14 — Valores médios de dureza superficial .................................................. 60
Tabela 15 — Valores médios do ensaio de cravação pneumática de pinos ............. 62
Tabela 16 — Resultados do ensaio de teor de ar incorporado e densidade de massa
para a argamassa T1 ................................................................................................ 71
Tabela 17 — Resultados do ensaio de teor de ar incorporado e densidade de massa
para a argamassa T2 ................................................................................................ 71
Tabela 18 — Resultados do ensaio de teor de ar incorporado e densidade de massa
para a argamassa T3 ................................................................................................ 72
Tabela 19 — Resultados dos ensaios no estado endurecido para a argamassa T1 . 73
Tabela 20 — Resultados dos ensaios no estado endurecido para a argamassa T2 . 74
Tabela 21 — Resultados dos ensaios no estado endurecido para a argamassa T3 . 75
Tabela 22 — Resultados do ensaio de resistência de aderência a tração
(revestimento sem cal) .............................................................................................. 76
Tabela 23 — Resultados do ensaio de resistência de aderência a tração
(revestimento com cal) .............................................................................................. 77
Tabela 24 — Resultados do ensaio de dureza superficial (revestimento sem cal) ... 78
Tabela 25 — Resultados do ensaio de dureza superficial (revestimento com cal) ... 78

Tabela 26 — Resultados do ensaio de cravação pneumática de pino (revestimento
sem cal) ..................................................................................................................... 79
Tabela 27 — Resultados do ensaio de cravação pneumática de pino (revestimento
com cal) ..................................................................................................................... 79

SUMÁRIO
1 INTRODUÇÃO E JUSTIFICATIVA .................................................................... 13
1.1 HIPÓTESE .......................................................................................................... 14
1.2 OBJETIVO GERAL ............................................................................................. 14
1.3 OBJETIVOS ESPECÍFICOS ............................................................................... 14
2 REVISÃO DA LITERATURA .............................................................................. 15
2.1 ARGAMASSA ESTABILIZADA ........................................................................... 15
2.1.1 Definição ......................................................................................................... 15
2.1.2 Histórico .......................................................................................................... 16
2.1.3 Composição .................................................................................................... 17
2.1.4 Utilização ........................................................................................................ 19
2.1.5 Recebimento e Armazenamento .................................................................... 19
2.2 REVESTIMENTOS ............................................................................................. 20
2.2.1 Definição ......................................................................................................... 20
2.2.2 Características e propriedades ....................................................................... 21
2.3 CURA DE MATERIAIS CIMENTÍCIOS ............................................................... 23
2.3.1 Influência da umidade relativa do ar ............................................................... 24
2.3.2 Influência da temperatura ............................................................................... 24
2.3.3 Influência da ventilação .................................................................................. 25
2.3.4 Influência do tempo de cura ............................................................................ 25
2.3.5 Desenvolvimento de resistência e cura .......................................................... 25
3 MATERIAIS E MÉTODOS .................................................................................. 27
3.1 MATERIAIS UTILIZADOS ................................................................................... 27
3.2 ESTUDO EM CORPOS-DE-PROVA .................................................................. 30
3.2.1 Produção das argamassas ............................................................................. 30
3.2.2 Caracterização da argamassa no estado fresco ............................................. 33
3.2.3 Métodos de cura ............................................................................................. 34

3.2.4 Caracterização no estado endurecido ............................................................ 36
3.3 ESTUDOS EM REVESTIMENTOS ..................................................................... 37
3.3.1 Produção de novas argamassas .................................................................... 37
3.3.2 Caracterização no estado fresco .................................................................... 38
3.3.3 Moldagem e produção dos revestimentos ...................................................... 38
3.3.4 Métodos de cura ............................................................................................. 40
3.3.5 Caracterização no estado endurecido ............................................................ 43
4 RESULTADOS E DISCUSSÕES ....................................................................... 45
4.1 ESTUDO EM CORPOS-DE-PROVA .................................................................. 45
4.1.1 Caracterização no estado fresco .................................................................... 45
4.1.2 Caracterização no estado endurecido ............................................................ 50
4.2 ESTUDO EM REVESTIMENTOS ....................................................................... 53
4.2.1 Caracterização no estado fresco .................................................................... 53
4.2.2 Caracterização no estado endurecido ............................................................ 54
5 CONCLUSÃO ..................................................................................................... 64
REFERÊNCIAS BIBLIOGRÁFICAS ......................................................................... 66
APÊNDICE I... ........................................................................................................... 71
APÊNDICE II.. ........................................................................................................... 73
APÊNDICE III.. .......................................................................................................... 76
APÊNDICE IV ............................................................................................................78
APÊNDICE V.............................................................................................................. 79

13
1 INTRODUÇÃO E JUSTIFICATIVA
A argamassa estabilizada é um tipo de argamassa que tem seu
proporcionamento realizado em usinas dosadoras e já chega na obra pronta para a
aplicação, e está cada vez mais presente como opção nos canteiros de obra. Apesar
disso, ainda poucas pesquisas estão sendo desenvolvidas nesse âmbito, portanto
pouco se sabe sobre seu comportamento. Até o presente momento, não existem
normas específicas para esse tipo de argamassa que definam suas propriedades e
características de desempenho (BAUER et. al, 2015).
As pesquisas em argamassas estabilizadas vêm se intensificando, tanto
que dentre as palestras ministradas no XII Simpósio Brasileiro de Tecnologia das
Argamassas (2017) uma seção com duas palestras foi dedicada especialmente às
argamassas estabilizadas, intituladas: “Argamassas Estabilizadas”, apresentada
pela doutora Angela Masuero, Universidade Federal do Rio Grande do Sul, e
Desafios no desenvolvimento, controle e aplicação da argamassa estabilizada,
ministrada por Joalcir Maia da empresa GRACE/GCP. Nesse mesmo simpósio foi
divulgada a inserção da argamassa estabilizada na Associação Brasileira de
Argamassas Industrializadas, demonstrando o crescimento do interesse do mercado
neste produto.
Os estudos desenvolvidos sobre esse material já verificaram a influência
de diferentes fatores nas propriedades da argamassa. Alguns desses são: atuação
dos aditivos nas argamassas (FIORAVANTE, 2014), tempo e tipos de
armazenamento (CASALI et. al, 2011), aplicação em revestimentos (BAUER et. al,
2015), variabilidade de lotes de argamassa estabilizada entregues em obra
(FERNANDES, 2011) e características da superfície de contato do molde
(CALÇADA et. al, 2013).
Em relação a cura, a pesquisa realizada por Pereira, Carasek e
Francinete Jr. (2005) constatou que a cura úmida melhora o desempenho dos
revestimentos executados com argamassa inorgânica. Porém, poucos estudos
foram realizados em revestimentos executados em argamassas estabilizada, cujo
tempo de início de pega é mais lento.
14
Diante disso, o presente trabalho busca conhecer o comportamento das
argamassas estabilizadas para revestimentos, quando submetidas ao processo de
cura úmida.
1.1 HIPÓTESE
A hidratação do cimento Portland na argamassa estabilizada, devido à
presença de estabilizadores de hidratação, é modificada; dessa maneira a
argamassa perde água por muito tempo antes do início das reações de hidratação,
sendo possivelmente necessária uma quantidade maior de água, de modo a garantir
quantidade suficiente para a hidratação do cimento Portland.
A perda de água em excesso pode ocasionar retração dos revestimentos
executados com essa argamassa, bem como significar que haverá menos
hidratação e dessa forma influenciar nas propriedades do estado endurecido.
1.2 OBJETIVO GERAL
Avaliar a influência da cura em argamassa estabilizada para revestimento.
1.3 OBJETIVOS ESPECÍFICOS
Os objetivos específicos são:
a) Avaliar a influência do tempo de cura úmida e do momento de início da
cura úmida sobre as propriedades do estado endurecido em corpos-
de-prova de argamassa estabilizada;
b) Verificar a influência dos diferentes traços, teores de aditivo
estabilizador de hidratação e da composição da argamassa
estabilizada quando submetida a cura úmida em corpos-de-prova;
c) Avaliar a resistência de aderência à tração, dureza superficial e
resistência à compressão em painéis com revestimentos de
argamassa estabilizada submetidos à cura úmida.
15
2 REVISÃO DA LITERATURA
2.1 ARGAMASSA ESTABILIZADA
2.1.1 Definição
A argamassa estabilizada é uma argamassa dosada em central que
chega na obra pronta para utilização, e é capaz de manter sua trabalhabilidade por
até 72 horas, de acordo com sua composição. O proporcionamento adequado deste
tipo de argamassa, para sua finalidade, é realizado em laboratórios especializados,
e a partir disso ela é produzida nas centrais dosadoras (MARCONDES, 2009).
Muitos são os benefícios citados, decorrentes da utilização da argamassa
estabilizada, sendo um dos imediatos a organização e limpeza da obra que não
necessitará de estocagem de materiais e nem local para produção em obra. Pode-se
citar alguns outros como: maior regularidade na produção e, portanto, melhor
acabamento; facilidade de carga e descarga; maior rendimento do trabalho,
possibilidade de executar o revestimento no início do turno pois não se necessita
aguardar o preparo da argamassa; maior precisão do custo, entre outros
(MARCONDES, 2009).
Uma das principais desvantagens da argamassa estabilizada, segundo
Hermann e Rocha (2013), é a baixa quantidade de informações e pesquisas
referentes. Marcondes (2009) indica a necessidade de redução do número de fiadas
executado por dia, quando do uso para assentamento, para não haver
esmagamento do cordão de argamassa, e também a necessidade de procedimento
de cura, sobretudo em climas muito quentes e sob ventos fortes. Uma adversidade
quanto ao uso da argamassa estabilizada foi verificada por Macioski (2014) em
diferentes lotes, que observou que a argamassa não foi capaz de manter suas
propriedades ao longo do tempo de uso.
Recena (2015) ressalta que as características da argamassa estabilizada
não diferem das convencionais, tem-se simplesmente uma inovação referente à
possibilidade de ser fornecida pronta, com maior tempo para trabalho. Afirma, ainda,
16
que a qualidade do revestimento independe do processo de transporte, forma de
dosagem e distribuição, mas sim do proporcionamento dessa.
2.1.2 Histórico
No final da década de 1970, os países Europeus, os Estados Unidos e o
Brasil passaram por uma crise no setor da construção civil. Tendo em vista esse
fato, as concreteiras buscaram alternativas ao setor de produção de concreto,
iniciando a pesquisa em argamassas (NETO e DJANIKIAN, 1999). Nessa época, na
Alemanha, a indústria de aditivos desenvolveu um aditivo retardador capaz de
manter a argamassa trabalhável por dois a três dias. Além disso, criaram também
um aditivo que mantinha a quantidade de ar na argamassa estável por um período
de tempo, deixando-a trabalhável (NELSON et. al, 1988). Assim surgiu a argamassa
estabilizada, ou argamassa dosada em central.
A argamassa estabilizada já era utilizada na Alemanha e na Inglaterra, no
fim da década de 1970. Nos outros países europeus apenas no início da década de
1980. Estima-se que no ano de 1985 cerca de 50% de toda argamassa utilizada na
Europa era estabilizada. No Canadá e nos Estados Unidos observou-se o uso dessa
argamassa apenas no ano de 1982 (NELSON et. al, 1988).
Diante da crise supracitada, em meados de 1970, no Brasil, também
houve pesquisas em argamassa estabilizada, que se apresentava como um material
promissor para a saída da crise das concreteiras. Estudos e pesquisas realizados
nessa época, apesar dos bons resultados, foram perdidos, esquecidos e a produção
paralisada (NETO e DJANIKIAN, 1999).
Outros registros datam do ano de 1985, no estado de São Paulo. Uma
empresa utilizava uma argamassa com: cimento Portland - CP 320 (atual CP I S-32),
areias, água e aditivos. No entanto, não se sabe ao certo o porquê, outras empresas
tentaram segui-la, porém sem sucesso. Ressalta-se que inicialmente a argamassa
estabilizada era utilizada apenas para revestimento externo, tendo, posteriormente,
estendida sua utilização (NETO e DJANIKIAN, 1999).
Segundo MANN NETO; ANDRAD e SOTO (2010), a aplicabilidade em
obras deste tipo de argamassa ainda é bastante difícil no Brasil, uma vez que é um

17
produto relativamente novo e há bastante dúvidas quanto a efetiva funcionalidade,
fato que se observa até os dias atuais.
2.1.3 Composição
Os principais componentes da argamassa estabilizada são os aditivos
estabilizadores de hidratação e incorporador de ar, que agem para manter a
trabalhabilidade e preservar suas características. Além dos aditivos, assim como as
argamassas convencionais, na composição tem-se cimento Portland, agregado
miúdo e em alguns casos cal (RECENA, 2015).
O aditivo incorporador de ar, quando introduzido na argamassa, produz
microbolhas de ar. Bauer (2005) afirma que este aditivo é capaz de alterar algumas
propriedades da argamassa como, aumento da deformabilidade do sistema de
revestimento, redução da retração, da exsudação e também da massa específica. O
aumento do teor de ar contribui para redução da resistência de aderência em função
da diminuição da superfície de contato entre argamassa e substrato (CARASEK,
1996). A presença deste aditivo nas argamassas estabilizadas mantém sua
trabalhabilidade adequada para aplicação, durante o tempo em que se mantém
estável (BAUER et. al, 2015).
Um estudo realizado por Gava, Mancini e Sakai (2015) verificou que
houve uma diminuição da resistência da argamassa quando adicionado o aditivo
incorporador de ar e mantido o índice de consistência. Os pesquisadores sugerem
que essa diminuição é influência direta do maior teor de vazios na argamassa e não
pela diminuição na quantidade da água de amassamento.
O aditivo estabilizador de hidratação atua impedindo o início das reações
de hidratação e mantendo a argamassa mais plástica, de acordo com a fabricante
(GRACE, 2015). A fabricante afirma que, quando utilizado nas proporções corretas,
o aditivo promove a melhora de propriedades no estado fresco e endurecido, como
aumento da trabalhabilidade e rendimento, redução da quantidade de água de
amassamento, possibilidade de bombeamento, redução da exsudação, da
fissuração, da retração e da permeabilidade e melhora da coesão e acabamento
superficial.
18
Fioravante (2014) avaliou a influência dos aditivos nas propriedades da
argamassa estabilizadas e verificou a perda de função do aditivo incorporador de ar
ao longo do tempo, para um teor de 0,2% a 1% (recomendado pelo fabricante). Além
disso, observou uma relação inversamente proporcional da resistência à
compressão e à tração na flexão com o teor aditivo estabilizante e incorporador de
ar. Para o ensaio de aderência à tração Fioravante (2014) observou resistências
menores associadas ao máximo teor de aditivo estabilizador de hidratação.
Tristão (1995) verificou a influência da curva granulométrica de uma areia
em argamassas de revestimento e constatou que para um bom desempenho, a areia
deve ter granulometria contínua, dimensão máxima compatível com o acabamento
desejado, e também que a distribuição granulométrica deve ser avaliada pelo
coeficiente de uniformidade e módulo de finura. No entanto para argamassas
estabilizadas, não foram encontrados, na literatura, registros sobre especificações
para o agregado a ser utilizado em argamassas estabilizadas.
Casali et. al (2018) realizaram uma pesquisa sobre a influência do tipo de
cimento e da quantidade de água nas propriedades do estado fresco de argamassas
estabilizadas. Foram estudados três tipos de cimento distintos, conforme
classificação da ABNT e foram observadas diferenças nas propriedades reológicas
da argamassa estabilizada, medidas pelo squeeze flow.
Um estudo realizado por Quarcioni (2008) verificou que a presença de cal
em argamassas convencionais acelera a hidratação do cimento e minimiza a perda
de água para o substrato devido a sua propriedade de retenção de água. Além disso
outro estudo ainda revela que a presença de cal confere ganho de aderência ao
substrato e aumento da extensão de aderência (CARASEK, 1996).
De acordo com Recena (2015), quando aplicada a argamassa
estabilizada, a evaporação da água juntamente com os aditivos dá início as reações
de hidratação do cimento, permitindo que a argamassa desenvolva as
características necessárias, de acordo com a especificação.
19
2.1.4 Utilização
Assim como na argamassa convencional, os requisitos de desempenho e
propriedades da argamassa estabilizada estão associados à sua função e utilização.
Segundo Marcondes (2009), a argamassa estabilizada pode ser aplicada nas
seguintes situações: assentamento, chapisco, revestimento de paredes,
regularização de pisos, sacadas, soleiras, marquises, rejuntes de telhas, enchimento
de tubulações e impermeabilização de locais inundáveis.
O grupo Max Mohr, que utiliza o Sistema Mohr Mix, se propõe a oferecer
aos seus clientes sete tipos de argamassa estabilizada com funções distintas:
assentamento de alvenaria; assentamento estrutural; reboco convencional; projeção
de reboco; contrapiso convencional; contrapiso bombeado e piso-leve. (GRUPO
MAX MOHR, 2017)
Uma pesquisa realizada por Mann Neto, Andrade e Soto (2010), em seis
obras que utilizavam argamassa estabilizada na cidade de Curitiba, verificou-se a
finalidade de utilização dessas. Constatou-se que a maior parte das obras utiliza
essa argamassa para assentamento de alvenaria, seguido de revestimentos e por
último apenas uma delas para assentamento de azulejos. Segundo essa mesma
pesquisa os usuários de argamassa estabilizada relatam dificuldades de adaptação
desta para revestimentos, uma vez que se mantém trabalhável por mais tempo,
aumentando o tempo entre a aplicação e o desempeno. Os pesquisadores
realizaram, ainda, uma pesquisa com um produtor de argamassa estabilizada e
verificaram que há dúvidas advindas dos usuários quanto à relação custo/benefício e
quanto às características do material. Para auxiliar nessas questões a empresa
normalmente realiza um trabalho de acompanhamento inicial para apoio aos
usuários nas primeiras semanas (MANN NETO; ANDRADE; SOTO, 2010).
2.1.5 Recebimento e Armazenamento
A argamassa estabilizada é distribuída pelas centrais dosadoras,
conforme já mencionado, por meio de caminhões betoneira, assim como o concreto
usinado. Já na obra, a argamassa é disposta em caixas plásticas que podem ter
20
variados tamanhos, sendo os mais comuns 200, 500 ou 1000 litros (POZZOBON,
2016).
A deposição em caixas plásticas permite o estoque de argamassa
estabilizada na obra, propiciando uma melhor logística e produtividade,
principalmente nas horas iniciais do dia, em que não se dispende tempo preparando
a argamassa (POZZOBON, 2016). Além do armazenamento, as caixas servem
também para distribuição de argamassa dentro da obra. Segundo a fabricante
TECNOTRI (2016), as caixas são produzidas para suportar movimentação em
guindastes de torres ou gruas, carrinhos manuais e elevadores.
De acordo com o manual de recomendações técnicas da fabricante
Bennter (2015) de argamassa estabilizada, uma película de água de 2 cm deve ser
mantida sobre a argamassa quando esta não estiver sendo utilizada.
Uma pesquisa realizada por Casali et. al (2011) verificou a influência da
presença da película de água durante o tempo de armazenamento da argamassa.
Os resultados mostraram que houve uma redução na fluidez ao longo do tempo de
utilização para o lote armazenado com película de água em comparação ao
armazenado sem película de água. Quanto ao teor de ar incorporado e a retenção
da água, ao longo do tempo de utilização, não se verificou influência do processo de
armazenamento. A resistência à compressão ao longo do tempo, quando
comparados lotes com e sem película, apresentou resultados superiores para os
últimos, em função do possível aumento da relação água/cimento devido a película
de água.
2.2 REVESTIMENTOS
2.2.1 Definição
Nas edificações, o acabamento regular e a proteção das alvenarias e
estruturas contra a ação de agentes agressivos são atribuídos aos revestimentos,
que podem dividir-se em três grandes grupos: de paredes, de pisos e de tetos
(DENGE, 2002).

21
Os revestimentos de parede, foco deste trabalho, exercem funções como
regularização, proteção contra intempéries, aumento da resistência, estética, bem
como melhoria do isolamento acústico e térmico do ambiente. Tais revestimentos
podem ser classificados como argamassados e não-argamassados (DENGE, 2002).
Os revestimentos argamassados comumente são compostos por três
camadas superpostas distintas, assim como suas finalidades, chapisco, emboço e
reboco, ou apenas por chapisco e massa única (camada única com função de
emboço e reboco) (ABCP, 2002). Há, ainda, um revestimento já bastante aplicado
na Europa com finalidade de regularização e decoração, o revestimento decorativo
monocamada ou monocapa (CARASEK, 2010). Para alguns sistemas, como
alvenaria estrutural, está sendo eliminada a utilização de chapisco e aplicando-se
revestimento em camada única com desempenadeira
Para a execução dos revestimentos não-argamassados, é necessária
também a camada de emboço, supracitada, para assentamento ou fixação das
peças que podem ser cerâmicas, pedras naturais, madeiras, entre outras (ABCP,
2002).
A aplicação da argamassa pode ser feita de duas maneiras distintas:
convencional ou projetada. A aplicação convencional consiste, segundo a NBR
7200:2016, no lançamento manual da argamassa sobre a estrutura ou alvenaria com
auxílio da colher de pedreiro. Já a aplicação projetada é feita com equipamento de
projeção mecânico a ar comprimido e dependendo das características da argamassa
pode ser feita por bomba ou canequinha (PARAVISI et al., 2009). A projeção de
argamassa minimiza a interferência humana no processo de execução do
revestimento, garantindo maior uniformidade e desempenho, devido a constância da
energia de lançamento (CICHINELLI, 2010).
2.2.2 Características e propriedades
Para garantia de um bom desempenho, os revestimentos devem
apresentar características e propriedades fundamentais. As condições a que estará
sujeito esse revestimento, bem como a execução e as especificidades da base
devem estar associadas a essas características e propriedades (ABCP, 2002).

22
A primeira delas é a capacidade de aderência, indispensável para a
ligação com o substrato, bem como para atender sua principal função. Pode-se
conceituar aderência como propriedade de absorver tensões normais ou tangenciais
na superfície de contato com o substrato (CARASEK, 2010). Para melhorar essa
capacidade, é importante que a extensão de contato entre o revestimento e o
substrato seja adequada. Essa extensão é diretamente influenciada por fatores
como: trabalhabilidade da argamassa e técnica de execução; natureza e
características da base e as condições de limpeza da superfície de aplicação
(ABCP, 2002). De acordo com a NBR 13749:2013, os valores de resistência de
aderência à tração dos revestimentos para emboço e camada úmida devem ser
superiores aos indicados na Tabela 1.
Tabela 1 — Limites de resistência de aderência à tração para emboço e camada única
Fonte: NBR 13749, 2013, p. 3
Os revestimentos estarão sujeitos a diversas ações externas que podem
ocasionar tensões internamente, sendo, portanto, relevante que os mesmos tenham
adequada resistência mecânica. Essas ações externas advêm de cargas de
impacto, movimentos de contração e retração do revestimento e também abrasão
superficial (ABCP, 2002).
Há alguns fatores que afetam a durabilidade dos revestimentos como:
espessura, movimentações de origem térmica, higroscópica ou externa e cultura e
proliferação de micro-organismos. Para tanto eles devem possuir uma longa
durabilidade, adequada às condições a que estarão submetidos e também às
solicitações às quais serão submetidos. Além disso, para se obter uma elevada
durabilidade deve-se levar em conta procedimentos corretos de escolha de
materiais, execução e manutenção (ABCP, 2002) (RECENA, 2015).
A estanqueidade é fundamental para que o revestimento seja capaz de
impedir a entrada de água no substrato, devido a intempéries por exemplo,

23
principalmente em fachadas. Nos revestimentos decorativos monocamada essa
propriedade assume relevância ainda maior (CARASEK, 2010).
Para não comprometer a aderência, estanqueidade e durabilidade dos
revestimentos é fundamental que o revestimento seja capaz de absorver
deformações. Essa capacidade é regida pela resistência à tração e pelo módulo de
elasticidade do revestimento (CARASEK, 2010).
A retração é um dos principais fenômenos que provocam deformações
nos revestimentos. A saída de água nas primeiras horas provoca tensões internas
de tração no revestimento, que podem gerar fissuras (ABCP, 2002). Nas
argamassas estabilizadas para o desenvolvimento das propriedades desejáveis há
necessidade de evaporação da água, que permite o início das reações de hidratação
do Portland (RECENA, 2015).
2.3 CURA DE MATERIAIS CIMENTÍCIOS
Entende-se por cura o conjunto de medidas adotadas para evitar a perda
de água por evaporação, dos materiais compostos por aglomerantes hidráulicos,
durante o período de hidratação (LAMANA, DELFIN e BULLEMORE, 1970). Essas
medidas consistem em controle de tempo, temperatura e condições de umidade,
após aplicação (MEHTA; MONTEIRO, 1994).
As condições de umidade e temperatura, durante a hidratação dos
compostos, são fundamentais para o desenvolvimento de propriedades no estado
endurecido. Nas primeiras idades, materiais compostos por aglomerantes hidráulicos
são muito sensíveis à ação do Sol e do vento, que podem provocar a evaporação de
água da mistura, prejudicando a hidratação plena dos aglomerantes e provocando a
retração (BAUER, 2015). Mehta e Monteiro (1994) destacam que a temperatura,
umidade relativa e velocidade do vento circundante afetam a velocidade de perda de
água dos compostos cimentícios.
24
2.3.1 Influência da umidade relativa do ar
É fundamental a avaliação do efeito da umidade relativa do ar no
momento da cura, uma vez que age diretamente no controle de água da pasta,
regulando a quantidade de água (ISEHARD, 2000). A quantidade de água presente
na pasta de cimento deve ser adequada para a formação dos produtos de
hidratação, para isso a umidade relativa do ar deve ser suficiente para manter o
material saturado (LORENZETTI et. al, 2002).
A hidratação dos materiais a base de cimento Portland, de acordo com
Neville (1997), apresenta-se reduzida quando submetidos a ambientes de cura com
umidade relativa menor do que 80%. Poucos lugares apresentam umidade relativa
superior a esse valor, evidenciando a necessidade de um processo adequado de
cura úmida a estes compostos. Pesquisas apresentadas por Mehta e Monteiro
(1994) verificaram que a resistência de um concreto curado sob condições úmidas,
durante 180 dias, foi três vezes maior do que outro curado ao ar.
2.3.2 Influência da temperatura
O processo de hidratação dos compostos cimentícios é uma combinação
de reações químicas, assim sendo a temperatura em que acontecem as reações
pode acelerá-las ou retardá-las. Para atingir a energia de ativação necessária para
as reações, níveis de temperatura adequados devem ser mantidos (MEHTA;
MONTEIRO, 1994). Os mesmos autores, afirmam que o aumento da temperatura
acelera a hidratação dos compostos cimentícios e, dessa forma, o ganho de
resistência é mais rápido.
Neville (1997) também ressalta que, maiores temperaturas, devido à
redução do período de latência, promovem uma estruturação total da pasta de
cimento mais cedo, ou seja, ganhos de resistência em menor tempo. Apesar disso,
também comenta a existência de uma temperatura ótima no período inicial de cura e
endurecimento e apenas após esse período o aumento da temperatura acelera a
evolução da resistência.

25
2.3.3 Influência da ventilação
Moura (2007) fez a avaliação da ação do vento nos revestimentos. A
análise realizada permitiu observar que há influência significativa dessa ação na
resistência de aderência da argamassa mista estudada. A ação do vento no
revestimento reduziu a resistência de aderência, fato este que se justifica pela
secagem do material prejudicando a hidratação da pasta de cimento.
2.3.4 Influência do tempo de cura
A duração do tempo de cura pode ser um fator determinante do
desenvolvimento da resistência. Quando submetidas a um processo de cura úmida,
as partículas dos materiais à base de cimento Portland vão hidratando ao longo do
tempo promovendo ganho de resistência. Caso o material à base de cimento
Portland esteja sob condições de cura ao ar, a perda de água ao longo do tempo
prejudica o processo de hidratação, não ocasionando o desenvolvimento de
resistência ao longo do tempo (MEHTA; MONTEIRO, 1994).
2.3.5 Desenvolvimento de resistência e cura
Para Petrucci (1975) a resistência à ruptura de compostos cimentícios é
favorecida quando a cura adequada é realizada. O autor ressalta que:
a) a cura melhora a resistência final;
b) a resistência perdida pelo abandono da cura pode ser recuperada com
a retomada do processo de cura;
c) existe um acréscimo de 40% de resistência aos 28 dias entre a cura
ao ar e a cura úmida.
A relação entre a resistência de aderência à tração e a existência do
processo de cura úmida em argamassas convencionais mostrou-se favorável num
estudo realizado por Pereira, Carasek e Francinete Jr. (2005). Foram analisados
revestimentos de argamassa industrializada, mista e mista com adição de

26
vermiculita, que foram submetidos a cura úmida durante três e sete dias, e o
prolongamento do tempo resultou em ganhos de resistência de aderência à tração
dos revestimentos.

27
3 MATERIAIS E MÉTODOS
Este trabalho foi desenvolvido em duas etapas. Anteriormente a estas
etapas, foi feita a caracterização dos materiais a serem utilizados: cimento Portland
CPII-F-32, agregado miúdo e cal hidratada CH III. Na primeira etapa foram avaliadas
oito argamassas distintas que foram submetidas a quatro tipos diferentes de cura. A
partir dos dados obtidos na primeira etapa, realizou-se a segunda etapa utilizando-
se os resultados de resistência à compressão (primeira etapa) para produção de
painéis de revestimento para estudo dessas argamassas.
3.1 MATERIAIS UTILIZADOS
Foram empregados aglomerantes disponíveis na região onde se realizou
o estudo. Foi utilizado um cimento Portland CP II-F-32 pelo fato de ser o cimento
disponível no mercado com menor quantidade de adições, de acordo com a NBR
11578:1991. As características do cimento empregado encontram-se na Tabela 2. A
cal hidratada utilizada foi a cal tipo CH III que apresentava as características
presente na Tabela 3.
Tabela 2 — Características do CP II-F - 32
PROPRIEDADES FÍSICAS
Item de controle CP II-F - 32
Conteúdo retido #200 (malha) (%) 2,00
Conteúdo retido #325 (malha) (%) 11,90
Superfície Específica – Blaine (cm²/g)* 3,220
Conteúdo de água normal consistente (%) 26,4
Tempo de início de pega (horas) 03:15
Tempo de fim de pega (horas) 04:00
Expansão no calor (mm) 0,50
Resistência à compressão ao 1 dia (MPa) 16,2
Resistência à compressão aos 3 dias (MPa) 31,9
Resistência à compressão aos 7 dias (MPa) 35,7
Resistência à compressão aos 28 dias (MPa) 41,4
Massa específica aparente (g/cm³)* 3,08
PROPRIEDADES QUÍMICAS
Item de controle CP II-F - 32
SiO2 (%) 18,49
Al2O3 (%) 3,96
28
Fe2O3 (%) 2,67
CaO (%) 61,78
MgO (%) 3,53
K2O (%) 0,83
Na2O (%) 0,12
P2O5 (%) 0,14
TiO2 (%) 0,26
SrO (%) 0,26
Resíduo Insolúvel (%)* 0,98
Perda ao fogo (%) 4,61 Fonte: do autor
* Dados fornecidos pela fabricante
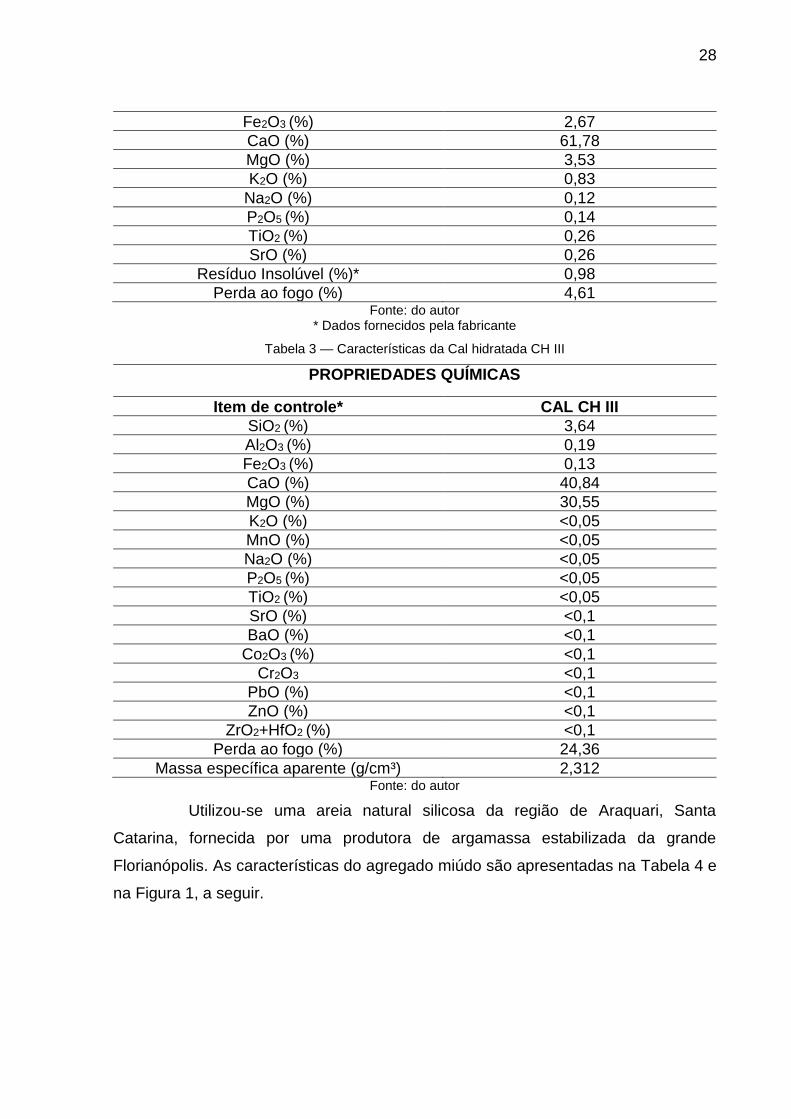
Tabela 3 — Características da Cal hidratada CH III
PROPRIEDADES QUÍMICAS
Item de controle* CAL CH III
SiO2 (%) 3,64
Al2O3 (%) 0,19
Fe2O3 (%) 0,13
CaO (%) 40,84
MgO (%) 30,55
K2O (%) <0,05
MnO (%) <0,05
Na2O (%) <0,05
P2O5 (%) <0,05
TiO2 (%) <0,05
SrO (%) <0,1
BaO (%) <0,1
Co2O3 (%) <0,1
Cr2O3 <0,1
PbO (%) <0,1
ZnO (%) <0,1
ZrO2+HfO2 (%) <0,1
Perda ao fogo (%) 24,36
Massa específica aparente (g/cm³) 2,312 Fonte: do autor
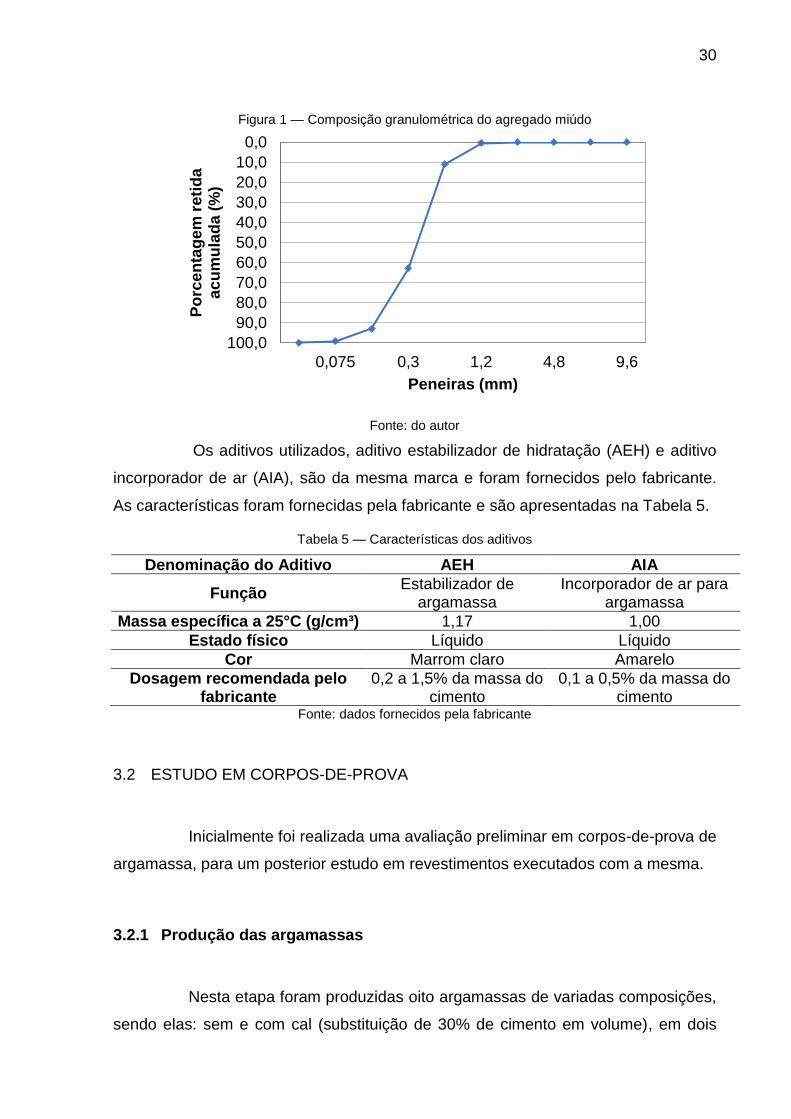
Utilizou-se uma areia natural silicosa da região de Araquari, Santa
Catarina, fornecida por uma produtora de argamassa estabilizada da grande
Florianópolis. As características do agregado miúdo são apresentadas na Tabela 4 e
na Figura 1, a seguir.

29
Tabela 4 — Características do agregado miúdo
PROPRIEDADES FÍSICAS
Abertura das malhas (mm) Porcentagem Retida Acumulada (%)
4,8 0,0
2,4 0,0
1,2 0,4
0,6 11,1
0,3 62,7
0,15 93,1
0,075 99,2
FUNDO 100,0
Dimensão máxima característica (mm) 1,2
Dimensão mínima característica (mm) <0,15
Módulo de Finura 2,66
Massa específica aparente(g/cm³) 2,649
Material pulverulento (%) 0,77
PROPRIEDADES QUÍMICAS
Item de controle Areia Silicosa
SiO2 (%) 97,44
Al2O3 (%) 1,21
Fe2O3 (%) 0,51
CaO (%) <0,05
MgO (%) <0,05
MnO (%) <0,05
K2O (%) 0,49
Na2O (%) 0,05
P2O5 (%) <0,05
TiO2 (%) 0,15
Perda ao fogo (%) 0,24
Fonte: do autor
30
Figura 1 — Composição granulométrica do agregado miúdo
Fonte: do autor
Os aditivos utilizados, aditivo estabilizador de hidratação (AEH) e aditivo
incorporador de ar (AIA), são da mesma marca e foram fornecidos pelo fabricante.
As características foram fornecidas pela fabricante e são apresentadas na Tabela 5.
Tabela 5 — Características dos aditivos
Denominação do Aditivo AEH AIA
Função Estabilizador de
argamassa Incorporador de ar para
argamassa
Massa específica a 25°C (g/cm³) 1,17 1,00
Estado físico Líquido Líquido
Cor Marrom claro Amarelo
Dosagem recomendada pelo fabricante
0,2 a 1,5% da massa do cimento
0,1 a 0,5% da massa do cimento
Fonte: dados fornecidos pela fabricante
3.2 ESTUDO EM CORPOS-DE-PROVA
Inicialmente foi realizada uma avaliação preliminar em corpos-de-prova de
argamassa, para um posterior estudo em revestimentos executados com a mesma.
3.2.1 Produção das argamassas
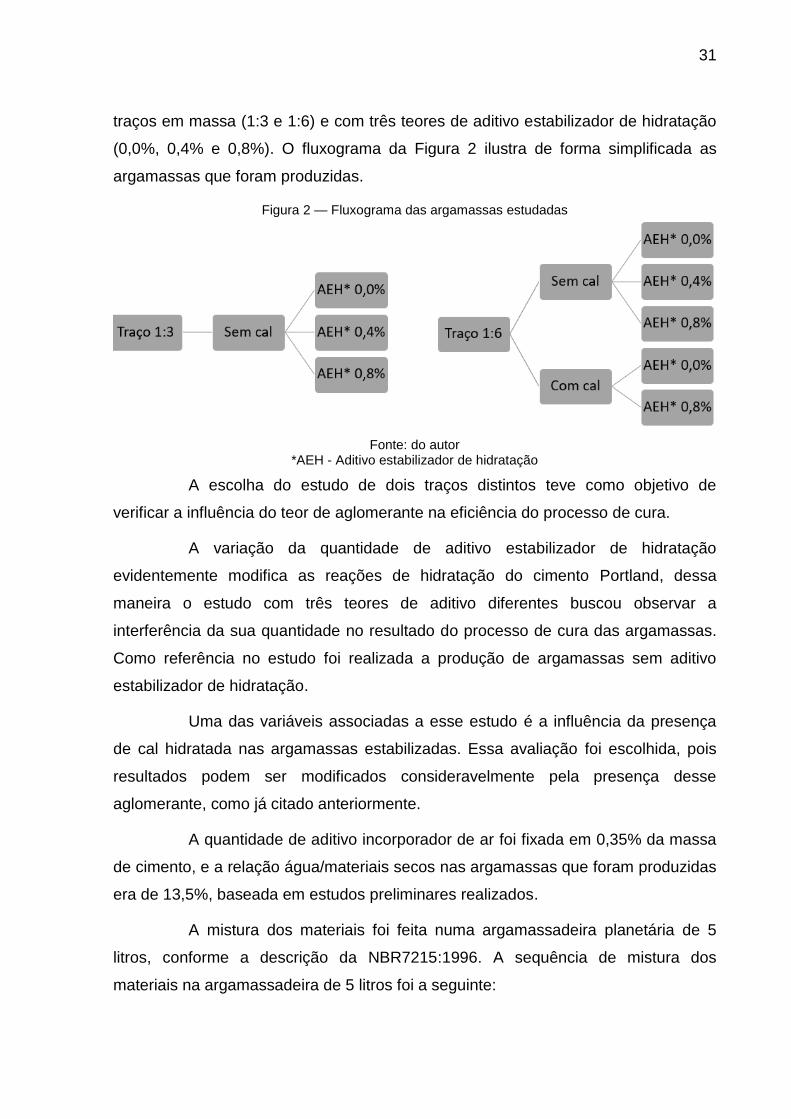
Nesta etapa foram produzidas oito argamassas de variadas composições,
sendo elas: sem e com cal (substituição de 30% de cimento em volume), em dois
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
9,64,81,20,30,075
Po
rce
nta
ge
m r
eti
da
ac
um
ula
da
(%
)
Peneiras (mm)
31
traços em massa (1:3 e 1:6) e com três teores de aditivo estabilizador de hidratação
(0,0%, 0,4% e 0,8%). O fluxograma da Figura 2 ilustra de forma simplificada as
argamassas que foram produzidas.
Figura 2 — Fluxograma das argamassas estudadas
Fonte: do autor *AEH - Aditivo estabilizador de hidratação
A escolha do estudo de dois traços distintos teve como objetivo de
verificar a influência do teor de aglomerante na eficiência do processo de cura.
A variação da quantidade de aditivo estabilizador de hidratação
evidentemente modifica as reações de hidratação do cimento Portland, dessa
maneira o estudo com três teores de aditivo diferentes buscou observar a
interferência da sua quantidade no resultado do processo de cura das argamassas.
Como referência no estudo foi realizada a produção de argamassas sem aditivo
estabilizador de hidratação.
Uma das variáveis associadas a esse estudo é a influência da presença
de cal hidratada nas argamassas estabilizadas. Essa avaliação foi escolhida, pois
resultados podem ser modificados consideravelmente pela presença desse
aglomerante, como já citado anteriormente.
A quantidade de aditivo incorporador de ar foi fixada em 0,35% da massa
de cimento, e a relação água/materiais secos nas argamassas que foram produzidas
era de 13,5%, baseada em estudos preliminares realizados.
A mistura dos materiais foi feita numa argamassadeira planetária de 5
litros, conforme a descrição da NBR7215:1996. A sequência de mistura dos
materiais na argamassadeira de 5 litros foi a seguinte:
32
a) Colocação de metade do agregado miúdo, depois toda a quantidade
de aglomerante, e então a outra metade do agregado miúdo na cuba
da argamassadeira. Em seguida acionar a argamassadeira durante
30s, na velocidade 1;
b) Parar a argamassadeira e adicionar 80% da quantidade de água da
mistura. Em seguida acionar a argamassadeira durante 30s, na
velocidade 1;
c) Parar a argamassadeira e adicionar o aditivo incorporador de ar e em
seguida misturar por 60s na velocidade 1;
d) Parar para raspagem das laterais e da pá da argamassadeira durante
60s;
e) Adicionar o estabilizador de hidratação, quando utilizado, e os 20% de
restante da água. Após, acionar a argamassadeira novamente por
120s na velocidade 1.
Como o volume necessário para a moldagem de cinco conjuntos de três
corpos-de-prova prismáticos, um para cada processo de cura, considerando o
volume ideal de mistura para a argamassadeira utilizada, houve a necessidade de
fracionar a produção em cinco misturas. Estas misturas foram homogeneizadas por
dois minutos, para posterior avaliação das propriedades no estado fresco e
moldagem dos corpos de prova para avaliação das propriedades no estado
endurecido.
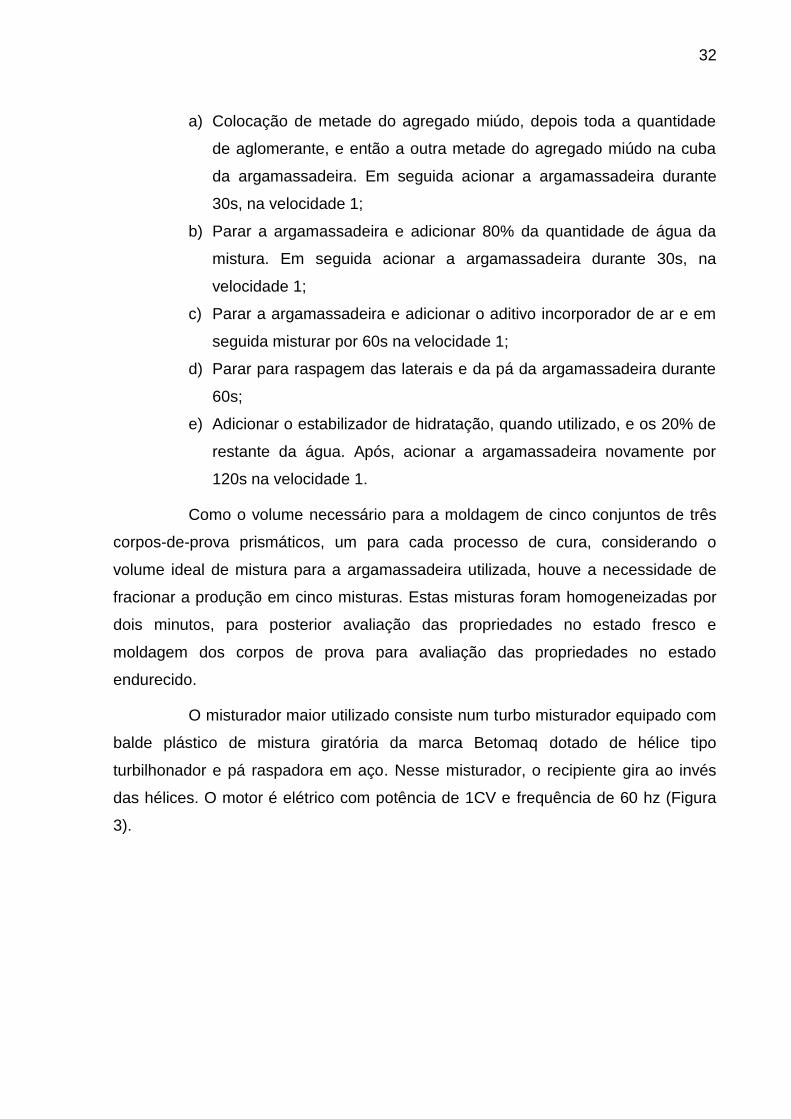
O misturador maior utilizado consiste num turbo misturador equipado com
balde plástico de mistura giratória da marca Betomaq dotado de hélice tipo
turbilhonador e pá raspadora em aço. Nesse misturador, o recipiente gira ao invés
das hélices. O motor é elétrico com potência de 1CV e frequência de 60 hz (Figura
3).
33
Figura 3 — Misturador de eixo vertical maior
Fonte: BETOMAQ
3.2.2 Caracterização da argamassa no estado fresco
A caracterização da argamassa no estado fresco foi realizada a partir das
seguintes propriedades: índice de consistência (NBR 13276:2016), densidade de
massa e teor de ar incorporado (NBR 13278:2005), parâmetros reológicos pelo
método squeeze-flow (NBR 15839:2010) e retenção de água (NBR 13277:2005).
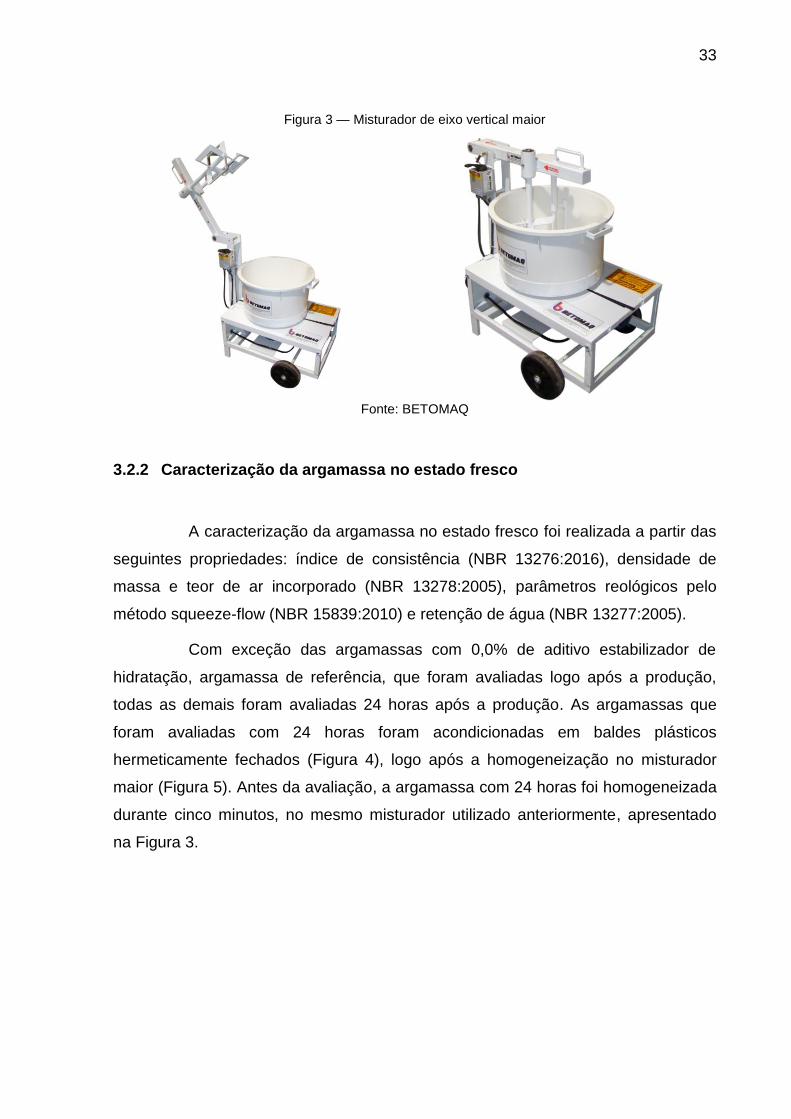
Com exceção das argamassas com 0,0% de aditivo estabilizador de
hidratação, argamassa de referência, que foram avaliadas logo após a produção,
todas as demais foram avaliadas 24 horas após a produção. As argamassas que
foram avaliadas com 24 horas foram acondicionadas em baldes plásticos
hermeticamente fechados (Figura 4), logo após a homogeneização no misturador
maior (Figura 5). Antes da avaliação, a argamassa com 24 horas foi homogeneizada
durante cinco minutos, no mesmo misturador utilizado anteriormente, apresentado
na Figura 3.
34
Figura 4 — Balde plástico com argamassa
Figura 5 — Homogeneização após 24 horas
Fonte: do autor
Para verificar a homogeneidade das argamassas produzidas, foi
determinado o teor de ar incorporado e densidade de massa de cada uma delas,
após a mistura inicial na argamassadeira de 5 litros e também após a
homogeneização. Este ensaio foi realizado, também, às 24 horas, nas argamassas
armazenadas para avaliação no dia seguinte, logo após a homogeneização.
3.2.3 Métodos de cura
Após a caracterização no estado fresco, foram moldados cinco conjuntos
de corpos de prova prismáticos, de acordo com a NBR 13279:2005. Cada um dos
conjuntos passou por um processo de cura distinto. Ressalta-se que todas as
argamassas foram desmoldadas apenas após 7 dias, uma vez que, segundo estudo
realizado por Fernandes (2011), a desmoldagem de argamassa estabilizadas
apenas pôde ser realizada no oitavo dia.
Todos os moldes com os corpos de prova foram mantidos em cura ao ar
durante os sete primeiros dias. Após esse período, um conjunto de corpos de prova
foi submetido a cura ao ar (Conj. CPs 1), outro foi submetido a cura imersa em água
saturada de cal dos 14 aos 21 dias (Conj. CPs 5) e os outros três foram submetidos
a cura em ambiente saturado, sendo elas (Tabela 6):

35
a) durante sete dias, iniciando no sétimo dia e terminando no décimo
quarto dia (Conj. CPs 3);
b) durante sete dias, iniciando no décimo quarto dia e terminando no
vigésimo primeiro dia (Conj. CPs 2);
c) durante quatorze dias, iniciando no sétimo dia e terminando no
vigésimo primeiro dia (Conj. CPs 4).
Tabela 6 — Métodos de cura
Idade (dias)
0 - 7 7 - 14 14 - 21 21 - 28
Conj. CPs 1 AR AR AR AR
Conj. CPs 2 AR AR SATURADO AR
Conj. CPs 3 AR SATURADO AR AR
Conj. CPs 4 AR SATURADO SATURADO AR
Conj. CPs 5 AR AR IMERSO AR Fonte: do autor
O processo de cura em ambiente saturado foi realizado em um ambiente
com a umidade relativa do ar em aproximadamente 100%. Para simular esse
ambiente foram utilizados uma caixa metálica revestida por uma lona plástica com
uma grelha plástica dentro, fechada com plástico filme de policloreto de vinila (PVC).
A caixa metálica foi preenchida com água até a metade da altura da grelha, sobre a
qual foram colocados os corpos de prova (Figura 6).

36
Figura 6 —Simulação de ambiente saturado
a) aberto
b) fechado
Fonte: do autor
Optou-se por deixar os corpos-de-prova sob cura ao ar durante os sete
primeiros dias, devido ao fato de não ser possível desmoldar antes desse período, e
nos últimos sete dias para que todos os corpos-de-prova fossem ensaiados secos
ao ar, de acordo com a NBR 13279:2005. Os períodos de cura úmida foram
escolhidos de forma a abranger todos os possíveis, dentro de períodos de sete dias,
e assim permitir a análise posterior do melhor momento para execução da cura
úmida da argamassa estabilizada.
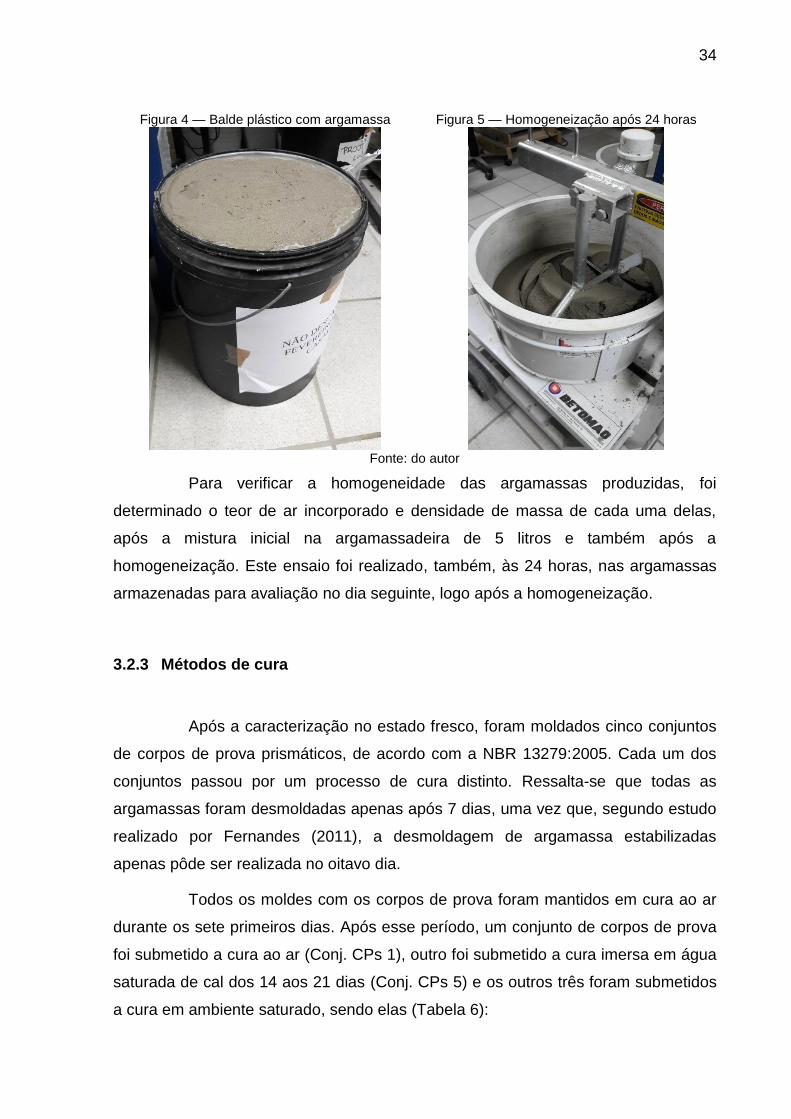
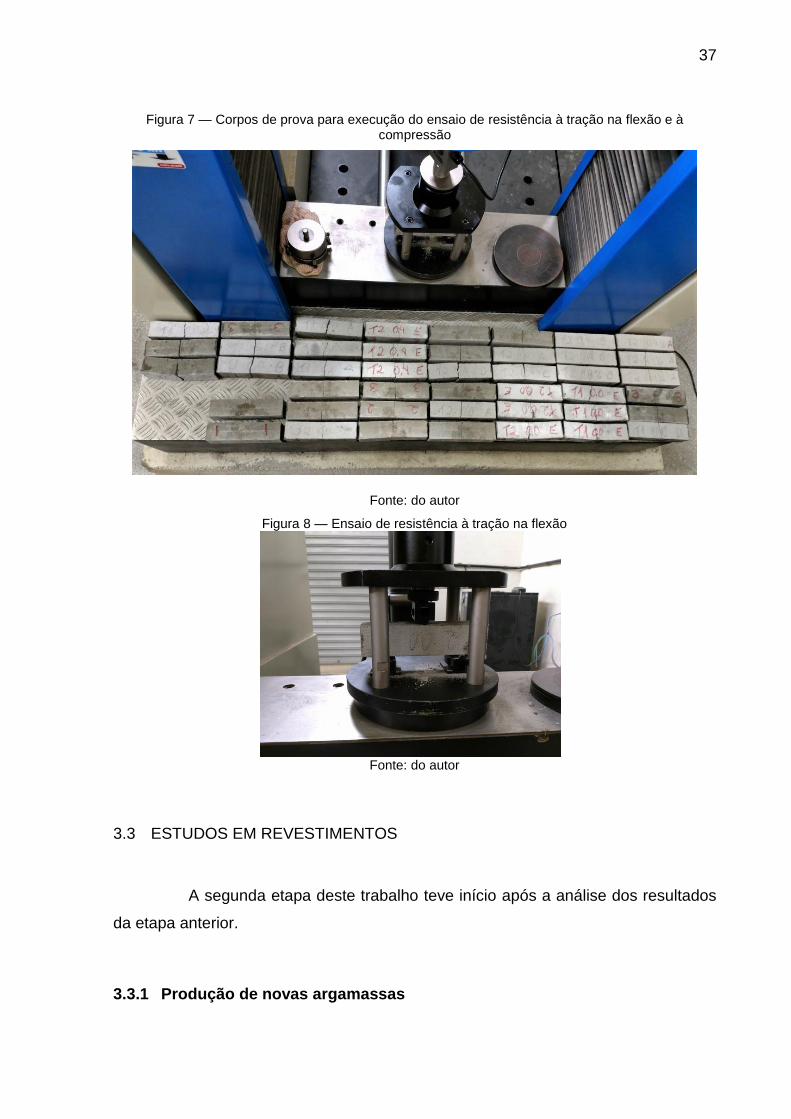
3.2.4 Caracterização no estado endurecido
As propriedades avaliadas no estado endurecido foram: resistência à
tração na flexão e à compressão (NBR 13279:2005), densidade de massa aparente
no estado endurecido (NBR 13280:2005). Todas as propriedades foram avaliadas 28
dias após a moldagem dos corpos de prova prismáticos. Ilustrações dos ensaios no
estado endurecido podem ser visualizadas nas Figura 7 e Figura 8.
37
Figura 7 — Corpos de prova para execução do ensaio de resistência à tração na flexão e à compressão
Fonte: do autor
Figura 8 — Ensaio de resistência à tração na flexão
Fonte: do autor
3.3 ESTUDOS EM REVESTIMENTOS
A segunda etapa deste trabalho teve início após a análise dos resultados
da etapa anterior.
3.3.1 Produção de novas argamassas
38
Para esta etapa foram selecionadas duas argamassas: T2 0,8% e T3
0,8%. A produção das argamassas selecionadas para esta etapa foi realizada do
mesmo modo anteriormente apresentado, conforme item 3.2.1.
3.3.2 Caracterização no estado fresco
Para a caracterização no estado fresco, das argamassas que foram
utilizadas nos revestimentos, foram utilizados os mesmos ensaios citados no item
3.2.2, quais sejam: índice de consistência (NBR 13276:2016), densidade de massa e
teor de ar incorporado (NBR 13278:2005), parâmetros reológicos pelo método
squeeze-flow (NBR 15839:2010) e retenção de água (NBR 13277:2005). Da mesma
forma que na segunda etapa, as argamassas foram avaliadas 24 horas após a
produção.
3.3.3 Moldagem e produção dos revestimentos
Após a caracterização no estado fresco, foram moldados três conjuntos
de corpos-de-prova prismático, de acordo com a NBR 13279:2005, para cada
argamassa produzida. Esses conjuntos de corpos-de-prova foram submetidos, cada
um deles, a um dos três processos de cura distintos, cura úmida por aspersão de
água, cura úmida em ambiente saturado e cura ao ar em ambiente com temperatura
controlada (23±1°C).
Logo em seguida foram executados revestimentos, com espessura de
2 cm, sobre blocos de concreto. A caracterização dos blocos de concreto utilizados
foi realizada anteriormente por Lozovey (2018) e constam na Tabela 7.
39
Tabela 7 — Caracterização dos blocos de concreto utilizados
Bloco de concreto
Resistência característica (MPa) 4,0
Massa média (kg) 12,96
Área bruta média (cm²) 546,00
Área líquida média face superior (cm²) 322,56
Área líquida média face inferior (cm²) 293,00
Altura média (cm) 19,10
Absorção média dos blocos (%) 6,85
Resistência a compressão média dos blocos (MPa) 7,70 Fonte: Lozovey (2018
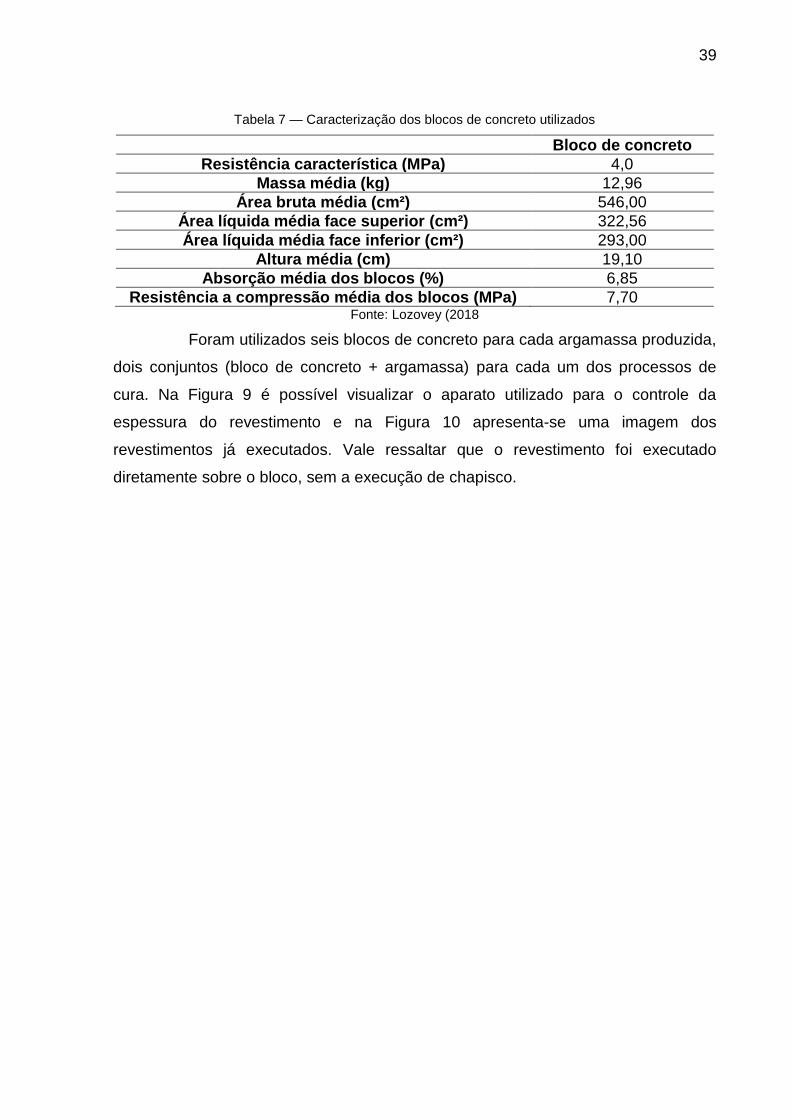
Foram utilizados seis blocos de concreto para cada argamassa produzida,
dois conjuntos (bloco de concreto + argamassa) para cada um dos processos de
cura. Na Figura 9 é possível visualizar o aparato utilizado para o controle da
espessura do revestimento e na Figura 10 apresenta-se uma imagem dos
revestimentos já executados. Vale ressaltar que o revestimento foi executado
diretamente sobre o bloco, sem a execução de chapisco.
40
Figura 9 — Execução dos revestimentos com argamassa estabilizada
Fonte: do autor
Figura 10 — Blocos de concreto revestidos com argamassa estabilizada
Fonte: do autor
3.3.4 Métodos de cura
Os corpos-de-prova moldados, bem como os conjuntos (bloco de
concreto + argamassa) foram submetidos a três processos de cura: cura ao ar em
ambiente com temperatura controlada (23°C), cura úmida em ambiente saturado e

41
cura úmida por aspersão de água. Cada um dos processos era realizado em um
conjunto de corpos-de-prova e dois conjuntos (bloco de concreto + argamassa).
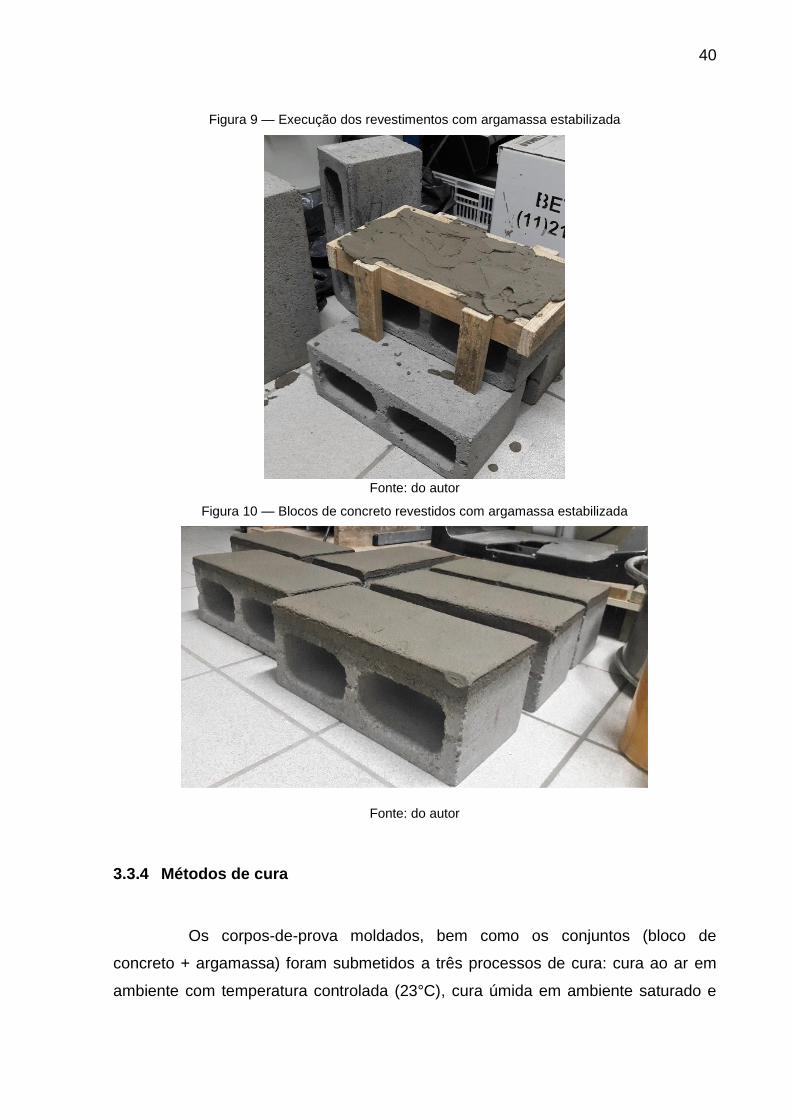
A cura em ambiente saturado foi realizada da mesma forma que da etapa
anterior (Figura 11). Foi utilizada a caixa metálica revestida por uma lona plástica,
porém a grelha plástica foi utilizada, na base, dois pedaços de madeira revestidos
com plástico, para evitar o contato dos blocos com a água. A caixa foi fechada com
plástico filme de policloreto de vinila (PVC). Devido à falta de logística, num segundo
momento, foi utilizado o tanque de cura de concreto vazio, para simulação do
ambiente saturado (Figura 12). Para separar as amostras da água foram utilizados
estrados plásticos.
Figura 11 — Simulação de ambiente saturado para cura úmida dos blocos de concreto com caixa metálica
Fonte: do autor
42
Figura 12 — Simulação de ambiente saturado para cura úmida dos
blocos de concreto no tanque de cura
Fonte: do autor
Já cura úmida por aspersão de água foi feita com um borrifador de água
numa distância padronizada, de aproximadamente 20 cm, dos conjuntos (bloco de
concreto + argamassa) (Figura 13) e corpos-de-prova (Figura 14). A quantidade de
água utilizada para a aspersão nos conjuntos (bloco de concreto + argamassa) foi de
aproximadamente 20,5 gramas por conjunto e para os três corpos-de-prova juntos
aproximadamente 23 gramas. Essa quantidade foi determinada borrifando no
conjunto e corpos-de-prova e verificando-se, visualmente, em qual momento a área
estaria aparentemente úmida. A aspersão era realizada uma vez ao dia no fim da
tarde, durante sete dias.
Os processos de cura úmida foram realizados durante 7 dias, sendo
interrompidos nos finais de semana e retomados as segundas-feiras, na aspersão, e
durante 7 dias corridos para o ambiente saturado. Antes e após esse período os
corpos-de-prova e conjuntos (bloco de concreto + argamassa) ficaram no ambiente
de temperatura controlada.

43
Figura 13 — Cura úmida por aspersão em blocos de concreto
Fonte: do autor
Figura 14 — Cura úmida por aspersão em corpos-de-prova
Fonte: do autor
3.3.5 Caracterização no estado endurecido
As propriedades no estado endurecido foram determinadas nos corpos-
de-prova e nos conjuntos (bloco de concreto + argamassa). Nos corpos-de-prova
foram realizados os mesmos ensaios anteriores, citados em 3.2.4, quais sejam:
resistência à tração na flexão e à compressão (NBR 13279:2005), densidade de
massa aparente no estado endurecido (NBR 13280:2005), e também o ensaio de
velocidade de pulso ultrassônico (NBR 15630:2008).

44
Nos conjuntos (bloco de concreto + argamassa) foram realizados três
ensaios: resistência de aderência à tração (NBR 13528:2010), ensaio de cravação
pneumática de pino, conforme apresentado por Oliveira et. al (2012) (Figura 16) e
dureza superficial com o esclerômetro Schmidt OS-120 (Figura 15).
Figura 15 — Esclerômetro Schmidt OS-120
Fonte: Hickel et. al (2017)
Figura 16 — Execução do ensaio de cravação pneumática de pinos
Fonte: do autor

45
4 RESULTADOS E DISCUSSÕES
A seguir serão apresentados os resultados obtidos neste trabalho.
4.1 ESTUDO EM CORPOS-DE-PROVA
A seguir serão apresentados os resultados obtidos, das propriedades do
estado fresco e endurecido, em corpos de prova. Para fins de simplificação as
argamassas foram nomeadas de acordo com o traço (Tabela 8) e associadas à
quantidade de aditivo estabilizador de hidratação (AEH) utilizado (Tabela 9):
Tabela 8 — Nomenclatura de acordo com o traço
T1 Traço 1:3
T2 Traço 1:6 sem cal
T3 Traço 1:6 com cal
Fonte: do autor
Tabela 9 — Nomenclatura de acordo com a quantidade de aditivo estabilizador de hidratação (AEH)
0,0% Sem AEH
0,4% Com 0,4% de AEH, em relação a massa de cimento
0,8% Com 0,8% de AEH, em relação a massa de cimento Fonte: do autor
4.1.1 Caracterização no estado fresco
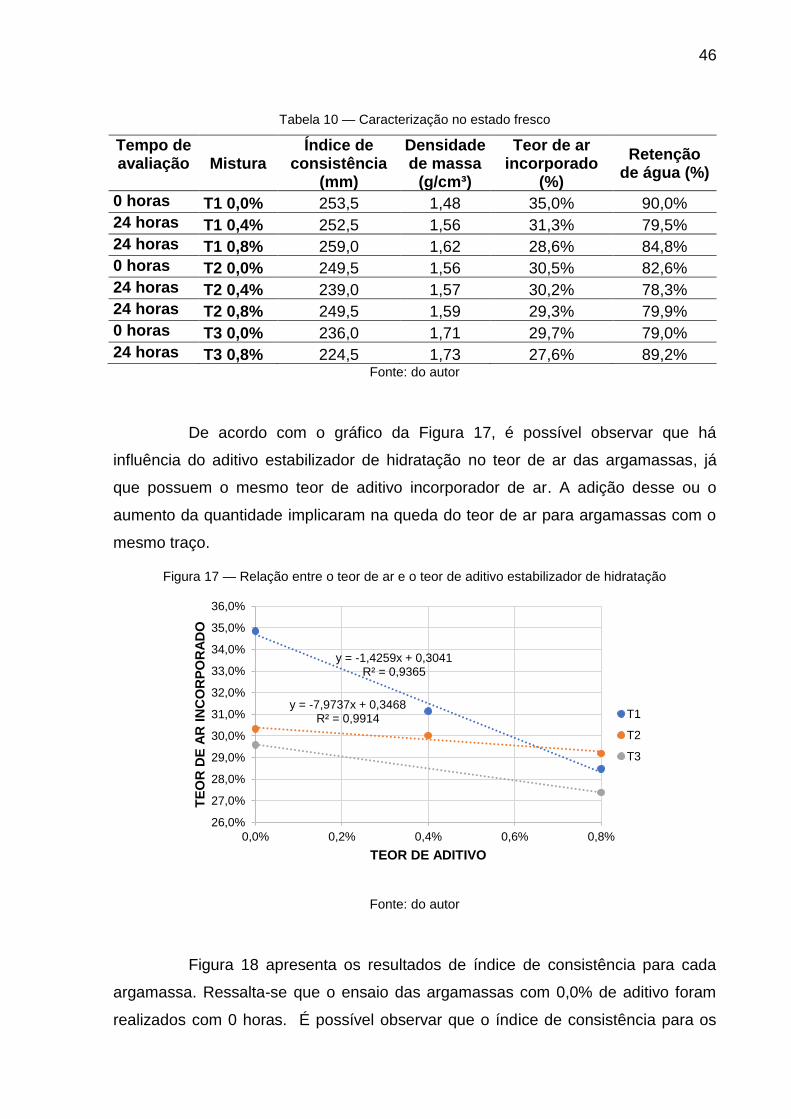
Na Tabela 10 estão apresentados os resultados das propriedades do
estado fresco. Os resultados individuais do ensaio de teor de ar incorporado e
densidade de massa para cada argamassa encontram-se no APÊNDICE I.
46
Tabela 10 — Caracterização no estado fresco
Tempo de avaliação Mistura
Índice de consistência
(mm)
Densidade de massa
(g/cm³)
Teor de ar incorporado
(%)
Retenção de água (%)
0 horas T1 0,0% 253,5 1,48 35,0% 90,0%
24 horas T1 0,4% 252,5 1,56 31,3% 79,5%
24 horas T1 0,8% 259,0 1,62 28,6% 84,8%
0 horas T2 0,0% 249,5 1,56 30,5% 82,6%
24 horas T2 0,4% 239,0 1,57 30,2% 78,3%
24 horas T2 0,8% 249,5 1,59 29,3% 79,9%
0 horas T3 0,0% 236,0 1,71 29,7% 79,0%
24 horas T3 0,8% 224,5 1,73 27,6% 89,2% Fonte: do autor
De acordo com o gráfico da Figura 17, é possível observar que há
influência do aditivo estabilizador de hidratação no teor de ar das argamassas, já
que possuem o mesmo teor de aditivo incorporador de ar. A adição desse ou o
aumento da quantidade implicaram na queda do teor de ar para argamassas com o
mesmo traço.
Figura 17 — Relação entre o teor de ar e o teor de aditivo estabilizador de hidratação
Fonte: do autor
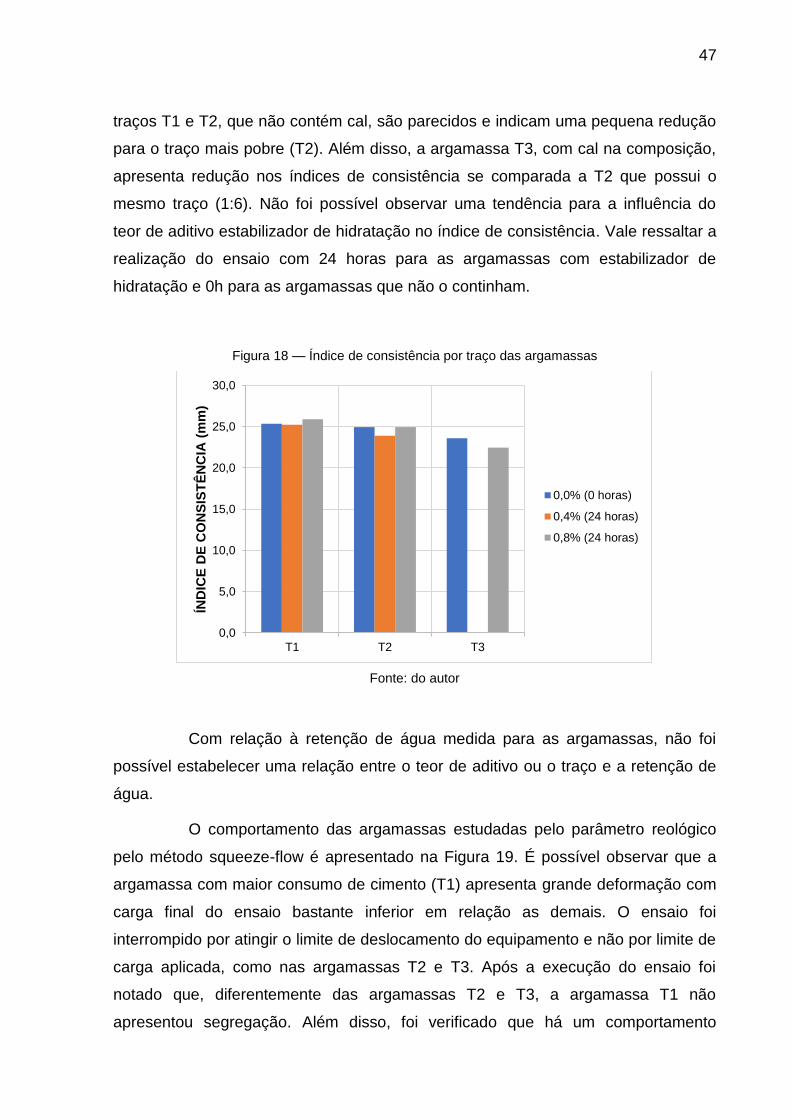
Figura 18 apresenta os resultados de índice de consistência para cada
argamassa. Ressalta-se que o ensaio das argamassas com 0,0% de aditivo foram
realizados com 0 horas. É possível observar que o índice de consistência para os
y = -7,9737x + 0,3468R² = 0,9914
y = -1,4259x + 0,3041R² = 0,9365
26,0%
27,0%
28,0%
29,0%
30,0%
31,0%
32,0%
33,0%
34,0%
35,0%
36,0%
0,0% 0,2% 0,4% 0,6% 0,8%
TE
OR
DE
AR
IN
CO
RP
OR
AD
O
TEOR DE ADITIVO
T1
T2
T3
47
traços T1 e T2, que não contém cal, são parecidos e indicam uma pequena redução
para o traço mais pobre (T2). Além disso, a argamassa T3, com cal na composição,
apresenta redução nos índices de consistência se comparada a T2 que possui o
mesmo traço (1:6). Não foi possível observar uma tendência para a influência do
teor de aditivo estabilizador de hidratação no índice de consistência. Vale ressaltar a
realização do ensaio com 24 horas para as argamassas com estabilizador de
hidratação e 0h para as argamassas que não o continham.
Figura 18 — Índice de consistência por traço das argamassas
Fonte: do autor
Com relação à retenção de água medida para as argamassas, não foi
possível estabelecer uma relação entre o teor de aditivo ou o traço e a retenção de
água.
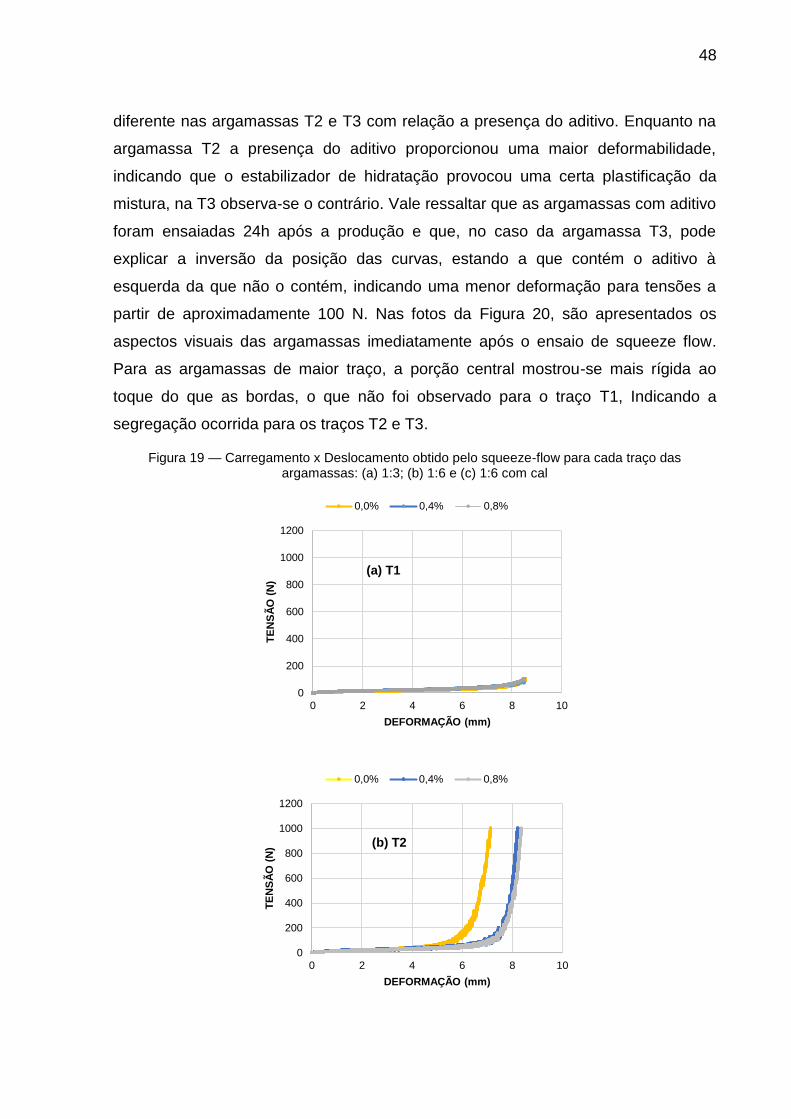
O comportamento das argamassas estudadas pelo parâmetro reológico
pelo método squeeze-flow é apresentado na Figura 19. É possível observar que a
argamassa com maior consumo de cimento (T1) apresenta grande deformação com
carga final do ensaio bastante inferior em relação as demais. O ensaio foi
interrompido por atingir o limite de deslocamento do equipamento e não por limite de
carga aplicada, como nas argamassas T2 e T3. Após a execução do ensaio foi
notado que, diferentemente das argamassas T2 e T3, a argamassa T1 não
apresentou segregação. Além disso, foi verificado que há um comportamento
0,0
5,0
10,0
15,0
20,0
25,0
30,0
T1 T2 T3
ÍND
ICE
DE
CO
NS
IST
ÊN
CIA
(m
m)
0,0% (0 horas)
0,4% (24 horas)
0,8% (24 horas)
48
diferente nas argamassas T2 e T3 com relação a presença do aditivo. Enquanto na
argamassa T2 a presença do aditivo proporcionou uma maior deformabilidade,
indicando que o estabilizador de hidratação provocou uma certa plastificação da
mistura, na T3 observa-se o contrário. Vale ressaltar que as argamassas com aditivo
foram ensaiadas 24h após a produção e que, no caso da argamassa T3, pode
explicar a inversão da posição das curvas, estando a que contém o aditivo à
esquerda da que não o contém, indicando uma menor deformação para tensões a
partir de aproximadamente 100 N. Nas fotos da Figura 20, são apresentados os
aspectos visuais das argamassas imediatamente após o ensaio de squeeze flow.
Para as argamassas de maior traço, a porção central mostrou-se mais rígida ao
toque do que as bordas, o que não foi observado para o traço T1, Indicando a
segregação ocorrida para os traços T2 e T3.
Figura 19 — Carregamento x Deslocamento obtido pelo squeeze-flow para cada traço das argamassas: (a) 1:3; (b) 1:6 e (c) 1:6 com cal
0
200
400
600
800
1000
1200
0 2 4 6 8 10
TE
NS
ÃO
(N
)
DEFORMAÇÃO (mm)
(a) T1
0,0% 0,4% 0,8%
0
200
400
600
800
1000
1200
0 2 4 6 8 10
TE
NS
ÃO
(N
)
DEFORMAÇÃO (mm)
(b) T2
0,0% 0,4% 0,8%

49
Fonte: do autor
Figura 20 — Fotos das argamassas após o squeeze-flow
Fonte: do autor
0
200
400
600
800
1000
1200
0 2 4 6 8 10
TE
NS
ÃO
(N
)
DEFORMAÇÃO (mm)
(c) T3
0,0% 0,8%
T1 0,0% T1 0,4% T1 0,8%
T2 0,0% T2 0,4% T2 0,8%
T3
0,8%
T3
0,0%
50
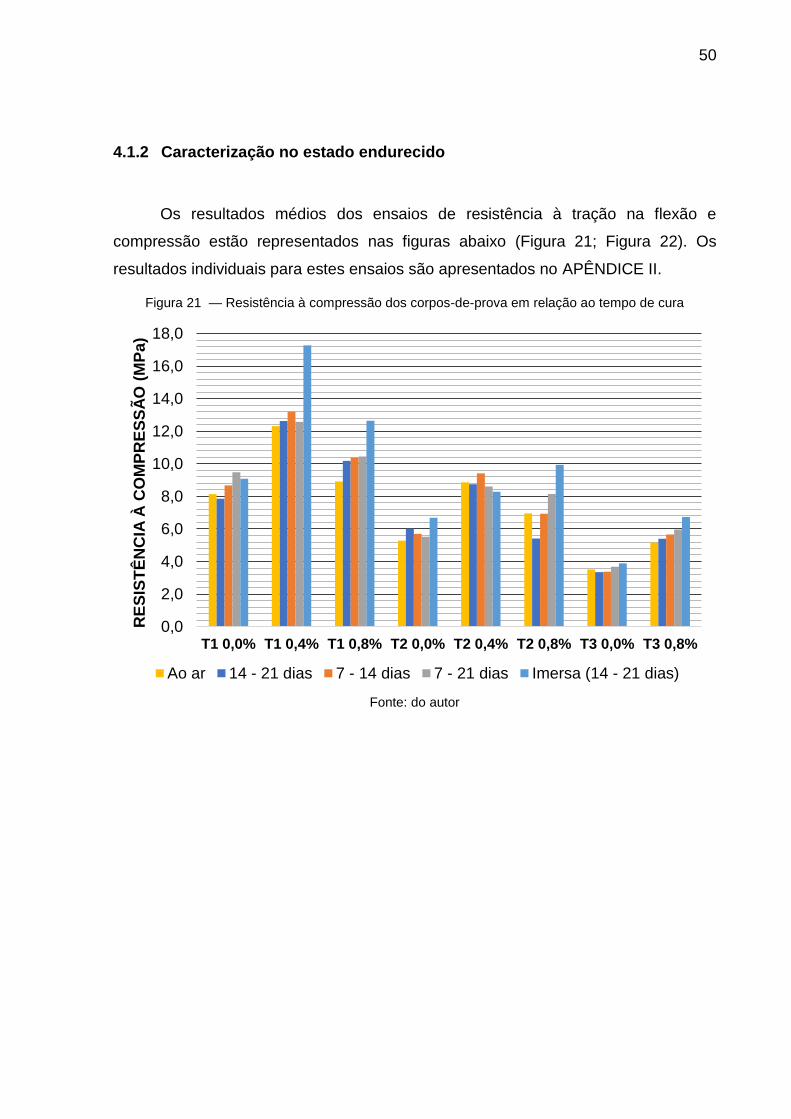
4.1.2 Caracterização no estado endurecido
Os resultados médios dos ensaios de resistência à tração na flexão e
compressão estão representados nas figuras abaixo (Figura 21; Figura 22). Os
resultados individuais para estes ensaios são apresentados no APÊNDICE II.
Figura 21 — Resistência à compressão dos corpos-de-prova em relação ao tempo de cura
Fonte: do autor
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
T1 0,0% T1 0,4% T1 0,8% T2 0,0% T2 0,4% T2 0,8% T3 0,0% T3 0,8%
RE
SIS
TÊ
NC
IA À
CO
MP
RE
SS
ÃO
(M
Pa
)
Ao ar 14 - 21 dias 7 - 14 dias 7 - 21 dias Imersa (14 - 21 dias)

51
Figura 22 — Resistência à tração na flexão dos corpos-de-prova em relação ao tempo de cura
Fonte: do autor
Foi realizada uma comparação múltipla de médias com confiabilidade 95%,
através da análise estatística de variância, dos resultados de resistência a
compressão. Os grupos analisados consistiam nos processos de cura distintos para
cada argamassa. Para a argamassa de referência com traço 1:3 não houve
diferença entre os processos de cura. Já para aquelas com o mesmo traço com
aditivo estabilizador de hidratação, diferenças significativas só foram observadas
entre a cura imersa e as demais, sendo os valores de resistência das argamassas
estabilizadas com teor de aditivo estabilizador de 0,4%, apresentaram valores de
resistência superiores. Na argamassa com traço 1:6 sem aditivo estabilizador de
hidratação, diferenças significativas foram verificadas entre todos os processos de
cura, exceto entre a cura úmida durante 14 dias e a cura ao ar, e da cura úmida
durante 14 dias e de 7 a 14 dias. Com o menor teor de aditivo estabilizador de
hidratação (0,4%) diferenças significativas apenas foram observadas entre a cura
úmida durante 14 dias e de 7 a 14 dias, e dessa última com a cura imersa. Para o
maior teor, todos os grupos apresentaram diferenças significativas, exceto entre a
cura ao ar e a cura úmida de 7 a 14 dias. Assim como no traço 1:3, as argamassas
estabilizadas com teor de aditivo estabilizador de 0,4% apresentaram resistência
superiores.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
T1 0,0% T1 0,4% T1 0,8% T2 0,0% T2 0,4% T2 0,8% T3 0,0% T3 0,8%
RE
SIS
TÊ
NC
IA À
TR
AÇ
ÃO
(M
Pa
)
Ao ar 14 - 21 dias 7 - 14 dias 7 - 21 dias Imersa (14 - 21 dias)
52
Para a argamassa com traço 1:6 com substituição de cimento por cal
diferenças significativas foram observadas entre a cura imersa e as demais, tanto no
traço referência quanto com aditivo estabilizador de hidratação. Não foram obtidas
diferenças significativas entre a cura úmida durante 7 dias iniciando em períodos
diferentes, bem como entre a cura úmida dos 14 aos 21 dias e ao ar. Na argamassa
sem aditivo estabilizador de hidratação também não foi encontrada diferença
significativa entre a cura ao ar e úmida dos 7 aos 14 dias. Já para a argamassa com
0,8% de aditivo estabilizador de hidratação não foi encontrado diferença entre a cura
úmida de 7 a 14 dias e 7 a 21 dias. Os valores de resistência das argamassas
estabilizadas foram superiores àquela de referência.
Para o traço 1:3 (T1) os valores de resistência foram superiores, isso deve-se
ao maior de consumo de cimento Portland do traço. Já para o traço com substituição
de cimento por cal (T3) há uma queda nos valores de resistência em relação à
argamassa T2, de mesmo traço, o que já era esperado, devido ao menor consumo
de cimento Portland.
Além disso, pela análise das argamassas dos traços T1 e T2, percebe-se uma
aparente existência de um teor ótimo de aditivo estabilizador de hidratação. Esta
análise não pode ser extrapolada para a argamassa T3, com cal, já que foi
produzida apenas com um teor de aditivo.
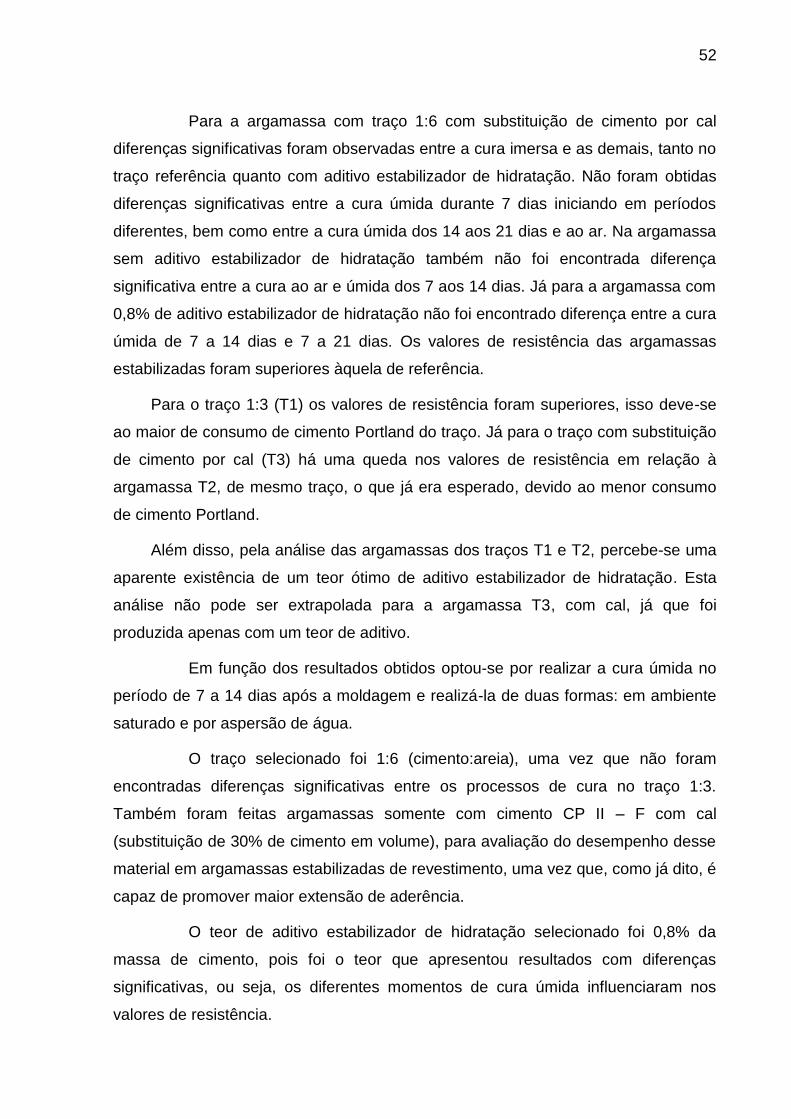
Em função dos resultados obtidos optou-se por realizar a cura úmida no
período de 7 a 14 dias após a moldagem e realizá-la de duas formas: em ambiente
saturado e por aspersão de água.
O traço selecionado foi 1:6 (cimento:areia), uma vez que não foram
encontradas diferenças significativas entre os processos de cura no traço 1:3.
Também foram feitas argamassas somente com cimento CP II – F com cal
(substituição de 30% de cimento em volume), para avaliação do desempenho desse
material em argamassas estabilizadas de revestimento, uma vez que, como já dito, é
capaz de promover maior extensão de aderência.
O teor de aditivo estabilizador de hidratação selecionado foi 0,8% da
massa de cimento, pois foi o teor que apresentou resultados com diferenças
significativas, ou seja, os diferentes momentos de cura úmida influenciaram nos
valores de resistência.

53
4.2 ESTUDO EM REVESTIMENTOS
A seguir serão apresentados os resultados obtidos, para as propriedades
no estado fresco e endurecido, em corpos de prova e nos revestimentos. Para fins
de simplificação as argamassas foram nomeadas da mesma maneira que no item
4.1 (Tabela 8 e Tabela 9). Nesta etapa, foram estudadas duas argamassas, T2 0,8%
e T3 0,8%, submetidas a três processos de cura: ao ar, em ambiente com umidade
relativa do ar de aproximadamente 100% e por aspersão de água.
4.2.1 Caracterização no estado fresco
Na Tabela 11 observa-se a caracterização das duas argamassas no
estado fresco.
Tabela 11 — Caracterização no estado fresco
Tempo de
avaliação Mistura
Índice de consistência
(mm)
Densidade de massa
(g/cm³)
Teor de ar incorporado
(%)
Retenção de água (%)
24 horas T2 0,8% 251,5 1,57 29,8% 75,6%
24 horas T3 0,8% 225,0 1,73 27,7% 85,9%
Fonte: do autor
Os valores encontrados são semelhantes aos encontrados no estudo de
corpos de prova indicando a reprodutibilidade das argamassas confeccionadas
anteriormente a partir do procedimento descrito no item 3.2.1.
O comportamento das argamassas pelo método squeeze-flow é
apresentado na Figura 23.

54
Figura 23 — Carregamento x Deslocamento obtido pelo squeeze-flow
Fonte: do autor
Diferentemente do resultado encontrado na etapa anterior, nesta etapa a
argamassa com cal se mostrou mais deformável para um mesmo teor de aditivo. A
argamassa com cal apresentou praticamente o mesmo comportamento, porém
aquela sem cal diminuiu a deformação quando comparada à etapa anterior. Pode-se
dizer, que do ponto de vista reológico, apresentado no ensaio de squeeze flow, as
argamassas desta etapa apresentam comportamentos similares.
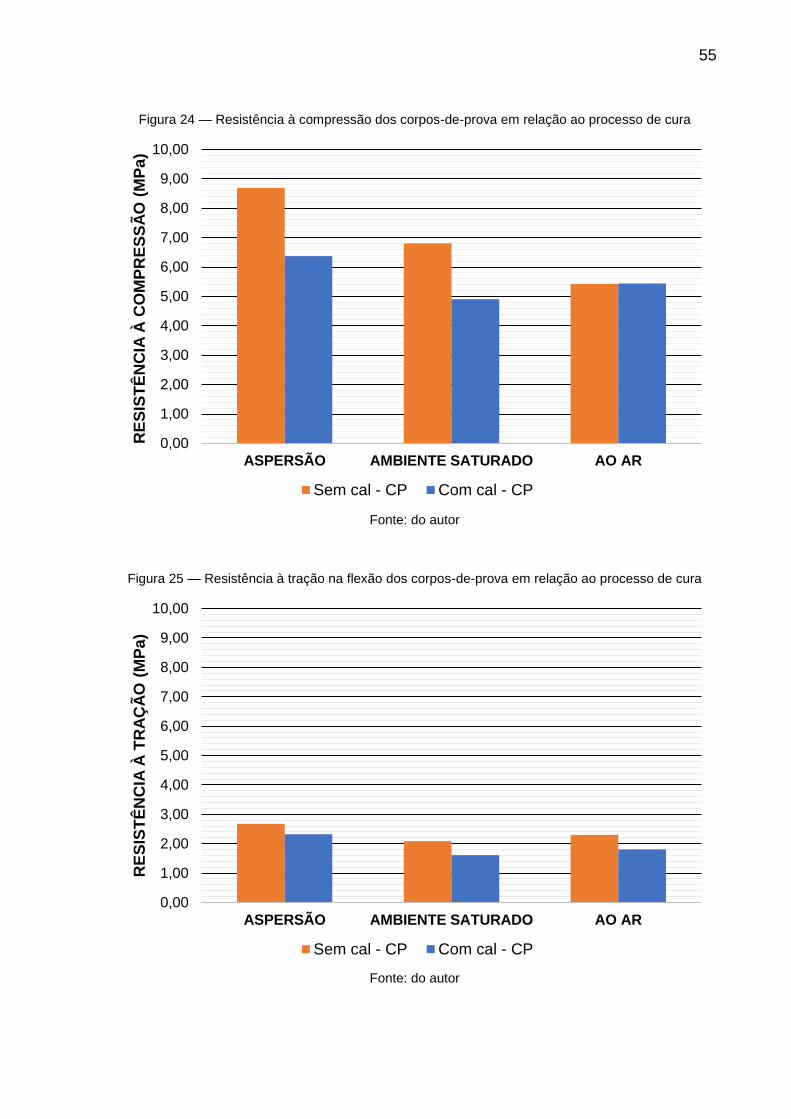
4.2.2 Caracterização no estado endurecido
Para comparação, nesta etapa, foram ensaiados corpos-de-prova à
compressão e a tração na flexão com a mesma argamassa utilizada no revestimento
e submetidos aos mesmos processos de cura. Os resultados obtidos encontram-se
nas Figura 24 e Figura 25.
0
200
400
600
800
1000
1200
0 2 4 6 8 10
TE
NS
ÃO
(N
)
DEFORMAÇÃO (mm)
Sem cal Com cal
55
Figura 24 — Resistência à compressão dos corpos-de-prova em relação ao processo de cura
Fonte: do autor
Figura 25 — Resistência à tração na flexão dos corpos-de-prova em relação ao processo de cura
Fonte: do autor
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
ASPERSÃO AMBIENTE SATURADO AO AR
RE
SIS
TÊ
NC
IA À
CO
MP
RE
SS
ÃO
(M
Pa
)
Sem cal - CP Com cal - CP
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
ASPERSÃO AMBIENTE SATURADO AO AR
RE
SIS
TÊ
NC
IA À
TR
AÇ
ÃO
(M
Pa
)
Sem cal - CP Com cal - CP

56
Conforme a literatura, é sabido que há um desenvolvimento maior de
resistência nos compostos cimentícios submetidos a um processo de cura úmida. Os
resultados obtidos no ensaio de resistência à compressão demonstraram que os
processos de cura úmida utilizados foram eficientes para melhorar a resistência à
compressão das argamassas estabilizadas executadas com apenas cimento
Portland. Entre os processos utilizados verificou-se que a aspersão promoveu um
aumento nessa propriedade. Uma hipótese para esse fato é a de que o ambiente
saturado impediu a perda de aditivo estabilizador de hidratação, diferentemente da
aspersão, na qual os corpos-de-prova ficavam ao ar que entre os momentos de
aspersão.
As argamassas estabilizadas com cimento Portland e cal apresentaram
resistência à compressão inferior em comparação àquela com apenas cimento
Portland, exceto quando submetida a um processo de cura ao ar. Como a cal
endurece por meio da reação com o dióxido de carbono do ar, o processo de cura
úmida em ambiente saturado pode ter impedido o desenvolvimento de resistência à
compressão da cal. O processo de aspersão apresenta resistência à compressão
ligeiramente maior, pois, como já explicitado, entre os momentos de aspersão os
corpos-de-prova ficavam ao ar, favorecendo a carbonatação da cal e a hidratação do
cimento Portland.
No ensaio de resistência à tração na flexão os corpos-de-prova
apresentaram comportamento semelhante ao da resistência à compressão. Diverge
somente nos corpos-de-prova que não sofreram cura úmida, onde os valores obtidos
para a argamassa estabilizada sem cal se apresentaram superiores.
Além desses ensaios, nos corpos-de-prova foi determinada a velocidade
de pulso ultrassônico. O resultado desse ensaio é apresentado na Figura 26
associado com os ensaios de resistência à compressão, para melhor interpretação.
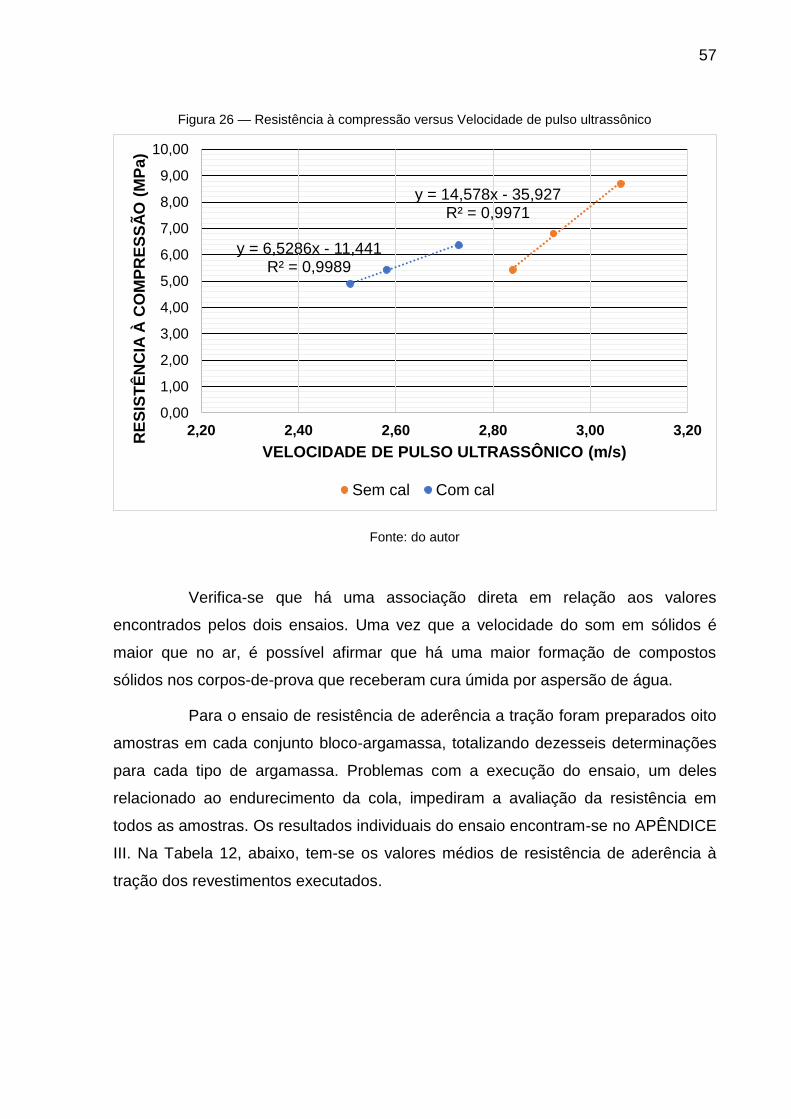
57
Figura 26 — Resistência à compressão versus Velocidade de pulso ultrassônico
Fonte: do autor
Verifica-se que há uma associação direta em relação aos valores
encontrados pelos dois ensaios. Uma vez que a velocidade do som em sólidos é
maior que no ar, é possível afirmar que há uma maior formação de compostos
sólidos nos corpos-de-prova que receberam cura úmida por aspersão de água.
Para o ensaio de resistência de aderência a tração foram preparados oito
amostras em cada conjunto bloco-argamassa, totalizando dezesseis determinações
para cada tipo de argamassa. Problemas com a execução do ensaio, um deles
relacionado ao endurecimento da cola, impediram a avaliação da resistência em
todos as amostras. Os resultados individuais do ensaio encontram-se no APÊNDICE
III. Na Tabela 12, abaixo, tem-se os valores médios de resistência de aderência à
tração dos revestimentos executados.
y = 14,578x - 35,927R² = 0,9971
y = 6,5286x - 11,441R² = 0,9989
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
2,20 2,40 2,60 2,80 3,00 3,20
RE
SIS
TÊ
NC
IA À
CO
MP
RE
SS
ÃO
(M
Pa
)
VELOCIDADE DE PULSO ULTRASSÔNICO (m/s)
Sem cal Com cal
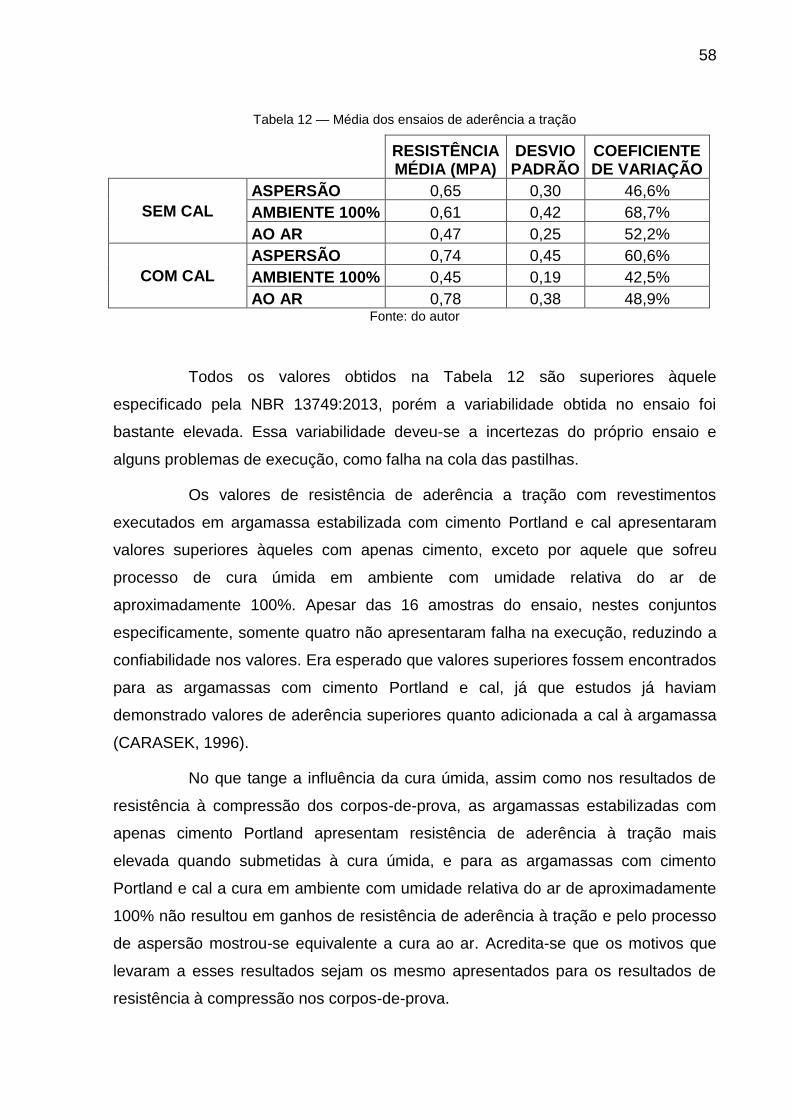
58
Tabela 12 — Média dos ensaios de aderência a tração
RESISTÊNCIA MÉDIA (MPA)
DESVIO PADRÃO
COEFICIENTE DE VARIAÇÃO
SEM CAL
ASPERSÃO 0,65 0,30 46,6%
AMBIENTE 100% 0,61 0,42 68,7%
AO AR 0,47 0,25 52,2%
COM CAL
ASPERSÃO 0,74 0,45 60,6%
AMBIENTE 100% 0,45 0,19 42,5%
AO AR 0,78 0,38 48,9% Fonte: do autor
Todos os valores obtidos na Tabela 12 são superiores àquele
especificado pela NBR 13749:2013, porém a variabilidade obtida no ensaio foi
bastante elevada. Essa variabilidade deveu-se a incertezas do próprio ensaio e
alguns problemas de execução, como falha na cola das pastilhas.
Os valores de resistência de aderência a tração com revestimentos
executados em argamassa estabilizada com cimento Portland e cal apresentaram
valores superiores àqueles com apenas cimento, exceto por aquele que sofreu
processo de cura úmida em ambiente com umidade relativa do ar de
aproximadamente 100%. Apesar das 16 amostras do ensaio, nestes conjuntos
especificamente, somente quatro não apresentaram falha na execução, reduzindo a
confiabilidade nos valores. Era esperado que valores superiores fossem encontrados
para as argamassas com cimento Portland e cal, já que estudos já haviam
demonstrado valores de aderência superiores quanto adicionada a cal à argamassa
(CARASEK, 1996).
No que tange a influência da cura úmida, assim como nos resultados de
resistência à compressão dos corpos-de-prova, as argamassas estabilizadas com
apenas cimento Portland apresentam resistência de aderência à tração mais
elevada quando submetidas à cura úmida, e para as argamassas com cimento
Portland e cal a cura em ambiente com umidade relativa do ar de aproximadamente
100% não resultou em ganhos de resistência de aderência à tração e pelo processo
de aspersão mostrou-se equivalente a cura ao ar. Acredita-se que os motivos que
levaram a esses resultados sejam os mesmo apresentados para os resultados de
resistência à compressão nos corpos-de-prova.

59
Além dos resultados numéricos, no ensaio de resistência de aderência à
tração, deve-se levar em conta as formas de ruptura do revestimento. A Figura 27
mostra os tipos de ruptura possíveis no ensaio de aderência à tração para um
sistema de revestimento sem chapisco.
Figura 27 — Formas de ruptura no ensaio de aderência à tração para um sistema de revestimento sem chapisco
Fonte: NBR 13528, 2010, p. 9
Na Tabela 13 observa-se os percentuais de cada tipo de ruptura,
observados para cada situação argamassa – tipo de cura, de acordo com a
classificação apresentada anteriormente.
Tabela 13 — Tipos de ruptura dos revestimentos
TIPO DE RUPTURA
A B C D E
SEM CAL
ASPERSÃO 0,0% 0,0% 100,0% 0,0% 0,0%
AMBIENTE 100% 0,0% 0,0% 100,0% 0,0% 0,0%
AO AR 0,0% 14,3% 85,7% 0,0% 0,0%
COM CAL
ASPERSÃO 0,0% 0,0% 66,7% 33,3% 0,0%
AMBIENTE 100% 0,0% 75,0% 0,0% 0,0% 25,0%
AO AR 0,0% 30,0% 70,0% 0,0% 0,0% Fonte: do autor
Observa-se que em maior parte as rupturas obtidas foram na argamassa
(tipo C). Como já citado anteriormente, percebe-se que além dos problemas de
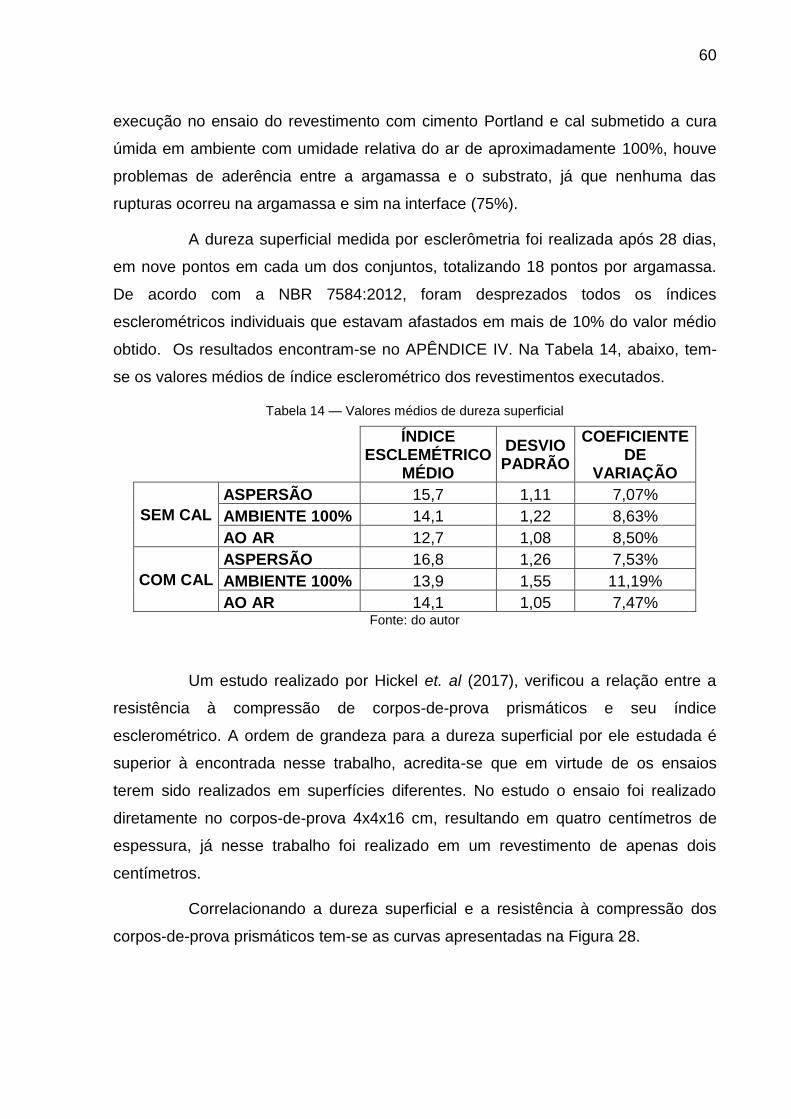
60
execução no ensaio do revestimento com cimento Portland e cal submetido a cura
úmida em ambiente com umidade relativa do ar de aproximadamente 100%, houve
problemas de aderência entre a argamassa e o substrato, já que nenhuma das
rupturas ocorreu na argamassa e sim na interface (75%).
A dureza superficial medida por esclerômetria foi realizada após 28 dias,
em nove pontos em cada um dos conjuntos, totalizando 18 pontos por argamassa.
De acordo com a NBR 7584:2012, foram desprezados todos os índices
esclerométricos individuais que estavam afastados em mais de 10% do valor médio
obtido. Os resultados encontram-se no APÊNDICE IV. Na Tabela 14, abaixo, tem-
se os valores médios de índice esclerométrico dos revestimentos executados.
Tabela 14 — Valores médios de dureza superficial
ÍNDICE ESCLEMÉTRICO
MÉDIO
DESVIO PADRÃO
COEFICIENTE DE
VARIAÇÃO
SEM CAL
ASPERSÃO 15,7 1,11 7,07%
AMBIENTE 100% 14,1 1,22 8,63%
AO AR 12,7 1,08 8,50%
COM CAL
ASPERSÃO 16,8 1,26 7,53%
AMBIENTE 100% 13,9 1,55 11,19%
AO AR 14,1 1,05 7,47% Fonte: do autor
Um estudo realizado por Hickel et. al (2017), verificou a relação entre a
resistência à compressão de corpos-de-prova prismáticos e seu índice
esclerométrico. A ordem de grandeza para a dureza superficial por ele estudada é
superior à encontrada nesse trabalho, acredita-se que em virtude de os ensaios
terem sido realizados em superfícies diferentes. No estudo o ensaio foi realizado
diretamente no corpos-de-prova 4x4x16 cm, resultando em quatro centímetros de
espessura, já nesse trabalho foi realizado em um revestimento de apenas dois
centímetros.
Correlacionando a dureza superficial e a resistência à compressão dos
corpos-de-prova prismáticos tem-se as curvas apresentadas na Figura 28.

61
Figura 28 — Relação entre resistência à compressão e dureza superficial
Fonte: do autor
Observa-se que há uma correlação diretamente proporcional entre a
dureza superficial do revestimento e a resistência à compressão dos corpos-de-
prova prismáticos. Quanto maior o índice esclerométrico do revestimento, maior será
sua resistência a compressão, tanto para a argamassa estabilizada com cal, quanto
para a sem. No entanto as correlações obtidas são distintas para os diferentes
traços de argamassa.
No APÊNDICE V são apresentados os valores obtidos no ensaio de
cravação pneumática de pinos, realizados aos 28 dias de idade. Em cada
argamassa foram cravados nove pinos, porém alguns deles penetraram totalmente
na argamassa, inviabilizando a medida. Os valores médios obtidos no ensaio
encontram-se na Tabela 15. Igualmente à dureza superficial, foram desprezadas
todas as profundidades de cravação individuais que estavam afastados em mais de
10% do valor médio obtido.
y = 1,09x - 8,4677R² = 0,9963
y = 0,4375x - 0,9595R² = 0,9162
4,00
4,50
5,00
5,50
6,00
6,50
7,00
7,50
8,00
8,50
9,00
12,0 13,0 14,0 15,0 16,0 17,0 18,0
RE
SIS
TÊ
NC
IA À
CO
MP
RE
SÃ
O
(MP
a)
ÍNDICE ESCLEROMÉTRICO
SEM CAL COM CAL

62
Tabela 15 — Valores médios de penetração obtidos no ensaio de cravação pneumática de pinos
PROFUNDIDADE (mm)
DESVIO PADRÃO
COEFICIENTE DE VARIAÇÃO
SEM CAL
ASPERSÃO 38,82 2,95 7,59%
AMBIENTE 100% 39,83 2,23 5,60%
AO AR 41,01 2,78 6,78%
COM CAL
ASPERSÃO 29,22 1,25 4,29%
AMBIENTE 100% 36,65 1,78 4,86%
AO AR 38,06 1,52 3,99% Fonte: do autor
Assim como para a dureza superficial, foi obtida também a correlação
entre a resistência à compressão dos corpos-de-prova prismáticos com a
profundidade de cravação dos pinos (Figura 29).
Figura 29 — Relação entre resistência à compressão e profundidade de cravação
Fonte: do autor
As curvas apresentam uma relação inversamente proporcional entre a
profundidade de cravação no revestimento e a resistência à compressão dos corpos-
de-prova. O coeficiente de determinação da curva da argamassa estabilizada com
y = -1,4848x + 66,192R² = 0,9835
y = -0,1361x + 10,286R² = 0,7552
4,00
4,50
5,00
5,50
6,00
6,50
7,00
7,50
8,00
8,50
9,00
27,00 29,00 31,00 33,00 35,00 37,00 39,00 41,00 43,00RE
SIS
TÊ
NC
IA À
CO
MP
RE
SÃ
O (
MP
a)
PROFUNDIDADE DE CRAVAÇÃO (mm)
SEM CAL COM CAL

63
cal é inferior, portanto não se ajustando perfeitamente à amostra, porém é capaz de
demonstrar uma tendência.
Por fim, realizou-se uma correlação entre a dureza superficial e a
profundidade de cravação dos pinos (Figura 30). A relação entre os dois ensaios é
inversamente proporcional e apresenta bons coeficientes de correlação.
Figura 30 — Relação entre a profundidade de cravação e o índice esclerométrico
Fonte: do autor
y = -0,7277x + 50,193R² = 0,9954
y = -2,8448x + 77,104R² = 0,9507
27,00
29,00
31,00
33,00
35,00
37,00
39,00
41,00
43,00
12,0 13,0 14,0 15,0 16,0 17,0 18,0
PR
OF
UN
DID
AD
E D
E C
RA
VA
ÇÃ
O (
mm
)
ÍNDICE ESCLEROMÉTRICO
SEM CAL COM CAL

64
5 CONCLUSÃO
Com os resultados obtidos se conclui que há influência da cura úmida nas
propriedades da argamassa estabilizada no estado endurecido.
Para cada traço e porcentagem de aditivo estabilizador de hidratação foi
possível determinar a influência do momento de início e da duração do período da
cura úmida sobre as propriedades da argamassa estabilizada no estado endurecido.
Para argamassas estabilizadas moldadas com 24 horas, observou-se que
a cura úmida por sete dias foi mais eficiente em melhorar a resistência da
argamassa estabilizada, e que o aumento deste tempo para 14 dias não representou
ganho na propriedade considerada e em alguns, casos foi evidenciado prejuízo.
Quando da cura por sete dias, não foram evidenciadas diferenças quanto ao
momento de início, aos 7 ou aos 14 dias após a moldagem. E considerando a
necessidade de secagem do revestimento para a execução da pintura, recomenda-
se o início e, consequentemente, o término do período de cura o mais cedo possível,
a partir do sétimo dia.
Quando se trata de argamassas estabilizadas cujo aglomerante é
somente o cimento Portland, os resultados indicam a existência de um teor ótimo de
aditivo estabilizador de hidratação para a obtenção das maiores resistências. No
entanto, é importante notar que a quantidade de aditivo estabilizador de hidratação a
ser empregada deve considerar o tempo de estabilização desejado.
Com os resultados do ensaio de aderência observa-se que quando não
se emprega cal, a cura é importante e pode representar ganho significativo de
resistência de aderência. Já para os casos de argamassas estabilizadas com cal, os
resultados indicam a importância de não manter sempre a argamassa com alto teor
de umidade, o que pode até provocar prejuízo à resistência de aderência. Apesar
das variações dos ensaios há uma tendência de comportamento. Na hora que a
argamassa é colocada em contato com um substrato absorvente a cal, que ajuda a
reter água, melhora o desempenho da argamassa.
Foram obtidas boas correlações entre os diferentes métodos utilizados
para a avaliação da resistência das argamassas, mostrando que independente do

65
aglomerante utilizado é possível a realização de inferência da resistência à
compressão de argamassas estabilizadas a partir de ensaios não destrutivos.
Outro ponto a ressaltar nesse estudo foi a reprodutibilidade dos traços de
argamassa produzidos. Mesmo após dois meses foi possível produzir argamassas
com propriedades equivalentes a partir do método de mistura adotado.

66
REFERÊNCIAS BIBLIOGRÁFICAS
ABCP - ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND (Org.). Manual de revestimentos. 2002. Disponível em: <http://www.comunidadedaconstrucao.com.br/upload/ativos/279/anexo/ativosmanu.pdf>. Acesso em: 17 set. 2017.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7200: Execução de revestimento de paredes e tetos de argamassas inorgânicas - procedimento. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2016. 2 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7215: Cimento Portland - Determinação da resistência à compressão. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 1996. 8 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7584: Concreto endurecido — avaliação da dureza superficial pelo esclerômetro de reflexão — método de ensaio. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2012. 10 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11578: Cimento Portland composto. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 1991. 5 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13276: Argamassa para assentamento e revestimento de paredes e tetos - determinação do índice de consistência. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2016. 2 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13277: Argamassa para assentamento e revestimento de paredes e tetos - determinação da retenção de água. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2005. 3 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13278: Argamassa para assentamento e revestimento de paredes e tetos - determinação da densidade de massa e do teor de ar incorporado. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2005. 4 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13279: Argamassa para assentamento e revestimento de paredes e tetos - determinação da resistência à tração na flexão e à compressão. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2005. 9 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13280: Argamassa para assentamento e revestimento de paredes e tetos - determinação da densidade de massa aparente no estado endurecido. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2005. 2 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13528: Revestimento de paredes e tetos de argamassas inorgânicas - determinação da resistência de aderência à tração. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2010. 11 p.
67
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13749: Revestimento de paredes e tetos de argamassas inorgânicas - especificação. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2013. 8 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15630: Argamassa para assentamento e revestimento de paredes e tetos - determinação do módulo de elasticidade dinâmico através da propagação de onda ultra-sônica. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2008. 4 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15839: Argamassa de assentamento e revestimento de paredes e tetos - caracterização reológica pelo método squeeze-flow. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2010. 6 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16605: Ensaio de determinação de massa específica. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2017. 4 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NM 45: Determinação da massa unitária e do volume de vazios. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2006. 8 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NM 46: Determinação do material fino que passa através da peneira 75 micrometros, por lavagem. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2003. 6 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NM 52: Agregado miúdo - Determinação de massa específica e massa específica aparente. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2009. 6 p.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NM 248: Agregados - Determinação da composição granulométrica. Rio de Janeiro: Abnt - Associação Brasileira de Normas Técnicas, 2003. 6 p.
BASTOS, Pedro Kopschitz Xavier. RETRAÇÃO E DESENVOLVIMENTO DE PROPRIEDADES MECÂNICAS DE ARGAMASSAS MISTAS DE REVESTIMENTO. 2001. 190 f. Tese (Doutorado) - Curso de Engenharia de Construção Civil e Urbana, Escola Politécnica da Universidade de São Paulo, São Paulo, 2001.
BAUER E.; REGUFFE M.; NASCIMENTO M. L. M.; CALDAS L. R. Requisitos Das Argamassas Estabilizadas Para Revestimento. In: XI Simpósio Brasileiro de Argamassas, 2015, Porto Alegre. XI Simpósio Brasileiro de Argamassas, 2015.
BAUER, E. (Ed.). Revestimentos de argamassa: características e peculiaridades. Brasília: LEM-UnB/Sinduscon-DF, 2005.
BAUER, L. A. Falcão. Materiais de Construção. 5. ed. Rio de Janeiro: LTC, 2015.
BENNTER (Org.). Recomendações técnicas para utilização da Argamassa Express. 2015. Disponível em: <http://www.bennter.com.br/wp-content/uploads/2015/07/Aplicação-e-Uso-das-Argamassas-Estabilizadas-Prontas-Bennter.pdf>. Acesso em: 20 out. 2017.
BETOMAQ (São Paulo) (Comp.). Misturador MT40. Disponível em: <http://betomaq.com.br/produtos/misturador-mt-40/>. Acesso em: 17 nov. 2017.

68
CALÇADA, L.M.L.; PEREIRA, L.; SOUZA, R.A.; OLIVEIRA, A.L.; CASALI; J.M. Influência das características do molde e da superfície de contato nas propriedades da argamassa estabilizada. X SBTA. Fortaleza, 2013.
CARASEK, H. Aderência de Argamassas à Base de Cimento Portland a Substrato Porosos: avaliação dos fatores intervenientes e contribuição ao estudo do mecanismo da ligação. 1996. 285 f. Tese (Doutorado em Engenharia Civil) - Escola Politécnica, Universidade de São Paulo, São Paulo, 1996.
CARASEK, Helena. Argamassas. In: ISAIA, Geraldo C. (Ed.). Materiais de Construção Civil e Princípios de Ciência e Engneharia de Materiais. 2. ed. São Paulo: Ibracon, 2010. Cap. 28. p. 893-944.
CASALI, J. M.; MELO, F. D.; SERPA, V. C.; OLIVEIRA, A. L. de; BETIOLI, A. M.; CALÇADA, L. M. L. Influence of cement type and water content on the fresh state properties of ready mix mortar. Ambiente Construído, Porto Alegre, v. 18, n. 2, p. 33-52, abr./jun. 2018.
CASALI, J.M.; MANN NETO, A.; ANDRADE, D.C.; SOTO, N.T.A. Avaliação das propriedades do estado fresco e endurecido da argamassa estabilizada para revestimento. IX SBTA. Belo Horizonte, 2011
CICHINELLI, Gisele C. Acabamento projetado: Projeção de argamassas aumenta produtividade e qualidade dos revestimentos. Conheça os principais cuidados para usá-la corretamente e alguns produtos disponíveis. 2010. Disponível em: <http://techne17.pini.com.br/engenharia-civil/158/artigo287750-1.aspx>. Acesso em: 04 nov. 2017.
DEPARTAMENTO DE ENGENHARIA CIVIL DA UEPG. Notas de aulas da disciplina de Construção Civil. Carlan Seiler Zulian; Elton Cunha Doná; Carlos Luciano Vargas. Ponta Grossa: DENGE, 2002.
FERNANDES, Andrey. AVALIAÇÃO DA VARIABILIDADE DAS PROPRIEDADES DA ARGAMASSA ESTABILIZADA FORNECIDA PARA A GRANDE FLORIANÓPOLIS. 2011. 76 f. TCC (Graduação) - Curso de Tecnólogo em Construção de Edifícios, Instituto Federal de Santa Catarina, Florianópolis, 2011.
FIORAVANTE, Erick Vinicius. INFLUÊNCIA DOS ADITIVOS NAS PROPRIEDADES DE ARGAMASSAS ESTABILIZADAS. 2014. 66 f. TCC (Graduação) - Curso de Engenharia Civil, Universidade Estadual de Ponta Grossa, Ponta Grossa, 2014.
GAVA, Giovanna Patrícia; MANCINI, Paula Simoni; SAKAI, Henrique Haruo. INFLUÊNCIA DO ADITIVO INCORPORADOR DE AR NAS PROPRIEDADES DAS ARGAMASSAS DE ASSENTAMENTO. Fortaleza: Congresso Técnico Científico da Engenharia e da Agronomia, 2015.
GRACE (Org.). EcoTec Mix: Estabilizador de argamassa por tempo prolongado. 2014. Disponível em: <https://gcpat-tools.com/construction/pt-br/Documents/EcoTec Mix_BR_2014.pdf>. Acesso em: 15 out. 2017.
GRUPO MAX MOHR. Sistema Mohr Mix. Disponível em: <https://www.maxmohr.com.br/solution/argamassa-estabilizada/>. Acesso em: 04 nov. 2017.
HELENE, Paulo; ANDRADE, Tibério. Concreto de cimento Portland. In: ISAIA, Geraldo C. (Ed.). Materiais de Construção Civil e Princípios de Ciência e Engneharia de Materiais. 2. ed. São Paulo: Ibracon, 2010. Cap. 29. p. 945-984.

69
HERMANN, A.; ROCHA, J. P. A. Pesquisa Da Viabilidade Da Utilização Da Argamassa Estabilizada Modificada Para Revestimento Sem A Necessidade De Aplicação Do Chapisco. Trabalho de conclusão de curso. Universidade Tecnológica Federal do Paraná. Pato Branco. 2010.
HICKEL, Guilherme Cardoso et. al. Ensaios não-destrutivos para argamassas: comparação e avaliação da eficácia para a determinação das propriedades no estado endurecido. XII SBTA. São Paulo, 2017.
ISERHARD, J. L. R. F. Contribuição ao estudo da viabilidade da cura do concreto por energia solar. 2000, 162 p. Dissertação (Mestrado em Engenharia Civil) – Universidade Federal do Rio Grande do Sul, Porto Alegre.
LAMANA, A.; DELFIN, F.; BULLEMORE, M. Adherencia entre mortero y bloques de hormigon: influencia de diferentes variables. Revista del IDIEM, v.9, n.2, sept. 1970, 79 - 102.
LORENZETTI, U. V.; FREDEL, M. C.; GLEISE, P. Avaliação da eficiência dos procedimentos de cura na durabilidade do concreto: resistência à compressão, perda de massa e absorção de água por capilaridade. In: WORKSHOP SOBRE DURABILIDADE DAS CONSTRUÇÕES, 2., 2002, São José dos Campos. Anais... São José dos Campos, 2002. V.2, p. 115-127.
LOZOVEY, A. C. R. Método de dosagem de argamassa estabilizada para assentamento de alvenaria estrutural de blocos de concreto. 2018. 179 p. Dissertação (Mestrado em Engenharia Civil) – Programa de Pós Graduação em Engenharia Civil, Universidade Federal de Santa Catarina, Santa Catarina, 2018.
MANN NETO, Artur; ANDRADE, Daniela Carnasciali de; SOTO, Nicolle Talita Arriagada. ESTUDO DAS PROPRIEDADES E VIABILIDADE TECNICO-ECONÔMICA DA ARGAMASSA ESTABILIZADA. 2010. 126 f. TCC (Graduação) - Curso de Engenharia de Produção Civil, Universidade Tecnológica Federal do Paraná, Curitiba, 2010.
MARCONDES, Carlos Gustavo. Características e benefícios da argamassa estabilizada. 2009. Disponível em: <http://www.cimentoitambe.com.br/caracteristicas-e-beneficios-da-argamassa-estabilizada/>. Acesso em: 09 set. 2017.
NETO, Antonio Martins; DJANIKIAN, João Gaspar; Aspectos de desempenho da argamassa dosada em central. 1999. 23p. Boletim Técnico – Universidade de São Paulo, São Paulo, 1999. NELSON, R. L.; SCHMIDT, S.; MUNRO, C.; LAUBER, R.; PISTILLI, M.; GATES, R.; SEYL, J. Ready mix mortar in the United States. In: 8 th IBMAC (International Brick and Block Masonry Conference, 1988 Dublin). Dublin, 1988. v. 1. p. 150-161.
NEVILLE, A. M. Propriedades do concreto. São Paulo: PINI, 1997. 828 p.
OLIVEIRA, Alexandre Lima et al. Ensaio de cravação pneumática de pino para avaliação da resistência à compressão de juntas de assentamento de alvenaria estrutural. Ambiente Construído. Porto Alegre, p. 175-188. abr. 2012. Disponível em: <http://www.scielo.br/pdf/ac/v12n2/12.pdf>. Acesso em: 07 nov. 2017.
PARAVISI, Sandra et al. Produção de argamassa com bomba de projeção. 2009. Disponível em: <http://techne17.pini.com.br/engenharia-civil/145/artigo286582-2.aspx>. Acesso em: 04 nov. 2017.

70
PEREIRA, Paulo César; CARASEK, Helena; FRANCINETE JR., Paulo. Influência da cura no desempenho de revestimentos com argamassas inorgânicas. VI SBTA. Florianópolis, 2005.
PETRUCCI, Eládio G. R. Materiais de Construção. Porto Alegre: Globo, 1975
QUARCIONI, V. A.; CINCOTTO, M. A.; Marelli, M. R.; Gleise, P. J. P.; JOHN, V. M.PILEGGI, R. G.. Influência da cal hidratada nas idades iniciais da hidratação do cimento portland - Estudo em pasta. 2008. Tese (Doutorado em Engenharia Civil) - Universidade de São Paulo.
RECENA, Fernando Antonio Piazza. Conhecendo argamassa. Porto Alegre: Edipucrs, 2015.
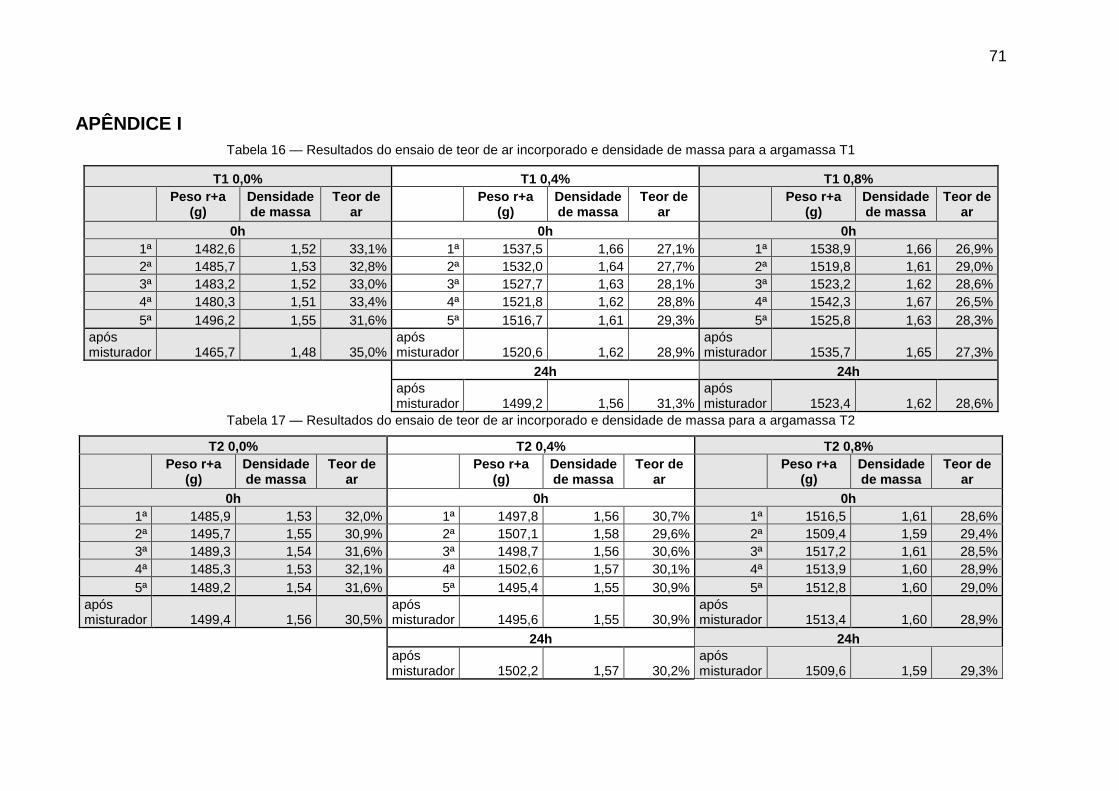
71
APÊNDICE I
Tabela 16 — Resultados do ensaio de teor de ar incorporado e densidade de massa para a argamassa T1
T1 0,0% T1 0,4% T1 0,8%
Peso r+a
(g) Densidade de massa
Teor de ar
Peso r+a
(g) Densidade de massa
Teor de ar
Peso r+a
(g) Densidade de massa
Teor de ar
0h 0h 0h
1ª 1482,6 1,52 33,1% 1ª 1537,5 1,66 27,1% 1ª 1538,9 1,66 26,9%
2ª 1485,7 1,53 32,8% 2ª 1532,0 1,64 27,7% 2ª 1519,8 1,61 29,0%
3ª 1483,2 1,52 33,0% 3ª 1527,7 1,63 28,1% 3ª 1523,2 1,62 28,6%
4ª 1480,3 1,51 33,4% 4ª 1521,8 1,62 28,8% 4ª 1542,3 1,67 26,5%
5ª 1496,2 1,55 31,6% 5ª 1516,7 1,61 29,3% 5ª 1525,8 1,63 28,3%
após misturador 1465,7 1,48 35,0%
após misturador 1520,6 1,62 28,9%
após misturador 1535,7 1,65 27,3%
24h 24h
após misturador 1499,2 1,56 31,3%
após misturador 1523,4 1,62 28,6%
Tabela 17 — Resultados do ensaio de teor de ar incorporado e densidade de massa para a argamassa T2
T2 0,0% T2 0,4% T2 0,8%
Peso r+a
(g) Densidade de massa
Teor de ar
Peso r+a (g)
Densidade de massa
Teor de ar
Peso r+a (g)
Densidade de massa
Teor de ar
0h 0h 0h
1ª 1485,9 1,53 32,0% 1ª 1497,8 1,56 30,7% 1ª 1516,5 1,61 28,6%
2ª 1495,7 1,55 30,9% 2ª 1507,1 1,58 29,6% 2ª 1509,4 1,59 29,4%
3ª 1489,3 1,54 31,6% 3ª 1498,7 1,56 30,6% 3ª 1517,2 1,61 28,5%
4ª 1485,3 1,53 32,1% 4ª 1502,6 1,57 30,1% 4ª 1513,9 1,60 28,9%
5ª 1489,2 1,54 31,6% 5ª 1495,4 1,55 30,9% 5ª 1512,8 1,60 29,0%
após misturador 1499,4 1,56 30,5%
após misturador 1495,6 1,55 30,9%
após misturador 1513,4 1,60 28,9%
24h 24h
após misturador 1502,2 1,57 30,2%
após misturador 1509,6 1,59 29,3%
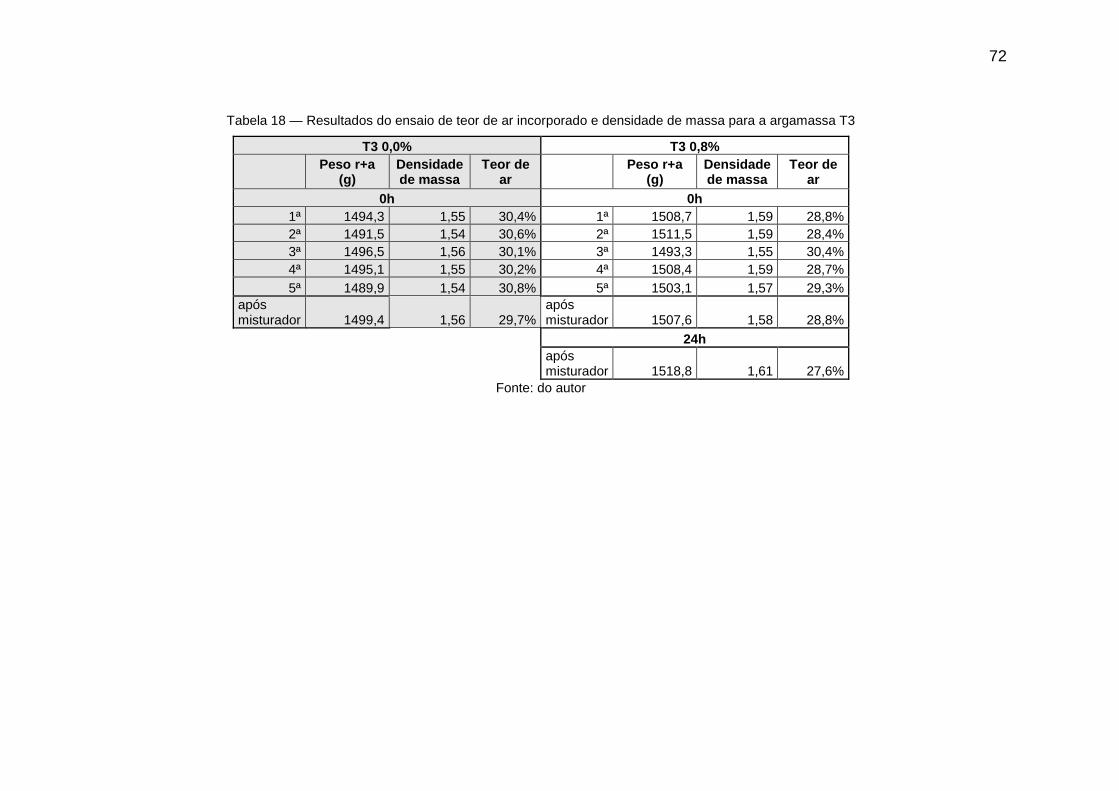
72
Tabela 18 — Resultados do ensaio de teor de ar incorporado e densidade de massa para a argamassa T3
T3 0,0% T3 0,8%
Peso r+a
(g) Densidade de massa
Teor de ar
Peso r+a (g)
Densidade de massa
Teor de ar
0h 0h
1ª 1494,3 1,55 30,4% 1ª 1508,7 1,59 28,8%
2ª 1491,5 1,54 30,6% 2ª 1511,5 1,59 28,4%
3ª 1496,5 1,56 30,1% 3ª 1493,3 1,55 30,4%
4ª 1495,1 1,55 30,2% 4ª 1508,4 1,59 28,7%
5ª 1489,9 1,54 30,8% 5ª 1503,1 1,57 29,3%
após misturador 1499,4 1,56 29,7%
após misturador 1507,6 1,58 28,8%
24h
após misturador 1518,8 1,61 27,6%
Fonte: do autor
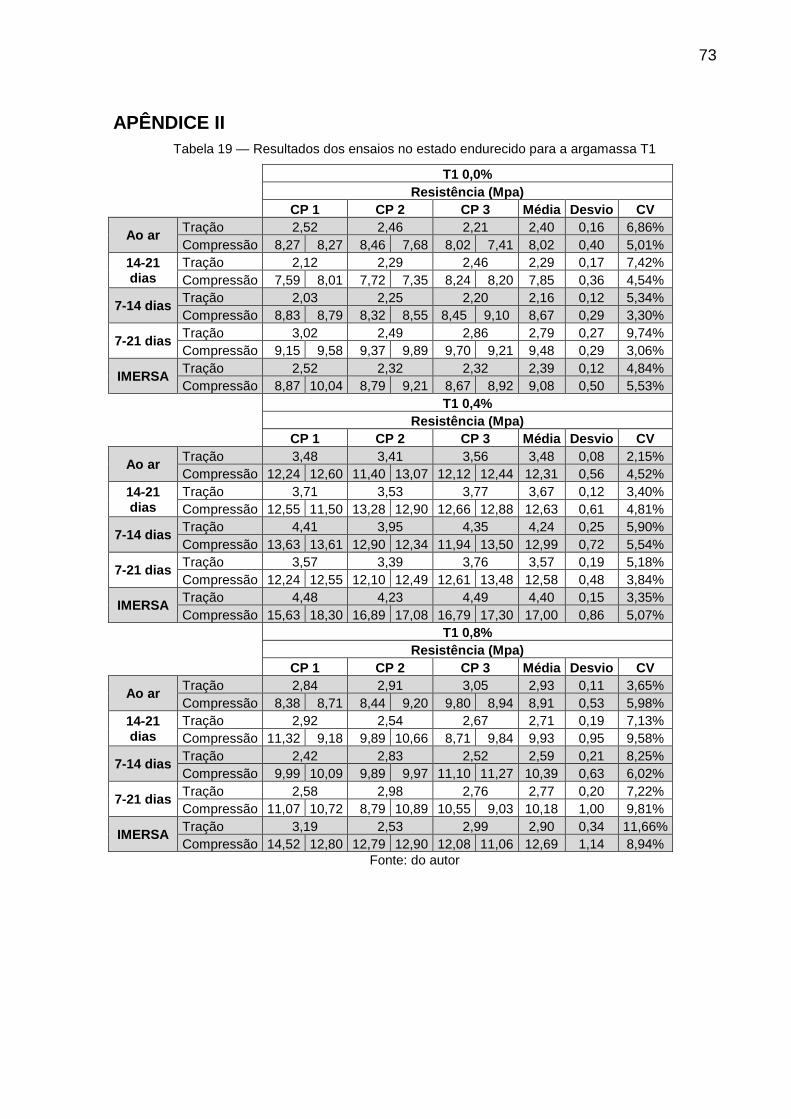
73
APÊNDICE II
Tabela 19 — Resultados dos ensaios no estado endurecido para a argamassa T1
T1 0,0%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 2,52 2,46 2,21 2,40 0,16 6,86%
Compressão 8,27 8,27 8,46 7,68 8,02 7,41 8,02 0,40 5,01%
14-21 dias
Tração 2,12 2,29 2,46 2,29 0,17 7,42%
Compressão 7,59 8,01 7,72 7,35 8,24 8,20 7,85 0,36 4,54%
7-14 dias Tração 2,03 2,25 2,20 2,16 0,12 5,34%
Compressão 8,83 8,79 8,32 8,55 8,45 9,10 8,67 0,29 3,30%
7-21 dias Tração 3,02 2,49 2,86 2,79 0,27 9,74%
Compressão 9,15 9,58 9,37 9,89 9,70 9,21 9,48 0,29 3,06%
IMERSA Tração 2,52 2,32 2,32 2,39 0,12 4,84%
Compressão 8,87 10,04 8,79 9,21 8,67 8,92 9,08 0,50 5,53%
T1 0,4%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 3,48 3,41 3,56 3,48 0,08 2,15%
Compressão 12,24 12,60 11,40 13,07 12,12 12,44 12,31 0,56 4,52%
14-21 dias
Tração 3,71 3,53 3,77 3,67 0,12 3,40%
Compressão 12,55 11,50 13,28 12,90 12,66 12,88 12,63 0,61 4,81%
7-14 dias Tração 4,41 3,95 4,35 4,24 0,25 5,90%
Compressão 13,63 13,61 12,90 12,34 11,94 13,50 12,99 0,72 5,54%
7-21 dias Tração 3,57 3,39 3,76 3,57 0,19 5,18%
Compressão 12,24 12,55 12,10 12,49 12,61 13,48 12,58 0,48 3,84%
IMERSA Tração 4,48 4,23 4,49 4,40 0,15 3,35%
Compressão 15,63 18,30 16,89 17,08 16,79 17,30 17,00 0,86 5,07%
T1 0,8%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 2,84 2,91 3,05 2,93 0,11 3,65%
Compressão 8,38 8,71 8,44 9,20 9,80 8,94 8,91 0,53 5,98%
14-21 dias
Tração 2,92 2,54 2,67 2,71 0,19 7,13%
Compressão 11,32 9,18 9,89 10,66 8,71 9,84 9,93 0,95 9,58%
7-14 dias Tração 2,42 2,83 2,52 2,59 0,21 8,25%
Compressão 9,99 10,09 9,89 9,97 11,10 11,27 10,39 0,63 6,02%
7-21 dias Tração 2,58 2,98 2,76 2,77 0,20 7,22%
Compressão 11,07 10,72 8,79 10,89 10,55 9,03 10,18 1,00 9,81%
IMERSA Tração 3,19 2,53 2,99 2,90 0,34 11,66%
Compressão 14,52 12,80 12,79 12,90 12,08 11,06 12,69 1,14 8,94%
Fonte: do autor
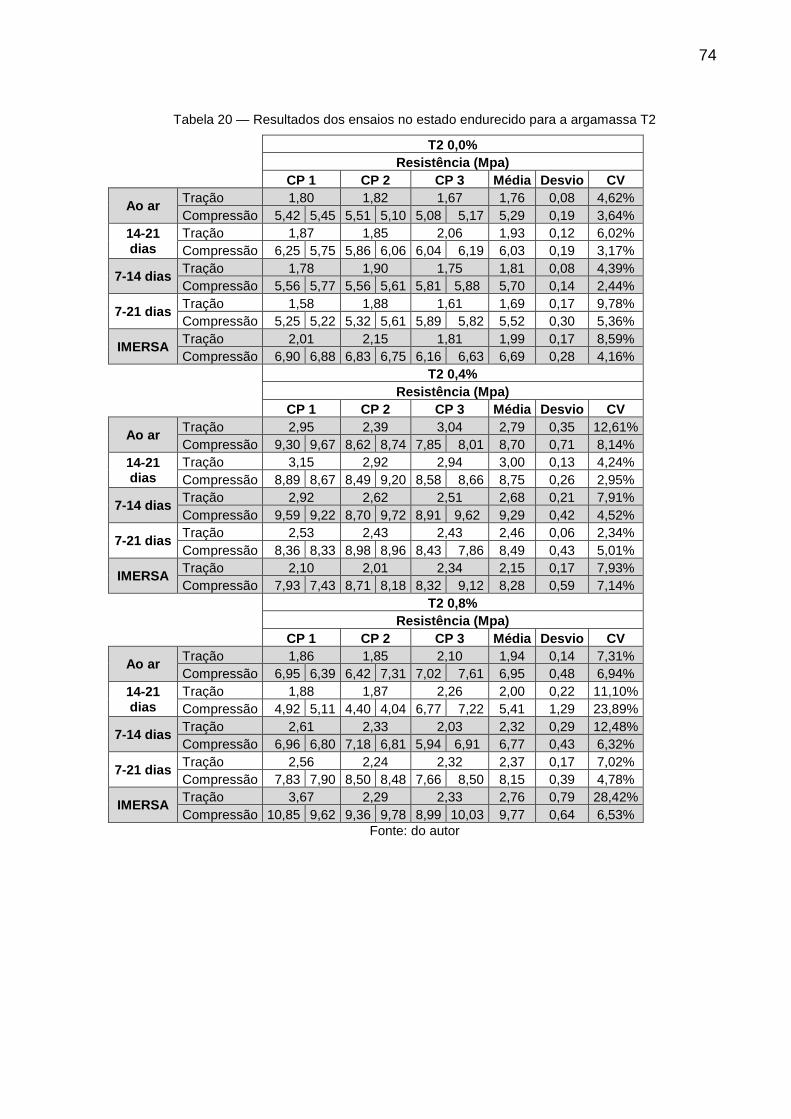
74
Tabela 20 — Resultados dos ensaios no estado endurecido para a argamassa T2
T2 0,0%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 1,80 1,82 1,67 1,76 0,08 4,62%
Compressão 5,42 5,45 5,51 5,10 5,08 5,17 5,29 0,19 3,64%
14-21 dias
Tração 1,87 1,85 2,06 1,93 0,12 6,02%
Compressão 6,25 5,75 5,86 6,06 6,04 6,19 6,03 0,19 3,17%
7-14 dias Tração 1,78 1,90 1,75 1,81 0,08 4,39%
Compressão 5,56 5,77 5,56 5,61 5,81 5,88 5,70 0,14 2,44%
7-21 dias Tração 1,58 1,88 1,61 1,69 0,17 9,78%
Compressão 5,25 5,22 5,32 5,61 5,89 5,82 5,52 0,30 5,36%
IMERSA Tração 2,01 2,15 1,81 1,99 0,17 8,59%
Compressão 6,90 6,88 6,83 6,75 6,16 6,63 6,69 0,28 4,16%
T2 0,4%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 2,95 2,39 3,04 2,79 0,35 12,61%
Compressão 9,30 9,67 8,62 8,74 7,85 8,01 8,70 0,71 8,14%
14-21 dias
Tração 3,15 2,92 2,94 3,00 0,13 4,24%
Compressão 8,89 8,67 8,49 9,20 8,58 8,66 8,75 0,26 2,95%
7-14 dias Tração 2,92 2,62 2,51 2,68 0,21 7,91%
Compressão 9,59 9,22 8,70 9,72 8,91 9,62 9,29 0,42 4,52%
7-21 dias Tração 2,53 2,43 2,43 2,46 0,06 2,34%
Compressão 8,36 8,33 8,98 8,96 8,43 7,86 8,49 0,43 5,01%
IMERSA Tração 2,10 2,01 2,34 2,15 0,17 7,93%
Compressão 7,93 7,43 8,71 8,18 8,32 9,12 8,28 0,59 7,14%
T2 0,8%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 1,86 1,85 2,10 1,94 0,14 7,31%
Compressão 6,95 6,39 6,42 7,31 7,02 7,61 6,95 0,48 6,94%
14-21 dias
Tração 1,88 1,87 2,26 2,00 0,22 11,10%
Compressão 4,92 5,11 4,40 4,04 6,77 7,22 5,41 1,29 23,89%
7-14 dias Tração 2,61 2,33 2,03 2,32 0,29 12,48%
Compressão 6,96 6,80 7,18 6,81 5,94 6,91 6,77 0,43 6,32%
7-21 dias Tração 2,56 2,24 2,32 2,37 0,17 7,02%
Compressão 7,83 7,90 8,50 8,48 7,66 8,50 8,15 0,39 4,78%
IMERSA Tração 3,67 2,29 2,33 2,76 0,79 28,42%
Compressão 10,85 9,62 9,36 9,78 8,99 10,03 9,77 0,64 6,53%
Fonte: do autor
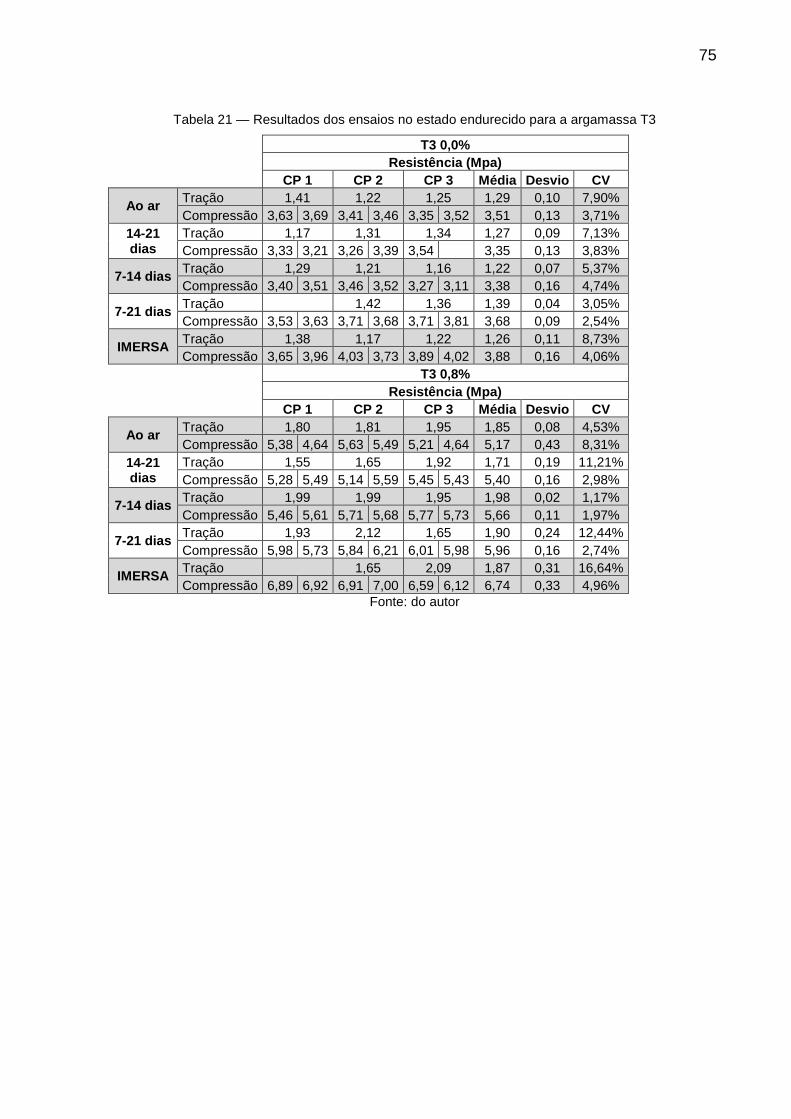
75
Tabela 21 — Resultados dos ensaios no estado endurecido para a argamassa T3
T3 0,0%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 1,41 1,22 1,25 1,29 0,10 7,90%
Compressão 3,63 3,69 3,41 3,46 3,35 3,52 3,51 0,13 3,71%
14-21 dias
Tração 1,17 1,31 1,34 1,27 0,09 7,13%
Compressão 3,33 3,21 3,26 3,39 3,54 3,35 0,13 3,83%
7-14 dias Tração 1,29 1,21 1,16 1,22 0,07 5,37%
Compressão 3,40 3,51 3,46 3,52 3,27 3,11 3,38 0,16 4,74%
7-21 dias Tração 1,42 1,36 1,39 0,04 3,05%
Compressão 3,53 3,63 3,71 3,68 3,71 3,81 3,68 0,09 2,54%
IMERSA Tração 1,38 1,17 1,22 1,26 0,11 8,73%
Compressão 3,65 3,96 4,03 3,73 3,89 4,02 3,88 0,16 4,06%
T3 0,8%
Resistência (Mpa)
CP 1 CP 2 CP 3 Média Desvio CV
Ao ar Tração 1,80 1,81 1,95 1,85 0,08 4,53%
Compressão 5,38 4,64 5,63 5,49 5,21 4,64 5,17 0,43 8,31%
14-21 dias
Tração 1,55 1,65 1,92 1,71 0,19 11,21%
Compressão 5,28 5,49 5,14 5,59 5,45 5,43 5,40 0,16 2,98%
7-14 dias Tração 1,99 1,99 1,95 1,98 0,02 1,17%
Compressão 5,46 5,61 5,71 5,68 5,77 5,73 5,66 0,11 1,97%
7-21 dias Tração 1,93 2,12 1,65 1,90 0,24 12,44%
Compressão 5,98 5,73 5,84 6,21 6,01 5,98 5,96 0,16 2,74%
IMERSA Tração 1,65 2,09 1,87 0,31 16,64%
Compressão 6,89 6,92 6,91 7,00 6,59 6,12 6,74 0,33 4,96%
Fonte: do autor
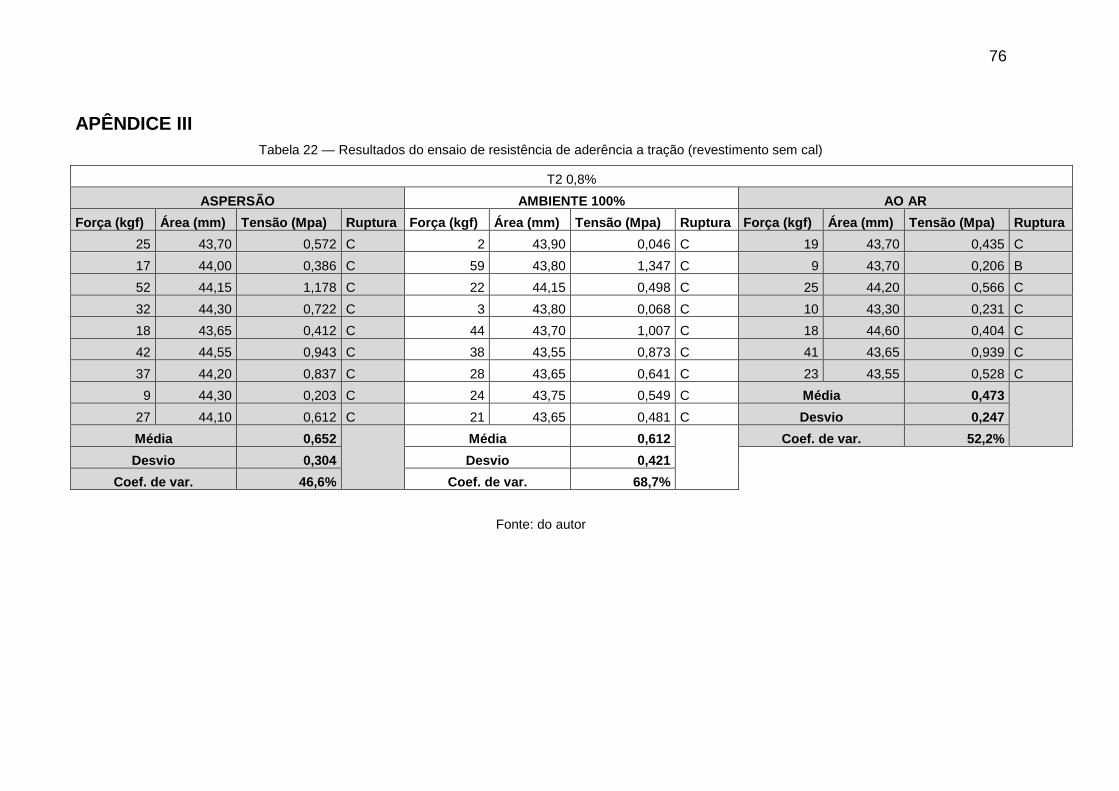
76
APÊNDICE III
Tabela 22 — Resultados do ensaio de resistência de aderência a tração (revestimento sem cal)
T2 0,8%
ASPERSÃO AMBIENTE 100% AO AR
Força (kgf) Área (mm) Tensão (Mpa) Ruptura Força (kgf) Área (mm) Tensão (Mpa) Ruptura Força (kgf) Área (mm) Tensão (Mpa) Ruptura
25 43,70 0,572 C 2 43,90 0,046 C 19 43,70 0,435 C
17 44,00 0,386 C 59 43,80 1,347 C 9 43,70 0,206 B
52 44,15 1,178 C 22 44,15 0,498 C 25 44,20 0,566 C
32 44,30 0,722 C 3 43,80 0,068 C 10 43,30 0,231 C
18 43,65 0,412 C 44 43,70 1,007 C 18 44,60 0,404 C
42 44,55 0,943 C 38 43,55 0,873 C 41 43,65 0,939 C
37 44,20 0,837 C 28 43,65 0,641 C 23 43,55 0,528 C
9 44,30 0,203 C 24 43,75 0,549 C Média 0,473
27 44,10 0,612 C 21 43,65 0,481 C Desvio 0,247
Média 0,652
Média 0,612
Coef. de var. 52,2%
Desvio 0,304 Desvio 0,421
Coef. de var. 46,6% Coef. de var. 68,7%
Fonte: do autor
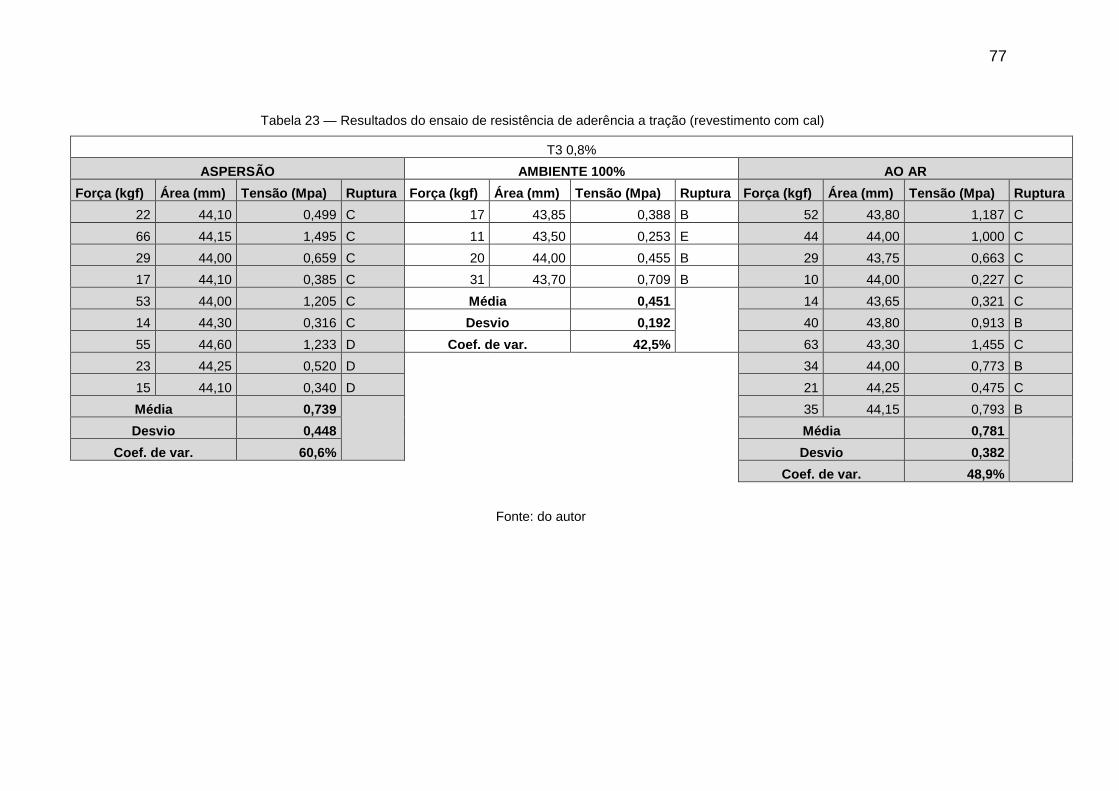
77
Tabela 23 — Resultados do ensaio de resistência de aderência a tração (revestimento com cal)
T3 0,8%
ASPERSÃO AMBIENTE 100% AO AR
Força (kgf) Área (mm) Tensão (Mpa) Ruptura Força (kgf) Área (mm) Tensão (Mpa) Ruptura Força (kgf) Área (mm) Tensão (Mpa) Ruptura
22 44,10 0,499 C 17 43,85 0,388 B 52 43,80 1,187 C
66 44,15 1,495 C 11 43,50 0,253 E 44 44,00 1,000 C
29 44,00 0,659 C 20 44,00 0,455 B 29 43,75 0,663 C
17 44,10 0,385 C 31 43,70 0,709 B 10 44,00 0,227 C
53 44,00 1,205 C Média 0,451
14 43,65 0,321 C
14 44,30 0,316 C Desvio 0,192 40 43,80 0,913 B
55 44,60 1,233 D Coef. de var. 42,5% 63 43,30 1,455 C
23 44,25 0,520 D
34 44,00 0,773 B
15 44,10 0,340 D
21 44,25 0,475 C
Média 0,739
35 44,15 0,793 B
Desvio 0,448
Média 0,781
Coef. de var. 60,6%
Desvio 0,382
Coef. de var. 48,9%
Fonte: do autor
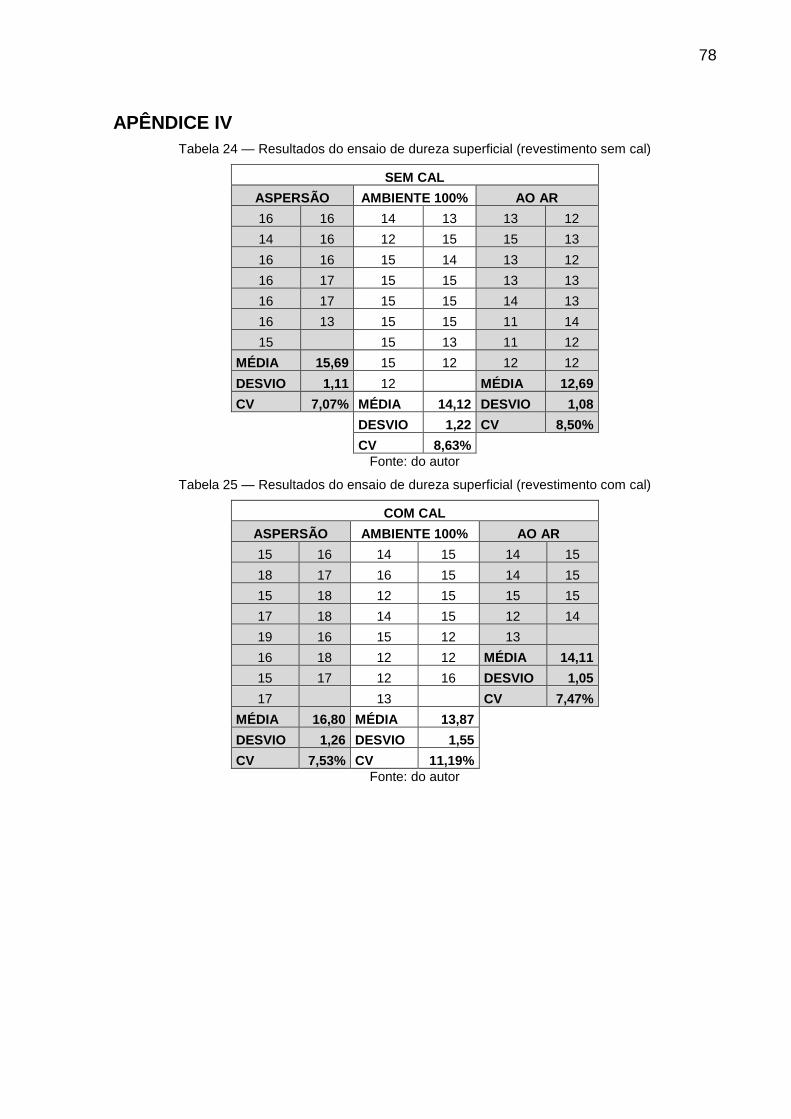
78
APÊNDICE IV
Tabela 24 — Resultados do ensaio de dureza superficial (revestimento sem cal)
SEM CAL
ASPERSÃO AMBIENTE 100% AO AR
16 16 14 13 13 12
14 16 12 15 15 13
16 16 15 14 13 12
16 17 15 15 13 13
16 17 15 15 14 13
16 13 15 15 11 14
15 15 13 11 12
MÉDIA 15,69 15 12 12 12
DESVIO 1,11 12 MÉDIA 12,69
CV 7,07% MÉDIA 14,12 DESVIO 1,08
DESVIO 1,22 CV 8,50%
CV 8,63%
Fonte: do autor
Tabela 25 — Resultados do ensaio de dureza superficial (revestimento com cal)
COM CAL
ASPERSÃO AMBIENTE 100% AO AR
15 16 14 15 14 15
18 17 16 15 14 15
15 18 12 15 15 15
17 18 14 15 12 14
19 16 15 12 13
16 18 12 12 MÉDIA 14,11
15 17 12 16 DESVIO 1,05
17 13 CV 7,47%
MÉDIA 16,80 MÉDIA 13,87 DESVIO 1,26 DESVIO 1,55 CV 7,53% CV 11,19% Fonte: do autor

79
APÊNDICE V
Tabela 26 — Resultados do ensaio de cravação pneumática de pino (revestimento sem cal)
SEM CAL
ASPERSÃO AMBIENTE 100% AO AR
37,65 42,5 39,65 42,15 43,10 40,00
35,75 41,7 37,70 42,95 43,30
35,65 39,65 MÉDIA (mm) 39,83 36,70 42,60
MÉDIA (mm) 38,82 DESVIO 2,23 43,05 42,90
DESVIO 2,95 CV 5,60% 36,20 39,25
CV 7,59%
MÉDIA (mm) 41,01
DESVIO 2,78
CV 6,78%
Fonte: do autor
Tabela 27 — Resultados do ensaio de cravação pneumática de pino (revestimento com cal)
COM CAL
ASPERSÃO AMBIENTE 100% AO AR
31,55 27,65 37,40 39,60 40,10 36,85
28,90 29,30 34,25 34,85 37,85 35,90
27,30 29,55 38,25 35,65 38,95 38,70
28,75 30,35 36,25 35,50 MÉDIA (mm) 38,06
30,05 28,80 38,10 DESVIO 1,52
MÉDIA (mm) 29,22 MÉDIA (mm) 36,65 CV 3,99%
DESVIO 1,25 DESVIO 1,78 CV 4,29% CV 4,86% Fonte: do autor
Copyright © 2022 FDOKUMEN




















